Обратноступенчатый способ сварки
Главная » Статьи » Обратноступенчатый способ сварки
Pereosnastka.ru
Сварка швов различной протяженности
Категория:
Сварка металлов
Сварка швов различной протяженности
Сварные швы по протяженности делят на три группы. Протяженность сварных швов имеет большое значение для выбора порядка их выполнения.
Короткие швы сваривают способом «на проход», т. е. непрерывным движением дуги от одного конца шва к другому в одном направлении. При многослойной сварке каждый последующий слой накладывают в направлении, противоположном предыдущему.
Швы средней длины сваривают от середины шва к краям, либо обратноступенчатым способом. Такой порядок наложения швов уменьшает внутренние напряжения и деформации. Деформации, возникающие при наложении двух соседних коротких швов, имеют противоположное направление.
Обратноступенчатый способ сварки заключается в том, что весь шов разбивают на участки длиной 200—300 мм (ступени). Длину участка выбирают такой, чтобы провести сварку целым числом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Длину участка выбирают такой, чтобы провести сварку целым числом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Швы большой протяженности сваривают обратноступенчатым способом от середины к краям. Если сварку выполняет один сварщик, то он накладывает швы в очередности, показанной на рис. 1 в.
Рис. 1. Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обрагно-ступенчатым способом от середины к краям шва вразбивку
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. Если сварку выполняют два сварщика, то они накладывают швы в очередности, показанной на рис. 1 г.
60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. Если сварку выполняют два сварщика, то они накладывают швы в очередности, показанной на рис. 1 г.
При сварке обратноступенчатый способом многослойных швов концы участков (ступеней) в смежных слоях не должны совпадать, и их необходимо сдвигать на 15—20 мм, Это делают потому, что в точках начала и конца швов наиболее вероятно появление дефектов (непроваров, шлаковых включений). Каждый последующий слой следует выполнять в направлении, противоположном предыдущему.
Читать далее:
Сварка металла малой толщины
Статьи по теме:
pereosnastka.ru
Большая Энциклопедия Нефти и Газа
Cтраница 1
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
| Сварка узлов металлоконструкций. [2] |
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 — 40 мм. [3]
[3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки. [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
| Выверка осей обечаек при сборке. [6] |
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки. [7]
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца — напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 — 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки, сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 — 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 — 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки. [11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки — поперечного колебания электрода поперек угла раскрытия шва, обратноступенчатого способа сварки длинных швов, сварки горкой и каскадным методом, а также сварки углом назад и вперед.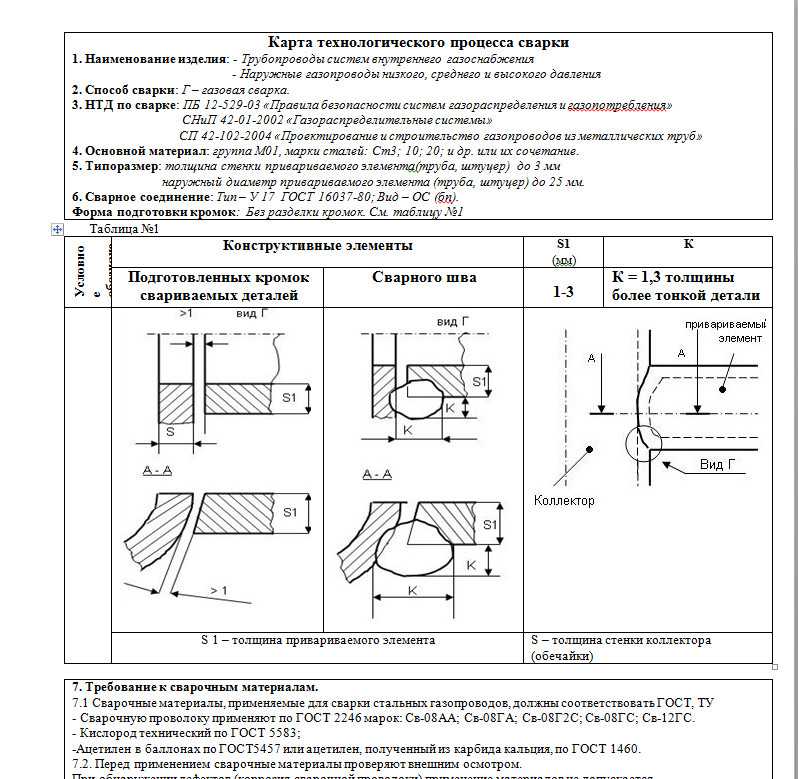 Сварку порошковой проволокой применяют только в нижнем положении. [12]
Сварку порошковой проволокой применяют только в нижнем положении. [12]
Длину участка выбирают такой, чтобы провести сварку целым чис — Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 — 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки, причем начинают сварку на расстоянии 75 — 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки — погружен в ванну. Сварка производится как левым, так и правым способами. [14]
Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки — погружен в ванну. Сварка производится как левым, так и правым способами. [14]
После приемки узлов конденсатора-холодильника производят сортировку узлов и деталей ящика с учетом последовательности их сборки и монтажа. Сборку ящика начинают со сборки днища. Листы днища собирают встык с зазором 3 — 4 мм на прихватках через 300 — 400 мм. По окончании сборки днища листы днища сваривают с применением главным образом полуавтоматической или автоматической сварки. Швы сваривают без разделки кромок на остающейся стальной подкладке толщиной 2 — 3 мм и шириной 300 — 400 мм, которую прихватывают перед стыковкой листов. Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки. [15]
Страницы: 1
www. ngpedia.ru
ngpedia.ru
Железная лаборатория
Автор Сварщик | 13 января 2011
Сварочные напряжения и деформации иметь в стальных конструкциях нежелательно, так как слишком большие сварочные напряжения могут стать причиной появления трещин в швах, с переходом их на основной металл. Деформации искажают геометрическую форму элементов, что приводит либо к снижению их прочности, либо усложняет монтаж. Полностью устранить сварочные напряжения и деформации невозможно. Изучение характера и причин образования сварочных напряжений и деформаций позволило разработать мероприятия значительно снижающие их. При сборке и сварке необходимо выполнять следующие основные конструктивные и технологические мероприятия. 1. В проектах стальных конструкций не следует назначать завышенное сечение сварных швов. Раскрытие фасок в стыковых швах должно быть минимально допустимым по техническим условиям. Во время сварки нельзя допускать увеличения сечения швов по сравнению с проектом. 2. При сварке листовых конструкций нужно применять преимущественно стыковые швы, а не нахлесточные, так как в нахлесточных швах неравномерно распределяется силовой поток.
6. Сварку длинных швов производят обратноступенчатым способом. Шов делят на участки длиной 150—200 мм. При однослойном шве сварку ведут от середины к концам отдельными участками, как указано на рисунке, сварку многослойных швов выполняют каскадами.
а — обратноступенчатый способ, б — сварка каскадом
7. При сварке стыка в прокатных двутавровых балках и швеллерах надо сначала заваривать стенку, а затем полки. 8. При сварке труб, состоящих из нескольких обечаек, в первую очередь должны завариваться продольные стыки и только после этого заваривать кольцевые швы. 9. При сборке стержней Н-образного сечения необходимо сначала собрать отдельно стенки и полки деталей, из которых они состоят, заварить стыки, зачистить на полках швы в местах примыкания стенки и только после этого собирать из листов стержни элемента. 10. При заварке стыка в стержнях двутаврового составного сечения следует продольные швы, прикрепляющие полки к стенке стержня, не доводить до стыка на 500—700 мм. Сначала заваривают стык вертикальной стенки, затем сваривают стыки полок и в последнюю очередь заваривают участки швов, соединяющих стенку с полками.
9. При сборке стержней Н-образного сечения необходимо сначала собрать отдельно стенки и полки деталей, из которых они состоят, заварить стыки, зачистить на полках швы в местах примыкания стенки и только после этого собирать из листов стержни элемента. 10. При заварке стыка в стержнях двутаврового составного сечения следует продольные швы, прикрепляющие полки к стенке стержня, не доводить до стыка на 500—700 мм. Сначала заваривают стык вертикальной стенки, затем сваривают стыки полок и в последнюю очередь заваривают участки швов, соединяющих стенку с полками.
11. При приварке уголков решетки к фасонкам или к поясным уголкам в решетчатой конструкции надо вести сварку в направлении к концу уголка, как указано стрелками на рисунке.
а — заварка стыка в листовом стержне Н-образного сечения, б — приварка уголков в узле фермы
12. Приварку ребер жесткости следует вести от середины к концам. 13. Заварку трещины в металле следует вести только после предварительной подготовки ее к заварке. Сначала надо трещину максимально раскрыть. Существует два способа раскрытия трещины: механический и тепловой. В обоих случаях в конце шва засверливается два отверстия, чтобы устранить концентрацию напряжений и не допустить дальнейшее распространение трещины.
Сначала надо трещину максимально раскрыть. Существует два способа раскрытия трещины: механический и тепловой. В обоих случаях в конце шва засверливается два отверстия, чтобы устранить концентрацию напряжений и не допустить дальнейшее распространение трещины.
При механическом способе раскрытия трещины с обеих ее сторон приваривают по два уголка, которые с наибольшим усилием стягивают болтами. При этом в зоне трещины возникают упругие растягивающие напряжения. Затем трещину заваривают и болты снимают, в результате чего раздвинутые кромки трещины беспрепятственно смещаются в первоначальное положение при одновременной усадке остывающего шва.
а — механический способ раскрытия трещины, б — тепловой способ раскрытия трещины
Тепловой способ заключается в раскрытии трещины путем нагрева до температуры 150—200° участка металла за концами трещины. Нагрев производится газовыми горелками. Металл в нагретых зонах стремится расшириться, в зоне трещины создаются сжимающие напряжения, вследствие чего кромки трещины расходятся. Нагревая металл, необходимо следить, чтобы кромки трещины не нагревались. Охлаждение кромок производится прикладыванием влажных асбестовых жгутов. После заварки трещины шов остывает одновременно с нагретыми участками металла. Кромки трещины сближаются, снижая напряжение в сокращающемся шве.
Нагревая металл, необходимо следить, чтобы кромки трещины не нагревались. Охлаждение кромок производится прикладыванием влажных асбестовых жгутов. После заварки трещины шов остывает одновременно с нагретыми участками металла. Кромки трещины сближаются, снижая напряжение в сокращающемся шве.
загрузка…
iron-lab.ru
Особенности выполнения обратноступенчатого способа сварки швов
Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Напряжения и деформации
Чтобы знать для каких целей необходимо сводить к минимуму появление напряжений и деформаций, нужно понимать, что означают эти понятия. Известно, что все металлы при нагреве расширяются, а при остывании — сжимаются. Напряжения – это силы, которые приложены к одной единице площади детали (как поверхности, так и поперечного сечения). Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Напряжения внутри изделия при сварке возникают в результате неравномерного нагревания, охлаждения или литейной усадки сварочной ванны в жидком состоянии. Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву. Такое может произойти из-за того, что при остывании сварочной ванны, она становится меньше, сужается в объеме, и начинает растягивать ближние слои металла. В этом случае изделие может быть деформировано и впоследствии стать некачественным. То есть, деформация является последствием неправильной работы сварщика и большого количества внутренних напряжений. Если работу осуществлять правильно, внутренние напряжения будут присутствовать, однако, их показатели не будут выходить за рамки установленной нормы и это не вызовет деформацию изделия.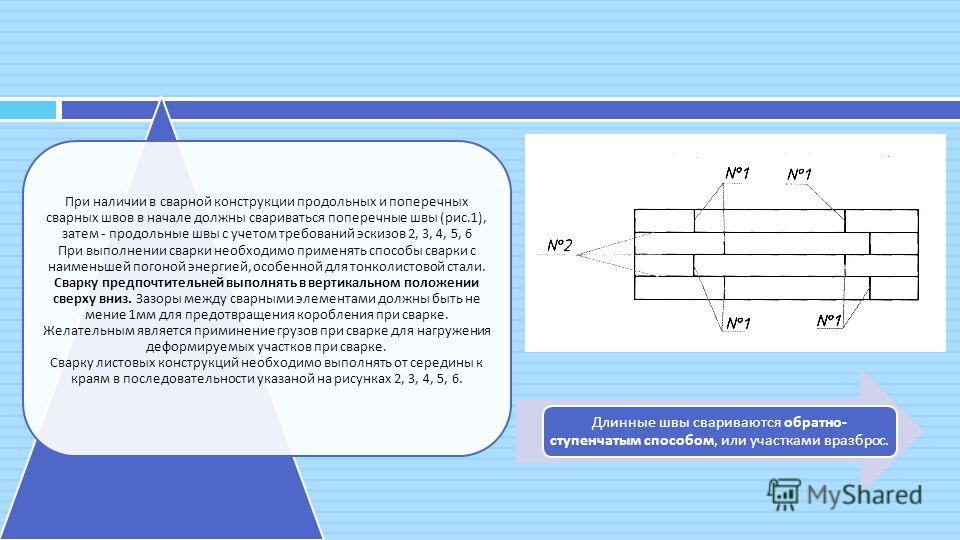
Деформации подразделяются на несколько видов: упругая и остаточная (пластическая). Упругая деформация появляется при нагреве и приложении определенного количества силы на изделие, и пропадает, когда деталь либо остывает, либо прекращается воздействие силы. При остаточной деформации, возврат детали в первоначальную форму не происходит. Деформации увеличиваются на швах длинной протяженности и большого сечения.
Главный способ устранить деформацию – варить изделие в кондукторах. Кондуктор – это специальное приспособление для фиксации изделия. Это называется методом предварительного изгиба. Он широко применяется для деформаций, возникающих при варке угловых швов и сварке внахлёст. Если в качестве деталей для сварки выступают металлические листы, их выгибают в сторону, обратную предполагаемой деформации.
Обратноступенчатая сварка используется для однослойных и многослойных швов. При работе с многослойными швами начала и окончания каждой ступени в проходе нужно смещать по отношению к предыдущим на 20-40 мм.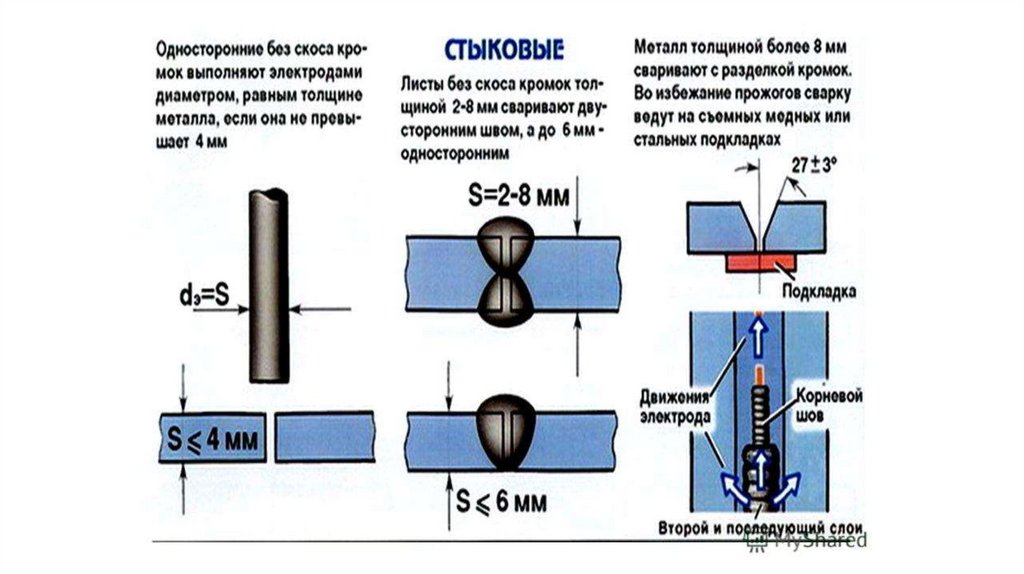 Шов разделяют на отдельные части длиной 100-300 мм. Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему. В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Шов разделяют на отдельные части длиной 100-300 мм. Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему. В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Обратноступенчатая сварка бывает нескольких разновидностей: от середины к краям и вразброс.
Как и при любом сварочном процессе, обратноступенчатый способ сварки требует соблюдения правил электробезопасности. Важно знать, что можно использовать в качестве обратного провода. Обратный провод – это провод, соединяющий свариваемое изделие со сварочным аппаратом. В качестве него можно использовать гибкие провода или стальные шины.
svarkaed.ru
Обратноступенчатый способ сварки длинных швов
Техника ручной дуговой сварки
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной – увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность.
То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения.
Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно.
И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера.
Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры.
Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1.
Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку.
Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером.
Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало.
Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла.
При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции.
Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин.
 Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин.
Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин.В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм.
Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм.
Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис. 2,е). Так, формируя горку, последовательно заполняют весь шов.
2,е). Так, формируя горку, последовательно заполняют весь шов.
Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях.
Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее.

Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна.
Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко.
На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.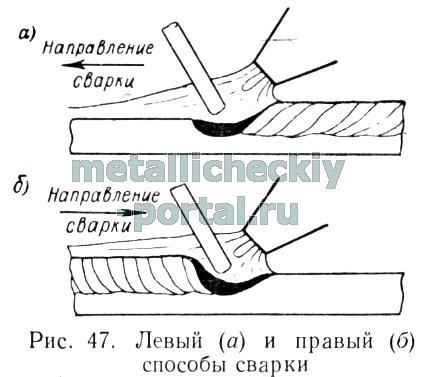 д
д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения.
Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения».
Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги – дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях – снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей.
Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны.
Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком.
 Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов.
Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов.После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.
Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом – поперек, чтобы удалить последние остатки шлака.
| Рис. 6. Влияние угла наклона изделия на форму сварного шва: При сварке на подъем наблюдается большая глубина проплавления, а также большая высота валика. При сварке на спуск наоборот снижается глубина проплавления и уменьшается высота сварного шва. При этом ширина шва практически не меняется. | Рис. 7. Влияние положения электрода на форму сварного шва: На рисунке видно, что при сварке углом назад более глубокое проплавление, а при сварке углом вперед увеличивается ширина шва и уменьшается высота валика. |
| Рис. 8. Влияние скорости сварки на форму сварного шва: Положение сварочной ванны при наклонах изделия, дуги или электрода. Сварка на спуск, сварка на подъем, сварка углом вперед. | Рис. 9. Влияние подготовки кромок под сварки при стыковом соединении. |
| Рис. 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва | Рис. 11. Влияние величины сварочного тока при сварке: Если при сварке изменять сварочный ток то будут меняться параметры сечения шва. При более низком токе увеличивается глубина проплавления и увеличивается валик сварного шва. |
Использованы репродукции http://welding.su/gallery/
Разновидности и способы выполнения сварочных швов – Сварка Профи
Способ выполнения швов зависят от длины и толщины свариваемого металла. Швы длиной до 250 мм. считаются короткими, длиной 250—1000мм. – средними и более 1000мм. – длинными.
Короткие швы обычно сваривают за один проход .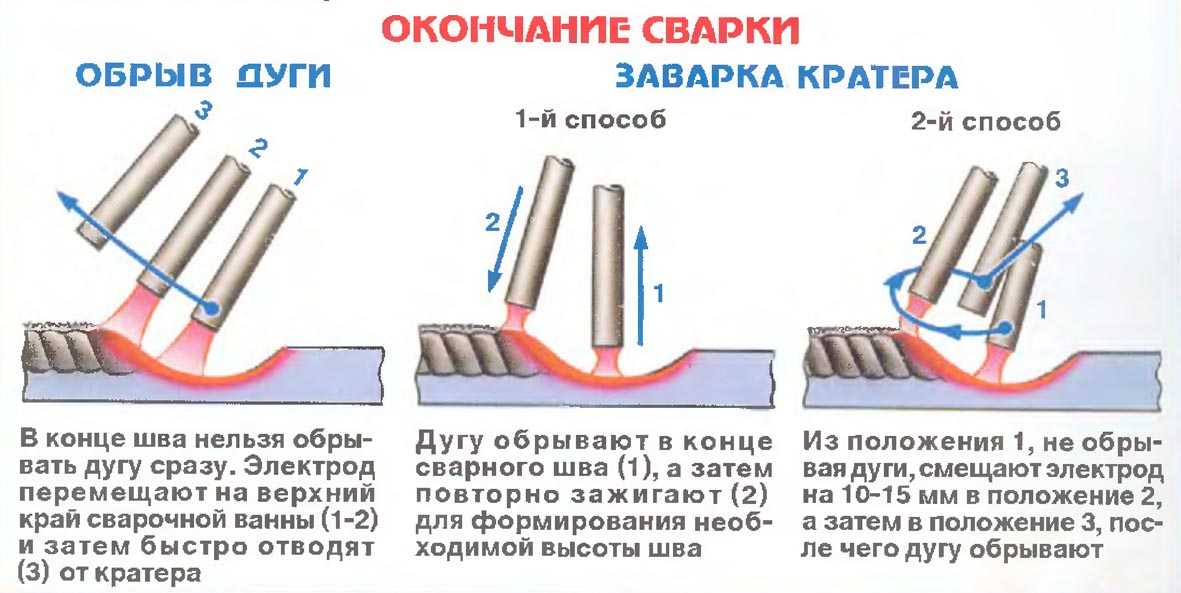 Швы средней длины сваривают либо за один проход от середины к краям, либо обратно-ступенчатым способом (рис. 1). Длинные швы так же свариваются обратно-ступенчатым способом, или отдельными участками вразброс.
Швы средней длины сваривают либо за один проход от середины к краям, либо обратно-ступенчатым способом (рис. 1). Длинные швы так же свариваются обратно-ступенчатым способом, или отдельными участками вразброс.
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов разбивается на короткие участки, длиной от 100 до 300мм. и сварка на каждом отдельном участке выполняется в направлении, обратном общему направлению сварки (рис. 1) с таким расчетом, чтобы окончание каждого данного участка совпадало с началом предыдущего.
В некоторых случаях при определении длины ступени, за основу принимают участок, который можно заварить электродом так, чтобы переход от участка к участку совместить со сменой электрода.
Сварка обратно-ступенчатым способом применяется с целью уменьшения сварочных деформаций и напряжений.
Так же для уменьшения перегрева металла сварку по возможности желательно вести на вертикал с верху в низ. Так же важно применять правильные типы соединений деталей и разделки кромок металлических заготовок.
Основные типы сварных соединений выполняемые при сварке конструкций показаны на рис. 2
При сварке металла большой толщины шов выполняется за несколько проходов. При этом заполнение разделки может производиться слоями (рис. 3а), или валиками (рис. 3б). При заполнении разделки слоями каждый слой шва выполняется за один проход.
При заполнении разделки валиками в средней и верхней частях разделки, каждый слой шва выполняется за два или более проходов, путем наложения отдельных валиков. С точки зрения уменьшения деформаций плоскости свариваемых деталей, первый способ предпочтительнее второго.
Однако при сварке стыковых швов не всегда удобно выполнять очень широкие валики в верхней и средней частях разделки. Поэтому на практике 1-й способ чаще применяется при сварке угловых швов, 2-й — стыковых.
При сварке толстого металла выполнение каждого слоя за один проход является нежелательным, так как это происходит к значительным деформациям, а также может привести к образованию трещин в первых слоях.
Образование трещин вызывается тем, что первый слой шва перед наложением второго слоя успевает полностью (или почти полностью) остыть.
Вследствие большой разницы в сечениях наплавленного слоя и свариваемого металла все деформации, возникающие при остывании неравномерно нагретого металла, сконцентрируются в металле шва. При этом запас пластичности может оказаться недостаточным, что приведет к трещинообразованию.
Для предотвращения образования трещин, заполнение фаски при сварке толстого металла следует производить с малым интервалом времени между наложением каждого слоя. Это достигается применением каскадного метода заполнения разделки (рис. 4а), или заполнения фаски горкой (рис. 4б).
При каскадном методе заполнения фаски весь шов разбивается на короткие участки и сварка осуществляется таким образом, что по окончании сварки слоя на данном участке, не останавливаясь, продолжается выполнение следующего слоя на соседнем участке и т. д., как это схематично показано на рис. 4а.
д., как это схематично показано на рис. 4а.
Так же важным фактором при выполнении сварки является способ перемещения сварочной горелки и проволоки, либо электрода. Пример предпочтительных способов движений при сварке показан на рис. 5.
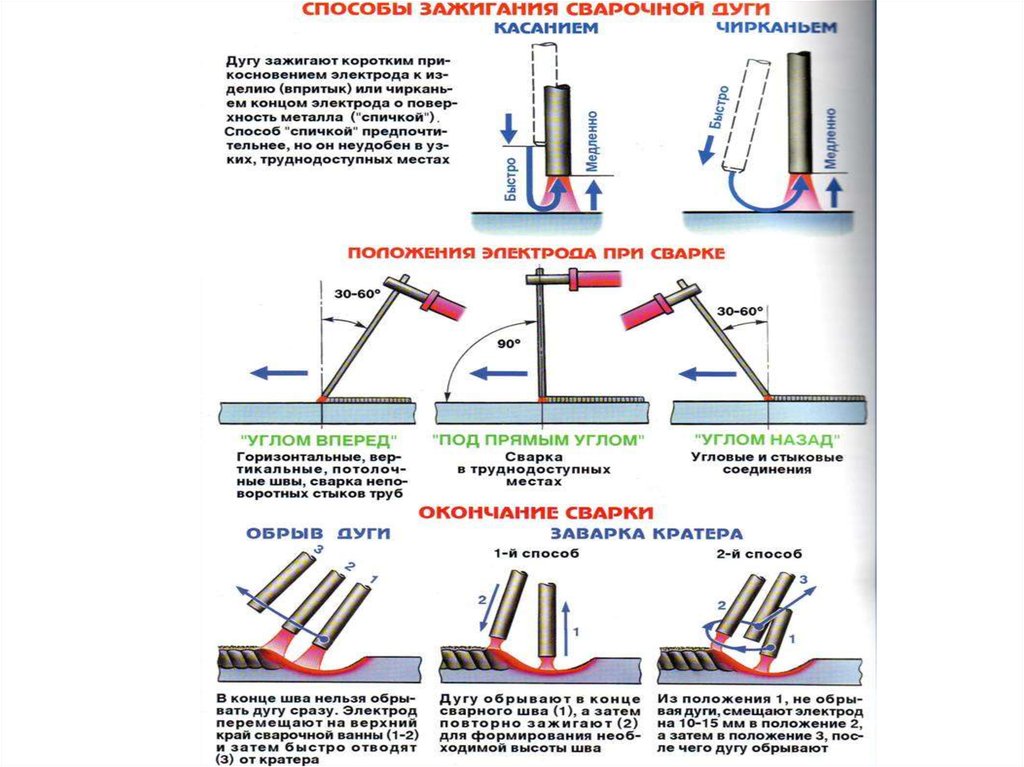
Если по окончании шва сразу оборвать дугу, то образуется незаполненный металлом кратер, который ослабляет шов и может явиться началом образования трещин. Поэтому при окончании шва всегда должна производиться заварка кратера, которая осуществляется сваркой в течение некоторого времени без перемещения электрода вдоль свариваемых кромок, а затем постепенным удлинением дуги до ее обрыва.
Сварка длинных швов никогда не делается за один проход, а варится короткими участками, согласно схемам. Швы бывают горизонтальные, вертикальные и потолочные. Вертикальные швы как правило варятся снизу – вверх, но если перегрев металла на таких швах не желателен, сварка ведется сверху – вниз.
При сварке больших толщин, на деталях делаются фаски, которые потом заполняются сварочными швами. Такие швы никогда не варятся за один проход, а накладываются постепенно друг на друга, проход за проходом.
Такие швы никогда не варятся за один проход, а накладываются постепенно друг на друга, проход за проходом.
Вообще, каждое положение заготовок требует своего определенного способа сварки и задача специалиста, в зависимости от условий искать более правильные варианты сварки металлических конструкций.
Источник:
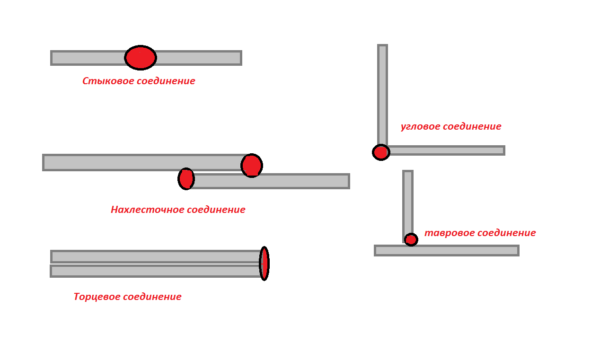
Основные виды сварных соединений и швов
Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от видасоединения:
- – шов стыкового соединения
- – шов таврового соединения
- – шов нахлесточного соединения
- – шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- – Односторонним
- – Двусторонним
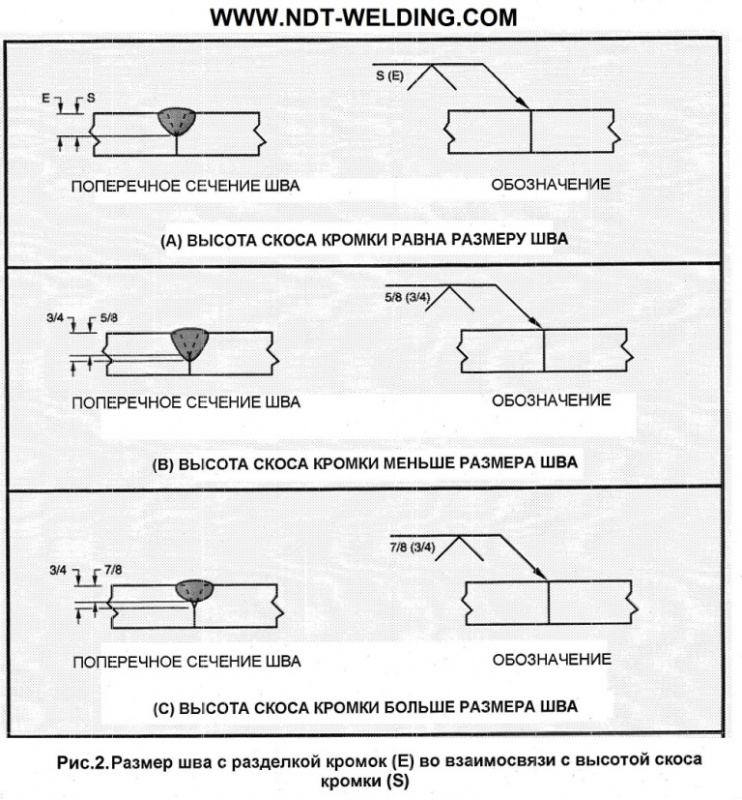
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- – Без скоса кромок
- – Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение – процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.Сварка “в лодочку” используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе “сварочный полуавтомат QINEO TRONIC PULSE”
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
- – нормальные
- – выпуклые
- – вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- – нижнее
- – горизонтальное
- – вертикальное
- – потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Способы выполнения швов по длине и сечению
Полуавтоматы для дуговой сварки и их основные узлы
Для начинающего сварщика очень важно овладеть навыком зажигания дуги. Зажигание дуги выполняется кратковременным прикосновением конца электрода к изделию или чирканьем концом электрода о поверхность металла (рис. 64). «Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Основные, наиболее широко применяемые способы перемещения конца электрода при РДС приведены на рис. 65. Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250—1 000 мм – средними, а более 1 000 мм – длинными (рис. 66).
Условно считают швы длиной до 250 мм короткими, длиной 250—1 000 мм – средними, а более 1 000 мм – длинными (рис. 66).
а) б)
Рис. 64. Способы зажигания дуги плавящимся покрытым
электродом: а – прикосновение электрода в точке; б – чирканье концом электрода о поверхность металла
| Рис. 65. Основные способы перемещения конца электрода при РДС: а, б, в, г – при обычных швах; д, е, ж – при швах с усиленным прогревом кромок |
Рис. 66. Способы выполнения шва: а – сварка швов «на проход»; б – сварка швов средней длины; в – сварка швов обратноступенчатым способом; г, д – сварка длинных швов
Короткие швы по длине обычно сваривают «на проход» (рис. 66,
| Рис. 67. Многослойные швы: а – сварной многослойный шов, выполненный за один проход; б – многослойный шов, выполненный за несколько проходов; I—IV – количество слоев сварных швов; 1—7 – количество проходов. |
Рис. 68. Схема заполнения разделки кромок при РДС металла большой толщины: а – каскадный метод; б – метод заполнения разделки «горкой»При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка производится таким методом.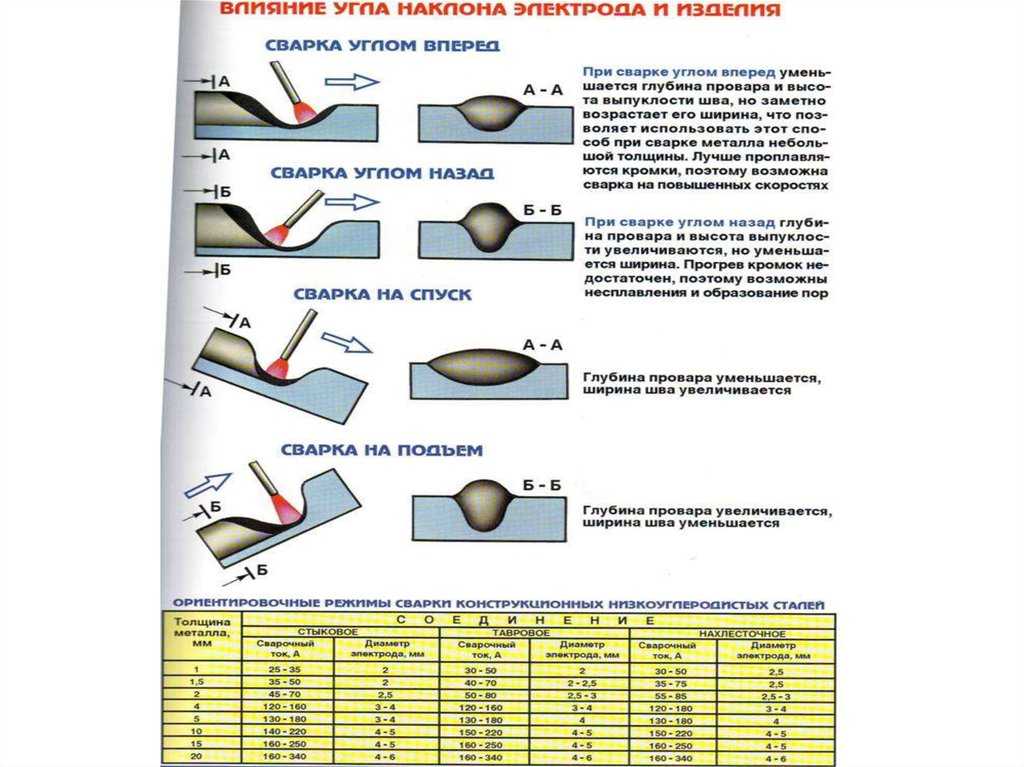 По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя. Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва. Прежде чем приступить к сварке, необходимо По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя. Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва. Прежде чем приступить к сварке, необходимо |
а). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис.
66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д). Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций. Предыдущий шов остывает до температуры 200—300 °С.
Предыдущий шов остывает до температуры 200—300 °С.
При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными. При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис. 67).
При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б). С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14—16 мм, то чаще применяется многопроходный способ сварки швов.
При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в
первых слоях, так как первый слой успевает остыть.
Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах. Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями.
На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др.
Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
Методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий – неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков …
Наиболее распространенные виды дефектов в сварных швах
Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Сварные соединения, выполненные …
Противопожарные мероприятия
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т.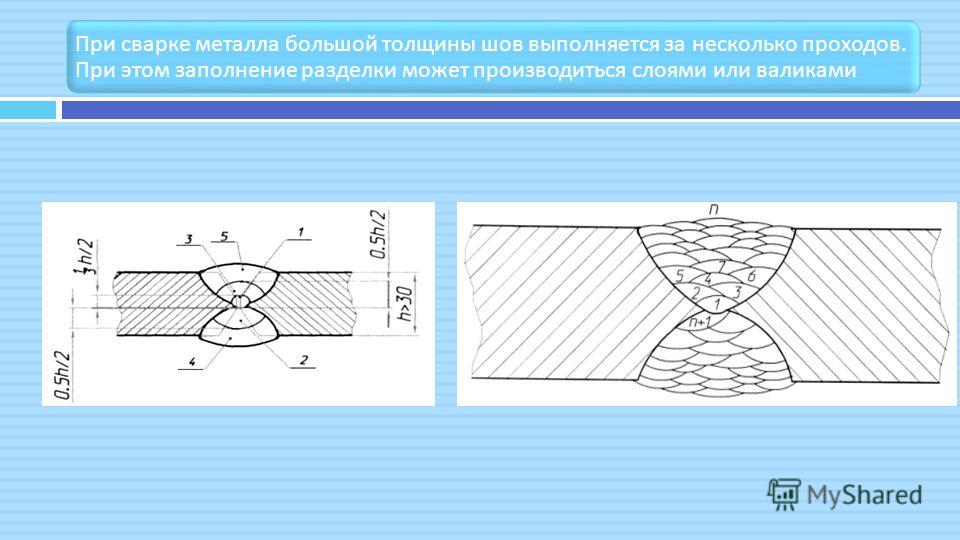 д.). …
д.). …
Обратноступенчатый способ сварки длинных швов – Металлы, оборудование, инструкции
Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему.
В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки.
Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Напряжения и деформации
Чтобы знать для каких целей необходимо сводить к минимуму появление напряжений и деформаций, нужно понимать, что означают эти понятия. Известно, что все металлы при нагреве расширяются, а при остывании — сжимаются.
Напряжения – это силы, которые приложены к одной единице площади детали (как поверхности, так и поперечного сечения).
Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Напряжения внутри изделия при сварке возникают в результате неравномерного нагревания, охлаждения или литейной усадки сварочной ванны в жидком состоянии.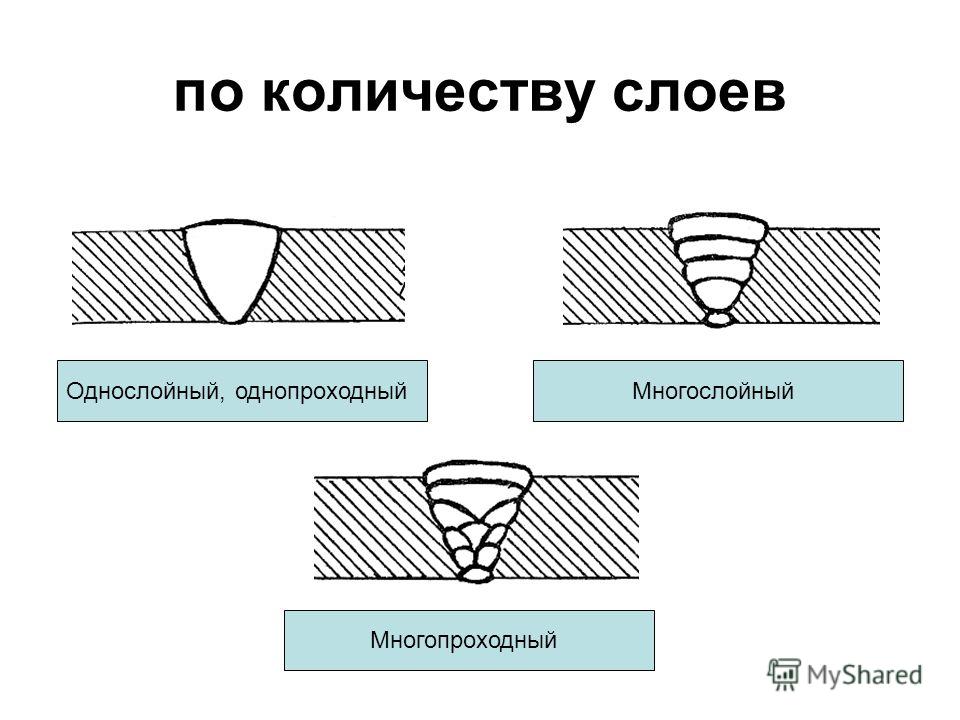 Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву.
Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву.
Такое может произойти из-за того, что при остывании сварочной ванны, она становится меньше, сужается в объеме, и начинает растягивать ближние слои металла. В этом случае изделие может быть деформировано и впоследствии стать некачественным. То есть, деформация является последствием неправильной работы сварщика и большого количества внутренних напряжений.
Если работу осуществлять правильно, внутренние напряжения будут присутствовать, однако, их показатели не будут выходить за рамки установленной нормы и это не вызовет деформацию изделия.
Деформации подразделяются на несколько видов: упругая и остаточная (пластическая).
Упругая деформация появляется при нагреве и приложении определенного количества силы на изделие, и пропадает, когда деталь либо остывает, либо прекращается воздействие силы.
При остаточной деформации, возврат детали в первоначальную форму не происходит. Деформации увеличиваются на швах длинной протяженности и большого сечения.
Главный способ устранить деформацию – варить изделие в кондукторах. Кондуктор – это специальное приспособление для фиксации изделия. Это называется методом предварительного изгиба.
Он широко применяется для деформаций, возникающих при варке угловых швов и сварке внахлёст.
Если в качестве деталей для сварки выступают металлические листы, их выгибают в сторону, обратную предполагаемой деформации.
Обратноступенчатая сварка используется для однослойных и многослойных швов. При работе с многослойными швами начала и окончания каждой ступени в проходе нужно смещать по отношению к предыдущим на 20-40 мм. Шов разделяют на отдельные части длиной 100-300 мм.
Шов разделяют на отдельные части длиной 100-300 мм.
Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему.
В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Обратноступенчатая сварка бывает нескольких разновидностей: от середины к краям и вразброс.
Как и при любом сварочном процессе, обратноступенчатый способ сварки требует соблюдения правил электробезопасности. Важно знать, что можно использовать в качестве обратного провода. Обратный провод – это провод, соединяющий свариваемое изделие со сварочным аппаратом. В качестве него можно использовать гибкие провода или стальные шины.
[Всего : 3 Средний: 4.7/5]
Источник: https://svarkaed. ru/svarka/shvy-i-soedineniya/osobennosti-vypolneniya-obratnostupenchatogo-sposoba-svarki.html
ru/svarka/shvy-i-soedineniya/osobennosti-vypolneniya-obratnostupenchatogo-sposoba-svarki.html
Обратноступенчатый способ сварки длинных швов — Справочник металлиста
Кратковременное касание конца электрода металла приводит к зажиганию сварочной дуги и к началу процесса сварки. Под каким углом по отношению к изделию следует далее держать электрод, зависит от многих факторов.
Но именно этот угол по направлению к сварке непосредственно влияет на качество формирующегося шва.
Выбор положения и метода сваривания для различных металлов так же в различной степени требует правильного поддержания наклона электрода.
Процесс дуговой сварки
По металлу электрода протекает электрический ток, что вызывает короткое замыкание и образует сварочную дугу. Длинной дуги называется расстояние от точки горения до активной точки на электроде (торец электрода). Ее величина так же влияет на выбор положения наклона электрода.
В процессе сваривания происходит разогрев торца электрода до высоких температур и плавление его покрытия.
Специальное покрытие, из сварочных газообразующих элементов, сгорая, формирует газовый пузырь, а то, что не догорает, превращается в жидкий шлак.
Газовые образования и шлак помогают защитить жидкую ванну металла и сварочную дугу от влияния кислорода. Следует следить, чтобы жидкий шлак постоянно укрывал сварочную ванну, поддерживая необходимую температуру и сохраняя тепло.
Поэтому, исходя из выше указанного, является очевидным требование, чтобы жидкий шлак точно следовал за дугой, сразу укрывал расплавленный металл. Этот процесс регулирует время проплавления, оттягивая начала кристаллизации металла. Добиться такого контроля над процессом сваривания можно только при правильном угле наклона электрода по отношению к направлению сварки.
Основные движения торца электрода
При ручной сварке важным показателем является степень необходимых усилий (количество наплавленного металла) для выполнения соединения. Сварные швы условно делятся на:
Сварные швы условно делятся на:
- нормальные — с ровной или не значительно деформированной поверхностью;
- усиленные — с выпуклой поверхностью;
- ослабленные — с вогнутой поверхностью.
Для достижения качественного шва, кроме получения необходимого количества наплавленного металла, важным является и метод проплавления свариваемых кромок. Это достигается поддержанием дуги постоянной длины и соответствующей техникой перемещения торца электрода.
Длина дуги
Длина дуги должна соответствовать диаметру электрода и его марке, но в основном составляет 0,5—1,2 его диаметра. Значительные отклонения от данного условия приводят к образованию дефектов:
- увеличение дуги — вызывает снижение глубины провара шва, порообразование в соединении и увеличение разбрызгивания металла;
- уменьшение дуги — вызывает короткое замыкание и ухудшение условий формирования шва.
Движения торца электрода
- Техника “треугольником”. Обеспечивает хороший провар корня шва, применяется для усиленного прогрева середины шва. Выполняется: для угловых швов с катетом более 6 мм; для стыков труб в любом пространственном положении.
- Зигзагообразная ломаная линия. Выполняется: для угловых швов с катетом менее 6 мм; при сварке встык для нижнего пространственного положения. Он удобен для сваривания частей труб без скоса кромок.
- Петлеобразная техника. Обеспечивает усиленный прогрев обеих кромок металла. Выполняется: для сваривания легированных металлов; для выполнения вертикальных швов.
 Выполняется: для угловых швов с катетом более 6 мм; для стыков труб в любом пространственном положении.
Выполняется: для угловых швов с катетом более 6 мм; для стыков труб в любом пространственном положении.Виды одновременных движений электрода
- Поступательное движение. Вдоль оси электрода. Обеспечивает постоянство длины сварочной дуги и скорости сварки.
- Прямолинейное движение. Вдоль оси шва. Контролирует скорость процесса плавления и качество формирования шва.
- Колебательное движение. Поперек оси шва под углом наклона — 45°. Необходимо для прогрева кромок, контроля ширины шва. Не выполняется при сваривании тонких металлов или при выполнении корневого шва (первого шва многослойного метода сваривания).

Качественно выполнить подобные техники сваривания можно только при условии изначально правильной установки угла электрода по отношению к поверхности металла и направлению сварки.
Виды пространственных положений сварки
Нижнее горизонтальное положение. Самое удобное положение для получения качественного шва любой сложности. Этому сопутствует сила тяжести, которая переносит расплавленный металл в сварную ванну и комфортное положение для наблюдения за процессом сварки.
Вертикальное положение. Сила тяжести препятствует точному перенесению расплавленного металла, поэтому сварка в таком положении имеет ряд особенностей. Ее необходимо выполнять короткой дугой и обязательно держать электрод под углом и быстро отводить для затвердения металла.
Особенности выполнения обратноступенчатого способа сварки швов
Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Обратноступенчатый способ сварки длинных швов
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
410
Одним из критериев, по которым разделяют обратноступенчатые сварные швы, является их продолжительность. Этот нюанс влияет на способ формирования шва.
В зависимости от продленности, их разделяют на три группы. Короткие, средние и длинные сварные соединения.
- Разновидности швов по продолжительности
- Напряжение и искажение
- Обратноступенчатая варка делится на разные виды
Обратноступенчатый способ сварки
Содержание:
Обратноступенчатым называется особенный вид сварки. При его применении весь шов разделяют на участки, а затем каждый из них заваривают поочередно в направлении, противоположном увеличению его длины. Окончание конкретной ступени совпадает с началом предыдущей. Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.
При его применении весь шов разделяют на участки, а затем каждый из них заваривают поочередно в направлении, противоположном увеличению его длины. Окончание конкретной ступени совпадает с началом предыдущей. Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.
Коротко о схемах сварки и видах соединительных швов
Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
- Короткие стыки (до 300 мм). Заваривание выполняют в один проход — от начала до конца.
- Стыки средней длины (от 300 до 1000 мм). Процесс начинают от середины стыка и ведут к краям. Может использоваться и обратноступенчатый метод — место соединение условно разбивается на несколько равных промежутков, каждый из которых заваривается последовательно в одном направлении.
- Длинные стыки (свыше 1000 мм). Заваривание шва проводится обратноступенчатым методом (самые короткие), каскадом, горкой, блоками (способы вразброс).

На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Виды швов
Сварные швы в зависимости от длины делятся на короткие, средние и большие. Максимальная длина первых – 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Короткие сваривают в одном и том же направлении, перемещая электрод беспрерывно. Средние делят на некоторое количество одинаковых ступеней. Затем сварку производят одним из двух способов: от середины к краям или в одном направлении.
Длину ступени выбирают таким образом, чтобы при ее сварке расходовались 2-4 электрода. Обратноступенчатый способ сварки длинных швов осуществляется от середины шва к его краям. Вторым вариантом является сварка вразброс.
Сварка вертикальных швов
Сварка одиночных валиков снизу вверх .
Сварка вертикальных швов ведется только на короткой дуге. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва. Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 1). При сварке электродом под углом 45°-60° (рис. 2) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
Другие страницы по теме Сварка вертикальных швов :
Рис. 1. Правильный угол наклона . 1. Правильный угол наклона . | Рис.2. Правильный угол наклона . |
При сварке вертикальных швов рекомендуется применять два метода манипулирования — «лестница» и «дугой вперед», что позволит выполнить швы нормальной формы (рис. 3).
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода. Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва. Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше — получил подрез и «выпуклый» валик. Передержал — наплыв и грубая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва. Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика. Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика. Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Сварка корневого валика (рис. 4) .
| Рисунок 4 . | Рисунок 5 . |
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
2. Сварка «елочкой» (рис. 6) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки вертикальных швов следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и . подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60. 90 А, для X-образной разделки — 90. 100 А.
подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60. 90 А, для X-образной разделки — 90. 100 А.
Преимущества метода
Важно понимать, для каких целей используется схема обратноступенчатой сварки. Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Напряжение внутри детали появляется вследствие неодинакового нагревания и понижения температуры различных ее частей, когда происходит их сжатие и расширение. Уменьшение размеров сварочной ванны как следствие ее усадки может привести к деформациям частей металлических изделий, граничащих со швом. Это происходит потому, что при остывании она сужается, что приводит к растягиванию ближайших слоев металла и появлению в них перекосов.
При грамотном выполнении работы напряжения внутри хотя и присутствуют, но сильных деформаций свариваемых изделий не вызывают. Данный способ уменьшает внутренние напряжения. При наложении соседних маленьких участков шва деформации в них имеют противоположные направления.
§ 32. Техника выполнения швов
Зажигание дуги.
Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги.
Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5 — 1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода.
Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе (рис. 46, а
).
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва (рис. 46, б
Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва (рис. 46, б
).
Рис. 46. Направления сварки (а) и наклон электрода (б)
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 46, б
, 53,
а
—
в
, 54,
а
—
в
.
Колебательные движения электрода.
Для получения валика нужной ширины производят поперечные колебательные движения электрода.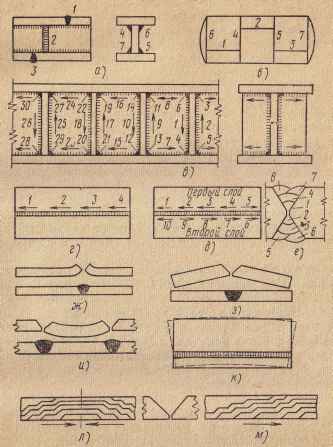 Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке (рис. 47):
прямые по ломаной линии;
полумесяцем, обращенным концами к наплавленному шву;
полумесяцем, обращенным концами к направлению сварки;
петлеобразные с задержкой в определенных местах.
Рис. 47. Основные виды поперечных движений конца электрода: а, б, в, г — при обычных швах, д, е, ж — при швах с усиленным прогревом кромок
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению.
Швы по длине выполняют напроход и обратно-ступенчатым способом. Сущность способа сварки напроход заключается в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы (рис. 48, а
), многопроходные многослойные (рис. 48,
б
) и многослойные (рис. 48,
в
).
Рис. 48. Сварные швы: а — однослойный и однопроходной, б — многослойный и многопроходной, в — многослойный
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки (рис. 49).
49).
Рис. 49. Схемы заполнения многослойного шва с малым интервалом времени: а — секциями, б — каскадом, в — горкой
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200 — 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20 — 25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200 — 400 мм, а при сварке секциями — больше.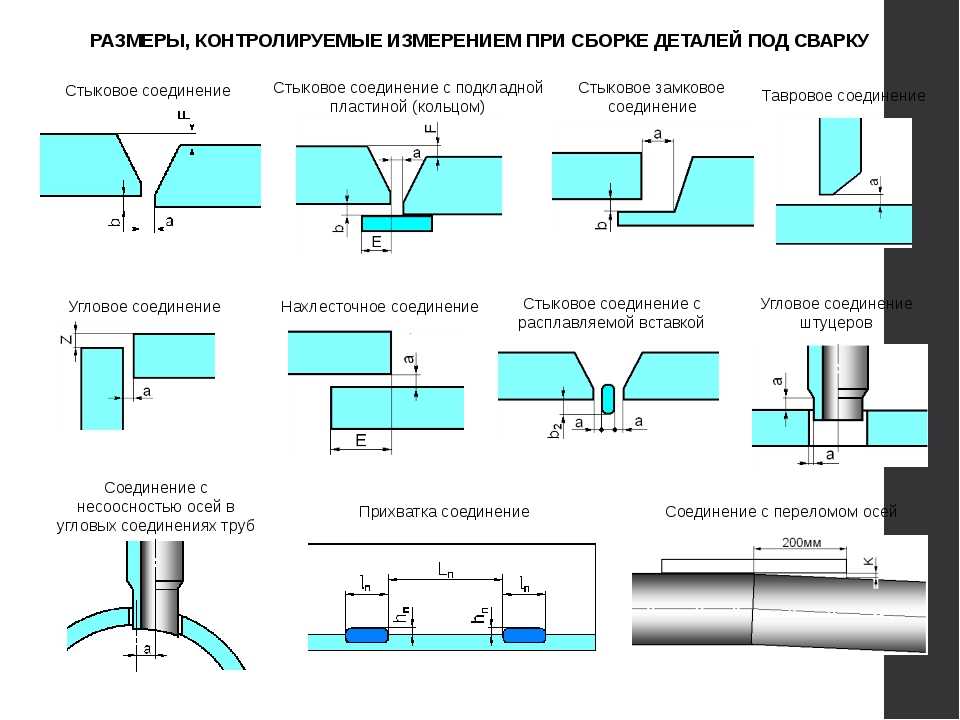 Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Обратный провод
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах – это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода – жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Способы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока.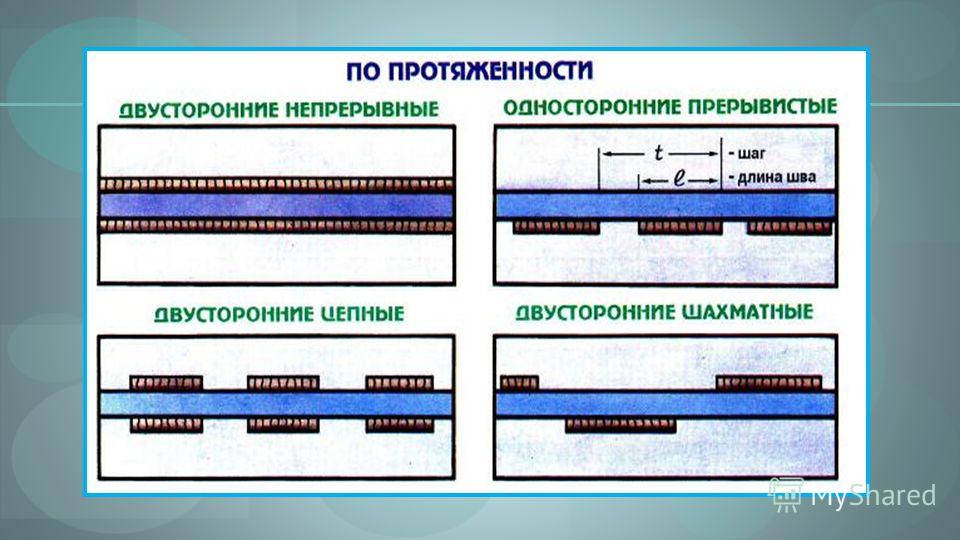 Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
Источник: https://elsvarkin.ru/texnologiya/obratnostupenchataya-svarka/
Обратноступенчатый способ — сварка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
Сварка узлов металлоконструкций. [2]
[2] |
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 — 40 мм. [3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки. [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
| Выверка осей обечаек при сборке. [6] |
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки. [7]
Последовательность сварки однослойных швов вручную и полуавтоматом. |
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца — напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 — 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки, сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 — 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций.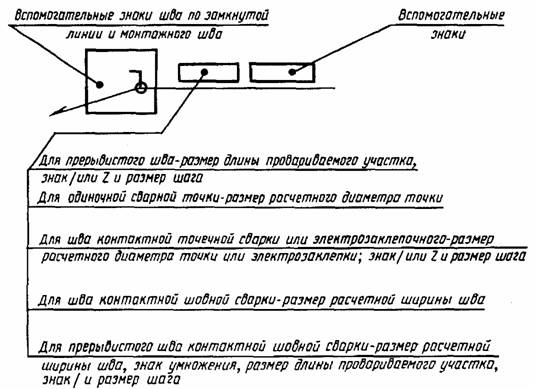
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки. [11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки — поперечного колебания электрода поперек угла раскрытия шва,
Длину участка выбирают такой, чтобы провести сварку целым чис — Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
[13]
Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
[13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 — 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки, причем начинают сварку на расстоянии 75 — 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки — погружен в ванну. Сварка производится как левым, так и правым способами.
[14]
Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки — погружен в ванну. Сварка производится как левым, так и правым способами.
[14]
После приемки узлов конденсатора-холодильника производят сортировку узлов и деталей ящика с учетом последовательности их сборки и монтажа. Сборку ящика начинают со сборки днища. Листы днища собирают встык с зазором 3 — 4 мм на прихватках через 300 — 400 мм. По окончании сборки днища листы днища сваривают с применением главным образом полуавтоматической или автоматической сварки. Швы сваривают без разделки кромок на остающейся стальной подкладке толщиной 2 — 3 мм и шириной 300 — 400 мм, которую прихватывают перед стыковкой листов. Сварку ведут от центра к краям. Лучшие результаты получаются при
Страницы: 1
Обратноступенчатый способ сварки однослойных и многослойных швов
Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
372
Одним из критериев, по которым разделяют обратноступенчатые сварные швы, является их продолжительность. Этот нюанс влияет на способ формирования шва.
Этот нюанс влияет на способ формирования шва.
В зависимости от продленности, их разделяют на три группы. Короткие, средние и длинные сварные соединения.
- Разновидности швов по продолжительности
- Напряжение и искажение
- Обратноступенчатая варка делится на разные виды
Большая Энциклопедия Нефти и Газа
Обратноступенчатый способ — сварка
Обратноступенчатый способ сварки применяют для однослойных и многослойных швов. [1]
При многослойном обратноступенчатом способе сварки начала и концы отдельных ступеней в каждом проходе следует смещать относительно предыдущих на 20 — 40 мм. [3]
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки . [4]
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. [5]
Для избежания возникновения значительных деформаций необходимо соблюдать следующие правила: применять электроды большого диаметра и большие величины тока; вести сварку одновременно двумя сварщиками; применять обратноступенчатый способ сварки . [7]
[7]
При автоматической сварке однослойных швов любой длины и при сварке коротких швов ( до 300 мм) вручную их заваривают от начала до конца — напроход. При обратноступенчатом способе сварки весь шов разбивают на отдельные участки длиной 100 — 300 мм. [9]
Во время сварки и особенно наплавки необходимо избегать непрерывного подвода тепла в одном направлении. Для этой цели используется обратноступенчатый способ сварки , сварка и наплавка вразброс. При наплавке больших поверхностей их разбивают на ряд равносторонних треугольников или прямоугольников с длиной сторон 130 — 150 мм. Каждую из таких маленьких площадок наплавляют паралелельными валиками, но при переходе от площадки к площадке направление наплавляемых валиков изменяют. Рекомендуется наплавка с перерывами. В этом случае исключается возможность непрерывного и интенсивного нарастания внутренних напряжений и деформаций. [10]
Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки . [11]
[11]
При монтаже решетчатых металлических конструкций монтажные швы сваривают ручной электродуговой сваркой, полуавтоматической порошковой проволокой и в защитной среде углекислого газа. При сварке рельсов подкрановых путей применяют ванную сварку. При этом сварку низкоуглеродистых сталей выполняют во всех пространственных положениях электродами Э42, Э42А, Э46 и Э50 с применением существующих приемов и технологии ручной электродуговой сварки — поперечного колебания электрода поперек угла раскрытия шва, обратноступенчатого способа сварки длинных швов , сварки горкой и каскадным методом, а также сварки углом назад и вперед. Сварку порошковой проволокой применяют только в нижнем положении. [12]
Длину участка выбирают такой, чтобы провести сварку целым чис — Лом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка ( ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей.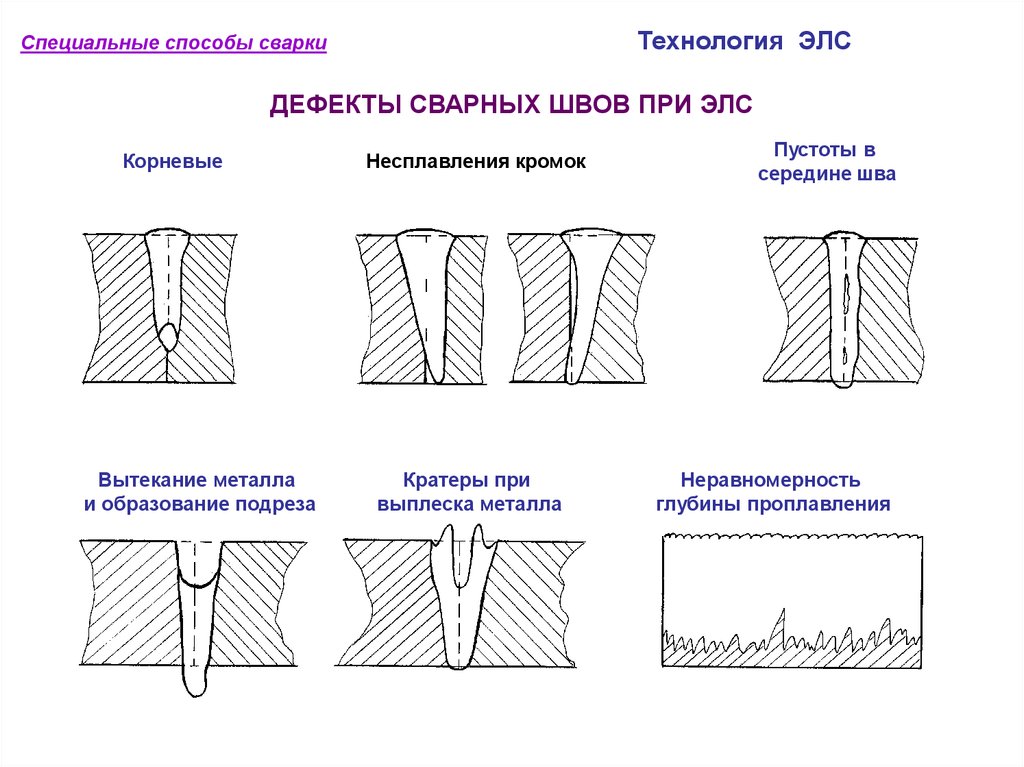 Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей. [13]
Можно также взять флюс, состоящий из смеси 50 % буры и 50 % борной кислоты или 80 % буры и 20 % окиси кремния. Флюс замешивается на воде до консистенции сметаны. На кромки изделия он наносится за 15 — 20 мин до сварки. Наносить флюс необходимо с лицевой и с обратной сторон кромок. Для уменьшения коробления применяется обратноступенчатый способ сварки , причем начинают сварку на расстоянии 75 — 100 мм от края изделия. Желательно также св-арку вести на медной или стальной подкладке, что усиливает отвод тепла от шва. Сварку следует вести быстро и в один проход, колебаний проволокой не производить. Сварочная ванна должна быть покрыта тонким слоем шлака, а конец проволоки — погружен в ванну. Сварка производится как левым, так и правым способами. [14]
[14]
После приемки узлов конденсатора-холодильника производят сортировку узлов и деталей ящика с учетом последовательности их сборки и монтажа. Сборку ящика начинают со сборки днища. Листы днища собирают встык с зазором 3 — 4 мм на прихватках через 300 — 400 мм. По окончании сборки днища листы днища сваривают с применением главным образом полуавтоматической или автоматической сварки. Швы сваривают без разделки кромок на остающейся стальной подкладке толщиной 2 — 3 мм и шириной 300 — 400 мм, которую прихватывают перед стыковкой листов. Сварку ведут от центра к краям. Лучшие результаты получаются при обратноступенчатом способе сварки . [15]
Активная нагрузка деталей и компенсация деформаций
Для придания конструкции необходимых форм и размеров применяют растягивание деталей во время сварки, вибрационную обработку или проковку швов. Это считается методами активного нагружения деталей. Лучший эффект дает метод предупреждения деформации при помощи их компенсации. Для этого используют такие методы:
Рис 2.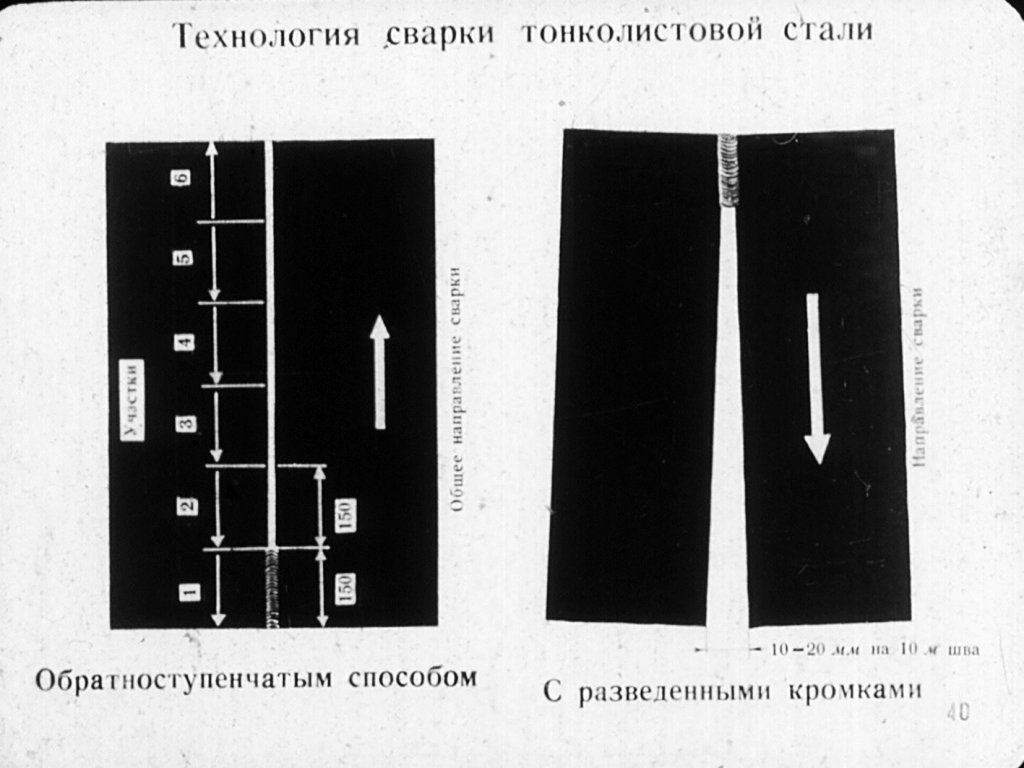 Обратно ступенчатый порядок наложения швов
Обратно ступенчатый порядок наложения швов
- длинные швы ручным дуговым методом свариваю в обратно ступенчатом порядке, а полуавтоматическую сварку «на проход»;
- сварку толстостенных швов многопроходным методом выполняют так, чтобы каждый проход был в противоположном направлению предыдущему;
- листы металла сваривают сначала поперечными швами, а потом между собой;
- у двутавровых балок сваривают сначала стыковые соединения стенок, а после этого поясные швы;
- симметрически расположенные многопроходные швы сваривают методом уравновешивания деформаций;
- необходимо перед изготовлением конструкции предвидеть правильный порядок выполнения сборочно-сварочных операций.
При изготовлении сварочных конструкций следует пользоваться правилом:
Сварка листового металла
Содержание:
- Способы сварки.
- Подготовка к сварке.
Сварка листового металла может производиться с использованием присадочного материала и без него.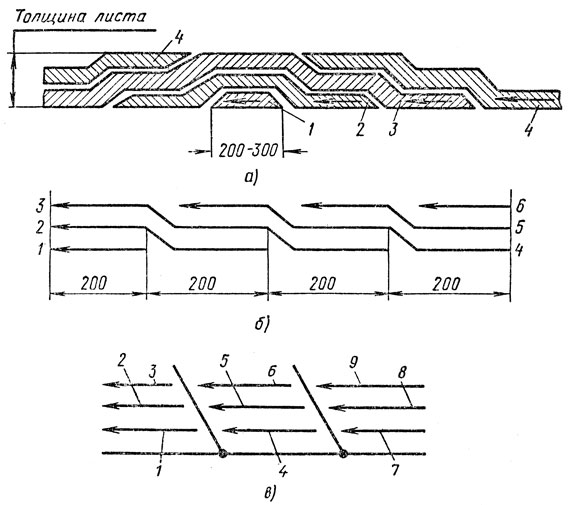 Сварку пластин толщиной до двух миллиметров можно производить с отбортовкой кромок без применения присадочного материала. Листы толщиной 2 — 5 мм свариваются с помощью присадочной проволоки, а разделка кромок у листов с толщиной превышающей 5 мм осуществляется исходя от толщины применяемого металла. При большом угле разделки полностью проваривается корень шва, при этом увеличивается масса наплавленного металла в связи с чем, уменьшается производительность труда. Малый угол разделки трудно проваривает корень шва. Обычно угол разделки составляет примерно 70-90 градусов. Режим сварки выбирается исходя из форм и габаритных размеров изделия, а также теплофизических свойств используемого металла. К параметрам режима относятся состав пламени, мощность пламени, расход присадочного материала, диаметр присадочной проволоки.
Сварку пластин толщиной до двух миллиметров можно производить с отбортовкой кромок без применения присадочного материала. Листы толщиной 2 — 5 мм свариваются с помощью присадочной проволоки, а разделка кромок у листов с толщиной превышающей 5 мм осуществляется исходя от толщины применяемого металла. При большом угле разделки полностью проваривается корень шва, при этом увеличивается масса наплавленного металла в связи с чем, уменьшается производительность труда. Малый угол разделки трудно проваривает корень шва. Обычно угол разделки составляет примерно 70-90 градусов. Режим сварки выбирается исходя из форм и габаритных размеров изделия, а также теплофизических свойств используемого металла. К параметрам режима относятся состав пламени, мощность пламени, расход присадочного материала, диаметр присадочной проволоки.
Способы сварки.
При проведении сварки длинных швов применяются ступенчатый или обратноступенчатый способ положения швов, он разбивается по длине на участки по 100 – 250 мм и сваривается с перекрытием каждого следующего участка с предыдущим на 10 – 20 мм. Данный способ сварки способствует значительному уменьшению деформации.
Данный способ сварки способствует значительному уменьшению деформации.
Обратноступенчатый способ сварки длинных швов
Для начинающих сварщиков очень важно овладеть навыком зажигания дуги. Зажигание дуги при электродуговой сварке выполняется кратковременным прикосновением конца электрода о поверхность металла.
«Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Основные, наиболее широко применяемые способы перемещения конца электрода при электродуговой сварке приведены на рисунке 2.
Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной 250 мм – короткими, швы длиной 250-1000 мм – средними, швы длиной более 1000 мм – длинными.
Короткие швы по длине сваривают обычно «на проход». Швы средней длины сваривают от середины к краям, либо обратноступенчатым способом. Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом, а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом.
Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом, а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом.
Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных деформаций. Предыдущий шов остывает до температуры 200-300°С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными. При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями. При этом каждый слой средней и верхней части шва может выполняться как за один проход, так и за два и более.
С точки зрения уменьшения остаточных деформаций электродуговая сварка за один проход предпочтительнее. Если ширина шва достигает 14-16 мм, то чаще применяется многопроходный способ сварки швов.
При сварке металла большой толщины выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в первых слоях, т.к. первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации.
Такой способ приводит к значительным деформациям и образованию трещин в первых слоях, т.к. первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации.
При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм. И электродуговая сварка каждого участка производится таким методом. По окончании сварки первого слоя первого участка электродуговая сварка не останавливается: продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя.
Прежде чем приступить к сварке, необходимо ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах. Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми и техническими условиями.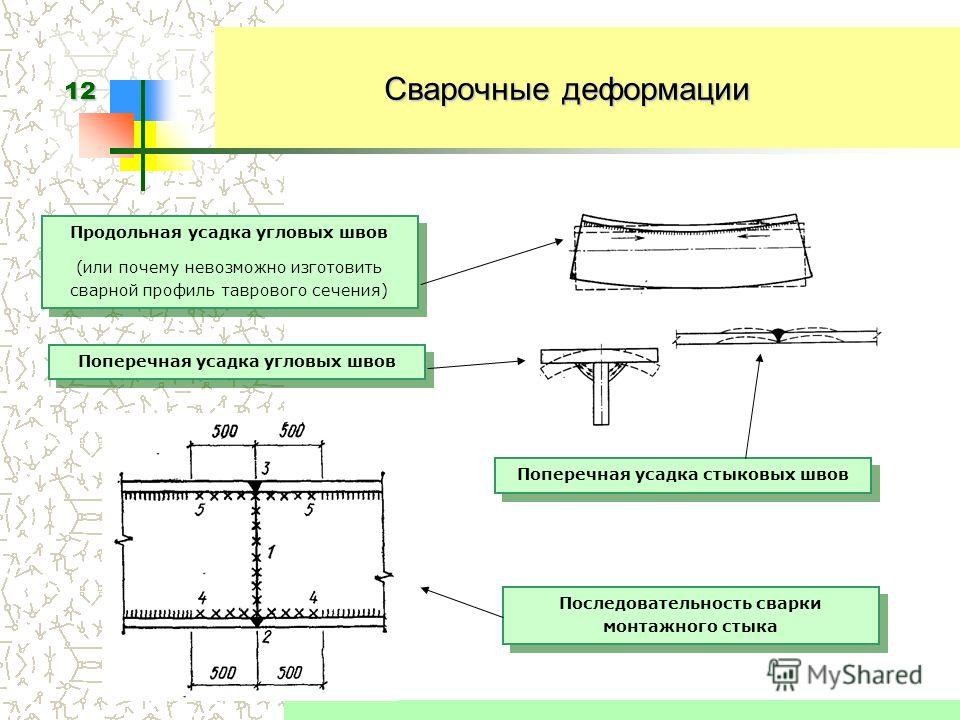 На общем виде указывается обозначение сварных швов. Очень важным является правильный выбор сварочного оборудования для электродуговой сварки. Компания ELECTREX представляет перспективное сварочное оборудование — энергосберегающий источник питания со звеном повышенной частоты (инвертор). Трехфазный сварочный инвертор ТР 301, имея небольшой вес, справляется с большими трудностями. Он легко сваривает различные группы конструкционных сталей, углеродистые стали, легированные стали, высоколегированные стали (нержавеющие стали), медь, латунь и даже цинк.
На общем виде указывается обозначение сварных швов. Очень важным является правильный выбор сварочного оборудования для электродуговой сварки. Компания ELECTREX представляет перспективное сварочное оборудование — энергосберегающий источник питания со звеном повышенной частоты (инвертор). Трехфазный сварочный инвертор ТР 301, имея небольшой вес, справляется с большими трудностями. Он легко сваривает различные группы конструкционных сталей, углеродистые стали, легированные стали, высоколегированные стали (нержавеющие стали), медь, латунь и даже цинк.
Техника движения электрода при ручной дуговой сварке
При выполнении сварки, электрод должен двигаться в трёх направлениях, показанных на рисунке слева.
Первое движение (направление а) — поступательное перемещение вдоль оси электрода (поз.1) в зону сварки. Для сохранения устойчивой дуги, скорость этого движения равна скорости плавления электрода.
Второе движение (направление б) — поступательное движение электрода вдоль линии сварного шва (поз.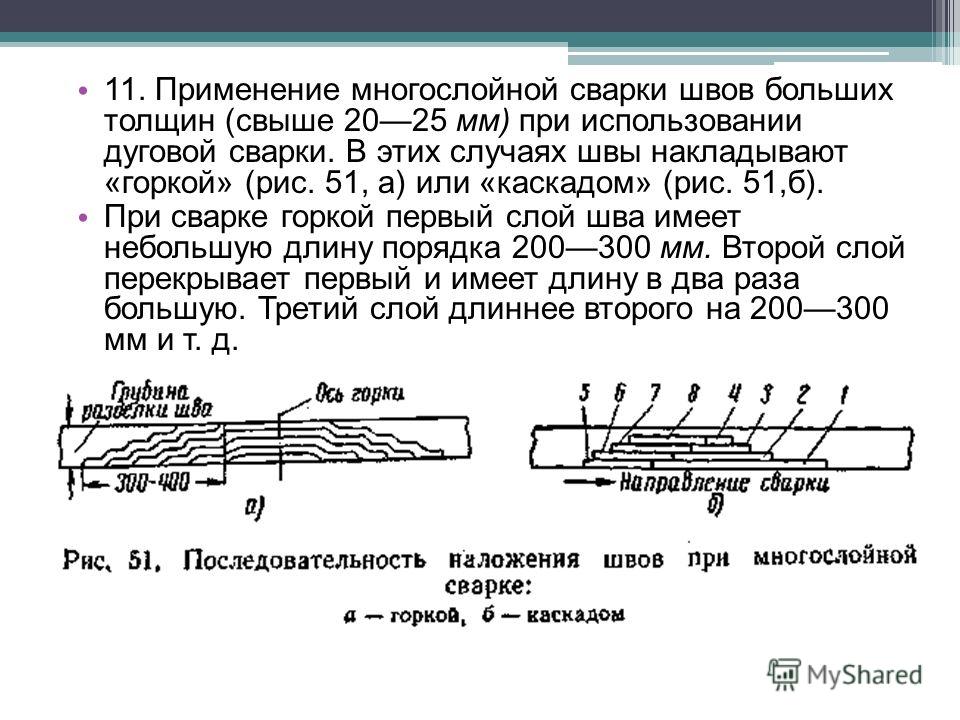 2). Скорость этого перемещения зависит от силы сварочного тока, диаметра электрода и других факторов.
2). Скорость этого перемещения зависит от силы сварочного тока, диаметра электрода и других факторов.
При слишком большой скорости возникает риск возникновения непроваров. Подобные дефекты в сварном шве образуются из-за того, что при большой скорости перемещения электрода, наплавляемый металл не успевает сплавляться с основным металлом. При малой скорости перемещения электрода, возможен перегрев и прожог свариваемого металла (особенно при сварке тонкого металла) и снижается производительность сварки. При отсутствии поперечных перемещений электрода, сварной шов получается шириной около 1,5 диаметра электрода. Подобными швами сваривают тонколистовой металл, а также проваривают корень многослойного сварного шва.
Третье движение электрода — это поперечные колебательные перемещения электрода (стрелка в). Применяются для получения необходимой ширины шва и глубины проплавления. Поперечные движения замедляют процесс остывания полученного сварного шва, способствуют выведению газов и шлаков и обеспечивают хорошее сплавление основного и наплавленного металла, значительно повышая качество сварки.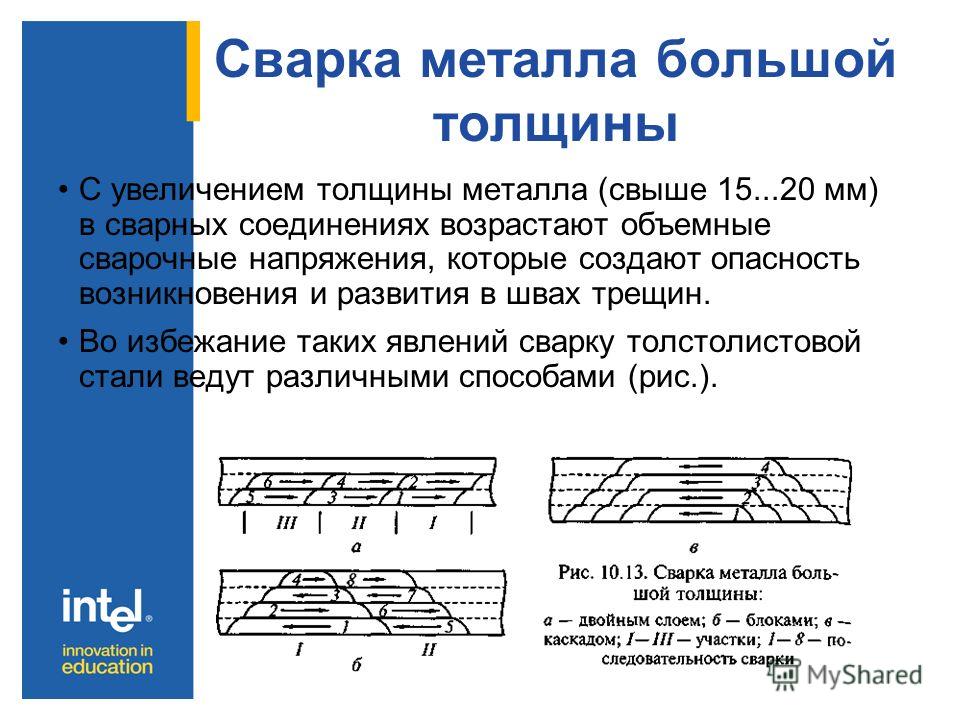 Кратер, получившийся в конце наплавки валика, тщательно заваривают.
Кратер, получившийся в конце наплавки валика, тщательно заваривают.
Способы выполнения швов по длине и сечению
Для начинающего сварщика очень важно овладеть навыком зажигания дуги. Зажигание дуги выполняется кратковременным прикосновением конца электрода к изделию или чирканьем концом электрода о поверхность металла (рис. 64). «Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Основные, наиболее широко применяемые способы перемещения конца электрода при РДС приведены на рис. 65. Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250—1 000 мм — средними, а более 1 000 мм — длинными (рис. 66).
Рис. 64. Способы зажигания дуги плавящимся покрытым
электродом: а — прикосновение электрода в точке; б — чирканье концом электрода о поверхность металла
Рис. 65. Основные способы перемещения конца электрода при РДС: а, б, в, г — при обычных швах; д, е, ж — при швах с усиленным прогревом кромок
65. Основные способы перемещения конца электрода при РДС: а, б, в, г — при обычных швах; д, е, ж — при швах с усиленным прогревом кромок
Рис. 66. Способы выполнения шва: а — сварка швов «на проход»; б — сварка швов средней длины; в — сварка швов обратноступенчатым способом; г, д — сварка длинных швов
Короткие швы по длине обычно сваривают «на проход» (рис. 66,
Рис. 67. Многослойные швы: а — сварной многослойный шов, выполненный за один проход; б — многослойный шов, выполненный за несколько проходов; I—IV — количество слоев сварных швов; 1—7 — количество проходов.
Рис. 68. Схема заполнения разделки кромок при РДС металла большой толщины: а — каскадный метод; б — метод заполнения разделки «горкой»
При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка производится таким методом. По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя.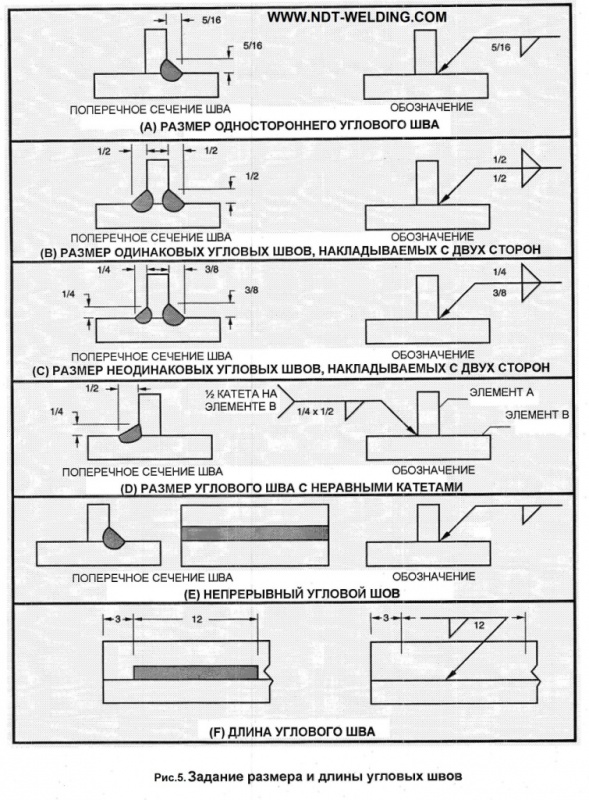 Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва. Прежде чем приступить к сварке, необходимо
Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва. Прежде чем приступить к сварке, необходимо
а). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис. 66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д). Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций. Предыдущий шов остывает до температуры 200—300 °С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными. При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис. 67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б). С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14—16 мм, то чаще применяется многопроходный способ сварки швов. При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в первых слоях, так как первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б). С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14—16 мм, то чаще применяется многопроходный способ сварки швов. При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в первых слоях, так как первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах.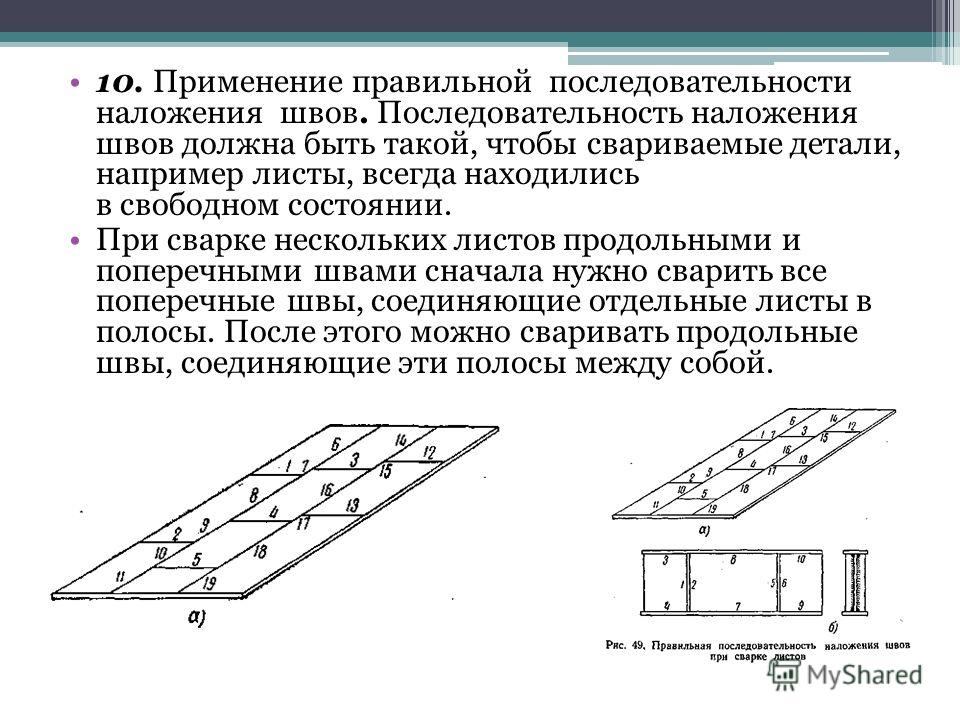 Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
Обратноступенчатый способ сварки
Содержание:
- Виды швов
- Преимущества метода
- Выполнение обратноступенчатого метода
- Обратный провод
- Интересное видео
Обратноступенчатым называется особенный вид сварки. При его применении весь шов разделяют на участки, а затем каждый из них заваривают поочередно в направлении, противоположном увеличению его длины. Окончание конкретной ступени совпадает с началом предыдущей. Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.
Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.
Виды швов
Сварные швы в зависимости от длины делятся на короткие, средние и большие. Максимальная длина первых — 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Короткие сваривают в одном и том же направлении, перемещая электрод беспрерывно. Средние делят на некоторое количество одинаковых ступеней. Затем сварку производят одним из двух способов: от середины к краям или в одном направлении.
Длину ступени выбирают таким образом, чтобы при ее сварке расходовались 2-4 электрода. Обратноступенчатый способ сварки длинных швов осуществляется от середины шва к его краям. Вторым вариантом является сварка вразброс.
Преимущества метода
Важно понимать, для каких целей используется схема обратноступенчатой сварки. Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Напряжение внутри детали появляется вследствие неодинакового нагревания и понижения температуры различных ее частей, когда происходит их сжатие и расширение. Уменьшение размеров сварочной ванны как следствие ее усадки может привести к деформациям частей металлических изделий, граничащих со швом. Это происходит потому, что при остывании она сужается, что приводит к растягиванию ближайших слоев металла и появлению в них перекосов.
При грамотном выполнении работы напряжения внутри хотя и присутствуют, но сильных деформаций свариваемых изделий не вызывают. Данный способ уменьшает внутренние напряжения. При наложении соседних маленьких участков шва деформации в них имеют противоположные направления.
Выполнение обратноступенчатого метода
Метод предполагает применение электродов, имеющих большой диаметр.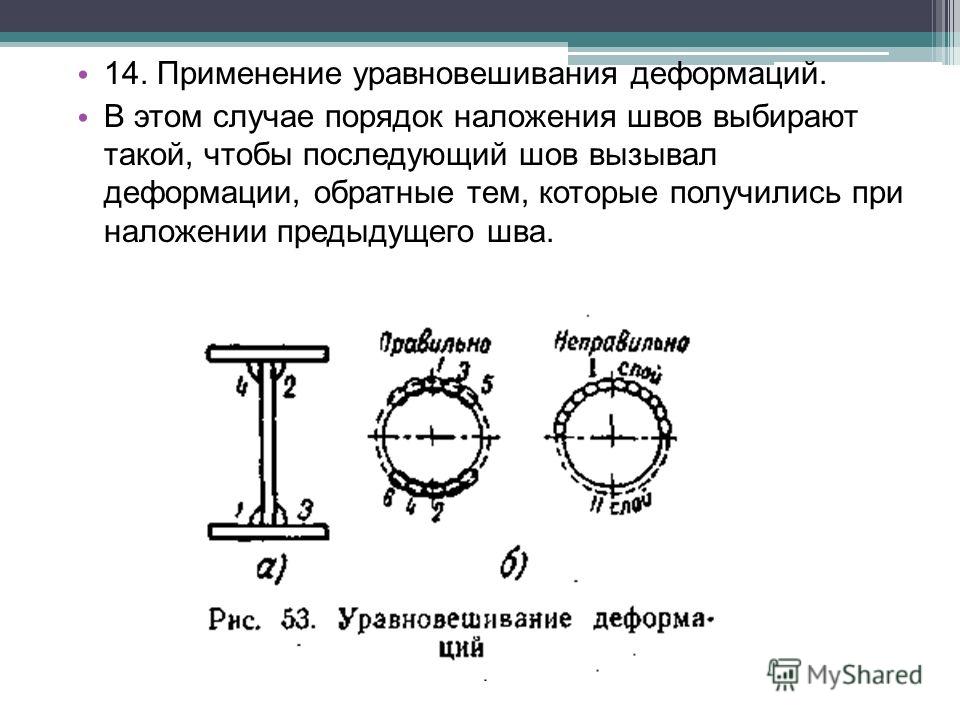 Разновидностями обратноступенчатой сварки являются движение от середины шва к краям и вразброс.
Разновидностями обратноступенчатой сварки являются движение от середины шва к краям и вразброс.
При работе необходимо соблюдать существующие правила электробезопасности. Все виды электросварочного оборудования должны иметь паспорт с отметкой о последней дате поверки и инструкцию по эксплуатации.
Обратный провод
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах — это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода — жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.
Интересное видео
Классификация швов в зависимости от длины
Короткими считают участки до 300 мм.
Средними – от 300 до 1000 мм.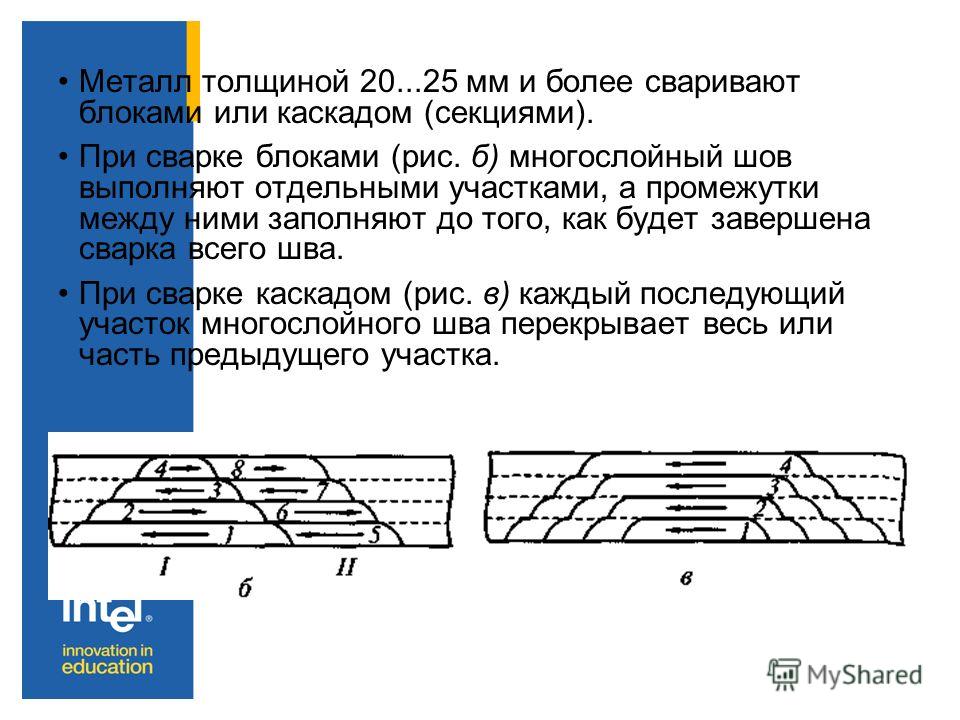 Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Длинные – больше 1000 мм. Делают обратноступенчатым способом от середины к краям. Соединения такой протяжённости применяют в судостроении и при изготовлении резервуаров большого объёма.
Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Способы выполнения швов по длине и сечению
Полуавтоматы для дуговой сварки и их основные узлы
Для начинающего сварщика очень важно овладеть навыком зажигания дуги. Зажигание дуги выполняется кратковременным прикосновением конца электрода к изделию или чирканьем концом электрода о поверхность металла (рис. 64). «Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Основные, наиболее широко применяемые способы перемещения конца электрода при РДС приведены на рис. 65. Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250—1 000 мм — средними, а более 1 000 мм — длинными (рис. 66).
64). «Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Основные, наиболее широко применяемые способы перемещения конца электрода при РДС приведены на рис. 65. Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250—1 000 мм — средними, а более 1 000 мм — длинными (рис. 66).
а) б)
Рис. 64. Способы зажигания дуги плавящимся покрытым
электродом: а — прикосновение электрода в точке; б — чирканье концом электрода о поверхность металла
Рис. 65. Основные способы перемещения конца электрода при РДС: а, б, в, г — при обычных швах; д, е, ж — при швах с усиленным прогревом кромок |
Рис.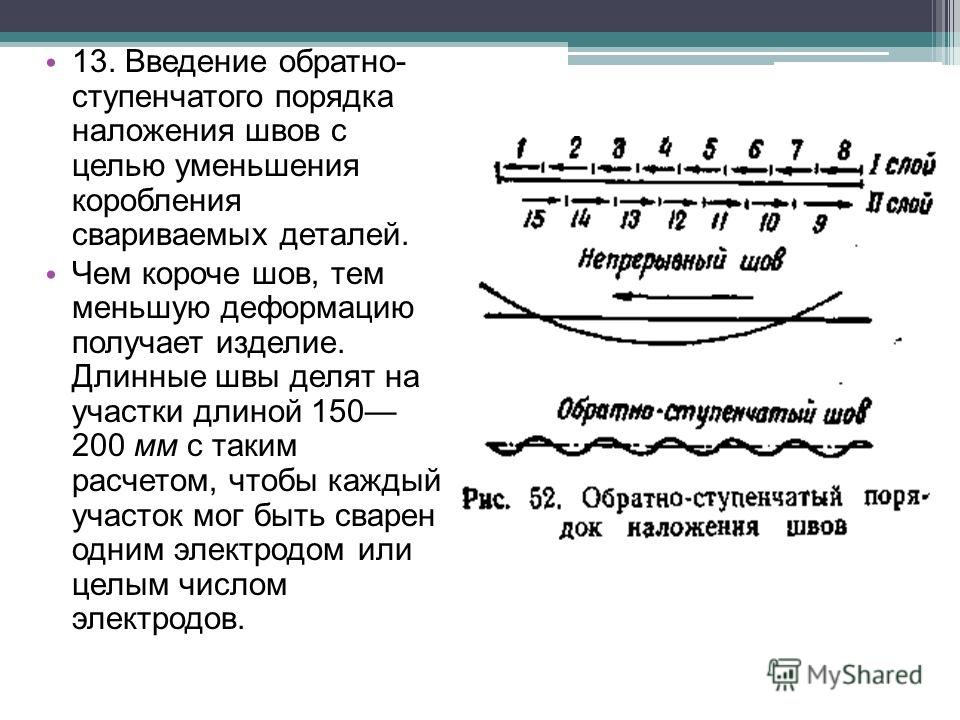 66. Способы выполнения шва: а — сварка швов «на проход»; б — сварка швов средней длины; в — сварка швов обратноступенчатым способом; г, д — сварка длинных швов
66. Способы выполнения шва: а — сварка швов «на проход»; б — сварка швов средней длины; в — сварка швов обратноступенчатым способом; г, д — сварка длинных швов
Короткие швы по длине обычно сваривают «на проход» (рис. 66,
Рис. 67. Многослойные швы: а — сварной многослойный шов, выполненный за один проход; б — многослойный шов, выполненный за несколько проходов; I—IV — количество слоев сварных швов; 1—7 — количество проходов. |
Рис. 68. Схема заполнения разделки кромок при РДС металла большой толщины: а — каскадный метод; б — метод заполнения разделки «горкой» При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка производится таким методом. По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя. |
 Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва. Прежде чем приступить к сварке, необходимо
Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва. Прежде чем приступить к сварке, необходимоа). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис. 66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д). Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций. Предыдущий шов остывает до температуры 200—300 °С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными. При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис. 67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б). С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14—16 мм, то чаще применяется многопроходный способ сварки швов. При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в
67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б). С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14—16 мм, то чаще применяется многопроходный способ сварки швов. При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в
первых слоях, так как первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах. Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ
Методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий — неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков …
Наиболее распространенные виды дефектов в сварных швах
Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений.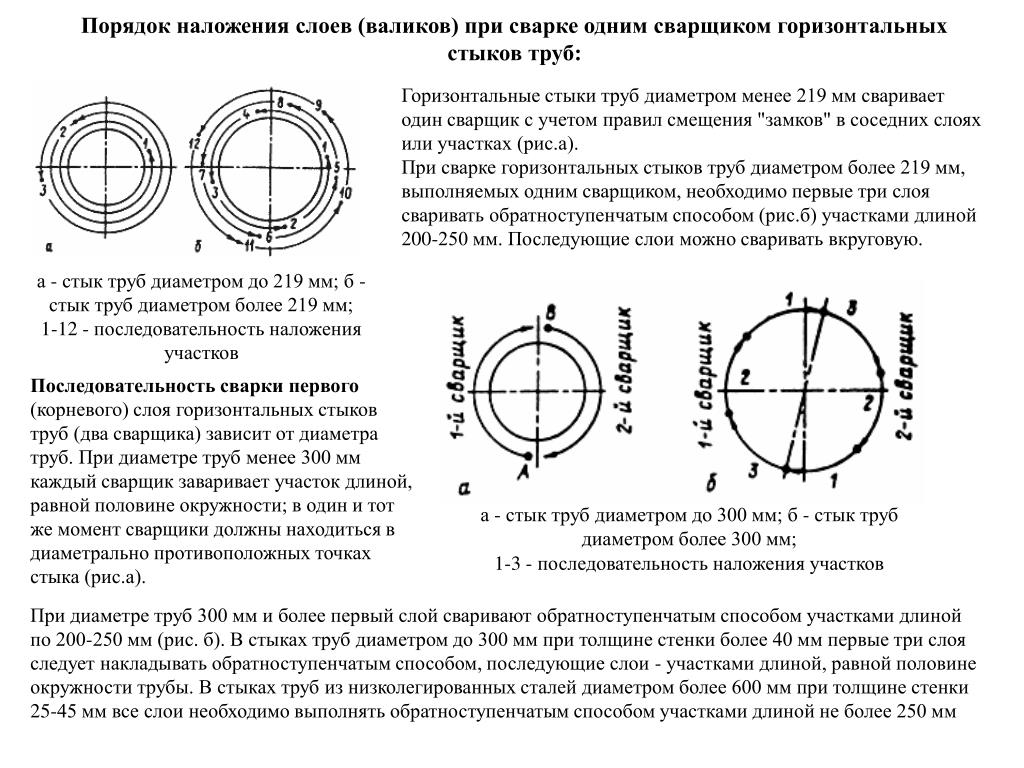 Сварные соединения, выполненные …
Сварные соединения, выполненные …
Противопожарные мероприятия
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). …
Контроль искажений – предотвращение с помощью технологий изготовления
Деформация, вызванная привариванием пластины в центре тонкой пластины перед приваркой к секции балки моста. Предоставлено John Allen
Методы сборки
В целом, сварщик мало влияет на выбор процедуры сварки, но методы сборки часто могут иметь решающее значение для сведения к минимуму деформации. Основные методы сборки:
- прихватка
- в сборе «спина к спине»
- усиление
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
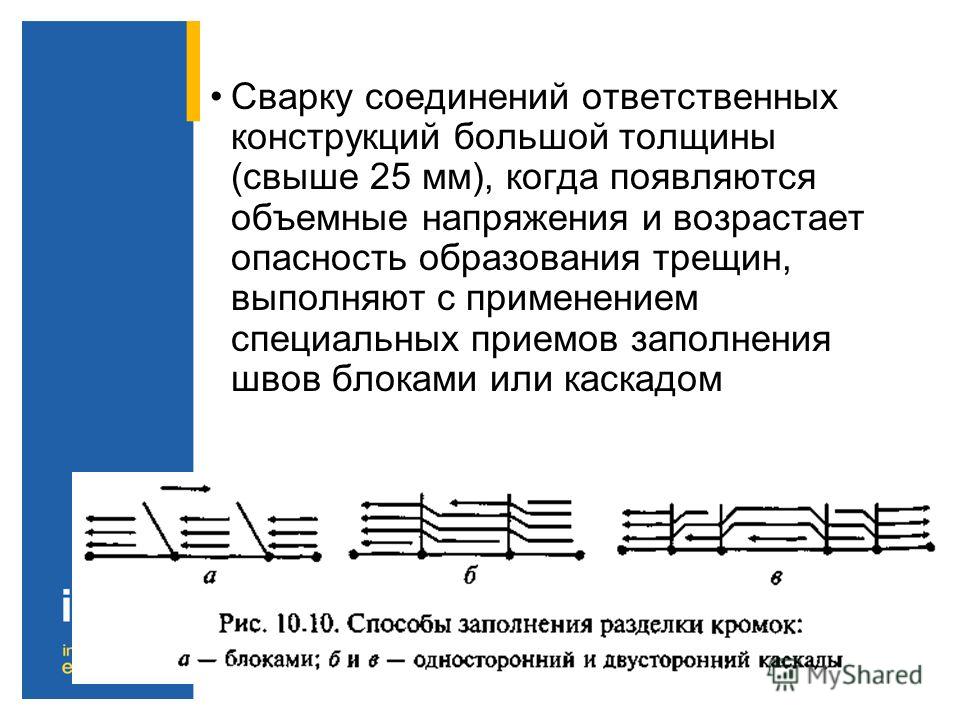
Прихватка
Прихватка идеально подходит для установки и сохранения зазора в стыке, но также может использоваться для предотвращения поперечной усадки. Чтобы быть эффективным, следует подумать о количестве прихваточных швов, их длине и расстоянии между ними. При слишком малом количестве существует риск постепенного смыкания соединения по мере сварки. При длинном шве с использованием MMA или MIG края шва могут даже перекрываться. Следует отметить, что при использовании процесса сварки под флюсом соединение может открыться, если оно не будет надлежащим образом прихвачено.
Последовательность сварки прихватками важна для поддержания равномерного корневого зазора по всей длине соединения. Три альтернативные последовательности прихватки показаны на рис. 1:
а) прихватка насквозь до конца соединения (рис. 1а). Необходимо зажать пластины или использовать клинья для поддержания зазора во время прихватки
b) прихватить один конец, а затем использовать технику обратного шага для прихватки остальной части соединения (рис. 1b)
1b)
c) прихватку центр и завершите прихватку, отступив назад (рис. 1с).
Рис. 1. Альтернативные процедуры прихватки для предотвращения поперечной усадки
a) прихватка насквозь до конца соединения для прихватки остальной части шва
c) прихватите центральную часть, затем завершите прихватку методом обратного шага
суставная щель, которая стала (или стала) слишком широкой.
При прихватке важно, чтобы прихватки, вплавляемые в основной шов, выполнялись в соответствии с утвержденной процедурой с использованием сварщиков с соответствующей квалификацией. Процедура может потребовать предварительного нагрева и одобренных расходных материалов, указанных для основного сварного шва. Удаление прихваток также требует тщательного контроля, чтобы избежать появления дефектов на поверхности компонента.
Сборка «спина к спине»
Путем сварки прихватками или зажима двух одинаковых компонентов «спина к спине» сварка обоих компонентов может быть уравновешена вокруг нейтральной оси комбинированного узла (рис.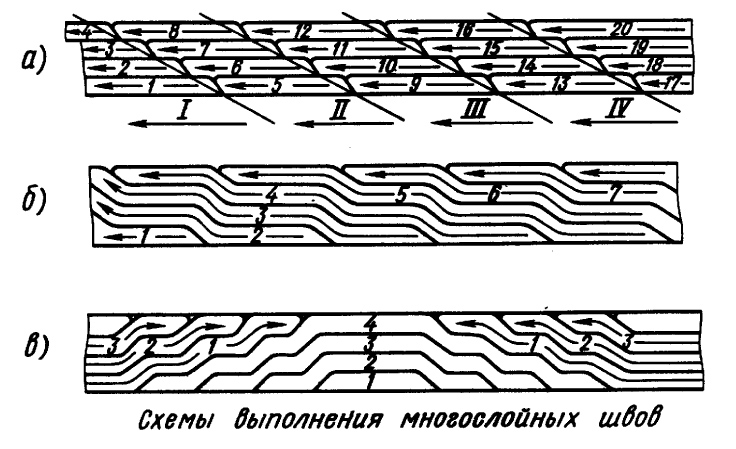 2а). Перед разделением компонентов рекомендуется снять напряжение со сборки. Если снятие напряжения не выполнено, может потребоваться вставить клинья между компонентами (рис. 2b), чтобы после удаления клиньев детали возвращались к правильной форме или выравниванию.
2а). Перед разделением компонентов рекомендуется снять напряжение со сборки. Если снятие напряжения не выполнено, может потребоваться вставить клинья между компонентами (рис. 2b), чтобы после удаления клиньев детали возвращались к правильной форме или выравниванию.
Рис. 2. Сборка «спина к спине» для контроля перекоса при сварке двух одинаковых деталей
а) сборки, скрепленные прихватками перед сваркой
сварка
Усиление жесткости
Рис. 3. Продольные ребра жесткости предотвращают прогибание в стыковых сварных соединениях тонких листов
Продольная усадка в стыковых сварных швах часто приводит к прогибу, особенно при изготовлении тонколистовых конструкций. Продольные ребра жесткости в виде лысков или уголков, приваренные вдоль каждой стороны шва (рис. 3), эффективны для предотвращения продольного прогиба. Важно расположение ребер жесткости: они должны располагаться на достаточном расстоянии от стыка, чтобы не мешать сварке, если только они не расположены с обратной стороны стыка, сваренного с одной стороны.
Процедура сварки
Подходящая процедура сварки обычно определяется требованиями к производительности и качеству, а не необходимостью контроля деформации. Тем не менее, процесс, техника и последовательность сварки влияют на уровень деформации.
Процесс сварки
Общие правила выбора процесса сварки для предотвращения угловой деформации:
- наплавка металла как можно быстрее
- использовать наименьшее количество проходов для заполнения шва
К сожалению, выбор подходящего процесса сварки на основе этих правил может увеличить продольную усадку, приводящую к искривлению и короблению.
При ручной сварке MIG, процесс с высокой скоростью наплавки, предпочтительнее MMA. Металл сварного шва должен наплавляться с использованием электрода самого большого диаметра (MMA) или самого высокого уровня тока (MIG), не вызывая непроваров. Поскольку нагрев происходит намного медленнее и более рассеянно, газовая сварка обычно дает больше угловых искажений, чем дуговые процессы.
Механизированные методы, сочетающие высокую скорость наплавки и высокую скорость сварки, обладают наибольшим потенциалом для предотвращения деформации. Поскольку искажение более постоянное, простые методы, такие как предварительная настройка, более эффективны для контроля углового искажения.
Техника сварки
Общие правила предотвращения деформации:
- сохранять сварной шов (галтель) до минимального указанного размера
- использовать сбалансированную сварку вокруг нейтральной оси
- свести время между запусками к минимуму
Рис. 4. Угловая деформация соединения, определяемая количеством проходов в угловом шве размер и количество прогонов для данного поперечного сечения. Угловая деформация (измеряемая в градусах) в зависимости от количества проходов для углового сварного шва длиной 10 мм показана на рис. 4.
Если возможно, сбалансированная сварка вокруг нейтральной оси должна выполняться, например, на двухсторонних угловых соединениях, двумя сварщиками одновременно. В стыковых соединениях порядок выполнения может иметь решающее значение, поскольку сбалансированная сварка может использоваться для исправления угловой деформации по мере ее развития. Рис. 5. Использование направления сварки для контроля искажения0026
В стыковых соединениях порядок выполнения может иметь решающее значение, поскольку сбалансированная сварка может использоваться для исправления угловой деформации по мере ее развития. Рис. 5. Использование направления сварки для контроля искажения0026
Последовательность или направление сварки имеет важное значение и должно быть направлено к свободному концу соединения. Для длинных швов весь шов не выполняется в одном направлении. Короткие прогоны, например, с использованием техники обратной ступенчатой или скиповой сварки, очень эффективны для контроля деформации (рис. 5).
- Сварка с обратным уступом включает наплавку коротких смежных участков шва в направлении, противоположном общему направлению (рис. 5а).
- Скиповая сварка – это укладка коротких отрезков шва в заданной, равномерно расположенной последовательности вдоль шва (рис. 5б). Длины сварных швов и промежутки между ними обычно равны естественной длине одного электрода. Направление наплавки для каждого электрода одинаково, но направление сварки не обязательно должно быть противоположным направлению общего прогрессирования.

Наилучшая практика
Для контроля деформации используются следующие методы изготовления:
- использование прихваточных швов для создания и поддержания зазора в стыке
- идентичных компонентов, приваренных спиной к спине, чтобы можно было сбалансировать сварку вокруг нейтральной оси
- крепление продольных ребер жесткости для предотвращения продольного изгиба в стыковых сварных швах тонколистовых конструкций
- , где есть выбор процедуры, процесса и техники сварки, должен быть направлен на наплавку металла шва как можно быстрее; MIG предпочтительнее MMA или газовой сварки и механизированной, а не ручной сварки
- на длинных участках весь шов не должен выполняться в одном направлении; следует использовать методы обратной ступенчатой или скиповой сварки.
Билл Лукас подготовил эту статью в сотрудничестве с Гертом Верхаге, Риком Леггаттом и Джином Мазерсом.
Для получения дополнительной информации свяжитесь с нами.
Основы искривления при сварке
Как возникает искривление?
Сварка обычно включает нагрев материалов в месте соединения для их сплавления. Это тепло вызывает расширение и сжатие. Если нагрев и охлаждение неравномерны, могут возникнуть искажения. Это искажение возникает из-за остаточного напряжения.
Возникают два основных стресса.
- сжимающее напряжение, возникающее в области, окружающей кромки основного металла из-за теплового расширения в областях рядом со сварочной ванной. Напряжение растяжения
- возникает, когда остальная часть металла сопротивляется сжатию нагретой области и металла сварного шва.
Вы можете определить величину термического напряжения, вызванного материалом, только по изменению объема зоны сварки и результирующему перемещению материала, когда он затвердевает и охлаждается до комнатной температуры.
Если напряжение, возникающее при расширении и сжатии, превышает предел текучести основного металла, в соединении может возникнуть локальная пластическая деформация.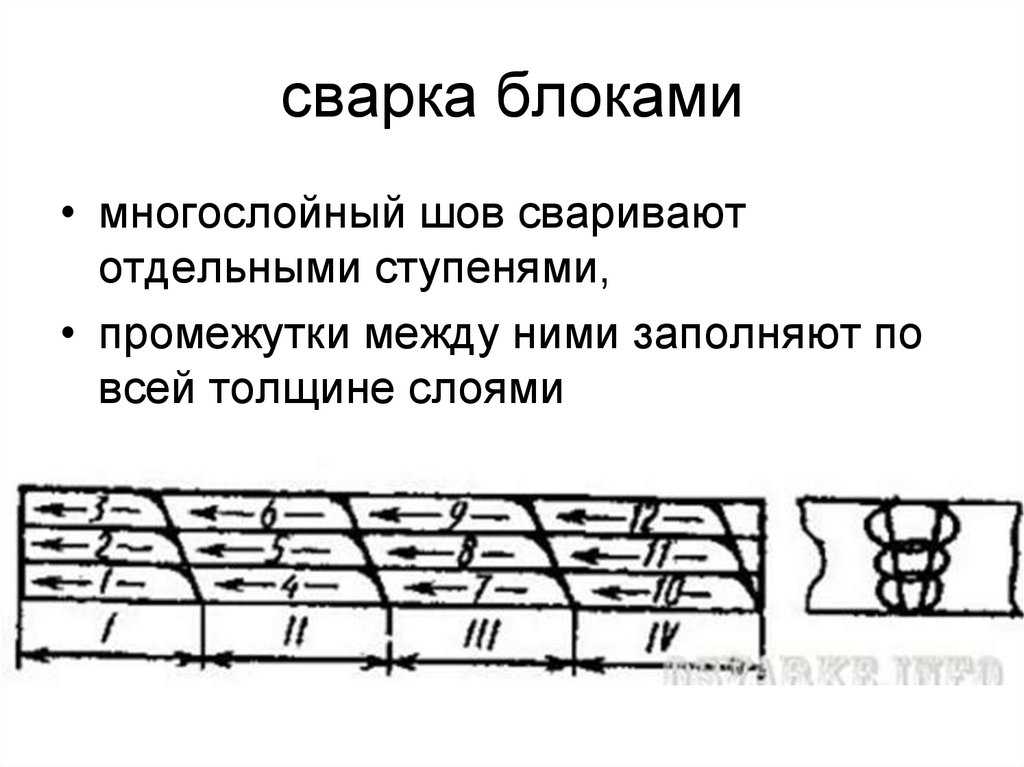 Пластическая деформация искажает структуру сварного соединения. Это приводит к постоянному изменению размеров или формы компонентов. Для лучшего понимания того, как это происходит, для иллюстрации примера используется следующий рисунок со стальным стержнем.
Пластическая деформация искажает структуру сварного соединения. Это приводит к постоянному изменению размеров или формы компонентов. Для лучшего понимания того, как это происходит, для иллюстрации примера используется следующий рисунок со стальным стержнем.
Рис. 1
Виды сварочной деформации
Продольная деформация
Продольная усадка происходит по длине сварного шва. При охлаждении сварной шов и окружающая его область сжимаются, в результате чего заготовка укорачивается. Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
Рис. 2: Продольная деформация
Поперечная деформация
Эта деформация возникает, когда металл сжимается после сварки и тянет его края друг к другу. Это происходит потому, что металл изначально расширился, но при охлаждении испытал более высокую скорость сжатия.
Рис. 3: Поперечная деформация
Угловая деформация
Угловая деформация возникает, когда углы между свариваемыми деталями изменяются в результате усадки. Сжатие больше вверху, так как в верхней части сварочная ванна больше, чем в нижней. См. рисунок ниже.
Сжатие больше вверху, так как в верхней части сварочная ванна больше, чем в нижней. См. рисунок ниже.
Рис. 4: Угловая деформация
Изгиб, искривление и деформация
Если все вышеперечисленные типы деформации возникают в одном соединении, результатом является несколько сложных деформаций. Искажения могут быть в виде изгиба, коробления и искривления. При изгибе центр сварного шва не совпадает с нейтральной осью поперечного сечения.
Деформация образуется, когда части сварной тарелки находятся внутри между несколькими точками жесткости. По длине сварного шва может быть несколько тарельчатых секций.
С другой стороны, упругое изгибание приводит к искривлению металлического листа по ширине. Если вы попытаетесь расплющить такой сустав, он, скорее всего, сломается.
Рис. 6: Потеря устойчивости
Причины деформации
Как правило, в металлообрабатывающей и сварочной промышленности существует три основные причины деформации. Их:
Их:
- Остаточное напряжение
- Термическая резка
- Сварка
Остаточные напряжения
Остаточные напряжения представляют собой заблокированные напряжения, присутствующие в технических компонентах даже при отсутствии внешней нагрузки, и они возникают в основном из-за неравномерного объемного изменения металлического компонента независимо от производственных процессов, таких как термообработка, механическая обработка, механическое деформирование, литье, сварка, нанесение покрытий и т. д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей.
Остаточные напряжения могут быть растягивающими или сжимающими в зависимости от местоположения и типа неравномерного объемного изменения, происходящего из-за дифференциального нагрева и охлаждения, например, при сварке и термической обработке, или локализованных напряжений, таких как контурная прокатка, механическая обработка, дробеструйная обработка и т.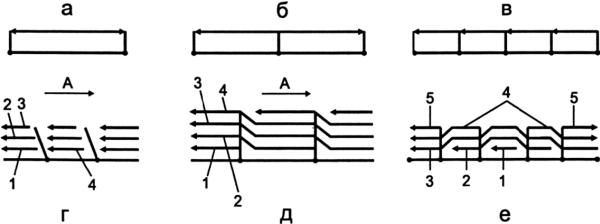 д. Влияние остаточных напряжений можно наблюдать на свариваемом материале, когда валик металла шва наплавляется продольно на плоскую пластину. Сварное соединение во время охлаждения имеет тенденцию сжиматься и изгибает стальной лист в сторону свариваемой стороны.
д. Влияние остаточных напряжений можно наблюдать на свариваемом материале, когда валик металла шва наплавляется продольно на плоскую пластину. Сварное соединение во время охлаждения имеет тенденцию сжиматься и изгибает стальной лист в сторону свариваемой стороны.
Термическая резка
Помимо сварки, термическая резка, применяемая при обработке стали, подготовке швов и кромок, также вызывает деформацию основного металла и вызывает остаточное напряжение. При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.
Эта высокая температура вызывает расширение стали, прилегающей к поверхности реза, что вызывает деформацию листа во время резки. Не все естественное расширение краев материала может быть компенсировано, и произойдет некоторая пластическая деформация. Когда материал охлаждается, края сжимаются, и из-за начальной пластической деформации, вызвавшей утолщение, конечная длина оказывается меньше исходной, что приводит к деформации в противоположном направлении.
Не все естественное расширение краев материала может быть компенсировано, и произойдет некоторая пластическая деформация. Когда материал охлаждается, края сжимаются, и из-за начальной пластической деформации, вызвавшей утолщение, конечная длина оказывается меньше исходной, что приводит к деформации в противоположном направлении.
Сварка
Когда накладывается сварной шов, это расплавленный металл и, следовательно, горячий, при охлаждении он дает усадку, эта усадка создает нагрузку на сварной шов и основной материал вблизи сварного шва.
Деформация также создается локальным нагревом основных металлов, что вызывает локальное расширение и сжатие во время операции сварки. Локальное расширение и сжатие происходит в холодном основном металле вблизи зоны сварки, что ограничивает движение от этих сил, за счет этого действия накапливаются остаточные напряжения.
Эти напряжения в первую очередь возникают из-за дифференциального термического цикла сварки (нагрев, пиковая температура и охлаждение в любой момент сварки), которому подвергается металл шва и область, близкая к границе сплавления, т.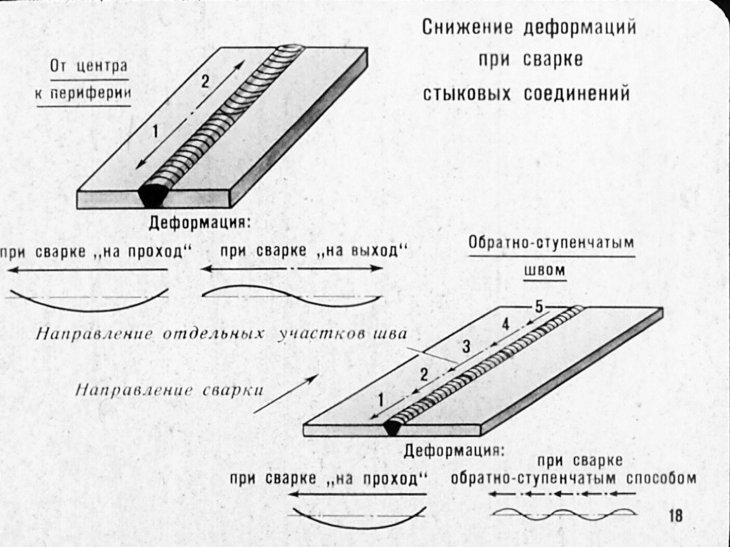 е. зона термического влияния (рис.2). Вид и величина остаточных напряжений непрерывно изменяются на разных стадиях сварки, т. е. при нагреве и охлаждении. При нагреве преимущественно возникают сжимающие остаточные напряжения в области нагреваемого для плавления основного металла за счет теплового расширения, которое (тепловое расширение) ограничивается низкой температурой окружающего основного металла. После достижения пикового значения остаточные напряжения сжатия постепенно уменьшаются за счет разупрочнения металла при нагреве.
е. зона термического влияния (рис.2). Вид и величина остаточных напряжений непрерывно изменяются на разных стадиях сварки, т. е. при нагреве и охлаждении. При нагреве преимущественно возникают сжимающие остаточные напряжения в области нагреваемого для плавления основного металла за счет теплового расширения, которое (тепловое расширение) ограничивается низкой температурой окружающего основного металла. После достижения пикового значения остаточные напряжения сжатия постепенно уменьшаются за счет разупрочнения металла при нагреве.
Остаточное напряжение сжатия снижается до нуля, как только начинается плавление, и наблюдается обратная тенденция на стадии охлаждения сварки. При охлаждении, когда металл начинает сжиматься (уменьшаться в размерах), возникают растягивающие остаточные напряжения (если усадка не допускается ни из-за ограничений со стороны материала, ни из-за зажима заготовки), и величина напряжения продолжает увеличиваться до тех пор, пока не будет достигнута комнатная температура.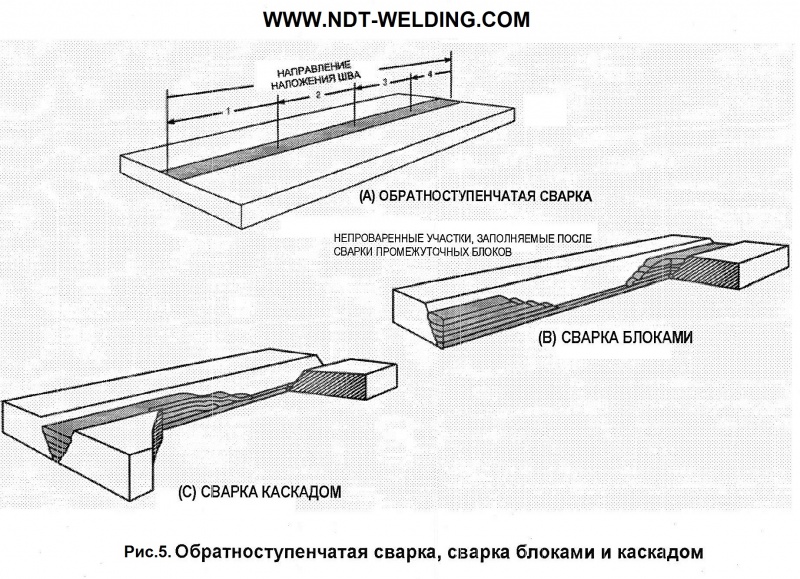
Рис. 7: расположение термического цикла сварки A, B и C
Тепловложение
Чем больше общее тепловложение, тем больше искажение. Подвод тепла идет рука об руку с увеличением количества используемых сварных швов. Это часто является результатом диаметра электрода/наполнителя и силы тока. Говорят, что одиночные более крупные прогоны производят меньшую деформацию из-за меньшего количества тепловых циклов и, следовательно, меньшего общего подводимого тепла. Этот подход должен учитывать другие требуемые механические свойства сварного соединения, такие как ударная вязкость сварного шва и ЗТВ.
Подготовка стыков и сварных швов размер
Силы усадки увеличиваются с увеличением количества металла шва, помещенного в соединение. Использование подготовки шва правильного размера и размера галтели уменьшает деформацию и экономит время и деньги. Путем размещения углового сварного шва правильного размера и сведения к минимуму деформации усиления сварного шва можно легко свести к минимуму.
Процесс сварки
По сравнению с ручной дуговой сваркой полуавтоматическая и автоматическая сварка обычно дает меньшую деформацию. Это связано с тем, что он обычно имеет более высокую скорость осаждения, обладает высокой способностью создавать более непрерывный валик, что приводит к более равномерному распределению тепла. Последовательность пусков и остановок, обычная для ручной дуговой сварки, приводит к неравномерному тепловому расширению. Это может вызвать повышенную деформацию в соединениях, сваренных вручную дуговой сваркой.
Свойства исходного материала
Коэффициент теплового расширения на единицу объема тепла является основным свойством, влияющим на деформацию. Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
Как контролировать деформацию при сварке
Деформацию необходимо контролировать на всех этапах изготовления (перед сваркой, во время сварки и после операции сварки).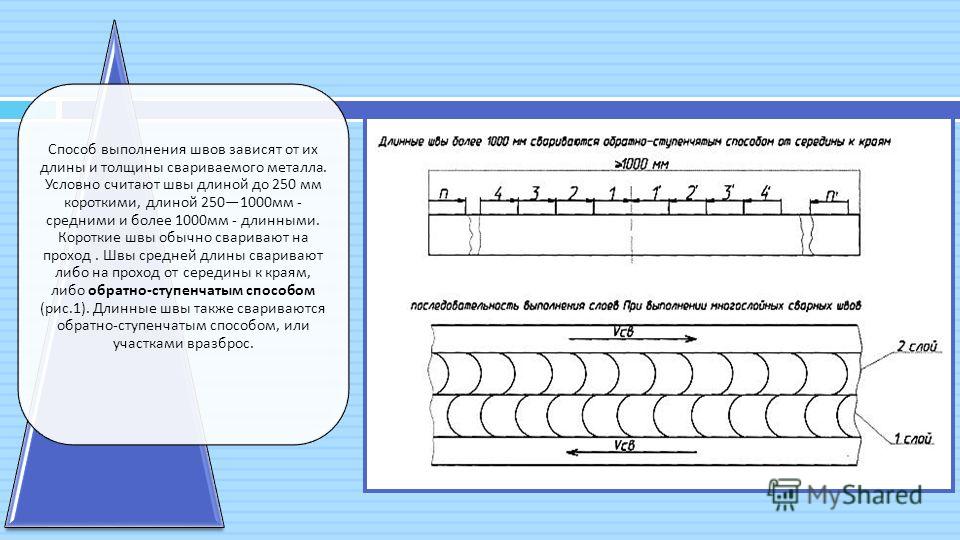
Перед сваркой
Хорошая конструкция соединения
Хорошо спроектированные соединения требуют минимального объема сварки и не страдают от переваривания. Это важно при работе со стыковыми швами.
Рис. 8: Иллюстрация правильной конструкции соединения
Приспособления и приспособления
Приспособления и приспособления для сварки помогают сохранить точность и уменьшить деформацию металла, когда соединение подвергается термоусадке после охлаждения. Идея состоит в том, что приспособление или приспособление будет препятствовать перемещению основного материала, заставляя охлаждающийся сварной шов поддаваться (или поддаваться), а не окружающий материал.
Рис. 9. Установка приспособлений и приспособлений
Прихваточная сварка
Прихваточные сварные швы работают как зажимы, скрепляя основной металл в нужном месте. Количество и размер этих сварных швов зависят от толщины и типа основного материала. Более тонкие материалы обычно требуют более частых прихваток.
Более тонкие материалы обычно требуют более частых прихваток.
Предварительная настройка
Предварительная настройка включает в себя сборку компонентов таким образом, чтобы они компенсировали искажения и обеспечивали правильность размеров изделия после отделки. См. пример ниже.
Рис. 10: Пример предварительной настройки
Во время сварки
Последовательность сварки
Это порядок выполнения сварных швов в любом проекте. Правильная последовательность обеспечивает равномерное распределение тепла и повышает жесткость сварных соединений. В результате он обеспечивает равномерное распределение остаточных напряжений по всему компоненту, тем самым уменьшая деформацию.
Балансная сварка
Эта процедура включает балансировку остаточного напряжения с обеих сторон сварного соединения. Балансировочные сварные швы распространены при ремонте валов и других круглых сечений. Место сварщика проходит вдоль валов, которые проходят прямо напротив предыдущих. Это уравновешивает напряжение сжатия (заставляет их работать друг против друга) и ограничивает искажения.
Это уравновешивает напряжение сжатия (заставляет их работать друг против друга) и ограничивает искажения.
Другие области применения сбалансированной сварки включают стыковые соединения с двойным U и двойным V. При уравновешивании сварки (сварка с обеих сторон соединения) напряжения сжатия противодействуют друг другу. То же самое касается угловых швов. Немного подумав, вы можете заставить искажение работать на вас, а не против вас.
Рис. 11: Сбалансированная сварка в стыковом соединении с двойным V-образным вырезом
Сварка с обратным уступом и пропуском
При движении в одном направлении непрерывного сварного шва поперечные сжимающие напряжения накапливаются, особенно при сварке встык. Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже.
Рис. 12: Методы обратного шага
После сварки
Большая часть контроля деформации выполняется до и во время процесса сварки. Однако, если вы в конечном итоге столкнетесь с искажением, вы можете исправить его, есть несколько процедур, которые можно выполнить после этого.
Однако, если вы в конечном итоге столкнетесь с искажением, вы можете исправить его, есть несколько процедур, которые можно выполнить после этого.
Первый — выпрямление пламенем, представляющий собой метод нагревания для устранения искажений с использованием основных принципов искажения. Звучит нелогично, но это работает. При «контрнагреве» окружающий материал действует как тиски в первом примере и препятствует движению материала. При остывании он безудержно сжимается, тем самым исправляя искажения.
См. рисунок ниже.
Рис. 13: Методы правки пламенем
Еще одним методом является упрочнение. Это включает снижение остаточного напряжения за счет растяжения сварного шва и близлежащего основного металла за счет удара по металлу. Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие.
Получите помощь, чтобы избежать искривлений при сварке
Technoweld может предоставить процедуры сварки, которые избегают деформации, обучение выполнению процесса и визуальный контроль сварки, чтобы убедиться, что ваши сварные швы соответствуют требованиям. Позвоните сегодня, чтобы узнать, как мы можем помочь!
Как удалить сварку (с шлифовальной машиной и без нее)
Последнее обновление
Если вы какое-то время занимались сваркой, то вы знаете, что это процедура соединения металлов с помощью электричество. Сварка используется почти во всех отраслях промышленности для формирования сложных конструкций и каркасов из металлов.
Вам необходимы знания не только сварки, но и удаления шва. Это может быть по любой причине. Возможно, вы накосячили, или, может быть, вам нужно разобрать ранее сваренную деталь для другого проекта.
Как разорвать сварку? Удаление сварного шва зависит от многих вещей. Поскольку существуют различные типы сварки, существуют различные потребности в удалении сварного шва. Обычно сварку можно отменить с помощью газовой резки, плазменной резки, дрелей, шлифовальных или дисковых пил или кислородно-ацетиленовых горелок.
Есть несколько способов сделать это, помимо приложения большого усилия к сварному шву. Процедура удаления сварных швов зависит от типа сварного шва, который вы хотите отменить. Вы должны определить, хотите ли вы удалить сварные швы, используя термический метод или механический, в зависимости от типа сварного шва.
Вот несколько советов, как отменить сварку. Читать дальше!
Способы вскрытия сварного шва
Рассмотрим эти типы подробнее, а затем перейдем к соответствующим шагам.
Термические методы
Как следует из названия, вам нужно использовать много тепла, чтобы изменить процедуру сварки. Сделать это можно кислородно-ацетиленовой горелкой или плазменным резаком.
Плазменная резка
Это процедура, при которой электрические проводники разделяются с помощью ускоренной струи знойной плазмы. Дуга формируется с помощью постоянного тока (постоянный ток). Температура может достигать максимум 20 000 градусов по Цельсию.
Поток воздуха под высоким давлением, выходящий из маленького сопла, выделяет тепло. С точки зрения скорости резки плазменная резка может быть выгодной. Это потому, что они примерно в пять раз быстрее, чем ручные резаки, и могут резать самые разные материалы различной толщины.
Таким образом, вы также можете удалить любые глубокие сварные швы. Плазменная резка проста в использовании и не использует горючие газы. Таким образом, они более безопасны и более экономичны, чем лазерная резка или гидроабразивная резка.
Изображение предоставлено: Funtay, Shutterstock
Резка с помощью горелки
Горелки объединяют ацетилен и кислород для создания пламени при высоких температурах около 3500 градусов по Цельсию для сварки или резки металлов. Резка факелом более рискованна, особенно для новичков.
При создании горячего пламени, прорезающего толстые металлические детали, в факеле используется смесь двух газов, смешанных с помощью резака. Единственное, что вам нужно сделать, это отметить линию, где вы будете выполнять разрез, и зажечь факел.
Затем отрегулируйте арку, прежде чем постепенно следовать по линии, пока не прорежете ее полностью. Резка газовой горелкой может быть выгодна тем, что она упрощает использование и не требует много времени. Этот механизм также доступен по цене, более портативный, и вы можете использовать его как для сварки крупных и различных типов металлов, так и для резки.
Изображение предоставлено Pixabay
Механические методы
Когда дело доходит до механической сварки, вы должны резать вручную. В зависимости от типа сварного шва, с которым вы работаете, вы можете выполнить несколько действий.
Трудно разделить листы, сваренные точечной сваркой. Вам нужно будет выполнять процедуру разделения, часто просверливая листы. Иногда невозможно разделить металлы, не повредив исходные металлы. Механический процесс в основном состоит из резки, сверления и шлифования.
Удаление сварных швов без шлифовальных станков
Если вы хотите удалить сварные швы без использования шлифовального станка, вы можете использовать плазменную, дрель или кислородно-ацетиленовые горелки в качестве термической обратной процедуры. Кроме того, вы можете выйти за рамки нормы и использовать ножовку или ленточнопильный станок.
Дальнейшие действия:
- Для начала отметьте металл в том месте, где вы хотите резать. Вам не потребуются какие-либо специальные инструменты, и вы можете сделать это быстро, используя обычный карандаш или маркер.
- Затем установите металлические детали на место и закрепите их, чтобы они не двигались. Как правило, это можно сделать с помощью тисков или струбцин.
- Откройте бензобак, если вы используете газовую горелку. Если вы используете плазменный резак, вам необходимо подключить шнур питания и включить резак. Включите компрессор и убедитесь, что машина подключена к сети. Затем отрегулируйте пламя горелки.
- Вдоль линии, которую вы наметили карандашом/маркером, двигайте своим инструментом – пилой, фонариком или чем-то еще. Выполняйте это постепенно, чтобы избежать ошибок и в целях безопасности. Не оставайтесь на одном месте слишком долго. Продолжайте делать это, пока не сделаете плодотворный разрез.
- После выключения инструментов оставьте металлы на некоторое время, чтобы они остыли, прежде чем работать с ними. Прикасаться к металлам сразу после резки рискованно, потому что используемые вами станки выделяют много тепла.
Изображение предоставлено Pixabay
Удаление сварных швов с помощью циркулярной пилы или шлифовального станка
Шлифование сварного шва с помощью угловой шлифовальной машины обычно после сварки. Вы можете использовать угловые шлифовальные машины для получения скошенных кромок или подготовки металлических поверхностей, а также их резки.
Хотя разрезы, создаваемые шлифовальными станками, не так точны, как плазменная резка, они доступны по цене. И поскольку он не выделяет столько тепла, окружающий основной металл не нагревается до высокой температуры, чтобы изменить свои характеристики.
Основные шаги по удалению сварного шва:
- Используйте маркер, чтобы отметить место, которое вы хотите разрезать.
- Закрепите металлическую деталь, которую вы режете, струбцинами или тисками.
- Носите защитное снаряжение.
- Подключите ваш инструмент — пилу или шлифовальную машину — к розетке.
- Постепенно шлифовальный станок начнет резать металл. Не прилагайте слишком много усилий к основным металлам. Позвольте ему работать. Если вы приложите слишком большое усилие, вы рискуете сломать отрезной диск, что опасно.
- Выключите питание и дайте металлу остыть. Это тепло вызвано трением, а не шлифовальным станком, в отличие от газовой и плазменной резки.
- См. также: Снятие фаски на трубе для сварки: Руководство по снятию фаски с трубы
Изображение предоставлено Pixabay
Помимо методов, упомянутых выше, вы можете отменить сварку с помощью дуговой сварки. Взглянем!
Как использовать воздушно-дуговую сварку для рассоединения сварного шва?
Сварочные аппараты для дуговой сварки можно использовать для соединения металла, а также для удаления сварного шва. В процедуре, известной как воздушная угольно-дуговая сварка, сильный нагрев дуги, образующейся на конце электрода, оттаивает металлический объект, а поток сжатого воздуха сдувает расплавленный металл.
Итак, какая процедура подходит вам больше всего?
Чтобы решить, какая процедура лучше всего подходит для удаления сварного шва, вам необходимо установить тип используемого основного металла. Вам придется сверлить или шлифовать открытые сварные швы, если они прочные или если вы хотите удалить соединенные листы.
В большинстве случаев при сварке одна из металлических частей повреждается. Это может быть из-за присадочных металлов. Однако исправить это можно с помощью напильника по металлу или болгарки.
Обычно после разрезания сварного шва необходимо отшлифовать валик для повторной сварки металлических деталей. Сошлифовка лишнего металла позволяет получить лучший валик при сварке в следующий раз, чем при сварке металлов без избавления от лишнего.
Изображение. Необходимые действия:
- Основные шаги по удалению сварных швов:
Предотвращение дугового разряда
Дуговой разряд может вызвать ряд проблем при сварке, включая чрезмерное разбрызгивание, непровар, пористость и низкое качество. Что это такое и как это можно предотвратить? В этой статье мы рассмотрим дуновение дуги и обсудим способы устранения неполадок и устранения этого явления для создания лучшего сварного шва.
Дуговой удар возникает при дуговой сварке постоянным током, когда поток дуги не следует по кратчайшему пути между электродом и заготовкой и отклоняется вперед или назад от направления движения или, реже, в одну сторону.
Сначала рассмотрим некоторые термины, связанные с дуговым разрядом. Обратный удар возникает при сварке в направлении соединения заготовки, конца соединения или в угол. Удар вперед возникает при сварке вдали от места соединения заготовки или на начальном конце соединения. Прямая продувка может быть особенно проблематичной с электродами из порошка железа SMAW или другими электродами, которые образуют большие шлаковые покрытия, когда тяжелый шлак или воронка затягиваются вперед и под дугу.
Дуга магнитного поля
Дуга магнитного поля вызвана неуравновешенным состоянием магнитного поля, окружающего дугу. Это несбалансированное состояние возникает из-за того, что в большинстве случаев дуга будет дальше от одного конца соединения, чем от другого, и будет находиться на разных расстояниях от соединения заготовки. Дисбаланс также существует из-за изменения направления тока при его протекании от электрода через дугу, в заготовку и через нее.
Визуализация магнитного поля
Для понимания дугового разряда полезно визуализировать магнитное поле. На рис. 3-37 показан постоянный ток, проходящий через проводник (который может быть электродом или потоком плазмы между электродом и сварным соединением). Вокруг проводника создается магнитное поле, или поток, с силовыми линиями, которые могут быть представлены концентрическими окружностями в плоскостях под прямым углом к направлению тока. Эти круговые силовые линии уменьшаются по интенсивности по мере удаления от электрического проводника.
Поля концентрических потоков останутся круглыми, если они смогут оставаться в одной среде, достаточно обширной, чтобы содержать их, пока они не уменьшатся практически до нуля. Но если среда меняется (например, со стальной пластины на воздух), круговые силовые линии искажаются и имеют тенденцию концентрироваться в стали, где они встречают меньшее сопротивление. На границе между кромками стальной пластины и воздухом происходит сдавливание силовых линий магнитного поля, вызывающее деформацию круговых силовых линий. Это сжатие может привести к сильной концентрации флюса позади или впереди сварочной дуги. Затем дуга имеет тенденцию двигаться в направлении, которое уменьшит сдавливание и восстановит баланс магнитного поля. Он отклоняется в сторону концентрации магнитного потока. Это отклонение наблюдается как удар дуги.
Рисунок 3-38 иллюстрирует сжатие и искажение полей флюса в начале и конце сварного шва. В начале линии магнитного потока сосредоточены за электродом. Дуга пытается компенсировать этот дисбаланс, двигаясь вперед, что создает прямой удар дуги. По мере приближения электрода к концу шва сжатие происходит впереди дуги, что приводит к смещению дуги назад и развитию обратного удара. В середине шва в двух элементах одинаковой ширины магнитное поле было бы симметричным, и не было бы ни обратного, ни прямого удара дуги. Но если один элемент должен быть широким, а другой узким, в середине сварного шва может произойти боковой удар.
Понимание эффекта возврата сварочного тока через заготовку
Еще одно явление «сдавливания» возникает в результате возврата тока обратно к соединению заготовки внутри заготовки. Как показано на Рисунок 3-39 , магнитный поток также создается электрическим током, проходящим через заготовку к проводнику заготовки. Жирная линия представляет собой путь сварочного тока, а светлые линии представляют собой магнитное поле, создаваемое током. Когда ток меняет направление или поворачивает угол от дуги к заготовке, в точке х возникает концентрация потока, что заставляет дугу, как указано, дуть в сторону от соединения с заготовкой.
Движение дуги из-за этого эффекта будет сочетаться с движением, вызванным ранее описанной концентрацией, что даст наблюдаемое дуновение дуги. Эффект обратного тока может уменьшать или увеличивать дуновение дуги, вызванное магнитным потоком дуги. Фактически, управление направлением обратного тока является одним из способов управления дуновением дуги, что особенно полезно при автоматической сварке.
В Рис. 3-40(a) кабель заготовки подсоединяется к начальному концу шва, а флюс, возникающий в результате возврата сварочного тока в процессе работы, находится за дугой. Результирующее дуговое движение будет вперед. Однако ближе к концу шва движение дуги вперед уменьшит общий удар дуги, компенсируя часть обратного удара, возникающего из-за концентрации потока от дуги на конце заготовки, см. Рисунок 3-41(а). В Рисунок 3-40(b) рабочий трос подсоединяется к концу шва, что приводит к обратному удару. Здесь это увеличит обратный удар дугового флюса на конце сварного шва.
Комбинация «сжатых» магнитных потоков показана на Рис. 3-41(b) . Соединение заготовки на конце сварного шва, однако, может быть тем, что необходимо сварщику для уменьшения чрезмерного прямого удара на конце сварного шва. начало сварки.
Поскольку эффект возврата сварочного тока через заготовку менее силен, чем концентрация магнитного потока дуги на концах заготовок, позиционирование соединения заготовки лишь умеренно эффективно для контроля дуновения дуги. Необходимо также использовать другие меры, чтобы уменьшить трудности, вызванные дугой при сварке.
Другие проблемные места
Угловые и стыковые соединения с глубокими V-образными пазами
Где еще возникает проблема с дуговым разрядом? Он также встречается в углах угловых швов и в сварных швах с глубокой подваркой. Причина точно такая же, как и при сварке прямого шва — скопления линий магнитного потока и движение дуги для снятия таких скоплений. На рисунках 3-42 и 3-43 показаны ситуации, в которых зажигание дуги постоянным током может стать проблемой.
Высокие токи
При слабом токе дует меньше дуги, чем при сильном. Почему? Потому что напряженность магнитного поля на данном расстоянии от проводника электрического тока пропорциональна квадрату сварочного тока. Обычно серьезных проблем с дуновением дуги не возникает при сварке штучными электродами на постоянном токе приблизительно до 250 ампер (но это не точный параметр, так как подгонка стыка и геометрия могут оказывать большое влияние).
Постоянный ток
Использование переменного тока заметно уменьшает дуговой разряд. Быстрое изменение направления тока индуцирует вихревые токи в основном металле, а поля, создаваемые вихревыми токами, значительно снижают силу магнитных полей, вызывающих дуговой разряд.
Магниточувствительные материалы
Некоторые материалы, такие как стали с содержанием 9% никеля, обладают очень высокой магнитной проницаемостью и очень легко намагничиваются внешними магнитными полями, например, от линий электропередач и т. д. Эти материалы могут быть очень трудно сваривать из-за удара дуги, создаваемого магнитными полями в материале. Такие поля легко обнаруживаются и измеряются недорогими ручными измерителями Гаусса. Полей выше 20 Гаусс обычно достаточно, чтобы вызвать проблемы со сваркой.
Продувка термической дугой
Мы уже рассмотрели наиболее распространенную форму продувки дуги, продувку магнитной дугой, но с какими другими формами может столкнуться сварщик? Второй тип – это термическая дуга. Физика электрической дуги требует наличия горячей точки как на электроде, так и на пластине, чтобы поддерживать непрерывный поток тока в потоке дуги. По мере продвижения электрода вдоль изделия дуга будет иметь тенденцию отставать. Это естественное отставание дуги вызвано нежеланием дуги двигаться к более холодной пластине. Пространство между концом электрода и горячей поверхностью расплавленного кратера ионизировано и, следовательно, представляет собой более проводящий путь, чем от электрода к более холодной пластине. Когда сварка выполняется вручную, небольшое количество «теплового обратного удара» из-за запаздывания дуги не является вредным, но может стать проблемой при более высоких скоростях автоматической сварки или когда термический обратный удар добавляется к магнитному обратному удару. .
Дуговая продувка несколькими дугами
Некоторые недавние достижения в области сварки включают использование нескольких сварочных дуг для повышения скорости и повышения производительности. Но этот тип сварки также может вызвать проблемы с дугой. В частности, когда две дуги расположены близко друг к другу, их магнитные поля реагируют, вызывая дуговой разряд на обеих дугах.
Когда две дуги расположены близко друг к другу и имеют противоположную полярность, как на Рис. 3-44(a) , магнитные поля между дугами заставляют их сдуваться друг от друга. Если дуги имеют одинаковую полярность, как в Рисунок 3-44(b) , магнитные поля между дугами противодействуют друг другу. Это приводит к более слабому полю между дугами, из-за чего дуги дуют навстречу друг другу.
Обычно, когда используются две дуги, предлагается, чтобы одна была постоянного тока, а другая переменного тока, как показано на Рис. 3-44(c) . цикла, и влияние на поле постоянного тока мало. В результате происходит очень небольшое дуновение дуги.
Другим часто используемым устройством являются две дуги переменного тока. Помехи от дугового разряда здесь в значительной степени избегают за счет фазового сдвига тока одной дуги от 80 до 90 градусов от другой дуги. Так называемое соединение «Скотт» выполняет это автоматически. При фазовом сдвиге ток и магнитное поле одной дуги достигают максимума, когда ток и магнитное поле другой дуги находятся на минимальном уровне или близки к нему. В результате дуновение дуги очень мало.
Как снизить риск возникновения дугового разряда
Не все дуговые разряды вредны. На самом деле, небольшое количество иногда можно использовать с пользой, чтобы помочь сформировать форму валика, контролировать расплавленный шлак и контролировать проникновение. Если дуговой разряд вызывает или способствует возникновению таких дефектов, как подрезы, неравномерное проплавление, искривленные валики, валики неправильной ширины, пористость, волнистые валики и чрезмерное разбрызгивание, его необходимо контролировать.
Возможные корректирующие меры включают следующее:
- Если в процессе дуговой сварки металлическим электродом используется постоянный ток, особенно при силе тока выше 250 ампер, переход на переменный ток может устранить проблемы
- Удерживайте как можно более короткую дугу, чтобы сила дуги противодействовала удару дуги
- Уменьшите сварочный ток, что может потребовать снижения скорости дуги
- Установите электрод с заготовкой под углом, противоположным направлению дуновения дуги, как показано на Рисунок 3-45
- Сделайте толстые прихватки на обоих концах шва; применяйте частые прихваточные швы вдоль шва, особенно если посадка неплотная
- Приварка к толстой прихватке или к уже сделанному сварному шву
- Используйте технику обратной ступенчатой сварки, как показано на Рис. 3-46
- Приварить вдали от соединения с заготовкой, чтобы уменьшить обратный удар; приваривать к соединению заготовки, чтобы уменьшить прямой удар
- В процессах, в которых используется тяжелый шлак, может быть желателен небольшой обратный удар; чтобы получить это, приварите к соединению заготовки
- Оберните рабочий кабель вокруг заготовки так, чтобы ток, возвращающийся к источнику питания, проходил через него в таком направлении, чтобы установленное магнитное поле
было стремится нейтрализовать магнитное поле, вызывающее дуговой разряд
Направление удара дуги можно наблюдать при открытом дуговом процессе, но при процессе под флюсом его сложнее диагностировать и его необходимо определять по типу дефекта сварного шва.
Обратный удар обозначается следующим:
- Брызги
- Подрез, непрерывный или прерывистый
- Узкий, высокий валик, обычно с подрезом
- Увеличение проникновения
- Пористость на конце сварных швов листового металла
Удар вперед обозначается:
- Широкая бусина неправильной ширины
- Волнистая бусина
- Подрез, обычно прерывистый
- Уменьшение проникновения
Влияние крепления на дуновение дуги
Еще одна мера предосторожности, о которой должен знать сварщик при дуновении дуги, касается его связи с креплением. Стальные приспособления для удержания заготовок могут влиять на магнитное поле вокруг дуги и на дуновение дуги и со временем могут сами намагничиться. Обычно крепление не вызывает проблем при сварке штучными электродами, когда сила тока не превышает 250 ампер. Приспособления для использования с более высокими токами и при механизированной сварке должны быть спроектированы с учетом мер предосторожности, чтобы в приспособлении не создавалась ситуация, способствующая выдуванию дуги. Для каждого крепежного устройства может потребоваться специальное исследование, чтобы определить наилучший способ предотвращения помех от магнитных полей.
Следует отметить следующее:
- Приспособления для сварки продольного шва цилиндров (см. Рисунок 3-47 ) должны быть рассчитаны на минимальный зазор 1 дюйм между опорной балкой
и работа. Зажимные пальцы или стержни, удерживающие изделие, должны быть немагнитными. Не присоединяйте кабель заготовки к медному опорному стержню; если возможно, сделайте рабочее соединение
непосредственно с заготовкой - Изготовить арматуру из низкоуглеродистой стали. Это необходимо для предотвращения накопления постоянного магнетизма в приспособлении .
- Приварка к закрытому концу рожковых приспособлений уменьшает обратный удар
- Конструкция крепления должна быть достаточно длинной, чтобы при необходимости можно было использовать торцевые выступы
- Не используйте медную полосу, вставленную в стальной стержень, в качестве подложки, как в Рисунок 3-48 . Стальная часть опорного стержня усилит дуговой разряд
- Обеспечивают непрерывный или тесный зажим деталей, подлежащих шовной сварке. Широкий прерывистый зажим может привести к разрыву швов между точками зажима, что приведет к дуговому разряду зазоров
- Не встраивайте в приспособление большие массы стали только с одной стороны шва. Противовес с аналогичной массой на другой стороне
Понимая механизм дугового разряда и способы его правильной диагностики в сварном шве, операторы должны быть в состоянии исключить его из своих приложений и иметь возможность создавать сварные швы без проблем, обычно связанных с дуговым разрядом.
Деформация – Австралийский институт сварки
Деформация – виды и причиныВ этой статье рассматриваются некоторые ключевые вопросы деформации в сварных изделиях, особенно основные типы и факторы, влияющие на степень деформации.
Что вызывает искажение?
Так как сварка включает сильно локализованный нагрев кромок соединения для плавления материала, в компоненте возникают неравномерные напряжения из-за расширения и сжатия нагретого материала. Первоначально сжимающие напряжения создаются в окружающем холодном основном металле, когда сварочная ванна образуется из-за теплового расширения горячего металла (зона термического влияния), примыкающего к сварочной ванне. Однако растягивающие напряжения возникают при охлаждении, когда усадке металла шва и непосредственной зоне термического влияния сопротивляется основная масса холодного основного металла.
Величину термических напряжений, возникающих в материале, можно увидеть по изменению объема в зоне сварки при затвердевании и последующем охлаждении до комнатной температуры. Например, при сварке стали C-Mn объем расплавленного металла шва будет уменьшен примерно на 3% при затвердевании, а объем затвердевшего металла шва/зоны термического влияния (ЗТВ) будет уменьшен еще на 7% по мере того, как его температура падает от температуры плавления стали до комнатной температуры.
Если напряжения, возникающие при тепловом расширении/сжатии, превышают предел текучести основного металла, происходит локальная пластическая деформация металла. Пластическая деформация вызывает необратимое уменьшение размеров компонентов и деформацию конструкции.
Каковы основные виды искажений?
Деформация проявляется в шести основных формах:
- Продольная усадка
- Поперечная усадка
- Угловое искажение
- Изгиб и выпуклость
- Изгиб
- Скручивание
Основные характеристики наиболее распространенных форм деформации стыковых и угловых швов показаны ниже:
Сжатие зоны сварного шва при охлаждении приводит как к поперечной, так и к продольной усадке.
Неравномерная усадка (по толщине) вызывает угловую деформацию в дополнение к продольной и поперечной усадке.
Например, в одинарном V-образном стыковом шве первый шов приводит к продольной и поперечной усадке и повороту. Второй проход заставляет пластины вращаться, используя первый сварной шов в качестве точки опоры. Следовательно, сбалансированная сварка в двустороннем V-образном стыковом соединении может использоваться для обеспечения равномерного сжатия и предотвращения угловой деформации.
Аналогичным образом, в одностороннем угловом сварном шве неравномерное сжатие вызывает угловую деформацию стоящей ноги. Таким образом, двухсторонние угловые сварные швы можно использовать для контроля деформации вертикального углового шва, но поскольку сварной шов наносится только на одну сторону базовой пластины, теперь в пластине будет возникать угловая деформация.
Продольное искривление сварных листов происходит, когда центр сварного шва не совпадает с нейтральной осью сечения, так что продольная усадка в сварных швах изгибает сечение в криволинейную форму. Плакированный лист имеет тенденцию прогибаться в двух направлениях из-за продольной и поперечной усадки плакирования; это дает выпуклую форму. Блюдо также производится в усиленной обшивке. Пластины обычно вогнуты внутрь между элементами жесткости из-за угловой деформации в сварных швах крепления элементов жесткости (см. основную фотографию).
При гальванопокрытии большие сжимающие напряжения могут вызвать упругое коробление в тонких пластинах, что приведет к выпуклости, изгибу или ряби.
Деформация из-за упругого изгиба нестабильна: если вы попытаетесь сгладить искривленную пластину, она, вероятно, «сломается» и выгнется в противоположном направлении.
Скручивание в коробчатом сечении вызвано деформацией сдвига в угловых соединениях. Это вызвано неравномерным продольным термическим расширением соприкасающихся кромок. Увеличение количества прихваточных швов для предотвращения деформации сдвига часто снижает количество скручиваний.
Насколько допустима усадка сварного шва?
Почти невозможно точно предсказать степень усадки. Тем не менее, «эмпирическое правило» было составлено на основе размера наплавленного металла. При сварке стали следует делать следующие припуски на усадку на этапе сборки.
Угловой шов 0,8 мм на шов, если длина катета не превышает 3/4 толщины листа
Стыковой шов 1,5–3 мм на шов для V-образного соединения 60°, в зависимости от количества проходов
Продольная усадка
Угловые швы 0,8 мм на 3 м сварного шва
Стыковые швы 3 мм на 3 м сварного шва
Увеличение длины катета угловых швов, в частности, увеличивает усадку.
Какие факторы влияют на искажение?
Если металл равномерно нагревать и охлаждать, то деформации почти не будет. Однако, поскольку материал локально нагревается и сдерживается окружающим холодным металлом, возникают напряжения, превышающие предел текучести материала, вызывающие необратимую деформацию. Основными факторами, влияющими на вид и степень искажения, являются:
- Свойства исходного материала
- Величина ограничения
- Конструкция шарнира
- Сборка деталей
- Процедура сварки
- Свойства исходного материала
Основными свойствами материала, влияющими на деформацию, являются коэффициент теплового расширения и удельная теплоемкость на единицу объема.
Поскольку деформация определяется расширением и сжатием материала, коэффициент теплового расширения материала играет существенную роль в определении напряжений, возникающих при сварке, и, следовательно, степени деформации. Например, поскольку нержавеющая сталь имеет более высокий коэффициент расширения, чем обычная углеродистая сталь, она с большей вероятностью будет подвержена деформации.
ОграничительЕсли компонент сваривается без каких-либо внешних ограничителей, он деформируется для уменьшения сварочных напряжений. Таким образом, методы ограничения, такие как «сильные спины» в стыковых сварных швах, могут предотвратить движение и уменьшить деформацию. Поскольку ограничение приводит к более высоким уровням остаточного напряжения в материале, существует больший риск растрескивания металла сварного шва и ЗТВ, особенно в материалах, чувствительных к растрескиванию.
Конструкция соединения Как стыковые, так и угловые соединения подвержены деформации. Его можно свести к минимуму в стыковых соединениях, выбрав тип соединения, который уравновешивает термические напряжения по толщине листа. Например, двусторонний сварной шов предпочтительнее одностороннего. Двусторонние угловые сварные швы должны исключать угловую деформацию вертикального элемента, особенно если два сварных шва наплавляются одновременно.
Подгонка должна быть равномерной, чтобы обеспечить предсказуемую и постоянную усадку. Чрезмерный зазор в стыке также может увеличить степень деформации за счет увеличения количества металла сварного шва, необходимого для заполнения стыка. Соединения должны быть надлежащим образом прихвачены, чтобы предотвратить относительное смещение деталей во время сварки.
Процедура сварки Это влияет на степень деформации в основном за счет влияния на подводимое тепло. Поскольку процедура сварки обычно выбирается из соображений качества и производительности, у сварщика есть ограниченные возможности для уменьшения деформации. Как правило, объем сварного шва должен быть сведен к минимуму. Кроме того, последовательность и технология сварки должны быть направлены на уравновешивание термических напряжений вокруг нейтральной оси компонента.
Деформация – предотвращение за счет конструкции
Фотография укреплений на полке балки для предотвращения поперечного изгиба. Предоставлено John Allen
Общие рекомендации приведены ниже в качестве «наилучшей практики» для ограничения деформации при рассмотрении конструкции конструкций, сваренных дуговой сваркой.
Принципы проектированияНа этапе проектирования деформацию сварки часто можно предотвратить или, по крайней мере, ограничить, приняв во внимание:
- отказ от сварки
- размещение сварного шва
- уменьшение объема металла шва
- уменьшение количества прогонов
- использование сбалансированной сварки
Поскольку деформация и усадка являются неизбежным результатом сварки, хороший дизайн требует, чтобы не только объем сварки был сведен к минимуму, но и наплавлялся наименьший объем металла. Сварку часто можно исключить на этапе проектирования путем формирования листа или использования стандартного прокатного профиля, как показано на рис. 1.9.0003
Рис. 1 Устранение сварных швов путем:
а) Формовка пластины;
b) Использование катаного или прессованного профиля
Если возможно, в конструкции следует использовать прерывистые сварные швы, а не непрерывный, чтобы уменьшить количество сварки. Например, при креплении пластин жесткости часто можно добиться значительного уменьшения объема сварки при сохранении достаточной прочности.
Размещение сварных швовРазмещение и балансировка сварных швов важны при проектировании для минимизации деформации. Чем ближе сварной шов расположен к нейтральной оси изготовления, тем ниже эффект рычага усадочных сил и окончательное искажение.
Примеры плохой и хорошей конструкции показаны на рис. 2.
Рис. 2 Деформация может быть уменьшена путем размещения сварных швов вокруг нейтральной оси
Поскольку большинство сварных швов наплавляются вдали от нейтральной оси, изготовления таким образом, что силы усадки отдельного сварного шва уравновешиваются за счет размещения другого сварного шва на противоположной стороне нейтральной оси.
По возможности сварку следует выполнять попеременно на противоположных сторонах вместо того, чтобы сначала выполнять одну сторону. В больших конструкциях, если искривление происходит преимущественно с одной стороны, можно предпринять корректирующие действия, например, путем увеличения количества сварных швов на другой стороне, чтобы контролировать общее искажение.
Уменьшение объема металла шваДля минимизации деформации, а также по экономическим причинам объем металла шва должен быть ограничен проектными требованиями.
Для одностороннего соединения поперечное сечение сварного шва должно быть как можно меньше, чтобы снизить уровень угловой деформации, как показано на рис. 3.
Рис. 3 коробление и боковая усадка за счет:
а) уменьшения объема металла шва;
b) с использованием однопроходной сварки
Угол подготовки шва и корневой зазор должны быть сведены к минимуму при условии удовлетворительного выполнения сварного шва.
Для облегчения доступа можно указать больший зазор корня и меньший угол препарирования. Сокращая разницу в количестве наплавляемого металла в корне и на лицевой стороне шва, соответственно уменьшается и степень угловой деформации. Стыковые соединения, выполненные за один проход с использованием глубокого проплавления, имеют небольшую угловую деформацию, особенно если можно сварить закрытый стык (рис. 3).
Например, тонколистовой материал можно сваривать с использованием процессов плазменной и лазерной сварки, а толстый срез можно сваривать в вертикальном положении с использованием электрогазового и электрошлакового процессов.
Хотя угловую деформацию можно устранить, продольная и поперечная усадка все равно будет.
В случае материала толстого сечения, поскольку площадь поперечного сечения разделки двойного V-образного шва часто вдвое меньше, чем у подготовки одинарного V-образного шва, объем наплавляемого металла может быть существенно уменьшен. Подготовка двойного V-образного соединения также позволяет выполнять сбалансированную сварку посередине соединения для устранения угловой деформации.
Поскольку усадка сварного шва пропорциональна количеству металла шва, как плохая подгонка шва, так и чрезмерная сварка увеличивают степень деформации. На угловую деформацию угловых швов особенно влияет переварка. Поскольку расчетная прочность зависит от толщины шва, наплавка для получения выпуклого сварного шва не увеличивает допустимую расчетную прочность, но увеличивает усадку и деформацию.
Уменьшение количества проходовСуществуют противоречивые мнения о том, что лучше наплавлять заданный объем металла шва, используя небольшое количество больших проходов или большое количество мелких проходов.
Опыт показывает, что при одностороннем стыковом соединении или одностороннем угловом сварном шве большая одиночная наплавка дает меньшую угловую деформацию, чем при сварке несколькими небольшими проходами.
Как правило, в свободном соединении степень угловой деформации приблизительно пропорциональна количеству проходов.
Завершение соединения с небольшим количеством крупных наплавок приводит к большей продольной и поперечной усадке, чем сварка, выполненная за большее количество мелких проходов. При многопроходной сварке предварительно наплавленный металл обеспечивает ограничение, поэтому угловая деформация за проход уменьшается по мере наращивания сварного шва. Крупные отложения также увеличивают риск упругого коробления, особенно в тонкостенных пластинах.
Сбалансированная сварка является эффективным средством контроля угловой деформации при многопроходном стыковом сварном шве за счет такой последовательности сварки, которая обеспечивает постоянную коррекцию угловой деформации и предотвращает ее накопление во время сварки.
Сравнительные величины угловой деформации от сбалансированной сварки и сварки сначала одной стороны соединения схематически показаны на рис. 4. Техника сбалансированной сварки также может применяться к угловым соединениям.
Рис. 4 Сбалансированная сварка для уменьшения угловой деформации
Если сварка попеременно с обеих сторон стыка невозможна или если сначала необходимо выполнить одну сторону, можно использовать асимметричную подготовку стыка с большим количеством металла шва откладывается на второй стороне.
Более сильное сжатие в результате наплавки металла на второй стороне поможет противодействовать деформации на первой стороне.
Передовая практикаСледующие принципы проектирования могут контролировать деформацию:
- устранение сварки за счет формирования листа и использования прокатанных или экструдированных профилей
- свести к минимуму количество металла сварного шва
- не переваривать
- использовать прерывистую сварку вместо непрерывной сварки
- сварные швы вокруг нейтральной оси
- сбалансировать сварку посередине соединения, используя двойное V-образное соединение вместо одинарного V-образного соединения
Принятие принципов наилучшей практики может принести неожиданную экономическую выгоду. Например, для проектной длины углового участка 6 мм наплавка участка длиной 8 мм приведет к наплавлению 57% дополнительного металла шва.
Помимо дополнительных затрат на наплавку металла сварного шва и повышенный риск деформации, позднее удаление этого дополнительного металла шва обходится дорого.
Однако проектирование для контроля искажений может повлечь за собой дополнительные производственные затраты. Например, использование подготовки двойного V-образного шва — отличный способ уменьшить объем сварного шва и контролировать деформацию, но при производстве могут быть понесены дополнительные затраты из-за манипуляций с заготовкой, чтобы сварщик мог получить доступ к обратной стороне.
Контроль деформаций – Предотвращение с помощью технологий изготовленияИскривление, вызванное привариванием пластины в центре тонкой пластины перед привариванием к секции балки моста. Предоставлено John Allen
Методы сборкиОбычно сварщик мало влияет на выбор процедуры сварки, но методы сборки часто могут иметь решающее значение для сведения к минимуму деформации. Основные методы сборки:
- сварка прихватками
- в сборе «спина к спине»
- усиление
Прихватка идеально подходит для установки и сохранения зазора в стыке, но также может использоваться для предотвращения поперечной усадки. Чтобы быть эффективным, следует подумать о количестве прихваточных швов, их длине и расстоянии между ними. При слишком малом количестве существует риск постепенного смыкания соединения по мере сварки. При длинном шве с использованием MMA или MIG края шва могут даже перекрываться. Следует отметить, что при использовании процесса сварки под флюсом соединение может открыться, если оно не будет надлежащим образом прихвачено.
Последовательность сварки прихватками важна для поддержания равномерного корневого зазора по всей длине соединения. Три альтернативные последовательности прихватки показаны на рис. 1:
а) прихватка насквозь до конца соединения (рис. 1а). Необходимо зажать пластины или использовать клинья для поддержания зазора во время прихватки
b) прихватить один конец, а затем использовать технику обратного шага для прихватки остальной части соединения (рис. 1b)
c) прихватку центр и завершите прихватку, отступив назад (рис. 1с).
Рис. 1. Альтернативные процедуры прихватки, используемые для предотвращения поперечной усадки
а) прихватка насквозь до конца соединения
б) прихватка на одном конце, затем используйте технику обратного шага для прихватки остальной части соединение
c) прихватите центральную часть, затем завершите прихватку методом обратного шага
Направленная прихватка является полезной техникой для контроля зазора в соединении, например, закрытия зазора в соединении, который является (или стал) слишком большим.
При прихватке важно, чтобы прихватки, вплавляемые в основной шов, выполнялись в соответствии с утвержденной процедурой с использованием сварщиков с соответствующей квалификацией. Процедура может потребовать предварительного нагрева и одобренных расходных материалов, указанных для основного сварного шва. Удаление прихваток также требует тщательного контроля, чтобы избежать появления дефектов на поверхности компонента.
Сборка «спина к спине»
Путем сварки прихватками или зажима двух одинаковых компонентов «спина к спине» сварка обоих компонентов может быть уравновешена вокруг нейтральной оси комбинированного узла (рис. 2а). Перед разделением компонентов рекомендуется снять напряжение со сборки. Если снятие напряжения не выполнено, может потребоваться вставить клинья между компонентами (рис. 2b), чтобы после удаления клиньев детали возвращались к правильной форме или выравниванию.
Рис. 2. Сборка «спина к спине» для предотвращения перекоса при сварке двух одинаковых деталей
а) сборки, скрепленные прихватками перед сваркой
б) использование клиньев для деталей, деформирующихся при разъединении после сварки
Рис. 3. Продольные ребра жесткости препятствуют прогибу в стыковых сварных соединениях тонких листов
Продольная усадка в стыковых сварных швах часто приводит к прогибу, особенно при изготовлении тонколистовых конструкций. Продольные ребра жесткости в виде лысков или уголков, приваренные вдоль каждой стороны шва (рис. 3), эффективны для предотвращения продольного прогиба. Важно расположение ребер жесткости: они должны располагаться на достаточном расстоянии от стыка, чтобы не мешать сварке, если только они не расположены с обратной стороны стыка, сваренного с одной стороны.
Процедура сваркиПодходящая процедура сварки обычно определяется требованиями к производительности и качеству, а не необходимостью контроля деформации. Тем не менее, процесс, техника и последовательность сварки влияют на уровень деформации.
Сварочный процессОбщие правила выбора сварочного процесса для предотвращения угловой деформации:
- как можно быстрее наплавить металл шва
- использовать наименьшее количество проходов для заполнения шва
К сожалению, выбор подходящего процесса сварки на основе этих правил может увеличить продольную усадку, приводящую к искривлению и короблению.
При ручной сварке MIG, процесс с высокой скоростью наплавки, предпочтительнее MMA. Металл сварного шва должен наплавляться с использованием электрода самого большого диаметра (MMA) или самого высокого уровня тока (MIG), не вызывая непроваров. Поскольку нагрев происходит намного медленнее и более рассеянно, газовая сварка обычно дает больше угловых искажений, чем дуговые процессы.
Механизированные методы, сочетающие высокую скорость наплавки и высокую скорость сварки, обладают наибольшим потенциалом для предотвращения деформации.
Поскольку искажение более постоянное, простые методы, такие как предварительная настройка, более эффективны для контроля углового искажения.
Техника сваркиОбщие правила предотвращения деформации:
- сохранять сварной шов (галтель) до минимального указанного размера
- использовать сбалансированную сварку вокруг нейтральной оси
- свести время между запусками к минимуму
Рис. 4. Угловая деформация соединения, определяемая количеством проходов в угловом шве
При отсутствии ограничения угловая деформация как в угловом, так и в стыковом соединении будет зависеть от геометрии соединения, размера сварного шва и количество прогонов для данного сечения. Угловая деформация (измеряется в градусах) в зависимости от количества проходов для углового сварного шва длиной 10 мм показана на рис. 4.
Если возможно, сбалансированная сварка вокруг нейтральной оси должна выполняться, например, на двухсторонних угловых соединениях, двумя сварщиками одновременно. В стыковых соединениях порядок выполнения может иметь решающее значение, поскольку сбалансированная сварка может использоваться для исправления угловой деформации по мере ее развития.
Рис. 5. Использование направления сварки для контроля деформации
a) Сварка с обратным уступом
b) Сварка с пропуском свободный конец сустава. Для длинных швов весь шов не выполняется в одном направлении. Короткие прогоны, например, с использованием техники обратной ступенчатой или скиповой сварки, очень эффективны для контроля деформации (рис. 5).
- Сварка с обратным уступом включает наплавку коротких смежных участков шва в направлении, противоположном общему направлению (рис. 5а).
- Скиповая сварка – это укладка коротких отрезков шва в заданной, равномерно расположенной последовательности вдоль шва (рис. 5б). Длины сварных швов и промежутки между ними обычно равны естественной длине одного электрода. Направление наплавки для каждого электрода одинаково, но направление сварки не обязательно должно быть противоположным направлению общего прогрессирования.
Для контроля деформации используются следующие методы изготовления:
- использование прихваточных швов для установки и сохранения зазора в стыке
- идентичных компонентов, приваренных спиной к спине, чтобы можно было сбалансировать сварку вокруг нейтральной оси
- крепление продольных ребер жесткости для предотвращения продольного изгиба в стыковых сварных швах тонколистовых конструкций
- , где есть выбор процедуры, процесса и техники сварки, должен быть направлен на наплавку металла шва как можно быстрее; MIG предпочтительнее MMA или газовой сварки и механизированной, а не ручной сварки
- на длинных участках весь шов не должен выполняться в одном направлении; следует использовать методы обратной ступенчатой или скиповой сварки.
Эти статьи были подготовлены Bill Lucas в сотрудничестве с Geert Verhaeghe, Rick Leggatt и Gene Mathers .
Copyright © TWI Ltd 2014
Содержание этой статьи было правильным на момент публикации. Для получения дополнительной информации посетите www.twi-global.com
Патент США на единый железнодорожный рельс длиной четверть мили без сварных швов Патент (Патент № 5,018,666, выдан 28 мая 1991 г.)
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
для производства одного и того же. Непрерывный процесс прокатки в технологической линии с контролируемым процессом охлаждения позволяет производить рельсы с превосходными эксплуатационными характеристиками. Рельсы по настоящему изобретению имеют единую конструкцию и стандартную длину в четверть мили. Кроме того, способ по настоящему изобретению обеспечивает получение рельсов высшего качества экономичным способом.ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Железные дороги играют жизненно важную роль в перевозке грузов и, в меньшей степени, пассажиров. Обслуживание существующей железнодорожной системы и создание новых железнодорожных линий требует постоянного источника новых железнодорожных рельсов.
Традиционно рельсы изготавливались секциями длиной около 39 футов. Эта длина была достигнута просто за счет длины вагонов, которые везли рельсы к месту установки. На месте секции рельсов были скреплены болтами. Использование этих коротких секций рельсов и неровности, создаваемые болтовым креплением, вызвали несколько проблем. Во-первых, прерывистые рельсы создавали очень тяжелую езду. Что еще более важно, неровная езда приводит к повышенному износу рельсов и ограничивает максимальную скорость, которую поезда могут развивать на рельсах. Соединение секций рельса болтами на месте также является трудоемким и дорогостоящим процессом.
В последнее время стало стандартной практикой сваривать секции рельсов вместе, а не скреплять их болтами. Непрерывные сварные рельсы обеспечивают значительно более плавный ход и, следовательно, обеспечивают более прочные рельсы. С появлением рельсовой сварки для производителя рельсов, железной дороги или субподрядчика стало обычной практикой сваривать секции рельсов в относительно длинную ленту на производственной площадке. Обычно в настоящее время принято иметь железнодорожные секции — от 39футов до 100 футов или более — сварены в ленты длиной в четверть мили. Для доставки сварных лент к месту монтажа рельсов используются специальные железнодорожные вагоны. Затем сварные ленты либо скрепляются болтами, либо привариваются друг к другу на месте установки.
Этот метод имеет большие преимущества как в эффективности, так и в превосходном качестве рельсов по сравнению с традиционным процессом болтового соединения. Однако этот метод все же имеет ряд недостатков. Хотя сварные швы, используемые для соединения коротких секций в ленты на четверть мили, обеспечивают более гладкую поверхность и служат дольше, чем болтовое крепление, места сварки остаются самыми слабыми местами на рельсе, поскольку они имеют разрыв сварного шва, а также сохраняют размягченный сегмент. с каждой стороны сварного шва с нежелательными металлургическими свойствами. Процесс сварки также требует отдельного цеха, на котором более короткие секции рельсов подготавливаются перед сваркой, шлифуются заподлицо, выпрямляются и проверяются на целостность после сварки.
В известном уровне техники нет описаний или фактических примеров несварных цельных лент, длина которых приближается к используемым в настоящее время сварным лентам. Как упоминалось выше, рельсовые секции обычно изготавливаются длиной от 39 до 100 футов и более, а затем свариваются в длинные ленты.
В современной практике производство рельсов включает следующие этапы: (1) формирование блюма, (2) повторный нагрев блюма, (3) обратная прокатка блюма для формирования заготовки, (4) обратная прокатка заготовки из рельса , (5) охлаждение и правку сформированного рельса, (6) осмотр рельса и (7) термическую обработку рельса для придания превосходных характеристик износа.
Формование блюма осуществляется либо непрерывной разливкой, либо разливкой в слитки и прокаткой. В типичной схеме формирование блюма осуществляется в отдельном месте от рельсопрокатного цеха, и блюму дают остыть перед прокаткой, так что перед прокаткой его необходимо повторно нагреть. Некоторые процессы включают быструю транспортировку к окончательной прокатке, так что блюмы не остывают и не требуют повторного нагрева.
Блюм нагревают примерно до 2250°С. Ф. и подвергнут ряду «прокатных» обработок. Прокатка заключается в пропускании ковкого блюма между большими валками, которые оказывают значительное давление на металл, чтобы удлинить и придать форму зарождающемуся рельсу. Критическим фактором при формировании рельса является то, что конечный продукт не является симметричным относительно горизонтальной оси. Чтобы получить асимметричный рельс, блюм должен быть не только прокатан для получения надлежащей формы, но и необходимо уделить внимание внутренним напряжениям, возникающим в металле из-за процесса асимметричной прокатки.
Блюм прокатывается «проходом» через прокатную станцию до тех пор, пока вся секция не пройдет между валками. Затем направление движения блюма меняется на противоположное, и блюм проходит обратно через ту же роликовую станцию. В зависимости от типа используемой роликовой станции блюм может проходить между одной и той же канавкой валка или другой канавкой валка, оказывая давление на разные участки блюма. Блюм может пройти от 10 до 12 проходов на одной прокатной станции, прежде чем перейти к следующей прокатной станции. Этот возвратно-поступательный процесс обычно называют «обратной прокаткой». После прохождения первой прокатной станции начальный рельс часто называют заготовкой.
Заготовка будет проходить от одной прокатной станции к другой таким образом, пока не будет сформирован окончательный рельс. В дополнение к прокатным станциям типичный процесс производства рельсов будет включать в себя как кромкообрезные станки, так и концевые фрезы, чтобы обеспечить пригодную для использования форму рельса.
После прохождения последней станции прокатки рельсы подвергаются контролируемому процессу охлаждения. Контролируемое охлаждение часто включает асимметричное применение охлажденного воздуха, воды или их комбинации к рельсу, чтобы предотвратить грубую деформацию рельса при его охлаждении. Различные части асимметричного рельса, который имеет головку, основание и перемычку, естественным образом имеют тенденцию к охлаждению с разной скоростью. Из-за разной скорости охлаждения на разных участках рельса, если рельсу дать возможность охлаждаться в неконтролируемой среде, произойдет значительный изгиб или изгиб рельса.
В процессах обратной прокатки, используемых в настоящее время для производства рельсов, значительное внимание уделяется концам заготовленного рельса. Когда конец заготовки выходит из данной роликовой станции, к металлу через ролики передается значительная энергия, и довольно часто это приводит к некоторой деформации конца. Поскольку заготовка должна входить между быстро вращающимися роликами при каждом проходе через прокатную станцию, если конец достаточно деформирован, возможно, что заготовка не войдет в ролик должным образом, и весь процесс будет остановлен. В целых трех местах в процессе необходимо обрезать концы блюма или заготовки, чтобы получить правильно сформированный конец.
Из-за особенностей процесса обратной прокатки невозможно производить очень длинные рельсы. При каждом проходе прокатного стана валки должны быть установлены таким образом, чтобы создавалась равномерная деформация поперечного сечения по всей длине заготовки. Если в рельсе имеется температурный градиент от одного конца к другому, ковкость также будет меняться и не будет достигнута равномерная деформация. Такие температурные градиенты присущи сортовому прокату с обратной прокаткой.
Преимущество процесса обратной прокатки заключается в том, что рельс может быть изготовлен на относительно небольшой площади с использованием лишь нескольких прокатных станков. Конечно, многочисленные обратные проходы процесса вызывают значительные задержки в производстве, поскольку единовременно на прокатном участке прокатывается только одна заготовка.
Примеры раскрытий, в которых обсуждается формирование рельсов с использованием процессов обратной прокатки, содержатся в патенте США No. №№ 4 301 670 Энгеля и 4 344 310 Козоно. В патенте США. В патентах № 3342053 Stammbach и 4503700 Kishikawa описаны процессы, которые называются «непрерывными» для производства рельсов. Однако ни один из этих патентов не описывает действительно непрерывный процесс. В обоих патентах Stammbach и Kishikawa обратная прокатка происходит, по крайней мере, на стадии формирования заготовки.
Патент США. Оба патента № 3310971 Motomatsu и 3555862 Yoshimo описывают способы непрерывного прокатного производства стальных изделий с большим поперечным сечением. Ни один из патентов не предполагает использование их процесса для производства асимметричных рельсов.
Takeuchi Патент США. US 4820015 раскрывает процесс непрерывного литья для формирования композиционного металлического материала. Этот процесс непрерывного литья используется в одном варианте осуществления для формирования блюма, который будет использоваться для производства рельсов. Такеучи не предлагает совмещать процесс непрерывного литья с процессом непрерывной прокатки для изготовления стальных рельсов.
Ни в одной из приведенных выше ссылок не говорится об изготовлении цельных, несварных рельсов длиной около четверти мили. Кроме того, ни в одной из приведенных выше ссылок не говорится об изготовлении рельсов с использованием действительно непрерывного процесса прокатки. «Непрерывная прокатка», как используется здесь, означает процесс, при котором ковкая сталь последовательно проходит через одну прокатную станцию за другой без реверсирования, и различные участки одного и того же исходного рельса одновременно прокатываются более чем на одной прокатной станции.
Наконец, ни в одной из приведенных выше ссылок не описан процесс производства рельсов, в котором различные участки данной заготовки прокатывают и охлаждают одновременно.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к превосходному рельсу, системе производства и способу его получения. Рельс по настоящему изобретению имеет ту же длину, что и используемые в настоящее время сварные рельсовые ленты, но поскольку он изготавливается в непрерывном процессе, он не имеет сварных швов и других дефектов, возникающих при обратной прокатке и сварке рельсов.
Рельс согласно настоящему изобретению имеет длину более 200 футов и, предпочтительно, около одной четверти мили или около 1440 футов. Рельс изготавливается методом непрерывной прокатки, не имеет торцевых отклонений и не имеет сварных швов.
Производственный процесс непрерывной прокатки согласно настоящему изобретению позволяет производить единый рельс длиной четверть мили. Процесс характеризуется наличием ряда прокатных станций, при этом различные участки формующего рельса прокатываются одновременно на множестве прокатных станций. Непрерывный процесс прокатки также непрерывен и связан с контролируемым процессом охлаждения.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения процесс непрерывного литья используется для изготовления блюма, который вводится в процесс непрерывной прокатки. В наиболее предпочтительном варианте используются две или более установки непрерывной разливки, чтобы максимизировать эффективность использования системы непрерывной прокатки, поскольку предпочтительная скорость ковкой стали на входе в систему непрерывной прокатки выше, чем скорость изготовление блюма методом непрерывного литья.
Участок непрерывной прокатки по настоящему изобретению состоит из множества прокатных станций. Передний конец ковкой стали проходит от станции к станции, а блюм имеет такую длину, что один формообразующий рельс одновременно обрабатывается на множестве прокатных станций. На каждой прокатной станции поперечное сечение рельса постепенно уменьшается и формуется. Когда рельс выходит из системы непрерывной прокатки, достигается желаемое поперечное сечение рельса.
Сразу после участка непрерывной прокатки рельс поступает на этап контролируемого охлаждения производственного процесса. Таким образом, в то время как передняя часть рельса охлаждается, задняя часть все еще находится в стане непрерывной прокатки.
В процессе непрерывной прокатки блюм непрерывно и постепенно удлиняется по мере уменьшения поперечного сечения. Таким образом, только после того, как весь рельс пройдет через последнюю прокатную станцию, будет получена полная окончательная длина рельса.
Когда передний конец рельса покидает последнюю прокатную станцию, он продолжает охлаждаться. Это охлаждение, если ему позволить протекать непрерывно, происходило бы по-разному в асимметричном сечении рельса и вызывало бы напряжение и деформацию рельса. Чтобы предотвратить это и оптимизировать металлургические свойства, рельс охлаждают контролируемым охлаждением, а затем окончательным охлаждением, которое является непрерывным и осуществляется на одной линии с прокатными станциями. Таким образом, передний конец рельса охлаждается, даже когда задний конец еще прокатывается.
Настоящее изобретение позволяет значительно снизить скорость рельса. Обратная прокатка требует высокой скорости прокатки на каждой прокатной станции, поскольку каждая прокатная станция обычно должна выполнять несколько проходов для уменьшения поперечного сечения заготовки. В настоящем изобретении несколько проходов заменены несколькими прокатными станциями. Следовательно, скорость рельса может быть снижена при сохранении той же производительности. Это снижение скорости важно, поскольку, как поясняется ниже, оно позволяет осуществлять управляемую операцию охлаждения непрерывно и одновременно с прокаткой, а также улучшает контроль и безопасность.
Только после того, как вся длина рельса пройдет через эту секцию окончательного охлаждения и перемещения, движение рельса вперед останавливается. После охлаждения рельс перемещают в поперечном направлении, а рельс перемещают в осевом направлении назад в противоположном направлении, минуя зоны осмотра и ремонта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вид поперечного сечения типичного рельса.
РИС. 2 схематически изображен процесс изготовления рельса согласно настоящему изобретению.
РИС. 3 показана схема варианта осуществления производственной установки в соответствии с настоящим изобретением.
РИС. 4 показано графическое представление температуры рельса в зависимости от его положения в зоне регулируемого охлаждения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Улучшенный железнодорожный рельс, а также система и способ его изготовления более подробно описаны ниже. Рельс согласно изобретению имеет обычную форму, за исключением того, что он по существу не содержит сварных швов, изготавливается с помощью процесса непрерывной прокатки и имеет длину более 200 футов. В предпочтительном варианте рельс имеет длину около четверти мили или 1440 футов.
Рельс по настоящему изобретению превосходит используемые в настоящее время рельсы тем, что при укладке на месте резко сокращается количество сварных швов на любом заданном расстоянии рельса. Например, железнодорожный путь с использованием рельса длиной в четверть мили по настоящему изобретению будет содержать четыре сварных шва на милю на рельс. С другой стороны, при использовании имеющихся в настоящее время ленточных рельсов (при условии, что используются 80-футовые секции) один и тот же отрезок рельса длиной в одну милю будет содержать около 65 сварных швов.
Как описано выше, такой рельс не может быть изготовлен в соответствии с используемыми в настоящее время способами производства рельсов. Это связано с градиентом температуры и другими ограничениями в процессе обратной прокатки. Таким образом, цельный рельс длиной в четверть мили по настоящему изобретению представляет собой новый и уникальный продукт, независимо от способа изготовления такого рельса.
РИС. 1 показан вид в поперечном сечении типичного рельса. Рельс состоит из головной части 10, стенки 12 и базовой части 14. Когда рельс упоминается как асимметричный, то рассматривается симметрия относительно воображаемой горизонтальной линии 15. Хотя все рельсы имеют одинаковую общую форму поперечного сечения, фактические размеры различных производимых и используемых в настоящее время типов рельсов различны. немного отличается. Незначительные изменения поперечного сечения рельса могут быть достигнуты за счет регулирования усилий прокатки на станциях непрерывной прокатки по настоящему изобретению.
Асимметрия поперечного сечения рельса приводит к проблемам в процессе охлаждения рельса. Как правило, когда рельс сформирован и имеет надлежащую форму поперечного сечения, он по-прежнему будет превышать 1400°С. F. По мере того как рельс охлаждается до комнатной температуры, большая масса головки будет остывать медленнее, чем основание, и рельс будет иметь тенденцию изгибаться, поскольку более холодное основание сжимается быстрее, чем головная часть. К сожалению, напряжение, возникающее при охлаждении, не исчезает полностью, когда весь рельс достигает комнатной температуры, а приводит к возникновению внутренних напряжений, которые влияют на рабочие характеристики готового рельса. По этой причине предпочтительно, чтобы рельсы подвергались контролируемому охлаждению, при котором головная и основная части рельса охлаждались по-разному.
Процессы непрерывной прокатки для производства стальных изделий с малым поперечным сечением, таких как сортовая сталь или стержни, довольно распространены. В процессах непрерывной прокатки, в отличие от процессов обратной прокатки, ковкая сталь обрабатывается одновременно на нескольких прокатных станциях. Основной проблемой непрерывной прокатки является необходимость обеспечения некоторого типа «буфера натяжения» между прокатными станциями. Валки, используемые для формования стальных изделий, очень тяжелые и вращаются с высокой скоростью.
При одновременной обработке на нескольких роликовых станциях становится трудно мгновенно регулировать скорость роликов на любой данной станции. В такой ситуации даже очень незначительное увеличение или уменьшение скорости вращения на одной станции создаст значительное напряжение в ковкой стали. Натяжение могло привести, как минимум, к получению некачественной стальной продукции, а в худшем – к опасной операции прокатки.
Для изделий с малым поперечным сечением буфер растяжения создается за счет того, что сталь изгибается между прокатными станциями. Незначительные изменения скорости ролика компенсируются степенью прогиба. патент США. №№ 3,310,971 Motomatsu и 3 555 862 Yoshimo описывают средства для создания буферов натяжения в процессах непрерывной прокатки, когда размер поперечного сечения материала слишком велик, чтобы допустить изгиб или образование петель между прокатными станциями. Специалист в данной области может использовать доступную технологию, такую как эта, для создания подходящего и наиболее желательного буфера натяжения для использования с настоящим изобретением.
В соответствии с процессом производства рельсов согласно настоящему изобретению расплавленная сталь превращается в рельсы высшего качества, как правило, непрерывным образом. ИНЖИР. 2 изображает схематическое развитие стали. На рисунке показано как физическое направление стали, так и относительная температура стали при ее прохождении через основные этапы процесса.
Первым этапом процесса является непрерывная разливка 16 блюма из ковкой стали. Блюм представляет собой прямоугольную стальную форму, которая в процессе непрерывной прокатки превращается в готовый рельс. Блюм, необходимый для изготовления стандартного рельса длиной четверть мили, составляет примерно 10 дюймов на 14 дюймов на 140 футов или эквивалентный вес в других поперечных сечениях. В процессе непрерывного литья расплавленная сталь выливается через форму, имеющую желаемую форму поперечного сечения, и расплавленная сталь течет через форму до тех пор, пока она не охладится и не приобретет в целом твердую форму. В этот момент сталь выходит из литейной формы. Непрерывное литье отличается от литья в фиксированную форму, при котором форму заполняют расплавленной сталью, дают затвердеть, форму удаляют, оставляя слиток для повторного нагрева и прокатки.
Верхняя часть кристаллизатора МНЛЗ удерживается в вертикальном положении, при этом в верхнюю часть заливается расплавленная сталь. Стали позволяют течь через форму с такой скоростью, чтобы сталь была относительно твердой при выходе из нижней части формы и направлялась в горизонтальном направлении. Непрерывное движение блюма может быть продолжено непосредственно в секции 18 непрерывной прокатки. Альтернативно, блюм можно охладить, а затем повторно нагреть перед поступлением в секцию 18 непрерывной прокатки.0003
В одном из вариантов осуществления настоящего изобретения процессы непрерывной разливки и непрерывной прокатки поддерживаются в непрерывном режиме, так что непрерывнолитая блюм проходит непосредственно от выхода изложницы непрерывного литья в секцию непрерывной прокатки. В предпочтительном варианте осуществления изобретения имеется множество кристаллизаторов непрерывного литья, связанных с одной секцией непрерывной прокатки. Каждая из литейщиков будет производить блюмы, которые поступают на станцию непрерывной прокатки. Предпочтение отдается множеству разливочных машин, поскольку скорость производства блюма обычно намного ниже, чем скорость блюма на входе в секцию 18 непрерывной прокатки.0003
Как описано выше, в секции 18 непрерывной прокатки блюм из ковкой стали непрерывно и одновременно обрабатывается и формируется по мере его прохождения через ряд прокатных станций. Прокатные станции выровнены по прямой линии в фиксированном положении. По мере того, как передний конец блюма перемещается от станции к станции, каждая последующая прокатная станция будет формировать и уменьшать поперечное сечение начального рельса.
Следует помнить, что по мере формирования цветка и его формы длина цветка увеличивается примерно с 140 футов до 1440 футов. Следовательно, скорость металла на выходе из секции 18 непрерывной прокатки значительно выше, чем скорость металла, поступающего в секцию непрерывной прокатки, даже когда один рельс находится как на выходе, так и на входе.
Когда металл выходит из секции 18 непрерывной прокатки, рельс, который все еще движется прямолинейно в том же направлении, поступает в секцию 20 контролируемого охлаждения процесса. В секции 20 управляемого охлаждения средства охлаждения (с использованием воды, тумана или воздуха) применяются к рельсу асимметричным образом. Когда рельс выходит из секции 18 непрерывной прокатки, он может находиться под углом около 1400°С. F до 1800°С. F. Направляющая, выходящая из секции 20 регулируемого охлаждения, будет иметь температуру менее примерно 800°С. F. Большая часть усадки рельса, которая будет происходить по мере его охлаждения, будет происходить в секции 20 регулируемого охлаждения. Основная функция секции 20 регулируемого охлаждения заключается в предотвращении коробления и прогиба рельса в дополнение к достижению желаемой металлургической прочности. характеристики. Способность предотвратить изгиб чрезвычайно важна при работе с рельсами длиной до 1440 футов.
Благодаря непрерывному характеру процесса по настоящему изобретению, на протяжении большей части процесса формирования рельса различные части данного рельса могут одновременно подвергаться как прокатке, так и контролируемому охлаждению.
Непрерывно движущийся рельс выходит из секции контролируемого охлаждения 20 и направляется в секцию окончательного охлаждения 22. В секции конечного охлаждения рельс охлаждается до нормальной рабочей температуры.
РИС. 4 схематично показан температурный градиент по длине рельса, находящегося на участках регулируемого и окончательного охлаждения. Поскольку рельс движется с одинаковой скоростью в контролируемой и конечной секциях охлаждения, этот график зависимости температуры от положения на рельсе также будет соответствовать зависимости температуры от времени относительно одной движущейся точки на рельсе. Когда задний конец рельса выходит из секции конечной прокатки и входит в секцию контролируемого охлаждения, температура по существу равна требуемой температуре прокатки на конечной станции прокатки. Это показано как левый край графика на фиг. 4. Рельс можно быстро охладить от этой температуры, так как скорость охлаждения при этой температуре не оказывает существенного влияния на металлургические свойства рельса. Однако даже при такой температуре рельс может изгибаться или иным образом деформироваться из-за асимметричного поперечного сечения и разной скорости охлаждения, поэтому может потребоваться контролируемое охлаждение за счет разного применения охлаждающих средств.
При перемещении по длине рельса достигается точка, в которой скорость охлаждения становится важной для желаемых металлургических свойств рельса. Эта точка показана как относительно плавно наклоненная линия охлаждения в середине фиг. 4. На этом этапе рельс охлаждается таким образом, что выполняются две различные функции. Один заключается в достижении желаемых металлургических свойств, а другой заключается в дифференцированном применении охлаждающих средств к асимметричному поперечному сечению, чтобы избежать прогиба или другой деформации.
Наконец, продолжая движение по длине рельса к переднему концу, достигается точка, в которой температура рельса такова, что скорость охлаждения снова не важна для желаемых металлургических свойств. Это конечная секция охлаждения, и она представлена крутой скоростью охлаждения в правой части фиг. 4. Как и в случае крутой скорости охлаждения, поскольку рельс имеет последнюю рольганговую станцию и входит в контролируемую секцию охлаждения, однако, рельсу все еще может потребоваться некоторое дифференцированное применение охлаждающих средств, чтобы избежать чрезмерного изгиба или другой деформации.
Использование непрерывной прокатки позволяет снизить скорость рельса при его прохождении через прокатные станции, и это снижение важно для контролируемого процесса охлаждения. В процессе обратной прокатки рельс обычно проходит через одну и ту же прокатную станцию несколько раз, поскольку эта прокатная станция постепенно уменьшает поперечное сечение рельса. Следовательно, для поддержания заданной производительности необходима высокая скорость рельса на каждом проходе. Напротив, в процессе непрерывной прокатки несколько проходов процесса обратной прокатки заменяются несколькими станциями прокатки в линию. Это позволяет резко снизить скорость рельса при той же производительности. Пониженная скорость рельса непрерывной прокатки совместима с непрерывным управляемым охлаждением в потоке, а высокая скорость обратной прокатки — нет. Эти уменьшенные скорости также облегчают контроль над рельсом и безопасность.
После того, как весь рельс прошел через секцию непрерывной прокатки 18 и секцию контролируемого и окончательного охлаждения 20, поступательное движение непрерывного процесса в отношении этого рельса останавливается. Готовый рельс затем перемещается в поперечном направлении на станции 22 транспортировочного станины.
Перемещение рельса из секции непрерывной разливки 16 в секцию непрерывной прокатки 18, в секцию контролируемого охлаждения и окончательного охлаждения 20 и, наконец, в транспортировочную платформу раздел 22 включает основные элементы способа по настоящему изобретению.
Более подробное изображение предпочтительного варианта производственной системы и способа по настоящему изобретению представлено на фиг. 3. Фиг. 3 показывает схематический вид производственной установки, которая может быть использована для осуществления способа по данному изобретению. Каждая из конкретных областей объекта будет описана в том порядке, в котором начальный рельс проходит свой путь, чтобы стать готовым рельсом, готовым к погрузке в поезд.
Участок непрерывной разливки 16 состоит из зоны 24 транспортировки горячего металла, зоны дегазации и повторного нагрева 26, разливочного устройства 28, платформы 30 для транспортировки блюминга и печи для выдержки блюминга 32.
Производство рельса должно начинаться с горячей расплавленной стали. Сталь может быть получена из сырья или в результате плавки металлолома. В предпочтительном варианте расплавленную сталь получают повторным нагревом выбранного металлолома в электродуговых печах, в которых можно тщательно контролировать химический состав, раскисление, температуру и десульфурацию расплавленной стали. Расплавленная сталь подается в верхнюю часть разливочной машины 28 из источника расплавленной стали. Расплавленная сталь подается в разливочную машину в зоне 24 подачи жидкого металла.
Перед подачей в разливочную машину 28 расплавленная сталь повторно нагревается и дегазируется в зоне 26. Характеристики расплавленной стали оцениваются, и любые изменения химического состава или температуры, необходимые перед разливкой, вносятся в зону повторного нагрева и дегазации 26.
МНЛЗ 28 состоит из одной или нескольких кристаллизаторов непрерывного литья заготовок. Формы вертикальны в самых верхних частях, где расплавленная сталь наиболее жидкая. Формы могут изгибаться в горизонтальном направлении, чтобы облегчить вытекание стали из формы в горизонтальном направлении.
Платформа 30 для переноса блюмов представляет собой зону для хранения и перемещения блюмов, произведенных в литейном устройстве 28. Платформа 30 для переноса способна перемещать податливые блюмы перпендикулярно их длине. Печь для выдержки блюма 32 примыкает к слою 30 для переноса блюма и выполняет две функции. Выдерживающая печь помогает гарантировать, что блюм поддерживается при постоянной и желаемой температуре для прокатки. Раздаточная печь также оборудована средствами подачи блюма на вход участка непрерывной прокатки 18.
Участок непрерывной прокатки 18 состоит из участка обрезки/сдвига 34, участка индукционного нагрева 36, устройства для удаления окалины 37 и прокатного стана 38. В участке обрезки/сдвига 34 предусмотрены средства для подготовки передней кромки блюм для введения в прокатный стан. В зоне 36 индукционного нагрева предусмотрены средства для обеспечения надлежащей постоянства температуры в блюме, когда он проходит через зону.
Прокатный стан 38 состоит из множества прокатных станций, расположенных на одной линии друг с другом. Прокатные станции состоят из двигателя и больших вращающихся валков, которые предназначены для оказания деформируемого давления на сталь, проходящую между валками. Ролики также используются для перемещения стали через прокатный стан 38.
Секция 20 регулируемого охлаждения по настоящему изобретению содержит зону 40 контролируемого охлаждения и зону 42 окончательного охлаждения. Секция 20 регулируемого охлаждения имеет средства для асимметричной обработки формованного рельса, чтобы предотвратить значительный изгиб рельса во время охлаждения рельса от его конечной температуры прокатки. Контролируемое охлаждение может быть выполнено путем подачи тумана или потока газа на выбранные участки рельса. Охлаждение контролируется как для предотвращения деформации, так и для достижения желаемых металлургических свойств.
В зоне окончательного охлаждения 42 применяется более симметричное охлаждение рельса, но для достижения приемлемой прямолинейности рельса по-прежнему требуется дифференциальное охлаждение. В станине 44 для перемещения рельсов движение рельса вперед останавливается, и рельс может перемещаться вбок.
Только что описанные участки необходимы для непрерывного формирования единого рельса длиной в четверть мили в соответствии со способом настоящего изобретения. Однако завершение процесса обработки рельсов включает в себя ряд дополнительных функциональных этапов. В предпочтительном варианте осуществления настоящего изобретения дополнительные участки секции после формирования включают:
Площадь рельс-выпрямителя 46,
Пост-разъем Область 48,
Датчик положения 50,
UT Инспекция 52,
Инспекция поверхности 54
Маркировка краски 56
ПЕРЕДАЧА 58
SAW и DRILL 62
сварочный аппарат 64
стеллаж для хранения 66
стеллаж для погрузки поездов 68
Зона выпрямления рельсов 46 содержит средства, способные исправить незначительные дефекты прогиба рельсового продукта. В одном из вариантов устройство для правки рельсов состоит из массивных роликов, которые будут оказывать на рельс правильное усилие от 100 до 80 тонн. С наружной поверхности рельсов удаляют окалину в зоне 48 устройства для удаления окалины. Датчик 50 положения проверяет допустимую прямолинейность рельсов. Рельс проходит ультразвуковой контроль на участке 52 ультразвукового контроля на наличие внутренних дефектов. Ультразвуковой контроль выявит внутренние дефекты в головке, стенке и основании рельса. Контроль поверхности рельса производится на участке контроля поверхности 54. При необходимости на дефектные участки рельса на участок 56 наносятся метки краской.
Транспортная платформа 58 обеспечивает боковое перемещение рельса. Зона пилы и сверления 62 имеет средства для распиливания концов рельсов и рельсов по обе стороны от любого дефекта, обнаруженного в процессе контроля, и для сверления отверстий под болты, если это необходимо. Он также подготавливает две детали к сварке. Участок сварки 64 имеет оборудование для сварки рельса, где секции были вырезаны на участке 62 распила и сверления. Складской стеллаж 66 способен хранить несколько готовых рельсов, а эстакада 68 загрузки поезда обеспечивает средства для загрузки готовых рельсов. рельс на вагон для вывоза рельса с производственной площадки.
При обработке рельса после формирования рельс сначала перемещается в поперечном направлении в станине 44 для перемещения рельса. После перемещения рельс перемещается в осевом направлении в направлении, противоположном движению рельса в процессе формования. Передняя кромка рельса проходит зону 46 выпрямления рельса, зону 48 устройства для удаления окалины, датчик положения 50, зону 52 УЗ-контроля, зону 54 контроля поверхности и зону 56 покраски. кромка рельса переходит на передаточный стол 58 до тех пор, пока весь рельс не пройдет через участок 56 окраски, и в этот момент осевое перемещение рельса прекращается. Рельс перемещается в поперечном направлении в транспортировочном станине, а передний конец отпиливается на участке пилы и сверления 62.
В это время начинается осевое перемещение рельса, теперь в том же направлении, что и рельс в процессе формирования рельса. Если в процессе контроля были выявлены какие-либо участки дефектов рельса, то при прохождении рельса через зону 62 пилы и сверления движение вперед будет остановлено, и рельс будет распилен по обе стороны от дефекта.