| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


Строжка
 2020
2020Вы находитесь здесь:
Строжка
Строжка угольной дугой представляет собой метод, при котором металл, расплавленный сварочной дугой, выдувается струей сжатого воздуха. Строжка угольной дугой используется для обработки большинства металлов, таких как сталь, нержавеющая сталь, чугун, никель, медь, магний и алюминий. Оборудование, используемое при строжке угольной дугой, включает источник питания, держатель угольных электродов и его кабели, а также угольные электроды. Кроме того, необходимо устройство для подачи сжатого воздуха.
Функция строжки (дуговой строжки угольным электродом) доступна в моделях 500A и 600A.
Для использования строжки на Control Pad выберите Настройки > Режим > Строжка.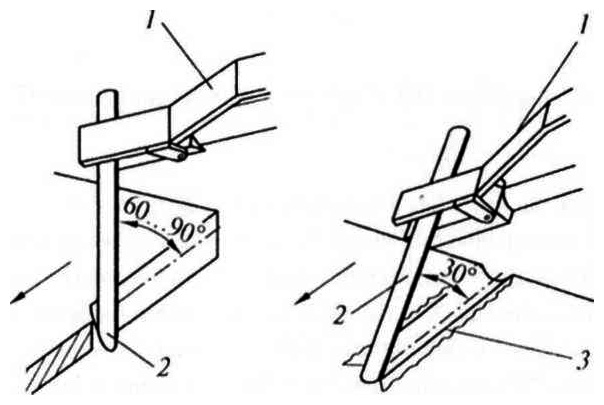
| Система X8 MIG Welder включает встроенное устройство снижения напряжения (VRD). Когда сварочный аппарат включен, но сварочная дуга отсутствует, сварочный аппарат находится под напряжением холостого хода (50 В). При использовании устройства снижения напряжения напряжение холостого хода поддерживается на предварительно установленном уровне (20 В / 12 В). |
Для регулировки сварочного тока во время сварки в представлении Сварка Control Pad поверните левый регулятор.
Для регулировки динамики во время сварки в представлении Сварка Control Pad поверните правый регулятор.
Рисунок: Представление Строжка
В Настройки > Параметры можно регулировать следующие параметры:
| • | Программа строжки: выбор программы строжки |
| • | Ток: регулировка тока строжки |
| • | Динамика: регулировка поведения в период короткого замыкания.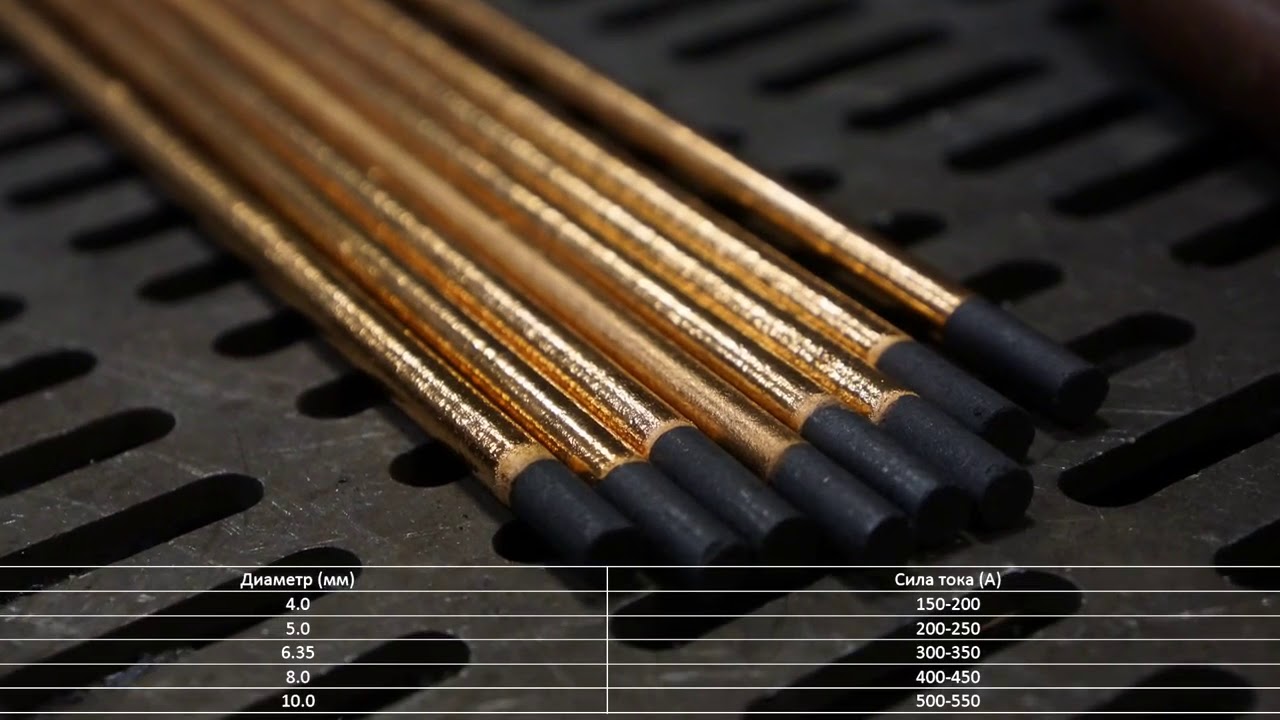 Отрицательные значения: дуга мягче. Положительные значения: дуга жестче (дуга более устойчива). Отрицательные значения: дуга мягче. Положительные значения: дуга жестче (дуга более устойчива). |
Воздушно-дуговая строжка — Энциклопедия по машиностроению XXL
| Рис. 48. Схема воздушно-дуговой строжки I — электрод 2 — резак 3 — воздушная струя 4 — |
| Рис. 6.6. Резак для воздушно-дуговой строжки |
 Размеры и форма раздел-
[c.281]
Удаление прибылей и литников на отливках производилось до термической обработки электродуговой резкой или методом воздушно-дуговой строжки.
[c.18]
Размеры и форма раздел-
[c.281]
Удаление прибылей и литников на отливках производилось до термической обработки электродуговой резкой или методом воздушно-дуговой строжки.
[c.18]Воздушно-дуговая строжка [c.374]
Для удаления дефектов в металле энергооборудования, снятия усиления сварных швов и разделки кромок свариваемых деталей в ремонтных условиях получила применение воздушно-дуговая строжка. Процесс воздушно-дуговой строжки основан на удалении струей слвоздуха жидкого металла, образующегося на ремонтируемом изделии от электрической дуги. Применяемый для ручной воздушно-дуговой строжки резак представляет собой устройство, в котором закрепляется угольный электрод. Это устройство имеет каналы и сопловую систему для подачи струи воздуха в зону расплавленного металла. Контактно-зажимные устройства резаков имеют, как правило, две контактные поверхности (колодки), сжимаемые пружинами, что позволяет производить быструю смену электродов и уста-
 374]
374]
Воздушно-дуговую строжку ведут на постоянном токе обратной полярности. Инструкция по применению воздуш-но-дуговои строжки при устранении дефектов в металле литых корпусных деталей энергооборудования тепловых электростанций рекомендует выбирать величину тока в зависимости от поперечного сечения электродов при плотности тока 4—6 А/мм . Установленные инструкцией значения величины тока приведены в табл. 4.1. [c.375]
ВЕЛИЧИНА ТОКА ДЛЯ ВОЗДУШНО-ДУГОВОЙ СТРОЖКИ [c.375]
Удаление трещин воздушно-дуговой строжкой производят в следующей последовательности. По концам трещины производят засверловку сверлом диаметром 4—8 мм на глубину ее распространения. При неизвестной глубине трещины засверловку производят на глубине не более 50 % толщины стенки детали в данном месте. Удаление трещины начинают со строгания канавки вдоль ее. Затем справа и слева от первой канавки выполняют последующие постепенно расширяя и углубляя выборку до полного удаления трещины, имея в виду, что начало и конец выборки, образующейся при строжке, должны выходить на здоровый металл за ограничивающие трещину отверстия на 15—20 мм, а угол скоса кромок выборки должен быть не менее 10° (рис. 4.2). Зажигание дуги производят легким закорачиванием электрода иа металл детали после открытия воздушного канала. Строжку ведут на возможно короткой дуге
[c.376]
4.2). Зажигание дуги производят легким закорачиванием электрода иа металл детали после открытия воздушного канала. Строжку ведут на возможно короткой дуге
[c.376]
Воздушно-дуговая строжка производится на постоянном токе. В качестве источников питания может использоваться стандартное электросварочное оборудование постоянного тока, применяемое для ручной дуговой [c.57]
Для воздушно-дуговой строжки могут применяться круглые угольные электроды, удовлетворяющие техническим условиям ФМО 766000 электротехнической промышленности. По этим техническим условиям выпускаются электроды диаметром 4, 6, 8, 10, 15 и 18 мм и длиной 250 и 700 мм. [c.59]
Вскрытие Внутренние дефекты Выявляются макроскопические дефекты Вскрытие производится вырубкой, сверлением, газовой или воздушно-дуговой строжкой, шлифованием, а также вырезкой участка сварного соединения с последующим изготовлением из него послойных шлифов. После контроля требуется заварка вскрытого участка сварного соединения Сварные соединения, которые не подвергаются термообработке или недоступны для радиационного и акустического контроля. Контролируемая толщина не ограничивается
[c.225]
После контроля требуется заварка вскрытого участка сварного соединения Сварные соединения, которые не подвергаются термообработке или недоступны для радиационного и акустического контроля. Контролируемая толщина не ограничивается
[c.225]Наибольшее применение в промышленности получили способы воздушно-дуговой и плазменно-дуговой резки. В первом случае расплавление металла осуществляется угольным (графитовым) электродом, а удаление его — концентрированным потоком воздуха. Иногда для воздушно-дуговой строжки используются специальные стальные электроды с обмазкой. [c.142]
| Таблица 4.18. Глубина ЗТВ в зависимости от режима воздушно-дуговой строжки |
 Чтобы исключить науглероживание обрабатываемых поверхностей, необходимо применять плазменную поверхностную обработку.
[c.149]
Чтобы исключить науглероживание обрабатываемых поверхностей, необходимо применять плазменную поверхностную обработку.
[c.149]
Получила распространение воздушно-дуговая строжка с использованием угольного электрода. Сущность метода состоит в том, [c.154]
Корень шва удаляют подрубкой пневматическим зубилом, фрезерованием или воздушно-дуговой строжкой. После воздушно-дуговой строжки обязательна механическая зачистка поверхности до металлического блеска. При воздушно-дуговой строжке металла толщиной свыше 18 мм применяют предварительный подогрев до температуры 100° С. [c.44]
Для выполнения сборочно-сварочных работ привлекают сварщиков, которые имеют удостоверение на право проведения ответственных работ и дополнительно прошли обучение по технологии сварки высокопрочных сталей. Автоматическую, механизированную и ручную сварку выполняют сварщики, имеющие разряд не ниже IV к выполнению прихваток и работ по воздушно-дуговой строжке допускаются электросварщики, имеющие разряд не ниже П1. [c.78]
[c.78]
| Рис. 57. Схема воздушно-дуговой строжки для удаления слоя, разрушенного кавитацией |
Опыт 4, Произвести резку и строжку низкоуглеродистой стали воздушно-дуговым способом постоянным током на прямой полярности и убедиться в непригодности этого способа (малая производительность, большой расход электроэнергии, неустойчивость процесса резки и строжки). [c.124]
Преимущества воздушно-дуговой резки и строжки металлов. [c.125]
Воздушно-дуговую обработку металла применяют для разделительной резки и поверхностной зачистки и строжки отливок из углеродистой и легированной стали, чугуна и цветных металлов. [c.136]
В качестве источников тока при воздушно-дуговой строжке используют стандартные сварочные преобразователи и сварочные выпрямители. Давление сжатого воздуха в процессе строжки должно быть в пределах 0,5—0,7 МПа, а относительная влал[c.375]
Давление сжатого воздуха в процессе строжки должно быть в пределах 0,5—0,7 МПа, а относительная влал[c.375]
При ремонтах лопастей и камер рабочих колес в условиях ГЭС круглые электроды могут использоваться для разделки трещин, удаления дефектных участков сварных швов и т. п. Эти электроды поставляются элект-роугольными заводами неомедненными. Для воздушно-дуговой строжки целесообразнее применять омедненные, так как в этом случае увеличивается их стойкость. [c.59]
Специальные пластинчатые электроды для поверхностей воздушно-дуговой строжки промышленностью не выпускаются. Однако они могут быть изготовлены в мастерских гидроэлектростанции. В качестве материала для изготовления пластинчатых электродов могут быть использованы огарки графитовых электродов, применяемых в электродуговых печах сталеплавильного производства, или отходы графитированных анодов, применяемых в химической промышленности. Для изготовления электродов огарки или аноды разрезаются на фрезерном станке тонкой фрезой на полосы. Наиболее оптимальными, применительно к условиям строжки деталей проточного тракта при ремонте, следует считать следующие сечения электродов 5X15 5×20 6X25 6Х ХЗО мм. Длина электродов для удобства выполнения работ должна составлять 250—350 мм.
[c.59]
Наиболее оптимальными, применительно к условиям строжки деталей проточного тракта при ремонте, следует считать следующие сечения электродов 5X15 5×20 6X25 6Х ХЗО мм. Длина электродов для удобства выполнения работ должна составлять 250—350 мм.
[c.59]
Выборку дефектов литья под заварку производят воздушно-дуговой строжкой-резкОй. Для стали марок 20ХМФЛ и 15Х1М1ФЛ предварительно необходимо подогреть место выборки газовым пламенем До 300—350 0. Температуру подогрева следует контролировать термокарандашом. [c.227]
Подготовительные операции по удалению дефектов выполняются абразивным инструментом или воздушно-дуговой строжкой (резкой). Швы сваривают ручным дуговым способом электродами типа Э42А или Э50А (марок ЦУ-5, УОНИ-13/45, УОНИ-13/55 и др.). Предпочтение отдается электродам марок ОЗЧ-З, ОЗЧ-4 и др. со стрежнем на никелевой основе. Возможным считается использование механизированной сварки стальной проволокой в СО2. [c.365]
Процесс плазменной резки в отличие от воздушно-дуговой легко механизировать и приспособить для удаления сварных швов значительной протяженности, а также для подготовки кромок деталей под сварку и т. п. Недостатком является то, что плазмотрон имеет относительно большие по сравнению с резаком для воздушно-дуговой строжки габаритные размеры и ограничивает доступ в зауженнные места для обработки. Высокое нап-
[c.145]
п. Недостатком является то, что плазмотрон имеет относительно большие по сравнению с резаком для воздушно-дуговой строжки габаритные размеры и ограничивает доступ в зауженнные места для обработки. Высокое нап-
[c.145]
При сварке первого слоя применяют электроды диаметром 2, 3 или 4 мм. Электроды большего диаметра не обеспечивают надежный провар корня шва. Перед наложением следующего слоя поверхность предыдущего зачищают от шлака и брызг. Образование шва заканчивают наплавкой усиления высотой 2—3 Л1М над поверхностью основного металла. После заполнения всего сечений шва со стороны разделки кромок с приданием ему требуемого усиления изделие поворачивают, а затем ПЙевмэтическим зубилом или воздушно-дуговой строжкой вырубают или выплавляют в корне шва канавку шириной 8—10 ММ и глубиной 3—4 мм, которую заварива-Ь г за один проход контрольным швом (придавая ему небольшое усиление). [c.105]
Дуговую сварку ответственных конструкций лучше проводить с двух сторон. Более благоприятные результаты получаются при многослойной сварке. В этом случае, особенно на толстом металле, достигаются более благоприятные структуры в металле шва и околошот[ой зопе. Однако выбор способа заполнения разделки при многослойной сварке зависит от толщины металла и термообработки стали перед сваркой. При появлении в швах дефектов (пор, трещин, непроваров, подрезов и т. д.) металл в месте дефекта удаляется механическим путем, газопламенной, воздушно-дуговой или плазменной строжкой и после зачистки подваривается.
[c.221]
Более благоприятные результаты получаются при многослойной сварке. В этом случае, особенно на толстом металле, достигаются более благоприятные структуры в металле шва и околошот[ой зопе. Однако выбор способа заполнения разделки при многослойной сварке зависит от толщины металла и термообработки стали перед сваркой. При появлении в швах дефектов (пор, трещин, непроваров, подрезов и т. д.) металл в месте дефекта удаляется механическим путем, газопламенной, воздушно-дуговой или плазменной строжкой и после зачистки подваривается.
[c.221]
Опыт 5. Произвести воздушно-дуговую резку и строжку малоуглеродистой стали и стали 1Х18Н9Т при питании дуги переменным током и наличии в цепи осциллятора, руководствуясь указаниями опыта 1. [c.124]
Подготовка кромок и поверхностей под сварку должв выполняться механической обработкой либо путем термн ш ской резки или строжки (кислородной, воздушно-дуговой плазменно-дуговой) с последующей механической обработ кой (резцом, фрезой, абразивным инструментом). Глубина механической обработки после термической резки (строжки i должна быть указана в НД в зависимости от восприимчиво
[c.46]
Глубина механической обработки после термической резки (строжки i должна быть указана в НД в зависимости от восприимчиво
[c.46]
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Комплект оборудования для воздушно-дуговой строжки состоит из компрессора, сварочного выпрямителя, специального держателя — Flair 600, Flair 1600 или K4000 с моно кабелем. OK Carbon™ обеспечивает пользователю самую высокую возможную эффективного удалением металла на единицу длины электрода и единицу времени.
Комплект оборудования для воздушно-дуговой строжки состоит из компрессора, сварочного выпрямителя, специального держателя — Flair 600, Flair 1600 или K4000 с моно кабелем. OK Carbon™ обеспечивает пользователю самую высокую возможную эффективного удалением металла на единицу длины электрода и единицу времени. gif» colspan=»9″ valign=»top»>
gif» colspan=»9″ valign=»top»>
 gif» valign=»top»>
gif» valign=»top»>
 03
03Воздушно-дуговая строжка металла.
 Сварка медных контактов
Сварка медных контактовДанная технология к сварке имеет второстепенное отношение, но в сварочном производстве широко применяется на серьезных предприятиях, которые занимаются металлоконструкциями или литейным производством. Изобретение именуется воздушной строжкой и используется она для того, чтобы выполнять ремонт сварных швов или литейных заготовок в тех случаях, когда они не прошли дефектоконтроль..
Дело все в том, что при сварке больших толщин, когда провар металла достигает 30 мм и более, возможный внутренний дефект шва может располагаться на большой глубине ( читайте статью о методах дефектоскопии сварных швов). Конечно, добраться до этого дефекта можно разными способами, но воздушно-дуговая строжка в этом плане эффективнее всего: производительность и скорость работы увеличивается.
Суть процесса заключается в том, что между деталью и угольным электродом зажигается мощная электрическая дуга , под ее воздействием сталь плавится, в то время как сжатый воздух, который подается в зону расплавленной ванны, выдувает жидкий металл. В итоге происходит быстрое удаление отдефектованных участков.
В итоге происходит быстрое удаление отдефектованных участков.
Для того, чтобы осуществить запланированное нужно иметь в наличии следующее:
• инвертор большой мощности минимум от 300А. При большом объеме работ используются аппараты до 1000А;
• компрессор от 400л/мин., способный выдавать давление 6-10бар.
• угольные омедненные электроды диаметром от 4 до 10 мм, рассчитанные на силу тока от 150 до 550А
Электрод угольный CARBON
• держатель для строжки, который на сленге сварщиков называется «Строгач». выглядит он как держатель электродов, только к месту, куда вставляется угольный электрод, подведен штуцер из которого выходит сжатый воздух.
• к строгачу подсоединяется рукав с клеммой, внутри которого находится силовой кабель и шланг, по которому поступает воздух. Клемма подключается к сварочнику, а газовый шланг, соответственно, к компрессору.
Рекомендуемое оборудование: Aurora Pro Stronghold 500, данный инвертор хорошо справляется с поставленной задачей и мощный компрессор Aurora.
Примечание. Графитовый электрод, помимо прочего, удобно использовать для сварки медного кабеля в местах скруток во время разводки электрики. Этот способ позволяет получить надежные контакты, при этом нет необходимости пропаивать их оловом по всей длине скрутки. Достаточно поставить на ее конце одну точку и оплавившиеся провода создают монолитный контакт, который имеет высокую прочность и долговечность.
Дуговая строжка и резка GOUGE
Воздушно-дуговая резка – это расплавление металла в месте реза скользящей электрической дугой, горящей между угольным электродом и металлом, с непрерывным удалением жидкого металла струей сжатого воздуха.
Воздушно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при дуге прямой полярности металл нагревается на сравнительно широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока.
Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи.
В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает электрод только с одной стороны.
Для воздушно-дуговой резки применяют угольные или графитовые электроды. Графитовые электроды более стойки, чем угольные. По форме электроды бывают круглыми и пластинчатыми.
Воздушно-дуговую резку широко используют для поверхностной резки большинства черных и цветных металлов, вырезки дефектных участков сварных швов, срезки заклепок, пробивки отверстий, отрезки прибылей стального литья, выплавки литейных пороков и пр. Этим способом можно резать различные металлы (нержавеющие стали, чугун, латунь и трудно окисляемые сплавы) толщиной до 20–25 мм.
Воздушно-дуговую резку разделяют на поверхностную строжку и разделительную резку.
Строжка является разновидностью тепловой резки металлов. Она применяется при разделке корня сварного шва для последующей подварки, для выплавки дефектных участков сварных швов и пороков в отливках, для удаления приварных временных сборочных приспособлений и т. п.
п.
Существует несколько способов строжки, из которых наиболее распространенными являются газовая и воздушно-дуговая.
Процесс воздушно-дуговой строжки основан на расплавлении металла электрической дугой, горящей между угольным электродом и обрабатываемой деталью.Расплавленный металл удаляется из образовавшейся канавки струей сжатого воздуха, направляемой параллельно электроду.
Режимы воздушно-дуговой строжки устанавливают в зависимости от размеров канавки и диаметра электрода. Для обеспечения устойчивого процесса строжки необходимо поддерживать постоянными длину дуги и угол наклона электрода. Для увеличения глубины канавки угол наклона электрода увеличивают, а для уменьшения — уменьшают с одновременным увеличением скорости строжки. В последние годы все чаще используют воздушно-дуговую строжку с пластинчатыми электродами. Это позволяет повысить эффективность и качество удаления временных сборочных приспособлений, прихваток и т. п.
Воздушно-дуговая разделительная резка и строжка имеет ряд преимуществ перед другими способами огневой обработки металлов, так как более простая, более дешевая и более производительная.
Дата публикации: 01 01 1970 г. ✎
Дата последнего изменения: 01 01 1970 г.
Угольные омедненные электроды для резки и строжки ARCAIR by ESAB – ТК «Акрополь»
| Артикул | Типоразмер, диаметр/длинна | Постоянный ток, А | Удаление металла, г/см | Канавка, мм | Толщина реза, мм | Диаметр реза, мм | Вес, гр. | Упаковка, шт. | |
| Ширина | Глубина | ||||||||
| 22033003 | 4,8х305 | 200-250 | 12 | 6-8 | 3-5 | 8 | 8 | 0,01 | 50 |
| 22043003 | 6,5х305 | 300-350 | 18 | 9-11 | 4-6 | 9 | 10 | 0,018 | 50 |
| 22053003 | 8х305 | 400-450 | 33 | 11-13 | 6-9 | 11 | 12 | 0,025 | 50 |
| 22063003 | 9,5х305 | 500-550 | 49 | 13-15 | 8-12 | 13 | 14 | 0,04 | 50 |
| 22082003 | 13х355 | 700-900 | 89 | 16-18 | 9-13 | 14 | 15 | 0,1 | 50 |
| 24104003 | 16х440 | 1000-1200 | 105 | 20-22 | 10-14 | 17 | 19 | 0,14 | 50 |
| 24124003 | 19х430 | 1200-1400 | 148 | 24-26 | 17-21 | 21 | 23 | 0,21 | 50 |
Преимущества
Разработаны специально для воздушно-дугового процесса строжки
- Содержат точно сформулированную смесь углерода и графита
- Самые эффективные показатели удаления металла на рынке
- Превосходная скорость удаления металла, хорошее охлаждение и стандартные диаметры
Идеальный выбор для широкого спектра применений
- U-образные канавки для сварки
- Удаление старой наплавки
- Выемка трещин
- Очистка и восстановление заготовок
- Удаление жесткой поверхности
- Черновая обработка
Воздушно-дуговая строжка углем — TWI
Строжка угольной дугой работает следующим образом.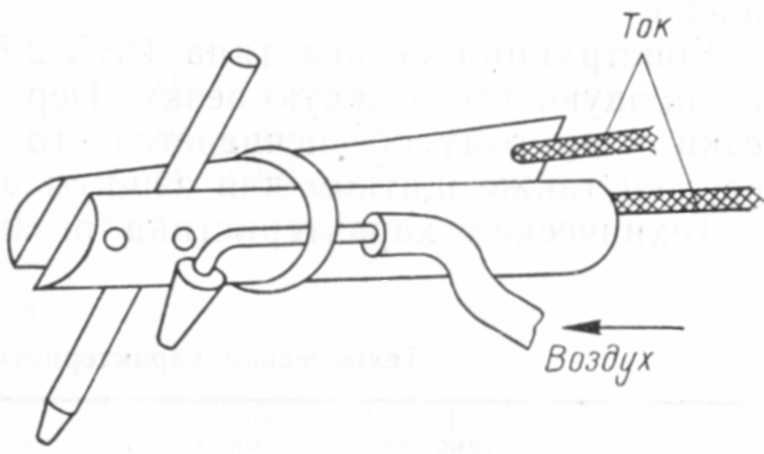 Электрическая дуга возникает между концом угольного электрода и заготовкой. Металл расплавляется, и высокоскоростная воздушная струя течет по электроду и сдувает его, оставляя чистую канавку. Этот процесс прост в применении (с использованием того же оборудования, что и сварка стержневыми электродами), имеет высокую скорость съема металла и позволяет точно контролировать профиль строжки. Недостатки заключаются в том, что воздушная струя вызывает выброс расплавленного металла на довольно большое расстояние и из-за высоких токов (до 2000 А) и высокого давления воздуха (от 80 до 100 фунтов на квадратный дюйм) может быть очень шумным.
Электрическая дуга возникает между концом угольного электрода и заготовкой. Металл расплавляется, и высокоскоростная воздушная струя течет по электроду и сдувает его, оставляя чистую канавку. Этот процесс прост в применении (с использованием того же оборудования, что и сварка стержневыми электродами), имеет высокую скорость съема металла и позволяет точно контролировать профиль строжки. Недостатки заключаются в том, что воздушная струя вызывает выброс расплавленного металла на довольно большое расстояние и из-за высоких токов (до 2000 А) и высокого давления воздуха (от 80 до 100 фунтов на квадратный дюйм) может быть очень шумным.
Приложение
Так как строжка угольной дугой не зависит от окисления, она может применяться к широкому спектру металлов. Постоянный ток (положительный электрод) обычно предпочтительнее для стали и нержавеющей стали, но переменный ток более эффективен для чугуна, меди и никелевых сплавов. Типичные области применения включают в себя заднюю строжку, удаление поверхностных и внутренних дефектов, удаление излишков сварочного металла и подготовку скошенных кромок к сварке.
Электрод
Электрод представляет собой графитовый (углеродный) стержень с медным покрытием для уменьшения эрозии электрода.Диаметр электрода подбирается в зависимости от необходимой глубины и ширины бороздки. Резку можно точно контролировать, а количество расплавленного металла / окалины сводится к минимуму.
Источник питания
Источник питания постоянного тока с положительной полярностью электрода является наиболее подходящим. Могут использоваться источники переменного тока, которые также являются постоянным током, но со специальными электродами переменного тока. Источник питания должен иметь выходную характеристику постоянного тока. Если этого не произойдет, случайное прикосновение электрода к заготовке вызовет сильный выброс тока, достаточный для «взрыва» наконечника электрода.Это нарушит работу и вызовет накопление углерода. Поскольку напряжение дуги может быть достаточно высоким (до 50 В), напряжение холостого хода источника питания должно быть более 60 В.
Подача воздуха
Горелка для строжки обычно работает либо от линии сжатого воздуха, либо от отдельной подачи баллонного газа. Давление подачи воздуха будет до 100 фунтов на квадратный дюйм от воздуховода, но ограничено примерно до 35 фунтов на квадратный дюйм от подачи в баллонах. При наличии достаточного воздушного потока для удаления расплавленного металла использование более высокого давления и скорости потока не дает никаких преимуществ.
Карбоновый пикап
Хотя углерод улавливается расплавленным металлом, поток воздуха удаляет богатый углеродом металл из канавки, оставляя лишь минимальное загрязнение боковых стенок. Плохая техника строжки или недостаточный поток воздуха могут привести к улавливанию углерода с риском металлургических проблем, например, высокой твердости и даже растрескивания.
Типичные рабочие характеристики для воздушно-дуговой строжки угольной дугой:
| Диаметр электрода (мм) | Ток A Примечание: электрод постоянного тока | Размеры строжки | Расход угольного электрода (мм / мин) | Скорость строжки (мм / мин) | ||
|---|---|---|---|---|---|---|
| Глубина (мм) | Ширина (мм) | |||||
| Ручной | 6. 4 4 | 275 | 6-7 | 9-10 | 120 | 609 |
| 8,0 | 350 | 7-8 | 10-11 | 114 | 711 | |
| 9,5 | 425 | 9-10 | 12–13 | 100 | 660 | |
| 13,0 | 550 | 12–13 | 18–19 | 76 | 508 | |
| Автомат | 8.0 | 300-400 | 2-9 | 3-8 | 100 | 1650-840 |
| 9,5 | 500 | 3–12 | 3-10 | 142 | 1650-635 | |
| 13,0 | 850 | 3-15 | 3-13 | 82 | 1830-610 | |
| 16,0 | 1250 | 3-19 | 3-16 | 63 | 1830-710 | |
Эксплуатация
Строжку начинают, ударяя кончиком электрода о поверхность заготовки, чтобы зажечь дугу. В отличие от ручной металлической дуговой сварки (MMA) наконечник электрода не отводится для определения длины дуги. Расплавленный металл непосредственно под наконечником электрода (дуга) сразу уносится потоком воздуха. Для эффективного удаления металла важно, чтобы воздушный поток был направлен на дугу из-за электрода и проходил под кончиком электрода. Ширина канавки определяется диаметром электрода, но глубина определяется углом электрода к заготовке и скоростью перемещения.При использовании малого угла электрода возможны относительно высокие скорости движения. Это дает неглубокую канавку: крутой угол приводит к глубокой канавке и требует меньшей скорости движения. Обратите внимание, что круто изогнутый электрод может привести к загрязнению углеродом.
В отличие от ручной металлической дуговой сварки (MMA) наконечник электрода не отводится для определения длины дуги. Расплавленный металл непосредственно под наконечником электрода (дуга) сразу уносится потоком воздуха. Для эффективного удаления металла важно, чтобы воздушный поток был направлен на дугу из-за электрода и проходил под кончиком электрода. Ширина канавки определяется диаметром электрода, но глубина определяется углом электрода к заготовке и скоростью перемещения.При использовании малого угла электрода возможны относительно высокие скорости движения. Это дает неглубокую канавку: крутой угол приводит к глубокой канавке и требует меньшей скорости движения. Обратите внимание, что круто изогнутый электрод может привести к загрязнению углеродом.
Колебание электрода круговым или ограниченным переплетением во время строжки может значительно увеличить ширину строжки. Это полезно для удаления дефектов сварного шва или пластины, которые шире самого электрода. Однако важно, чтобы ширина переплетения не превышала четырехкратного диаметра электрода. На поверхности канавки не должно быть окисленного металла, и ее можно считать готовой к сварке без дополнительной подготовки. Правку шлифованием боковых стенок канавки следует проводить, если образовался обогащенный углеродом слой. Кроме того, правка шлифованием или другим одобренным методом будет необходима при работе с чувствительным к трещинам материалом, таким как высокопрочная низколегированная сталь.
На поверхности канавки не должно быть окисленного металла, и ее можно считать готовой к сварке без дополнительной подготовки. Правку шлифованием боковых стенок канавки следует проводить, если образовался обогащенный углеродом слой. Кроме того, правка шлифованием или другим одобренным методом будет необходима при работе с чувствительным к трещинам материалом, таким как высокопрочная низколегированная сталь.
| Номера деталей : Электроды для строжки Arcair | |||
|---|---|---|---|
| Электроды для строжки Arcair, плоские, с медным покрытием постоянного тока, 3/8 x 5/32 x 12-50 шт. | 35099003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, плоские, с медным покрытием постоянного тока, 5/8 x 3/16 — 50 шт. | 35033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
Электроды для строжки Arcair, полукруглые, в медной оболочке постоянного тока, 5/8 x 12 — 50 шт. | 25103003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, медь переменного тока, 1/4 x 12-50 шт. | 20043003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, медь переменного тока, 3/16 x 12 — 50 шт. | 20033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, медь переменного тока, 3/8 x 12 — 50 шт. | 20063003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные электроды с медной оболочкой постоянного тока, 1/2 x 14 — 50 шт. | 22082003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные электроды с медной оболочкой постоянного тока, 1/4 x 12-50 шт. | 22043003 НАЙТИ ДИСТРИБЬЮТОРА | ||
Электроды для строжки Arcair, остроконечные электроды с медной оболочкой постоянного тока, 1/8 x 12 — 100 шт.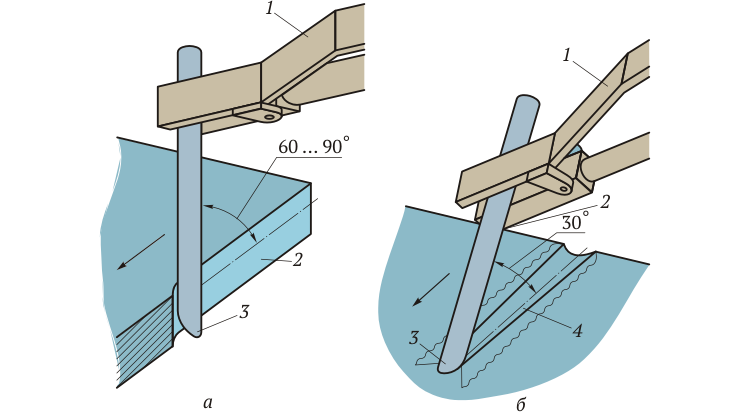 | 22023003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные, с медным покрытием постоянного тока, 3/16 x 12 — 50 шт. | 22033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные электроды с медной оболочкой постоянного тока, 3/8 x 12 — 50 шт. | 22063003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные электроды с медной оболочкой постоянного тока, 5/16 x 12-50 шт. | 22053003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, остроконечные электроды с медной оболочкой постоянного тока, 5/32 x 12-50 шт. | 22983003 НАЙТИ ДИСТРИБЬЮТОРА | ||
Электроды для строжки Arcair, плоские, остроконечные, постоянного тока, 1/4 x 12-50 шт. | 21043003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, плоские, остроконечные, постоянный ток, 3/16 x 12-50 шт. | 21033003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, плоские, остроконечные, 3/8 x 12 — 100 шт. | 21063003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, плоские, остроконечные, постоянного тока, 5/16 x 12 — 50 шт. | 21053003 НАЙТИ ДИСТРИБЬЮТОРА | ||
| Электроды для строжки Arcair, плоские, остроконечные, постоянного тока, 5/32 x 12-50 шт. | 21983003 НАЙТИ ДИСТРИБЬЮТОРА | ||
Купить высококачественный уголь для строжки в Интернете
Уголь для строжки используется для строжки угольной дугой. Уголь или электрод для строжки представляет собой угольный (графитовый) стержень с медным покрытием на нем для уменьшения эрозии электрода. Они бывают трех разных профилей для различных применений, а диаметр выбирается в соответствии с требуемой глубиной или шириной желоба.
Уголь или электрод для строжки представляет собой угольный (графитовый) стержень с медным покрытием на нем для уменьшения эрозии электрода. Они бывают трех разных профилей для различных применений, а диаметр выбирается в соответствии с требуемой глубиной или шириной желоба.
Воздушно-угольная дуговая строжка Процесс заключается в том, что электрическая дуга генерируется между кончиком угольного электрода и заготовкой. Металл расплавляется, и высокоскоростная воздушная струя течет по электроду и сдувает его, оставляя чистую канавку.Этот процесс прост в применении (с использованием того же оборудования, что и сварка стержневыми электродами), имеет высокую скорость съема металла и позволяет точно контролировать профиль строжки.
Сортировать по: FeaturedPopularName от A до ZНазвание от Z до AP Цена от низкой к высокойЦена от высокой к низкой
Сортировать по: FeaturedPopularName от A до ZНазвание от Z до AP Цена от низкой к высокойЦена от высокой к низкой
Почему стоит делать покупки с Alphaweld?
Наша гарантия клиентов предлагает множество веских причин для покупок в Alphaweld:
- Быстрая отправка с несколькими отправками ежедневно: заказ до 2.
 00:00, и если он есть в наличии, мы отправим ваш заказ в тот же день!
00:00, и если он есть в наличии, мы отправим ваш заказ в тот же день! - БЕСПЛАТНАЯ доставка по Австралии: мегаполисы Перт для онлайн-заказов на сумму более 150 долларов и по всей Австралии для онлайн-заказов на сумму более 500 долларов, за исключением громоздких товаров.
- Обширный ассортимент — мы всегда готовы удовлетворить все ваши потребности в сварочных материалах.
- Конкурентоспособные цены на широкий выбор сварочного оборудования и снаряжения премиум-класса.
- Легкость заказа: Интернет-магазин в режиме 24/7 с Alphaweld.Мы также принимаем заказы по электронной почте и телефону или лично, если вы хотите зайти.
- Обязательства по обеспечению безупречного обслуживания клиентов на каждом этапе пути.
- Политика возврата: На все наши продукты распространяется 100% гарантия и покрытие, если вы решите вернуть их.
- В собственности и под управлением Австралии.
 00:00, и если он есть в наличии, мы отправим ваш заказ в тот же день!
00:00, и если он есть в наличии, мы отправим ваш заказ в тот же день! Не можете найти то, что ищете? Свяжитесь с нами сегодня по телефону (08) 9456 8000 или по электронной почте sales@alphaweld. com.au.
com.au.
УГЛЕРОДНАЯ СТРОЖКА ВОЗДУХА
Строжка угольной дугой — это относительно недорогой процесс удаления или резки металла быстрее, чем шлифовка, строжка или скалывание.Между углеграфитовым электродом и заготовкой возникает дуга; металл сдувается дугой высокоскоростной воздушной струей, направленной на дугу. Этот процесс можно использовать в различных сферах, включая резку или обрезку деталей по размеру, удаление излишков металла и нарезку скосов для подготовки к сварке. В отличие от газовой резки с кислородным топливом, новый процесс можно использовать для большинства металлов, имеющих инженерное значение, включая те, которые производят тугоплавкие огнеупоры. Нержавеющая сталь, чугун, никель и медные сплавы поддаются резке или строжке так же легко, как углеродистая сталь.Подробное описание процесса дано в следующих рубриках: Оборудование — резак; угольные электроды постоянного и переменного тока, гладкие и с медным покрытием; источники питания на токи до 500 А; подача воздуха при давлении от 40 до 80 фунтов на квадратный дюйм с расходом от 3 до 25 кубических футов в минуту. Методы ручной строжки и резки с примечаниями о различных процедурах для различных основных металлов. Соображения по поводу здоровья, включая меры предосторожности против чрезмерного шума, ожогов, поражения электрическим током, излучения дуги и загрязнения воздуха.Среди выводов автор указывает, что воздушный поток должен иметь достаточную скорость и объем для тщательной очистки шлака от пропила; и что для получения высококачественных результатов необходимы обученные операторы.
Методы ручной строжки и резки с примечаниями о различных процедурах для различных основных металлов. Соображения по поводу здоровья, включая меры предосторожности против чрезмерного шума, ожогов, поражения электрическим током, излучения дуги и загрязнения воздуха.Среди выводов автор указывает, что воздушный поток должен иметь достаточную скорость и объем для тщательной очистки шлака от пропила; и что для получения высококачественных результатов необходимы обученные операторы.
- Наличие:
- Корпоративных авторов:
Американское сварочное общество
2501 NW 7th Street
Майами, FL Соединенные Штаты 33125 - Авторов:
- Дата публикации: 1977-5
Информация для СМИ
Предмет / указатель терминов
Информация для подачи
- Регистрационный номер: 00182498
- Тип записи: Публикация
- Агентство-источник: Британская ассоциация корабельных исследований
- Файлы: TRIS
- Дата создания: 12 октября 1978 г. , 00:00
 , 00:00
, 00:00Процесс воздушно-дуговой строжки и резки угольным газом
1.ОБЛАСТЬ ПРИМЕНЕНИЯ
2. ССЫЛКИ
3. БЕЗОПАСНОСТЬ
4. ОПИСАНИЕ
5. ВОЗМОЖНОСТИ И ОГРАНИЧЕНИЯ
6. ТЕХНОЛОГИЧЕСКИЕ ПЕРЕМЕННЫЕ
6.3 Скорость перемещения
6.4 Тип, диаметр и характеристики электрода
6.5 Полярность и тип тока
6.6 Воздушный поток и направление
6.7 Вылет электрода
6,8 Угол электрода
6,9 Плетение
7. АНТИСПАТТЕРНОЕ СОЕДИНЕНИЕ
8. РЕЖИМЫ РАБОТЫ
8.1 Строжка 900
8,2 Строжка и пробивка
8,2 8.3 Мойка
8.4 Снятие фаски
9. ИСТОЧНИКИ ПИТАНИЯ
10. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
11. ПРЕИМУЩЕСТВА
12. ОГРАНИЧЕНИЯ
ОГРАНИЧЕНИЯ
СЛЕДУЮЩИЕ ИЗОБРАЖЕНИЯ НА ИЗОБРАЖЕНИЯХ.
1 Нормальная установка для воздушно-дуговой строжки и резки угольным газом.
2 Углеродно-дуговая горелка и ее компонент.
3 Плоская воздушно-дуговая строжка угольным электродом.
4 Крутых угловая воздушно-дуговая строжка углем.
5 Малоугловая воздушно-дуговая строжка угольной дугой.
6 Воздушно-дуговая строжка в вертикальном положении.
7 Горизонтальная воздушно-дуговая строжка углем.
8 Воздушно-дуговая строжка углем в верхнем положении.
9 Воздушно-угольная дуговая строжка с помощью плоского электрода.
10 Снятие фаски с воздушно-угольной дугой.
11 Дуговая резка на воздухе с применением угля.
ТАБЛИЦА I — Электроды постоянного тока (dc) с обратной полярностью (rp).
ТАБЛИЦА II — Размеры сварочных выводов и количество кабелей, необходимых для указанной длины кабеля (источник питания для сварки к заготовке).
ТАБЛИЦА III — Допустимые источники питания.
В этой статье описывается процесс строжки и резки воздушной угольной дугой, его возможности и ограничения, параметры процесса, режимы работы, оборудование, а также преимущества и недостатки.
4. Процесс воздушно-дуговой строжки и резки угольным газом 4.1 Воздушно-угольная дуговая резка — это процесс термической резки, при котором удаление или отрезание металла осуществляется путем плавления с теплом дуги между электродом и заготовкой. и выдувание расплавленного материала потоком воздуха.Электрод представляет собой специальный углеродный графитовый материал, удерживаемый специальным изолированным электрододержателем, через который воздух направляется к дуге. Электропитание обычно подается от источника питания для дуговой сварки. Мало того, что требования к мощности для угольного электрода данного диаметра выше, чем для электрода для дуговой сварки с металлическим экраном сравнимого диаметра, но и для электродов для воздушно-угольной дуговой резки
обычно больше.
4.2 Хотя процесс резки с воздушной угольной дугой используется в первую очередь для строжки и в некоторых случаях сглаживания (смывания) излишков металла, его также можно использовать для резки металлов, особенно тех, которые не поддаются резке кислородом. процесс резки топливного газа.Для этих металлов больше подходит процесс резки с воздушной угольной дугой, поскольку его работа не зависит от окисления железа, а поверхностные оксиды хрома не препятствуют его продвижению. На Рисунке 1 показана установка для резки с нормальной воздушной угольной дугой. Однако следует отметить, что если требуется резка достаточного количества материала этого типа, плазменная резка является более эффективным процессом.
4.3 На рис. 2 показан типичный резак с воздушной угольной дугой и обозначения различных компонентов.
4.4 Вращающаяся головка позволяет регулировать струи сжатого воздуха и электрод относительно ручки.
5. Возможности и ограничения процесса воздушно-угольной дуги
Возможности и ограничения процесса воздушно-угольной дуги 5.1 Процесс воздушно-угольной дуги подходит для строжки, сглаживания, плавления и сквозной резки. Он также используется для удаления трещин при подготовке к ремонту сварного шва, удаления излишков сварного шва и, в некоторых случаях, снятия подкладных лент.
Рис. 1 — Нормальная установка для воздушно-дуговой строжки и резки угольным газом
Рис. автоматическая работа. Однако этот стандарт описывает только ручное управление. Процесс воздушной угольной дуги обеспечивает быстрое удаление металла, неглубокое проникновение тепла и снижение деформации.
5.3 Этот процесс используется с простыми углеродистыми сталями, низколегированными сталями, нержавеющими сталями, никелевыми сплавами и чугуном.
5.4 При работе с такими материалами, как высокоуглеродистая сталь и чугун, часто происходит упрочнение нагретого материала. Эта закаленная поверхность может быть удалена шлифованием или механической обработкой.
Эта закаленная поверхность может быть удалена шлифованием или механической обработкой.
5.5 Нержавеющие стали легко резать с помощью угольной дуги. На стойкость к атмосферной коррозии не влияет, пока тонкий поверхностный слой, обогащенный углеродом, отшлифован.
5.6 Сплавы с высоким содержанием никеля труднее чистить, чем углеродистые стали, низколегированные стали или нержавеющие стали.
5.7 После резки все поверхности с воздушной угольной дугой должны быть отшлифованы или обработаны для очистки металла. В зависимости от материала и его склонности к растрескиванию также следует проводить проникающий или магнитопорошковый контроль.
5.8 При ручной обработке угольной дугой качество резки в основном зависит от навыков оператора.Гладкость или качество поверхности среза зависит от способности оператора поддерживать постоянную скорость движения. См. Рисунок 3.
Рисунок 3 — Строжка угольной дугой в горизонтальном положении
6. Параметры процесса, используемые в процессе воздушно-дуговой резки углем 6,1 Ток
Параметры процесса, используемые в процессе воздушно-дуговой резки углем 6,1 Ток Используемый сварочный ток — это постоянный ток (dc) от обычного источника сварочного тока, будь то двигатель-генератор или выпрямленный.
6.1.1 Используемый ток зависит от выбранного размера электрода. Указания по требуемой силе тока приведены в таблице I.
Таблица I — Постоянный ток (dc) Обратная полярность (rp) Электроды
6.1.2 Фактический используемый ток зависит от человека работа. В общем, максимальная сила тока работает лучше всего.
6,2 Напряжение дуги, длина дуги6.2.1 Напряжение дуги и длина дуги взаимозависимы. Увеличение длины дуги увеличивает напряжение дуги и, наоборот, уменьшение длины снижает напряжение дуги.
6.2.2 В ручном режиме напряжение дуги и длина дуги контролируются оператором, как при сварке стержневым электродом.
6.2.3 Рекомендуется поддерживать короткую дугу, но электрод не должен касаться изделия, кроме случаев зажигания дуги в точке начала .Используйте как можно более постоянную длину дуги: не отводите электрод назад после зажигания дуги. Этот метод отличается от сварки, поскольку при резке металл удаляется.
6.3 Скорость движения6.3.1 Глубина резания зависит от скорости резания. При постоянном размере электрода и угле резака уменьшение скорости хода увеличивает глубину резания, а увеличение скорости уменьшает глубину резания.
6.3.2 При ручной резке стабильность скорости дуги контролирует гладкость поверхности реза.
6.3.3 Как правило, правильная скорость движения определяется путем прослушивания плавного шипения или равномерного потрескивания дуги.
6. 4.1 Электроды изготовлены из угольного графита и плакированы медью для поддержания постоянного диаметра.Этот тип электрода разрезает равномерно, держит устойчивую дугу, работает при более низкой температуре и в целом менее подвержен поломке, чем электроды без покрытия.
4.1 Электроды изготовлены из угольного графита и плакированы медью для поддержания постоянного диаметра.Этот тип электрода разрезает равномерно, держит устойчивую дугу, работает при более низкой температуре и в целом менее подвержен поломке, чем электроды без покрытия.
6.4.2 Во время работы медное покрытие выгорает от угольного электрода. Уменьшите ток, если обратный отжиг на больше 25,4 мм (1 дюйм). Это индикатор для выбора правильного тока для данного диаметра электрода.
6.4.3 Для удаления излишков поверхностного металла иногда используют сплюснутый угольно-графитовый электрод с медной оболочкой. дает хорошее преимущество.Эти электроды обычно имеют размер 4,0 на 9,5 мм или 4,8 на 9,5 мм . Использование электродов обеспечивает быстрое удаление металла, высокую эффективность и низкий рост температуры основного металла.
6.4.4 Диаметр электрода в первую очередь определяет ширину и глубину резания. Обычно ширина реза на 3,2 мм на шире диаметра электрода. Глубина резания обычно равна диаметру электрода.
Обычно ширина реза на 3,2 мм на шире диаметра электрода. Глубина резания обычно равна диаметру электрода.
6.4.5 Большинство электродов предназначены для использования с постоянным током.Однако имеются электроды для переменного тока.
6.5 Полярность и род токаРезка угольной дугой на воздухе выполняется постоянным током с использованием обратной полярности. Положительный провод резака (+), а заземляющий провод отрицательный (-). Если полярность неправильная, количество дожигания будет больше.
6.6 Воздушный поток и направление6.6.1 Высокоскоростные струи сжатого воздуха используются для выдувания металла по мере его плавления под действием угольной дуги.
6.6.2 Для обеспечения надлежащего давления воздуха 552-689 кПа (80-100 фунтов на кв. Дюйм), расхода 170-1416 л / мин (6-50 куб. Футов в минуту) и направления воздушного потока необходимо чистая, свободная от шлака поверхность среза.
6.6.3 При резке в любом положении поток воздуха должен быть позади и под электродом и направлен на дугу. Канавка во вращающейся головке обычно обеспечивает правильное соотношение воздушного потока и дугового потока.
6.6.4 Позиционирование дугового и воздушного потока осуществляется поворотом вращающейся головки таким образом, чтобы поток был направлен в правильном направлении , как показано на рисунке 2.
6.6.5 Рекомендуемый размер и количество сварочных проводов для различных рабочая длина кабеля и токи указаны в таблице II .
Таблица II — Размер сварочных выводов и количество кабелей, необходимых для указанной рабочей длины кабеля (источник питания для сварки к заготовке)
6.7 Вылет электрода
6.7.1 Вылет электрода — это расстояние от головки воздушной струи резака до конца дуги электрода.
6.7.2 Луч длиной 152 мм (6 дюймов) для ручной строжки лучше всего. Слишком длинный вылет приводит к плохому действию воздушной струи и, как следствие, к плохому съему металла. Слишком короткий вылет приводит к перегреву горелки и плохому съему металла из-за преждевременного охлаждения расплавленного материала струей воздуха.
Чем круче угол электрода (см. Рисунок 4), тем более прямое попадание дуги на поверхность и тем глубже рез. Плоский уголок (см. Рисунок 5) дает неглубокую канавку. Хотя изменение угла наклона электрода можно использовать для изменения глубины резания , часто лучше использовать угол 35–45 градусов и изменять глубину резания, изменяя диаметр электрода или скорость перемещения , или и то, и другое.
Рисунок 4 — Угловая воздушно-дуговая строжка под большим углом
Рис. При данном размере электрода более широкая канавка может быть получена путем плетения электрода. Плетение же целесообразно только с автоматической раскройкой.
При данном размере электрода более широкая канавка может быть получена путем плетения электрода. Плетение же целесообразно только с автоматической раскройкой.
7.1 Для предотвращения прилипания брызг во время резки на воздухе можно использовать соединения, не содержащие свинца, ртути и хлоридов. угольная дуга.
7.2 Перед нанесением состава для предотвращения разбрызгивания на металлическую поверхность очистите поверхность от жира и загрязнений. Соединение можно использовать напрямую или его можно разбавить 1 частью воды на 1 часть соединения по объему. Перед началом работы дайте покрытию высохнуть. В любом случае следуйте рекомендациям производителя.
7.3 Компаунды можно использовать на всех поверхностях, на которых происходит разбрызгивание расплавленных частиц. Также можно использовать дополнительные экраны из листовой нержавеющей стали или платы Transite. Позаботьтесь об экранировании бетонных полов под работой, чтобы предотвратить отслоение бетона .
Позаботьтесь об экранировании бетонных полов под работой, чтобы предотвратить отслоение бетона .
8.1.1 Строжка используется для удаления сварочных дефектов, фрезерования и удаления прихваточных швов.
8.1.2 Может выполняться во всех положениях. В вертикальном положении строжку лучше всего производить в направлении вниз, где удаление материала происходит за счет силы тяжести (см. Рисунок 6). Горизонтальную строжку (см. Рисунок 7) можно выполнять либо вправо , либо влево. В верхнем положении (см. Рис. 8) электрод устанавливают почти параллельно горелке под небольшим углом , чтобы избежать капания расплавленного металла на оператора.
8.2 Прокалывание, продольная и сквозная резка 8.2.1 При работе с тонкими материалами держите резак под крутым углом (примерно 90 градусов к изделию) так, чтобы кончик электрода проткнул секцию и полностью прорезал.
8.2.2 При работе с тяжелыми материалами используйте резак под углом 35-45 градусов и сделайте несколько проходов. На последнем проходе используйте для резки материала под углом 90 градусов.
Рисунок 6 — Вертикальное положение Воздушно-дуговая строжка угольником
Рис.6 — Вертикальное положение Воздушно-угольная дуговая строжка
Рис. — Горизонтальное положение Строжка углекислым газом в горизонтальном положении
Рисунок 8 — Воздушно-дуговая строжка углем в верхнем положении
Рисунок 8 — Воздушно-дуговая строжка угольным электродом в верхнем положении
8.2.3 Делая глубокие надрезы, расширьте надрез на поверхности, чтобы предотвратить дугу от электрода от боковых стенок и потери режущего действия.
8.3 Промывка Обычно используются мелкие проходы. Часто используются плоские электроды (см. Рисунок 9 и 6.4.3). Могут быть получены низкие температуры основного металла и высокие скорости. Также подходит для снятия облицовки.
Часто используются плоские электроды (см. Рисунок 9 и 6.4.3). Могут быть получены низкие температуры основного металла и высокие скорости. Также подходит для снятия облицовки.
Чтобы сделать косой надрез вдоль кромки (см. Рисунок 10), электрод можно плавно протянуть почти параллельно надрезу.Воздушный поток находится между электродом и изделием.
Рисунок 9 — Воздушно-угольная дуговая строжка с плоским электродом
Рис.9 — Воздушно-угольная дуговая строжка с плоским электродом
Рисунок 10 — Воздушно-угольная дуговая строжка
— Воздушно-угольная дуговая резка
9. Источники питания для воздушно-угольной дуговой строжки Для воздушно-угольной дуговой резки можно использовать все стандартные источники сварочного тока соответствующей мощности (см. Таблицу I). Однако напряжение холостого хода должно быть достаточно большим, чем требуемое напряжение дуги, чтобы учесть падение напряжения в цепи. Напряжение дуги, используемое при строжке и резке угольной дугой, находится в диапазоне 35-55 вольт. На обрыв цепи требуется напряжение не менее 60 вольт. Фактическое напряжение дуги при строжке и резке угольной дугой в значительной степени зависит от размера электрода. В таблице III показаны допустимые источники питания.
Таблицу I). Однако напряжение холостого хода должно быть достаточно большим, чем требуемое напряжение дуги, чтобы учесть падение напряжения в цепи. Напряжение дуги, используемое при строжке и резке угольной дугой, находится в диапазоне 35-55 вольт. На обрыв цепи требуется напряжение не менее 60 вольт. Фактическое напряжение дуги при строжке и резке угольной дугой в значительной степени зависит от размера электрода. В таблице III показаны допустимые источники питания.
Таблица III — Допустимые источники питания
10. Устранение неисправностей воздушно-угольной дуговой строжки
10.1 Процесс резки с использованием воздушно-угольной дуги не сложен. но иногда возникают проблемы. Вот некоторые распространенные проблемы и их решения:
a. Крупные отложения углерода в начале канавки . Режущий оператор либо не включил струю воздуха перед зажиганием дуги, либо горелка была установлена неправильно. Воздух включается перед зажиганием дуги, и проходит между электродом и изделием и за электродом относительно направления движения.
Режущий оператор либо не включил струю воздуха перед зажиганием дуги, либо горелка была установлена неправильно. Воздух включается перед зажиганием дуги, и проходит между электродом и изделием и за электродом относительно направления движения.
б. Нестабильная дуга, из-за которой режущий оператор использует низкую скорость движения даже на неглубоких канавках. Сила тока недостаточна для используемого диаметра электрода.Хотя минимальная сила тока достаточна, требует более высокой квалификации. Середина диапазона более эффективна, а верхняя часть диапазона даже лучше; поэтому, если сила тока ограничена мощностью источника питания, можно получить большую эффективность, если опускается до следующего меньшего диаметра электрода.
с. Нестабильная канавка, с дугой, блуждающей из стороны в сторону, и с быстрым нагревом электрода. Используемый процесс — постоянный ток, прямая полярность (электрод отрицательный). Электроды постоянного тока должны использоваться с постоянным током обратной полярности для всех металлов, за исключением некоторых медных сплавов. Для этих сплавов дополнительное тепло в электроде , создаваемое большой силой тока для данного диаметра электрода, увеличивает скорость резания.
Электроды постоянного тока должны использоваться с постоянным током обратной полярности для всех металлов, за исключением некоторых медных сплавов. Для этих сплавов дополнительное тепло в электроде , создаваемое большой силой тока для данного диаметра электрода, увеличивает скорость резания.
г. Прерывистое действие дуги, приводящее к неровной поверхности канавки. Скорость воздушной строжки угольной дугой на намного выше, чем при дуговой сварке защитным металлом.Режущий оператор должен принять удобное положение, чтобы его рука могла свободно двигаться, а перчатки не тянули при работе. Если оператор фиксирует свое положение, опираясь рукой на изделие (как это делают большинство аппаратов для дуговой сварки в экранированном металле), трение между рукой в перчатке и изделием вызовет беспорядочное поступательное движение .
e. Отложение углерода с разным интервалом между канавками во время строжки и в различных местах на вымытой поверхности при промывке подушек. Короткое замыкание электрода при работе. Это состояние вызвано использованием чрезмерной скорости движения для имеющейся силы тока и глубины проделываемой канавки.
Короткое замыкание электрода при работе. Это состояние вызвано использованием чрезмерной скорости движения для имеющейся силы тока и глубины проделываемой канавки.
ф. Неровная канавка слишком глубокая, а затем слишком неглубокая. Режущий оператор был неустойчив. Оператор должен расслабиться и принять удобное положение при строжке.
г. Шлак прилипает к краю канавки. Выброс шлака был недостаточным.Для адекватного выброса шлака необходимо использовать соответствующее давление и объем воздуха . Давление воздуха от 552 до 689 кПа (от 80 до 100 фунтов на кв. Дюйм) не приведет к эффективному выталкиванию всего шлака, если объем воздуха недостаточен. Достаточный объем требует воздушного шланга с минимальным внутренним диаметром 6,4 мм , питающим концентрический кабельный узел.
час. Groove становится все глубже. Скорость перемещения электрода слишком мала.
11.1 Быстро — Это в пять раз быстрее, чем образование стружки. Он вырезает канавку 9,5 мм со скоростью более 51 мм (2 фута) в минуту.
11.2 Легко управляемый. Точно устраняет дефекты. Дефекты хорошо видны в канавке и легко отслеживаются . Глубина реза легко регулируется, сварочный шлак не отклоняется и не мешает резанию. .
11,3 Компактный. Он ненамного больше держателя электрода для дуговой сварки с металлическим экраном.
11.4 Универсальность и портативность. Его можно использовать практически везде, где возможно сваривать. Его можно использовать в помещениях, также ограниченных для размещения отбойного молотка или газовой резака с ацетиленом. Не требует сложной настройки для работы с разными металлами.
11. 5 разрезов чисто. Полученные поверхности чистые и гладкие. Для углеродистой стали сварка обычно может выполняться с минимумом шлифовки или очистки .
5 разрезов чисто. Полученные поверхности чистые и гладкие. Для углеродистой стали сварка обычно может выполняться с минимумом шлифовки или очистки .
11,6 Стоимость оборудования. Минимальный.
12.1 В большинстве случаев другие процессы резки лучше подходят для резки (см. Рисунок 11) или резки листа углеродистой стали и трубы.
12.2 Требуется большой объем сжатого воздуха.
12.3 Существуют ограничения по глубине резания.
Рис. 11 — Углеродно-дуговая резка на воздухе
Рис. …
6 Советы по строжке | Сварка
- Детали
- 27 февраля 2014 г.
Нажмите на изображение для увеличения Джефф Хендерсон
Воздушная строжка угольной дугой (CAC-A) — это процесс резки / удаления металла за счет сильного тепла, выделяемого угольной дугой. Используя угольный электрод, сжатый воздух и источник сварочного тока (постоянный ток, постоянное напряжение, постоянный или переменный ток), дуга, возникающая между угольным электродом и заготовкой, плавит материал, в то время как сжатый воздух сдувает расплавленный металл. оставляя чистую канавку. Скорость удаления металла зависит от эффективности воздушного потока при удалении расплавленного металла и скорости плавления.
Используя угольный электрод, сжатый воздух и источник сварочного тока (постоянный ток, постоянное напряжение, постоянный или переменный ток), дуга, возникающая между угольным электродом и заготовкой, плавит материал, в то время как сжатый воздух сдувает расплавленный металл. оставляя чистую канавку. Скорость удаления металла зависит от эффективности воздушного потока при удалении расплавленного металла и скорости плавления.
Процесс строжки угольной дугой прост в освоении, имеет высокую скорость съема металла и поддается тщательному контролю.Кроме того, его можно применять к широкому кругу металлов — в основном к любому металлу, который может проводить электричество и плавиться с помощью дуги, включая магний, железо, медь, алюминий, нержавеющую и углеродистую сталь. Типичные применения включают в себя заднюю строжку сварных швов для достижения наплавленного металла сварного шва с другой стороны заготовки, снятие заслонок и стояков с отливок и удаление старого или избыточного металла шва для демонтажа оборудования.
1.) При использовании угольных электродов, плакированных медью, расположите уголь в резаке так, чтобы неизолированный конец был направлен в сторону обрабатываемой детали.Установите давление воздуха от 80 до 100 PSI. чтобы предотвратить улавливание нагара в канавке. В нормальных условиях уголь следует располагать так, чтобы за головку резака выступало не более 18 см (7 дюймов) угля. Для алюминия это удлинение должно быть 76,5 мм (3 дюйма). Воздух всегда располагается между углем и заготовкой, а не над углем. При достаточном потоке воздуха очистить стык не составит труда.
2.) Зажгите дугу, слегка прикоснувшись угольным электродом к изделию, позвольте дуге загореться и медленно перемещайте ее вперед или из стороны в сторону по мере необходимости для достижения вашей цели.Зажигание дуги немного отличается и немного легче, чем при использовании сварочного электрода. Перед зажиганием найдите время, необходимое для того, чтобы принять удобное положение, и не вытягивайте уголь обратно после зажигания дуги.
3.) Удерживайте резак таким образом, чтобы угольный электрод отклонялся назад от направления движения, при этом воздушный поток находился за кончиком угольного электрода. Правильный угол резака для работы составляет от 35 ° до 45 °. Глубина и контур создаваемой канавки регулируются диаметром электрода и скоростью перемещения.Глубина канавки более чем в 1-1 / 2 раза больше диаметра должна выполняться за несколько проходов. Ширина канавки определяется диаметром используемого электрода и обычно на 3,2 мм (1/8 дюйма) шире диаметра. Более широкая канавка может быть сделана с помощью небольшого электрода путем колебания электрода в колебательном движении.
4.) Помните, что скорость движения определяет глубину бороздки. Чем выше скорость движения, тем мельче выемка. Низкая скорость движения приведет к более глубокому порезу. Короткая дуга должна поддерживаться, продвигаясь в направлении реза достаточно быстро, чтобы не отставать от удаления металла и расхода угольного электрода. Равномерность прогрессии контролирует гладкость получаемой поверхности.
Равномерность прогрессии контролирует гладкость получаемой поверхности.
5.) Всегда используйте технику толчка. Скорость движения постоянно движется вперед, а воздух дует за дугой. Никогда не отступайте. Это позволит избежать отложения углерода в основном материале, который невозможно сварить без предварительной строжки или шлифовки для полной очистки основного материала.
6.) При строжке сварного шва всегда следите за линией разъема прямо на конце угольного электрода при движении вперед.Линия стыка будет видна прямо перед углеродом, позволяя оператору следить за сварным швом.
Учитывая этот совет и немного попрактиковавшись, воздушная строжка угольной дугой — это простой, недорогой и высокоэффективный способ удаления почти всех металлов при производстве и ремонте металлов. SMT
Джефф Хендерсон — бренд-менеджер Victor Arcair, Victor Technologies, St. Louis, MO
Аскайнак
Общее описание
Процесс дуговой угольной резки основан на неразрывной связи электрической дуги и сжатого воздуха в процессе резки. Металл, расплавленный электрической дугой, удаляется воздушной струей. Наконечник дугового резака подходит для любых положений резки / строжки и поддерживается специальным соплом, которое направляет струю воздуха. Этот процесс использует углерод, сжатый воздух и электрический ток для резки или строжки металлов и имеет много преимуществ по сравнению с обычными процессами резки, такими как газокислородная резка или резка пилой.
Металл, расплавленный электрической дугой, удаляется воздушной струей. Наконечник дугового резака подходит для любых положений резки / строжки и поддерживается специальным соплом, которое направляет струю воздуха. Этот процесс использует углерод, сжатый воздух и электрический ток для резки или строжки металлов и имеет много преимуществ по сравнению с обычными процессами резки, такими как газокислородная резка или резка пилой.
Преимущества:
(1) высокоскоростная строжка и удаление металла, (2) простота использования, (3) более чистая и более комфортная рабочая среда, чем другие, (4) позволяет работать с различными материалами, такими как мягкая и нержавеющая сталь , чугуны, медь и легкие сплавы, (5) нет опасности взрыва.
Как использовать электроды для дуговой резки углерода?
- Подключите электрод с постоянным (+) током к заготовке,
- Подсоедините воздухоструйный аппарат к держателю электрода,
- Сохраняйте расстояние между электродом и заготовкой около 150 мм. Учитывайте тип тока (постоянный или переменный), диаметр электрода, величину тока и другие параметры, такие как тип материала,
- Включить воздушно-форсунку,
- Создайте дугу между электродом и заготовкой.Расстояние дуги должно быть от 1 до 5 мм (очень короткое),
- Для удаления металла, порезанного или надрезанного, согните электрод примерно на 30 ° (не должен превышаться максимальный предел тока).
 Учитывайте тип тока (постоянный или переменный), диаметр электрода, величину тока и другие параметры, такие как тип материала,
Учитывайте тип тока (постоянный или переменный), диаметр электрода, величину тока и другие параметры, такие как тип материала,Утверждения и сертификаты Lloyd
Сертификаты
Области применения
Литейные цеха:
Для снятия и строжки стояков и направляющих отливок из низкоуглеродистой / легированной стали и чугуна.
Steel Industries:
Удаление шлаковых включений на заготовках и слябах из легированной нелегированной стали, швабры, очистка поверхности от дефектных сварных швов.
Производство сосудов высокого давления, судовых и стальных конструкций:
Очистка поверхности тыльной стороны оборудования для двусторонней сварки перед удалением неправильно сваренных деталей, сварных валиков в зоне процесса и резкой деталей из легированной стали.
Заводов по ремонту и обслуживанию:
Порезка труб, металлических листов и обслуживание литых деталей.
