Комплект визуального контроля ВИК
Наличие: есть
Комплект для визуального и измерительного контроля предназначен для проведения комплексного визуального и измерительного контроля качества
Стоимость: по запросу
Количество: Купить Уточнить цену- Описание
- Технические характеристики
- Отзывы
Эксплуатационные свойства металлических изделий во многом зависят от качества сварных швов. Чем прочнее швы, тем устойчивее детали к агрессивным жидкостям и коррозии. Методы неразрушающего контроля (НК), регламентированные ГОСТ 3242-79, позволяют установить фактические прочностные характеристики деталей. Одним из таких способов является визуально-измерительный контроль (ВИК).
Преимущества ВИК
Визуально-измерительный контроль основан на возможностях человеческого зрения.
ВИК используется на стадии входного контроля, при подготовке заготовок и полуфабрикатов под сборку и сварочные работы, при выполнении или окончании сварки, а также на стадии эксплуатировании технических устройств и сооружений для оценки их состояния. Главные преимущества метода:
- простота проведения;
- высокая информативность;
- не требует разреза и забора металла для испытаний в лабораторных условиях;
- применяется на всех сварных конструкциях;
- дешевизна;
- оперативность выполнения;
- малая трудоемкость.
Естественные возможности зрения помогают расширить оптические приборы, увеличивающие угловой размер деталей за счет преломления лучей.
«ВИК 1» — набор для комплексного контроля
Компания «ПромГруппПрибор» предлагает приобрести комплект визуально измерительного контроля «ВИК 1». Набор создан для профессионального использования и предназначен для проведения комплексного визуально-измерительного контроля качества. Поставляемые в нем инструменты соответствуют требованиям «Инструкции по визуальному и измерительному контролю» РД 03-606-03, утвержденной постановлением Госгортехнадзора России от 11 июня 2003 года. Комплект продается в сумке вместе с технической документацией, оптикой и измерительными приборами.
С помощью набора «ВИК 1» можно определить прочность конструкций путем замера их твердости при выполнении контроля качества:
- основного металла;
- сварных соединений и наплавок;
- подготовки и сборки изделий под сварку;
- выполнения сварных швов в процессе сварочных работ;
- при изготовлении, монтаже и ремонте оборудования и трубопроводов;
- производства деталей и сборочных единиц;
- исправления дефектов в сварных соединениях и на основном металле;
- при технической диагностике эксплуатируемых изделий в соответствии с требованиями чертежей и нормативно-технических документов, в том числе объектов, подчиняющихся Госгортехнадзору РФ и Госатомнадзору РФ.


Комплектация набора «ВИК 1»
|
N |
Наименование |
Назначение и особенности |
Количество |
|
1 |
Линейка металлическая измерительная L-300 |
Проверка линейных параметров |
1 |
|
2 |
Штангенциркуль ШЦ 1-150 с глубиномером |
Определение глубины подреза и геометрических параметров изделий |
1 |
|
3 |
Универсальный шаблон сварщика УШС-3 |
Определение параметров сварного шва (высота, ширина, глубина подреза, западание между валиками), скосов наружных кромок, зазоров и углов скоса разделки |
1 |
|
4 |
Набор радиусных шаблонов №1 |
Работа со впалыми и выступающими поверхностями |
1 |
|
5 |
Набор радиусных шаблонов №3 |
Работа со впалыми и выступающими поверхностями |
1 |
|
6 |
Угольник поверочный УП 160х100 |
Проверка прямых углов и перпендикулярно расположенных деталей |
1 |
|
7 |
Лупа измерительная ЛИ-3-10х |
Контроль близко расположенных деталей (не более 250 миллиметров) для обнаружения язв, пор, выбоин, раковин и др. |
1 |
|
8 |
Набор щупов №4 |
Контроль зазоров между поверхностями |
1 |
|
9 |
Рулетка измерительная 5 м |
Определение линейных параметров путем сравнения со шкалой |
1 |
|
10 |
Шаблон Красовского
|
|
1 |
|
11 |
УШС-2 (шаблон катетов швов) |
Проверка катетов угловых швов в диапазоне от четырех до 14 миллиметров с применением ступенчатого подбора. |
1 |
|
12 |
Лупа ЛПП 1-7х |
Обнаружение мелких дефектов на поверхностях деталей. Абразивостойкое покрытие повышает срок службы изделия, отталкивает пыль, позволяет чистить оптику. |
1 |
|
13 |
Лупа просмотровая с подсветкой 5х |
Обнаружение мелких дефектов на поверхностях деталей при недостаточном уровне освещения. Абразивостойкое покрытие повышает срок службы просмотровой лупы, отталкивает пыль, позволяет чистить оптику. |
1 |
|
14 |
Зеркало телескопическое |
Диагностика и выявление дефектов деталей на расстоянии, а также в узких и труднодоступных местах |
1 |
|
15 |
Фонарик карманный |
Оснащен криптоновой лампой и пластмассовым кольцом для подвеса. |
1 |
|
16 |
Маркер по металлу |
Нанесение надписей на шероховатых, ржавых и грязных металлических, бетонных, кирпичных, керамических поверхностях, а также на пленке, керамике, кафеле и т.д. Надписи, нанесенные маркером, не выгорают, не смываются водой и не стираются при механическом воздействии. Оснащен пулевидным наконечником, устойчивым к истиранию. Корпус выполнен из прочного алюминиевого материала. |
1 |
|
17 |
Инструкция по визуальному контролю РД 03-606-03 |
Содержит требования к безопасности, квалификации персонала, средствам ВИК, а также правила оценки и регистрации результатов, допустимые погрешности при проведении контроля.
|
1 |
|
18 |
Паспорт |
Ознакомление с составом комплекта, свидетельством об упаковке и гарантией изготовителя |
1 |
|
19 |
Сумка укладочная |
Хранение и транспортировка комплекта. Выполнена из текстильного материала с креплениями для инструментов и ремнем для комфортной переноски. |
1 |
 Состоит из трех металлических пластинок с выемками и кольцом.
Состоит из трех металлических пластинок с выемками и кольцом.
На данный товар нет ни одного отзыва.
Визуально измерительный контроль сварных соединений — цена от 70р СПб
Рассчитать стоимость
Визуальный и измерительный (визуально-измерительный) контроль — один из видов так называемого неразрушающего контроля, являющегося доминантным в большинстве отраслей производства. Ключевая роль отводится благодаря его простоте и широкой применимости, а также за счет его внесения в подавляющее большинство технической и иной документации, вне зависимости от характера и направления производства. Визуальный контроль и его измерительная часть играют, по сути, роль “входного фильтра”, выявляющего явный брак. Все остальные способы неразрушающего контроля являются дополнительными и назначаются после того, как изделие или объект, подверженный визуальной и измерительной дефектоскопии, успешно ее проходит.
Ключевая роль отводится благодаря его простоте и широкой применимости, а также за счет его внесения в подавляющее большинство технической и иной документации, вне зависимости от характера и направления производства. Визуальный контроль и его измерительная часть играют, по сути, роль “входного фильтра”, выявляющего явный брак. Все остальные способы неразрушающего контроля являются дополнительными и назначаются после того, как изделие или объект, подверженный визуальной и измерительной дефектоскопии, успешно ее проходит.
Сам процесс метода довольно прост, состоит из двух основных частей — визуальной и измерительной.
Визуальная часть включает в себя осмотр невооруженным взглядом, визуально, а также осмотр с применением различных увеличительных приспособлений необходимой кратности.
Если по результатам осмотра специалист не выявляет очевидные дефекты — исследуемый объект подвергается измерительной части процесса.
Для измерения имеющихся геометрических параметров используются различные специализированные инструменты. Операции в процессе измерительного контроля выполняются либо поочередно, либо параллельно. Целью проводимых манипуляций является определение соответствия натуральных показателей с прописанными в сопутствующей документации ГОСТами, регламентами или же инструкциями.
Операции в процессе измерительного контроля выполняются либо поочередно, либо параллельно. Целью проводимых манипуляций является определение соответствия натуральных показателей с прописанными в сопутствующей документации ГОСТами, регламентами или же инструкциями.
К преимуществам визуального контроля и его измерительной части относят скорость, простоту, надежность и доступность метода. Для того, чтобы произвести измерительный контроль, необязательно иметь дорогостоящее или узкоспециализированное оборудование, поэтому визуальный и измерительный контроль можно проводить в любых условиях, от лабораторных до полевых.
Единственным недостатком этого метода контроля является его невозможность визуально и метрологически выявлять несплошности, скрытые под поверхностью исследуемого объекта. Впрочем, для их определения есть свои технологические решения.
Цена на проведение визуально измерительнного контроля (ВИК) |
||
|---|---|---|
| Наименование услуги | Ед. Изм. Изм. |
Цена |
| Визуально-измерительный контроль сварных швов с замером катетов | 1 п.м. | 70 руб |
Задачи, решаемые ВИК
Визуально-измерительный контроль (ВИК) проводится практически на большинстве этапов хозяйственной деятельности. Так, к визуальному и измерительному контролю прибегают при монтажных работах, сборочных работах, работах ремонтных и восстановительных. Кроме этого, метод ВИК часто используется в процессах, связанных с эксплуатацией объектов, освидетельствованием, а также экспертными работами, касающимися вопросов промышленной безопасности.
Контроль позволяет:
- утвердить соответствие натуральных деталей и/или их заготовок касательно положений ГОСТ, ТУ, регламентов, пояснительных записок, эскизов и иной технической и конструкторской документации;
- найти визуально определяемые дефекты: наплывы, трещины, деформации, вкрапления, следы корродирования и эрозии, а также дефекты, возникшие после обработки основного материала;
- измерить и зафиксировать физические параметры найденных дефектов, в соответствии с регламентом выяснить, допустимо ли их наличие на исследуемом объекте;
- сравнить натуральные геометрические параметры, углы взаиморасположения и прочие данные с теми, что отмечены в чертежной и иной документации;
- попробовать устранить те или иные выявленные дефекты на месте.

Порядок проведения ВИК
Следует отметить, что процесс проведения контроля описывается в отдельном документе — технологической карте, разработанной специально под отдельный объект.
Однако, можно рассмотреть общие этапы проведения этого метода контроля:
- исследование сопутствующей документации и определение допустимых норм браковки;
- подготовка поверхности, предполагаемой к исследованию. На этом этапе удаляется жир, грязь, влага, остатки ржавчины и иные загрязнения, способные помешать визуальному и измерительному контролю. Если объект находится под давлением — давление сбрасывают. Параллельно поверхность подготавливается, приводясь к нужным показателям шероховатости;
- непосредственное визуальное наблюдение и измерение параметров. Параметры, необходимые к проверке, заранее указываются в сопроводительной документации и перепроверяются один за другим, в зависимости от специфики изготовления детали и ее условий дальнейшей эксплуатации;
- анализирование полученных результатов, заполнение актов осмотра, протокола или иных необходимых документов, подтверждающих проведение дефектоскопии. Отдельно и подробно отмечаются выявленные дефекты, их месторасположение, размеры и прочие характеристики;
- внесение полученной информации во внутреннюю документацию предприятия, иногда — нанесение визуальных меток на исследованном объекте, необходимых для упрощения проведения восстановительных и ремонтных работ.
 Отдельно и подробно отмечаются выявленные дефекты, их месторасположение, размеры и прочие характеристики;
Отдельно и подробно отмечаются выявленные дефекты, их месторасположение, размеры и прочие характеристики;При контроле некоторых технологических операций, например, сварке металлических листов или сочленений трубопроводов, ВИК выполняется несколько раз, по мере прохождения и завершения тех или иных технологических этапов.
Инструментарий для проведения визуально-измерительного контроля
Набор приспособлений, необходимых для проведения контроля, каждый раз подбирается уникально, однако, можно выделить следующие инструменты, используемые для проведения этого метода контроля:
- увеличительное стекло с различной кратностью;
- лупа измерительная для линейных и угловых замеров;
- набор аттестованных образцов шероховатости;
- профилометр-профилограф — прибор для проверок волнистости и шероховатости исследуемой поверхности;
- люксметр — для замеров уровня освещенности;
- штангенциркуль — для точного измерения геометрических величин объекта;
- УШС (универсальный шаблон сварщика) — для отслеживания соответствия полученных параметров сварки необходимым;
- набор щупов — для измерения зазоров между элементами объекта;
- набор радиусных шаблонов — для замера радиусов вогнутых и выпуклых поверхностей;
- измерительная линейка и/или рулетка;
- угольник стальной;
- фонарь осветительный;
- фотоаппарат;
- набор инструментов для механической локальной зачистки.

Следует отдельно отметить, что весь инструментарий для визуального и измерительного методов контроля сварных соединений и изготовленных деталей обязан быть периодически проверяем и калибруем. Для этого имеющийся инвентарь должен отправляться для осмотра и обслуживания сугубо в аккредитованные центры метрологии, где информация о всех его элементах отмечается в Государственном реестре СИ (средств измерения). Лаборатория подобного центра метрологии, в которой проводятся испытания, должна иметь в наличии необходимые сертификаты, паспорта, свидетельства и иные документы, которые подтверждали бы точность используемых средств измерения.
Существуют также и специальные технические устройства, которые совмещают в себе и визуальный и измерительный контроль. Они называются видеоэндоскопами и с их помощью производится телеинспекций областей объектов, которые скрыты от прямого визуального и тактильного контакта. Современное оборудование, используемое в телеинспекции, позволяет существенно расширить область применения ВИК и сделать этот метод контроля поистине универсальным.
Компания «Прометей» специализируется на проведении метода визуального и измерительного контроля. Наши выездные специалисты корректно подготовят объект для проверки, произведут необходимые исследования, занесут измерения в необходимые формуляры, согласно заявленному ТЗ, после чего предоставят подробный отчет о произведенной работе.
Калькулятор расчета
Мы уже сотрудничаем с компаниями в Ленинградской, Тульской, Московской, Мурманской областях, а также следующих городов России:
Москва
Нижний Новгород
Чехов
Лахденпохья
Дзержинск
Санкт-Петербург
Новороссийск
Тольятти
Сортавала
Владивосток
Тверь
Советск
Севастополь
Самара
Ростов-на-Дону
Рязань
Питкяранта
Владикавказ
Визуально-измерительный контроль сварных соединений
Визуально-измерительный контроль сварных соединенийРостБизнесКонсалт
Профессиональная переподготовка
Повышение квалификации
Рабочие специальности
Специальная оценка условий труда
Повышение квалификацииБолее 2000 программ
Короткие сроки
Дистанционно
Выгодные цены
Профессиональная переподготовкаБолее 1000 программ
Короткие сроки
Дистанционно
Выгодные цены
Обучение по рабочим специальностямБолее 2000 программ
Короткие сроки
Дистанционно
Выгодные цены
Задать вопрос
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Визуально-измерительный контроль сварных соединений – это комплекс мероприятий в рамках неразрушающего контроля, позволяющих органолептическим путем с применением измерительных приборов определить наличие видимых дефектов или деформаций на внешней стороне шва. Подобная диагностика обычно предваряет использование более затратных в использовании методик неразрушающего контроля, однако не ограничивается применением только базовых измерительных приборов как угломер, штангенциркуль или универсальный шаблон сварщика. В арсенале квалифицированного контролера могут быть лупы, эндоскопы или микроскопы.
Визуальная диагностика позволяет специалисту найти дефект размером до 0,1 мм, а с учетом современных оптических приспособлений точность измерений повышается в несколько раз.
Осмотр специалиста позволит выявить такие дефекты, как:
- неравномерность высоты и ширины шва;
- наплывы и подрезы;
- незаваренный кратер и прожог;
- трещины;
- повреждения вследствие коррозий;
- поры;
- непровары;
- расслоения;
- осевые смещения;
-
дефекты защитных покрытий швов.
Визуально-измерительный контроль сварных швов проводится в несколько этапов:
- Подготовка шва путем внешней очистки и зачистки поверхности.
- Предварительный осмотр без специальных средств на предмет наличия явных дефектов.
- Тщательный инструментальный осмотр для уточнения и верификации полученных данных.
- Допуск к работе либо составление акта с фиксацией обнаруженных дефектов.
Несмотря на простоту и ряд недостатков, к которым можно отнести поверхностность и человеческий фактор, визуально-измерительный контроль в качестве метода проверки сварных соединений пока является одним из самых популярных и востребованных на производстве, поскольку его применение позволяет выявить большинство технологических изъянов еще на начальных этапах, не привлекая более дорогостоящие проверки.
Однако ВИК сварных соединений не может осуществлять специалист без соответствующего допуска, который выдается независимым аттестующим органом.
Чтобы в короткие сроки пройти подготовку с последующей аттестацией, позвоните по телефону 8 800 333-96-76 или оставьте онлайн-заявку – менеджер компании «РостБизнесКонсалт» бесплатно вас проконсультирует по любым вопросам или уточнит детали.
В нашем учебном центре разработана уникальная программа предаттестационной подготовки, позволяющая проходить обучение дистанционно. Мы проводим вебинары, онлайн-консультации и промежуточные этапы тестирования, по результатам которых документы слушателей направляются в независимый орган по аттестации. Благодаря нашим технологиям и подходу к образовательному процессу, все слушатели гарантированно получают удостоверение установленного образца, допускающее к работам по визуально-измерительному контролю сварных соединений.
Источник: https://rostbk.com/o-kompanii/stati/vik-shvov/
Оформите заявку сейчас
Мы ответим на все вопросы и предложим выгодную цену!
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Нам доверяют
Все компании
Отзывы и благодарности
Все отзывы
Поиск по сайту:
- О компании
- Наши клиенты
- Способы оплаты
- Доставка документов
- Гарантии
- Часто задаваемые вопросы
- Новости
- Статьи
- СМИ о нас
- Отзывы
- Видеоотзывы
- Карьера в РБК
- Контакты
Вся Россия
8 800 333-96-76Звонок по России бесплатно
Телефон
Ваше имя
Время В любое время08:00 — 09:0009:00 — 10:0010:00 — 11:0011:00 — 12:0012:00 — 13:0013:00 — 14:0014:00 — 15:0015:00 — 16:0016:00 — 17:0017:00 — 18:00
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
- А
- Абакан
- Анадырь
- Ангарск
- Архангельск
- Астрахань
- Б
- Балашиха
- Барнаул
- Белгород
- Бийск
- Брянск
- В
- Владивосток
- Владимир
- Волгоград
- Воронеж
- Е
- Екатеринбург
- И
- Иваново
- Ижевск
- Иркутск
- К
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Краснодар
- Красноярск
- Курск
- Л
- Липецк
- М
- Магадан
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Н
- Набережные Челны
- Нижний Новгород
- Нижний Тагил
- Новокузнецк
- Новороссийск
- Новосибирск
- Новый Уренгой
- Ноябрьск
- О
- Омск
- Орел
- Оренбург
- П
- Пенза
- Пермь
- Петропавловск-Камчатский
- Р
- Ростов-на-Дону
- Рязань
- С
- Самара
- Санкт-Петербург
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Т
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- У
- Улан-Удэ
- Ульяновск
- Уфа
- Х
- Хабаровск
- Ханты-Мансийск
- Ч
- Чебоксары
- Челябинск
- Чита
- Ю
- Южно-Сахалинск
- Я
- Якутск
- Ярославль
Нет моего региона (Будут отображаться контакты головного офиса)
× Мы используем файлы cookie, чтобы улучшить работу и повысить эффективность сайта.
Продолжая пользование данным сайтом, вы соглашаетесь с использованием файлов cookie.
Контроль качества сварных соединений, повышение квалификации
«Визуальный и измерительный контроль материалов и сварных соединений»Цель реализации программы | Подготовка для допуска к аттестации согласно ПБ 03-440-02 на II уровень профессиональной квалификации лиц, выполняющих визуальный и измерительный контроль материалов и сварных соединений на опасных производственных объектах, в т.ч. на объектах организаций системы «Транснефть». |
Планируемые результаты обучения | Лица, освоившие программу, должны уметь: |
| — выявлять поверхностные несплошности и отклонения формы контролируемого объекта в соответствии с их внешними признаками; — применять средства контроля для определения параметров поверхностных несплошностей и отклонений формы контролируемого объекта; — регистрировать результаты контроля и принимать решение о типе выявленной несплошности; — определять по результатам контроля соответствие (несоответствие) контролируемого объекта нормам оценки качества; — оформлять заключения (протоколы, акты) о контроле; — применять требования нормативных документов по контролю; — описывать технологические операции, необходимые для выполнения контроля. | |
Лица, освоившие программу, должны знать: | |
| — виды и методы неразрушающего контроля, область их применения; — требования к подготовке объекта для проведения контроля; — правила выполнения измерений с помощью средств контроля; — физические основы и условия проведения контроля; — технологию проведения контроля; — типы дефектов контролируемого объекта, причины их образования; — требования к регистрации и оформлению результатов контроля; — требования охраны труда, электрической и пожарной безопасности при проведении контроля; — идентификационные признаки несплошностей; — требования к оформлению и хранению результатов контроля; — правила оформления технологической инструкции для проведения контроля. | |
Категория слушателей | Лица не моложе 18 лет, имеющие среднее профессиональное и (или) высшее образование, опыт работы в области ВИК не менее 6 месяцев (для лиц, имеющих I уровень квалификации согласно ПБ 03-440-02), не менее 9 месяцев (для лиц, не имеющих I уровня квалификации согласно ПБ 03-440-02), медицинское заключение об отсутствии противопоказаний к работе по состоянию здоровья данным методом неразрушающего контроля. |
Трудоемкость обучения | Для лиц, не имеющих I уровня квалификации согласно ПБ 03-440-02 — 64 академических часа, в том числе: 31 час — теоретические занятия, 31 час – практические занятия, 2 часа – итоговая аттестация. Для лиц, имеющих I уровень квалификации согласно ПБ 03-440-02 — 40 академических часов, в том числе: 19 часов — теоретические занятия, 19 часов – практические занятия, 2 часа – итоговая аттестация. Для лиц, выполняющих работы на объектах организаций системы «Транснефть» — 80 академических часов, в том числе: 20 часов — теоретические занятия, 58 часов – практические занятия, 2 часа – итоговая аттестация. |
Форма обучения | Очная. |
Итоговая аттестация | Теоретический и практический экзамены. |

| Наименование разделов и тем | Количество часов | |||||
| Всего | В том числе | |||||
| В соответствие с требованиями ПБ 03-440-02 | В соответствие с требованиями ОР-03. | Теоретические занятия | Практические занятия | |||
| В соответствие с требованиями ПБ 03-440-02 | В соответствие с требованиями ОР-03.120.00-КТН-063-15 | В соответствие с требованиями ПБ 03-440-02 | В соответствие с требованиями ОР-03.120.00-КТН-063-15 | |||
| Виды и методы неразрушающего контроля | 4 (2) | 3 | 4 (2) | 3 | — | — |
| Дефекты, выявляемые ВИК | 6 | 5 | 2 | 3 | 4 | 2 |
| Физические основы ВИК | 6 (4) | 4 | 6 (4) | 4 | — | — |
| Средства ВИК и правила выполнения измерений | 12 (6) | 4 | 2 | 2 | 10 (4) | 2 |
| Технология проведения ВИК | 12 (6) | 52 | 4 (2) | 2 | 8 (4) | 50 |
| Требования нормативной и иной документации, содержащей показатели качества контролируемых объектов по результатам применения ВИК | 6 (2) | 2 | 6 (2) | 2 | — | — |
| Требования к регистрации и оформлению результатов контроля | 10 (8) | 4 | 2 | 2 | 8 (6) | 2 |
| Аттестация персонала неразрушающего контроля | 4 (2) | 2 | 4 (2) | 2 | — | — |
| Охрана труда, производственная санитария и пожарная безопасность при проведении ВИК | 2 | 2 | 1 | 1 | 1 | 1 |
| Итоговая аттестация | 2 | 2 | 1 | 1 | 1 | 1 |
| Итого | 64 (40) | 80 | 32 (20) | 22 | 32 (20) | 58 |
Примечание: в скобках указано количество часов для лиц, имеющих I уровень квалификации согласно ПБ 03-440-02.
Акт визуального осмотра сварных швов. Образец и бланк 2021
От качества сварных швов нередко зависит прочность всего каркаса, надежность металлоконструкции. Самым простым способом проверки целостности металла в диффузном слое и зоне термического виляния считается ВИК. Метод визуально-измерительного контроля сварных соединений подразумевает ряд операций. Невооруженным глазом сложно выявить мелкие дефекты на металле, поэтому для визуального контроля используются специальные инструменты. Методика регламентируется стандартом. Неразрушающий контроль включает измерение деталей, обследование шва. Визуально выявляются только внешние структурные дефекты.
Основные положения
Контроль сварочных соединений следует понимать как технологическую процедуру, которая может выполняться на разных этапах производственного процесса, но в любом случае его следует осуществлять в соответствии с нормативными указаниями. К основным принципам данной операции относятся:
К основным принципам данной операции относятся:
- Контроль выполняется применительно к деталям, заготовкам и готовым изделиям с целью определения соответствия данного объекта проектным характеристикам.
- При выполнении контроля должен учитываться текущий статус объекта исследования, особенности структурных и размерных параметров.
- К проверке допускается только квалифицированный персонал, знакомый с техническими правилами визуального контроля по ГОСТу Р ЕН 13018-2014. Кроме того, зрение непосредственных участников проверки должно удовлетворять требованиям стандарта ИСО 9712.
- В процессе выполнения операций контроля целевой объект не должен подвергаться разрушению и механическому воздействию, которое в принципе может повлечь изменения в структуре материала и его эксплуатационных характеристиках.
Преимущества и недостатки
Согласно положениям ГОСТ 23479-79 измерительный контроль является первичным способом обследования. После его завершения ответственными лицами принимается решение о целесообразности проведения диагностики иными методами. Положительные стороны измерительного контроля:
- минимальные издержки времени на проведение проверки;
- простота выполнения;
- позволяет получить большинство информации о наружном состоянии сварного соединения;
- не требуется сложное дорогостоящее оборудование;
- легко проверяется результат.
Контролировать качество сварного шва требуется на всех этапах: на стадии подготовительных работ, во время сваривания заготовок и после ее завершения. Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
- заключения о качестве работ заключаются только на основе видимой части шва. В то время как скрытые дефекты выявить не представляется возможности;
- выводы зависят от уровня квалификации эксперта и его подхода к выполнению задания;
- подходит исключительно для обнаружения крупных легко видимых для человеческого глаза дефектов.
Принципы и задачи метода
Суть данного метода контроля заключается в исследовании поверхностей целевых объектов путем внешнего осмотра. На начальном уровне оператор изучает зону сварного шва, используя собственное зрение, но могут применяться и специальные технические устройства. Например, оптические приборы дают возможность исследования поверхностей в условиях приближения и акцентирования зоны путем светового излучения. Это дает возможность не просто визуального контроля, но и фиксации определенных параметров уже выявленного дефекта.
На начальном уровне оператор изучает зону сварного шва, используя собственное зрение, но могут применяться и специальные технические устройства. Например, оптические приборы дают возможность исследования поверхностей в условиях приближения и акцентирования зоны путем светового излучения. Это дает возможность не просто визуального контроля, но и фиксации определенных параметров уже выявленного дефекта.
В результате осмотра должна сформироваться дефектологическая карта с указанием мест повреждения, изъянов и отклонений в месте сварного соединения. На основе полученных данных производится доработка шва или утилизация детали в зависимости от возможностей восстановления участка.
Проверка на практике
На практике применяется контроль качества сварки трубопроводов эхоимпульсным методом. Искатель в устройстве создает звуковые колебания, которые направляются под определенным углом к месту шва. Когда волны наткнутся на дефект, то отразятся от него и направляются на принимающую пластину.
Искатель в устройстве создает звуковые колебания, которые направляются под определенным углом к месту шва. Когда волны наткнутся на дефект, то отразятся от него и направляются на принимающую пластину.
Колебания механические преобразуются в электрические, которые, затем, проходя через усилитель, поступают в электронно-лучевую трубку. В результате измерений луч различным образом отклоняется, что и является фактором наличия дефектов. По виду отклонения луча определяют вид дефекта в сварном шве.
В составе ультразвукового прибора также имеется устройство, которое показывает глубину, на которой находится дефект. Современные модели подобного оборудования оснащены ЖК-индикаторами, на которые выводится вся необходимая информация.
Чтобы получить наиболее достоверные значения, необходимо правильно расположить искатель. Угол падения луче должен быть выбран таким образом, чтобы его ось пересекала шов ровно по центру и проникала на глубину, которая была бы равна половине толщины металла.
Целевые дефекты для выявления
К основным дефектам и отклонениям сварного шва, которые выявляются при внешнем контроле, относятся:
- Непровары. Неплотность или частичное несхождение поверхностей двух деталей из-за недостаточно расплавленных кромок.
- Вогнутости. Напротив, был допущен чрезмерный проплав корня сварного шва, в результате чего деформировалась структура основы. В данном случае визуальный контроль лишь фиксирует факт наличия дефекта, а его характеристики выявляются методами внутреннего неразрушающего контроля.
- Подрезы. Углубление, идущее по линии сплава. Допускается из-за неправильного направления дуги при сварке или по причине внешнего механического повреждения.
- Выпуклости. Обычно формируются из-за неправильной подачи защитной газовой смеси или при нарушении температурного режима в ходе расплава.
Порядка выполнения проверки
ВИК контроль сварных соединений включает в себя такие этапы проведения процедуры:
- Подготовка. Включает в себя удаление шлака, брызг металла и зачистку поверхности. Правильная и тщательная подготовка сварного соединения позволяет выявить даже мелкие дефекты.
- Визуальный осмотр. Для начала шов осматривается невооруженным взглядом. Данный этап проверки дает возможность определить только явные дефекты.
- Использование инструментов. Основной этап проверки качества сварных соединений. В него может быть включена просветка сварных соединений, измерение высоты и ширины шва, определение угла и сквозных дефектов.
- Заключение. Завершающим этапом является составление акта, который может свидетельствовать о высоком качестве и надежности швов или о наличие дефектов. Если сварное соединение имеет много дефектов и является недостаточно качественным, эта информация вместе с перечнем дефектов заносится в акт.
 Включает в себя удаление шлака, брызг металла и зачистку поверхности. Правильная и тщательная подготовка сварного соединения позволяет выявить даже мелкие дефекты.
Включает в себя удаление шлака, брызг металла и зачистку поверхности. Правильная и тщательная подготовка сварного соединения позволяет выявить даже мелкие дефекты.ВИК сварка позволяет определить качество швов и минимизировать риск их повреждения в дальнейшем.
Применяемый инструмент контроля
На базовом уровне применяются простейшие средства визуального осмотра, среди которых лупы, штангенциркули, линейки и угольники. К специализированным аппаратам для профессионального контроля можно отнести вихретоковые и ультразвуковые толщиномеры, которые дают представление о размерных параметрах дефектов.
К специализированным аппаратам для профессионального контроля можно отнести вихретоковые и ультразвуковые толщиномеры, которые дают представление о размерных параметрах дефектов.
Широко применяются при визуальном контроле и шаблоны, по которым и без конкретных замеров можно определить отклонения характеристик шва от нормативных значений. Таким способом сравнения обычно определяются формы зазоров, кромок и собранных деталей для последующего соединения. Специально для определения степени волнистости и шероховатости поверхности задействуют профилографы-профилометры.
Используемые инструменты
ГОСТ 23479-79 указывает и на применение конкретного оборудования и инструментов для качественного исследования визуальным способом. Он делится на приборы цехового назначения, которые способны работать при температуре от +5 до +20, и приборах полевого применения, функционирующих от -55 до +55 градусов. В эти инструменты входят:
- измерительные лупы;
- сварочные шаблоны для проверки параметров геометрии швов;
- угольники для проверки 90 градусов;
- нутрометры;
- угломеры с нониусом;
- щупы для контроля выдержки зазоров;
- микрометры;
- толщинометры для определения стенок трубопроводов;
- калибры;
- штангельциркули;
- линейки и рулетки.

Для надлежащего обследования и контроля необходимо хорошее освещение, поэтому у контролера всегда должен быть фонарик и дополнительные осветительные установки. В некоторых случаях применяются микроскопы и бороскопы. Это позволяет точнее определить характер дефекта и его серьезность. Если изделие находится на большой высоте, и нет возможности доставить туда специалиста, то используются бинокли различной мощности.
Бывает, необходимость визуального контроля возникает на конструкциях, куда невозможно доставить контролера, и с которыми нем прямого визуального контакта. Это может быть под землей в специализированных тоннелях, или в среде с высокой температурой и опасным радиационным фоном. Тогда для поиска и анализа дефектов применяются дистанционные платформы с видеонаблюдением и телевизионные установки, по которым контролер может наблюдать за обследуемым участком. В дополнение к роботизированным системам устанавливается световое оборудование. Но эти автоматизированные средства применяются крайне редко при визуальном методе контроля сварных соединений.
Особенности лазерного визуального контроля
И человеческое зрение, и возможности оптических приборов имеют свои ограничения при исследовании поверхностей с повышенной точностью наблюдения. Наиболее же эффективным средством глубинного визуального контроля сварных соединений является система лазерного сканирования с высокоточной камерой. Такие аппараты позволяют делать трехмерные графические снимки участков наблюдения с моментальным вычислением погрешностей шва. То есть в режиме оперативного анализа составляет карта дефектов в виде компьютерной модели.
Причем устройство не просто дает необходимый перечень исходных параметров для последующего анализа, а в зависимости от заложенных алгоритмов обработки данных может самостоятельно классифицировать соединение на основе геометрических показателей, вида дефекта и т. д. Модуль сканирования с микропроцессором выносит решение о возможностях дальнейшего использования детали с учетом тяжести обнаруженных отклонений от нормы.
Недостатки
- Визуальный контроль сварных соединений помогает обнаружить только наружные дефекты, тогда как внутренние могут оставаться скрытыми;
- Результаты фиксируются исключительно вручную, и то при условии использования измерительных приборов.

Нормативные документы
Существует ряд нормативных документов, по которым проводится визуальный контроль качества сварных швов. Это не только ГОСТ 23479-79, в которым указаны требования к методам оптического неразрушающего контроля. Это может быть еще РД 34.10.130-96 и инструкция по измерительному и визуальному контролю, РБ 089-14 – руководство безопасности во время проведения контроля сварных соединений и так далее.
Инструменты для проведения проверки
Когда проводится визуальный и измерительный контроль сварных соединений, то для этого могут использоваться дополнительные инструменты, которые помогут зафиксировать точное положение и размеры обнаруженных дефектов, а также определить параметры шва. Ведь неровность его поверхности, а также слишком большая или малая высота также могут относиться к дефектам. Среди используемых инструментов можно отметить:
- Щуп – бесшкальный измерительный инструмент, который имеет ряд пластин определенного размера, по которым и можно определить соответствие заготовки заданным параметрам;
- Штангенциркуль – инструмент с тремя видами измерения, который может помочь измерить внешние и внутренние размеры, в том числе и диаметр, а также глубину пор и трещин;
- Лупа – оптический инструмент, которая обладает определенной величиной кратности и помогает увеличить внешние дефекты для их лучшего обнаружения;
- Металлические линейки – один из самых простых и часто используемых инструментов измерения, который используется в данной области;
- Угломер – позволяет определить угол соединения и относительное расположение свариваемых деталей.

Инструменты для визуального контроля сварных швов
Суть проведения внешнего осмотра
Физические основы визуально оптического метода контроля обеспечивают определение первичной информации о том, какими качествами может обладать соединение. Если изделия надежно сварены и не имеют дефектов, то они обладают примерно такими же качествами, как и основной металл. Чем больше дефектов, тем ниже надежность соединения. Благодаря своей простоте и отсутствию какой-либо стоимости на расходные материалы, метод позволяет определиться с явными дефектами, которые можно исправить еще до проведения других способов.
Существуют различные виды сварных швов и соединений, но практически ко всем из них применяется визуальный осмотр. В профессиональной сфере он не используется как основной, за счет невозможности определить внутреннее состояние шва, но все равно всегда используется, чтобы не подвергать дорогостоящим методам контроля явно бракованные изделия. После того, как будет пройдена профессиональная проверка, составляется акт визуального контроля сварных швов.
Требования к сварным швам
Акт визуального осмотра сварных швов, образец которого выдается специалисту проводящему данный осмотр, должен содержать все важные данные о конкретном исследуемом объекте. Это очень важно, когда контролю поддается один или несколько образцов из серии. Он должен соответствовать основным требованиям, выдвигаемым к такому типу соединений. Высота валика и ширина должна быть в заданных предела, он должен быть равномерным, без различных впадин и выпирающих частей. Структура шва должна выглядеть однородной, а в зависимости от типа определяется наличие или отсутствие чешуек. Должны отсутствовать поры, раковины, трещины, сколы, не проваренные места и так далее.
Поэтапный порядок
- Первым делом, шов подготавливается к осмотру. С него очищается шлак, стираются брызги металла, а также зачищается поверхность.
- Далее следует осмотр невооруженным взглядом, который помогает бегло проверить качество соединения. В таком случае можно обнаружить только наиболее явные дефекты.
- Далее проводится осмотр при помощи дополнительных инструментов, которые могут дать точные данные о полученном соединении.
- Если параметры соответствуют требованиям, то изделие допускается к работе, если нет, то обнаруженные дефекты фиксируются и вносятся в акт.

Возможности метода
Естественно, что это не идеальный способ и прежде всего нужно разобраться, что определяет выбор визуального метода контроля. Сразу следует отметить, что это исключительно поверхностные недостатки. Среди них:
- Поры;
- Трещины и микротрещины;
Схема измерения зазора сварного шва
- Раковины;
- Сколы;
- Недостаточный уровень проварки.
Схема измерения смещений при сварке швов
Подготовка места проведения контроля
Согласно нормативам, работы производятся на стационарном участке, снабженном специальными платформами, стендами и столами для размещения исследуемого объекта и оборудования. Нередко контроль осуществляется в пределах производственного участка, что обусловлено минимизацией логистических издержек при перемещении деталей от непосредственного места выполнения сварки до зоны контроля. В этом случае особое внимание уделяется ограждениям от участка, где выполняются технологические операции. Место для исследования подбирается и с учетом санитарно-экологической обстановки, что особенно касается предприятий химической и металлургической промышленности.
В этом случае особое внимание уделяется ограждениям от участка, где выполняются технологические операции. Место для исследования подбирается и с учетом санитарно-экологической обстановки, что особенно касается предприятий химической и металлургической промышленности.
Чем лучше освещен рабочий участок, тем точнее будет результаты визуально-измерительного контроля сварных швов. Освещение должно быть достаточно ярким для надежного исследования контролируемой поверхности, но не превышать в показателе интенсивности свечения 500 Лк.
Подготовка к выполнению осмотра
Независимо от типа и характеристик исследуемого объекта, его поверхности должны быть соответствующим образом зачищены. Удалению подлежат любые инородные покрытия, не входящие в естественную структуру шва. Это касается окалины, краски, грязи, следов ржавчины и оставшегося после сварки шлака. Не всегда к контролю допускаются и объекты, поверхности которых имеют цвета побежалости. Если контролируемая поверхность относится к частям работающего оборудования, то агрегат необходимо остановить на время исследований.
Как правило, это относится к технологическому оборудованию, прошедшему ремонт сваркой. Речь идет о системах вентиляции, охлаждения, компрессорных установках и т. д. Особое внимание при подготовке отводится инструментальному комплекту визуального контроля и расходным материалам, которые будут задействоваться в ходе работы. Инструменты должны быть соответствующим образом настроены, откалиброваны, проверены на работоспособность и точность показаний.
Порядок проведения входного контроля
Первый этап внешнего контроля в рамках производственного процесса, который ставит целью проверку заготовок и деталей перед сборочными операциями. На этой стадии выявляются трещины, закаты, забоины, расслоения и раковины сварных швов, которые несовместимы с требованиями дальнейших технологических операций. Согласно инструкции по визуальному контролю на этапе входного осмотра, длина участков, которые можно проверять без вспомогательного оборудования, может составлять не более 100 мм.
В ином случае задействуются измерительные приборы, позволяющие в поточном режиме фиксировать геометрические параметры дефектов. К слову, помимо непосредственно сварных швов, на этом этапе может оцениваться состояние кромок деталей, которые еще будут собираться посредством сварки.
К слову, помимо непосредственно сварных швов, на этом этапе может оцениваться состояние кромок деталей, которые еще будут собираться посредством сварки.
Учет контролируемых параметров после сварки
Основной этап работ по визуальному осмотру деталей, который производится после завершения сборки конструкций путем термической сварки. Основным объектом исследования является наплавка в виде готового соединения. Как правило, производится послойный визуальный контроль сварных швов с фиксацией поверхностных дефектов. Если нет возможности точного выявления и оценки параметров свищей, трещин и признаков разрушения валика шва, то выполняется внутренний анализ структуры с подключением радиационной или ультразвуковой аппаратуры.
Основные требования к сварным швам
После изготовления конструкций путем сварных соединений элементов требуется проведения оценки готового изделия. После ВИК сварных соединений выдается акт, который заполняется на основании осмотра и изменения основных элементов шва. В заданных пределах должна находится ширина и высота валика, при этом шов должен быть равномерным, не впадин и выпирающих частей. Шов должен иметь однородную структуру без чешуек. Кроме того, не должны наблюдаться трещины, прожоги, не проваренные участки и другие дефекты.
В заданных пределах должна находится ширина и высота валика, при этом шов должен быть равномерным, не впадин и выпирающих частей. Шов должен иметь однородную структуру без чешуек. Кроме того, не должны наблюдаться трещины, прожоги, не проваренные участки и другие дефекты.
Измеряемые параметры при контроле
С точки зрения требований к технологической сборке металлических деталей и конструкций, в большей степени важна не фиксация самого факта наличия дефекта, а его размерные показатели. В соответствии с инструкцией по визуальному и измерительному контролю, при комплексном исследовании должны регистрироваться следующие величины:
- Ширина, длина и глубина шва.
- Размер выпуклости шва.
- Параметры сколов, трещин и раковин.
- Глубина подреза.
- Катет углового шва.
- Длина несплошностей.
В индивидуальном порядке согласно проектным предписаниям может составляться и карта взаимного расположения швов. К примеру, соблюдение определенной дистанции между точками соединений нередко является условием обеспечения надежности всей конструкции, поэтому учет промежутков рассматривается как одна из первостепенных величин контроля.
Контроль в рамках мероприятий по устранению дефектов
В процессе ремонта дефектных швов и при восстановлении поврежденной структуры металлических деталей также выполняются контролирующие операции, к целям которых относится:
- Отслеживание полноты устранения дефекта.
- Выявление новых дефектов, вызванных применением средств коррекции структуры шва.
- Контроль общей формы дефектного участка.
- Контроль чистоты участка – в частности, отслеживание загрязнений места соединения маслом, продуктами коррозии, технической пылью и т.д.
Также визуальный метод контроля позволяет удерживать в нормативных рамках параметры механических операций, требующихся для исправления структуры сварного соединения. В частности, контролируется глубина выборки дефектного шва, ширина зоны зачистки, величина разделки кромок, углы скосов и т.д.
Когда проводится
Визуально измерительный контроль может проводиться на различных этапах работы. Это относится к обследованию входящих деталей под сварку. Проверяется соответствие маркировки самому материалу, а также целостность металла (отсутствие брака при литье и прокате).
Проверяется соответствие маркировки самому материалу, а также целостность металла (отсутствие брака при литье и прокате).
На следующей стадии контролируется сборка деталей под сварку, правильность очистки поверхности от мусора, коррозии и масла. Обращается внимание на выполнение разделки кромок, которая должна соответствовать толщине металла и сварочному току, а также виду соединения.
После окончания сварочных работ исследуются швы на все виды дефектов, которые возможно выявить визуально: раковины, подрезы, непровары, поры, трещины и т. д. Если работа заключается в наплавке нескольких слоев на изношенную конструкцию, то освидетельствование производится после выполнения каждого слоя. После окончания всех работ происходит итоговая сдача изделия с актом проверки.
Визуальный измерительный метод может быть применен и на уже введенной в эксплуатацию конструкции, если срок службы сварных швов подходит к концу. При любом подозрении на ухудшение качества соединений, во избежание поломок или травм, заказывается экспертиза контролера.
Регистрация результатов
Данные контроля заносятся в специальный журнал учета, после чего составляется документация в виде акта, протокола или заключения по итогам проведенного обследования. При выполнении визуального контроля качества на поверхности целевого участка также ставится маркировка с указанием результатов проведенной проверки. Например, это может быть клеймо с допуском к дальнейшим технологическим операциям в рамках производственного процесса. В ином случае заготовка отправляется на ремонт или доработку.
как выполняется, техника выполнения, плюсы и минусы
Все сварочные работы проходят по окончании различные виды проверок.
Одной из таких форм является визуально-измерительный контроль — ВИК, предназначенный определить качество сварного шва, его соответствие государственным или техническим стандартам.
Обследования можно условно отнести к двум категориям:
- разрушающей;
- неразрушающей.
Первая группа включает методику, негативно влияющую на структуру сварного валика. Поэтому предпочтительней оказываются методы, относящиеся ко второй категории, позволяющие выявить коррозионные поражения, различного вида трещины, раковины.
Поэтому предпочтительней оказываются методы, относящиеся ко второй категории, позволяющие выявить коррозионные поражения, различного вида трещины, раковины.
Возможности человеческого глаза усиливают оптические приборы, линейки, шаблоны и толщиномеры. Проверка часто проводится самим сварщиком во время термической обработки и после ее окончания.
Методика не требует специализированных знаний, больших затрат на исполнение.
Содержание статьиПоказать
- Общие сведения
- Инструменты
- Проведение диагностики
- Распространенные дефекты
- Положительные и отрицательные стороны осмотра
Общие сведения
Визуальное и измерительное обследование заключает в себе диагностику качества сварочного шва путем зрительного исследования с помощью простейших инструментов.
Метод выявляет не только крупные изъяны соединенных стыков, но и мелкие, при использовании увеличивающих оптических приборов.
Контроль при помощи визуально-измерительного метода осуществляется на внешней поверхности состыкованных конструкций, что позволяет использовать значительную часть инструментария, с последующим заполнением акта дефектов.
Небольшие предприятия, мастерские поручают такой осмотр непосредственно сварщику, крупные структуры — контроллерам отдела качества.
Причем и те, и другие, используют для выявления дефектов при визуальной диагностике практически одно и то же оборудование.
Инструменты
Набор контроллера для визуально-измерительного метода состоит из множества мерительных инструментов, которые имеют различное предназначение. Их также можно разделить на следующие группы:
- Приборы цехового использования — работают при температуре +5-20° C, в условии полного покоя, нормального атмосферного давления, средней влажности.
- Полевого назначения — проводят контроль при пониженной либо повышенной температуре — -55-+60° C, условиях умеренной тряски, механический колебаний, атмосферных осадков.

Наиболее главным инструментом контроллера представляется лупа телескопического, обзорного либо напольного вида, позволяющая провести первичный осмотр. Для более тщательного выявления изъянов используется микроскоп.
Визуально-измерительный осмотр является первой ступенькой диагностики сварных элементов, визуально-оптический — второй.
Последняя предназначена для обследования довольно мелких близкорасположенных деталей на расстоянии равном менее 250 мм от глаза.
Преобразователь визуальной информации — лупа, позволяет вести контроль сварочных швов в ванне при самой переплавке.
К оборудованию работника отдела технической диагностики для проведения визуально-измерительного контроля относятся следующие инструменты:
- измерительная лупа, возможно с подсветкой;
- поверочный лекальный прямоугольник;
- угломер со вспомогательной шкалой;
- штангенциркуль с глубиномером;
- щуп;
- микрометр;
- толщинометр;
- рулетка;
- индикаторный нутромер, штрихмас;
- специализированные радиусные и резьбовые шаблоны;
- измерители геометрического параметра шва;
- поверочная плита.

Для выявления дефектов в труднодоступных местах, применяется эндоскоп, видеокамера. Не исключается контроль на большом расстоянии, в условии радиационного заражения или повышенной температуры, для чего используется бинокль.
Дополняется чемоданчик контроллера набором специализированных принадлежностей.
Проведение диагностики
Осмотр деталей после их термической обработки состоит из множества последовательных действий, которые всегда одинаковы.
Алгоритм выполнения визуально-измерительного метода таков:
- тщательное обследование шва вооруженным глазом;
- сверка физических характеристик детали;
- при обнаружении дефекта выявляется его структура, размер, отклонение от нормы;
- составляется акт.

После устранения изъянов проводится повторная проверка с использованием специализированных инструментов. Не исключается оправка элементов на прохождение ультразвукового либо радиографического контроля, направленного определить скрытые дефекты.
Визуальное обследование предполагается при операциях с многослойными швами, которое контролирует качество наплавление каждого последующего сварного валика.
Процедура визуально-измерительного контроля затрагивает сборку конструкций после автоматического или роботизированного процесса.
Проверка маркировки, специализированного клейма на металле, правильное исполнение катетов, так же относится к визуальному освидетельствованию.
Распространенные дефекты
Простой по форме обследования визуально-измерительноый котроль позволяет выявить почти половину видимых дефектов.
Последние чаще всего выражаются следующими изъянами:
- трещина;
- разность по высоте-ширине валика;
- чешуйчатость;
- наплыв, подрез;
- непровареные углубления;
- прожиг;
- неправильные катеты;
- слабое соединение.

Использование лупы может обнаружить мелкие трещины, первичные следы коррозии, маленькие углубления, расслоение наплавленного валика, его смещение. Окончательный итог анализу подведет применение эндоскопа.
Положительные и отрицательные стороны осмотра
Самым большим положительным моментом визуально-измерительного контроля представлена его простота, не требующая специализированных знаний.
Провести обследование сварочного валика может не только контроллер участка, но и сварщик, который выявит до половины дефектов только при одном осмотре.
Подобная диагностика проводится в любом пространственном расположении шва, трубопроводов без их демонтажа.
Минусом как всегда является пресловутый человеческий фактор. У контроллера может быть слабое зрение либо неважное самочувствие, которое не позволить досконально обследовать образец. Тем более что его мнение является решающим в этой операции.
У контроллера может быть слабое зрение либо неважное самочувствие, которое не позволить досконально обследовать образец. Тем более что его мнение является решающим в этой операции.
Обследование вправе провести сварщик, однако ему нужно знать государственные, технические стандарты, на что понадобится дополнительное время на обучение.
Но, тем не менее, этот способ представляется не только самым дешевым, а и действенным, без привлечения точного дорогого оборудования, специалистов.
Технология визуально-измерительных методов контроля сварных швов. Приложения Акт Вик Сварки Образец
Приложение Г к Инструкции по визуально-измерительному контролю (рекомендуется)
_____________________________ (организация) АКТ № _____ от ______ визуально-измерительного контроля 1. В соответствии с нарядом-нарядом (заявкой) _______ выполнен _________ номер указать вид _____________________________________________________________ контроля _____________________________ контроль _______________________________ (визуальный, измерительный) наименование и размеры объекта контроля, ____________________________________________________________________________ код документации, спецификации, чертежа, плавки (партии), номер объекта контроля Контроль проведен в соответствии с ___________________________________________ наименованием и/или кодом технической документации 2. При контроле выявлены следующие дефекты _______________________________ ________________________________________________ ____________________________________ 3. Заключение по результатам визуально-измерительного контроля ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ Контроль проводил ______________________________________________________________ Уровень квалификации, Фамилия, инициалы, подпись № квалификационного аттестата Руководитель работ по визуально-измерительному контролю ____________________________________________ Фамилия, инициалы, подпись
При контроле выявлены следующие дефекты _______________________________ ________________________________________________ ____________________________________ 3. Заключение по результатам визуально-измерительного контроля ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ Контроль проводил ______________________________________________________________ Уровень квалификации, Фамилия, инициалы, подпись № квалификационного аттестата Руководитель работ по визуально-измерительному контролю ____________________________________________ Фамилия, инициалы, подпись
Разъяснения к оформлению «Акта визуального и/или измерительного контроля»
1. В пункте 1 указывается вид контроля — визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полу- готовое изделие, заготовка, деталь, конструкция, подготовка кромки детали под сварку, соединение в сборе под сварку, готовое сварное соединение, выделение дефектного участка в материале и/или сварном соединении, изделии, а также наименование и / или коды документа производственного контроля (Программа входного контроля, Карта или схема контроля, Карта технологического контроля, Карта или схема оперативного контроля) и нормативного документа, регламентирующего требования к оценке качества объекта контроля при визуальном и измерительном контроле.
В контроле материалов (полуфабрикатов, заготовок, поковок) в п.1 указывают марку материала, размеры (диаметр, толщина) и номер партии.
При проверке деталей и сборочных единиц в пункте 1 указывают номер чертежа, размеры, марку материала (только для деталей), его код по чертежу (стандарт).
При контроле подготовки кромок деталей, сборки стыка под сварку и готовых сварных соединений в пункте 1 указывают номера стыков по журналу сварки или схеме расположения сварных стыков, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При проверке образцов дефектных мест указывают наименование, марку материала и размеры предмета (диаметр, толщина), а также местонахождение образца.
2. При заполнении п. 2 Акта указывает все отклонения от норм нормативных документов, выявленные при контроле конкретных объектов (участков, соединений и т.п.) в отношении их номеров по журналу сварки, схеме схема или схема управления.
В тех случаях, когда объект контроля соответствует требованиям РД, в акте делается отметка — «дефектов нет». При этом номера конкретных объектов указаны в соответствии с указанными выше документами.
Примечание. Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
___________________________________ (организация)
Контроль сварки является необходимой частью приемки различных конструкций в эксплуатацию. Методы и результаты проверочных действий отражаются в специальном акте.
ФАЙЛЫ
Способы проверки сварных швов
На самом деле для исследования сварных швов используются самые разные методы, такие как ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные методы. Однако классика, по сей день актуальная и востребованная – обычный визуальный осмотр. Его цель: убедиться, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, поджогов, излишней окалины и других изъянов. Достоинства этого вида исследования вполне очевидны: оно не требует больших затрат, при этом доступно и достаточно информативно, но наряду с этим есть и недостатки: субъективность обследования, низкая достоверность, возможность исследовать только видимая часть шва.
Достоинства этого вида исследования вполне очевидны: оно не требует больших затрат, при этом доступно и достаточно информативно, но наряду с этим есть и недостатки: субъективность обследования, низкая достоверность, возможность исследовать только видимая часть шва.
Визуальный контроль может осуществляться как невооруженным глазом (обычно если речь идет о крупных, хорошо видимых швах), так и с помощью различных приборов, таких как объективы, микроскопы, эндоскопы, дефектоскопы и др.
Их применяют для выявления мельчайших скрытых дефектов, которые трудно обнаружить при простом осмотре сварного шва снаружи (например, микроскопические трещины, забоины, расслоения, изломы и т. д.). При этом есть приборы, предназначенные только для использования в лабораториях, и те, которые можно использовать «в полевых условиях». Последние способны выдерживать любые температурные и погодные условия (в том числе имеющие повышенный коэффициент радиационной, химической, бактериологической и др. опасности для человека).
опасности для человека).
Зачем нужна проверка сварных швов
Цель такого углубленного обследования вполне очевидна: как правило, любые конструкции, в которых применяется сварка, рассчитаны на определенную, достаточно серьезную нагрузку (особенно это касается строительных конструкций). А любое отклонение от технических норм, случившееся при их изготовлении, грозит тем, что конструкция не выдержит и сломается, что в свою очередь может привести не только к финансовым потерям, но и к угрозе жизни и здоровью людей.
Часто сварные швы проверяют не только после изготовления конструкции, но и в процессе ее эксплуатации – это связано с тем, что они могут подвергаться коррозии и другим неблагоприятным воздействиям. Также регулярные проверки необходимы при наплавке нескольких слоев на изношенную конструкцию, при этом каждый выполненный слой контролируется, измеряется длина шва, толщина основного металла, и эти данные сравниваются с установленным нормативом для данного участка, с учетом его нагрузки.
Периодичность проверок определяется нормами законодательства, а также внутренними документами компании.
Своевременные и качественные визуальные осмотры позволяют как можно раньше обнаружить разрушение шва, а также понять причины и найти способ их устранения.
Кто осуществляет проверку и составляет акт
Первичную проверку качества сварного шва осуществляет сварщик, выполнивший ее. Дальнейший контроль осуществляют другие сотрудники: например, начальник участка, инженер и т. д. Важно, чтобы эти лица обладали необходимыми знаниями техники визуального контроля сварных швов, а также были оснащены необходимыми приборами и приспособлениями. . Они также должны иметь представление о том, как сформировать акт визуального осмотра сварных швов.
Формат акта
На сегодняшний день не существует единого стандарта акта, а значит, он может быть составлен в любой форме. Однако если в организации есть свой шаблон документа, который разрабатывается и утверждается руководством, то его следует использовать. Хорошо, если формат акта будет указан в учетной политике предприятия.
Хорошо, если формат акта будет указан в учетной политике предприятия.
Особенности оформления акта визуального контроля сварных швов
Также отсутствуют требования к оформлению акта, то есть он может быть написан от руки или напечатан на компьютере, бланк с логотипом предприятия и реквизитами и обычный лист бумаги. Единственное: если была сделана электронная форма, то ее следует распечатать, чтобы в ней поставить подписи ответственных лиц. Акт составляется в одном подлиннике, которому должен быть присвоен номер.
Регистрация и хранение акта
Сведения об акте должны быть внесены в специальный журнал, в котором достаточно сделать отметку о его номере и дате составления. Срок хранения готового акта определяется администрацией предприятия в индивидуальном порядке, исходя из норм, установленных законодательством, а также внутренних потребностей предприятия.
Акт должен храниться в отдельной папке или в структурном подразделении, в котором он был сформирован, или в архиве организации.
Если вам необходимо составить акт проверки сварных швов, который вы никогда раньше не делали, воспользуйтесь образцом ниже и прочитайте комментарии к нему — они помогут вам составить требуемый документ без ошибок и неясностей.
- Прежде всего, внесите в акт наименование предприятия, затем присвойте документу номер, укажите дату и место его создания.
- Далее внесите в акт о должности Ф.И.О. работников, проводивших осмотр сварного шва (если это представители разных предприятий, укажите фамилии каждого).
- После этого перейти к основной части: указать сведения об исполнителе работ: должность, Ф.И.О., затем ввести сюда данные о проверенных сварных швах: их количество, марку стали и другие идентификационные значения.
- Укажите приборы и приспособления, которые применялись при проверке, все использованные методы, их результаты, а также дайте рекомендации по дополнительным методам обследования.
- Обязательно резюмировать в конце текущий контроль, знак.

1. В пункте 1 указывают вид контроля — визуальный, измерительный или визуально-измерительный, а также наименование объекта контроля: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку , соединение в сборе под сварку, готовое сварное соединение, выборка дефектного участка в материале и/или сварном соединении, изделии, а также наименование и/или коды документа производственного контроля (Программы входного контроля, Карты контроля или схемы , Карта технологического контроля, Карта или схема оперативного контроля) и нормативный документ, регламентирующий требования к оценке качества объекта контроля при проведении визуально-измерительного контроля.
В контроле материалов (полуфабрикатов, заготовок, поковок) в п.1 указывают марку материала, размеры (диаметр, толщина) и номер партии.
При проверке деталей и сборочных единиц в пункте 1 указывают номер чертежа, размеры, марку материала (только для деталей), его код по чертежу (стандарт).
При контроле подготовки кромок деталей, сборки стыка под сварку и готовых сварных соединений в пункте 1 указывают номера стыков по журналу сварки или схеме расположения сварных стыков, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При проверке образцов дефектных мест указывают наименование, марку материала и размеры предмета (диаметр, толщина), а также местонахождение образца.
2. При заполнении п. 2 Акта указывает все отклонения от норм нормативных документов, выявленные при контроле конкретных объектов (участков, соединений и т.п.) в отношении их номеров по журналу сварки, схеме схема или схема управления.
В случаях, когда объект контроля соответствует требованиям НД, в акте делается отметка — «Дефектов нет». При этом номера конкретных объектов указаны в соответствии с указанными выше документами.
Примечание: Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
(организация) | ||||||||||
АКТ № _____ от _____ визуальный и/или измерительный контроль качества сварные швы в процессе сварки стыка | ||||||||||
(название продукта и номер соединения) | ||||||||||
1. Настоящий акт удостоверяет факт выполнения сварщиком | ||||||||||
полное наименование, марка | ||||||||||
соединения | (см. | |||||||||
тип(ы) соединения | ||||||||||
выполнено | ||||||||||
указать способ сварки и позицию | ||||||||||
в соответствии с требованиями технологии сварки | ||||||||||
указать код технологии | ||||||||||
и вышел из-под контроля | ||||||||||
указать метод контроля, предписанный | ||||||||||
конструкторская документация | ||||||||||
2. | ||||||||||
(код или наименование НД) | ||||||||||
установлено, что сварное соединение признано годным и соответствует требованиям | ||||||||||
(указать НД или КД) | ||||||||||
Контроль выполнен | ||||||||||
Квалификационный уровень, номер квалификации сертификаты | Фамилия, инициалы, | |||||||||
 журнал сварки)
журнал сварки) С послойным визуально-измерительным контролем с оценкой качества по стандартам ___________________ для категории
С послойным визуально-измерительным контролем с оценкой качества по стандартам ___________________ для категории Примечание: Акт составляется на каждую сварную конструкцию (соединение или группу соединений), подлежащую контролю в процессе сварки.
(организация)
АКТ № ______ от _______
визуально-измерительный контроль
1. В соответствии с нарядом-нарядом (заявкой) № __________________ выполнен
3 визуально-измерительный контроль сварной стык
указать вид контроля (визуальный, измерительный)
трубы диаметром 76 мм ________________________________________________________
наименование и размеры объекта контроля,
____________________________________________________________________________
шифр документации, спецификация, чертеж, плавка (партия), номер объекта контроля
сваренный сварщиком __________ Иванов И.И. __________ Клеймо № ____
Ф.И.О.
Контроль производится по _ Технологическая карта контроля № ____, РД 03-606-03 __
наименование и/или код технической документации
2. При контроле выявлены следующие дефекты:
_ Превышение арматуры шва — 6 мм (67), занижение ширины шва — 4,0 мм (163), выточка __
характеристики дефектов (форма,
_ 1,0×5,0 (50), подрез 0,5×7,0 (149), поверхностная пора 0,8 (100) ____________________
размеры, расположение и/или ориентация по конкретным объектам)
____________________________________________________________________________
3. Заключение по результатам визуально-измерительного контроля:
Заключение по результатам визуально-измерительного контроля:
_ Сварной шов не соответствует требованиям НТД и признан как неподходящий ________________
____________________________________________________________________________
Контроль выполнен:
____________________________________________________________ _ ( _________________ ) _
квалификационный уровень, шт. квалификационного аттестата
Руководитель работ по ВИК: ______________________________ _ ( _________________ ) _
ФИО.
Проблемы контроля качества сварных соединений и возможности применения метода магнитной памяти металла
Проблемы контроля качества сварных соединений и возможности применения метода магнитной памяти металла·Содержание ·Промышленные установки и сооружения | А.А. Дубов, Е.А. Демине ООО «Энергодиагностика» Контакт |
- 1. Неразрушающий контроль сплошности металла.
- 2. Оценка конструктивно-механического и напряженного состояний.
 Неразрушающий контроль сплошности металла.
Неразрушающий контроль сплошности металла.На практике и в теории эти две задачи решаются, как правило, раздельно и независимо друг от друга.
При неразрушающем контроле сплошности металла до настоящего времени не решена проблема научно обоснованного определения размеров дефектов, допустимых и недопустимых в эксплуатации. Кроме того, широко распространенная на практике отечественная и зарубежная аппаратура ультразвукового контроля не позволяет определить точные геометрические параметры дефекта. В неразрушающем контроле также существует задача экспресс-контроля нового сварного соединения по степени загрязнения дефектами сплошности (при любой расчетной форме сварного соединения и без предварительной подготовки поверхности).
Для второй проблемы основной трудностью при НК сварных соединений является невозможность однозначного определения зон максимальной концентрации напряжений (ЗКН), в которых наиболее возможно развитие повреждений при эксплуатации. На сегодняшний день эта задача решается на основе составных идеализированных расчетов как объемная или плоская задача теории упругой прочности с набором допусков и идеализированных коэффициентов.
На сегодняшний день эта задача решается на основе составных идеализированных расчетов как объемная или плоская задача теории упругой прочности с набором допусков и идеализированных коэффициентов.
Практически не решена комплексная задача по определению степени опасности дефектов сплошности при их совпадении с зонами концентрации сварочных напряжений и с напряжениями от эксплуатационных нагрузок.
Были предложения, в частности в работах МВТУ, по созданию методики ориентировочной оценки опасности технологических дефектов в сварном соединении методом расчета концентрации напряжений для дефектов сплошности сварных швов. Однако при большом разнообразии конструктивных форм сварных соединений, толщин металла, видов, количества, размеров и расположения дефектов сплошности при сварке, фактического распределения напряжений в сварном узле такая задача не была решена.
Известные на сегодняшний день методы и инструментальные средства неразрушающего контроля не позволяют оперативно, а тем более полностью решить ни одну из перечисленных проблем, а тем более в варианте экспресс-контроля. С другой стороны, современное состояние методов и средств неразрушающего контроля сварных соединений имеет ряд объективных недостатков, таких как:
- Местоположение объекта мониторинга;
- Большая трудоемкость при контроле протяженных участков;
- Направленность контроля только на выявление уже развившихся дефектов;
- Большие трудности, а иногда и невозможность контроля сварных соединений с угловыми швами;
- Высокая погрешность при контроле единичных (локальных) дефектов;
- Невозможность определения степени опасности дефекта в связи с невозможностью однозначного решения вопроса — находится обнаруженный дефект в ЗКЗ или нет?
Обобщая сказанное, можно сделать вывод, что поиск и определение слабого места в единой общей системе «концентрация напряжений — дефект» остается актуальной задачей неразрушающего контроля сварных соединений, как при их изготовлении, т.е. непосредственно после сварки, так и в процессе эксплуатации.
В связи с этим МММ, по нашему мнению, имеет большие перспективы и возможности, прежде всего, как уникальный метод экспресс-контроля и как метод комплексной оценки сварного соединения по интегральным физическим свойствам, обусловленным магнитоупругий и магнитомеханический эффекты.
Формирование магнитной (доменной) картины в сварных соединениях происходит при охлаждении металла в магнитном поле Земли при прохождении через точку Кюри (768°
в) одновременно с кристаллизацией. По возникающим дефектам сварки будут образовываться кластеры закрепления доменов с обрезкой шва в виде магнитных полей диссипации (МПД). Таким образом, считывая МФД, которые формируются при сварке, мы получаем возможность произвести оценку фактического состояния сварного шва. Известно, что допустимые технологические дефекты сварки, не попадающие в зону концентрации эксплуатационных нагрузок, не представляют опасности для надежной работы конструкции. В то же время допустимый по нормам дефект небольшого размера, да еще и расположенный за пределами чувствительности традиционных методов контроля, попадая в зону циклической эксплуатационной нагрузки, представляет большую опасность образования и развития повреждения сварного соединения.
МММ дает интегральную (комплексную) оценку качества сварных соединений по совокупности технологических дефектов, остаточных сварочных напряжений и концентрации напряжений, обусловленных конструктивными и эксплуатационными нагрузками. На рис.1 показаны схема и пример контроля стыковых соединений труб.
Из рисунка видно резко разное состояние двух одинаковых по конструкции и технологии изготовления сварных швов. Результаты контроля, представленные на рис.1а, свидетельствуют об удовлетворительном состоянии сварного шва. Раздача H p с обеих сторон шва имеет практически одинаковую маркировку с некоторым смещением относительно оси трубы. Распределение поля H p , представленное на рис.1б, характеризует неудовлетворительное состояние шва с ярко выраженными зонами концентрации остаточных напряжений (ОК). В этих зонах фиксируется максимальный градиент H p между каналами. В указанных на рис. 1б зоны КЗ при дополнительном ультразвуковом контроле дефекты в корне шва выявляются чуть ниже предельно допустимых по нормам (ВЧ. 012-88).
012-88).
| Распределение магнитного поля H p с двух сторон шва, характеризующее его удовлетворительное состояние. | Неудовлетворительное состояние шва с зонами концентрации напряжений (ЗН). |
| Рис. 1. Схема контроля сварных соединений труб двухканальным прибором типа ТСК-1М: Дл б — базовое расстояние между датчиками. | |
На рис.2 показано распределение МПФ вдоль сварного шва двух пластин и на определенном расстоянии от сварного шва.
| Рис. 2: |
Из рис.2 видно, что в этом случае распределение МФД-изображений остаточных искажений (прогибов) пластин обусловлено их сваркой. Пример, представленный на рис.2, демонстрирует возможность использования магнитной памяти металла для оценки коробления сварных швов и влияния условий крепления сварных соединений на формирование остаточных напряжений.
Пример, представленный на рис.2, демонстрирует возможность использования магнитной памяти металла для оценки коробления сварных швов и влияния условий крепления сварных соединений на формирование остаточных напряжений.
На рис.3 представлено распределение поля Н р закрепленного по периметру сварного соединения труб (Æ 160´8 мм, сталь 3) с обеих сторон сварного шва по зонам термического влияния.
| Рис. 3. Напряженно-деформированное состояние сварного соединения трубы (Æ 160´8 мм, сталь 3) по результатам контроля магнитной памяти металла | |
Здесь на рис.3 цифрами (от 0 до 8) обозначены точки, в которых провели измерения угла дифракции рентгеновских лучей с двух сторон сварного шва на зоны термического воздействия. Использовался дифрактометр, который имел малогабаритную рентгеновскую трубку с анодом (Fe-Cr-Cu), суммарной мощностью 2,5-5,0 Вт, с высокой удельной яркостью (размер фокуса 0,4´1, 0 мм) и позиционно-чувствительный детектор. Угол одновременной регистрации детектора 2q=43°, что позволило сократить время экспозиции до двух минут и обеспечить высокую радиационную безопасность без специальных средств защиты. Площадь измерения ~3 мм 2 в каждой точке. Известно, что рентгеновский метод заключается в том, что положение центра тяжести интерференционного максимума при дифракции рентгеновских лучей на кристаллической решетке материала связано с межплоскостным расстоянием d и длиной волны Рентгеновское излучение л. Эта связь показана уравнением Вульфа-Брэгга: 2d×sinq=nl. При n =1 (случай наибольшей интенсивности интерференционного максимума) это уравнение имеет вид:
Использовался дифрактометр, который имел малогабаритную рентгеновскую трубку с анодом (Fe-Cr-Cu), суммарной мощностью 2,5-5,0 Вт, с высокой удельной яркостью (размер фокуса 0,4´1, 0 мм) и позиционно-чувствительный детектор. Угол одновременной регистрации детектора 2q=43°, что позволило сократить время экспозиции до двух минут и обеспечить высокую радиационную безопасность без специальных средств защиты. Площадь измерения ~3 мм 2 в каждой точке. Известно, что рентгеновский метод заключается в том, что положение центра тяжести интерференционного максимума при дифракции рентгеновских лучей на кристаллической решетке материала связано с межплоскостным расстоянием d и длиной волны Рентгеновское излучение л. Эта связь показана уравнением Вульфа-Брэгга: 2d×sinq=nl. При n =1 (случай наибольшей интенсивности интерференционного максимума) это уравнение имеет вид:
q = арксинус (l/2d)
Деформация кристаллической решетки выражается зависимостью:
е = (д-д 0 ) Р д 0 ,
, где d 0 и d — межплоскостное расстояние соответственно до и после деформации.
Деформация вызывает смещение центра тяжести максимума рентгеновской интерференции данной кристаллографической плоскости на величину, определяемую соотношением:
Dq=e×tgq 0 или e=Dq.ctgq 0 ,
где q 0 — угол дифракции, соответствующий недеформированному состоянию материала.
При принятии допущения о плосконапряженном состоянии в поверхностном слое изделия определение суммы главных напряжений s 1 +с 2 на поверхности исследуемого образца по данным рентгеновского метода в соответствии с обобщенным законом Гука производится по уравнению:
где E и м
— соответственно модуль Юнга и постоянная Пуассона исследуемого материала, e
— деформация в направлении нормали к исследуемой поверхности, q c — координата центра тяжести максимума рентгеновской интерференции, соответствующая среднему расстоянию между кристаллографическими плоскостями напряженного материала перпендикулярно направлению наблюдения, q co — координата центра тяжести максимума рентгеновской интерференции соответствующее среднему расстоянию между кристаллографическими плоскостями ненапряженного материала перпендикулярно направлению наблюдения (определяется в зависимости от материала и длины волны излучения).
Эквивалентное (одинаково опасное) напряжение с экв по второй теории долговечности определяется для плосконапряженного состояния по уравнению:
с экв. = m(s 1 + s 2 ).
На рис.4 показаны распределения s eq .
| Рис. 4. Напряженно-деформированное состояние сварного соединения трубы (Æ
160´8 мм, сталь 3) по результатам испытаний рентгенографа: 1, 2, 3 — точки измерения напряжений; результаты измерений напряжений, соответствующих полю H 2 ; результаты измерений напряжения, соответствующие области применения H 1 |
При сравнении Рис.3 и Рис.4 можно сделать следующие выводы.
- Участки другого знака напряженности магнитного поля H p (А/м) соответствуют участкам другого знака напряжений s
(МПа). В этом случае отметьте плюс поля H p соответствует отметке минус s и наоборот. При другом (противоположном) расположении стыка трубы при сварке по отношению к магнитному полю Земли поле H p будет иметь противоположную отметку.
- Зоны изменения отметки поля H p (А/м) соответствуют зонам изменения отметки s (МПа). Некоторое расхождение этих зон связано с методическими расхождениями метода магнитной памяти металла и рентгеновского метода. При контроле методом магнитной памяти измерялась нормальная составляющая магнитного поля H p , а на рентген-контроле измерялись нормальная и тангенциальная составляющие магнитного поля H p и s eq .
- Области с максимальными значениями напряжений s
(сумма по абсолютной величине слева и справа от сварного соединения) совпадают с областями максимальных значений поля H p и с зонами максимального расхождения двух каналов измерений, распределенных с двух сторон соединение.
- Получено качественное подобие распределения остаточных напряжений по периметру сварного соединения по результатам контроля магнитной памятью металла и рентгенологическим методом.
- Выявлена необходимость разработки методики определения величины напряжения при совместном практическом использовании обоих методов.
- Необходимо продолжить сравнительные исследования и измерения для установления более точных корреляционных зависимостей величины и марки напряжений s с параметром H p .Распределение магнитного поля H p
 В этом случае отметьте плюс поля H p соответствует отметке минус s и наоборот. При другом (противоположном) расположении стыка трубы при сварке по отношению к магнитному полю Земли поле H p будет иметь противоположную отметку.
В этом случае отметьте плюс поля H p соответствует отметке минус s и наоборот. При другом (противоположном) расположении стыка трубы при сварке по отношению к магнитному полю Земли поле H p будет иметь противоположную отметку.
| © AIPnD , created by NDT.net | |Главная| |Вверх| |
Положения и условия | Victorian Testing and Inspection Services
1. Сертификаты испытаний не могут быть опубликованы частично или полностью без письменного разрешения VTS.
2. Методы испытаний, используемые для определения результатов, указанных в этом сертификате испытаний, если иное не квалифицировано в соответствии с указанными спецификациями. Как правило, предполагается, что обе спецификации метода прикладных испытаний должны быть указаны. Однако при отсутствии двусмысленности и при наличии ссылок на ряд спецификаций методов испытаний в спецификации приложения можно указывать только спецификацию приложения.
Как правило, предполагается, что обе спецификации метода прикладных испытаний должны быть указаны. Однако при отсутствии двусмысленности и при наличии ссылок на ряд спецификаций методов испытаний в спецификации приложения можно указывать только спецификацию приложения.
3. Общая терминология и сокращения соответствуют австралийским стандартам.
4. Испытания на удар по Шарпи с V-образным надрезом проводятся в соответствии со стандартом ASTM E23, который имеет небольшие отличия в конфигурации машины и более строгие требования к характеристикам, чем австралийские стандарты. Испытания, проведенные в соответствии с ASTM E23, при определенных обстоятельствах принимаются Австралийскими стандартами как соответствующие AS 1544-2
5. Испытываемый материал может быть обозначен префиксной кодовой буквой в обозначении испытательного образца. Наиболее распространенные сокращения: —
W – Металл шва
P – Основной металл
F – Линия сплавления
H – Зона термического влияния
J – Соединение
F + (мм) – расстояние от F
6. Ориентация образцов по отношению к изделию из которого они приготовлены, могут быть указаны кодовыми буквами в обозначении образца для испытаний после префикса материала для испытаний. Значение этих кодовых букв должно быть следующим:
Ориентация образцов по отношению к изделию из которого они приготовлены, могут быть указаны кодовыми буквами в обозначении образца для испытаний после префикса материала для испытаний. Значение этих кодовых букв должно быть следующим:
| НЕСВАРНЫЙ МАТЕРИАЛ ИЛИ ИСПЫТАНИЯ НА ОСНОВНОМ МЕТАЛЛЕ СВАРНОГО МАТЕРИАЛА | ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ | ||||
| ПЕРВАЯ БУКВА КОДА ОРИЕНТАЦИИ | |||||
| ИЗДЕЛИЯ КРУГЛОГО И ПОЛОГО СЕЧЕНИЯ | ИЗДЕЛИЯ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | ВСЕ ПРОДУКТЫ | |||
| главная ось образца параллельна главной оси изделия | л | главная ось образца параллельна главной оси изделия | л | главная ось образца параллельна главной оси сварного шва | л |
| главная ось тангенциального испытательного образца, образец изготовлен без правки | Т | главная ось образца параллельна длинной поперечной (по ширине) оси изделия | Т | главная ось образца, поперечная главной оси сварного шва | Т |
| главная ось испытательного образца тангенциальная, испытательный образец сплющен во время подготовки | С | главная ось образца параллельна короткой поперечной (по толщине) оси изделия | С | главная ось образца параллельна короткой поперечной (по толщине) оси сварного шва | С |
| главная ось испытательного образца совмещена с радиальной осью изделия | Р | главная ось образца, параллельная любой из поперечных осей изделий квадратного сечения | С | , где поставляется кусок неопознанного материала, ориентация которого неизвестна. | У |
| ВТОРАЯ БУКВА КОДА ОРИЕНТАЦИИ (испытательные образцы с надрезом) – направление надреза (направление распространения трещины), как указано выше | |||||
Примечание: Главной осью изделия является направление прокатки или экструзии кованых изделий. Для других продуктов, где нет четкой дифференциации, главной осью должна быть ось максимальной длины.
Примеры: Образец для испытания по Шарпи, главная ось которого параллельна направлению прокатки несварного листа и имеет надрез обычным способом, так что линия вершины надреза перпендикулярна поверхности листа. обозначать LT, так как направление надреза параллельно поперечной (ширинной) оси изделия.
7. Положение испытательных образцов в пределах толщины может быть обозначено суффиксной буквой после кода ориентации. Буквы суффикса имеют следующие значения:
А – в сварных соединениях лицевая сторона (см. AS 2205.1)
AS 2205.1)
В – сторона, противоположная стороне А
М – средняя толщина
В несварном материале А или кодирование положения B обычно назначается произвольно.
Примеры:
(1) Образец для испытаний по Шарпи, вырезанный из металла сварного шва средней толщины кольцевого сварного шва в трубе, будет иметь обозначение WTLM
(2) Образец для испытания на растяжение цельносварного металла, подготовленный со стороны А сварного шва прямоугольной испытательной плиты, будет обозначаться WLA
8. Система кодового обозначения следующая:
| материал | ориентация | ориентация | положение толщины |
9. Если не указано иное, все спецификации должны соответствовать текущему изданию с внесенными по мере необходимости поправками.
10. Настоящий сертификат выдается без подчисток или изменений, если только он не парафирован подписывающим лицом.
11. Несмотря на то, что мы прилагаем все усилия для предоставления результатов, содержащихся в настоящем документе, мы должны прямо отказаться от ответственности за любые претензии о возмещении ущерба любого характера, возникающие в результате любых неточностей, содержащихся в настоящем документе.
12. Условия неразрушающего контроля в соответствии с AS 4749.
| EC | Удлиненная полость | С | Соответствует | ЛР | Отсутствие корневого слияния | НРД | Нет записываемых разрывов | ДМ | Дифракционная крапчатость |
| КЛ | Трещина продольная | Хайло | Линейное смещение | СМЗ | Метка молотка | ИО | Оксид Включение | КС | Трещина, Кратер |
| СЭД | Чрезмерная повязка | СГС | Усадочная канавка | В | Включение | ПГ | Локальная пористость | Артикул | Равномерная пористость |
| СТС | Рваная поверхность | СХП | Чрезмерное проникновение | ЛС | Отсутствие бокового слияния | СРЦ | Вогнутость корня | Программа самообучения | Брызги |
| ГП | Газовая пора | ДНЦ | Не соответствует | СМТ | Метка инструмента | КП | Кратерная труба | А | Отсутствие разрывов |
| КТ | Трещина, поперечная | ИЦ | Медное включение | БТ | Прожечь насквозь | ИТ | Вольфрамовое включение | Пистолет-пулемет | Метка для шлифовки |
| СГИ | Неполностью заполненная канавка. | ИЖ | Линейное включение (шлаковая линия) | СУК | Подрез | ПЛ | Линейная пористость | белый | Червячное отверстие |
| СПТ | Точечная коррозия на поверхности | пд | Дефект обработки | ЛИ | Отсутствие промежуточного слияния | ЛП | Неполное проникновение корня |
Причины и предотвращение коррозии сварных соединений
Сварное соединение может иметь низкую коррозионную стойкость из-за различного химического состава, остаточного напряжения и металлургической структуры зоны сварки. Коррозии сварных соединений можно избежать путем тщательного выбора свариваемых материалов, присадочного металла, методов сварки и отделки. Однако даже после точного подбора металлов и использования наилучших технологий коррозия сварного шва все еще может возникать по целому ряду причин. (Подробнее см. в разделе Обзор коррозии сварных соединений: причины и методы предотвращения.)
в разделе Обзор коррозии сварных соединений: причины и методы предотвращения.)
Реклама
Факторы, вызывающие коррозию сварных швов
На приведенной ниже диаграмме Венна (рис. 1) показано, как материал, окружающая среда и напряжения способствуют возникновению различных типов коррозии сварных швов.
Объявление
Рис. 1. Взаимосвязь между напряжениями, материалами и факторами окружающей среды, приводящими к коррозии сварных швов.
Металлургические, физические и химические изменения, вызванные процессом сварки, влияют на коррозионную стойкость сварного шва. Это приводит к тому, что как зона термического влияния (ЗТВ), так и металл сварного шва корродируют быстрее или медленнее, чем основной металл. Возможны также случаи равномерной коррозии по основному металлу и металлу шва или коррозия основного металла при сохранении неповрежденного металла шва.
Рис. 2. Пример коррозии вокруг сварного соединения.
Реклама
Металлургические факторы
Циклы нагрева и охлаждения, возникающие в процессе сварки, обычно влияют на состав поверхности и микроструктуры наплавленного металла и прилегающего основного металла. Это может снизить коррозионную стойкость как основного металла, так и материала сварного шва.
Некоторыми из факторов, снижающих коррозионную стойкость, являются загрязнение затвердевающей ванны, рекристаллизация и рост зерен в ЗТВ сварного шва, образование несмешанных зон, выделение вторичных фаз и микросегрегация.
Тем не менее, коррозионную стойкость можно поддерживать, уравновешивая состав сплава для предотвращения осаждения, защищая поверхности горячего и расплавленного металла от химически активных газов из среды сварки, выбирая соответствующие параметры сварки, удаляя обедненный хромом основной металл и удаляя обогащенные хромом оксиды с окрашенных поверхностей.
Типы и причины коррозии сварных швов
Сварные швы подвержены всем видам коррозии; однако они более восприимчивы к формам, возникающим из-за различий в составе и микроструктуре. Конкретными видами коррозии являются гальваническая коррозия, коррозия под напряжением, водородное растрескивание, межкристаллитная и точечная коррозия.
Конкретными видами коррозии являются гальваническая коррозия, коррозия под напряжением, водородное растрескивание, межкристаллитная и точечная коррозия.
- Различия в составе основного металла, ЗТВ и металла сварного шва приводят к условиям, способствующим гальванической коррозии.
- Восприимчивость к водородсодержащим средам часто приводит к растрескиванию.
- Остаточные сварочные напряжения приводят к коррозионному растрескиванию под напряжением (SCC).
- Наличие водорода в процессе сварки приводит к водородному растрескиванию сварных соединений. Водород может образовываться из-за неправильно прокаленных или плохо хранившихся электродов, наличия примесей и влаги в свариваемых компонентах или присутствия влаги во флюсе.
- Неровности сварного шва, такие как поверхностные дефекты, могут выступать в качестве предпочтительных мест, которые приводят к локальным коррозионным воздействиям.
Гальванические пары
Различные составы основного металла и присадочного металла могут привести к гальваническим парам. Это приводит к возникновению электрохимической разности потенциалов и делает некоторые участки сварного шва более активными.
Это приводит к возникновению электрохимической разности потенциалов и делает некоторые участки сварного шва более активными.
Гальваническая коррозия является особенно серьезной проблемой, когда сварное соединение используется в суровых условиях, например в морской воде. (Дополнительную информацию см. в разделе Коррозионная усталость сварных соединений морских морских сооружений.) Поэтому необходимо тщательно выбирать соответствующий присадочный металл для суровых условий.
Распад при сварке нержавеющей стали
Во время сварки нержавеющих сталей могут образовываться участки, подверженные коррозии. Процесс, называемый сенсибилизацией, обусловлен образованием карбида хрома по границам зерен. Сенсибилизация истощает запасы хрома в областях, прилегающих к границе зерна, что приводит к образованию локализованных гальванических элементов.
Если содержание хрома падает ниже 12%, необходимых для поддержания пассивной пленки, область становится восприимчивой к коррозии и, вероятно, подвергается межкристаллитному разрушению. Эта атака приводит к разрушению сварного шва и чаще всего встречается в ЗТВ.
Эта атака приводит к разрушению сварного шва и чаще всего встречается в ЗТВ.
Сенсибилизация может быть сведена к минимуму с помощью высокотемпературного отжига и закалки после сварки. Это повторно растворяет хром на границах зерен и предотвращает образование карбида хрома в процессе охлаждения.
Воздействие на ЗТВ может быть сведено к минимуму за счет снятия напряжения после термообработки после сварки (PWHT). Тем не менее, намного легче избежать этого эффекта путем выбора соответствующего материала и надлежащих процедур сварки, таких как:
- Использование низкоуглеродистой нержавеющей стали, такой как 304L и 316L, и, следовательно, предотвратить образование карбида.
- Использование термообработки после сварки.
- Использование стабилизированных сплавов, легированных ниобием или титаном, таких как 347 и 321 соответственно. Ниобий и титан являются сильными карбидообразователями, которые реагируют с углеродом и предотвращают истощение хрома.
Примечание. Дополнительную информацию о различных марках нержавеющей стали см. в разделе «Введение в нержавеющие стали».
Дополнительную информацию о различных марках нержавеющей стали см. в разделе «Введение в нержавеющие стали».
Преимущественная коррозия сварных швов (PWC)
Преимущественная коррозия сварных швов возникает в сварных швах при воздействии морской воды и других агрессивных сред. Состав металла сварного шва обычно оптимизируется для улучшения его механических свойств; это делает их более анодными, чем основная сталь, что приводит к более высокой скорости коррозии по сравнению с их основными металлами.
Причины коррозии включают:
- Различия между составом основного металла и металла сварного шва может быть достаточно для образования гальванического элемента и коррозии.
- Полученная после сварки микроструктура может изменить и снизить коррозионную стойкость металла сварного шва.
- Различия в микроструктурах ЗТВ после сварки и основного металла могут привести к локальному разрушению околошовной зоны.
Преимущественная коррозия сварных швов с большей вероятностью возникает, когда материал находится в контакте с высокоэлектропроводной средой, такой как морская вода. Однако это также может происходить в CO 2 среды с более низкой электропроводностью.
Однако это также может происходить в CO 2 среды с более низкой электропроводностью.
Предпочтительная коррозия металла шва сводится к минимуму за счет добавления легирующих элементов, чтобы сделать металл шва более катодным, чем соседний основной металл.
Методы сварки для минимизации коррозии
Оптимизированный выбор материалов и процедур сварки могут помочь в получении коррозионно-стойкого сварного шва. Полное проплавление сварного шва, обработка после сварки и предотвращение чрезмерного усиления сварного шва являются одними из эффективных способов минимизации геометрических эффектов сварного шва.
Выбор материала
Тщательный выбор и подбор сварочных материалов и расходных материалов уменьшит разницу в микро- и макросоставах сварного шва, тем самым снизив гальванические условия.
Подготовка поверхности
Загрязняющие элементы и соединения на свариваемых поверхностях должны быть удалены, иначе нагрев в процессе сварки может вызвать дефекты сварки, растрескивание и снизить коррозионную стойкость околошовных зон или самого сварного шва.
Сера, фосфор и легкоплавкие элементы могут привести к трещинам в ЗТВ или сварном шве. Если углерод или углеродсодержащие материалы остаются на поверхности при сварке, они могут растворяться и образовывать слой с высоким содержанием углерода, что снижает устойчивость к коррозии в определенных средах.
Необходимо следить за тем, чтобы процесс очистки не создавал других проблем. (Подробнее см. в разделе Подготовка поверхности подложки для предотвращения коррозии.)
Конструкция сварного шва
Неправильная конструкция сварного шва может привести к образованию щелей, в которых задерживаются застойные растворы, что в конечном итоге приводит к точечной или щелевой коррозии. Неправильная форма отложений в таблетках, например, будет способствовать турбулентному потоку и приведет к эрозионной коррозии. Наплавки в хорошей конструкции должны иметь относительно плоские валики, которые имеют низкий профиль и минимальное улавливание шлака. Тщательная подгонка также предотвратит заблокированные напряжения. (Подробнее читайте в статье «Как контролировать коррозию путем улучшения конструкции».)
(Подробнее читайте в статье «Как контролировать коррозию путем улучшения конструкции».)
Сварочный процесс
Часто рекомендуется выполнять прочное соединение путем полного проплавления. Это позволяет избежать зазоров под бортом. Кроме того, следует удалять пулю после каждого прохода. Это можно сделать с помощью рубильного инструмента или болгарки. Геометрия сварного шва должна быть спроектирована таким образом, чтобы обеспечить полное удаление коррозионно-активных и гидрофильных остатков флюса.
Использование подкладочного материала
Рекомендуется при сварке плит или листов, а также при сварке только одной стороны. Если подложка не используется, нижняя сторона может иметь неравномерное проникновение с пустотами, щелями и чрезмерным окислением. Эти дефекты могут инициировать коррозию в дополнение к снижению прочности сварного шва. Медь является предпочтительным материалом для опорных стержней из-за ее высокой теплопроводности.
Обработка поверхности сварного шва
Необходимо проверить наплавленный металл сразу после сварки. Для максимальной устойчивости к коррозии поверхность должна быть гладкой, равномерно окисленной, без неровностей и других посторонних частиц. Для выравнивания шероховатости и сварочных брызг можно использовать шлифовку, а для выравнивания поверхности можно использовать проволочную щетку. Однако обработка щеткой не рекомендуется для нержавеющих сталей, так как это может нарушить пассивную пленку и снизить ее коррозионную стойкость.
Удаление источников водорода
Использование расходных материалов для сварки, таких как электроды для дуговой сварки металлическим электродом с низким содержанием водорода, очистка сварочных поверхностей и сушка флюса уменьшит присутствие поглощения водорода и, следовательно, предотвратит связанное с ним растрескивание, вызванное водородом.
Нанесение поверхностного покрытия
Защитное поверхностное покрытие, нанесенное на сварной шов, а также на основной металл, сводит к минимуму вероятность локальной коррозии, которая может возникнуть из-за различий в составе металла шва.
Термическая обработка после сварки (PWHT)
Обработка снижает градиенты остаточных напряжений и является эффективным методом снижения подверженности коррозионному растрескиванию под напряжением. PWHT уменьшает градиенты состава и образование микрогальванических элементов. Другая роль обработки заключается в транспортировке водорода из областей сварки и, следовательно, предотвращении водородного растрескивания.
Заключение
Коррозия сварных швов может возникать из-за нескольких отдельных факторов или комбинации факторов. Воздействие этих факторов можно свести к минимуму за счет соответствующего выбора материалов и процедур сварки. Снятие напряжения после сварки, удаление шлака, предотвращение щелей, острых надрезов, черновой обработки и гальванических пар являются одними из основных профилактических мер, которые могут свести к минимуму возможность коррозии сварных швов.
Реклама
Связанные термины
- Сварное соединение
- Процесс сварки
- Зона термического влияния
- Сварочный флюс
- Перекристаллизация
- Сварочный шлак
- Сварочные брызги
- Сенсибилизация
- Гальваническая пара
- Водородный крекинг (HIC)
Поделиться этой статьей
Городское электроснабжение
Последняя редакция: 08/2017
Условия доступа
Пожалуйста, ознакомьтесь с данными Условиями доступа. Любой доступ и использование этого сайта и всех веб-сайтов (включая мобильные веб-сайты), приложений или других услуг, на которые распространяются настоящие условия (совместно именуемые «Собственность городского электроснабжения» или «Собственность CES»), а также функции и функции на этой Собственности CES, подпадают под действие настоящих Условий доступа, включая любые условия, условия продажи, условия коммерческого кредита, условия, политики и уведомления, ссылки на которые приведены здесь («Условия»). Имущество CES принадлежит и/или контролируется City Electric Supply Company и ее дочерними компаниями, подразделениями, филиалами и торговыми марками (совместно именуемые «CES»). Получая доступ к Ресурсу CES любым способом, включая, помимо прочего, просмотр Ресурса CES, использование любой информации, содержащейся на Ресурсе CES или в нем, и/или отправку информации на Ресурс CES, вы соглашаетесь с Условиями и обязуетесь соблюдать их, в том числе: но не ограничиваясь этим, проведение транзакций в электронном виде, отказ от гарантий, исключения и ограничения ущерба и возмещения ущерба, а также выбор законодательства Флориды.
Любой доступ и использование этого сайта и всех веб-сайтов (включая мобильные веб-сайты), приложений или других услуг, на которые распространяются настоящие условия (совместно именуемые «Собственность городского электроснабжения» или «Собственность CES»), а также функции и функции на этой Собственности CES, подпадают под действие настоящих Условий доступа, включая любые условия, условия продажи, условия коммерческого кредита, условия, политики и уведомления, ссылки на которые приведены здесь («Условия»). Имущество CES принадлежит и/или контролируется City Electric Supply Company и ее дочерними компаниями, подразделениями, филиалами и торговыми марками (совместно именуемые «CES»). Получая доступ к Ресурсу CES любым способом, включая, помимо прочего, просмотр Ресурса CES, использование любой информации, содержащейся на Ресурсе CES или в нем, и/или отправку информации на Ресурс CES, вы соглашаетесь с Условиями и обязуетесь соблюдать их, в том числе: но не ограничиваясь этим, проведение транзакций в электронном виде, отказ от гарантий, исключения и ограничения ущерба и возмещения ущерба, а также выбор законодательства Флориды.
Время от времени CES может обновлять настоящие Условия. Использование вами Собственности CES после публикации любых изменений настоящих Условий означает ваше согласие с этими изменениями. Вы соглашаетесь периодически просматривать настоящие Условия, чтобы убедиться, что вы знакомы с самой последней версией. CES может по своему усмотрению и в любое время изменить или прекратить использование Собственности CES или любой ее части, с уведомлением или без него, или может запретить вам использовать Собственность CES с уведомлением или без него. Вы соглашаетесь с тем, что у вас нет никаких прав на Собственность CES и что CES не будет нести перед вами никакой ответственности в случае прекращения поддержки Собственности CES или прекращения вашей возможности доступа к Собственности CES или любому контенту, который вы могли разместить на Собственности CES.
Получая доступ к Ресурсу CES или размещая ссылку на него, вы принимаете на себя риск того, что информация о Ресурсе CES может быть неполной, неточной или устаревшей или может не соответствовать вашим нуждам и требованиям. CES может добавлять, изменять, прекращать, удалять или приостанавливать любую информацию, функции и другой контент, включенный в Собственность CES, в любое время без предварительного уведомления и без какой-либо ответственности. Из-за открытого характера Собственности CES и возможных ошибок при хранении и передаче цифровой информации CES не гарантирует точность информации, содержащейся на Собственности CES или полученной от нее.
CES может добавлять, изменять, прекращать, удалять или приостанавливать любую информацию, функции и другой контент, включенный в Собственность CES, в любое время без предварительного уведомления и без какой-либо ответственности. Из-за открытого характера Собственности CES и возможных ошибок при хранении и передаче цифровой информации CES не гарантирует точность информации, содержащейся на Собственности CES или полученной от нее.
Лицензия и доступ к собственности CES
CES предоставляет вам ограниченную, неисключительную, не подлежащую передаче и сублицензированию лицензию на доступ и личное и некоммерческое использование собственности CES. Эта лицензия не распространяется на перепродажу или коммерческое использование какой-либо собственности CES или ее содержимого; любой сбор и использование любых списков продуктов, описаний или цен; любое производное использование любой Собственности CES или ее содержимого; любую загрузку, копирование или иное использование информации об учетной записи в интересах любой третьей стороны; или любое использование интеллектуального анализа данных, роботов или аналогичных инструментов сбора и извлечения данных.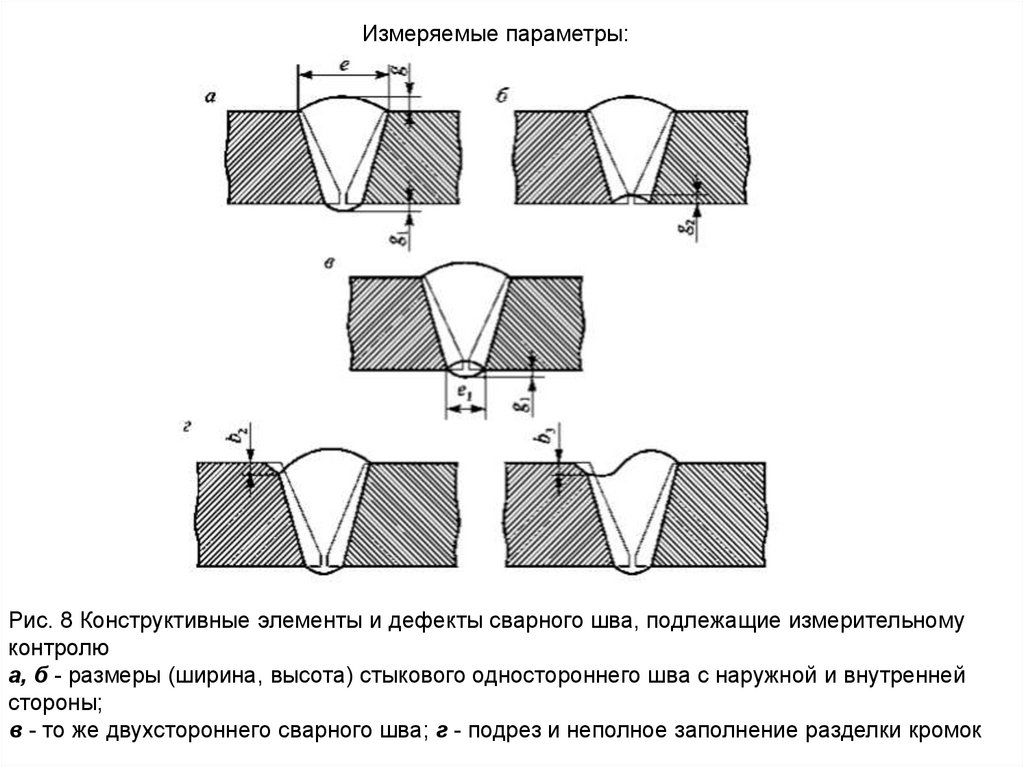 Любой доступ или попытка доступа к другим областям любой компьютерной системы CES или другой информации, содержащейся в системе, для любых других целей строго запрещены.
Любой доступ или попытка доступа к другим областям любой компьютерной системы CES или другой информации, содержащейся в системе, для любых других целей строго запрещены.
При использовании Собственности CES: (a) вы не будете использовать какие-либо средства электронной связи Собственности CES в любых целях, которые являются незаконными, неправомерными, оскорбительными, нарушающими частную жизнь других, преследующими, клеветническими, дискредитирующими, смущающими, непристойными, угрожающими , или ненавистный; (b) вы не будете загружать, публиковать, воспроизводить или распространять любую информацию, программное обеспечение, контент или другие материалы, защищенные авторским правом или любым другим правом интеллектуальной собственности (а также правами на публичность и конфиденциальность) без предварительного получения разрешения владельца таких прав; (c) вы не будете собирать или хранить личные данные о других пользователях; (d) вы не будете использовать Собственность CES для каких-либо коммерческих операций, не связанных с целями, для которых была предоставлена Собственность CES; (e) вы не будете загружать, публиковать, отправлять по электронной почте или иным образом передавать в интерактивных функциях, предназначенных для широкой публики, любые рекламные или рекламные материалы или любую другую форму запроса или несанкционированного общения; и (f) вы не будете загружать, публиковать, отправлять по электронной почте или иным образом передавать какие-либо материалы, содержащие вирусы или любой другой компьютерный код, файлы или программы, которые могут прерывать, ограничивать или мешать работе любого компьютерного программного или аппаратного обеспечения или телекоммуникаций. оборудование.
оборудование.
Содержимое CES
Содержимое Собственности CES, предоставленное CES или ее лицензиарами, включая определенную графику, фотографии, изображения, снимки экрана, текст, загружаемые в цифровом виде файлы, товарные знаки, логотипы, названия продуктов, услуг и программ, слоганы, и компиляция вышеизложенного («Контент CES») является собственностью CES или ее лицензиаров и защищена в США и на международном уровне в соответствии с законами о товарных знаках, авторском праве и другими законами об интеллектуальной собственности.
Вы соглашаетесь не загружать, не отображать и не использовать какой-либо Контент CES для использования в каких-либо публикациях, публичных выступлениях или на веб-сайтах или в приложениях, отличных от Собственности CES, в каких-либо неразрешенных коммерческих целях, в связи с продуктами или услугами, которые не являются собственностью CES. те, что принадлежат CES, любым другим способом, который может вызвать путаницу, умаляет или дискредитирует CES и/или ее лицензиаров, или ослабляет силу интеллектуальной собственности CES или ее лицензиара, или иным образом нарушает интеллектуальную собственность CES или ее лицензиаров. права (в том числе с помощью очистки экрана, сбора данных в Интернете, извлечения данных или аналогичного программного обеспечения или технологий). Вы также соглашаетесь не злоупотреблять Контентом CES или Контентом пользователя (см. определение ниже) каким-либо иным образом.
права (в том числе с помощью очистки экрана, сбора данных в Интернете, извлечения данных или аналогичного программного обеспечения или технологий). Вы также соглашаетесь не злоупотреблять Контентом CES или Контентом пользователя (см. определение ниже) каким-либо иным образом.
Обзоры, контент и материалы
Время от времени в определенных разделах Собственности CES вы можете отправлять обзоры, комментарии, отзывы и некоторые другие материалы («Пользовательский контент»). Используя эти функции, вы соглашаетесь с тем, что: (а) вы не будете публиковать какой-либо контент, который является незаконным, вредным, неправомерным, клеветническим, клеветническим, непристойным, нарушающим частную жизнь другого человека, угрожающим, преследующим, оскорбительным, ненавистным, расистским, нарушающие авторские права, порнографические, насильственные или иным образом нежелательные или неуместные, как это определено CES по своему усмотрению; (b) вы не будете публиковать какой-либо контент, содержащий личную информацию о каком-либо лице, нарушающий конфиденциальность/гласность любого другого физического или юридического лица или что-либо, что вы по договору обязаны хранить в тайне или конфиденциально; (c) вы не будете выдавать себя за какое-либо лицо или организацию, включая, помимо прочего, персонал CES, или искажать связь с другим лицом или организацией; и (d) вы не будете публиковать какой-либо контент, содержащий вирусы, поврежденные файлы или любое другое подобное программное обеспечение или программы, которые могут неблагоприятно повлиять на работу Ресурса CES или любой функции Ресурса CES. Вы также понимаете и соглашаетесь с тем, что у вас нет прав собственности на какую-либо учетную запись, которую вы можете иметь в CES, или другой доступ к собственности CES или ее функциям. CES может закрыть или приостановить действие вашей учетной записи и удалить весь Пользовательский контент, связанный с вашей учетной записью, в любое время и без предварительного уведомления, если CES сочтет, что вы нарушили настоящие Условия, закон или по любой другой причине. CES не несет ответственности за любую информацию, удаленную из Собственности CES, и оставляет за собой право навсегда ограничить доступ к Собственности CES или учетной записи пользователя.
Вы также понимаете и соглашаетесь с тем, что у вас нет прав собственности на какую-либо учетную запись, которую вы можете иметь в CES, или другой доступ к собственности CES или ее функциям. CES может закрыть или приостановить действие вашей учетной записи и удалить весь Пользовательский контент, связанный с вашей учетной записью, в любое время и без предварительного уведомления, если CES сочтет, что вы нарушили настоящие Условия, закон или по любой другой причине. CES не несет ответственности за любую информацию, удаленную из Собственности CES, и оставляет за собой право навсегда ограничить доступ к Собственности CES или учетной записи пользователя.
Отображая, публикуя или иным образом размещая любой Пользовательский контент на Собственности CES или через нее, вы тем самым предоставляете CES ограниченную, неисключительную, передаваемую, сублицензируемую, всемирную, полностью оплаченную, безвозмездную лицензию на использование, изменять, публично исполнять, публично демонстрировать, воспроизводить и распространять такой Пользовательский контент на любых и всех носителях, известных в настоящее время или разработанных в будущем, без требования произвести оплату вам или какой-либо третьей стороне или необходимости запрашивать разрешение какой-либо третьей стороны.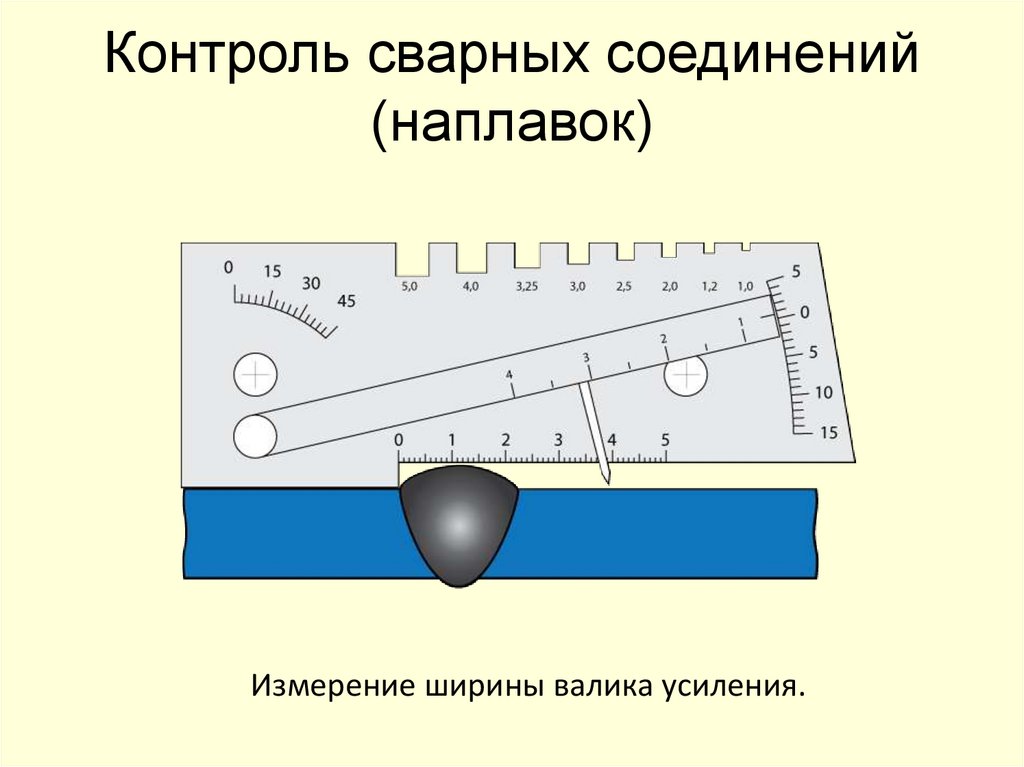 Эта лицензия включает в себя право размещать, индексировать, кэшировать, распространять и помечать любой Пользовательский контент, а также право сублицензировать Пользовательский контент третьим лицам (включая других пользователей) для использования в маркетинге или на других носителях или платформах, известных или в дальнейшем разработан. Вы по-прежнему сохраняете за собой все права собственности на свой Пользовательский контент, и вы по-прежнему имеете право использовать свой Пользовательский контент любым способом по вашему выбору в соответствии с настоящими Условиями и описанной здесь лицензией. Вы заявляете и гарантируете, что владеете или имеете действующую лицензию на использование контента, отправленного, отображаемого, опубликованного или размещенного вами на Собственности CES, и иным образом имеете право предоставлять лицензию, изложенную в настоящем документе, а также отображение, публикацию или размещение любой контент, который вы отправляете, и его использование CES не нарушает и не будет нарушать права на неприкосновенность частной жизни, права на публичное использование, авторские права, права на товарные знаки, патенты, договорные права или любые другие права на интеллектуальную собственность или другие права любого физического или юридического лица.
Эта лицензия включает в себя право размещать, индексировать, кэшировать, распространять и помечать любой Пользовательский контент, а также право сублицензировать Пользовательский контент третьим лицам (включая других пользователей) для использования в маркетинге или на других носителях или платформах, известных или в дальнейшем разработан. Вы по-прежнему сохраняете за собой все права собственности на свой Пользовательский контент, и вы по-прежнему имеете право использовать свой Пользовательский контент любым способом по вашему выбору в соответствии с настоящими Условиями и описанной здесь лицензией. Вы заявляете и гарантируете, что владеете или имеете действующую лицензию на использование контента, отправленного, отображаемого, опубликованного или размещенного вами на Собственности CES, и иным образом имеете право предоставлять лицензию, изложенную в настоящем документе, а также отображение, публикацию или размещение любой контент, который вы отправляете, и его использование CES не нарушает и не будет нарушать права на неприкосновенность частной жизни, права на публичное использование, авторские права, права на товарные знаки, патенты, договорные права или любые другие права на интеллектуальную собственность или другие права любого физического или юридического лица. Несмотря на вышеизложенное, вы признаете, что ваш Пользовательский контент может содержать концепции, идеи, материалы, предложения, предложения и тому подобное, относящиеся к CES или ее инициативам (ваши «Идеи»). В отношении ваших Идеи вы признаете, что: (a) CES получает многочисленные предложения от многих сторон и/или может независимо разрабатывать и/или рассматривать идеи, похожие на ваши Идеи, и что проверка CES ваших Идеи не является признанием новизны, приоритет или оригинальность; и (b) использование CES любых идей, идентичных вашим Идеи или похожих на них, независимо от того, основано ли оно на вашем Пользовательском контенте, предоставлено CES третьими лицами или независимо разработано или рассмотрено CES, не несет перед вами никаких обязательств.
Несмотря на вышеизложенное, вы признаете, что ваш Пользовательский контент может содержать концепции, идеи, материалы, предложения, предложения и тому подобное, относящиеся к CES или ее инициативам (ваши «Идеи»). В отношении ваших Идеи вы признаете, что: (a) CES получает многочисленные предложения от многих сторон и/или может независимо разрабатывать и/или рассматривать идеи, похожие на ваши Идеи, и что проверка CES ваших Идеи не является признанием новизны, приоритет или оригинальность; и (b) использование CES любых идей, идентичных вашим Идеи или похожих на них, независимо от того, основано ли оно на вашем Пользовательском контенте, предоставлено CES третьими лицами или независимо разработано или рассмотрено CES, не несет перед вами никаких обязательств.
Любые предоставленные вами фотографии могут быть использованы по собственному усмотрению CES. Отправляя фотографию, вы предоставляете CES бессрочное, безотзывное, безвозмездное, передаваемое право и лицензию на использование, копирование, изменение, адаптацию и публикацию вашей фотографии в любых средствах массовой информации по всему миру без компенсации вам. Вы должны присылать только те фотографии, которые были сделаны вами лично.
Вы должны присылать только те фотографии, которые были сделаны вами лично.
Сторонние технологии, веб-сайты и приложения
Собственность CES может включать сторонние технологии, услуги, программное обеспечение, приложения и ссылки на сторонние веб-сайты («Технологии»). CES не несет ответственности за практику или политику таких третьих лиц, а также за содержание любых сторонних веб-сайтов или приложений и не делает никаких заявлений относительно сторонних продуктов или технологий, а также содержания или точности любых материалов на таких веб-сайтах или приложениях. . Если вы решите использовать любой такой сторонний веб-сайт или приложение, вы делаете это на свой страх и риск.
Насколько это применимо, использование вами такой сторонней Технологии регулируется настоящими Условиями, а также дополнительными условиями любой третьей стороны, которые объединяются в настоящем документе.
Возмещение убытков
Вы соглашаетесь возмещать убытки, защищать и ограждать CES, ее родительские, аффилированные, дочерние компании, должностных лиц, сотрудников и подрядчиков веб-сайта, а также каждого из их должностных лиц, сотрудников и агентов от любых претензий, убытков и расходов, включая разумные гонорары и расходы на адвокатов, связанные с нарушением вами Условий или возникающие в результате использования Пользовательского контента, который вы предоставили, разместили или иным образом предоставили CES или Собственности CES.
Заявления и ограничения ответственности
CES не делает никаких заявлений относительно надежности характеристик или функций Собственности CES, Контента, Пользовательского контента или любых других характеристик или функций Собственности CES и отказывается от любой ответственности в случае любого отказ службы. Вы признаете, что любое использование таких материалов или систем осуществляется на ваш страх и риск. CES не делает никаких заявлений относительно количества времени, в течение которого будет сохраняться любой Контент или Пользовательский контент. CES не подтверждает, не проверяет, не оценивает и не гарантирует какую-либо информацию, предоставленную пользователями, и ничто не может рассматриваться как одобрение, проверка или гарантия любого Пользовательского контента. Вы признаете и соглашаетесь с тем, что любое использование или использование любого Пользовательского контента осуществляется на ваш страх и риск, и вы несете единоличную ответственность за любое такое использование или использование.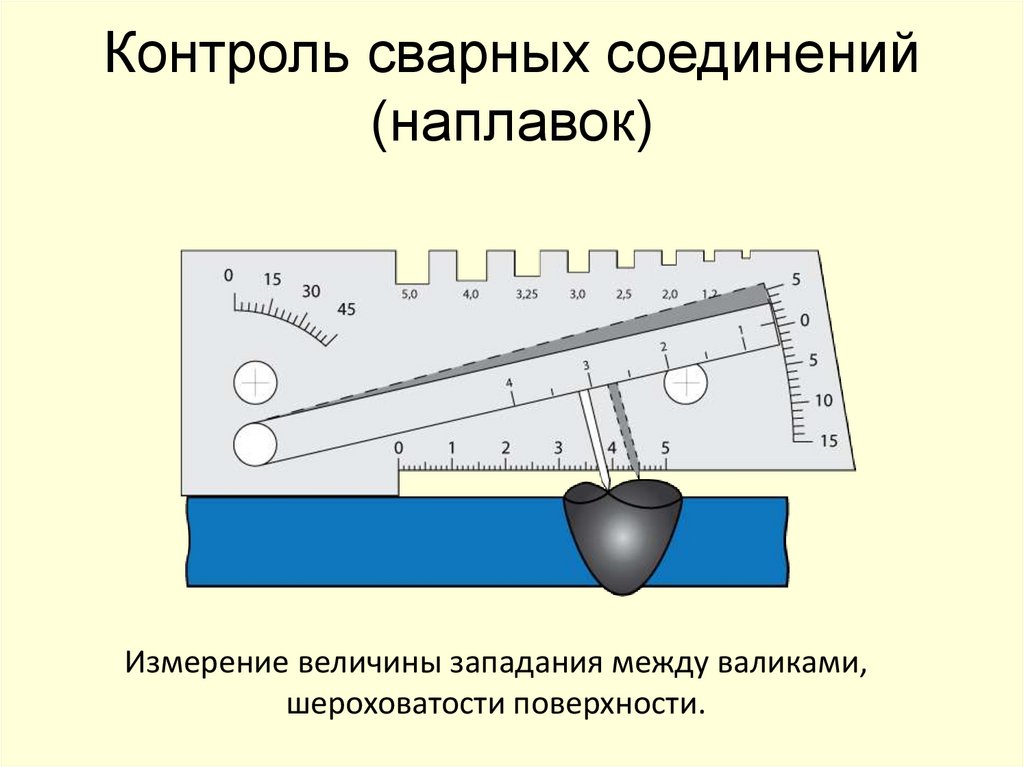 Вы не должны создавать или распространять информацию, включая, помимо прочего, рекламу, пресс-релизы или другие маркетинговые материалы, а также включать ссылки на любые сайты, содержащие или предлагающие одобрение со стороны CES, без предварительного рассмотрения и письменного одобрения со стороны CES.
Вы не должны создавать или распространять информацию, включая, помимо прочего, рекламу, пресс-релизы или другие маркетинговые материалы, а также включать ссылки на любые сайты, содержащие или предлагающие одобрение со стороны CES, без предварительного рассмотрения и письменного одобрения со стороны CES.
ЭТОТ САЙТ ПРЕДОСТАВЛЯЕТСЯ НА УСЛОВИЯХ «КАК ЕСТЬ, КАК ДОСТУПНО». НИКАКИХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ ГАРАНТИЯМИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ, НЕНАРУШЕНИЯ ПРАВ, ПРАВА, ТОЧНОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, НЕ ПРЕДОСТАВЛЯЕТСЯ В ОТНОШЕНИИ ДАННОГО САЙТА ИЛИ ЛЮБОЙ ИНФОРМАЦИИ ИЛИ ТЕХНОЛОГИЙ НА НЕМ. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ, ВКЛЮЧАЯ НЕБРЕЖНОСТЬ, CES ИЛИ ЕЕ ЛИЦЕНЗИАРЫ НЕ НЕСУТ ОТВЕТСТВЕННОСТИ ЗА КАКИЕ-ЛИБО ПРЯМЫЕ, КОСВЕННЫЕ, СЛУЧАЙНЫЕ, ОСОБЫЕ, ШТРАФНЫЕ ИЛИ ПОСЛЕДУЮЩИЕ УБЫТКИ, КОТОРЫЕ ЯВЛЯЮТСЯ РЕЗУЛЬТАТОМ ИСПОЛЬЗОВАНИЯ ИЛИ НЕВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ ДАННОГО САЙТА, ТАК ЖЕ CES ИЛИ ЕЕ ЛИЦЕНЗИАРЫ НЕ НЕСУТ ОТВЕТСТВЕННОСТИ. ЗА ЛЮБОЙ УЩЕРБ, СВЯЗАННЫЙ С ОШИБКАМИ, УПУЩЕНИЯМИ, ПЕРЕРЫВАМИ, УДАЛЕНИЕМ ФАЙЛОВ, ОШИБКАМИ, ДЕФЕКТАМИ, ЗАДЕРЖКАМИ В РАБОТЕ ИЛИ ПЕРЕДАЧЕ, ИЛИ ЛЮБЫМИ НЕИСПРАВНОСТЯМИ, ВЫЗВАННЫМИ ИЛИ НЕ ВЫЗВАННЫМИ СОБЫТИЯМИ, НЕ СВЯЗАННЫМИ С CES ИЛИ ЕЕ ЛИЦЕНЗИАРАМИ. ОГРАНИЧИВАЕТСЯ СТИХИЙНЫМИ ДЕЙСТВИЯМИ, СБОЕМ ЛИНИИ СВЯЗИ, КРАЖЕЙ, УНИЧТОЖЕНИЕМ ИЛИ НЕСАНКЦИОНИРОВАННЫМ ДОСТУПОМ К ЗАПИСЯМ, ПРОГРАММАМ ИЛИ УСЛУГАМ ЭТОГО САЙТА. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЯ ДЕЙСТВИЕМ ПО ХАЛАТНОСТИ, CES, ЕЕ АФФИЛИРОВАННЫЕ ЛИЦА, АГЕНТЫ ИЛИ ЛИЦЕНЗИАРЫ НЕ НЕСУТ ОТВЕТСТВЕННОСТИ ЗА ЛЮБОЙ УЩЕРБ ЛЮБОГО РОДА, СВЯЗАННЫЙ В РЕЗУЛЬТАТЕ ИСПОЛЬЗОВАНИЯ ИЛИ НЕВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ САЙТА, ДАЖЕ ЕСЛИ CES БЫЛО ПРЕДУПРЕЖДЕНО О ВОЗМОЖНОСТИ ТАКИХ ПОВРЕЖДЕНИЙ. В НЕКОТОРЫХ ЮРИСДИКЦИЯХ НЕ ДОПУСКАЕТСЯ ОГРАНИЧЕНИЕ ИЛИ ИСКЛЮЧЕНИЕ ОТВЕТСТВЕННОСТИ ЗА СЛУЧАЙНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ; ПОЭТОМУ ВЫШЕУКАЗАННОЕ ОГРАНИЧЕНИЕ ИЛИ ИСКЛЮЧЕНИЕ ПРИМЕНЯЕТСЯ К ВАМ ТОЛЬКО В ПОЛНОЙ МЕРЕ, РАЗРЕШЕННОЙ ЗАКОНОМ.
ОГРАНИЧИВАЕТСЯ СТИХИЙНЫМИ ДЕЙСТВИЯМИ, СБОЕМ ЛИНИИ СВЯЗИ, КРАЖЕЙ, УНИЧТОЖЕНИЕМ ИЛИ НЕСАНКЦИОНИРОВАННЫМ ДОСТУПОМ К ЗАПИСЯМ, ПРОГРАММАМ ИЛИ УСЛУГАМ ЭТОГО САЙТА. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЯ ДЕЙСТВИЕМ ПО ХАЛАТНОСТИ, CES, ЕЕ АФФИЛИРОВАННЫЕ ЛИЦА, АГЕНТЫ ИЛИ ЛИЦЕНЗИАРЫ НЕ НЕСУТ ОТВЕТСТВЕННОСТИ ЗА ЛЮБОЙ УЩЕРБ ЛЮБОГО РОДА, СВЯЗАННЫЙ В РЕЗУЛЬТАТЕ ИСПОЛЬЗОВАНИЯ ИЛИ НЕВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ САЙТА, ДАЖЕ ЕСЛИ CES БЫЛО ПРЕДУПРЕЖДЕНО О ВОЗМОЖНОСТИ ТАКИХ ПОВРЕЖДЕНИЙ. В НЕКОТОРЫХ ЮРИСДИКЦИЯХ НЕ ДОПУСКАЕТСЯ ОГРАНИЧЕНИЕ ИЛИ ИСКЛЮЧЕНИЕ ОТВЕТСТВЕННОСТИ ЗА СЛУЧАЙНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ; ПОЭТОМУ ВЫШЕУКАЗАННОЕ ОГРАНИЧЕНИЕ ИЛИ ИСКЛЮЧЕНИЕ ПРИМЕНЯЕТСЯ К ВАМ ТОЛЬКО В ПОЛНОЙ МЕРЕ, РАЗРЕШЕННОЙ ЗАКОНОМ.
Информация о перекрестных ссылках
Сравнение перекрестных ссылок продуктов или представленные альтернативы продуктов не подразумевают, что все сравниваемые продукты доступны или полностью сопоставимы. ПРОДУКТЫ, СВЯЗАННЫЕ С ПЕРЕКРЕСТНЫМИ ССЫЛКАМИ, НЕ ПРЕДСТАВЛЕНЫ И НЕ ГАРАНТИРУЮТСЯ КАК ФУНКЦИОНАЛЬНЫЕ ИЛИ ЭФФЕКТИВНЫЕ ЭКВИВАЛЕНТЫ. Ознакомьтесь со всеми перекрестными ссылками на спецификации продукта перед покупкой и использованием, чтобы определить, подходит ли продукт для предполагаемого использования.
Ознакомьтесь со всеми перекрестными ссылками на спецификации продукта перед покупкой и использованием, чтобы определить, подходит ли продукт для предполагаемого использования.
Гипертекстовые ссылки
Собственность CES может быть связана с другими сайтами, которые не поддерживаются CES. CES не несет ответственности за содержание, конфиденциальность или другие политики, регулирующие эти сайты. Включение любой ссылки на такие сайты не означает одобрения, спонсорства или рекомендации CES связанных сайтов. CES не несет никакой ответственности за ссылки: (а) с другого сайта на Собственность CES и (б) на другой сайт с Собственности CES. Чтобы разместить ссылку на Ресурс CES, все пользователи должны соблюдать Условия размещения ссылок CES.
Патенты
Один или несколько патентов и находящихся на рассмотрении заявок на патенты, принадлежащие CES, относятся к Собственности CES, а также к функциям и услугам, доступным через Собственность CES.
Товарные знаки
Товарные знаки, торговые наименования, названия продуктов и логотипы («Товарные знаки»), содержащиеся или используемые CES Property или сторонней технологией, являются товарными знаками или зарегистрированными товарными знаками их соответствующих владельцев, и использование таких товарных знаков должно действовать в интересах владельца товарного знака.
Разное
Настоящие Условия регулируются и толкуются в соответствии с законами Флориды без учета принципов коллизионного права. Используя этот сайт, вы тем самым соглашаетесь с тем, что любые споры, касающиеся настоящих Условий, будут рассматриваться в судах, расположенных в округе Лейк или Ориндж, штат Флорида. Настоящие Условия действуют в максимально возможной степени, разрешенной законом. Доступ к материалам на Собственности CES определенными лицами в определенных странах может быть незаконным, и CES не делает никаких заявлений о том, что материалы на Собственности CES подходят или доступны для использования за пределами США. Если вы решите получить доступ к собственности CES из-за пределов Соединенных Штатов, вы делаете это на свой страх и риск и несете ответственность за соблюдение любых применимых местных законов.
В некоторых разделах Собственности CES вам может быть предоставлена возможность предоставить CES личную информацию. Пожалуйста, ознакомьтесь с Политикой конфиденциальности CES для получения дополнительной информации о методах сбора и использования информации CES, какая политика применяется к информации, собранной на Собственности CES, и использование вами Собственности CES регулируется этой политикой.
Если CES не предпримет никаких действий в отношении вашего или любого другого нарушения в любом случае, CES не отказывается от своего права действовать в отношении будущих или подобных нарушений.
Если какое-либо положение настоящих Условий окажется незаконным, недействительным или по какой-либо причине не имеющим исковой силы, то такое положение будет считаться отделимым от настоящих Условий и не повлияет на действительность и применимость любых остальных положений настоящих Условий.
Банковские счета, сбережения, жилищные кредиты и многое другое.
3 тысячи долларов
Предложение кэшбэка
Предложение кэшбэка в размере 3 тысяч долларов на дом.
Вы можете получить кэшбэк в размере 3 тысяч долларов, если рефинансируете соответствующий критериям жилищный кредит в ING. Минимальная сумма рефинансирования 500 тыс. Необходимо подать заявку до 30 сентября 2022 г. и оплатить до 31 декабря 2022 г. Нажмите здесь, чтобы ознакомиться с положениями и условиями.
Узнать больше
Предупреждение о мошенничестве с инвестициями
ING не предлагает отдельные облигационные продукты и не может предоставить какую-либо информацию об облигационных продуктах. Мы рекомендуем поговорить с финансовым профессионалом, когда речь идет об инвестировании в любой тип активов или ценных бумаг.
Узнайте больше
Финансовая поддержка
Нужна финансовая поддержка с жилищным кредитом, личным кредитом или кредитной картой?
Посетите раздел часто задаваемых вопросов
KYC
Узнайте больше о процессе «Знай своего клиента».
Узнайте, как ING может помочь вам
Узнайте больше из этого краткого и простого руководства по банковским операциям с ING.
Банковское дело и сбережения
Кредитные карты
Потребительские кредиты
Покупка недвижимости
Создание богатства
Бизнес
Легкий доступ к повседневным банковским услугам с большими преимуществами.

Не усложняйте ежедневные банковские операции. С Orange Everyday и Savings Maximiser выбор способа оплаты остается за вами. Вот как ING может помочь.
EVERYDAY BANKING
Orange Everyday
Вы можете получить кэшбэк в размере 1% от соответствующих счетов за коммунальные услуги. Применяются положения и условия.
$0 Комиссия ING за международные транзакции при совершении покупок в Интернете и за границей.
Экономьте на комиссиях, получая до 5 сниженных комиссий за снятие средств в банкоматах в месяц в Австралии и за рубежом.
Доступно, если клиенты вносят более 1000 долларов США из внешнего источника на любой личный счет ING на свое имя (за исключением Living Super, Personal Loans и Orange One) и ежемесячно совершают 5 или более расчетных (не ожидающих) соответствующих критериям покупок по карте ING.
При выполнении критериев в течение календарного месяца льготы будут применяться в следующем календарном месяце.
Узнать больше об Orange Everyday
СБЕРЕГАТЕЛЬНЫЙ СЧЕТ
Savings Maximiser
За каждый месяц, что вы:
— депозит $1,000+ из внешнего источника,
— сделать 5+ покупок по карте, которые рассчитаны (не ожидаются) и
— увеличить назначенный баланс Savings Maximiser (исключая проценты, полученные за этот месяц)
вы получаете эти льготы в следующем календарном месяце:
Вы можете зарабатывать до % годовых. переменная процентная ставка по одному назначенному счету Savings Maximiser на остаток до 100 000 долларов США (если у вас также есть Orange Everyday)
переменная процентная ставка по одному назначенному счету Savings Maximiser на остаток до 100 000 долларов США (если у вас также есть Orange Everyday)
Узнайте больше о Savings Maximiser
Посмотреть все продукты для накоплений
Жизнь полна сюрпризов. Личный кредит ING не является.
ING необеспеченные потребительские кредиты доступны от 6,99% в год до 10,99% годовых (сравнительная ставка от 7,20% годовых до 11,21% годовых).
ЛИЧНЫЕ КРЕДИТЫ
ING Личный кредит
Получите свои средства раньше, если у вас есть Orange Everyday.
Мы автоматически перечислим ваши средства на ваш счет, как только вы примете данные о кредите.
Узнайте больше о ING Personal Loan
EVERYDAY BANKING
Orange Everyday
Доступно, если клиенты вносят более 1000 долларов в месяц (например, свою зарплату) и совершают 5+ покупок по карте, которые оплачиваются (не ожидаются) каждый месяц, чтобы получить эти льготы в следующем календарном месяце:
Вы можете получить кэшбэк в размере 1% от соответствующих счетов за коммунальные услуги. Применяются положения и условия.
Применяются положения и условия.
‘$0’ Комиссия за международную транзакцию при совершении покупок в Интернете и за границей.
Экономьте на комиссиях, получая до 5 сниженных комиссий за снятие средств в банкоматах в месяц в Австралии и за рубежом.
Узнайте больше об Orange Everyday
Для всего, что есть на картах
Выберите выгодную карту с низким тарифом без годовой платы или нашу платиновую карту, которая дает вам возврат денег за ваши расходы.
КРЕДИТНЫЕ КАРТЫ
Orange One Low Rate
Выберите выгодную карту с бесплатным годовым обслуживанием и низкой фиксированной процентной ставкой от самого рекомендуемого банка Австралии.
Без годовой платы И низкий % годовых переменная ставка на покупки
Никаких комиссий за международные транзакции ING, если вы вносите не менее 1000 долларов в месяц на ваш Orange Everyday и совершайте 5+ покупок по карте, которые оплачиваются (не ожидаются) каждый месяц
Мобильные платежи стали проще благодаря Apple Pay и Google Pay
Доступны кредитные лимиты от 1000 до 30 000 долларов США
Узнайте больше о наших кредитных картах
Сравните все наши кредитные карты
Оплатите покупки и установите условия по своему выбору, используя планы рассрочки, и получите еще более низкую процентную ставку % годовых.
Настройте персонализированные уведомления, чтобы быть в курсе событий
Настройте автоматическое погашение с вашей соответствующей учетной записи ING
Добавьте держателя дополнительной карты всего за 10 долларов за карту
Мы здесь, чтобы облегчить ваш следующий шаг
Упростите процесс покупки дома или рефинансирования с помощью простого и понятного ипотечного кредита. Тогда сэкономьте на страховке и деньгах, держа все под одной крышей. Вот как ING может помочь.
КРЕДИТ НА ЖИЛЬЕ
Лучшее место для вашего дома
Мы можем помочь вам в достижении ваших целей в сфере недвижимости, начиная с новичков и заканчивая сменщиками.
Ваш собственный специалист по ипотечному кредитованию будет рядом, чтобы помочь вам на каждом этапе пути.
Онлайн-калькуляторы, которые помогут вам оценить вашу кредитоспособность, выплаты и компенсационные сбережения.
Низкие переменные и фиксированные процентные ставки с возможностью разделения кредита.
Сравните наши жилищные кредиты
СТРАХОВАНИЕ
СТРАХОВАНИЕ ДОМА И СОДЕРЖИМОГО
Защитите то, что вам нравится, с помощью комбинированного страхования дома и имущества. Сэкономьте 30 % на своем базовом страховом взносе в Интернете за первый год.
Выберите обложку, которая подходит именно вам: домашняя, содержание, домашняя и содержание или дополнительные обложки.
Расслабьтесь с новым взамен старого — покрытие на случай пожара, шторма, кражи и покрытие юридической ответственности на 20 миллионов долларов. Полную информацию см. в PDS.
Делайте заявки круглосуточно и без выходных онлайн или по телефону.
Узнайте больше о страховании дома и имущества
Заставьте свои деньги работать усерднее.
Сэкономьте на будущее и приумножьте свое состояние с помощью опций, которые могут принести долгосрочные выгоды. Вот как ING может помочь.
SUPERANNUATION
Living Super
Экономьте больше в долгосрочной перспективе для своего пенсионного образа жизни с нашим простым супер-решением.
Узнать больше о Living Super
СБЕРЕГАТЕЛЬНЫЙ СЧЕТ
Savings Maximiser
За каждый месяц, что вы:— депозит $1,000+ из внешнего источника,
— сделать 5+ покупок по карте, которые рассчитаны (не ожидаются) и
— увеличить назначенный баланс Savings Maximiser (исключая проценты, полученные за этот месяц)
вы получаете эти льготы в следующем календарном месяце:
Вы можете зарабатывать до % годовых. переменная процентная ставка по одному назначенному счету Savings Maximiser на остаток до 100 000 долларов США (если у вас также есть Orange Everyday)
Узнайте больше о Savings Maximiser
Посмотреть все сберегательные продукты
Специалисты по депозитам предприятий и коммерческому кредитованию.
Конкурентоспособные ставки по срочным депозитам, сбережениям с высокой плавающей процентной ставкой и кредитам на коммерческую недвижимость.
Business Savings
Business Optimizer
Сберегательный счет для бизнеса с высокой переменной процентной ставкой и круглосуточным доступом.
Узнать больше о Business Optimiser
Просмотреть все Сберегательный счет для бизнеса
Коммерческие кредиты
Специализированная поддержка
Если вам требуется более 500 000 долларов США для коммерческой недвижимости, наша команда специалистов может помочь вам с опытом, накопленным за 25 лет в реальном рынок недвижимости. Варианты финансирования включают:
Кредиты с переменным или фиксированным сроком
Финансирование традиционных инвестиций в недвижимость, такую как коммерческая, промышленная, торговая или многоквартирная жилая недвижимость
Проекты развития и строительства
Узнайте больше о коммерческих кредитах
Банк и сохранение
Легкий доступ к повседневным банковским услугам с большими преимуществами. Сберегательные счета с конкурентоспособными процентными ставками, без комиссий ING и вознаграждений за сбережения у нас.
Оранжевый Каждый день
Orange Everyday Youth
Savings Maximiser
Просмотреть все сберегательные счета
Business Optimiser
Другие продукты для бизнеса
Кредитные карты
Кредитные карты с такими удобными функциями, как автооплата и рассрочка, которые помогут вам контролировать свои финансы.
Orange One Low Rate
Orange One Rewards Platinum
Все кредитные карты
Персональные кредиты
ING Индивидуальный кредит с низкой фиксированной процентной ставкой дает вам уверенность в ваших платежах, а также отсутствие комиссий за досрочное погашение, а также ежемесячных или годовых платежей.
ИНГ Персональный кредит
Жилищные кредиты
Простой для понимания жилищный кредит с конкурентоспособными ставками, вариантами комиссий и специальными предложениями.
Orange Advantage
Кредиты с фиксированной процентной ставкой
Посмотреть все жилищные кредиты
Приоритетные коммерческие кредиты
Финансирование коммерческой недвижимости
Страхование
Помогите позаботиться о себе с:
ING Health Insurance
Защитите то, что вы любите, и сэкономьте на своем базовом страховом взносе за первый год при покупке этих полисов онлайн:
Скидка 30 % на комбинированную страховку ING Home and Contents
Скидка 15 % на страховку ING Contents
Скидка 15 % на страховку ING Home
Скидка 15 % на страховку ING Car
Страхование
Скидка 15% ING Motorcycle Insurance
Применяются положения и условия — см.