Уголок магнитный для сварки углы 30*, 45*, 60*, 75*, 90*, 135* 23кг
Главная / Каталог товаров / Все для строительства и монтажа / Сварочное оборудование / Расходные материалы для сварки / Магнитные держатели для сварки / Уголок магнитный для сварки углы 30*, 45*, 60*, 75*, 90*, 135* 23кг
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0710901
Производитель
Forceberg
Артикул
9-4014532
Единица продажи
Шт. (625)
Ид товара
0000000000000000036278804870
Магнитный держатель для сварки для 6 углов, усилие до 23 кг
Магнитный угольник на 6 углов подходит для сварки профилей, труб, уголков или листов металла
удобно
просто
углы крепления — 30, 45, 60, 75, 90, 135
сила сцепления — до 23 кг
Благодаря этому приспособлению существенно упрощается работа с такими видами металлических изделий, как:
• трубы;
• листовая сталь;
• прокат и пр.

Магнитные угольники позволяют надёжно зафиксировать детали, подлежащие сварке. Соединяемые элементы можно расположить под шестью разными углами. Сила сцепления, обеспечиваемая этим держателем, позволяет удерживать компоненты конструкции общим весом до 23 кг. Использование магнитных держателей сокращает время, затрачиваемое на монтаж, и позволяет обходиться без помощников.
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Близкие по цене похожие товары
Код товара: 0000986357
Уголок магнитный для сварки МP-11 (30°,45°,60°,75°,90°,135° 11кг)
Производитель
Forceberg
Артикул
95918
Код товара: 0000986356
Набор магнитных держателей для сварки МНБ 9/2 (60°, 90° 9кг)
Артикул
95917
Код товара: 0692611
Уголок магнитный для сварки углы 30*, 45*, 60*, 75*, 90*, 135* 34кг
Производитель
Forceberg
Артикул
9-4014534
Код товара: 0000986368
Уголок магнитный для сварки МС-11 (45°, 90°, 135° 11кг)
Производитель
Forceberg
Артикул
95909
Код товара: 0000986362
Уголок магнитный для сварки МС-34 (45°, 90°, 135° 34кг)
Производитель
Forceberg
Артикул
95911
Хит продаж
Другие товары раздела магнитные держатели для сварки
Код товара: 0000981346
Магнитный уголок для сварки отключаемый для 3-х углов Forceberg, усилие до 13 кг
Производитель
Forceberg
Артикул
9-4014624
Код товара: 0000981322
Магнитный регулируемый держатель для сварки, Forceberg
Производитель
Forceberg
Артикул
9-4014528
Код товара: 0000981363
Магнитный уголок для сварки отключаемый для 3-х углов Forceberg, усилие до 24 кг
Производитель
Forceberg
Артикул
9-4014632
Код товара: 0000981325
Магнитный держатель для сварки для 6-ти углов. Максимальное усилие 34 кг, Forceberg
Максимальное усилие 34 кг, Forceberg
Производитель
Forceberg
Артикул
9-4014534
Код товара: 0000981326
Магнитный держатель клеммы заземления, Forceberg
Производитель
Forceberg
Артикул
9-4014098
Хит продаж
Код товара: 0000981365
Магнитный держатель клеммы заземления 400А, Forceberg
Производитель
Forceberg
Артикул
9-4014519F
Код товара: 0683401
Уголок магнитный для сварки углы 45*, 90*, 135* 11,5кг
Производитель
Нет данных
Артикул
344437
Код товара: 0692611
Уголок магнитный для сварки углы 30*, 45*, 60*, 75*, 90*, 135* 34кг
Производитель
Forceberg
Артикул
9-4014534
Код товара: 0844004
Уголок магнитный для сварки углы 45* 90* 135* 23кг
Производитель
Нет данных
Артикул
344438
Код товара: 0000986356
Набор магнитных держателей для сварки МНБ 9/2 (60°, 90° 9кг)
Артикул
95917
Код товара: 0000986357
Уголок магнитный для сварки МP-11 (30°,45°,60°,75°,90°,135° 11кг)
Производитель
Forceberg
Артикул
95918
Код товара: 0000986361
Набор магнитных держателей для сварки МНТ 4/4 (45°, 90°, 135° 4кг)
Артикул
95916
Код товара: 0000986362
Уголок магнитный для сварки МС-34 (45°, 90°, 135° 34кг)
Производитель
Forceberg
Артикул
95911
Хит продаж
Код товара: 0000986368
Уголок магнитный для сварки МС-11 (45°, 90°, 135° 11кг)
Производитель
Forceberg
Артикул
95909
Код товара: 0000986369
Уголок магнитный для сварки МС-23 (45°, 90°, 135° 23кг)
Производитель
Forceberg
Артикул
95910
Предлагаем Вам купить уголок магнитный для сварки углы 30*, 45*, 60*, 75*, 90*, 135* 23кг по выгодной цене 405 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить уголок магнитный для сварки углы 30*, 45*, 60*, 75*, 90*, 135* 23кг в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
- На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
- По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
- По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
Как крепить и приваривать лаги к столбам — sdelayzabor.ru
admin 0 комментариев
Содержание
- 1 Как приварить прожилины?
- 1.1 Недостатки крепления с помощью сварки
- 2 Крепление без сварки
- 2.1 Удобство крепления кронштейнами
- 3 Самодельные кронштейны
- 4 Полезные советы
Строительство деревянного забора не вызывает трудностей: с помощью гвоздей и саморезов можно скрепить все – прожилины, штакетник, доски, навесить ворота и калитку. Именно так и поступают, когда длина забора невелика, и он носит декоративный характер, например, при ограждении палисадника.
Чтобы сделать забор вокруг участка, также используют материалы более долговечные — например, кирпич или металл. И в этом случае всегда возникают трудности крепления элементов забора друг к другу. Как приварить лаги к столбам? Можно ли обойтись без сварки? Какие бывают кронштейны и можно ли изготовить их своими руками? Как обеспечить правильное расположение прожилин?
Как приварить прожилины?
Рассмотрим варианты крепления прожилин из профильной трубы 40х20 мм к столбам из разного материала. Это сегодня самый популярный способ построить забор быстро и с наименьшими затратами. Правильно закрепите лаги для забора, заполнить пространство между столбами уже не составит труда. Для этого обычно используют профнастил разного размера и формы волны.
Это сегодня самый популярный способ построить забор быстро и с наименьшими затратами. Правильно закрепите лаги для забора, заполнить пространство между столбами уже не составит труда. Для этого обычно используют профнастил разного размера и формы волны.
- Вариант, когда прожилины идут сплошной линией по всему забору. Сколько их – определяется высотой ограждения. Нижние лаги крепят в 30 см от земли, верхние в 30 см от верха листа. При высоте более 2-х метров рекомендуется дополнительная прожилина посередине. Лаги прижимают струбцинами к столбам из профильной или обычной металлической трубы, уровнем проверяют горизонтальность и приваривают. Следующий отрезок профиля соединяют встык, шов не обязательно располагать на столбе. При таком способе отходов практически нет. Если столбы сделаны из другого материала (асбестоцементная труба, бетон), то прожилины крепят к заранее закрепленным на столбах кронштейнам или полосам металла. Установка таких столбиков – дело хлопотное.
 Надо чтобы кронштейны находились на одном уровне. Другой способ – изготовить хомуты из полосовой стали и установить их на столбе в нужном месте.
Надо чтобы кронштейны находились на одном уровне. Другой способ – изготовить хомуты из полосовой стали и установить их на столбе в нужном месте. - Секционный забор смотрится симпатичнее. Сплошная линия профнастила делится на равные промежутки столбиками, внешний вид которых должен быть безупречен. Обычно используют трубу Ø75- 100 мм или квадрат 60х60 мм и более. Прожилины в этом случае нарезают согласно расстоянию между столбами (2,5-3 м) и приваривают к столбам таким образом, чтобы после крепления профлиста или штакетника они не «выступали». Для этого учитывайте высоту волны материала.
 Надо чтобы кронштейны находились на одном уровне. Другой способ – изготовить хомуты из полосовой стали и установить их на столбе в нужном месте.
Надо чтобы кронштейны находились на одном уровне. Другой способ – изготовить хомуты из полосовой стали и установить их на столбе в нужном месте.Недостатки крепления с помощью сварки
Во-первых, надо иметь сварочный аппарат и уметь им пользоваться. Все металлические части забора красят заранее. При сварочных работах нарушается покрытие готовых изделий. Места сварки надо тщательно зачистить, прогрунтовать и покрасить двумя слоями краски. Определенные сложности вызывает установка прожилин по уровню: без помощника — трудно и лаги для забора приварить, и профлисты закрепить.
Если у вас забор открытого типа (штакетник, плетенка), то к внешнему виду сварных швов больше требований.
Крепление без сварки
Есть два способа крепления прожилин без сварки: на болты с гайками и с помощью специальных кронштейнов.
Болтовые соединения надо готовить: размечать, сверлить отверстия. Затем приходится иногда прятать головку болта. Да и не всегда это возможно.
Крепление Х-кронштейнами очень удобно.
Крепление прожилин забора при помощи X кронштейнаИх выпускают несколько вариантов, но различаются они лишь аккуратностью исполнения. Это крестообразная конструкция с загнутыми в разных плоскостях краями и с отверстиями для крепления. Вертикальная часть «обнимает» заборный столб 60х60 мм, в горизонтальную кладется прожилина. После проверки правильности установки по уровню через крепежные отверстия кронштейн приворачивают к столбу, затем фиксируют прожилину. Соединение готово. Вставляется следующая прожилина, выставляется горизонтально, и процесс повторяется на соседнем столбе. Аналогично закрепляют все лаги для забора.
Аналогично закрепляют все лаги для забора.
Удобство крепления кронштейнами
Кронштейны выпускают для наружного и внутреннего крепления к столбам, для соединения профиля по длине, с их помощью можно «повернуть» забор. Основной размер – для столбов 60х60 и прожилин 40х20, но выпускают Х-кронштейны и под другие размеры профильной трубы. Сборка производится быстро, с помощью кровельных саморезов. Так же быстро его можно снять и исправить ошибку или использовать в другом месте. Сталь 2 мм, защитное покрытие гарантируют большой срок эксплуатации, а заменить при ремонте очень просто.
Самодельные кронштейны
Сделать кронштейн для крепления лаг можно самостоятельно. Для этого достаточно сварить под прямым углом два швеллера подходящего размера и просверлить крепежные отверстия. Возможно, он не будет таким красивым, но работу свою сделает.
Полезные советы
Самое удобное сочетание размеров и материалов – это столбы и лаги для забора из профильной трубы 60х60 мм (80х80 мм) и 40х20 мм. Для них легко приобрести все монтажные элементы: крепеж, украшения, заглушки.
Для них легко приобрести все монтажные элементы: крепеж, украшения, заглушки.
- Тщательно выставляйте прожилины и столбы по уровню.
- Старайтесь располагать соединительные швы на столбах, особенно в случае, когда забор не сплошной.
- Не забывайте обрабатывать сварочные швы.
- При работе с инструментами соблюдайте технику безопасности.
Поделиться записью
Случайные записи
Популярные записи
© Copyright 2020 sdelayzabor.ru · все о заборах и прочих видах ограждений в одном месте.
Все права на содержание опубликованных на сайте sdelayzbor.ru материалов защищены в соответствии с российским и международным законодательством об авторском праве и смежных правах. Использование материалов сайта допускается только при условии проставления прямой обратной ссылки. 12+
Использование материалов сайта допускается только при условии проставления прямой обратной ссылки. 12+
Хочу сменить сферу деятельности » Гай ру — новости, объявления
Прилетела с казахского захоронения
Вчера, 18:00 • 1 779 просмотров
Вологодские кружева? Оренбургский пуховый?.. Нет, пустельга обыкновенная развернула в небе узор своих крыльев. Но про узор моментально забываешь, когда этот сокол, развернув крылья, сразу же вслед демонстрирует «трепещущий полет». Так называется зависание птицы в воздухе, на одном месте, когда движения крыльев настолько мелко и энергично, что его почти не видно. И возникает восхитительная картина: птица сама по себе висит над миром. Висит и внимает всему, что внизу.
Праздник села в Лылово отменили из-за частичной мобилизации граждан
Вчера, 16:00 • 2 064 просмотра
В Гайском городском округе из-за сложившихся условий и частичной мобилизации граждан отменяются культурно-развлекательные мероприятия. Так, в селе Лылово готовились отметить День села. Празднику предшествовала значительная подготовка, но праздник не состоялся. Не время сейчас веселиться и петь песни — так решили жители села, хотя и не обошлось без возмущения отдельных сельчан.
Так, в селе Лылово готовились отметить День села. Празднику предшествовала значительная подготовка, но праздник не состоялся. Не время сейчас веселиться и петь песни — так решили жители села, хотя и не обошлось без возмущения отдельных сельчан.
В Камейкино собаки задрали 50 кур
Вчера, 14:00 • 2 258 просмотров
Елена Сандак из Камейкино сообщила о постигшем их горе сегодня утром, 25 сентября. Дело в том, что на их усадьбу проникли бродячие собаки. Разом рухнул весь летний затраченный труд на выращивание птицы. Пятьдесят уток и кур задрали собаки.
Вместо вырытых тюльпанов посадят другие цветы
Вчера, 12:00 • 2 251 просмотр
Ведется обработка почвы большой клумбы на пересечении пр. Победы — ул. Орская. Гайчане помнят, что в былые времена весной на цветнике в большом количестве появлялись тюльпаны.
На площади трех магазинов появится новый киоск
Вчера, 08:00 • 3 261 просмотр
На улице Челябинской, там где расположены три магазина, в ближайшей перспективе появится обновленный киоск.
Скончалась Зоя Васильевна Ясиновская
24 сентября, 14:00 • 4 836 просмотров
23 сентября на 70-м году жизни после продолжительной болезни ушла из жизни Зоя Васильевна Ясиновская. Замечательный человек, заботливая мама, профессионал своего дела — такой запомнят Зою Васильевну все, кто ее знал.
А ваша квартира готова к холодам?
Вчера, 13:14 • 1 188 просмотров
Балконы, окна, потолки и двери. АКЦИЯ!!!
🔥 Две недели неприлично низких цен!
На дворе прекрасная золотая осень, ещё чувствуется летнее настроение. Но, как показывает практика, осень очень быстро вступает в свои законные права. Ветер, слякоть промозглая погода побуждают нас сидеть дома. И поэтому сейчас у вас есть уникальная возможность сделать свой дом более тёплым и уютным, подготовиться к холодам заранее и на выгодных условиях ☝
Две недели неприлично низких цен!Компания «Окна Евростандарт» запускает акцию «ОСЕННИЙ ЦЕНОПАД»! Только в период с 15 по 30 октября* вы можете заказать балкон по акции:
🔥 Демонтаж и монтаж в подарок!
🔥 Скидка на внутреннею отделку балкона — 10%!
Подробности акции вы можете уточнить по телефону: 8 (35362) 5-05-22
Офис находится по адресу: 📍 г.Гай, ул. Ленина, 30.
Также специальное предложение распространяется и на другую продукцию Компании «Окна Евростандарт»:
Экологически чистые окна от 10 900 руб + МОНТАЖ И ДЕМОНТАЖ В ПОДАРОК!
Натяжной потолок пр-во Россия от 6 700 руб + УСТАНОВКА ЛЮСТРЫ В ПОДАРОК!
Надежная металлическая евро дверь 9 900 руб + ДОСТАВКА и ПОДЬЕМ В ПОДАРОК!
Сайт компании: евростандарт56.рф
Спешите! Количество продукции по выгодным условиям ограничено!
Компания «Окна Евростандарт» основана в 2006 году. С самого начала была задана высокая планка качества производства и монтажа металлопластиковых конструкций.
И поэтому сейчас у вас есть уникальная возможность сделать свой дом более тёплым и уютным, подготовиться к холодам заранее и на выгодных условиях ☝
Две недели неприлично низких цен!Компания «Окна Евростандарт» запускает акцию «ОСЕННИЙ ЦЕНОПАД»! Только в период с 15 по 30 октября* вы можете заказать балкон по акции:
🔥 Демонтаж и монтаж в подарок!
🔥 Скидка на внутреннею отделку балкона — 10%!
Подробности акции вы можете уточнить по телефону: 8 (35362) 5-05-22
Офис находится по адресу: 📍 г.Гай, ул. Ленина, 30.
Также специальное предложение распространяется и на другую продукцию Компании «Окна Евростандарт»:
Экологически чистые окна от 10 900 руб + МОНТАЖ И ДЕМОНТАЖ В ПОДАРОК!
Натяжной потолок пр-во Россия от 6 700 руб + УСТАНОВКА ЛЮСТРЫ В ПОДАРОК!
Надежная металлическая евро дверь 9 900 руб + ДОСТАВКА и ПОДЬЕМ В ПОДАРОК!
Сайт компании: евростандарт56.рф
Спешите! Количество продукции по выгодным условиям ограничено!
Компания «Окна Евростандарт» основана в 2006 году. С самого начала была задана высокая планка качества производства и монтажа металлопластиковых конструкций. Работу осуществляют высококвалифицированные специалисты. Поэтому, обратившись к специалистам, вы можете быть уверены в превосходном результате. Об этом говорят многочисленные отзывы довольных клиентов компании «Окна Евростандарт».
*Организатор акции ИП ЮШИН С.В. ОГРН 306561408300041. Подробности уточняйте у продавцов-консультантов по указанному телефону и адресу.
Работу осуществляют высококвалифицированные специалисты. Поэтому, обратившись к специалистам, вы можете быть уверены в превосходном результате. Об этом говорят многочисленные отзывы довольных клиентов компании «Окна Евростандарт».
*Организатор акции ИП ЮШИН С.В. ОГРН 306561408300041. Подробности уточняйте у продавцов-консультантов по указанному телефону и адресу.
Салон «Кухни Европы» дарит подарки
19 сентября, 13:00 • 43 771 просмотр
Салон «Кухни Европы», ждет своих покупателей за качественными и выгодными покупками! У нашей команды большой опыт по изготовлению корпусной мебели из МДФ и ЛДСП — высокое качество по привлекательным ценам.Салон «Кухни Европы»– это оригинальная мебель, собственного производства, созданная по индивидуальному проекту с помощью опытных дизайнеров. Корпусная мебель на заказ идеально подойдет по размерам и будет соответствовать всем Вашим требованиям. Не ограничивайте себя: выбирайте свой стиль, свой цвет, создавайте свой идеальный интерьер, воплощайте в жизнь свои неповторимые идеи. Изготовим качественную мебель по индивидуальным размерам!У нас очень большой ассортимент продукции:👍 кухонная мебель;👍 мебель для спальни;👍 мебель для гостиной;👍 мебель для детской комнаты;👍 гардеробные;👍 прихожие, шкафы-купе;👍 мебель для школ и детских садов;👍 мебель для кафе и ресторанов;👍 офисная мебель.
Не ограничивайте себя: выбирайте свой стиль, свой цвет, создавайте свой идеальный интерьер, воплощайте в жизнь свои неповторимые идеи. Изготовим качественную мебель по индивидуальным размерам!У нас очень большой ассортимент продукции:👍 кухонная мебель;👍 мебель для спальни;👍 мебель для гостиной;👍 мебель для детской комнаты;👍 гардеробные;👍 прихожие, шкафы-купе;👍 мебель для школ и детских садов;👍 мебель для кафе и ресторанов;👍 офисная мебель.
В Гае проходят мероприятия по проведению частичной мобилизации
24 сентября, 12:00 • 7 960 просмотров
В Гайском городском округе, как и по всей стране, проходят мероприятия по проведению частичной мобилизации. Сегодня, 24 сентября, в Военный комиссариат Гайского городского округа и Новоорского района Оренбургской области прибыли молодые гайчане в возрасте до 35 лет определенных военных специальностей для уточнения военно-учетных данных.
Интервью с настоящим капитаном
24 сентября, 08:00 • 2 847 просмотров
Активный отдых имеет разнообразные формы. Сплав на катамаранах — увлечение смелых. Александр Алемасцев это подтвердит. Потому что он настоящий капитан, организатор и координатор сплавов по рекам. Смотрим видео.
Сплав на катамаранах — увлечение смелых. Александр Алемасцев это подтвердит. Потому что он настоящий капитан, организатор и координатор сплавов по рекам. Смотрим видео.
Пожарный расчет прибыл на ул. Декабристов
23 сентября, 19:05 • 4 408 просмотров
На ул. Декабристов случилось возгорание сухой травы. В тушении принимали участие огнебоорцы 28 ПСЧ.
Началось строительство дороги — дублера на пр. Победы
23 сентября, 17:00 • 3 704 просмотра
На проспекте Победы, от ул. Орской до ул. Советской началось строительство дороги — дублера. Пока появилось только «корыто» будущей дороги — выемка вдоль оси земляного полотна, предназначенная для будущей укладки материалов дорожного основания (песка, гравия, щебня), а в будущем году и дорожного покрытия.
Готов фундамент здания будущего мирового суда
23 сентября, 15:00 • 2 506 просмотров
Гайская строительная фирма, которая возводит здание будущего мирового на ул. Орской, завершила укладку фундамента.
Напомним, что в настоящее время мировой суд располагается в пер. Валерия Суворова, здание старое, в зимнее время в нем очень холодно.
Строительство коробки нового здания завершится к Новому году, затем начнется внутренняя отделка.
На 23 сентября имеется фундамент будущего здания.
Орской, завершила укладку фундамента.
Напомним, что в настоящее время мировой суд располагается в пер. Валерия Суворова, здание старое, в зимнее время в нем очень холодно.
Строительство коробки нового здания завершится к Новому году, затем начнется внутренняя отделка.
На 23 сентября имеется фундамент будущего здания.
8-922-805-55-00
16+ «В ГАЕ РУ» СМИ Эл № ФС 77-53473
Реклама • Контакты • Правила • Оплата • Вакансии
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
Сварка угловых соединений – основы, которые необходимо знать
Сварка угловых соединений Определение
Сварка угловых соединений – это процесс соединения двух деталей под углом 90 градусов (прямой угол), образующий L-образное соединение. Этот тип сварки обычно используется для соединения металлических листов , а также труб и других трубчатых материалов.
Угловой сварной шов аналогичен Т-образному сварному шву, за исключением того, что один конец соединен в форме буквы L, а детали соединены в углу, что дает название углового соединения.
Угловые соединения широко используются в конструкции машин и коробчатых элементов. Подготовка сварного шва в угловом шве нулевая или скошенная. Вы можете заметить угловые сварные швы в резервуарах, рамах, деталях машин и т. д.
Типовые угловые конструкции показаны на диаграмме ниже.
Угловые соединенияОткрытое угловое соединение или также называемое угловым соединением на рисунке (A) трудно позиционировать. Таким образом, для такого соединения необходимо устройство крепления. Кроме того, для сварки первым проходом требуются электроды малого диаметра, требующие минимального сварочного тока. Кроме того, они требуют большого количества наплавленного металла.
Типы угловых соединений
Существует множество различных типов угловых соединений, которые можно использовать при соединении двух деревянных деталей. Наиболее распространенный тип суставов:
Наиболее распространенный тип суставов:
- Закрытый угловой шварный шар (угловой шарнир)
- Открытый угловой сварной шваров (угловой сварной шваров Fillet).
- Фланцевое угловое сварное соединение или также называемое краевым сварным соединением
В технике используются различные типы угловых соединений. Открытые угловые соединения свариваются как угловой шов и, следовательно, не подходят для высоких нагрузок или нагрузок. Полуугловое соединение также имеет аналогичные ограничения из-за ограниченной глубины сварочного проплавления. Половина углового соединения представляет собой сварной шов PJP .
Хотя закрытый угловой шов, сваренный с полным скосом, может выдерживать высокие напряжения и нагрузки. Эти соединения также обеспечивают герметичность сварного шва, если следовать 100% неразрушающему контролю. Закрытый угловой шов со скосом сварного шва на всю толщину — это Сварной шов CJP.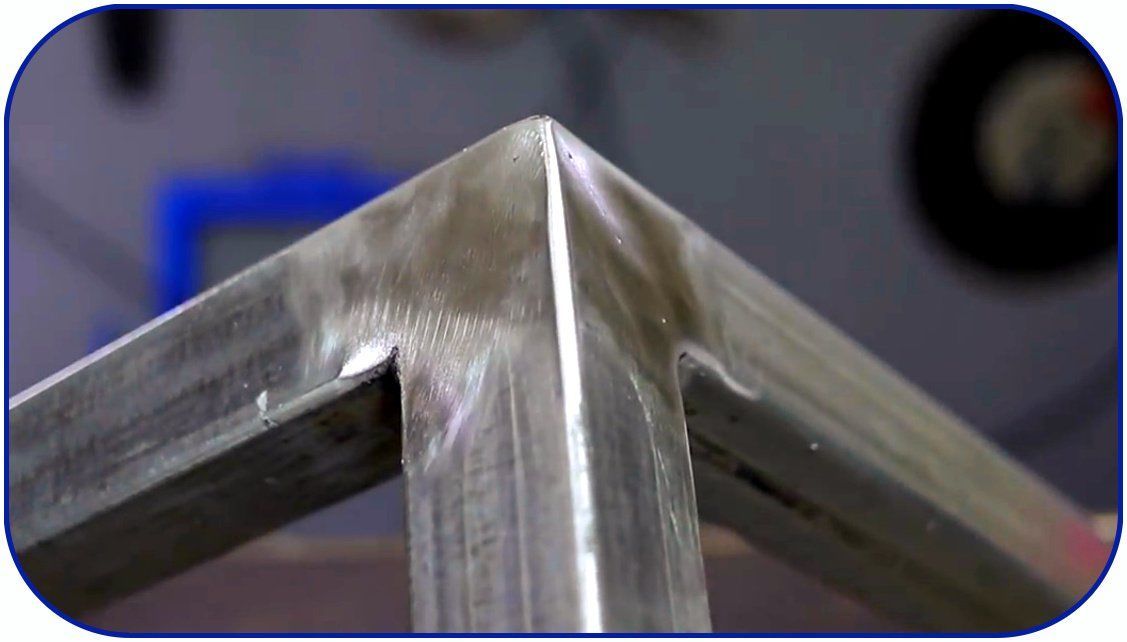
Закрытый угловой сварной шов
Закрытый угловой шов пример приведен ниже. Сварные соединения с закрытым углом используются для толстых профилей. Обычно они изготавливаются со скосом сварного шва, с частичным или полным проплавлением ( PJP или CJP ). Фаска сварного шва может быть с V-образной канавкой, J-образной канавкой или U-образной канавкой.
Угловой сварной шов также обычно выполняется на закрытом угловом сварном соединении изнутри, чтобы обеспечить герметичное, прочное, аккуратное и экономичное угловое сварное соединение.
Что такое сварка влево и вправо…
Включите JavaScript
Что такое сварка влево и вправо?
Толщина сварного шва должна рассчитываться на основе толщины более тонкого элемента, поскольку прочность соединения зависит от прочности более тонкого элемента. Следовательно, требования к металлу сварного шва могут быть снижены, что приведет к экономии средств.
Сварное соединение с открытым углом (сварное угловое соединение)
Сварное соединение с открытым углом 9Пример 0006 приведен ниже. Сварные швы с открытыми углами полезны для сварки тонколистового металла или калибровочных листов. Это также называется угловым соединением.
Открытые угловые соединения трудно позиционировать (устанавливать), поэтому требуется использование крепежа. Сварка выполняется электродами малого диаметра с низкими сварочными настройками, чтобы избежать чрезмерного проплавления .
Из-за большого объема сварного шва для заполнения шва в открытом угловом шве расходуется больше металла шва.
Полуоткрытый угловой сварной шов
Полуоткрытый угловой сварной шов t прост в сборке, не требует подложки под сварку и требует вдвое меньше металла сварного шва по сравнению с открытым угловым соединением.
Из-за уменьшенного размера сварочного шва полуугловые соединения имеют меньшую прочность сварного шва по сравнению с открытым угловым соединением. Эти соединения могут быть проварены дополнительным угловым швом изнутри для увеличения прочности, но требуют доступа к сварному шву изнутри.
Эти соединения могут быть проварены дополнительным угловым швом изнутри для увеличения прочности, но требуют доступа к сварному шву изнутри.
Эти соединения не используются для тонколистового металла и обычно подходят для пластин толщиной 1/8 дюйма и выше.
Фланцевое угловое сварное соединение
Фланцевое угловое соединение представляет собой тип кромочного сварного шва . Это форма углового соединения, в которой стыковая часть имеет форму фланца на сварном соединении. Сварка выполняется как кромочный шов.
Символ сварки углового соединения
A Угловое соединение Символ сварки представляет собой графическое изображение сварного соединения. Тип углового соединения (например, открытый, закрытый или полузакрытый) определяет используемый символ сварного шва.
Открытый угол имеет символ углового сварного шва, а закрытый угол имеет символ паза или углового сварного шва. Размер и количество необходимых сварных швов также будут указаны на чертеже.
A Символ сварки углового соединения используется для обозначения типа свариваемого углового соединения. Наиболее распространенными типами угловых соединений являются открытые углы, такие как угловой шов и CJP и PJP на закрытых угловых швах. Каждый тип углового соединения имеет свой символ сварки.
Символы углового сварного шва с закруглением на задней сторонеРядом с открытым углом имеется символ углового сварного шва, указывающий, что угловой сварной шов будет использоваться для соединения двух металлических частей.
Сварной шов с закрытым углом может иметь квадратную канавку , V-образную канавку, J-образную канавку или U-образную канавку в зависимости от подготовки фаски под сварку. Дополнительный угловой шов, если он есть внутри, будет указан как угловой шов на другом символе сварки.
Схема сварки угловых соединений
Схема сварки угловых соединений — отличный способ визуализировать сварное соединение во время сварки. Диаграмма поможет вам увидеть, как должен выглядеть сварной шов после его завершения.
Есть несколько моментов, о которых вам следует помнить, когда вы смотрите на схему сварки угловых соединений.
Схемы угловых сварных швовВо-первых, схема не всегда выполняется в масштабе. Это значит, что нужно обратить внимание на размеры сварного шва на чертеже.
Во-вторых, на чертеже могут быть показаны не все особенности сварного соединения, о которых вам необходимо знать. Например, на чертеже могут отсутствовать скосы или фаски на краях пластины. Эти особенности могут быть важны при сварке тонких пластин.
Наконец, перед началом сварки убедитесь, что вы понимаете все символы и сокращения, используемые на чертеже.
Преимущества сварки угловых соединений
Сварка угловых соединений — это тип сварки, который используется для соединения двух металлических деталей в углу. Этот тип сварки часто используется в тех случаях, когда необходимо соединить два куска металла под прямым углом, например, при строительстве металлических зданий или при изготовлении машин.
Этот тип сварки часто используется в тех случаях, когда необходимо соединить два куска металла под прямым углом, например, при строительстве металлических зданий или при изготовлении машин.
Сварка угловых соединений имеет несколько преимуществ, в том числе следующие:
- Сварка угловых соединений обеспечивает прочное и надежное соединение двух металлических частей.
- Сварка угловых соединений — относительно быстрый и простой способ соединения двух металлических деталей.
- Сварка угловых соединений проста в сборке.
- Сварку угловых соединений легче автоматизировать, чем другие методы.
- Сварка угловых соединений может использоваться для различных материалов, включая металлы, дерево и композиты.
Сварка угловых соединений Недостатки
Сварка угловых соединений — это тип сварки, при котором два куска металла соединяются друг с другом под углом, обычно под углом 90 градусов. Хотя этот метод сварки имеет свои преимущества, есть и некоторые недостатки, которые следует учитывать перед его использованием.
- Одним из недостатков сварки угловых соединений является сложность получения качественного сварного шва. Это связано с тем, что угол сварки может затруднить получение нужного количества тепла и давления на металл. Это может привести к тому, что сварной шов будет недостаточно прочным или будет иметь зазоры.
- Другим недостатком сварки угловых соединений является сложность получения гладкой поверхности. Это связано с тем, что угол сварки может создавать выступы или неровности на поверхности металла. Это может затруднить равномерное окрашивание или отделку металлической поверхности.
- Еще одним недостатком сварки угловых соединений является то, что она может занимать много времени, особенно в случае открытых угловых соединений.
- Этот метод часто требует нескольких проходов для обеспечения прочного сварного шва, что может увеличить общее время завершения.
Какой тип угловых соединений подходит для предотвращения разрыва пластин?
Открытые угловые соединения распределяют нагрузку на оба элемента и помогают избежать разрыва пластин . Если используются закрытые угловые соединения, они должны быть обеспечены скосом кромок соединения, чтобы уменьшить склонность ламелей к разрыву.
Если используются закрытые угловые соединения, они должны быть обеспечены скосом кромок соединения, чтобы уменьшить склонность ламелей к разрыву.
Типы сварных швов в угловом сварном шве
A Угловой сварной шов может иметь различные конфигурации сварного шва в зависимости от подготовки кромок. Ниже приведены основные типы типов сварки, возможные при сварке углового соединения:
- Угловой сварной шов – например, открытый угловой шов
- Сварной шов со скошенной канавкой – V-образный, J-образный, квадратный и U-образный паз – возможен с закрытым угловым швом
- Сварной шов – Также в закрытом угловом соединении
В чем разница между угловым соединением и тавровым соединением?
Угловое соединение собирается путем размещения двух частей под прямым углом друг к другу в углах, в то время как в Т-образном соединении детали располагаются перпендикулярно друг другу, образуя Т-образную форму. Т-образные соединения более распространены, чем угловые соединения.
Т-образные соединения более распространены, чем угловые соединения.
Т-образные соединения также просты в изготовлении, так как не требуют специального крепления или устройства, в то время как в угловом соединении требуются дополнительные меры предосторожности для обеспечения хорошей сборки для сварки или соединения.
Каковы области применения углового соединения?
Угловые соединения являются неотъемлемой частью любого деревообрабатывающего проекта. Они используются для соединения двух кусков дерева под углом 90 градусов и могут быть квадратными или скошенными. Угловые разрезы обычно используются в декоративных целях, а квадратные разрезы более функциональны.
Угловые соединения также широко используются при сварке и производстве. Они используются для соединения двух кусков металла под прямым углом друг к другу и могут использоваться на различных материалах, включая сталь, алюминий и нержавеющую сталь.
Они используются в деталях машин, коробчатых элементах, сварке листового металла и строительных конструкциях.
Процедура сварки угловых соединений
Для сварки угловых соединений требуется установленная процедура с подробными инструкциями по использованию крепежных, зажимных и других приспособлений. В общем, вы можете следовать процедуре сварки угловых швов:
1. Выберите тип углового соединения в зависимости от толщины материала. Используйте открытый угол для тонкого материала, полуоткрытый угол или закрытый угол для большей толщины. Закрытый угол используется для большей толщины.
2. Затем вам нужно будет очистить область вокруг соединения, которое вы будете сваривать. Это важно для обеспечения прочного сварного шва. .
3. После того, как место будет чистым, можно приступать к сварке соединения. Начните с выполнения валика сварного шва вдоль одной стороны соединения, затем перейдите на другую сторону и проделайте то же самое, чтобы приварить дополнительный угловой шов изнутри.
4. Для тонколистового металла используйте автогенную сварку TIG , чтобы оплавить края. Для большей толщины вы можете использовать дуговую сварку , Mig Welding или TIG сварку. Используйте крепления и зажимы для меньшей толщины, чтобы предотвратить деформацию сварного шва.
Для большей толщины вы можете использовать дуговую сварку , Mig Welding или TIG сварку. Используйте крепления и зажимы для меньшей толщины, чтобы предотвратить деформацию сварного шва.
5. Корневой шов должен быть заварен с низкими сварочными параметрами, чтобы предотвратить прожог. Особенно это касается меньшей толщины.
4. Продолжайте сварку до тех пор, пока весь стык не будет покрыт сварочным материалом. Затем дайте сварному шву остыть, прежде чем переходить к следующему шагу.
5. Наконец, вам нужно будет отшлифовать сварочный материал, чтобы создать гладкую, гладкую поверхность.
Угловое соединение в деревообработке
Угловое соединение — это тип соединения в деревообработке, используемый для соединения двух кусков дерева под прямым углом (угол 90°). Это одно из самых основных и важных соединений в деревообработке, и его можно найти во всем, от мебели до каркаса.
Наиболее распространенный способ создания углового соединения — использование дрели и дюбеля. Просверлите отверстие в каждом куске дерева, которое нужно соединить, затем вставьте дюбель в отверстия, чтобы две части соединились.
Просверлите отверстие в каждом куске дерева, которое нужно соединить, затем вставьте дюбель в отверстия, чтобы две части соединились.
Дюбель должен быть немного длиннее ширины отверстия. Это позволит клею правильно прилипнуть и создать прочное соединение.
Ссылка: https://www.diyinfozone.com/Другой способ создания углового соединения — использование шурупов. Этот метод более распространен при соединении более толстых кусков дерева вместе. Винты проходят через оба куска дерева, а затем закрепляются гайками с другой стороны. Это создает очень прочное соединение, способное выдержать большой вес и усилие.
Похожие сообщения:
- Что такое сварное соединение с квадратной канавкой, Символ сварного шва с примерами
- Что такое золотое соединение, врезное соединение и замыкающее соединение
- Как читать символы разделочной сварки: узнайте все о
Новые технологии для угловых соединений с использованием сварки трением с перемешиванием
J P Martin 1 , C Stanhope 1 и S Gascoyne 2
1 TWI Technology Center (Yorkshire)
2 Центр Twi Technology Center (Yorkshire)
2 Центр Twi Technology Center (Yorkshire). на ежегодной встрече и выставке TMS 2011. Сан-Диего, Калифорния, США. 27 февраля — 3 марта 2011 г.
на ежегодной встрече и выставке TMS 2011. Сан-Диего, Калифорния, США. 27 февраля — 3 марта 2011 г.
Сварка трением с перемешиванием, алюминиевые сплавы, угловая сварка, новые методы СТП
Реферат
В большинстве коммерческих применений СТП используются простые конфигурации стыковых соединений, а альтернативные конструкции, такие как Т-образные сечения и угловые сварные швы, очень популярны. редко считается. В этой статье представлена разработка новых методов, которые продемонстрировали способность производить высококачественные внутренние угловые сварные швы с использованием стационарной плечевой сварки трением с перемешиванием. Дальнейшие усовершенствования с использованием формованного уступа также позволили добавить радиусы скругления к внутренним углам и расходуемую присадочную проволоку, чтобы обеспечить материал для скругления. Объясняются принципы этих методов, включая результаты испытаний по разработке процессов для ряда алюминиевых сплавов, включая металлургические исследования, оценки механических свойств и то, как они связаны с циклами термической сварки. Развитие этих методов потенциально может быть применено к целому ряду новых геометрий суставов и расширит возможности проектирования изделий.
Развитие этих методов потенциально может быть применено к целому ряду новых геометрий суставов и расширит возможности проектирования изделий.
Введение
Сварка трением с перемешиванием (FSW) представляет собой относительно зрелую технологию соединения в твердом состоянии, которую можно использовать для сварки большинства алюминиевых сплавов, в том числе тех, которые трудно сварить с помощью традиционных процессов, основанных на плавлении. [1] Эта технология представляет особый интерес для транспортных применений, поскольку считается, что сварные конструкции обеспечивают экономию средств и веса. В большинстве коммерческих приложений FSW используются простые конфигурации стыковых соединений, и очень редко рассматриваются альтернативные конструкции, такие как Т-образные сечения, угловые сварные швы, коробчатые сечения и т. д.
В конце 2004 г. – начале 2005 г. компания TWI разработала инновационную технологию, называемую стационарной сваркой трением с перемешиванием в уступах (SSFSW), в основном для сварки материалов с низкой теплопроводностью, таких как титановые сплавы, где выгоден более равномерный подвод тепла к сварному шву. Ключевой сварочный механизм в SSFSW состоит из вращающегося штифта, расположенного в невращающемся плечевом компоненте, который скользит по поверхности материала во время сварки. Испытания при стыковой сварке с использованием системы SSFSW на листе Ti-6Al-4V толщиной 6 мм дали очень гладкие, почти полированные поверхности сварного шва без уменьшения поперечного сечения и постоянным и почти линейным подводом тепла по всему сечению сварного шва. [2]
Ключевой сварочный механизм в SSFSW состоит из вращающегося штифта, расположенного в невращающемся плечевом компоненте, который скользит по поверхности материала во время сварки. Испытания при стыковой сварке с использованием системы SSFSW на листе Ti-6Al-4V толщиной 6 мм дали очень гладкие, почти полированные поверхности сварного шва без уменьшения поперечного сечения и постоянным и почти линейным подводом тепла по всему сечению сварного шва. [2]
Техника SSFSW позволила соединить пластины, расположенные в разных угловых плоскостях, таких как Т-образные соединения, с помощью неподвижного выступа определенной формы. Этот метод может помочь решить некоторые проблемы при выполнении Т-образных соединений с использованием обычных инструментов FSW, о которых сообщают Steel et al. [3] , связанные с устранением поверхностей соединения и образованием небольших трещин в углах, о которых сообщил V Osanic et al. [4]. , а также исключает подрезку участка сварки. М Пенальва [5] представил работу 2010 г. по изготовлению неармированных Т-образных стыковых соединений по технологии SSFSW; однако сообщалось о небольших объемных дефектах пустот.
М Пенальва [5] представил работу 2010 г. по изготовлению неармированных Т-образных стыковых соединений по технологии SSFSW; однако сообщалось о небольших объемных дефектах пустот.
Угловые соединения SSFSW
Разработанный сварочный механизм состоял из вращающегося штифта, расположенного в невращающемся плече, имеющем форму внутреннего угла свариваемых пластин. Фасонное плечо содержит перемешиваемый материал и скользит по поверхности материала во время сварки. На рис. 1 показана схема метода, примененного к конфигурации Т-образного сварного шва.
Рис. 1. Схема Т-образного сварного шва с использованием уголка SSFSW
Первоначальные испытания с изготовлением образцов Т-образных профилей из листов кованого алюминиевого сплава 6082-Т6 толщиной 8 мм, а также из комбинации разнородных сплавов AA7075-T6 и AA2014-T6, полученные сварные швы превосходное качество сварки и компоненты с низкой деформацией, как показано на рис. 2 .
2 .
Рис. 2. Т-образный профиль, изготовленный Corner SSFSW из стали AA7075-T6 и AA2014-T6 толщиной 8 мм: a) Общий вид; и б) макрограф
Образцы продемонстрировали все преимущества метода SSFSW; очень гладкие поверхности сварного шва, отсутствие уменьшения поперечного сечения и небольшие зоны термического влияния, однако острый внутренний угол считался вредным для свойств соединения, особенно в отношении восприимчивости соединения к усталости. Последние разработки, в частности, в области проектирования уступов, продемонстрировали возможность минимизации этих концентраторов напряжения за счет формирования радиуса галтеля между примыкающими пластинами.
Угловые угловые соединения SSFSW
Первая технология, разработанная для получения радиуса галтели, заключалась в использовании задней кромки стационарного плечевого башмака для придания формы выходящему сварочному материалу. Увеличенная ножка была обработана для включения двух фасок под углом 45°. Этот дополнительный материал перемешивался в процессе сварки, а затем выдавливался или выковывался в форме галтеля на выходе из уступа. Эта техника получила название Corner Fillet SSFSW. На рис. 3 показана схема метода, примененного к конфигурации внутреннего углового сварного шва.
Этот дополнительный материал перемешивался в процессе сварки, а затем выдавливался или выковывался в форме галтеля на выходе из уступа. Эта техника получила название Corner Fillet SSFSW. На рис. 3 показана схема метода, примененного к конфигурации внутреннего углового сварного шва.
Рис. 3. Схема углового скругления SSFSW: а) вид на сварной шов; и b) вдали от сварного шва
Опять же, компоненты образца T были изготовлены из различных марок алюминиевого сплава. Пример сочетания разнородных сплавов AA7075-T6 и AA2014-T6 T-образного профиля показан на рис. 4 .
Рис. 4. Т-образный профиль, изготовленный методом Corner Fillet SSFSW из стали AA7075-T6 и AA2014-T6 толщиной 8 мм: a) Общий вид; и б) макрограф
На рис. 5 показаны две карты твердости, взятые из двух Т-образных профилей, изготовленных с помощью угловой галтели SSFSW из стали AA7075-T6 и AA2014-T6 толщиной 8 мм, изготовленных с разной скоростью перемещения сварного шва и, следовательно, с разной потребляемой энергией сварки. Последовательность сварки состояла из первого сварного шва, выполненного с правой стороны Т-образного плеча, за которым следует левая сторона. Эти графики ясно показывают влияние отжига второго шва на предыдущий шов, а также большую зону термического влияния и меньшую твердость в сварном шве с более высоким подводом энергии.
Последовательность сварки состояла из первого сварного шва, выполненного с правой стороны Т-образного плеча, за которым следует левая сторона. Эти графики ясно показывают влияние отжига второго шва на предыдущий шов, а также большую зону термического влияния и меньшую твердость в сварном шве с более высоким подводом энергии.
Рис. 5. Т-образные профили, изготовленные методом Corner Fillet SSFSW из стали AA7075-T6 и AA2014-T6 толщиной 8 мм: a) Высокая тепловложение; и b) Низкое тепловложение
Несмотря на то, что была предпринята небольшая оптимизация технологии, механические характеристики этих сварных швов были хорошими. Было проведено два простых механических испытания на растяжение; испытание на растяжение пластины и испытание на отрыв ножки, как схематично показано на рис. 6 .
Рисунок 6. Схема механических испытаний углового галтеля SSFSW толщиной 8 мм AA7075-T6 и AA2014-T6: a) испытание основания на растяжение; и b) Испытание на отрыв на участке 9. 0006
0006
Результаты этих первоначальных испытаний показаны в Таблице 1 . Термообрабатываемые сплавы в обоих испытаниях разрушились в зонах термического влияния, а сплав 5083-O разрушился в основном материале. Ожидается, что свойства растяжения соединения в термообрабатываемых сплавах будут улучшены за счет оптимизации процесса.
Таблица 1. Результаты механических испытаний угловой галтели SSFSW из различных алюминиевых сплавов
| Алюминиевый сплав марки | Прочность на растяжение МПа | ||
|---|---|---|---|
| Основание | Нога | Испытание на растяжение | Испытание на отрыв |
| 6082-Т6 | 6082-Т6 | 231 | 217 |
| 5083-О | 5083-О | 300* | 310* |
| 2014-Т6 | 7075-Т6 | 408 | 446 |
* Обозначает дефект основного материала
Угловой угловой шов AdStir SSFSW
Во втором методе было продемонстрировано, что присадочную проволоку можно добавлять в угловой шов в процессе сварки.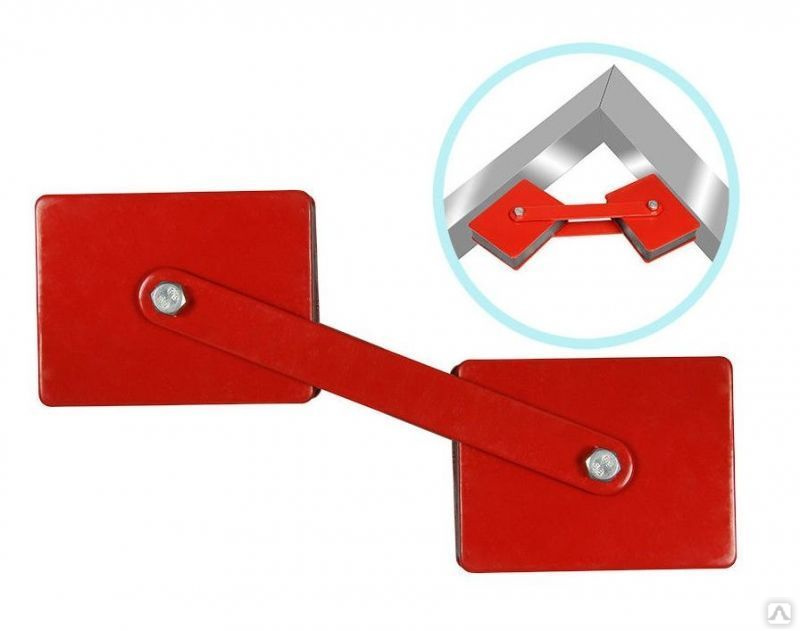 Этот метод, получивший название Corner AdStir Fillet SSFSW, дает возможность производить угловые соединения с закруглением из плоских кованых пластин, при этом материал закругления обеспечивается присадочной проволокой, аналогично процессам сварки плавлением, однако подготовка шва не требуется. На рис. 7 показана схема метода.
Этот метод, получивший название Corner AdStir Fillet SSFSW, дает возможность производить угловые соединения с закруглением из плоских кованых пластин, при этом материал закругления обеспечивается присадочной проволокой, аналогично процессам сварки плавлением, однако подготовка шва не требуется. На рис. 7 показана схема метода.
Рис. 7. Схема SSFSW Corner AdStir Fillet: a) вид на сварной шов; и б) вдали от сварного шва
Первоначальные испытания были проведены с аналогичной конфигурацией Т-образного соединения из алюминиевого сплава с использованием AA6082-T6 в качестве компонента и материала присадочной проволоки. Эти изготовленные компоненты, общий вид которых аналогичен предыдущим Т-образным профилям, производятся с использованием углового скругления SSFSW. Макроструктура сварного шва показана на рис. 8а . Поскольку для этих испытаний было доступно лишь ограниченное количество присадочной проволоки, AA6082-T6 снова использовали в качестве наполнителя для изготовления аналогичного Т-образного сечения из алюминиевого сплава в AA5083-O. Снова были сделаны прочные сварные швы; макроструктура этого сварного шва показана на Рисунок 8b . Этот разрез ясно показывает степень перемешивания металлов в соединении.
Снова были сделаны прочные сварные швы; макроструктура этого сварного шва показана на Рисунок 8b . Этот разрез ясно показывает степень перемешивания металлов в соединении.
Рис. 8. Т-образные профили, изготовленные с помощью Corner AdStir Fillet SSFSW толщиной 8 мм; а) основание и ножка из АА6082-Т6 с наполнителем из АА6082-Т6; б) основание и ножка АА5083-О с наполнителем АА6082-Т6; в) основание и ножка из АА5083-О с наполнителем из АА5356-Т6; и d) основание AA2014-T6 и ножка 7075-T6 с присадочной проволокой AA6082-T6
Этот сварной шов был снова повторен с использованием расходуемого сварочного электрода TIG производства ESAB под названием OK Tigrod 5356. Эта присадочная проволока представляет собой широко используемый сварочный сплав и может быть классифицирован как припой общего назначения и обычно выбирается из-за его относительно высокой прочности на сдвиг. Результирующая макроструктура этого сварного шва показана на 9.0008 Рисунок 8c .
Наконец, был изготовлен тавровый профиль из комбинации разнородных сплавов AA7075-T6 и AA2014-T6 с наполнителем AA6082-T6. Результирующая макроструктура этого сварного шва из трех сплавов показана на рис. 8d .
Все четыре Т-образные секции прошли механические испытания. Результаты этих испытаний показаны в таблице 2 . Вновь оба испытания соединений из термообрабатываемых сплавов с использованием наполнителя AA6082-T6 не дали результатов в зоне термического влияния. Типичная неисправность показана на Рисунок 9a . Соединения, выполненные в AA5083-O, разрушились в основном материале независимо от используемого наполнителя, как показано на рис. 9b . Ожидается, что свойства растяжения соединений, выполненных из термообрабатываемых сплавов, будут улучшены за счет оптимизации процесса.
Таблица 2. Результаты механических испытаний SSFSW Corner AdStir Fillet в различных алюминиевых сплавах
| Марка алюминиевого сплава | Прочность на растяжение, МПа | |||
|---|---|---|---|---|
| Основание | Ножка | Наполнитель | Испытание на растяжение | Испытание на отрыв |
| 6082-T6 | 6082-Т6 | 6082-Т6 | 237 | 244 |
| 5083-О | 5083-О | 6082-Т6 | 286* | 291* |
| 5083-О | 5083-О | 5356 | 288* | 314* |
| 2014-Т6 | 7075-Т6 | 6082-Т6 | 405 | 429 |
* Обозначает разрушение основного материала
Рис. 9. Места излома на Т-образных профилях толщиной 8 мм, изготовленных с помощью Corner AdStir Fillet SSFSW: a) основание и ножка AA6082-T6 с наполнителем AA6082-T6; и b) Основание и ножка из AA5083-O с наполнителем из AA6082-T6
9. Места излома на Т-образных профилях толщиной 8 мм, изготовленных с помощью Corner AdStir Fillet SSFSW: a) основание и ножка AA6082-T6 с наполнителем AA6082-T6; и b) Основание и ножка из AA5083-O с наполнителем из AA6082-T6
Наконец, чтобы оценить способность метода AdStir компенсировать плохое выравнивание пластины, было проведено простое испытание в Т-образном сечении, где ножная пластина была подготовлена для имитации увеличивающийся зазор между собой и опорной плитой от 0 до 1 мм. Эти пластины были сварены только с одной стороны с использованием технологии Corner AdStir Fillet. Присадочная проволока обеспечивала не только материал для формирования наполнителя, но и зазор между пластинами. Сварной шов имел очень хороший внешний вид и качественный макрошлиф, как показано на рис. 10а) и б соответственно.
Рис. 10. Т-образный профиль, изготовленный методом Corner AdStir Fillet SSFSW из пластин AA6082-T6 толщиной 8 мм с аналогичной присадочной проволокой с различным зазором между пластинами: а) Общий вид; и b) Макроразрез, показывающий прочный сварной шов и зазор в пластинах на задней стороне сварного шва
Резюме
В этой статье представлен обзор недавней работы TWI по новым методам угловых соединений с использованием сварки трением с перемешиванием в стационарных уступах, a вариант процесса FSW. Эти методы могут оказаться важным шагом вперед для сварки в твердой фазе, а также обеспечить возможность сварки конфигураций соединений, считающихся невозможными с помощью традиционных методов FSW.
Эти методы могут оказаться важным шагом вперед для сварки в твердой фазе, а также обеспечить возможность сварки конфигураций соединений, считающихся невозможными с помощью традиционных методов FSW.
В дополнение к преимуществам SSFSW, недавно разработанные методы сварки углов предлагают потенциал для расширения диапазона применений, где может применяться FSW, а также предлагают некоторые новые уникальные свойства.
- Использование кованых пластин вместо изготовленных на заказ профилей
- Конструкции, изготовленные с соотношением размера и толщины, запрещающим использование экструзии
- Изготовленные компоненты с заданными свойствами с использованием разнородных материалов
- Добавление третьих наполнителей корпуса, потенциально обеспечивающих улучшенные характеристики
- AdStir может увеличивать допустимые допуски при настройке компонентов
В TWI продолжается работа по дальнейшему развитию и оценке этих и других методов SSFSW, и считается, что этот новый процесс обладает большим потенциалом и может предложить значительные технические и экономические преимущества по сравнению с традиционными методами.
Текущие интересы и деятельность преимущественно связаны с транспортным сектором; однако считается, что эта работа имеет отношение ко многим другим секторам промышленности.
Патенты
Компания Nippon Light Metal (NLM) владеет выданным японским патентом на сварку трением с перемешиванием (FSW) внутренних угловых соединений с использованием стационарного уступа, JP 4240579 B.
Благодарности
Исследовательская работа в этой области продолжается поддерживается основными исследовательскими программами TWI, которые финансируются и контролируются промышленными компаниями-членами TWI.
Ссылки
- P L Threadgill и M E Nunn (2003) «Обзор сварки трением с перемешиванием: Часть 1 Обзор процесса», Отчет членов TWI MR760/2003
- М. Дж. Рассел и К. Блино (2006) «Последние разработки в области сварки трением с перемешиванием титановых сплавов», Proc. 6-й междунар. Симпозиум по сварке трением с перемешиванием, Документ 14, Сен-Совер, Квебек, Канада
- RJ Steel, TW Nelson, CD Sorensen и SM Packer: «Сварка трением с перемешиванием стальных Т-образных соединений» (2005) Proc. Междунар. конф. на тему «Морское и полярное проектирование», Сеул, Корея, ISOPE, 1-5
- V Ocenásek, M Slámová, J F dos Santos and P Vilaça (2005) «Микроструктура и свойства алюминиевых сплавов при сварке трением с перемешиванием», Proc. METAL 2005-14-я Международная конференция по металлургии и материалам, Градец-над-Моравичи, Чехия
- Penalva M, Arregi B, Rivero A, Buffa G, Fratini L 2010 (2010) «Разработка угловых угловых соединений», 8-й международный симпозиум FSW, Timmerdorfer Strand, Германия
 Междунар. конф. на тему «Морское и полярное проектирование», Сеул, Корея, ISOPE, 1-5
Междунар. конф. на тему «Морское и полярное проектирование», Сеул, Корея, ISOPE, 1-5Угловые сварные швы
В этом разделе вы узнаете об угловых сварных швах. Угловой шов на самом деле небольшой угловой шов, но выглядит и очень похож на стыковой шов. Так и будет помочь вам при переходе от угловых швов к открытым стыковым швам.
РИСУНОК 35 — Первый проход углового сварного шва.
Используйте два куска плоской пластины толщиной не менее 1/4 дюйма.
Поместите
края вместе, так что они просто соприкасаются, и плоские поверхности пластин образуют
а 900 «В», илл.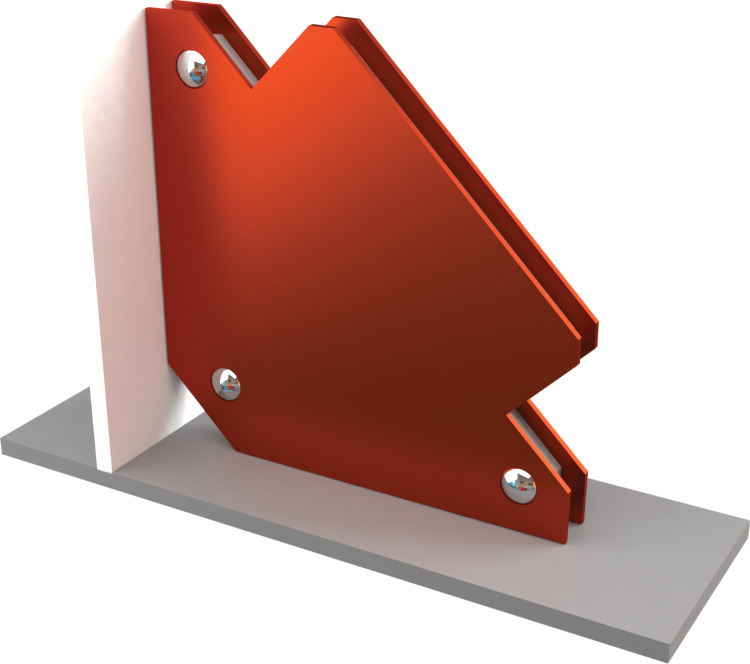 35.
35.
Прикрепите пластины в этом положении. Затем поместите сборку на заземленный верстак с небольшим «V» краев снаружи вверх. Угол может проходить либо параллельно, либо от переднего края скамейка.
В этом упражнении важно научиться двигать электрод при первом проходе с правильной скоростью движения без прожигания края и расплавленный металл пролился на нижнюю сторону.
Первый проход
Используйте электроды диаметром 1/8 дюйма на ток от 90 до 100 ампер и действуйте следующим образом:
(1) Направьте конец электрода прямо в нижнюю часть буквы «V». проткните и зажгите дугу.
(2) Держите дугу так, чтобы конец электрода находился примерно на 1/8 дюйма от дно паза и наклоняется вперед по ходу движения от 5 до 10 градусов.
(3) Когда дуга хорошо установится, начните двигаться медленно, устойчиво.
скорость к противоположному концу канавки, см. рис. 36.
рис. 36.
(4) Перемещайте электрод с такой скоростью, чтобы соприкасающиеся края пластины просто расплавляются и дно расплавленной лужи опускается совсем немного немного за углом.
РИСУНОК 36 — Конец электрода должен быть примерно на 1/8 дюйма выше
дно канавки. Перемещайте электрод с постоянной скоростью.
Поначалу этот шов будет трудно сделать, но продолжайте пробовать. новичок обычно движется слишком быстро и не дает луже достичь дна угол, где пластины соприкасаются, иначе он будет двигаться слишком медленно, и лужа полностью провалится.
Правильное сочетание сварочного тока, положения электрода и хода скорость для получения желаемого количества проплавления будет производить немного отверстие на передней кромке кратера прямо под кончиком электрода.
Это отверстие иногда называют «замочной скважиной». Научитесь следить и удерживать эту замочную скважину, не позволяя ей стать слишком большой и не вызвать
вы потеряете контроль и прогорите. Наличие замочной скважины говорит
вы, что вы растворяетесь в задней части канавки. Этот
Это необходимо, если вы хотите, чтобы сварной шов был максимально прочным. Ссылаться
заболеть. 37.
Наличие замочной скважины говорит
вы, что вы растворяетесь в задней части канавки. Этот
Это необходимо, если вы хотите, чтобы сварной шов был максимально прочным. Ссылаться
заболеть. 37.
РИСУНОК 37 — Следите за «замочной скважиной» при сварке углов.
Практикуйтесь до тех пор, пока не сможете скоординировать плавление и свои движения, чтобы лужа замерзает за дугой как раз перед тем, как провалиться нижняя часть скоса.
Помните, что подводимая теплота представляет собой комбинацию времени, температуры и БТЕ, а также то, что масса металла влияет на плавление. Так
если металл в нижней части канавки кажется слишком горячим и жидким, либо двигайтесь немного быстрее, либо слегка качайте электрод.
из стороны в сторону. Это ткацкое действие направит больше тепла против
стороны канавки, где металл толще. Если ты прожжешь
или обнаружен большой зазор, комбинированное движение хлыстом и плетением может
использоваться для контроля размера расплавленной лужи и скорости, с которой
добавляется металл шва.
Взбить вперед вдоль одного из краев пластины примерно на 1/4 дюйма и взбить назад в лужу, чтобы отложить больше металла. Переплетите сварочную ванну, чтобы противоположный край тарелки и снова взмахом вперед. Чередование краев пластины за каждое поступательное движение взбивания.
Если нижние края канавки не нагреваются и не плавятся достаточно держать электрод прямо в нижней части буквы «V» и при необходимости замедлить движение вперед.
Выполните хороший, ровный, хорошо проникающий первый проход. Очистите сварной шов отбойным молотком и проволочной щеткой, затем внимательно осмотрите его. Видеть если вы можете найти места, где вы шли слишком медленно или слишком быстро. Пытаться решите, глядя на сварной шов, где вы сделали хорошо и где вы сделали не делать хорошо.
Самокритика ценна при обучении сварке.
Второй проход
Теперь с использованием электрода того же размера и типа и той же силы тока
второй проход над первым.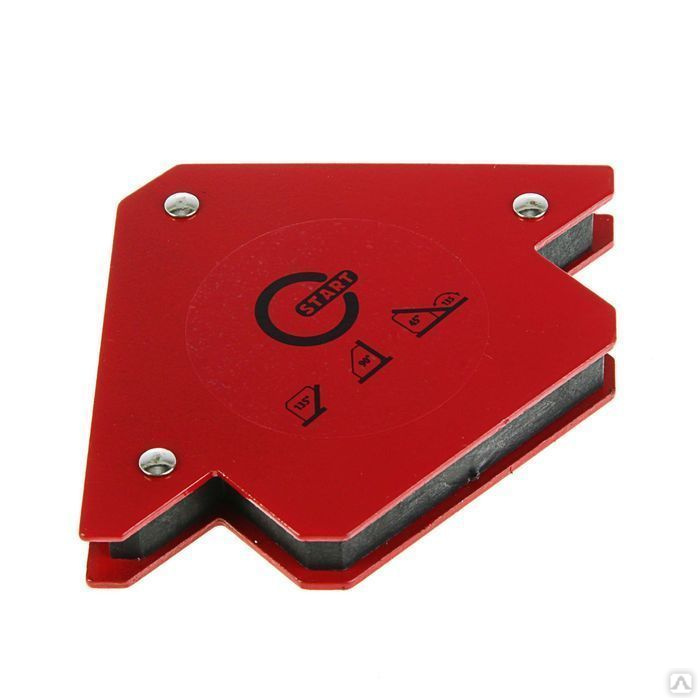
больной. 38. Во втором проходе следует использовать качающее движение, изученное в Раздел 6 и используется в Разделе 8.
Помните, как вы переплетаетесь из стороны в сторону, чтобы колебаться с каждой стороны сварной шов и быстро перемещаться по центру.
Самое время вернуться к двум важным моментам, которые были подчеркнуто несколько раз перед:
(1) Привыкайте смотреть на всю лужу, а не на какую-то ее часть этого.
(2) Продолжайте медленное, устойчивое, равномерное движение вперед со скоростью, стороны и дно основного металла, отложения в нужном количестве присадочного металла, и при замерзании сварит две части в одну с сустав такой же прочный, как и каждая часть.
После того, как вы завершили второй проход, хорошо очистите его и осмотрите. тщательно.
Если у вас есть подрезы по бокам, это, вероятно, потому, что вы не
достаточно долго колеблются по сторонам.
РИСУНОК 38 — Второй проход с использованием качающего движения.
Третий проход
V-образная канавка, образованная краями пластины, вероятно, не будет заполненный двумя проходами электродом 1/8 дюйма (хотя он должен быть почти заполненный). Поэтому выполните третий проход (см. рис. 39), используя электрод того же размера и типа и при той же силе тока.
Этот третий проход будет по существу похож на второй проход, но немного шире, поэтому вам придется позаботиться о том, чтобы заполнить края, не колеблясь. По сторонам. Кроме того, движение вперед должно быть медленнее, потому что каждое движение плетения с одной стороны на другую будет откладывать больше металла, а это занимает больше времени.
РИСУНОК 39 — Третий проход с использованием более широкого ткацкого движения.
Если металл сварного шва скопился высоко в центре канавки, вероятно,
потому что вы слишком медленно двигались по центру.
Если рябь или бусины грубые и неравномерные, это потому, что поступательное движение электрода было недостаточно устойчивым и равномерным.
По завершении третьего прохода очистите сварной шов и осмотрите его. осторожно.
Теперь, чтобы проверить качество сварного шва, поместите его в тиски (как показано на илл. 40) и прижмите пластины друг к другу до их соприкосновения. Смотреть в сварном шве, чтобы увидеть, отделился ли он в центре или оторвался с любой пластины. Он не должен отделяться или отрываться.
РИСУНОК 40 — Сварной шов не должен отделяться или отрываться при испытаниях, подобных
это.
Больше практики
Пластины, которые вы использовали для первого углового сварного шва, можно снова используется для отработки дополнительных угловых сварных швов.
Отметьте пластины сразу за сварным швом и вырежьте сварной шов из обеих частей. Установите куски пластины, как и раньше, и сделайте еще один сварной шов.
Установите куски пластины, как и раньше, и сделайте еще один сварной шов.
Извлеките выгоду из своих ошибок и сделайте второй сварной шов лучше первого один.
Когда этот второй сварной шов будет завершен, поместите его в тиски (как показано на больной. 41) и прижмите две пластины друг к другу, чтобы выровнять узел. Затем посмотрите на нижнюю сторону, чтобы увидеть, есть ли трещины или непроваренные участки. Металл сварного шва должен быть прочным и твердым и хорошо сплавляться с обеими частями. плиты.
Сделайте еще несколько сварных швов этого типа, тщательно тренируясь, чтобы улучшить ваша техника. По мере практики вы сможете увидеть и понять больше того, что происходит в сварочной ванне. Как вы видите и понимаете больше, вы сможете лучше контролировать лужу.
РИСУНОК 41 — Разорванный сварной шов не должен иметь трещин или непроплавленных участков.
Предыдущая: Филе
Сварные швы
Далее:
Глоссарий сварочных терминов ДОМАШНЯЯ СТРАНИЦА
Уголок механиков: Советы по сварке от «экспертов» —
Часто мы помещаем в эту колонку профессиональных экспертов – тех, за именами которых стоит докторская степень и другие аббревиатуры. Мы ценим их. Мы зависим от них. Они представляют инструкции, усовершенствованные в процессе опыта и обучения.
Мы ценим их. Мы зависим от них. Они представляют инструкции, усовершенствованные в процессе опыта и обучения.
Связанные
Я полагаю, что читатели иногда задаются вопросом, пачкают ли когда-нибудь профессионалы свои сапоги или руки жирными, задаваться вопросом, постучали ли они когда-нибудь по костяшкам пальцев гаечным ключом с трещоткой. Так что в этом выпуске мы приносим вам «непрофессиональные» и неприкрашенные советы от ваших коллег-механиков по ферме, но принимайте эти советы на свой страх и риск.
Мы спросили: «Из школы тяжелых ударов, какие советы по сварке вы усвоили за эти годы?» (Наши правки были очень незначительными, так что будьте готовы к откровенности.)
«Мне нравится сваривать горячим и быстрым способом, без движений из стороны в сторону, если только это не широкий шов. Мой сварочный аппарат на 300 ампер в 90% случаев настроен на две трети нагрева. Также чистый металл – большой помощник. Кроме того, не сваривайте, стоя на коленях на цементе; маленькие шарики шлака будут скатываться под вашим коленом и вызывать прыжки и ненормативную лексику».
—Миннесота
«Потратьте дополнительные несколько минут на надлежащую очистку и V-образный вырез (при необходимости, например, на ¼-дюймовом материале) свариваемой детали. Мы часто свариваем или ремонтируем вещи, которые грязные, ржавые, покрытые краской и т. д. Несколько минут подготовки сделают сварку намного лучше».
—Калифорния
«Подготовка материала, правильный выбор электрода, правильный выбор силы тока для свариваемых материалов… Я думаю, что человек должен научиться сваривать электродуговым сварочным аппаратом, прежде чем учиться сварке MIG. Просто мое мнение…».
— Центральный Иллинойс
«Кожаная куртка для сварки над головой действительно помогает. Я не могу одновременно делать хороший сварной шов и танцевать».
—Расположение неизвестно
«Подготовка поверхности. Устройтесь поудобнее и дышите. Зажмите заготовку. Если это небольшая заготовка в странном положении, прикрепите ее к столу/козе в наилучшем возможном положении. Если это 12-дюймовый или менее валик, сделайте вид, что сварка идет до конца соединения. Если это 12-дюймовая бусина или больше, научитесь двигать своим телом до того, как вы дойдете до конца гребка. Знайте, где находится поводок вашего пистолета… Проверьте свою катушку, прежде чем начать 6-футовую бусину. Чистый пол. [Используйте] много прихваточных швов, если это толстый материал. Повернись и прожги их насквозь. Сварочный шов, если это калибровочный материал. Выбросьте наконечник сопла. Это в основном для импульсной сварки… если вы используете проволоку 035, используйте наконечник 045. При использовании проволоки 045 используйте наконечник 1/16. Если вы используете пистолет Bernard, вставьте контактный наконечник задом наперед. Если вы свариваете только 1/8 и больше, используйте 045…».
Если это 12-дюймовый или менее валик, сделайте вид, что сварка идет до конца соединения. Если это 12-дюймовая бусина или больше, научитесь двигать своим телом до того, как вы дойдете до конца гребка. Знайте, где находится поводок вашего пистолета… Проверьте свою катушку, прежде чем начать 6-футовую бусину. Чистый пол. [Используйте] много прихваточных швов, если это толстый материал. Повернись и прожги их насквозь. Сварочный шов, если это калибровочный материал. Выбросьте наконечник сопла. Это в основном для импульсной сварки… если вы используете проволоку 035, используйте наконечник 045. При использовании проволоки 045 используйте наконечник 1/16. Если вы используете пистолет Bernard, вставьте контактный наконечник задом наперед. Если вы свариваете только 1/8 и больше, используйте 045…».
— Небраска
«Твердый прочный стержень не обязательно обеспечивает прочный сварной шов. Выберите стержень или проволоку, которая имеет некоторую пластичность или удлинение для мягкой стали. Просто для смеха и смеха возьмите два куска 3/16 или 1/4 на 2, V-образные концы и сварите их вместе. После того, как он остынет, подойдите к тискам или нажмите и начните сгибать его по сварному шву. После того, как вы согнете его достаточно сильно, подойдите к наковальне и с помощью кувалды согните его полностью. Если он не треснул, вы сделали очень хороший сварной шов. Если да, то попробуйте еще раз, пока не треснет. Это научит вас, как использовать правильный стержень, правильную температуру и насколько тяжелой должна быть бусина, а также как правильно начинать и заканчивать бусину. Разочарование и практика сделают вас компетентным сварщиком. После того, как вы получите работающую, просверлите в ней дырку, повесьте ее на стену магазина и попросите парня, который считает себя сварщиком, сделать такую же для вас».
Просто для смеха и смеха возьмите два куска 3/16 или 1/4 на 2, V-образные концы и сварите их вместе. После того, как он остынет, подойдите к тискам или нажмите и начните сгибать его по сварному шву. После того, как вы согнете его достаточно сильно, подойдите к наковальне и с помощью кувалды согните его полностью. Если он не треснул, вы сделали очень хороший сварной шов. Если да, то попробуйте еще раз, пока не треснет. Это научит вас, как использовать правильный стержень, правильную температуру и насколько тяжелой должна быть бусина, а также как правильно начинать и заканчивать бусину. Разочарование и практика сделают вас компетентным сварщиком. После того, как вы получите работающую, просверлите в ней дырку, повесьте ее на стену магазина и попросите парня, который считает себя сварщиком, сделать такую же для вас».
— Вашингтон
«Подумайте, прежде чем брать что-то со сварочного стола. Обожженные кончики пальцев — это не весело. Не заправляйте штанины в сапоги (особенно резиновые сапоги). Всегда следите за тем, чтобы штанины брюк находились снаружи ботинок. Сделал эту ошибку только один раз; швырнул мой Данлоп через весь магазин. Выберите правильный стержень для работы. Обращение за советом, если вы не уверены, всегда мудро, даже для опытных сварщиков. Красивый шов — не всегда хороший шов. Подготовительная работа, обеспечение чистоты (включая рабочую зону; ненавижу работать в беспорядке) и V-образное вырезание зоны сварки будут иметь огромное значение».
Всегда следите за тем, чтобы штанины брюк находились снаружи ботинок. Сделал эту ошибку только один раз; швырнул мой Данлоп через весь магазин. Выберите правильный стержень для работы. Обращение за советом, если вы не уверены, всегда мудро, даже для опытных сварщиков. Красивый шов — не всегда хороший шов. Подготовительная работа, обеспечение чистоты (включая рабочую зону; ненавижу работать в беспорядке) и V-образное вырезание зоны сварки будут иметь огромное значение».
— Местонахождение неизвестно
«Я бы посоветовал следующее: хорошо очистить металл; устроиться поудобнее; убедитесь, что вы четко видите, что делаете… смотрите на лужу, а не на дугу; вертикальные швы почти всегда следует сваривать снизу вверх; большее количество сварных швов не делает его прочнее; хороший сварной шов — хороший сварной шов; добавление плохих передач друг к другу — это просто сжигание стержней».
— Мичиган
«Вы должны использовать каску во время сварки, включая прихватку. Всегда держите под рукой алоэ вера или крем от загара на случай, если вы получите ожог от сварки. Ожог сварщика наступает среди ночи в виде мучительного жжения кожи или глаз, такое ощущение, будто кто-то высосал из глазниц всю влагу до последней капли, а потом бросил в них песок. Если вы свариваете на тянущем тракторе, отключите компьютер; плохие новости, если вы этого не сделаете».
Всегда держите под рукой алоэ вера или крем от загара на случай, если вы получите ожог от сварки. Ожог сварщика наступает среди ночи в виде мучительного жжения кожи или глаз, такое ощущение, будто кто-то высосал из глазниц всю влагу до последней капли, а потом бросил в них песок. Если вы свариваете на тянущем тракторе, отключите компьютер; плохие новости, если вы этого не сделаете».
— Местонахождение неизвестно
«Держите ваши сварочные электроды сухими. Я храню свою в старом холодильнике со 100-ваттной лампочкой, которую я настроил так, чтобы она была включена все время. Компрессор отсоединен. У меня никогда не было проблем с влажностью, и я держу много удилищ разных типов…».
— Местонахождение неизвестно
«Советы по использованию резака: Перед включением бутылок проверьте, не ослаблены ли крепления на резаке. Никогда не настраивайте регуляторы выше 10 фунтов на квадратный дюйм для ацетилена и 40 фунтов на квадратный дюйм для кислорода; он становится неустойчивым. Отрегулируйте пламя ацетилена до исчезновения черного дыма, затем медленно добавляйте кислород, пока небольшое голубое пламя не появится на самом конце режущего наконечника. Чтобы проверить правильность регулировки, нажмите на кислородную рукоятку; если синее пламя расширяется, требуется дополнительная регулировка. Правильная регулировка – это когда синее пламя не расширяется и не сжимается. Защитные очки и кожаные перчатки (хотя обычно это не модно) всегда хорошая идея. Перед включением газовых баллонов проверьте шланги на наличие отверстий. Проверьте наличие утечек воздуха с помощью мыльной воды на резаке и регуляторах. Регулятор кислородного баллона туго затянут вправо, свободно затянут влево. Регулятор ацетилена левый-жесткий, правый-свободный. Шланговая арматура регуляторов зеркал. Всегда имейте стабильный отдых для рук, когда это возможно. Красный шланг — ацетилен; зеленый шланг это кислород. Ацетилен имеет отчетливый запах, который легко обнаружить в случае утечки. Убедитесь, что место для резки чистое и на нем нет мусора, и всегда держите рядом огнетушитель для легкого доступа в случае необходимости».
Отрегулируйте пламя ацетилена до исчезновения черного дыма, затем медленно добавляйте кислород, пока небольшое голубое пламя не появится на самом конце режущего наконечника. Чтобы проверить правильность регулировки, нажмите на кислородную рукоятку; если синее пламя расширяется, требуется дополнительная регулировка. Правильная регулировка – это когда синее пламя не расширяется и не сжимается. Защитные очки и кожаные перчатки (хотя обычно это не модно) всегда хорошая идея. Перед включением газовых баллонов проверьте шланги на наличие отверстий. Проверьте наличие утечек воздуха с помощью мыльной воды на резаке и регуляторах. Регулятор кислородного баллона туго затянут вправо, свободно затянут влево. Регулятор ацетилена левый-жесткий, правый-свободный. Шланговая арматура регуляторов зеркал. Всегда имейте стабильный отдых для рук, когда это возможно. Красный шланг — ацетилен; зеленый шланг это кислород. Ацетилен имеет отчетливый запах, который легко обнаружить в случае утечки. Убедитесь, что место для резки чистое и на нем нет мусора, и всегда держите рядом огнетушитель для легкого доступа в случае необходимости».
— Айдахо
И помните, волосы на лице легко сгорают и не очень приятно пахнут. Быть в безопасности. PD
Lynn Jaynes
Editor
Progressive Dairyman
Conewango Products Corp. является ведущим производителем и дистрибьютором качественных сельскохозяйственных резиновых изделий, молочных продуктов и дистрибьюторов других качественных резиновых изделий, молочных продуктов и других товаров.
Компания American Coolair работает более 90 лет. С момента своего основания компания производит высококачественные, универсальные и экономичные высокоскоростные вентиляционные системы для молочной промышленности.
Munters предлагает передовые технологии, надежность, высокую производительность, превосходную логистику и лучшую в своем классе поддержку для сельскохозяйственной отрасли.
Угловой сварочный аппарат Цена — купить дешевый угловой сварочный аппарат по низкой цене на Made-in-China.
 com Сравнивая цены на угловой сварочный аппарат , вы можете купить качественный угловой сварочный аппарат по заводской цене / низкой цене в Китае.
com Сравнивая цены на угловой сварочный аппарат , вы можете купить качественный угловой сварочный аппарат по заводской цене / низкой цене в Китае.Послепродажное обслуживание: Дистанционное обучение
Гарантия: 90 дней
Состояние: Новый
Индивидуальные
Сертификация: ISO9001, TUV
Танк Marerial: Металлический бак
Wincoo Engineering Co., Ltd.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автоматический
ЧПУ или нет: ЧПУ
Напряжение: 220 В
Расход воздуха: 180 л/мин
Шаньдун Eworld Machine Co. , Ltd.
, Ltd.
Послепродажное обслуживание: Онлайн-сервис
Гарантия: 12 месяцев после Bl Time
Состояние: Новый
Сертификация: ISO
Автоматический класс: Портативный
ЧПУ или нет: не ЧПУ
Шаньдун CCI Co., Ltd.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автоматический
ЧПУ или нет: ЧПУ
Напряжение: 220В
Мощность: 4,5 кВт
JINAN YBKE MACHINERY CO. , LTD.
, LTD.
Послепродажное обслуживание: Круглосуточный видеосервис для технических специалистов
Гарантия: 1 год
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автоматический
ЧПУ или нет: ЧПУ
JINAN MAG GROUP CO., LTD.
Послепродажное обслуживание: 1 год
Гарантия: 1 Год
Классификация: Машина для ламинирования пены
Применение: EPE XPE IXPE EPP EPS Ламинирование пены EVA
Приводной тип: Электрический
Автомат Автомат
QB Intelligent Machinery Co, Ltd
Послепродажное обслуживание: Круглосуточная служба поддержки
Гарантия: 1 год
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автоматический
ЧПУ или нет: ЧПУ
JINAN MAG GROUP CO. , LTD.
, LTD.
Состояние: Новый
Индивидуальные
Сертификация: Объекты хранения ISO9001
: Жидкость
Применение: Сварной стальной поддон
Упаковка: Стандартная экспортная упаковка
Нинбо Синьчжоу Сварочное оборудование Лтд
Тип коробки передач: Гибкая автоматическая производственная линия
: Комплексная сертификация
: ISO, CE
Автоматизация: Автоматизация
Гибкое производство: Бережливое производство
Ритм: Поточная производственная линия
Нанкин Авто Электрик Ко. , Лтд.
, Лтд.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автомат
ЧПУ или нет: ЧПУ
Напряжение: 380 В
Модель: Sqj-ЧПУ-120b-3
JINAN YUEFENG MACHINERY CO., LTD.
Послепродажное обслуживание: 18 месяцев
Гарантия: 18 месяцев
Состояние: Новый
Сертификация: CE
Автоматический класс: Автоматический
ЧПУ или нет: ЧПУ
Цзинань Sunny Machinery Co. , Ltd.
, Ltd.
Способ охлаждения: Воздушное охлаждение
Управление: Автоматический
Стиль: Висячие
Диапазон частот: Низкая частота
Электрический ток: АС
Тип: Машины для сварки швов
Гуанчжоу DuroWelder Limited
Управление: Автомат
Тип: Аппараты дуговой сварки
Мин. Зазор между двойными оболочками: 800мм
Состояние: Новый
Фирменное наименование: Naec
Место происхождения: Цзянсу, Китай (материк)
Нанкин Авто Электрик Ко. , Лтд.
, Лтд.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автомат
ЧПУ или нет: ЧПУ
Напряжение: 220 В
Модель: Ш01
JINAN YUEFENG MACHINERY CO., LTD.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автомат
ЧПУ или нет: ЧПУ
Напряжение: 220 В
Модель: Швг2-120*3600
JINAN YUEFENG MACHINERY CO. , LTD.
, LTD.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: полуавтомат
ЧПУ или нет: не ЧПУ
Напряжение: 380 В
Модель: Шп4-4300б
JINAN YUEFENG MACHINERY CO., LTD.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: полуавтомат
ЧПУ или нет: не ЧПУ
Модель: Sqj05-120
Давление воздуха: 0,4~0,6 МПа
JINAN YUEFENG MACHINERY CO. , LTD.
, LTD.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автомат
ЧПУ или нет: ЧПУ
Напряжение: 380 В
Модель: Sqj-ЧПУ-120b-3
JINAN YUEFENG MACHINERY CO., LTD.
Управление: Автомат
Тип: Аппараты дуговой сварки
Технология сварки: Fcaw или пила
Торговая марка: Naec
Состояние: Новая машина для стыковой/угловой сварки
: Более 99%
Нанкин Авто Электрик Ко. , Лтд.
, Лтд.
Применение: Сварка пластика
Путь охлаждения: Воздушное охлаждение
Управление: Полуавтоматический
Диапазон частот: Низкая частота
Электрический ток: AC
Стиль: Вертикальный
Сучжоу Boyi Welding Equipment Co., Ltd.
Тип: Аппараты дуговой сварки
Размер: 1080*480*740
Вес: 55 кг
Подходящий источник питания: 380±10%/50
Naec
Подходит для материала: CS/SS/ас
Нанкин Авто Электрик Ко. , Лтд.
, Лтд.
Состояние: Новый
Сертификация: ИСО, СЕ
Автоматическая классификация: Автоматический
ЧПУ или нет: ЧПУ
Напряжение: 380 В
Модель: Швг4-120*4500
JINAN YUEFENG MACHINERY CO., LTD.
Состояние: Новый
Сертификация: ИСО, СЕ
Автоматическая классификация: Автоматический
ЧПУ или нет: не ЧПУ
Напряжение: 380В
Упаковка: Фанерный ящик
JINAN MAG GROUP CO. , LTD.
, LTD.
Способ охлаждения: Воздушное охлаждение
Управление: Автомат
Стиль: Вертикальный
Диапазон частот: Промежуточная частота
Электрический ток: Инвертор
Тип: Аппарат для сварки швов
Циндао Zhenxiong механического оборудования Co., Ltd.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автоматический
ЧПУ или нет: ЧПУ
Напряжение: 380 В
Модель: Sqj-ЧПУ-120b-6
JINAN YUEFENG MACHINERY CO. , LTD.
, LTD.
Состояние: Новый
Сертификация: ISO, CE
Автоматический класс: Автоматический
ЧПУ или нет: ЧПУ
Напряжение: 380 В
Модель: Sqj-ЧПУ-120b-5
JINAN YUEFENG MACHINERY CO., LTD.
5 Типы сварных соединений и позиции сварки: определение
Вы все уже изучили основные виды сварки. Сегодня мы поговорим о видах сварных соединений и их применении.
Сварщики используют процесс сварки безгранично, от простых самодельных изделий до авиационной промышленности.
Сварка объединяет конструкции, делая их более прочными. Использование правильных сварочных соединений в соответствии с ситуацией имеет решающее значение; в противном случае результат будет неутешительным.
Различные сварочные соединения должны выдерживать разные нагрузки. Различные типы сварных соединений имеют разную прочность. Если сварщик использует неправильный сварочный шов, окончательная конструкция не выдержит приложенного к ней усилия. Он сломается или деформируется. Иногда результаты могут быть опасными.
Таким образом, знание различных типов сварных соединений и способов их использования является обязательным условием для того, чтобы стать квалифицированным сварщиком. В сварочной промышленности существует 05 основных типов сварных соединений. Давайте посмотрим, что они из себя представляют.
Основные типы сварных соединений
Типы сварных соединений легко изучить, поняв вид их поперечного сечения. 05 основных типов сварных соединений следующие:
- Соединение встык
- Соединение в угол
- Соединение внахлестку
- Соединение внахлестку
- Тройник
Прежде чем углубляться в детали, знаете ли вы, что такое сварка?
Этот термин используется для описания набора деталей или материалов, сваренных вместе. По сути, это соединение, в котором соединяются различные металлические детали. Другими словами, когда сварщик выполняет сварку, соединяющую два или более металлов вместе, он создает «сварное соединение».
По сути, это соединение, в котором соединяются различные металлические детали. Другими словами, когда сварщик выполняет сварку, соединяющую два или более металлов вместе, он создает «сварное соединение».
Вы увидите сварные соединения на трубах, отливках, листовом металле или во многих других областях. Теперь мы подробно рассмотрим, что представляют собой эти типы суставов.
Стыковое соединение
Этот сварной шов сравнительно самый простой и чаще всего используется в сварочных работах. Другой термин для стыкового соединения — сварка с квадратной канавкой.
Сварщики используют стыковое соединение для сварки двух металлических деталей в одной плоскости, бок о бок, параллельно друг другу. Это общепринятое сварочное соединение, используемое, когда речь идет о типах сварных соединений при сварке труб. Встык используют различные стили сварки, такие как;
- Стыковой сварной шов с квадратной канавкой
- Стыковой сварной шов со скошенным пазом
- Стыковой сварной шов с V-образным пазом
- Стыковой сварной паз с J-образным пазом
- Сварной шов с U-образным пазом
- Сварной шов с фаской
- Стыковой шов с разделкой
Благодаря удобному расположению свариваемых металлических деталей сварка встык очень проста для квалифицированного сварщика. Две детали соединяются по стыковому шву.
Две детали соединяются по стыковому шву.
Вышеупомянутые стили зависят от толщины материала и формы подготовки поверхности соединения. Сварщики используют стыковые соединения с обеих сторон стыка в соответствии с требованиями или в соответствии со свадебным символом.
Применение: Соединение труб, клапанов, фитингов или клапанов.
Угловое соединение
Угловое соединение очень популярно при сварке листового металла. Когда сварщику необходимо соединить две металлические детали, которые соединяются под углом 900, они используют сварку угловых соединений.
Два материала образуют букву L на внешней кромке металлов. Вы можете увидеть сварные швы угловых соединений в конструкции металлического короба и коробчатого каркаса. Сварщики используют указанные ниже способы сварки при выполнении угловых соединений;
- Сварной шов встык/ с квадратной канавкой
- Сварной шов с U-образным пазом
- Точечный шов
- Сварной шов с V-образным пазом
- Сварной шов со скошенным пазом
- Угловой шов
- Сварной шов с раструбом-V-образным пазом
- Сварной шов с J-образной канавкой
- Сварной шов по кромке
Выше упоминалось, что в разных ситуациях используются разные стили сварки.
Сварщики обычно используют угловой шов при выполнении угловых соединений в местах пересечения двух металлических листов.
Угловые соединения бывают двух видов: открытый угол и закрытый угол. Закрытый угловой стык очень похож на квадратно-стыковой стык. Открытые угловые соединения имеют меньше дефектов по сравнению с закрытыми угловыми соединениями.
Применение: Изготовление краев и рам металлических коробок
Соединение внахлестку
Соединение внахлест — это третий тип сварного соединения, который мы обсуждаем.
Когда куски материала, подлежащие сварке, находятся в положении внахлест, сварщики выполняют сварку внахлест, чтобы соединить их вместе.
Соединение внахлест представляет собой разновидность углового сварного шва. Делают угловой шов по шву нахлеста деталей. Сварщики делают соединения внахлест с обеих сторон или с одной стороны шва в зависимости от требований и ситуации.
Когда две соединительные детали имеют разную толщину, соединения внахлестку образуют прочный сварной шов. В соединении внахлест может быть один или несколько проходов сварки. Ниже приведены стили сварки и производители металла, используемые при выполнении этого типа соединения:
В соединении внахлест может быть один или несколько проходов сварки. Ниже приведены стили сварки и производители металла, используемые при выполнении этого типа соединения:
- Угловой сварной шов
- Точечный сварной шов
- Сварной шов со скосом и разделкой
- Сварной шов с J-образным пазом
- Сварной шов с прорезями
- Сварной шов пробкой
Обычно соединение внахлестку не создает подготовки кромок на краях соединяемых деталей.
Сварщики обычно не выполняют проточку основного металла перед выполнением соединения. Этот тип соединения в основном виден при сварке листового металла.
Сварные швы внахлестку встречаются редко на более толстых материалах, таких как трубы и пластины. Возможность коррозии высока в соединениях внахлест из-за перекрытия материалов.
Применение: Сварка металлических листов, широко применяемая при лазерной, электронной и контактной точечной сварке
Кромочное соединение
Сварщики используют кромочные соединения при соединении листового металла, имеющего отбортовку кромок.
Здесь металлические детали соединяются бок о бок, параллельно друг другу, и сварка выполняется по одной кромке. Это сварной шов канавочного типа.
В некоторых случаях сварщики используют присадочный металл для сплавления и усиления соединения. Как и другие типы соединений, краевые соединения могут выполняться с обеих сторон или с одной стороны шва. Используя следующие стили сварки, сварщики выполняют краевые соединения:
- Butt-weld/ square-
- groove weld
- Bevel-groove weld
- J-groove weld
- V-groove weld
- U-groove weld
- Edge-flange weld
- Corner-flange weld
Краевые соединения кажутся менее прочными, так как сварной шов не полностью проникает в толщину в месте соединения. Следовательно, это хорошо для суставов, подвергающихся меньшему стрессу и давлению. Это тип сварки с разделкой кромок.
Применение: Соединение краев глушителей или металлических листов с отбортовкой.
Тройник
Последним типом сварного соединения среди основных типов сварных соединений является тройник.
Когда два соединительных материала пересекаются под углом 90°, они образуют Т-образный шов. Другими словами, это соединение находится не на краю металлической детали, а в середине металлической поверхности. Кроме того, когда труба встречается с опорной плитой, образуется Т-образное соединение.
Сварщики используют угловой шов при выполнении тройниковых соединений. Обычное тройниковое соединение не требует нарезки канавок, если пластина основного металла не слишком толстая.
Сварщики редко используют метод сварки под флюсом при выполнении тройниковых соединений, так как при этом образуются фаски. Ниже упомянутые стили сварки могут выполнять тройниковые соединения;
- Fillet Weld
- Plug Weld
- Shot Weld
- Bevel-Grove Weld
- Flare-Bevel-Grove Weld
- J-Grove Weld
- Melt-Drowh Weld
403 с тройниковыми соединениями. Поскольку тройниковые соединения испытывают большие нагрузки, происходит разрыв пластин.
Поскольку тройниковые соединения испытывают большие нагрузки, происходит разрыв пластин.
Сварщики используют стопоры для предотвращения деформации соединения. Тройник также представляет собой сварной шов углового типа и выполняется с обеих сторон свариваемой металлической детали.
Применение: Соединение труб с металлическими основаниями, соединение металлических деталей перпендикулярно металлическим основаниям.
Угловая сварка Соединения?
Вы слышали об угловых сварных швах?
Это другое название, описывающее соединение внахлест, угол и тройник. Угловые соединения в основном используют дуговую сварку.
При сооружении трубопроводных систем, соединении труб в раструб сварщики в основном применяют угловые соединения. И подготовка кромки не является обязательной или необходимой при выполнении этого сварочного соединения. Кроме того, такая подготовка сварочного шва менее затратна, чем сварка встык.
ВАЖНЫЕ ПРИМЕЧАНИЯ:
- Необходимо надлежащим образом контролировать параметры сварки, чтобы избежать других деформаций, таких как пористость, неполное проплавление, включения шлака, прожоги, растрескивание, разрывы пластин и несплавление.
- Сварщики должны использовать соответствующие методы и процедуры сварки, соответствующие свариваемому соединению.
- Знание всех типов символов сварочных соединений имеет решающее значение для правильного выполнения работы. В противном случае необходимой прочности сварной конструкции в конечном результате не будет.
- Прочность сварного соединения зависит не только от размера сварного шва. Тип металла, из которого изготовлено соединение, играет огромную роль в прочности соединений.
- Поверхности и кромки металлов, образующие соединение, должны быть чистыми, без посторонних материалов, чтобы сварное соединение было чистым, прочным и цельным.

Теперь мы знаем все основные виды сварных соединений и их особенности. Давайте быстро рассмотрим доступные позиции сварки.
Сварочные позиции
Типы сварных швов и положения — это две взаимосвязанные темы.
Все процессы сварки не могут выполняться для всех положений сварки. Некоторые процессы сварки могут работать со всеми типами сварки, в то время как некоторые процессы могут работать только с несколькими позициями.
Сварщики классифицируют все виды сварки в зависимости от положения сварного соединения на опорных плитах или заготовке.
Положение сварщика лицом к свариваемому изделию определяет эти основные позиции сварки. Положение имеет большое значение при сварке, так как поток расплавленного присадочного материала зависит от силы тяжести.
Каковы основные положения сварки?
Плоское положение
Горизонтальное положение
Вертикальное положение
Вертикальное положение
В этих четырех положениях выполняются как сварка кромок, так и угловые сварные швы.
Плоское положение
Это самое удобное положение для сварки. Положение руки вниз — это еще одно название плоской позиции.
В этом положении сварщики сваривают верхнюю сторону сварного шва быстрее и легче. Расплавленный металл стекает вниз в соединение, герметизируя его.
Горизонтальное положение
Сварка в этом положении намного сложнее, чем в горизонтальном положении для начинающего сварщика. Когда вы наберетесь опыта, управлять этой позицией будет легко.
Когда вы наберетесь опыта, управлять этой позицией будет легко.
При разделочной сварке в горизонтальном положении вы найдете ось сварного шва в горизонтальной или почти горизонтальной плоскости. Тогда поверхность сварного шва располагается почти в вертикальной плоскости.
При угловом шве в этом положении сварка происходит в верхней части поверхностей, которые почти горизонтальны или перпендикулярны вертикальной поверхности. Сварщики должны держать горелку под углом 45°, чтобы хорошо выполнить работу.
Вертикальное положение
В этом положении сварки обе металлические пластины и сварной шов лежат вертикально. Поскольку гравитация действует на расплавленный металл, он имеет тенденцию стекать вниз, накапливаясь. Чтобы избежать этого, сварщики используют вертикальное положение вниз или вверх.
Верхнее положение
При этой сварке позиционная сварка выполняется с нижней стороны сварного шва. Требуется большое мастерство, чтобы управлять этим сварочным положением, так как оно очень сложное и трудное.
В этом положении обычно можно увидеть провисание расплавленного металла и образование валиков на пластине. Очень важно, чтобы расплавленная лужа была небольшой, чтобы избежать этой проблемы.
Примечание: Помимо этих вакансий, существуют также позиции по сварке труб, что является довольно широкой темой для изучения.
Среди типов сварных соединений и символов цифры и буквы назначаются для обозначения позиций сварки и типа сварного шва. Эта классификация выглядит следующим образом:
1 = плоское положение
2 = горизонтальное положение
3 = вертикальное положение
4 = верхнее положение
F = Угловой сварной шов
G = Сварной шов с разделкой кромок
Например, 2G означает Сварка с разделкой в горизонтальном положении. Понимание всех символов сварных соединений имеет решающее значение для чтения иллюстраций и чертежей сварки на пути к тому, чтобы стать профессиональным сварщиком.