Второй урок начинающего сварщика «вертикал» | MastakSvarka
В прошлой статье «самое первое упражнение для начинающего сварщика» мы рассмотрели урок «зажигание сварочной дуги и наплавка сварных швов в нижнем положении». Следующим этапом обучения, будет урок сварки вертикальных швов. Для начинающего сварщика, вертикальный шов является сложным упражнением, поэтому обучение проходит в два этапа. Сегодня рассмотрим первый этап.
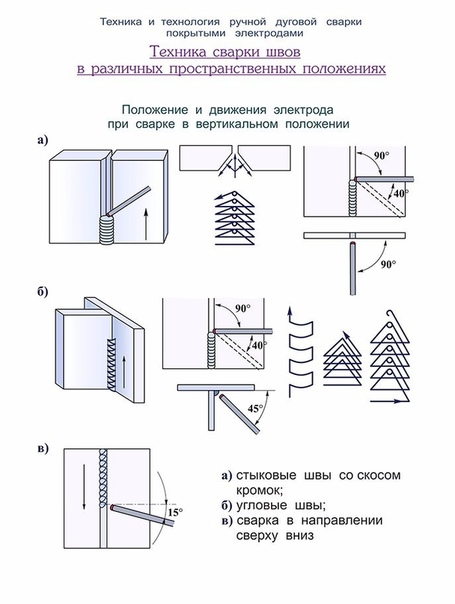
Нам понадобится пластина, желательно большой толщины ( от 6 мм), электроды УОНИ 13/55 диаметром 3 мм или их аналоги. Пластину закрепляем под углом 45 градусов. Выставляем сварочный ток примерно 75-80 А. Сварку будем производить постоянным током, обратной полярности ( плюс на электроде).
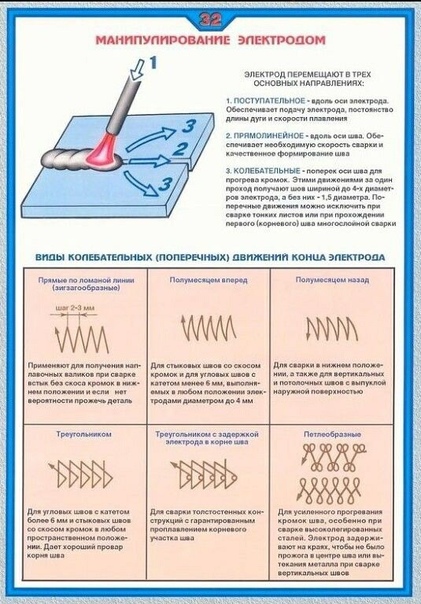
Закрепленная пластина под углом 45 градусовПервый сварной шов выполняем с края пластины Z- образными движениями. Можно использовать и другие движения рассмотренные в статье «колебательные движения электродом вертикально».
Z( зет -образные) движения электродомВо время сварки вертикального шва, можно придерживать электрод второй рукой для избежания тряски. Сварку производим снизу вверх.
Поддержка электродаВыполнили первый сварной шов, после отделяем шлак и зачищаем металлической щеткой.
Первый сварной шовЗатем приступаем к выполнению второго сварного шва внахлест предыдущего, точно такими же движениями.
Z- образные колебательные движенияПолучаем второй сварной шов. Как вы уже догадались, упражнение необходимо проделать до конца пластины.
На освоение данного упражнения отводится от 6 до 12 часов в зависимости от результата. Проделали упражнение на одной пластине, берем вторую и закрепляем полученный навык. На первый взгляд, упражнение кажется очень скучным и малоэффективным, но без него невозможно освоить дальнейшие уроки.
Небольшое видео можно увидеть здесь:
Уроки сварки: Сварка полуавтоматом для начинающих
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров.
В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.

5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
—-
Удалить или отредактировать эту статью можно в бэк-офисе сайта в разделе «Статьи»
Инструкции по работе с блогом на InSales доступны в нашей документации: https://www.insales.ru/collection/doc-settings/product/rabota-s-blogami
Сварка аргоном технология видео — В помощь хозяину
Сварка аргоном – технология и видео уроки для начинающих
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.

Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Аргоновая сварка — видео уроки и обучение сварке аргоном
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.Потребность в сваривании алюминия, меди, титана, нержавеющих сталей давно стала возникать не только в производстве, но и в быту. Традиционное оборудование не всегда отлично справляется с такими задачами. Для различных ремонтных работ и изготовления конструкций из таких материалов применяется сварка аргоном, обучение которой на нашем сайте поможет в осуществлении ее собственными руками.
На самом деле сварочный процесс — не такая уж сложная процедура, и добиться хороших результатов можно даже при таком методе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Особенности аргонодуговой сварки
Главной и отличительной особенностью является использование неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет применения которого обусловлено высокое качество и надежность сварных соединений.
Применение технологии аргонодуговой сварки позволяет получать прочные, ровные и аккуратные швы. Как происходит аргоновая сварка, видео уроки демонстрируют наглядно и подробно, ведь необходимо учесть в процессе множество тонкостей.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Еще по этой теме на нашем сайте:
- Новые уроки сварки электродом — что такое «сварка в лодочку»
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Аргоновая сварка — цены за см от хорошего сварщика по сварке аргоном
Аргоновая сварка популярна тем, что по сравнению с другими видами сварки отличается аккуратностью шва, его прочностью и долговечностью. Сварку аргоном можно выполнять самостоятельно или пригласить.
Аргонная сварка цветного и черного металла
Аргонная сварка является неотъемлемым технологическим процессом на многих производственных и ремонтных предприятиях. В среде этого газа производится сварка цветмета, таких как медь, алюминий, дюраль и чугун, также успешно варится сталь и другие черные металлы.
В обычных условиях без подачи газа образуется много пор, металл окисляется, делая соединение непрочным и недолговечным. Аргон защищает зону сваривания от проникновения в нее загрязненного воздуха, исключая образование дефектов.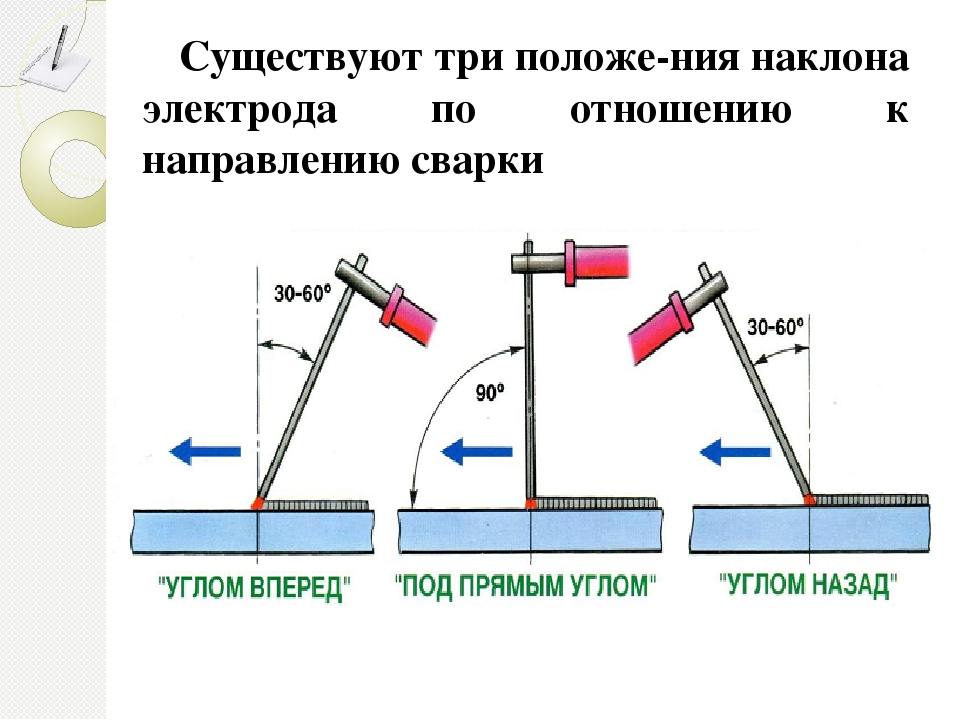
Особенности аргонной сварки
К особенностям аргонной сварки следует отнести то, что в газовой среде можно варить любые металлы, не только цветные. Обычная сталь не критична к окислению, но в среде инертного газа шов получается более качественный.
В основном процесс идентичен, как и в случае обычной дуговой или полуавтоматической с подачей проволоки. Разница состоит в технологии. Для получения идеального результата накладывать расплав необходимо прерывисто, захватывая по сантиметру за раз. Так расплавленный металл лучше растекается.
Аргонно-дуговая сварка в зависимости от метода и скорости выполнения процесса соединения двух деталей из цветных металлов подразделяется на 2 вида:
Обе разновидности выполняются плавящимся электродами или неплавящимися. Во втором случае также используют присадочную проволоку или пруток в зависимости от толщины свариваемых деталей.
На современных предприятиях активно применяется именно автоматическая аргонно-дуговая сварка, потому что она позволяет получать швы высокого качества за достаточно короткое время толщиной не более 1 см и строго по ГОСТ. В качестве электрода используется проволока из похожего сплава, которая автоматически подаётся к месту сваривания. Одновременно с ней подаётся и аргон, который защищает место сваривания от окисления и образования раковин. Такой способ удобен тем, что не придется каждый раз менять электрод.
Также аргонно-дуговая сварка выполняется при помощи специальных плавящихся электродов. Они изготавливаются из вольфрама. При их выборе необходимо обращать внимание на процентное содержание дополнительных компонентов, так как универсальных не существует. В продаже различные их виды в зависимости от типа свариваемых материалов.
Также применяется аргонно-дуговая сварка неплавящимися электродами, как показано на фото. Они изготавливаются из вольфрама, металла, который имеет высокую температуру плавления, поэтому в зоне искрения не плавится. Он используется для нагрева присадочного материала, подаваемого к месту соединения.
В таблице ниже представлены основные разновидности таких электродов, предназначенные для работы с различными металлами.
Техника сварки аргоном
Принцип сваривания цветных металлов аргонно-дуговым способом основан на создании электрического разряда между плавящимся или неплавящимися электродом и свариваемой поверхностью. Электрод помещен в керамическое сопло, куда также подаётся аргон. Все это находится в держаке.
Если используется неплавящийся электрод, то одновременно в зону плавления или ванну подаётся присадочная проволока. Инертный газ, являясь более лёгким, чем кислород, вытесняет его, что исключает азотирование и прочие нежелательные процессы. На присадочный материал ничего не подаётся, поэтому он потенциально безопасен. Попадая в зону сваривания, он плавится вместе со соединяемыми деталями, образуя единый однородный соединительный шов.
Чтобы аргонно-дуговая сварка была качественной, а место соединения деталей прочным и однородным, необходимо соблюдать технологию выполнения работы. Также следует правильно подавать напряжение на электрод. На него подаются высокочастотные и высоковольтные импульсы, благодаря чему промежуток между ним и деталью успешно ионизируется, за счёт чего и образуется дуга.
Многие уверены, что она формируется при контакте, но это неверно. Именно благодаря предварительной ионизации газа в пространстве достигается такая высокая чистота сварного шва и его однородность. Формирует эти импульсы на электрод специальный прибор, называемый осциллятор. Он подключается к цепи питания постоянного напряжения от сварочного трансформатора.
Особенность осциллятора заключается в том, что он даёт возможность качественно сваривать детали на переменном токе. Это достигается за счёт его работы в качестве стабилизатора в моменты отрицательной полярности. Такой процесс обеспечивает надежное и стабильное горение дуги.
Техника сваривания аргонодуговой сваркой происходит следующим образом:
- Мастер подготавливает соединяемые детали. Снимает кромки с одной или с двух сторон, или оставляет зазор между ними, очищает поверхность от окиси и грязи металлической щеткой.
- После подготовки деталей работник включает аппарат аргонно-дуговой сварки и подносит горелку к детали, не касаясь ее электродом.
- Далее, нужно включить подачу газа из баллона и импульсов на электрод формируется дуга.
- В процессе горения искры работник подаёт присадочный материал.
 Снимает кромки с одной или с двух сторон, или оставляет зазор между ними, очищает поверхность от окиси и грязи металлической щеткой.
Снимает кромки с одной или с двух сторон, или оставляет зазор между ними, очищает поверхность от окиси и грязи металлической щеткой.Выполнять сварку таким методом следует точечно, чтобы успевала образоваться так называемая ванна. При сваривании вертикальных швов необходимо двигаться снизу-вверх. Подробный процесс сваривания деталей можно просмотреть на видео.
Режимы аргонной сварки
Для получения качественного сварного соединения цветных и черных металлов, необходимо правильно выбирать режимы аргоннодуговой сварки. Это делается на основе опыта, также можно посмотреть в справочных таблицах. Соответственно, оборудование должно обладать возможностью изменять ток под конкретные нужды.
Выбор тока и полярности
Для сваривания цветных металлов в среде аргона используется ток постоянной или переменной полярности. Ни в коем случае нельзя работать обратной его величиной, потому что в процессе возникнут сложности, связанные с плохим горением дуги и чрезмерно высоким напряжением.
Заряженные частицы двигаются в сторону положительного потенциала, поэтому электрод будет сильнее нагреваться и быстрее сгорит.
Выбор силы тока
Выбор величины тока для сварки опирается на три главных фактора: род тока, диаметр электрода и толщина свариваемых деталей. Чтобы не держать все эти цифры в голове, составим таблицу. В ней расписаны все величины в зависимости от тех или других критериев.
Как правильно варить аргоном нержавейку
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.

Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.

При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Сварка инвертором для начинающих — уроки техники и основы
Техника безопасности перед началом ведения работ.
Начинать электросварочные работы можно только при выполнении следующих предварительных условий:
- Электросварщик должен быть экипирован в спецодежду, а также обувь, обеспечивающую гарантированную защиту от попадания на тело расплавленных частиц металла. В комплект одежды входят брезентовые брюки и куртка, имеющие карманы закрытые специальными клапанами (одеваться должны только навыпуск), шнуровка обуви должна быть плотной. На руках должны быть сварочные перчатки.
- Должна быть проверена электрическая изоляция токоведущих элементов (электрокабель) и держателя электродов.
- Проверяется надежность и правильность заземления следующих элементов: корпуса сварочного агрегата, его электрической части, свариваемой заготовки и рубильника.
- Все соединения кабеля и сварочного агрегата должны быть надежными.
- У места ведения работ не должны находиться любые воспламеняющиеся материалы, расстояние от рабочей площадки до места их возможного размещения должно составлять не менее 10 метров.
 youtube.com/embed/u909bXZvKeg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/u909bXZvKeg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Техника безопасности при сварочных работах
Сварочный аппарат, электроды, кабели, горелки и редукторы – главные материальные части успешного сварочного труда. Главные, но не единственные! Сварочные работы представляют реальную опасность для здоровья сварщика, а вот избежать этих опасностей вовсе не сложно.
Если высказаться коротко, то техника безопасности при сварочных работах сводится к очевидным истинам. Нельзя наплевательски относиться к своему организму. Нельзя приступать к работе и открывать сварочный кейс, думая только о сварке. Сначала подумайте о себе. Все сварочные швы мира не стоят удара током в 220 вольт. И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
Рассмотрим основные сварочные опасности и методы их профилактики.
Электробезопасность
При сварке необходимо обеспечить для предотвращения даже случайной возможности поражения током – как самого сварщика, так и окружающих (напарника и т. д.) Для этого:
д.) Для этого:
- Регулярно проверяйте исправность изоляции кабелей, электродержателей и надежность всех контактов до начала работ
- Отключайте сварочное оборудование во время простоя, перемещения, обеденного перерыва и т.д.
- Все замеченные неисправности устраняйте строго после полного обесточивания аппарата
- Пользуйтесь спецодеждой – крагами из искростойких материалов, обувью из кожи и войлока, спецовкой из рекомендованных материалов, при необходимости – каской.
- Не работайте под дождем (или снегом), даже если ваш аппарат «так умеет». Сварка при повышенной влажности – не только на улице в непогоду, но и внутри бойлерных, градирен, подвалов и т.д. — требует специальных навыков и большого опыта, иначе можно и электротравму получить, и оборудование серьезно испортить.
Оптическая безопасность
Поразительно, но экономия на сварочных масках и очках встречается повсеместно. Сейчас разработаны отличные маски типа «Хамелеон» (с ассортиментом ознакомиться по ссылке) с автоматической регулировкой прозрачности щитка – он затемняется только при зажигании дуги. В таких масках и работать одно удовольствие, и результатработы качественный, и подносить ее к лицу туда-сюда без конца не надо, и степень затемнения можно самостоятельно настроить. Так нет же! С потрясающим упорством многие начинающие сварщики хватают перед зажжением дуги дедовский щиток – и «зайчики кровавые в глазах» обеспечены на несколько суток вперед…
Даже если вы работаете нечасто, купите себе современную маску для комфортной, качественной и безопасной сварки – у вас ведь нет запасных глаз, правда? Кроме маски, не стоит пренебрегать очками (к примеру, вот такие), их одевают для защиты лица при зашкуривании свариваемых изделий. Случайно отлетевший металлический заусенец или кусочек окалины может быть очень болезненным – очки подстрахуют вас от такой неприятности.
Пожарная безопасность
Сюда можно включить и защиту от возможных ожогов путем использования спецодежды, обуви, масок и специальных ширм. Будьте особо внимательны при зажигании дуги и во все время ее горения – это период повышенной опасности, не отвлекайтесь при работе. С опытом брызг расплавленного металла при работе будет все меньше, но даже сварщики с многолетним стажем не работают с расстегнутым воротом и закатанными рукавами – учтите это! Не ленитесь надеть рукавицы даже для контакта с кажущимся холодным металлом, а уж тем более при работе. У вас ведь только две руки, и ожоги на них не входят в ваши сварные планы, верно?
Специальная безопасность
К ней относится:
- Защита от возможного взрыва при работе в замкнутом пространстве (металлической цистерне и т.д).
- Защита органов дыхания при работе с выделением вредных газов (оксиды марганца, хрома и пр.), для чего применяются респираторы типа «Снежок», совместимые со сварочными масками и удобные в работе.
- Защита при возможной работе на высоте – стандартные средства высотной безопасности (монтажные пояса, страховка) следует использовать в сочетании с повышенной осторожностью. На сварщике надета спецодежда, маска, его движения и углы обзора ограничены – при высотных работах пословица «тише едешь – дальше будешь» очень актуальна.
Берегите себя – безалаберность может стать причиной серьезной травмы. А вот мастерство вполне совместимо с осторожностью и аккуратностью.
Общие меры безопасности при электросварочных работах.
- Вести работы на открытой территории при атмосферных осадках (снег, дождь) запрещено, по их завершении сварка разрешена только с применением диэлектрических перчаток, обуви и ковриков, которые должны проходить обязательную поверку в установленные сроки.
- При замене электрода запрещается дотрагиваться свободной рукой до свариваемой заготовки
- Для защиты органов зрения и лица обязательно применение защитных масок или щитков, они должны обеспечить защиту всего лица. Также необходимо предусмотреть защиту от воздействия сварочной дуги посторонних лиц. С этой целью устанавливаются специальные экраны или щиты, не допускающие ослепления подручных сварщика.
 С этой целью устанавливаются специальные экраны или щиты, не допускающие ослепления подручных сварщика.
С этой целью устанавливаются специальные экраны или щиты, не допускающие ослепления подручных сварщика.Средства защиты глаз при сварке
маска сварщика с асф
Воздействие излучения электрической дуги на органы зрения – один из самых опасных факторов, с которым встречается производитель сварочных работ.
При выполнении особо сложных работ требуется помощник, который также может получить повреждение сетчатки глаза. Поэтому, как сварщику, так и помощнику необходимо обеспечить надежную защиту от ожогов глаз от электронной дуги.
Самым надежным способом защиты глаз являются маски сварщика, защитные щитки и очки сварщика. Маски являются одни из самых надежных и распространенных средств защиты. Или это будет маска-хамелеон (которую удобно подстроить «под себя»), или это будет простая маска– выбор за вами, но защитное устройство для глаз – эта та необходимость, с которой вы столкнетесь еще до начала работ.
Ваш помощник также будет подвержен воздействию сварочной дуги на глаза. В большинстве случаев его помощь необходима в подготовке свариваемого материала и его «фиксации» в месте сварки. Для этих работ достаточно использование защитных очков.
| Читайте на сайте статью: Ремонт маски хамелеон своими руками |
Ведение электросварочных работ на высоте.
- Работы в таких условиях с переносных лестниц категорически запрещены. Они могут выполняться только со специально оборудованных площадок, имеющих ограждение. Ширина площадки не должна быть меньше 1 метра.
- При работе на высотных лесах обязательно применение поверенного предохранительного пояса.
- Деревянные подмости и леса должны быть защищены асбестовыми или металлическими листами.
- Если высотные сварочные работы ведутся несколькими исполнителями на различной высоте, но по одной вертикальной линии, для защиты ниже расположенных сварщиков от искр и брызг металла необходимо устанавливать специальные тенты, козырьки из негорючих материалов.

Защита органов дыхания
фильтрующие средства защиты органов дыхания
Поражение органов дыхания вредными и ядовитыми газами – фактор, возникающий при работах в закрытых помещениях и при работах с материалами, покрытыми ядовитыми или приводящими к затрудненному дыханию веществами (в основном при ремонте и газовой резке использованных емкостей). Хорошо себя зарекомендовали маски-хамелеоны — маски с асф с возможностью подвода отфильтрованного воздуха. Фильтрация воздуха, благодаря применению в сменных картриджах блоков фильтрации полиэфирсульфона, достигнута почти 100%-ная. Эти маски полезно использовать также и при работах в условиях повышенных температур. Принудительная циркуляция воздуха способствует охлаждению лица и препятствует запотеванию стекла.
Читайте статью: Как выбрать маску для сварки: ХАМЕЛЕОН или сварочный светофильтр ( отзыв сварщика )
Выполнение работ в особо опасных условиях.
К такому виду работ причисляют сварку в резервуарах, емкостях. В этих случаях требования безопасности при электросварочных работах ужесточаются.
- Для выполнения такого вида работ, применяются сварочные аппараты с электроблокировкой, способные отключать сварочную цепь в режиме холостого хода (при замене электродов).
- Запрещено вести сварку на баллонах, находящихся под давлением, также не допускается работа в емкостях, в которых не была проведена очистка от горючих, взрывоопасных, токсичных веществ. После очистных работ в обязательном порядке должна быть проведена проверка на их наличие.
- Запрещены работы по сварке конструкций подвергшихся покраске до полного высыхания поверхности.
- Внутри емкостей не допускается одновременное ведение электро и газосварочных работ.
Сварочные работы в замкнутых пространствах.
В этом случае должны соблюдаться следующие правила:
- Работы должны вестись с деревянных подмостей, запрещено применение металлических защитных масок, необходимо применять резиновые шлемы.
- Внутри должно быть обеспечено освещение от источника с напряжением в 12 вольт
- Необходимо применять газоотсос, удаляющий продукты горения из области дуги. Необходимо обеспечить сварщика постоянным притоком свежего воздуха, лучше всего, если этот поток будет направлен под маску исполнителя. В особо опасных случаях должен применяться шланговый противогаз.
- Страховать сварщика при помощи бечевы, надежно закрепленной на предохранительном поясе, должен подручный, находящийся на свежем воздухе вне замкнутого пространства. Для обеспечения свободы движений сварщика длина бечевы должна составлять не менее 2 метров.
Руководителю работ необходимо уметь довести до непосредственных исполнителей, что соблюдение правил безопасности не является прихотью начальства, стремящегося усложнить процесс выполнения работы. Рабочий должен четко осознавать, что только при соблюдении этих требований возможно сохранение здоровья, а порой и самой жизни его самого.
Техника безопасности
Сварочный инвертор – электрический прибор, и поэтому запрещается производить работы при высокой влажности, под открытым небом во время дождя.
Работать необходимо только в защитной маске, в специальном огнестойком костюме и обуви, в сварочных перчатках-крагах. Рабочее место должно быть просторным, на рабочем месте не должно быть горючих и взрывоопасных материалов, жидкостей, баллонов.
Запрещается проводить сварочные работы с предметами, имеющими опасное содержимое – в канистрах, бензобаках, различными боеприпасами.
Двухдневный семинар по сварке MIG и TIG — RocAFC
Двухдневный семинар по сварке MIG и TIG — RocAFC ЧАСЫ РАБОТЫ для розничных клиентов и обычных клиентов: понедельник с 9 до 17, среда с 10 до 18 и пятница с 9 до 17. Мы закрыты во вторник, четверг, субботу и воскресенье для розничной продажи / посещения клиентов
Мы закрыты во вторник, четверг, субботу и воскресенье для розничной продажи / посещения клиентов
ПРИМЕЧАНИЕ. По состоянию на 22.03.21 учащимся должно быть НЕ МЕНЕЕ 16 лет, чтобы посещать занятия, если не указано иное (например: классы Fusing Tike, Teen и Creative Kids) ИЛИ одобрение директора отдела.
НАЖМИТЕ ЗДЕСЬ, чтобы получить ответы на часто задаваемые вопросы о правилах и процедурах COVID
НАЖМИТЕ ЗДЕСЬ ДЛЯ ТОВАРОВ
- Дом
- Двухдневный семинар по сварке MIG и TIG
Описание продукта
Следующая сессия TBD — ПроданоЩелкните по названию / дате занятия, которое вы хотите посетить.Отсюда щелкните значок «Добавить в корзину». Значки проданных классов помечены знаком «X», и их нельзя выбрать.
—
ПРОЧИТАЙТЕ: Для посещения занятий учащиеся должны быть НЕ МЕНЕЕ 16 лет, если не указано иное (например: классы Fusing Tike, Teen и Creative Kids) ИЛИ одобрение директора отдела. Наши программы разработаны так, чтобы быть максимально инклюзивными. Однако, если у вас есть проблемы с вашим физическим или психическим здоровьем, когнитивными процессами, зрением, слухом или ловкостью рук, ПОЖАЛУЙСТА, свяжитесь с нами по телефону 585-349-7110 или по электронной почте info @ rocafc.com перед регистрацией! Мы хотим обеспечить удовлетворительный и БЕЗОПАСНЫЙ опыт для вас, всех студентов и преподавателей. Спасибо за понимание и сотрудничество.
Все необходимое для занятий включено в ценуПочему стоит брать этот комбинированный класс? Вы сэкономите 20 долларов, получите 16 часов занятий за 2 недели и изучите сварку MIG и TIG параллельно.Наш стандартизированный тренинг по технике безопасности будет проводиться один раз в первый день, что позволит выделить дополнительное время на горелку на следующей неделе!
Наши семинары по выходным — отличный способ для начинающих научиться сварке. Мы разработали эти «ускоренные курсы», чтобы дать студентам знания и уверенность, необходимые для начала работы с этим увлекательным процессом соединения металлов. Наши знающие, мотивированные и вдохновляющие инструкторы используют проверенную комбинацию лекций и практических занятий в нашем современном помещении.Все оборудование в хорошем состоянии, современное и простое в эксплуатации. Не пугайтесь, если вы никогда раньше не занимались сваркой — наши сотрудники имеют опыт обучения тысяч начинающих студентов-сварщиков всех возрастов, полов и социальных слоев.
Охваченные темы включают:
- Безопасность сварщика
- Обзор других распространенных сварочных процессов
- Сварка MIG и TIG
- Оборудование для сварки MIG и TIG: описание компонентов
- Настройка системы MIG и TIG
- Установка органов управления свариваемым металлом
- Демонстрации плазменной резки
- Два 8-часовых занятия
- Класс работает с 8:00 до 16:00
- Необходимый опыт: Нет
- Включены все материалы и защитное оборудование
- Закуски на завтрак и обед включены
- Бесплатный кофе и торговые автоматы
Включенное защитное оборудование:
- Студенты получат перчатки, шапочку, защитные очки и беруши.Общая стоимость $ 75
- Студенты будут использовать принадлежащие студии сварочную куртку и шлем с автоматическим затемнением во время урока .
График работы мастерских:
Здоровье студентов / дресс-код / политика возврата:
ПРИМЕЧАНИЕ. Для посещения занятий учащимся должно быть НЕ МЕНЕЕ 16 лет, если не указано иное (например, классы Fusing Tike, Teen и Creative Kids). Наши программы разработаны так, чтобы быть максимально инклюзивными. Однако, если у вас есть какие-либо проблемы со своим зрением, слухом, ловкостью рук или психическим здоровьем, пожалуйста, свяжитесь с Arc + Flame Center по телефону 585-349-7110, прежде чем записываться на этот курс.Мы хотим, чтобы все наши ученики получали наилучшие впечатления от занятий. Обязательно наденьте кроссовки или ботинки с коротким носком, джинсы и хлопковую футболку. ЗАПРЕЩАЕТСЯ носить шлепанцы, обувь с открытым носком или легковоспламеняющуюся одежду. Пожалуйста, ознакомьтесь с нашей политикой возврата за класс. Если у вас есть какие-либо вопросы, свяжитесь с нашей административной командой по телефону 585-349-7110 или по электронной почте: [email protected].
10 лучших вещей, которым нужно научить начинающих сварщиков
Научиться сваривать — непростая задача.Требуются терпение, практика и прочный фундамент знаний. Компаниям, которые сталкиваются с проблемой обучения начинающих сварщиков, важно привить хорошие привычки на ранних этапах учебного процесса. Это помогает убедиться, что эти люди хорошо подготовлены не только для создания качественных сварных швов, но и для внесения положительного вклада в общую сварочную операцию. Это также может помочь сварщикам обрести уверенность, необходимую для повышения квалификации. Ниже приведены 10 важных вещей, которым следует научить начинающих сварщиков, чтобы помочь им улучшить свои навыки и оставаться в безопасности в процессе.
1. Сделайте безопасность своим главным приоритетом: Сварщики должны защищать себя от тепла и электричества, генерируемого в процессе сварки. Дуга опасна как для глаз, так и для кожи, и сварщики должны постоянно носить соответствующие средства индивидуальной защиты (СИЗ). Эти предметы включают: огнестойкие перчатки, защитные очки, сварочный шлем и сварочную куртку с длинными рукавами. Также рекомендуется использовать огнестойкую одежду и обувь со стальным носком. И Американское общество сварки (AWS), и OSHA предлагают рекомендации по СИЗ для конкретных условий.
Для сварщиков также важно использовать достаточную вентиляцию, локальную вытяжку на дуге или и то, и другое, чтобы дым и газы оставались ниже допустимого предела воздействия (PEL) / порогового значения (TLV) / пределов профессионального воздействия (OEL) в их зона дыхания и общая площадь. Всегда обучайте новых сварщиков держать голову подальше от дыма. Кроме того, объясните начинающим сварщикам важность чтения и понимания инструкций производителя к оборудованию, правил техники безопасности вашей компании, а также инструкций по технике безопасности на этикетке и в паспорте безопасности материалов для используемых присадочных металлов.Короче говоря, напомните начинающим сварщикам о необходимости принять все необходимые меры для защиты себя и других.
Регулярная проверка правильности заземления и нахождение на сухом резиновом коврике (в помещении) или сухой доске (на открытом воздухе) во время сварки может дополнительно защитить сварщиков, сводя к минимуму возможность поражения электрическим током.
2. Правильно установите расходные детали: Хорошая проводимость (способность электрического тока течь по сварочной цепи) является важным фактором в обеспечении хорошего качества сварки.Новые сварщики всегда должны устанавливать свои расходные детали — диффузоры, сопла, контактные наконечники, корпуса цанговых патронов и т. Д. — в соответствии с рекомендациями производителя, следя за тем, чтобы каждый компонент был надежно затянут. Например, при газовой дуговой сварке (GMAW) соединение между шейкой горелки GMAW и диффузором должно быть надежным, чтобы предотвратить утечку защитного газа. Надежные соединения также обеспечивают площадь поверхности, необходимую для прохождения электрического тока через горелку GMAW (или сварку газовой вольфрамовой сваркой — горелка GTAW) для создания стабильной дуги.Хорошие соединения также помогают предотвратить дефекты сварных швов, поддерживают стабильную производительность и снижают риск преждевременного выхода из строя расходных деталей из-за перегрева.
3. Чистота имеет решающее значение: Очистка основного материала перед сваркой и по мере необходимости между сварочными проходами абсолютно необходима. Грязь, масло, смазка и другой мусор могут легко попасть в сварочную ванну, вызывая загрязнение, которое приводит к низкому качеству сварки и дорогостоящим доработкам. Чрезмерное окисление и влажность также могут ухудшить качество сварки.Новых сварщиков необходимо обучить правильной процедуре очистки конкретного основного материала, который они сваривают. В некоторых случаях достаточно протереть основной материал чистой сухой тканью. Однако, например, сварка алюминия требует больших мер предосторожности. Сварщику необходимо будет использовать проволочную щетку из нержавеющей стали, предназначенную для алюминия, чтобы очистить стык перед сваркой. Металлическая щетка удаляет грязь и любые оксиды, которые все еще могут оставаться на поверхности алюминия.
Независимо от материала, важно дать сварщику надлежащие инструкции по очистке перед началом сварки.
4. Всегда соблюдайте процедуры сварки: Процедуры сварки — это «рецепт», необходимый для создания однородных сварных швов. Как начинающим, так и опытным сварщикам необходимо понимать важность этих процедур и всегда им следовать. Процедуры для данного приложения были тщательно определены и квалифицированы экспертами, чтобы гарантировать, что рекомендуемые параметры способны дать желаемые результаты. Процедуры сварки включают такие детали, как требуемая смесь защитного газа, рекомендуемый расход газа, а также диапазоны напряжения и силы тока.Эти процедуры также предоставляют информацию о типе и диаметре используемого присадочного металла, а также о надлежащей скорости подачи проволоки в случае сварки GMAW или дуговой сварки порошковой проволокой (FCAW).
5. Понимание важности присадочных металлов: Присадочные металлы являются важным, но иногда сбивающим с толку компонентом сварочной системы. Начинающим сварщикам будет полезно ознакомиться с характеристиками различных типов проволоки, в том числе порошковой и металлопорошковой, а также с методами сварки каждого типа.Например, они должны узнать, требует ли их конкретный присадочный металл техники «выталкивания» или «вытягивания». Следование старым пословицам вроде «Если есть шлак, тащи», может помочь; он указывает на то, что порошковые проволоки, образующие шлак, должны эксплуатироваться методом вытягивания. Новым сварщикам также следует выработать привычку консультироваться со спецификациями производителя для получения дополнительных рекомендаций по эксплуатации.
Умение правильно обращаться и хранить присадочный металл также имеет решающее значение для обучения начинающих сварщиков.При обращении с присадочным металлом они всегда должны носить чистые перчатки, а если они ответственны за их хранение, то должны делать это в чистом, сухом месте.
6. Оставайтесь комфортно: Сохранение прохлады и комфорта во время процесса сварки может помочь сварщикам снизить вероятность травм, связанных с повторяющимися движениями, и снизить общую усталость. По возможности сварщики должны научиться сводить к минимуму смещения кумулятивной силы, манипуляции с материалами или постоянные движения. Им также следует использовать пистолет GMAW или резак для GTAW с удобной ручкой и кабелем, поскольку оба этих фактора влияют на вес и маневренность оборудования.Новых сварщиков следует поощрять к тому, чтобы они играли активную роль в улучшении эргономики своего сварочного рабочего места. Как правило, чем больше сварщик вовлечен в процесс предоставления информации о работе, тем больше он будет удовлетворен. Кроме того, такое активное участие может помочь обеспечить более строгое соблюдение правил техники безопасности и снизить затраты работников на компенсацию за травмы.
7. Знайте свойства материала: Каждый материал имеет разные механические и химические свойства. Помощь начинающим сварщикам в понимании разницы между материалами, особенно в том, как они реагируют на нагрев и охлаждение, является ключевым компонентом обучения.Например, аустенитная нержавеющая сталь проводит тепло примерно вдвое меньше, чем низкоуглеродистая сталь, но имеет гораздо более высокую скорость теплового расширения при сварке; он также имеет более локализованную зону термического влияния (HAZ), которая может привести к короблению при остывании сварного шва. Сварщики, осведомленные о таких свойствах, могут принять меры предосторожности, например зажать, чтобы предотвратить деформацию. Точно так же многие материалы требуют термообработки до и после сварки, чтобы контролировать скорость охлаждения и предотвращать растрескивание. Когда сварщики знакомы с такими характеристиками материала, они лучше подготовлены к внесению необходимых корректировок в процессе сварки.
8. Визуальный осмотр сварных швов: Знание того, как провести точный визуальный контроль готового сварного шва, является первым шагом в контроле качества. Это также самый быстрый и наименее затратный метод проверки. Новым сварщикам следует научиться определять дефекты сварного шва с пористостью, например, поскольку наличие этого дефекта сварного шва на поверхности часто указывает на аналогичную проблему во всем сварном шве. Выявление дефекта на ранней стадии помогает избежать затрат времени и средств, связанных с другими методами тестирования, включая рентгеновский контроль или неразрушающий контроль (неразрушающий контроль).К другим дефектам, которые сварщики должны научиться выявлять, относятся отсутствие проплавления (высокие, канатные сварные швы), чрезмерное проплавление (затонувшие сварные швы) и подрезы (характеризующиеся насечкой в основном материале). Также важно, чтобы сварщики проверяли наличие трещин сварных швов, которые являются одними из наиболее распространенных дефектов сварки, возникающих при сварке.
9. Узнайте, как устранять неполадки: Быстро выявлять и устранять проблемы при сварке — это ключевой навык для начинающих сварщиков.Хорошие навыки поиска и устранения неисправностей не только помогают сократить время простоя, но также способствуют хорошему качеству сварки и производительности. Такие навыки также могут помочь снизить затраты, связанные с переделкой. Новые сварщики могут извлечь выгоду из того, что научатся правильно регулировать расход газа и / или определять утечки газа, чтобы устранить случаи пористости. Они также должны знать, как регулировать параметры силы тока и напряжения, если они сталкиваются с такими проблемами, как недостаточное проникновение, чрезмерное проникновение или подрезание.Выявление сварочных проблем, связанных с изношенными расходными материалами, также важно, поскольку плохая проводимость может привести к нестабильной дуге и привести к различным дефектам сварного шва.
10. Техническое обслуживание имеет значение: От источника питания до горелки GMAW или горелки GTAW и расходных материалов каждая часть сварочной системы требует технического обслуживания для обеспечения ее эффективной и действенной работы. Новые сварщики должны ознакомиться с надлежащими процедурами технического обслуживания — предпочтительно профилактическими — для того, чтобы играть активную роль в постоянном техническом обслуживании всей сварочной системы.Важна регулярная проверка затяжки соединений по всей длине пистолета или резака, а также визуальный осмотр расходных деталей передней части на предмет признаков износа. В случае пистолета GMAW сварщик должен заменить сопла или контактные наконечники, на которых скопились брызги, чтобы предотвратить такие проблемы, как недостаточное газовое покрытие или нестабильная дуга, которая может привести к дефектам сварки. Сварщики также должны регулярно проверять источник питания, первичную линию электропередачи, газовые баллоны и систему газораспределения, чтобы убедиться, что они работают должным образом.Им также необходимо заменить неисправные газовые регуляторы или кабели и шланги с признаками износа, трещин или повреждений.
Обучение начинающего сварщика — это нечто большее, чем просто показ ему или ей, как установить источник питания или держать пистолет или горелку под правильным углом. Лучший подход к обучению — это привить хорошие привычки, которые обеспечат безопасность и комфорт сварщика, а также предоставят знания для решения любых вопросов, от технического обслуживания до материалов. Время, необходимое для перехода от начинающего сварщика к квалифицированному, конечно, потребует времени.Тем не менее, долгосрочные выгоды того стоят.
Школа сварщиков | Принадлежности для сварки Haun
Щелкните здесь, чтобы увидеть расписание наших предстоящих тренировок.
Обновление COVID: Наша школа снова открыта, с соблюдением мер безопасности. Сварочные кабины имеют собственную фильтрацию воздуха, завесу и разделены перегородками. Классная комната предназначена для социального дистанцирования со стульями на расстоянии более 6 футов друг от друга.Поверхности дезинфицируются между занятиями, требуются маски. При необходимости доступны СИЗ.
В тех случаях, когда вам нужны квалифицированные сварщики, Haun может вам помочь. Мы предлагаем широкий спектр учебных курсов по сварке. Они варьируются от перечисленных ниже до курсов, специально разработанных в соответствии с вашими потребностями. Звоните нам. Мы можем помочь.
Бесплатная тренировка ПятницаВ последнюю пятницу каждого месяца мы будем проводить бесплатное обучение в нашем учебном отделе.Эти занятия будут проходить с 9:00 до 11:00 в нашем филиале в Сиракузах. Расписание смотрите в календаре. Каждый месяц мы будем показывать разные навыки. Нажмите здесь, чтобы зарегистрироваться.
Базовый курс сварки
32-часовой класс, предназначенный для новичков, посвященный безопасности и обращению с кислородно-топливной горелкой, а также процедурам безопасности при сварке палкой и выбору электродов. Щелкните здесь, чтобы открыть регистрационную форму. Промежуточный курс сварки
32-часовой курс разработан для сварщиков с определенным опытом. Промежуточный курс предлагает сварку палкой и MIG с упором на настройку оборудования, сварку вне положения, управление дугой и выбор газа.Щелкните здесь, чтобы открыть регистрационную форму.
Продвинутый курс по сварке
32-часовой курс, разработанный для опытных сварщиков, продвинутый курс охватывает MIG и TIG, включая сварку стали, нержавеющей стали и алюминия с использованием оборудования и выбора газа. Щелкните здесь, чтобы открыть регистрационную форму.
Вечерняя школа
12-часовой класс. Размер класса ограничен до 6 человек в классе. Классы собираются в один вечер в течение 4 недель подряд. Часы занятий с 18:00 до 21:00. Предлагаемые классы: Введение в сварку и Advanced TIG Aluminium .Щелкните здесь, чтобы открыть регистрационную форму.
Индивидуальный курс сварки
Индивидуальные курсы сварки для вашей компании или личных нужд. Это углубленные курсы общей продолжительностью 32 часа в классе и совмещении цеха / лаборатории. Количество мест ограничено, поэтому зарегистрируйтесь пораньше. Чтобы узнать о курсах в Сиракузах, позвоните в Cal по телефону 315-463-5241 или нажмите здесь, чтобы написать по электронной почте.
Курсы Уотертауна
Наш базовый курс по сварке и расширенный курс по сварке алюминия предлагаются в нашем офисе в Уотертауне.Щелкните здесь, чтобы открыть регистрационную форму. Пожалуйста, позвоните по телефону 315-785-5438 для получения подробной информации или нажмите здесь, чтобы отправить электронное письмо Watertown
.частных уроков по сварке | Студия Р. Дж. Барбера
Описание основного класса сварки
Я веду курс под названием Базовая сварка для начинающих . Я преподавал этот класс через Leisure Learning Unlimited в течение 20 лет. Сейчас я веду этот класс под своим именем в моей студии возле Гарден-Оукс в северной части Хьюстона.
Этот курс предназначен для ознакомления людей начального уровня с видами сварки и резки, доступными для Artist, Hobbyist, Homeowner and Do it Yourself-ers , использующих оборудование, работающее от бытовой электросети. Этот курс не предназначен для промышленной сварки или для получения квалификации для сварочных работ.
Мой урок сварки дает студенту практическую возможность испытать новейшее оборудование для легкой сварки. Мы рассмотрим Сварка MIG , также известная как сварка с подачей проволоки, как сплошной проволокой, так и сердечником из флюса.Мы сделаем небольшую резку стального листа с помощью плазменного резака и немного выполним дуговую сварку .
Все это происходит в один день с полудня до 17:00 во вторую субботу каждого месяца. Я ограничиваю количество участников до семи человек, чтобы у всех было достаточно времени, чтобы выполнить каждое из упражнений. Опыт показал мне, что человек может просмотреть все книги и видеоролики, которые ему интересны, но в случае сварки ничто не может заменить практический опыт в безопасной контролируемой рабочей среде с опытным инструктором на ваш локоть.
Как учитель, я стараюсь избавиться от большого количества технического жаргона, который может сбивать с толку, и излагаю этот материал простым языком , который может быть легко понят начинающим ученикам. Этот курс также хорош в качестве курса повышения квалификации для тех, кто, возможно, имел некоторое представление о сварке много лет назад и хочет освоить новейшие машины и методы . Мы потратим некоторое время на отраслевые каталоги, чтобы показать вам широкий спектр оборудования, от самых дешевых сварщиков до легких промышленных машин.Есть что-то на любой бюджет.
Мы постарались ответить на часто задаваемые вопросы на нашей странице часто задаваемых вопросов. Пожалуйста, взгляните.
Эти классы заполняются быстро, поэтому, если вам интересно, зарегистрируйтесь здесь!
Проект Описание класса сварки
Я веду уроки проектной сварки в той же студии, что и уроки базовой сварки. Цель класса Project — применить на практике навыки, приобретенные вами в базовом классе.Мы собираемся на четыре заседания в течение двух недель: вторник и четверг и следующие вторник и четверг с 19:00 до 21:00.
У меня всего четыре ученика в классе, так что я могу проводить больше времени с вами индивидуально.
В классе Project мы делаем одну из моих рыбок. У меня есть двенадцать шаблонов на выбор. Мы вырезаем силуэт плазмой, придаем ему форму на мешочке для дроби, привариваем плавники и кронштейн для вешалки и в последний вечер раскрашиваем рыбок в тропические цвета.
Я веду этот класс 12 лет, и все идут домой с готовым произведением искусства! Наш основной материал — 20га. стальной листовой металл. Очень распространенный, но очень универсальный материал, доступный и недорогой.
Цель этого направленного класса — помочь вам сформировать набор навыков, чтобы у вас была основа для реализации будущих проектов. Сначала пройти базовый курс сварки — это большая помощь, но не необходимость. Следующие даты для этого класса:
Февраль Класс: вторник и четверг фев.14 и 16, 21 и 23
Апрельские занятия: вторник и четверг 4 и 6 апреля, 11 и 13 апреля
Сварка для женщин Описание класса
Я также предлагаю курсы по основам сварки для женщин один или два раза в год. Это тот же курс, что и базовая сварка, но на него приглашаются только женщины. Если вас интересует этот курс, свяжитесь со мной.
Частные уроки
Я буду проводить частные уроки для взрослых, если позволит время.Я предпочитаю, чтобы вы сначала прошли базовый курс сварки для начинающих, так что прогресс будет естественным. Свяжитесь со мной по телефону 713.557.7960, если вас интересует частный урок.
Нажмите здесь, чтобы увидеть календарь уроков на 2017 год
Есть еще вопросы? Смотрите наш FAQ.
Готовы зарегистрироваться? Зарегистрируйтесь здесь.
Горячее, чем горячее: уроки сварки для домашних мастеров | Лос-Анджелес дома
Сварка не для робких.
Температура выше 7000 градусов по Фаренгейту? По Цельсию? В этот момент кого это волнует? Из точильного инструмента вылетает около миллиарда искр.И еще есть предупреждение от нашего учителя не носить синтетические ткани, потому что они могут раствориться прямо в вашей коже, если загорятся.
Кроме того, это тяжелая физическая работа. А когда в последний раз приходилось наносить солнцезащитный крем на работу в помещении? (Сварщик излучает достаточно УФ-лучей, чтобы обжечь кожу.)
Но мои пятичасовые занятия для начинающих по сварке (160 долларов) были очень забавными. В конце концов, я сварил стальную «подушку» и приобрел уверенность в том, что смогу разобраться в простом ремонте и, возможно, с помощью сделать что-нибудь простое.
Я изучил основы дуговой сварки (или MIG, металлический инертный газ) с пятью другими людьми в огромной студии Molten Metal Works Мэтта Джонса в Эхо-парке. По его словам, это самый простой вид сварки, и оборудование для его выполнения можно взять напрокат в магазинах товаров для дома. Это не класс для начинающих сварщиков конструкций; это для художников и мастеров по металлу.
Процесс прост: проволока пропускается через машину — в отличие от заправки швейной машины — в сварочную горелку.При нажатии на спусковой крючок эта нагретая до высоких температур проволока плавится и сваривает все, над чем вы работаете. Затем с помощью болгарки вы сглаживаете и полируете поверхности. Просто, но непросто. И довольно шумно, когда мы все были на работе.Джонс, производитель мебели, изучавший искусство в Дартмуте и Стэнфорде, провел первый час, объясняя принципы работы с электрическим током, как использовать оборудование и как быть в безопасности. Как он отмечает: «Есть много способов ошибиться». К счастью, говорит он, убить себя электрическим током довольно сложно.
Мы практиковались, сваривая два листа металла толщиной 16 мм вместе с более или менее бесшовными швами, а затем вставляя болт, чтобы развернуть листы в форму подушки. Есть более продвинутые классы, и у Джонса есть открытое студийное время.
Одна из моих одноклассниц, Джени Эриксон, надеется сделать индивидуальные рабочие станции для ди-джеев. Другой, Марк Веллуччи, — пожарный и техник скорой медицинской помощи, который надеется отремонтировать и немного заняться искусством. Что до меня, я не собираюсь прогонять рабочих, ремонтирующих мой дом, но когда они закончат, я могу попробовать свои силы на скамейке на заднем дворе.
ТАКЖЕ:
Скульптура из бронзы своими руками
классПревращение сараев в жилые домики
Пальмовые листья, переработанные как украшение, сделанное своими руками
— Мэри Маквин
Фотографии, сверху: инструктор Мэтт Джонс (слева) учит студентов Реми Кешта и Пола Дэвиса сварке; Позже Дэвис использует шлифовальный инструмент, чтобы сгладить сварной шов; Веллуччи заставляет летать искры во время своего хода с болгаркой. Предоставлено: Барбара Дэвидсон / Los Angeles Times
. Программа сварки| Столичный общественный колледж
Обзор программы
Кампус (а) MCC:
MCC-Business & Technology
Координатор программы:
Аарон Гиббс 816.604,5246
MCC-Business & Technology сертифицирован как учебный центр Американского общества сварщиков.
Американское сварочное общество (AWS) определяет отраслевые стандарты сварки и признано во всем мире. Уровень AWS Учебная программа I и уровня II внедрена во всех классах сварки. Эти изменения позволит лучше подготовить наших студентов к сертификации AWS и расширить их карьерные перспективы.
Описание
Мы обучаем дуговой сварке защитным металлом, сварке MIG, сварке TIG, сварке труб, пламени. резка и плазменная резка.Ваша курсовая работа будет включать в себя устный перевод чертежей, основы электротехники, металлургия сварки и электрод Американского общества сварщиков классификации.
Вы будете использовать оборудование и методы, используемые в отрасли, и построить фундамент. войти в рабочую силу. Наши программы готовят студентов к сертификации AWS Level 1 и Level 2.
Предлагаемые степени и / или сертификаты
MCC-Business & Technology предлагает три сертификата готовности к работе, специалиста по прикладным наукам в области сварки и Менеджмент, а также курсы повышения квалификации.
Создание возможностей:
Знакомьтесь, Уитни
Этот ветеран воспользовался своими возможностями в программе сварки MCC при использовании инициатива, финансируемая за счет грантов. Прочтите историю успеха Уитни.
Знакомьтесь, Гилберт
Гилберт Столлингс искал место, которое он мог бы назвать своим домом. Нашел в MCC-Business & Технологическая программа сварки. У Гилберта была работа, прежде чем он получил степень и в настоящее время работает на Американском металлургическом заводе.Прочтите историю успеха Гилберта.
Что вы узнаете
Вы научитесь настраивать и эксплуатировать сварочное оборудование, а также пользоваться ручной сваркой и оборудование термической резки для сварки или резки металлических деталей.
Что вы узнаете и где будете работать
Вы можете работать сварщиком, изготовителем, обслуживающим сварщиком, сварщиком MIG / TIG, инспектором, менеджер, продавец, инженер, монтажник и многое другое. Наши выпускники работают на строительстве компании, производственные предприятия, малый бизнес и сервисные компании.
Часто задаваемые вопросы
Когда я могу начать занятия?
Весенний, летний или осенний семестр.
Будут ли мои кредиты переведены в другие колледжи или университеты?
Да, обратитесь к одному из академических консультантов для получения дополнительной информации.
Сколько это стоит?
MCC — это большая ценность.Наша плата за обучение одна из самых низких в округе — около 1/3 от государственных четырехлетних школ и крошечной доли частных колледжей. Мы предлагаем много способы оплаты плюс план оплаты за обучение, чтобы упростить себе обучение в колледже. Рассчитайте здесь ориентировочную стоимость обучения.
Могут ли навыки, которые я развил на работе, засчитываться в мой сертификат или степень?
Да, вы можете пройти тестирование по некоторым курсам.Мы предлагаем кредит на избранные утвержденные на федеральном уровне программы ученичества.
Что нужно для успеха в этой работе?
Некоторые личные качества, необходимые для этой карьеры:
- Физические способности: Должен уметь подниматься, переносить, наклоняться и физически маневрировать для выполнения рабочих заданий.
- Внимание к деталям: Работа требует сосредоточенности и тщательности в деталях для выполнения рабочих заданий.
- Надежность: Работа требует ответственных, надежных и надежных людей для выполнения взятых на себя обязательств.
- Самоконтроль: Работа требует от людей спокойствия, сосредоточенности и сдержанности даже в неблагоприятных ситуациях. Должен уметь контролировать эмоции, гнев и агрессивное поведение.
- Независимость: Работа требует минимального контроля или его отсутствия. Люди должны зависеть от самих себя, чтобы выполнять рабочие задачи.
- Стрессоустойчивость: Работа требует способности принимать критику и уметь рационально справляться со стрессовыми ситуациями.
- Достижения / усилия: Работа требует стремления и амбиций для достижения личных амбициозных целей и приложения усилий для выполнения служебной задачи.
- Настойчивость: Работа требует способности выполнять сложные рабочие задачи перед лицом невзгод для выполнения рабочих заданий.
- Сотрудничество: Работа требует позитивного, приятного отношения к работе в команде.
- Аналитическое мышление: Работа требует логики в анализе рабочих вопросов и проблем.
Есть ли другие преимущества у сертификата сварщика и дипломной программы?
- Сварщики получают достойное вознаграждение за свои знания, навыки и опыт.
- По данным Министерства труда США, квалифицированные и знающие сварщики пользуются большим спросом.
- Многие вакансии открываются после выхода на пенсию в рамках работы — сварщики имеют стабильную работу.
- Опытные инструкторы привносят в класс реальный опыт
Какие компании нанимают выпускников программ?
- Строительные организации
- Производственные и производственные предприятия
- Малый бизнес
- Самостоятельная работа
Промышленные сварщики работают в самых разных местах.