уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.

Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
 youtube.com/embed/km9_7RINGfc» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/km9_7RINGfc» allowfullscreen=»allowfullscreen»/>Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места.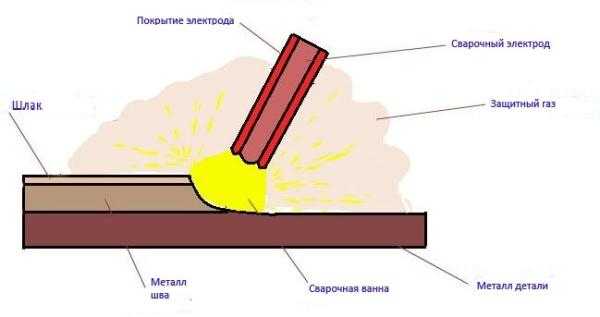 При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
- Автор: admin
- Распечатать
Оцените статью:
(24 голоса, среднее: 4. 3 из 5)
3 из 5)
Поделитесь с друзьями!
Сварка инвертором для начинающих
Услуги профессиональных сварщиков стоят довольно дорого и не всем по карману. Поэтому для большинства домашних мастеров наилучшим выходом будет приобретение собственного сварочного аппарата и осваивание сварки инвертором. Эти компактные современные устройства пришли на смену громоздким сварочным трансформаторам и стали настоящим прорывом в данной области. Они доступны по цене, просты в освоении и дальнейшей эксплуатации.
Содержание
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.
Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Как работает инверторная сварка
Перед тем, как варить инвертором, необходимо изучить теорию и разобраться, как работает это устройство. В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.
В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.
Независимо от модификации устройства, формирование дуги во всех случаях происходит в момент контакта электрода и металлической заготовки. Деталь и стержень расплавляются и образуют ванну. В это же время происходит частичное расплавление обмазки электрода, переходящей в газообразное состояние. Образовавшийся газ перекрывает доступ кислорода к сварочной ванне, защищая, тем самым, заготовку от окисления. Такая же защита обеспечивается, когда проводится сварка алюминия инвертором.
У каждого электрода имеется свой диаметр, соответствующий заданной силе тока. Если она по каким-то причинам снижается относительно установленной нормы, то сварочный шов просто не сможет образоваться.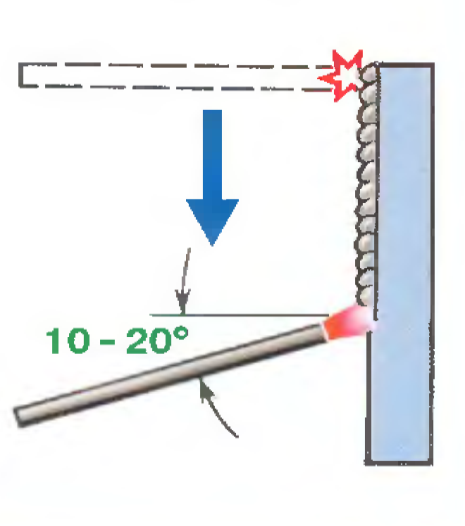 И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
Еще одной особенностью сварки является соблюдение постоянного зазора между электродом и деталью. Это поможет избежать самопроизвольного гашения дуги во время работы. Поэтому стержень в зоне сварки следует вести ровно, с постоянной скоростью движения.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.
В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.
Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
То есть, полярность выбирается в первую очередь в зависимости от параметров детали, подлежащей соединению. На толстые заготовки подается плюс, в результате они хорошо прогреваются и соединяются, образуя качественный сварочный шов. Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места.
С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Первые шаги начинающих сварщиков
После того как все подготовлено, можно приступать к непосредственному решению задачи, как научиться варить инвертором. Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
После включения питания выполняется регулировка и выставление сварочного тока по параметрам, указанным в таблице. Для 3-х миллиметровых электродов потребуется от 90 до 120А. При необходимости, корректировка показателей осуществляется уже во время работы. Если вместо валика на шве образуются хаотичные полоски, ток следует увеличить. И, наоборот, при образовании слишком жидкого металла и сложностях с перемещением сварочной ванны, ток необходимо уменьшить. Все регулировки выполняются в соответствии с конкретными условиями работы и должны соответствовать выбранному инверторному аппарату.
Рекомендуется отдельно потренироваться в разжигании дуги. Это можно сделать двумя способами: конец электрода ударяется об деталь или им нужно провести по свариваемой плоскости так же, как чиркнуть спичкой.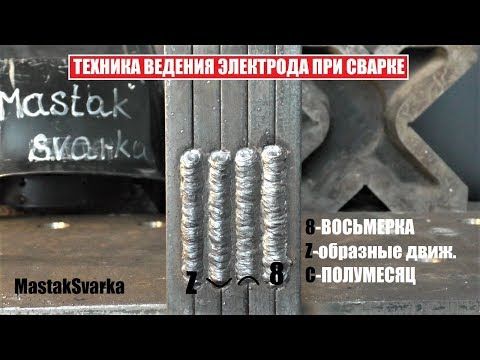 Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
После освоения дуги можно переходить к обучению движениям. С этой целью на толстом массивном металле прокладываются валики. Предварительно мелом проводится черта, обозначающая шов. После зажигания дуги, электрод касается детали, расплавляя металлические поверхности и создавая сварочную ванну. От нее он двигается далее, по обозначенной линии, при этом большое значение придается соблюдению правильного наклона.
Угол наклона и другие положения электрода
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок. Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
учимся правильно варить — Сварочные электроды
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия
Инвертор – это электросварочный аппарат, который работает на постоянном токе. в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше
. чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии. чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты. чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
- Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
- У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.


Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги
. которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла.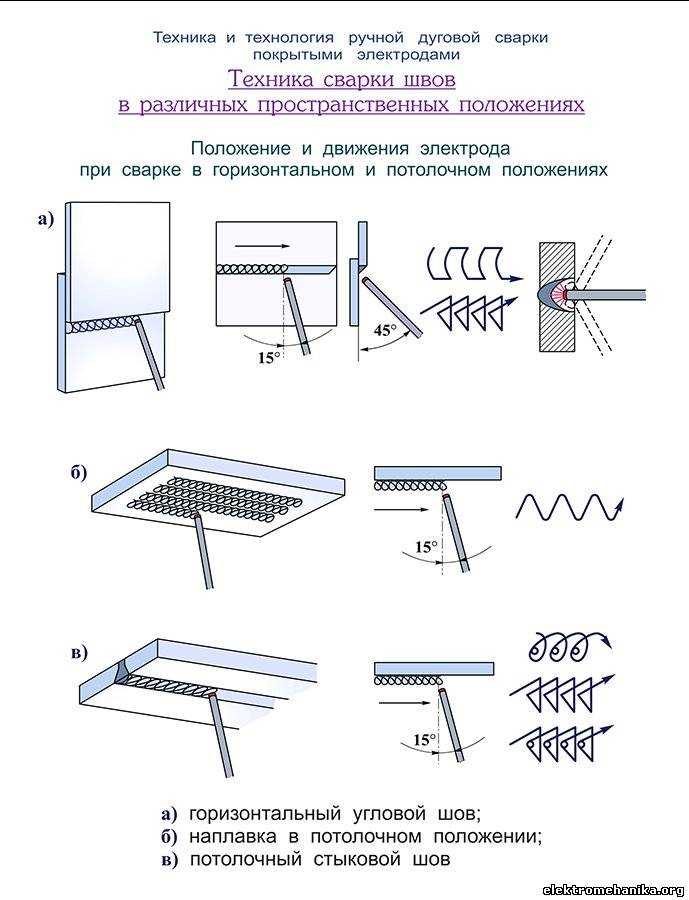 Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая.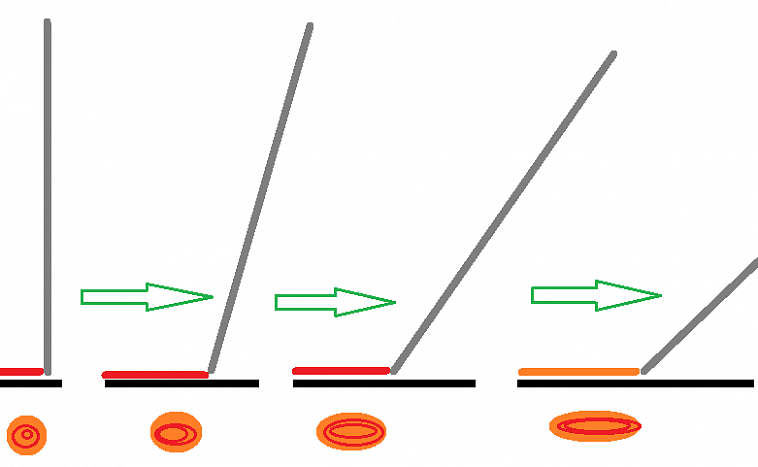 Можно наблюдать эффект катодной очистки свариваемой поверхности.
Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
This entry was posted in Как просушить сварочные электроды в домашних условиях and tagged всего, дома, оборудование, полы, работы. Bookmark the <a href=»http://smetod.ru/svarka-invertorom-dlya-nachinayushhix-uchimsya-pravilno-varit/» title=»Permalink to Сварка инвертором для начинающих: учимся правильно варить» rel=»bookmark»>permalink</a>.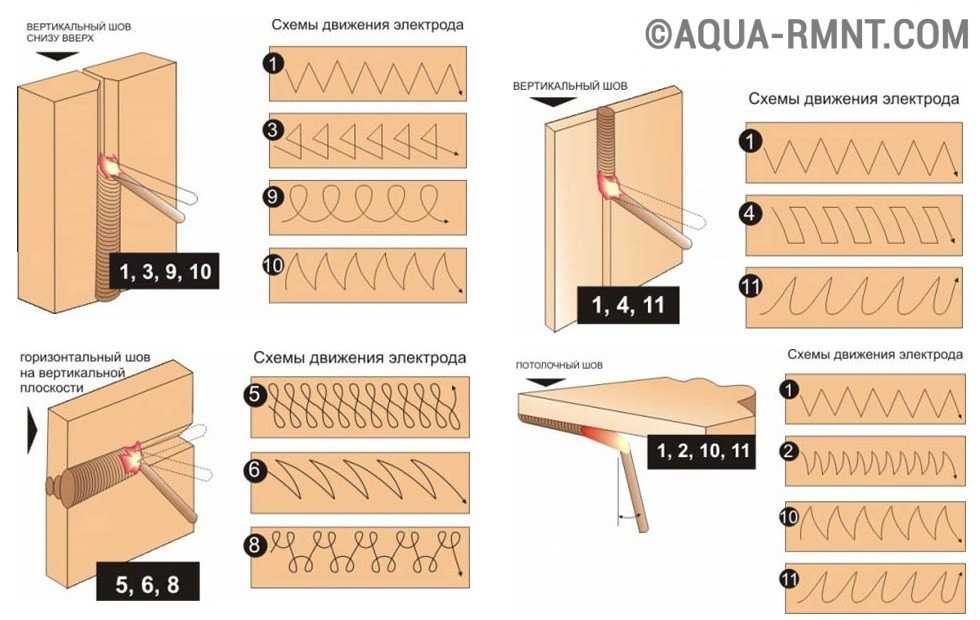
Basic Welding — JWCC
Сварщики пользуются большим спросом, что означает высокооплачиваемую работу для студентов, получивших сертификаты сварщика JWCC. На самом деле, наши выпускники-сварщики получают кратных предложения о работе! Профессиональные сварщики проводят дневные и вечерние курсы для получения практических технических навыков. Занятия по охране труда и технике безопасности, базовой/коммерческой/TIG- и MIG-сварке, сварочным символам и чтению чертежей готовят студентов к карьере в следующих областях:
- сварка алюминия
- изготовление
- фитинг
- обслуживание
- Поддуговой режим
- Сварка МИГ
Составные сертификаты сварщиков можно получить за шесть месяцев и использовать для получения степени.
Возможности карьерного роста
- Сварщик алюминия
- Сварщик
- Изготовитель
- Слесарь-сварщик
- Ремонтный сварочный аппарат
- Сварочный аппарат Миг
- Оператор вспомогательной дуги
- Сварщик
- Сварщик-слесарь
- Сварщик/ Изготовитель
Поработайте с консультантом, чтобы получить индивидуальный план!
 Contains information on various courses recommended in the plan.»>
Contains information on various courses recommended in the plan.»>| Этот курс предназначен для новых студентов и обеспечивает поддерживающий переход к культуре высшего образования. Цели курса направлены на подготовку студентов к обучению в колледже путем приобретения эффективных методов обучения и ознакомления с доступными ресурсами колледжа для академического и личного роста. Этот курс также развивает способности студентов, которые помогут им справиться со сложностями студенческой жизни. | |||
| Предпосылки: | (нет) | ||
Этот курс знакомит слушателей с миром производства и дает специальные инструкции по безопасным методам работы в промышленных условиях.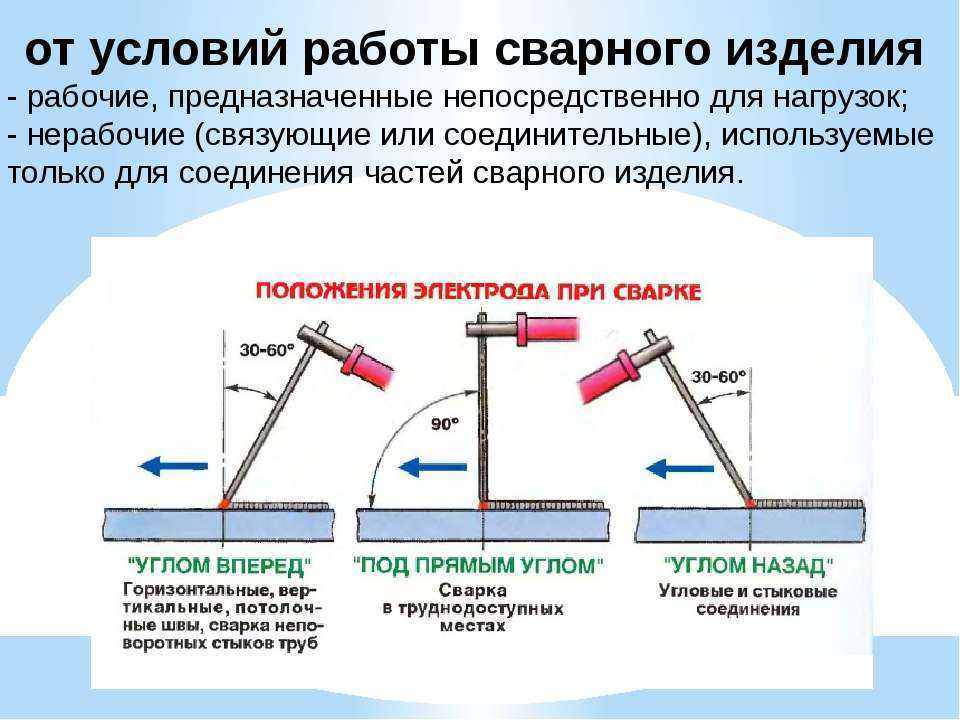 Он представляет производственные специализации, такие как мехатроника, прецизионная обработка и сварка, и охватывает пожарную безопасность, газы под давлением, опасность поражения электрическим током, безопасное использование машин и маркировку блокировки. Студенты изучают концепции промышленного шума, защиты машин, электробезопасности, воздействия химических веществ, опасных отходов, законов о компенсации работникам, ответственности и общих мерах предосторожности на рабочем месте. Содержание курса основано на учебной программе сертифицированного производственного техника Совета по стандартам производственных навыков (MSSC) и стандартах OSHA. Учащиеся будут иметь право сдавать MSSC-M1-Safety Certification через MSSC. Он представляет производственные специализации, такие как мехатроника, прецизионная обработка и сварка, и охватывает пожарную безопасность, газы под давлением, опасность поражения электрическим током, безопасное использование машин и маркировку блокировки. Студенты изучают концепции промышленного шума, защиты машин, электробезопасности, воздействия химических веществ, опасных отходов, законов о компенсации работникам, ответственности и общих мерах предосторожности на рабочем месте. Содержание курса основано на учебной программе сертифицированного производственного техника Совета по стандартам производственных навыков (MSSC) и стандартах OSHA. Учащиеся будут иметь право сдавать MSSC-M1-Safety Certification через MSSC. | |||
| Предпосылки: | (нет) | ||
Изучите настройку машины и методы сварки дуговой сваркой металлическим газом с переносом короткого замыкания. Выполняйте сварку углеродистой стали в соответствии со стандартом AWS D1.1 Structural Welding Code-Steel в плоском, горизонтальном, вертикальном и потолочном положениях. Этот курс соответствует модулю 5 AWS SENSE 1 — ключевые показатели 1–7, а также модулю 2 — ключевой показатель 7, модулю 3 — ключевой показатель 3 и модулю 9.- Ключевой показатель 2. Встроенные учетные данные: сертификация сварщика AWS. 0,5 лекционных часа, 5 лабораторных часов. Выполняйте сварку углеродистой стали в соответствии со стандартом AWS D1.1 Structural Welding Code-Steel в плоском, горизонтальном, вертикальном и потолочном положениях. Этот курс соответствует модулю 5 AWS SENSE 1 — ключевые показатели 1–7, а также модулю 2 — ключевой показатель 7, модулю 3 — ключевой показатель 3 и модулю 9.- Ключевой показатель 2. Встроенные учетные данные: сертификация сварщика AWS. 0,5 лекционных часа, 5 лабораторных часов. | |||
| Предпосылки: | MFG 113 (можно принимать одновременно), WLD 180 или согласие отдела | ||
Этот курс посвящен надлежащей безопасности сварки, настройке машины и методам сварки с переносом струи при дуговой сварке металлическим газом. Выполняйте сварку углеродистой стали в соответствии со стандартом AWS D1.1 Structural Welding Code-Steel в плоском и горизонтальном положениях. Этот курс согласуется с модулем 2 AWS SENSE 1 — индикатор 7, модулем 3 — ключевой индикатор 3, модулем 5 — ключевые индикаторы 1, 2 и 8–12 и модулем 9 — ключевой индикатор 2. 0 часов лекций, 2 часа лабораторных работ. Выполняйте сварку углеродистой стали в соответствии со стандартом AWS D1.1 Structural Welding Code-Steel в плоском и горизонтальном положениях. Этот курс согласуется с модулем 2 AWS SENSE 1 — индикатор 7, модулем 3 — ключевой индикатор 3, модулем 5 — ключевые индикаторы 1, 2 и 8–12 и модулем 9 — ключевой индикатор 2. 0 часов лекций, 2 часа лабораторных работ. | |||
| Предпосылки: | MFG 113 и WLD 180 или согласие отдела Необходимые условия: Можно взять с WLD 125 | ||
Этот курс посвящен безопасности, настройке силы тока, полярности и правильному выбору электродов для процесса дуговой сварки защищенным металлом. Учащиеся выполняют сварку углеродистой стали в соответствии со стандартом AWS D1.1 Structural Welding Code-Steel в плоском и горизонтальном положениях, используя визуальные и разрушающие методы для определения качества сварки. Этот курс соответствует модулю 4 AWS SENSE 1 — ключевые индикаторы 1–7 для плоского и горизонтального положения, а также модулю 2 — ключевой индикатор 7, модулю 3 — ключевой индикатор 3 и модулю 9.- Ключевой показатель 2. 0,5 лекционных часа, 5 лабораторных часов. Учащиеся выполняют сварку углеродистой стали в соответствии со стандартом AWS D1.1 Structural Welding Code-Steel в плоском и горизонтальном положениях, используя визуальные и разрушающие методы для определения качества сварки. Этот курс соответствует модулю 4 AWS SENSE 1 — ключевые индикаторы 1–7 для плоского и горизонтального положения, а также модулю 2 — ключевой индикатор 7, модулю 3 — ключевой индикатор 3 и модулю 9.- Ключевой показатель 2. 0,5 лекционных часа, 5 лабораторных часов. | |||
| Предпосылки: | MFG 113 (можно принимать одновременно) и WLD 180 или согласие отдела | ||
Учащиеся интерпретируют распечатки и эскизы сварки, уделяя особое внимание английским/метрическим единицам измерения, символам сварки AWS и производственным требованиям. Научитесь подготавливать, собирать и прихватывать сварные детали в соответствии с печатью, используя соответствующие материалы и инструменты. Этот курс согласуется с модулем 3 SENSE 1: Интерпретация символов чертежей и сварки, ключевые индикаторы 1 и 2. Научитесь подготавливать, собирать и прихватывать сварные детали в соответствии с печатью, используя соответствующие материалы и инструменты. Этот курс согласуется с модулем 3 SENSE 1: Интерпретация символов чертежей и сварки, ключевые индикаторы 1 и 2. | |||
| Предпосылки: | (нет) | ||
| Соблюдайте правила техники безопасности, устанавливайте оборудование и применяйте методы резки для ручной и механизированной газокислородной, плазменной и воздушно-дуговой резки, зачистки и строжки углеродистой стали, алюминия и нержавеющей стали в плоском и горизонтальном положениях в соответствии с AWS C4. 1. Этот курс соответствует модулю 2 AWS SENSE 1 — ключевой индикатор 7, модулю 8, разделы 1–4 и модулю 9.- Ключевой показатель 1. 0,5 часа лекций, 3 часа лабораторных работ. | |||
| Предпосылки: | Дополнительные принадлежности: MFG 113 | ||
Оплачиваемая работа: Для получения дополнительной информации о количестве выпускников, стоимости, среднем долге студентов, завершивших программу, и другой информации, пожалуйста, ознакомьтесь с нашей информацией о оплачиваемой занятости для конкретного сертификата об обучении.
Базовый сертификат сварщика: Harper College
Базовый сертификат сварщика: Harper College- Области интереса
- Искусство, дизайн и исполнительское искусство
- Бизнес, предпринимательство и информационные технологии
- Образование
- Инженерия, математика и информатика
- Наука о здоровье
- Гуманитарные науки, язык и общение
- Производство и строительство
- Физические науки и науки о жизни
- Государственная служба
- Социальные науки
- Сварочный дом
- Карьера
- программ
- Младший специалист по прикладным наукам
- Расширенный сертификат сварщика
- Основной сертификат сварки труб
- Основной сертификат сварщика
- Сертификат производства сварки
- Дом Харпер
- Академики
- Производство и строительство
- Технология сварки
- Основной сертификат сварщика
Откройте путь к карьере сварщика.
Факты о программе
- Кредитные часы: 17
- Возможность наращивания до степени: Да
- Возможные результаты работы: Сварщик
Развивайте базовые навыки сварки с помощью этой сертификационной программы из 17 кредитных часов, в которой основное внимание уделяется безопасность сварки, обширная практика в процессе основной дуговой сварки и вне рабочего места и многопроходная дуговая сварка, включая GMAW, SMAW и GTAW. Вы получите практический опыт работа с мягкой сталью, нержавеющей сталью и алюминием.
Кроме того, вы будете практиковать навыки сварки, необходимые для прохождения квалификации сварщика.
тесты. По завершении этой программы вы встретитесь с Американским обществом сварщиков (AWS). Школы, преуспевающие в соответствии со стандартами обучения в соответствии с Национальными стандартами профессионального образования (SENSE)
для получения сертификата AWS Level 1 — Entry Welder.
Кредит, полученный по этой программе, может быть использован для получения степени AAS по сварочным технологиям.
Требования к сертификационной программе
Эта сертификационная программа, состоящая из 17 кредитных часов, разработана для того, чтобы дать учащимся навыки начального уровня в области сварки. В программе обучения особое внимание будет уделено безопасности сварки, обширной практике основного процесса дуговой сварки, а также дуговой сварке вне положения и многопроходной дуговой сварке, включая GMAW, SMAW и GTAW. Студенты будут работать с мягкой сталью, нержавеющей сталью и алюминием. Студенты будут работать над навыками сварки, необходимыми для прохождения квалификационных испытаний сварщиков. Учащиеся будут соответствовать стандартам обучения AWS (Американское общество сварщиков) SENSE (Schools Excellence by National Skill Standards Education) для сертификации в AWS Level 1 — Entry Welder.
Все курсы WLD предлагаются в 8-недельном формате расписания.
Требуется:
| Номер | Название курса | Кредиты |
|---|---|---|
| MFT 134 | Чтение печати для промышленности | 3 |
Описание : Предоставляет учащимся станкостроения базовые навыки, необходимые для визуализации и интерпретации промышленных отпечатков. Подчеркивает методы орфографической проекции видов сверху, спереди, сбоку и в разрезе, допуски, геометрические размеры и влияние компьютерного черчения на работу с машинами. Расписание занятий: Лето 2022 | Осень 2022 | ||
| Всемирный 110 | Сварка I | 3 |
Описание : Охватывает основы теории и практики кислородно-ацетиленовой сварки, а также основы электросварки. Расписание занятий: Лето 2022 | Осень 2022 | ||
| Всемирный 210 | Сварка II | 3 |
Описание : Охватывает расширенную теорию и практику дуговой сварки. Имеет опыт работы с методами MIG и TIG (Heliarc). Включает введение в испытание на прочность сварных швов. Требование : WLD 110 с оценкой C или выше или согласие инструктора. Расписание занятий: Лето 2022 | Осень 2022 | ||
| Всемирный 211 | Сварка III | 4 |
Описание : Охватывает продвинутую теорию сварки и обширную практику в процессе основной дуговой сварки. Условие : WLD 210 с оценкой C или выше или согласие координатора программы. Расписание занятий: Лето 2022 | Осень 2022 | ||
| Всемирный 212 | Сварка IV | 4 |
Описание : Охватывает усовершенствованную дуговую сварку вне положения и многопроходную дуговую сварку, включая GMAW (дуговая сварка металлическим электродом в среде защитного газа), SMAW (дуговая сварка металлическим электродом в защитных газах) и GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа). Предпосылка : WLD 211 с оценкой C или выше или согласие координатора программы. Расписание занятий: Лето 2022 | Осень 2022 | ||
Связанные программы
Студентам, интересующимся технологиями сварки, также могут быть интересны:
- Технология сварки AAS Степень
- Расширенный сертификат сварщика
- Основной сертификат сварки труб
- Сертификат производства сварки
Ресурсы
- Карьера Харпера: технология сварки
Следующие шаги
- Запрос информации
- Посетить информационный сеанс
- Подать заявку
Для получения дополнительной информации о курсах сварки/изготовления обращайтесь в Admission Outreach
по телефону 847. 925.6700 или отправьте форму запроса информации. Вы также можете подать заявку онлайн.
Последнее обновление: 15.09.22
Сварка – UBTech
Перейти к содержимомуСваркаКасси Тимоти2022-08-05T15:33:32-06:00
- ОБЩИЕ СВЕДЕНИЯ
UBTech предлагает три программы сертификации сварщиков и позволяет учащимся посещать занятия по сварке на своем уровне знаний, чтобы освоить навыки, необходимые для получения одной из трех возможных сертификаций. Все курсы преподаются с использованием стандартов и процедур Американского общества сварщиков (AWS).
Базовый техник по сварке дает студентам хорошую основу для получения должности начального уровня в востребованной профессии. Программа дает навыки начального уровня, чтобы стать помощником сварщика или начинающим сварщиком. Студенты получат базовые навыки работы со сварочным оборудованием, инструктаж по технике безопасности, процессы сварки и изготовления. Навыки, преподаваемые на этом уровне, дают каждому учащемуся возможность продолжать обучение по продвинутой программе, обеспечивая навыки, необходимые для трудоустройства.
Средний техник по сварке предназначен для того, чтобы дать учащимся обзор сварочной отрасли, включая ознакомление со сварочными аппаратами и процессами. Преподаваемые навыки включают базовую сварку, газокислородную резку и начальные навыки сварки. Особое внимание уделяется безопасности, связанной со сварочной промышленностью. Выпускники этого курса будут готовы искать работу начального уровня в области сварки.
Продвинутый техник по сварке Курс предназначен для подготовки студентов к получению многих сертификатов AWS и позволит выпускникам искать высокооплачиваемую работу в сварочной отрасли. Студенты изучают техническую информацию и отрабатывают навыки сварки во всех положениях на листовом и трубном материале. Выпускники будут развивать навыки в области промышленной сварки, газокислородной резки, дуговой сварки защищенным металлом, дуговой сварки металлическим газом, плазменной резки, дуговой сварки вольфрамовым электродом и сварки труб. Они также выберут специализацию в одной из этих областей.
Текущее расписание занятий
Начните сегодня
Продолжительность программы:
- 300 часов
Среднее время завершения: 15 недель по 20 часов в неделю.
Важные даты и время:
Рузвельт:
- Пн-Пт | 8:00–15:00
- Т, Тт | 17:00–21:00
Вернал:
- Пн-П | 7:30–14:30
- М, Вт | 17:00-9:00pm
Ночная сварка (Рузвельт – T, Th; Vernal, M, W) снова начинается в осеннем семестре 25 августа
Стоимость обучения:
- Стоимость обучения – $600
- Сборы – $360
- Книги и расходные материалы – 200 долларов США
Вступительные требования:
- Математика 8. 0 уровень
- Чтение 8.0 класс
Регистрация:
- Открытый вход, определенный выход
Открыто для:
- Взрослые и школьники
Кампус:
- Рузвельт и Вернал
Дополнительная информация:
Технический специалист по сварке
- Федеральная финансовая помощь: №
- ВА Сертифицировано: Да
Потенциальный заработок:
- $15 – $32 в час
Почасовая оплата в штате Юта оценивается на сайте careeronestop.org
Начни сегодня
Продолжительность программы:
- 600 часов
Среднее время завершения: 30 недель по 20 часов в неделю.
Важные даты и время:
Рузвельт:
- Пн-Пт | 8:00–15:00
- Т, Тт | 17:00–21:00
Вернал:
- Пн-П | 7:30–14:30
- М, Вт | 17:00–21:00
Ночная сварка (Рузвельт – T, Th; Vernal, M, W) снова начинается в осеннем семестре 25 августа
Стоимость обучения:
- Стоимость обучения – $1200
- Сборы – $660
- Книги и расходные материалы – 200 долл. США
Вступительные требования:
- Математика 8.0 уровень
- Чтение 8.0 класс
Регистрация:
- Открытый вход, определенный выход
Можно:
- Взрослые и школьники
Кампус:
- Рузвельт и Вернал
Дополнительная информация:
- Федеральная финансовая помощь: №
- ВА Сертифицировано Да
Потенциальный заработок:
- $15 – $32 в час
Почасовая заработная плата в штате Юта оценивается на сайте careeronestop.org. Среднее время завершения: 45 недель по 20 часов в неделю. Ночная сварка (Roosevelt – T, Th; Vernal, M, W) снова начинается в осеннем семестре 25 августа Важные даты/времена:
Рузвельт:
Вернал:
Стоимость обучения:
Вступительные требования: