Усиление сварного шва: стандарты, способы
Из этого материала вы узнаете:
- Особенности усиления швов
- Единые стандарты по усилению сварных швов
- Усиление стыковых швов
- Усиление угловых стыковочных швов
- Снятие усиления сварного шва
- Методы контроля качества сварных соединений
Зачем нужно? Даже идеально выполненное сварщиком соединение может быть недостаточно прочным, если на него воздействуют слишком большие силы. В этом случае требуется усиление сварного шва, то есть увеличение его размеров.
Как выполняется? Можно аккуратно наплавить металл в местах, подверженных наиболее высокой нагрузке. Особое внимание уделяется тем участкам, где есть какие-либо дефекты сварного шва.
Особенности усиления швов
При сборке или монтаже различных конструкций часто возникает необходимость усилить соединения, придав им дополнительную прочность. Под усилением в данном случае подразумевается увеличение длины и/или ширины и сечения валика сварного шва.
Когда речь идет о соединении деталей встык, часто при сварке образуются участки внутреннего напряжения, приводящие к формированию различных изъянов. Дефекты сварных швов требуют особого внимания, так как они могут не только ухудшать эксплуатационные характеристики изделий, но и провоцировать быстрое разрушение ответственных конструкций.
Проводя усиление сварных швов, важно особо тщательно прорабатывать их в местах угловых соединений. Усилить стык можно увеличивая либо длину, либо толщину сварного наплава. Чаще всего прибегают к первому варианту, поскольку предпочтительно распределить напряжение по увеличенной площади, чем допустить его концентрацию в отдельных зонах.
Длина конструкционных соединений становится больше, когда производят усиление сварного шва накладками. В то время как на прочность стыкового соединения главным образом влияет ширина валика, для угловых важной характеристикой служит высота катета сварного шва.
VT-metall предлагает услуги:
От катета зависят показатели:
- Прочности.
 Увеличение катетов ведет к возрастанию сечения и площади прилегания наплавок к поверхности соединяемых деталей, что в свою очередь повышает надежность сварных швов.
Увеличение катетов ведет к возрастанию сечения и площади прилегания наплавок к поверхности соединяемых деталей, что в свою очередь повышает надежность сварных швов. - Качества шва. Длина обоих катетов шва должна быть одинакова. Если не выполняется это требование, что обычно происходит при отклонении дуги, одна из частей будет удерживаться слабее, и это отрицательно скажется на прочности конструкции в целом.
 Увеличение катетов ведет к возрастанию сечения и площади прилегания наплавок к поверхности соединяемых деталей, что в свою очередь повышает надежность сварных швов.
Увеличение катетов ведет к возрастанию сечения и площади прилегания наплавок к поверхности соединяемых деталей, что в свою очередь повышает надежность сварных швов.То, какой должна быть длина катетов в каждом отдельном случае, определяют в соответствии с требованиями к прочности соединений и нормативами, содержащимися в различных справочниках и другой специализированной литературе. В случае усиления сварных швов конструкций, эксплуатация которых не связана с большими нагрузками, высота катета после усиления должна примерно равняться толщине соединяемых деталей.
Следует отметить, что превышение рабочей высоты катетов шва с усиливающей наплавкой ведет не только к удорожанию работы за счет использования большего количества расходников, но и часто ослабляет конструкцию из-за перегрева металла и образования участков напряженности.
При усилении угловых сварных соединений следует проводить обработку в одном направлении, так как в противном случае это также ведет к формированию зон внутреннего напряжения.
Важно: усиление сварных швов в угловых соединениях нельзя производить под нагрузкой!
Единые стандарты по усилению сварных швов
Усиление сварных швов должно производиться путем постепенной послойной наплавки. Толщина каждого последующего слоя в среднем должна быть около 2 мм. Начинать работу следует с обработки дефектных зон. Принятые нормативы предполагают использование для таких операций стержней толщиной 4 мм.
Наплавка следующего слоя производится после остывания до +100 °С предыдущего. Катеты шва не должны превышать по высоте толщину полки уголка со стороны пера и полторы толщины полки со стороны обушка.
Усиление стыковых швов
Для стыковых сварных швов, выполненных по всей длине или высоте металлических элементов конструкции, какое-либо усиление невозможно по определению, так как в местах наплавления за счет повышенного объема расплавленного металла происходит перегрев, ведущий в свою очередь к формированию зон внутреннего напряжения. Если требуется избавиться от таких напряженных участков, необходимо снять наплавленный металл заподлицо с помощью шлифовального круга.
Если требуется избавиться от таких напряженных участков, необходимо снять наплавленный металл заподлицо с помощью шлифовального круга.
Приведем формулу, по которой рассчитываются параметры для угловых сварочных соединений:
NtlwRwyc, где:
N – известная величина несущей способности наплава;
N = AHRwyc, где AH, это известная расчетная площадь накладки;
c1;
AH – фактическая площадь существующего стыкового узла;
Rwy – расчетное сопротивление стыкового компонента.
Усиление угловых стыковочных швов
В основе операций по усилению сварного шва лежит увеличение длины и/или сечения валика. Для того чтобы правильно усилить швы, важно располагать рассчитанным значением нагрузки на конкретный узел, например, фасонку. Как уже говорилось, желательно усиливать соединение за счет увеличения длины шва, а не его толщины, так как избыточный объем расплавленного металла в сварочной ванне ведет к перегреванию.
Для определения длины и толщины соединительного шва следует брать за основу расчетные усилия в нем и нагрузку на узел в целом. Проводя расчеты, следует учитывать, что наплавка ведет к смещению центра тяжести.
Проводя расчеты, следует учитывать, что наплавка ведет к смещению центра тяжести.
Помимо наложения дополнительных слоев, также допустимо усиливать соединение, вводя в конструкцию специальные детали. Для выбора режима и настроек сварки следует исходить из диаметра стержней.
Внимание! При проведении таких операций нужно опираться на нормы ГОСТ версии 2.301 (в отдельных случаях – 2.601 от 1984 года).
Главная трудность при усилении швов заключается в формировании их обратной поверхности. В ряде случаев усиление рекомендуется производить с зачисткой стыка заподлицо.
Если при формировании наплавов металл прогревается ниже необходимой температуры, это ведет к возникновению несплавлений, которые ослабляют соединение и всю конструкцию.
Снятие усиления сварного шва
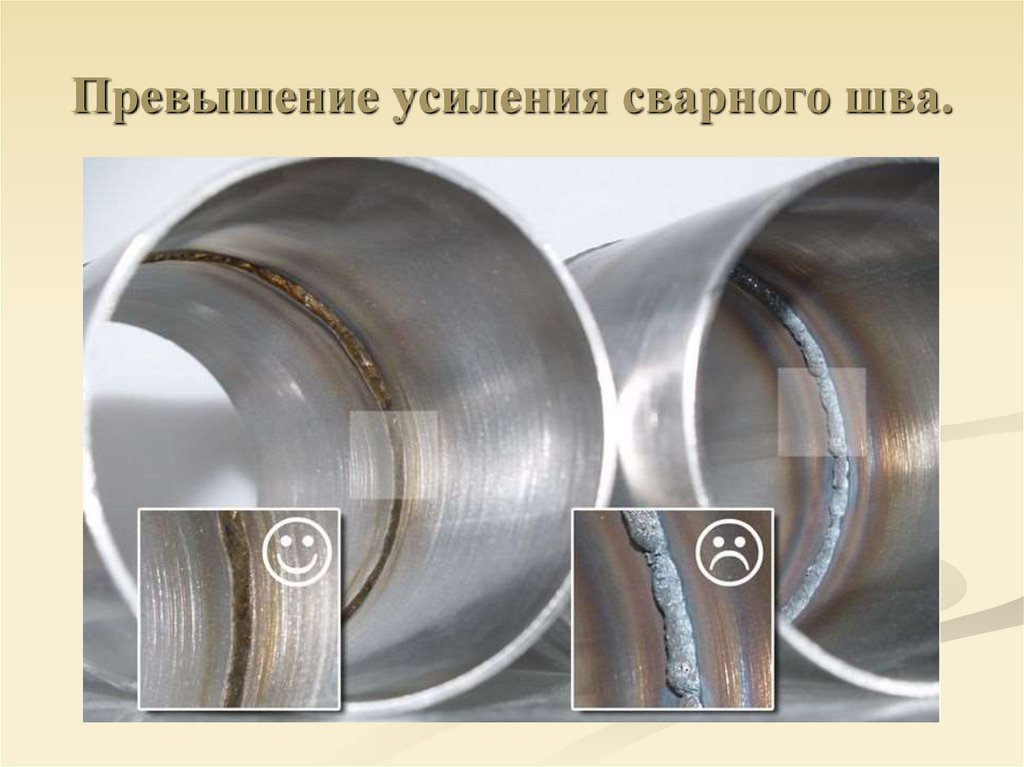
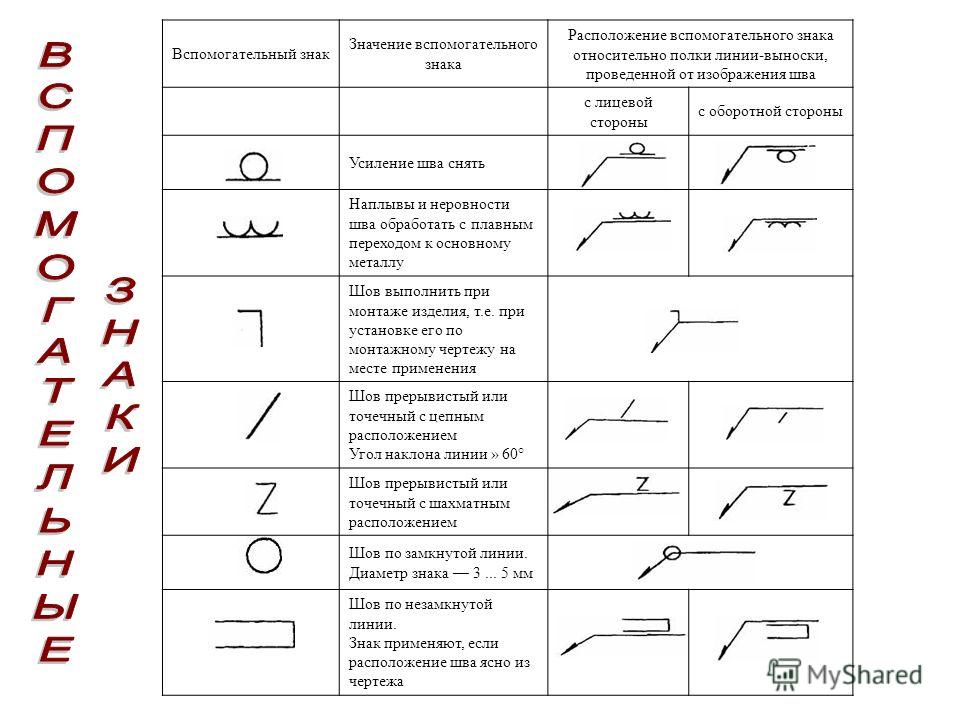
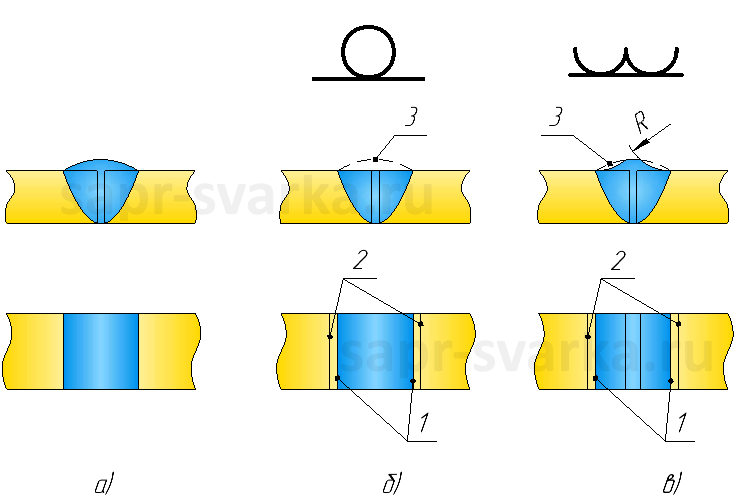
Что означает, когда на рабочем чертеже мы видим обозначение в виде горизонтальной линии под незакрашенным кружком или надпись «усиление сварного шва снять»? Дело в том, что избыточное наплавление металла на стыковом сварном соединении ведет к превышению усиления.
Наличие такого обозначения говорит о необходимости снятия избытков наплава, которое чаще всего производится при помощи ручного шлифовального инструмента с абразивным кругом.
Важно помнить, что для снятия усиления шва на угловом и стыковом сварном соединении пользуются различными методиками. Например, при снятии излишков с углового шва необходимо оставлять катеты, высота которых рассчитывается отдельно, а на стыках металл снимают заподлицо. Усиление сварного шва целесообразно изменять с помощью специального инструмента.
Превышение усиления сварного шва – избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва.
Превышенная выпуклость – выражается в избытке металла в наплаве с лицевой стороны угловых швов.
Дефект образуется из-за:
- несоблюдения технологии при сварке;
- превышения скорости подачи присадочного материала.
Рекомендуем статьи
- Виды сварочных работ: общепринятая классификация
- Автоматическая сварка под флюсом: суть процесса
- Полярность постоянного тока при сварке металла
Формируясь на угловых соединениях, такие дефекты ведут к концентрации напряжений. Помимо зашлифовки, от них часто избавляются, прокатывая соединение специальными роликами.
Помимо зашлифовки, от них часто избавляются, прокатывая соединение специальными роликами.
Местным превышением проплава или избыточным проплавом принято называть повышенную выпуклость на внутренней поверхности односторонних швов.
Параметры усиления сварных соединений в ряде случаев маркируют с помощью строчных букв латинского алфавита:
- a – этой буквой обозначают увеличение длины шва;
- b – используется для обозначения увеличенной длины/высоты катетов угловых швов;
- с – говорит о внутреннем угловом наплавлении, изменяющемся по высоте при введении дополнительного технологического элемента, наплавки или измененных параметрах лобового шва.
Принятые обозначения дают возможность, помимо особенностей самого сварного соединения, определить также характеристики металла, с которым будет осуществляться работа и параметры будущей конструкции.
Для того чтобы определить параметры изменения размеров при усилении сварных швов, важно иметь в виду, что и для угловых, и для стыковых соединений характерно неравномерное снятие материала.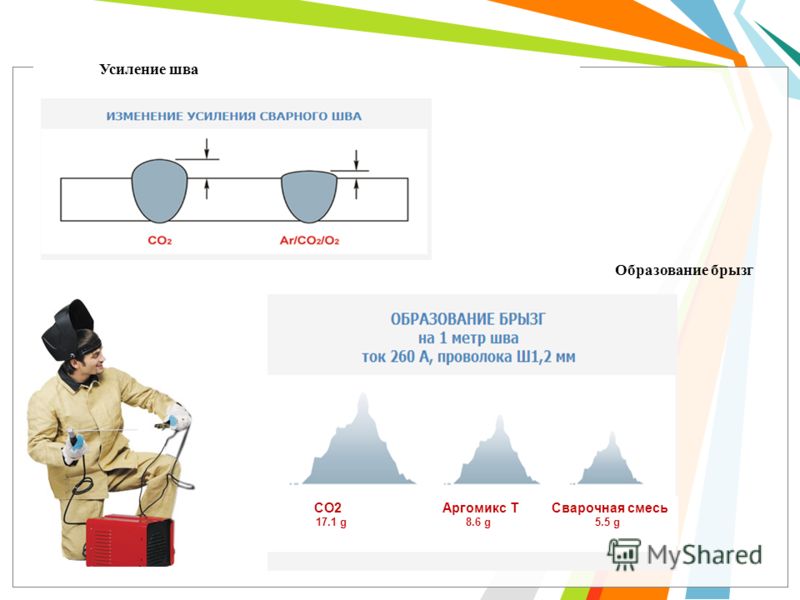 При этом на первых оставляются катеты, а на вторых снятие происходит до ровной поверхности, то есть удаляется весь выступающий над нею металл.
При этом на первых оставляются катеты, а на вторых снятие происходит до ровной поверхности, то есть удаляется весь выступающий над нею металл.
Методы контроля качества сварных соединений
Различают методы первичного и вторичного контроля. Целью проверки на первом этапе является предотвращение формирования дефектов путем грамотного подбора стержней, флюса, прочих расходников и соблюдения необходимых параметров при настройке оборудования. Затем проводится окончательный контроль уже готовых сварных соединений.
На первом месте стоят физические способы проверки, включающие:
- Радиационный метод контроля. Он заключается в проведении гаммо- и рентгенографических исследований. В основе последних лежит способность рентгеновского излучения проникать сквозь металл. На полученных таким образом снимках пустоты можно увидеть как пятна или полосы. Гамма-методы основаны на схожих принципах, но обладают более низкой чувствительностью. Если при проверке в материале обнаруживаются пористость или шлак в виде цепочек или единичных включений, шов бракуется.
- Ультразвуковой метод. При воздействии ультразвуком на металлические детали и их соединения волны проникают в толщу материала, отражаясь при этом от различных пустот и уплотнений, что позволяет обнаруживать изъяны и отбраковывать некачественные швы или находить участки, требующие усиления.
- Магнитный метод. В его основе свойство намагниченных частиц железа из специального состава на основе масла концентрироваться под воздействием магнитного поля вокруг дефектных зон.
- Гидравлический метод дефектоскопии. Применяют для испытания сварных соединений в котлах и деталях трубопроводов высокого давления. При испытании швы подвергают воздействию воды или пара, чтобы проверить их на прочность и герметичность.
- Пневматические испытания. Метод схож с предыдущим, только соединительные швы проходят проверку с использованием сжатого газа.

Режимы исследований определяются специальными техническими условиями и другими документами, регламентирующими параметры для объектов конкретного типа и назначения.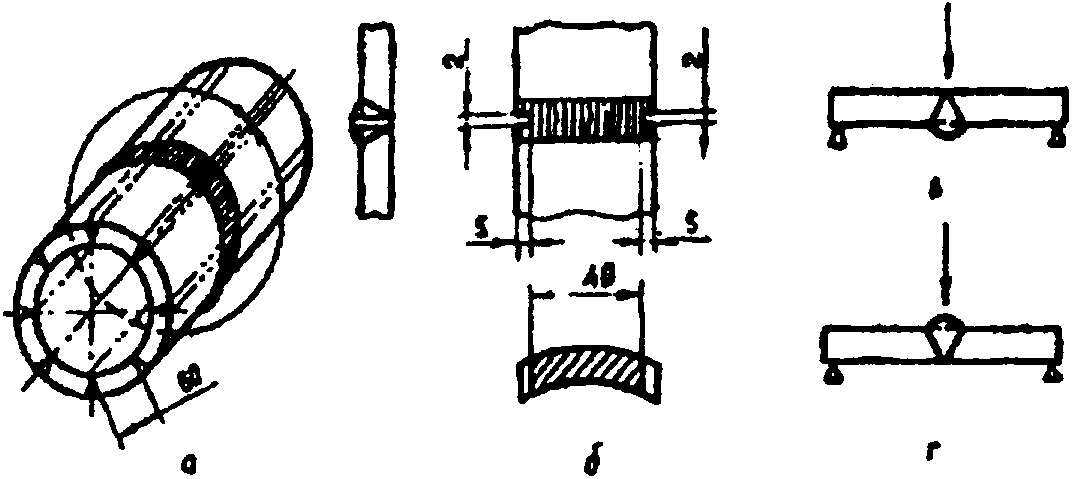
К вакуумным методам прибегают, если по тем или иным причинам нет возможности воспользоваться другими вариантами. Данным способом проверяют герметичность и надежность соединений в таких изделиях, как:
- днища различных резервуаров;
- газгольдеры;
- емкости вроде цистерн и бочек.
Вакуум здесь создают в специальных камерах, которые располагают на той стороне изделия, где есть максимальный доступ к обследуемому отрезку сварного шва. За счет перепада давления мыльный раствор, которым заранее обрабатывают исследуемые швы, образует пузыри и позволяет обнаружить даже самые мелкие изъяны в сварных соединениях.
Совокупность методов, с помощью которых контролируют сварные швы на современных производствах, может быть разной и подбирается, исходя из того, какие изделия выпускает завод. Это могут быть как дорогостоящие, так и самые простые методики. Главным здесь является их соответствие задачам по контролю качества конкретных изделий.
Не существует технологий, позволяющих достичь абсолютно идеального исполнения сварных соединений, поэтому так востребованы методики, позволяющие с должным качеством усилить сварные швы.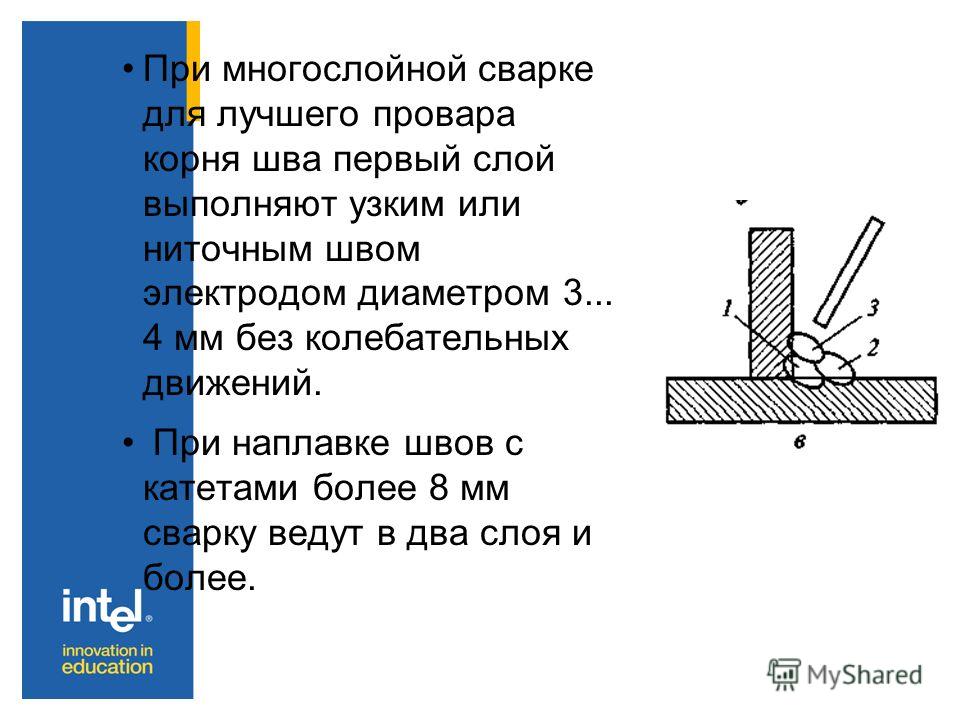 Нередко на отработку таких технологий затрачивается много времени и ресурсов, однако получаемые в результате близкие к идеалу характеристики изделий окупают все усилия с лихвой.
Нередко на отработку таких технологий затрачивается много времени и ресурсов, однако получаемые в результате близкие к идеалу характеристики изделий окупают все усилия с лихвой.
Итогом усиления становится значительное улучшение безопасности и эксплуатационных качеств готовых изделий и конструкций и обеспечение их безотказной работы в течение долгих лет. Для определения параметров усиления сварного шва следует обращаться к соответствующим разделам ГОСТ и специальной литературе.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.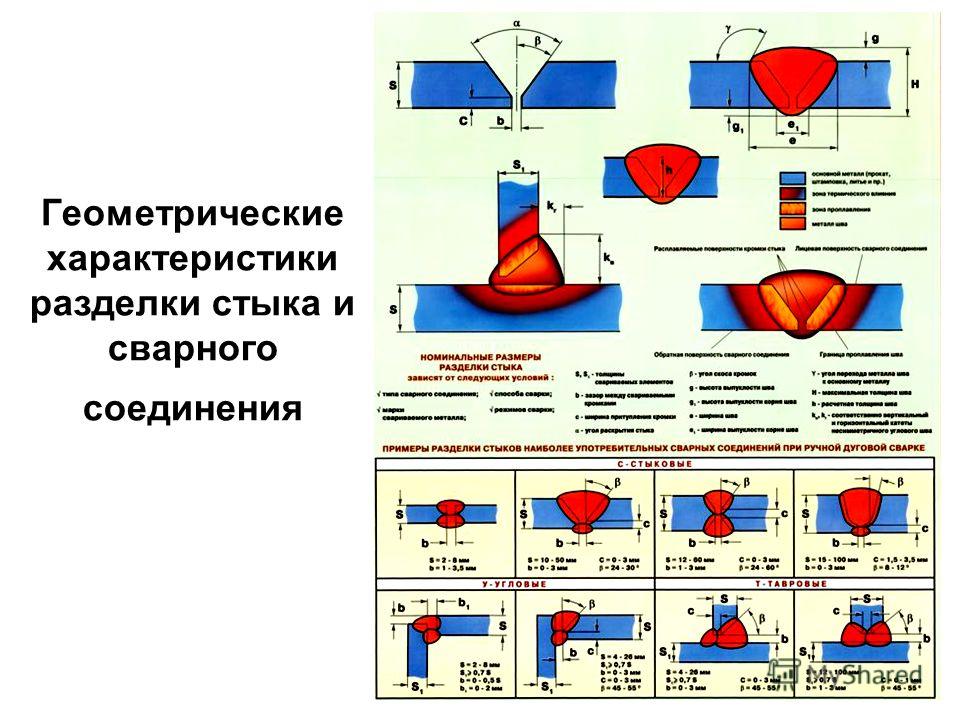
УСИЛЕНИЕ ШВА!!! | Дефектоскопист.ру
laborant1996
Свой
- #1
Уважаемые коллеги! Как правильно замерять усиление сварочного шва при смещение кромок трубы = 3 мм (допуск не более 3 мм) с одной стороны получается 0 мм с другой 3 мм (допуск от 1 до 3 мм).Сварка автомат в один облицовочный валик, труба 1420. Замерять со стороны смещения или наоборот?
Тарас
Дефектоскопист всея Руси
-
 01.2016″ data-time-string=»10:50″ title=»22.01.2016 в 10:50″ itemprop=»datePublished»>22.01.2016
01.2016″ data-time-string=»10:50″ title=»22.01.2016 в 10:50″ itemprop=»datePublished»>22.01.2016
- #2
Читайте РД 03-606-03
Михаил57
Дефектоскопист всея Руси
- #3
laborant1996 написал(а):
Уважаемые коллеги! Как правильно замерять усиление сварочного шва при смещение кромок трубы = 3 мм (допуск не более 3 мм) с одной стороны получается 0 мм с другой 3 мм (допуск от 1 до 3 мм).
Нажмите для раскрытия…
 Сварка автомат в один облицовочный валик, труба 1420. Замерять со стороны смещения или наоборот?
Сварка автомат в один облицовочный валик, труба 1420. Замерять со стороны смещения или наоборот?Тарас правильно Вам советует!
laborant1996
Свой
- #4
В РД 03-606-03 не сказано с какой стороны замерять усиление при смещение. А получается так, что при смещении в 3 мм (разрешенном) при замере усиления при валике от 1 до 3 будет выходить ремонт!
Михаил57
Дефектоскопист всея Руси
-
 01.2016″ data-time-string=»11:02″ title=»22.01.2016 в 11:02″ itemprop=»datePublished»>22.01.2016
01.2016″ data-time-string=»11:02″ title=»22.01.2016 в 11:02″ itemprop=»datePublished»>22.01.2016
- #5
laborant1996 написал(а):
В РД 03-606-03 не сказано с какой стороны замерять усиление при смещение. А получается так, что при смещении в 3 мм (разрешенном) при замере усиления при валике от 1 до 3 будет выходить ремонт!
Нажмите для раскрытия…
Сказано! Почитайте внимательно.
laborant1996
Свой
- #6
Хорошо!
laborant1996
Свой
- #7
нашел. Спасибо большое!!!
Тарас
Дефектоскопист всея Руси
- #8
laborant1996 написал(а):
нашел. Спасибо большое!!!
Нажмите для раскрытия…
Н.З.
Михаил57
Дефектоскопист всея Руси
- #9
laborant1996 написал(а):
нашел.
Нажмите для раскрытия…
 Спасибо большое!!!
Спасибо большое!!!Там еще много полезного есть.
Общие особенности полировки металла и сварных швов
Технологии. 13:05 28.03.2014 // сварка, сталь, шлифовка, шлифовальное оборудование
Компании: «Шлифовальные технологии», ООО
Зачистка сварных швов – важная задача любого производства, особенно судостроительного, где сварка – основной вид соединения различных элементов конструкции. | ||||||||||||||
В первую очередь хотелось бы затронуть вопрос обработки или удаления сварных швов на изделиях из «черной» стали. Если после сварки требуется зачистка от окалин и окислов сварного шва без снятия усиления, то чаще всего обходятся специальными проволочными щётками, которые позволяют быстро и качественно выполнить данную работу.
Одним из мировых лидеров по изготовлению проволочных щеток является компания Lessmann (Германия). Проволочная щетка устанавливается на угловую шлифовальную машину (болгарку) и производится зачистка сварного шва. В данный момент это один из самых эффективных и доступных способов обработки сварных швов.
В случае, когда требуется не просто зачистить шов, а снять усиление – необходимо подходить к вопросу уже комплексно: правильно подобрать оборудование и расходные материалы.
Мобильный шлифовальный станок – одно из самых эффективных и выгодных решений для зачистки сварных швов в судостроении. При его использовании нет необходимости перемещать большие и тяжелые заготовки по цехам. Станок легкий и управляется одним оператором. Перемещение станка по цеху также может быть выполнено одним оператором благодаря транспортировочным колесам. В данный момент у компании GRIT by FEIN (Германия) есть две модели данных станков: с шириной ленты GIMS75 и GIMS150 мм. Каждая из данных моделей способна быстро снять сварной шов любого размера и длинны. Как показывает наш опыт, это самое эффективное и доступное решение для удаления сварных швов в судостроении и судоремонте.
Важно понимать, что правильный подбор абразивных материалов для данного вида обработки напрямую влияет на производительность и качество поверхности. Когда требуется снять шов, то нужно подбирать самые агрессивные абразивы крупной зернистости. Лидеров в этом сегменте несколько: 3M, VSM, DEERFOS. В ассортименте этих компаний можно найти шлифовальные ленты из керамического абразива. Но хорошо с данной задачей справляются и фирменные абразивы от компании GRIT с маркировкой R24 или К36. Второй вариант – использование шлифовальных (зачистных) кругов совместно с угловыми шлифовальными машинами («болгарками»). Этот метод широко распространен и используется практически на всех предприятиях судостроения. Но эффективность данного метода часто ограничена качеством «болгарок» и шлифовальных кругов.
Но давайте вернемся к самим абразивам и инструменту. Для потребителя важно, чтобы зачистка и обработка сварных швов производилась быстро и с соответствующим качеством. Значит нужно понимать, что влияет на скорость и производительность. При выборе шлифовальной машины нужно ориентироваться не на потребляемую, а на отдаваемую мощность. «Угловые шлифовальные машины FEIN WSG 12-125Р применяются на нашем предприятии для зачистки и шлифовки деталей из нержавеющей стали 12Х18Н10Т и стали 08пс. Данные машины более удобны в работе по сравнению с ранее применявшимися, надёжны и позволили увеличить производительность труда на 15%». При выборе абразивов нужно ориентироваться на скорость и производительность, получаемую при работе, и только после всего этого нужно рассматривать цену. Ориентируясь на качество и надежность при эксплуатации, можно выделить лидеров мирового рынка: FEIN, Metabo, Bosch; в абразивах – это 3M, VSM, DEERFOS. Использование даже одного элемента – производительный инструмент или абразив – приводит к заметному повышению производительности. Абразивные круги, используемые при обработке сварных швов на черном металле бывают нескольких видов: жесткие и гибкие. К жестким относятся самые обычные шлифовальные круги диаметром от 115 до 230 мм. К гибким относятся фибровые круги и круги лепестковые торцевые (КЛТ).
Выбрать какой вид абразивных кругов приведет к лучшим результатам можно только по результату испытаний на производстве. Основные преимущества гибких абразивов – меньшие вибрации и большее пятно контакта с поверхностью. Но во всех случаях, где требуется убирать сварной шов, а следовательно требуется большой съем металла самыми эффективными будут именно современные абразивы из цирконата алюминия или из керамики. Сварные швы в труднодоступных местах, которых также в изобилии в судостроении, мы рекомендуем обрабатывать твердосплавными борфрезами G-Cut совместно с прямыми шлифовальными машинами, как электрическими, так и пневматическими. Этот подход обеспечивает максимальный съем материала в самые краткие сроки. Большой выбор форм и размеров позволяет решить практически любую задачу по обработке сварных швов в труднодоступных местах. Самое важно для эффективной работы твердосплавных борфрез – правильно подобранные обороты.
Подытожим все вышеизложенное: современные абразивные материалы в комплексе с производительным инструментом однозначно выгодны для любого промышленного предприятия, так как их сверхпроизводительность подтверждена многими испытаниями и отзывами клиентов. Правильно подобранные технологии для решения задачи по зачистке сварных швов позволяют получить выгоду сразу же с самого начала применения. «В феврале 2012 года приобрели на пробу в компании «Шлифовальные технологии (GTOOL GROUP) борфрезы G-cut по 10 шт. каждой формы (G, H и F). Изначально заинтересовала привлекательная цена на изделия. На производстве борфрезы G-cut очень понравились: при высокой производительности показали хорошую стойкость и скорость работы. В марте 2012 года взяли уже в два раза больше и добавили в заказ формы C и D».
Евгений Береснев, |
 Ассортимент щеток на рынке разнообразен и представлен моделями от ручных щеток, до кругов, которые устанавливаются на станки.
Ассортимент щеток на рынке разнообразен и представлен моделями от ручных щеток, до кругов, которые устанавливаются на станки. В зависимости от размеров сварного шва может применяться мобильный шлифовальный станок или угловая шлифовальная машина с абразивными кругами.
В зависимости от размеров сварного шва может применяться мобильный шлифовальный станок или угловая шлифовальная машина с абразивными кругами.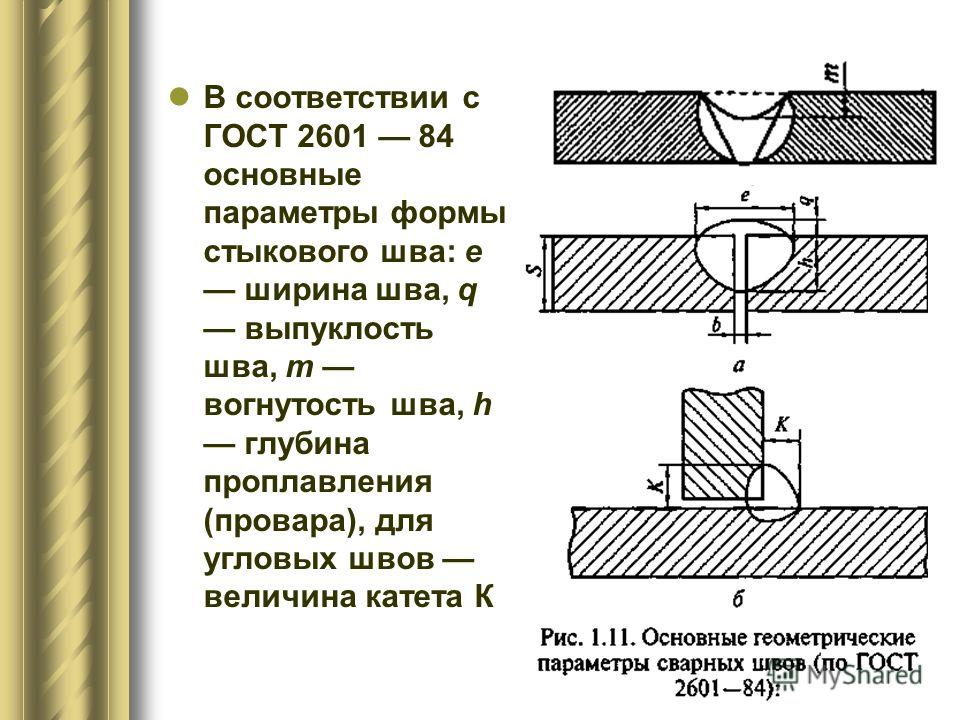
 Большая часть компаний использует недорогой инструмент и дешевые абразивы, ориентируясь исключительно на стоимость при покупке. Мы твердо убеждены, что это сразу ставит покупателя таких материалов в заведомо невыгодные положение. Более того опыт наших клиентов напрямую подтверждает тот факт, что использование дешевых материалов – стратегически невыгодное решения для промышленных предприятий.
Большая часть компаний использует недорогой инструмент и дешевые абразивы, ориентируясь исключительно на стоимость при покупке. Мы твердо убеждены, что это сразу ставит покупателя таких материалов в заведомо невыгодные положение. Более того опыт наших клиентов напрямую подтверждает тот факт, что использование дешевых материалов – стратегически невыгодное решения для промышленных предприятий.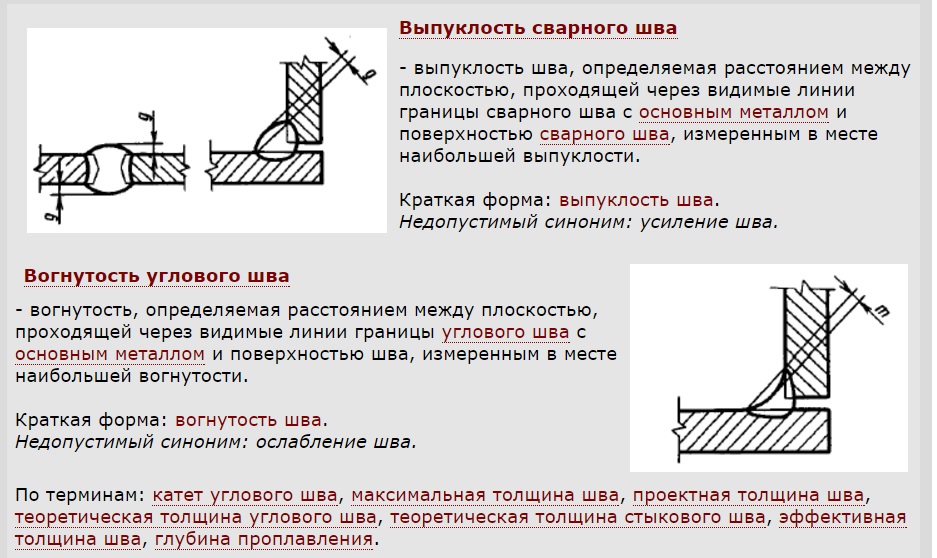 Все производители в характеристиках пишут мощность, которую инструмент потребляет из сети и она выше, чем мощность на выходе. А это напрямую влияет на скорость работы, на съем материала.
Все производители в характеристиках пишут мощность, которую инструмент потребляет из сети и она выше, чем мощность на выходе. А это напрямую влияет на скорость работы, на съем материала.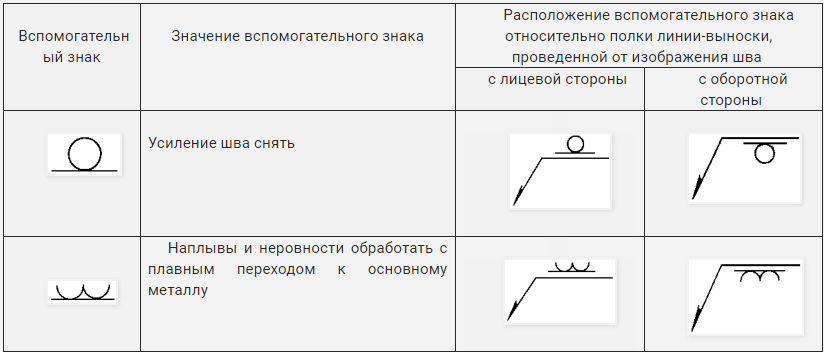 Но мы в своей работе всегда рекомендуем использовать совместно – инструмент и абразив, так как только в такой связке можно получить максимальную производительность, эффективность и, в конечном итоге, экономическую выгоду.
Но мы в своей работе всегда рекомендуем использовать совместно – инструмент и абразив, так как только в такой связке можно получить максимальную производительность, эффективность и, в конечном итоге, экономическую выгоду. Ресурс таких кругов до 25 раз выше, чем традиционные абразивные круги.
Ресурс таких кругов до 25 раз выше, чем традиционные абразивные круги. Кроме того, по сравнению с кругами с зерном из окиси алюминия стойкость кругов выше от 20 до 70% в зависимости от качества зачищаемой поверхности».
Кроме того, по сравнению с кругами с зерном из окиси алюминия стойкость кругов выше от 20 до 70% в зависимости от качества зачищаемой поверхности».
— Не понравилось0+ Понравилось
Поделиться новостью
| Подписка Корабел.ру экономит ваше время Подпишитесь на ежедневную рассылку новостей и будьте в курсе всего самого важного и интересного! |
Комментарии 0.
Предыдущая новость
Ленты для армирования швов — Bemis Associates Inc.
Ленты для усиления швов
Ленты для усиления швов
Укрепите швы и добавьте эстетики без ущерба для гибкости, ощущения или веса. Фактически, в сочетании с проклеенными швами USLB одежда может быть легче, чем с прошитыми швами. Наслаждайтесь прочной конструкцией и визуально отличными предметами одежды с Bemis SRT.
Доступно в
Снег
Шаг
Ясень
Холодный серый
Красный
Черный
Светоотражающий черный
Светоотражающий серебристый
Используйте с
Загрузите наше руководство по выбору
Особенности и преимущества
Эластичный
Эластичный, чтобы двигаться вместе с одеждой, чтобы не мешать работе
Низкопрофильный
Делает одежду более гладкой и может быть легче, чем прошитые швы опыт от сшитых швов
Эстетика
Функциональность и визуальная дифференциация для ваших приложений – беспроигрышный вариант!
Прочный
Разработан для укрепления клеевых или прошитых швов
Обзор продуктов
Легкая эластичная трикотажная лицевая ткань и подложка из клейкой пленки обеспечивают чрезвычайно мягкое ощущение на ощупь и хорошее усиление швов на легких эластичных трикотажных тканях.
Доступен в цветах: Смола, Снег, Пепел, Прохладный серыйЛицевая ткань из эластичного трикотажа и подложка из клейкой пленки обеспечивают мягкость на ощупь и прочное усиление швов на эластичных трикотажных тканях средней плотности.
Доступен в следующих цветах: черный, снежный, пепельный, холодный серый, красныйЛента, состоящая на 43,3% из переработанных материалов по общему весу, обеспечивает мягкость на ощупь и сильное усиление швов на эластичных трикотажных тканях средней плотности. Изготовлено из трикотажной эластичной лицевой ткани с содержанием 89 % переработанного полиэстера, сертифицированного GRS, и подложки из клейкой пленки.
Доступен в цветах: Смола, Снег, Пепел, Прохладный серыйЭластичная лицевая ткань и подложка из клейкой пленки обеспечивают мягкость на ощупь и прочное усиление швов на эластичных тканых материалах средней плотности.
Доступен в следующих цветах: черный, снежный, пепельный, холодный серый, красныйЛента, состоящая на 41% из переработанных материалов по общему весу, обеспечивает мягкость на ощупь и сильное усиление швов на эластичных тканях средней плотности. Изготовлен из эластичной тканой лицевой ткани с 92% переработанного полиэстера, сертифицированного GRS, и подложки из клейкой пленки.
Доступен в цветах: Смола, Снег, Пепел, Прохладный серыйНаш Vivid SRT представляет собой эластичную тканую лицевую ткань с подложкой из клейкой пленки, которая обеспечивает мягкость на ощупь и сильное усиление швов на эластичных тканых тканях средней плотности.
Возможность печати нестандартных цветов, нестандартных рисунков или логотипов на лицевой стороне ткани.Эластичная лицевая ткань узкой ширины и подложка из клейкой пленки обеспечивают оптимальное растяжение и восстановление.
Доступно в: ШагТрикотажная лицевая ткань со светоотражающим покрытием и подложка из клейкой пленки обеспечивают дополнительную видимость, сохраняя при этом усиленную прочность, хорошее растяжение и восстановление при движении вместе с одеждой.
Доступные цвета: Светоотражающий серебристый (~400 кд/люкс), Светоотражающий черный (~20 кд/люкс)Наша водонепроницаемая ткань SRT представляет собой подложку из мягкой ткани и клейкой пленки, которая обеспечивает прочность шва в сочетании с гидроизоляционными характеристиками.
Доступен в цветах: смола, пепел, холодный серый


Приложения
Создает чистую отделку швов, придает структуру швам USLB или придает эстетический вид готовым изделиям в различных областях применения:
- Одежда для выступлений
- Одежда для повседневной жизни / Повседневная одежда
- Верхняя одежда
- Нижнее белье
- Мягкие ткани Товары
Ознакомьтесь с нашей коллекцией приложений
ОБЯЗАННОСТЬ
Наши обязательства перед людьми и планетой не ограничиваются дизайном продукта и нашей лентой для армирования швов из вторичного сырья. Узнайте больше о наших социальных и экологических инициативах в нашей деятельности и сообществах.
Узнайте больше о наших социальных и экологических инициативах в нашей деятельности и сообществах.
Узнать больше
Запись вебинара
Сопутствующие товары
ЧТО ТЫ ДЕЛАЕШЬ СЕГОДНЯ?
Ищете подходящий клей для своего проекта? Расскажите нам о себе и позвольте нам помочь! Мы готовы провести вас в будущее связи.
Свяжитесь с нами
Как усилить швы вручную
Перейти к основному содержанию- СпинаОдежда
- Редактировать
- Полный экран
- Опции
- История
- Скачать PDF
- Перевести
- Встроить это руководство
Автор: Мигель (и еще один участник)
- Избранное: 1
Сложность
Easy
Шаги
10
Необходимое время
15 — 40 минут
Секции
1
- Как усилить швы вручную 10 шагов
Флаги
1
- СпинаОдежда
- Полный экран
- Опции
- История
- Скачать PDF
- Править
- Перевести
- Встроить это руководство
Введение
Укрепление швов полезно, когда вы хотите, чтобы ваша одежда прослужила дольше.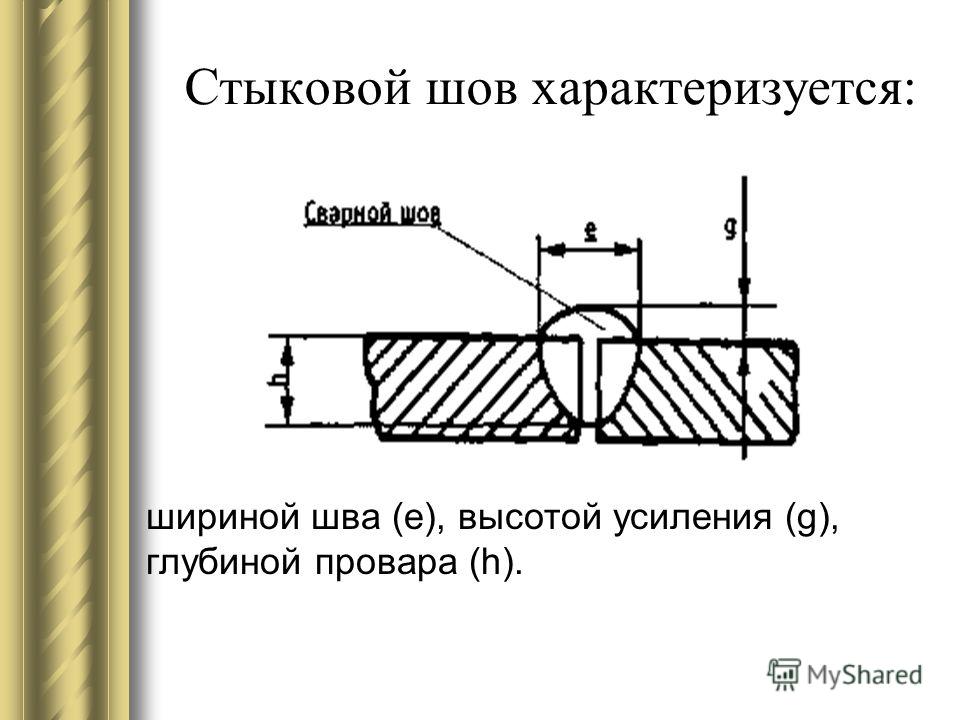 Все, что вам нужно, это несколько швейных материалов, немного времени, чтобы посвятить процессу, и осторожность, чтобы не ткнуть себя. Вы хотите, чтобы ваша нить подходила к вашей одежде, но в этом руководстве я буду использовать красный цвет, чтобы вы могли легко его увидеть.
Все, что вам нужно, это несколько швейных материалов, немного времени, чтобы посвятить процессу, и осторожность, чтобы не ткнуть себя. Вы хотите, чтобы ваша нить подходила к вашей одежде, но в этом руководстве я буду использовать красный цвет, чтобы вы могли легко его увидеть.
- Швейная игла
- Швейная булавка × 5
- Катушка с нитью
- прозрачный эластичный
 org/HowToTool»> Универсальные ножницы
org/HowToTool»> Универсальные ножницыДетали не указаны.
Редактировать
Редактировать
Проткните прямой булавкой прозрачную резинку и ткань на одном конце усиливаемого шва.
Согните ткань, когда часть булавки пройдет, чтобы она снова была видна с вашей стороны.
Выровняйте ткань, чтобы она не сбивалась в комки.
Продолжайте вставлять булавки, пока не дойдете до другого конца шва.
Редактировать
Вденьте в швейную иглу нитки того цвета, который соответствует цвету вашей одежды.
Протяните нить так, чтобы нить была длиннее длины руки.
Редактировать
 org/HowToDirection»>
org/HowToDirection»>Убедитесь, что обе стороны нити примерно одинаковой длины, и обрежьте нить, которая все еще соединена с катушкой с нитками.
Завяжите узел на конце веревки, чтобы скрепить нить. Сделайте узел, сформировав круг и проткнув его швейной иглой.
Обрежьте лишнюю нить, выходящую за узел.
Проткните иглу через изнаночную сторону ткани в конце шва так, чтобы она оказалась ближе к верху прозрачной резинки.
Протяните нить, пока не почувствуете, что узел касается ткани.
Редактировать
Сделайте зигзагообразный стежок, проведя иглой вниз и влево (или вправо, если вы начали слева).
Удаляйте штифты по мере продвижения, если они вам мешают.
Потяните за иглу, пока не почувствуете рывок, и проденьте иглу обратно через то же отверстие и продолжайте делать это, пока не дойдете до конца.
Редактировать
В конце шва проткните ткань иглой вниз, а затем вверх, чтобы образовалась небольшая петля.
Возьмите иглу, вставьте ее под петлю и потяните. Сделайте это дважды, чтобы убедиться, что шов остался.
Редактировать
Обрежьте оставшуюся лишнюю нить.
 org/HowToDirection»>
org/HowToDirection»>Ваш армированный шов должен выглядеть примерно так.
 Продолжайте вставлять булавки, пока не дойдете до другого конца шва.
Продолжайте вставлять булавки, пока не дойдете до другого конца шва.Редактировать

Редактировать
Почти готово!
Финишная черта
Отменить: я не завершил это руководство.
Автор
с 1 другим участником
Значки: 2
Команда
Просмотр статистики:
За последние 24 часа: 2
За последние 7 дней: 11
За последние 30 дней: 41
За все время: 175
Армированное волокном покрытие и обработка швов
Армированное волокном защитное покрытие и обработка швов
Наполнитель, армированный волокном, и обработка швов
Описание
Заполнитель для швов и швов предназначен для заполнения отверстий и создания переходов, где требуется гибкое армирование для перекрытия больших зазоров и обеспечения постоянной поддержки гидроизоляционных мембран, гидроизоляции или воздуха.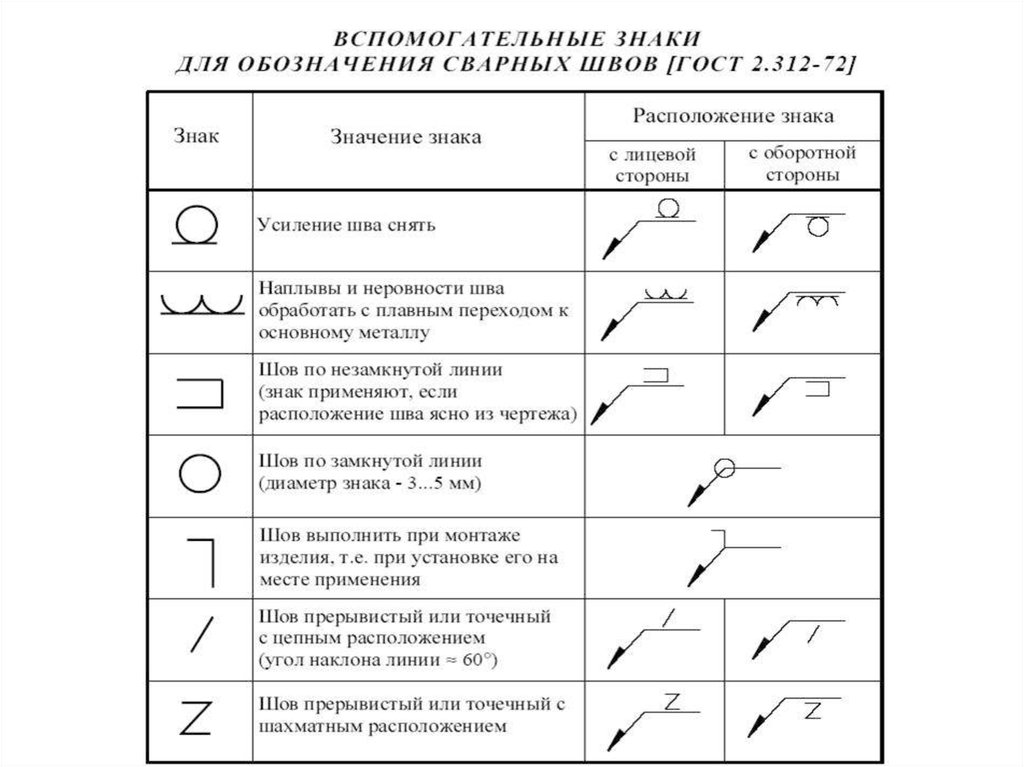 барьерные компоненты.
барьерные компоненты.
Документация Slider Arrow Iconslider-arrow
Ползунок со стрелкой информации о тестировании Iconslider-arrow
Ползунок информации о зеленом здании со стрелкой Iconslider-arrow
Тед Барнекофф, служба поддержки клиентов Air & Water Barrier
ЗАПОЛНИТЕЛЬ ШВОВ И ШВОВ
ПОДДЕРЖКА ПРОДУКЦИИ
Значок телефона Позвонить в службу поддержки Значок электронной почты Поддержка сообщенийОсобенности
- Упрощает подготовку, устраняя необходимость в армирующих лентах.
- Не содержит растворителей. Без изоцианата. Без фталатов. Соответствует всем нормам VOC.
- Склеивает и отверждает в сырую погоду и на влажных основаниях. Выдерживает дождь сразу после нанесения. Силановый функциональный полимер
- обеспечивает превосходную долговременную адгезию, заполнение трещин и устойчивость к атмосферным воздействиям.
Устойчивое развитие и тестирование
Технические характеристики
- СРОК ГОДНОСТИ 1 год в плотно закрытой невскрытой таре
- СОДЕРЖАНИЕ ЛОС 30 г/л максимум
- FORMвязкая паста со слабым запахом бледно-красного цвета
- PHНеприменимо
- КОЭФФИЦИЕНТ ПОКРЫТИЯ 60,5–93,5 погонных футов на тубу весом 29 унций, 38,5–60,5 погонных футов на колбасу весом 20 унций.
- ТОЧКА ЗАМОРОЗКИ Нет данных
- ТЕМПЕРАТУРА ВСПЫШКИ Нет данных
- ВСЕГО ТВЕРДЫХ ВЕЩЕСТВ99%
- WT/GAL11,8 фунтов
- ДОСТУПНЫЕ РАЗМЕРЫ Тубы по 29 унций, сосиски по 20 унций

ОБЗОР
R-Guard Joint & Seam Filler — это заполнитель трещин и швов пистолетного качества, клей и состав для детализации, который сочетает в себе лучшие свойства силикона и полиуретана. Этот однокомпонентный армированный волокном полимер с силильными концевыми группами (STP) легко распыляется, наносится и обрабатывается. Используйте заполнитель для швов и швов, чтобы заполнить проемы и создать переходы, где требуется гибкое армирование, чтобы перекрыть большие зазоры и обеспечить постоянную поддержку наносимых жидкостью гидроизоляционных мембран, гидроизоляционных или воздухонепроницаемых компонентов.
Подходит для всех климатических условий. Наполнитель для швов и швов приклеивается непосредственно к влажным или сухим поверхностям и отверждается при различных погодных условиях. Это значительно сокращает время подготовки поверхности, устраняя необходимость в армирующих лентах на стыках обшивки, внутренних и внешних углах. Используйте заполнитель для швов и швов как часть непрерывной системы воздушного барьера по всему зданию или для подготовки поверхностей к обычной гидроизоляции или компонентам воздушного барьера.
Заполнитель для швов и швов также можно использовать для ремонта трещин или заполнения пустот после нанесения основного воздушного барьера R-Guard.
Семейства Revit и блоки AutoCAD
Часто задаваемые вопросы
РЕСУРСЫ
Инструкции по установке
Иконка со стрелкой кругаТехнические характеристики системы
Иконка со стрелкой кругаКак правильно заменить окна
Наш друг Мэтт Райзингер, блогер и блогер на YouTube, посвященный всем вопросам строительства, создал это действительно полезное видео о том, как правильно заменить окна.