необходимое оборудование, выбор присадки, технология процесса
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке. Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями. Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода (TIG).
Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.
То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов. Но надо обязательно добавить, что сама аргонная технология сваривания чугуна обязательно включает в себя предварительный нагрев заготовок. Хотя все чаще появляются присадки, с помощью которых можно варить чугун и без нагрева. В зависимости от того, до какой температуры будут нагреваться чугунные детали, зависят и разновидности сварки чугуна. Их также три.
Но надо обязательно добавить, что сама аргонная технология сваривания чугуна обязательно включает в себя предварительный нагрев заготовок. Хотя все чаще появляются присадки, с помощью которых можно варить чугун и без нагрева. В зависимости от того, до какой температуры будут нагреваться чугунные детали, зависят и разновидности сварки чугуна. Их также три.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Два первых вида обычно используются для того, чтобы создать сварочное соединение таким же по составу, как и сам свариваемый металл. Третий используется, когда создаваемый шов по составу не является чугунным.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности. А именно:
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.
- Медленное охлаждение стыка.


К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.
Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Подготовительный этап
Данная процедура нуждается в более тщательном и внимательном отношении, нежели при соединении других металлов. Это обусловлено качествами самого чугуна – он склонен к разрушению и образованию трещин.
В ходе подготовки выполняются следующие операции:
- Края соединяемых деталей следует хорошо очистить от загрязнений – грязи, ржавчины, шлака.
- Имеющиеся трещины распиливаются, иначе она закроется только сверху, а в глубине металла останется слабая структура.
- Проводится разделка кромок по всей длине шва со скосами под углом в 45°, а острые грани закругляются. Такая мера обеспечивает равномерный нагрев.
- Изделия помещаются на графитовые подкладки, которые позволяют избежать утечки расплавленного металла, а сами изделия не будут деформированы.
При наличии незначительных масляных загрязнений они убираются органическим растворителем либо выжигаются с использованием газовой горелки.
Чугунные стержни для сварки
Очень важно правильно выбрать присадочный материал. В основном для этого используют стержни, изготовленные из чугуна. Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Вот такие марки используются для аргонодуговой сварки чугуна (ТИГ).
- Для горячего сваривания – «А».
- Для горячей сварки с местным нагревом – «Б».
- Для соединения тонкостенных чугунных заготовок при полугорячей сварке – «НЧ-1».
- Для толстостенных чугунных деталей при полугорячей сварке – «НЧ-2».
- Для соединения с повышенными характеристиками износостойкости – «БЧ» или «ХЧ».
Диаметр присадочного стержня выбирается из расчета толщины свариваемых заготовок. Обычно он в два раза должен быть меньше.
Разновидности чугуна и степень их свариваемости
Рассматриваемый материал содержит до 6% углерода. При плавлении он остается на поверхности и придает металлу хрупкость. Многочисленные недостатки часто перекрывают достоинства. При термообработке состав ломается, приводя в негодность все изделие. По свойствам чугун делится на типы:
- белый;
- серый;
- ковкий;
- высокопрочный.
Первый вид частично состоит из цементита, дающего на срезе характерный металлический блеск. Литье обладает износоустойчивостью и жаропрочностью, не ржавеет, используется при изготовлении стали.
Литье обладает износоустойчивостью и жаропрочностью, не ржавеет, используется при изготовлении стали.
Серый состав содержит углерод в состоянии графита. Срез серого цвета, без блеска. Применяется для изготовления конструкций в виде станин станков. Проявляет высокую прочность на сжатие.
Ковкий чугун – это разновидность белого, прошедшего термическую обработку, в результате которой графит принял вид хлопьев. Материал отличается вязкостью и пластичностью. Используется для изготовления предметов сложной формы.
Высокопрочный состав имеет структуру, не поддающуюся разрывам. Применяется для создании особо ответственных деталей в разных областях промышленности.
Заваривать чугун трудно. Связано это с его свойствами и характеристиками. При достижении критических температур происходит вытекание расплавленного металла из места формирования шва. При сгорании графита образуется большое количество газов, приводящих к появлению трещин и пор. Поэтому аргонная сварка чугуна – единственный эффективный способ соединения деталей из этого сплава.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины. Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
 Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно. Специалисты считают, что именно таким способом соединение чугунных деталей будет самым качественным. Но чтобы качество на самом деле было высоким, нужно обязательно, чтобы чугун после сварки остывал медленно (естественным путем).
Особенности в домашних условиях
Оборудование для аргоновой сварки сейчас не является чем-то из ряда вон выходящим. Некогда запредельные цены на TIG устройства сегодня свелись к вполне доступным для рядового мастера.
Как правило домашние мастера не используют аргоновую сварку для изготовления серийных изделий, крупных конструкций. Чаще этим способом ремонтируют элементы двигателей, коробок передач. Реже — чугунной запорной фурнитуры, деталей эл. двигателей.
Чаще этим способом ремонтируют элементы двигателей, коробок передач. Реже — чугунной запорной фурнитуры, деталей эл. двигателей.
Проверенное сочетание при этом — нагрев газовой горелкой до температуры порядка 350 градусов, с последующей обваркой инвертором.
Подробной инструкции для такой «штучной» сварки нет и быть не может. Ответ на большинство вопросов, возникающих в процессе, дает только практика.
Способы
Сварка чугуна аргоном может проводиться несколькими способами. Так как все это проводится в одной и той же защитной среде, то основная разница состоит в том, каким инструментом нужно будет пользоваться. Тут выделяют неплавкие электроды и присадочную проволоку, которая может иметь различный состав, в зависимости от того, для каких целей создается шов.
Использование неплавкого электрода из вольфрама оказывается не столь удобным, как при использовании плавкого присадочного материала и не может осуществлять процесс сваривания, если между деталями имеется зазор. Сваривание, в таком случае, должно происходить только в стык. Но данный способ позволяет создать сварочную ванну достаточной температуры, чтобы проварить необходимую глубину металла.
Сваривание, в таком случае, должно происходить только в стык. Но данный способ позволяет создать сварочную ванну достаточной температуры, чтобы проварить необходимую глубину металла.
Электроды из вольфрама для чугуна
Другие виды и способы сварки металла аргоном предполагают использование присадочной проволоки. Она может заполнять собой зазоры и осуществлять сварку под углом, делать потолочные и вертикальные швы.
Технология сварки чугуна аргоном
Выбор способа
Наиболее распространенным является вариант с использованием присадочной проволоки. Он является более дорогостоящим, так как здесь необходимо тратиться на расходные материалы. В то же время, это более универсальный метод, с которым можно работать практически в любом положении. Если необходимо уменьшить расходы на сварочный процесс, то можно использовать более дешевую проволоку, если позволяет состав чугуна. Для толстых слоев металла этот метод оказывается не всегда удобным.
Сварка неплавким электродом применяется тогда, когда можно создать большую ванну, что осуществимо при высокой толщине металла. Вольфрам не плавится во время сварки, так что можно постоянно пользоваться одним и тем же инструментом. Но здесь обязательно нужно использовать дополнительный флюс для улучшения свариваемости, а также для обогащения металла углеродом.
Вольфрам не плавится во время сварки, так что можно постоянно пользоваться одним и тем же инструментом. Но здесь обязательно нужно использовать дополнительный флюс для улучшения свариваемости, а также для обогащения металла углеродом.
Необходимый материл
Когда идет сварка чугуна аргоном присадка подбирается из определенных вариантов, которые выпускаются серийно. Наиболее распространенным материалом, отвечающим требованиям качества, является никелевая проволока. Она отлично подходит практически для любого типа чугуна. Дополнительным материалом здесь послужит флюс, который должен содержать углерод для обогащения шва при сварке.
Присадочный материал для сварки чугуна
Для более дешевого варианта используют алюминиево-бронзовые прутки. Они дают более бюджетный шов, но его потом нежелательно применять при высоких температурах, так как температура плавления у него будет ниже, чем у основного металла. Также могут использоваться неплавкие, вольфрамовые или угольные электроды, толщина которых подбирается по толщине металла.
Угольный электрод для сварки чугуна
Режимы
Сварка чугуна аргоном требует точного следования инструкции, чтобы качество соединения было максимально высоким. Ведь для избегания трудностей при сваривании нужно действовать уже по проверенным режимам. Для сварки неплавким электродом это должно быть так:
Как правильно выбрать присадку
При сварке заготовок часто используют чугунные стержни, не имеющие наружного покрытия. Диаметр их выбирают вдвое меньше толщины металла. Другой распространенный вариант – никелевая проволока. В таблице указаны главные типы импортных расходников:
| Марка | Описание |
| ОК Tigrod 19.82 | В основе – никель. Проявляет устойчивость к высоким температурам и коррозии. Применяется при работах с разнородными металлами и сплавами. |
| ОК Tigrod 19.85 | Проволока для высоколегированных сталей. |
| ОК Tigrod 19.92 | Пруток, легированный титаном. |
Используются и другие марки присадок, позволяющие проводить сварку без предварительного нагрева заготовок.

Полезные советы
- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Карта сайта — Mrmetall.ru
Карта сайта — Mrmetall.ru!—www.miralinks.ru —>
Перейти к содержанию
Search for:
- Что такое канифоль и 8 шагов как с ней паять
- Увеличение точности и скорости производства продукции: применение коллаборативных роботов для сварки и закручивания винтов
- Как собрать простой аппарат точечной сварки за 12 шагов
- Чем просверлить нержавейку в домашних условиях за 5 минут
- Все что нужно знать о лазерной сварке от А до Я
- Все о точечной контактной сварке в 5 подробных видео
- Видео лазерной сварки — 5 подробных роликов
- Подробные видео уроки сварки полуавтоматом
- Что такое латунь простыми словами
- 14 основных параметров для правильного выбора режима сварки
- Что такое холодная сварка простыми словами
- 29 основных видов сварки металла используемых на практике
- Что такое сварка, простыми словами
- Всё о сварочной дуге простыми словами
- Дуговая сварка от А до Я
- Все что нужно знать о газах применяемые для сварки от А до Я
- Как легко и правильно сваривать металл электродами начинающим
- Сварка тонкого металла инвертором: как выполнять, выбор полярности и электродов
- 6 важных шагов при сварке электродами для начинающих — варим инвертором правильно
- Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
- Tig сварка — что за способ, где он применим: описание, параметры, режимы
- Как быстро освоить и сваривать полуавтоматом нержавейку
- Как работать сварочным полуавтоматом — Mig и Mag для начинающих
- Полуавтомат для механизированной сварки что это и как его настроить. Режимы, индуктивность, газы.
- Все о сварочных швах от А до Я
- Все информация о стыковой сварке – за 5 минут
- Как обозначается на чертежах сварные швы — условное обозначение сварки
- Все что нужно знать, чтобы варить вертикальные швы ручной и полуавтоматической сваркой даже без опыта
- Все что нужно знать о разделке кромок под сварку
- Что нужно знать о сварка на высоте арматуры, для качественного выполнения работы
- Что такое ВИК сварных швов от А до Я
- 3 вида дефектов сварных швов, которые нужно знать любому специалисту
- Всё что нужно знать про ультразвуковой контроль (УЗК) в одной статье
- Теперь вы будете знать все о контроле качества сварных соединений
- Все что вы хотели узнать о стали 12Х18Н10Т (ответ специалиста)
- Для чего нужен флюс при пайке — от А до Я
- При какой температуре плавится медь и как ее расплавить в домашних условиях самому
- Гелий что это такое и его 16 свойств
- Все что нужно знать о сплаве ЛС59-1 простыми словами
- Жаропрочные и жаростойкие что это за стали — 5 основных типов
- 5 методов золочения металла своими руками
- Все что нужно знать о hss стали за 10 минут
- Все о том, что такое ацетилен простыми словами
- 3 простых способа определить медь в домашних условиях (опыт металловеда)
- Все что нужно знать о бронзе за 11 минут
- Что такое углеродистая сталь – простыми словами
- Что такое легированная сталь — простыми словами
- Расшифровка маркировки стали без посторонней помощи — 6 аспектов
- 7 рабочих способов отчистить медь в домашних условиях
- Все что нужно знать об аргоне простыми словами
- Что такое азот от А до Я
- Все что нужно знать об углекислом газе образованному человеку
- Все основные характеристики электродов УОНИ 13/55 которые нужно знать, чтобы не варить брак
- А вы знаете сколько весит кислородный баллон и какой его объем
- Все что нужно знать про клей поксипол, чтобы обойтись без сварки
- 7 способов точно посчитать расход электродов чтобы не сорвать работу (советы от эксперта НАКС)
- Как правильно выбрать электроды по нержавейки от А до Я
- 6 виды покрытия электродов для сварки, их назначение и компоненты
- Как не ошибиться в выборе и правильно расшифровать обозначений электродов для сварки металлов
- Все что нужно знать о том, что такое инвертор – простыми словами
- 7 важных аспектов как выбирать сварочный полуавтомат
- Все что нужно знать, чтобы собрать индукционный нагреватель своими руками без посторонней помощи
- Как правильно выбрать паяльник для полипропиленовых труб (советы специалиста)
- Все что нужно знать о газовых баллонах с пропаном
- 6 параметров которые нужно знать, чтобы правильно выбрать сварочный полуавтомат
- Что такое шабер и как им пользоваться — 3 шага
- Как настроить сварочную маску хамелеон — 5 простых шагов
- 4 лучших видео инструкции для регулировки сварочной маски хамелеон
- Все что нужно знать о сварочном выпрямителе специалисту и любителю
- Что такое форсаж дуги простыми словами и так ли он полезен для новичка
- Все о том как собрать плазморез своими руками из инвертора или трансформатора
- 5 минут и знаете все о генераторе для сварки от А до Я
- Все что нужно знать о сварочном трансформаторе от А до Я
- Что такое сварочный осциллятор и как его сделать своими руками – 5 лучших схем
- Как правильно выбрать сварочный кабель для инверторного аппарата и не потерять деньги.
- 9 основных видов сварочных аппаратов применяемых повсеместно
- Как паять медные трубки от А до Я
- 7 способов соединить металлопластиковую трубу с полипропиленовой без посторонней помощи
- Как разморозить холодильник за 8 простых шагов
- Фрезеровка металла на станках с ЧПУ
- Производство стальных конструкций
- Что такое пайка и как правильно пользоваться паяльником (советы специалиста)
- Все что нужно знать, чтобы паять полипропиленовые трубы для водопровода от А до Я
- Температура плавления олова в градусах – от А до Я
- Как запаять бампер своими руками за 4 простых шага
- Как правильно закалить сталь в домашних условиях, так чтобы деталь не треснула
- Виды и способы современной штамповки металлов
- Все способы серебрения металлов в домашних условиях
- Как и чем паять нержавейку в домашних условиях (советы эксперта)
- 5 шагов как хромировать металл самому в домашних условиях без посторонней помощи
- Как спаять алюминий в домашних условиях за 7 шагов
- 8 простейших трубогибов которые легко сделать своими руками
- 5 шагов чтобы правильно нарезать резьбу метчиком с первого раза
- Все что нужно знать о магнитных свойствах нержавейки
- Все что нужно знать о карбиде — простыми словами
- Что такое гальваника и ее 7 основных видов
- Технологическая карта на сварку — все что нужно знать от А до Я
- Что такое НАКС и как его получить сварщику
- 4 видео о сварке пластиковых и полипропиленовых труб без посторонней помощи
- 3 рабочих способа заварить глушитель на авто без посторонней помощи
- Пошаговая видеоинструкции как правильно применять холодную сварку
- Как легко научиться сварке полуавтоматом порошковой проволокой – видео инструкции
- 8 основных положений при сварке которые нужно знать
- Все что нужно знать о сварочных деформациях, чтобы не сделать брак
- Как сваривать оцинкованные метал от А до Я
- 20 основных правил техники безопасности при сварке
- Как варить нержавейку — 7 основных способов
- Всё что нужно знать о разрядах сварщиков простыми словами
- Как правильно оформить сварочную документацию и сдать работу в срок
- Виды и особенности аттестации НАКС которые нужно знать каждому сварщику и специалисту сварочного производства
- Как проверить удостоверение НАКС по реестру сварщиков — найти себя по фамилии на официальном сайте
- Как варить чугун в домашних условиях обычным электродом — простые и надежные способы
- Все что нужно знать про силумин о том что это такое и где его используют
- Чем сваривают алюминий в промышленности и в домашних условиях
- Как легко сварить ворота без посторонней помощи
- Сварка профильной трубы 1. 5 мм инвертором для начинающих
- Все что нужно знать о сварных металлоконструкциях: что это такое их классификация, виды и типы
- Как за 3 шага сделать сварной забор своими руками из металла
- 5 способов соединить ПНД трубу
- Видео по электросварке сварке труб
- Как правильно и легко заварить трубу даже новичку
 Режимы, индуктивность, газы.
Режимы, индуктивность, газы.
 5 мм инвертором для начинающих
5 мм инвертором для начинающих- Заказ документации
- Контакты
- Политика конфиденциальности
- Пользовательское Соглашение
- Разработка тех карт и прочей документации по сварке — от 1 часа
- Разработка тех карт и прочей документации по сварке — от 1 часа
Поделиться с друзьями
Adblockdetector
Уроки от Vnuk.TiG нержавейка — Страница 14 — Аргонодуговая сварка — TIG
#261 AKeeper
Отправлено 20 April 2018 08:43
vnuk, можно ли применить данные правила для сваривания листового алюминия?
И ещё, видео может потеряться, удалить или ещё что. .. Можно написать как бы сказать правильно, список правил или инструкция к применению по сварке листового металла!?
.. Можно написать как бы сказать правильно, список правил или инструкция к применению по сварке листового металла!?
А вот листовой алюминий ведёт себя не предсказуемо, на одной и той же прямой уходит в домик и тут же обратно… И все это при одних условиях и толщине прутка…
- Наверх
- Вставить ник
#262 vnuk
Популярное сообщение!
Конечно можно. Самые слабые места у листового, это края. Почему и варить следует быстро и без отрыва, скорость сварки соблюдать-одинаковый равноценный нагрев изделия дает одинаковые деформационные моменты, которые предсказуемы и исправляемые по мере остывания шва, то есть частичный возврат в исходное положение.
Что касается сохранения правил, инструкций, ) да это книгу писать следует. Едва по мелочи 1 темы в 15 минут укладываюсь, стараюсь быстрее суть изложить простейшим языком, что бы мозг никому не выносить. Поймут и простые и образованные, простым откроется, а образованные скажут, аааа, технарь какой то ))))
Едва по мелочи 1 темы в 15 минут укладываюсь, стараюсь быстрее суть изложить простейшим языком, что бы мозг никому не выносить. Поймут и простые и образованные, простым откроется, а образованные скажут, аааа, технарь какой то ))))
Вариантов сборки изделий, подготовки их к сварке после различных резов от болгарок, ножниц, плазм и лазера, а так же прихваток при сборке и многое другое, не говоря о самой вершине, а это сварка с ее видами и подвидами, великое множество множеств и описать все это не хватит времени. Есть учебники по теории. Да там разъясняется теоретическим языком довольно сложно для новичка. Пишут подобный материал не простые, как я сварщики, а научные деятели. Пишут правильно, вопросов нет. Просто мы все простые и нам по простому легче понять, поэтому приходиться кстати разъяснять материал по деформациям, который не до сказан или полностью не раскрыт в учебнике.
Если Ютуб запретят в россии, тогда останется на сайте здесь описание. Сайт адекват, проф.направление, верю будет всегда стоять!
- Наверх
- Вставить ник
#263 vnuk
Отправлено 01 May 2018 17:35
Популярное сообщение!
Деформации при сварке люков, врезок, мешалок и тому подобное, как избежать их
 com/embed/3rrN2jI06Fw?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
com/embed/3rrN2jI06Fw?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
У меня получалось и получается руками других, получится и у Вас
- Наверх
- Вставить ник
#264 vnuk
Отправлено 06 May 2018 12:43
Популярное сообщение!
- Наверх
- Вставить ник
#265 vnuk
Отправлено 08 May 2018 23:59
Популярное сообщение!
Всех приветствую. Достигая совершенства в работе, стремились мы тут с коллегой медь сварить tig ОМ красиво, проблематичности есть конечно с ней, да еще какие. Много разных правил следует соблюдать. В настоящий момент еще не все сделали. Нашли способ варить ее без подогрева. Варится 4 мм за один проход, лучше без фаски. Об этом пока не стану рассказывать, еще есть не доработки. Правила для нее серьезные, более, чем на нерже или даже на алюминии. Доработаем, если все удастся с заказом и будет шипко необходимо, выложу обзор о проделанной работе. А пока как обычно, нерж.ка. Вот уже год скоро на предприятии, смотрите успехи. Благо видеть, когда мечты становятся явью, когда коллеги делают то, что им передано. Для завода конечно же и репутации его огромный плюс.
Достигая совершенства в работе, стремились мы тут с коллегой медь сварить tig ОМ красиво, проблематичности есть конечно с ней, да еще какие. Много разных правил следует соблюдать. В настоящий момент еще не все сделали. Нашли способ варить ее без подогрева. Варится 4 мм за один проход, лучше без фаски. Об этом пока не стану рассказывать, еще есть не доработки. Правила для нее серьезные, более, чем на нерже или даже на алюминии. Доработаем, если все удастся с заказом и будет шипко необходимо, выложу обзор о проделанной работе. А пока как обычно, нерж.ка. Вот уже год скоро на предприятии, смотрите успехи. Благо видеть, когда мечты становятся явью, когда коллеги делают то, что им передано. Для завода конечно же и репутации его огромный плюс.
Прикрепленные изображения
- Наверх
- Вставить ник
#266 vnuk
Отправлено 10 May 2018 21:55
Популярное сообщение!
Вот она ) Добились качества. Теперь все такие пойдут заказчикам. Думаю мы не останемся без работы
Прикрепленные изображения
- Наверх
- Вставить ник
#267 ЛехаКолыма
Отправлено 11 May 2018 22:05
vnuk,Доброго дня,на фото IMG_20180508_163656771.jpg перед сваркой чем зачищаете околошовную зону?
Сообщение отредактировал ЛехаКолыма: 11 May 2018 22:08
- Наверх
- Вставить ник
#268 vnuk
Отправлено
Это 3 мм за 1 проход на автомате давим. Не много местами подвариваем внутри, где не проплавило. Металл же чистый с проката идет, поэтому не чистим. Прихватки только под машину отрезным кругом торцом бугорки снимаем для, что бы не мешали сварке.
- Наверх
- Вставить ник
#269 vnuk
Отправлено 21 May 2018 00:31
Популярное сообщение!
- Наверх
- Вставить ник
#270 vnuk
Отправлено 22 May 2018 01:37
Популярное сообщение!
Вот и закончил по деформациям основу. Все не расскажешь, слишком много материала, но фундамент похоже для ясного разумения уже заложил.
Все не расскажешь, слишком много материала, но фундамент похоже для ясного разумения уже заложил.
(это для тех, кто смотрит видео уроки)
- Наверх
- Вставить ник
#271 BelaZZ
Отправлено 23 May 2018 22:07
Популярное сообщение!
Евгений , спасибо за труды !
Именно в мелочах кроется истина , а вот этих самых мелочей — днём с огнём не сыскать во всех этих «сварочных трактатах» . Правильнее будет не так , они есть , но их подача , со всеми сопутствующими , скупа и малоинформативна . Человеческим языком — оно в разы понятнее . Тебе моё уважение за этот восполненный пробел !
Немного не по теме ( не про «нерж» , в смысле ) , но суть от этого не меняется . Куча подобного переделано , но в этот раз акцентировал внимание именно на сварку в сторону «сильной стороны» , то бишь , угла . Разбивка по участкам ( делаю постоянно ) , равно как и «обратноступенчатая сварка в разбег» , но деталь (почти всегда) заневоливал — струбцины или прихватки ( спорный вопрос ) . В этот раз пошёл п новому пути , с учётом увиденного-прослушанного материала . Зазор , «картина» сварки ( разметка на фото «пошла» на второй круг , а единица — отправная точка ) — согласно рекомендаций . По итогу — всё в ноль . Плоскости ровные , короб даже диагонально не люфтит ни на миллиметр ( с обеих плоскостей ) . Возвращаясь к началу поста и к куче переваренных подобных , опыту и прочему , лишний раз убеждаюсь , что учиться , учиться и учиться . Свой опыт хорошо , конечно , но , когда есть спецы , которые дошли до понимания всех нюансов и опытом своим делятся — это очень существенная подмога .
Куча подобного переделано , но в этот раз акцентировал внимание именно на сварку в сторону «сильной стороны» , то бишь , угла . Разбивка по участкам ( делаю постоянно ) , равно как и «обратноступенчатая сварка в разбег» , но деталь (почти всегда) заневоливал — струбцины или прихватки ( спорный вопрос ) . В этот раз пошёл п новому пути , с учётом увиденного-прослушанного материала . Зазор , «картина» сварки ( разметка на фото «пошла» на второй круг , а единица — отправная точка ) — согласно рекомендаций . По итогу — всё в ноль . Плоскости ровные , короб даже диагонально не люфтит ни на миллиметр ( с обеих плоскостей ) . Возвращаясь к началу поста и к куче переваренных подобных , опыту и прочему , лишний раз убеждаюсь , что учиться , учиться и учиться . Свой опыт хорошо , конечно , но , когда есть спецы , которые дошли до понимания всех нюансов и опытом своим делятся — это очень существенная подмога .
Это я мангал «химичу» . На море хочется , но не срастается ни как , но обещал в прошлый приезд сделать что-нибудь приличное . Так что , если срастётся , то 1 (2,3 ) августа выложу финал проекта . Или снимки с нового места работы , вместо моря .
Так что , если срастётся , то 1 (2,3 ) августа выложу финал проекта . Или снимки с нового места работы , вместо моря .
Сообщение отредактировал BelaZZ: 23 May 2018 22:20
- Наверх
- Вставить ник
#272 vnuk
Отправлено 23 May 2018 23:05
Популярное сообщение!
Приветствую Belazz. Правильная схема, отлично!
Вот еще для развлечения выложил без слов под звуки огромного цеха. Там шов идет белый, убавил газ с 15 до 10 л, пошел синий, специально для Вас. Убавил бы еще, станет медный, а дальше чернота.
- Наверх
- Вставить ник
#273 selco
Отправлено 23 May 2018 23:34
vnuk,
Машинка с присадочкой варит или своим телом то есть с накладки берет необходимое.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#274 vnuk
Отправлено 24 May 2018 00:14
С накладки 08 берет половину сварочной ванны
- Наверх
- Вставить ник
#275 ВалерийВО
Отправлено 26 May 2018 22:37
Был давеча у Евгения в гостях… Молодцы парни! Подобного отношения к работе не видел вообще никогда! Команда перфекционистов, не иначе!
Европа и Америка рядом не стояли….
- Наверх
- Вставить ник
#276 Maks053nov
Отправлено 27 May 2018 14:26
Коллеги всем привет ! Помощь ваша нужна ,а именно совет по сварке нержавеющих труб . Интересует именно вопрос по корню .Варим трубы со стенкой 3- 3,5 мм. Я делаю так- фаска 0,5 мм без зазора, ток 75А, присадка 1мм, заполнение трубы аргоном 7л/мин,.Обратный валик получается с утяжкой , а нашего заказчика это не устраивает и меня тоже.Помогите! Подскажите что я делаю не так будьте добры.Если можно то подробно начиная с подготовки и режимами сварки и газа
Интересует именно вопрос по корню .Варим трубы со стенкой 3- 3,5 мм. Я делаю так- фаска 0,5 мм без зазора, ток 75А, присадка 1мм, заполнение трубы аргоном 7л/мин,.Обратный валик получается с утяжкой , а нашего заказчика это не устраивает и меня тоже.Помогите! Подскажите что я делаю не так будьте добры.Если можно то подробно начиная с подготовки и режимами сварки и газа
Сообщение отредактировал Maks053nov: 27 May 2018 14:45
- Наверх
- Вставить ник
#277 vnuk
Отправлено 27 May 2018 23:37
Был давеча у Евгения в гостях… Молодцы парни! Подобного отношения к работе не видел вообще никогда! Команда перфекционистов, не иначе!
Европа и Америка рядом не стояли.
 …
…Спасибо Валерий. Есть еще косяки у рябят, работаю, коллектив в рост идет и по количеству и по качеству. Наладим исправим.
Интересно то, что как благословение мне на голову, очень быстро схватывают и понимают, в отличии Полифильтрофских.
Стараются коллеги, а мне радостно смотреть на них, как растут. Теперь кто приходит на производство с прошлым опытом
Милесты, его не достаточно, приходиться ребятам поучиться )
Коллеги всем привет ! Помощь ваша нужна ,а именно совет по сварке нержавеющих труб . Интересует именно вопрос по корню .Варим трубы со стенкой 3- 3,5 мм. Я делаю так- фаска 0,5 мм без зазора, ток 75А, присадка 1мм, заполнение трубы аргоном 7л/мин,.Обратный валик получается с утяжкой , а нашего заказчика это не устраивает и меня тоже.Помогите! Подскажите что я делаю не так будьте добры.Если можно то подробно начиная с подготовки и режимами сварки и газа
Помощь оказана в личке. Если кому интересно, закину сюда ответ.
Если кому интересно, закину сюда ответ.
Во во во-полегче. Я видео смотрел где уважаемый Внук метод рассказывает. А вы походу не смотрели, вот и наезжаете. Счас он прийдет и скажет мне что не так.
Верно, рассказывал, подтверждаю. Зачищено плохо от окалины старой, следует до блеска чистить перед сваркой, окалина мешает пере плавлению.
Далее торопитесь и борозды не видите. Верхний стык, самое завершение, что то похоже на шов приблизительно, к такому результату следует идти,
только выравнивайте. Хоть плуг и притягивает взгляды, не забываем смотреть на борозду! Сварочная ванна есть плуг, которым(которой) мы управляем,
борозда есть фаска или на меченый путь будущего прохода.
- Наверх
- Вставить ник
#278 ЛехаКолыма
Отправлено 28 May 2018 08:38
vnuk,Доброго дня если не составит большого труда,поделитесь советом который выдали человеку по сварке корня труба.
- Наверх
- Вставить ник
#279 vnuk
Отправлено 28 May 2018 09:38
Здравствуйте! Не знаю уже куда обратиться ,решил вам написать . Очень нужен совет по сварке нержавеющих труб,а именно корня шва с ним есть проблемы. Варим нержавеющие трубы со стенкой 3-3,5 мм в два прохода. Фаску точим с притуплением 05 мм,варю без зазора на токе 75А с присадочной проволокой 1мм,заполняю трубу аргоном 7л/мин ,на выходе делаю отверстие 3мм.После прохода корня каждый раз утяжка.Требования заказчика чтоб был ровный или выпуклый.Прошу вас помогите подскажите как добиться качественного результата! , что я делаю не так?
Отправлено Вчера, 18:56
Здравствуйте. На выходе из трубы делайте отверстие чуть больше, дабы не создавалось давления газа в трубе, от чего и бывает частая утяжка, так как в жидкой фазе металл просто поднимает. И еще, притупление не следует делать на таких толщинах, сделайте острую кромку, то есть нож и стыкуйте нож в нож без зазора. Таким образом металла будет меньше для корневого шва и плюсом выше сказанного про газ внутри трубы проще будет давить, должен будет получиться шов либо за под лицо, либо валик внутренний, как монолит. На готовом изделии не пробуйте, катушку сначала для себя сделайте, режимы подберите и вперед. Притупление, это больший объем металла, который имеет больший вес и часто свисает, особенно на потолке. Следует на потолке держать зазор между иглой и корневым швом максимально меньше, в 1 мм и давить и идти быстро, так лучше внутри заливает. Если зазор больше, металл варится более выпукло более к вольфрамовой игле, нежели давит
И еще, притупление не следует делать на таких толщинах, сделайте острую кромку, то есть нож и стыкуйте нож в нож без зазора. Таким образом металла будет меньше для корневого шва и плюсом выше сказанного про газ внутри трубы проще будет давить, должен будет получиться шов либо за под лицо, либо валик внутренний, как монолит. На готовом изделии не пробуйте, катушку сначала для себя сделайте, режимы подберите и вперед. Притупление, это больший объем металла, который имеет больший вес и часто свисает, особенно на потолке. Следует на потолке держать зазор между иглой и корневым швом максимально меньше, в 1 мм и давить и идти быстро, так лучше внутри заливает. Если зазор больше, металл варится более выпукло более к вольфрамовой игле, нежели давит
Сообщение отредактировал vnuk: 28 May 2018 09:39
- Наверх
- Вставить ник
#280 laguna
Отправлено 28 May 2018 19:22
Коллеги всем привет ! Помощь ваша нужна ,а именно совет по сварке нержавеющих труб .
 Интересует именно вопрос по корню .Варим трубы со стенкой 3- 3,5 мм. Я делаю так- фаска 0,5 мм без зазора, ток 75А, присадка 1мм, заполнение трубы аргоном 7л/мин,.Обратный валик получается с утяжкой , а нашего заказчика это не устраивает и меня тоже.Помогите! Подскажите что я делаю не так будьте добры.Если можно то подробно начиная с подготовки и режимами сварки и газа
Интересует именно вопрос по корню .Варим трубы со стенкой 3- 3,5 мм. Я делаю так- фаска 0,5 мм без зазора, ток 75А, присадка 1мм, заполнение трубы аргоном 7л/мин,.Обратный валик получается с утяжкой , а нашего заказчика это не устраивает и меня тоже.Помогите! Подскажите что я делаю не так будьте добры.Если можно то подробно начиная с подготовки и режимами сварки и газаКак вариант, если без зазора: фаска 30¤, притупление 0.5-1мм, присадка 1.6 — 2мм. То, что у Вас присадка 1мм — «маловато будет!» да ещё и 75А. Используйте присадку обязательно большего диаметра. При поддуве не создавайте избыточного давления в трубе, тов.Vnuk правильно посоветовал отверстие делать чуть больше. Трубы со стенкой 3 мм варили и за один проход. А у Вас диаметр трубы сколько?
Кстати, модераторы! Может перенести в тему «Нержавейка» ТИГ?
- Наверх
- Вставить ник
Что такое орбитальная сварка и как она работает?
Подходит ли орбитальная сварка для ваших труб? Продолжайте читать, чтобы узнать.
В этом руководстве вы узнаете основы орбитальной сварки. Массачусетский технологический институт поделится всем, что вам нужно знать об орбитальной сварке, от приложений и отраслей до подготовки к сварке и программирования.
Ярлыки
Что такое орбитальная сварка
Преимущества орбитальной сварки
Применение орбитальной сварки и отрасли
Орбитальные сварочные машины
Сводка электроэнергии
Water Cooler
Heard Hears
Сварка орбитальной трубки
Орбитальная сварка
Обучение орбитальной сварке
Ремонт оборудования
Что такое орбитальная сварка
Орбитальная сварка — это автоматическая или механизированная сварка труб или труб на месте с помощью электрода, вращающегося (или вращающегося) на 360 градусов вокруг заготовки. Орбитальная сварка может выполняться на трубе или трубе с добавлением присадочного материала или в виде процесса плавления.
В 1950-х годах аэрокосмическая промышленность разработала орбитальную сварку для замены компрессионных фитингов и ручной сварки. Этот тип сварки относится к сварке TIG (вольфрам в инертном газе). Как вы можете видеть на графике ниже, TIG составляет всего 3% сварки во всем мире. Тогда только около 5% сварки TIG приходится на орбитальную сварку TIG.
Этот тип сварки относится к сварке TIG (вольфрам в инертном газе). Как вы можете видеть на графике ниже, TIG составляет всего 3% сварки во всем мире. Тогда только около 5% сварки TIG приходится на орбитальную сварку TIG.
Хотя орбитальная сварка представляет собой лишь небольшой процент применений, ее создание было жизненно важным для постоянно растущих стандартов и успеха во многих отраслях.
Нет времени читать всю статью? Посмотрите наше вводное видео об орбитальной сварке:
Преимущества орбитальной сварки
Ручная сварка может быть ненадежной, а рабочие нагрузки часто превышают те, с которыми могут справиться даже самые опытные сварщики. Система орбитальной сварки позволяет быстро создавать равномерные сварные швы с минимальным риском человеческой ошибки.
Система орбитальной сварки позволяет быстро создавать равномерные сварные швы с минимальным риском человеческой ошибки.
Процесс орбитальной сварки предназначен для получения сварных швов, соответствующих критериям приемлемости ASME BPE. Постоянный размер шариков и полное проникновение создают гладкие поверхности, которые предотвращают рост микроорганизмов и возможное загрязнение продукта. Это особенно полезно в критически важных приложениях, таких как фармацевтическая промышленность или производство продуктов питания и напитков.
Гарантии орбитальной сварки:
- Увеличение скорости и эффективности процесса
- Качество сварки — точность и стабильность
- Повторяемость сварных швов
- Чистота сварных швов
- Универсальность для уникальных применений, таких как детали, которые нельзя вращать, которые плохо видны или находятся в труднодоступных местах
- Документация и история сварки
Орбитальная сварка Предотвращает:
- Плохое проплавление
- Отсутствие сплава
- Плохие методы очистки
Орбитальная сварка и промышленность
Любая труба или труба, через которую проходит материал, может быть сварена с помощью орбитальной сварки.
Применение
- Гигиенические трубки
- Трубка к трубке
- Трубка к фитингу
- Фитинг к фитингу
- Труба
- Труба к трубе
- Труба к фитингу
- Применение экзотического сплава
- Труба к трубной решетке
- Наложения
Промышленность
- Полупроводники
- Биотехнология
- Фармацевтика
- Косметика
- Пищевая и молочная промышленность
- Пивоварни и винодельни
- Электроника
- Химическая промышленность
- Аэрокосмическая промышленность
- Атомный трубопровод
Аппараты для орбитальной сварки
Система для орбитальной сварки состоит из трех частей: источника питания, охладителя воды и сварочной головки.
Источник питания
Источник питания, также известный как источник питания или контроллер, предназначен для программирования сварки. Эти источники питания основаны на микропроцессоре и контролируют все параметры сварки. Он сообщает сварочной головке скорость сварки, силу тока, длительность импульса, время продувки и многое другое. Источники питания с возможностью подачи проволоки имеют дополнительные элементы управления. Как минимум, это будет включать скорость подачи проволоки и условия для продвижения или отвода проволоки. Блок питания также документирует сварные швы, сохраняет программы для использования в будущем и оснащен принтером для документации после каждого сварного шва. Системные графики сварки помогают производить стабильные и воспроизводимые сварные швы.
Водяной охладитель
Водяной охладитель является важным компонентом системы орбитальной сварки. Он соединяется со сварочной головкой и содержит охлаждающую жидкость. Мы рекомендуем кувшин с гликолем для охлаждающей жидкости/антифриза с низкой электропроводностью. С помощью насоса водяной охладитель пропускает охлаждающую жидкость через линии охлаждающей жидкости сварочной головки в сварочную головку. Это позволяет сварочной головке работать со 100% рабочим циклом и предотвращает перегрев внутренних компонентов во время сварки.
С помощью насоса водяной охладитель пропускает охлаждающую жидкость через линии охлаждающей жидкости сварочной головки в сварочную головку. Это позволяет сварочной головке работать со 100% рабочим циклом и предотвращает перегрев внутренних компонентов во время сварки.
Головка для орбитальной сварки
Головки для орбитальной сварки подключаются к источнику питания и водяному охладителю с помощью ряда кабельных соединений. Существует два варианта сварочных головок: закрытые головки и открытые сварочные головки.
Орбитальная сварка труб – закрытые сварочные головки
Закрытые сварочные головки часто называют закрытыми головками или головками для сварки плавлением. Они закрыты, как следует из названия, создавая камеру с инертной атмосферой, которая окружает сварной шов. Они обеспечивают непрерывную защиту с потоком инертного газа для всего сварного соединения во время предварительной продувки, последовательности сварки и последующей продувки, что позволяет охладить сварное соединение перед тем, как подвергнуть его воздействию атмосферы. Эта инкапсулированная среда помогает создавать сварные швы плавлением с меньшим риском появления пятен или других дефектов. Это особенно важно для санитарной сварки технологических линий в таких отраслях, как фармацевтика, производство продуктов питания, напитков и т. д.
Эта инкапсулированная среда помогает создавать сварные швы плавлением с меньшим риском появления пятен или других дефектов. Это особенно важно для санитарной сварки технологических линий в таких отраслях, как фармацевтика, производство продуктов питания, напитков и т. д.
При проведении сварки сварочная маска не требуется. Этот тип сварочной головки обычно используется для орбитальной сварки труб, но может использоваться и для тонкостенных труб. С закрытой сварочной головкой трубы и/или компоненты, такие как фитинги, удерживаются на месте с помощью трубных зажимных вставок или цанг с точным диаметром трубы, которые устанавливаются с обеих сторон сварочной головки. Ротор сварочной головки удерживает вольфрамовый электрод на месте и выровнен по стыку. Зажигается дуга, и вольфрам вращается вокруг трубки или трубы, создавая сварной шов. Как только кнопка СТАРТ нажата, весь процесс полностью автоматизирован.
ОРБИТАЛЬНАЯ сварка труб – открытые сварочные головки
Эти сварочные головки чаще всего используются для сварки труб, где требуется присадочная проволока, а для завершения сварки требуется несколько проходов. Предлагаются два типа сварочных головок с открытой поверхностью для сварки труб.
Предлагаются два типа сварочных головок с открытой поверхностью для сварки труб.
- Зажимная головка использует систему зажима тисков для крепления к заготовке
- В конструкции с низким профилем или направляющим кольцом используется система слежения, которая крепится к заготовке и прикрепляется к направляющей
В этих головках с открытой рамой подача защитного газа ограничена электродом и сварочной ванной непосредственно под электродом. Полученный сварной шов имеет значительно большее обесцвечивание под воздействием тепла на поверхности внешнего диаметра (НД), чем при использовании закрытой орбитальной головки.
Для открытой головки рамы компоненты соединения должны быть сварены прихваточным швом на месте или использована перемычка. Зажим на одной стороне головки удерживает трубку или патрубок. Головка должна быть правильно выровнена по отношению к сварному шву, углу и расстоянию проволоки от соединительного узла. Орбитальная сварка с подачей проволоки не является полностью автоматической. Могут потребоваться некоторые регулировки, такие как управление горелкой для отслеживания соединения или регулировка дугового зазора. Это требует значительно большего мастерства оператора, чем автогенная сварка.
Орбитальная сварка с подачей проволоки не является полностью автоматической. Могут потребоваться некоторые регулировки, такие как управление горелкой для отслеживания соединения или регулировка дугового зазора. Это требует значительно большего мастерства оператора, чем автогенная сварка.
Пределы размеров аппарата для орбитальной сварки
Что касается наружного диаметра, вы можете выполнять орбитальную сварку плавлением от минимального 0,125 дюйма (1/8 дюйма) до максимального 6 дюймов. Как правило, санитарная труба никогда не бывает больше чем 6″, но всегда есть исключения. Как только вы доберетесь до этих больших размеров, важно понимать, что подгонка обычно не является полностью квадратной — будет некоторое высокое низкое действие из-за продолговатой формы используемых труб, что делает сварку плавлением сложной, а присадочную проволоку идеальной.0003
Наша базовая максимальная толщина стенки для сварки плавлением составляет 0,120 дюйма.
Как всегда, максимум зависит от приложения. Большие размеры можно сваривать, но чем толще стенка, тем больше вы начнете видеть вогнутость. Наши клиенты добились успеха с толщиной стенки до 0,187 дюйма. Они достигли полного проплавления и были приварены в вертикальном положении, чтобы свести к минимуму вогнутость. Обратите внимание, что в рассматриваемом приложении не требовался полностью сварной шов заподлицо с внутренней стороны.
Большие размеры можно сваривать, но чем толще стенка, тем больше вы начнете видеть вогнутость. Наши клиенты добились успеха с толщиной стенки до 0,187 дюйма. Они достигли полного проплавления и были приварены в вертикальном положении, чтобы свести к минимуму вогнутость. Обратите внимание, что в рассматриваемом приложении не требовался полностью сварной шов заподлицо с внутренней стороны.
Можно использовать орбитальную сварку труб с минимальным наружным диаметром 0,5 дюйма без ограничения максимального. Тип зажима обычно варьируется от 0,5 дюйма до примерно 6,625 дюйма. Можно использовать низкопрофильные головки или головки с направляющими кольцами диаметром 0,5 дюйма. и более. Направляющие кольца/дорожки можно купить в трубах и трубах основных размеров в секциях, соответствующих вашему применению. Для специальных размеров можно изготовить направляющие по индивидуальному заказу. не является максимальной толщиной стенки. Проволоку можно добавить за несколько проходов, чтобы она соответствовала толщине стенки любого применения. Имейте в виду, что более высокие режимы требуют многократных проходов, что приводит к увеличению времени сварки.
Имейте в виду, что более высокие режимы требуют многократных проходов, что приводит к увеличению времени сварки.
Процесс орбитальной сварки
Перед запуском дуги необходимо выполнить несколько важных шагов, чтобы убедиться, что деталь готова к сварке.
Шаг 1. Обрезка
Перед выравниванием труб или концов труб их сначала необходимо обрезать. Орбитальные пилы равномерно вращаются вокруг детали, создавая чистый и ровный рез. Это обычно используется на санитарных трубах и небольших тонкостенных трубах.
Для более крупных применений используйте грейфер для резки (и даже снятия фаски) на большой трубе. Прочное лезвие разделит даже самую прочную трубу, чтобы подготовить ее к сварке.
Если у вас нет раскладушки, можно использовать ленточнопильный станок.
Шаг 2. Торец или фаска
Труба и тонкостенная труба: после резки используйте инструмент для торцевания труб, чтобы избавиться от заусенцев и других дефектов. Хотя это часто упускается из виду, создание идеального выравнивания является важной частью создания хорошего сварного шва как при орбитальной, так и при ручной сварке. Заусенцы в сварных швах могут создать пространство для размножения и заражения бактериями в будущем.
Заусенцы в сварных швах могут создать пространство для размножения и заражения бактериями в будущем.
Труба: используйте портативный инструмент для снятия фаски перед орбитальной сваркой труб. Скос необходим для создания полного прохода на толстостенной трубе. Хотя существует несколько типов фаски, «J-подготовка» является одной из наиболее распространенных для этого типа автоматической сварки. Присадочная проволока добавляется позже во время сварки, чтобы компенсировать недостающий материал.
Шаг 3. Очистка
Этот шаг чрезвычайно важен, особенно при санитарной сварке нержавеющей стали. Очистка трубки или трубы позволяет избавиться от потенциальных загрязнений и обеспечивает наилучшее положение для успешного сварки.
Шаг 4. Вольфрам
Чтобы зажечь дугу, вам понадобится электрод. В данном случае это будет цериат вольфрама. Размер и длина зависят от вашего применения – Н.Д. Размеры и толщина стенок — вот несколько факторов, которые следует учитывать. Количество сварных швов на кусок вольфрама зависит от качества вольфрама, а также от материала и наружного диаметра. заготовки.
Количество сварных швов на кусок вольфрама зависит от качества вольфрама, а также от материала и наружного диаметра. заготовки.
Подробнее о выборе и замене вольфрамовых электродов.
Когда у вас есть подходящий кусок, поместите его в сварочную головку в вольфрамовом держателе.
Шаг 5. Выравнивание
При орбитальной сварке плавлением чрезвычайно важна подгонка, когда речь идет о проплавлении сварного шва. Поместите два конца вместе внутри сварочной головки, убедившись, что они выровнены с вольфрамовым электродом. Затем просто зажмите обе стороны.
Если вы свариваете присадочной проволокой, вам нужно будет соединить два куска вместе или использовать зажимное устройство, чтобы соединить два конца вместе. Затем сварочная головка должна быть выровнена со швом. Вольфрам, угол и расстояние между проводами можно регулировать по мере необходимости с помощью пульта дистанционного управления.
Этап 6. Продувка
После выравнивания продуйте кислородом внутреннюю часть трубки или трубы с помощью аргона или смешанного защитного газа. Если вы попытаетесь выполнить сварку без продувки, присутствующий кислород вызовет обесцвечивание и дефекты, что сильно повлияет на целостность сварного шва. Продувка также помогает предотвратить проседание сварного шва во время добавления проволоки за счет поддержания давления внутри трубы.
Если вы попытаетесь выполнить сварку без продувки, присутствующий кислород вызовет обесцвечивание и дефекты, что сильно повлияет на целостность сварного шва. Продувка также помогает предотвратить проседание сварного шва во время добавления проволоки за счет поддержания давления внутри трубы.
Используйте продувочные заглушки, трубки обратной продувки или продувочные шайбы для равномерного распыления выбранного инертного газа в трубу или трубку. Базовую очистку можно выполнить с помощью термостойкой ленты, но вы пожертвуете стабильностью, обеспечиваемой продувочными заглушками. Когда ваша заготовка очищена от всех следов кислорода, вы готовы зажечь дугу.
ШАГ 7. Запрограммируйте
Современные блоки питания оснащены технологией автоматического программирования. Это так же просто, как ввести используемую сварочную головку, свариваемый материал, внешний диаметр. размера и толщины стенки в блок питания. Затем блок питания сгенерирует заранее разработанную программу. Часто для получения точной программы сварки требуется очень небольшая корректировка. В противном случае для разработки программы оператору потребуется запрограммировать следующее:
Часто для получения точной программы сварки требуется очень небольшая корректировка. В противном случае для разработки программы оператору потребуется запрограммировать следующее:
- 4 или более уровней сварки (должно быть предусмотрено достаточное время для врезки перед спуском)
- Контроль скорости сварки
- Отрегулируйте силу тока для получения однородных сварных швов с полным проплавлением
Чтобы полностью понять потребности в программировании, запланируйте обучение орбитальной сварке. Вы получите подробные сведения и практический опыт, обучаясь у эксперта по орбитальной сварке.
Шаг 8. Сварка
Выполнив все эти шаги, вы готовы зажечь дугу. Затем вольфрам вращается на 360 градусов вокруг заготовки, создавая равномерный сварной шов.
Мы рекомендуем протестировать первоначальный сварной шов и внести коррективы в параметры сварки в соответствии с вашим применением.
Принадлежности для орбитальной сварки
Для успешной эксплуатации оборудования для орбитальной сварки необходимо иметь соответствующие расходные материалы и принадлежности. Как упоминалось ранее, наиболее необходимым аксессуаром для орбитальной сварки является электрод для сварки вольфрамовым электродом вольфрамовым электродом вольфрамовым электродом. Вольфрам необходим для зажигания дуги сварного шва.
Другие основные расходные материалы для орбитальной сварки включают:
- Чистящие средства
- Инертный газ и двойной регулятор
- Настольное крепление сварочной головки
- Анализатор кислорода
- Бумага для принтера
- Продувочные заглушки
Обучение орбитальной сварке
Для получения стабильных и воспроизводимых сварных швов рекомендуется пройти обучение перед работой с орбитальной сваркой. Учебные занятия обеспечивают уверенность в вашем оборудовании для орбитальной сварки и в ваших способностях управлять им. Вне офиса или в нашей полностью оборудованной сварочной лаборатории Morgan Industrial Technology предлагает организованную, удобную и комфортную среду, созданную для конструктивного обучения. Обучение орбитальной сварке труб обычно занимает 1 день, в то время как обучение орбитальной сварке труб занимает 3-5 дней в зависимости от области применения.
Учебные занятия обеспечивают уверенность в вашем оборудовании для орбитальной сварки и в ваших способностях управлять им. Вне офиса или в нашей полностью оборудованной сварочной лаборатории Morgan Industrial Technology предлагает организованную, удобную и комфортную среду, созданную для конструктивного обучения. Обучение орбитальной сварке труб обычно занимает 1 день, в то время как обучение орбитальной сварке труб занимает 3-5 дней в зависимости от области применения.
Ремонт оборудования
Во избежание ошибок и поломок оборудования принимайте профилактические меры по техническому обслуживанию, такие как очистка ротора сварочной головки и отправка оборудования на ежегодную калибровку. Если ваше оборудование выходит из строя во время работы, отправьте его в сертифицированный заводом-изготовителем ремонтный центр, такой как MIT. Наша команда обладает знаниями и ресурсами, чтобы помочь вам оценить ваше специальное приложение и определить необходимые компоненты.
Свяжитесь с Morgan Industrial Technology , чтобы узнать, подходит ли орбитальный сварочный аппарат для вашего применения. MIT представляет лучших производителей в отрасли и является вашим единственным поставщиком оборудования для орбитальной сварки, ремонта, аренды и обучения.
MIT представляет лучших производителей в отрасли и является вашим единственным поставщиком оборудования для орбитальной сварки, ремонта, аренды и обучения.
Метки: Орбитальные сварочные головки, Орбитальная сварка труб, орбитальная сварка труб, Принадлежности для орбитальной сварки, орбитальный сварщик, Орбитальная сварка
Программа FACE: отчет о ситуации на Аляске 94AK012 | NIOSH
Аляска FACE Investigation 94AK012
23 июня 1994
РЕЗЮМЕ
29 апреля 1994 г. 22-летний помощник сварщика (потерпевший) задохнулся после проникновения в участок нефтепровода, заполненный аргоном. Пострадавший участвовал в сварочных работах по соединению двух секций трубы строящейся в настоящее время линии. Трубопровод строился для транспортировки сырой нефти с нефтяного месторождения на переливную станцию. Инертизирующий агент (газ аргон) был необходим для предотвращения контакта реактивных компонентов воздуха (кислорода, азота, водорода) с расплавленным металлом в процессе сварки. Контакт с этими газами приводит к образованию оксидов, нитритов и нежелательных газов. Эта химическая реакция может привести к ослаблению сварного шва.
Инертизирующий агент (газ аргон) был необходим для предотвращения контакта реактивных компонентов воздуха (кислорода, азота, водорода) с расплавленным металлом в процессе сварки. Контакт с этими газами приводит к образованию оксидов, нитритов и нежелательных газов. Эта химическая реакция может привести к ослаблению сварного шва.
На участке соединяемых труб установлена система продувки кислородом. Это было достигнуто за счет использования «системы перемычек» или «скребка» для изоляции поверхностей раздела труб, заполнения «скребка» аргоном и сварки секций вместе после продувки кислородом, как показывает анализатор кислорода (см. рис. 1). . В день инцидента рабочая бригада обнаружила, что они не могут поддерживать достаточную продувку кислородом (возможно, из-за утечек и случайного попадания кислорода в шланг линии анализатора). Неясно, был ли член экипажа обязан считывать показания анализатора кислорода. Показания свидетелей свидетельствуют о том, что это, скорее, была коллективная деятельность экипажа.
Рабочая бригада решила заменить линию к анализатору кислорода на более короткую линию, подсоединенную через порт доступа, недавно приваренный к трубе (см. рис. 2 и 3). Помощник сварщика, по-видимому, вошел в трубу, чтобы сделать это изменение до надлежащей вентиляции. Спустя некоторое время другие члены рабочей бригады не смогли найти пострадавшего и забеспокоились, когда на деревянной платформе рядом с входом в трубу заметили каску пострадавшего. Примерно в 13:45 они поняли, что он в трубе, и попытались спасти его. После проветривания трубы трое рабочих вошли в наклонный вниз участок трубопровода и привязали к пострадавшему веревку. Его извлекли из трубки и начали сердечно-легочную реанимацию. Врачи скорой помощи доставили его в ближайшее медицинское учреждение, где в 14:28 он был констатирован мертвым. В результате расследований, проведенных другими ведомствами, по данному делу в отношении двух лиц возбуждено уголовное дело о непредумышленном убийстве.
На основании результатов эпидемиологического расследования для предотвращения подобных случаев работодатели и подрядчики должны:
- обеспечить выявление всех требуемых разрешений замкнутых пространств и наличие надлежащей системы входа/работы.
- убедиться, что все работники используют соответствующее оборудование и процедуры в замкнутом пространстве. Все работники, входящие в замкнутое пространство, требующее разрешения, должны иметь прикрепленный спасательный круг и средство связи с коллегами. Перед входом в закрытые помещения необходимо обеспечить надлежащую вентиляцию, а «компетентное лицо» должно контролировать вход в замкнутое пространство и выполнение работ.
- убедиться, что рабочие, входящие в замкнутое пространство, знают соответствующие процедуры по спасению пострадавшего работника в замкнутом пространстве.
- убедитесь, что техники скорой медицинской помощи полностью обучены и компетентны, прежде чем назначать таких сотрудников на постоянные обязанности.

ВВЕДЕНИЕ
29 апреля 1994 года 22-летний помощник сварщика скончался, войдя в инертную аргоном трубу. Жертва задохнулась при попытке модифицировать линию кислородного анализатора. Отдел эпидемиологии отдела общественного здравоохранения Аляски был уведомлен через средства массовой информации 1 мая 1994. 2 мая 1994 г. было проведено расследование с участием специалиста по предупреждению травматизма Департамента здравоохранения и социальных служб штата Аляска, отдела общественного здравоохранения, отдела эпидемиологии. , а также показания свидетелей, должностных лиц компании и спасателей. Видеозаписи с места происшествия были тщательно просмотрены и просмотрены. Также были изучены ленты оптоволоконной камеры. Они были сделаны до входа в трубу сотрудниками службы безопасности. Участок был скомпрометирован подрядчиками, строящими дорогу в районе затронутого трубопровода. Другие полученные материалы включают паспорт безопасности аргона, инженерные схемы строящегося участка, чертежи свидетелей и отчеты AKDOL.
Отдел эпидемиологии отдела общественного здравоохранения Аляски был уведомлен через средства массовой информации 1 мая 1994. 2 мая 1994 г. было проведено расследование с участием специалиста по предупреждению травматизма Департамента здравоохранения и социальных служб штата Аляска, отдела общественного здравоохранения, отдела эпидемиологии. , а также показания свидетелей, должностных лиц компании и спасателей. Видеозаписи с места происшествия были тщательно просмотрены и просмотрены. Также были изучены ленты оптоволоконной камеры. Они были сделаны до входа в трубу сотрудниками службы безопасности. Участок был скомпрометирован подрядчиками, строящими дорогу в районе затронутого трубопровода. Другие полученные материалы включают паспорт безопасности аргона, инженерные схемы строящегося участка, чертежи свидетелей и отчеты AKDOL.
Сотрудник работал помощником сварщика в нефтесервисной дочерней компании «Региональной корпорации». Работодатель был в бизнесе более 20 лет и имел 175 сотрудников, в том числе 20 помощников сварщиков. Работодатель выполнял подрядные работы для крупных нефтесервисных компаний на Северном склоне. Сотрудник по технике безопасности, работавший полный рабочий день, отвечал за несколько рабочих мест и не мог находиться на одном месте все время. Обучение технике безопасности при входе в замкнутое пространство и при работе проводилось посредством аудиторных занятий, обучения на рабочем месте и использования руководств/видеоматериалов. Сотрудник по технике безопасности особо отметил, что велись дискуссии об опасностях аргона. Планы работ по входу в замкнутое пространство были рассмотрены и утверждены сотрудниками по технике безопасности и охране здоровья крупных компаний, заключивших контракт с дочерней нефтесервисной компанией. Сообщалось, что сотрудник зарабатывал деньги на обучение в колледже и проработал на месте происшествия 7 дней. Его коллеги описывали его как хорошо осведомленного об опасностях замкнутого пространства, и считалось, что он особенно заботился о безопасности.
Работодатель выполнял подрядные работы для крупных нефтесервисных компаний на Северном склоне. Сотрудник по технике безопасности, работавший полный рабочий день, отвечал за несколько рабочих мест и не мог находиться на одном месте все время. Обучение технике безопасности при входе в замкнутое пространство и при работе проводилось посредством аудиторных занятий, обучения на рабочем месте и использования руководств/видеоматериалов. Сотрудник по технике безопасности особо отметил, что велись дискуссии об опасностях аргона. Планы работ по входу в замкнутое пространство были рассмотрены и утверждены сотрудниками по технике безопасности и охране здоровья крупных компаний, заключивших контракт с дочерней нефтесервисной компанией. Сообщалось, что сотрудник зарабатывал деньги на обучение в колледже и проработал на месте происшествия 7 дней. Его коллеги описывали его как хорошо осведомленного об опасностях замкнутого пространства, и считалось, что он особенно заботился о безопасности.
Рабочая бригада строила трубопровод от «сборного центра» или переливной станции и далее под дорожным полотном. Бригада сварила отрезки трубы, используя аргоновую заслонку для продувки воздуха в точках сварки (подробности этого процесса см. Ниже). Свидетели сообщают, что сварщики регулярно заходили в трубу для «обратной сварки». Вентилятор (1/3 л.с., 1725 об/мин), расположенный на противоположном конце трубопровода (на расстоянии примерно 70 футов), использовался для вентиляции помещения перед входом. Концентрацию кислорода в трубе контролировали с помощью анализатора кислорода. По данным компании, рабочая бригада в день инцидента состояла из: 9 человек.0003
Бригада сварила отрезки трубы, используя аргоновую заслонку для продувки воздуха в точках сварки (подробности этого процесса см. Ниже). Свидетели сообщают, что сварщики регулярно заходили в трубу для «обратной сварки». Вентилятор (1/3 л.с., 1725 об/мин), расположенный на противоположном конце трубопровода (на расстоянии примерно 70 футов), использовался для вентиляции помещения перед входом. Концентрацию кислорода в трубе контролировали с помощью анализатора кислорода. По данным компании, рабочая бригада в день инцидента состояла из: 9 человек.0003
Мастер-трубопроводчик – 1 (отвечает за выполнение общих работ)
Мастер-сварщик – 1
Сварщик – 2
Оператор – 2
Разнорабочий – 1
Помощник сварщика – 3 (включая жертву) was002
для повышения стабильности сварного шва за счет предотвращения образования химических веществ (оксидов, нитритов) при контакте окружающего воздуха с теплом, выделяемым в процессе сварки. Аргон, нереакционноспособный газ, вытесняет воздух в зоне сварки. В 33-дюймовую трубу была помещена «свинья», которая действовала как аргоновая заслонка (см. рис. 1, 2 и 3). Скребок состоял из двух пенопластовых вставок с девятидюймовым разделителем. Плотина была заполнена аргоном, и анализатор кислорода контролировался, чтобы обеспечить поддержание продувки кислородом. Увеличение содержания кислорода, зарегистрированное анализатором, указывало на неэффективную продувку кислородом. То есть кислород, остающийся в плотине, потенциально может создавать оксиды и нитриты, что приводит к ослаблению сварных швов. Это могло произойти, если в кабеле анализатора кислорода имелись необнаруженные отверстия, через которые случайно попадал кислород в линию.
В 33-дюймовую трубу была помещена «свинья», которая действовала как аргоновая заслонка (см. рис. 1, 2 и 3). Скребок состоял из двух пенопластовых вставок с девятидюймовым разделителем. Плотина была заполнена аргоном, и анализатор кислорода контролировался, чтобы обеспечить поддержание продувки кислородом. Увеличение содержания кислорода, зарегистрированное анализатором, указывало на неэффективную продувку кислородом. То есть кислород, остающийся в плотине, потенциально может создавать оксиды и нитриты, что приводит к ослаблению сварных швов. Это могло произойти, если в кабеле анализатора кислорода имелись необнаруженные отверстия, через которые случайно попадал кислород в линию. Аргон — инертный газ, способный вытеснять окружающий воздух в замкнутых пространствах. Это газ без запаха, вкуса и цвета, который действует на людей как простое удушающее средство. Симптомы воздействия варьируются от немедленной потери сознания до головокружения, учащенного дыхания и пульса, нехватки воздуха, снижения сознания, стеснения в голове, покалывания, ошибочных суждений, эмоциональной нестабильности, быстрой утомляемости, тошноты и рвоты.
РАССЛЕДОВАНИЕ
Помощник сварщика вошел в замкнутое пространство, инертное аргоном, чтобы заменить кабель анализатора кислорода. У рабочей бригады возникли проблемы с поддержанием продувки кислородом для сварочных работ на внешней поверхности стыка труб. Бригада полагала, что кабель кислородного анализатора слишком длинный и что соединения позволяют кислороду попадать в кабель из-за пределов продувки в трубе. Накануне к одной из соединяемых секций трубы снаружи был приварен фланец (см. рис. 2). Фланец позволял использовать более короткий кабель, потому что его можно было разместить сбоку от трубы, а не спереди трубы. Экипаж считал, что уменьшение количества соединений, возможно, решит проблему. Они думали, что продувка работает, но попадание окружающего воздуха в кабель приводило к ложным показаниям анализатора кислорода.
При обсуждении модификации кабеля анализатора стали искать помощника сварщика. Когда они заметили его каску на деревянной площадке у входа в трубу, то поняли, что он вошел в невентилируемую трубу. Трубу сразу начали проветривать, но не следили за безопасностью кислородной атмосферы анализатора. Когда они «почувствовали» безопасность (примерно 2 минуты), в трубу вошел рабочий. Он нашел жертву лежащей лицом вниз с поджатыми под бедра ладонями. Похоже, что он попал в контакт с аргоном, когда сломал плоскость трубы на пересечении горизонтального участка и начала участка с уклоном 45 градусов (см. рис. 4). Его положение указывало на то, что он мог потерять сознание сразу после того, как вдохнул аргон, просочившийся через плотину. Жертва была слишком далеко, чтобы коллега мог дотянуться до нее, поэтому двое других рабочих вошли в трубу и образовали «живую цепь», сцепив руки и ноги. Рабочий на конце цепи смог обмотать пострадавшего веревкой, и его начали вытаскивать. Они заметили, что его лицо стало «багровым», и начали искусственное дыхание, как только вынули трубку. В это время у пострадавшего не было пульса. Они также вызвали скорую помощь по радио и наклонили голову пострадавшего, чтобы попытаться слить аргон из его легких (аргон тяжелее воздуха).
Трубу сразу начали проветривать, но не следили за безопасностью кислородной атмосферы анализатора. Когда они «почувствовали» безопасность (примерно 2 минуты), в трубу вошел рабочий. Он нашел жертву лежащей лицом вниз с поджатыми под бедра ладонями. Похоже, что он попал в контакт с аргоном, когда сломал плоскость трубы на пересечении горизонтального участка и начала участка с уклоном 45 градусов (см. рис. 4). Его положение указывало на то, что он мог потерять сознание сразу после того, как вдохнул аргон, просочившийся через плотину. Жертва была слишком далеко, чтобы коллега мог дотянуться до нее, поэтому двое других рабочих вошли в трубу и образовали «живую цепь», сцепив руки и ноги. Рабочий на конце цепи смог обмотать пострадавшего веревкой, и его начали вытаскивать. Они заметили, что его лицо стало «багровым», и начали искусственное дыхание, как только вынули трубку. В это время у пострадавшего не было пульса. Они также вызвали скорую помощь по радио и наклонили голову пострадавшего, чтобы попытаться слить аргон из его легких (аргон тяжелее воздуха). Бригада скорой помощи прибыла примерно через 20 минут. Свидетели сообщают, что спасатели были в замешательстве и не знали, что делать. Они посоветовали экипажу продолжить сердечно-легочную реанимацию. Примерно через 5 минут один из медработников начал помогать с дыханием «рот в рот». Другой фельдшер читал руководство к дефибриллятору. Свидетели сообщают, что ни один из врачей скорой помощи, по-видимому, не знал, как пользоваться этим оборудованием. Пострадавший был доставлен на машине скорой помощи в местную клинику, где констатировали смерть. Обсуждение вопроса о том, было ли направлено жертве войти в трубу, будет рассмотрено при обсуждении рекомендации № 2.
Бригада скорой помощи прибыла примерно через 20 минут. Свидетели сообщают, что спасатели были в замешательстве и не знали, что делать. Они посоветовали экипажу продолжить сердечно-легочную реанимацию. Примерно через 5 минут один из медработников начал помогать с дыханием «рот в рот». Другой фельдшер читал руководство к дефибриллятору. Свидетели сообщают, что ни один из врачей скорой помощи, по-видимому, не знал, как пользоваться этим оборудованием. Пострадавший был доставлен на машине скорой помощи в местную клинику, где констатировали смерть. Обсуждение вопроса о том, было ли направлено жертве войти в трубу, будет рассмотрено при обсуждении рекомендации № 2.
ПРИЧИНА СМЕРТИ
Смерть жертвы была определена как «асфиксия в результате удушья окружающей среды».
РЕКОМЕНДАЦИИ/ОБСУЖДЕНИЕ
Рекомендация №1: Работодатели и подрядчики должны обеспечить определение всех требуемых разрешений замкнутых пространств и наличие соответствующей системы входа/работы.
Обсуждение: Эта рабочая площадка не считалась замкнутым пространством, требующим разрешения. Однако расследование показало, что рабочие регулярно заходили в трубу, чтобы выполнить обратную сварку. Хотя этот вопрос вызывает некоторые разногласия, либо объект был неправильно оценен как опасный в замкнутом пространстве, либо работа была изменена без ведома персонала по технике безопасности и охране здоровья. Сотрудники должны понимать, что представляет собой замкнутое пространство. Любая модификация работы, требующая входа в замкнутое пространство, должна быть переоценена как потенциальная опасность. Когда объекты определяются как замкнутые пространства, требующие разрешения, необходимо ввести соответствующий протокол для входа и работы.
Рекомендация № 2: Работодатели и подрядчики должны обеспечить, чтобы все работники использовали соответствующее оборудование и процедуры в замкнутом пространстве. Все работники, входящие в замкнутое пространство, требующее разрешения, должны иметь прикрепленный спасательный круг и средство связи с коллегами. Перед входом в закрытые помещения необходимо обеспечить надлежащую вентиляцию, а «компетентное лицо» должно контролировать вход в замкнутое пространство и выполнение работ.
Перед входом в закрытые помещения необходимо обеспечить надлежащую вентиляцию, а «компетентное лицо» должно контролировать вход в замкнутое пространство и выполнение работ.
Обсуждение: В этом инциденте не использовался вход в замкнутое пространство или рабочие процедуры, требующие разрешения. Место было оценено как не требующее разрешения, потому что работа была описана как не требующая входа рабочих в любое время. Стандартный вход в замкнутое пространство и рабочие процедуры, возможно, предотвратили этот смертельный исход. Использование соответствующих атмосферных испытаний перед входом выявило бы атмосферу с дефицитом кислорода. Использование искробезопасных радиопередатчиков позволило бы поддерживать непрерывную связь во время операции. Любая проблема, с которой столкнулся работник, будет выявлена раньше по запросам работника на помощь или по отсутствию ответа со стороны работника.
Похоже, в этом инциденте общая связь была нарушена. Жертва, очевидно, была осведомлена об опасностях аргона, но все же вошла в инертное пространство. Он, кажется, считал, что помещение уже проветрено. Следователи подозревают, что мастер-трубопроводчик направил жертву войти в трубу. Однако данное утверждение сотрудником опровергается. Учитывая, что прямых свидетелей разговора мастера и потерпевшего до инцидента нет, в настоящее время неясно, почему потерпевший считал трубу безопасной.
Он, кажется, считал, что помещение уже проветрено. Следователи подозревают, что мастер-трубопроводчик направил жертву войти в трубу. Однако данное утверждение сотрудником опровергается. Учитывая, что прямых свидетелей разговора мастера и потерпевшего до инцидента нет, в настоящее время неясно, почему потерпевший считал трубу безопасной.
Использование «компетентного лица» в закрытой процедуре входа могло бы предотвратить этот смертельный исход. «Компетентный человек» способен сконцентрироваться только на задаче в ограниченном пространстве. Таким образом, трудности с разделенным вниманием уменьшаются. Также «компетентный человек» может быстро отреагировать на любые проблемы, возникшие во время операции, например активировать лебедку для спасения пострадавшего рабочего. Использование спасательного троса позволило бы безопасно извлечь жертву, что было бы быстрее и не требовало нестандартных методов извлечения.
Рекомендация № 3: Работодатели и подрядчики должны обеспечить, чтобы работники, входящие в замкнутое пространство, знали соответствующие процедуры спасения пострадавшего работника в замкнутом пространстве.
Обсуждение: Вход до атмосферных испытаний чрезвычайно опасен. Использование предположений для оценки надлежащего времени вентиляции является опасной процедурой. Также не рекомендуется использовать «живую цепь». Всех этих проблем можно было бы избежать с помощью соответствующего входа в замкнутое пространство, проведения работ и спасательных операций, как описано выше. Процедуры, использованные в этом инциденте, могли привести к гибели трех «потенциальных спасателей». Соблюдение стандартных методов приводит к более быстрому и безопасному извлечению пострадавших рабочих в замкнутых пространствах. Использование страховочной привязи, прикрепленной к лебедке (до обычного входа), привело бы к быстрому и безопасному извлечению и не потребовало бы ввода дополнительного персонала в опасную ситуацию.
Рекомендация № 4: Работодатели и подрядчики должны убедиться, что техники скорой медицинской помощи полностью обучены и компетентны, прежде чем назначать таких сотрудников на постоянные обязанности.
Обсуждение: свидетели описали вызванных на место медиков скорой помощи как сбитых с толку. Похоже, они не хотели помогать коллегам жертвы в проведении сердечно-легочной реанимации. Они не были знакомы с работой дефибриллятора в машине скорой помощи. Один ЕМТ читал руководство к дефибриллятору, пока проводилась СЛР. Расследование показало, что два фельдшера только что прибыли на работу в день несчастного случая. Хотя реагирование на производственную травму такого масштаба является проблемой для рабочих в первый день работы, все ЕМТ должны быть полностью обучены и иметь опыт до того, как им будут поручены исключительные обязанности по неотложным медицинским процедурам. Альтернативой может быть назначение новых ЕМТ опытным ЕМТ. Может быть рискованно возлагать такие обязанности на двух новых врачей скорой помощи в изолированной среде, где доступ к врачу крайне ограничен.
ССЫЛКИ
- Практические технологии сварки, Руди Молер, Industrial Press, Inc., 1983.
- Третья международная конференция по сварке и эксплуатации трубопроводов, под редакцией P.H.M. Харт, Институт сварки, 1987. .
- Паспорт безопасности материала (MSDS) – сжатый аргон, Matheson Gas Products, 25.06.90.
- Закрытые помещения общего назначения, требующие разрешения; Окончательное правило (29 CFR, части 1910), Управление по безопасности и гигиене труда, 14.01.993.
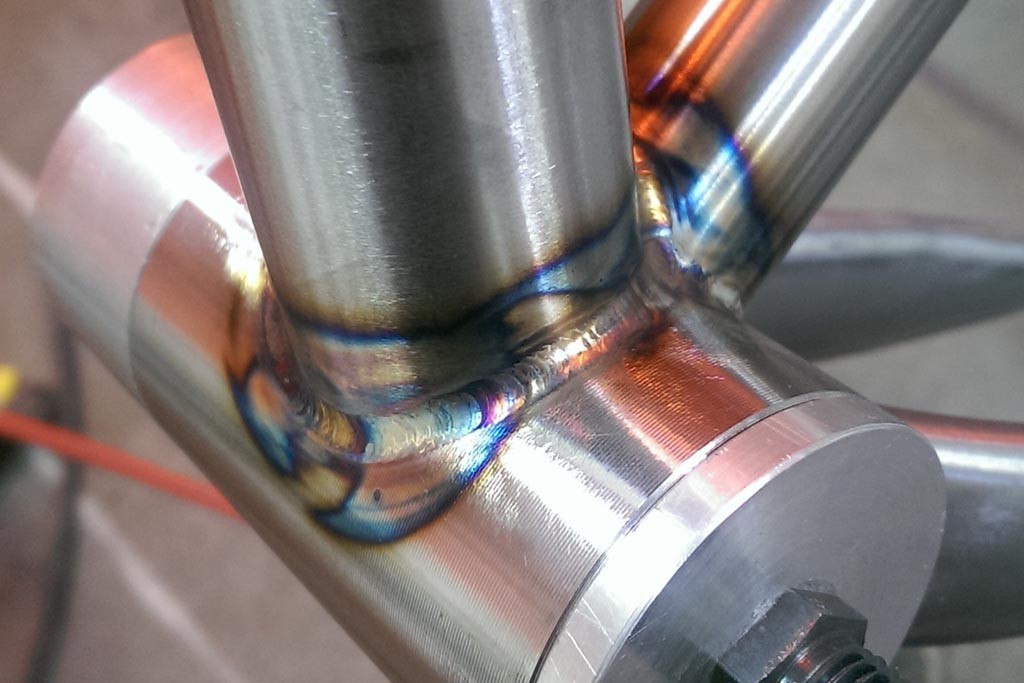
Чтобы связаться с персоналом программы FACE штата Аляска по поводу отчетов FACE на уровне штата, используйте информацию, указанную в контактном листе на веб-сайте NIOSH FACE. Связаться с персоналом программы State-FACE невозможно.
Как правильно выбрать трубопровод для ацетилена, кислорода и инертных газов
Как правильно выбрать трубопровод для ацетилена, кислорода и инертных газов — Rexarc
Ацетилен, кислород и инертные газы относятся к промышленным газам, которые находят применение в различных отраслях промышленности. Комбинация кислорода и ацетилена производит локализованное тепло и широко используется для различных типов обогрева. Будь то ацетилен, кислород или инертные газы, каждый из них имеет типичные характеристики воспламеняемости, что создает проблемы при их хранении и обращении. Эти газы хранятся в газовых установках и баллонах и распределяются по трубопроводам и коллекторам. Трубопроводы и коллекторы состоят из различных компонентов, которые разработаны в соответствии со спецификациями и тщательно изготовлены из различных материалов. Выбор материала для трубопроводов и коллекторов – это строгий процесс, требующий рассмотрения нескольких факторов. В этом посте обсуждаются факторы, которые следует учитывать при прокладке трубопроводов для газообразного ацетилена, а также кислорода и инертных газов.
Комбинация кислорода и ацетилена производит локализованное тепло и широко используется для различных типов обогрева. Будь то ацетилен, кислород или инертные газы, каждый из них имеет типичные характеристики воспламеняемости, что создает проблемы при их хранении и обращении. Эти газы хранятся в газовых установках и баллонах и распределяются по трубопроводам и коллекторам. Трубопроводы и коллекторы состоят из различных компонентов, которые разработаны в соответствии со спецификациями и тщательно изготовлены из различных материалов. Выбор материала для трубопроводов и коллекторов – это строгий процесс, требующий рассмотрения нескольких факторов. В этом посте обсуждаются факторы, которые следует учитывать при прокладке трубопроводов для газообразного ацетилена, а также кислорода и инертных газов.
Факторы, которые следует учитывать при работе с коллекторными трубопроводами для кислорода, инертного газа и ацетилена
Как было сказано ранее, каждый газ имеет типичные характеристики, которые необходимо учитывать при проектировании трубопроводных систем для ацетилена, кислорода и инертного газа. Следующие указатели дадут краткое представление о том, как действуют эти газы, и о том, что следует учитывать при выборе размеров и материалов для трубопроводов и трубопроводов.
Следующие указатели дадут краткое представление о том, как действуют эти газы, и о том, что следует учитывать при выборе размеров и материалов для трубопроводов и трубопроводов.
Ацетилен
- Это бесцветный газ без запаха с низким содержанием влаги.
- Генерируя один из самых горячих топливных газов, пламя ацетилена производит температуру 315 градусов по Цельсию в сочетании с кислородом.
- Ацетилен должен содержаться под давлением до 15 фунтов на квадратный дюйм. Таким образом, необходимо соблюдать особую осторожность, чтобы давление в трубопроводе не превышало 15 фунтов на квадратный дюйм.
- Этот газ нестабилен и может разлагаться при высокой температуре и давлении, что может привести к возгоранию или взрыву.
- Трубопровод подачи ацетилена под давлением выше 9 фунтов на квадратный дюйм должен быть оборудован предохранительным клапаном. Этот клапан должен быть изготовлен и установлен таким образом, чтобы давление в системе не превышало 22 фунтов на квадратный дюйм.
- Это рабочее давление трубопровода определяется исходя из кубических футов, требуемых в точках подачи коллектора. Клапаны должны использоваться, чтобы избежать смешивания кислорода и ацетилена при высоких температурах.

Кислород
- Это неметаллический элемент с высокой реакционной способностью.
- При выборе материала трубки или трубопровода для газообразного кислорода необходимо учитывать скорость, температуру и давление.
- Кислород обычно используется в диапазоне температур от –22 °F до 400 °F и давлении 21 МПа (3000 фунтов на кв. дюйм).
- Учитывайте температуру воспламенения материала кислородного трубопровода.
- Трубопроводы, используемые в конструкции кислородной системы, должны быть очищены перед использованием, а также после установки.
Аргон и азот
- Аргон – благородный газ, абсолютно инертный. Это означает, что он не будет легко реагировать с любым веществом.
- Аргон является дорогим газом и используется в таких областях, как дуговая сварка, где азот может реагировать с электрической дугой. Его также рассматривают для применений, где требуется низкая теплопроводность.
- Азот также является нереакционноспособным или инертным газом и намного более доступен по цене, чем аргон.
- Газообразный азот доступен в изобилии, поэтому он используется в ряде промышленных применений.

Судя по описаниям, становится ясно, что при проектировании систем трубопроводов для ацетилена и кислорода необходимо проявлять особую осторожность. Калькулятор размеров труб для ацетилена и кислорода учитывает требования применения.
Знать о материалах, используемых в инертном газе, кислороде и трубопроводах для ацетиленового газа
Для монтажа трубопроводов или коллекторных трубопроводов и систем трубопроводов рекомендуется использовать жаростойкие металлы или металлические сплавы. Ниже приведены несколько распространенных материалов, используемых в трубопроводах для кислорода, ацетилена и инертного газа.
Ниже приведены несколько распространенных материалов, используемых в трубопроводах для кислорода, ацетилена и инертного газа.
- Ацетилен: Нержавеющая сталь и углеродистая сталь являются лучшим выбором для трубопроводов для газообразного ацетилена. Манометры и арматуру рекомендуется выбирать также из стали. Это связано с тем, что газообразный ацетилен реагирует с серебром, медью и ртутью с образованием взрывоопасных соединений. Хотя медные сплавы иногда выбирают в качестве трубопроводов для газообразного ацетилена, содержание меди обычно не превышает 65%, чтобы избежать каких-либо осложнений.
- Кислород: Медь, никель-медные сплавы и медные сплавы учитываются при проектировании системы кислородного трубопровода. Эти материалы трудно воспламеняются, что делает их популярным материалом для газопроводов и газопроводов. Наряду с медью и медными сплавами рассматривается также нержавеющая сталь. Этот материал демонстрирует устойчивость к горению в зависимости от таких факторов, как чистота кислорода, давление кислорода, конфигурация оборудования и толщина металла.
- Инертный газ: Латунь, медь и нержавеющая сталь — это несколько распространенных материалов, используемых для строительства трубопроводов инертного газа или коллекторных систем трубопроводов. Однако перед их выбором необходимо учитывать температуру воспламенения и реакцию каждого из этих материалов с газом.

Перед прокладкой трубопроводов для транспортировки газов всегда лучше проконсультироваться со специалистом. Они смогут помочь вам с нужным материалом после понимания требований вашего приложения. При всем этом также важно инвестировать в качественные системы, такие как ацетиленовые установки или газовые коллекторы. Rexarc специализируется на ацетиленовых установках и баллонах, а также газовых коллекторах. Вы можете связаться с командой сегодня, чтобы обсудить ваши требования.
Новое сообщение >>
Связанные сообщения в блоге
Пользовательские
Мы являемся универсальным магазином от производства нестандартных судов до полного трелевочного, сантехнического и измерительного оборудования.