Сварка сварные соединения. Условные знаки вида шва и условные обозначения сварки. |
В стандарте Американского общества сварочной техники проводится различие между понятиями «условные знаки вида шва» и «условные обозначения сварки». Условный знак вида шва (рис.1) служит для обозначения каждого конкретного типа шва и составляет лишь часть полной информации, содержащейся в условном обозначении сварки.
Условные знаки вида шва размещаются над и под полкой выноски условного обозначения. Условное обозначение сварки (рис.2)
представляет собой полное обозначение, охватывающее всю информацию, применимую к нему, и определяет параметры требующихся швов. Во всех условных обозначениях требуются полка и стрелка, которые показаны на рис.3.
Элементы условного обозначения.
За исключением полки и стрелки, в обозначении могут не указываться прочие элементы, которые не требуются для ясности. В условном обозначении сварки могут содержаться следующие элементы:
— полка выноски;
— стрелка;
— хвост полки;
— основной условный знак вида шва;
— размеры и другие данные;
— вспомогательные знаки;
— знаки чистовой обработки;
— технические требования, технология и другие справочные данные.
Полка всегда чертится горизонтально. Она используется для внесения условных знаков вида сварки и других данных и имеет особый смысл, который сохраняется независимо от любых добавляемых к ней элементов. Нижняя сторона полки называется стороной, указываемой стрелкой, а верхняя сторона полки – обратной стороной. Эта условность отображена на рис.4.
Изменение направления стрелки не меняет смысл полки. В некоторых случаях применяют несколько полок с основными условными знаками вида шва. Такие составные полки показаны на рис.5.
Стрелка соединяет полку с изображением сварного соединения или участка, где должна выполняться сварка. Соединение или участок можно показывать с изломом линии стрелки или с помощью нескольких стрелок. Если стрелка проводится с изломом, то излом стрелки всегда ориентируют в направлении на элемент соединения, который требует разделки или профилирования. Это показано на рис.6.
Добавление нескольких стрелок, позволяющее показать потребность в одинаковых швах в нескольких различных местах, отображено на рис. 6. Другие примеры использования составных стрелок показаны на рис.7.
6. Другие примеры использования составных стрелок показаны на рис.7.
Стрелки указывают на линию или линии на чертеже, которые ясно обозначают предусмотренное соединение или зону сварки. Когда это возможно, стрелка должна указывать на сплошную линию (линию видимого контура, видимую линию), но допускается указание стрелкой на штриховую линию (невидимую линию).
Условные обозначения сварных швов — Энциклопедия по машиностроению XXL
В табл. 7.2 даны вспомогательные знаки, проставляемые в условном обозначении сварных швов. Эти знаки выполняют сплошными тонкими линиями, причем высота знаков должна быть равна высоте цифр, входящих в обозначение шва.Условное обозначение сварных швов в общем случае должно содержать в порядке, показанном прямоугольниками 1 ,5 на рис. 16.28, следующее [c.292]
Условное обозначение сварных швов [c.325]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.
 451]
451]Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . . [c.453]
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах. [c.295]
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.166]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл. 10, а вспомогательные знаки — в табл. 9. [c.166]
Условные обозначения сварных швов на чертежах [c.167]
На фиг. 263 —265 приведены примеры нанесения условных обозначений сварных швов для подпятника и узла подкрановой балки. Исполнение чертежа узла подкрановой балки дано в двух вариантах. Предпочтительное исполнение показано на фиг. 265. Заметим, что при вычерчивании узлов металлических конструкций, элементы которых скрепляются при помош,и сварных Швов, необходимо, чтобы линии центров тяжести Zq угольников или каких-либо других профилей, входяш,их в узел, имели в своем пересечении общую точку. [c.171]
[c.171]
Обозначение сварных швов. ГОСТ 2.312—72 установил условные обозначения сварных швов и способ их нанесения, согласно этому стандарту условные знаки и другие данные
Рис, 2,13. Примеры условного обозначения сварных швов при ручной дуговой [c.16]
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СВАРНЫХ ШВОВ [c.33]
Сварные швы на чертежах обозначают согласно ГОСТ 5263—58, который устанавливает условные обозначения сварных швов на чертежах машиностроения и распространяется на сварные соединения, выполняемые дуговой ручной сваркой, дуговой автоматической и полуавтоматической сваркой под флюсом, газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.239]
Примеры условных обозначений сварных швов на машиностроительных чертежах согласно ГОСТ 5263—58 приведены в табл. 31. [c.239]
Примеры условных обозначений сварных швов
[c. 240]
240]
| Рис. 92. Структура условного обозначения сварных швов а — стандартный шов б — нестандартный шов в — обозначение лицевой и оборотной сторон шва г — обозначение одинаковых швов. |
Условные обозначения сварных швов в металлических конструкциях [c.301] Классификация сварных швов. Сварные швы классифицируются 1) по положению в пространстве — нижние, горизонтальные, вертикальные, потолочные (фиг. 88) 2) по отношению к действующим усилиям — лобовые, фланговые, комбинированные, косые (фиг. 89). Условные обозначения сварных швов приведены в табл. 121—127. [c.280]
ТАБЛИЦА И1.10. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ В СТРОИТЕЛЬНЫХ ЧЕРТЕЖАХ ПО ГОСТ 11692-66 [c.46]
СТРЕЛКИ. Острые окончания размерных и указательных линий на чертеже. По форме бывают односторонними (с одним пером) и двухсторонними.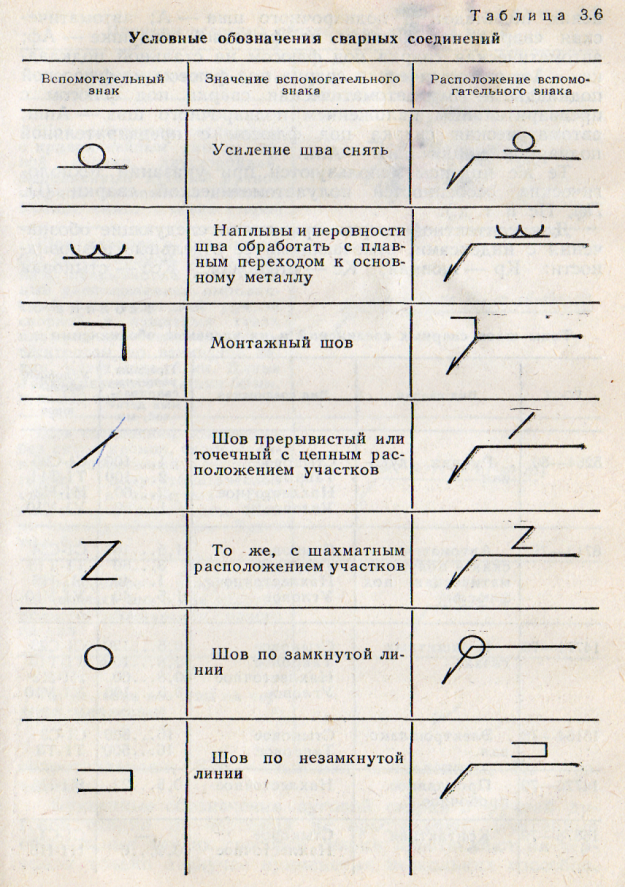
Условное обозначение сварных швов на чертежах [c.19]
Швы сварных соединений обозначаются на чертежах стандартными условными знаками (ГОСТ 2.312—68). Существует два вида условных обозначений сварных швов — основные, проставляемые на чертежах и других конструкторских документах, и дополнительные (буквенно-цифровые), которые применяют при переписке и в нормативно-технической документации.
[c. 43]
43]
ТАбЛИЦА П. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ [c.49]
Условные обозначения сварных швов по ГОСТ 5263—56 [c.26]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций. [c.12]
Сварной шов независимо от спосрба сварки изображают на чертежах видимый — сплошной основной линией, невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. На рис, 2.13 приведены примеры условных обозначений сварных швов, нанесенные на линиях-выносках. На этом рисунке показаны условные изображения швов при ручной дуговой сварке по ГОСТ 5264—80. В случае выполнения швов других видов номер ГОСТа следует проставлять в соответствии с данными табл. 2.1. В условных обозначениях пропущены некоторые данные, которые стандарт разрешает не указывать.
Сварные соединения и швы обозначаются на чертежах стандартными условными знаками (ГОСТ 5263—58). Сушествуег два вида условных обозначений сварных швов—основные, проставляемые на чертежах и других технических документах, и дополнительные (буквенно-цифровые). [c.69]
Условное обозначение сварных швов в общем виде должно содержать в порядке, показанном прямоугольиикамч 1—9 (см. рис. 38 н 39), следующее [c.79]
Сварные соединения — презентация онлайн
1. Сварные соединения
Сварное соединение – совокупность деталей, соединенныхмежду собой с помощью сварки.
Сварной шов – затвердевший после расплавления металл,
соединяющий свариваемые детали.
Швы сварных соединений классифицируются:
а) по виду сварных соединений;
б) по форме поперечного сечения кромок свариваемых деталей;
в) по характеру выполнения шва.
Стыковое — С
Угловое — У
Тавровое — Т
Нахлесточное — Н
С отбортовкой кромки
Без скоса кромки
Со скосом кромки
С двумя симметричными скосами кромки
С двумя несимметричными скосами кромки
С криволинейным скосом кромки
С двумя симметричными криволинейными
скосами кромки
• Характер выполнения швов:
• односторонний
двусторонний
• Различают швы:
непрерывные и прерывистые, при которых сварка
выполняется отдельными участками.

участки могут быть расположены в цепном или
шахматном порядке.
6. ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
• Устанавливает условные изображения иобозначения швов сварных соединений в
конструкторских документах изделий всех
отраслей промышленности
7. 1. Изображение швов сварных соединений
1.1. Шов сварного соединения, независимо от способа сварки,условно изображают:
видимый – сплошной основной линией;
невидимый – штриховой линией.
Видимую одиночную сварную точку, независимо от способа
сварки, условно изображают знаком «+» (5 … 10 мм), который
выполняют сплошными линиями. Невидимые одиночные
точки не изображают.
От изображения шва или одиночной точки проводят линиювыноску, заканчивающуюся односторонней стрелкой. Линиювыноску предпочтительно проводить от изображения
видимого шва.
8. Нанести линию-выноску для сварного шва и одиночной сварной точки
9.
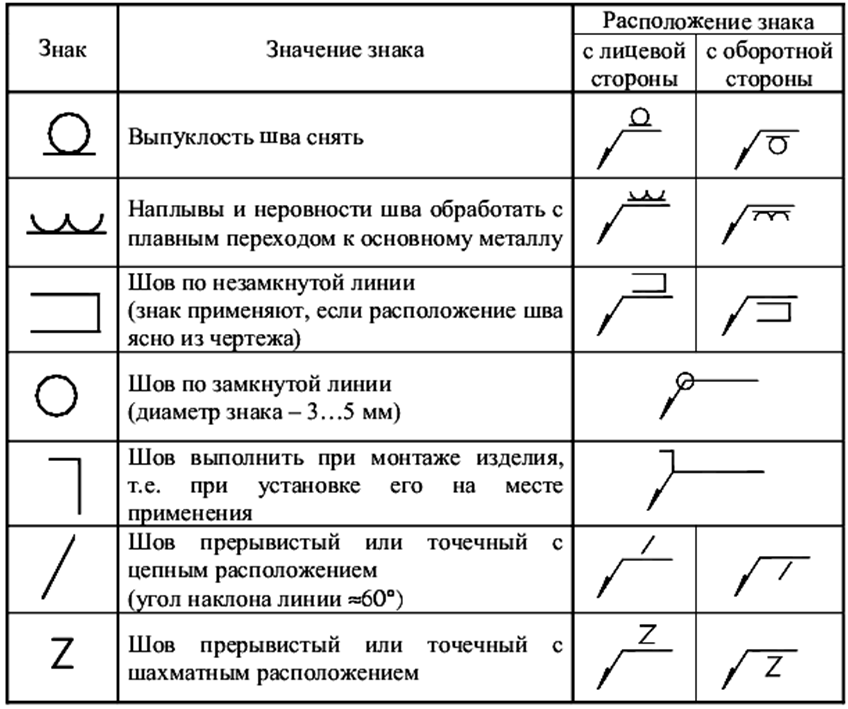
 2. Условные обозначения швов сварных соединений • 2.1. Вспомогательные знаки для обозначения сварных швов:
2. Условные обозначения швов сварных соединений • 2.1. Вспомогательные знаки для обозначения сварных швов:• Усиление шва снять
• Наплывы и неровности шва обработать с плавным переходом к
основному металлу
• Шов выполняется при монтаже изделия
• Шов прерывистый или точечный с цепным расположением
• Шов прерывистый или точечный с шахматным расположением
• Шов по замкнутой линии
• Шов по незамкнутой линии
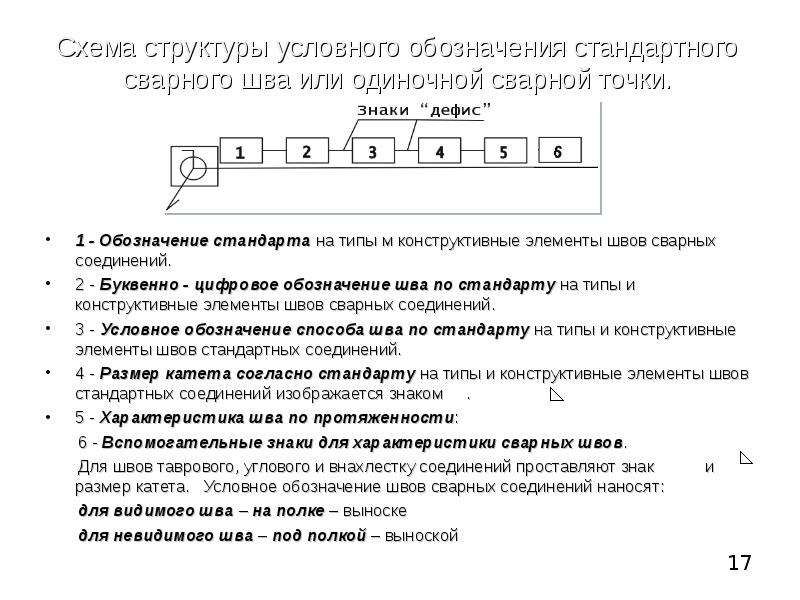
• 2.2. Структура условного обозначения стандартного шва
или одиночной сварной точки приведены на схеме:
• Поле 1 – вспомогательные знаки шва по замкнутой линии и
монтажного шва;
• Поле 2 – обозначение стандарта на типы и конструктивные
элементы швов сварных соединений;
• Поле 3 – буквенно-цифровое обозначение шва по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 4 – условное обозначение способа сварки по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 5 – знак и размер катета согласно стандарту на типы и
конструктивные элементы швов сварных соединений;
• Поле 6 – для прерывистого шва – размер длины провариваемого
участка, знак / или Z и размер шага;
• Поле 7 – вспомогательные знаки.

• Знак
выполняют сплошными тонкими линиями.
• Высота знака = высоте цифр обозначения.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва
с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения
шва с обратной стороны.
Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1-
С лицевой стороны
5
С оборотной стороны
• 2.8. При наличии на чертеже одинаковых швов обозначение
наносят у одного из изображений, а от изображений остальных
одинаковых швов проводят линии выноски с полками.
• Всем одинаковым швам присваивают один порядковый №,
который наносят:
• а) на линии-выноске, имеющей полку с нанесенным
обозначением шва;
• б) на полке линии-выноски, проведенной от изображения шва,
не имеющего обозначения, с лицевой стороны;
• в) под полкой линии-выноски, проведенной от изображения
шва, не имеющего обозначения, с оборотной стороны.
15. Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ 5264-80-С15
16. 3. Упрощения обозначений швов сварных соединений
• 3.1. При наличии на чертеже швов, выполненных по одномуи тому же стандарту, обозначение стандарта указывают в
тех. требованиях чертежа или таблице.
• 3.2. Допускается не присваивать порядковый номер
одинаковым швам, если все швы на чертеже одинаковы и
изображены с одной стороны. При этом швы, не имеющие
обозначения, отмечают линиями-выносками без полок.
• 3.3. На чертеже симметричного изделия, при наличии на
изображении оси симметрии, допускается отмечать
линиями-выносками и обозначать швы только на одной из
симметричных частей изображения.
Задание. Обозначить швы сварного изделия. Сварные швы
Выполнены ручной дуговой сваркой по ГОСТ 5264-80:
— шов таврового соединения, выполненный при монтаже
изделия;
— шов углового соединения, наплывы и неровности шва
обработать с плавным переходом к основному металлу.
Подготовку кромок и катеты швов подобрать по таблице
27. ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
28. 2. Соединения паяные и клееные
• 2.1. В соединениях, получаемых пайкой и склеиванием,место соединения элементов следует изображать
сплошной линией толщиной 2s.
• 2.2. Для обозначения паяного и клееного соединения
следует применять условный знак, который наносят на
линии-выноске сплошной основной линией:
• для пайки
• для склеивания
• 2.3. Швы, выполняемые по замкнутой линии, следует
обозначать окружностью диаметром 3 … 5 мм,
выполненной тонкой линией.
• 2.6. Обозначение припоя или клея по соответствующему
стандарту или техническим условиям следует проводить в
технических требованиях чертежа записью по типу:
«ПОС 40 ГОСТ ….» или «Клей БФ-2 ГОСТ ….».
• При необходимости в том же пункте технических
требований следует приводить требования к качеству шва.
Ссылку на номер пункта следует помещать на полке
линии-выноски, проведенной от изображения шва.
• 2.7. При выполнении швов припоями или клеями
различных марок всем швам, выполняемым одним и тем
же материалом, следует присваивать один порядковый
номер, который следует наносить на линии выноске.
• При этом в технических требованиях материал следует
указывать записью по типу: «ПОС 4 ГОСТ …. (№1), ПМЦ
36 ГОСТ …. (№2), клей БФ-2 ГОСТ …. (№3)».
Чертеж стыкового соединения. Обозначения швов сварных соединений на чертежах
Общесоюзным стандартом ГОСТ 5263-50 установлены условные обозначения сварных швов и правила обозначения их на чертежах (табл. 18, 19, 20 и 21).
1. Сварные швы обозначаются на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, который заканчивается односторонней стрелкой, указывающей место расположения шва.
Огнеопасные газы, такие как ацетилен, природный газ, пропан и т.д. И образующие газы, используемые при лазерной сварке, не охватываются настоящим международным стандартом. Транспортировка и обработка газов и контейнеров должна осуществляться в соответствии с требованиями местных, национальных и региональных стандартов и правил.
Транспортировка и обработка газов и контейнеров должна осуществляться в соответствии с требованиями местных, национальных и региональных стандартов и правил.
Определяет условия для визуального осмотра сварных швов до, во время и после сварки, но не определяет степень проверки. Он оснащен рекомендованными датчиками сварочного манометра и необходимым оборудованием для прямого и косвенного визуального контроля сварных швов.
3. Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
4. Все условные знаки и размеры швов, кроме пробочных, а также швов со сквозным проплавлением без прорези, проставляются: у видимого шва над горизонтальным участком стрелки, у невидимого шва- под ним.
Этот стандарт применим к материалам толщиной 8 мм или более, которые проявляют низкое затухание ультразвуковой волны. Обычно стандарт предназначен для испытания сварных швов, где сварочный материал и основной материал являются ферритными. Стандарт определяет четыре тестовых класса.
Стандарт определяет четыре тестовых класса.
Этот стандарт определяет степень допустимости 2 и 3 для испытания полностью сварных сварных соединений в ферритных сталях толщиной от 8 мм до 100 мм. В этом стандарте описывается процедура проведения поперечных испытаний путем изгиба испытательных стержней, боковых или боковых испытаний боковых изгибов, взятых из тупых сварных соединений. Этот стандарт также определяет размеры испытательных стержней и далее определяет процедуру продольного испытания путем изгиба из корня и поверхности стыка.
5. Швы пробочные, а также швы со сквозным проплавлением без прорези обозначаются знаками, указанными в табл. 19, проставленными на наклонном участке стрелки.
В этих международных стандартах указаны размеры испытательных стержней и процедура проведения испытаний на растяжение для определения прочности на растяжение и места сварного шва. Эти стандарты применяются к металлическим материалам. Настоящий международный стандарт предписывает метод, описывающий расположение испытательных стержней, ориентацию их выемок для испытания и запись данных о ударе испытаний на изгиб тупых сварных соединений в протоколе. Он включает в себя метод маркировки тестовых стержней и дополнительные требования отчета об испытаниях.
Он включает в себя метод маркировки тестовых стержней и дополнительные требования отчета об испытаниях.
6. Швы, подлежащие выполнению при монтаже, обозначаются дополнительно буквой M над наклонным участком стрелки.
7. На чертежах, выполненных в масштабе более 1: 10, допускается для обозначения швов помимо стрелок применять штриховку или утолщение линии в плане и фасаде, а также заливку тушью контуров шва в разрезе.
Эта часть стандарта определяет испытания на твердость для поперечных сечений сварных соединений сварных металлических материалов с дуговой сваркой и не может использоваться для испытаний на сварку аустенитных нержавеющих сталей. Стандарт охватывает основные группы методов, групп и подгрупп. Количество любого метода имеет максимум три цифры. Эта система рассматривается как инструмент для компьютерной обработки, чертежей, рабочих документов, определения сварочных процедур и т.д.
Применяется в основном для ферритных сталей, но может использоваться для других подходящих материалов. Настоящий международный стандарт дает указания производителям, как производить термообработку или производство термообработанных продуктов или компонентов. Стандарт также может использоваться в качестве основы для оценки производителем его способности выполнять термообработку.
Настоящий международный стандарт дает указания производителям, как производить термообработку или производство термообработанных продуктов или компонентов. Стандарт также может использоваться в качестве основы для оценки производителем его способности выполнять термообработку.
8. При выполнении всех швов изделия или узла сваркой одного и того же вида последний указывается в примечании к чертежу или в технических условиях. В случае применения для одного и того же изделия или узла различных видов сварки, на горизонтальном участке стрелки проставляются:
Предполагается, что стандарт станет гибкой основой для обеспечения. Что касается того факта, что изменения в стандартах были изданы почти непрерывно, в статье упоминаются только те, которые связаны со сваркой, считаются важными, и те, которые были изменены в прошлом году.
Чертежи неразделимых сварных соединений Предварительная информация Сварка — это процесс непрерывного склеивания металлических деталей из тех же или подобных материалов.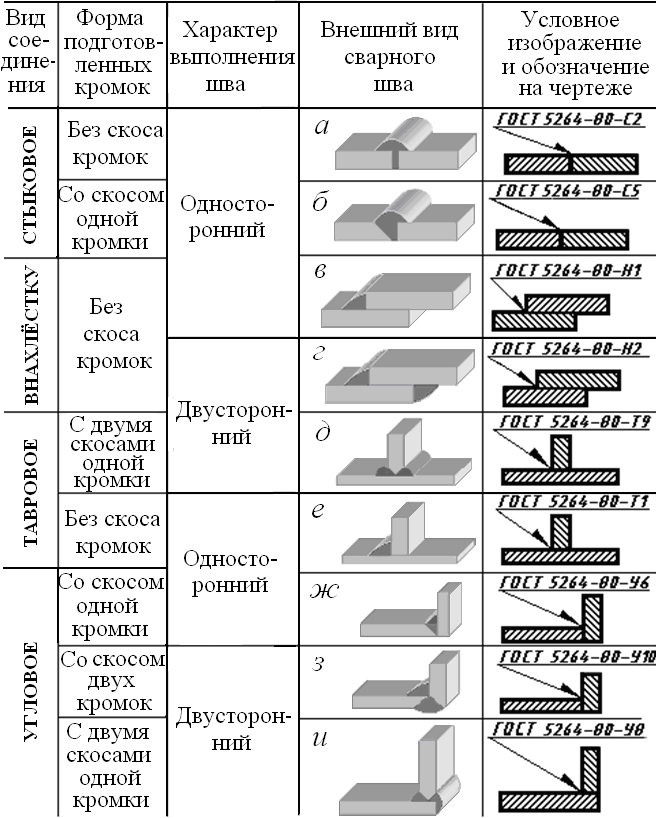 Этот процесс включает локализованное плавление соединенных деталей. Место прямого соединения двух соединенных элементов называется сварным швом. Часто бывает, что для процесса сварки требуется использование дополнительного материала, который называется связующим. Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
Этот процесс включает локализованное плавление соединенных деталей. Место прямого соединения двух соединенных элементов называется сварным швом. Часто бывает, что для процесса сварки требуется использование дополнительного материала, который называется связующим. Источником тепла, необходимым для проведения сварочного процесса, то есть локального плавления соединенных деталей, может быть газовое пламя или электрическая дуга.
В зависимости от источника тепла можно использовать газовую или дуговую сварку. Результатом комбинации двух или более компонентов в процессе сварки является образование сварного соединения, которое все чаще упоминается как сварная конструкция. Пример сварной конструкции показан на рис. Попытка сопоставить сварную структуру и соединение в техническом чертеже требует знания терминов и принципов сварки.
Наиболее распространенными в литературе и технической документации являются следующие выражения: лицевая сторона сварной наружной поверхности сварного шва со стороны ее укладки, соединение свариваемой противоположной поверхности сшитой сшивающей поверхности сварочной канавки в сварных швах, выполненных с одной стороны, сварной сварной непрерывный шов по всей длине стыка, сварные прерывистые сварные швы с регулярными интервалами, сварные симметричные сварные швы, имеющие поперечное сечение в одной и той же форме на лицевой поверхности и на гребне.
На фиг. 343 и 344 даны примеры выполнения сварных швов для стойки и колонны.
2.Угол наклона стрелки к линии шва рекомендуется принимать от 30 до 60°.
3.Допускается двойной излом линии стрелки, а также сведение нескольких стрелок, указывающих одинаковые швы, к общему горизонтальному участку.
Пример симметричного сварного шва Типы сварных швов Типы сварных швов тесно связаны с их формой и внешним видом. Это касается как внешнего вида, так и поперечного сечения. Примеры сварных швов, стыков, их форм, названий и контрактных знаков показаны в таблице. Тонкая линия на иллюстрации формы сварки представляет состояние краев перед выполнением операции сварки и, таким образом, представляет способ подготовки краев сварочных элементов.
Типы сварных швов и стыков и их договорные знаки Таблица Название сварного шва Форма сварки Контрактная подпись Сварная кромка с изогнутыми краями, полностью расплавленная Сварная кромка с изогнутыми краями, частично расплавленная.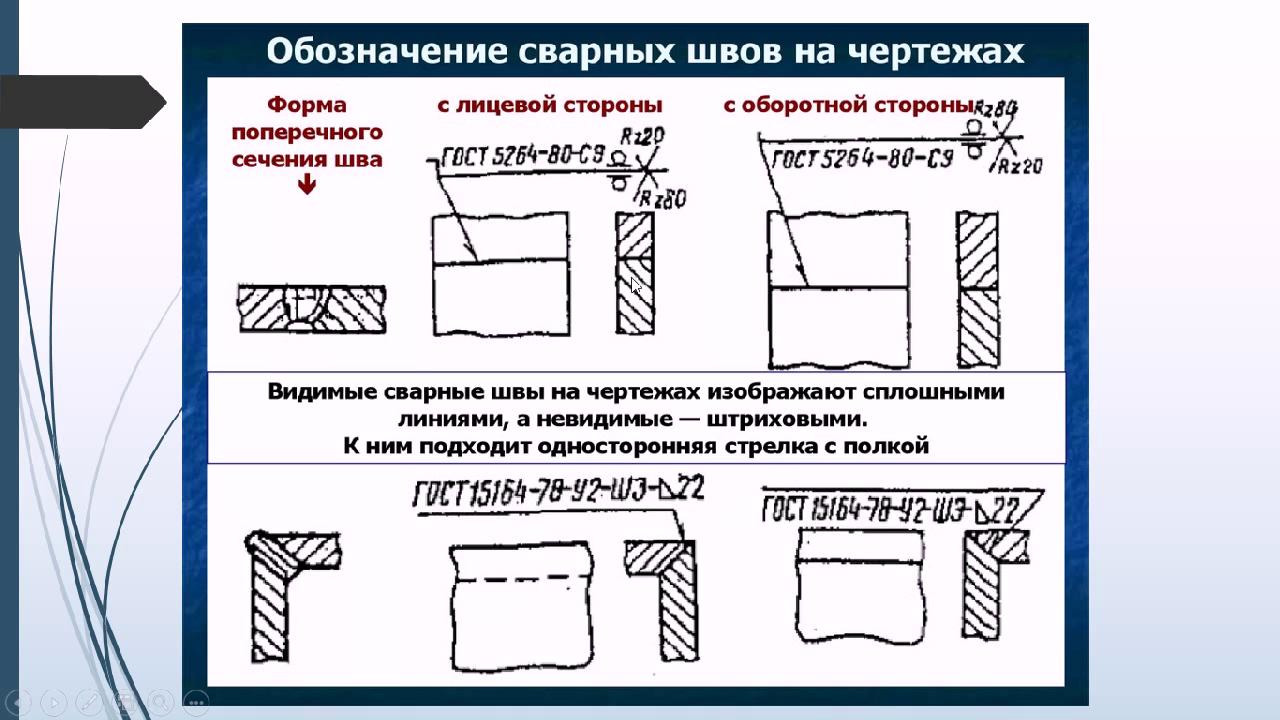 Примеры упрощенных и сжатых сварных швов представлены в таблицах 2 и 3 и примерах. Допускается разрезать участки не просверленных швов в области канавки или отверстие для прохода линии профиля фюзеляжа. Вид спереди Плетение и контур суставов нарисованы сплошной линией.
Примеры упрощенных и сжатых сварных швов представлены в таблицах 2 и 3 и примерах. Допускается разрезать участки не просверленных швов в области канавки или отверстие для прохода линии профиля фюзеляжа. Вид спереди Плетение и контур суставов нарисованы сплошной линией.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно -80 «Швы сварных соединений, ручная дуговая сварка» и -76 «Швы сварных соединений, сварка в защитных газах»):
Вид сверху на грань лица Лицо сварного шва выполнено в виде дуг с тонкими линиями. Не забудьте отметить форму отверстий с толстой сплошной линией, а в случае непрерывных линий — тонкую сплошную линию. Кроме того, следует обратить внимание на форму сварных швов с скошенными отверстиями, которые должны соответствовать форме отверстий в плоскости контакта соединенных деталей. Форма сварных швов и отверстий обозначена тонкими линиями. Контрактное представление сварных соединений Примеры Таблица Тип сварного соединения Представление сварного соединения Сварка: краевая, лобная, паховая, спинная.
Форма сварных швов и отверстий обозначена тонкими линиями. Контрактное представление сварных соединений Примеры Таблица Тип сварного соединения Представление сварного соединения Сварка: краевая, лобная, паховая, спинная.
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Габаритный чертеж сварных швов и сварных соединений Сварные соединения и соединения, сваренные на исполнительных и монтажных чертежах, должны быть рассчитаны в соответствии с упрощенной схемой, представленной в польском стандарте, которая основана на ряде графических элементов контракта.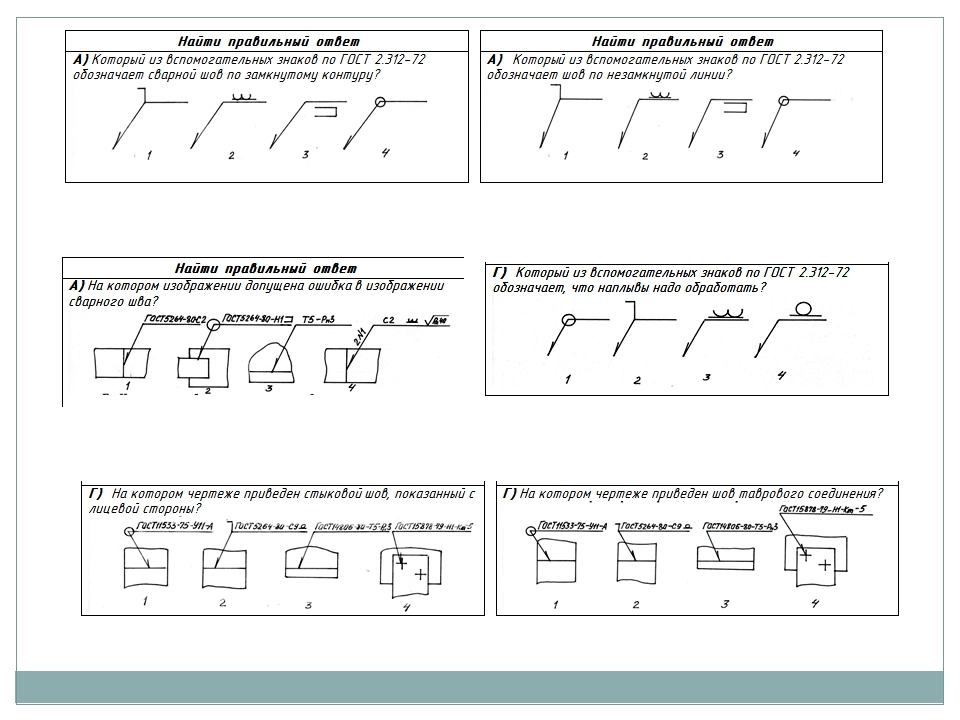 Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Упрощенная конструкция определения сварного шва показана на чертеже в упрощенном анализе сварного шва можно выделить следующие: расширение линии, стрелку опорной линии, идентификатор линии, обычный символ сварного шва, обозначенный 1, характерные размеры поперечного сечения, обозначенные цифрой 2, характерные размеры продольного сечения, обозначены позицией Рис.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
Упрощенная конструкция маркировки сварного соединения. Опорная линия представляет собой линию тонкой непрерывной опустошен завершена стрелкой, стрелка называется опорной линии. Длина опорной линии должна обеспечивать дизайнер, способный четко и правильно хранить всю необходимую информацию относительно сварного шва или сварного соединения. Полки должны провести опорную линию параллельно нижнему краю листа чертежа.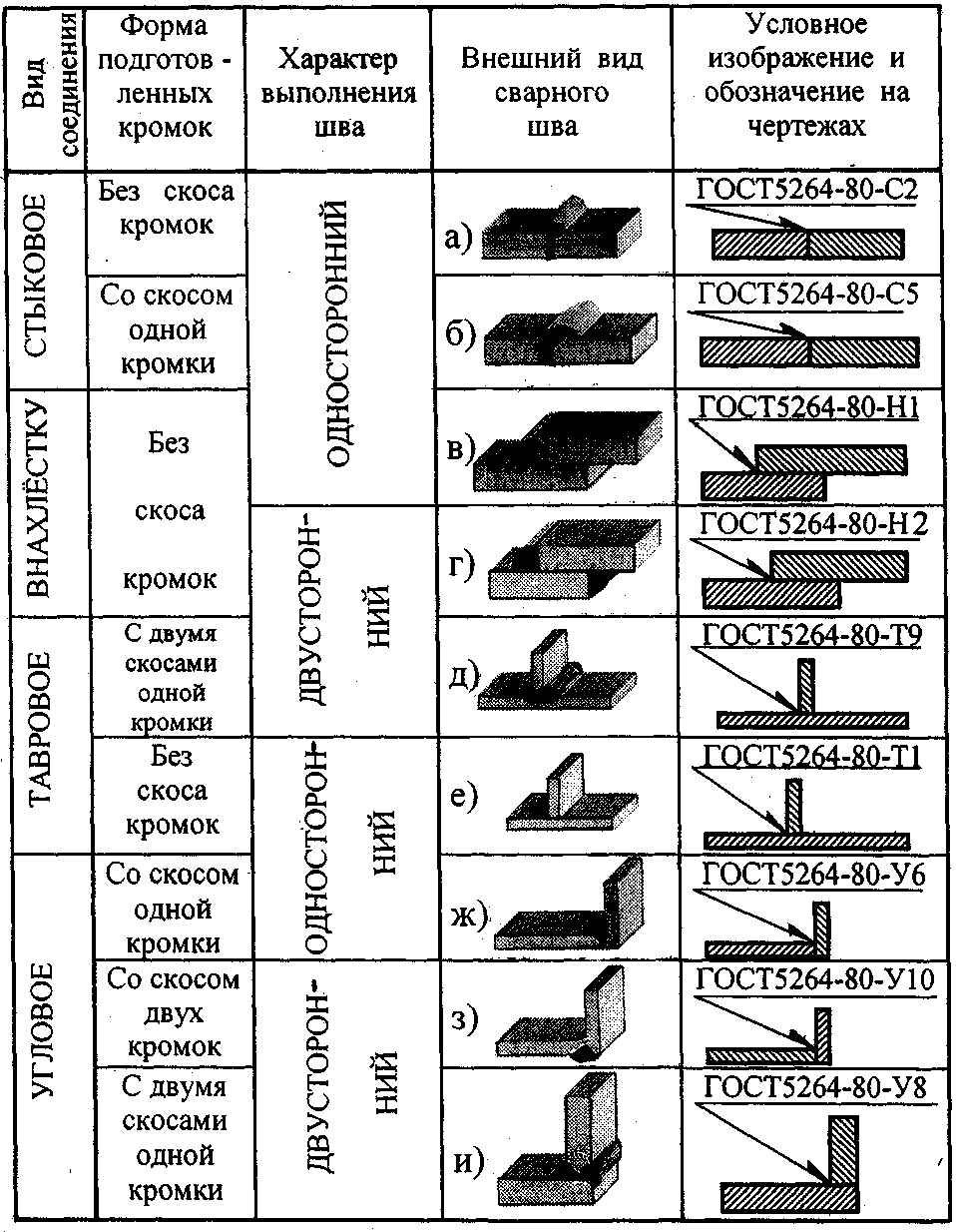
Присутствует в анализе приварены идентификации соединительная линия представляет собой тонкий пунктирная линия, которая обращается ниже или выше опорной линии. Расположение линии идентификации зависит от того, отмечен ли сварной шов после. Его положение также зависит от положения метки сварного шва. При маркировке симметричных сварных швов линия идентификации должна быть опущена. Принципы маркировки сварных швов с идентификационной линией и контрактными сварными швами показаны в таблице. Точки 1 и 4 в этой таблице рекомендуются Польским стандартом и считаются привилегированными.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Принципы определения совместной идентификации линий и условных знаков совместного Описания Таблицы презентационная графика Если шов на стороне лица, знак письменного договорные суставы на исходном уровне и помещает ее в нормальном положении. Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Если шов на стороне лица, знак написаны договорные стыки на базовом и помещает его в перевернутом положении. Если шов отмечен на стороне гребня, свариваемый знак записывается на идентификационную линию и помещается в нормальное положение. Если шов отмечен на стороне гребня, сварной знак записывается на идентификационную линию и помещается в обратное положение.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Условный знак сварной шов пишет на опорной линии в точке, отмеченной на рисунке 4 цифр 1, сохраняя при этом виде логотипа, определенном в польском стандарте. Характерные размеры поперечного сечения размещаются перед сварным знаком на левой стороне сварного соединения в месте, указанном на рисунке. Характерные размеры сварных соединений и сварных швов обозначены сварным знаком с правой стороны в нумерованном месте. Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Примеры способов сортировки сварных швов. Примеры сварного стола сварного сечения Сварные или сварные габариты Размеры Место измерения в маркировке Пояснение Пограничная маржа с скрученными краями, полностью наклонная Номинальная толщина сварного шва равна толщине стыковой кромки или толщине более тонкого края стыка.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
Таблица 5 Номинальная толщина сварного шва равна толщине края шва или толщины тонкого края стыка. Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Однако длина сварного шва равна длине сварного соединения. Номинальная толщина сварного шва равна расстоянию от края сварного соединения до границы сварки. Номинальная длина сварного шва равна длине сварного соединения.
Поперечный размер углового шва предшествует высоте относительно прямоугольного треугольника гипотенузы равнобедренного, которое образует часть поперечного сечения сварного шва. Номинальная длина сварного шва равна длине сварного шва. По-видимому, более профессионально использовать и использовать полные маркировки сварных соединений, рекомендованные в польском стандарте, давая вам гораздо больше информации о сварных соединениях. Построение полного определения сварного шва показана на рисунке полное указание сварного шва можно выделить следующие: расширение линии, стрелка опорной линии, идентификации линии, обычный символ сварного шва, обозначенной 1, характерные размеры поперечного сечения, обозначенный позицией 2, характерные размеры продольного сечения отмечены цифра 3, дополнительные знаки, происходящие в положениях, обозначенных на рисунках 4, 5 и 6, размеры кромок готовы к сварке, который обозначается цифрами; 7, другие данные, номер позиции сварки численным методом сварки, качественных данных, указание стандарта для подготовки кромок для сварки, маркировка сварочных инструкций, обозначенных рисунком Рис.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
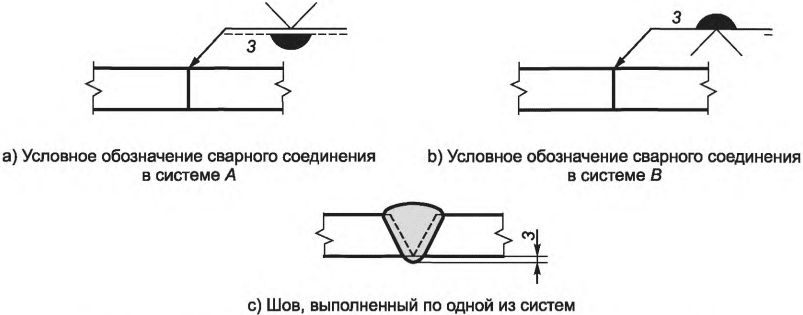
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом -72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.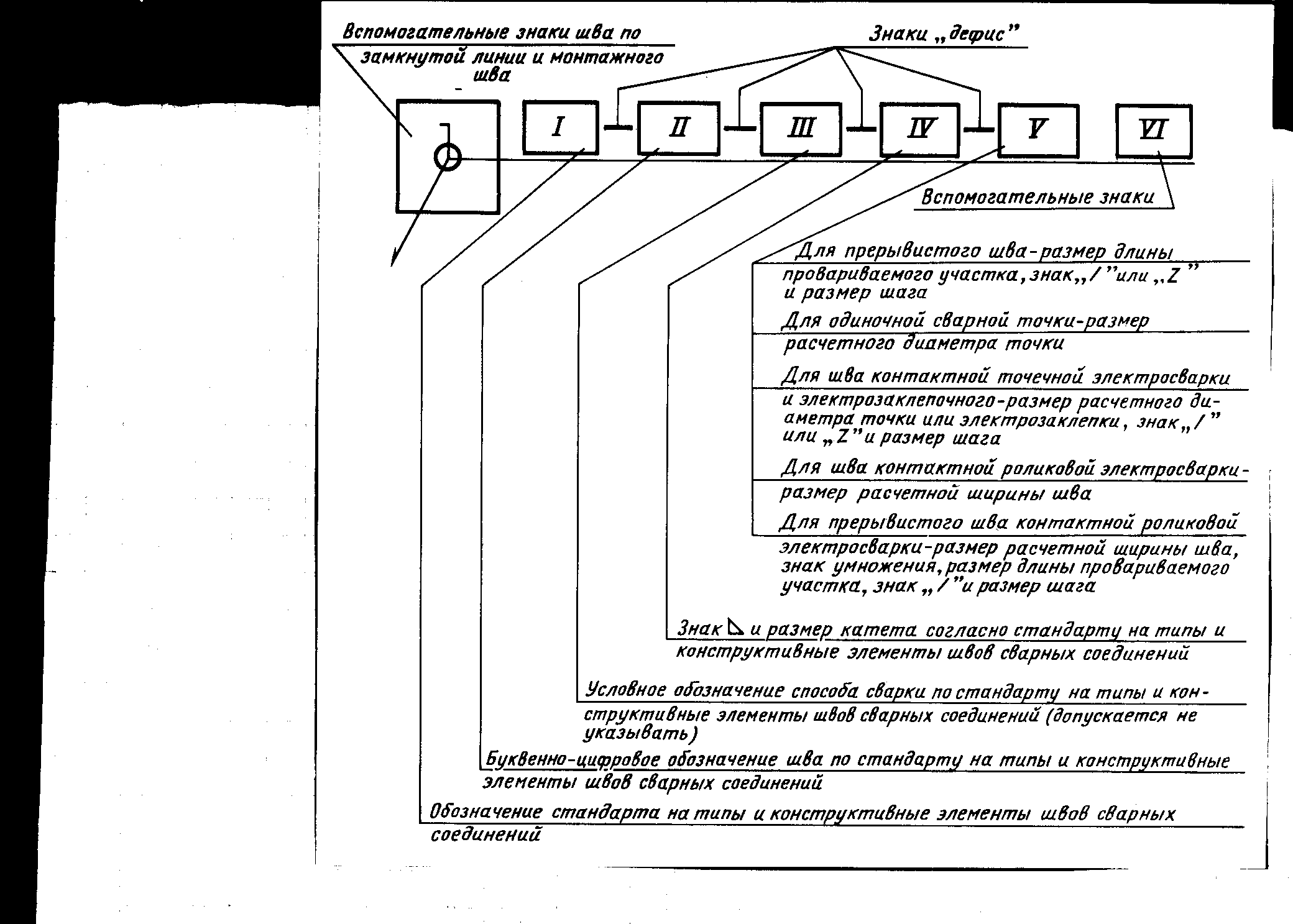 е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
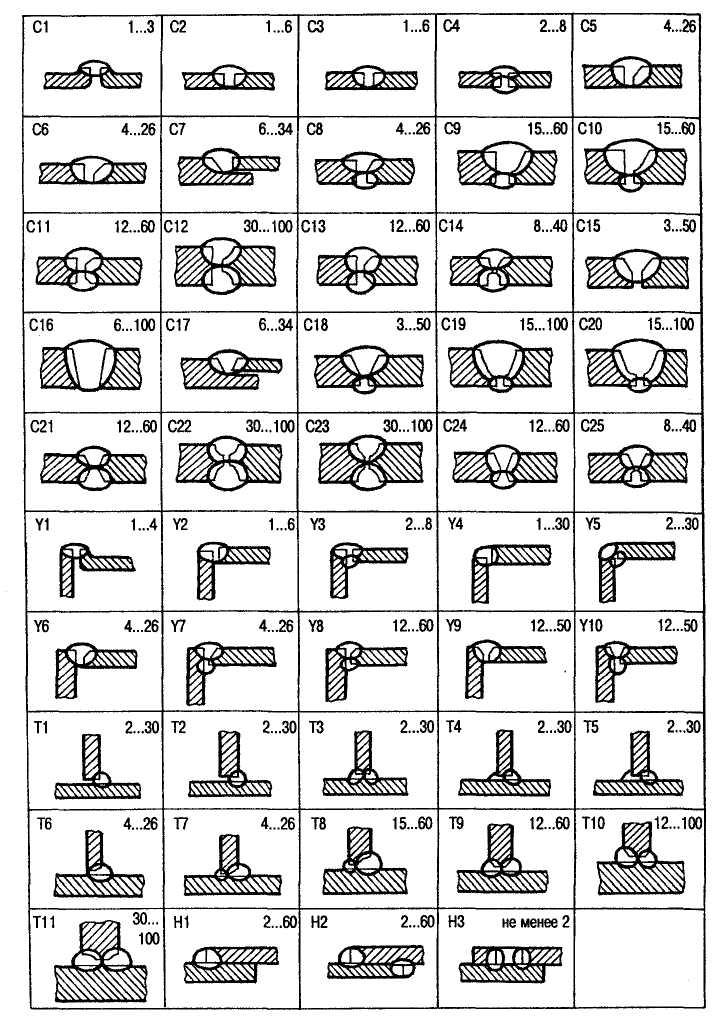
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.

Условные обозначения швов для некоторых способов сварки представлены в таблице:
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
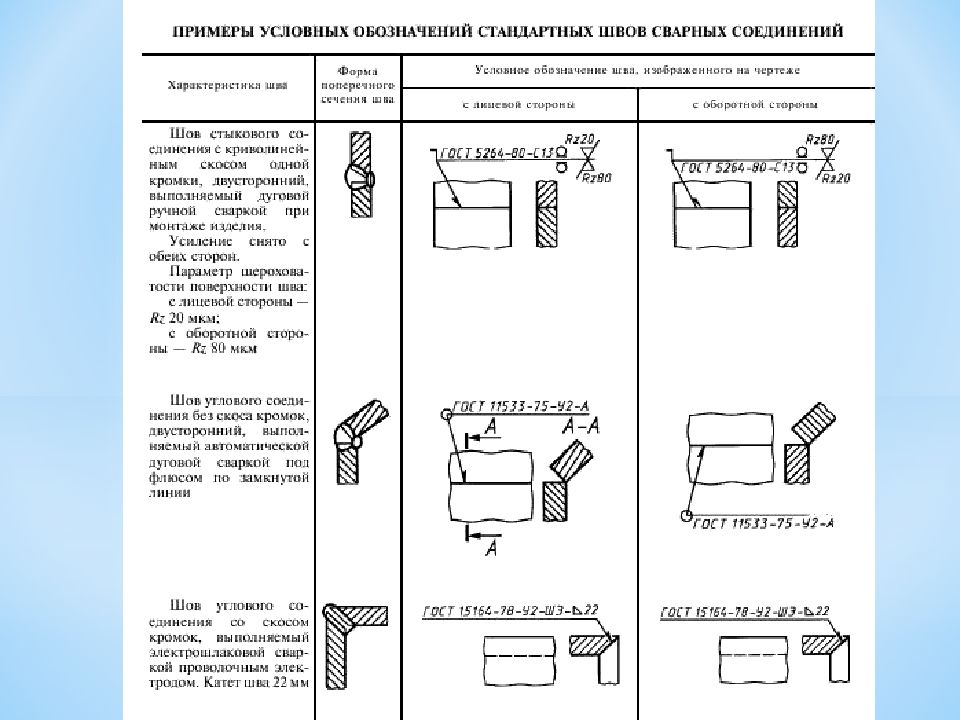
Пример 1.
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
Шов углового соединения без скоса кромок, двусторонний (У2 по –75) выполняемый автоматической дуговой сваркой под флюсом (А по –75) по замкнутой линии.
Пример 3.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по –80), выполняемый сваркой нагретым газом с присадкой (Г по –80).
Пример 4.
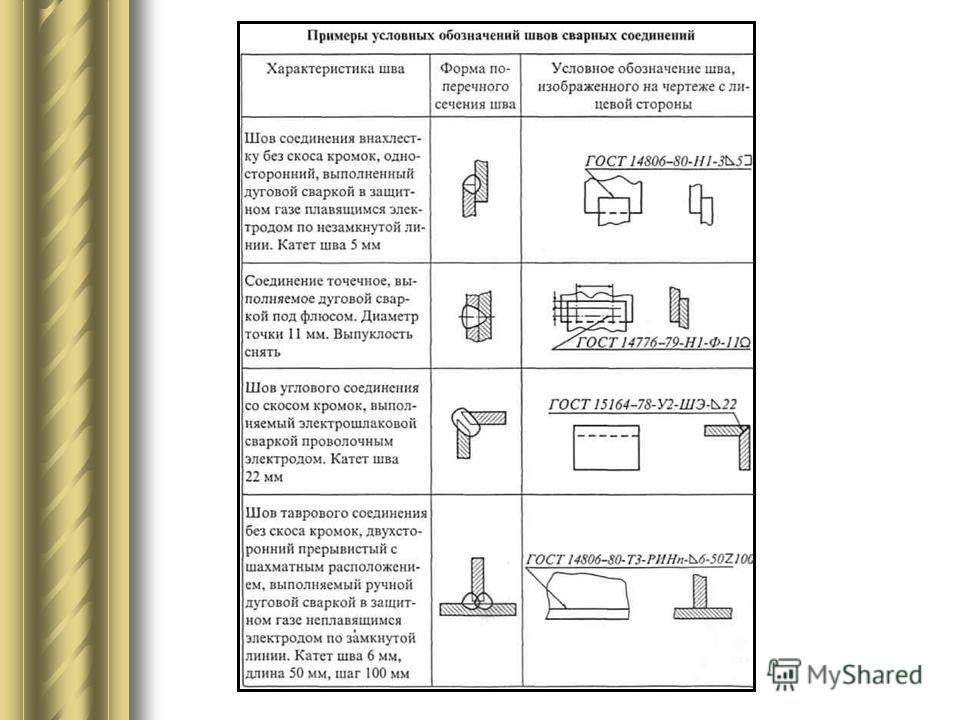
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по -80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по -80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по -80) . Шов по замкнутой линии (круговой шов). Катет шва 5 мм (Δ5).
Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.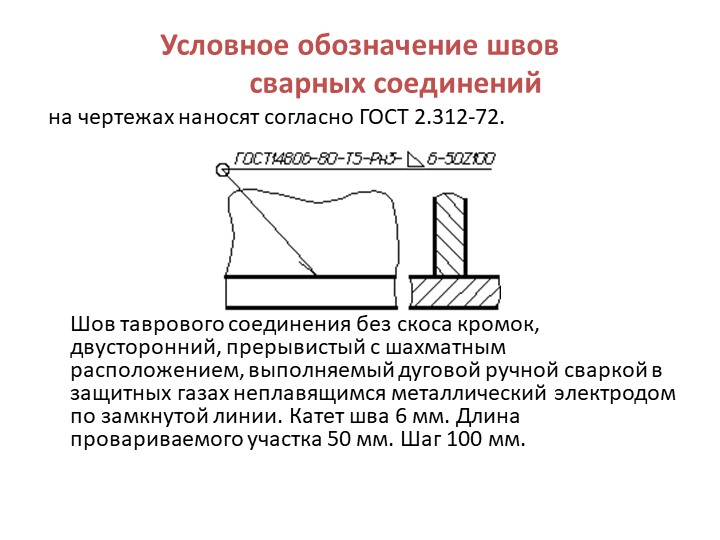
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σ у зависит от длины шва и, как правило, не превышает значения 0,3 σ т. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Сварные соединения и символы | Машиностроение
Основные характеристики сварного соединения показаны на рис., А пять основных типов соединений показаны на рис.
.Различные категории сварных соединений (сварных швов) обозначаются символами, которые в целом аналогичны форме выполняемых сварных швов. Эти символы относятся к категории:
(i) Элементарные символы
(ii) Дополнительные символы
(iii) Комбинация элементарных и дополнительных символов и
(iv) Комбинация элементарных символов.
Расположение символов сварных швов на чертеже
Полный способ представления сварных швов на чертеже включает, помимо символа (3), следующий рисунок
(i) линия со стрелкой (1) на стык;
(ii) двойная контрольная линия, состоящая из двух параллельных линий; один сплошной и один штриховой (2a, 2b) и
(iii) Определенное количество размеров (4) и условных знаков (3).
ПРИМЕЧАНИЕ Пунктирная линия может быть проведена как над, так и под сплошной линией (рис.). Для симметричных сварных швов пунктирная линия опускается.
Элементарно Сварочные символы
Дополнительные символы сварки
Комбинация основных и дополнительных символов
Комбинация основных и дополнительных символов (продолжение)
Условные знаки
Два обычных знака, используемых для сварки в соответствии с BIS, — это круг на колене (1), соединяющий стрелку и контрольную линию, чтобы обозначить сварку по всему периметру, и закрашенный кружок (2) на колене, чтобы обозначить сварку. на месте, как показано на рис.Они показаны в дополнение к
обозначениям сварных швов выполняемого соединения.
Другая конвенция Международной организации по стандартизации указывает на процесс сварки. Для этого аббревиатура процесса сварки написана в виде примечания на конце стрелки, образуя угол V под углом 90 °, как показано на рис. Здесь SAW означает сварку под флюсом.
Для этого аббревиатура процесса сварки написана в виде примечания на конце стрелки, образуя угол V под углом 90 °, как показано на рис. Здесь SAW означает сварку под флюсом.
Расположение сварных швов
Расположение сварных швов определяется следующим образом:
(i) Положение линии стрелки,
(ii) Положение контрольной линии и
(iii) Положение символа.
Положение стрелки
Линия стрелки соединяет один конец непрерывной контрольной линии так, что образует с ней угол и завершается острием стрелки. На рисунке показано соотношение между линией стрелки и суставом. Термины «сторона стрелки» и «другая сторона» (в случае угловой сварки) используются по отношению к непрерывной пластине.
Положение стрелки относительно сварного шва обычно не имеет особого значения.
Однако в случае подготовки кромки линия стрелки указывает на подготовленную пластину.
Индикация подготовки кромки
.
Положение справочной линии
Контрольную линию желательно провести параллельно нижнему краю чертежа и, если это невозможно; затем его рисуют перпендикулярно.
Положение символа
Символ помещается либо над, либо под контрольной линией в соответствии со следующими правилами: Он помещается на непрерывной стороне контрольной линии, если сварной шов (поверхность сварного шва) находится на стороне соединения, указанной стрелкой, или на пунктирной линии. стороне, если сварной шов находится на другой стороне стыка, как показано на рис.
Размеры сварных швов
Каждый символ сварного шва может сопровождаться определенным количеством размеров. Эти размеры записаны, как показано на рисунке. На нем показаны (i) основные размеры относительно поперечного сечения, указанные слева от (перед) символа, и (ii) продольный размер, записанный справа от ( после) символ. ПРИМЕЧАНИЕ Отсутствие какой-либо индикации после символа означает, что сварной шов к
должен быть непрерывным по всей длине заготовки.
Существует два метода указания размеров угловых сварных швов, как показано на рис. Буква a (толщина шва) или z (длина ветви) всегда ставится перед значением соответствующего размера.
Примите участие в нашем опросеНравится:
Нравится Загрузка …
Связанные% PDF-1.4
%
43 0 объект
>
эндобдж
xref
43 669
0000000016 00000 н.
0000015377 00000 п.
0000015520 00000 п.
0000021518 00000 п.
0000021567 00000 п.
0000021616 00000 п.
0000021665 00000 п.
0000021714 00000 п.
0000021763 00000 п.
0000021813 00000 п.
0000021863 00000 п.
0000021913 00000 п.
0000021961 00000 п.
0000022011 00000 н.
0000022061 00000 п.
0000022110 00000 п.
0000022159 00000 п.
0000022209 00000 п.
0000022258 00000 п.
0000022307 00000 п.
0000022355 00000 п.
0000022405 00000 п.
0000022455 00000 п.
0000022504 00000 п.
0000022553 00000 п.
0000022602 00000 п.
0000022651 00000 п.
0000022701 00000 п.
0000022750 00000 п. 0000022799 00000 н.
0000022849 00000 п.
0000022899 00000 п.
0000022949 00000 п.
0000022999 00000 н.
0000023049 00000 п.
0000023097 00000 п.
0000023147 00000 п.
0000023197 00000 п.
0000023247 00000 п.
0000023297 00000 п.
0000023347 00000 п.
0000023397 00000 п.
0000023446 00000 п.
0000023494 00000 п.
0000023543 00000 п.
0000023593 00000 п.
0000023706 00000 п.
0000023755 00000 п.
0000023804 00000 п.
0000023854 00000 п.
0000023904 00000 п.
0000023954 00000 п.
0000024004 00000 п.
0000024054 00000 п.
0000024103 00000 п.
0000024152 00000 п.
0000024202 00000 п.
0000024251 00000 п.
0000024301 00000 п.
0000024351 00000 п.
0000024402 00000 п.
0000024453 00000 п.
0000024504 00000 п.
0000024555 00000 п.
0000024605 00000 п.
0000024655 00000 п.
0000024705 00000 п.
0000024755 00000 п.
0000024805 00000 п.
0000024855 00000 п.
0000024906 00000 п.
0000024957 00000 п.
0000025008 00000 п.
0000025059 00000 п.
0000025110 00000 п.
0000025160 00000 п.
0000025211 00000 п.
0000022799 00000 н.
0000022849 00000 п.
0000022899 00000 п.
0000022949 00000 п.
0000022999 00000 н.
0000023049 00000 п.
0000023097 00000 п.
0000023147 00000 п.
0000023197 00000 п.
0000023247 00000 п.
0000023297 00000 п.
0000023347 00000 п.
0000023397 00000 п.
0000023446 00000 п.
0000023494 00000 п.
0000023543 00000 п.
0000023593 00000 п.
0000023706 00000 п.
0000023755 00000 п.
0000023804 00000 п.
0000023854 00000 п.
0000023904 00000 п.
0000023954 00000 п.
0000024004 00000 п.
0000024054 00000 п.
0000024103 00000 п.
0000024152 00000 п.
0000024202 00000 п.
0000024251 00000 п.
0000024301 00000 п.
0000024351 00000 п.
0000024402 00000 п.
0000024453 00000 п.
0000024504 00000 п.
0000024555 00000 п.
0000024605 00000 п.
0000024655 00000 п.
0000024705 00000 п.
0000024755 00000 п.
0000024805 00000 п.
0000024855 00000 п.
0000024906 00000 п.
0000024957 00000 п.
0000025008 00000 п.
0000025059 00000 п.
0000025110 00000 п.
0000025160 00000 п.
0000025211 00000 п. 0000025262 00000 п.
0000025312 00000 п.
0000025362 00000 п.
0000025412 00000 п.
0000025463 00000 п.
0000025513 00000 п.
0000025564 00000 п.
0000025614 00000 п.
0000025663 00000 п.
0000025714 00000 п.
0000025765 00000 п.
0000025816 00000 п.
0000025866 00000 п.
0000025917 00000 п.
0000025967 00000 п.
0000026018 00000 п.
0000026069 00000 п.
0000026119 00000 п.
0000026169 00000 п.
0000026219 00000 п.
0000026383 00000 п.
0000026433 00000 п.
0000026483 00000 п.
0000026534 00000 п.
0000026584 00000 п.
0000026635 00000 п.
0000026686 00000 п.
0000026737 00000 п.
0000026788 00000 п.
0000026838 00000 п.
0000026888 00000 п.
0000026939 00000 п.
0000026989 00000 п.
0000027039 00000 п.
0000027089 00000 п.
0000027139 00000 п.
0000027188 00000 п.
0000027238 00000 п.
0000027288 00000 п.
0000027339 00000 н.
0000027389 00000 п.
0000027439 00000 п.
0000027489 00000 н.
0000027539 00000 п.
0000027589 00000 п.
0000027639 00000 п.
0000027689 00000 н.
0000027739 00000 п.
0000025262 00000 п.
0000025312 00000 п.
0000025362 00000 п.
0000025412 00000 п.
0000025463 00000 п.
0000025513 00000 п.
0000025564 00000 п.
0000025614 00000 п.
0000025663 00000 п.
0000025714 00000 п.
0000025765 00000 п.
0000025816 00000 п.
0000025866 00000 п.
0000025917 00000 п.
0000025967 00000 п.
0000026018 00000 п.
0000026069 00000 п.
0000026119 00000 п.
0000026169 00000 п.
0000026219 00000 п.
0000026383 00000 п.
0000026433 00000 п.
0000026483 00000 п.
0000026534 00000 п.
0000026584 00000 п.
0000026635 00000 п.
0000026686 00000 п.
0000026737 00000 п.
0000026788 00000 п.
0000026838 00000 п.
0000026888 00000 п.
0000026939 00000 п.
0000026989 00000 п.
0000027039 00000 п.
0000027089 00000 п.
0000027139 00000 п.
0000027188 00000 п.
0000027238 00000 п.
0000027288 00000 п.
0000027339 00000 н.
0000027389 00000 п.
0000027439 00000 п.
0000027489 00000 н.
0000027539 00000 п.
0000027589 00000 п.
0000027639 00000 п.
0000027689 00000 н.
0000027739 00000 п. 0000027790 00000 н.
0000027841 00000 п.
0000027892 00000 п.
0000027941 00000 п.
0000027992 00000 н.
0000028042 00000 п.
0000028092 00000 п.
0000028143 00000 п.
0000028194 00000 п.
0000028244 00000 п.
0000028294 00000 п.
0000028344 00000 п.
0000028394 00000 п.
0000028445 00000 п.
0000028494 00000 п.
0000028544 00000 п.
0000028594 00000 п.
0000028644 00000 п.
0000028694 00000 п.
0000028744 00000 п.
0000028795 00000 п.
0000028846 00000 п.
0000028896 00000 п.
0000028947 00000 п.
0000028997 00000 н.
0000049952 00000 н.
0000050102 00000 п.
0000050304 00000 п.
0000050703 00000 п.
0000072223 00000 п.
0000093321 00000 п.
0000114150 00000 н.
0000135439 00000 н.
0000156781 00000 н.
0000157095 00000 н.
0000157472 00000 н.
0000157884 00000 н.
0000158185 00000 н.
0000158591 00000 н.
0000179073 00000 н.
0000184796 00000 н.
0000206507 00000 н.
0000206546 00000 н.
0000206585 00000 н.
0000242379 00000 п.
0000301910 00000 н.
0000302416 00000 н.
0000302799 00000 н.
0000027790 00000 н.
0000027841 00000 п.
0000027892 00000 п.
0000027941 00000 п.
0000027992 00000 н.
0000028042 00000 п.
0000028092 00000 п.
0000028143 00000 п.
0000028194 00000 п.
0000028244 00000 п.
0000028294 00000 п.
0000028344 00000 п.
0000028394 00000 п.
0000028445 00000 п.
0000028494 00000 п.
0000028544 00000 п.
0000028594 00000 п.
0000028644 00000 п.
0000028694 00000 п.
0000028744 00000 п.
0000028795 00000 п.
0000028846 00000 п.
0000028896 00000 п.
0000028947 00000 п.
0000028997 00000 н.
0000049952 00000 н.
0000050102 00000 п.
0000050304 00000 п.
0000050703 00000 п.
0000072223 00000 п.
0000093321 00000 п.
0000114150 00000 н.
0000135439 00000 н.
0000156781 00000 н.
0000157095 00000 н.
0000157472 00000 н.
0000157884 00000 н.
0000158185 00000 н.
0000158591 00000 н.
0000179073 00000 н.
0000184796 00000 н.
0000206507 00000 н.
0000206546 00000 н.
0000206585 00000 н.
0000242379 00000 п.
0000301910 00000 н.
0000302416 00000 н.
0000302799 00000 н. 0000303113 00000 п.
0000303479 00000 п.
0000304803 00000 п.
0000305176 00000 п.
0000305587 00000 н.
0000307248 00000 н.
0000307360 00000 н.
0000307537 00000 н.
0000307656 00000 н.
0000307710 00000 н.
0000308042 00000 н.
0000308293 00000 п.
0000308497 00000 н.
0000308653 00000 п.
0000308895 00000 н.
0000309111 00000 п.
0000309312 00000 н.
0000309375 00000 п.
0000309620 00000 н.
0000309884 00000 н.
0000310090 00000 н.
0000310257 00000 н.
0000310369 00000 п.
0000310568 00000 н.
0000310816 00000 н.
0000310943 00000 п.
0000311124 00000 н.
0000311396 00000 н.
0000311661 00000 п.
0000311999 00000 н.
0000312331 00000 н.
0000312643 00000 н.
0000312701 00000 н.
0000312965 00000 н.
0000313229 00000 н.
0000313531 00000 н.
0000313795 00000 н.
0000314089 00000 н.
0000314401 00000 п.
0000314641 00000 н.
0000314704 00000 н.
0000314947 00000 н.
0000315275 00000 н.
0000315449 00000 н.
0000315655 00000 н.
0000315896 00000 н.
0000316161 00000 н.
0000316464 00000 н.
0000303113 00000 п.
0000303479 00000 п.
0000304803 00000 п.
0000305176 00000 п.
0000305587 00000 н.
0000307248 00000 н.
0000307360 00000 н.
0000307537 00000 н.
0000307656 00000 н.
0000307710 00000 н.
0000308042 00000 н.
0000308293 00000 п.
0000308497 00000 н.
0000308653 00000 п.
0000308895 00000 н.
0000309111 00000 п.
0000309312 00000 н.
0000309375 00000 п.
0000309620 00000 н.
0000309884 00000 н.
0000310090 00000 н.
0000310257 00000 н.
0000310369 00000 п.
0000310568 00000 н.
0000310816 00000 н.
0000310943 00000 п.
0000311124 00000 н.
0000311396 00000 н.
0000311661 00000 п.
0000311999 00000 н.
0000312331 00000 н.
0000312643 00000 н.
0000312701 00000 н.
0000312965 00000 н.
0000313229 00000 н.
0000313531 00000 н.
0000313795 00000 н.
0000314089 00000 н.
0000314401 00000 п.
0000314641 00000 н.
0000314704 00000 н.
0000314947 00000 н.
0000315275 00000 н.
0000315449 00000 н.
0000315655 00000 н.
0000315896 00000 н.
0000316161 00000 н.
0000316464 00000 н. 0000316712 00000 н.
0000317014 00000 н.
0000317263 00000 н.
0000317451 00000 н.
0000317576 00000 н.
0000317838 00000 н.
0000318041 00000 н.
0000318163 00000 п.
0000318338 00000 н.
0000318659 00000 н.
0000319005 00000 н.
0000319293 00000 н.
0000319553 00000 п.
0000319663 00000 н.
0000319850 00000 н.
0000320058 00000 н.
0000320300 00000 н.
0000320426 00000 н.
0000320543 00000 н.
0000320788 00000 н.
0000321221 00000 н.
0000321514 00000 н.
0000321765 00000 н.
0000322041 00000 н.
0000322223 00000 н.
0000322494 00000 н.
0000322820 00000 н.
0000323058 00000 н.
0000323292 00000 н.
0000323484 00000 н.
0000323732 00000 н.
0000323965 00000 н.
0000324224 00000 н.
0000324452 00000 н.
0000324519 00000 н.
0000324766 00000 н.
0000325034 00000 н.
0000325283 00000 н.
0000325524 00000 н.
0000325805 00000 н.
0000326018 00000 н.
0000326356 00000 н.
0000326598 00000 н.
0000326820 00000 н.
0000326991 00000 н.
0000327197 00000 н.
0000327355 00000 н.
0000327477 00000 н.
0000316712 00000 н.
0000317014 00000 н.
0000317263 00000 н.
0000317451 00000 н.
0000317576 00000 н.
0000317838 00000 н.
0000318041 00000 н.
0000318163 00000 п.
0000318338 00000 н.
0000318659 00000 н.
0000319005 00000 н.
0000319293 00000 н.
0000319553 00000 п.
0000319663 00000 н.
0000319850 00000 н.
0000320058 00000 н.
0000320300 00000 н.
0000320426 00000 н.
0000320543 00000 н.
0000320788 00000 н.
0000321221 00000 н.
0000321514 00000 н.
0000321765 00000 н.
0000322041 00000 н.
0000322223 00000 н.
0000322494 00000 н.
0000322820 00000 н.
0000323058 00000 н.
0000323292 00000 н.
0000323484 00000 н.
0000323732 00000 н.
0000323965 00000 н.
0000324224 00000 н.
0000324452 00000 н.
0000324519 00000 н.
0000324766 00000 н.
0000325034 00000 н.
0000325283 00000 н.
0000325524 00000 н.
0000325805 00000 н.
0000326018 00000 н.
0000326356 00000 н.
0000326598 00000 н.
0000326820 00000 н.
0000326991 00000 н.
0000327197 00000 н.
0000327355 00000 н.
0000327477 00000 н. 0000327742 00000 н.
0000327955 00000 н.
0000328217 00000 н.
0000328486 00000 н.
0000328766 00000 н.
0000329012 00000 н.
0000329245 00000 н.
0000329450 00000 н.
0000329692 00000 н.
0000329927 00000 н.
0000330135 00000 н.
0000330337 00000 н.
0000330573 00000 н.
0000330656 00000 п.
0000330881 00000 н.
0000331100 00000 н.
0000331394 00000 н.
0000331565 00000 н.
0000331725 00000 н.
0000331918 00000 н.
0000332115 00000 н.
0000332225 00000 н.
0000332462 00000 н.
0000332691 00000 п.
0000332900 00000 н.
0000333147 00000 н.
0000333387 00000 н.
0000333665 00000 н.
0000333740 00000 н.
0000333997 00000 н.
0000334232 00000 н.
0000334451 00000 п.
0000334698 00000 н.
0000335022 00000 н.
0000335141 00000 п.
0000335359 00000 н.
0000335548 00000 н.
0000335665 00000 н.
0000335915 00000 н.
0000335982 00000 п.
0000336200 00000 н.
0000336416 00000 н.
0000336619 00000 п.
0000336745 00000 н.
0000336864 00000 н.
0000337179 00000 н.
0000337433 00000 н.
0000337671 00000 н.
0000327742 00000 н.
0000327955 00000 н.
0000328217 00000 н.
0000328486 00000 н.
0000328766 00000 н.
0000329012 00000 н.
0000329245 00000 н.
0000329450 00000 н.
0000329692 00000 н.
0000329927 00000 н.
0000330135 00000 н.
0000330337 00000 н.
0000330573 00000 н.
0000330656 00000 п.
0000330881 00000 н.
0000331100 00000 н.
0000331394 00000 н.
0000331565 00000 н.
0000331725 00000 н.
0000331918 00000 н.
0000332115 00000 н.
0000332225 00000 н.
0000332462 00000 н.
0000332691 00000 п.
0000332900 00000 н.
0000333147 00000 н.
0000333387 00000 н.
0000333665 00000 н.
0000333740 00000 н.
0000333997 00000 н.
0000334232 00000 н.
0000334451 00000 п.
0000334698 00000 н.
0000335022 00000 н.
0000335141 00000 п.
0000335359 00000 н.
0000335548 00000 н.
0000335665 00000 н.
0000335915 00000 н.
0000335982 00000 п.
0000336200 00000 н.
0000336416 00000 н.
0000336619 00000 п.
0000336745 00000 н.
0000336864 00000 н.
0000337179 00000 н.
0000337433 00000 н.
0000337671 00000 н. 0000337992 00000 н.
0000338153 00000 п.
0000338273 00000 н.
0000338396 00000 н.
0000338559 00000 н.
0000338717 00000 н.
0000338969 00000 н.
0000339264 00000 н.
0000339585 00000 н.
0000339663 00000 п.
0000339742 00000 н.
0000339820 00000 н.
0000339939 00000 н.
0000340088 00000 н.
0000340399 00000 н.
0000340454 00000 н.
0000340570 00000 н.
0000340648 00000 н.
0000340962 00000 н.
0000341017 00000 н.
0000341133 00000 н.
0000341211 00000 н.
0000341517 00000 н.
0000341572 00000 н.
0000341688 00000 н.
0000341723 00000 п.
0000341801 00000 н.
0000520976 00000 н.
0000521300 00000 н.
0000521366 00000 н.
0000521482 00000 н.
0000523896 00000 н.
0000524241 00000 н.
0000524471 00000 н.
0000524924 00000 н.
0000525180 00000 н.
0000526313 00000 н.
0000526620 00000 н.
0000526984 00000 н.
0000527333 00000 н.
0000529312 00000 н.
0000529676 00000 н.
0000530921 00000 н.
0000531234 00000 н.
0000532990 00000 н.
0000533338 00000 н.
0000533735 00000 н.
0000542190 00000 п.
0000337992 00000 н.
0000338153 00000 п.
0000338273 00000 н.
0000338396 00000 н.
0000338559 00000 н.
0000338717 00000 н.
0000338969 00000 н.
0000339264 00000 н.
0000339585 00000 н.
0000339663 00000 п.
0000339742 00000 н.
0000339820 00000 н.
0000339939 00000 н.
0000340088 00000 н.
0000340399 00000 н.
0000340454 00000 н.
0000340570 00000 н.
0000340648 00000 н.
0000340962 00000 н.
0000341017 00000 н.
0000341133 00000 н.
0000341211 00000 н.
0000341517 00000 н.
0000341572 00000 н.
0000341688 00000 н.
0000341723 00000 п.
0000341801 00000 н.
0000520976 00000 н.
0000521300 00000 н.
0000521366 00000 н.
0000521482 00000 н.
0000523896 00000 н.
0000524241 00000 н.
0000524471 00000 н.
0000524924 00000 н.
0000525180 00000 н.
0000526313 00000 н.
0000526620 00000 н.
0000526984 00000 н.
0000527333 00000 н.
0000529312 00000 н.
0000529676 00000 н.
0000530921 00000 н.
0000531234 00000 н.
0000532990 00000 н.
0000533338 00000 н.
0000533735 00000 н.
0000542190 00000 п. 0000542229 00000 н.
0000550684 00000 н.
0000550723 00000 н.
0000559178 00000 п.
0000559217 00000 н.
0000567672 00000 н.
0000567711 00000 н.
0000576166 00000 н.
0000576205 00000 н.
0000612756 00000 н.
0000612795 00000 н.
0000612880 00000 н.
0000612965 00000 н.
0000613085 00000 н.
0000613231 00000 н.
0000613312 00000 п.
0000613393 00000 п.
0000613513 00000 н.
0000613659 00000 н.
0000613748 00000 н.
0000613828 00000 н.
0000613908 00000 н.
0000613989 00000 н.
0000614078 00000 н.
0000614167 00000 п.
0000614252 00000 н.
0000614341 00000 п.
0000614611 00000 н.
0000614757 00000 н.
0000614842 00000 н.
0000614927 00000 н.
0000615047 00000 н.
0000615193 00000 н.
0000615271 00000 н.
0000615384 00000 п.
0000615671 00000 н.
0000615749 00000 н.
0000616039 00000 н.
0000616117 00000 н.
0000616401 00000 п.
0000616479 00000 н.
0000616604 00000 н.
0000616886 00000 н.
0000617130 00000 н.
0000618532 00000 н.
0000618768 00000 н.
0000619991 00000 н.
0000620586 00000 н.
0000542229 00000 н.
0000550684 00000 н.
0000550723 00000 н.
0000559178 00000 п.
0000559217 00000 н.
0000567672 00000 н.
0000567711 00000 н.
0000576166 00000 н.
0000576205 00000 н.
0000612756 00000 н.
0000612795 00000 н.
0000612880 00000 н.
0000612965 00000 н.
0000613085 00000 н.
0000613231 00000 н.
0000613312 00000 п.
0000613393 00000 п.
0000613513 00000 н.
0000613659 00000 н.
0000613748 00000 н.
0000613828 00000 н.
0000613908 00000 н.
0000613989 00000 н.
0000614078 00000 н.
0000614167 00000 п.
0000614252 00000 н.
0000614341 00000 п.
0000614611 00000 н.
0000614757 00000 н.
0000614842 00000 н.
0000614927 00000 н.
0000615047 00000 н.
0000615193 00000 н.
0000615271 00000 н.
0000615384 00000 п.
0000615671 00000 н.
0000615749 00000 н.
0000616039 00000 н.
0000616117 00000 н.
0000616401 00000 п.
0000616479 00000 н.
0000616604 00000 н.
0000616886 00000 н.
0000617130 00000 н.
0000618532 00000 н.
0000618768 00000 н.
0000619991 00000 н.
0000620586 00000 н. 0000621242 00000 н.
0000621562 00000 н.
0000621886 00000 н.
0000622281 00000 п.
0000622591 00000 н.
0000623486 00000 н.
0000624456 00000 н.
0000625407 00000 н.
0000626745 00000 н.
0000627015 00000 н.
0000627979 00000 н.
0000628938 00000 п.
0000629398 00000 н.
0000630366 00000 н.
0000631310 00000 н.
0000631532 00000 н.
0000631825 00000 н.
0000632057 00000 н.
0000632755 00000 н.
0000633893 00000 п.
0000634378 00000 п.
0000634849 00000 н.
0000635071 00000 н.
0000635405 00000 п.
0000635729 00000 н.
0000635951 00000 п.
0000636005 00000 н.
0000636054 00000 н.
0000636272 00000 н.
0000638321 00000 п.
0000640027 00000 н.
0000641140 00000 н.
0000641461 00000 н.
0000641692 00000 н.
0000642034 00000 н.
0000642303 00000 н.
0000642613 00000 н.
0000642671 00000 н.
0000642720 00000 н.
0000642942 00000 н.
0000643304 00000 н.
0000643805 00000 н.
0000644035 00000 н.
0000644831 00000 н.
0000644885 00000 н.
0000644934 00000 н.
0000645141 00000 п.
0000645358 00000 п.
0000621242 00000 н.
0000621562 00000 н.
0000621886 00000 н.
0000622281 00000 п.
0000622591 00000 н.
0000623486 00000 н.
0000624456 00000 н.
0000625407 00000 н.
0000626745 00000 н.
0000627015 00000 н.
0000627979 00000 н.
0000628938 00000 п.
0000629398 00000 н.
0000630366 00000 н.
0000631310 00000 н.
0000631532 00000 н.
0000631825 00000 н.
0000632057 00000 н.
0000632755 00000 н.
0000633893 00000 п.
0000634378 00000 п.
0000634849 00000 н.
0000635071 00000 н.
0000635405 00000 п.
0000635729 00000 н.
0000635951 00000 п.
0000636005 00000 н.
0000636054 00000 н.
0000636272 00000 н.
0000638321 00000 п.
0000640027 00000 н.
0000641140 00000 н.
0000641461 00000 н.
0000641692 00000 н.
0000642034 00000 н.
0000642303 00000 н.
0000642613 00000 н.
0000642671 00000 н.
0000642720 00000 н.
0000642942 00000 н.
0000643304 00000 н.
0000643805 00000 н.
0000644035 00000 н.
0000644831 00000 н.
0000644885 00000 н.
0000644934 00000 н.
0000645141 00000 п.
0000645358 00000 п. 0000646259 00000 н.
0000647084 00000 н.
0000647310 00000 н.
0000647792 00000 н.
0000648164 00000 н.
0000648218 00000 н.
0000648267 00000 н.
0000648484 00000 н.
0000649566 00000 н.
0000650318 00000 н.
0000650861 00000 н.
0000651090 00000 н.
0000653469 00000 н.
0000654059 00000 н.
0000654713 00000 н.
0000655683 00000 н.
0000656662 00000 н.
0000656923 00000 н.
0000657170 00000 н.
0000657401 00000 н.
0000657616 00000 н.
0000657980 00000 п.
0000658444 00000 н.
0000660443 00000 п.
0000660812 00000 н.
0000661304 00000 н.
0000661538 00000 н.
0000662365 00000 н.
0000663192 00000 н.
0000663432 00000 н.
0000665097 00000 н.
0000666570 00000 н.
0000666809 00000 н.
0000667970 00000 н.
0000668559 00000 н.
0000669600 00000 н.
0000669838 00000 н.
0000670950 00000 н.
0000671922 00000 н.
0000672157 00000 н.
0000673278 00000 н.
0000673991 00000 н.
0000674228 00000 н.
0000675004 00000 н.
0000675241 00000 н.
0000676348 00000 п.
0000677457 00000 н.
0000678055 00000 н.
0000646259 00000 н.
0000647084 00000 н.
0000647310 00000 н.
0000647792 00000 н.
0000648164 00000 н.
0000648218 00000 н.
0000648267 00000 н.
0000648484 00000 н.
0000649566 00000 н.
0000650318 00000 н.
0000650861 00000 н.
0000651090 00000 н.
0000653469 00000 н.
0000654059 00000 н.
0000654713 00000 н.
0000655683 00000 н.
0000656662 00000 н.
0000656923 00000 н.
0000657170 00000 н.
0000657401 00000 н.
0000657616 00000 н.
0000657980 00000 п.
0000658444 00000 н.
0000660443 00000 п.
0000660812 00000 н.
0000661304 00000 н.
0000661538 00000 н.
0000662365 00000 н.
0000663192 00000 н.
0000663432 00000 н.
0000665097 00000 н.
0000666570 00000 н.
0000666809 00000 н.
0000667970 00000 н.
0000668559 00000 н.
0000669600 00000 н.
0000669838 00000 н.
0000670950 00000 н.
0000671922 00000 н.
0000672157 00000 н.
0000673278 00000 н.
0000673991 00000 н.
0000674228 00000 н.
0000675004 00000 н.
0000675241 00000 н.
0000676348 00000 п.
0000677457 00000 н.
0000678055 00000 н.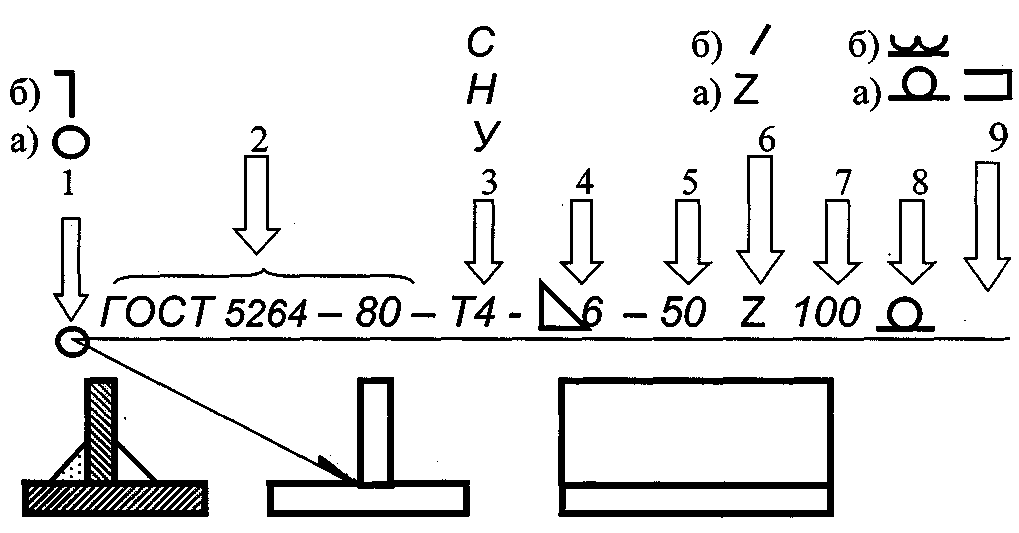 0000678280 00000 н.
0000679264 00000 н.
0000679485 00000 н.
0000679715 00000 н.
0000679945 00000 н.
0000679999 00000 н.
0000680048 00000 н.
0000680263 00000 н.
0000680744 00000 н.
0000681268 00000 н.
0000682235 00000 н.
0000682694 00000 н.
0000683195 00000 н.
0000683580 00000 н.
0000684636 00000 н.
0000684861 00000 н.
0000685844 00000 н.
0000686822 00000 н.
0000687909 00000 н.
0000688850 00000 н.
0000689834 00000 н.
0000691116 00000 п.
0000691711 00000 п.
0000692591 00000 н.
0000693462 00000 н.
0000693696 00000 н.
0000694027 00000 н.
0000694575 00000 п.
0000694980 00000 н.
0000695809 00000 н.
0000695863 00000 н.
0000695912 00000 п.
0000696130 00000 н.
0000696382 00000 п.
0000696615 00000 н.
0000697491 00000 п.
0000699350 00000 н.
0000700805 00000 н.
0000703159 00000 н.
0000705248 00000 н.
0000706192 00000 н.
0000707137 00000 н.
0000707400 00000 н.
0000707828 00000 п.
0000708232 00000 н.
0000708870 00000 н.
0000710139 00000 п.
0000711104 00000 н.
0000678280 00000 н.
0000679264 00000 н.
0000679485 00000 н.
0000679715 00000 н.
0000679945 00000 н.
0000679999 00000 н.
0000680048 00000 н.
0000680263 00000 н.
0000680744 00000 н.
0000681268 00000 н.
0000682235 00000 н.
0000682694 00000 н.
0000683195 00000 н.
0000683580 00000 н.
0000684636 00000 н.
0000684861 00000 н.
0000685844 00000 н.
0000686822 00000 н.
0000687909 00000 н.
0000688850 00000 н.
0000689834 00000 н.
0000691116 00000 п.
0000691711 00000 п.
0000692591 00000 н.
0000693462 00000 н.
0000693696 00000 н.
0000694027 00000 н.
0000694575 00000 п.
0000694980 00000 н.
0000695809 00000 н.
0000695863 00000 н.
0000695912 00000 п.
0000696130 00000 н.
0000696382 00000 п.
0000696615 00000 н.
0000697491 00000 п.
0000699350 00000 н.
0000700805 00000 н.
0000703159 00000 н.
0000705248 00000 н.
0000706192 00000 н.
0000707137 00000 н.
0000707400 00000 н.
0000707828 00000 п.
0000708232 00000 н.
0000708870 00000 н.
0000710139 00000 п.
0000711104 00000 н. 0000711331 00000 п.
0000711663 00000 н.
0000711975 00000 н.
0000712187 00000 н.
0000712402 00000 н.
0000712456 00000 н.
0000712505 00000 н.
0000712713 00000 н.
0000713079 00000 п.
0000713311 00000 п.
0000713537 00000 н.
0000713758 00000 н.
0000714295 00000 н.
0000714799 00000 н.
0000715104 00000 н.
0000715364 00000 н.
0000715640 00000 н.
0000715910 00000 н.
0000717428 00000 н.
0000718241 00000 н.
0000719187 00000 н.
0000720162 00000 н.
0000721133 00000 н.
0000722214 00000 н.
0000722631 00000 н.
0000723833 00000 н.
0000724453 00000 н.
0000724959 00000 н.
0000725189 00000 н.
0000726016 00000 н.
0000726643 00000 н.
0000726871 00000 н.
0000726925 00000 н.
0000726974 00000 п.
0000727191 00000 н.
0000728241 00000 н.
0000730012 00000 н.
0000730768 00000 н.
0000731536 00000 н.
0000732710 00000 н.
0000733513 00000 п.
0000734590 00000 н.
0000734813 00000 н.
0000735897 00000 н.
0000736842 00000 н.
0000737798 00000 н.
0000738656 00000 п.
0000739003 00000 н.
0000711331 00000 п.
0000711663 00000 н.
0000711975 00000 н.
0000712187 00000 н.
0000712402 00000 н.
0000712456 00000 н.
0000712505 00000 н.
0000712713 00000 н.
0000713079 00000 п.
0000713311 00000 п.
0000713537 00000 н.
0000713758 00000 н.
0000714295 00000 н.
0000714799 00000 н.
0000715104 00000 н.
0000715364 00000 н.
0000715640 00000 н.
0000715910 00000 н.
0000717428 00000 н.
0000718241 00000 н.
0000719187 00000 н.
0000720162 00000 н.
0000721133 00000 н.
0000722214 00000 н.
0000722631 00000 н.
0000723833 00000 н.
0000724453 00000 н.
0000724959 00000 н.
0000725189 00000 н.
0000726016 00000 н.
0000726643 00000 н.
0000726871 00000 н.
0000726925 00000 н.
0000726974 00000 п.
0000727191 00000 н.
0000728241 00000 н.
0000730012 00000 н.
0000730768 00000 н.
0000731536 00000 н.
0000732710 00000 н.
0000733513 00000 п.
0000734590 00000 н.
0000734813 00000 н.
0000735897 00000 н.
0000736842 00000 н.
0000737798 00000 н.
0000738656 00000 п.
0000739003 00000 н.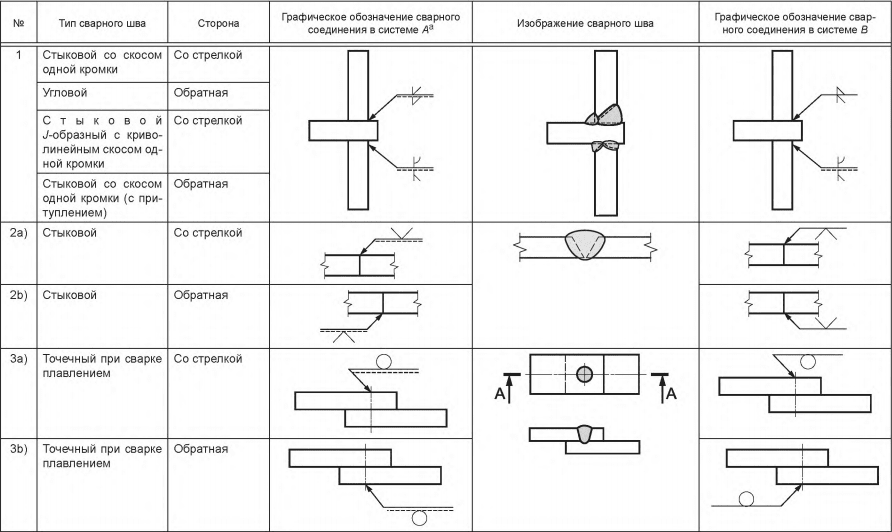 0000739376 00000 п.
0000740358 00000 п.
0000740819 00000 н.
0000741047 00000 н.
0000742023 00000 н.
0000742308 00000 п.
0000742362 00000 н.
0000742411 00000 н.
0000742628 00000 н.
0000743809 00000 н.
0000744615 00000 н.
0000744669 00000 н.
0000744718 00000 н.
0000744924 00000 н.
0000745824 00000 н.
0000746832 00000 н.
0000748189 00000 н.
0000748773 00000 н.
0000749000 00000 н.
0000749594 00000 н.
0000750114 00000 н.
0000750168 00000 н.
0000750217 00000 н.
0000750425 00000 н.
0000751209 00000 н.
0000752166 00000 н.
0000753183 00000 н.
0000753406 00000 н.
0000753829 00000 н.
0000754792 00000 н.
0000755273 00000 н.
0000755933 00000 н.
0000756158 00000 п.
0000756406 00000 н.
0000756631 00000 н.
0000757058 00000 н.
0000757530 00000 н.
0000757983 00000 н.
0000758344 00000 н.
0000759296 00000 н.
0000760684 00000 н.
0000761637 00000 н.
0000761863 00000 н.
0000762832 00000 н.
0000763071 00000 н.
0000763705 00000 н.
0000764238 00000 п.
0000765209 00000 н.
0000739376 00000 п.
0000740358 00000 п.
0000740819 00000 н.
0000741047 00000 н.
0000742023 00000 н.
0000742308 00000 п.
0000742362 00000 н.
0000742411 00000 н.
0000742628 00000 н.
0000743809 00000 н.
0000744615 00000 н.
0000744669 00000 н.
0000744718 00000 н.
0000744924 00000 н.
0000745824 00000 н.
0000746832 00000 н.
0000748189 00000 н.
0000748773 00000 н.
0000749000 00000 н.
0000749594 00000 н.
0000750114 00000 н.
0000750168 00000 н.
0000750217 00000 н.
0000750425 00000 н.
0000751209 00000 н.
0000752166 00000 н.
0000753183 00000 н.
0000753406 00000 н.
0000753829 00000 н.
0000754792 00000 н.
0000755273 00000 н.
0000755933 00000 н.
0000756158 00000 п.
0000756406 00000 н.
0000756631 00000 н.
0000757058 00000 н.
0000757530 00000 н.
0000757983 00000 н.
0000758344 00000 н.
0000759296 00000 н.
0000760684 00000 н.
0000761637 00000 н.
0000761863 00000 н.
0000762832 00000 н.
0000763071 00000 н.
0000763705 00000 н.
0000764238 00000 п.
0000765209 00000 н. 0000765465 00000 н.
0000765672 00000 н.
0000766298 00000 н.
0000767019 00000 п.
0000767711 00000 н.
0000768473 00000 н.
0000769478 00000 н.
0000769707 00000 н.
0000770278 00000 н.
0000770952 00000 н.
0000771186 00000 н.
0000771407 00000 н.
0000771648 00000 н.
0000772401 00000 п.
0000015209 00000 п.
0000013948 00000 п.
трейлер
] / Назад 782044 / XRefStm 15209 >>
startxref
0
%% EOF
711 0 объект
> поток
h U] lTEfv ݻ [(JUBu Ձ jOMn & F & ipFd! — TY & a% pŢ5! L (U11iLT $ 7ΜsA3
0000765465 00000 н.
0000765672 00000 н.
0000766298 00000 н.
0000767019 00000 п.
0000767711 00000 н.
0000768473 00000 н.
0000769478 00000 н.
0000769707 00000 н.
0000770278 00000 н.
0000770952 00000 н.
0000771186 00000 н.
0000771407 00000 н.
0000771648 00000 н.
0000772401 00000 п.
0000015209 00000 п.
0000013948 00000 п.
трейлер
] / Назад 782044 / XRefStm 15209 >>
startxref
0
%% EOF
711 0 объект
> поток
h U] lTEfv ݻ [(JUBu Ձ jOMn & F & ipFd! — TY & a% pŢ5! L (U11iLT $ 7ΜsA3
Сварочные символы | Элементы дизайна — Сварка | Сварка — Библиотека векторных трафаретов
Электрически скрепленный
разрывная мембрана
Пламегаситель
Фильтр
Сепаратор
Глушитель выхлопа
Колокольчик
Головка выхлопная
Гидрант
Глушитель слива
Гидравлическое уплотнение открыто / закрыто
Y-образный фильтр
Задвижка
Клапан запорный
Клапан запорный 2
Клапан запорный 3
Клапан винтовой
Клапан запорно-защитный
Катушечный клапан
Клапан обратный
Обратный клапан 2
Обратный клапан 3
Клапан обратный винтовой
Клапан запорный обратный
Мембранный клапан
Мембранный клапан 2
Мембранный клапан 3
Электрораспределитель
Электрораспределитель 2
Клапан с приводом 3
Игольчатый клапан
Игольчатый клапан 2
Игольчатый клапан 3
Клапан предохранительный
Предохранительный клапан 2
Предохранительный клапан 3
Угловой клапан
Угловой клапан 2
Угловой клапан 3
Угловой клапан 4
Поплавковый клапан
Поплавковый клапан 2
Клапан фланцевый
Затвор дисковый
Дисковый затвор 2
Задвижка клиновая
Параллельно-золотниковый клапан
Шаровой кран
Шаровой кран 2
Шаровой кран 3
Клапан предохранительный угловой вакуумный
Клапан предохранительный угловой
Редукционный клапан
Редукционный клапан 2
Плунжерный клапан 3-х ходовой
Плунжерный клапан, точка L
Клапан пробковый 2
Клапан пробковый
Клапан пробковый проходной
Плунжерный клапан Т-точка
3-ходовой пробковый клапан
3-ходовой пробковый клапан 2
3-ходовой пробковый клапан 3
Смесительный клапан
Клапанный блок
Клапан проходной с характеристиками
Редуктор
Редуктор 2
Общая
Сварка встык
Сварка встык 2
Под сварку встык 3
Под сварку встык 4
Фланцевое / болтовое
Пайка / растворитель
Пайка / растворитель 2
Резьбовое соединение
Резьбовое соединение 2
Резьбовое соединение 3
Головка и втулка
Головка и втулка 2
Головка и втулка 3
Рукав
Гильза 2
Втулка с резьбой
Втулка с резьбой 2
Сварка внахлест
Сварка внахлест 2
Шарнирный шарнир
Шарнирное соединение 2
Шарнирный шарнир 3
Заглушка
Заглушка приварная встык
Заглушка с резьбой
Торцевая головка и втулка
Заглушка торцевая приварная угловым
Заглушка с резьбой и заглушкой
Быстрозажимной торцевой колпачок
Заглушка с фланцами и болтами
Заглушка с фланцами и болтами 2
С гальванической изоляцией
Промковщик
Сифон сливной
Открытое отверстие
Бесплатная утилита для обозначения сварных швов для всех распространенных типов сварных швов
Weld Toolbox — CAD — это БЕСПЛАТНАЯ утилита для обозначений сварки, в которой используются мастера проектирования, которые помогут вам легко задокументировать типы сварных швов, включая символы сварных швов, необходимые для придания вашим документам профессионального вида .
В состав утилиты входят:
- Все распространенные типы сварных швов
- Мастер обозначений сварных швов
- Стандартные конфигурации сварных швов
- Стандартные обозначения сварки
Пользовательский интерфейс спроектирован так, чтобы сочетать гибкость с простотой. Вы можете создавать свои суставы с помощью инструментов рисования, предоставленных мастеров или их комбинации. Создавайте, открывайте и сохраняйте изображения соединений, а также используйте мастера соединений и символов.
Быстрое создание различных сварных швовМастер стыков создает разнообразные сварные швы всего за несколько щелчков мышью. Мастер символов создает множество различных стандартных символов сварки. Элементы, созданные мастерами, можно редактировать в рабочей области изображения.
Эта утилита позволяет использовать все стандартные типы сварных швов и конфигураций соединений и включает все стандартные обозначения.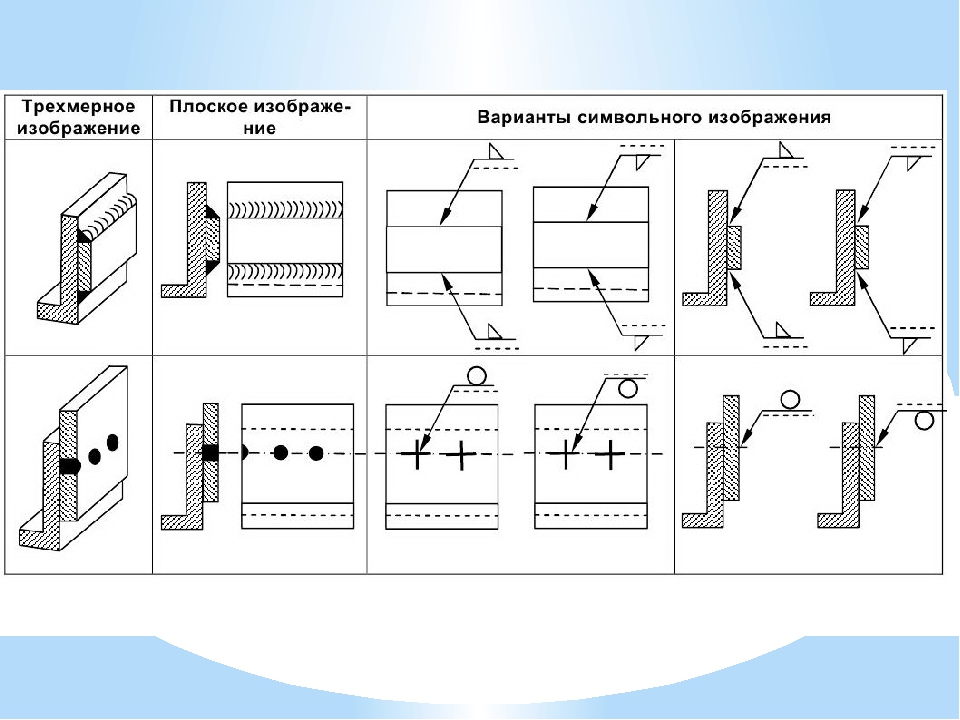
| Поддерживаемые типы сварных швов: | Поддерживаемые типы соединений: | Поддерживаемые типы канавок: |
Сварка с разделкой кромок Угловой шов | стыковое соединение Т — шарнир Угловой шарнир | Квадратная канавка Одинарная — канавка со скосом Одинарный — Vee Groove Одинарный — J Groove Одинарный — U-образная канавка Двойная канавка со скосом Двойной — Vee Groove Двойной — J Groove Двойной U-образный паз |
Сварка, наслоение и проход
В Weld Toolbox — CAD, слой и проход используются для правильного отображения заполненного сварного шва.«Пройден» говорит само за себя, но «слой» не является общепризнанным. В WT-CAD слой используется для представления концепции выровненных проходов.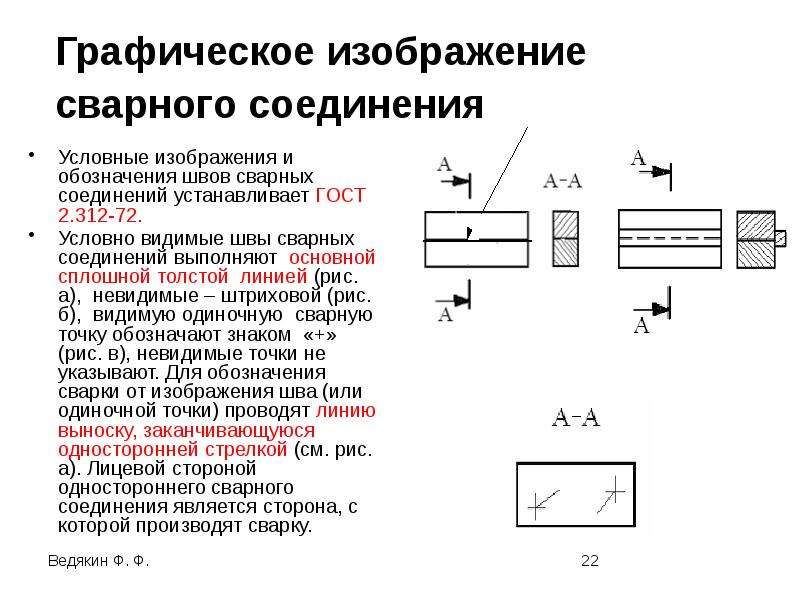 Слой может состоять из одного прохода, как это типично для корневой операции, или из нескольких проходов, как в операции заполнения.
Слой может состоять из одного прохода, как это типично для корневой операции, или из нескольких проходов, как в операции заполнения.
Интеграция ProWrite
Установив программное обеспечение ProWrite Welding Software и Welder’s Toolbox CAD, вы можете получить доступ к возможностям WT CAD, не выходя из ProWrite. Просто откройте PQR или WPS и нажмите кнопку WT-CAD.Создайте дизайн и предоставьте уникальное описание с некоторыми метаданными для соединения, затем выберите.
И это изображение будет добавлено в вашу базу данных ProWrite для использования в любых документах и автоматически назначено текущему документу.
Weld Toolbox — CAD — это БЕСПЛАТНАЯ автономная утилита только для ПК , которую можно использовать без систем CAD или другого инженерного программного обеспечения.
Вы, конечно, можете позвонить нам или связаться с нами через веб-сайт, где мы будем рады возможности ответить на любые ваши вопросы в этом посте
AWS Сварочные символы: научитесь рисовать сварочные символы для сварочного чертежа
Все AWS символы сварки взяты из стандарта AWS A2. 4 .
4 .
1. Стыковое соединение
Если у вас есть две заготовки, выровненные примерно в одной плоскости, которые необходимо сваривать, вам следует использовать стыковое соединение. Для большей ясности см. Рисунок ниже:
AWS Сварочный знак для стыкового соединения: Различные типы сварного шва стыкового соединения и их обозначения приведены ниже:
- Сварное стыковое соединение с квадратной канавкой: Если поперечное сечение сварного шва канавка имеет квадратную форму, тогда сварной шов будет называться сварным швом с квадратной кромкой.Сварной шов с квадратной канавкой представлен как:
- Стыковое соединение под сварку с V-образной канавкой: Как видно из названия, поперечное сечение этих типов сварных канавок имеет V-образную форму. Сварной шов с V-образной канавкой можно представить как:
- Стыковое соединение под сварку с фаской и канавкой: Эти типы канавок создаются путем снятия фаски с одной из заготовок. Сварной шов с косой кромкой можно представить как:
 Сварной шов с косой кромкой можно представить как:
Сварной шов с косой кромкой можно представить как:2. Угловое соединение
Прямоугольные сварные соединения L-образной формы называются угловыми соединениями.Обычно угловое соединение выглядит следующим образом:
Символ сварки AWS для угловых соединений: Ниже приведены различные типы угловых соединений и их обозначения:
- Угловое соединение с канавкой под углом: Канавка под углом выполняется снятием фаски. деталей. Угловое соединение со скошенной канавкой может быть представлено как:
- Угловое соединение с J-образной канавкой: Вместо фаски на одну из заготовок для подготовки j-образной канавки дается скругление.Угловые соединения с J-образной канавкой могут быть представлены как:
- Угловое соединение с квадратной канавкой: Квадратные канавки в случае угловых соединений представлены как:
3.
 Тройник
ТройникСварка под прямым углом стыки Т-образной формы называются угловыми. Обычно тройник выглядит следующим образом:
Символ сварки AWS для тройника: Различные типы тройников и их обозначения показаны ниже:
- J-образная канавка Тройник: J- Канавка для Т-образного сварного шва представлена как:
- Канавка под развальцовку Тройник: Канавка под развальцовку под углом создается путем закругления одной из заготовок, но в направлении наружу.См. Ниже:
- Тройник с канавкой под углом: Канавка под углом для Т-образных сварных швов представлена как:
4. Соединение внахлест
Сварные швы между двумя полностью или частично перекрытыми деталями деталь называется соединением внахлест. На рисунке ниже показано соединение внахлест:
Символ сварки AWS для соединения внахлест: Различные типы соединений внахлест и их обозначения показаны ниже:
- Соединение внахлест со скосом канавки: Представлено соединение внахлест со скосом канавки как:
- Соединение внахлест с J-образной канавкой: Соединение внахлест с J-образной канавкой представлено как:
- Соединение внахлест с конической канавкой с развальцовкой: Соединение внахлест с конической канавкой с развальцовкой представлено как:
5.
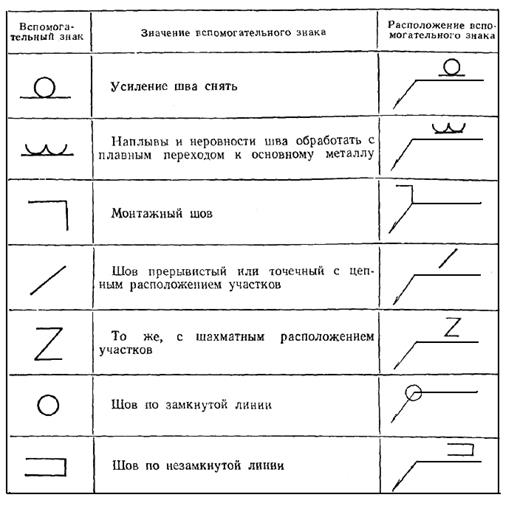 Краевое соединение
Краевое соединениеКогда две заготовки размещаются на двух параллельных или почти параллельных кромках и между двумя заготовками выполняется сварка, сварка называется краевым сварным швом. См. Рисунок ниже для большей ясности:
Символ сварки AWS для краевого соединения: Различные типы краевых соединений и их обозначения показаны ниже:
- Краевое соединение со скосом с пазом: Представлено краевое соединение со скосом с пазом как:
- Кромочное соединение с квадратной канавкой: Кромочное соединение с квадратной канавкой представлено как:
- Краевое соединение с U-образной канавкой: Кромочное соединение с U-образной канавкой представлено как:
Сварочные символы с цифрами | PAKTECHPOINT
- ОБЛАСТЬ ПРИМЕНЕНИЯ
- ССЫЛКА
- ОПРЕДЕЛЕНИЯ
- GENERA
- ЗНАЧЕНИЕ СТРЕЛКИ
Сварочные символы Стандартные символы Сварка Сварные символы Стандартные символы Сварка Сварные символы Стандартные символы сварки 1. В этой статье представлена система для символического представления сварных швов на технических чертежах для облегчения связи между проектировщиками, производителями, производителями и инспектирующим персоналом. В этом стандарте сделана ссылка на Американское сварочное общество (AWS). Последние выпуски, изменения и дополнения к этим документам применяются, если не указано иное. А2.4 Стандартные символы для сварки, пайки и неразрушающего контроля. Стрелка. 4.1 Элементы символа сварки должны иметь стандартное расположение относительно друг друга, как показано на рисунке 1. 5.1 Расположение и элементы символа сварки, показанные на Рисунке 1, очень важны. Полный символ состоит из трех частей: Часть 1, контрольная линия; Часть 2, стрелка и линия, соединяющая контрольную линию с местом сварки; и Часть 3, сами обозначения сварных швов вдоль контрольной линии. 5.2 Контрольная линия должна быть проведена по существу горизонтально, если смотреть с позиции, в которой должны читаться рисунок и символы. 5.4 При использовании обозначения сварного шва со скосом или J-образной канавкой стрелка должна указывать (с определенным изломом или изгибом) в сторону элемента, который должен быть скошен, если иное не очевидно. 5.5 Перпендикулярное плечо символа сварного шва всегда должно быть показано слева. См. Рисунки 6, 7 и 10. РИСУНОК 1 — Стандартное расположение символов сварки Стандартное расположение символов сварки РИСУНОК 2 — Основные символы сварки (2) (иероглифы) Основные символы сварки (2) (иероглифы) РИСУНОК 3 — Дополнительные символы сварных швов Дополнительные символы сварки РИСУНОК 4 — Дизайн стандартных символов сварки (миллиметры) Дизайн стандартных символов сварки (миллиметры) Дизайн стандартных символов сварки (миллиметры) Дизайн стандартных символов сварки (миллиметры) (1) Линейные размеры в миллиметрах. РИСУНОК 5 — Стыковое соединение (сторона стрелки и обозначение другой стороны символа сварного шва с V-образной канавкой) Стыковое соединение РИСУНОК 6 — Угловое соединение (обозначение стрелки и другой стороны символа углового шва) Угловое соединение РИСУНОК 7 — Тавровое соединение (обозначение стороны стрелки и другой стороны символа двойного скругления) Тавровое соединение РИСУНОК 8 — Соединение внахлест (обозначение стороны стрелки и другой стороны обозначения электрозаклепки Соединение внахлест РИСУНОК 9 — Торцевое соединение ( Сторона стрелки и другая сторона Обозначение краевого сварного шва Краевое соединение РИСУНОК 10 — Типичные символы сварки Типичные символы сварки Like Loading. JS1.1 Дизайн швов и символы сварки Раздаточный материал для студентов: Слайд 10. Краевые сварные швы. ИНЖИР. 9. Краевые сварные швы. Загрузите на телефон 3D-печать кромочных сварных швов. Ссылка. Краевой сварной шов — это сварной шов по краю. соединение, фланцевое стыковое соединение или фланцевое угловое соединение, в котором сплавлены элементы на всю толщину. Это не швы с разделкой кромок или угловые швы Однако, если их преобразовать в составляющие их символы, их можно будет легко понять.Есть два основных типа символов сварки: символы со стрелкой и без нее. Каждый тип имеет самостоятельное значение и отвечает за полный набор символов. Символ сварки представляет собой небольшой рисунок, интерпретируемый как поперечное сечение сварного шва. Наиболее распространенные базовые символы, которые нужно выучить, включают буртик, галтель, заглушку или прорезь, канавку или стык. Пять основных сварных соединений включают стыковое соединение, соединение внахлест, тройник, угловое соединение и краевое соединение. Стыковое соединение возникает, когда два элемента размещаются бок о бок или стыкуются. Базовое обозначение сварного шва состоит из трех частей: Линия стрелки: стрелка указывает положение соединения.Стрелка указывает на одну сторону стыка. Это называется СТОРОНОЙ СТРЕЛКИ, а сторона, отличная от стрелки, называется ДРУГАЯ СТОРОНА. Пять основных типов сварных соединений — это стыковое соединение, соединение внахлест, угловое соединение, краевое соединение и Т-образное соединение (вариант этого последнего — крестообразное соединение). Типы сварных соединений: Стык: это соединение, в котором две пластины стыкуются встык друг с другом.Внахлест: соединение внахлест — это когда одна пластина лежит поверх другой пластины. Сварное соединение будет происходить по краю верхней пластины. Тройник: Тройник — это соединение, в котором две металлические пластины расположены под углом 90 градусов, а одна из частей соединяется от края. Выбор наиболее подходящей конструкции соединения для сварочных работ требует особого внимания и навыков. Сварочные символы — это язык, на котором сварщик точно знает, какая сварка необходима. Символ сварки используется как сокращение и может предоставить сварщику всю необходимую информацию для выполнения правильного сварного шва. Основные и дополнительные символы сварки. Символы сварки на чертеже. Стрелка боковая или другая боковая сварка. Обозначение углового шва. Все вокруг сварочного символа. Стыковые (стыковые) сварные швы по чертежу. Различные категории сварных соединений (сварных швов) обозначаются символами, которые в целом аналогичны форме выполняемых сварных швов. Эти символы делятся на следующие категории: (iv) Комбинации элементарных символов.(iii) Определенное количество размеров (4) и условных знаков (3). Вот различные типы сварных швов и символы, которые используются для их обозначения ниже. Угловой шов. Угловой шов используется для выполнения угловых соединений, соединений внахлест и тройников. Обозначения угловых швов обычно имеют треугольную форму в поперечном сечении, и их форма обычно не равнобедренный или прямоугольный, но в любом случае это треугольник. Угловой шов, V-образная канавка, X-образная канавка, U-образная канавка, I-образная канавка — это лишь некоторые из многих.Различные конструкции канавок должны иметь отдельный символ, чтобы свести к минимуму вероятность ошибки. Отв. (ii) 8. Назовите термин для типа сварного шва, имеющего в целом треугольное поперечное сечение, который применяется к Т-образному соединению, угловому соединению или соединению внахлест. i) Угловой шов. ii) Фланцевый сварной шов. iii) факельный сварной шов. iv) Щелевой сварной шов. v) Точечная сварка. Проверить ответ. Что из нижеперечисленного верно в отношении выбора конструкции шарнира? Скорость перемещения, проплавление, скорость наплавки и погонная энергия влияют на сварные швы, используемые в некоторых конструкциях соединений.Прочность точечной сварки указывается как минимальное сопротивление сдвигу в фунтах (ньютонах) на точку и обозначается ____ символом сварного шва. Хорошо сделано! Вы только что изучили 35 семестров! Сварочные символы — это графический способ передачи информации о сварном соединении. Типы сварных соединений Сварное соединение — это термин, используемый для описания места соединения двух или более металлических частей.Чтобы получить качественный сварной шов и обеспечить наиболее экономичное использование присадочного металла, необходимо учитывать конструкцию стыка при сварке любого типа. Булавка на чертеже обозначения сварки. 6 марта 2021 г. — Типы сварных соединений, такие как 5 типов соединений, стыковое соединение, тройниковое соединение, соединение внахлест, угловое соединение, краевое соединение, тройниковое сварное соединение и конструкция сварного соединения. Существует множество различных типов сварных швов, и некоторые из них — угловые швы, сварные швы с разделкой кромок, фланцы, фаски, наплавка, подкладка, заглушка, паз и т. ГЕОМЕТРИЯ СОЕДИНЕНИЙ И СИМВОЛЫ СВАРКИ. Терминология и определения Сварной шов: соединение материалов, вызванное нагревом или давлением. Соединение: конфигурация элементов. Совместная терминология Edge Open & Closed Corner Lap Butt Tee Cruciform. Терминология сварного соединения Соединительная кромка, стыковая пробка, стыковая пробка.Стыковые сварные швы. 2. Тип сварного шва. По сторонам от контрольной линии символ, представляющий либо конструкцию соединения, либо завершенный сварной шов, будет указывать тип сварного шва, с обычными обозначениями сварного шва с разделкой кромок, включая стыковые соединения с призматической фаской, угловые соединения и угловые швы. Точечные швы обозначаются кружками, а швы — кружком, пересеченным двумя параллельными линиями. Модуль 4 — Проектирование сварки Модуль 4 Цели обучения Базовое понимание теплового потока, теплового потока с движущимися источниками тепла, оценка скорости охлаждения и ЗТВ Базовое понимание принципов остаточного напряжения и деформации, а также методов смягчения последствий Понимание конструкции сварного шва, сварных соединений и обозначений сварки Weld Toolbox — САПР — это БЕСПЛАТНАЯ служебная программа для обозначений сварных швов, в которой используются мастера проектирования, которые помогут вам легко задокументировать типы сварных швов, включая символы сварных швов, необходимые для придания вашим документам профессионального вида. Сварка стыковых соединений. Стыковой шов — это соединение двух металлических частей в одной плоскости, которые соединяются непосредственно сваркой. Это наиболее распространенный тип соединения, который используется в более сложных конструкциях и трубных системах. Прямая стрелка указывает места сварки. Линия, обозначенная пунктирной стрелкой, используется для подготовки стыка и разрывается по направлению к детали, которая должна быть скошена.Хвост. Внутри хвоста будет дополнительная информация о сварном шве. Как правило, используемый метод сварки или тип сварочного стержня. Здесь будут размещены спецификации или другие ссылки. описывает типы сварных соединений, понимает прочность сварных соединений, описывает режимы разрушения сварного соединения и проектирует сварные соединения при различных условиях нагружения, включая эксцентрическую нагрузку. используют краевые соединения для создания сварного шва с J-образной канавкой, сварного шва с J-образной канавкой, сварного шва с кромкой-фланцем или стыкового шва с V-образной канавкой, сварного шва с косой канавкой, сварного шва с квадратной канавкой и сварного шва с U-образной канавкой.Некоторые дефекты краевых сварных швов, такие как коррозия, отсутствие плавления, включения шлака и пористость, могут возникать из-за перекрытия положений. 15 ноября, 2017 — Типы сварных швов и сварочные символы ?? ? # сварка # продуктдизайн # дизайн # проектирование Любой символ, который используется для обозначения элемента типа соединения или сварного шва с другой стороны от стрелки, всегда помещается на пунктирной линии.BS 499 и AWS требуют, чтобы символы располагались над контрольной линией (указывающей на другую сторону) или под контрольной линией (указывающей сторону соединения со стрелкой). Рис.1. Типы соединений (a) — (e) Эти различные типы соединений могут быть соединены только двумя типами сварных швов. Во-первых, стыковой шов, когда сварной шов находится в плоскости соединяемых компонентов, и, во-вторых, угловой шов, когда сварной шов полностью или большей частью выходит за пределы плоскости компонентов (рис. 2). Вставные и краевые швы представляют собой несколько особые случаи. и будет обсуждаться позже. o Для определения характеристик двух типов сварных швов. o Определить 5 основных конфигураций (типов) сварных швов. o Определить основные препарирования кромок. o Для интерпретации основных символов сварки в соответствии со спецификациями Американского общества сварщиков (AWS). Наконец, дополнительные символы, которые используются в связи с символами сварки, выглядят следующим образом: Изображение предоставлено: AWS A2.4. Типы суставов. Еще одна важная концепция, с которой следует ознакомиться сварщикам, — это основные типы сварных соединений, которые включают стыковые, угловые, Т-образные, внахлест и краевые соединения. Сварка — это сложное дело, требующее терпения, внимания к деталям и творческого подхода. Чтобы успешно выполнять свою работу, сварщики должны хорошо разбираться в различных методах и приемах, используемых в отрасли, в том числе в типах сварных соединений. Согласно Американскому сварочному обществу (AWS), соединение можно определить как «способ, которым материалы сочетаются друг с другом». Символы показывают требуемую подготовку сварного шва, а тип необходимого сварного шва определяется другими символами.Квадратный приклад. Этот стык не требует подготовки под сварку. Обе пластины имеют квадратные концы, так же как символ отображает два квадратных угла. Одинарный V-образный стык. Одиночное V-образное стыковое соединение имеет сварку под углом 45 ° с одной стороны каждой пластины на всю глубину материала. Сварочные символы Сторона стыка, указанная стрелкой, — это линия, сторона, область или ближайший элемент, на который указывает стрелка Сторона, противоположная стрелке, — это другая сторона Форма сварного шва показана с помощью символов под чертежом Shigley’s Mechanical Engineering Design Рис. Глава 5 — Конструкция сварных швов и символы сварки — бесплатно скачать в формате PowerPoint Presentation (.ppt / .pptx), PDF-файл (.pdf), текстовый файл (.txt) или просмотрите слайды презентации в Интернете. dasda Символ сварного шва на сварном шве базовой платформы Symbol. Расходуемая вставка полностью вокруг Symbol на сварном шве базовой платформы. Название Сварной шов между точками Сварочный шов на строительной площадке Символ со смещением символа Обозначение на базовой платформе №. Название: Объяснение основных символов сварки (с диаграммами) — Google Docs Автор: User Расчет сварных соединений был рассмотрен в следующих девяти лекциях (лекции с 22 по 30).В этой главе описаны основы проектирования сварного соединения, включая параметры, которые получаются после проектирования сварного соединения. Ключевые слова: режимы разрушения, жесткость и жесткость, условия нагружения, обозначение сварки, тип сварного шва и сварного соединения, 22. Давайте поговорим немного об обозначениях сварных швов с разделкой кромок. В этой таблице из AWS D1.1 показаны обозначения, которые будут использоваться в символе \ относительно типа сварного шва, типа соединения, а также толщины основного металла и проплавления. Большинство швов с разделкой кромок, которые вы увидите, имеют размер 4 и 5 對. Тип сварного шва, сквозного плавления — это проплавленный металл сварного шва, выходящий за пределы основного металла на задней стороне соединения, сваренного с противоположной стороны. Сварочные соединения внахлест чаще всего используются для соединения двух деталей разной толщины. Также считается угловым, сварной шов можно выполнять с одной или с обеих сторон. 2.2.2 Последовательность сварки стыков. Чертежи тех соединений или групп соединений, в которых особенно важно тщательно контролировать последовательность и технику сварки, чтобы минимизировать усадочные напряжения и деформации, должны быть отмечены таким образом. Виды сварных швов и их обозначения. Каждый тип сварного шва имеет свой собственный основной символ, который обычно помещается рядом с центром контрольной линии (и выше или ниже нее, в зависимости от того, на какой стороне стыка он находится). Обозначение представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва. • Другой тип сварных соединений — угловые, краевые и тройники, как показано на Рис.ниже. При выборе типа сварки необходимо учитывать следующие основные факторы: 1. Форма требуемого свариваемого компонента, 2. Толщина свариваемых пластин и 3. Направление приложенных сил. pdfsdocuments2 com, таблица символов сварки, советы и рекомендации по сварке, руководство по символам сварки и диаграмма всех типов стыковых углов и, расположение элементов символа сварки, символы сварки, лучшая диаграмма символов сварки американского общества сварщиков, символы и определения сварки, таблица символов сварки aws pdf pdf говорит, что должен быть показан эскиз необходимого сварного шва. Типы сварных соединений. Сварные соединения широко различаются, но их можно проследить до нескольких основных типов соединений. Обычно мы слышим такие термины, как угловой шов, стыковой шов, сварной шов внахлест или угловой шов. Все это суставы, но в них есть вариации.Ниже мы намечаем стыки и даем графическое представление. Типы символов К базовой настройке стрелки и контрольной линии чертежник может применить соответствующий символ или символы для более сложных ситуаций. Обозначения, в частности для дуговой и газовой сварки, часто отображаются в виде поперечного сечения либо конструкции соединения, либо завершенного сварного шва. Сварочные символы AWS для пяти наиболее полезных типов сварных швов. Здесь мы обнаруживаем различные типы сварных соединений и типы стилей сварки, используемых для создания каждого из них. Американское сварочное общество (AWS) определяет соединение как «способ, которым материалы сочетаются друг с другом». сварка безгранична. От авиационной промышленности до автомобилестроения и жилищного строительства невозможно недооценить применение и критический валок. Сварочные символы. Один из важнейших символов сварки — угловой шов. Этот сварной шов является чрезвычайно распространенной практикой при производстве и полевых работах. Этот символ характеризуется прямоугольным треугольником, который представляет собой поперечную форму настоящего углового сварного шва. Угловые швы обычно выполняются на стыке под углом 90 градусов двух перпендикулярных металлических деталей. Сварочные символы 1. Сварные соединения Что такое сварка? Сварка — это эффективный метод создания прочных соединений между двумя или более металлическими деталями.2. Основные типы соединений и термины 3. Типы соединений 4. Расположение символов сварных швов на чертежах 5. Элементарные символы сварки 6. Элементарные символы сварки 7. Пять основных типов сварных соединений: Стыковое соединение. Соединение внахлестку. Тройник. Угловой стык. Кромочный стык. Дизайн каждого стыка влияет на качество и прочность готового сварного шва. Хорошая конструкция стыков основывается на опыте, так как выбор типа сварного стыка для проекта зависит от многих факторов: Тип материала и состояние. Символ сварного шва указывает тип сварного шва, применяемого к детали. Обозначение сварки состоит из нескольких частей, включая контрольную линию, стрелку и символ сварного шва, если это необходимо. Символы в этой книге показывают, как выглядят сварные швы и сварочные символы. Американское общество сварки в своей публикации AWS A2.4: 2007 — Стандартные символы для сварки, пайки и неразрушающего контроля (текущая версия — AWS A2.4: 2012) предлагает различные типы соединений с пазами, которые могут быть одинарными или двойными. Одинарный — только с одной стороны сустава, а двойной — с обеих сторон сустава. Утилита Welding Symbols Utility Tool Download. Weld Toolbox — САПР — это БЕСПЛАТНАЯ служебная программа для сварных соединений и символов сварных швов, в которой используются мастера проектирования, которые помогут вам легко задокументировать типы сварных швов, включая символы сварных швов, необходимые для придания вашим документам профессионального вида. Это автономная утилита для Только ПК, которые можно использовать без систем CAD или другого инженерного программного обеспечения. 1.) Обозначение сварного шва также может быть размещено над контрольной линией, а не под ней. СОЕДИНЕНИЯ СВАРНЫЕ. Итоги лекции По окончании лекции студент сможет определить различные типы сварных соединений. предложить соответствующую подготовку кромок для данных деталей.указывать и интерпретировать символы сварки на чертежах. Сварка — Введение Эффективный метод выполнения неразъемных соединений. Возможность изготовления герметичных соединений, способных выдерживать высокие давления и температуры. Угловой сварной шов помещается в шов между двумя перекрывающимися элементами. Как и в случае стыкового соединения, сварка может выполняться с одной или двух сторон в зависимости от требований на чертеже или обозначении сварки. обозначение сварки Обозначение, состоящее из линии стрелки и контрольной линии, которое может также включать элементарные и дополнительные символы, размеры и / или хвост, используемый на технических чертежах для обозначения типа сварного соединения, расположения и подготовки соединения Примечание 1 к записи: См. Пункт 4. 3.2 базовое обозначение сварки СВАРНЫЕ СОЕДИНЕНИЯ-ПОСТЕР Цена для участников: 20 долларов США Цена для сторонних участников: 20 долларов США.00 18 x 24 — На этом плакате представлены применимые типы сварных швов для стыковых соединений, тройников, соединений внахлест, угловых соединений и краевых (параллельных) соединений. Сварочный символ: Согласно Американскому сварочному обществу (AWS), стандартный символ сварки и важные особенности символа сварки показаны на рис. 9.10. Он указывает тип и спецификацию сварного шва. Область применения
Область применения
Указывает место стыка на чертеже или эскизе.
Базовое обозначение сварного шва.
Указывает тип сварного шва или канавки, см. Рисунки 2 и 10.
Символ окончания.
Если спецификация отделки должна быть расширена, требуется дополнительное примечание.
Справочная линия.
Позволяет различать стороны стыка.
Хвост.
Используется для обозначения спецификации, процедуры сварки, процесса или других ссылок.
Символ сварного шва.
Это идеограмма или графический символ, используемый для обозначения желаемого типа сварного шва. См. Рисунок 2.
Сварка Обозначение
Сварная сборка состоит из ряда элементов, несколько или более из которых используются для определения сварного шва разной степени полноты. Контрольная линия и стрелка являются обязательными элементами. См. Рисунок 1. 4. Общие сведения о сварке
4.2 Основной тип сварного шва (валик, угловой шов, пробка или паз) и подготовка листа или «канавка», в которую должен быть наплавлен сварной шов, должны быть указаны, как показано на рисунке 2.
4.3 Финишная обработка сварного шва отшлифована или отшлифована. заподлицо или выпуклые и дополнительные символы должны быть такими, как показано на рисунке 3.
заподлицо или выпуклые и дополнительные символы должны быть такими, как показано на рисунке 3.
4.4 Производители сварки должны иметь стандартную процедуру или метод подготовки соединения и сварки.
4.5 Обозначения могут использоваться на чертежах сварных конструкций, особенно там, где было бы целесообразно различать «сварные швы по периметру, прерывистые или электрозаклепки».
4.6 См. AWS A2.4 для символов, не охваченных этим стандартом. 5. Значение положения стрелки
5.3 Сторона сварного соединения, которой касается острие стрелки, называется «стороной стрелки», и часть обозначения сварки, относящаяся к ней, должна быть написана под линией отсчета. Сторона сварного шва, противоположная (или противоположная) той, на которую указывает стрелка, известна как «другая сторона», и информация о символах сварки, относящаяся к ней, должна быть написана над линией отсчета. См. Рисунки 5–9.
Сторона сварного шва, противоположная (или противоположная) той, на которую указывает стрелка, известна как «другая сторона», и информация о символах сварки, относящаяся к ней, должна быть написана над линией отсчета. См. Рисунки 5–9.
5.6 Стрелка не должна сломаться, если обе пластины имеют одинаковые канавки (U или V).
5.7 В случае электрозаклепки стрелка должна указывать на внешнюю поверхность одного элемента соединения по средней линии желаемого сварного шва. Элемент, на который он указывает, считается «стороной со стрелкой». См. Рисунок 8.
5.8 На рисунках с 4 по 10 показаны основные и типовые символы сварки, конструкция символа в миллиметрах, значение их расположения, основной тип соединений и значение положения стрелки.
(2) Допуски должны составлять ± 1 мм или ± 1 °, если применимо, если не указано иное.
(3) Все радиусы являются минимальными размерами. Как это:
 ..
.. Типы конструкций сварных соединений и сварочные обозначения
Каковы основные обозначения сварных швов?
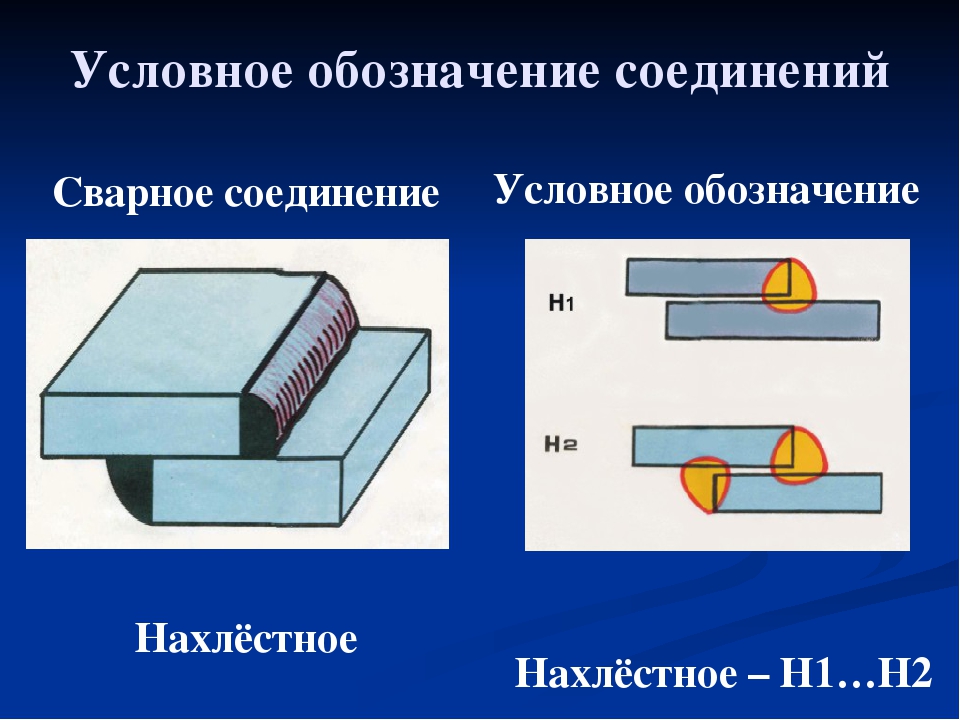 Канавка или стык подразделяются на квадратные, V, скошенные, U, J, с отбортовкой V, с отбортовкой.Чтобы изучить все эти символы и типы, которые они представляют, нужно время.
Канавка или стык подразделяются на квадратные, V, скошенные, U, J, с отбортовкой V, с отбортовкой.Чтобы изучить все эти символы и типы, которые они представляют, нужно время. Какие 5 основных сварных соединений?
Что означает сварной шов?
Какие бывают типы сварных швов?
Конструкция соединений и символы сварки
 Размеры сварного шва с разделкой кромкой. Сварной шов с развальцовкой и V-образной канавкой. Обратный шов, подкладочный шов, наплавочный шов.
Размеры сварного шва с разделкой кромкой. Сварной шов с развальцовкой и V-образной канавкой. Обратный шов, подкладочный шов, наплавочный шов. Типы сварных соединений и их обозначения
 Кроме того, некоторые символы также представляют другой тип процесса сварки, на рисунке 3 он отображает наиболее часто используемые символы сварки.
Кроме того, некоторые символы также представляют другой тип процесса сварки, на рисунке 3 он отображает наиболее часто используемые символы сварки.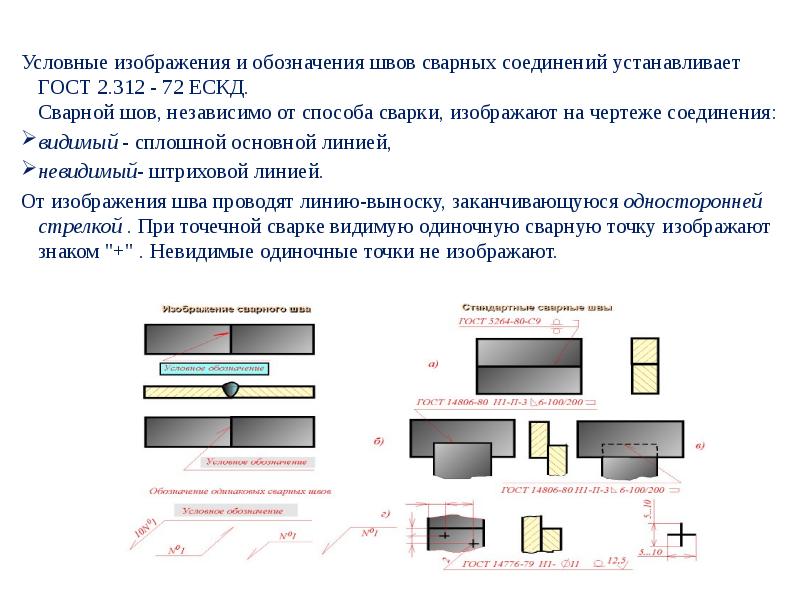 Вместо того, чтобы использовать стрелку и сказать «сварите здесь», символ сварного шва несет более полезную информацию, которая может быть легко понятна сварщику, инженеру, мастеру, руководителю и архитектору.
Вместо того, чтобы использовать стрелку и сказать «сварите здесь», символ сварного шва несет более полезную информацию, которая может быть легко понятна сварщику, инженеру, мастеру, руководителю и архитектору. Руководство по символам сварки
 Д.Я покажу вам, как каждый из них выглядит применительно к каждому типу сварного соединения. По сути, существует 5 основных типов соединений, каждый из которых можно сваривать различными типами сварных швов.
Д.Я покажу вам, как каждый из них выглядит применительно к каждому типу сварного соединения. По сути, существует 5 основных типов соединений, каждый из которых можно сваривать различными типами сварных швов. Виды сварных соединений, обозначения и изображения
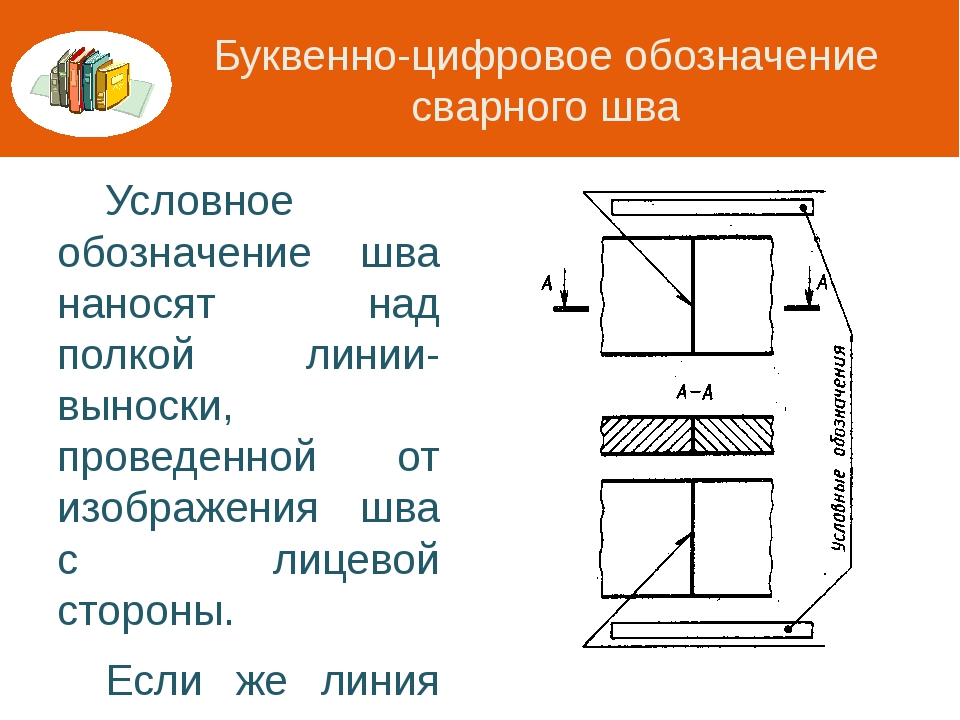 . Утилита включает в себя: все распространенные типы сварных швов; Мастер обозначений сварных швов; Стандартные конфигурации сварных швов
. Утилита включает в себя: все распространенные типы сварных швов; Мастер обозначений сварных швов; Стандартные конфигурации сварных швов 4.2 СВАРНЫЕ СОЕДИНЕНИЯ Сварка — это процесс соединения двух или более металлических частей. Процесс конечно
4.2 СВАРНЫЕ СОЕДИНЕНИЯ Сварка — это процесс соединения двух или более металлических частей. Процесс конечно Геометрия сварного шва и обозначения сварки


Расшифровка обозначений сварных швов
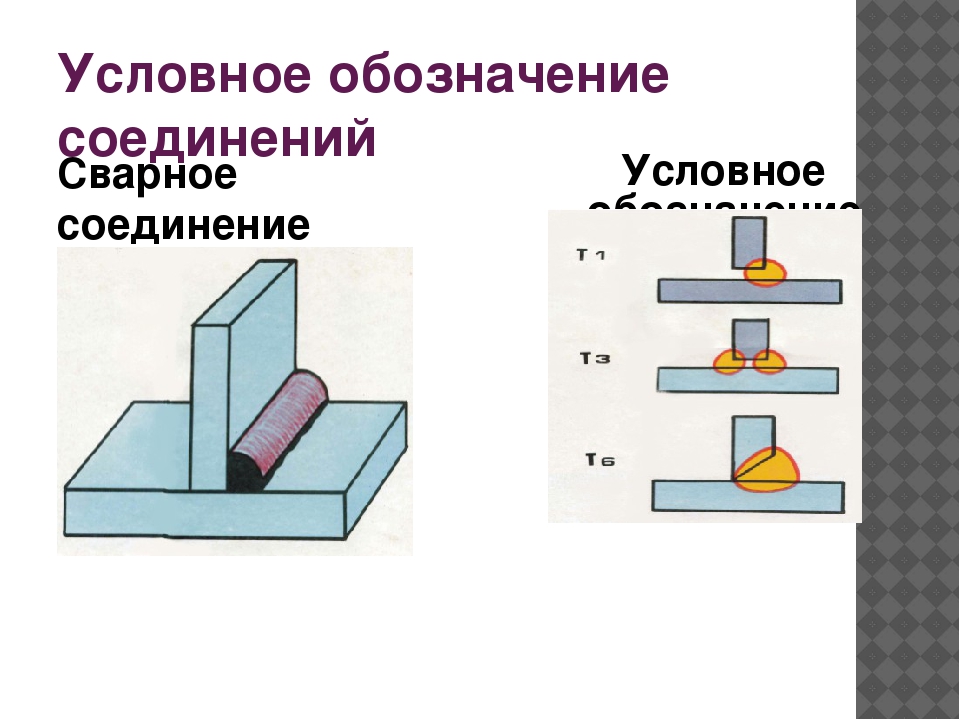 –2
–2 Сварочные символы, поясняющие схему и чертеж
 1 Введение
1 Введение 2.2.3 Размер и длина сварного шва. В контрактных проектных чертежах должна быть указана эффективная длина сварного шва, а для частичного
2.2.3 Размер и длина сварного шва. В контрактных проектных чертежах должна быть указана эффективная длина сварного шва, а для частичного Сварочные символы: схемы и типы
 К распространенным типам сварных швов относятся: Полный сварной шов с проплавлением и канавкой (CJP). Инженеру нужно только указать «CJP» в конце символа сварного шва, когда такой сварной шов требуется, как показано на Рисунке 3. Подрядчик может выбрать, должен ли шов быть односторонним или двусторонним, как
К распространенным типам сварных швов относятся: Полный сварной шов с проплавлением и канавкой (CJP). Инженеру нужно только указать «CJP» в конце символа сварного шва, когда такой сварной шов требуется, как показано на Рисунке 3. Подрядчик может выбрать, должен ли шов быть односторонним или двусторонним, как Сварные соединения и символы
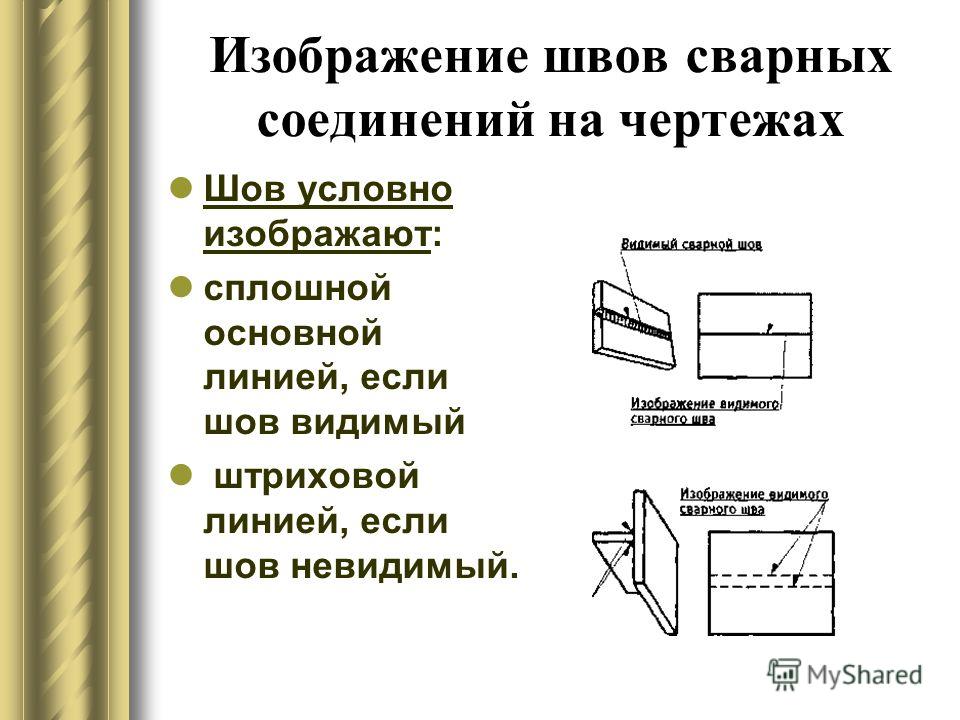 Сварочные символы AWS широко используются для сварочных чертежей.Символы AWS и символы ANSI совпадают. Все обозначения сварных швов AWS взяты из стандарта AWS A2.4. В этой статье мы обсудим пять важных типов сварных соединений и их символы сварки AWS.
Сварочные символы AWS широко используются для сварочных чертежей.Символы AWS и символы ANSI совпадают. Все обозначения сварных швов AWS взяты из стандарта AWS A2.4. В этой статье мы обсудим пять важных типов сварных соединений и их символы сварки AWS.
: подробное руководство о том, как их читать
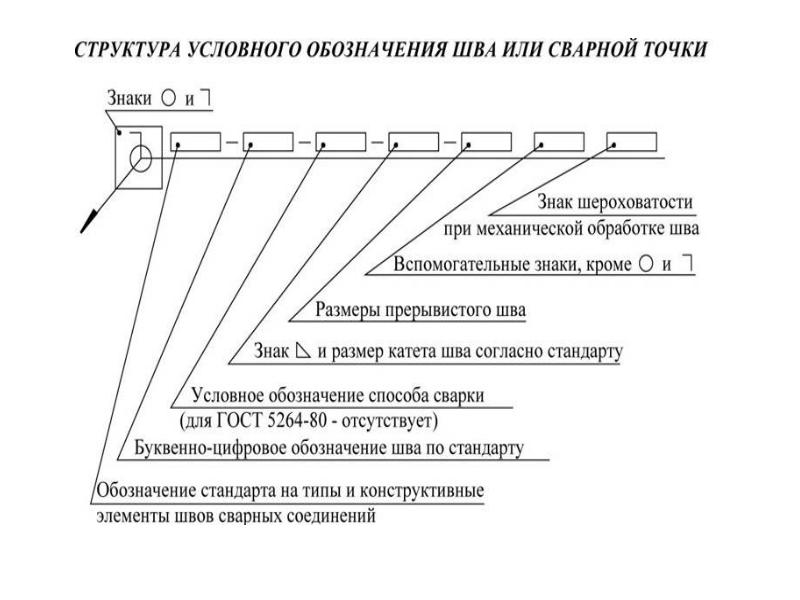 При использовании в соответствии с чертежом существуют определенные требования к дизайну.
При использовании в соответствии с чертежом существуют определенные требования к дизайну.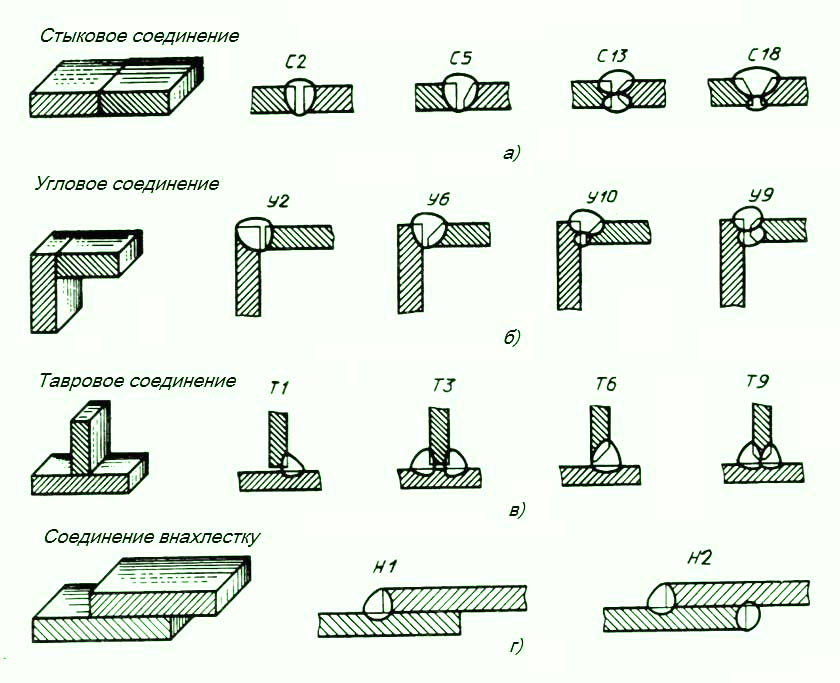 Это размещение важно. Когда символ сварного шва находится ниже контрольной линии, это означает, что сварка должна выполняться на «стороне стрелки» соединения. Например, на рисунке, показанном ниже, угловой шов указан со стороны стрелки.
Это размещение важно. Когда символ сварного шва находится ниже контрольной линии, это означает, что сварка должна выполняться на «стороне стрелки» соединения. Например, на рисунке, показанном ниже, угловой шов указан со стороны стрелки. Руководство по обозначениям и таблица символов сварки Угловой шов и сварной шов с разделкой кромок
 Соединение внахлест может содержать один или несколько сварочных проходов. Соединение внахлест считается угловым сварным швом.
Соединение внахлест может содержать один или несколько сварочных проходов. Соединение внахлест считается угловым сварным швом.