Как сделать «художественные» швы ручной дуговой сваркой❓| Секреты таланливого сварщика Александра Зырянова | Euro Welder
🙏Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Для тех кто не знает, кроме данного (скорее личного) блога, у нас имеется довольно крупное сообщество Вконтакте, которое объединяет огромное количество различных сварщиков, большинство из которых крайне талантливые профессионалы.
В редакцию группы поступают предложенные на публикацию сообщения, большинство которых из категории «работы на оценку». Отбирая такие сообщения мне попались фото довольно забавных и красивых работ молодого сварщика Александра Зырянова:
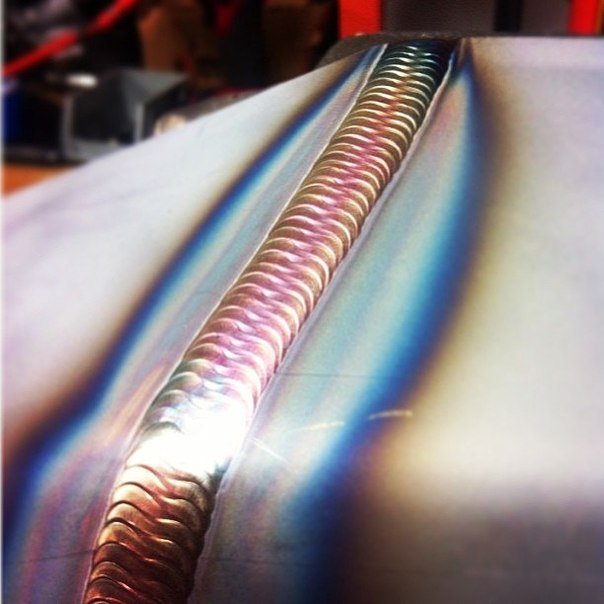
Фото двух типов швов, которые Саша прислал на оценку в группу. Ещё два фото справа->->->Фото двух типов швов, которые Саша прислал на оценку в группу. Ещё два фото справа->->->
Интерес к его наплавочным и отчасти художественным швам у меня созрел потому, что подобные швы, которые сварщиками прозваны «американкой», обычно выполняют аргонно-дуговой сваркой. Однако Саша выполняет их с помощью базовой ручной дуговой сварки плавящимися электродами.
Однако Саша выполняет их с помощью базовой ручной дуговой сварки плавящимися электродами.
Чтобы узнать об этом талантливом сварщике побольше информации, а также узнать все секреты выполнения таких швов, я обратился к нему в личное сообщение. Саша Зырянов оказался очень общительным и интересным собеседником и сразу согласился дать небольшое интервью.
Респондент интервью: Александр Зырянов.Респондент интервью: Александр Зырянов.
-Привет, Саша! Расскажи немного о себе;)
Всем привет! Меня зовут Александр, на данный момент мне 21 год и я сварщик 5го разряда. Вышел с обычной ПТУ, с 5м разрядом, за многие выигранные конкурсы по сварке.
Успел поработать в разных местах и всегда пытаюсь найти себе хорошую работу, чтобы можно было её совмещать с творчеством. На данный момент больше всего свариваю трубопровод и различные узлы. Где можно натренировать свой «скил» на неповоротных стыках в очень неудобном положении.Некоторые фото Саши с работы. Для просмотра всех фото листайте вправо ->->->Ещё фото справа ->->->Ещё фото справа ->->->

Некоторые фото Саши с работы. Для просмотра всех фото листайте вправо ->->->
Для молодого сварщика, я много знаю теории, из-за этого меня часто на новых работах недооценивают, ибо видят: молодой — значит ничего не умеет, но когда в мои руки попадает какое-нибудь изделие — забирают свои слова обратно!) Заслуженно ли я получил 5-й разряд? С одной стороны да — я знаю и могу многое, а с другой нет. Мне кажется нужно быть возрастом старше и опыта на производствах больше.
Каждый сварщик имеет свое мнение о сварке. Лично моё — это искусство, которое меня кормит. Это больше чем работа, это то чем я живу и хочу дальше в этой теме двигаться.
-Саша, расскажи как ты выполняешь эти самые швы, которые прислал на публикацию к нам в группу?
«Американка» РДС Александра Зырянова.
«Американка» РДС Александра Зырянова.
Как делать красиво этот «шайтан» магической палочкой?)) На самом деле всё довольно просто:
Для создания так называемой «американки» я выбираю металл достаточной толщины: от 5 до 12 мм и использую электроды с рутиловым покрытием (Е6013). Но тут стоит отметить, что такой шов невозможно сварить без отрыва дуги, как «аргоном» — он сваривается с отрывом дуги потому что сильно нагревается.Схема «американки» от Саши. «Кругляшки в начале, это маленькая задержка на месте и потом просто доводишь ванну до нужной границы».
Схема «американки» от Саши. «Кругляшки в начале, это маленькая задержка на месте и потом просто доводишь ванну до нужной границы».
Чешуйку (полоску) сделал, оторвал, подождал чтобы шлак стал вишнёвого цвета (800 градусов) — свариваешь следующую и так все. За правило всегда беру около 15 градусов от конца прошлой чешуйки.
Тут необходимо держать в голове границы шва, чтобы не вылезти за его рамки, а у кого плохо с глазомером — лучше отчертить заранее под линейку границы.Вы должны чётко понимать, какой путь преодолеет сварочная ванна, и этот путь нужно повторять чётко ко всем остальным чешуйкам и с одинаковым тактом. Такт в прерывистой сварке очень важен как и в музыке. Время дуги, время остывания шлака, скорость сварки, угол последующих чешуек — все влияет на итог хорошего и красивого шва.
 Вы должны чётко понимать, какой путь преодолеет сварочная ванна, и этот путь нужно повторять чётко ко всем остальным чешуйкам и с одинаковым тактом. Такт в прерывистой сварке очень важен как и в музыке. Время дуги, время остывания шлака, скорость сварки, угол последующих чешуек — все влияет на итог хорошего и красивого шва.
Вы должны чётко понимать, какой путь преодолеет сварочная ванна, и этот путь нужно повторять чётко ко всем остальным чешуйкам и с одинаковым тактом. Такт в прерывистой сварке очень важен как и в музыке. Время дуги, время остывания шлака, скорость сварки, угол последующих чешуек — все влияет на итог хорошего и красивого шва.Силу тока лучше устанавливать чуть выше номинального (нормального рабочего). К примеру, если брать за основу принцип из советских учебников 1мм металла = 20 Ампер, то в при выполнении этих швов можно рассчитывать — 1мм = 25 Ампер.«Американка» РДС Александра Зырянова.
«Американка» РДС Александра Зырянова.
К примеру вот этот шовАвтор работы: Александр Зырянов.
Автор работы: Александр Зырянов.
выполняется точно также, но с большим расстоянием между чешуйками.
Можно также выполнять «точками», как шов на этом фото посередине:Автор работы: Александр Зырянов.
Автор работы: Александр Зырянов.
В целом все эти швы прокладываются классическим зигзагом:Автор работы: Александр Зырянов.
Автор работы: Александр Зырянов.
-Саша, расскажи планы на будущее и пару слов читателям этой статьи.
План если только один, оставить за собой след, вклад, на который можно будет смотреть и говорить, что жизнь прожита не зря. Может даже попытаться создать свою сварочную лигу соревнований. По мне это очень круто быть Кеном Блоком в сварочном мире и задавать свои тренды и стили:))
А читателям желаю только самого наилучшего, ровной дуги и бесконечного электрода!Ещё один шов Александра Зырянова напоследок 🙂
Ещё один шов Александра Зырянова напоследок 🙂
Не забудьте оценить старания и полезную информацию от коллеги в комментариях, а также оценить статью по справедливости 😉
С Уважением Euro Welder.
Методы сварки
Сварка нержавеющей стали
Сварка всех изделий, изготовленных из нержавеющей стали на заводе НПО ПМП Вентиляция, осуществляется аргонно-дуговым методом, с защитой «корня шва» инертным газом. Суть метода показана ниже.
На фото выше, представлена лицевая сторона сварного шва. Сваривали два листа нержавеющей стали толщиной 1,5 мм, сварка производилась аргонно-дуговым методом. Температура в зоне сварки доходит до 2000 ºС, что приводит к быстрому окислению расплавленного и разогретого металла при его взаимодействии с кислородом воздуха. Для предотвращения данного процесса в зону сварки подают инертный газ, в данном случае аргон. Аргон вытесняет воздух, и окисление не происходит. На фото хорошо видно, что в защитной среде аргона сталь практически не окисляется, шов выглядит ровным.
На фото выше, представлен тот же самый сварной шов, но после химической очистки (химического травления) в среде раствора кислот. В процессе химической очистки удаляются оксиды железа, образующиеся в процессе сварки в зоне шва, поверхность изделия очищается от попавших на нее, в процессе производства, соединений железа и органики.
На фото выше, мы видим обратную сторону сварного шва – его корень. Если лицевая сторона шва, там, где происходит сварка, обдувается инертным газом, то на другой стороне шва обдув отсутствует. Кислород воздуха легко вступает в химическую реакцию с сильно разогретым металлом, образуя неровный пористый шов с большим содержанием окислов.
На фото выше, это тот же корень шва, но после химической очистки. Очень хорошо видно, что даже длительное химическое травление не способно убрать все окислы из пористой структуры и очистить шов. В результате, это место имеет пониженную прочность и будет подвергаться коррозии. Кроме этого, в некоторых технологических процессах, с использованием труб и деталей из нержавеющей стали, наличие такого дефекта недопустимо.
Надо отметить, что некоторые производители для исключения такого дефекта, проваривают пластины с одной стороны не на полную глубину, сваривается только верхний слой пластин глубиной 0,5 – 1,0 мм. Результат очевиден – пониженная стойкость шва к механическим нагрузкам.
На фото выше, тоже представлена обратная сторона сварного шва (корень). Метод сварки тот же самый, толщина свариваемых листов нержавеющей стали 1,5 мм, но в процессе сварки, производился обдув обратной стороны шва инертным газом. В результате, мы имеем листы, сваренные по всей толщине, и отсутствие повреждений шва кислородом воздуха на корне.
На фото выше, тот же самый шов (корень), но после химической очистки. Корень шва чистый, не имеет выступов, края пластин сварены по всей толщине. Данный шов будет прочным и коррозионно стойким. На такую поверхность отлично ложатся полимерные покрытия, например тефлон и его производные.
Сварка углеродистой (черной) стали
Чаще всего углеродистую сталь сваривают полуавтоматическим способом с присадкой из нержавеющей стали и обдувом смесью углекислого газа и аргона. Этот метод хорош для крупных изделий с толщиной стенок от 3,0 мм и более. Корень шва не обдувается инертным газом, так как провар металла происходит не на всю толщину. Кроме этого, брызги расплавленного металла сильно портят внешний вид изделий. Для предотвращения данного эффекта, поверхность изделий, в месте сварки, предварительно покрывают специальной жидкостью.
Кроме этого, брызги расплавленного металла сильно портят внешний вид изделий. Для предотвращения данного эффекта, поверхность изделий, в месте сварки, предварительно покрывают специальной жидкостью.
На двух фотографиях выше, показаны сварные швы, выполненные полуавтоматическим методом. После механической очистки, поверхность окрашена. Швы сильно выделяются на поверхности изделия даже после механической обработки и покраски.
Что такое сварка? Определение, процессы и типы сварных швов
Сварка — это производственный процесс, при котором две или более детали соединяются вместе с помощью тепла, давления или обоих, образуя соединение по мере охлаждения деталей.
Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву. Готовое сварное соединение может называться сварной конструкцией.
Соединяемые детали называются исходным материалом. Материал, добавленный для формирования соединения, называется наполнителем или расходным материалом. По форме эти материалы могут быть названы основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. Д.
Расходные материалы обычно выбираются подобными по составу основному материалу, таким образом формируя однородный сварной шов, но бывают случаи, например, при сварке хрупких чугунов, когда используется наполнитель с совершенно другим составом и, следовательно, свойствами. Такие сварные швы называют неоднородными.
Готовое сварное соединение может называться сварной конструкцией.
Содержание данной статьи:
- Как работает сварка?
- Общие конфигурации сварных соединений
- Виды сварных соединений
- Характеристики готовых сварных швов
- Типы сварки
Как работает сварка?
Соединение металлов
В отличие от пайки и пайки, при которых не плавится основной металл, сварка представляет собой процесс с высокой температурой плавления основного материала. Обычно с добавлением наполнителя.
Обычно с добавлением наполнителя.
Нагрев при высокой температуре вызывает сварочную ванну из расплавленного материала, которая остывает, образуя соединение, которое может быть прочнее, чем основной металл. Давление также можно использовать для создания сварного шва, наряду с нагревом или отдельно.
Он также может использовать защитный газ для защиты расплавленного металла и присадочного металла от загрязнения или окисления.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед приложением тепла и давления и, наконец, материалам дают остыть для плавления. Способы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение дерева
При сварке древесины для соединения материалов используется тепло, выделяемое трением. Соединяемые материалы подвергаются большому давлению, прежде чем линейное движение трения создает тепло для соединения деталей друг с другом.
Соединяемые материалы подвергаются большому давлению, прежде чем линейное движение трения создает тепло для соединения деталей друг с другом.
Это быстрый процесс, который позволяет соединить древесину без клея и гвоздей за считанные секунды.
Общие совместные конфигурации
Стыковое соединение
Соединение концов или краев двух частей под углом друг к другу 135-180 ° включительно в области соединения.
Тавровое соединение
Соединение между концом или краем одной части и лицевой стороной другой части, при этом части составляют угол друг к другу от более 5 до 90 ° включительно в области соединения.
Угловое соединение
Соединение между концами или краями двух частей, составляющих угол друг к другу более 30, но менее 135 ° в области соединения.
Краевое соединение
Соединение краев двух частей под углом друг к другу от 0 до 30 ° включительно в области стыка.
Крестообразное соединение
Соединение, в котором две плоские пластины или два стержня приварены к другой плоской пластине под прямым углом и на одной оси.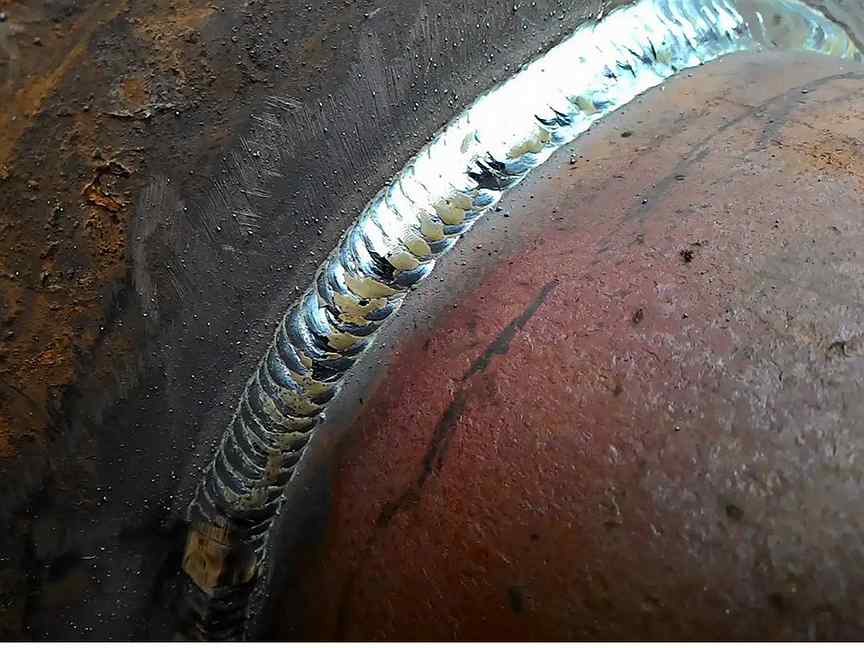
Соединение внахлест
Соединение между двумя перекрывающимися частями, образующими угол между собой 0-5 ° включительно в области сварного шва или сварных швов.
Типы сварных соединений
1. Сварные швы в зависимости от конфигурации
Стыковой и угловой швы
Стыковые швы
Щелевой сварной шов
Соединение между двумя перекрывающимися компонентами, выполненное путем наложения углового сварного шва по периферии отверстия в одном компоненте таким образом, чтобы соединить его с поверхностью другого компонента, открытой через отверстие.
Выбор способа сварки и применяемой технологии:
1-е решение: способ сварки-сварка в щелевую разделку: 1 слой за 1 проход-сварка в щелевую разделку: 1 слой за 2 прохода-сварка в щелевую разделку: 1 слой с колебаниями (спецгорелка с колебаниями электрода)
2-е решение: применяемая технология-орбитальная сварка, полный оборот 360°-орбитальная сварка, два полуоборота на спуск-орбитальная сварка, два полуоборота на подъём
Варианты сварки в щелевую разделку:
Электрозаклёпка
Сварка выполняется путем заполнения отверстия в одном компоненте заготовки присадочным металлом так, чтобы соединить его с поверхностью перекрывающегося компонента, открытого через отверстие (отверстие может быть круглым или овальным).
2. Сварные швы на основе проникновения
Шов с полным проплавлением
Сварное соединение, при котором металл шва полностью проникает в соединение с полным проплавлением корня. В США предпочтительным термином является шов с полным проплавлением (CJP, см. AWS D1.1).
Сварной шов с частичным проплавлением
Сварной шов, в котором проплавление намеренно меньше полного проплавления. В США предпочтительным термином является шов с частичным проплавлением (PJP).
3. Сварные швы с учетом доступности:
односторонний шов / двусторонний шов
Характеристики готовых сварных швов
схема стыкового шва / схема углового шва
Какие существуют типы сварки и для чего они используются?
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности.
Вот некоторые из них:
Дуговая сварка
В категорию дуговой сварки входит ряд общих ручных, полуавтоматических и автоматических процессов.
К ним относятся:
- сварка в среде инертного газа (MIG),
- сварка штучной сваркой,
- сварка вольфрамовым электродом в среде инертного газа (TIG),
- дуговая сварка вольфрамовым электродом (GTAW),
- газовая сварка, сварка в среде активного газа (MAG),
- дуговая сварка порошковой проволокой (FCAW),
- газовая дуговая сварка металлическим электродом (GMAW),
- дуговая сварка под флюсом (SAW),
- дуговая сварка в среде защитного металла (SMAW)
- плазменная сварка.
В этих технологиях обычно используется присадочный материал, и они в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никель и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и др.
Лазерная сварка
Используемый для соединения термопластов или металлических деталей, в этом процессе используется лазер для создания концентрированного тепла, идеально подходящего для сварки бугров, глубоких сварных швов и высокой скорости соединения. Благодаря простоте автоматизации, высокая скорость сварки, с которой может выполняться этот процесс, делает его идеальным для применения в больших объемах, например, в автомобильной промышленности. Сварка лазерным лучом может выполняться на воздухе, а не в вакууме, например, при соединении электронным лучом.
Благодаря простоте автоматизации, высокая скорость сварки, с которой может выполняться этот процесс, делает его идеальным для применения в больших объемах, например, в автомобильной промышленности. Сварка лазерным лучом может выполняться на воздухе, а не в вакууме, например, при соединении электронным лучом.
Контактная сварка
Это быстрый процесс, который обычно используется в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная сварка швом. При точечной сварке используется тепло, передаваемое между двумя электродами, которое прикладывается к небольшой площади, когда детали зажимаются вместе. Шовная сварка похожа на точечную сварку, за исключением того, что электроды заменяются вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
Сварка трением
Методы сварки трением соединяют материалы с использованием механического трения. Это можно сделать различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение генерирует тепло, которое смягчает смешанные материалы, создавая связь по мере их охлаждения. Способ, которым происходит соединение, зависит от точного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и ротационная сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, поскольку оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не поддаются сварке.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
Центр Сварки 21 предлагает один из самых обширных наборов услуг.
Точное отслеживание шва при роботизированной сварке за счет улучшенного подхода к обработке изображений

Чен Б., Фенг Дж. (2014) Моделирование процесса подводной влажной сварки на основе визуального датчика и датчика дуги. Ind Robot 41 (3): 311–317
Артикул Google Scholar
Chen, S.B., Zhang, Y., Qiu, T. et al. (2003) «Роботизированные сварочные системы с визуальным контролем и самообучающимся нейронным управлением динамическим процессом дуговой сварки»: журнал интеллектуальных и роботизированных систем 36, 191–208.
Shao WJ, Liu XF, ZiJun W (2019) Надежный метод обнаружения сварных швов, основанный на фильтре твердых частиц для лазерной сварки с использованием пассивного видеодатчика. Int J Adv Manuf Technol 104 (5-8): 2971–2980
Статья Google Scholar
Вэй С., Конг М., Лин Т., Чен С. (2011) Трехмерное отслеживание сварного шва для роботизированной сварки с помощью технологии композитных датчиков. Ind Robot 38 (5): 500–508
Артикул Google Scholar

Rout A, Deepak BBVL, Biswal BB (2019) Достижения в методах отслеживания сварных швов для роботизированной сварки: обзор. Robot Comput Integr Manuf 56: 12–37
Статья Google Scholar
Ye Z, Fang G, Chen S, Zou JJ (2013) Система отслеживания шва на основе пассивного зрения для импульсной сварки MAG. Int J Adv Manuf Technol 67: 1987–1996
Статья Google Scholar
Zhang Z, Yu H, Lv N, Chen S (2013) Обнаружение дефектов в режиме реального времени при импульсной GTAW алюминиевых сплавов с помощью онлайн-спектроскопии. J Mater Process Technol 213 (7): 1146–1156
Артикул Google Scholar
Lv N, Xu Y, Zhang Z, Wang J, Chen B, Chen S (2013) Зондирование звука и моделирование динамических характеристик дуги во время процесса импульсной GTAW из алюминиевого сплава. Sens Rev 33 (2): 141–156
Статья Google Scholar

Zhang Y, Gao X (2014) Анализ характеристик ванны расплава с использованием тени во время лазерной сварки дисков высокой мощности. Int J Adv Manuf Technol 70: 1979–1988
Статья Google Scholar
Чен З, Гао Х (2014) Определение ширины сварочной ванны с использованием инфракрасного изображения во время сварки мощным волоконным лазером аустенитной нержавеющей стали типа 304. Int J Adv Manuf Technol 74: 1247–1254
Статья Google Scholar
Gu WP, Xiong ZY, Wan W (2013) Автономная система сбора и отслеживания шва для многопроходной сварки на основе видеодатчика. Int J Adv Manuf Technol 69: 451–460
Статья Google Scholar
Fang Z, Xu D, Tan M (2011) Самонастраивающийся нечеткий контроллер на основе технического зрения для отслеживания углового сварного шва. Транзакции IEEE / ASME по мехатронике 16 (3): 540–550
Статья Google Scholar

Tian Y-Z, Liu H-F, Li L, Wang W-B, Feng J-C, Xi F-F, Yuan G-J (2020) Надежная идентификация сварного шва в зависимости от исследуемой области. Adv Manuf 8 (4): 473–485
Статья Google Scholar
Zou Y, Wang Y, Zhou W, Chen X (2018) Система управления отслеживанием шва в реальном времени на основе лазерного видения. Opt Laser Technol 103: 182–192
Статья Google Scholar
Wu K, Wang T, He J, Liu Y, Jia Z (2020) Автономное распознавание швов и извлечение элементов для многопроходной сварки на основе сети наведения кромок лазерной полосы. Int J Adv Manuf Technol 111 (9): 2719–2731
Статья Google Scholar
Ян Л., Лю И, Пэн Дж. (2020) Усовершенствования методов структурированного светового зондирования в интеллектуальных сварочных роботах: обзор. Int J Adv Manuf Technol: 1–20

Huang Y et al (2017) Новая двухканальная система отслеживания сварного шва для сварных швов Т-образных стыков самолетов.Int J Adv Manuf Technol 91 (1-4): 751–761
Артикул Google Scholar
Zhang L, Ke W, Ye Q, Jiao J (2014) Новый датчик лазерного зрения для определения линии шва на роботе, который карабкается по стенам. Opt Laser Technol 60: 69–79
Статья Google Scholar
Shao WJ, Yu H, Zhang Y (2018) Новый метод обнаружения сварного шва для пространственного сварного шва узкого стыкового соединения при лазерной сварке.Opt Laser Technol 99: 39–51
Артикул Google Scholar
Xu Y, Fang G, Lv N, Chen S, Jia Zou J (2015) Технология компьютерного зрения для отслеживания швов в роботизированных GTAW и GMAW. Robot Comput Integr Manuf 32: 25–36
Артикул Google Scholar

Xue B et al (2019) Метод обнаружения узких стыковых швов на основе зрения и роботизированная система отслеживания швов.Датчики 19.5: 1144
Артикул Google Scholar
Fang Z, Xu D, Tan M (2010) Самонастраивающийся нечеткий контроллер на основе технического зрения для отслеживания углового сварного шва. IEEE / ASME Transactions по мехатронике 16 (3): 540–550
Статья Google Scholar
Xu Y, Yu H, Zhong J, Lin T, Chen S (2012) Технология контроля за швом в реальном времени во время процесса GTAW сварочного робота на основе пассивного датчика обзора.J Mater Process Technol 212 (8): 1654–1662
Артикул Google Scholar
Ли Дж-П и др. (2014) Исследование оптимальных алгоритмов для поиска стыков при сварке GMA. Int J Eng Sci Innov Technol 3: 370–380
Google Scholar

Якову Д., Аартс Р., Мейер Дж. (2005) Интеграция датчиков для процессов роботизированной лазерной сварки. Международный конгресс по применению лазеров и электрооптики.Vol. 2005. No. 1. Laser Institute of America
Bandari YK, Williams SW, Ding J, Martina F (2015) Аддитивное производство больших конструкций: роботизированные системы или системы ЧПУ. Материалы 26-го Международного симпозиума по изготовлению твердых тел произвольной формы, стр. 12-14
Деннис Дж. Х. и др. (1997) Влияние параметров сварки на излучение ультрафиолетового света, образование озона и CrVI при сварке MIG. Летопись гигиены труда 41 (1): 95–104
Google Scholar
Agapiou G, Kasiouras C, Serafetinides AA (1999) Подробный анализ спектра MIG для разработки лазерных датчиков отслеживания шва. Opt Laser Technol 31 (2): 157–161
Статья Google Scholar

Zou Y, Chen T (2018) Система отслеживания швов с лазерным зрением, основанная на обработке изображений и отслеживании оператора непрерывной свертки. Opt Lasers Eng 105: 141–149
Статья Google Scholar
Сяо Р и др. (2019) Алгоритм адаптивного извлечения признаков для отслеживания нескольких типичных швов на основе видеодатчика при роботизированной дуговой сварке. Датчики Актуаторы A Phys 297: 111533
Артикул Google Scholar
Wang, Nianfeng et al (2020) Надежный метод распознавания сварных швов в условиях сильного шума, основанный на визуализации структурированного света. Robot Comput Integr Manuf 61: 101821
Артикул Google Scholar
He Y, Xu Y, Chen Y, Chen H, Chen S (2016) Обнаружение профиля сварного шва и выделение характерных точек для многопроходного планирования маршрута на основе модели визуального внимания. Robot Comput Integr Manuf 37: 251–261
Robot Comput Integr Manuf 37: 251–261
Статья Google Scholar
Xu Y, Lv N, Zhong J, Chen H, Chen S (2012) Исследование информации об отслеживании трехмерного сварного шва в режиме реального времени в процессе роботизированной GTAW на основе технологии композитных датчиков. J Intell Robot Syst 68 (2): 89–103
Статья Google Scholar
Xu Y, Lv N, Fang G, du S, Zhao W, Ye Z, Chen S (2017) Отслеживание сварного шва в роботизированной газовой дуговой сварке металла. J Mater Process Technol 248: 18–30
Артикул Google Scholar
Ван Кью, Ченг Й., Цзяо В., Джонсон М.Т., Чжан Ю.М. (2019) Совместная сварка человека и робота в виртуальной реальности: пример дуговой сварки газом вольфрамом. J Manuf Process 48: 210–217
Артикул Google Scholar

Xu Y, Fang G, Chen S, Zou JJ, Ye Z (2014) Обработка изображений в реальном времени для визуального отслеживания сварных швов в роботизированной GMAW. Int J Adv Manuf Technol 73 (9-12): 1413–1425
Артикул Google Scholar
Ye Z, Fang G, Chen S, Dinham M (2013) Надежный алгоритм удаления сварного шва, основанный на предварительных знаниях о сварном шве. Sens Rev 33 (2): 125–133
Артикул Google Scholar
Истина, лежащая в основе коррозии сварных швов — и как с ней бороться
До недавнего времени основная причина коррозии и утечек из точечных отверстий в водяных спринклерных системах пожаротушения не была хорошо изучена.Таким образом, было много неправильных представлений о причинах выхода из строя пожарных спринклерных труб, что в конечном итоге привело к дорогостоящей замене труб.
Один из самых распространенных мифов , касающихся коррозии, состоял в том, что пожарная спринклерная труба была дефектной — этот миф принимал множество различных форм и варьировался от акцента на трубе, произведенной за границей, до сосредоточения внимания на переработанной стали, содержащейся в трубе.
Коррозия сварного шва: определение и причины
Есть несколько причин, по которым в отрасли противопожарной защиты возникла мысль о материальной проблеме с трубопроводами пожаротушения.Во многих случаях во время процесса мониторинга коррозии то, что было ошибочно принято за дефект материала, на самом деле можно отнести к типу кислородной коррозии, называемой Коррозия сварного шва , также называемая Коррозия пореза ножа .
Потенциал кислородной коррозии этого типа создается, когда труба сваривается сопротивлением в процессе производства. Чрезвычайно высокая температура, используемая для сварки металла, создает зону теплового воздействия (HAZ), которая существенно изменяет структуру зерен металла.Эта ЗТВ создается только в областях, непосредственно прилегающих к сварному шву. Если труба не подвергается термообработке и все частицы металла не нормализованы, ЗТВ создаст в трубе область, которая будет преимущественно подвергаться коррозии.
Как и любая кислородная коррозия, коррозия сварного шва агрессивно удаляет металл со стенок трубы. Однако коррозия сварного шва визуально отличается, и, в отличие от кислородной коррозии, точечная коррозия, коррозия сварного шва создает узкую выемку по длине трубы ( см. Фото выше) .Некоторые случаи коррозии сварных швов настолько отчетливы, что кажется, что металл был удален в процессе механической обработки.
Изменение стандартов NFPA
NFPA 13: Стандарт для установки спринклерных систем определяет свойства материала для черных металлических пожарных спринклерных труб посредством включения стандартов ASTM A795, ASTM A53 и ASTM 135. ASTM 135 — это стандартная спецификация для электрического сопротивления- сварная стальная труба и является наиболее распространенным стандартом, по которому производятся черные стальные трубы для систем пожаротушения.Коррозия сварного шва обычно считается причиной утечек из точечных отверстий , потому что большая часть пожарных спринклерных труб, используемых в противопожарных спринклерных системах, производится в соответствии с ASTM 135.
В 2013 году NFPA 13 во всем мире обратилось к тому факту, что азот является жизнеспособной альтернативой сжатому воздуху в борьбе с коррозией в спринклерных системах сухого или предварительного срабатывания. Следующее издание NFPA 13, выпущенное в 2016 году, пошло еще дальше в рассмотрении кислорода как основной причины коррозии в спринклерных системах пожаротушения, поскольку требует, чтобы вентиляционное отверстие было установлено на любой спринклерной системе влажного пожаротушения, в которой использовалась металлическая труба (см. фото) .
По мере того, как отрасль противопожарной защиты продолжает осознавать основную причину коррозии в спринклерных системах мокрого, сухого и предварительного срабатывания, миф о материально дефектных пожарных спринклерных трубах начнет исчезать, и можно будет сосредоточить внимание на внедрении решений , который предотвратит возгорание.
утечки из спринклерной системы.
Как контролировать коррозию сварных швов
Контроль коррозии сварных швов требует ограничения количества свободного кислорода, попадающего в трубопроводную сеть через атмосферу.Для влажных систем это может быть достигнуто путем размещения вентиляционного отверстия в системе , чтобы обеспечить выход для захваченного воздуха, когда система наполняется водой.
Для спринклерных систем с сухим пожаром и пожаротушения с предварительным срабатыванием замена традиционного воздушного компрессора на генератор азота и добавление вентиляционного отверстия для удаления кислорода позволит очистить трубопроводную сеть от газообразного кислорода.
*****
Чтобы получить более полное представление о примерах и методах борьбы с коррозией сварных швов , загрузите нашу подробную техническую документацию ниже.
Сварка швов — обзор
5 Герметизация пакетов
Пакеты также можно разделить на герметичные и негерметичные категории. Настоящее герметичное уплотнение предотвратит проникновение загрязняющих веществ (жидких, твердых или газообразных) в течение неопределенного периода времени. Однако на практике это нереально. Даже в идеально герметичной структуре со временем будут происходить явления диффузии, позволяя более мелким молекулам, таким как гелий или водяной пар, проникать через барьерную среду и в конечном итоге достигать равновесия внутри упаковки.
Настоящее герметичное уплотнение предотвратит проникновение загрязняющих веществ (жидких, твердых или газообразных) в течение неопределенного периода времени. Однако на практике это нереально. Даже в идеально герметичной структуре со временем будут происходить явления диффузии, позволяя более мелким молекулам, таким как гелий или водяной пар, проникать через барьерную среду и в конечном итоге достигать равновесия внутри упаковки.
Настоящая герметичная упаковка должна быть сделана из металла, керамики или стекла. Органические упаковки или упаковки с органическим уплотнением могут первоначально пройти испытание на скорость утечки, описанное выше, но в конечном итоге они позволят водяному пару проходить внутрь и наружу и не являются действительно герметичными. Межсоединения через металлический корпус могут быть изолированы уплотнениями стекло-металл с использованием стекла, которое соответствует тепловому коэффициенту расширения металла.
Герметичный корпус изолирует установленный внутри контур в безопасной среде, обычно в азоте, который получают из источника жидкого азота. Азот этого типа очень сухой, с содержанием влаги менее 10 частей на миллион. В качестве дополнительной меры предосторожности открытый корпус с установленной внутри замкнутой схемой подвергают воздействию повышенной температуры, обычно 150 ° C, в вакууме для удаления абсорбированного и адсорбированного водяного пара и других газов перед герметизацией. Для дополнительной надежности содержание влаги внутри упаковки не должно превышать 5000 ppm. Этот показатель ниже точки росы при 0 ° C, что гарантирует, что любая выпадающая вода будет в виде льда, который не так опасен, как вода в жидкой форме.
Азот этого типа очень сухой, с содержанием влаги менее 10 частей на миллион. В качестве дополнительной меры предосторожности открытый корпус с установленной внутри замкнутой схемой подвергают воздействию повышенной температуры, обычно 150 ° C, в вакууме для удаления абсорбированного и адсорбированного водяного пара и других газов перед герметизацией. Для дополнительной надежности содержание влаги внутри упаковки не должно превышать 5000 ppm. Этот показатель ниже точки росы при 0 ° C, что гарантирует, что любая выпадающая вода будет в виде льда, который не так опасен, как вода в жидкой форме.
Герметичный корпус значительно повышает надежность схемы за счет защиты от загрязнения, особенно активных устройств. Активное устройство подвержено ряду возможных механизмов отказа, таких как коррозия и инверсия, и может подвергаться воздействию чего-то столь же чистого, как дистиллированная деионизированная вода, которая может выщелачивать фосфор из пассивирующего оксида с образованием фосфорной кислоты, которая, в свою очередь, может повредить алюминиевые контактные площадки.
5.1 Методы герметизации металлических упаковок
Обычно на металлических упаковках используются три типа крышек: куполообразные, плоские и ступенчатые.Они изготовлены из сплава ASTM F-15 с теми же требованиями к покрытию, что и упаковки. Куполообразная крышка предназначена для использования с пакетами платформ и может быть приварена к выступу или припаяна. Плоская крышка предназначена для использования с упаковкой ванны и обычно припаивается к упаковке. Ступенчатая крышка изготавливается путем фототравления канавки в сплошном листе сплава F-15, в результате чего получается фланец толщиной около 0,004 дюйма (0,1 мм). Эта крышка предназначена для приварки швом к упаковке ванны. Когда крышки предназначены для пайки, заготовка из желаемого припоя обычно прикрепляется к внешнему периметру нижней части крышки.
Плоская крышка или ступенчатая крышка могут быть припаяны к упаковке вручную, с помощью нагретой плиты или в печи. Хотя плита работает несколько быстрее, металлический корпус действует как теплоотвод, одновременно отводя тепло от области уплотнения и повышая температуру внутри упаковки, если только стеклянные шарики, используемые для изоляции проводов, не проходят полностью по периферии упаковки, явно непрактичное требование. Кроме того, утечки через припой или продувки, вызванные разницей давления между внутренней и внешней частью корпуса, будут происходить, если только давление окружающей среды снаружи корпуса не будет увеличиваться с той же скоростью, что и давление внутри, создаваемое нагреванием корпуса. упаковка.Из-за повышения температуры внутри упаковки использовать эпоксидную смолу для крепления компонентов рискованно, если только стеклянные шарики не выступают по периферии упаковки, как описано ранее. Герметизация припоем может выполняться в ленточной печи в атмосфере азота. Азот предотвращает окисление припоя, а также обеспечивает благоприятную среду для замкнутой цепи. Для герметизации печи обычно требуется определенная степень фиксации, чтобы обеспечить достаточное давление на крышку для устранения утечек без выдавливания припоя из-под крышки, когда он расплавится.
Кроме того, утечки через припой или продувки, вызванные разницей давления между внутренней и внешней частью корпуса, будут происходить, если только давление окружающей среды снаружи корпуса не будет увеличиваться с той же скоростью, что и давление внутри, создаваемое нагреванием корпуса. упаковка.Из-за повышения температуры внутри упаковки использовать эпоксидную смолу для крепления компонентов рискованно, если только стеклянные шарики не выступают по периферии упаковки, как описано ранее. Герметизация припоем может выполняться в ленточной печи в атмосфере азота. Азот предотвращает окисление припоя, а также обеспечивает благоприятную среду для замкнутой цепи. Для герметизации печи обычно требуется определенная степень фиксации, чтобы обеспечить достаточное давление на крышку для устранения утечек без выдавливания припоя из-под крышки, когда он расплавится.
Параллельная сварка швов выполняется путем создания серии перекрывающихся точечных швов путем пропускания пары электродов вдоль края крышки. Выравнивание крышки по отношению к упаковке имеет решающее значение и может быть длительной и утомительной работой, так как с упаковкой нужно обращаться через громоздкие перчатки внутри камеры запечатывания. В результате процесс выравнивания часто выполняется за пределами камеры уплотнения, при этом крышка прикрепляется к упаковке в двух местах с помощью небольших точечных сварных швов.Ступенчатая крышка значительно облегчает процесс и увеличивает выход продукции, поскольку требует значительно меньше энергии, чем плоская крышка большей толщины. Хотя процесс запечатывания является сравнительно медленным по сравнению с однократной сваркой, упаковку, запечатанную сваркой параллельными швами, можно легко удалить, отшлифуя край крышки. Поскольку крышка имеет толщину всего около 0,004 дюйма (0,1 мм) в области уплотнения, это может быть легко выполнено за один проход шлифовального круга. С минимальной полировкой области уплотнения упаковки можно надежно прикрепить еще одну крышку.
Выравнивание крышки по отношению к упаковке имеет решающее значение и может быть длительной и утомительной работой, так как с упаковкой нужно обращаться через громоздкие перчатки внутри камеры запечатывания. В результате процесс выравнивания часто выполняется за пределами камеры уплотнения, при этом крышка прикрепляется к упаковке в двух местах с помощью небольших точечных сварных швов.Ступенчатая крышка значительно облегчает процесс и увеличивает выход продукции, поскольку требует значительно меньше энергии, чем плоская крышка большей толщины. Хотя процесс запечатывания является сравнительно медленным по сравнению с однократной сваркой, упаковку, запечатанную сваркой параллельными швами, можно легко удалить, отшлифуя край крышки. Поскольку крышка имеет толщину всего около 0,004 дюйма (0,1 мм) в области уплотнения, это может быть легко выполнено за один проход шлифовального круга. С минимальной полировкой области уплотнения упаковки можно надежно прикрепить еще одну крышку.
Некоторые классы упаковок с фланцем могут быть запломбированы с помощью процесса, называемого выступающей или однократной сваркой. В этом процессе электрод помещается вокруг фланца на упаковке, и большой импульс тока проходит через крышку и упаковку, создавая сварной шов. Следует отметить, что для этих комплектов требуется сверхмощное оборудование для контактной сварки, способное обеспечивать давление 500 фунтов на квадратный дюйм (3500 кПа) и 12000 А на погонный дюйм сварного шва. Основными преимуществами однократной сварки являются более короткое время процесса и более дешевый пакет.Основным недостатком является сложность снятия крышки для ремонта цепи внутри, что обычно приводит к разрушению упаковки, которую затем необходимо заменить.
В этом процессе электрод помещается вокруг фланца на упаковке, и большой импульс тока проходит через крышку и упаковку, создавая сварной шов. Следует отметить, что для этих комплектов требуется сверхмощное оборудование для контактной сварки, способное обеспечивать давление 500 фунтов на квадратный дюйм (3500 кПа) и 12000 А на погонный дюйм сварного шва. Основными преимуществами однократной сварки являются более короткое время процесса и более дешевый пакет.Основным недостатком является сложность снятия крышки для ремонта цепи внутри, что обычно приводит к разрушению упаковки, которую затем необходимо заменить.
5.2 Способы герметизации керамических пакетов
Керамические упаковки в этом контексте считаются структурами, которые позволяют толстой или тонкой пленочной подложке находиться внутри во многом таким же образом, как и металлическая упаковка. Керамические конструкции с рисунками металлизации, позволяющими непосредственно устанавливать компоненты, будут называться многокристальными керамическими корпусами. Керамические корпуса для гибридных схем обычно состоят из трех слоев оксида алюминия. Нижний слой может быть металлизирован, и это обычно зависит от того, как монтировать подложку. Кольцо из оксида алюминия прикреплено к нижнему слою со стеклом, и свинцовая рамка зажата между этим кольцом и верхним кольцом со вторым стеклянным уплотнением. Верхнее кольцо может быть металлизировано, чтобы обеспечить герметичность крышки припоем, или может быть оставлено открытым, чтобы обеспечить герметичное соединение стекла.
Керамические корпуса для гибридных схем обычно состоят из трех слоев оксида алюминия. Нижний слой может быть металлизирован, и это обычно зависит от того, как монтировать подложку. Кольцо из оксида алюминия прикреплено к нижнему слою со стеклом, и свинцовая рамка зажата между этим кольцом и верхним кольцом со вторым стеклянным уплотнением. Верхнее кольцо может быть металлизировано, чтобы обеспечить герметичность крышки припоем, или может быть оставлено открытым, чтобы обеспечить герметичное соединение стекла.
Самый распространенный метод герметизации керамических корпусов — это припой.Во время производственного процесса покрытие из тугоплавкого металла или комбинации металлов, таких как вольфрам или сплав молибдена и марганца, обжигается на керамической поверхности по периферии зоны уплотнения. По завершении поверхность последовательно никелируется и позолочается. Крышка, сделанная из сплава ASTM F-15, покрывается таким же способом и припаивается к корпусу со сплавом 80% Au-20% Sn, и обычно в печи с атмосферой азота.
Менее дорогостоящий, но также и менее надежный метод герметизации заключается в использовании стекла с низкой температурой плавления для герметизации керамической крышки непосредственно на керамической упаковке.Это позволяет полностью избежать использования золота, что значительно снижает стоимость материала. Стеклу требуется температура около 400 ° C для герметизации, в отличие от припоя Au – Sn около 300 ° C. Стеклянное уплотнение в некоторой степени подвержено механическим и термическим нагрузкам, особенно на границе раздела между стеклом и упаковкой.
У этих двух методов есть общая проблема; трудно снять крышку для ремонта, не сделав упаковку непригодной для дальнейшего запечатывания. Альтернативный подход, имеющий все более широкое применение, — это припаять кольцо из сплава ASTM F-15, которое было покрыто никелем и золотом, как описано выше, на уплотняемую поверхность керамического корпуса.Тогда можно использовать сварку параллельными швами с присущими ей преимуществами для ремонта. Этот подход также часто используется для керамических многослойных корпусов, предназначенных для многокристальной упаковки.
Этот подход также часто используется для керамических многослойных корпусов, предназначенных для многокристальной упаковки.
5.3 Подходы к негерметичной упаковке
Термин «негерметичная упаковка» охватывает ряд конфигураций и материалов, все из которых в конечном итоге допускают проникновение влаги и / или других загрязняющих веществ в элементы схемы. Большинство методов включают инкапсуляцию одним или несколькими полимерными материалами, наиболее распространенными из которых являются методы формования и псевдоожиженного слоя.
В технологиях литья под давлением и литья под давлением используются термопластичные полимеры, такие как акрил или стирол, для покрытия цепи. При трансферном формовании материал нагревается и переносится под давлением в закрытую форму, в которую помещен контур. С другой стороны, материал нагревается в резервуаре и нагнетается в форму под действием поршня при литье под давлением.
В методе псевдоожиженного слоя используется эпоксидный порошок, который постоянно перемешивается потоком воздуха. Покрываемый контур нагревают до температуры, превышающей температуру плавления эпоксидной смолы, и помещают в эпоксидный порошок. Эпоксидная смола плавится и прилипает к цепи, а ее толщина зависит от времени и температуры предварительного нагрева.
Оба метода используются для инкапсуляции гибридов и индивидуальных устройств и подходят для массового производства. Весь процесс может быть выполнен по цене всего в несколько центов за контур. Покрытия механически достаточно прочны. Эти покрытия также устойчивы ко многим химическим веществам и имеют гладкую твердую поверхность, подходящую для маркировки.
Fabrisonic запускает сверхмощный сварочный аппарат SonicLayer X̅
Компания Fabrisonic, специализирующаяся на 3D-печати на твердотельном металле, выпустила аппарат для сварки швов SonicLayer X̅, который, как он утверждает, в два раза мощнее, чем существующие на рынке модели.
Аппараты для сварки швов обычно используются для соединения металлической фольги или листов вместе для таких применений, как непрерывные трубы и швы, солнечные панели, аноды и катоды батарей, а также соединители. Новый запатентованный Fabrisonic 10 000W SonicLayer X̅, как сообщается, обеспечивает более высокую скорость движения, более толстые материалы, более высокую прижимную силу и предлагает больший выбор материалов, чем другие доступные модели.
Новый запатентованный Fabrisonic 10 000W SonicLayer X̅, как сообщается, обеспечивает более высокую скорость движения, более толстые материалы, более высокую прижимную силу и предлагает больший выбор материалов, чем другие доступные модели.
«Увеличение мощности ультразвуковой сварки до 10 000 Вт расширяет возможности сварщика металлических швов», — сказал Марк Норфолк, генеральный директор Fabrisonic. «Это включает в себя увеличение скорости, увеличение ширины / толщины материала и новый набор металлических сплавов, включая нержавеющую сталь, инконель и даже тугоплавкие металлы».
SonicLayer X̅ Четыре сварных шва создают герметичное уплотнение на меньшем кармане из алюминиевой фольги. Фото через Fabrisonic.Технология Fabrisonic UAM
Запатентованная компанией Fabrisonic технология ультразвукового аддитивного производства (UAM) представляет собой гибридный процесс трехмерной печати металла, в котором ультразвуковые колебания используются для сварки слоев металлической фольги в трехмерную форму. Полученная модель затем может быть обработана на станке с ЧПУ для обеспечения более сложных функций.
Полученная модель затем может быть обработана на станке с ЧПУ для обеспечения более сложных функций.
UAM подходит для 3D-печати интегрированной электроники благодаря своей способности работать при низких температурах, а также позволяет выполнять 3D-печать на высокой скорости. Компания Fabrisonic запатентовала UAM в 2017 году, а два года спустя выпустила свою машину SonicLayer 1200 на базе UAM.
С момента своего основания в 2011 году компания поддерживала многочисленные партнерские отношения с НАСА, работая со специалистом по оптическим датчикам Lunar Innovations над 3D-печатью датчиков непосредственно на топливной трубе НАСА, и приступила к проекту SBIR по объединению различных аморфных сплавов в коррозионно-стойкие. Мультиметаллическая облицовка.
В 2018 году Fabrisonic и Лаборатория реактивного движения НАСА начали изучать, как можно использовать UAM для производства теплообменников, напечатанных на 3D-принтере. Ранее в этом году партнеры объявили, что они разработали более выгодные теплообменники с 3D-печатью для спутников с использованием SonicLayer 1200 от Fabrisonic, а в июне решили продолжить сотрудничество по производству теплообменников с 3D-печатью UAM для космических аппаратов НАСА.
Совсем недавно Fabrisonic получил сертификат ISO 9001: 2015 для системы менеджмента качества (QMS), лежащей в основе ее технологии UAM.Аккредитация распространяется не только на СМК, но и на продукцию, оборудование и услуги НИОКР компании, связанные с UAM.
SonicLayer X̅ Seam Welder может производить отводы батарей из широкого диапазона металлов, включая соединение разнородных металлов. меньше. Фото через Fabrisonic.The SonicLayer X̅
Февральский отчет Crystal Market Research предсказывает значительное развитие и «колоссальный» рост рынка ультразвуковых сварочных аппаратов для швов металла. Сварочный аппарат SonicLayer X̅ от Fabrisonic основан на нескольких патентах и технологиях, охватывающих десятилетний опыт работы в UAM.
Согласно Fabrisonic, SonicLayer X̅ почти вдвое превосходит конкурирующие продукты на рынке. Аппарат для шовной сварки оснащен продольным ультразвуком для создания полностью склеенных твердотельных сварных швов и может использоваться в любом приложении, где требуется соединение металлической фольги или листов вместе.
При мощности 10 000 Вт SonicLayer X̅ может сваривать со скоростью до 250 дюймов в минуту и шириной до дюйма. Способный работать с алюминием, медью, нержавеющей сталью, никелевыми сплавами и композитами с металлической матрицей, шовный сварщик может оказывать прижимную силу до 10 000 ньютонов.SonicLayer X̅ также разработан, чтобы быть более эффективным, он может объединять больше слоев за один проход.
SonicLayer X̅ успешно производит различные виды фольги для электрических соединений, батарей и гибких шунтов. Этот аппарат для шовной сварки также использовался для сварки комбинаций разнородных металлов, таких как Cu / Ag, Cu / Al и Al / Fe.
Помимо возможности высокоскоростного производства электрических систем, SonicLayer X̅ также может использоваться для упаковки из металлической фольги, сварки листового металла, облицовки и выборочного армирования.
Шовная сварка SonicLayer X̅ в действии для создания медной фольги на медной шине малого размера. Фото через Fabrisonic.
Подпишитесь на информационный бюллетень 3D Printing Industry , чтобы получать последние новости в области аддитивного производства. Вы также можете оставаться на связи, подписавшись на нас в Twitter и поставив нам лайк на Facebook.
Ищете карьеру в аддитивном производстве? Посетите Задания для 3D-печати , чтобы узнать о вакансиях в отрасли.
Подпишитесь на наш канал на YouTube , чтобы получать последние видеоролики, обзоры и повторы веб-семинаров для 3D-печати.
На изображении показано SonicLayer X̅ Четыре шва сварных шва создают герметичное уплотнение на меньшем кармане из алюминиевой фольги. Фото через Fabrisonic.
Лист алюминиевый для шовной сварки (принт № 4420979). Фотографические оттиски
Фотопечать алюминиевой пластины со швом
Два сварщика приваривают алюминиевые металлические пластины к изогнутому каркасу большого куполообразного резервуара для жидкого метана на острове Канви. Фотография Хайнца Зинрама. Дата: 1966 г.
Фотография Хайнца Зинрама. Дата: 1966 г.
© Мэри Эванс / Коллекция Хайнца Цинрама
Идентификатор носителя 4420979
1966 Алюминий Canvey Камера Строительство Темно Хайнц Исторический История Освещение Установить Установка Установка Остров Светлый Жидкость Метан Комбинезон Крыша Шов Тень танк Метро Сварка Сварщик Сварка Сварные швы Работа Работающий Работает Зинрам
10 дюймов x8 дюймов (25×20 см) Печать
Наши фотопринты напечатаны на прочной бумаге архивного качества для яркого воспроизведения и идеально подходят для обрамления
check
Pixel Perfect Guaranteeчек
Изготовлен из высококачественных материаловпроверить
Изображение без кадра 20.3 x 24,7 см (прибл.)check
Профессиональное качество отделкиклетка
Размер продукта 20,3 x 25,4 см (прибл.)Наши водяные знаки не появляются на готовой продукции
Напечатано на бумаге архивного качества, обеспечивающей непревзойденную стабильность изображения и яркую цветопередачу с точной цветопередачей и плавными тонами. Напечатано на профессиональной бумаге Fujifilm Crystal Archive DP II плотностью 234 г / м2. 10×8 для пейзажных изображений, 8×10 для портретных изображений.Размер относится к бумаге, используемой в дюймах.
Напечатано на профессиональной бумаге Fujifilm Crystal Archive DP II плотностью 234 г / м2. 10×8 для пейзажных изображений, 8×10 для портретных изображений.Размер относится к бумаге, используемой в дюймах.
Код товара dmcs_4420979_676_0
Фотографическая печать Плакат Печать Печать в рамке Пазл Поздравительные открытки Печать на холсте Художественная печать Печать в рамке Установленное фото Стеклянная подставка Коврик для мыши Премиум обрамление Подушка Сумка Металлический принт Стеклянная рамка Акриловый блок Стеклянные коврики
Полный ассортимент художественной печати
Наши стандартные фотоотпечатки (идеально подходят для кадрирования) отправляются в тот же или на следующий рабочий день, а большинство других товаров отправляется на несколько дней позже.
Фотопечать (8,50–182,43 доллара)
Наши фотопринты напечатаны на прочной бумаге архивного качества для яркого воспроизведения и идеально подходят для кадрирования.
Плакат (13,37–72,97 долларов)
Бумага для плакатов архивного качества, идеально подходит для печати больших изображений
Печать в рамке (54,72 доллара — 279,73 доллара)
Наши современные репродукции в рамке профессионально сделаны и готовы повесить на вашу стену
Пазл (34 доллара.04 — 46,21 долл. США)
Пазлы — идеальный подарок на любой случай
Поздравительные открытки (7,26–14,58 долларов США)
Поздравительные открытки для дней рождения, свадеб, юбилеев, выпускных, благодарностей и многого другого
Печать на холсте (36,48–304,05 долл. США)
Профессионально сделанные, готовые к развешиванию Отпечатки на холсте — отличный способ добавить цвет, глубину и текстуру любому пространству.
Репродукция изобразительного искусства (36,48 — 486,49 долларов)
Наши репродукции репродукций произведений искусства соответствуют стандартам самых критичных музейных кураторов. Они имеют мягкую текстурированную естественную поверхность, что делает их еще лучше, чем оригинальные произведения искусства.
Они имеют мягкую текстурированную естественную поверхность, что делает их еще лучше, чем оригинальные произведения искусства.
Печать в рамке (54,72 доллара — 304,05 доллара)
Наш оригинальный ассортимент британских принтов в рамке со скошенным краем
Фото (15,80 — 158,10 долларов)
Фотопринты поставляются в держателе для карт с индивидуальным вырезом, готовом к обрамлению
Glass Coaster (9,72 доллара)
Индивидуальная стеклянная подставка под столешницу. Элегантное полированное безопасное закаленное стекло и подходящие термостойкие коврики также доступны
Коврик для мыши (17,02 доллара США)
Фотопечать архивного качества на прочном коврике для мыши с нескользящей подложкой.Работает со всеми компьютерными мышками.
Премиум обрамление (109,45–352,70 долл. США)
Наши превосходные фоторамки премиум-класса профессионально сделаны и готовы повесить на вашу стену
Подушка (30,39 $ — 54,72 $)
Украсьте свое пространство декоративными мягкими подушками
Большая сумка (36,43 доллара США)
Наши сумки-тоут изготовлены из мягкой прочной ткани и оснащены ремнем для удобной переноски.
Metal Print (71,76 — 485 долларов.28)
Сделанные из прочного металла и роскошной техники печати, металлические принты оживляют изображения и добавляют современный вид любому помещению
Стеклянная рамка (27,96 — 83,93 доллара)
Крепления из закаленного стекла
идеально подходят для настенного дисплея, а меньшие размеры также можно использовать отдельно с помощью встроенной подставки.
Acrylic Blox (36,48 — 60,80 долларов)
Обтекаемая, современная односторонняя привлекательная настольная печать
Стеклянные коврики (60 долл.80)
Набор из 4 стеклянных ковриков. Элегантное полированное безопасное стекло и термостойкое. Также доступны подходящие подстаканники
В чем разница между точечной сваркой и сваркой швов? — Сварочные классы Near Me
У вас дома много лет есть сварочный аппарат, и вы думаете, что с ним делать? Вы подумываете о покупке сварочного аппарата для домашнего ремонта, но не знаете, какой метод сварки вы собираетесь использовать? Что ж, у вас есть несколько вариантов, но наиболее подходящим, вероятно, будет либо точечная, либо шовная сварка. Обе эти формы сварки происходят, когда кто-то прикладывает давление к обеим металлическим кускам, которые они хотят сварить вместе. Обе эти формы сварки считаются контактной сваркой из-за приложения электрического тока, который проходит через оба листа металла и создает тепло; это также сплавит вместе 2 куска металла.
Обе эти формы сварки происходят, когда кто-то прикладывает давление к обеим металлическим кускам, которые они хотят сварить вместе. Обе эти формы сварки считаются контактной сваркой из-за приложения электрического тока, который проходит через оба листа металла и создает тепло; это также сплавит вместе 2 куска металла.
Что такое точечная сварка?
Если вы ищете метод сварки, который позволит вам быстро соединить 2 куска металла вместе, то, скорее всего, вам понадобится точечная сварка.Обычно это процесс сварки, который люди используют, если собираются научиться сварке впервые. Точечная сварка — это метод сварки, в котором используются 2 медных электрода, которые используются для выработки тепла, необходимого для начала сварки.
Точечная сварка отлично подходит, если вы хотите сваривать куски металла шириной от 0,5 до 3 мм. Точечная сварка также обычно используется для сварки листового металла и проволочной сетки. Самое замечательное в этом процессе то, что для его работы не требуется защитный газ. Кроме того, вы можете использовать либо специальный аппарат для точечной сварки (у нас есть руководство для них), либо вы можете использовать сварочный аппарат MIG, оснащенный комплектом.
Кроме того, вы можете использовать либо специальный аппарат для точечной сварки (у нас есть руководство для них), либо вы можете использовать сварочный аппарат MIG, оснащенный комплектом.
Видео предоставлено Pro Spot International. В нем обсуждается процесс точечной сварки сопротивлением.
* Это реклама: вы можете получать деньги за фотографирование. Нажмите здесь, чтобы узнать больше
В чем преимущества точечной сварки?
Точечная сварка дает ряд преимуществ тем, кто решит ее выполнить.Ниже приведены некоторые из преимуществ точечной сварки.
- Это одна из самых эффективных платформ для сварки небольших металлических деталей друг с другом.
- Не требует присадочного металла или флюсов.
- Не требует много времени для обучения и не требует глубокого понимания выполняемой деятельности.
- Сварщики не используют открытый огонь при точечной сварке.
- Точечной сваркой можно сваривать куски металла толщиной до 0,25 дюйма.
- Точечная сварка может использоваться для сварки металлов как ручным, так и автоматическим способом.
- Точечная сварка позволяет сваривать несколько металлов одновременно.

Какие недостатки у точечной сварки?
Ничто, что дает преимущество, не оставляет без внимания недостаток (это правда жизни). Точечная сварка не исключение. Ниже приведены некоторые недостатки точечной сварки.
- Для более толстых металлов потребуется другой способ сварки, поскольку он лучше всего работает с тонкими металлами.
- Некоторые металлы должны быть специально подготовлены, чтобы обеспечить успешную точечную сварку.
- Выполняет слабые сварные швы
Где применяется точечная сварка?
Точечная сварка обычно используется в ряде отраслей, включая аэрокосмическую, бытовую, железнодорожную, металлическую мебель, автомобилестроение, электронику, медицинское строительство и строительство. Он обычно используется в местах, где требуется высокая степень автоматизации, поскольку его очень легко комбинировать с роботами и системами управления.
Он обычно используется в местах, где требуется высокая степень автоматизации, поскольку его очень легко комбинировать с роботами и системами управления.
Что такое сварка швов?
Если вы хотите сваривать небольшие точки, но все же хотите получить прочные сварные швы, шовная сварка, вероятно, лучший способ для вас.Шовный сварной шов получается, когда к стыку двух металлических частей прикладываются одновременно тепло и давление. Два распространенных типа сварных швов — это угловые швы и стыковые швы.
В швахиспользуются вращающиеся электроды, которые являются основным ингредиентом для получения прочного сварного шва сопротивлением качению. В шовной сварке замечательно то, что ее можно выполнять как сварочными аппаратами TIG, так и MIG. Несмотря на то, что он известен тем, что используется для небольших поверхностей, он также отлично подходит, когда вы хотите сваривать большие куски металла.
![]() youtube.com/embed/VSoiCTODx58?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/VSoiCTODx58?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Видео предоставлено TechTrixInfo. Здесь рассказывается о том, как работает шовная сварка.
Каковы преимущества шовной сварки?Шовная сварка также дает несколько преимуществ, например, перечисленных ниже:
- Обеспечивает намного меньшее перекрытие, чем при точечной сварке
- Шовная сварка позволяет выполнять сварные швы с невероятно высокой скоростью, и, поскольку она полностью автоматическая, она намного быстрее, чем точечная сварка.
- Шовная сварка не требует использования флюса или присадочного материала.
- Шовная сварка позволяет получить герметичные и водонепроницаемые уплотнения. Преимущество этого в том, что это помогает создавать металлические конструкции, которые нуждаются в защите от утечки воздуха или воды.
- При шовной сварке можно выполнять сварку только по прямым и равномерно изогнутым линиям
- Шовная сварка может стать проблемой, когда вы свариваете слишком толстый материал (сварка шва может быть сложной задачей, когда вы свариваете отдельный лист толщиной более 3 мм).

Где применяется шовная сварка?
Шовная сварка также находит применение во многих областях. Например, шовная сварка иногда используется в местах, где требуются герметичные уплотнения, например, при сборке топливных баков. Шовная сварка также используется для сварки труб и труб, поскольку при этом не используются сплавы металлов, что означает отсутствие сварных швов, которые могут испортить внешний вид труб / трубок.
Шовная сварка также используется для изготовления резервуаров из листового металла для бензина, керосина и других жидкостей.
В чем разница между точечной сваркой и шовной сваркой?
Точечная сварка лучше подходит для сварки небольших материалов с перекрытием. Точечная сварка имеет ручной режим, а шовная сварка — нет. Шовная сварка отлично подходит для сварных швов, которым требуется герметичное уплотнение (помните, что точечная сварка, как правило, не самая лучшая в целом. Она также отлично подходит для сварных швов, которые необходимо выполнять постоянно, например, для размещения цепочек точечных швов.
Журнал аквакультуры
Журнал науки об аквакультуре ( JoAS ) — это средство обмена информацией и научной работой в области аквакультуры, публикуемое в рамках Программы исследований аквакультуры, PSDKU Banyuwangi в Университете Эйрланга.Опубликованные научные работы включают; рыбоводство, методы воспроизводства и борьбы с болезнями, среда аквакультуры и биотехнология. Журнал науки о аквакультуре принимает оригинальные статьи, обзоры статей, короткие сообщения и технические отчеты. Журнал науки о аквакультуре издается два раза в год (апрель и октябрь). Статья опубликована в оригинальной работе автора, не отражающей мнение редакции. Автор несет ответственность за свои статьи, опубликованные в этом журнале.Редактор имеет право принять и отклонить или внести исправления без изменения смысла написания. Инструкции по написанию журнала перечислены в меню о нас. Корреспонденция о рукописях, которые будут опубликованы, подписке и т. Д., Может быть адресована редактору.
ISSN 2550-0910 (печатный)
ISSN 2579-4817 (онлайн)
проиндексировано:
Объявления
Плата за оформление статьи | |
| Начиная с октября 2020 года, авторы должны платить сбор за публикацию статьи в размере 300 000 (IDR), этот сбор включает процесс рецензирования и публикации.Вы получите счет на оплату публикации и номер пункта назначения по электронной почте. | |
| Опубликовано: 2021-01-01 | |
Опубликован «ЖУРНАЛ АКВАКУЛЬТУРЫ НАУКИ ТОМ 6, 2 (2021)» | |
Опубликован «ЖУРНАЛ АКВАКУЛЬТУРЫ НАУКИ ТОМ 6, № 2 (2021)» | |
| Размещено: 2021-10-30 | |
