Как быстро научиться варить потолочные швы электродом
Как быстро научиться варить потолочный шов электродомМногие сварщики не любят варить потолочные швы, поскольку это самое неудобное и тяжёлое положение в сварке. Тем не менее, если нужно овладеть профессиональными знаниями сварщика, варить потолочные швы, так или иначе, придется.
Тем более что без сварки вертикальных соединений никак не получится выполнить ряд определённых работ. Неповоротные стыки труб или верхние элементы металлического каркаса, требуют потолочного шва.
Как варить потолочные швы и что следует знать? Можно ли быстро овладеть техникой сварки потолочных швов, самостоятельно?
Из-за чего возникают сложности при сварке в верхнем положении
Сварка потолочных швов востребована на многих предприятиях. К тому же, даже если придётся варить чисто для себя, то и здесь не обойтись без этих знаний. Данное умение обязательно пригодится, если вы решитесь сварить беседку или металлический гараж, а также при выполнении другой работы со сваркой.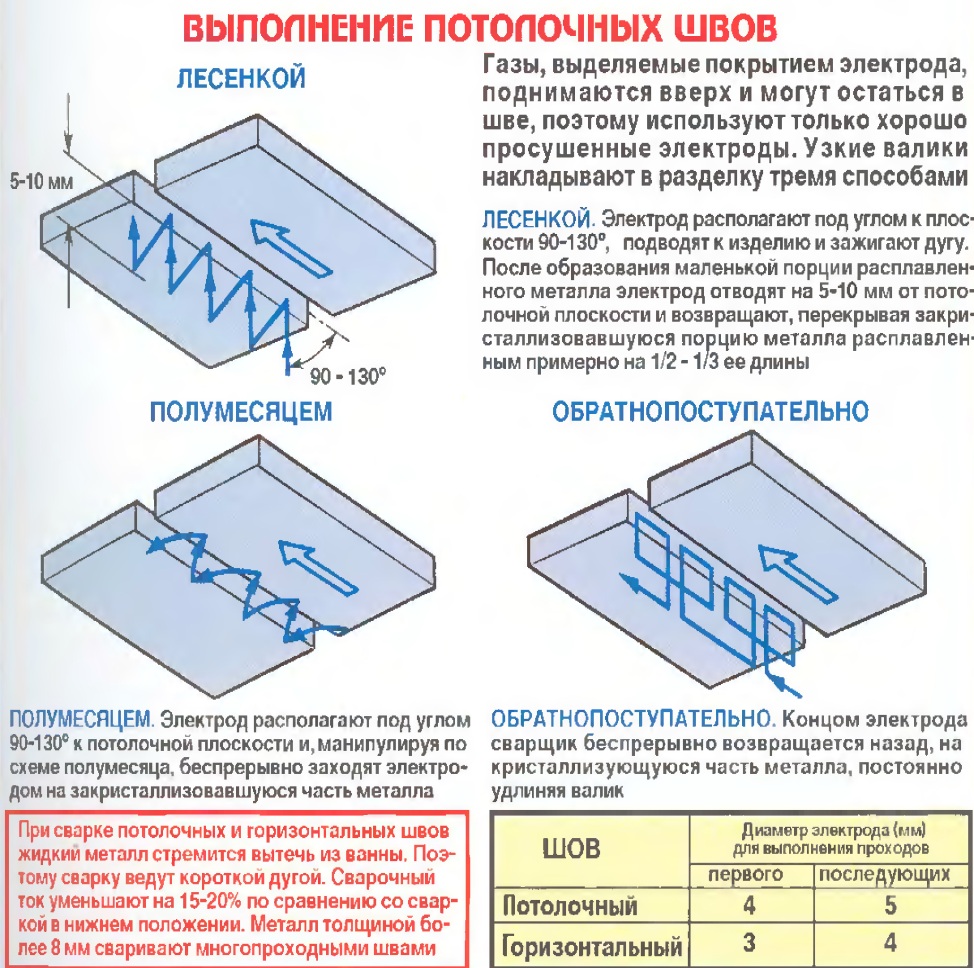
Сварка потолочных швов существенно отличается от сварки в нижнем положении, где расплавленный металл итак стремится стекать вниз под собственным весом. При сварке в нижнем положении сварщику приходится следить лишь за тем, чтобы шлак не попадал в сварочную ванну, а расплавленный металл правильно заполнял стык.
При сварке же в верхнем положении, металл норовит стекать вниз, поэтому самая большая проблема возникает с соединением двух сторон заготовки. При отсутствии опыта, сварочная ванна появляется лишь на одной стороне кромки, поэтому и возникает проблема связать две стороны металла.
Как правильно варить потолочные швы?
Чтобы научиться варить потолочные швы нужно обязательно уменьшить силу сварочного тока. Она должна быть процентов на 30% меньше чем при сварке в нижнем положении. Это основное правило, которое влияет на скорость расплавления металла, что дает возможность избежать его быстрого растекания вниз.
При этом нужно приноровиться варить на пониженных токах, поскольку электрод начинает прилипать к металлу.
Вот основные правила сварки потолочных швов, которые позволят не допустить множества ошибок:
- Уменьшаем сварочный ток;
- Максимально сводим свариваемые заготовки вместе. Зазора между ними быть практически не должно, что позволит легче сваривать заготовки;
- При сварке металла толщиной больше 5 мм, нужно предусмотреть V-образную разделку кромок металла;
- Держать электрод при потолочной сварке нужно под углом в 45 градусов, относительно к верхней поверхности. Новичкам-сварщикам можно посоветовать использовать половинку электрода, чтобы точнее контролировать его движения;
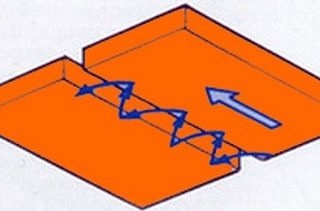
- Вести электрод при сварке потолочных швов лучше всего «спиралью».
И еще, не стоит бояться вида проделанных работ после сварки потолочных швов. Здесь могут быть большие наплывы шлака. Но если проделать всё правильно, то после его удаления с поверхности шва, можно увидеть достойный результат.
Поделиться в соцсетях
Сварка потолочных швов
Сеть профессиональных контактов специалистов сварки
Сварка потолочных швов : общие рекомендации.
Сварка потолочных швов требует сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 1) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка потолочных швов ведется только короткой дугой.
Другие страницы по теме Сварка потолочных швов
Рисунок 1.
Сварка потолочных швов
: требуемый угол наклона.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении.
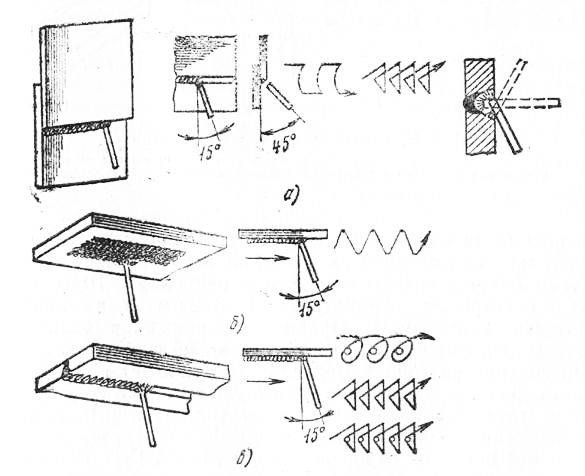
При наплавке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 2). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
2). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Рисунок 2.
Сварка стыковых соединений в потолочном положении.
Корень шва.
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов.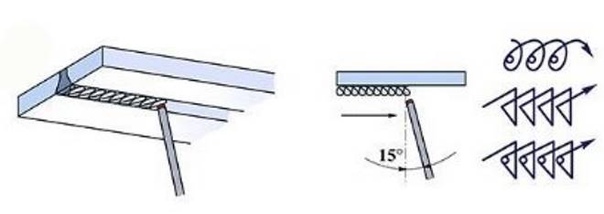 Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 3). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 3). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Рисунок 3.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 4). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Рисунок 4.
Заполнение разделки.
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 5).
Рисунок 5.
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием).
Сварка лицевого слоя.
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рисунке 5, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.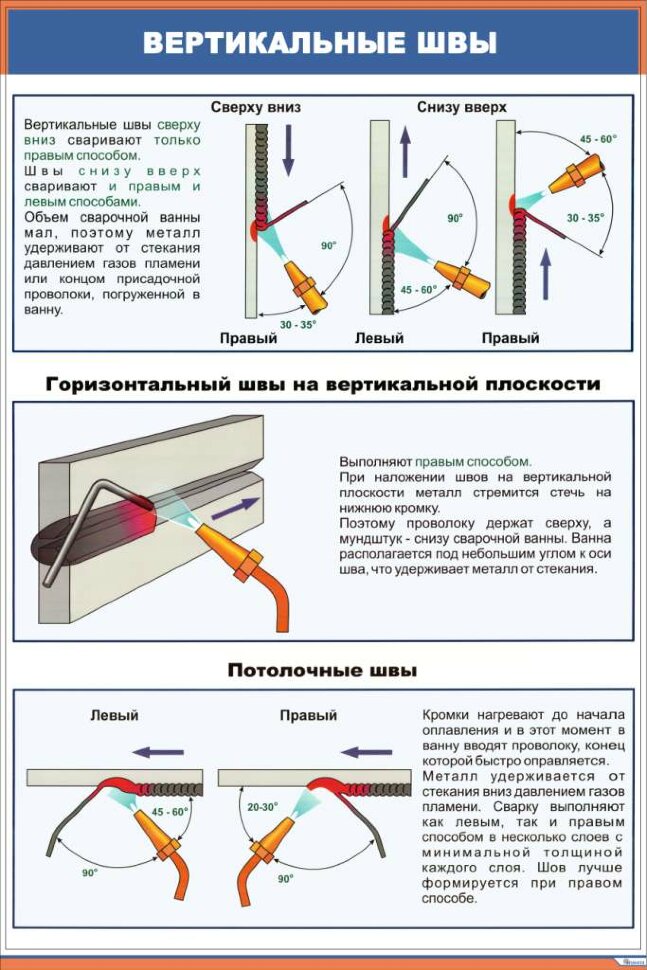 info обязательна.
info обязательна.
Сварка потолочных швов. Последовательность выполнения работ.
Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
819
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
- Особенности технологии
- Советы новичкам Методы сварки
- Процесс работы
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей.
Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
 Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.

Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С).
 В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродовКак варить потолочный шов электросваркой
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
Средства защиты
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.

Рекомендации
Потолочный шов
При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Варианты варки
Сварка на полукруглой поверхности
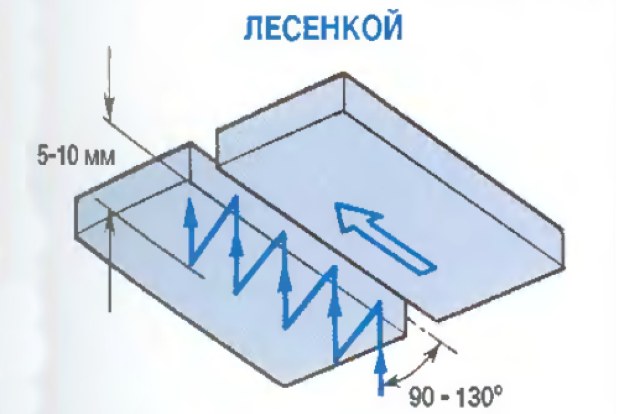
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.
 Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.Процесс
Крепкий шов
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.
 Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
Способ сварки
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков. Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Слой на лицевой стороне
Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:
 youtube.com/embed/PHgfn2giVx4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/PHgfn2giVx4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Последняя редакция: 05.07.2015 Автор: Врубель Ярослав Григорьевич
kaksdelatgarazh.ru
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
 youtube.com/embed/jnP12J5gZi8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/jnP12J5gZi8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
 При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.

Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
 Так вы обезопасите себя от поражения током во время сварочного процесса.
Так вы обезопасите себя от поражения током во время сварочного процесса.В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
[Всего: 2 Средний: 2/5]
Варим потолочный шов инвертором
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что сварочная ванна в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла.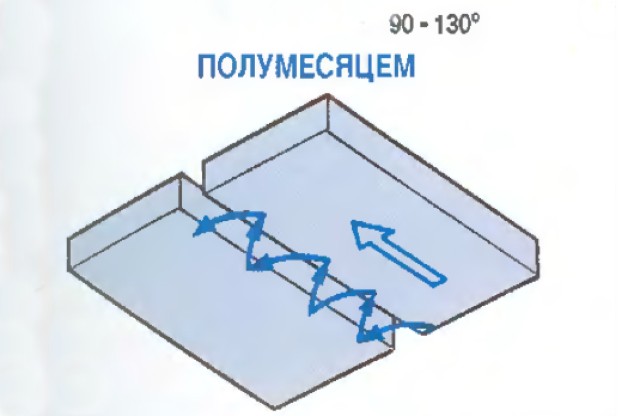 Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Техники сваривания потолочных швов
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
 Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.

Сергей Одинцов
electrod.biz
сварка потолочных швов — Технологии сварки
Замыкание по сути — значительное укорачивание дуги. Если в обычном режиме расстояние примерно диаметр электрода и меньше, то в режиме «замыкания» оно сокращается практически до нуля, температура ванны падает. Попробуйте на обычном горизонтальном шве утопить электрод в ванну, понаблюдайте за результатом (кста, горячий электрод при правильном токе никогда не прилипнет).
Замыкание — К.З. Дуга гаснет нагрев идет проходящим током. Оторвать электрод получается не всегда. При сварке в потолочном режиме ток и так уменьшают на 10 — 20 % от значения для сварки «в лодочку» чтобы металл не стекал. Опасность «залипания» электрода при этом увеличивается, а вы еще предлагаете его принудительно закорачивать. У меня так никогда не получалось.
Опасность «залипания» электрода при этом увеличивается, а вы еще предлагаете его принудительно закорачивать. У меня так никогда не получалось.
Конечно, сколько людей — столько и манер вести сварку. Лично меня учили еще при СССР в нормальном ПТУ. Базовым упражнением для выполнения «вертикала» и «потолка» была постановка сварных точек.
Суть примерно в следующем:
1. Дугу зажигают и на пластине не перемещая наплавляют точку (около 3 сек.), затем дугу обрывают. Когда зажечь холодный электрод получается уверенно и в процессе постановки точки они получаются одинаковыми и длина дуги все время одинаковая (максимально короткая), переходят к следующему упражнению.
2. Точки начинают ставить на вертикальной плоскости одну за другой с перекрытием примерно на 1/4 — 1/3. При этом электрод не остывает и если первый пункт отработан нормально, то второй получается «на ура».
3. Промежуток между постановкой точек уменьшают до такой степени, что дуга уже не гаснет. Она горит по циклу: нормальный режим (наплавка точки) — удлиненная дуга, направленная на шлак или основной металл (в момент охлаждения и застывания точки). Здесь самое важное научиться видеть, как формируется ванна и определять момент когда сплавление кромок уже произошло, а перегрева (стекания) еще нет. Расказать это невозможно. Прийдет с опытом.
Здесь самое важное научиться видеть, как формируется ванна и определять момент когда сплавление кромок уже произошло, а перегрева (стекания) еще нет. Расказать это невозможно. Прийдет с опытом.
4. Когда навыки манипулирования электродом по п. 3 сформированы переходят к сварке «потолка».
Ну и не нужно забывать, что не все электроды предназначены для сварки в вертикальном и потолочном положении. И электрод должен быть направлен так, чтобы давление дуги как-бы поддерживало стекающий металл.
Просто нужно долго отрабатывать навык, лучше по руководством опытного сварного.
Изменено пользователем BabayКак правильно варить потолочный шов электродом | ММА сварка для начинающих
Выполнить потолочный шов очень сложно. Ведь в данном варианте сварочная ванна размещается вверх дном. В процессе сварки важно осуществлять все действия в точной последовательности.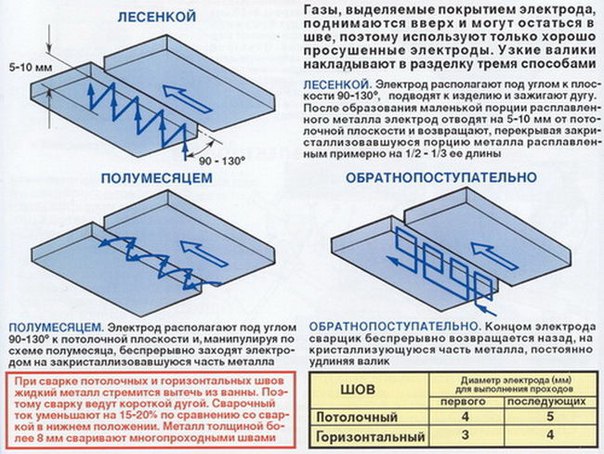 В противном случае соединение получится непрочное и на изделии будут заметны подтеки металла.
В противном случае соединение получится непрочное и на изделии будут заметны подтеки металла.
Перед началом работ следует обязательно подумать о защите лица и глаз, поскольку при выполнении потолочных швов на лицо могут попасть горячие капли металла.
Ни в коем случае нельзя пренебрегать техникой безопасности при выполнении потолочных швов.
Рекомендации для начинающих сварщиков
- При создании потолочных швов применяется полуавтомат либо ручной способ.
- Для получения надежного сварного шва применяются покрытые стержни.
- При выполнении потолочного соединения используются электроды размером 4 мм.
- Важно в процессе сварочных работ при использовании дуговой сварки располагать электрод с небольшим наклоном в сторону.
- По своей ширине электрод должен быть толще, нежели сварной шов.
- Во время создания потолочных швов образуются вредные газы, оказывающие негативное влияние на качество сварного шва. Поэтому стоит использовать исключительно сухие электроды.
 Поэтому стоит использовать исключительно сухие электроды.
Поэтому стоит использовать исключительно сухие электроды.- Делается потолочный шов, перемещая электрод «на себя». Вследствие этого удастся контролировать процесс и получать надежное соединение.
- Качественное и долговечное соединение удастся получить лишь в том варианте, если предварительно края заготовок будут тщательно зачищены.
Когда толщина свариваемого изделия больше 1 см толщиной, соединение нужно производить в несколько этапов. Изначально применяется электрод диаметром 3 мм, а после работа уже выполняется при помощи стержней по 4 мм.
При сваривании потолочного шва создаются не только вертикальные швы. Также сварка осуществляется под некоторым уклоном. Для этих целей может применяться полуавтомат или ручная сварка. Также допускается использование дуговой сварки покрытыми электродами.
Особенности потолочной сварки
Такая сварка отличается от других тем, что сварная ванна размещается в перевёрнутом состоянии и в таком положении важно удержать горячий металл. Ванна должна обладать небольшими размерами.
Ванна должна обладать небольшими размерами.
Во время потолочной сварки следует периодически отводить в бок электрод. Таким образом, металл сможет остыть и схватиться. При выполнении сварки таким способом удастся избежать появления трещин на сварочном шве.
Способы сварки:
- полумесяцем;
- лесенкой;
- обратно поступательный.
Наиболее простым является способ создания потолочной сварки полумесяцем. Выполнение сварки обратно-поступательным способом и лесенкой более сложные.
Также стоит отметить, что на создание сварочных швов в этих случаях уходит больше времени. Однако время потратится не зря, и в результате удастся получить максимально качественное и прочное соединение металла.
Еще статьи про сварку:
#сварка #сварщик #полезные советы #строительство #монтаж
Сварка потолочных швов
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие рекомендации при сварке потолочных швов
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка ведется только короткой дугой.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении
При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Тудвасев В.А. «Рекомендации сварщикам».
советы начинающим — Журнал о строительстве и ремонте
Как варить металл электросваркой: учимся зажигать и держать дугу
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
 В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.Как варить вертикальный шов электросваркой фото
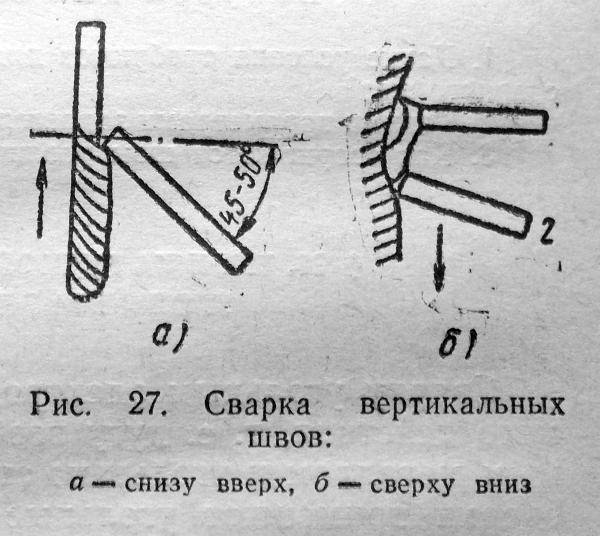
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Эффективный и мощный аппарат для сварки натяжных потолков Местное послепродажное обслуживание
Alibaba. com предлагает широкий выбор надежных, эффективных и модернизированных аппаратов для сварки натяжных потолков для всех видов сварки. Аппарат для сварки натяжных потолков широко используется в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Приобретайте эту продукцию у проверенных и надежных продавцов и поставщиков аппарата для сварки натяжных потолков на сайте.
com предлагает широкий выбор надежных, эффективных и модернизированных аппаратов для сварки натяжных потолков для всех видов сварки. Аппарат для сварки натяжных потолков широко используется в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Приобретайте эту продукцию у проверенных и надежных продавцов и поставщиков аппарата для сварки натяжных потолков на сайте. Превосходный и высококачественный сварочный аппарат для натяжных потолков , доступный на объекте, изготовлен из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Аппарат для сварки натяжных потолков доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Сварочный аппарат для натяжных потолков , сочетающий основные технологии в одном продукте, обеспечивает более высокую степень автоматизации.
Аппарат для сварки натяжных потолков доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Сварочный аппарат для натяжных потолков , сочетающий основные технологии в одном продукте, обеспечивает более высокую степень автоматизации.
На Alibaba.com вы можете выбрать одну из различных разновидностей аппарата для сварки натяжных потолков , доступного в различных формах, размерах, цветах, характеристиках и производительности в зависимости от выбранной модели. Этот выдающийся аппарат для сварки натяжных потолков Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры и защитные рамы делают эту машину для сварки натяжных потолков идеальным решением для коммерческого использования и большей универсальностью.
Alibaba.com предлагает обширную линейку аппаратов для сварки натяжных потолков с опциями , которые могут соответствовать вашим требованиям и бюджету и сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
SUPRA PRO | Аппарат для ВЧ сварки натяжных потолков с подвижной головкой
Траспиловочная головка SUPRA PRO HF Welder была разработана специально для производства элементов дизайна интерьера широкоформатных натяжных потолков (французских потолков).Машина оснащена специальным высокоточным механизмом линейного перемещения, управляемым преобразователем частоты, для получения идеального непрерывного сварного шва с «невидимым швом».
S
Сварочный аппарат UPRA PRO HF универсален как для сварки пленки ПВХ, так и для сварки гарпуном с использованием специальной запатентованной формы IAW ™ «Перевернутое крыло самолета». Дополнительный вакуумный рабочий стол и лазерные направляющие позволяют работать с тонкими пленками и точно позиционировать их для быстрой настройки производства и сварки.
т
he SUPRA PRO HF Сварочный аппарат с подвижной головкой имеет выходную мощность 4 кВт, сенсорный экран HMI, пневматический пресс, автоматическое управление PLC — электрическую систему движения с электронным счетчиком движений, контролирующим длину, пройденное расстояние и количество сварочных циклов.Станок HF движется по столу по специальным прецизионным рельсам, обеспечивающим плавное движение и точное управление перемещением / расстоянием. Аппарат предназначен для производства пленок ПВХ среднего размера, где требуется цикличная / точечная или точная непрерывная сварка.
т
он может быть легко модернизирован и преобразован (при необходимости) в стандартный аппарат для высокочастотной сварки с прямым стержнем, рекламный баннер / рекламный щит, аппарат для высокочастотной сварки или производства Keder с использованием специальной насадки и электрода.
Основные характеристики
- Прецизионное поступательное движение с преобразователем частоты
- Программируемые автоматические линейные сварочные циклы
- Длина рабочего стола до 25 м с дополнительной вакуумной системой
- Высокая эффективность сварки ВЧ и скорость производства
- Универсальное применение для сварки пленок ПВХ и гарпунной сварки
- Стол для удобного позиционирования материала с лазерными направляющими
- C-образная рама прочная конструкция для превосходной эргономики работы
- Система безопасности SafeDOWN ™
- Система автонастройки ATS ™ и сверхбыстрый ограничитель дуги
- Плавная настройка выходной мощности
- Сенсорный экран HMI и программируемый ПЛК
Детали
- Гарантия: 12 месяцев
- Прибл. срок поставки: связаться с отделом продаж
- Сертификаты: CE, EU, EMC, FCC, OSHA
- Стандартный цвет: Синий, RAL5023
 срок поставки: связаться с отделом продаж
срок поставки: связаться с отделом продажПриложения
- Элементы интерьера натяжных потолков ПВХ
- Светильники для внутреннего и наружного освещения
- 3D и молекулярные декоративные структуры
- Рекламные вывески и щиты
- Защитная одежда
- Светоотражающие материалы и вывески
Галерея — Детали машины
Галерея — Приложения
| Выходная мощность: | 4 кВт |
| Установленная мощность: | 6 кВт |
| Рабочая частота | 27,12 МГц ± 0,6% |
| Главный предохранитель | 25 А |
| Блок питания | 3х400 В; 50 Гц |
Поверхность сварки (макс.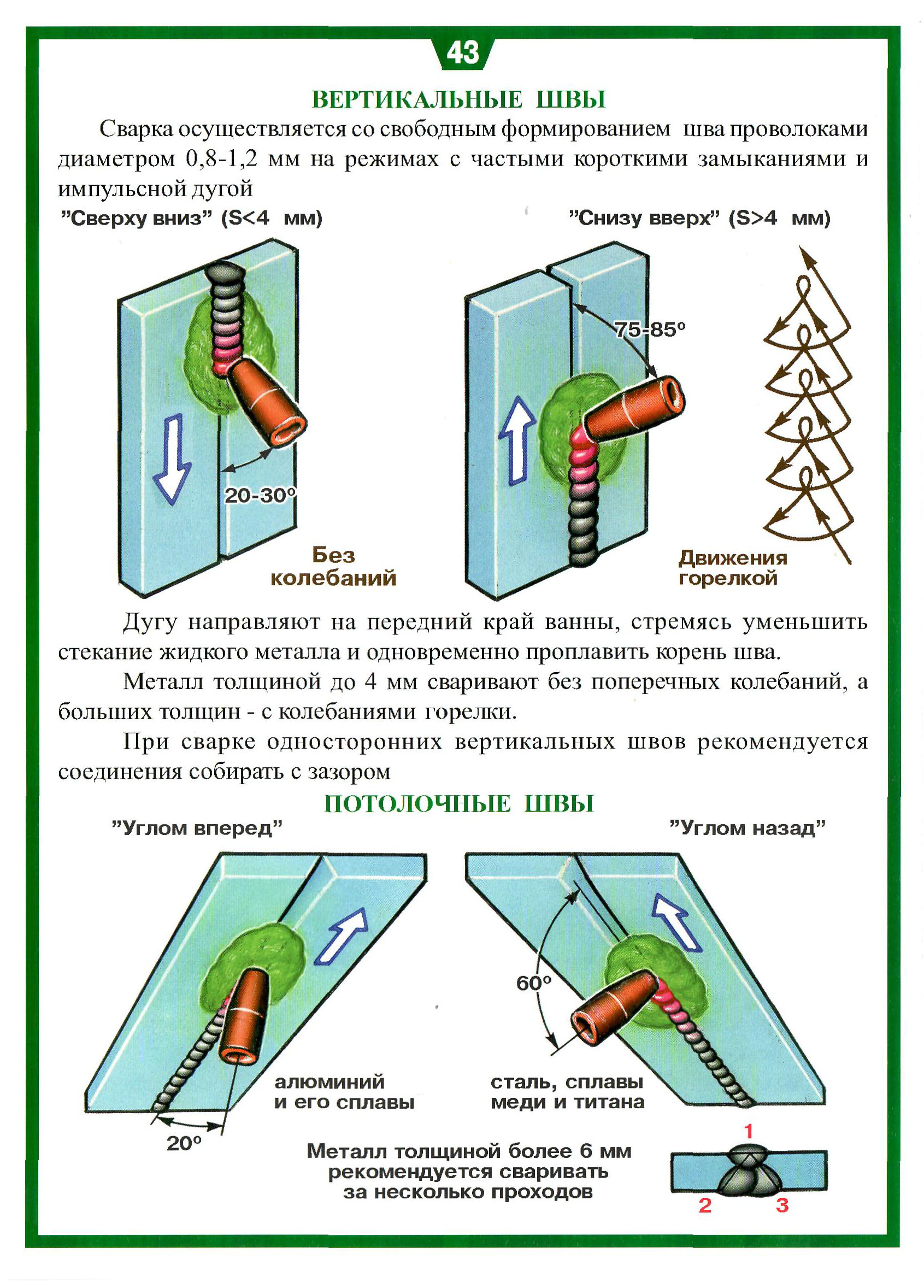 ) ) | 100 см 2 |
| Силовая трубка | Металлокерамический триод с воздушным охлаждением |
| Антифлаш | сверхбыстрый наносекундный твердотельный AntiFlash ™ |
| Панель управления ПЛК | ЧМИ с сенсорным экраном 10 дюймов и ПЛК |
| Пневматический пресс электродный (на 0,4 — 0,8 МПа) | до 300 кг |
| Привод электродов | пневматический |
| Длина электрода | 670 мм |
| Пространство за электродом | 350 мм |
| Расход сжатого воздуха | 8 нл / цикл |
| Рабочий ход электрода | 120 мм |
| Ширина рабочего стола | 700 мм |
| Длина рабочего стола | до 25 м |
| Программируемое линейное перемещение | 0,2 — 0,5 м / сек |
СВЯЗАТЬСЯ С ОТДЕЛОМ ПРОДАЖ
Сварная сетка мощностьюМВт | Потолочные решения Armstrong — коммерческие
Создавайте впечатляющие промышленные образы с сетчатыми панелями METALWORKS, доступными в различных размерах, цветах и узорах, которые обеспечивают гибкость дизайна и помогают создавать здоровые пространства.
NRC (коэффициент шумоподавления) — это стандартное измерение для акустического поглощения материала в диапазоне от 0.От 00 (без поглощения) до 1,00 (полное поглощение).
CAC (класс затухания потолка) — это стандартное измерение способности потолочной системы блокировать звук между двумя закрытыми пространствами. Для обеспечения конфиденциальности речи рекомендуется значение CAC 35 или больше.
NIC (класс шумоизоляции) — это стандартное измерение полного затухания звука между двумя закрытыми пространствами. Учитываются потолок, стены и другая внутренняя отделка.
Учитываются потолок, стены и другая внутренняя отделка.
AC (класс артикуляции) — это стандартное измерение способности потолочной системы ослаблять звук в большом открытом пространстве.Для уменьшения отвлечения речи рекомендуется значение AC 170 или более.
Sabin — это единица измерения общего звукопоглощения акустического объекта (например, лопастей, перегородок, облаков и навесов).
Теперь стандартные продукты, доступные в течение 4 недель или меньше, предлагают множество вариантов и короткие сроки выполнения, чтобы удовлетворить большинство бюджетов. Стандартные размеры и цвета означают, что не требуется заводских чертежей или предоставления одобренных образцов. Пакет с разнообразным портфелем решений Armstrong.Хотите узнать больше? Ознакомьтесь с программой FAST для специальных потолков.
Время выполнения :
- {% #each controlOptions.
- {% метка %} {% /каждый %}
 fastSizes%}
fastSizes%} Цвет :
{% #if controlOptions.fastSizes.length> 1 &&! hideFastColorDisclaimer%}
(только выбираемые цвета являются частью программы FAST134)
{% /если %}
{% group%}
{% / if%} {% /каждый %} {% /если %} {% # controlOptions. shapes%} {% #URL изображения %} {% еще %} {% /URL изображения %} {% метка %} {% / controlOptions.формы%}
shapes%} {% #URL изображения %} {% еще %} {% /URL изображения %} {% метка %} {% / controlOptions.формы%}ПРИМЕЧАНИЕ. Чертежи фигур не в масштабе.
{% #if controlOptions.designs.length> 0%} {% #if isPatternAvailable%}Все изображения панелей показаны на виде сверху
{% / if%}Выкройка :
{% #controlOptions.дизайн%} {% #if hasNoDesign%} {% еще %} {% /если %} {% displayLabel || метка %} {% / controlOptions.дизайн%} {% #if controlOptions.designs.length> = 14%} {% /если %} {% /если %} {% #if controlOptions.sizes.length> 0%} {% #if! hideSizesDisclaimer%} {% /если %} {% /если %} {% #if controlOptions.perforations.length> 0%}{% #if строка.lineId == 17857%} планок на панель / расстояние между планками {% еще %} Перфорация {% /если %} :
{% #if line. lineId! = 17857%}
{% /если %}
{% #if строка.lineId == 17857%}
{% # controlOptions.perforations%}
{% метка %}
{% /controlOptions.perforations%}
{% еще %}
{% # controlOptions.perforations%}
{% #if hasNoPerforation%}
{% еще %}
{% /если %}
{% метка %}
{% / controlOptions.
lineId! = 17857%}
{% /если %}
{% #if строка.lineId == 17857%}
{% # controlOptions.perforations%}
{% метка %}
{% /controlOptions.perforations%}
{% еще %}
{% # controlOptions.perforations%}
{% #if hasNoPerforation%}
{% еще %}
{% /если %}
{% метка %}
{% / controlOptions. перфорация%}
{% #if controlOptions.perforations.length> = 14%}
{% /если %}
{% /если %}
{% #if showCustomPerforations%}
{% /если %}
{% /если %}
{% #if controlOptions.edges.length> 0%} {% #controlOptions.края%} {% #if hasNoEdge%} {% еще %} {% /если %} {% метка %} {% /controlOptions.edges%}
{% #if controlOptions.Edge.length> = 14%} {% /если %} {% /если %}
{% #if controlOptions.acousticOptions.length> 0%} Акустика :
{% #panelOnly%} (только панель) {% / panelOnly%}
перфорация%}
{% #if controlOptions.perforations.length> = 14%}
{% /если %}
{% /если %}
{% #if showCustomPerforations%}
{% /если %}
{% /если %}
{% #if controlOptions.edges.length> 0%} {% #controlOptions.края%} {% #if hasNoEdge%} {% еще %} {% /если %} {% метка %} {% /controlOptions.edges%}
{% #if controlOptions.Edge.length> = 14%} {% /если %} {% /если %}
{% #if controlOptions.acousticOptions.length> 0%} Акустика :
{% #panelOnly%} (только панель) {% / panelOnly%} Что это? {% #controlOptions.
 ousticOptions%}
{% метка %}
{% /controlOptions.acousticOptions%}
ousticOptions%}
{% метка %}
{% /controlOptions.acousticOptions%}* См. Техническое описание способов монтажа
{% #if showAcousticsDisclaimer%}Акустические параметры основаны на размере и других выбранных параметрах.
{% /если %} {% #if showAcousticsInfillPanelDisclaimer%}Акустические показатели достигнуты с помощью филенки.См. Подробности на странице данных.
{% /если %} {% /если %}Доступные панели заполнения (указываются отдельно)
Акустические показатели достигнуты с помощью филенки. См. Подробности на странице данных.
См. Подробности на странице данных.
Китай производитель высокочастотных аппаратов, высокочастотный сварочный аппарат для пластмасс, поставщик потолочных сварочных аппаратов для ПВХ
Компания Foshan Guolin Mechanics Electrics Technology Co., Ltd. выросла из завода высокочастотного оборудования Guolin Machanic & Electrics. Он был основан в 1996 году и расположен по адресу: проспект Бэйцю, 8 (2), промышленный парк Пинсицяобэй, Пинчжоу, город Фошань, Китай. Наша фабрика занимает около 4000 квадратных метров, штат сотрудников около 80 человек. 92% сотрудников закончили колледж и университет. Компания имеет …
Компания Foshan Guolin Mechanics Electrics Technology Co., Ltd. выросла из завода высокочастотного оборудования Guolin Machanic & Electrics.Он был основан в 1996 году и расположен по адресу: проспект Бэйцю, 8 (2), промышленный парк Пинсицяобэй, Пинчжоу, город Фошань, Китай. Наша фабрика занимает около 4000 квадратных метров, штат сотрудников около 80 человек. 92% сотрудников закончили колледж и университет. В компании есть старшие инженеры, ведущие новый проект отдела исследований и разработок. Между тем, у нас есть доктор, который окончил Университет Цинхуа в качестве старшего технического консультанта. На данный момент Guolin имеет 7 патентов на полезные модели и 1 патент на дизайн экстерьера.Подана 21 заявка на получение патентных прав, в том числе 1 патент на изобретение, 17 патентов на полезные модели и 3 патента на внешний вид.Благодаря неустанным усилиям в течение многих лет мы являемся производителем высокочастотного оборудования, объединяющего разработку, производство, маркетинг и обучение. Наши продукты широко используются в производстве одежды, обуви, игрушек, рекламы, канцелярских товаров, блистерной упаковки, украшения и так далее.
Инновации — миссия времени, конкуренция — знамение нового века.В 2006 году мы увеличили вложения во все аспекты исследований и разработок в области полуавтоматических пакетов для внутривенных вливаний и устройств для пакетов с кровью, устройств для автоматической сварки медицинских пакетов для мочи, автоматических линий для изготовления пакетов для внутривенных вливаний / пакетов для крови и автоматического устройства для печати и резки трубок.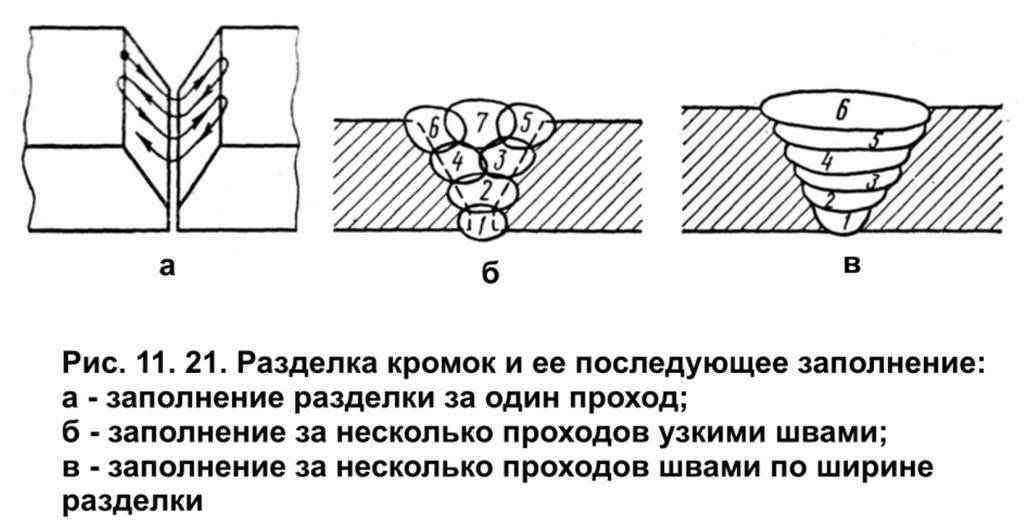 У Guolin есть команда главного инженера и старших технических инженеров, наша цель — безупречное производство и национальный промышленный бренд.
У Guolin есть команда главного инженера и старших технических инженеров, наша цель — безупречное производство и национальный промышленный бренд.
С нетерпением ждем будущего, Guolin прилагает большие усилия в течение 14 лет. Мы продолжаем изучать новые области применения и продолжаем сотрудничать с нашим партнером вместе для развития международного рынка.Наша цель: инновации никогда не прекращаются! В поисках безграничного совершенства! Придерживаться принципа честности, усердно работать, серьезно и ответственно вести бизнес, непрерывных инноваций и развития; Посвящайте обслуживанию клиентов и сообществу отличные продукты.
|
|
|
| ||||
|
|
| |||||
|
|
|
| ||||
|
|
|
| ||||
|
|
|
| ||||
|
| ||||||
Строительный отдел — округ Уэлд
Заявление о миссии
Для защиты и повышения качества жизни жителей округа за счет реализации принятого Комплексного плана, Кодекса округа Уэлд и Строительных норм и правил, обеспечивая при этом профессиональное, дружелюбное и качественное обслуживание клиентов.
Здание в округе Уэлд
Департамент планирования округа Уэлд состоит из двух сервисных подразделений, включая службы инспекции зданий и службы планирования.
Жители округа — самые важные люди, которые приходят в наш офис лично, по почте или по телефону, мы зависим от них. Цель Департамента строительства — работать с жителями округа Уэлд, чтобы помочь им в достижении своих целей, обеспечивая при этом безопасность во время и после процесса строительства.
Строительный кодекс округа Уэлд в том виде, в каком он был принят, рассматривает проектирование и монтаж зданий и сооружений посредством требований, которые сосредоточены на безопасности, контроле проектирования и качестве строительства.
Уведомление для подрядчиков и домовладельцев, выполняющих работы в округе Уэлд
Округ Уэлд недавно принял Национальный электротехнический кодекс 2020 года (NEC) и Международный кодекс энергосбережения 2018 года (IECC).
- Дата вступления в силу NEC 2020 г. — 1 июля 2021 г. Все работы, о которых будет заявлено после этого, должны будут соответствовать новому кодексу. Работы, выполненные до этой даты, должны соответствовать требованиям NEC 2017 года.
- Дата вступления в силу IECC 2018 будет отложена до 1 января 2022 года. Внедрение нового Энергетического кодекса откладывается, чтобы позволить персоналу, подрядчикам и домовладельцам пройти обучение и ознакомиться с требованиями нового кодекса. Принятие IECC 2018 потребует предоставления дополнительных документов во время подачи заявки.Список дополнительных требований будет опубликован после доработки списка новых позиций. Все работы, о которых будет заявлено после этого, должны будут соответствовать новому Энергетическому кодексу. Международный энергетический кодекс 2006 г. будет действовать до 31 декабря 2021 г.
 — 1 июля 2021 г. Все работы, о которых будет заявлено после этого, должны будут соответствовать новому кодексу. Работы, выполненные до этой даты, должны соответствовать требованиям NEC 2017 года.
— 1 июля 2021 г. Все работы, о которых будет заявлено после этого, должны будут соответствовать новому кодексу. Работы, выполненные до этой даты, должны соответствовать требованиям NEC 2017 года.Вентиляторы для сварочных цехов | Вытяжные вентиляторы | Вытяжные устройства
OSHA может многое сказать о вентиляции и циркуляции воздуха в сварочных цехах. Это связано с тем, что чрезмерное воздействие пыли, сварочных частиц и сварочного дыма может быть опасным для здоровья и даже вызвать длительный ущерб.Тепло в магазине — еще одна проблема, которая связана с проблемами со здоровьем других сотрудников, такими как тепловой удар или тепловое истощение. В сочетании с тяжелыми СИЗ (средствами индивидуальной защиты) высокие температуры могут создавать неудобства для сварщиков, что может привести к снижению производительности и безопасности. Частью решения этих проблем является использование комбинации локальных настенных или крышных вытяжных вентиляторов, вентиляторов общей вентиляции и охлаждающих вентиляторов.
Это связано с тем, что чрезмерное воздействие пыли, сварочных частиц и сварочного дыма может быть опасным для здоровья и даже вызвать длительный ущерб.Тепло в магазине — еще одна проблема, которая связана с проблемами со здоровьем других сотрудников, такими как тепловой удар или тепловое истощение. В сочетании с тяжелыми СИЗ (средствами индивидуальной защиты) высокие температуры могут создавать неудобства для сварщиков, что может привести к снижению производительности и безопасности. Частью решения этих проблем является использование комбинации локальных настенных или крышных вытяжных вентиляторов, вентиляторов общей вентиляции и охлаждающих вентиляторов.
Мы продаем множество вентиляторов, которые могут помочь обеспечить безопасность и комфорт ваших сварщиков и тех, кто работает с ними.Они варьируются от переносных вентиляторов для удаления дыма и пыли до испарительных охладителей, ременных и канальных вентиляторов с прямым приводом для вытяжного и подпиточного воздуха.
Зачем и как вентилировать сварочные цеха
При сварке выделяются газы, дым и дым. Многие частицы достаточно малы, чтобы проникнуть глубоко в легкие, а другие токсичны. В зависимости от типа присадочного металла и свариваемых материалов пары могут включать мышьяк, бериллий, хром и марганец. Газы варьируются от относительно безвредного азота до таких веществ, как фосген и фторид.
Многие частицы достаточно малы, чтобы проникнуть глубоко в легкие, а другие токсичны. В зависимости от типа присадочного металла и свариваемых материалов пары могут включать мышьяк, бериллий, хром и марганец. Газы варьируются от относительно безвредного азота до таких веществ, как фосген и фторид.
Воздействие сварочных газов и дыма вызывает множество проблем со здоровьем. В более легкой форме к ним относятся раздражение глаз, носа и горла до головокружения и тошноты. В худшем случае возможные последствия включают язву желудка, поражение почек и нервной системы.
Хорошая вентиляция устраняет эти опасности как от тех, кто выполняет сварку, так и от других людей, находящихся поблизости. OSHA рекомендует местную вытяжную вентиляцию в качестве основного метода в дополнение к общей вентиляции магазина.
Прочие соображения
Вытяжка сварочного дыма на улицу создает лучшие условия для работы в сварочном цехе, но оставляет две другие проблемы. Во-первых, это потребность в воздухе для макияжа. Хотя это найдет путь в магазин, лучше направить его через системы воздуховодов и вентиляторы.
Во-первых, это потребность в воздухе для макияжа. Хотя это найдет путь в магазин, лучше направить его через системы воздуховодов и вентиляторы.
Во-вторых, если свежий воздух забирается извне, он нуждается в нагреве или охлаждении в соответствии с условиями в магазине. Альтернативный подход — фильтровать вытяжной воздух и возвращать его в магазин, экономя на расходах на отопление и охлаждение.
Типы вентиляторовВентиляция и циркуляция воздуха в сварочном цехе могут быть сложной задачей, но мы продаем вентиляторы коммерческого и промышленного класса, чтобы решить большинство проблем со здоровьем и комфортом в помещениях такого типа. Вот обзор того, что доступно.
Эти вентиляторы предназначены для общей вытяжной или приточно-приточной вентиляции через воздуховоды. Вентиляторы с ременным приводом особенно эффективны там, где участки воздуховодов длиннее и / или есть много изгибов или колен, которые увеличивают статическое давление. Версия с ременным приводом означает, что двигатель на этих устройствах находится вне воздушного потока, а это означает, что система может работать в атмосфере, которая обычно может содержать частицы пыли. Эта версия обычно может перемещать больше воздуха при более высоком статическом давлении, в то время как также работает на более низком уровне децибел из-за более медленной скорости вращения лопасти. Обратной стороной является то, что вентиляторный блок занимает немного больше места и требует дополнительного обслуживания.
Версия с ременным приводом означает, что двигатель на этих устройствах находится вне воздушного потока, а это означает, что система может работать в атмосфере, которая обычно может содержать частицы пыли. Эта версия обычно может перемещать больше воздуха при более высоком статическом давлении, в то время как также работает на более низком уровне децибел из-за более медленной скорости вращения лопасти. Обратной стороной является то, что вентиляторный блок занимает немного больше места и требует дополнительного обслуживания.
Версия этих канальных вентиляторов с прямым приводом сконструирована так, что двигатель находится в воздушном потоке, а лопасти вентилятора вращаются со скоростью двигателя.Эти вентиляторы требуют, чтобы воздушный поток был чистым и сухим. Хороший выбор, когда места мало, они не требуют относительно небольшого обслуживания. В целом они немного дешевле, чем альтернативы с ременным приводом.
Эти вентиляторы обычно имеют диаметр от 4 до 12 дюймов и предназначены для небольших вентиляционных систем, в которых длина воздуховодов короче. В некоторых случаях эти установленные в воздуховоде вентиляторы используются на определенных рабочих станциях для удаления дыма и / или пыли. Они являются альтернативой настенным или потолочным вытяжным и приточным вентиляторам.
В некоторых случаях эти установленные в воздуховоде вентиляторы используются на определенных рабочих станциях для удаления дыма и / или пыли. Они являются альтернативой настенным или потолочным вытяжным и приточным вентиляторам.
Эти устройства предназначены для локального удаления дыма, дыма и пыли. Воздухозаборник размещается непосредственно на сварочном столе, кабине или станции в положении, при котором дым и пары отводятся от сварщика. Мы предлагаем как портативные, так и стационарные версии этих вытяжных вентиляторов.
Вентилятор циркуляции воздуха рабочего места продувает воздух через рабочее место. Обычно они устанавливаются на стену, потолок, скамейку или пол, они являются отличными двигателями воздуха для подачи более холодного воздуха, что помогает сварщикам чувствовать себя комфортно.Доступны модели со скоростью до 7 500 кубических футов в минуту.
Также хороши для подачи охлаждающего ветра вентиляторы на пьедестале. Эти устройства легко перемещаются туда, где они необходимы. Доступны как не колеблющиеся, так и колеблющиеся модели. Колебательные модели распределяют воздух по большей площади. Мы поставляем эти вентиляторы с размерами лопастей от 22 до 30 дюймов в диаметре и со скоростью движения воздуха до 12 000 кубических футов в минуту.
Доступны как не колеблющиеся, так и колеблющиеся модели. Колебательные модели распределяют воздух по большей площади. Мы поставляем эти вентиляторы с размерами лопастей от 22 до 30 дюймов в диаметре и со скоростью движения воздуха до 12 000 кубических футов в минуту.
Эти портативные вентиляторы движения воздуха представляют собой значительно более крупные версии вентиляторов на пьедестале и перемещают гораздо больше воздуха по большей площади.Эти вентиляторы могут быть установлены на дверных проемах, чтобы помочь втянуть более холодный воздух в сварочный цех или комнату, или повернуты в другом направлении, чтобы вытягивать горячий, несвежий воздух из комнаты. С установками, обеспечивающими до 30 000 CFM, мы поможем вам независимо от размера площади.
Когда прохладного сухого бриза недостаточно, вам может понадобиться вентилятор испарительного охлаждения или иначе известный как болотный охладитель. Они охлаждаются испарением воды. Вентилятор оснащен специальными пропитанными водой подушечками, через которые он втягивает теплый воздух. Тепло используется для испарения воды, а более холодный воздух возвращается в магазин.Мы продаем портативные холодильники разных марок, типов и размеров, поэтому звоните и спрашивайте совета.
Тепло используется для испарения воды, а более холодный воздух возвращается в магазин.Мы продаем портативные холодильники разных марок, типов и размеров, поэтому звоните и спрашивайте совета.
Обеспечение безопасности с помощью вентиляции
В сварочных цехах необходима хорошая вентиляция. Это обеспечивает безопасность и комфорт рабочих, снижает риск травм и долгосрочных проблем со здоровьем, одновременно повышая производительность.
Industrial Fans Direct предлагает полную линейку продуктов для вентиляции и циркуляции воздуха как для больших, так и для небольших сварочных цехов и производственных предприятий.Независимо от того, требуются ли вам вытяжные устройства для дыма и / или пыли, канальные вытяжные вентиляторы для перемещения воздуха через воздуховоды, вентиляторы на пьедестале, вентиляторы циркуляционного воздуха на рабочих местах или переносные барабанные вентиляторы для охлаждения помещения и движения воздуха, мы обеспечим ваш бизнес и его сотрудников.