Оборудование для сварки ПЭ труб
Способы соединения полиэтиленовых труб с помощью термической сварки
Полиэтиленовые трубы имеют много достоинств. Неподверженность коррозии, химическая стойкость, отсутствие зарастания внутренней поверхности, долгий срок службы, экологичность. Важным преимуществом является и то, что по своим реологическим свойствам полиэтилен является хорошо свариваемыми материалом – благодаря широкому температурному интервалу вязкотекучего состояния более 70 °С) и небольшой вязкости расплава.
Существует два основных метода неразъемного соединения полиэтиленовых труб – с помощью фитингов с закладными нагревательными элементами (электромуфтовые соединения) и методом стыковой сварки.
Электромуфтовая сварка ПЭ труб
По себестоимости электромуфтовый сварочный аппарат более затратен, чем стыковый. Это связано с необходимостью использовать относительно дорогие фитинги со встроенными нагревательными элементами. Однако у муфт есть и свои достоинства. Если сварка ПЭ труб производится в стесненных условиях, в которых невозможно работать с аппаратом для стыковой сварки, электромуфтовый метод, не требующий большого пространства, становится единственной альтернативой.
Если сварка ПЭ труб производится в стесненных условиях, в которых невозможно работать с аппаратом для стыковой сварки, электромуфтовый метод, не требующий большого пространства, становится единственной альтернативой.
Сущность электромуфтовой сварки состоит в том, что фитинг (муфту) с закладным нагревателем надевают на стык, который необходимо сварить, и с помощью специального аппарата подают напряжение на нагревательный элемент. Нагреваясь, последний расплавляет контактирующие поверхности муфты и трубопровода, в результате чего образуется герметичное соединение. Компактные и легкие аппараты для муфтовой сварки удобны в использовании и потребляют мало электроэнергии.
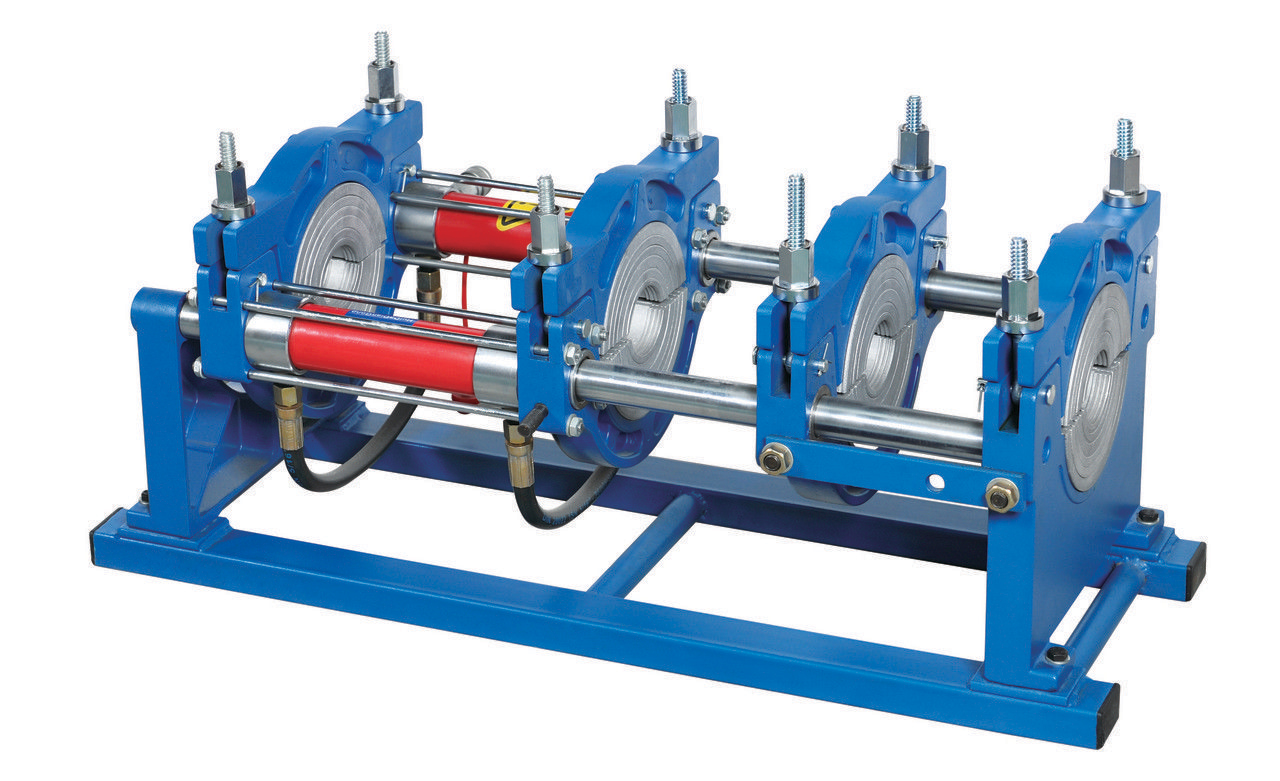
Сварка ПЭ труб встык
Этот способ является самым универсальным и востребованным при создании неразъемных соединений. Прочность стыковых швов не уступает прочности соседних участков, а сваренный трубопровод по герметичности, гибкости и надежности ничем не отличается от цельной трубы.
Стыковое соединение выполняется в такой последовательности:
- установка концов свариваемых труб в муфтовый сварочный аппарат, их выравнивание и фиксация;
- зачистка и механическая обработка торцов с помощью торцевателя;
- установка между свариваемыми торцами зеркала, разогрев и оплавление торцов, прижатых к прибору;
- удаление зеркала из рабочей зоны;
- прижатие расплавленных концов друг к другу с определенным усилием и выдерживание их под давлением до охлаждения соединения.


При контроле качества сварки ориентируются на форму и размеры образовавшегося грата (валиков вокруг стыка). Его геометрические параметры должны соответствовать определенным требованиям. Качество работы зависит не только от правильного подбора сварочного оборудования, но и от степени квалификации сварщика.
Характеристики используемых сварочных аппаратов зависят от диаметров свариваемых труб и степени автоматизации работы. Необходимое оборудование можно подобрать в разделе «Стыковые сварочные аппараты».
Инструкция для аппарата стыковой сварки пластиковых труб с механическим приводом AL160 (AK160).
АППАРАТ ДЛЯ СТЫКОВОЙ СВАРКИ ИНСТРУКЦИЯМодель AL160 (40-160 мм) ручной механический привод
СОДЕРЖАНИЕ1 – ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 — Назначение
1.2 – Область применения
1.3 — Тип
2 – ОСНАЩЕНИЕ МАШИНЫ
2.1 — Центратор
2. 2 – Торцеватель (триммер)
2 – Торцеватель (триммер)
2.3 – Нагреватель
2.4 — Панель управления
2.5 — Вкладыши
3 – ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ.
4 – ПАРАМЕТРЫ ДАВЛЕНИЯ И ВРЕМЕНИ
5 – МЕРЫ ПРЕДОСТОРОЖНОСТИ
ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 — НАЗНАЧЕНИЕ
Сварка встык ПЭ (PE), ПП (PP) и ПВДФ (PVDF ) труб и фитингов для размеров
Модель AL160 (40-50-63-75-90-110-125-140-160мм)
1.2 – СФЕРА ПРИМЕНЕНИЯ
Все типы труб и фитингов выполненные из ПЭ, ПП и ПВДФ применяются при транспортировке питьевой воды, стоков, и т.д.
1.3 – ТИП
Аппарат AL160 предназначен для ручной сварки. Напряжение эксплуатации прибора 220В (однофазная сеть).
2 – ОСНАЩЕНИЕ
|
NO. |
ОСНОВНЫЕ ДЕТАЛИ |
|
1 |
ЦЕНТРАТОР |
|
2 |
ТОРЦЕВАТЕЛЬ (ТРИММЕР) |
|
3 |
НАГРЕВАТЕЛЬ |
|
4 |
ПАНЕЛЬ УПРАВЛЕНИЯ |
|
5 |
ВКЛАДЫШИ |
2.
Центрация труб производится при помощи двух подвижных и двух не подвижных зажимов закреплённых на направляющих.
|
NO. |
ОСНОВНЫЕ ДЕТАЛИ ЦЕНТРАТОРА |
|
1 |
ПЛАТФОРМА |
|
2 |
НАПРАВЛЯЮЩИЕ |
|
3 |
НЕПОДВИЖНЫЕ ЗАЖИМЫ |
|
4 |
ГРУППА ПОДВИЖНЫХ ЗАЖИМОВ |
|
5 |
ВЕРХНИЙ ЗАЖИМ |
|
6 |
СОЕДИНИТЕЛЬНЫЙ ШТИФТ ДЛЯ ЗАЖИМОВ |
|
7 |
СОЕДИНИТЕЛЬНЫЙ БОЛТ ДЛЯ ЗАЖИМОВ |
|
8 |
АЛЮМИНИЕВЫЕ ЗАЖИМЫ |
|
9 |
РУКОЯТКА |
|
10 |
ДИАГРАММА ДАВЛЕНИЯ |
2. 2 – Торцеватель (триммер)
2 – Торцеватель (триммер)
Торцевателем (триммером) является инструмент с лезвиями на обеих сторонах, служащий для очищения и выравнивания обоих концов трубы перед началом сварки.
|
NO. |
ДЕТАЛИ ТОРЦЕВАТЕЛЯ (ТРИММЕРА) |
|
1 |
ВРАЩАЮЩИЕСЯ ЗАЖИМЫ |
|
2 |
ЛЕЗВИЯ |
|
3 |
РУКОЯТКА |
|
4 |
ДВИГАТЕЛЬ (220В – 810Вт) |
|
5 |
ЭЛЕКТРОПРОВОД |
2.3 – Нагреватель
Концы труб нагреваются при помощи нагревательного элемента перед сваркой. Настройка нагревателя осуществляется при помощи термостата на пластинах.
Настройка нагревателя осуществляется при помощи термостата на пластинах.
220В – 1000Вт СОПРОТИВЛЕНИЕ
|
NO |
ДЕТАЛИ НАГРЕВАТЕЛЯ |
|
1 |
ПЛАСТИНА |
|
2 |
ТЕРМОСТАТ С УСТАНОВКОЙ ТЕМПЕРАТУРЫ |
|
3 |
РУКОЯТКА |
2.4 –Панель управления
Панель управления обеспечивает давлением, необходимое для работы нагревателя и торцевателя (триммера).
|
NO |
БЛОК УПРАВЛЕНИЯ ПИТАНИЕМ |
|
1 |
РОЗЕТКА ТОРЦЕВАТЕЛЯ |
|
2 |
РОЗЕТКА НАГРЕВАТЕЛЯ |
|
3 |
ON/OFF ВЫКЛЮЧАТЕЛЬ |
3. ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ
ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ
Шаг №1- Подключите ПАНЕЛЬ УПРАВЛЕНИЯ к сети переменного тока 220В, затем НАГРЕВАТЕЛЬ к соответствующей розетке на панели управления.
Шаг №2- Дождитесь нагрева зеркала НАГРЕВАТЕЛЯ до температуры 220 C˚.
Шаг №3- Закрепите зажимы на ЦЕНТРАТОРЕ и вставите трубы.
Шаг №4- Установите ТОРЦЕВАТЕЛЬ в ЦЕНТРАТОРЕ, закрепите блокировочным штырём.
Шаг №5- Вставьте штепсель ТОРЦЕВАТЕЛЯ в соответствующую розетку, расположенную на ПАНЕЛИ УПРАВЛЕНИЯ.
Шаг №6- Включите ТОРЦЕВАТЕЛЬ и подведите группу зажимов с трубами к торцевателю, вращая рукоять ЦЕНТРАТОРА по часовой стрелке. Торцевание необходимо производить до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы. По окончании снимите ТОРЦЕВАТЕЛЬ с машины и положите в защитный кожух.
Шаг №7- Убедитесь, что температура НАГРЕВАТЕЛЯ достигла 220 C˚.
Шаг №8- Проверьте работу машины, приводя в движение зажимы рукояткой. Перемещайте зажимы вперед-назад, по направляющим ЦЕНТРАТОРА пока не убедитесь, что зажимы перемещаются плавно без заеданий.
Перемещайте зажимы вперед-назад, по направляющим ЦЕНТРАТОРА пока не убедитесь, что зажимы перемещаются плавно без заеданий.
Шаг №9- Найдите значение необходимого ДАВЛЕНИЯ СВАРКИ (P1=P5) в таблице (раздел 4 инструкции), в соответствии с диаметром трубы, материалом и показателем PN или SDR.
Шаг №10- Убедитесь, что температура НАГРЕВАТЕЛЯ достигла 220 C˚.
Шаг №11- Поместите нагреватель между обработанными торцами труб и соедините трубы, вращая рукоятку, установив величину давления P1 соответствии с выбранными по таблице параметрами. После образования симметричного буртика (время t1), ослабьте давление до ноля и продолжайте подогрев до истечения необходимого времени (t2).
Шаг №12- По истечении времени нагрева снимите НАГРЕВАТЕЛЬ и соедините трубы вместе, применив давление P5, выбранное по таблице. ВНИМАНИЕ! Время удаления нагревателя из зоны сварки ( t 3) ОГРАНИЧЕННО технологией сварки. Необходимо завершить удаление нагревателя за время указанное в таблице.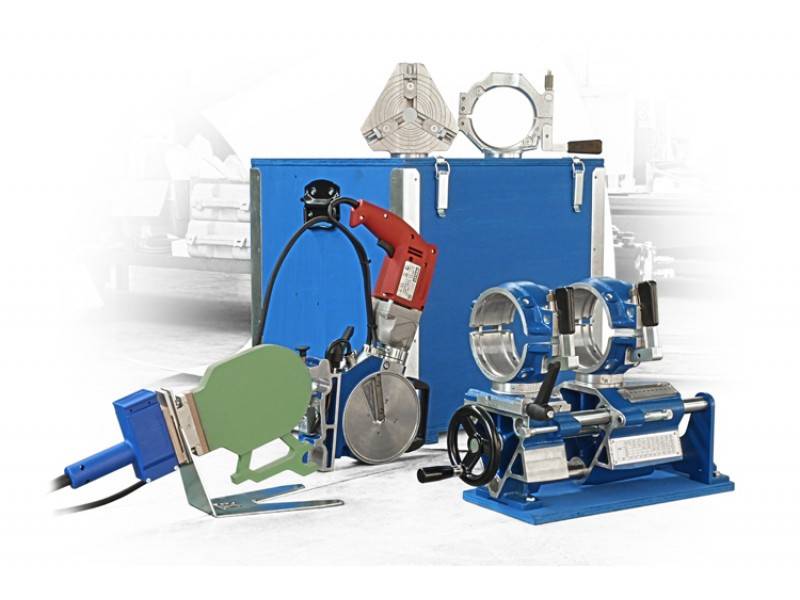
Шаг №13- Оставьте сваренные трубы в машине под воздействием давления на необходимое время охлаждения t5.
4 – ПАРАМЕТРЫ ВРЕМЕНИ И ДАВЛЕНИЯ
t1: Время оплавления стыка до образования грата (симметричного буртика)
t2: Время нагрева без давления
t3: Время удаления нагревателя из зоны сварки
t4: Время увеличивающегося давления (давление сварки)
t5: Время необходимое для охлаждения
P1: Давление оплавления торцов до образования симметричного буртика
P2: Давление необходимое для продолжения нагрева торцов трубы (близко в нулю)
P5: Время необходимое для охлаждения стыка
|
PE 100 PN 4 (SDR 41) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
63 |
1,8 |
6 |
0,5 |
20 |
4 |
4 |
6 |
2 |
|
|
75 |
1,9 |
7 |
0,5 |
20 |
4 |
4 |
7 |
2 |
|
|
90 |
2,2 |
10 |
0,5 |
22 |
4 |
4 |
10 |
2 |
|
|
110 |
2,7 |
14 |
0,5 |
27 |
4 |
4 |
14 |
3 |
|
|
125 |
3,1 |
18 |
0,5 |
31 |
4 |
4 |
18 |
4 |
|
|
140 |
3,5 |
23 |
0,5 |
35 |
5 |
5 |
23 |
4 |
|
|
160 |
4,0 |
30 |
0,5 |
40 |
5 |
5 |
30 |
5 |
|
|
PE 100 PN 5 (SDR 33) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
|
|
|
|
|
|
|
|
|
|
50 |
1,8 |
5 |
0,5 |
20 |
4 |
4 |
5 |
2 |
|
|
63 |
2,0 |
6 |
0,5 |
20 |
4 |
4 |
6 |
2 |
|
|
75 |
2,3 |
8 |
0,5 |
23 |
4 |
4 |
8 |
2 |
|
|
90 |
2,8 |
12 |
0,5 |
28 |
4 |
4 |
12 |
3 |
|
|
110 |
3,4 |
18 |
0,5 |
34 |
5 |
5 |
18 |
4 |
|
|
125 |
3,9 |
23 |
0,5 |
39 |
5 |
5 |
23 |
5 |
|
|
140 |
4,3 |
28 |
0,5 |
43 |
5 |
5 |
28 |
6 |
|
|
160 |
4,9 |
36 |
1 |
49 |
5 |
5 |
36 |
7 |
|
|
PE 100 PN 6 (SDR 26) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
1,8 |
4 |
0,5 |
20 |
4 |
4 |
4 |
2 |
|
|
50 |
2,0 |
5 |
0,5 |
20 |
4 |
4 |
5 |
2 |
|
|
63 |
2,5 |
8 |
0,5 |
25 |
4 |
4 |
8 |
3 |
|
|
75 |
2,9 |
10 |
0,5 |
29 |
4 |
4 |
10 |
3 |
|
|
90 |
3,5 |
15 |
0,5 |
35 |
5 |
5 |
15 |
4 |
|
|
110 |
4,2 |
21 |
0,5 |
42 |
5 |
5 |
21 |
6 |
|
|
125 |
4,8 |
28 |
1 |
48 |
5 |
5 |
28 |
6 |
|
|
140 |
5,4 |
35 |
1 |
54 |
5 |
5 |
35 |
7 |
|
|
160 |
6,2 |
45 |
1 |
62 |
6 |
6 |
45 |
9 |
|
|
PE 100 PN 8 (SDR 21) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
2,3 |
5 |
0,5 |
23 |
4 |
4 |
5 |
2 |
|
|
50 |
2,9 |
7 |
0,5 |
29 |
4 |
4 |
7 |
3 |
|
|
63 |
3,6 |
11 |
0,5 |
36 |
5 |
5 |
11 |
5 |
|
|
75 |
4,3 |
15 |
0,5 |
43 |
5 |
5 |
15 |
6 |
|
|
90 |
5,1 |
21 |
1 |
51 |
5 |
5 |
21 |
7 |
|
|
110 |
6,3 |
31 |
1 |
63 |
6 |
6 |
31 |
9 |
|
|
125 |
7,1 |
40 |
1,5 |
71 |
6 |
6 |
40 |
10 |
|
|
140 |
8,0 |
50 |
1,5 |
80 |
6 |
6 |
50 |
11 |
|
|
160 |
9,1 |
65 |
1,5 |
91 |
7 |
7 |
65 |
13 |
|
|
PE 100 PN 10 (SDR 17) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
2,4 |
5 |
0,5 |
24 |
4 |
4 |
5 |
3 |
|
|
50 |
3,0 |
7 |
0,5 |
30 |
4 |
4 |
7 |
4 |
|
|
63 |
3,8 |
11 |
0,5 |
38 |
5 |
5 |
11 |
5 |
|
|
75 |
4,5 |
15 |
1 |
45 |
5 |
5 |
15 |
6 |
|
|
90 |
5,4 |
22 |
1 |
54 |
5 |
5 |
22 |
7 |
|
|
110 |
6,6 |
33 |
1 |
66 |
6 |
6 |
33 |
9 |
|
|
125 |
7,4 |
42 |
1,5 |
74 |
6 |
6 |
42 |
10 |
|
|
140 |
8,3 |
52 |
1,5 |
83 |
7 |
7 |
52 |
12 |
|
|
160 |
9,5 |
68 |
1,5 |
95 |
7 |
7 |
68 |
13 |
|
|
PE 100 PN 16 (SDR11) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
3,7 |
7 |
0,5 |
37 |
5 |
5 |
7 |
5 |
|
|
50 |
4,6 |
10 |
1 |
46 |
5 |
5 |
10 |
6 |
|
|
63 |
5,8 |
16 |
1 |
58 |
6 |
6 |
16 |
8 |
|
|
75 |
6,8 |
22 |
1 |
68 |
6 |
6 |
22 |
10 |
|
|
90 |
8,2 |
32 |
1,5 |
82 |
6 |
6 |
32 |
11 |
|
|
110 |
10,0 |
48 |
1,5 |
100 |
7 |
7 |
48 |
14 |
|
|
125 |
11,4 |
62 |
1,5 |
114 |
8 |
8 |
62 |
15 |
|
|
140 |
12,7 |
77 |
2 |
127 |
8 |
8 |
77 |
17 |
|
|
160 |
14,6 |
101 |
2 |
147 |
9 |
9 |
101 |
19 |
|
|
PE 100 PN 12,5 (SDR 13,6) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
5,5 |
9 |
1 |
55 |
5 |
5 |
9 |
8 |
|
|
50 |
5,6 |
12 |
1 |
56 |
5 |
5 |
12 |
8 |
|
|
63 |
8,6 |
23 |
1,5 |
86 |
7 |
7 |
23 |
12 |
|
|
75 |
10,3 |
32 |
1,5 |
103 |
7 |
7 |
32 |
14 |
|
|
90 |
12,3 |
46 |
2 |
123 |
8 |
8 |
46 |
16 |
|
|
110 |
15,1 |
68 |
2 |
151 |
3 |
9 |
68 |
20 |
|
|
125 |
17,1 |
87 |
2,0 |
171 |
9 |
10 |
87 |
22 |
|
|
140 |
19,2 |
110 |
2,5 |
192 |
10 |
11 |
110 |
24 |
|
|
160 |
21,9 |
143 |
2,5 |
219 |
11 |
12 |
143 |
27 |
|






Визуальная диагностика возможных ошибок при проведении процедуры сварки
5 – МЕРЫ ПРЕДОСТОРОЖНОСТИ.
- Использовать аппарат должны только опытные специалисты.
- Во время эксплуатации, аппарат должен находиться на горизонтальной плоскости.
- Перед использованием проверьте электрический кабель и соединения.
- Не трогайте нагреватель после достижения рабочей температуры, при переносе используйте рукоятку.
- Проверяйте уровень подогрева только при помощи термостата.
- Закрепите торцеватель на станине перед использованием.
- Не переносите торцеватель во время работы.
- Не трогайте лезвия торцевателя во время работы.
- После обработки торцевателем, удалите розетку(выключите из розетки) и положите в защитный кожух.
Компания АбсолютКринИнвест занимается поставками на Белорусский рынок и рынки ближнего зарубежья строительного оборудования и строительной техники.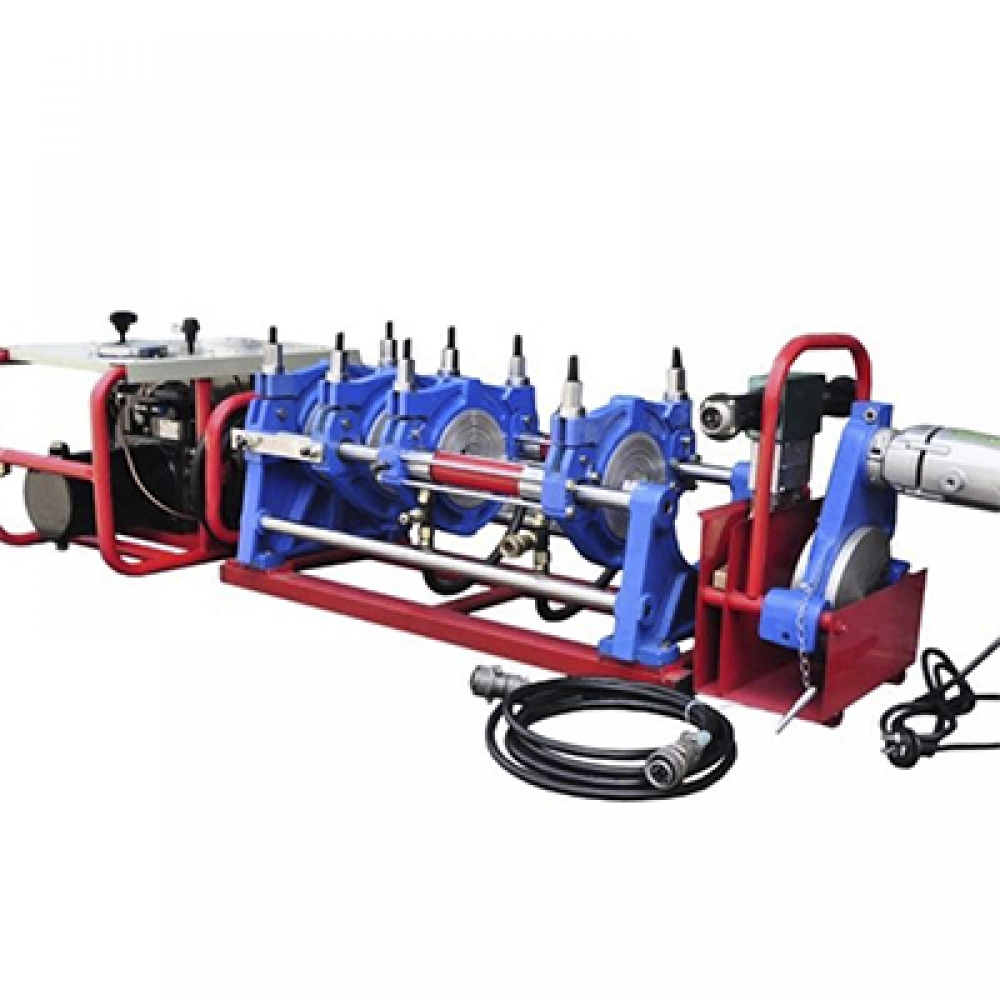 В перечне строительного оборудования, которое мы предлагаем используются энергосберегающие технологии, профессиональный, индустриальный инструмент, который обязателен для любого спектра сантехнических, ремонтных и других видов строительных работ. Мы воплощаем в своей компании многолетний и практический опыт в строительном оборудовании, которая выдержала различной сложности тестирования в применении строительной техники. подробнее В перечне строительного оборудования, которое мы предлагаем используются энергосберегающие технологии, профессиональный, индустриальный инструмент, который обязателен для любого спектра сантехнических, ремонтных и других видов строительных работ. Мы воплощаем в своей компании многолетний и практический опыт в строительном оборудовании, которая выдержала различной сложности тестирования в применении строительной техники. подробнееНовое оборудование на сайтеСдаем в аренду осушители воздуха малолитражные, бытовые, полупромышленные Аренда (прокат) — Осушители воздуха малолитражные В аренду осушитель воздуха BALLU BD10U Цена аренды: 10 бел. руб / сутки Осушитель воздуха Ballu BD10U имеет мощность 240 Вт и … подробнееМы предлагаем в аренду (прокат) тепловые пушки электрические и газовые (пропан-бутан) Тепловые пушки электрические в аренду: В аренду тепловая пушка электрическая Ecoterm EHR-03/1E (пушка, 3 кВт, 220 В, термостат) Преимущества: — Применим в бытовых . Гидравлические домкраты ДГА-П – это взрывобезопасные, надежные и производительные гидравлические домкраты с грузоподъемностью до 200 т. Использование при производстве домкрата сплавов алюминия вместо стали многократно снижает вероятность появления … подробнееГидравлические домкраты ДП-Г — надежные и производительные домкраты двухстороннего действия с грузоподъемностью до 200 т, предназначенные для запрессовки и вы-прессовки деталей, установленных с натягом на валах, а также натяжения арматуры, канатов и … подробнееГидравлические домкраты ДП-П — надежные и производительные домкраты одностороннего действия с гру-зоподъемностью до 100т, предназначенные для запрессовки и выпрессовки деталей, установленных с натягом на валах, а также натяжения арматуры, канатов и … подробнееГидравлические домкраты МНС представляют из себя усовершенствованный вариант гидравлических домкратов бутылочной конструкции. Гидравлические домкраты ДУ-Г — это мощные, универсальные, надежные и производи-тельные домкраты двухстороннего действия с грузоподъемностью до 1000 т. Отличи-тельная особенность – гидравлический возврат штока, что обеспечивает быстрый и безопасный … подробнееГидравлические домкраты ДУ-П — мощные, надежные и производительные гидравлические домкраты с грузоподъемностью до 1000 т. Предназначены для использования на промышленных предприятиях и строительных объектах. Оснащаются выносным насосом с ручным или … подробнееМощные, надежные и производительные гидравлические домкраты НМ предназначены для использования на промышленных предприятиях и строительных объектах. Рекомендованы для использования на объектах с любой интенсивностью работ. Преимущества: длинный … подробнееНовости и статьиКак увеличить продажи Успех деятельности производителя зависит от объема проданных изделий; исполнителя – от числа и круга лиц, которым оказываются услуги. Технические характеристики глубинных вибраторов и их классификация Вибрация возникает при вращении тяжелого эксцентрика вокруг оси с определенной скоростью. Эта масса порождает силу, заставляющую вибратор колебаться с соответствующей частотой. подробнееКак экономить электроэнергию, тепло, воду и наши деньги Первая мысль, посещающая человека, решившего начать экономить – это снижение потребления электроэнергии. Действительно, в современных квартирах установлено огромное количество бытовых подробнееКакие бывают виброрейки? Особенности виброрейки. Что такое виброрейка? Особый вид строительного оборудования, применяемый для трамбовки, укладки и выравнивания бетонных смесей, называется виброрейка. При помощи данного инструмента работы по подробнее Приготовление бетонной смеси в бетономешалке. Аренда торгового помещения. Аренда торгового помещения площадью 8,3 м2 на 2-м этаже в ТЦ «ЛенинГрад» ЛенiнГрад – город интерьеров. Первый интерьер-центр в г. Минске, который собрал под одной крышей лучших продавцов товаров для дома, предметов подробнее |
 ..
.. Домкрат МНС оснащен дополнительным грузозахватным приспособлением (лапой), что позволяет осуществлять подхват груза с …
Домкрат МНС оснащен дополнительным грузозахватным приспособлением (лапой), что позволяет осуществлять подхват груза с …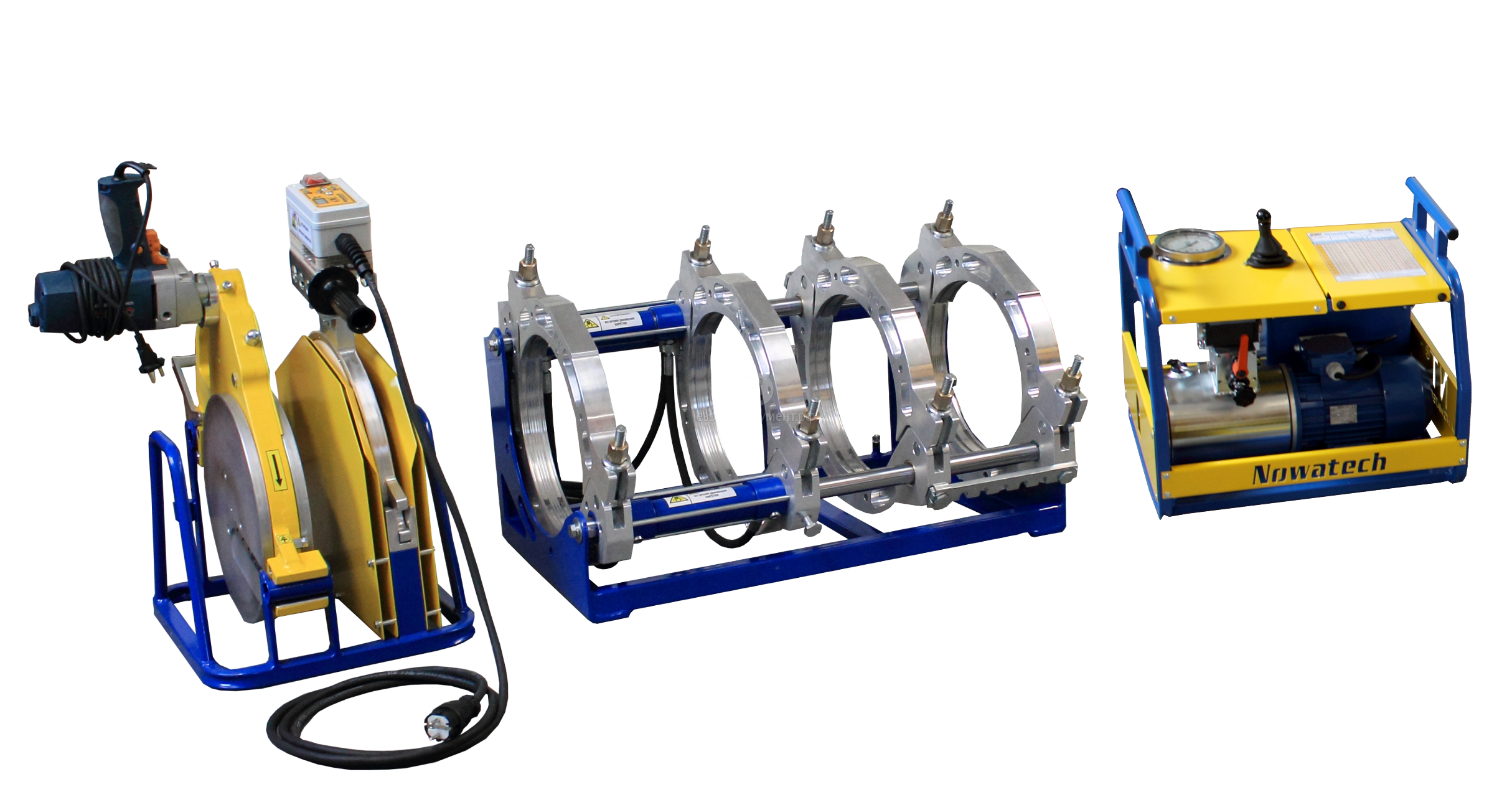 Именно поэтому вопрос о том: как увеличить продажи, волнует каждого подобного субъекта.
Именно поэтому вопрос о том: как увеличить продажи, волнует каждого подобного субъекта. Самый главный вопрос, который задает человек, желающий впервые приготовить бетон с помощью бетономешалки – как получить качественную смесь. В данной статье мы рассмотрим несколько секретов, которые
Самый главный вопрос, который задает человек, желающий впервые приготовить бетон с помощью бетономешалки – как получить качественную смесь. В данной статье мы рассмотрим несколько секретов, которыеАппарат для стыковой сварки полиэтиленовых труб
Аппарат для стыковой сварки полиэтиленовых труб | Сварочное оборудованиеПластиковые трубы, фитинги +7 (495) 128-0337, +7 (812) 449-3073, +7 (812) 449-1534
-
Электросварные фитинги, шаровые краны
fox fittings
от ведущего мирового производителя фитингов fox fittings на складе в Санкт-Петербурге.
-
Запорная арматура, гидранты, обжимные фланцы
Jafar+Avk+Hawle
для труб ПНД, ПВХ, ПП, чугунных и стальных в системах водоснабжения, газоснабжения, пожаротушения, канализации, водоотведения
-
Питьевое водоснабжение и газ
Трубы в отрезках
Отрезки длиною 12 метров для питьевого водоснабжения с синими полосами, для газа — с жёлтыми.
-
Питьевое водоснабжение
Трубы в бухтах
Бухты по 50, 100, 150 и 200 метров.
Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ. -
Водоснабжение и газ
с защитным слоем
Повышен срок службы до 100 лет. Не требуется подсыпка, защитное покрытие не допускает царапин, увеличен коэффициент прочности. Покрытие синего цвета — вода, желтого — газ.
-
Промышленные трубопроводные системы
Georg Fischer
Всё для систем водоочистки, гальваники, микроэлектроники, фармацевтики, медицины, химической промышленности, судостроения из пластика PVC-U, PVC-C, PP-n, PP-h, PVDF.

 Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
-
Сварочный аппарат TM 160 TOP
- Диапазон свариваемых диаметров: 40-160 мм
- Напряжение: 230 В
- Общая мощность: 1900 Вт
- Вес без упаковки: 80 кг
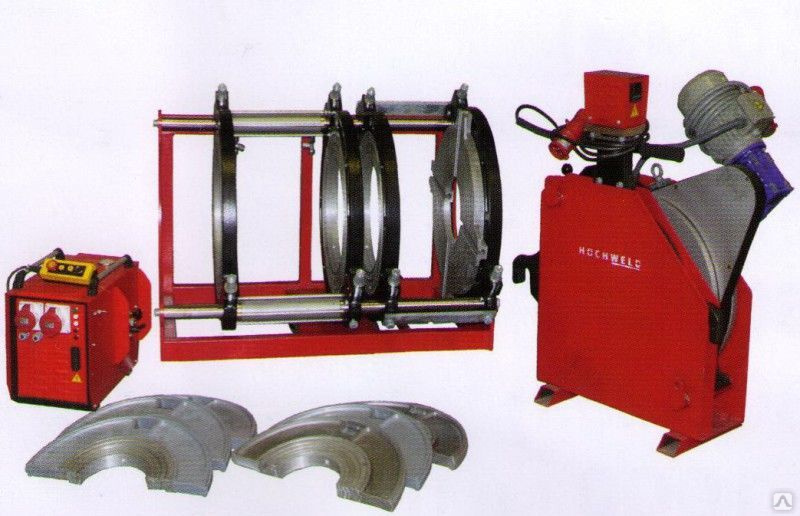
В составе комплекта сварочного аппарата входит: центратор с гидроприводом, нагреватель с электронным блоком контроля температуры 220В, торцеватель с электроприводом, гидроагрегат с блоком питания, контейнер для торцевателя и сварочного зеркала. Основные зажимы на 160 мм.
-
Сварочный аппарат TM 250 TOP
- Напряжение: 230 В
- Общая мощность: 3270 Вт
- Общий вес: 122 кг
В составе комплекта: центратор с основными зажимами ø250 мм, торцеватель с блокировкой от произвольного включения, нагревательный элемент с электронным контролем температуры, гидравлический агрегат с блоком питания и управления, защитой от перенапряжения, установочным комплектом присоединения прибора протоколирования, с гидравлическими шлангами.
Металлический контейнер для хранения торцевателя и нагревателя. -
Сварочный аппарат TM 315 TOP
- Диапазон свариваемых диаметров: 90-315 мм
- Напряжение: 220 В
- Общая мощность: 3900 Вт
- Вес без упаковки: 214 кг
В составе комплекта сварочного аппарата: центратор с гидроприводом, нагреватель с электронным блоком контроля температуры 220В, торцеватель с электроприводом, гидроагрегат со шлангами, контейнер для торцевателя и сварочного зеркала. Основные зажимы на 315 мм.
-
Сварочный аппарат KL 630 TOP1
- Напряжение: 400 В
- Общая мощность: 11 000 Вт
- Вес без упаковки: 428 кг
Аппарат предназначен для стыковой сварки труб и фитингов ПП, ПЭ и ПВДФ ø630 мм; Аппарат оснащен гидравлическим узлом Hydromat и электрическим блоком питания для безопасного подсоединения всех электрических деталей.
Также в составе имеется нагревательный элемент с электронным контролем температуры с устройством для установки температуры на электрическом блоке. -
Сварочный аппарат Minicron 110
Предназначен для монтажа полиэтиленовых трубопроводов. На устройство имеются паспорта, сертификаты соответствия и разрешения на применение. Также предоставляется гарантия сроком на 2 года.
 Металлический контейнер для хранения торцевателя и нагревателя.
Металлический контейнер для хранения торцевателя и нагревателя. Также в составе имеется нагревательный элемент с электронным контролем температуры с устройством для установки температуры на электрическом блоке.
Также в составе имеется нагревательный элемент с электронным контролем температуры с устройством для установки температуры на электрическом блоке.© Спектр-Строй. Все права защищены. Характеристика | Гост | Сертификаты | Видео | Цены | Доставка
Сварочное оборудование для полиэтиленовых труб
Главная • Каталог • ОборудованиеЕсли Вы в поисках проверенного, надежного и долговечного оборудования для сварки полиэтиленовых труб из полиэтилена низкого давления (ПНД) и в дополнение к этому не хотите переплачивать за него, и более того, хотите купить его дешевле, чем его продает завод-производитель, то Вы нашли что искали!
Наша компания занимается продажей надежных сварочных аппаратов для сварки ПНД труб методом стыковой и электромуфтовой сварки по ценам ниже цены заводов-производителей и бесплатно доставляет их до терминалов транспортных компаний в Вашем городе.
Выбирая сварочное оборудование для сварки полиэтиленовых труб каждому хочется, чтобы его сварочный аппарат работал долго и не вызывал никаких нареканий при работе. Поэтому, мы предлагаем Вам купить сварочные аппараты, которые доказывали свою надежность, практичность и «живучесть» — работой. На протяжении долгих лет они добросовестно зарабатывали свое право быть лучшими и заработали его. Сварочные аппараты прошли проверку на многочисленных строительных площадках и ежедневно используются большим количеством монтажных организаций России, стран СНГ, ближнего и дальнего зарубежья.
олучить консультацию
По телефону: +7 (960) 048-87-04
по электронной почте: [email protected]
олевые машины для сварки полиэтиленовых труб — описание
Оборудование, широко и масштабно используемое для сварки ПНД труб делится на две категории. Разделение осуществляется по методу сварки: стыковое и электромуфтовое. Рассмотрим каждый из методов сварки подробнее.
тыковая сварка
Данный вид сварки подходит для труб и фитингов диаметром от 40 и до 1600 мм.
В основном, сварка полиэтиленовой трубы встык, используется при строительстве протяженных трубопроводов, то есть при необходимости сварить большое количество стыков и строительстве трубопроводов больших диаметров.
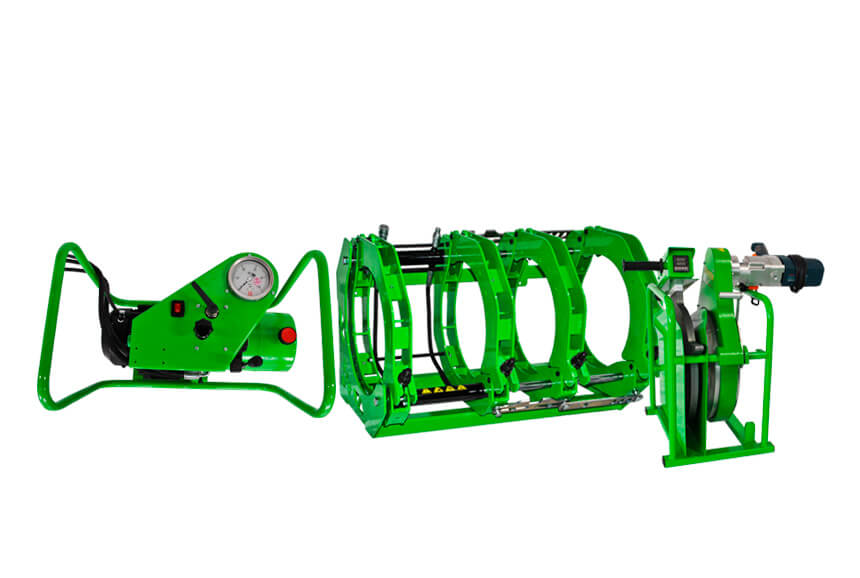
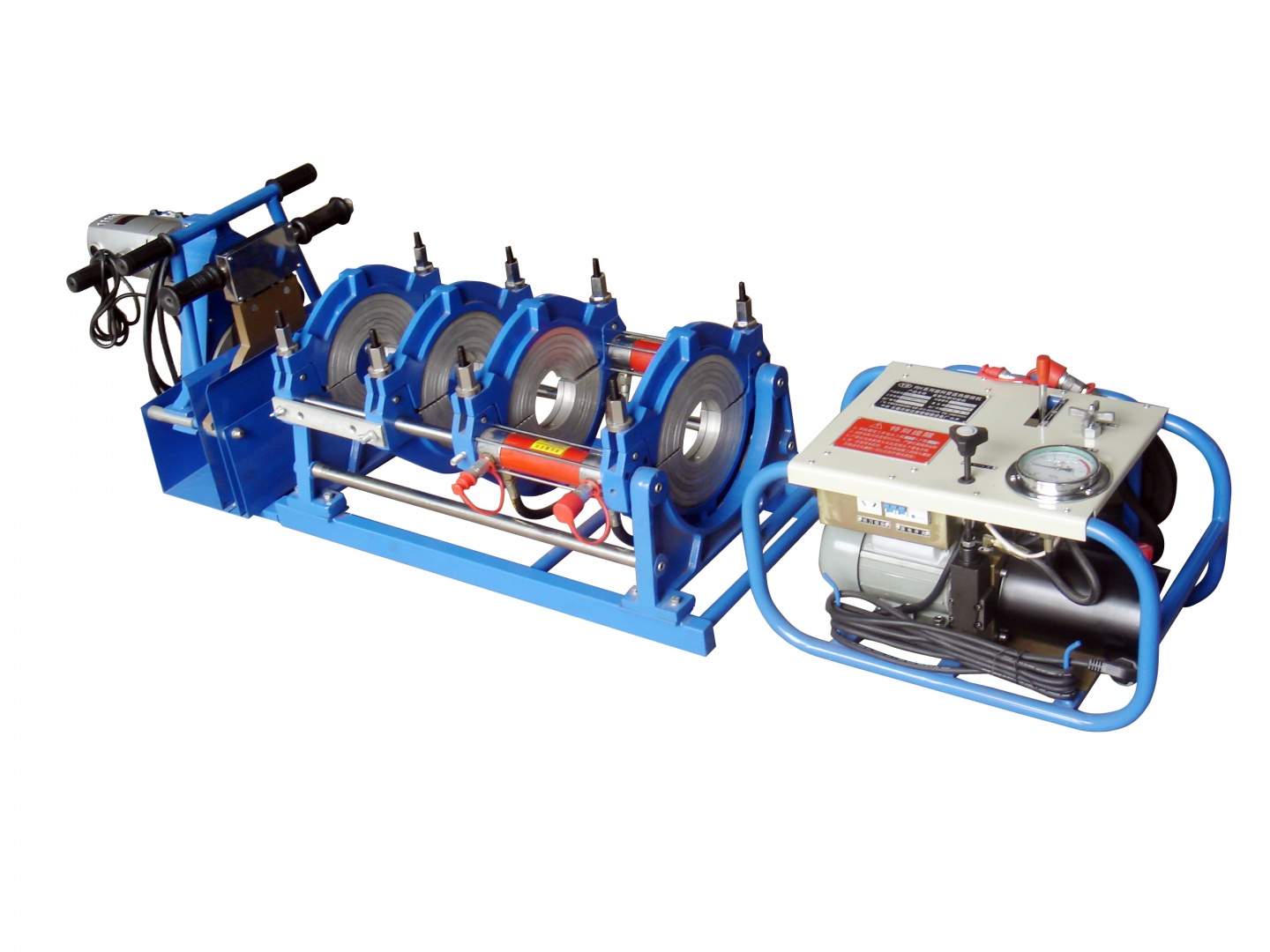
варочный агрегат для стыковой сварки труб и фитингов из полиэтилена состоит из:
- Центратор — устройство для крепления и соединения свариваемых элементов под давлением.
- Электрический или механический торцеватель — устройство для выравнивания торцевых сторон свариваемых деталей.
- Нагревательный элемент (так же может иметь название «блин», «зеркало») — для нагрева торцов.
- Механический или электрический маслонасос — устройство для создания давления в гидравлической системе центратора.
- Пара шлангов для соединения маслонасоса к центратору.

Основа сварки полиэтиленовых труб стыковым методом в том, что торцевые стороны свариваемых труб и фитингов нагреваются до температуры плавления полиэтилена и соединяются под давлением. При наличии хорошего сварочного аппарата процесс сварки не занимает много времени, а при использовании автоматизированного аппарата не требует много внимания со стороны специалиста проводящего сварочные работы. В виде опции, на стыковые аппараты, возможна установка приборов протоколирования для контроля качества и количества произведенных работ.
Для получения качественного сварочного шва, необходимо сваривать элементы трубопровода только с одинаковым показателем SDR, с одинаковой толщиной стенки и произведенные из одной марки полиэтилена — ПЭ100 или ПЭ80.
лектромуфтовая сварка
Сварка полиэтиленовых труб электромуфтовым способом применяется для монтажа труб и фитингов диаметром от 20 до 1600 мм, а также для врезки в действующий трубопровод с использованием электросварных фитингов.
Данный способ сварки чаще используют при ремонтных работах — в силу дороговизны монтажа трубопровода с помощью электросварных фитингов, при отсутствии возможности сварки стыковым способом — ограниченное свободное пространство, при отсутствии экономической выгоды транспортировки стыкового сварочного оборудования к месту строительных работ.
ппарат для электродиффузионной сварки полиэтиленовых труб и фитингов состоит из:
- Блок управления и контроля — устройство для ручного ввода данных и осуществления контроля над процессом сварки.
- Сварочный кабель — для подсоединения блока управления к контактам фитинга.
- Считывающий карандаш или сканер (опционально) — для считывания информации со штрих кода фитинга.
- GPS (опционально) — устройство для определения местоположения сварочного аппарата.
Сварка электромуфтовым способом основана на нагреве металлической спирали, заложенной в электросварных фитингах. Нагрев необходим для плавления полиэтилена в местах контакта фитинга и свариваемых элементов трубопровода. Весь процесс сварки контролируется в автоматическом режиме и не требует дополнительных усилий со стороны специалиста проводящего монтажные или ремонтные работы.
Нагрев необходим для плавления полиэтилена в местах контакта фитинга и свариваемых элементов трубопровода. Весь процесс сварки контролируется в автоматическом режиме и не требует дополнительных усилий со стороны специалиста проводящего монтажные или ремонтные работы.
траны производители сварочного оборудования для полиэтиленовых труб
Широким спросом пользуется недорогое и качественное сварочное оборудование производства России — это стыковые сварочные аппараты марки «ROBU», стыковые аппараты производства завода «Волжанин (марка ССПТ)» и электромуфтовые аппараты производства «Группы ПОЛИПЛАСТИК (ТРАССА-М)». Также к недорогим и надежным стыковым сварочным аппаратам можно отнести оборудование производства Турции — «Weltech», «Turan Makina» и оборудование производства Польши — «Novatech». К более автоматизированным и дорогим относятся аппараты производства Италии — это стыковые аппараты производителей «Ritmo», «Georg Fischer», «OMISA»; аппараты производства Германии — это стыковые аппараты «Rothenberger», «Widos» и стыковые, электромуфтовые и комбинированные машины «Hurner».
В нашей компании Вы можете купить аппараты для сварки полиэтиленовых труб любого из вышеперечисленного производителя по ценам ниже цены завода-производителя. В дополнение к низкой цене, мы бесплатно доставим Ваше оборудование до терминала транспортной компании («Деловые линии») в Вашем городе.
олучить консультацию
По телефону: +7 (960) 048-87-04
по электронной почте: [email protected]
Оборудование для сварки полиэтиленовых труб. Товары и услуги компании «ТОО «Пром Инвест Казахстан»»
Сварка труб встык
Принцип сварки заключается в следующем:
― соединяемые поверхности труб очищают от пыли и грязи.
― после очистки концы труб выравнивают торцующим устройством, деформированные, порванные или имеющие забоины концы труб обрезаются;
― свариваемые поверхности труб прижимаются к нагреваемому электрическим током элементу ― сварочному зеркалу (термоэлемент) при определенном давлении, времени и температуре.
― когда появляется грат определенного размера ― сварочное зеркало извлекается, и свариваемые детали соединяются под давлением в течение некоторого времени
― после этого получается прочный сварной шов.
по порядкупо росту ценыпо снижению ценыпо новизне
16243248
- труба мах- 160мм
В наличии
120 000 Тг.
- труба мах- 160мм
В наличии
776 000 Тг.
- труба мах- 250мм
В наличии
315 000 Тг.
- труба мах- 250мм
В наличии
784 000 Тг.
- труба мах- 315мм
В наличии
842 000 Тг.
- труба мах- 450мм
В наличии
1 867 000 Тг.
- труба мах- 630мм
В наличии
2 755 000 Тг.
- труба мах- 160мм
В наличии
150 000 Тг.
- труба мах- 250мм
В наличии
310 000 Тг.
- труба мах- 250мм
В наличии
700 000 Тг.
- труба мах- 315мм
В наличии
850 000 Тг.
- труба мах- 450мм
В наличии
1 530 000 Тг.
- труба мах- 630мм
В наличии
2 850 000 Тг.
- от 63 до 160мм
В наличии
150 000 Тг.
- труб 90-315мм
В наличии
750 000 Тг.
- труба мах- 250мм
В наличии
330 000 Тг.
- труб от 63 до 160мм
В наличии
150 000 Тг.
- труб до 315 мм
В наличии
720 000 Тг.
- Аппарат для стыковой свар
В наличии
1 580 000 Тг.
- труба мах- 250мм
В наличии
770 000 Тг.
- RJQ-315
В наличии
730 000 Тг.
- AL 160
В наличии
630 000 Тг.
- AL 250
В наличии
1 990 000 Тг.
 eyJwcm9kdWN0SWQiOjE3ODQ1NDI3LCJjYXRlZ29yeUlkIjoxNDQwMDcsImNvbXBhbnlJZCI6NDIyODYwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTYxNDE1NDU0MC4yMzE2MDI3LCJwYWdlSWQiOiI2ZDY1NjdjYi0xYWM2LTQ5MjAtYjZkNy1lZmQ2OGEzOTMwZmUiLCJwb3ciOiJ2MiJ9.OGlir94IaQTaoIdI2Kw3S2xU8j7Yhxy1ld8faj9OAkQ» data-advtracking-product-id=»17845427″ data-tg-chain=»{"view_type": "preview"}»>труба мах- 160мм
eyJwcm9kdWN0SWQiOjE3ODQ1NDI3LCJjYXRlZ29yeUlkIjoxNDQwMDcsImNvbXBhbnlJZCI6NDIyODYwLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTYxNDE1NDU0MC4yMzE2MDI3LCJwYWdlSWQiOiI2ZDY1NjdjYi0xYWM2LTQ5MjAtYjZkNy1lZmQ2OGEzOTMwZmUiLCJwb3ciOiJ2MiJ9.OGlir94IaQTaoIdI2Kw3S2xU8j7Yhxy1ld8faj9OAkQ» data-advtracking-product-id=»17845427″ data-tg-chain=»{"view_type": "preview"}»>труба мах- 160ммВ наличии
137 000 Тг.










Соединение полиэтилена — Vinidex Pty Ltd
Соединение полиэтиленовое
Трубы Vinidex PE производятся в диапазоне диаметров от 16 мм до 1000 мм, и эти трубы можно соединять различными способами.
Методы включают механические соединения и ряд процедур термической сварки. Природа полиэтиленовых материалов не позволяет использовать системы на основе клея.
Процессы термического синтеза
Термическое плавление включает нагревание полиэтиленового материала на стыковых поверхностях, сближение расплавленных поверхностей под строго контролируемым давлением и удерживание поверхностей вместе до тех пор, пока стык не остынет.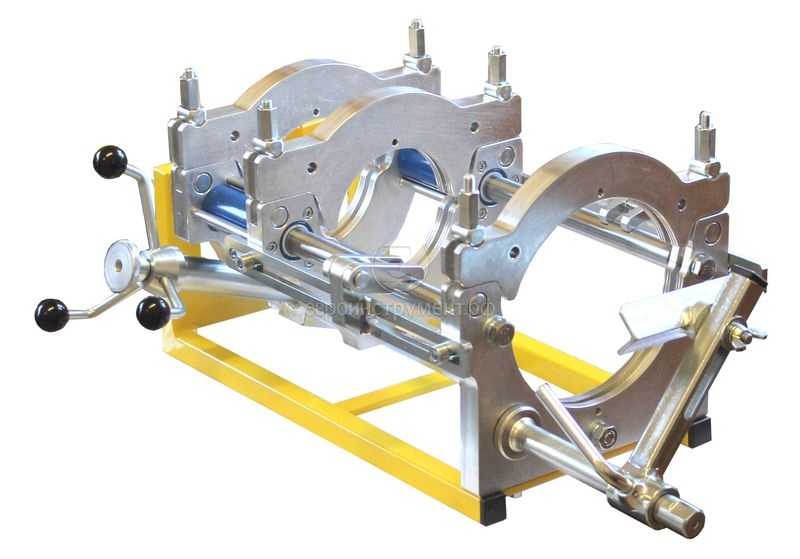
Во всех процессах термической сварки соединение труб в полевых условиях должно выполняться только обученными операторами сварки с использованием надлежащим образом обслуживаемых и откалиброванных сварочных аппаратов.
Перед сваркой необходимо убедиться в совместимости материалов PE с плавлением, а в случае сомнений следует обратиться за советом к инженерам Vinidex.
стыковая сварка
Стыковая сварка обычно применяется для полиэтиленовых труб размером от 90 до 1000 мм для соединений труб, фитингов и обработки концов.Стыковая сварка обеспечивает однородное соединение с такими же свойствами, что и материалы труб и фитингов, и способность выдерживать продольные нагрузки.
Машины для стыковой сварки должны быть достаточно прочными для выравнивания и создания давления на концах труб в пределах жестких допусков, а также для обеспечения нагрева и создания давления на стыковые поверхности в пределах требуемых допусков параметров.
Процесс стыковой сварки состоит из следующих этапов, которые в принципе показаны на рисунке.
Трубы должны быть установлены в сварочный аппарат, а концы очищены спиртом, не оставляющим отложений, для удаления всей грязи, пыли, влаги и жирных пленок в зоне примерно 75 мм от конца каждой трубы, как внутри, так и снаружи. диаметр граней.
- Концы труб обрезаются вращающимся ножом для удаления всех шероховатых концов и слоев окисления. Обрезанные торцы должны быть квадратными и параллельными.
- Концы полиэтиленовых труб нагреваются путем контакта под давлением с пластиной нагревателя. Пластины нагревателя должны быть чистыми, свободными от загрязнений и поддерживаться в пределах указанного диапазона температур поверхности. Контакт сохраняется до тех пор, пока вокруг концов трубы не установится равномерный нагрев, а затем контактное давление снизится до более низкого значения, называемого давлением теплового поглощения.Затем контакт поддерживается до тех пор, пока не истечет соответствующее время выдержки.
- Затем нагретые концы труб втягиваются, а пластина нагревателя снимается. Затем нагретые концы полиэтиленовых труб сводятся вместе и равномерно нагнетаются до значения давления сварки. Затем это давление поддерживается в течение некоторого периода времени, чтобы дать возможность процессу сварки и сварному соединению остыть до температуры окружающей среды и, следовательно, развить полную прочность соединения. В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.
Ни при каких обстоятельствах нельзя опрыскивать стыки холодной водой.
 Затем нагретые концы полиэтиленовых труб сводятся вместе и равномерно нагнетаются до значения давления сварки. Затем это давление поддерживается в течение некоторого периода времени, чтобы дать возможность процессу сварки и сварному соединению остыть до температуры окружающей среды и, следовательно, развить полную прочность соединения. В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.
Затем нагретые концы полиэтиленовых труб сводятся вместе и равномерно нагнетаются до значения давления сварки. Затем это давление поддерживается в течение некоторого периода времени, чтобы дать возможность процессу сварки и сварному соединению остыть до температуры окружающей среды и, следовательно, развить полную прочность соединения. В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.Допустимые комбинации времени, температуры и давления зависят от марки полиэтилена, диаметра и толщины стенок труб, а также марки и модели используемого сварочного аппарата. Инженеры Vinidex могут дать рекомендации по этим параметрам.
Последние сварные швы должны быть полностью намотаны, без точечной коррозии и пустот, правильного размера и без изменения цвета.
При правильном выполнении минимальная долговременная прочность стыкового соединения должна составлять 90% прочности исходной полиэтиленовой трубы.
Параметры стыковой сварки
| Зона 1 | Начальное давление валика P1 Время T1 | кПа Секунды (мин) |
|---|---|---|
| Зона 2 | Давление выдержки при нагревании P2 Время T2 | кПа Секунды (мин) |
| Зона 3 | Изменение во времени T3 | секунды (макс.) |
| Зона 4 | Создание сварочного давления Сварочное давление P3 Время сварки / охлаждения T5 | Секунды (мин) кПа Минуты |
Для получения дополнительной информации о параметрах стыковой сварки см. Отраслевое руководство PIPA POP003 — Рекомендуемые параметры стыковой сварки полиэтиленовых труб и фитингов.
В полевых условиях следует регистрировать полные записи контроля качества времени, температуры и давления, достигнутые для всех соединений, а также указывать места сварных швов на планах строительной площадки.
Также могут проводиться разрушающие и / или неразрушающие испытания для подтверждения приемлемого качества соединений.
Сварные валики обычно оставляют на месте на участке трубы, если только не требуется их снимать с внешнего диаметра, чтобы обеспечить возможность скольжения, или с внутреннего диаметра, чтобы предотвратить потенциальную закупорку материала в канализационных трубопроводах.
Электросварка
Электросварная система Vinidex PEсостоит из литых муфт, опор и фитингов с электрическими элементами, содержащимися в фитинге.
Когда через провод сопротивления пропускают контролируемый электрический ток, происходит повышение температуры, в результате чего тепло передается к соединяемым поверхностям до тех пор, пока не произойдет плавление. Поверхности стыков держат под давлением до охлаждения.
Для электромуфтовых фитингов Vinidex требуется аппарат для электромуфтовой сварки, способный сканировать штрих-коды.Штрих-код фитинга содержит параметры сварки, необходимые для успешного завершения процесса сварки. Электропитание должно быть 240 В, 50 Гц, однофазное. Если используется генератор, обратитесь за технической консультацией относительно требований к минимальному размеру, поскольку они зависят от мощности, необходимой для фитинга .
Электропитание должно быть 240 В, 50 Гц, однофазное. Если используется генератор, обратитесь за технической консультацией относительно требований к минимальному размеру, поскольку они зависят от мощности, необходимой для фитинга .
Vinidex используются соединительные штифты диаметром 4,0 мм.
Блоки управления электромуфтовой сваркой нельзя использовать во взрывоопасных средах.В глубоких траншеях, туннелях или горных выработках для источника питания может потребоваться разрешение местной электроэнергетической компании.
Все электромуфтовые соединения должны выполняться в подходящем укрытии для защиты труб, фитингов и оборудования от неблагоприятных погодных условий и предотвращения загрязнения пылью, влагой и грязью.
Ниже приводится обзор этапов процесса электромуфтовой сварки.
- Отрежьте трубы квадратом и разметьте трубы на длине, равной глубине раструба.
- Снимите отмеченный участок втулки трубы, чтобы удалить все окисленные слои полиэтилена на необходимую глубину. Для удаления слоев полиэтилена используйте механический или вращающийся скребок. Не используйте наждачную бумагу. Очистите очищенный участок спиртовой салфеткой для сварки.
- Оставьте электросварные фитинги в герметичном пластиковом пакете до тех пор, пока они не понадобятся для сборки. Не царапайте внутреннюю часть фитинга, очистите одобренным очистителем, чтобы удалить всю пыль, грязь и влагу.
- Вставить трубу в муфту до контрольных меток.Убедитесь, что трубы закруглены, а при использовании полиэтиленовых труб в бухтах могут потребоваться скругляющие зажимы для удаления овальности. Зажмите узел шарнира.
- Подключите электрическую цепь и следуйте инструкциям для конкретного блока управления мощностью. Не меняйте стандартные условия сварки для конкретного размера и типа фитинга.
- Оставьте соединение в сборке зажима до полного охлаждения.
 Для удаления слоев полиэтилена используйте механический или вращающийся скребок. Не используйте наждачную бумагу. Очистите очищенный участок спиртовой салфеткой для сварки.
Для удаления слоев полиэтилена используйте механический или вращающийся скребок. Не используйте наждачную бумагу. Очистите очищенный участок спиртовой салфеткой для сварки.Ресурсы
Руководство по установке электромуфты Vinidex Friatec (PDF)
Как установить электромуфту Friatec (видео)
Как установить седло для электромуфтовой сварки Friatec на полиэтиленовой трубе (видео)
Как установить вакуумное седло Friatec XL для электросварки (видео)
Сборка муфт Friatec (видео)
Более подробные инструкции по электросварке см. В Отраслевом руководстве PIPA POP001 — Электросварное соединение полиэтиленовых труб и фитингов для работы под давлением
В Отраслевом руководстве PIPA POP001 — Электросварное соединение полиэтиленовых труб и фитингов для работы под давлением
Компрессионные фитинги
Компрессионные фитинги — это механические фитинги, которые могут использоваться для соединения полиэтиленовых труб размером до DN110.Соединения, выполненные с помощью компрессионных фитингов, легко разбираются
Ресурсы
Руководство по установке метрических компрессионных фитингов Vinidex Philmac (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac для сельских районов (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac Safelok (PDF)
Концы с фланцами
PE трубы Vinidex снабжены фланцевыми соединениями с использованием заглушек из полиэтилена, соединенных с концами труб электромуфтовой сваркой или стыковой сваркой.
Используются в сочетании с металлическими опорными пластинами и резиновыми или волокнистыми уплотнительными прокладками для обеспечения разъемного соединения. Уплотнительные прокладки изготавливаются из натурального каучука, полихлоропрена или волокна в зависимости от транспортируемой жидкости.
Уплотнительные прокладки изготавливаются из натурального каучука, полихлоропрена или волокна в зависимости от транспортируемой жидкости.
При перевозке горячих жидкостей или химических реагентов необходимо определить пригодность материала уплотнительной прокладки и получить рекомендации инженеров Vinidex. Уплотнительные прокладки должны быть чистыми и без складок при установке на фланцевом узле.
Фланцыдоступны для всего диапазона размеров полиэтиленовых труб Vinidex (диаметром до 1000 мм) и для того же номинального давления PN, что и трубы.
Металлические опорные пластины доступны в горячеоцинкованном виде и имеют толщину согласно AS 2129 и AS 4087 в зависимости от требований. Толщина металлической опорной пластины должны быть оценены для рабочих давлений в каждом конкретном трубопроводе с использованием требований AS 2129 и AS 4087.
См. Также Промышленное руководство PIPA POP007 — Металлические опорные фланцы для использования с фланцевыми переходниками из полиэтилена
Крепежные болты должны быть равномерно затянуты по фланцу. Болты не должны быть более затянуты, и динамометрический ключ должен быть использован для предотвращения потери устойчивости металлических опорной пластины.
Болты не должны быть более затянуты, и динамометрический ключ должен быть использован для предотвращения потери устойчивости металлических опорной пластины.
Потоки
Обрезка ниток не рекомендуется.
Если используются резьбовые соединения, то:
- В качестве герметика следует использовать только ленту PTFE. Запрещается использовать коноплю, пасту и нефтепродукты.
- Соединение следует затянуть вручную или с помощью ленточного ключа, чтобы предотвратить чрезмерное натяжение соединения. Ключи с зубчатыми губками использовать нельзя.
- По возможности, трубопроводная система должна быть спроектирована таким образом, чтобы соединения резьбы ПЭ / металл были такими, чтобы наружная резьба была из ПЭ, а внутренняя резьба — из металла.
Сварка труб ПНД | Обсуждение идей безопасности
Участники могут щелкнуть здесь, чтобы загрузить версию этого выступления без рекламы!
Сварка труб ПНД (стыковая сварка) Обсуждение безопасности Сварка труб из ПНД широко применяется во многих отраслях промышленности. Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
HDPE — это процесс, используемый для сварки труб HDPE вместе. Существуют различные типы сварки, включая сварку в седле или втулку, но в этом докладе мы поговорим о стыковой сварке.Как указано выше, фактические машины сильно различаются по конструкции и использованию, но в целом процесс остается неизменным.
Для стыковой сварки в машину загружаются два отдельных куска трубы, а режущая поверхность вращается и обрезает оба конца трубы, создавая гладкую кромку для надлежащего соединения. Затем трубы контактируют с нагревательной пластиной, обычно нагретой до температуры не менее 400 градусов по Фаренгейту, но фактическая температура может варьироваться в зависимости от толщины стенки и размера трубы. После нагрева трубы с силой прижимаются друг к другу, образуя соединение между двумя трубами.
После нагрева трубы с силой прижимаются друг к другу, образуя соединение между двумя трубами.
Этот процесс стыковой сварки труб из ПНД сопряжен с множеством опасностей. Некоторые из основных опасностей включают:
- Пострадавший и застрявший в перерывах между происшествиями. Часто сотни футов трубы соединяются вместе. Необходимо использовать такое оборудование, как фронтальные погрузчики или экскаваторы, чтобы поднять и протянуть трубу на место для плавления или установки в месте окончательного упокоения. Это создает множество различных возможностей для возникновения сбоев, попаданий в ловушку или между инцидентами.
- Накопленная энергия. При перемещении трубы помните о накопленной энергии в трубе. Накопленная энергия может быть опасной для персонала в этой зоне, если она высвобождается, создавая опасность поражения. Если приложить слишком большое давление, труба может сломаться, что приведет к сильному хлыстовому эффекту.
- Точки защемления. С этой задачей связано множество опасностей защемления в промежутке между подъемом и монтажом трубы до фактической сварки.
- Прочие травмы кисти . Из-за нагреваемой пластины и режущей поверхности могут возникнуть ожоги и порезы.
- Деформации и растяжения. Подъем труб большой длины или тяжелых деталей из сварочного аппарата может привести к растяжениям и травмам. Небольшие машины требуют ручного дергания за рычаги, что может привести к повторяющимся стрессовым травмам.

- Всегда имейте надлежащую подготовку и знания для работы с конкретным сварочным аппаратом, который вы используете. Каждый сварщик индивидуален и может представлять разные опасности.
- Ни в коем случае не подставляйте руки или тело на линию огня в машине.Даже если машина «выключена», влезть в нее, чтобы извлечь стружку из обрезанной трубы, может быть фатальной ошибкой. Используйте предмет или инструмент, чтобы очистить стружку, или следуйте рекомендациям производителя, чтобы безопасно удалить стружку.
- Убедитесь, что все люди и оборудование находятся вне зоны огня при подъеме и перемещении трубы. Всегда помните, куда пойдет труба, если ее уронят или накопленная энергия выделит; если вы находитесь в этих областях, двигайтесь.
- Никогда не пытайтесь поднимать тяжелые или неудобные предметы в одиночку.Используйте тяжелое оборудование, чтобы полностью устранить эту опасность, или привлеките коллегу для помощи в перемещении управляемого объекта.
- Не прикасайтесь руками и телом к трубе, когда оборудование перемещает ее. Между трубой и машиной имеется множество точек защемления при каждом ее перемещении на место.
- Блокировка рабочей зоны для контроля ненужного движения в зоне.
 Используйте предмет или инструмент, чтобы очистить стружку, или следуйте рекомендациям производителя, чтобы безопасно удалить стружку.
Используйте предмет или инструмент, чтобы очистить стружку, или следуйте рекомендациям производителя, чтобы безопасно удалить стружку. Есть много других опасностей и мер предосторожности, которые следует учитывать при выполнении этой задачи. Есть много движущихся частей, которые успешно сваривают длинные отрезки этой трубы и перемещают ее на место. При оценке и планировании этой рабочей задачи учитывайте не только непосредственные опасности процесса сварки, но также подъем и перемещение трубы.
Есть много движущихся частей, которые успешно сваривают длинные отрезки этой трубы и перемещают ее на место. При оценке и планировании этой рабочей задачи учитывайте не только непосредственные опасности процесса сварки, но также подъем и перемещение трубы.
Вопрос для обсуждения: Какие еще опасности и передовой опыт нам необходимо учитывать при выполнении нашей задачи по сварке HDPE?
Трубы и фитинги из ПНД Системы трубопроводов из полиэтилена
4- Чтобы объединить водопроводные трубы и удобный выбор для загрузки, необходимо сделать это.
Перед погружением трубы в воду должна быть соответствующая береговая аппарель, а при отводе дно трубы необходимо очистить, чтобы не повредить поверхность трубы.
5- Для подготовки модернизации подводного дна и осуществления контроля перехода с суши на воду.
Следует уделять первоочередное внимание трубе в траншее до тех пор, пока вода не будет набирать непрерывно, чтобы обеспечить дополнительную защиту. Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине.Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине.Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
6- Труба обратного потока для формирования одного элемента трубопровода
Ресурсы, сделанные birleştirildik, концы водопроводных труб перед остальными частями начнут еще ползать.
По возможности следует уменьшить вес над водопроводной трубой, соединенной с водой после плавучей платформы.Если вес невозможен, это нужно делать, не касаясь водопровода.
7. Подключение весового блока
Требуется достаточное оборудование и транспортные средства для проведения операции. Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование этого оборудования и транспорта. Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу.В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде
Чтобы уменьшить вес подключенной водяной трубы, ее следует оставлять вниз по пандусу.В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде
8- Прикреплена к погружной трубе (7 можно безопасно выполнять одновременно с присутствующим веществом)
Вес можно легко загрузить через прилагаемую рампу для водопровода. При попадании в воду по трубам вода по пандусам способна удерживать вес благодаря пандусу. Не следует использовать веревку для удержания материала трубы, так как вместо нее рекомендуется использовать цепь с широкими полосами.
9- Погружение трубы в указанную точку
Для подготовки первой погружной трубы протягивается над установленной линией трубы. Погруженная в процесс старта земля продолжает погружаться в воду. Для обеспечения того, чтобы трубу сначала нужно было поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, — это завершение процесса складывания без риска чрезмерного изгиба. При контролируемом вводе в водопровод не будет такой проблемы.Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более 50%, давление трубы из-за давления воды опасно.
При контролируемом вводе в водопровод не будет такой проблемы.Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не следует использовать более 50%, давление трубы из-за давления воды опасно.
10. Подготовка перехода с суши на воду
Установка полезна для контроля веществ, упомянутых ниже, с конца;
— Правильный фитинг трубы HDPE
— Обычное отсутствие весового блока
— Проверка на предмет контакта с любым материалом, который может вызвать повреждение вокруг трубы
— Удаление контрольного наполнителя и временная установка материала на место обязательно должны быть проверены специалистами.
Сварка труб | Сварка пластмасс | Сварка пластиковых труб
Какие пластмассы можно сваривать?
Растворы для сварки пластмасс обычно выполняются с использованием следующих материалов на основе полимеров:
- Политетрафторэтилен, который является упругим, стабильным и обладает способностью выдерживать воздействие агрессивных химикатов.
- Поливинилхлорид, легкий и жесткий, а также известный своей прочностью и огнестойкостью.
- Хлорированный поливинилхлорид, известный своей способностью выдерживать высокие температуры.
- Полипропилен, известный своей эластичностью и высокой химической стойкостью.
- Полиэтилен высокой плотности, известный своим широким соотношением прочности и плотности.
- Поливинилиденфторид — прочный и прочный пластик, известный своей способностью противостоять агрессивным химическим веществам.

Что лучше всего склеивает пластик с пластиком?
Связующий агент, используемый для приклеивания пластика к пластику, зависит от типа используемого пластика. Некоторые пластмассы лучше реагируют на химическую связь с растворителем, в то время как другие пластмассы лучше реагируют на тепловую связь.
Можно ли сваривать разнородные пластмассы?
Опять же, это зависит от типов используемых пластмасс и процесса их склеивания. Как правило, не рекомендуется сваривать два разных пластика, поскольку они могут не создавать такой прочной связи, как два одинаковых пластика.
Насколько прочны сварные швы?
Термопласты, будучи чрезвычайно универсальными, позволяют создавать прочные и долговечные сварные швы. Некоторые пластмассы имеют более медленное время разрушения, чем металлы, поэтому в зависимости от проекта и конечного использования компонентов мы порекомендуем решение, которое обеспечит стойкость сварных швов.
Как обычно используются сварные пластмассы?
Сварные пластмассы находят тысячи применений. Например, вы можете использовать сварные швы в области медицины для транспортировки газов и химикатов через мелкие и крупные спасательные компоненты.
Использование пластиковых сварных швов позволяет избежать осложнений, связанных с коррозией металлических компонентов транспортируемых материалов. Вот почему мы видим, что сварка пластмасс наиболее часто используется в этих отраслях:
Можно ли сплавить пластик вместе?
Да, пластик можно сплавить вместе, если два куска пластика сделаны из одного материала. Однако «плавление» пластмасс не обязательно то же самое, что их сварка.
Однако «плавление» пластмасс не обязательно то же самое, что их сварка.
Можно ли сваривать пластмассы с помощью паяльника?
Использование паяльника для сваривания двух пластиков вместе не рекомендуется, так как образующаяся связь, вероятно, будет слабой и непригодна для транспортировки большинства жидкостей, газов или других химикатов. Вы не получите прочного соединения с помощью паяльника, поэтому мы не рекомендуем это делать.
Десятилетия опыта в сварке пластмасс
Если вам нужен опыт в производстве пластмасс, это одна из наших специализаций уже более 30 лет.Наша команда экспертов прошла перекрестный тренинг по сварке пластмасс и металлов, что означает, что мы предложим квалифицированное руководство по вашему следующему проекту.
Как установить фитинги из полиэтилена | Home Guides
Гибкая природа полиэтиленовой трубы позволяет использовать ее в более холодном климате, где она не трескается, и в ситуациях, когда жесткая труба требует нескольких колен для выполнения сложных поворотов. В отличие от других пластиковых трубопроводов, при соединении полих труб не используется клей для сваривания деталей друг с другом.Вместо этого два специально разработанных типа фитингов герметизируют поли-соединения за счет трения. У обоих типов есть специальные инструкции по установке, чтобы гарантировать, что они удерживают соединения вместе под давлением.
В отличие от других пластиковых трубопроводов, при соединении полих труб не используется клей для сваривания деталей друг с другом.Вместо этого два специально разработанных типа фитингов герметизируют поли-соединения за счет трения. У обоих типов есть специальные инструкции по установке, чтобы гарантировать, что они удерживают соединения вместе под давлением.
Установка полиэтиленового фитинга с зазубринами
Отрежьте трубку необходимой длины от рулона полиэтиленовой трубы с помощью универсального ножа с острым лезвием. Убедитесь, что срез прямой. Наденьте хомут на конец трубы. Размер шлангового хомута должен соответствовать размеру трубки.
Окуните один конец полиэтиленового фитинга с зазубринами в смазку на водной основе.Держите смазанный фитинг доминирующей рукой, а отрезанный кусок трубки — в другой руке.
С усилием вставьте фитинг в конец трубки, поворачивая фитинг вперед и назад.
Сдвигайте хомут к фитингу до тех пор, пока ближайший к фитингу конец не окажется на расстоянии 1/4 дюйма от конца трубки. Поверните зажимной винт по часовой стрелке с помощью 5/16-дюймовой гаечной отвертки, чтобы зафиксировать фитинг на месте.
Поверните зажимной винт по часовой стрелке с помощью 5/16-дюймовой гаечной отвертки, чтобы зафиксировать фитинг на месте.
Установка компрессионного фитинга
Удерживайте центральную гайку компрессионного фитинга разводным ключом.Поверните одну из двух внешних стопорных гаек против часовой стрелки вторым разводным ключом. Поворачивайте гаечный ключ, пока внешняя стопорная гайка не ослабнет, но не разбирайте фитинг.
Вставьте конец куска полиэтиленовой трубы в ослабленную сторону компрессионного фитинга. Продвигайте трубу, пока не почувствуете, что нижняя часть трубы находится внутри фитинга. С помощью разводного ключа поверните стопорный винт по часовой стрелке до упора. Затянутая контргайка не позволяет трубе перемещаться в корпусе фитинга.
Ослабьте вторую контргайку разводным ключом.Вставьте свободный конец второго отрезка трубы в открытую сторону фитинга. Поверните контргайку по часовой стрелке, чтобы зафиксировать второй отрезок трубки в корпусе фитинга.![]()
Наконечники
- Нагрейте конец полиэтиленовой трубы феном, если фитинг с зазубринами трудно вставить в трубку.
Сертифицированная сварка и установка HDPE — 4 Granite Inc
4Granite Inc. — это местная сертифицированная компания SDVOSB & DVBE. 4Granite Inc.команда предоставляет строительные услуги общинам High Desert по всей Южной Калифорнии. Они предоставляют полный спектр строительных услуг, включая сварку и установку HDPE. Они лицензированы и сертифицированы штатом Калифорния для оказания генеральных подрядных услуг для проектов A, B и HAZ. Если у вас есть проект по сварке и установке HDPE, поручите специалистам 4Granite Inc. работать на вас.
HDPE расшифровывается как полиэтилен высокой плотности, и как продукт он очень техничный с точки зрения изготовления и монтажа.HDPE требует опыта и ноу-хау, которых у 4Granite Inc. много. Сварщики 4Granite Inc. могут сваривать и устанавливать трубы из полиэтилена высокой плотности.
Услуги включают- Первоначальная оценка участка, включающая обследование и оценку затрат.
- Узел трубы большого диаметра.
- Напорный трубопровод фитинг / монтаж.
- Планирование и построение схем трубопроводов.
- Калибр
- Соединение и изготовление с помощью термических или механических систем.

Благодаря уникальным свойствам труб HDPE процесс строительства имеет решающее значение. Часто по этим трубам проходит жидкость, которая не должна попадать в окружающую среду. Вот почему строительством и монтажом должна заниматься компания, обладающая опытом и знаниями для правильного выполнения работы. 4Granite Inc. имеет квалифицированный штат сертифицированных сварщиков для всех типов трубопроводной арматуры и монтажа. Инженеры 4Granite Inc. имеют опыт проектирования трубопроводных систем. Качество сварки трубы напрямую зависит от квалификации сварщика.Все сварщики 4Granite Inc. сертифицированы.
Если вам нужна дополнительная информация о том, как 4Granite Inc. может принести пользу вашему проекту, позвоните и поговорите с одним из их специалистов сегодня. Они с радостью предоставят вам честные ответы на все ваши вопросы о трубопроводах из полиэтилена высокой плотности и сварочных проектах.
Они с радостью предоставят вам честные ответы на все ваши вопросы о трубопроводах из полиэтилена высокой плотности и сварочных проектах.
часто задаваемых вопросов — Advanced Piping Systems
Почему мне следует использовать полиэтиленовые трубопроводные системы?
Полиэтиленовые трубы и фитинги (также известные как HDPE, PE100 и poly pipe) рассчитаны на длительный срок службы.По сравнению с традиционными материалами, установка из полипропиленовых труб является наиболее конкурентоспособной благодаря следующим основным преимуществам:
- Высокая прочность
- Меньше обслуживания, чем у традиционных стальных и железных трубопроводов, и потенциальный срок службы 50-100 лет
- Может использоваться в различных областях применения
- Отнесен к категории «плавный поток» для труб, что означает низкое сопротивление потоку жидкости.
- Не вызывает коррозии и химически стойкий
- Устойчив к ультрафиолетовому излучению, сохраняет структурную целостность и характеристики трубы
- Соединение плавлением имеет меньше возможностей для утечек, чем соединение прокладкой (может рассматриваться как один непрерывный трубопровод без соединений из-за возможности высококачественного соединения плавлением
- Доступен в широком диапазоне размеров, толщины и номинального давления с фитингами и оборудованием для создания единой системы
- Легкий и гибкий для более простой и экономичной транспортировки, обработки и установки
Дополнительную информацию см. В разделе «Преимущества PE».
В разделе «Преимущества PE».
Что такое PE100, DN, PN и SDR?
В спецификациях труб и фитингов будут указаны различные факторы, которые помогут определить размеры и номинальное давление трубы из полиэтилена высокой плотности (HDPE).
- PE Тип материала: Полиэтилен
- DN Диаметр номинальный = наружный диаметр трубы в мм
- PN номинальное давление
- SDR Стандартное соотношение размеров
Основными типами полиэтиленовых материалов, используемых для производства труб, являются PE63, PE80 и PE100 .Число указывает на долгосрочную прочность (в ожидаемых годах).
Номинальное давление трубы — PN определяется диаметром, толщиной стенки и типом материала и выражается как:
Номинальное давление в барах при 20 ° (МПа x 10)
SDR используется для описания трубы в сочетании с типом материала. Чем выше SDR, тем тоньше толщина стенки и ниже номинальное давление. AS / NSZ 4130 использует стандартную серию SDR для обеспечения стандартных номинальных значений давления в трубопроводах, которые показаны в нашем каталоге.Нажмите здесь, чтобы запросить копию.
AS / NSZ 4130 использует стандартную серию SDR для обеспечения стандартных номинальных значений давления в трубопроводах, которые показаны в нашем каталоге.Нажмите здесь, чтобы запросить копию.
SDR = Мин. OD / Мин. толщина стенки.
Что, если мне быстро понадобятся запасы?
Мы поддерживаем обширные складские запасы и предлагаем доставку в тот же день с рядом приоритетных вариантов обслуживания в пункты назначения по всей Австралии.
Предлагаете ли вы бесплатные котировки?
Конечно! Мы уделяем время, чтобы выслушать вас и работать с вами, чтобы полностью понять ваши потребности, чтобы мы могли точно и быстро предоставить ваше предложение.
Оказывает ли APS техническую поддержку проектов?
Мы гордимся своим обслуживанием клиентов и предлагаем больше, чем просто продукты.Наша команда по продажам и обслуживанию клиентов — все квалифицированные сварщики стыковой сварки и электросварки, которые могут предложить ценный опыт и советы на протяжении всего вашего проекта, от этапа предложения до выезда на объект и технического обслуживания.
Имеется ли профессиональная аккредитация Advanced Piping?
Качество и профессиональная аккредитация являются основополагающими для Advanced Piping Systems, чтобы гарантировать нашим клиентам получение продуктов и услуг высочайшего качества.
- Весь наш торговый персонал является сертифицированными сварщиками для стыковой сварки и сертифицированными электросварщиками
- Мы сертифицированы третьей стороной по системе менеджмента качества AS / NZS ISO 9001.
Что следует использовать для стыковой сварки или электромуфтовой сварки для соединения труб из полиэтилена высокой плотности?
Это зависит от размера и типа вашего проекта, а также от места установки. Вы должны учесть:
- Область, прилегающая к месту сварки и установки трубы — электромуфтовая сварка лучше подходит для небольших и узких пространств, где используется сварка на месте
- Размер трубы. Электросварочные системы доступны только для систем размером от 20 мм до 710 мм, тогда как стыковая сварка может выполняться до 2000 мм.
- Обучение, аккредитация и опыт также повлияют на ваше решение. Подготовка труб к обоим методам сварки — это кропотливый ручной процесс, однако большая разница заключается в самой сварке. Электросварка может быть более автоматизированным процессом с использованием сварочного аппарата, параметры которого настроены для соответствующей сварки. В стыковой сварке больше ручных элементов.

Кто может выполнять сварку поли?
Персонал, обученный операторами, опытный и квалифицированный для PMBWELD302B (Электромуфтовая сварка полиэтиленовых трубопроводов) с текущим заявлением о достижениях.Подготовленные сварщики также должны продемонстрировать соответствующий постоянный опыт работы и посещение курсов повышения квалификации. Обычно период между повышением квалификации составляет 2 года.
Все операторы, планирующие проводить процедуры электромуфтовой сварки в проекте, должны иметь актуальное заявление об обучении от аккредитованного RTO и должны продемонстрировать свою компетентность и опыт работы с размерами и типами фитингов, устанавливаемых на проекте. (ССЫЛКА: PIPA). Advanced Piping Systems регулярно предлагает учебные курсы.Для получения дополнительной информации нажмите здесь.
(ССЫЛКА: PIPA). Advanced Piping Systems регулярно предлагает учебные курсы.Для получения дополнительной информации нажмите здесь.
Как рассчитать время сварки?
При выполнении электромуфтовой сварки необходимо обращаться к инструкциям производителя и к самому сварочному устройству. Автоматические устройства с функцией сканирования загрузят данные в машину. Другие машины требуют ручного ввода со ссылкой на инструкции производителя.
При выполнении стыковой сварки необходимо соблюдать особые параметры сварки в зависимости от размера трубы, SDR и требований к давлению.Квалифицированные сварщики должны следовать методическому процессу, в соответствии с их подготовкой, для расчета и соблюдения времени сварки.
Что означают цифры на штрих-коде электромуфтового фитинга (EF)?
При сварке полимеров параметры сварки электромуфтом (EF) должны строго соблюдаться, чтобы обеспечить хорошее соединение.
- Ручная сварка EF выполняется в соответствии со строгими инструкциями, касающимися размеров трубы и фитингов, а также информации производителя, при этом данные вводятся вручную в блок управления.
- Автоматическая сварка EF с использованием блока управления со сканером штрих-кода . гарантирует, что информация на 100% верна для этого фитинга, и обеспечивает полностью автоматизированный и контролируемый ввод данных.

Штрих-код на фитинге EF состоит из 24 цифр, большинство из которых можно интерпретировать с помощью общеотраслевого метода. Это может немного отличаться от каждого производителя, но обычно цифры представляют:
- 1-8 Марка производителя
- 9-11 Размер (например, 63 мм)
- 12-13 Термоядерный ток в напряжении
- 16-18 Электрическое сопротивление в Ом
- 19-21 Время сварки в секундах
- CT Время охлаждения
Подробнее читайте в нашем блоге.
Авторское право Advanced Piping Systems Pty Ltd, 2016.
Вся информация предоставляется, насколько нам известно, в качестве общего руководства. Пользователи должны проводить собственные тесты, чтобы определить соответствие продукции реальным условиям работы.