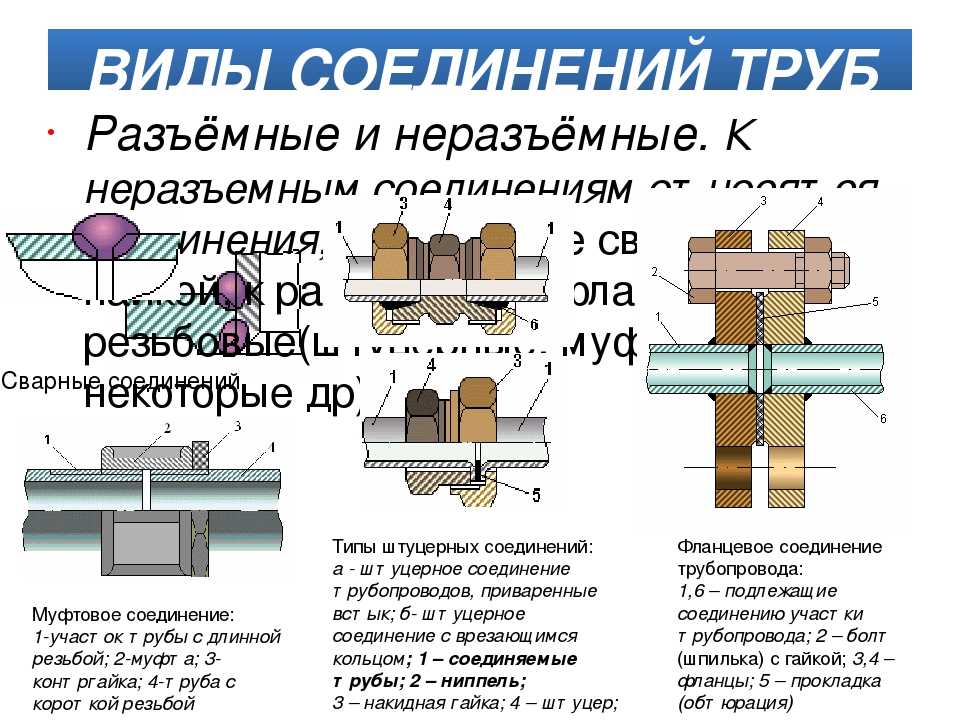
Сборка фланцевых соединений
Фланцевое соединение — наиболее уязвимое и слабое место трубопровода.
Сборка труб с фланцами является одной из наиболее распространенных и ответственных операций при изготовлении и монтаже трубопроводов, так как расстройство фланцевого соединения вызывает необходимость отключения трубопровода.
Пропуски среды через неплотности фланцевых соединений в процессе испытания и эксплуатации трубопроводов происходят вследствие слабой затяжки фланцев, перекосов между плоскостями фланцев, некачественной очистки уплотнительных поверхностей фланцев перед установкой новой прокладки, неправильной установки прокладки между фланцами, применения .некачественного прокладочного материала или материала, который не соответствует параметрам среды, дефектов на уплотнительных поверхностях (зеркалах) фланцев.
Процесс сборки фланцевого соединения состоит из установки (напасовки), выверки и крепления фланцев на концах труб, установки прокладки и соединения двух фланцев болтами или шпильками.
При напасовке фланцев на трубы в соответствии со СНиП ШТ.9—62 должны быть соблюдены следующие требования.
Отклонение от перпендикулярности фланца п к оси трубы (перекос), измеренное по наружному диаметру фланца (рис. 99, а) не должно превышать 0,2 мм на каждые 100 мм диаметра трубопровода, предназначенного для работы под давлением до 16 кгс/см2, 0,1 мм — под давлением от 16 кгс/см2до 64 кгс/см2и 0,05 мм под давлением выше 64 кгс/см2.
Устанавливать фланцы надо так, чтобы отверстия для болтов и шпилек были расположены симметрично главным осям (вертикальной и горизонтальной), но не совпадали с ними (рис. 99,6). Смещения осей болтовых отверстий во фланцах т относительно оси симметрии не должны превышать ± 1 мм при диаметре отверстий 18—25 мм, ±1,5 мм — при 30—34 мм и ±2 мм — при 41 мм.
Смещение осей отверстий фланца по окружности трубы проверяют с помощью отвеса или уровня, по которым находят вертикальную или горизонтальную ось, а затем линейкой контролируют смещение отверстий.
Перпендикулярность фланца проверяют контрольным угольником (рис. 100) и щупом. Зазор между фланцем 2 и угольником 1 замеряют в точках, диаметрально противоположных точкам касания.
Для напасовки на трубы с условным проходом до 200 мм плоских и приварных встык фланцев с центровкой их по внутреннему диаметру трубы применяют приспособление, показанное на рис. 101. Приспособление состоит из рычажного устройства 1 установленного на штоке 3, и диска 5. Для установки фланца 6 рычажный механизм вставляют внутрь трубы
 После выверки положения фланца его прихватывают электродуговой сваркой.
После выверки положения фланца его прихватывают электродуговой сваркой.Рис. 99. Положение фланца при установке на трубе:
а — отклонение от перпендикулярности фланца к осн. трубы,
б — смещение осей болтовых отверстий во фланцах относительно оси симметрии
Рис. 100. Контрольный угольник:
I — угольник, 2 — фланец, 3 — труба
Рис. 101. Приспособление для напасовки фланцев с центровкой по внутреннему диаметру трубы:
1 — рычажное устройство, 2 — труба, 3 — шток с воротком, 4 — планка, 5 — диск, 6 — фланец
При сборке элементов и узлов трубопроводов на сборочных стендах для напасовки фланцев применяют специальные передвижные приспособления.
Для напасовки фланцев приварных встык с условным проходом до 5О0 мм наиболее рационально приспособление, показанное на рис. 102, а. Привариваемый фланец устанавливают на сменные контрольные штифты 1, изготовленные в соответствии с диаметром болтового отверстия фланца. Эти штифты с помощью двухзаходного винта 2 и рукоятки 3 разводят и фиксируют положение болтовых отверстий фланца симметрично вертикальной оси. Перпендикулярность фланца продольной оси трубы достигается прижатием его зеркала к плоскости установочной каретки 4. Совпадение оси фланца с осью трубы достигается перемещением каретки с фланцем по вертикали с помощью винта 5 и рукоятки 6. Приспособление установлено на направляющих роликах 7, и после сборки и прихватки элемента легко откатывается.
Эти штифты с помощью двухзаходного винта 2 и рукоятки 3 разводят и фиксируют положение болтовых отверстий фланца симметрично вертикальной оси. Перпендикулярность фланца продольной оси трубы достигается прижатием его зеркала к плоскости установочной каретки 4. Совпадение оси фланца с осью трубы достигается перемещением каретки с фланцем по вертикали с помощью винта 5 и рукоятки 6. Приспособление установлено на направляющих роликах 7, и после сборки и прихватки элемента легко откатывается.
При сборке на таком приспособлении плоского фланца внутрь его вставляют установочное кольцо, чтобы труба не доходила до торца каретки (плоскости фланца) на требуемую величину. Недостаток данной конструкции заключается в необходимости индивидуальной центровки внутреннего отверстия фланца и трубы при сборке.
На рис. 102,6 показано приспособление для напасовки плоских фланцев с условным проходом до 500 мм. Оно отличается от описанного выше тем, что на установочной каретке вместе контрольных штифтов закреплена оправка 8, имеющая сери» цилиндрических выступов, диаметры которых соответствуют внутренним диаметрам собираемых фланцев. Ширину выступов принимают с учетом величины, на которую не доводят фланец. Торцовые поверхности выступов обработаны строго перпендикулярно продольной оси. Фланец надевают на трубу и прижимают зеркалом к торцовой поверхности оправки. Установочную каретку перемещают с помощью винта 5, чтобы она по высоте находилась на одной оси с трубой.
Ширину выступов принимают с учетом величины, на которую не доводят фланец. Торцовые поверхности выступов обработаны строго перпендикулярно продольной оси. Фланец надевают на трубу и прижимают зеркалом к торцовой поверхности оправки. Установочную каретку перемещают с помощью винта 5, чтобы она по высоте находилась на одной оси с трубой.
Рис. 102. Приспособления для напасовки фланцев:
а — приварных встык, б — плоских приварных; 1 — контрольный штифт, 2 — двухзаходный винт,
3, 6 — рукоятки, 4 — установочная каретка, 5 — винт, 7 — направляющие ролики, 8 — оправка
Если фланец не имеет перекоса или величина перекоса допускаемая, производят окончательную сборку соединения с установкой прокладок. Мягкие прокладки (из паронита, картона, асбеста) перед установкой смачивают водой и натирают с обеих сторон сухим графитом. Смазывать прокладки мастиками или графитом, разведенным на масле, нельзя, так как мастика и масло пригорают к зеркалам фланца и портят их поверхность.
Плотность фланцевого соединения в значительной степени зависит не только от чистоты поверхности зеркал фланцев, качества и размеров прокладки, но и от тщательной и умелой сборки и затяжки гаек. Перед сборкой фланцевых соединений с выступом и впадиной следует убедиться в том, что выступ одного фланца свободно входит во впадину сопрягаемого с ним фланца, а прокладка не имеет смещений в ту или иную сторону.
Сборка труб со свободными фланцами на приварном кольце или отбортованной трубе ничем не отличается от вышеизложенного и сводится в основном к подготовке конца трубы.
Исправление перекоса фланцев при их сборке путем натяга болтов или шпилек, а также устранение зазоров установкой клиновых прокладок не допускается. Такой натяг вызывает одностороннее сжатие прокладки и недопустимую вытяжку болтов или шпилек, в результате чего соединение становится неплотным. Перетянутые болты или шпильки в процессе эксплуатации могут разорваться.
Гайки фланцевых соединений с паронитовыми прокладками затягивают по способу крестообразного обхода. Сначала затягивают одну пару противоположно лежащих болтов, затем вторую пару, находящуюся под углом 90° к первой. Постепенно поперечным завертыванием гаек затягиваются все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях.
Сначала затягивают одну пару противоположно лежащих болтов, затем вторую пару, находящуюся под углом 90° к первой. Постепенно поперечным завертыванием гаек затягиваются все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях.
Гайки с металлическими прокладками затягивают по способу кругового обхода, т. е. при трех- или четырехкратном круговом обходе равномерно затягивают все гайки. Гайки фланцевого соединения затягивают ручными и механизированными гаечными ключами с трещотками. К механизированным инструментам относятся ключи-гайковерты с электрическим или пневматическим приводом. Равномерность затяжки и величину холодного натяга шпилек фланцевого соединения и крышек арматуры на трубопроводах высокого давления контролируют динамометрическими ключами- путем измерения удлинения шпильки при затяжке. Допускаемый размер холодного натяга шпилек находится в пределах от 0,03 до 0,15 мм на каждые 100 мм длины шпильки.
При разборке и ремонте фланцевых соединений для раздвижки применяют приспособления с клином.
При сборке фланцевых соединений запрещается оставлять незатянутыми болты или шпильки, соединяясь фланцы без прокладок и оставлять монтажные болты.
1. Какие требования предъявляются к сборке труб с фланцами?
2. Какие приспособления используют для сборки труб с фланцами?
3. Перечислите правила затяжки фланцевого соединения.
Все материалы раздела «Изготовление трубопроводов» :
● Технология централизованного изготовления
● Сборка элементов и узлов трубопроводов
● Сборка фланцевых соединений
● Сварка элементов и узлов
● Испытание и маркировка узлов
● Организация труда при изготовлении узлов, основные правила техники безопасности
● Изготовление сварных труб и секционных отводов
● Изготовление сварных тройниковых соединений и П-обраных компенсаторов
● Сборка и сварка прямолинейных секций
● Антикоррозийная изоляция секций трубопроводов
● Состав проектной документации трубопроводов
● Монтажно-технологическая схема и монтажный чертеж трубопроводов
● Деталировочные чертежи трубопроводов
● Нормы и правила сооружения трубопроводов
Приварка фланцев расценка в смете находится в сборнике ФЕР22.

Расценки на фланцы в смете
Расценка на приварку фланцев в смете, как правило, включается при определении стоимости устройства трубопроводов различного типа. В связи с этим логично, что расценки на установку фланцев в смете рекомендуется подбирать именно из сборников сметных нормативов, связанных с прокладкой инженерных сетей.
Расценки на приварку фланцев существуют практически во всех действующих базах сметных нормативов. В рамках данной статьи расценки на монтаж фланцев в смете будут рассмотрены на основании сметно-нормативной базы федеральных единичных расценок ФЕР.
Расценка на приварку фланцев
Основным сборником ФЕР, в котором существует возможность подобрать не только норму по установке фланцев, но также и расценки в смете на установку втулки под фланец, на установку трубопроводной арматуры и многое другое, является сборник ФЕР22. Указанный сборник объединяет в своем составе нормы для устройства наружных сетей водопровода.
Как было отмечено выше, расценка в смете на установку фланцевых соединений применяется чаще всего именно при прокладке трубопроводов различного типа, особенно на стальных трубах водопровода. В связи с этим в упомянутом выше сборнике существует расценка на приварку фланцев к стальным трубопроводам.
Необходимая расценка в смете на фланцевое соединение может быть подобрана из состава таблицы ФЕР22-03-014. Указанная таблица содержит в себе 17 норм на установку фланцев.
Каждая из расценок на приварку фланцев из таблицы ФЕР22-03-014 отличается по диаметру трубопроводов. Поэтому при составлении смет по форме №4, локальных ресурсных сметных расчетов и прочих локальных смет на прокладку наружных стальных водопроводов может быть учтен диаметр от 50 до 1200мм.
Состав работ расценок на приварку фланцев в смете из указанной таблицы включает в себя насадку фланцев на концы труб и их приварку. Объем работ в нормах измеряется в штуках.
Следует отметить, что расценки в смете на установку фланцев из таблицы ФЕР22-03-014 не учитывают в ресурсной части стоимость и марку самих фланцевых соединений. Дело в том, что сведения такого рода могут отличаться для разных объектов. Поэтому при составлении сметной формы информация о марке и стоимости материала включается в индивидуальном порядке.
Рисунок 1. Норма ФЕР22-03-014-01
Расценка на установку фланцевых соединений в смете
Еще одним сборником, из которого могут быть подобраны расценки в смете на монтаж фланцев, является сборник ФЕР16. Указанный сборник применяется при составлении сметных расчетов на устройство внутренних трубопроводов различного назначения.
Расценки в смете на установку фланцевых соединений находятся в таблице ФЕР16-02-007. Нормы в указанной таблице рассчитаны на монтаж фланцев на внутренних стальных трубопроводах. Как и в таблице из сборника ФЕР22, описанной выше по тексту, нормы в 16 сборнике различаются по диаметру труб, на которые монтируются фланцы.
Так, расценка на приварку фланцев может быть включена в состав сметы для трубопроводов диаметром от 50 до 400мм включительно. При этом следует отметить, что объем работ в нормах из ФЕР16-02-007 измеряется по количеству соединений.
По составу работ расценки в смете на установку фланцев из сборника ФЕР16 схожи с нормами из ФЕР22. То есть алгоритм, входящий в состав норм, содержит в себе работы по насадке и приварке фланцев на концы труб и их соединение на прокладках и болтах.
Что касается расценок в смете на демонтаж фланцев, то нормы с таким составом работ не представлены в сборниках ФЕР на сегодняшний день. В связи с этим обычно подбирается наиболее подходящая по составу работ расценка или применяется коэффициент на демонтаж при включении в смету норм на данный вид работ.
Рисунок 2. Норма ФЕР16-02-007-06
Прочие расценки на приварку фланцев
Расценки на приварку фланцев в смете могут входить в состав работ какой-либо нормы, учитывающей производство работ на трубопроводах различного типа. Одним из таких видов является врезка в действующие трубопроводы.
Одним из таких видов является врезка в действующие трубопроводы.
Норма на врезку во внутренние сети водоснабжения и отопления могут быть обнаружены в упоминавшемся выше сборнике ФЕР16. В указанном сборнике числится таблица ФЕР16-07-003, в которой представлено 11 норм с входящими в их состав расценками на приварку фланцев.
Нормы в таблице различаются по диаметру трубопроводов, с которыми ведутся работы по врезке. Таким образом, в состав сметной формы могут быть включены расценки на трубопроводы от 15 до 200мм. Процесс врезки включает в себя перекрытие запорной арматуры на трубах, спуск воды и вырубку борозды.
Далее следует вырезка отверстия в трубопроводах и приварка штуцера. Расценка на приварку фланцев к штуцеру и установка фланцевой арматуры являются завершающим этапом состава работ норм на врезку, после которых происходит пуск системы.
Следует отметить, что расценка в смете на монтаж фланцев включается не во все нормы таблицы ФЕР16-07-003, а только в расценки на врезку в трубопроводы диаметром от 50мм и выше.
Расценки на монтаж фланцев в смете могут входить в состав работ по прокладке системы вентиляции. Так, например, работы по установке фланцев находятся в нормах по присоединению труб к оросительной системе блока тепломассообмена.
Нормы на указанный вид работ находятся в таблице ФЕР20-06-014 и различаются между собой производительностью блоков. Расценка на приварку фланцев в ФЕР20-06-014 является начальным этапом производства работ. После этого происходит соединение отходящих и приводящих труб, регулировка шарового клапана и присоединение теплообменников.
Расценка в смете на монтаж фланцев входит и в состав работ по установке калориферов. Указанный вид работ также находится в уже упомянутом сборнике ФЕР20 и помимо установки фланцевых соединений включает в себя целый комплекс манипуляций.
На основании написанного выше можно сделать вывод о том, что расценки на фланцы в смете могут применяться при определении стоимости множества видов работ. Однако, в основном, такие расценки включаются в сметные формы на прокладку трубопроводов различного типа.
Однако, в основном, такие расценки включаются в сметные формы на прокладку трубопроводов различного типа.
Монтаж фланцевого соединения и его ремонт
Виды фланцевых соединений делят на те, что свободно вращаются, на накидные, резьбовые и приваренные к трубам.
Чтобы уплотнить фланцевое соединение, прибегают к таким привалочным поверхностям:
- до 25 кг/см2 — поверхность гладкая на обоих фланцах;
- до 40 кг/см2 — один фланец имеет выступ, другой впадину;
- Для овальных и восьмиугольных прокладок, которые выдерживают высокое давление, обе поверхности фланцев имеют канавки.
Монтаж фланцевых соединений:
Монтаж фланцевых соединений подразумевает, что поверхности фланцев уплотнят, выравняют перекосы, удалят зазоры, отверстия для болтов расположат симметрично.
Нельзя неравномерно затягивать шпильки, чтобы выравнять перекосы, и устанавливать клиновые прокладки, чтобы устранить зазоры.
Существуют правила во время сборки фланцев:
- болты для трубопровода, который работает под температурой больше 300°C, нужно прографитить;
- ГОСТ указывает правильный размер прокладок;
- Фланцевые соединения должны иметь гайки болтов с одной стороны;
- Чтобы обеспечить фланцам параллельное расположение относительно друг друга, болты нужно затягивать поочередно, крест накрест;
- концы болтов и шпилек не должны выходить из гайке более чем на половину их диаметра, длина выхода всех концов должна быть одинакова.


Ремонт фланцевых соединений:
Если температура фланцев не изолированных с прогревом трубопровода начинает расти быстрее температуры крепежных деталей, фланцевое соединение пропускает жидкость или газ. Различие между темперой дает расширение, фланцы дают осадку из-за дополнительных усилий, а жидкость пропускается через соединение. Также соединение может быть плохо подогнано: поверхности могут не соприкасаться, иметь дефекты, на соединении могут слабо затянуть болты и шпильки, использовать неисправные прокладки.
Перед установкой прокладки следует проверить ее на наличие трещин, изломов, пор. Внимательно очищают уплотняющие поверхности, которые не должны содержать забоин и раковин.
Для разведения фланцев, чтобы сменить прокладки, используют клин и зубило. Часто такие инструменты повреждают зеркала фланца, из-за этого для их разъединения применяют специальные приспособления.
Ремонт трубопроводов
В этом случае ремонт фланцевых соединений подразумевает устранение дефектов, появившихся в процессе эксплуатации. Следует обязательно проверить и очистить трубопроводы, если замечено, что при работе они закоксовываются и подвергаются коррозии.
Следует обязательно проверить и очистить трубопроводы, если замечено, что при работе они закоксовываются и подвергаются коррозии.
Ремонт фланцевого соединения включает:
- проверка и ремонт всех опор и подвесок;
- устранение утечки во фланцевых соединениях, обтяжка фланцев, смена прокладок;
- проверка положения компенсаторов;
- проверка сальников арматуры;
- проверка герметичности арматуры;
- замена изношенных трубопроводов.
Перед ремонтом трубопроводы освобождают от продукта. Потеки, запах, изменение в режиме перекачки сигнализирую о пропуске рабочих трубопроводов. Такие пропуски устраняют с помощью хомутов в форме трубы. Устанавливают таким образом, чтобы при стягивании прокладка (асбест, поранит резина, свинец, фторопласт ) оставалась зажатой между трубой и хомутом и заполняло неплотности. Среда эксплуатации трубопровода определяет материал прокладки — уплотнитель должен исправно выполнять функцию: не подвергаться разрушению, растворению.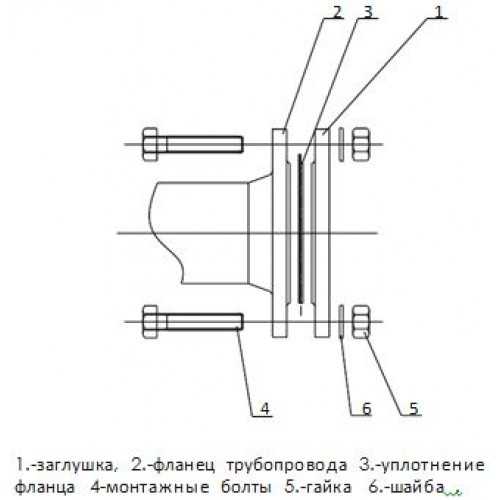 Стандартная резина выдерживает температуру до +50°C. Трубопроводные системы для транспортировки газа, горячей воды, пара, нефтепродуктов и др. жидкости, которые выдерживают температуру до 400°C и давление до 40 ат., применяют прокладку из паронита.
Стандартная резина выдерживает температуру до +50°C. Трубопроводные системы для транспортировки газа, горячей воды, пара, нефтепродуктов и др. жидкости, которые выдерживают температуру до 400°C и давление до 40 ат., применяют прокладку из паронита.
Аварию, вызванную разрывом сварочного шва, устраняют, удаляя дефектный участок с последующей заваркой. Если участок большой — его заменяют. Для этого трубопровод освобождают от продукта и участок, длиной равной не менее одному диаметру трубы, вырезают. Вместо него заваривают кусок трубы.
Испытание трубопроводных систем:
Монтаж фланцевого соединения заканчивается гидравлическим испытанием на прочность и плотность, после его промывают и продувают. Затем испытывают на герметичность инертным газом и воздухом.
Чтобы выпустить воздух, трубопроводную систему заглушают приварными заглушками с двух концов. После этого полностью открывают арматуру, которая была установлена. Устанавливают монтажные катушки на место регулирующих клапанов и измерительных устройств. Штуцера для КИП заглушают. Возможно провести испытание с тепло- и антикоррозионной изоляцией.
Штуцера для КИП заглушают. Возможно провести испытание с тепло- и антикоррозионной изоляцией.
Трубопровод заполняется водой с температурой 5-40°C, но чтоб не вызывала появления потения. Если температура ниже 0, то принимаются меры против замерзания. Поршневым насосом создают необходимое давление опрессовки 1,25-1,5 от рабочего, но не менее 2 ат. Напорные нефтяные трубопроводы должны быть подвергнуты гидравлическому испытанию при пробном давлении, превышающее в полтора раза рабочее. При заполнении водой полностью вытеснить весь воздух. Давление повышать плавно. Скорость подъёма давления должна быть указана в проектной документации. Использовать для подъёма давления сжатый воздух или газ, не допускается. Отключают трубопровод от насоса.
Выдержка длится 10 минут, что проверяет на наличие выпучены, потеков. Давление контролируют с помощью двух манометров — их класс должен быть от 1,5, диаметром от 160 мм и со шкалой 4/3 от измеряемого. Их устанавливают по одному — около агрегата и в отдаленной точке.
Теперь давление снижают, чтобы рассмотреть сварные швы (испытывают на плотность).При осмотре можно обстукивать молотком не тяжелее 1,5 кг. Пневматическое испытание не допускает такое обстукивание. После окончания изучения швов давление снова повышают на уровень для испытания и держат его в течении 5 минут, а потом опять снижают до обычного и второй раз внимательно рассматривают трубопроводную систему.
Длительность просмотра и проверки надежности герметичных разъемных соединений определяет длительность испытания.
Затем открывают воздушки и опорожняют трубопровод через дренажи. Результаты удовлетворительные если не произошло разрывов, видимых деформаций, падения давления по манометру, не обнаружено течи и запотевания. Подчеканка сварных швов запрещается. При неудовлетворительных результатах дефекты устраняются, а испытания повторяются. Результаты оформляются актом или заносятся в паспорт трубопровода.
Допускается замена гидравлического испытания на пневматическое в случаях:
- если опоры не рассчитаны на вес воды;
- при Т ниже 0 и опасности промерзания;
- если применение жидкости не допустимо.

При условии контроля испытания методом акустической эмиссии и положительной температуре воздуха.
Пневматическое испытание на прочность и плотность
Проводят с помощью воздуха и инертного газа. Поднимать давление плавно со скоростью 5 % от Рпр в мин., но не более 2 ат в минуту с периодическим осмотром трубопровода при давлениях до 2-х ат два раза, более 2-х – 3. во время осмотра подъём давления прекратить.
Особый звук и мыльная эмульсия являются знаком утечки.
После окончания гидравлического испытания трубопровод опорожняется и продувается воздухом до полного удаления воды. Затем дополнительно проводятся пневматические испытания на герметичность воздухом или инертным газом под рабочим давлением в течении 24 часов новых и не менее 4-х часов ремонтируемых.
Чтобы выровнять температуру, после выдержки определяют скорость падения давления. Термометры, установленные по разным концам трубопровода, помогают контролировать температуру. Падение давления должно быть не менее 0,2% за час.
Фланцы стальные. Конструкция. Плюсы, минусы и применение
Как показывает практика, элементы промышленных трубопроводов недостаточно сварить вместе, или собрать посредством муфтовой резьбы. Полученные соединения будут неразборными либо очень ненадёжными. То есть оба варианта могут пользователя не устроить. Людям необходимо сформировать очень прочное соединение, обеспечивающее герметизацию труб большого диаметра, но позволяющее при необходимости разобрать его. Решить эту проблему помогут фланцы стальные.
Стальные фланцы позволяют получить разъемное соединение, которое считается одним из самых надежных
Содержание
- 1 Конструкция
- 2 Плюсы, минусы и применение
- 3 Разновидности
- 4 Характеристики и цены
Конструкция
Фланцевое соединение металлических труб является сегодня одним из наиболее популярных методов сборки трубопроводов. Такое отношение к себе со стороны профессионалов рассматриваемые изделия заслужили по многим причинам. Фланцы плоские стальные приварные выглядят в виде пластин, в которых имеются отверстия. Главное из них располагается по центру пластины. Через это отверстие деталь подключается к трубе.
Фланцы плоские стальные приварные выглядят в виде пластин, в которых имеются отверстия. Главное из них располагается по центру пластины. Через это отверстие деталь подключается к трубе.
При этом нужно обязательно учесть следующее требование: диаметр внутреннего отверстия на кольце у фланца должен полностью совпадать со значением аналогичного показателя на трубе. Тогда при его установке и фиксации не возникнут сложности, а стыковка пройдёт качественно и быстро.
По периметру пластины есть несколько отверстий, но уже несколько меньшего диаметра. Это места под выполнение болтового соединения. Стягивают и фиксируют пластины именно болтами.
Соединению такого типа присущи как плюсы, так и минусы. Главным преимуществом является возможность его быстрого снятия и разборки. Причём для работы понадобится всего лишь соответствующего размера гаечный ключ. С другой же стороны болтовое соединение всё-таки уступает сварке по монолитности и надёжности. Использование стальных фланцев подразумевает в большинстве случаев их дополнительную герметизацию при помощи уплотнительных колец. Раньше эта задача решалась путём использования на кольце резины.
В конструкцию фланцев входят уплотнительные кольца и болты для фиксации
Под уплотнители на фланцы стальные плоские приварные с внутренней стороны даже вырезается канал или канавка. В неё укладывается герметизирующее кольцо, а потом прикручивается к другому, в быту называемому ответным.
Совет! При покупке контролируйте факт абсолютного совпадения размеров фланцев. Иначе качественно соединить их вам не удастся.
Плюсы, минусы и применение
К основным достоинствам подобных изделий эксперты относят:
- функциональность;
- возможность использовать при любых характеристиках рабочей среды и на любых трубопроводах;
- простота в монтаже;
- долговечность соединения;
- приемлемая стоимость;
- надёжность.
Из основных недостатков стоит выделить:
- на качество соединения очень серьёзно влияет соответствие пластин, а также их размеров;
- износ уплотнительных колец. Со временем эти элементы придётся заменять на новые.
 Со временем эти элементы придётся заменять на новые.
Со временем эти элементы придётся заменять на новые.Фланцевое соединение используют для монтажа трубопроводов разных типов, в том числе и тех, которые работают под высоким давлением
Используются фланцы данного типа практически повсеместно. Они востребованы при сборке гражданских центральных трубопроводов, газопроводов, бытовых систем водоснабжения, теплотрасс, промышленных систем и т.д. На этом фоне абсолютно не вызывает удивление факт наличия ГОСТа по этим изделиям.
Причём таких нормативных документов существует несколько. Действие каждого из них распространяется на своё направление. Например, вес фланцев стальных приварных плоских, их размеры и используемую марку стали указывает ГОСТ 12820-80. А вот аналогичные параметры воротниковых моделей определяет ГОСТ 12821-80. Существуют и другие государственные стандарты. Некоторые из них будут упомянуты ниже.
Разновидности
В целом, классификация стальных фланцев, выглядит следующим образом:
- литые. Это — соединительные элементы арматуры и трубопроводов, выполненных из любого материала. Температурный режим -250 ≤ T ≤ +600ًС. Рабочее давление – 1,6 ≤ P ≤ 20 мПа
- приварные плоские. Диапазон рабочих температур: -70 ≤ T ≤+300ًС. Способны выдержать давление 0,1 ≤ P ≤ 2,5 м Па;
- для стыковой сварки. Работают при температуре -250 ≤ T ≤+600ًС. Способны выдержать рабочее давление 0,1 ≤ P ≤ 20 мПа;
- фланцы стальные, оборудованные приварным кольцом. Диапазон рабочей температуры -30 ≤ T ≤ +300ًС, давление 0,1 ≤ P ≤ 3 мПа.
 Это — соединительные элементы арматуры и трубопроводов, выполненных из любого материала. Температурный режим -250 ≤ T ≤ +600ًС. Рабочее давление – 1,6 ≤ P ≤ 20 мПа
Это — соединительные элементы арматуры и трубопроводов, выполненных из любого материала. Температурный режим -250 ≤ T ≤ +600ًС. Рабочее давление – 1,6 ≤ P ≤ 20 мПаКаждый тип фланцев имеет свои технические характеристики, рабочую температуру и давление
Соединительные детали сварного типа надеваются при монтаже на торец трубы, а затем фиксируются сварными швами (достаточно 2-х швов). Элементы для стыковой сварки крепятся одним швом. Располагается он между воротником фланца и срезом трубы. Конструкция изделий с приварным кольцом состоит из двух частей – кольца и пластины идентичного диаметра. К трубе при этом приваривается одно кольцо, а сам фланец не теряет степени свободы, благодаря чему может прокручиваться вокруг собственной оси.
Полезно знать! Такое техническое решение ориентировано на использование в труднодоступных местах или на участках, где необходимо регулярное обслуживание трубопровода либо его ремонт.
Фланцы для соединения труб с оборудованием или сосудами классифицируются в соответствии с ГОСТ 28659 на следующие разновидности:
- восьмиугольного сечения. Температура -70 ≤ T ≤ +550ًС, давление 6,4 ≤ P ≤ 16 мПа;
- для сварки встык. Температурный диапазон -70 ≤ T ≤+540ًС, рабочее давление 0,7 ≤ P ≤ 6,5 мПа. Размеры фланцев стальных данного типа колеблются в диапазоне 40…4000 мм (имеется в виду их диаметр). ГОСТ 28759-3;
- плоские. Рабочая температура -70 ≤ T ≤ +300ًС, давление 0,3 ≤ P ≤ 1,7 мПа. Выпускаются подобные фланцы размерами, позволяющими стыковать оборудование и сосуды диаметром 400…4000 миллиметров. ГОСТ 28759-2.
Чтобы информация была наиболее полной, стоит упомянуть следующий термин – изолирующее фланцевое соединение (сокращённо ИФС). Для его обустройства могут применяться фланцевые конструкции любого типа. Использование ИФС позволяет защитить трубопроводы от электрохимической коррозии – явления, выступающего в качестве главной причины ускоренного износа систем, прокладываемых под землёй.
Для его обустройства могут применяться фланцевые конструкции любого типа. Использование ИФС позволяет защитить трубопроводы от электрохимической коррозии – явления, выступающего в качестве главной причины ускоренного износа систем, прокладываемых под землёй.
Плоские фланцы позволяют стыковать достаточно крупные детали — диаметром до 4000 мм
Конструктивное исполнение изолирующего фланцевого соединения представляет собой 2 стягивающихся шпильками фланца, между которыми укладывается прокладка из диэлектрического материала. Как правило, это паронит либо термостабилизированный графит. Такое исполнение препятствует распространению по трубопроводу электротока, ограничивая его на определённом участке инженерной коммуникации. ИФС способствует значительному увеличению срока службы подземных веток трубопроводов. Используется оно на протяжении 15-20 лет, по происшествию которых диэлектрическая прокладка меняется на новую. Процедура замены выполняется с помощью так называемых разгонщиков – клиновидных домкратов. Продуцируемое ими усилие разводит соседние фланцы. Современная промышленность выпускает гидравлические и ручные (механические) разгонщики. Первые развивают усилие в 15 тонн.
Продуцируемое ими усилие разводит соседние фланцы. Современная промышленность выпускает гидравлические и ручные (механические) разгонщики. Первые развивают усилие в 15 тонн.
Характеристики и цены
Поскольку фланцы стальные подвергаются строгому нормированию, их параметры очень чётко определены. Отход предприятий-изготовителей от сортаментных размеров и технологии запрещён. Прежде чем купить необходимую партию данной продукции, требуйте сертификат от её производителя.
Главными характеристиками считаются габариты соединительных деталей. В отношении стальных фланцев даже действует специальный сертификат, в котором расписаны все их размеры. Чтобы не столкнуться в дальнейшем с неприятностями, изучите паспорт фланцев на предмет соответствия этому документу а при наличии отличий от покупки лучше воздержаться.
Фланцы должны быть изготовлены согласно ГОСТу и иметь все необходимые сертификаты, подтверждающие их качество
Следует помнить о необходимости полной идентичности соединений друг другу по вешнему и внутреннему диаметру. Также обращайте внимание на уровень рабочего давления, которое фланец выдерживает длительное время.
Также обращайте внимание на уровень рабочего давления, которое фланец выдерживает длительное время.
Полезная информация! Измеряют данный показатель в барах и обозначают символами PN. Цена фланцев является величиной производной от этой характеристики, а также от условного диаметра (ДУ).
Например, приобрести соединители с PN 16 и ДУ 50 мм можно за небольшие деньги – от 3 до 5 долларов. Но за модель с ДУ 150 миллиметров придётся заплатить 11-13 долларов.
Ценовые отличия присущи также различным типам фланцев. Так, купить приварные встык стальные фланцы можно тоже недорого – за 2-4 у.е., если рассматривается деталь с внутренним сечением 50 мм. А воротниковая модель с идентичными характеристиками обойдётся уже в 5-6 долларов.
Размеры и тип стальных фланцев определяют их вес. Понятно, что вес воротниковых изделий больше этого показателя стальных плоских соединителей. Впрочем, весовые параметры не всегда находятся в центре внимания покупателя, поскольку на особенности эксплуатации и сферу применения фланцев они не оказывают.
В число наиболее ответственных характеристик входит марка стали, применённой для изготовления детали. В промышленности чаще всего встречаются фланцы стальные, произведённые из нержавейки. Этот факт вполне очевиден и вместе с тем оправдан. Ведь подобной продукции из нержавеющей стали присуща большая надёжность и долговечность по сравнению соединительными элементами из обычной легированной стали. Но и продаются они по цене почти в два раза большей. Здесь нужно заранее расставить для себя приоритеты. А при выборе необходимо руководствоваться сделанными выводами.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т. | |||||||||||||||||||
| Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление Таблицы DPVA.ru — Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Фланцы по ГОСТ, DIN (EN 1092-1) и ANSI (ASME). Соединение фланцев. Фланцевые соединения. Фланцевое соединение. / / Установка межфланцевых прокладок. Затяжка болтов фланцевого соединения. Что нужно делать и чего нельзя допускать при установке прокладок. Устранение неисправностей Поделиться:
| ||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | |||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Free xml sitemap generator Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Free xml sitemap generator | ||||||||||||||||||
 д.
д. Затяжка болтов фланцевого соединения. Что нужно делать и чего нельзя допускать при установке прокладок. Устранение неисправностей. (рекомендации компании «ФлоуТэк»)
Затяжка болтов фланцевого соединения. Что нужно делать и чего нельзя допускать при установке прокладок. Устранение неисправностей. (рекомендации компании «ФлоуТэк»)
 Зачастую ожидается, что прокладка способна компенсировать недостатки обработки рабочих поверхностей фланцев и смещение фланцев в результате изменений рабочих температуры и давления, вибрации и т.д. Во многих случаях прокладки на это способны, но только при правильном выборе их типа и материала, а также при соблюдении правильной процедуры установки.
Зачастую ожидается, что прокладка способна компенсировать недостатки обработки рабочих поверхностей фланцев и смещение фланцев в результате изменений рабочих температуры и давления, вибрации и т.д. Во многих случаях прокладки на это способны, но только при правильном выборе их типа и материала, а также при соблюдении правильной процедуры установки. (Прокладка может затвердеть, и дополнительное усилие приведет к ее разрушению).
(Прокладка может затвердеть, и дополнительное усилие приведет к ее разрушению).
 Некоторые соединения необходимо повторно затягивать непосредственно перед вводом в эксплуатацию с целью компенсации релаксации прокладок и крепежа. Ожидаемая релаксация — 10% по моменту в течение первых суток. Также в некоторых случаях при использовании прокладок определенных типов совместно с фланцами некоторых форм присоединительной поверхности на теплообменниках необходимо осуществлять дополнительную затяжку соединения при начальном нагреве теплообменника.
Некоторые соединения необходимо повторно затягивать непосредственно перед вводом в эксплуатацию с целью компенсации релаксации прокладок и крепежа. Ожидаемая релаксация — 10% по моменту в течение первых суток. Также в некоторых случаях при использовании прокладок определенных типов совместно с фланцами некоторых форм присоединительной поверхности на теплообменниках необходимо осуществлять дополнительную затяжку соединения при начальном нагреве теплообменника. Проверьте выравнивание фланцев, их рабочие поверхности и затяните болты в соответствии с описанной процедурой.
Проверьте выравнивание фланцев, их рабочие поверхности и затяните болты в соответствии с описанной процедурой. Проверьте правльность выбора типа прокладки.
Проверьте правльность выбора типа прокладки.Как установить фланец с приварной горловиной и плоский приварной фланец
Фланец является обычной частью трубопроводной системы. Они в основном используются для соединения валов и валов или для соединения двух устройств. Обычно фланцы используются с прокладками и болтами. Цель состоит в том, чтобы закрепить две трубы, фитинги или оборудование на фланце, затем добавить фланцевую прокладку между двумя фланцами, а затем с помощью болтов затянуть два фланца, чтобы обеспечить герметичное соединение. Следовательно, это также распространенный метод соединения в трубопроводной системе.
Однако мы обнаружим, что фланцевое соединение все равно выйдет из строя в реальном производственном процессе. Это может быть вызвано тремя факторами фланца, прокладки и болта, такими как недостаточная жесткость фланца, жесткость болта и жесткость болта при предварительной затяжке, форма и характеристики поверхности уплотнительной поверхности фланца и выбор прокладки (и характеристики уплотнения) или неправильная установка фланца. и использовать. На него также могут влиять рабочая температура, давление и химические и физические свойства среды. Поэтому нам нужно сначала выбрать фланец, прокладку и болт, а затем установить их. Это необходимо для лучшего использования уплотнительных характеристик фланцевого соединения. Итак, можем ли мы прикасаться к фланцу непосредственно во время установки фланца? Каковы меры предосторожности при установке фланца?
Это может быть вызвано тремя факторами фланца, прокладки и болта, такими как недостаточная жесткость фланца, жесткость болта и жесткость болта при предварительной затяжке, форма и характеристики поверхности уплотнительной поверхности фланца и выбор прокладки (и характеристики уплотнения) или неправильная установка фланца. и использовать. На него также могут влиять рабочая температура, давление и химические и физические свойства среды. Поэтому нам нужно сначала выбрать фланец, прокладку и болт, а затем установить их. Это необходимо для лучшего использования уплотнительных характеристик фланцевого соединения. Итак, можем ли мы прикасаться к фланцу непосредственно во время установки фланца? Каковы меры предосторожности при установке фланца?
Убедитесь, что поверхность уплотнения чистая и не имеет дефектов.
Перед установкой фланца необходимо убедиться, что поверхность уплотнения фланца чистая и не имеет дефектов. Уплотнительная поверхность фланца должна быть очищена. Это связано с тем, что уплотняющая поверхность фланца должна быть плотно соединена с шайбой и болтом. Если уплотняющая поверхность фланца не очищена, в процессе будущего использования может произойти протечка фланца, и надлежащая герметизация фланца будет недействительной. Что касается поверхности уплотнения фланца без дефектов, это означает, что поверхность уплотнения фланца не имеет дефектов, таких как радиальные царапины, серьезная коррозия и деформация.
Если уплотняющая поверхность фланца не очищена, в процессе будущего использования может произойти протечка фланца, и надлежащая герметизация фланца будет недействительной. Что касается поверхности уплотнения фланца без дефектов, это означает, что поверхность уплотнения фланца не имеет дефектов, таких как радиальные царапины, серьезная коррозия и деформация.
При очистке уплотнительной поверхности фланца используйте латексные перчатки, спирт, непыльную ткань и другие средства. Нам нужно надеть латексные перчатки, смочить спиртом обеспыленную ткань, а затем протереть весь фланец. Стоит отметить, что при очистке уплотняющей поверхности фланца не используйте для очистки отвертку, чтобы не повредить уплотняющую поверхность фланца.
Соединение между фланцем и трубой
Соединение фланца и трубопроводной системы требует высоких навыков соединения, поскольку при установке следует учитывать не только прочность соединительной части, но и герметичность. Если одна из двух точек не соответствует стандарту, трубопровод может быть поврежден.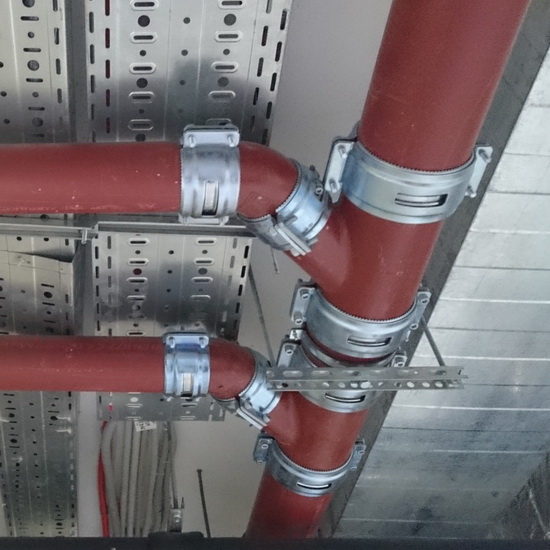 Поэтому установка фланцев и труб должна соответствовать следующим требованиям:
Поэтому установка фланцев и труб должна соответствовать следующим требованиям:
- (1) Центр фланца должен совпадать с центром трубы.
- (2) Уплотнительная поверхность фланца должна быть перпендикулярна центру трубопровода.
- (3) Положение резьбового отверстия фланца на трубопроводе должно совпадать с положением резьбового отверстия на противоположном оборудовании или трубопроводе, а положение резьбового отверстия фланца на обоих концах одного и того же трубопровода должно быть одинаковым.
Установка плоского приварного фланца
Процесс установки плоского приварного фланца относительно прост. При установке фланец должен быть сначала вставлен в конец трубы, а затем должно быть оставлено определенное расстояние между отверстием трубы и уплотнительной поверхностью фланца, которое определяется толщиной стенки трубы. Затем можно приступать к точечной сварке с обеих сторон трубы.
Установка приварного фланца в горловину
Приварной фланец в горловину Этот тип трубных фитингов относится к фланцу с шейкой и круглым переходом трубы и стыковым сварным соединением с трубой. В отличие от плоского приварного фланца, фланец с приварной горловиной не легко деформируется и обладает хорошей герметизирующей способностью. Кроме того, они относительно дешевы, поэтому широко используются. Фланец с приварной горловиной подходит для труб с большими колебаниями давления или температуры или труб с высокой температурой, высоким давлением и низкой температурой. Он используется для перевозки драгоценных, легковоспламеняющихся и взрывоопасных сред. Итак, знаете ли вы, как установить и использовать фланец с приварной горловиной? При установке и использовании фланца с приварной горловиной мы должны знать меры предосторожности?
В отличие от плоского приварного фланца, фланец с приварной горловиной не легко деформируется и обладает хорошей герметизирующей способностью. Кроме того, они относительно дешевы, поэтому широко используются. Фланец с приварной горловиной подходит для труб с большими колебаниями давления или температуры или труб с высокой температурой, высоким давлением и низкой температурой. Он используется для перевозки драгоценных, легковоспламеняющихся и взрывоопасных сред. Итак, знаете ли вы, как установить и использовать фланец с приварной горловиной? При установке и использовании фланца с приварной горловиной мы должны знать меры предосторожности?
- 1. Перед установкой фланца с приварной горловиной обратите внимание на то, чтобы проверить, соответствует ли номинальное давление фланца проектным требованиям; проверить гладкость и чистоту уплотнительной поверхности фланца, наличие заусенцев и радиальных канавок, целостность и целостность резьбовой части фланца. Независимо от того, могут ли вогнутый и выпуклый фланец поместиться естественным образом, особенно необходимо провести неразрушающий контроль приварного фланца, чтобы избежать повреждения внутренней части приварного фланца и влияния на производительность и срок службы фланца.
- 2. Перед установкой фланца с приварной горловиной обратите внимание на очистку. Ведь уплотняющая поверхность фланца должна быть плотно соединена шайбой и болтом. Уплотнительная поверхность фланца должна быть очищена специальными чистящими средствами и методами, чтобы предотвратить повреждение фланца приварной шейки.

При установке и использовании фланца с приварной горловиной необходимо обращать внимание на метод и последовательность. В конце концов, если метод установки и последовательность установки неверны, это повлияет на установку фланца, так что фланец не может быть установлен. В процессе эксплуатации из-за воздействия транспортной среды и условий эксплуатации также может происходить расшатывание и сползание, что приведет к протечке трубопровода. Поэтому, чтобы в будущем лучше и дольше использовать фланец с приварной горловиной, нам необходимо освоить правильный метод установки и последовательность установки приварного фланца.
Существует два метода установки приварного фланца :
- 1. Перед подсоединением фланца с приварной горловиной сначала установите внутреннюю и внешнюю части фитингов из нержавеющей стали, а затем установите фланец с прорезным кольцом на трубу, чтобы быть на связи. Выше конец трубы нуждается в отбортовке под углом 90 градусов. После обработки торцевую поверхность трубы необходимо отполировать. После шлифовки он должен быть без заусенцев, вогнутых, выпуклых и деформированных, вертикальных и плоских, и для его скругления необходимо использовать специальные инструменты.
- 2. Готовая фланцевая короткая труба приваривается к трубе, а О-образное резиновое уплотнительное кольцо и уплотнительное кольцо из нержавеющей стали, установленные с обеих сторон, вставляются во фланец с пазовым кольцом для уплотнения. Внутренний диаметр внутреннего отверстия уплотнительного кольца такой же, как у трубы, а затем отверстие фланца соединяется болтами. Болт в сборе должен быть затянут симметрично. При затягивании фланца с приварной горловиной обратите внимание на герметичность каждого соединения и соблюдение требуемых спецификаций.
 Перед подсоединением фланца с приварной горловиной сначала установите внутреннюю и внешнюю части фитингов из нержавеющей стали, а затем установите фланец с прорезным кольцом на трубу, чтобы быть на связи. Выше конец трубы нуждается в отбортовке под углом 90 градусов. После обработки торцевую поверхность трубы необходимо отполировать. После шлифовки он должен быть без заусенцев, вогнутых, выпуклых и деформированных, вертикальных и плоских, и для его скругления необходимо использовать специальные инструменты.
Перед подсоединением фланца с приварной горловиной сначала установите внутреннюю и внешнюю части фитингов из нержавеющей стали, а затем установите фланец с прорезным кольцом на трубу, чтобы быть на связи. Выше конец трубы нуждается в отбортовке под углом 90 градусов. После обработки торцевую поверхность трубы необходимо отполировать. После шлифовки он должен быть без заусенцев, вогнутых, выпуклых и деформированных, вертикальных и плоских, и для его скругления необходимо использовать специальные инструменты.
Источник: Китай. Производитель фланцев.
У нас есть все фитинги, необходимые для изменения направления потока, адаптации или уменьшения размеров трубопроводных систем.
Изменение направления потока: колена, тройники или крестовины.
Изменить размер трубы : требуется использование переходников (тройники, переходники).
Для соединения различных компонентов: муфты
Для перекрытия потока: колпачки
Трубный ниппель представляет собой короткий отвод трубы с наружной трубной резьбой на одном или обоих концах. Он используется для соединения двух других фитингов. Ниппели используются для соединения труб, шлангов и клапанов. Трубные ниппели используются в трубопроводах низкого давления.
В трубопроводных системах используются различные виды фитингов. Основными и наиболее востребованными являются: отводы, тройники, переходники, штуцеры, муфты, крестовины, заглушки, обжимные ниппели, заглушки, втулки, переходники, отводы, клапаны и фланцы.
Эти фитинги для труб можно найти в различных классах давления в диапазоне от 150 фунтов на квадратный дюйм до 3000 фунтов. Мы также предлагаем кованые фитинги из углеродистой стали от 2000 до 6000 #. У нас также есть фитинги MSS SP-114.
ОТЧЕТЫ И СЕРТИФИКАТЫ ИСПЫТАНИЙ МАТЕРИАЛОВСообщите нам в примечаниях к заказу, если вам требуется MTR или сертификация для вашего заказа.
ТИПЫ СОЕДИНЕНИЙ ТРУБНОЙ ФИТИНГИ:Что касается соединений — BFO перечисляет различные типы для удовлетворения всех требований к торцевым соединениям.
Мы предлагаем фитинги самых больших типов и размеров со следующими соединениями:
- Сварка встык
- Сжатие
- Рифленый конец (механические фитинги)
- Фланцевый
- Раструб
- Резьбовые фитинги — мы предлагаем различные типы резьбовых фитингов, которые соответствуют требованиям ASME и ANSI:
- NPT, NPS и NPTF
- Push-On / Push-to-Connect
- Сварка враструб
- Паяное соединение
| Аббревиатура | Имя системы |
| БСПП | B риш S стандартный P ип P ареллель |
| БСПТ | Трубный конус Британского стандарта |
| ЧТ | Резьба пожарного шланга американского стандарта (национальная резьба шланга 1 дюйм — это резьба шланга для химикатов, также известная как резьба шланга повышения давления) |
| ГТ | Резьба для садового шланга (FGH — садовый шланг с внутренней резьбой) (MGH — садовый шланг с наружной резьбой) |
| ИПС | Железная труба с прямой резьбой |
| ИПТ | Железная трубная резьба |
| JIC | Объединенный промышленный комитет |
| NHT или NST | Соединительная резьба пожарного шланга по американскому стандарту (резьба для шланга по национальному стандарту, также известная как резьба по национальному стандарту) |
| NPT | Коническая трубная резьба по американскому стандарту (National Pipe Tapered) |
| НПТФ | Коническая трубная топливная труба с сухим уплотнением по американскому стандарту (National Pipe Tapered) (Drysealed) |
| НПШ | Прямая труба американского стандарта для шланговых муфт (прямой шланг National Pipe) |
| НПСМ | Прямые механические соединения американского стандарта (National Pipe Straight Mechanical) |
Сокращения ассоциаций
SAE International (SAE) — это профессиональная организация специалистов по мобильности в аэрокосмической, автомобильной и коммерческой отраслях. Общество является организацией по разработке стандартов для проектирования механических транспортных средств всех видов, включая автомобили, грузовики, лодки, самолеты и другие.
Общество является организацией по разработке стандартов для проектирования механических транспортных средств всех видов, включая автомобили, грузовики, лодки, самолеты и другие.
AGA — Американская газовая ассоциация
JIC — Объединенный промышленный комитет
ASA — Американская статистическая ассоциация
ASME — Американское общество инженеров -механиков
Узнайте больше о сертификатах и стандартах, используемых
Популярные фитинги труб — (резьба, показанная ниже) втулкиПроводные втулки используются для объединения Pipes of Listrings
. размеры — обычно путем уменьшения большего фитинга трубы до меньшей трубы. Втулки обычно имеют внутреннюю и внешнюю резьбу. Они занимают очень мало места по сравнению с муфтой или штуцером, которые служат для достижения той же цели — уменьшения габаритов. Имеет шестигранную головку для увеличения рычага и использования с гаечным ключом.
Отводы с резьбой или сваркой враструб обычно используются, если вам нужно изменить направление потока. Самые популярные: колена под углом 90 и 45 градусов. Отводы – важный элемент, используемый в сантехнике. Уличные колена имеют концы с наружной и внутренней резьбой для простого соединения различных труб или фитингов. Боковые отводы с изгибом служат по аналогии с тройником. Также доступны отводы 22-1/2 градуса.
Заглушки для трубЗаглушки изготавливаются из литой нержавеющей стали 304 или 316 с внутренней резьбой National Pipe Taper (NPT). Для закрытия конца патрубка. Колпачок надевается на конец охватываемой трубы, чтобы остановить поток. Они доступны также с шестигранными и квадратными головками для увеличения рычага и использования с гаечным ключом во время установки и разборки.
Крестовины Крестообразные фитинги представляют собой 4-ходовые фитинги, представляющие собой комбинацию двух тройников.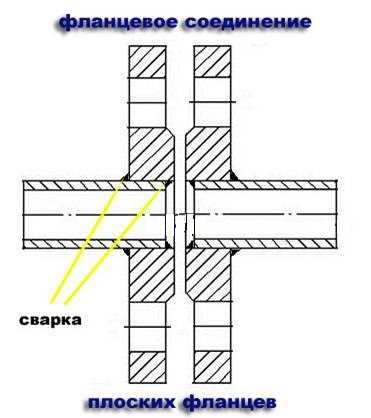 Вместо этого многие предпочтут использовать два тройника.
Вместо этого многие предпочтут использовать два тройника.
Фланцы используются для соединения труб. Труба навинчивается или приваривается к фланцам, которые затем скрепляются болтами. Фланцевые соединения широко используются в промышленности при высоких давлениях.
Переходные муфты/раструбные переходникиТрубные муфты используются для удлинения участка трубы или изменения размеров трубы.
При уменьшении становится известным как редуктор колокола. Доступны с внутренней резьбой или сваркой внахлест.
Трубные ниппели Трубный ниппель представляет собой короткий отрезок трубы с наружной трубной резьбой на одном или обоих концах. Он используется для соединения двух других фитингов. Ниппели используются для соединения труб, шлангов и клапанов. Трубные ниппели используются в системах трубопроводов низкого давления.
Тройники Т-образные с двумя отводами — под 90° к присоединению к магистрали. Представляет собой короткий отрезок трубы с боковым выходом. Трубные тройники используются для соединения трубопроводов с трубой под прямым углом к магистрали. Размеры тройников соответствуют их пробегу*. Когда длина тройника меньше, чем боковой выход*, он становится фитингом с «бычьей головкой».
Участок* — горизонтальный или прямой размер фитинга и бокового отвода
Боковой отвод* — «верх» фитинга, 90 градусов от участка
Муфты являются альтернативой муфтам. Муфты полагаются на собственную гайку для создания уплотнения между концами трубы. Это делает их идеальным выбором для соединения двух фиксированных труб, которые невозможно вкрутить в обычную муфту. Союзы также значительно облегчают будущий ремонт.
Клапаны Клапаны предназначены для регулирования давления и скорости потока.
ПОИСК ПО ФОРМАМ
Фитинги
Фланцы
Клапаны
Соски
Камлоки
Brewers Hardware
1-800-569-0810 Live Chat Электронная почта US
FAST & TACCRATEHASE
9009
Техническая экспертная экспертиза9006
.Правильный выбор Прямое подключение.
Нет чат-ботов.
Противопожарные трубы и соединительные фитинги в пожарном трубопроводе
Противопожарные трубы и соединительные фитинги в основном используются для соединения противопожарного оборудования, транспортировки воды для пожаротушения и так далее. Его также называют пожарной спринклерной трубой и фитингами. Из-за особых требований к толщине и материалу противопожарных труб и фитингов предъявляются особые требования. В соответствии с правилами, пожарный трубопровод должен быть окрашен красной краской, которая явно отличается от других трубопроводов. Поскольку противопожарная труба часто находится в статичном состоянии, она требуется более строгой. Огнестойкие трубы и соединительные фитинги должны обладать устойчивостью к давлению, коррозии и высокой термостойкости.
Его также называют пожарной спринклерной трубой и фитингами. Из-за особых требований к толщине и материалу противопожарных труб и фитингов предъявляются особые требования. В соответствии с правилами, пожарный трубопровод должен быть окрашен красной краской, которая явно отличается от других трубопроводов. Поскольку противопожарная труба часто находится в статичном состоянии, она требуется более строгой. Огнестойкие трубы и соединительные фитинги должны обладать устойчивостью к давлению, коррозии и высокой термостойкости.
В зависимости от материала, противопожарную трубу можно разделить на трубу из ковкого чугуна, медную трубу, трубу из нержавеющей стали, трубу из сплава и композитную трубу, пластиковую трубу.
1. Технологическая схема монтажа противопожарной трубопроводной системы
Подготовка к монтажу → монтаж сухого трубопровода → монтаж сигнального клапана → монтаж вертикального трубопровода → монтаж многослойного шестидесятилетнего циклона, гидранта и патрубка → указатель расхода воды, пожарный водяной насос, паводок бак, установка муфты водяного насоса → пробное давление в трубопроводе → промывка трубопровода → установка патрубка распылительной головки ( комплексное испытательное давление и промывка системы ) → установка дроссельного устройства → аксессуары для сигнального клапана, аксессуары для гидрантов, установка распылительной головки → проверка системы водой
2.
 Технология соединения противопожарных труб и фитингов
Технология соединения противопожарных труб и фитингов1). Общие соединительные фитинги для пожарного трубопровода
Когда трубопровод системы водоснабжения пожарного гидранта использует стальную трубу горячего цинкования, сварку использовать нельзя. Если противопожарная труба изготовлена из материала, внутренняя стена которого не подвергается антикоррозионной обработке, ее можно приварить для соединения. Но сварка трубопровода должна соответствовать соответствующим требованиям. Трубу автоматической спринклерной системы нельзя приваривать, следует использовать резьбовое, фланцевое и другое соединение.
В гидрантной системе водоснабжения горячеоцинкованная стальная труба диаметром более 100 мм должна соединяться фланцевым соединением или соединением с канавкой.
Если диаметр трубы больше 100 мм, то в автоматической спринклерной системе это не указано однозначно, резьбовое соединение использовать нельзя. Требуется только, чтобы на трубе диаметром более 100 мм на определенном расстоянии было расположено фланцевое соединение или место соединения с канавкой.
Когда трубопровод системы водоснабжения пожарного гидранта и автоматической спринклерной системы используют фланцевое соединение, рекомендуется резьбовой фланец. При использовании приварных фланцев должно быть выполнено второе цинкование.
Если на какой-либо секции пожаробезопасной трубы необходимо изменить диаметр трубы, следует использовать соединительные фитинги, соответствующие стандарту.
2). Пазовое (хомутовое) соединение для противопожарных труб и фитингов
Пазовое соединение (трубное соединение) и глубина паза пожарной стальной трубы должны соответствовать требованиям к пазовому соединению труб. Максимальное рабочее давление пазового соединения труб с номинальным диаметром DN250 и менее составляет 2,5 МПа. Максимальное рабочее давление пазового соединения труб условным диаметром DN300 и более составляет 1,6 МПа.
Гибкие соединения могут использоваться для вибрационных мест и заглубленных противопожарных труб, в других местах следует применять жесткие соединительные фитинги. При использовании арматуры с жесткими соединениями на каждые 4-5 жестких соединений следует устраивать по одному гибкому соединению.
При использовании арматуры с жесткими соединениями на каждые 4-5 жестких соединений следует устраивать по одному гибкому соединению.
3). Резьбовое соединение в системах противопожарных трубопроводов
Для пожаробезопасных труб, горячеоцинкованных сварных стальных труб или горячеоцинкованных бесшовных стальных труб с внутренним и наружным диаметром стенки менее 100 мм можно использовать резьбовое соединение. Когда в системе используется горячеоцинкованная стальная труба ERW, можно использовать фитинги с резьбой из ковкого чугуна. Если используется горячеоцинкованная бесшовная стальная труба, можно использовать фитинги с резьбой из кованой стали.
Если толщина стенки стальной трубы меньше дельты < Sch40 (DN≥200 мм r) или меньше дельты < Sch50 (DN < 200 мм), резьбовое соединение не применяют.
Если противопожарная труба имеет трубную резьбу с конусом 55 ° (Rc или R), резьбовое соединение может быть уплотнено ПТФЭ. Когда в трубопроводе используется трубная резьба с конусом 60 ° (NPT), целесообразно использовать герметик в качестве уплотнения резьбового соединения. Уплотнительная лента накладывается на наружную резьбу.
Уплотнительная лента накладывается на наружную резьбу.
В пожарной трубе диаметром менее DN50 не должно использоваться резьбовое соединение, при переменном диаметре трубы должно использоваться мономерное редукционное соединение.
4). Сварные или фланцевые соединительные фитинги
В зависимости от соединения фланец можно разделить на плоский приварной фланец, сварной фланец, резьбовой фланец и т. д. Выбор фланца должен соответствовать стандарту фланцев стальных труб, стандарту стальных сварных встык бесшовных трубных фитингов, Стандартные прокладки с тефлоновым покрытием для фланцев труб.
Если труба из горячеоцинкованной стали имеет фланцевое соединение, следует выбрать резьбовой фланец. Когда в системе противопожарного трубопровода используется огнеупорная труба, внутренняя стена которой не подвергалась антикоррозионной обработке, можно использовать сварное соединение.
Запросить предложение
Металлический фланец для труб — Фитинги для труб | Приварная горловина — накидная
Трубный фланец соединяет трубопровод и компоненты в системе трубопроводов с помощью болтовых соединений и прокладок. Наиболее часто используемые фланцы представляют собой фланец с приварной горловиной, накидной фланец, глухой фланец, фланец с раструбной сваркой, фланец с резьбой и фланец внахлестку (фланец RTJ). Этот тип соединения во фланце трубы обеспечивает простоту разборки и разделения для ремонта и регулярного обслуживания. Наиболее распространенной спецификацией для фланцев из углеродистой и нержавеющей стали является ANSI B16.5 / ASME B16.5.
Наиболее часто используемые фланцы представляют собой фланец с приварной горловиной, накидной фланец, глухой фланец, фланец с раструбной сваркой, фланец с резьбой и фланец внахлестку (фланец RTJ). Этот тип соединения во фланце трубы обеспечивает простоту разборки и разделения для ремонта и регулярного обслуживания. Наиболее распространенной спецификацией для фланцев из углеродистой и нержавеющей стали является ANSI B16.5 / ASME B16.5.
Металлические фланцы обычно используются в промышленности, торговле и учреждениях. Фланцы стальных труб доступны в различных стилях и классах давления. Металлические фланцы классифицируются от 150 до 2500 # рейтинга. В дополнение к указанию класса давления, некоторые фланцы, такие как фланец с приварной горловиной и фланец с приварной муфтой, также требуют указания спецификации трубы. Это гарантирует, что отверстие трубы будет совпадать с отверстием приварной горловины или приварного фланца враструб.
Trupply предлагает широкий выбор трубных фланцев из углеродистой стали, нержавеющей стали и никелевого сплава. Мы также можем предоставить специальные фланцы, такие как фланец с длинной приварной горловиной, специальный материал по запросу и фланцы для труб с высоким пределом текучести.
Мы также можем предоставить специальные фланцы, такие как фланец с длинной приварной горловиной, специальный материал по запросу и фланцы для труб с высоким пределом текучести.
Типы фланцев для стальных труб
Как ни странно это может показаться многим людям, многие клиенты спрашивают, что такое фланец? Компания Trupply создала демонстрационный видеоролик, в котором рассказывается о различных типах фланцев, их особенностях и способах их использования на трубе. Металлические фланцы изготавливаются в соответствии с ASME B16.5. Эти фланцы также называются фланцами ANSI.
*см. видеозапись в конце страницы
Существует шесть наиболее часто используемых фланцев, также известных как фланец ANSI, фланец ASME B16. 5.
5.
Фланец с приварной горловиной
Фланец этого типа предназначен для приварки встык к трубе или оборудованию, требующему фланцевого соединения. Сварная горловина обеспечивает хорошую работу при различных температурах и давлениях. Фланец с приварной горловиной должен соответствовать спецификации трубы для отверстия. Из-за приварной шейки он часто используется для сосудов под давлением, для создания люков и т. д. Эти фланцы также известны как фланец ANSI или фланец ASME B16.5 9.0003
Накидной фланец
Накладка на фланце предназначена для надевания на конец трубы. Это позволяет легко позиционировать перед сваркой. Как внутренняя, так и внешняя часть трубы приварены к накладке на фланец. См. рисунок справа. Труба, как правило, вставляется до упора внутри накладки на фланце, оставляя только зазор, равный толщине стенки трубы. Эти фланцы также известны как фланец ANSI или фланец ASME B16.5 9.0003
Эти фланцы также известны как фланец ANSI или фланец ASME B16.5 9.0003
Фланец внахлестку
Фланец с соединением внахлест также известен как фланец Van Stone. Этот тип фланца состоит как из заглушки, так и из фланца. Сам фланец не приваривается, а заглушка вставляется / надевается на фланец и приваривается к трубе. Такое расположение помогает выровнять фланцы в условиях, когда несоосность может быть проблемой. Во фланце с соединением внахлест сам фланец не контактирует с жидкостью. Заглушка — это деталь, которая приваривается к трубе и находится в контакте с жидкостью. Заглушки бывают типов A и B. Заглушки типа A наиболее распространены. Фланец внахлестку поставляется только с плоской поверхностью. Люди путают фланец внахлестку с накладным фланцем, поскольку они очень похожи, за исключением того, что фланец внахлестку имеет закругленные края на задней стороне и плоскую поверхность.
Фланец с резьбой
Фланец с резьбой также называется фланцем с резьбой или фланцем с резьбой. Этот тип фланца используется там, где сварка невозможна. Резьбовой фланец чаще всего используется при низком давлении и трубах меньшего диаметра (до 4 дюймов).
Этот тип фланца используется там, где сварка невозможна. Резьбовой фланец чаще всего используется при низком давлении и трубах меньшего диаметра (до 4 дюймов).
Заглушка представляет собой цельный фланец без сквозного или резьбового отверстия и используется для закрытия конца трубы, фитингов, клапанов или оборудования. Фланец глухой трубы также используется для оборудования для испытаний под давлением. Глухой фланец бывает как с выступом, так и с плоской поверхностью.
Очковый глухой фланец
Очковый глухой фланец и линейный глухой фланец похожи на глухой фланец, но отличаются тем, что они устанавливаются между двумя фланцами. Очковые слепые получили свое название от сходства с парой или очками. Как только сторона очковой шторки полностью закрыта для полного перекрытия потока, тогда как другой конец открыт для полного потока. В этой установке жалюзи можно поворачивать, не разбирая систему. Это также дает визуальное подтверждение того, открыта линия или закрыта.
Фланец с диафрагмой
Фланец с диафрагмой — это специальный фланец, который всегда используется парами. Он используется вместе с диафрагмой для измерения расхода жидкостей и газов в системе трубопроводов. Во фланцах диафрагмы предварительно просверлены резьбовые отверстия, сделанные в ободах фланцев для размещения измерительной трубы. Фланец, который образует фланец отверстия, обычно представляет собой фланец с приварной горловиной. Накидной и резьбовой фланец также иногда используются в качестве торцевого соединения. Во фланце с отверстием труба должна быть просверлена для размещения резьбового отверстия, через которое измеряется давление. На приведенном выше рисунке показана работа фланца с отверстием в конструкции фланца с приварной горловиной.
Переходной фланец
Переходной фланец изменяет размер трубопровода без добавления дополнительного фитинга. Уменьшение редукционного фланца всегда резкое по сравнению с уменьшением, которое может быть достигнуто с помощью концентрического переходника для стыковой сварки. Переходной фланец обычно доступен в виде переходного фланца с резьбой или переходного фланца с накладкой. Редукционное скольжение 6 на 4 дюйма на фланце будет иметь размер фланца (внешний диаметр, диаметр окружности болта) фланца 6 дюймов, но отверстие фланца 4 дюйма. Это позволяет соединить его с 6-дюймовой трубой через фланцевое соединение, но вместо этого подсоединить 4-дюймовую трубу.
Переходной фланец обычно доступен в виде переходного фланца с резьбой или переходного фланца с накладкой. Редукционное скольжение 6 на 4 дюйма на фланце будет иметь размер фланца (внешний диаметр, диаметр окружности болта) фланца 6 дюймов, но отверстие фланца 4 дюйма. Это позволяет соединить его с 6-дюймовой трубой через фланцевое соединение, но вместо этого подсоединить 4-дюймовую трубу.
Поверхности фланцев труб
Поверхности фланцев обеспечивают соединение фланца с уплотнительным элементом, обычно с прокладкой. Несмотря на то, что существует много типов поверхностей, наиболее распространенные типы поверхностей фланцев следующие;
- Выступ
- Плоская поверхность
- Соединение внахлестку
- Кольцевое соединение
- Язык и роща
Существует два типа отделки поверхности фланцев: фланцы с выступом и фланцы с плоской поверхностью;
- Гладкая поверхность
- Зубчатая поверхность (зубчатые концентрические канавки, зубчатые спиральные канавки)
Обе зубчатые поверхности имеют канавки глубиной 1/16 дюйма с числом канавок на дюйм от 24 до 60. классы давления 150#, 300# и 600#. Для фланца 900# или выше кромка имеет толщину 1/4 дюйма. На рисунке выше показан фланец с выступом.
классы давления 150#, 300# и 600#. Для фланца 900# или выше кромка имеет толщину 1/4 дюйма. На рисунке выше показан фланец с выступом.
Плоская поверхность
Задний конец фланца с плоской поверхностью плоский. Люди иногда путают его с фланцем внахлестку, однако фланец с плоской поверхностью не имеет закругленных краев на отверстии. На изображении выше показан пример фланца с плоской поверхностью. сравнил его с изображением приподнятого фланца фланца, чтобы увидеть разницу. Плоская поверхность обычно используется на чугунных фланцах и в качестве сопряженных фланцев с насосами и клапанами в условиях низкого давления.
Кольцевое соединение
Конструкция поверхности кольцевого соединения имеет канавку, в которую вставляется металлическая кольцевая прокладка для создания уплотнения с сопряженным фланцем. Металлическое кольцо доступно в овальной или восьмиугольной форме. Наиболее распространенным материалом для кольцевых прокладок является нержавеющая сталь 316, что делает ее идеальной для агрессивных сред. На рисунке выше показаны прокладки кольцевого типа и канавка кольцевого соединения на фланце.
Наиболее распространенным материалом для кольцевых прокладок является нержавеющая сталь 316, что делает ее идеальной для агрессивных сред. На рисунке выше показаны прокладки кольцевого типа и канавка кольцевого соединения на фланце.
Соединение внахлестку
Поверхность соединения внахлестку используется на фланце соединения внахлестку. Он похож на фланец с плоской поверхностью, но имеет канавку в отверстии для сопряжения вставного конца.
Шпунт и канавка
Поверхность шпунта и паза имеет небольшую площадь контакта с уплотнительным элементом, что обеспечивает хорошее сжатие прокладки при низкой нагрузке болта. Канавка действует как кольцевая канавка и обеспечивает хорошее удерживание прокладки. Это идеально подходит для применения в условиях высокого давления. На рисунке выше показан фланец с гребнем и пазом.
Маркировка фланцев
Маркировка фланцев регулируется кодами ANSI ASME. Маркировка фланцев включает:
- Наименование производителя
- Номинальный размер трубы
- Класс давления фланца
- Обозначение материала
- Номер плавки
Фланцевые болты
На рисунке выше показан расчет длины шпильки фланца. Компания Trupply продает комплекты фланцевых болтов здесь.
Компания Trupply продает комплекты фланцевых болтов здесь.
Размеры фланцев
По приведенной ниже ссылке указаны размеры фланцев 150#, 300# и 600#.
Таблица размеров трубных фланцев
Таблица размеров труб
Прокрутите ниже Промышленный стандарт, серии A, серии B и размеры фланцев AWWA.
Номинальное давление и температура фланца
Таблица здесь показывает номинальное давление и температуру фланца A105.
Материал фланца трубы
Фланец из углеродистой стали A105
Описание
Это стандартное покрытие для компонентов трубопроводов из кованой углеродистой стали, работающих при температуре окружающей среды и выше. Фланцы заказываются либо по размерам, указанным покупателем, либо по размерным спецификациям, таким как ASME 16.5 и API 6A. Поковки, изготовленные в соответствии с ASTM A105, обычно имеют максимальный вес 10 000 фунтов. .
.
Specifications
ASTM: A105
ASME: SA105, B16.5
NACE: MRO175
MSS: SP 44
Chemical Composition%
С | Мн | Р | С | Си | Медь | Никель | Кр | Пн | В |
0,35 | 0,60-1,05 | 0,035 | 0,04 | 0,10-0,35 | 0,4 | 0,4 | 0,3 | 0,12 | 0,08 |
макс. | – | макс. | макс. | – | макс. (1) | макс. (1) | макс. (1-2) | макс. (1-2) | макс. |

- Сумма меди, никеля, ниобия, молибдена и ванадия не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
Примечание: Для каждого сокращения на 0,01% ниже установленного максимума углерода (0,35%), будет разрешено увеличение содержания марганца на 0,06% выше указанного максимума (1,05%), максимум до 1,35%.
Требования к растяжениям
Прочность на растяжение: (KSI) = 70
Прочность урожая: (KSI) = 36 9
(KSI преобразуется в MPA {мегапаскалы}, умножив на 6,895)
Типичная применение
- Химическая и смежная промышленность
- Резервуары
- Клапаны
- Сосуды и трубы под давлением для различных процессов
Фланец из нержавеющей стали — 316/316L (UNS S31600/S31603)
Описание
Тип 316 представляет собой молибденовую сталь, обработанную растворами, содержащими хлориды и другие галогениды, с повышенной стойкостью к точечной коррозии. Кроме того, он обеспечивает превосходную прочность на растяжение, ползучесть и сопротивление разрыву при повышенных температурах. Тип 316 доступен в сплавах с низким содержанием углерода (316L) и высоким содержанием углерода (316H).
Кроме того, он обеспечивает превосходную прочность на растяжение, ползучесть и сопротивление разрыву при повышенных температурах. Тип 316 доступен в сплавах с низким содержанием углерода (316L) и высоким содержанием углерода (316H).
Технические характеристики
ASTM: A312, A376, A358, A269, A249, A403, A182, A351, A479, A276
ASME: SA312, SA376, SA358, SA269, SA249, SA182, SA276, SA403, SA479, SA351
Химический состав%
| . С | Кр | Мн | Пн | Никель | Р | С | Си |
МАКС | – | МАКС | – | Максимум | МАКС | МАКС | |
0,035 | 16,0- 18,0 | 2,00 | 2,0-3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжениям
Прочность на растяжение: (KSI) = 70
Прочность урожая: (KSI) = 25
(KSI преобразуется в MPA {мегапаскалы}, умножившись на 6,895)
Тип применения
- 95)
- Теплообменники, конденсаторы и испарители
- 203
- Молочная и пищевая промышленность
- Теплообменники, испарители
- Нагреватели питательной воды
- Фланец ANSI, также называемый фланцем ASME B16.5
- Фланец ASME, также называемый фланцем ASME B16.47 (серия A и серия B)
- Фланец промышленного стандарта (фланец ASME B16.1)
- Фланец AWWA
- ANSI/AWWA C115/A21.15-99: «Американский национальный стандарт для фланцевых труб из ковкого чугуна с резьбовыми фланцами из ковкого или серого чугуна»
- ANSI/AWWA C207-94: «Стандарт AWWA для стальных трубных фланцев для водопроводных сооружений размером 4 дюйма. Через 144 дюйма».
- ANSI/ASME B16.5-1981: «Трубные фланцы и фланцевые фитинги».
- Полнолицевая прокладка: закрывает всю поверхность фланца. Обычно используется на фланцах с плоской поверхностью
- Плоское кольцо Прокладка: закрывает только поверхность уплотнения или выступ фланца.
- Metallic Ring Gakset: предназначен для установки во фланцы RTJ.
- Бебитц Германия
- Металфар Италия
- Гальперти США / Италия
- Технокузница Италия
- Ульма Испания
- Сварной изгиб
- Керкау
- Национальный фланец
- Болтекс
- Фланец Маасса
- Сердечник
- Береговой фланец
- Федеральный фланец
- Прецизионный фланец
- Фланец Буффало
- Техасский фланец
- •
Трубопроводы, подсоединенные к резервуарам, должны быть спроектированы таким образом, чтобы создаваемые напряжения находились в пределах расчетных пределов резервуара.
- •
Необходимо учитывать осадку резервуара и движение корпуса наружу при полном гидростатическом давлении.
- •
Первая опора трубы от бака должна располагаться на достаточном расстоянии, чтобы предотвратить повреждение соединений трубопровода и бака.
- •
Можно рассмотреть возможность установки пружинных опор рядом с соединением с резервуаром для трубопроводов большого диаметра.
- •
Так как резервуары большого диаметра имеют тенденцию к оседанию в основании, необходимо предусмотреть всасывающий и наливной трубопроводы для предотвращения оседания резервуара. Для этого может потребоваться использование компенсаторов, муфт Victaulic или фланцев внахлестку, установленных, как показано на рис.
6-5.Рис. 6-5. Деталь фланца соединения внахлестку для осадки резервуара.
(любезно предоставлено Red Bag/Bentley Systems, Inc.)- •
Следующее примечание следует учитывать для всех чертежей трубопроводов, содержащих резервуары для хранения: Все трубопроводы должны быть отсоединены от резервуара во время гидростатических испытаний резервуара для хранения.
- •
Количество трубопроводов в резервуарных сооружениях должно быть сведено к минимуму, и они должны быть проложены кратчайшим возможным путем к магистральным трубопроводам, расположенным за пределами резервуарных сооружений, с достаточным запасом на расширение.
- •
Гибкость трубопроводных систем может быть обеспечена за счет использования изгибов, петель или смещений.
- •
В условиях ограниченного пространства можно рассмотреть возможность установки подходящих компенсаторов сильфонного типа в соответствии с проектными спецификациями и рекомендациями производителя.
Эти компенсаторы следует использовать только в тех случаях, когда свойства жидкости таковы, что она не может закупорить сильфон. Они должны быть закреплены и направляться, не должны подвергаться скручивающим нагрузкам и должны обеспечивать возможность быстрого осмотра.- •
Трубопровод резервуарного парка желательно прокладывать над землей на бетонных или стальных опорах.
- •
Грунт под трубопроводом должен быть таким, чтобы предотвратить скопление поверхностных вод или утечки продукта.
- •
Коллекторы должны располагаться вне обваловки резервуара.
- •
Трубопровод должен проходить над земляными стенами; однако, если это невозможно и труба проходит через насыпь, то следует предусмотреть подходящую трубную муфту, чтобы учесть расширение и возможное перемещение линий. Кольцевое пространство должно быть надлежащим образом герметизировано. Также трубопроводы, проходящие через бетонные стены насыпи, должны быть снабжены муфтами для труб.
- •
Должны быть предусмотрены пешеходные дорожки для обеспечения рабочего доступа к наземным трубопроводам.
- •
Трубопроводы должны быть защищены от неравномерной осадки грунта там, где они проходят под дорогами, железными дорогами или другими точками, подверженными движущимся нагрузкам.
- •
Подземные трубопроводы должны быть защищены снаружи антикоррозионными материалами или катодными средствами.
- •
Маршруты подземных трубопроводов должны быть соответствующим образом обозначены и обозначены над землей и зарегистрированы.
- •
Трубные эстакады, перемещаемые поперек дорожек или дорог, должны иметь достаточный зазор от уровня грунта для проезда транспортных средств и строительной техники.
- •
Должны быть обеспечены соответствующие лестницы или лестницы и рабочие платформы для облегчения эксплуатации и обслуживания резервуаров.
- •
Резервуары могут быть соединены между собой на уровне крыши мостовыми платформами.
- •
Все штуцеры, включая сливы на корпусе резервуара, должны иметь запорные клапаны, примыкающие к корпусу резервуара или как можно ближе к нему.
- •
Необходимо принять меры предосторожности, чтобы предотвратить замерзание сливного клапана или клапана отбора проб в открытом положении.
- •
На блок-схеме указан тип устанавливаемого двойного клапана с минимальным расстоянием между клапанами 1 м. Не допускайте образования ловушек для жидкости в вентиляционных линиях.
- 1.
Описанные здесь процедуры основаны на бюллетене Taylor Forge № 502, 7-е издание, озаглавленном «Современное проектирование фланцев». Формы и таблицы продублированы здесь для удобства пользователя. Формы дизайна являются быстрыми и точными и приняты во всей отрасли. Дополнительную информацию о конструкции фланцев см. в этом прекрасном бюллетене.
- 2.
Расчеты фланцев выполняются как «интегральные» или «свободные». Третья классификация, «необязательная», относится к фланцам, которые не попадают ни в одну из предыдущих категорий и, таким образом, могут быть спроектированы как цельные или незакрепленные. Определения и примеры этих категорий:
- •
Цельный — Ступица и фланец представляют собой единую непрерывную конструкцию либо при изготовлении, либо при сварке с полным проплавлением. Некоторые примеры:
- а.
Приварные фланцы.
- б.
Длинные приварные фланцы.
- г.
Кольцевые фланцы с полным проплавлением. Используйте расчетную форму «Тип 1: Конструкция фланца с приварной горловиной (цельный)» или «Тип 3: Конструкция кольцевого фланца».
- •
Свободный — Ни фланец, ни труба не имеют крепления или не являются цельными. В целях анализа предполагается, что ступицы (если они используются) действуют независимо от трубы. Примеры:
- а.
Вставные фланцы.
- б.
Фланцы для сварки враструб.
- г.
Фланцы для соединения внахлестку.
- д.
Фланцы с резьбой.
- эл.
Кольцевые фланцы крепятся без сварных швов с полным проплавлением.
Используйте расчетную форму «Тип 2: Конструкция с накидным фланцем (свободная)» или «Тип 3: Конструкция с кольцевым фланцем».
- 3.
Концентраторы не имеют минимального предела для h и g o , но значения g o < 1,5 t n и h 09 o < g
- 4.
Значения T, Z, Y и U в таблице 3-6 рассчитаны на основе коэффициента Пуассона, равного 0,3.
Таблица 3-5. Эффективная ширина прокладки
Таблица 3-6. Таблица коэффициентов
K T Z Y U K T Z Y U K T Z Y U K T Z Y U 1. 0011.91 1000.50 1911.16 2100.18 1.046 1.90 22.05 42.75 46.99 1.091 1.88 11.52 22.22 24.41 1.136 1.86 7.88 15.26 16.77 1.002 1.91 500.50 956.16 1050.72 1.047 1.90 21.79 41.87 46.03 1.092 1.88 11.40 21.99 24.16 1.137 1.86 7.83 15.15 16.65 1.003 1.91 333.83 637.85 700.93 1.048 1.90 21.35 41.02 45.09 1,093 1,88 11,28 21,76 23,91 1,138 1,86 1,138 1,86 1,138 1,86 1,138 1,86 1,138 1,86 1,138 1,86 1,138 1,9140 1,138. 01401.004 1.91 250.50 478.71 526.05 1.049 1.90 20.92 40.21 44.21 1.094 1.88 11.16 21.54 23.67 1.139 1.86 7.73 14.95 16.43 1.005 1.91 200.50 383.22 421.12 1.050 1.89 20.51 39.43 43.34 1.095 1.88 11.05 21.32 23.44 1.140 1.86 7.68 14.86 16.35 1.006 1,91 167.17 319,56 351.16 1,051 1,89 20,12 1,89 20.12 1,89 20,10140 1,89 20,0140 1,89 . 61.88 10.94 21.11 23.20 1.141 1.86 7.62 14.76 16.22 1.007 1.91 143.36 274.09 301.20 1.052 1.89 19.74 37.96 41.73 1.097 1.88 10.83 20.91 22.97 1.142 1.86 7.57 14.66 16.11 1.008 1.91 125.50 239.95 263.75 1.053 1.89 19.38 37.27 40.96 1.098 1.88 10.73 20.71 22.75 1.143 1.86 7.53 14.57 16.01 1.009 1.91 111.61 213.40 234. 421.054 1.89 19.03 36.60 40.23 1.099 1.88 10.62 20.51 22.39 1.144 1.86 7.48 14.48 15.91 1.010 1.91 100.50 192.19 211.19 1.055 1.89 18.69 35.96 39.64 1.100 1.88 10.52 20.31 22.18 1.145 1.86 7.43 14.39 15.83 1.011 1.91 91.41 174.83 192.13 1,056 1,89 18,38 35,34 38,84 1.101 38,84 1.101 38,84 1.101 38,84 1.101 985 38,841.101140 38,84 1,10140 38,84 9048,014022. 121.146 1.86 7.38 14.29 15.71 1.012 1.91 83.84 160.38 176.25 1.057 1.89 18.06 34.74 38.19 1.102 1.88 10.33 19.94 21.92 1.147 1.86 7.34 14.20 15.61 1.013 1.91 77.43 148.06 162.81 1.058 1.89 17.76 34.17 37.56 1.103 1.88 10.23 19.76 21.72 1.148 1.86 7.29 14.12 15.51 1.014 1.91 71.93 137.69 151.30 1.059 1.89 17.47 33. 6236.95 1.104 1.88 10.14 19.58 21.52 1.149 1.86 7.25 14.03 15.42 1.015 1.91 67.17 128.61 141.33 1.060 1.89 17.18 33.04 36.34 1.105 1.88 10.05 19.38 21.30 1.150 1.86 7.20 13.95 15.34 1.016 1.90 63.00 120.56 132.49 1.061 1.89 16,91 32,55 35,78 1,106 1,88 9,96 19,33 485 9,96.01407.16 13.86 15.23 1.017 1.90 59.33 111.98 124.81 1. 0621.89 16.64 32.04 35.21 1.107 1.87 9.87 19.07 20.96 1.152 1.86 7.11 13.77 15.14 1.018 1.90 56.06 107.36 118.00 1.063 1.89 16.40 31.55 34.68 1.108 1.87 9.78 18.90 20.77 1.153 1.86 7.07 13.69 15.05 1.019 1.90 53.14 101.72 111.78 1.064 1.89 16.15 31.08 34.17 1.109 1.87 9.70 18.74 20.59 1.154 1.86 7.03 13.61 14.96 1. 0201.90 50.51 96.73 106.30 1.065 1.89 15.90 30.61 33.65 1.110 1.87 9.62 18.55 20.38 1.155 1.86 6.99 13.54 14.87 1.021 1.90 48.12 92.21 101.33 1.066 1.89 15.67 30.17 33.17 1.111 1.87 9.54 18.42 20.25 1.156 1.86 6.95 13.45 14.78 1.022 1.90 45.96 88.04 96.75 1.067 1.89 15.45 29.74 32.69 1.112 1.87 9.46 18.27 20.08 1.157 1. 866.91 13.37 14.70 1.023 1.90 43.98 84.30 92.64 1.068 1.89 15.22 29.32 32.22 1.113 1.87 9.38 18.13 19.91 1.158 1.86 6.87 13.30 14.61 1.024 1.90 42.17 80,81 88,81 1,069 1,89 15,02 28, 1485 15,02 28, 1485 15,02 28, 15,02 28, 15,02 28, 15,02 289 15,02 289, 0485 9.3017.97 19.75 1.159 1.86 6.83 13.22 14.53 1.025 1.90 40.51 77.61 85. 291.070 1.89 14.80 28.51 31.34 1.115 1.87 9.22 17.81 19.55 1.160 1.86 6.79 13.15 14.45 1.026 1.90 38.97 74.70 82.09 1.071 1.89 14.61 28.13 30.92 1.116 1.87 9.15 17.68 19.43 1,161 1,85 6.75 13,07 14,36 1,027 ,1,9014 4 474014141414141414141414141414141414141414141414141414749ра 40141414141414 86 - 86
1,027 476 1,027 5 1,027 .0485 79.08 1.072 1.89 14.41 27.76 30.51 1. 1171.87 9.07 17.54 19.27 1.162 1.85 6.71 13.00 14.28 1.028 1.90 36.22 69.43 76.30 1.073 1.89 14.22 27.39 30.11 1.118 1.87 9.00 17.40 19.12 1.163 1.85 6.67 12.92 14.20 1.029 1.90 34.99 67.11 73.75 1.074 1.88 14.04 27.04 29.72 1.119 1.87 8.94 17.27 18.98 1.164 1.85 6.64 12.85 14.12 1.030 1.90 33.84 64.91 71.33 1. 0751.88 13.85 26.69 29.34 1.120 1.87 8.86 17,13 18,80 1,165 1,85 6,60 12,78 14,04 985 12,78.0485 32.7662.85 69.06 1.076 1.88 13.68 26.36 28.98 1.121 1.87 8.79 17.00 18.68 1.166 1.85 6.56 12.71 13,97 1,032 1,90 31,76 60,92 66,94 ,92 66,94 ,92 66,94 5 1,014777777777777777777777777777777777777777777777 79тели.0485 26.0328.69 1.122 1.87 8.72 16.87 18.54 1.167 1.85 6. 5312.64 13.89 1.033 1.90 30.81 59.11 64.95 1.078 1.88 13.35 25.72 28.27 1.123 1.87 8.66 16.74 18.40 1.168 1.85 6.49 12.58 13.82 1.034 1.90 29.92 57.41 63.08 1.079 1.88 13.18 25.40 27.92 1.124 1,87 8,59 16,62 18,26 1,169 1,85 6,46 12,55 6,46 12,55 6,46 12,55 6,46 12,85 6,46 12,85 6,46 12,85 .0485 1.035 1.90 29.08 55.80 61. 321.080 1.88 13.02 25.10 27.59 1.125 1.87 8.53 16.49 18.11 1.170 1.85 6.42 12.43 13.66 1.036 1.90 28.29 54.29 59.66 1.081 1.88 12.87 24.81 27.27 1.126 1.87 8.47 16.37 17.99 1.171 1.85 6.39 12.38 13.60 1.037 1.90 27.54 52.85 58.08 1.082 1.88 12.72 24.52 26.95 1.127 1.87 8.40 16.25 17.86 1.172 1.85 6.35 12.31 13.53 1. 0381.90 26.83 51.50 56.59 1.083 1.88 12.57 24.24 26.65 1.128 1.87 8.34 16.14 17.73 1.173 1.85 6.32 12.25 13.46 1.039 1.90 26.15 50.21 55.17 1.084 1.88 12.43 24.00 26.34 1.129 1.87 8.28 16.02 17.60 1.174 1.85 6.29 12.18 13.39 1.040 1.90 25.51 48.97 53.82 1.085 1.88 12.29 23.69 26.05 1.130 1.87 8.22 15.91 17.48 1.175 1. 856.25 12.10 13.30 1.041 1,90 24,90 47,81 53,10 1,086 1,88 12,15 1,88 .01401.87 8.16 15.79 17.35 1.176 1.85 6.22 12.06 13.25 1.042 1.90 24.32 46.71 51.33 1.087 1.88 12,02 23,18 25,48 1,132 1,87 8.11 15.68 71140 15,68 40485 17474747474.11401415.68 40485 714014015.68 7140140 15.68 .0485 6.19 12.00 13.18 1.043 1.90 23.77 45.64 50.15 1.088 1.88 11.89 22. 9325.20 1.133 1.86 8.05 15,57 17,11 1,178 1,85 6,16 11,93 13,11 13,11 13,11 85 13,11 5 13,11 .0140 44.64 49.05 1.089 1.88 11.76 22.68 24.93 1.134 1.86 7.99 15.46 16.99 1.179 1.85 6.13 11.87 13.05 1.045 1.90 22.74 43.69 48.02 1.090 1.88 11.63 22.44 24.66 1.135 1.86 7.94 15.36 16.90 1.180 1.85 6.10 11.79 12. 961.182 1.85 6.04 11.70 12.86 1.278 1.81 4.16 8.05 8.85 1.434 1.74 2.89 5.56 6.10 1.75 1.60 1.97 3.64 4.00 1.184 1.85 5.98 11.58 12.73 1.281 1.81 4.12 7.98 8.77 1.438 1.74 2.87 5.52 6.05 1.76 1.60 1.95 3.61 3.96 1.186 1.85 5.92 11.47 12.61 1.284 1.80 4.08 7.91 8.69 1.442 1.74 2.85 5.48 6.01 1. 771.60 1.94 3,57 3,93 1,188 1,85 5,86 11,36 12,49 11,36 12,86 11,36 12,86 11,36 12,86 11,36 7.84 8.61 1.446 1.74 2.83 5.44 5.97 1.78 1.59 1.92 3.54 3.89 1.190 1.84 5.81 11.26 12,37 1,290 1,80 4,01 7,77 8,53 1,450 1,53 1,450 1,53 1,450 1,53 1,450 1,53 1,450 1,53 1,450 1,53 1,450 9048,31.79 1.59 1.91 3.51 3.85 1. 1921.84 5.75 11.15 12.25 1.293 1.80 3.98 7.70 8.46 1.454 1.73 2.80 5.36 5.89 1.80 1.58 1.89 3.47 3.82 1.194 1.84 5.70 11.05 12.14 1.296 1.80 3.94 7.63 8.39 1.458 1.73 2.78 5.32 5.85 1.81 1.58 1.88 3.44 3.78 1.196 1.84 5.65 10.95 12.03 1.299 1.80 3.91 7.57 8.31 1.462 1.73 2.76 5.28 5.80 1.82 1.58 1. 863.41 3.75 1.198 1.84 5.60 10.85 11.92 1.302 1.80 3.88 7.50 8.24 1.466 1.73 2.74 5.24 5.76 1.83 1.57 1.85 3.38 3.72 1.200 1.84 5.55 10.75 11.81 1.305 1.80 3.84 7.44 8.18 1.470 1.72 2.72 5.20 5.71 1.84 1.57 1.84 3.35 3.69 1.202 1.84 5.50 10.65 11.71 1.308 1.79 3.81 7.38 8.11 1.475 1.72 2.70 5. 165.66 1.85 1.56 1.83 3.33 3.65 1.204 1.84 5.45 10.56 11.61 1.311 1.79 3.78 7.32 8.05 1.480 1.72 2.68 5.12 5.61 1.86 1.56 1.81 3.30 3.62 1.206 1.84 5.40 10.47 11.51 1.314 1.79 3.75 7.26 7.98 1.485 1.72 2.66 5.08 5.57 1.87 1.56 1.80 3.27 3.59 1.208 1.84 5.35 10.38 11.41 1.317 1.79 3.72 7.20 7. 921.490 1.72 2.64 5.04 5.53 1.88 1.55 1.79 3.24 3.56 1.210 1.84 5.31 10.30 11.32 1.320 1.79 3.69 7.14 7.85 1.495 1.71 2.62 5.00 5.49 1.89 1.55 1.78 3.22 3.54 1.212 1.83 5.27 10.21 11.22 1.323 1.79 3.67 7.09 7.79 1.500 1.71 2.60 4.96 5.45 1.90 1.54 1.77 3.19 3.51 1.214 1.83 5.22 10.12 11.12 1. 3261.79 3.64 7.03 7.73 1.505 1.71 2.58 4.92 5.41 1.91 1.54 1.75 3.17 3.48 1.216 1.83 5.18 10.04 11.03 1.329 1.78 3.61 6.98 7.67 1.510 1.71 2.56 4.88 5.37 1.92 1.54 1.74 3.14 3.45 1.218 1.83 5.14 9.96 10.94 1.332 1.78 3.58 6.92 7.61 1.515 1.71 2.54 4.84 5.33 1.93 1.53 1.73 3.12 3.43 1.220 1. 835.10 9.89 10.87 1.335 1.78 3.56 6.87 7.55 1.520 1.70 2.53 4.80 5.29 1.94 1.53 1.72 3.09 3.40 1.222 1.83 5.05 9.80 10,77 1,338 1,78 3,53 6,82 7,50 1,525 1,70140 1,525 1,70140 ,5,525 1,70140 1,525 1,70140 1,525 1,70140 ,5,525 1,50140 5,5,5251,50 1,525.0140 1.95 1.53 1.71 3.07 3.38 1.224 1.83 5.01 9.72 10.68 1.341 1.78 3.51 6.77 7.44 1. 5301.70 2.49 4.74 5.21 1.96 1.52 1.70 3.05 3.35 1.226 1.83 4.98 9.65 10.60 1.344 1.78 3.48 6.72 7.39 1.535 1.70 2.47 4.70 5.17 1.97 1.52 1.69 3.03 3.33 1.228 1.83 4.94 9.57 10.52 1.347 1.78 3.46 6.68 7.33 1.540 1.69 2.46 4.66 5.13 1.98 1.51 1.68 3.01 3.30 1.230 1.83 4.90 9.50 10.44 1.350 1. 783.43 6.63 7.28 1.545 1.69 2.44 4.63 5.09 1.99 1.51 1.68 2.98 3.28 1.232 1.83 4.86 9.43 10.36 1.354 1.77 3.40 6.57 7.21 1.55 1.69 2.43 4.60 5.05 2.00 1.51 1.67 2.96 3.26 1.234 1.83 4.83 9.36 10.28 1.358 1.77 3.37 6.50 7.14 1.56 1.69 2.40 4.54 4.99 2.01 1.50 1.66 2.94 3.23 1.236 1.82 4.79 9. 2910.20 1.362 1.77 3.34 6.44 7.08 1.57 1.68 2.37 4.48 4.92 2.02 1.50 1.65 2.92 3.21 1.238 1.82 4.76 9.22 10,13 1,366 1,77 3,31 6,38 7,01 1,58 1,01 1,58 1,01 1,58 1,01 40140 1,58 1,01 40140 1,58 1,01 40140 1,58 1,0140140 1,58.0140 2.04 1.49 1.63 2.88 3.17 1.240 1.82 4.72 9.15 10.05 1.370 1.77 3.28 6.32 6.95 1.59 1.67 2.31 4.36 4. 792.06 1.48 1.62 2.85 3.13 1.242 1.82 4.69 9.08 9.98 1.374 1.77 3.25 6.27 6.89 1.60 1.67 2.28 4.31 4.73 2.08 1.48 1.60 2.81 3.09 1.244 1.82 4.65 9.02 9.91 1.378 1.76 3.22 6.21 6.82 1.61 1.66 2.26 4.25 4.67 2.10 1.47 1.59 2.78 3.05 1.246 1.82 4.62 8.95 9,84 1,382 1,76 3,20 6,16 6,77 1,62 1,65 1,62 1,65 1,62 1,65 1,62 1,77 1,62 1,77 1,62 1,77 1,62 1,62 . 0485 2.121.46 1.57 2.74 3.01 1.248 1.82 4.59 8.89 9.77 1.386 1.76 3.17 6.11 6.72 1.63 1,65 2,21 4,15 4,56 2,14 1,46 1,56 2,71 1,56 2,711140 1,56 2,71 1,56 2,71 1,56 2,71 1,56 2,71 1,56 2,71 1,56 .0140 4.56 8.83 9.70 1.390 1.76 3.15 6.06 6.66 1.64 1.65 2.18 4.10 4.50 2.16 1.45 1.55 2.67 2.94 1.252 1.82 4.52 8. 779.64 1.394 1.76 3.12 6.01 6.60 1.65 1.65 2.16 4.05 4.45 2.18 1.44 1.53 2.64 2.90 1.254 1.82 4.49 8.71 9.57 1,398 1,75 3,10 5,96 6,55 1,66 1,64 ,14 1,64 2,14 1,64 2,14 1,64 2,14 1,64 2,66 1,64 2,66.0140 1.44 1.52 2.61 2.87 1.256 1.82 4.46 8.65 9.51 1.402 1.75 3.07 5.92 6.49 1.67 1.64 2,12 3,96 4,35 2,22 1,43 1,51 2,58 ,84444 2,58 ,844494 2,58 438.59 9.44 1.406 1.75 3.05 5.87 6.44 1.68 1.63 2.10 3.92 4.30 2.24 1.42 1.50 2.56 2,81 1,260 1,81 4,40 8,53 9,38 1,53 9,38 1,53 9,38 1,53 9,38 1,53 9,38 1.69 1.63 2.08 3.87 4.26 2.26 1.41 1.49 2.53 2.78 1.263 1.81 4.36 8.45 9.28 1,414 1,75 3,00 5,77 6,34 1,70 1,63 2,06 1,63 2,06 1,63 2,06 1,63 2,06 1,63 2,06 1,63 2,0140 1,63 . 0485 1.411.48 2.50 2.75 1.266 1.81 4.32 8.37 9.19 1.418 1.75 2.98 5.72 6.29 1.71 1.62 2.04 3.79 4.17 2.30 1.40 1.47 2.48 2.72 1.269 1.81 4.28 8.29 9.11 1.422 1.75 2.96 5.68 6.25 1.72 1.62 2.02 3.75 4.12 2.32 1.40 1.46 2.45 2,69 1,272 1,81 4,24 8,21 9,02 1,426 1,02 .01401.73 1.61 2.00 3.72 4.08 2.34 1. 391.45 2.43 2.67 1.275 1.81 4.20 8.13 8.93 1.430 1.74 2.91 5.60 6.15 1.74 1.61 1.99 3.68 4.04 2.36 1.38 1.44 2.40 2.64 2.38 1.38 1.43 2.38 2.61 2.83 1.25 1.28 1.98 2.17 3.46 1.11 1.18 1,64 1,80 4,15 0,989 1,12 1,40 1,54 4141414141414141414141414141414141414141414141414141414141414141414141414141414141414141414141414141486 ,0485 2.36 2.59 2.86 1. 241.28 1.96 2.15 3.50 1.10 1.18 1.62 1.78 4.20 0.982 1.12 1.39 1.53 2.42 1.36 1.41 2.33 2.56 2.89 1.23 1.27 1.94 2.13 3.54 1.09 1.17 1.61 1.76 4.25 0.975 1.12 1.38 1.51 2.44 1.36 1.40 2.31 2.54 2.92 1,22 1,27 1,92 2,11 3,58 1,08 1,17 1,59 1,17 1,59 1,17 1,59 1,17 4
14
14914
14
14
14
14
148551798
1498
. 1,58
1.0485 1. 111.36 1.50 2.46 1.35 1.40 2.29 2.52 3.62 1.07 1.16 1.57 1.73 2.95 1.22 1.26 1.90 2.09 4.35 0.962 1.11 1.35 1.48 2.48 1.35 1.39 2.27 2.50 2.98 1.21 1.25 1.88 2.07 3.66 1.07 1,16 1,56 1,71 4,40 0,955 1,11 1,34 1,47 1,34 1,47 1,34 1,47 1,34 1,47 1,34 ,47 1,34 9048,0485 1. 382.25 2.47 3.02 1.20 1.25 1.86 2.04 3.70 1.06 1.16 1.55 1.70 4.45 0.948 1.11 1.33 1.46 2.53 1.33 1.37 2.22 2.44 3.06 1.19 1.24 1.83 2.01 3.74 1.05 1.15 1.53 1.68 4.50 0.941 1.10 1.31 1.44 2.56 1.32 1.36 2.19 2.41 3.78 1.05 1.15 1.52 1.67 4.55 0.934 1.10 1.30 1.43 3. 101.18 1.23 1.81 1.99 4.60 0.928 1.10 1.29 1.42 2.59 1.31 1.35 2.17 2.38 3.14 1.17 1.23 1.79 1.97 3.82 1.04 1.15 1.50 1.65 4.65 0.921 1.10 1.28 1.41 2.62 1.30 1.34 2.14 2.35 3.18 1.16 1.22 1.77 1.94 3.86 1.03 1.14 1.49 1.64 4.70 0.914 1.09 1.27 1.39 2.65 1.30 1.33 2.12 2.32 3. 221.16 1.21 1.75 1.92 3.90 1.03 1.14 1.48 1.62 4,75 0,908 1,09 1,26 1,38 2,68 1,29 92,68 1,29 62,68 1,29 2,68 2,68 .0485 3.261.15 1.21 1.73 1.90 3.94 1.02 1.14 1.46 1.61 4.80 0.900 1.09 1.25 1.37 2.71 1.28 1.31 2.07 2.27 3.30 1.14 1.20 1.71 1.88 3.98 1.01 1.13 1.45 1.60 4.85 0.893 1.09 1.24 1.36 2. 741.27 1.31 2.04 2.25 3.34 1.13 1.20 1.69 1.86 4.00 1.009 1.13 1.45 1.59 4.90 0.887 1.09 1.23 1.35 2.77 1.26 1.30 2.02 2.22 3.38 1.12 1.19 1.67 1.84 4.05 1.002 1.13 1.43 1.57 4.95 0.880 1.08 1.22 1.34 2.80 1.26 1.29 2.00 2.20 3.42 1.11 1.19 1.66 1.82 4.10 0.996 1.13 1.42 1.56 5.00 0.873 1.08 1. 211.33 Reprinted by разрешение Taylor Forge International, Inc.
- 5.
B является идентификационным номером. фланца, а не внутреннего диаметра трубы. Для фланцев малого диаметра, когда B менее 20 г 1 , конструктор может заменить B на B 1 в кодовой формуле для продольного напряжения ступицы, S H . (См. [1, параграф 2-3 раздела VIII, раздел 1].)
- 6.
В общем, количество болтов всегда должно быть кратно 4. Для фланцев большого диаметра используйте много болтов меньшего размера. на узкий круг болта, чтобы уменьшить толщину полки. Для болтов большего размера требуется большая окружность болтов, что значительно увеличивает толщину полки.
- 7.
Если отверстия под болты имеют прорези, обеспечивающие откидывание болтов, замените диаметр окружности, касающейся внутренних краев прорезей, на размер A и следуйте соответствующим процедурам проектирования.
- 8.
Квадратные и овальные фланцы с круглыми отверстиями следует рассматривать как «вписанные» круглые фланцы. Используйте окружность для болтов, проходящую через центр крайних отверстий для болтов. То же самое относится и к некруглым отверстиям; однако расстояние между болтами становится более важным. Коэффициент зазора может быть меньше, чем требуется для круглых фланцев, поскольку металл, имеющийся в углах, имеет тенденцию распределять нагрузку болта и выравнивать момент.
- 9.
Фланцы должны выдерживать как давление, так и внешние нагрузки, использовать «эквивалентное» давление P e следующим образом:
Pe=16MπG3+4FπG2+P
, где M = изгибающий момент, дюйм-фунтF = радиальная нагрузка, фунты
- 10.
Ступицы: Минимальный конус 3:1. Идеальная конусность 4:1. Это позволяет рассеивать напряжения ступицы на большее расстояние.
- 11.
Максимальное расстояние между болтами 2a + t.
Минимальное расстояние между болтами см. в Таблице 3–3- 12.
Проверка ширины прокладки:
Nmin=(AbSa)/(2πyG)
- 13.
Удельное напряжение на прокладке: Это значение не должно превышать удвоенного предела текучести болтов
Sg=(AbSa)/.785[(do-.125)2-di2]
- 14.
Из листового металла можно изготавливать только бесступичные фланцы. . См. UW-13(f) и Приложение 2-2.
- 15.
В конструкцию фланцев входят:
- а.
Фланцевый, цельный или свободный
- b.
Фланцевая конфигурация, соединение внахлестку, приварная шейка, надевание и т. д.
- c.
Выбор прокладок (тип, материал, размеры)
- d.
Фланцевый тип (RF, FF, M&F, T&G, кольцевое соединение)
- e.
Поверхность фланца (гладкая, шероховатая, зубчатая)
- ф.
Болтовое соединение
- г.
Пропорции ступицы
- h.
Ширина фланца
- 16.
В сварной конструкции горловина патрубка, состоящая из стенки сосуда или трубы, к которой она прикреплена, считается ступицей.
- 17.
Предел текучести материала прокладки связан со значением «m». Это не «предел текучести» в общепринятом смысле.
- 18.
Расчетная температура фланца и болта может быть снижена на 10 %, если фланец не изолирован.
- 19.
Если не указано иное, производитель может поставить либо спиральные, либо концентрические канавки, если указано «зубчатое» покрытие.
- 1.
Описанные здесь процедуры полностью взяты из бюллетеня Taylor Forge № 502, 7-е издание, под названием «Современный дизайн фланцев». Формы и таблицы продублированы здесь для удобства пользователя.
Формы дизайна являются быстрыми и точными и приняты во всей отрасли. Дополнительную информацию о конструкции фланцев см. в этом прекрасном бюллетене.- 2.
По возможности используйте стандартные фланцы. Кодекс ASME принимает стандартные значения давления и температуры ANSI B16.5. Для фланцев большего диаметра используйте ANSI B16.47.
- 3.
Расчеты фланцев выполняются как «интегральные» или «свободные». Третья классификация, «необязательная», относится к фланцам, которые не попадают ни в одну из предыдущих категорий и, таким образом, могут быть спроектированы как цельные или незакрепленные. Определения и примеры этих категорий:
- •
Неотъемлемая часть — Ступица и фланец представляют собой единую непрерывную конструкцию либо при изготовлении, либо при сварке с полным проплавлением. Некоторые примеры:
- а.
Приварные фланцы.
- б.
Длинные приварные фланцы.
- г.
Кольцевые фланцы с полным проплавлением. Используйте расчетную форму «Тип 1: Конструкция фланца с приварной горловиной (цельный)» или «Тип 3: Конструкция кольцевого фланца».
- •
Свободный — Ни фланец, ни труба не имеют крепления или не являются цельными. В целях анализа предполагается, что ступицы (если они используются) действуют независимо от трубы. Примеры:
- а.
Вставные фланцы.
- б.
Фланцы для сварки враструб.
- г.
Фланцы для соединения внахлестку.
- д.
Фланцы с резьбой.
- г. н.э.
Кольцевые фланцы крепятся без сварных швов с полным проплавлением.
Используйте расчетную форму «Тип 2: Конструкция с накидным фланцем (свободная)» или «Тип 3: Конструкция с кольцевым фланцем».
- 4.
Втулки не имеют минимального предела для h и g o , но значения go < 1,5 t n и h < g 0 o не рекомендуются.
Для накидных фланцев в качестве первого испытания используйте g 1 = удвоенная толщина стенки трубы.- 5.
Значения T, Z, Y и U в таблице 2-5 были рассчитаны на основе коэффициента Пуассона, равного 0,3.
- 6.
B — идентификационный номер. фланца, а не внутреннего диаметра трубы. Для фланцев малого диаметра, когда B меньше 20 г 1 ; конструктор не может заменить B на B 1 в кодовой формуле для продольного напряжения ступицы, SH. (См. [1, параграф 2-3 раздела VIII, разд. 1].)
- 7.
Как правило, количество болтов всегда должно быть кратно 4. Для фланцев большого диаметра используйте много болтов меньшего размера. на узкий круг болта, чтобы уменьшить толщину полки. Для болтов большего размера требуется большая окружность болтов, что значительно увеличивает толщину полки.
- 8.
Если отверстия для болтов имеют прорези, обеспечивающие возможность поворотного болтового соединения, замените диаметр окружности, касающейся внутренних краев прорезей, на размер A и следуйте соответствующим процедурам проектирования.
- 9.
Квадратные и овальные фланцы с круглыми отверстиями следует рассматривать как «вписанные» круглые фланцы. Используйте окружность для болтов, проходящую через центр крайних отверстий для болтов. То же самое относится и к некруглым отверстиям; однако расстояние между болтами становится более важным. Коэффициент зазора может быть меньше, чем требуется для круглых фланцев, поскольку металл, имеющийся в углах, имеет тенденцию распределять нагрузку болта и выравнивать момент.
- 10.
Фланцы должны выдерживать как давление, так и внешние нагрузки, использовать «эквивалентное» давление P e следующим образом: фунт
F = радиальная нагрузка, фунт
Тип
- 995)
. , химическая промышленность, резина, пластмассы, целлюлоза/бумага, фармацевтическая и текстильная промышленность
, химическая промышленность, резина, пластмассы, целлюлоза/бумага, фармацевтическая и текстильная промышленность
Фланец из нержавеющей стали — 304/304L (UNS S30400/S30403)
Описание
304 нержавеющая сталь представляет собой низкоуглеродистую (не более 0,08 %) версию основного сплава 18-8 и хрома 1 %, также известного как 302. Тип 304 имеет немного меньшую прочность, чем 302, из-за более низкого содержания углерода. Тип 304 используется в сварочных работах, потому что низкоуглеродистый материал допускает некоторое воздействие в диапазоне выделений карбида от 800°F до 1500°F без необходимости операций последующего отжига. Однако суровость агрессивных сред может потребовать отжига после сварки или использования 304L. Тип 304L имеет содержание углерода 0,03% или менее.
Технические характеристики
ASTM: A312, A376, A358, A269, A249, A403, A182, A351
ASME: SA312, SA376, SA358, SA269, SA2163, SA375, SA358, SA269, SA263, SA375, SA358, SA269, SA263, SA375, SA358, SA358, SA269,
С | Кр | Мн | Никель | Р | С | Си |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0,035 | 18,0- 20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Прочность на растяжение: (KSI) = 70
Прочность урожая: (KSI) = 25
(KSI преобразуется в MPA {мегапаскалы}, умножившись на 6,895)
Типичное приложение
В чем разница между фланцами классов 150, 300 и 600?
Видео ниже показывает разницу между различными классами фланцев на примере полки с накладкой. Тот же принцип применяется к фланцу с приварной горловиной, глухому фланцу или любому другому фланцу, изготовленному в соответствии со стандартом ASME B16.5.
Тот же принцип применяется к фланцу с приварной горловиной, глухому фланцу или любому другому фланцу, изготовленному в соответствии со стандартом ASME B16.5.
*см. расшифровку видео в конце страницы
Мы часто получаем этот вопрос от клиентов, которые плохо знакомы с трубопроводной промышленностью. Фланцы стальных труб классифицируются в соответствии со стандартом ASME B16.5. Номинальное давление фланца колеблется от 150# до 2500#. Термины «фунт», «класс» и «#» используются взаимозаменяемо для обозначения номинального давления фланца. Дело в том, что 150 фунтов не имеют никакого отношения к 150 фунтам на квадратный дюйм, и поэтому 300 или 600 фунтов не соотносятся с номинальным давлением 300 или 600 фунтов на квадратный дюйм. Номинальное давление фланца зависит от материала (A105, нержавеющая сталь, никелевый сплав и т. д.), условий термообработки и «класса» давления. Здесь мы будем использовать термин «класс», чтобы НЕ путать его с «рейтингом давления». Итак, что такое фланец класса 150 или фланец класса 150 ASME B16.5, как вопрос, поднятый многими клиентами.
Здесь мы будем использовать термин «класс», чтобы НЕ путать его с «рейтингом давления». Итак, что такое фланец класса 150 или фланец класса 150 ASME B16.5, как вопрос, поднятый многими клиентами.
Сначала давайте уточним номинальное давление фланца стальной трубы. В приведенной ниже таблице показаны номинальное давление и температура фланца из углеродистой стали A105.
Как видите, давление уменьшается с повышением температуры и не имеет реальной корреляции с «классом» давления.
Если у вас есть вопросы о фланцах ANSI, ASME, стандартах фланцев или классификации давления, напишите нам по адресу [email protected].
Промышленная спецификация для трубного фланца
Прежде чем мы углубимся в изучение различных типов фланцев, важно понять, каким отраслевым спецификациям они соответствуют. Итак, что такое фланец ANSI, фланец AWWA и фланец ASME? В чем разница между фланцем ANSI и фланцем ASME? В чем разница между фланцами серии A и серии B.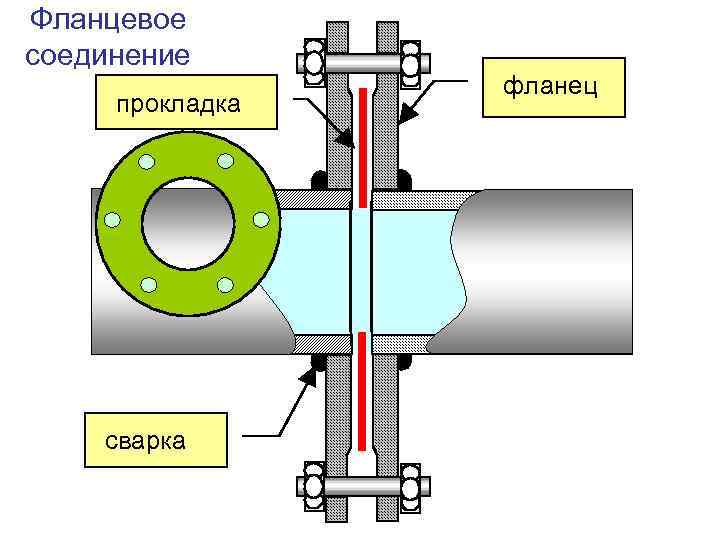 Мы ответим на все эти вопросы.
Мы ответим на все эти вопросы.
Существует четыре типа отраслевых стандартов, охватывающих различные типы фланцев;
Спецификация фланца ANSI 16.5 / ASME B16.5
Фланец трубы ASME B16.5 и фланцевые фитинги с размерами крышки от номинального 1/2″ до номинального 24″. Стандарт охватывает давление, температуру, материал, допуски, размеры, испытания и маркировку фланцев. Классы давления, включенные в ASME B16.5: 150#, 300#, 600#, 900# и 1500# для номинальных размеров до 10 дюймов и 2500# для размеров от 12 до 24 дюймов.
Стандарт ASME B16.5 ограничивается фланцами, изготовленными из литых или кованых материалов.
https://www.asme .org/products/codes-standards/b165-2013-pipe-flanges-flanged-fittings-nps-12
Спецификация фланцев серий A и B ASME B16.
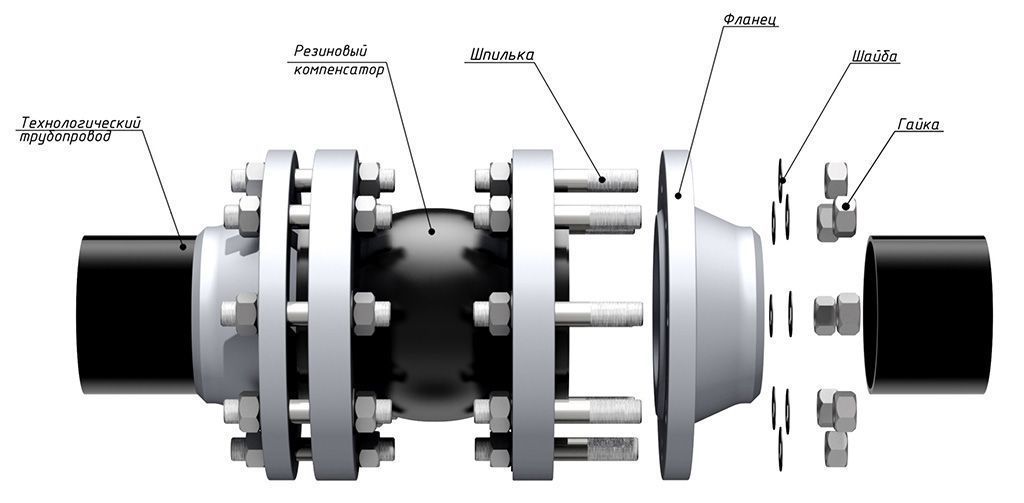 47
47ASME B16.47 охватывает стальные фланцы большого диаметра от 26 От номинального до 60-дюймового номинального размера трубы. Существует два типа фланцев B16.47, серия A и серия B. Оба имеют несколько разные размеры, такие как толщина, диаметр окружности болтов и количество отверстий под болты. Класс давления соответствует B16.47. класс 75, 150, 300, 400, 600 и 900#. Стандарт распространяется на фланцы из литого, кованого или листового материала (только для глухих фланцев).
В чем разница между фланцами ASME B16.47 серии A и серии B (API605)?
Стандарт ASME B16.5 охватывает стальные трубные фланцы и фланцевые фитинги от NPS 1/2 до NPS 24 Метрические/дюймы в классе давления от 150 до класса 2500. Он охватывает номинальные значения давления и температуры, материалы, размеры, допуски, маркировку, испытания и способы обозначения отверстий для фланцев труб и фланцевых фитингов. Два очень важных фланца, такие как фланец с приварной горловиной и глухой фланец, очень часто используются в трубопроводных системах. Термин «B16.5» или «B16 5» используется как взаимозаменяемый и относится к одному и тому же стандарту. Однако стандарт ASME B16 5 (ANSI B16 5) распространяется только на размеры до 24 дюймов. Для больших размеров стандарт ASME B16.47 охватывает номинальные значения давления и температуры, материалы, размеры, допуски, маркировку и испытания фланцев труб размеров 9.1306 NPS 26 — NPS 60 и в классах 75, 150, 300, 400, 600 и 900.
Термин «B16.5» или «B16 5» используется как взаимозаменяемый и относится к одному и тому же стандарту. Однако стандарт ASME B16 5 (ANSI B16 5) распространяется только на размеры до 24 дюймов. Для больших размеров стандарт ASME B16.47 охватывает номинальные значения давления и температуры, материалы, размеры, допуски, маркировку и испытания фланцев труб размеров 9.1306 NPS 26 — NPS 60 и в классах 75, 150, 300, 400, 600 и 900.
Стандартные фланцы с приварной горловиной ASME B16.5 можно приобрести в Интернете в Trupply (см. ссылку выше)
Стандарт ASME B16. 5 глухих фланцев можно купить в Интернете в Trupply (см. ссылку выше)
. Однако стандарт ASME B16.47 далее делится на фланец ASME B16.47 серии A и ASME B16.47 серии B для глухого фланца и фланца с приварной горловиной. Фланец серии B также ранее был известен как фланец API 605. Термины B16.47 или B 16 47 или ANSI B 16 47 взаимозаменяемы и относятся к одному и тому же стандарту.
Стандарт ASME B16.47 включает MSS SP-44: Фланцы для стальных труб и API 605: Фланцы большого диаметра для углеродистой стали . Следовательно, фланцы MSS SP44 эквивалентны фланцам серии A, тогда как фланцы API 605 эквивалентны фланцам серии B. Материалы, подпадающие под действие этого стандарта, соответствуют требованиям ASME/ANSI B16.5, за исключением никелевых сплавов. Они также имеют тот же номинал давления и температуры, что и фланцы B16.5.
Следовательно, фланцы MSS SP44 эквивалентны фланцам серии A, тогда как фланцы API 605 эквивалентны фланцам серии B. Материалы, подпадающие под действие этого стандарта, соответствуют требованиям ASME/ANSI B16.5, за исключением никелевых сплавов. Они также имеют тот же номинал давления и температуры, что и фланцы B16.5.
Так в чем же разница между фланцами ASME B16.47 серии A и серии B (API605)?
ASME B16 47 Фланцы серии A намного толще, тяжелее и прочнее, чем фланцы серии B , для того же давления и размера. Фланец серии A может выдерживать большую внешнюю нагрузку, чем фланец серии B. Для фланцев ASME B16.47 серии B требуются крепежные детали меньшего размера и в большем количестве, чем для фланцев серии A. Они также имеют меньший диаметр окружности болтов, чем фланцы серии А. Меньший диаметр окружности болта приводит к меньшему смещению фланца после установки. Стандарты серии A и серии B определяют фланцы с приварной горловиной и глухие фланцы с выступом (RF), но только серия A определяет фланцы с кольцевым соединением (RTJ) от класса 300 до класса 9.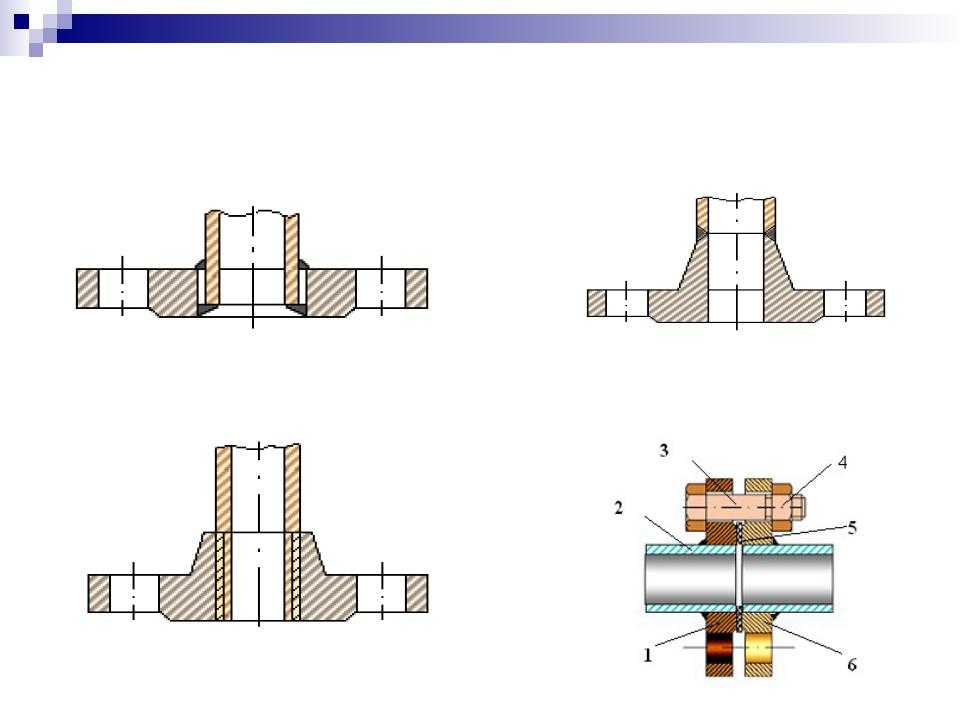 00 в рамках этого стандарта. С точки зрения цены, фланцы ASME B16.47 серии A дороже, чем фланцы ASME B16 47 серии B .
00 в рамках этого стандарта. С точки зрения цены, фланцы ASME B16.47 серии A дороже, чем фланцы ASME B16 47 серии B .
Большинство пользователей или проектировщиков трубопроводов могут выбрать фланцы серии A для нового трубопровода или оборудования. Но если вы занимаетесь реконструкцией, заменой или проектированием некритичных трубопроводов, более популярны фланцы серии B.
См. документы ниже для сравнения размеров фланцев в двух основных стандартах (B16.5 и B16.47). здесь
Размеры фланца в соответствии со стандартом ASME B16 47 серии A для приварной горловины и глухого фланца 150# здесь
Размеры фланца в соответствии со стандартом ASME B 16.47 серии B для приварной горловины и глухого фланца 150# здесь
Выводы: Стандартные фланцы с приварной горловиной, накидные, глухие и т. д. фланцы подпадают под действие стандарта B16.5 для размеров трубы с номинальным диаметром до 24 дюймов. Размеры 26 дюймов и более подпадают под действие B16. 47 серии A или серии B для приварных и глухих фланцев. Фланец серии A тяжелее, толще и стоит дороже, тогда как фланец серии B имеет больше отверстий для болтов и легче, чем серия A. Фланец API605 и фланец серии B — это одно и то же.
47 серии A или серии B для приварных и глухих фланцев. Фланец серии A тяжелее, толще и стоит дороже, тогда как фланец серии B имеет больше отверстий для болтов и легче, чем серия A. Фланец API605 и фланец серии B — это одно и то же.
Фланец промышленного стандарта (фланец ASME B16.1)
Ни один национальный стандарт или руководящий орган не контролирует стандартный фланец промышленного стандарта. Размер и материал стандартного промышленного фланца были приняты после многих лет «обычной» отраслевой практики. Важно отметить, что размер и материал стандартного промышленного фланца подпадают под действие стандарта ASME B16.1, который является стандартом для чугунных трубных фланцев и фланцевых фитингов классов 25, 125 и 250. Номинальное давление промышленного фланца соответствует стандарту AWWA, таблица 4, класс E. Фланец промышленного стандарта размером менее 24 дюймов также соответствует фланцу B16.5.
Фланец AWWA
Этот стандарт распространяется на вставные и глухие фланцы для гидротехнических сооружений с номинальным размером от 4 до 144 дюймов (от 100 мм до 3600 мм).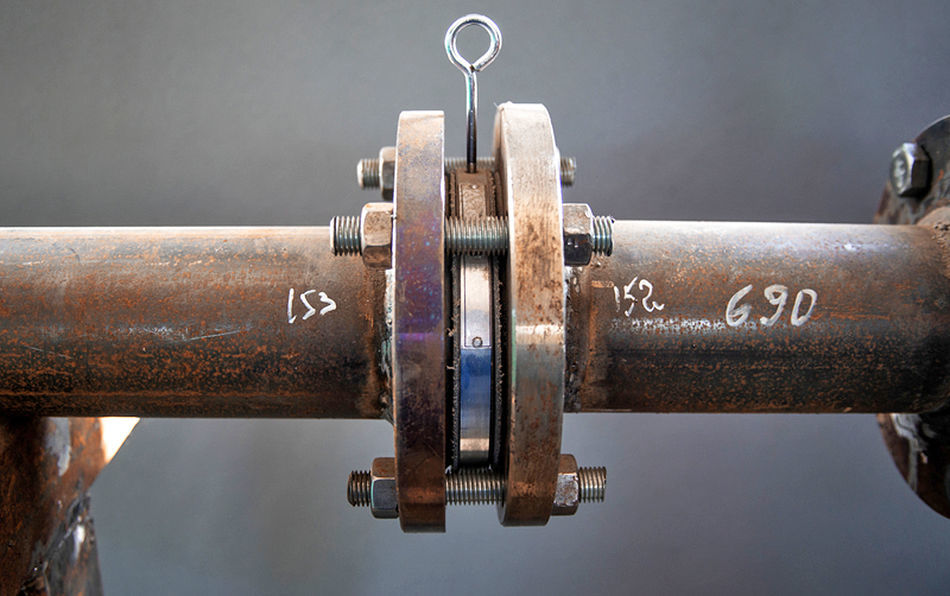
Веб-сайт AWWA
Разница между фланцами ANSI и AWWA
Мы уже говорили о том, что фланец ANSI означает фланец ASME B16.5 . Стандарты ANSI и AWWA для фланцев различаются по нескольким параметрам. Стандарт AWWA предназначен для использования с питьевой водой. В то время как стандарт ANSI/ASME ориентирован на промышленное применение. Рейтинг фланцев AWWA применим только при атмосферной температуре, тогда как рейтинг ANSI охватывает диапазон от -20°F до 1500°F.
Эти два стандарта также различаются по сфере применения. Стандарт ANSI включает информацию о сварке вспомогательных соединений, в то время как AWWA не распространяется на установки. Стандарт AWWA охватывает только фланцы со ступицей, кольцом, глухим и резьбовым фланцем, тогда как стандарт ANSI включает больше типов, таких как приварной горловина, соединение внахлестку, приварной фланец враструб и т. д.
 Через 144 дюйма».
Через 144 дюйма».Таблица размеров для B16.47, промышленного стандарта и фланца AWWA
Прокладки фланцев труб
Прокладки фланцев стальных труб используются для создания уплотнения между двумя поверхностями фланцев. Поверхность фланца действует на седло уплотнения, а прокладка фланца сжимается между двумя фланцами при сжатии болта, чтобы заполнить все неровности на поверхности фланца и создать уплотнение. Прокладка выбирается в зависимости от условий эксплуатации, таких как давление, температура и химическое воздействие. Прокладки доступны в следующих трех типах;
Производители фланцев и страна происхождения
Несанкционированный импорт
Компания Trupply предлагает широкий ассортимент фланцев во всех ценовых диапазонах. Наши самые дешевые фланцы импортируются в основном из Индии. Они производятся различными производителями и соответствуют отраслевым стандартам, таким как B16.5, B16.47 и т. д. Большинство этих производителей имеют сертификат ISO 9.001 сертифицирован с действующей системой качества. Эти фланцы поставляются с сертификатом испытания материала для отслеживания. Общий импорт составляет 40% всех продаж фланцев в отрасли.
Наши самые дешевые фланцы импортируются в основном из Индии. Они производятся различными производителями и соответствуют отраслевым стандартам, таким как B16.5, B16.47 и т. д. Большинство этих производителей имеют сертификат ISO 9.001 сертифицирован с действующей системой качества. Эти фланцы поставляются с сертификатом испытания материала для отслеживания. Общий импорт составляет 40% всех продаж фланцев в отрасли.
Утвержденный импорт
Утвержденный импорт состоит из производителей фланцев, которые были одобрены различными конечными пользователями после проверки их системы качества и производственных мощностей. Сюда входят производители из Европы, Кореи и стран Азиатско-Тихоокеанского региона. Известные утвержденные производители фланцев состоят из;
Внутренний фланец
Внутренний фланец производится производителями в США и считается фланцем самого высокого качества. Они находятся в утвержденном списке почти всех конечных пользователей. Отечественный фланец обычно на 40% дороже по сравнению с утвержденными и неутвержденными фланцами. Отечественные производители включают в себя;
Они находятся в утвержденном списке почти всех конечных пользователей. Отечественный фланец обычно на 40% дороже по сравнению с утвержденными и неутвержденными фланцами. Отечественные производители включают в себя;
Антидемпинговый иск американских производителей фланцев
Обновление от марта 2017 г.: Boltex и Weldbend подали в суд на Индию, Италию и Испанию за недобросовестную торговую практику при импорте фланцев. По состоянию на март 2017 года предварительное решение было вынесено в их пользу. Подробная информация в пресс-релиз здесь .
*Видеозапись разницы между 150, 300 и 600 # фланец Сегодня мы поговорим о накладке на фланец и различных номиналах давления фланца, в качестве примера мы будем использовать накладку на фланец. Это 2-дюймовая накладка с выступом на фланце, и вы можете видеть, что она идет на 2-дюймовую трубу, это образец 2-дюймовой трубы. Это идет прямо здесь, а затем вы сварите его. Когда мы говорим о приподнятом переднем фланце, мы имеем в виду кромку 1/16 на задней части, которую вы можете видеть прямо здесь. Тот же самый фланец, если он поставляется с плоской поверхностью, на задней стороне нет выступа, и вы можете увидеть разницу между фланцем с выступающей поверхностью и фланцем с плоской поверхностью.
Это 2-дюймовая накладка с выступом на фланце, и вы можете видеть, что она идет на 2-дюймовую трубу, это образец 2-дюймовой трубы. Это идет прямо здесь, а затем вы сварите его. Когда мы говорим о приподнятом переднем фланце, мы имеем в виду кромку 1/16 на задней части, которую вы можете видеть прямо здесь. Тот же самый фланец, если он поставляется с плоской поверхностью, на задней стороне нет выступа, и вы можете увидеть разницу между фланцем с выступающей поверхностью и фланцем с плоской поверхностью.
Все фланцы имеют маркировку сбоку, здесь вы можете прочитать размер фланца, номинальное давление, спецификации, которой он соответствует, и страну происхождения. Разница между 150-фунтовым и 300-фунтовым фланцем и 600-фунтовым фланцем в основном заключается во внешнем диаметре, количестве болтов и окружности болтов. Это 300-фунтовый фланец с приподнятой поверхностью. Вы можете видеть, что он идет на 2-дюймовую трубу, потому что это 2-дюймовый фланец, но у него больше болтов, вы можете видеть здесь. Размер болта остается прежним для этого 2-дюймового фланца, это размер болта 5/8, но количество болтов больше, оно увеличилось с 4 до 8 болтов.
Размер болта остается прежним для этого 2-дюймового фланца, это размер болта 5/8, но количество болтов больше, оно увеличилось с 4 до 8 болтов.
То же самое, если вы прыгнете с 300-фунтового на 600-фунтовый фланец, опять же, это для 2-дюймового, вы можете видеть прямо здесь. Эта часть остается прежней. Этот внешний диаметр немного больше, этот круг болта немного больше, это более толстый фланец, вы можете видеть прямо здесь, если вы сравните его с этим, 300 фунтов, но если вы сравните его со 150 фунтами, вы можете увидеть 600 фунтов. намного толще. Также знайте разницу в том, что для 150 фунтов и 300 фунтов выступ составляет 1/16, но когда вы поднимаетесь до 600 фунтов, выступ составляет около четверти дюйма, он намного толще на задней части.
Таким образом, основное различие между фланцами весом 150 фунтов, 300 фунтов и 600 фунтов заключается в количестве замен болтов, изменении внешнего диаметра, изменении диаметра жирного круга и увеличении толщины фланца. Спасибо.
*Видеозапись для типов фланцев Сегодня мы поговорим о различных фланцах, таких как фланец с приварной горловиной, фланец с накладкой, глухой фланец и т. д. Все это фланцы для стальных труб. Это накидной фланец, а это 2-дюймовый фланец, 150 фунтов. Все фланцы, которые мы показываем вам сегодня для целей этого видео, имеют вес 150 фунтов. 2-дюймовый фланец, это образец 2-дюймовой трубы, и вы видите, что накладка на фланец — самый простой вариант, вы просто надеваете его, а затем привариваете. Это фланец с выступом, а фланец с выступом на задней стороне фланца, прямо здесь, вы можете видеть, что у него есть выступ, выступ размером 1/16 дюйма. Это также проскальзывание на фланце, но это плоская поверхность, и мы показываем вам в качестве примера, что у него нет выступа, это проскальзывание фланца с плоской поверхностью на фланце.
д. Все это фланцы для стальных труб. Это накидной фланец, а это 2-дюймовый фланец, 150 фунтов. Все фланцы, которые мы показываем вам сегодня для целей этого видео, имеют вес 150 фунтов. 2-дюймовый фланец, это образец 2-дюймовой трубы, и вы видите, что накладка на фланец — самый простой вариант, вы просто надеваете его, а затем привариваете. Это фланец с выступом, а фланец с выступом на задней стороне фланца, прямо здесь, вы можете видеть, что у него есть выступ, выступ размером 1/16 дюйма. Это также проскальзывание на фланце, но это плоская поверхность, и мы показываем вам в качестве примера, что у него нет выступа, это проскальзывание фланца с плоской поверхностью на фланце.
Это 2-дюймовый фланец, но это трубный фланец с резьбой. Здесь можно увидеть резьбу трубы. Если у вас есть 2-дюймовая труба и на ней есть резьба, вы просто ввинчиваете ее. Это единственная разница между накидным и резьбовым фланцем. Опять же, это также приподнятое лицо, поэтому у него есть выступ 1/16 на задней стороне. 150-фунтовый, 2-дюймовый резьбовой фланец.
Это фланец под сварку враструб. 2-дюймовый фланец с выступом, 150-фунтовый приварной фланец. Помните, что на всех фланцах есть клеймо, на котором указан размер, номинальное давление, страна-производитель, спецификация, материал. Фланец для сварки враструб, если вы видите здесь, имеет маленькую раструб. Труба входит сюда и подходит к раструбу, и тогда вы можете приварить ее. С обратной стороны видно, что это стандартная труба, это фланец со стандартным отверстием под сварку враструб, и он очень ровный с задней стороны.
Для приварного фланца с раструбом необходимо указать спецификацию трубы. Спецификация трубы, это 2-дюймовая номинальная труба, это стандартная труба, а это стандартный фланец с раструбным приварным швом. Спецификация трубы и отверстие фланца под приварку враструб должны совпадать, чтобы не было выступа, не было выступа на задней стороне. Разница между фланцем под приварку враструб, который имеет отверстие по графику 40 или по графику 80, заключается в том, что это внутреннее отверстие изменится, чтобы оно соответствовало отверстию трубы. Это то, что вы пытаетесь сделать.
Помните, что на фланце с раструбным приварным швом, помимо указания, является ли он 150-фунтовым или 300-фунтовым, вы также должны указать, относится ли он к спецификации 40, спецификации 80, спецификации 120, спецификации 160, какова спецификация трубы, где вы пытаетесь использовать этот фланец для сварки враструб.
Это фланец с приварной горловиной, это очень популярный фланец, его используют многие люди. Опять же, как следует из названия, здесь у него сварная шейка. 150-фунтовый фланец, у него четыре болта, опять же, выпуклая поверхность, у него есть небольшой выступ на задней стороне, штамповка сбоку. Фланец с приварной горловиной используется так: вы берете трубу, опять же, это 2-дюймовая труба, и у вас должен быть скос. У этого нет скоса, но если вы устанавливаете, у вас будет скос, а затем вы просто стыкуете его вот так, а затем делаете сварку. Вот как он устанавливается и называется приварным фланцем, это приварная шейка фланца.
На сварной шейке также необходимо указать отверстие, поэтому, если вы укажете график, будь то график 40, график 80 и т. д., это будет определять размер отверстия здесь. Опять же, это также означает, что после того, как вы его сварите, вы не хотите, чтобы ваша труба была толще фланца; это не будет хорошо для потока. Как только вы укажете правильную графику фланца, совпадающую с графикой трубы, если смотреть изнутри, то она будет почти вровень. Вы не увидите ни одного торчащего края. Фланец трубы с приварной горловиной.
Фланец с соединением внахлестку. Разница между фланцем внахлестку и накладкой на фланец. Я хочу показать вам накладку на фланец, которая очень похожа. Со стороны это выглядит почти так же. Но вы посмотрите на заднюю сторону, у него есть небольшой радиус и небольшой конец прямо здесь. Некоторые путают, что это плоский фланец. Нет, это не так. Если вы посмотрите на разницу, если вы просто посмотрите на заднюю сторону, вы увидите, что она отличается, потому что у нее небольшой радиус. Я покажу вам прямо сейчас, почему у этого фланца внахлестку маленький радиус.
Например, у меня такой же фланец из нержавеющей стали, это фланец из нержавеющей стали 304. Всякий раз, когда вы используете фланец с соединением внахлестку, вы используете заглушку. Радиус предназначен для заглушки, поэтому вы делаете так, и поэтому это называется фланцем с соединением внахлестку. У вас должен быть тупой конец, и это цель этого маленького радиуса прямо здесь.
Это глухой фланец, и, как следует из названия, в нем нет отверстия, просто глухой фланец. Опять же, 2 дюйма, 150 фунтов, глухой фланец, без отверстий. Это 2-х дюймовый. Опять же, трудно понять, как на нем помещается 2-дюймовый, но внешний диаметр соответствует тому, что представляет собой 2-дюймовый фланец.
Это еще один пример фланца из нержавеющей стали. Мы предлагаем фланцы из углеродистой стали, нержавеющей стали, никелевых сплавов, и это фланец 304; он также доступен в 316. Это кованый материал A105, также доступный в нормализованном A105, вам просто нужно указать, какой фланец вы хотите. Спасибо.
Погружение в специальные материалы для фланцев
Выше мы говорили о распространенных типах фланцев, таких как фланец A105, фланцы из нержавеющей стали 316 и 304. Эти фланцы составляют 80% спроса на фланцы. Однако существуют особые применения в нефтехимической и нефтеперерабатывающей промышленности, где требуется более надежный химический состав материала из-за коррозии, низких температур или высокого давления. Ниже мы обсудим специальные материалы для фланцев, которые используются во фланцах B16.5 и B16.47.
Низкотемпературные (низкотемпературные) фланцы из углеродистой стали
A350 LF1, LF2 и LF3 представляют собой низкотемпературные фланцы из углеродистой стали, широко доступные на рынке.
Они подходят для использования при температуре до –20ºF для фланца LF1, –50ºF для фланца LF2 и -150ºF для фланца LF3.
Наиболее распространенным низкотемпературным фланцем является фланец A350 LF2. LF2 очень похож на фланец A105, но проходит испытание на ударную вязкость по Шарпи с V-образным надрезом при температуре -50F.
350 LF2 представляет собой фитинг из углеродистой стали, очень похожий на A105, который используется в общепромышленных целях и может выдерживать непрерывную эксплуатацию при температуре до -46F. Этот материал поставляется в нормализованном состоянии, а затем проходит испытания по Шарпи с V-образным надрезом при температуре -50F.
Чаще всего термин «низкотемпературный фланец» означает фланец A350 LF2, если не указано иное.
Фланец из высокопрочной углеродистой стали
Спецификация ASTM A694 охватывает поковки из углеродистой и легированной стали для фланцев, фитингов и других применений, связанных с передачей высокого давления. Эта спецификация охватывает материалы, используемые в устьях скважин высокого давления, напорных трубопроводах и манифольдах оборудования.
Высокопрочные фланцы A694 доступны в F42, F46, F48, F50, F52, F56, F60, F65, F70. Последние две цифры означают предел текучести в тысячах фунтов на квадратный дюйм. Например, фланец F50 будет иметь предел текучести 50 тысяч фунтов на квадратный дюйм по сравнению с пределом текучести 36 тысяч фунтов на квадратный дюйм обычного фланца A105. Высокий предел текучести имеет решающее значение при высоких давлениях и высоких температурах.
Фланец из хромомолибденового сплава (хромированный фланец)
Спецификация A 182 / SA182 охватывает фланцы, клапаны и фитинги из кованых низколегированных и нержавеющих сталей.
Хромомолибденовая сталь — это аббревиатура от хромомолибденовой стали. Он обладает высокой прочностью на растяжение и ковкостью, а также хорошей свариваемостью. Хромированные фланцы менее устойчивы к коррозии, чем обычные фланцы из нержавеющей стали, но обладают более высокой прочностью на растяжение и соотношением веса и прочности.
Наиболее распространенными хромированными фланцами являются F5, F9, F11 класса 2 (CL2) и F22 класса 3 (CL3)
Фланец внахлестку — обзор к толщине стенки трубы и являются одними из самых слабых из стандартных типов фланцев (актуально для очень больших труб с тонкими стенками).
Источник: Surface Production Operations, 2016 г.
PlusAdd to Mendeley Рой А. Пэришер, Роберт А. Реа, в «Чертеж и проектирование труб» (четвертое издание), 2022 г.
Фланец с соединением внахлестку
Фланец с соединением внахлестку на рис. 4.16 в основном используется в трубопроводных системах из углеродистой или низколегированной стали. Для крепления фланца с соединением внахлестку к системе трубопровода требуется патрубок с соединением внахлестку. Фланец с соединением внахлестку и патрубок в сборе используются в основном в трубопроводных системах, которые требуют частого демонтажа для осмотра или планового обслуживания. Он также используется при монтаже трубопроводов большого диаметра или труднорегулируемых конфигураций из-за быстрого выравнивания отверстий под болты. На рис. 4.17 показаны символы чертежа фланца с соединением внахлестку.
Рисунок 4.16. Фланец внахлестку.
Рисунок 4. 17. Условные обозначения фланцев внахлестку.
View chapterPurchase book
Read full chapter
URL: https://www.sciencedirect.com/science/article/pii/B28220474000054
Peter Smith, in The Fundamentals of Piping Design, 2007
Фланцы с соединением внахлестку с втулочным концом
Фланец с соединением внахлестку представляет собой двухкомпонентный узел с вставным концом, над которым расположен кольцевой фланец с соединением внахлестку. Затем заглушка приваривается к трубе встык, а фланцевое кольцо можно поворачивать для совмещения с ответным фланцем. Этот тип фланцевого соединения особенно удобен для больших или трудно регулируемых фланцев. Фланец с соединением внахлестку можно использовать с размерами и классами давления, аналогичными фланцам с приварной горловиной.
Характер этого соединения означает, что торцевая поверхность втулочного конца также является поверхностью фланца, что делает его выступающей поверхностью и посадочной поверхностью прокладки.
Как и фитинг с приваркой встык, соединение фланца внахлестку со сваркой встык можно проверить с помощью магнитопорошковой дефектоскопии, дефектоскопии методом цветной дефектоскопии, рентгенографии или ультразвуковой дефектоскопии.
Посмотреть главуКнига покупок
Прочитать главу полностью
URL: https://www.sciencedirect.com/science/article/pii/B9781
ByPETER SMITH, в Руководстве по материалам трубопроводов, 2005 г. . Свободный опорный фланец надевается на наружный диаметр патрубка, который приваривается к трубе встык. Опорный фланец не приваривается к трубе и может поворачиваться, что особенно удобно, когда необходимо ориентировать фланцы при монтаже. Кроме того, поскольку опорный фланец не контактирует с технологической жидкостью, он может быть изготовлен из менее устойчивого к коррозии материала. Например, если процесс вызывает коррозию и требует, чтобы труба была из нержавеющей стали, как в ASTM A312 TP316L, то врезной конец также должен быть изготовлен из нержавеющей стали 316L; однако опорный фланец может быть изготовлен из более дешевого материала ASTM A105. Этот метод соединения не так надежен, как фланец с приваркой в горловину, но превосходит резьбовые соединения, сварку внахлест и соединения с натягом; однако его выполнение дороже, поскольку он требует стыкового сварного шва с полным проваром и двух компонентов. Просмотр книги Глава Чика Читать полная глава URL: https://www.sciendirect.com/science/article/pii/b
В Справочнике и актеров. Соединение внахлестку Соединение внахлестку представляет собой тип фланцевого соединения, а также тип облицовки. Если для применения рассматриваются фланцы с соединением внахлестку, необходимо также учитывать тип и характер уплотнения. Соединение внахлестку использует отдельный фланец для крепления болтов и передачи осевой нагрузки. Соединение внахлест можно рассмотреть, если материал трубопровода экзотический, дорогой или неметаллический. Экзотические материалы очень дороги, поэтому, если можно уменьшить общий размер компонента, можно добиться значительной экономии средств. Теоретически любой из обычных методов уплотнения может быть применен к поверхности фланца соединения внахлестку. Если предполагается соединение металл-металл или плоская прокладка, то выравнивание может быть проблемой. В этих случаях выравнивание будет контролироваться болтовым зазором и зазором между свободным фланцем и вставкой внахлестку. Использование кольцевого соединения обеспечит хорошее выравнивание. В качестве альтернативы можно использовать расширение принципа «выступ и углубление» с использованием наружного диаметра вставки внахлестку для обеспечения хорошего выравнивания. Просмотр книги Глава Чика Читать полная глава URL: https://www.sciendirect.com/science/article/pii/b MAURICE STWARTART, в СМЕРЕ. Соединение внахлестку имеет форму, подходящую для вставного конца (Рисунок 4.23). Комбинация фланца и вставного конца представляет собой геометрию, аналогичную фланцу с выступом, и может использоваться там, где не возникают серьезные напряжения изгиба. Фланец с соединением внахлестку экономичен, если используется дорогостоящая труба, такая как нержавеющая сталь, потому что фланец может быть из углеродистой стали, и только конец патрубка соединения внахлестку должен быть выполнен из материала трубопровода. Укороченный конец используется в соединении внахлестку, и необходимо учитывать стоимость двух элементов. Если и вставной конец, и фланец изготовлены из одного и того же материала, они будут значительно дороже, чем фланец с приварной горловиной. View chapterPurchase book Read full chapter URL: https://www.sciencedirect.com/science/article/pii/B Rutger Botermans, Peter Smith, in Advanced Piping Design, 2008 Просмотреть главуКнига покупок Прочитать всю главу URL: https://www.sciencedirect.com/science/article/pii/B9781 Руководство по базовому проектированию, Dennis Vessel, Dennis R, (Четвертое издание), 2013 г. Просмотреть главуКнига покупок Прочитать всю главу URL: https://www.sciencedirect.com/science/article/pii/B Рисунок 9.8 (g) показан фланец внахлестку, соединенный с фланцем с плоской поверхностью. Этот тип соединения может иметь место на сосудах или других компонентах, где нельзя применить принцип соединения внахлестку.56174 0389 23870001000036 5.8.5 Соединение внахлестку56178082000043 6.
4.3 Трубопроводы и схема резервуарного парка2180500143 не рекомендуются. Для накидных фланцев в качестве первого испытания используйте g 1 = две толщины стенки трубы. Примечания
ДЕННИС Р. МОСС, в Руководстве по проектированию сосудов под давлением (третье издание), 2004 г.
Примечания
Рис. 2-16. Значения V (интегральные коэффициенты полки).
(Перепечатано с разрешения Кодекса ASME, Раздел VIII, Раздел 1, Рисунок 2-7.3.)Рисунок 2-17. Значения F (интегральные коэффициенты полки).
(Перепечатано с разрешения Кодекса ASME, Раздел VIII, Разд. 1, Рис. 2-7.2.)Рис. 2-18. Значения f (поправочный коэффициент напряжения ступицы).
(Перепечатано с разрешения Кодекса ASME, Раздел VIII, Разд. 1, Рис. 2-7.6.)Рисунок 2-19. Значения V l (коэффициенты свободного фланца ступицы).
(Перепечатано с разрешения Кодекса ASME, Раздел VIII, Раздел 1, Рисунок 2-7.5.)Рисунок 2-20. Значения F l (коэффициенты свободного фланца ступицы).
(перепечатано с разрешения Кодекса ASME, раздел VIII, разд. 1, рис. 2-7.4.)Таблица 2-5b. Количество и размер болтов для фланцевых соединений
| Номинальное рабочее давление | Болтовое крепление | Облицовка фланца | Номинальный размер трубы | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ½ | ¾ | 1 | 1¼ | 1½ | 2 | 2½ | 3 | 3½ | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 24 | |||
| 150 Pound | Number | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 8 | 8 | 8 | 8 | 8 | 12 | 12 | 12 | 16 | 16 | 20 | 20 | |
| Diameter | ½ | ½ | ½ | ½ | ½ | ⅝ | ⅝ | ⅝ | ⅝ | ⅝ | ¾ | ¾ | ¾ | ¾ | ¾ | 1 | 1 | 1⅛ | 1⅛ | 1¼ | ||
| Length of Stud Bolts | 1/16″RF | 2¼ | 2¼ | 2½ | 2½ | 2¾ | 3 | 3¾ | 3½ | 3½ | 3½ | 3¾ | 3¾ | 4 | 4½ | 4½ | 5 | 5¼ | 5¾ | 6 | 6¾ | |
| RTJ | … | … | 3 | 3 | 3¼ | 3½ | 3¾ | 4 | 4 | 4 | 4¼ | 4¼ | 4½ | 5 | 5 | 5½ | 5¾ | 6¼ | 6½ | 7¼ | ||
| Длина Маха. Болты | 1/16″ RF | 1¾ | 2 | 2 | 2¼ | 2¼ | 2¾ | 3 | 3 | 3 | 3 | 3¼ | 3¼ | 3½ | 3¾ | 4 | 4¼ | 4½ | 4¾ | 5¼ | 5¾ | |
| 300 Pound | Number | 4 | 4 | 4 | 4 | 4 | 8 | 8 | 8 | 8 | 8 | 8 | 12 | 12 | 16 | 16 | 20 | 20 | 24 | 24 | 24 | |
| Diameter | ½ | ⅝ | ⅝ | ⅝ | ¾ | ⅝ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ⅞ | 1 | 1⅛ | 1¼ | 1¼ | 1¼ | 1¼ | 1½ | ||
| Length of Stud Bolts | 1/16″RF | 2½ | 2¾ | 3 | 3 | 3½ | 3¾ | 3¼ | 4 | 4¼ | 4¼ | 4½ | 4¾ | 5¼ | 6 | 6½ | 6¾ | 7¼ | 7½ | 8 | 9 | |
| RTJ | 3 | 3¼ | 3½ | 3½ | 4 | 4 | 4½ | 4¾ | 5 | 5 | 5¼ | 5½ | 6 | 6¾ | 7¼ | 7½ | 8 | 8¼ | 8¾ | 10 | ||
| Length of Mach. Bolts | 1/16″RF | 2 | 2½ | 2½ | 2¾ | 3 | 3 | 3¼ | 3½ | 3¾ | 3¾ | 4 | 4¼ | 4¾ | 5¼ | 5¾ | 6 | 6½ | 6¾ | 7 | 7¾ | |
| 400 Pound | Number | 4 | 4 | 4 | 4 | 4 | 8 | 8 | 8 | 8 | 8 | 8 | 12 | 12 | 16 | 16 | 20 | 20 | 24 | 24 | 24 | |
| Diameter | ½ | ⅝ | ⅝ | ⅝ | ¾ | ⅝ | ¾ | ¾ | ⅞ | ⅞ | ⅞ | ⅞ | ¾ | 1 | 1⅛ | 1¼ | 1¼ | 1⅜ | 1½ | 1¾ | ||
| Length of Stud Bolts | ¼″ RF | 3 | 3¼ | 3½ | 3¾ | 4 | 4 | 4½ | 4¾ | 5¼ | 5¼ | 5½ | 5¾ | 6½ | 7¼ | 7¾ | 8 | 8½ | 8¾ | 9½ | 10½ | |
| RTJ | 3 | 3¼ | 3½ | 3¾ | 4 | 4¼ | 4¾ | 5 | 5½ | 5½ | 5¾ | 6 | 6¾ | 7½ | 8 | 8¼ | 8¾ | 9 | 9¾ | 11 | ||
| M & F T & G | 2¾ | 3 | 3¼ | 3½ | 3¾ | 3¾ | 4¼ | 4½ | 5 | 5 | 5¼ | 5½ | 6¼ | 7 | 7½ | 7¾ | 8¼ | 8½ | 9¼ | 10¼ | ||
| 600 Pound | Number | 4 | 4 | 4 | 4 | 4 | 8 | 8 | 8 | 8 | 8 | 8 | 12 | 12 | 16 | 20 | 20 | 20 | 20 | 24 | 24 | |
| Diameter | ½ | ⅝ | ⅝ | ⅝ | ¾ | ⅝ | ¾ | ¾ | ⅞ | ⅞ | 1 | 1 | 1⅛ | 1¼ | 1¼ | 1⅜ | 1½ | 1⅝ | 1⅝ | 1⅞ | ||
| Length of Stud Bolts | ¼″ RF | 3 | 3¼ | 3½ | 3¾ | 4 | 4 | 4½ | 4¾ | 5¼ | 5½ | 6¼ | 6½ | 7½ | 8¼ | 8½ | 9 | 9¼ | 10¼ | 11½ | 12¾ | |
| RTJ | 3 | 3¼ | 3½ | 3¾ | 4 | 4¼ | 4¾ | 5 | 5½ | 5¾ | 6½ | 6¾ | 7¾ | 8½ | 8¾ | 9¼ | 10 | 10¾ | 11½ | 13¼ | ||
| M & F T & G | 2¾ | 3 | 3¼ | 3½ | 3¾ | 3¾ | 4¼ | 4½ | 5 | 5¼ | 6 | 6¼ | 7¼ | 8 | 8¼ | 8¾ | 9½ | 10¼ | 11 | 12½ | ||
| 900 Pound | Number | 4 | 4 | 4 | 4 | 4 | 8 | 8 | 8 | 8 | 8 | 12 | 12 | 16 | 20 | 20 | 20 | 20 | 20 | 20 | ||
| Diameter | ¾ | ¾ | ⅞ | ⅞ | 1 | ⅞ | 1 | ⅞ | … | 1⅛ | 1¼ | 1⅛ | 1⅜ | 1⅜ | 1⅜ | 1½ | 1⅝ | 1⅞ | 2 | 2½ | ||
| Length of Stud Bolts | ¼″ RF | 4 | 4¼ | 4¾ | 4¾ | 5¼ | 5½ | 6 | 5½ | … | 6½ | 7¼ | 7½ | 8½ | 9 | 9¾ | 10½ | 11 | 12¾ | 13½ | 17 | |
| RTJ | 4 | 4¼ | 4¾ | 4¾ | 5¼ | 5¾ | 6¼ | 5¾ | … | 6¾ | 7½ | 7½ | 8¾ | 9¼ | 10 | 11 | 111/21 | 13¼ | 14 | 17¾ | ||
| M & F T & G | 3¾ | 4 | 4½ | 4½ | 5 | 5¼ | 5¾ | 5¼ | … | 6¼ | 7 | 7¼ | 8¼ | 8¾ | 9½ | 10¼ | 10¾ | 12¼ | 13¼ | 16¾ | ||
| 1500 Pound | Number | 4 | 4 | 4 | 4 | 4 | 8 | 8 | 8 | … | 8 | 8 | 12 | 12 | 12 | 16 | 16 | 16 | 16 | 16 | 16 | |
| Diameter | ¾ | ¾ | ⅞ | ⅞ | 1 | ⅞ | 1 | 1⅛ | … | 1¼ | 1½ | 1⅜ | 1⅝ | 1⅞ | 2 | 2¼ | 2½ | 2¾ | 3 | 3½ | ||
| Length of Stud Bolts | ¼″ RF | 4 | 4¼ | 4¾ | 4¾ | 5¼ | 5½ | 6 | 6¾ | … | 7½ | 9½ | 10 | 11¼ | 13¼ | 14¾ | 16 | 17½ | 19¼ | 21 | 24 | |
| RTJ | 4 | 4¼ | 4¾ | 4¾ | 5¼ | 5¾ | 6¼ | 7 | … | 7¾ | 9¾ | 10¼ | 11¾ | 13½ | 15¼ | 16¾ | 18½ | 2O¼ | 22¼ | 25½ | ||
| M & F T & G | 3¾ | 4 | 4½ | 4½ | 5 | 5¼ | 5¾ | 6½ | … | 7¼ | 9¼ | 9¾ | 11 | 13 | 14½ | 15¾ | 17¼ | 19 | 2O¾ | 23¾ | ||
| 2500 Pound | Number | 4 | 4 | 4 | 4 | 4 | 8 | 8 | 8 | … | 8 | 8 | 8 | 12 | 12 | 12 | … | … | … | … | … | |
| Diameter | ¾ | ¾ | ⅞ | 1 | ⅛ | 1 | 1⅛ | 1¼ | … | 1½ | 1¾ | 2 | 2 | 2½ | 2¾ | … | … | … | … | … | ||
| Length of Stud Bolts | ¼″ RF | 4¾ | 4¾ | 5¼ | 5¾ | 6½ | 6¾ | 7½ | 8½ | … | 9¾ | 11½ | 13½ | 15 | 19 | 21 | … | … | … | … | … | |
| RTJ | 4¾ | 4¾ | 5¼ | 6 | 6¾ | 7 | 7¾ | 8¾ | … | 10¼ | 12¼ | 14 | 15½ | 20 | 22 | … | … | … | … | … | ||
| M & F T & G | 4½ | 4½ | 5 | 5½ | 6¼ | 6½ | 7¼ | 8¼ | … | 9½ | 11¼ | 13¼ | 14¾ | 18¾ | 2O¾ | … | … | … | … | … | ||
Рисунок 2-20а. Давление-температура для стандартных фланцев.
Просмотр книги Глава Черта
Читать полная глава
URL: https://www.sciendirect.com/science/article/pii/b5067400500020
Процедура для установки погребено около
ПРОЦЕДУРА УСТАНОВКИ ЗАГРУЖЕННЫХ ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТОЙ СТАЛИ и с особым вниманием к инженерам, техникам и руководителям. Вы найдете много документов, связанных с этой статьей. Просто перейдите на наш веб-сайт www.paktechpoint.com и найдите другие статьи. Пожалуйста! Не забудьте также подписаться на наш канал You Tube . Заранее спасибо.Пожалуйста, подпишитесь на наш канал Paktechpoint YouTube
Выбор материала
Материалы трубопроводов, предоставленные для трубопровода UG Metallic Dibe Porme B31.3, являются одним из утвержденных классов, показанных ниже с различными материалами, показанными:
1.3 — это один из утвержденных классов. ) 12LC0U – стальные трубы и фитинги с цементным покрытием (могут использоваться для некислотной и нефтесодержащей воды) с размером 4 дюйма или 9 дюймов.0064 больше под землей, где использование пластиковых труб запрещено.
2) 12LE0U — это труба из углеродистой стали, покрытая эпоксидной смолой, предназначенная для использования в качестве альтернативы трубе с цементной футеровкой для труб размером 2 дюйма или больше.
3) 12BD0U – медно-никелевые трубы и фитинги 90/10, которые используются в размерах труб до 4 дюймов NPS для агрессивных вод.
Получение
Получение определяется как получение материала для трубопроводов с соответствующим ваучером в соответствии со спецификацией материалов. Инженер по обеспечению/контролю качества должен отделить и пометить материалы, забракованные во время проверки, отметкой «отклонено» перед ремонтом или возвратом на склад, чтобы их можно было легко идентифицировать.
Проверка материала
Перед заводским изготовлением и монтажом материалы трубопровода должны быть проверены следующим образом:
1) Транспортное повреждение
2) Пыль на трубе, состояние фитингов и фланцев
3) наличие 900 ион Хранение материалов
5) Идентификация материала: Спецификация и сорт материала трубопровода должны сверяться со списком материалов на изометрическом чертеже и/или в имеющейся ваучере материалов.
Идентификационная маркировка материала
1) Каждая трубная катушка должна быть четко маркирована краской с номером катушки.
2) Вся трубная катушка должна быть промаркирована соответствующим методом, который не приводит к вредным загрязнениям и резким нарушениям целостности, и который идентифицирует материал до его установки.
Возможность отслеживания идентификации материала
1) Идентификационные метки или цветовая маркировка на материале трубопровода должны сохраняться до тех пор, пока трубопровод не будет изготовлен и установлен. Однако основной материал для труб и фитингов из углеродистой стали, таких как API 5L Gr.B, A105 и A234
WPB нельзя маркировать или кодировать цветом после покраски.
2) Если опознавательные знаки стерты, Подрядчик должен переписать эти опознавательные знаки.
Обозначение сварного соединения
Знаки обозначения сварного соединения должны располагаться на расстоянии 50-70 мм от сварного шва, и все сварные соединения должны быть прописаны каждым сварщиком.
Обозначение катушки
Размер буквенного обозначения должен быть достаточно большим, чтобы его можно было легко найти. Минимальный размер идентификационных букв должен быть не менее 10 мм.
ИЗГОТОВЛЕНИЕ1 Резка
1.1 Подрядчик будет использовать машину для газовой резки материалов из неоцинкованной углеродистой стали. Режущее пламя должно быть отрегулировано и использовано таким образом, чтобы не допускать резки за пределы предписанных линий. Концы термической резки должны быть отшлифованы до блестящего металла, чтобы обеспечить полное удаление поверхностных загрязнений. Шероховатости поверхностей газового реза и отдельные насечки на кромках удаляются механической обработкой или шлифовкой. Поверхности реза и кромки должны быть очищены от шлака.
1.2 Разрез должен выполняться перпендикулярно осевой линии компонента трубопровода, если на чертеже не указано иное. Резка должна производиться с учетом формы соединения и усадки при резке и сварке. Контуры всей подготовки под сварку должны быть гладкими, без шероховатостей.
1.3 Перед резкой на каждой части материалов, подлежащих резке, должна быть выполнена соответствующая прослеживаемость материала и отмечены пределы резки. Особое внимание следует уделить удалению внутренних заусенцев, возникших в результате резки, особенно на трубах, равных или менее 2 дюймов в диаметре. Поверхность среза не должна иметь дефектов и расслоений.
2 Резьба
2.1 Резьбовое соединение должно использоваться только в том случае, если это разрешено для соответствующего класса материалов трубопровода.
2.2 Резьба должна быть чистой, без заусенцев и зачисток. Концы должны быть расширены, чтобы удалить заусенцы. Резьбовые детали должны подгоняться поступательным и тугим завинчиванием.
1) Путем вставки подходящей ленты из ПТЭЭ для расчетной температуры до 1400 C (за исключением случаев, когда требуется сварка с уплотнением
).
2) Без вставки каких-либо посторонних материалов при температуре выше этой, если только не был специально выбран подходящий герметик.
2.3 Чрезмерная маркировка гаечным ключом на трубах или фитингах является причиной для браковки.
2.4 Сварные швы при сборке не применяются.
3 Выравнивание, подгонка и прихваточный шов
3.1 После подготовки концов необходимо выполнить выравнивание, подгонку и прихваточный шов для точного изготовления трубной катушки.
3.2 Детали, подлежащие соединению сваркой, могут быть установлены, выровнены и удерживаться на месте во время операции сварки с помощью стержней, домкратов, зажимов или временных приспособлений, чтобы избежать деформации и свести к минимуму напряжения во время прихватки.
3.3 Прихваточные швы, используемые для обеспечения выравнивания, должны быть полностью удалены, когда они выполнили свою задачу, или их конечные и исходные концы должны быть должным образом подготовлены путем шлифовки или любым другим подходящим способом, чтобы они могли быть удовлетворительно включены в монтажный сварной шов.
3.4 Прихваточные швы должны выполнять квалифицированные сварщики. Если прихваточные швы не становятся частью готового сварного шва, их необходимо тщательно проверить.
3.5 Допустимые смещения указаны ниже. Положение ASME B31.3 параграф 328. 4.2, 4.3 и схема сборки согласно SATIP. Соосность соседних частей и выравнивание внутренней поверхности должны составлять 1,5 мм (1/6 дюйма). Если детали с внутренним диаметром, отличающимся более чем на 1,5 мм, соединяются концентрически, внутренняя часть меньшего отверстия должна быть сужена, чтобы соответствовать большему отверстию в пределах 1,5 мм. Это сужение не должно приводить к тому, что толщина стенки будет меньше, чем минимальная расчетная толщина плюс допуск на коррозию.
4 Производственные допуски
Подрядчик несет ответственность за обеспечение соответствия изготовленных трубопроводов применимым нормам, техническим условиям, чертежам и требованиям заказа на поставку. Он отвечает за изготовленные размеры, соответствующие чертежам трубопроводов. Если не указано иное, допуск на размеры должен соответствовать критериям приемки SATIP.
5 Окончательная проверка
5.1 После завершения изготовления катушки полевой инженер Подрядчика должен проверить все виды информации о катушке (прослеживаемость материала, маркировка сварного шва, квалификационный номер сварщика, номер катушки и т. д.).
5.2 Должны быть проверены окончательный размер, ориентация, чистота и защита концов.
5.3 Все трубопроводы и фитинги после изготовления должны быть тщательно очищены сжатым воздухом и/или вращающимися проволочными щетками, чтобы удалить весь песок, рыхлую ржавчину и другие посторонние вещества.
5.4 Защитная крышка, такая как пластиковая крышка, деревянная крышка и т. д., должна строго защищать конец трубы и поверхность фланца.
5.5 Осмотр катушки Выездной инженер подрядчика и инженер по обеспечению/контролю качества должны проверить состояние катушки перед транспортировкой на склад для следующих позиций.
1) Проверка размера катушки.
2) Специальная идентификация, относящаяся к номеру строки и номеру катушки и т. д.
4) Проверка статуса завершения NDT и PWHT.
После проверки катушки контроллер катушки должен записать результат проверки в журнал контроля катушки и получить подпись
от полевого инженера и инженера по обеспечению/контролю качества для передачи катушки на место.
6 Транспортировка и хранение
6.1 Изготовленная катушка должна транспортироваться на склад для катушек прицепом и грузовым автомобилем, и они должны быть организованы на основе каждого материала, площади и системы на площадке для хранения катушек, которые были подготовлены Подрядчиком до начало работы.
6.2 Когда катушка перемещается на склад, контролер катушки должен записывать и сохранять всю информацию, включая текущее местоположение каждой катушки. Должна быть составлена карта расположения катушки хранения.
6.3 Площадка для хранения должна быть организована таким образом, чтобы просто обслуживать и перемещать все изготовленные катушки с помощью надлежащего погрузочно-разгрузочного оборудования (гидравлический кран, народный подъемник и транспортные средства).
6.4 Подрядчик должен подготовить древесину для хранения катушек.
6.5 Материал трубопровода будет изыматься из мест хранения по мере возникновения требований к установке.
6.6 Остатки материала трубопровода, особенно короткие трубы, должны храниться в специально отведенном месте с идентификационной маркировкой материала. Подрядчик должен приложить усилия для повторного использования коротких труб длиной более 200 мм, если это возможно. Весь лом должен быть временным
хранятся в тех же контейнерах и разделены по типам материалов для будущего взвешивания и окончательного согласования. Кроме того, Субподрядчик должен следовать «Процедуре контроля материалов».
6. 1 Общие положения
1 Все строительные и монтажные работы должны выполняться в соответствии с проектным чертежом, применимыми нормами, стандартом, спецификацией проекта, указанной процедурой и общей практикой для наземных и подземных работ.
2 Все сварочные работы должны выполняться в соответствии со спецификацией процедуры сварки (WPS), общей процедурой сварки и квалифицированным сварщиком/сварщиком.
3 Все проверки/испытания должны выполняться в соответствии с SATIP.
4 Может потребоваться модификация прокладки труб, чтобы избежать помех. Подробная информация обо всех модификациях должна быть отражена в исполнительных чертежах.
5 Перед монтажом внутренняя часть всех компонентов трубопровода должна быть тщательно очищена от рыхлой накипи, пескоструйного песка или песка и всех других инородных тел с помощью соответствующего метода.
6 Обвязка компонентов трубы должна быть выполнена надлежащим образом, чтобы не повредить поверхность компонентов.
7 Перед сборкой составных частей трубопроводной системы каждый сборный элемент, прямой отрезок трубы или фитинг необходимо визуально проверить на наличие грязи, мусора, жира, отслоившейся накипи и т. д. и при необходимости очистить.
8 Дифрагменная диафрагма, разрывные мембраны и постоянные манометры не должны устанавливаться до завершения испытания давлением.
9 Трубопровод должен быть установлен таким образом, чтобы результирующая сила, действующая на оборудование, была сведена к минимуму, и особое внимание должно быть обращено на соединительное соединение насоса, компрессора и другого механического оборудования, на котором результирующая сила трубопровода может вызвать смещение.
10 Прямая труба не должна протягиваться через трубные эстакады и шпалы.
11 Все отверстия трубопроводов должны быть герметизированы до, во время и после монтажа для предотвращения попадания влаги и посторонних предметов. Фланцевые или резьбовые концы должны быть герметизированы лентой, пластиковой крышкой или фанерой и т. д. Это также включает открытую трубу
концы трубопровода монтируются в трубных эстакадах на заводе.
12 Сварное соединение должно быть проверено инспектором по контролю качества Подрядчика. Если результат контроля является неприемлемым, соединение должно быть забраковано и/или отремонтировано и повторно проверено в соответствии со спецификацией технологии сварки и Общей технологией сварки.
СВАРКА ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТОЙ СТАЛИ1 Сварка должна выполняться в соответствии с SAES-W-011 и утвержденной «Процедурой контроля сварки».
2 Ремонтная сварка должна выполняться в соответствии с утвержденным «Процедурой ремонта при сварке» и утвержденным технологическим регламентом.
3 Визуальный контроль после сварки должен выполняться в соответствии с п. 17.5.1 САЕС W-011.
4 Приварка креплений
4.1 Материал для постоянных креплений Проушины, кронштейны, элементы жесткости и другие постоянные крепления, привариваемые непосредственно к компонентам, работающим под давлением, должны быть из тех же или эквивалентных материалов.
4.2 Требование к сварке постоянных креплений Сварка как внутренних, так и внешних постоянных креплений, приваренных непосредственно к материалам, удерживающим давление, должна выполняться квалифицированными сварщиками с использованием квалифицированной сварочной процедуры. Материал насадок совместим с материалом компонента, к которому крепится.
5 Контроль сварочных материалов
5.1 Все электроды, присадочная проволока и флюсы должны контролироваться в соответствии с «Процедурой контроля сварочных материалов».
5.2 Электроды, присадочная проволока и флюсы должны содержаться в чистоте, сухости и правильно храниться в соответствии с рекомендациями производителя.
5.3 Запрещается использовать поврежденные, влажные, жирные или окисленные электроды, присадочную проволоку или флюсы.
5.4 Склад для хранения расходных материалов должен включать склад сварочных расходных материалов и флюсов с регулируемой температурой и влажностью, включая печи для выдержки и сушки.
5.5 Сварочные материалы должны контролироваться и выдаваться контролером сварочных материалов.
Контролер сварочных материалов должен каждый раз фиксировать выданный и возвращенный статус сварочных материалов в Карте выдачи сварочных материалов.
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ (NDE)
1 Перед неразрушающим контролем все сварные соединения должны быть визуально осмотрены инспектором по контролю качества.
2 НК должен проводиться в соответствии с «Процедурой НК», предоставленной компанией НК.
ТЕРМООБРАБОТКА
1 Предварительная термообработка должна выполняться в соответствии с SAES-W-011.
2 PWHT должен выполняться в соответствии с SAES-W-011 и утвержденной «Процедурой PWHT».
ПОДЗЕМНЫЕ ТРУБОПРОВОДЫ
1 Раскопки
1.1 Строительная площадка должна быть обследована и размечена путем установки линий сетки и уровня работ. Границы и отметка должны соответствовать утвержденным строительным чертежам.
1.2 Должны быть предусмотрены все необходимые временные сооружения, такие как защитные барьеры, заборы, защитные сетки, покрытия и/или экраны, для защиты персонала и прилегающего имущества от травм или повреждений, вызванных земляными работами. Вынутый материал должен быть должным образом складирован в специально отведенном месте для последующего повторного использования в качестве наполнителя или утилизирован в соответствии с местными и национальными законами и правилами. Пол всех выкопанных площадок и насыпных площадок должен быть выровнен, чтобы обеспечить чистоту,
свободная рабочая зона.
2 Укладка в траншею
2.1 Установка подземного трубопровода должна соответствовать требованиям SAES-L-450
2.2 Перед засыпкой и во время опускания трубопровод должен поддерживаться внутри траншеи максимально допустимой без опоры длина три метра. Любые пустоты под трубой должны быть тщательно засыпаны.
2.3 Труба засыпается чистым песком без камней (выше и ниже трубы 200 мм) таким образом, чтобы не повредить покрытие.
2.4 Установлена детальная очистка трубопроводов в траншеях и ежедневно проверяется следующее :
1) Трубы внутренне очищаются продувкой воздухом.
2) С заводских катушек все посторонние материалы удалены с внутреннего диаметра.
3) Концы труб закрывают ежедневно после осмотра.
2.5 Обработка труб, включая оборудование, используемое для обработки, одобрена Компанией, и применяются следующие передовые методы:
1) Трубопровод не закатывается/не сбрасывается в траншеи во время разгрузки.
2) Материал уложен надлежащим образом для защиты трубы и покрытий.
3) Стропы изготовлены из нейлона или аналогичного материала, а канатные стропы не используются.
4) Металлические крючки снабжены мягкой подкладкой для предотвращения повреждения покрытия при контакте.
2.6 Изолирующие прокладки/комплекты используются для соединений разнородных металлов; примеры: фланец из нержавеющей стали к фланцу из углеродистой стали или фланец Cu-Ni к фланцу из углеродистой стали, вероятность гальванической коррозии должна определяться по согласованию с отделом материаловедения отдела консультационных услуг.
2.7 Для фланцевых соединений напорных трубопроводов UG необходимо устанавливать следующие болтовые материалы с покрытием:
1) ASTM A193-B7/ASTM A194-2H с фторокерамическим покрытием (в соответствии с 09-SAMSS-107).
Примечание. Также можно использовать болты ASTM A320 класса L7M и гайки класса 7M (SAES-L-109, параграф 5.2).
2) Марка DURABOLT (Аль-Хобар, Саудовская Аравия) может использоваться исключительно для работы с SA, но если DURABOLT
недоступен, используются следующие варианты защиты от коррозии:
• Болтовые соединения из коррозионностойкого сплава
• Покраска открытых частей болтов и герметизация зазора между поверхностями фланцев
• Герметизация фланцевого соединения термоусадочной трубкой.
3 Обратная засыпка
3.1 КК должен убедиться, что все необходимые испытания были завершены до обратной засыпки
3.2 Остаток обратной засыпки размещается таким образом, чтобы не нарушить слой чистого песка вокруг трубы (песчаная подушка ). Выбранная и утвержденная обратная засыпка не содержит породы размером более 50 мм.
3.3 Весь мусор и непригодные материалы внутри выкопанной ямы будут удалены.
3.4 Каждый слой будет затем уплотнен и испытан в соответствии с ASTM D438 перед укладкой следующего слоя. Полевая плотность на месте будет определяться методом замещения песка, и расчетная плотность уплотненного материала должна составлять более 90%.
ЗАЩИТА ОТ КОРРОЗИИ 1. Металлические трубопроводы UG (CS) защищены от коррозии со стороны грунта как внешним покрытием, так и катодной защитой (CP), как
следует:
1. Системы покрытия указаны в SAES-H-002, раздел 5.
1) Подземные линии CS имеют внешнее покрытие (APCS 104, APCS 105, APCS 113A/C для 4 дюймов и
меньшего диаметра)
2) ВСЕ покрытия для подземных трубопроводов проходят 100%-е испытание в отпуске перед захоронением.
(ПРИМЕЧАНИЕ: SS и Cu-Ni не требуют CP в соответствии с SAES-L-133, раздел 7)
3. ИСПЫТАНИЕ ПОД ДАВЛЕНИЕМ
1 Гидроиспытания напорного трубопровода UG, разработанного в соответствии с ASME B31.3 и применимыми классами линии SA, проводятся следующим образом. Убедитесь, что планирование установки предусматривает обратную засыпку линий в целях тестирования
1) Для полностью скрытых линий требуется самописец и 24-часовой тест
2) Частично скрытые линии требуют совместного воздействия (время испытаний варьируется в зависимости от услуг)
3 ) требуют совместного воздействия (время испытаний для испытаний)
2 Испытания под давлением заводских трубопроводов должны проводиться в соответствии с SAES-L-150. .
4 . ПРОВЕРКА И ИСПЫТАНИЯ1 Уведомление
График проверки и проверки должен быть сообщен КК с использованием формы «Запрос на проверку/испытание» в соответствии с SATIP.
2 Осмотр и испытание
Осмотр и испытание должны быть выполнены и зарегистрированы в соответствии с SATIP.
3 Отпускной тест
3.1 Справочные документы
Стандарт ASTM A742/742M Спецификация для стальных листов, стальных труб с предварительно нанесенным полимерным покрытием с металлическим покрытием.
3.2 Эти методы испытаний охватывают аппаратуру и процедуру обнаружения дефектов в покрытиях трубопроводного типа.
3.3 Действительность калибровки испытательной машины по Холидей: 1 год
3.4 Метод A предназначен для обнаружения дефектов, таких как отверстия и пустоты, в тонкопленочных покрытиях толщиной от 0,0254 до 0,254 мм (от 1 до 10 мил) с использованием обычной водопроводной воды и приложенное напряжение менее 100 В
пост. Он эффективен на пленке толщиной до 0,508 мм (20 мил), если с водой используется смачивающий агент. Однако следует отметить, что этот метод не позволяет обнаружить тонкие пятна в покрытии, даже такие тонкие, как 0,635 мм (25 мил). Это можно считать неразрушающим испытанием из-за относительно низкого напряжения.