Установка для лазерной сварки и пайки оправ ОКУЛУС ЛАЙТ
Описание
Установка лазерная ОКУЛУС ЛАЙТ предназначена для лазерной пайки металлических оправ корригирующих очков. Лазерная пайка осуществляется путем местного расплавления металла посредством его нагрева по примыкающим поверхностям.
Лазерная установка ОКУЛУС ЛАЙТ может сфокусировать лазерный луч в пятно диаметром до 0,1 мм. В этом пятне концентрируется высокая энергия в очень небольшой промежуток времени. При высокой плотности мощности излучения и коротком времени облучения металл оправы нагревается только в зоне лазерного излучения, что существенно уменьшает площадь плавления металла и позволяет сделает минимальную площадь пайки оправы, например, при креплении носоупора.
Малая площадь нагрева уменьшает зону термического влияния, что снижает вероятность деформации оправы и трещинообразования.
Лазерная пайка позволяет осуществлять ремонт любых металлических оправ, включая оправы, изготовленные из титана. Производительность процесса пайки определяется скоростью его проведения и в среднем составляет 1 мм за 5 секунд.
Производительность процесса пайки определяется скоростью его проведения и в среднем составляет 1 мм за 5 секунд.
Установка ОКУЛУС ЛАЙТ состоит из двух блоков:
- оптико-механического,
- питания — управления и охлаждения.
Оптико-механический блок состоит из основания с «Т»-образными пазами, на котором установлены излучатель с контрольно-фокусирующей системой и его подъемное устройство по оси «Z». Наличие «Т» образных пазов в основании позволяет перемещать излучатель с подъемным устройством по осям «Х» и «Y» относительно поверхности. Для расширения рабочей зоны крепление излучателя к подъемному устройству по оси «Z» осуществляется через каркас с «Т»-образными пазами.
Во втором блоке располагается система электропитания, охлаждения и выносной пульт управления. Соединение оптико-механического блока и блока питания-охлаждения осуществляется гибкими коммутационными линиями связи, благодаря чему оптико-механический блок и пульт управления можно установить на каркасе блока питания и охлаждения, либо в другом удобном для оператора месте.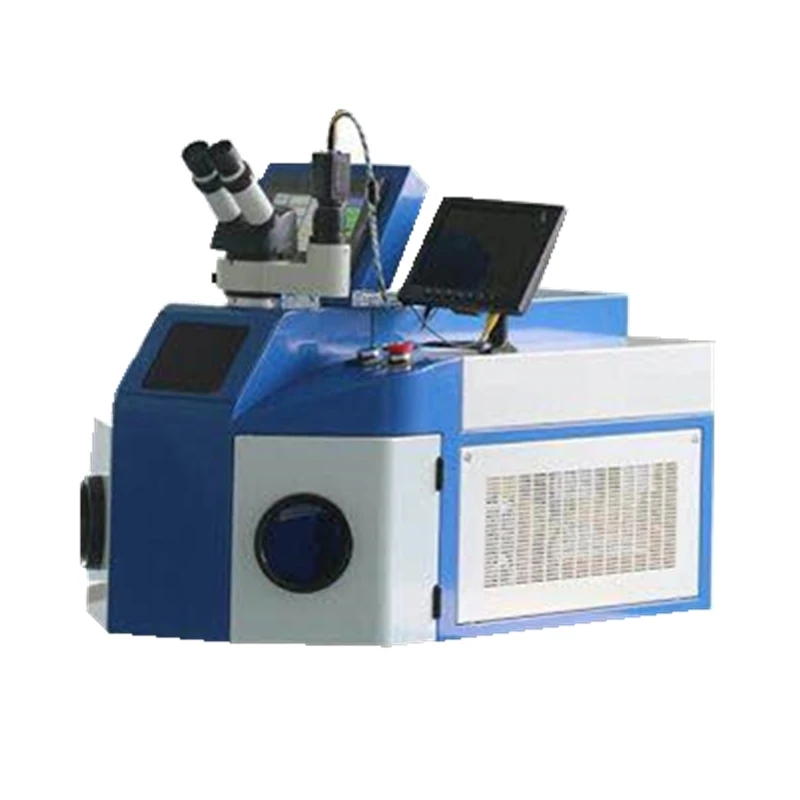
Для оптимизации рабочего пространства установка снабжена съемным предметным столом, который можно закрепить на каркасе блока питания и охлаждения. Предметный стол возможно перемещать по вертикали, что позволяет установить обрабатываемую деталь в удобное для оператора положение.
Органы управления установкой ОКУЛУС ЛАЙТ:
- Выносной пульт управления с сенсорным экраном, датчиком и функциональными кнопками;
- Пульт позволяет управлять напряжением, частотой и длительностью импульсов, задавать форму импульса, управлять системными параметрами установки;
- Расширенный графический редактор формы импульса и расширенное сервисное меню;
- В пульте предусмотрена возможность сохранения пользовательских настроек управления лазером;
- Дисплей пульта визуализирует основную информацию о работе установки;
- Кнопка аварийного отключения лазера;
- Ключ включения/выключения питания установки;
- Педаль запуска лазера позволяет запускать лазер в режимах одиночного импульса и серии импульсов;
- Предусмотрена возможность синхронизации установки с внешними устройствами.


Характеристики
Основные
|
Лазер |
|
|
Тип лазера |
Твердотельный, импульсно-периодический |
|
Активная среда |
Nd:YAG |
|
Нестабильность энергии, % |
2,5 |
|
Изменение формы импульса |
наличие |
|
Длина волны излучения лазера, мкм. |
1,064 |
|
Максимальная энергия импульса, Жд. |
80 |
|
Максимальная импульсная (пиковая) мощность, кВт. |
10 |
|
Средняя мощность излучения, Вт. |
50 |
|
Длительность импульса излучения, мс. |
0,2-20 |
|
Частота повторения импульсов, Гц. |
1-20 |
|
Диаметр сфокусированного пучка, мм. |
0,2-2,5 |
|
Изменение формы импульса |
наличие |
|
Подъемник излучателя по оси «Z» с ходом, мм. |
270 |
|
Перемещение излучателя по оси «Y» с ходом, мм. |
170 |
|
Перемещение подъемника с излучателем относительно плоскости основания по оси «X», мм. |
180 |
|
Перемещение подъемника с излучателем относительно плоскости основания по оси «Y», мм. |
440 |
|
Электропитание, В/Гц/А |
220 / 50 / 16 |
|
Потребляемая мощность, кВт. |
1,8 |
|
Тип охлаждения |
автономное, «вода-воздух» |
|
Пульт управления |
Сенсорный дисплей с датчиком |
|
Внешняя синхронизация |
да |
|
Система фокусировки лазерного излучения и визуального наблюдения: |
|
|
Тип микроскопа |
Бинокулярный |
|
Увеличение, крат |
10 |
|
Диаметр поля зрения, мм. |
8 |
|
Диаметр сфокусированного пучка, мм. |
0,2-2,5 |
|
Фокусирующий объект (фокусное расстояние), мм. |
100 |
|
Регулировка диаметра пятна |
Ручная |
|
Габариты: |
|
|
Вес, кг. |
50 |



Комплектация
Основные элементы:
- Оптический модуль — 1 шт. ;
- Видео модуль – 1 шт.
- Силовой модуль — 1 шт.;
- Комплект ЗИП (лампа накачки — 1 шт., защитное стекло — 1 шт.) — 1 шт.;
- Паспорт и инструкция по эксплуатации установки — 1 шт.
 ;
;Вспомогательные элементы:
- Ручная система механизации лазерного излучателя;
- Система подачи защитного газа в зону сварки с суставчатым шлангом-выводом;
- Боковая точечная диодная подсветка зоны сварки;
- Стандартное основание оптического модуля с Т-образными пазами.
Разработка оборудования
Институт лазерных и сварочных технологий проектирует и разрабатывает лазерное и лазерно-дуговое технологическое оборудование, создает технологические установки, реализующие различные процессы лазерной и лазерно-дуговой обработки материалов: сварки, наплавки, термообработки, резки.
При проектировании комплексов используется модульный принцип построения, что обеспечивает широкий диапазон возможных настроек взаимного расположения, входящих в состав комплекса элементов; увеличивает количество различных вариантов комплектации; упрощает модернизацию; расширяет возможности адаптации для решения различных задач, как исследовательских, так и практических, по сварке и наплавке с применением лазерных и лазерно-дуговых технологий.
При разработке комплексов используется как серийно-выпускаемое оборудование: лазерное, дуговое, компрессорное оборудование, промышленные роботы, манипуляторы и вращатели, так и уникальные модули, разработанные Институтом лазерных и сварочных технологий: лазерно-дуговые модули, системы мониторинга, система автоматического управления и блоки подготовки и распределения газов.
Лазерно-дуговой технологический комплекс ЛДТК-15
Лазерно-дуговой технологический комплекс ЛДТК-5
Сварочно-наплавочный технологический комплекс СНТК «Труба»
Лазерный сварочный технологический комплекс КТЛС «Робот-гибрид»
Лазерный сварочный комплекс КЛС «Сканатор»
Лазерный сварочный комплекс КЛС «Лабиринт»
КЛРС «Лазер-Комплекс»
Портальная установка для лазерно-дуговой сварки «Речфлот»
ЛДТК-15
Лазерно-дуговой технологический комплекс для сварки металлов больших толщин. Обеспечивает сварку сталей толщиной до 15 мм за один проход. Дополнительное сканирование лазерного луча во время сварки позволяет стабилизировать процесс формирования сварного шва и проводить сварку по зазору размером до 2 мм.
Дополнительное сканирование лазерного луча во время сварки позволяет стабилизировать процесс формирования сварного шва и проводить сварку по зазору размером до 2 мм.
- Лазерный источник: IPG ЛС-15, максимальная мощность лазерного излучения: 15 кВт
- Дуговой источник: ИТС ВДУ-1500, максимальный ток дуги: 1500 А
- Лазерно-дуговая технологическая головка
- Система автоматического управления
- Система наведения и позиционирования
- Система мониторинга
- Система подготовки и распределения рабочих газов
- Система видеонаблюдения
- Система перемещения – 3-х координатный манипулятор.
- Максимальная рабочая скорость 6 м/мин
- Рабочее поле: 800х400х400 мм
Области применения:
Судостроение, трубная промышленность, производство электрических силовых машин атомная энергетика, транспортное машиностроение, аэрокосмическая промышленность, нефтегазовая отрасль, строительство
ЛДТК-5
Лазерно-дуговой технологический комплекс для сварки узлов легких несущих конструкций. Разработан для сварки легких сплавов толщиной до 10мм на скорости до 25см/сек. Дополнительное сканирование лазерного луча во время сварки позволяет стабилизировать процесс формирования сварного шва и проводить сварку по зазору размером до 2 мм.
Разработан для сварки легких сплавов толщиной до 10мм на скорости до 25см/сек. Дополнительное сканирование лазерного луча во время сварки позволяет стабилизировать процесс формирования сварного шва и проводить сварку по зазору размером до 2 мм.
Состав комплекса и технические характеристики:
- Лазерный источник: IPG ЛС-5, максимальная мощность лазерного излучения: 5 кВт
- Дуговой источник: EWMPhoenix 551, максимальный ток дуги: 500 А
- Система автоматического управления
- Система наведения и позиционирования
- Система мониторинга
- Система подготовки и распределения рабочих газов
- Комплекс лазерного оборудования
- Комплекс дугового оборудования
- Лазерно-дуговая технологическая головка
- Система видеонаблюдения
- Система перемещения – 3-х координатный манипулятор + 2-х координатный вращатель,
- Максимальная рабочая скорость сварки 15 м/мин
- Рабочее поле: 2000х400х400 мм
Области применения: Транспортное и энергетическое машиностроение, аэрокосмическая индустрия, электротехническая промышленность и др.
Мобильный сварочно-наплавочный технологический комплекс для сварки и наплавки крупногабаритных криволинейных конструкций (кольцевых неповоротных стыков труб большого диаметра), разработан в сотрудничестве с ООО «Центр лазерных технологий».Позволяет выполнять сварку трубных сталей толщиной до 20 мм за один проход и толщиной до 40 мм при многопроходной сварке.
Состав комплекса и технические характеристики:
- Лазерный источник: IPG ЛС-20, максимальная мощность лазерного излучения: 20 кВт
- Дуговой источник: ИТС ВДУ-506ДК, максимальный ток дуги: 500 А
- Лазерно-дуговая технологическая головка
- Система автоматического управления
- Система наведения и позиционирования
- Система мониторинга
- Система подготовки и распределения рабочих газов
- Система видеонаблюдения
- Система перемещения – направляющий пояс + сварочный трактор
- Максимальная рабочая скорость: 3 м/мин
Области применения:
Нефтегазовая отрасль, трубная промышленность, строительство, машиностроение и др.
Технологический комплекс для лазерной и лазерно-дуговой сварки и наплавки изделий судового машиностроения.
Состав комплекса и технические характеристики:
- Лазерный источник: IPG ЛС-25, максимальная мощность лазерного излучения: 25 кВт
- Дуговой источник: FroniusTransPulsSynergic 5000, максимальный ток дуги: 500 А
- Лазерно-дуговая технологическая головка
- Система автоматического управления
- Система наведения и позиционирования
- Система мониторинга
- Система подготовки и распределения рабочих газов
- Манипулятор: промышленный робот FanucM-710iC/50
- Радиус действия: 2050 мм
- Максимальная рабочая скорость: 18 м/мин
Комплекс для дистанционной лазерной сварки сканирующим лучом
Состав комплекса и технические характеристики:
- Лазерный источник: IPG ЛС-8, максимальная мощность лазерного излучения: 8 кВт
- Лазерная сканирующая технологическая головка
- Система автоматического управления
- Система подготовки и распределения рабочих газов
- Система видеонаблюдения
- Манипулятор: промышленный робот FanucM-710iC/50
- Радиус действия: 2050 мм
- Максимальная рабочая скорость манипулятора: 18 м/мин
- Технологическая головка: сканер IntelliWELD 30 FC
- Максимальная рабочая скорость сканера: 60 м/мин
КЛС «Лабиринт»
Комплекс для лазерной сварки тонкостенных деталей с корпусными конструкциями (выполнения внутренних кольцевых швов) в труднодоступных местах, при изготовлении изделий судового машиностроения (теплообменных аппаратов, герметичные узлы насосов)
Состав комплекса и технические характеристики:
- Лазерный источник: IPG ЛС-8, максимальная мощность лазерного излучения: 8 кВт
- Головка лазерная сварочная для сварки внутренних кольцевых швов.
- Система автоматического управления
- Система подготовки и распределения рабочих газов
- Система видеонаблюдения
- Манипулятор: промышленный робот FanucM-710iC/50
- Радиус действия: 2050 мм
- Максимальная рабочая скорость манипулятора: 18 м/мин
- Минимальный диаметр трубы: 150 мм
- Скорость сварки: до 100 мм/с

Роботизированный технологический комплекс для автоматической лазерной резки и лазерно-дуговой сварки корпусных конструкций морской техники из судостроительных сталей и алюминиевых сплавов.
Состав комплекса и технические характеристики:
- Лазерный источник: IPG ЛС-25, максимальная мощность лазерного излучения: 25 кВт
- Дуговой источник: ИТС ВДУ-506ДК, максимальный ток дуги: 500 А
- Гибридный лазерно-дуговой модуль
- Лазерная режущая головка
- Система автоматического управления
- Система подготовки и распределения рабочих газов
- Система видеонаблюдения
- Система наведения на стык
- Манипулятор: промышленный робот FanucR-2000iB/F
- Радиус действия: 2655 мм
- Рельсовый путь робота: L=6000 мм
- Максимальная рабочая скорость: 18 м/мин
Технологический комплекс для автоматической лазерно-дуговой сварки корпусных конструкций морской техники из судостроительных сталей.
Характеристики:
• Сварка стали, толщиной до 15мм за один проход
• Сканирование луча стабилизирует процесс формирования сварного шва и позволяет осуществлять сварку по зазору до 2мм
• Мощность лазерного излучения 16 кВт
• Сварочный ток 500А
• Система перемещения — линейный манипулятор
Применение: гибридная лазерно-дуговая сварка, наплавка, термоупрочнение
Установки для лазерной сварки — http://nppistochnik.ru/
Установка лазерной сварки типа МУЛ
Работают в ручном и полуавтоматическом режимах. Обеспечивают сварку корпусов РЭА и ювелирных изделий. Есть возможность использования волоконной техники.
Установка лазерной сварки типа ЛАТ
Работают в ручном и полуавтоматическом режимах. Сварочная головка перемещается по осям xyz относительно зоны обработки, высокая производительность. Обеспечивают сварку и наплавку различных металлов и сплавов.
Поставляются также системы перемещения и автоматизации:
– вращатель Л-500S-BP
– стол (x-y-z) Л-5010-А
– стол (x-y-z) Л-501-АР
Малогабаритные лазерные технологические установки (МУЛ-1) предназначены для лазерной сварки, пайки и наплавки различных металлов и их сплавов.
Технические характеристики:
Модель | МУЛ-1-М-100 | МУЛ-1-М-150 | МУЛ-1-М-200 |
Тип лазера | Импульсно периодический Nd:YAG ламповая накачка | Импульсно периодический Nd:YAG ламповая накачка | Импульсно периодический Nd:YAG ламповая накачка |
Средняя мощность излучения (max), Вт | 100 | 150 | 200 |
Максимальная импульсная мощность, кВт | 8 или 10 | ||
Максимальная энергия импульса, Дж | 60 или 80 | 80 | 80 |
Длительность импульса излучения, мс | 0,2 – 20 | ||
Частота повторения импульсов, Гц | 1 – 200 | ||
Напряжение питания при 50Гц, В | 220 | 380 | 380 |
Потребляемая мощность, кВт | 3 | 6 | 8 |
Тип охлаждения | двухконтурное вода/вода | ||
Расход водопроводной воды м³/час | не менее 0,5 | не менее 0,6 | не менее 0,6 |
Габариты: Оптический модуль, мм Силовой модуль, мм |
400х300х600 600х350х700 | ||
Микроскоп Увеличение, крат Диаметр поля зрения, мм Фокусное расстояние, мм Регулировка диаметра пучка | бинокулярный 10 8 100 ручная
| ||
* Управление установками осуществляется с помощью выносного пульта с сенсорным экраном, энкодером и функциональными кнопками.
* Пульт позволяет управлять режимами лазерной сварки металлов и параметрами установки.
* В пульте предусмотрена возможность сохранения настроек управления лазера.
* Предусмотрен запуск лазера с помощью ножной педали.
* Конструкция установки легко модифицируется и адаптируется к различным особенностям производства и техпроцесса.
Установки типа ЛАТ
Используются для лазерной сварки металлов и наплавки, в том числе для ремонта пресс-форм, штампов и сварки изделий больших размеров и сложной формы.
В установках ЛАТ-300 и ЛАТ-400 использован импульсный твердотельный Nd:YAG лазер с ламповой накачкой серии ЛАТ-Б. Излучатель лазера оборудован специальной сварочной головкой с системой оптического контроля места сварки (микроскоп) с возможностью регулирования размера пятна лазерного излучения в месте сварки.
Технические характеристики:
Модель | ЛАТ-300 | ЛАТ-400 |
Максимальная энергия импульса, Дж | 100 | 120 |
Нестабильность энергии импульса излучения, % | ±2,5 | ±2,5 |
Длительность импульса излучения, мс | 0,2 – 20 | 0,2 – 20 |
Максимальная импульсная мощность, кВт | 10 | 12 |
Частота повторения импульсов, Гц | 1 – 100 | 1 – 100 |
Максимальная мощность излучения, Вт | 300 | 400 |
Диаметр сфокусированного пучка, мм | 0,25 – 2,5 | 0,25 – 2,5 |
Система оптического контроля места сварки: Микроскоп, тип Увеличение, крат Диаметр поля зрения, мп |
МБС-10 16х 10 | |
Потребляемая мощность, кВт | 9 | 13 |
Электропитание | 3х фазное, 380/220В, 50Гц | |
Тип охлаждения | вода/вода | |
Расход водопроводной воды, м³/час | не менее 0,6 | |
Перемещение по осям xyz: x, мм y, мм z, мм |
620 500 540 | |
Максимальная скорость перемещения по осям xyz, мм/сек x,y z |
15 6 | |
Максимальный радиус зоны обработки, мм | 1700 | |
Установки лазерной сварки могут работать как в режиме одиночного импульса, так и в режиме серии импульсов.![]() Предусмотрена возможность задавать форму импульса.
Предусмотрена возможность задавать форму импульса.
В лазерах установок типа ЛАТ используются стандартные комплектующие, распространенные на территории России.
Пульт управления лазером можно разместить рядом с зоной обработки. На сенсорном экране можно изменять параметры работы лазера: напряжение, длительность, частоту и форму импульса, режим работы лазера и др.
Лазерная установка серии ALFA на базе твердотельного лазера Nd:YAG.
Технические параметры:
Модель | ALFA-100 | ALFA-200 | ALFA-300 |
Средняя выходная мощность, Вт | 100 | 200 | 300 |
Максимальная энергия импульса, не менее Дж | 50 | ||
Регулировка диаметра лазерного пучка, мм | 0,2-2 | ||
Частота лазерных импульсов, Гц | меньше или равно100 | ||
Длительность импульса, мс | меньше или равно 20 | ||
Ход координатного стола, мм | 300 х 200 | ||
Нагрузка на рабочий стол, кг | до 150 | ||
Электропитание | 380В±10%, 50Гц | ||
Габариты, мм | 1500х750х120 | ||
Вес, кг | 220 | ||
Установка ALFA-AUTO
Предназначена для работы в автоматическом и ручном режимах. Успешно выполняются работы по сварке корпусов РЭА, сильфонов, титановых имплантов и т.п.
Успешно выполняются работы по сварке корпусов РЭА, сильфонов, титановых имплантов и т.п.
Программное обеспечение позволяет создавать и редактировать сложные траектории и импортировать файлы других программ.
Технические характеристики во многом аналогичны установке типа ALFA за исключением веса (230кг) , нагрузки на стол (30кг) и системы охлаждения (автономная/водная магистраль)
Установка ALFA–WTJ,
Обеспечивает точечную и шовную лазерную сварку малогабаритных изделий приборостроения и микроэлектроники.
Технические характеристики отличаются от характеристик установки ALFA-AUTO весом (170кг), ходом координатного стола (90х70), нагрузкой на рабочий стол (до 20кг) и габаритами (1300х750х1150мм).
преимуществ и недостатков лазерной сварки по сравнению с лазерной сваркой. Дуговая сварка MIG/MAG/GTAW
Автор: Шейн Чжан | Опубликовано: 27 декабря 2021 г.
Сварка часто является наиболее важным процессом в производственном цеху, поскольку обычно это один из последних этапов изготовления компонентов. Детали часами разрезались на точные формы и, вероятно, формировались в различные формы перед сваркой. Значительные материальные затраты, время и трудозатраты были добавлены, чтобы эти ценные компоненты теперь поставлялись на сварочные станции. Но какое приложение для сварки лучше всего использовать? Должен ли быть лучшим проверенный и проверенный метод сварки MIG/TIG или следует внедрить гораздо более новый процесс лазерной сварки? Какие факторы необходимо учитывать при принятии решения? Ниже мы ответим на эти вопросы и подробнее рассмотрим различия между этими важными процессами сварки.
Детали часами разрезались на точные формы и, вероятно, формировались в различные формы перед сваркой. Значительные материальные затраты, время и трудозатраты были добавлены, чтобы эти ценные компоненты теперь поставлялись на сварочные станции. Но какое приложение для сварки лучше всего использовать? Должен ли быть лучшим проверенный и проверенный метод сварки MIG/TIG или следует внедрить гораздо более новый процесс лазерной сварки? Какие факторы необходимо учитывать при принятии решения? Ниже мы ответим на эти вопросы и подробнее рассмотрим различия между этими важными процессами сварки.
Простые в использовании аппараты для лазерной сварки, также называемые аппаратами для лучевой сварки, очень быстрые и простые в использовании. Аппарат для лазерной точечной сварки отличается простотой эксплуатации и высокой скоростью сварки, но с трудом проникает в более толстые материалы. Эти операции систем сварки без MIG относительно сложны и специализированы, хотя скорость сварки относительно высока, скорость сварки автоматической лазерной сварочной машины и автоматической сварки MIG не сильно отличается. Поскольку для сварки MIG по-прежнему требуется расплавленная проволока, скорость сварки будет немного ниже, чем у автоматической лазерной сварочной машины, и ограничивается только скоростью подачи проволоки.
Поскольку для сварки MIG по-прежнему требуется расплавленная проволока, скорость сварки будет немного ниже, чем у автоматической лазерной сварочной машины, и ограничивается только скоростью подачи проволоки.
Проплавление является критическим фактором для успешной сварки. Просверлите слишком много, и вы продуете противоположную сторону, создав бракованную деталь и слабый сварной шов. Проникайте слишком мало, и у вас не будет достаточной адгезии свариваемых компонентов, гарантирующей разрушение детали при нанесении. Лазерный сварочный аппарат предназначен для плавления материалов путем их лазерного склеивания без каких-либо дополнительных материалов, таких как проволока, необходимая для сварки MIG. Однако лазер проникает очень неглубоко и поэтому требует вспомогательного материала и применения, позволяющего проникать на малую глубину.
Дело не в том, что лазерная сварка не подходит для всех применений, а в том, что стоимость для большинства применений слишком высока. Однако, когда правильное применение найдено, лазерная сварка может оказаться единственным доступным выбором. Например, если необходимо сварить пластину из нержавеющей стали толщиной 2,0 мм, если используется аппарат для лазерной сварки, необходимо использовать аппарат для лазерной сварки с передачей по оптоволоконному кабелю мощностью не менее 500 Вт, а цена составляет около 100 тысяч долларов.
Однако, когда правильное применение найдено, лазерная сварка может оказаться единственным доступным выбором. Например, если необходимо сварить пластину из нержавеющей стали толщиной 2,0 мм, если используется аппарат для лазерной сварки, необходимо использовать аппарат для лазерной сварки с передачей по оптоволоконному кабелю мощностью не менее 500 Вт, а цена составляет около 100 тысяч долларов.
Таким образом, использование лазерной сварки экономически невыгодно, если проплавление, необходимое для сварки толстых материалов, очень глубокое.
Сварной шов Внешний вид Сварные швы должны быть не только быстрыми, чтобы обеспечить проницаемость и прочную связь, но и иметь хороший внешний вид. И хотя можно выполнять сварку MIG с эффектом «стопки десяти центов», очень сложно постоянно поддерживать такое качество сварного шва в процессе производства. Однако внешний вид аппарата для лазерной сварки гораздо более эстетичен по сравнению с аргонно-дуговой сваркой (MIG/TIG) с неплавящимся электродом и не имеет расходных материалов (кроме газов), влияющих на качество сварки. .
.
Внешний вид автоматической лазерной сварки аналогичен автомату аргонно-дуговой сварки. Тонкие материалы лучше выглядят при лазерной сварке из-за того, что материал не нагромождается на соединяемые участки. С точки зрения целостности сварки, пока мощность лазерного сварочного аппарата достаточно велика, он может прочно сваривать, что сравнимо с аргонно-дуговой сваркой. Также следует отметить, что тепло лазерного сварочного аппарата более концентрировано, и поэтому тепловая деформация материала невелика, поэтому лазерный сварочный аппарат имеет больше преимуществ при сварке тонкостенных материалов.
С точки зрения точности, точность лазерного сварочного аппарата намного выше, а повторяемость сварки на лазерной сварочной системе в основном не нужно проверять так часто, что экономит время и усилия.
Простота сварки При правильных условиях лазерная сварка намного проще, чем аргонодуговая сварка неплавящимся электродом. На самом деле, аргонно-дуговая сварка требует точных расходных материалов, изготовленных с помощью высокоточного оборудования, и подвержена выходу из строя компонентов, но лазерная сварка намного лучше и проще в эксплуатации при правильных условиях. Даже если в лазерной сварке есть ошибки, обычно проблема невелика и ее можно легко исправить.
Даже если в лазерной сварке есть ошибки, обычно проблема невелика и ее можно легко исправить.
Лазерный сварочный аппарат лучше всего подходит для сварки тонкостенных материалов, форма которых сохраняет постоянную структуру, таких как штампованные детали. Для сварки толстых материалов, если нет высоких требований к скорости сварки и точности сварки, может быть экономически выгоднее использовать аппарат аргонно-дуговой сварки.
Шейн Чжан
Шейн, основатель MachineMfg.com, работает в машиностроении более 5 лет. Он любит писать и фокусируется на обмене технической информацией, рекомендациями, подробными решениями и мыслями, связанными с металлами и металлообработкой. Благодаря его статьям пользователи всегда могут легко решить связанные проблемы и найти то, что им нужно.
Ручной сварочный аппарат с волоконным лазером мощностью 1000 или 1500 Вт
CAM 1000 или 1500 Вт
Пять Ручной лазерный сварочный аппарат FO Модель CWL-1500RE с автоматической системой подачи проволоки.
Наша сварочная система заменяет традиционную аргонно-дуговую сварку, электросварку и другие старые процессы. Широко используется во многих отраслях промышленности, таких как кухонные шкафы, лестничные лифты, производство стеллажей, производство бытовой техники, дверные и оконные ограждения из нержавеющей стали, распределительные коробки, бытовая техника из нержавеющей стали, осветительная промышленность и другие сложные и нерегулярные процессы сварки, где классические методы ограничения.
Наши лазеры были созданы в соответствии с нашими стандартами и допусками ЧПУ (компьютерного числового управления) с использованием строгих производственных процессов, гарантирующих максимальную стабильность и минимальный износ компонентов на протяжении всего срока службы. Наши машины могут работать 24/7.
Увеличивает эффективность от 2 до 10 раз. Гибкое движение (360°). Спасите 2 сварщиков.
УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СВАРКИ ДЕТАЛИ И ОСОБЕННОСТИ:
ИСТОЧНИК ВОЛОКНА: RECI 1000 Вт или 1500 Вт.
ДЛИНА ВОЛОКОННОГО КАБЕЛЯ: 32 фута (доступно 50 футов).
РУЧНОЙ СВАРОЧНЫЙ АППАРАТ: Эргономичный, с механизмом подачи проволоки в углубление на 360°
ЭКРАН: Многоязычный ЖК-экран.
СИСТЕМА ОХЛАЖДЕНИЯ: Встроенный электронный охладитель.
УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ (дополнительно): Автоматическое 220 В.
ТТП СВАРКИ: 6 типов: сварка встык, сварка внахлест, сварка швов, сварка шпилек, сварка швом и сварка Т-образного соединения.
ВОЛОКОННЫЙ ЛАЗЕР ИСТОЧНИК: Наш генератор обеспечивает однородную плотность оптической мощности и стабильную выходную оптическую мощность и применим к металлам с высокой отражающей способностью, таким как алюминий, медь, золото, серебро и другие.
Наши машины могут работать 24/7 с минимальным временем простоя, только для периодического планового обслуживания, в зависимости от частоты использования, потребности в рабочей нагрузке и используемых материалов.
РУКОВОДСТВА И ОБУЧАЮЩИЕ ВИДЕО: Руководства по установке, эксплуатации и техническому обслуживанию и обучающие видеоролики, которые содержат четкие объяснения процесса установки и использования программного обеспечения, панели управления и других функций. (Только для машин).
30-ДНЕВНАЯ ПОЛИТИКА БЕСПЛАТНОГО ВОЗВРАТА – НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ УЗНАТЬ ПОДРОБНОСТИ
.
Напишите свой отзыв
Вы пишете отзыв: 1000–1500 Вт волоконно-оптический ручной лазерный сварочный аппарат CAMFive CWL-1500REВаша оценка
Оценка
1 звезда 2 звезды 3 звезды 4 звезды 5 звезд
Псевдоним
Резюме
Обзор
| СВАРОЧНАЯ МОЩНОСТЬ С НАИБОЛЕЕ ПОПУЛЯРНЫМИ МЕТАЛЛАМИ | |||
|---|---|---|---|
| Материал | 1000 Вт | 1500 Вт | |
| Толщина | Толщина | ||
| Нержавеющая сталь | 2–3 мм | 3–5 мм | |
| Углеродистая сталь или мягкая сталь | 2–3 мм | 3–5 мм | |
| Алюминий | 0,5–0,6 мм | 0,7–0,9 мм | |
Мощность сварки, указанная в этой таблице, является ориентировочной. Они могут меняться в зависимости от сплава вашего металла. Они могут меняться в зависимости от сплава вашего металла. | |||
| РАЗЛИЧИЯ МЕЖДУ СИСТЕМАМИ ЛАЗЕРНОЙ И ДУГОВОЙ СВАРКИ | ||
|---|---|---|
| Лазерная технология | Аргонно-дуговая технология | |
| Метод: | Точечная сварка или непрерывная сварка | Точечная сварка |
| Материалы: | Нержавеющая сталь, алюминий, углеродистая сталь, оцинкованная сталь и т. д. | Нержавеющая сталь, алюминий, углеродистая сталь, оцинкованная сталь и т. д. |
| Толщина: | 0,5—5 мм | 1—12 мм |
| Деформация — подрез: | Маленький | Большой |
| Скорость: | 0—8 м/мин | 0—1 м/мин |
| Последующая обработка: | Легкая шлифовка или без нее | Требуется полировка |
| Операция: | Простой | Комплекс |
| Охрана окружающей среды: | Относительно безопасный и экологически чистый | Не безопасный и экологически чистый |
| Труд: | Разнорабочие (могут работать после простого обучения) | Профессиональный сварщик |
| Расходные материалы: | Линза, сопло | Аргон |
| Расходные материалы:: | Аргон / Азот | Аргон |
ВОЛОКОННО-ЛАЗЕРНАЯ СВАРОЧНАЯ СИСТЕМА CAMFIVE, МОДЕЛЬ CWL-1500RE
| Лазерный тип | Портативный оптоволоконный сварочный лазер |
| Мощность лазера | RECI 1000 Вт или 1500 Вт. |
| Длина волокна | 32 фута (дополнительно 50 футов) |
| Поддерживаемые материалы | Нержавеющая сталь, углеродистая сталь, оцинкованная сталь, алюминий и т. д. |
| Масса системы | 350 фунтов |
| Размеры системы | Длина 50 дюймов, ширина 27 дюймов, высота 44 дюйма. |
| Ручное устройство | AU3TECH Ergonomic с автоматической подачей проволоки |
| Ручной Фокусное расстояние | 150 мм |
| Портативный Коллиматор с фокусным расстоянием | 50 мм |
| Механизм подачи проволоки | В комплекте, автомат |
| Экран | 7-дюймовый сенсорный ЖК-экран |
| Система охлаждения | Водяное охлаждение с двойным регулированием температуры (встроенный чиллер) |
| Колебание | О-образный; Линейный тип; Точечный |
| Скорость сварки | 0/120 мм/с |
| Рабочее напряжение | 220 В / 60 ГГц. |
| Потребляемая мощность | 2 кВт. |
| Рабочая температура | 35–77 °F |
| Рабочая влажность | 5–95 % Без конденсации. |
| Руководства | Установка, эксплуатация и обслуживание (цифровой файл). |
| Гарантия | 1 год (доступно обновление) |
В CAMFive LASER мы превосходим наш компромисс с нашими клиентами. Наша самая важная цель — удовлетворить ваши ожидания и потребности.
Мы обеспечиваем превосходное обслуживание клиентов, чтобы удовлетворить запросы наших клиентов.
CAMFive LASER также предлагает:
Полный перечень запасных частей для всех моделей ЛАЗЕРНЫХ РЕЗЧИКОВ И ГРАВЕРОВ.
Специализированная техническая поддержка.
Быстрое реагирование на требования наших клиентов
Непрерывное улучшение нашего сервиса.

CAMFive LASER предлагает комплексную гарантийную политику, для получения дополнительной информации и полных условий: нажмите здесь
Ручной лазерный сварочный аппарат 3 в 1 » Chutian-laser
Предыдущий
Следующий
Аппарат для лазерной сварки, очистки и резки ZG-HW представляет собой портативную универсальную лазерную систему, состоящую из трех — одна машина для лазерной сварки, очистки и резки, состоящая из генератора волоконного лазера, ручного лазерного пистолета, охладителя воды и системы управления «три в одном» для лазерной сварки, очистки и ручной резки, каждый ручной лазерный пистолет является портативным , удобный и простой в использовании. Его ручные лазерные пушки могут резать и сваривать металлы, а также удалять ржавчину, краску, смолу, покрытия, масло и пятна.
Варианты ручного лазерного сварочного аппарата 3 в 1
Ручной лазерный пистолет 3 в 1
Ручной лазерный пистолет может выполнять сварку, очистку и резку с помощью интеллектуального контроллера для простоты использования, гибкой обработки, удобства переноски, малый размер, низкая стоимость и отсутствие расходных материалов.
Волоконный лазерный генератор
Лазеры JPT, Raycus и MAX являются дополнительными и отличаются более высокой эффективностью фотоэлектрического преобразования, более низким уровнем ошибок, низким энергопотреблением и компактной конструкцией, не требующей обслуживания. Низкий уровень ошибок, низкое энергопотребление, не требует обслуживания и компактен.
Конструкция со встроенным охладителем воды
Позволяет избежать оков проводов, подходит для большего количества объектов, обладает хорошей защитой от пыли и конденсатом.
Интеллектуальная панель управления
Большой встроенный диапазон регулировки параметров, который легко запускается одной клавишей.
Особенность
- Как лазерный очиститель, это очень экологичный метод очистки. Не требует использования каких-либо химикатов или чистящих растворов. Отходы после очистки представляют собой твердый порошок.
- Как у лазерной сварки, сварной шов получается гладким и красивым; нет необходимости полировать, нет деформации или шрамов от сварки, а сварной шов прочный. Экономьте время и повышайте эффективность.
- Портативный станок для лазерной резки очень прост в эксплуатации и может резать различные типы металлов.
- Портативная лазерная пушка удобна в переноске и имеет простую ручную конфигурацию.
На нем сенсорный экран. Кроме того, с помощью сенсорного экрана легко переключать параметры, что упрощает работу во время работы. Вес 0.7Skg. Он не будет чувствовать себя усталым при его использовании. - В нем используется профессиональный источник волоконного лазера, низкий уровень ошибок, низкое энергопотребление, он не требует технического обслуживания и прост в сборке. Сборка
- Специально разработанный промышленный чиллер с водяным охлаждением постоянной температуры. Чиллер оснащен фильтром. Он имеет безопасные, прочные и стабильные рабочие характеристики с длительным сроком службы. Мощная и стабильная система водяного охлаждения обеспечит безукоризненную работу источника волоконного лазера.
- Портативный дизайн. Компактный и эргономичный дизайн с колесами для свободного перемещения.
 Экономьте время и повышайте эффективность.
Экономьте время и повышайте эффективность. Компактный и эргономичный дизайн с колесами для свободного перемещения.
Компактный и эргономичный дизайн с колесами для свободного перемещения.Чтобы получить полный список функций и опций, обратитесь к эксперту Chutian Laser.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | ЗГ-ХВ-1000 | ЗГ-ХВ-1500 | ЗГ-ХВ-2000 | ЗГ-ХВ-3000 |
|---|---|---|---|---|
| Мощность лазера | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт |
| Лазерный источник | Производитель волоконных лазеров Raycus/JPT/MAX | |||
| Длина волны (нм) | 1064 — 1080 | |||
| Лазерный режим | Лазерная сварка/ лазерная резка/ лазерная очистка | |||
| Качество луча | М2<1,2 | М2<1,5 | ||
| Длина волокна | 5-10 м (индивидуально) | |||
| Метод работы | Непрерывный | |||
| Интерфейс | QBH | |||
| Ширина сварки | 0,2-0,5 мм (регулируемый) | |||
| Лазерный предварительный просмотр | Интегрированный предварительный просмотр красного света | |||
| Охлаждение | Встроенный охладитель воды | |||
| Язык | Китайский/английский/русский/корейский/вьетнамский | |||
| Источник питания | 220 В переменного тока, 50 Гц/60 Гц | 380 В переменного тока, 50 Гц/60 Гц | ||
| Система безопасности | TSS — Доступна система безопасности поездки | |||
| Установка параметров | Сенсорная панель | |||
| Сварочные материалы | Углеродистая сталь, нержавеющая сталь, алюминий, латунь, сплав и т. Д. Д. | |||
| Скорость сварки | 0-120 мм/с (регулируемый) | |||
| Температура окружающей среды | 10~40°С | |||
| Экологическая влажность | ||||
Параметры лазерной сварки
| Материал | Мощность лазера (ватт) | Максимальное проникновение (мм) |
|---|---|---|
| Нержавеющая сталь | 1000 | 0,5-3 |
| Нержавеющая сталь | 1500 | 0,5-4 |
| Углеродистая сталь | 1000 | 0,5-2,5 |
| Углеродистая сталь | 1500 | 0,5-3,5 |
| Алюминиевый сплав | 1000 | 0,5-2,5 |
| Алюминиевый сплав | 1500 | 0,5-3 |
| Оцинкованный лист | 1000 | 0,5-1,2 |
| Оцинкованный лист | 1500 | 0,5-1,8 |
Образцы
ПРИМЕНЕНИЕ
Ручной лазерный станок 3 в 1 можно использовать в производстве, автомобилестроении, судостроении, производстве аккумуляторов, аэрокосмической промышленности, производстве кухонных принадлежностей.