Как работает сварочный инвертор – Конструкция и особенности ✓ Новости
Сварочный инвертор — Обобщение
Сегодня на рынке, с развитием электросварки, появилось огромное множество предложений по оборудованию, особой популярностью среди которого пользуются сварочные инверторы. На волне своей популярности в интернете гуляет очень много информации от фирм относительно своих аппаратов и их преимуществ. Очень часто покупателю тяжело разобраться в актуальности и корректности относительно оборудования, перед покупкой сварочного инвертора. Именно поэтому, мы попробуем простыми словами донести что же собой являет аппарат инверторного типа и как он работает, чтобы выбирая инвертор для себя, вы могли понимать на что обратить внимание
Сварочный инвертор по сути является преобразователем тока, который пропуская его через себя, несколько раз изменяет его показатели, добиваясь характеристик, пригодных для возбуждения сварочной дуги, в процессе которой происходит расплавление металла на обрабатываемой поверхности и электроде (как пример) с последующим плавным переносом его в сварочный шов.
Наиболее распространенными и применяемым в широкой области выступают сварочные аппараты для работы с электродами, большинство пользователей ассоциирует само понятие сварочного инвертора именно с такими аппаратами, хотя все инверторы имеют похожий принцип работы. В статье мы будем придерживаться такой же линии, хотя по большому счету она не совсем верна, ведь сварочным инвертором можно назвать любой аппарат, который в своей конструкции имеет диоды и силовые транзисторы. Таким образом по инверторной технологии могут работать не только сварочники для работы с электродами (ручная дуговая сварка, или РДС, ММА), но и полуавтоматы (MIG, MAG) или аппараты для работы с неплавящимся электродом (TIG, TAG).
Итак, первое что нужно понимать — Сварочный инвертор — это тип устройства, конструкции аппарата, которая преобразовывает ток, но никак не вид аппарата по назначению.
Принцип работы сварочного инвертора
Перед тем как понять, что же делает инвертор с током, необходимо вспомнить некоторые характеристики, которые свойственны току.
Зависимо от частоты, ток бывает переменным или постоянным.
Переменный ток имеет высокую частоту, в стандартной розетке 50 Герц (это количество раз которое частицы переносящие заряд в потоке за 1 секунду меняют направление движения). Поток образует постоянное колебание, волнение, которое выглядит как синусоида
Постоянный ток – это когда в потоке заряженные частицы движутся строго в одном направлении, без колебаний, его график стремиться к ровной линии, направление движения не меняется, а соответственно частота стремиться к 0.
Ключевым фактором здесь выступает частота тока (именно она и определяет каким будет ток)
Можно выделить 4 основных момента в процессе трансформации тока аппаратом
- Из сети электропитания переменный ток (с частотой 50-60 Гц) попадая в инвертор (на сетевой выпрямитель) преобразуется в постоянный, другими словами его частота выравнивается (задается строгое направление движения частицам в потоке, и убираются их колебания).

- Затем ток попадает на транзисторы, которые получая постоянный ток, снова задают хаотичное движение, только теперь значительно увеличивая его частоту, вплоть до 50 кГц (это в тысячу раз больше чем частота изначального переменного тока из розетки). Это ключевой элемент, который в последующем позволяет избежать применения громоздких и тяжелых элементов в устройстве сварочного оборудования.
- Далее на трансформаторе понижается напряжение высокочастотного тока с 220 Вольт из розетки до 60-70 Вольт (в 6 раз ниже) что значительно увеличивает его силу. Так как транзисторы до этого задали току высокую частоту, в сварочном инверторе нет необходимости применять большую катушку, поэтому трансформатор здесь используется маленький, что значительно уменьшает массу и размеры устройства.
- Теперь, ток с низким напряжением, высокой силой и частотой отправляется на выходной выпрямитель, где снова преобразуется в постоянный, подходящий для сварки с высокой силой и низким напряжением. Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
 Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.Помимо указанных этапов, параллельно протекает и множество других процессов, связанных с контролем и управлением процессом внутри сварочного инвертора, обеспечивающих изменение и корректировку показателей, чтобы вы могли настроить аппарат под необходимые условия сварки, и получить комфортные характеристики тока.
Отличия в ключевых деталях сварочных инверторов
Сегодня прогресс шагает очень быстро и уже внутри инверторных технологий произошел ряд модификаций. Так первое на что можно обратить внимание в сварочном инверторе это тип силовых транзисторов:
- MOSFET – простые силовые ключи (их называют полевые). В виду своей простой структуры, требуют больший блок для управления, чем следующий вид, а соответственно сварочный инвертор становиться несколько массивней, да и самих транзисторов, как правило, требуется больше в таком аппарате.
- IGBT – более новый, сложный и совершенный по структуре тип транзисторов, они требуют меньше управления, являясь более самостоятельными, что позволяет снизить вес и размер сварочного инвертора.

В последнее время нововведения появились и в способе компоновки деталей на плату сварочного инвертора. Можно выделить такие варианты монтажа:
Пайка обычных выводных элементов
Такой вид внутренней компоновки в сварочном инверторе часто предполагает ручную сборку, даже если на заводе процесс автоматизирован, то некоторые детали часто все равно паяют мастера. По итогу качество и надежность работы инвертороного сварочника во многом зависит от качества сборки.
SMT или поверхностный монтаж
Компоненты, используемые в таком сварочном инверторе называются SMD, – они выглядят как небольшие, почти плоские прямоугольники, которые в разы меньше обычных деталей. Такие элементы впечатываются в плату на заводе, как правило процесс полностью автоматизирован, такой способ обеспечивает лучший контакт и более эффективную передачу сигналов, с меньшими потерями, по сравнению с обычными деталями. Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Размер SMD деталей в несколько раз меньше, при этом сварочный инвертор становиться еще компактней, вместе с IGBT транзисторами, производители добиваются размеров сопоставимых с тостером.
К недостаткам такой технологии можно отнести сложность обратной пайки без специализированного оборудования. Другими словами, не каждый мастер сможет заменить детали на такой плате, что сужает круг мастерских, которые занимаются ремонтом подобных сварочных инверторов.
В нашем интернет магазине представлен широкий выбор аппаратов, и если вы надумаете купить сварочный инвертор, мы поможем подобрать модель, которая будет соответствовать вашим требованиям и задачам, которые необходимо решать.
Если у вас остались вопросы про устройство или отличия сварочных инверторов, пишите в комментариях к этой статье и мы с удовольствием дополним материал, интересующей информацией.
Устройство сварочного инвертора
Прежде чем понять устройство сварочного инвертора, необходимо пояснить, что в основу названия положен принцип инверторной технологии в преобразовании
Устройство сварочного инвертора можно определить тремя блоками:
- входной выпрямитель с фильтром;
- инверторный модуль;
- выходной сварочный выпрямитель с дросселем.

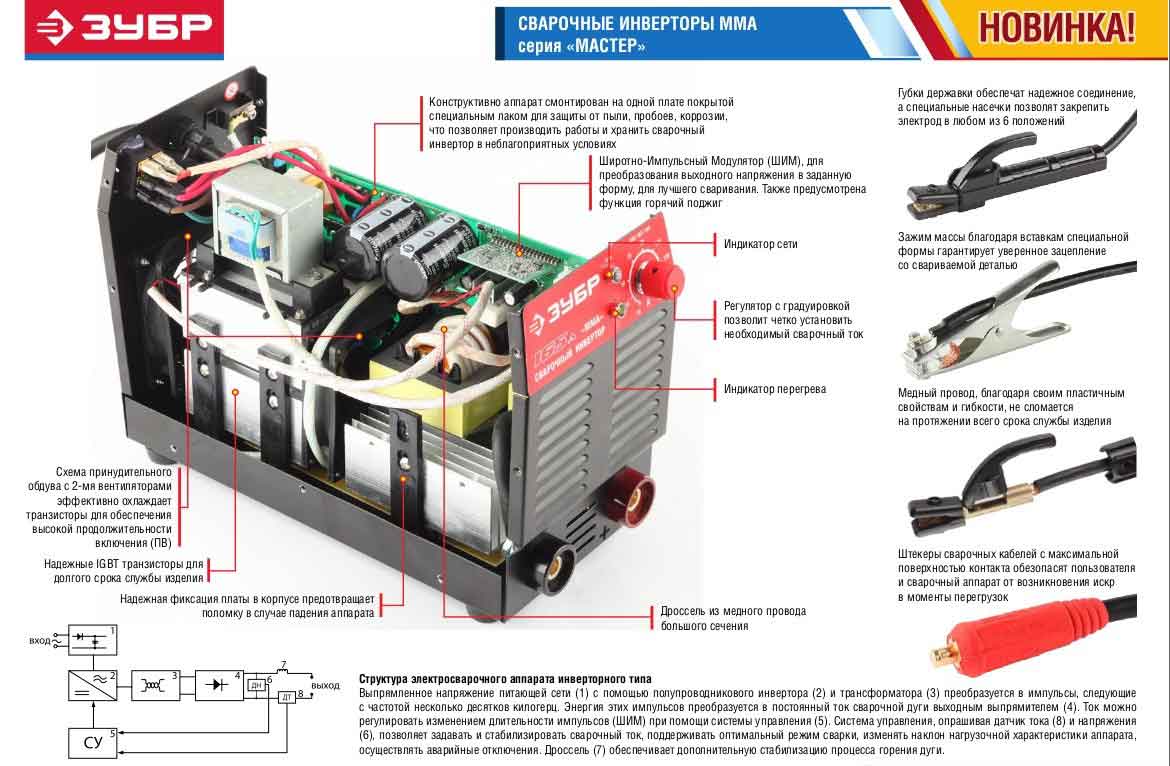
Инверторный модуль преобразует постоянный ток в переменный ток высокой частоты. Поскольку во внешней сети ток переменный, то входной выпрямитель и предназначен для получения постоянного тока 220 или 380 вольт. Использование в преобразовании токов высокой частоты позволяет отказаться от силовых элементов классического трансформатора. Высокочастотный импульсный трансформатор имеет малые габариты и вес. Зато схема управление процессом весьма сложная и это сказывается на стоимости сварочного инвертора. Существует несколько принципиальных схем, но все они разделяются по принципу работы транзисторных (или тиристорных) ключей на однополярные и двухполярные. После преобразования, выходной сварочный выпрямитель с дросселем преобразуют переменный ток высокой частоты с напряжением холостого тока сварки в постоянный ток, который и подается на сварочный электрод.
Поскольку диапазон применения сварочных преобразователей включает возможность многих механизированных видов сварки в защитных газах и под слоем флюса, то в их конструкцию включаются дополнительные элементы, определяющие специализацию конкретного агрегата. Например, сварочный инвертор для аргонной дуговой сварки неплавящимся электродом дополняется устройствами подачи и регулирования защитного газа и комплектуется специальным кабелем, шлангом и соответствующей горелкой. Для автоматической сварки под слоем флюса требуется отдельный механизм передвижения горелки с бункером для флюса. Такое устройство носит название сварочный комбайн.
Читайте также
- Резонансный сварочный инвертор
Что такое сварочный инвертор, работающий по резонансному принципу, в чем его достоинства и недостатки, вы узнаете из этой статьи. …
- Принцип работы сварочного инвертора
В этой статье вы узнаете основные, базовые принципы работы сварочных инверторов, которые необходимо знать для правильного использования аппаратов .
.. - Сварка сварочным инвертором
В чем достоинства и недостатки сварки с помощью инвертора, а так-же основные типы работ данный устройством, вы узнаете из данной статьи. …
 ..
..Принцип работы сварочного инвертора: что полезно знать?
Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт.
Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления.Ближе к сути
Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку.
Но обо всем по порядку.
Принцип работы (рис. 1)
Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше.
Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров.
На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров.
Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке.
Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях.
Структурная схема
Рисунок состоит из трех основных блоков:
- На входе схемы располагается выпрямитель с ёмкостью, которая подключена параллельно. Относительно роли конденсаторов схемы, то они служат в качестве накопителей, с помощью которых появляется возможность поднимать напряжение постоянного тока до показателя 300В;
- Модуля рассматриваемого аппарата, посредством которого постоянный ток преобразуется в высокочастотный переменный;
- Выходного выпрямительного блока, преобразующего переменный ток после аппарата в постоянный рабочий параметр.
Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы.
Двухконтактный модуль (мостовая схема — рис. 2)
Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Двухконтактный модуль (полумостовая схема – рис. 3)
В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом.
Инверторный модуль (косой полумост — 4)
На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки.
Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки.
Как самостоятельно отремонтировать сварочный инвертор
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom.com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
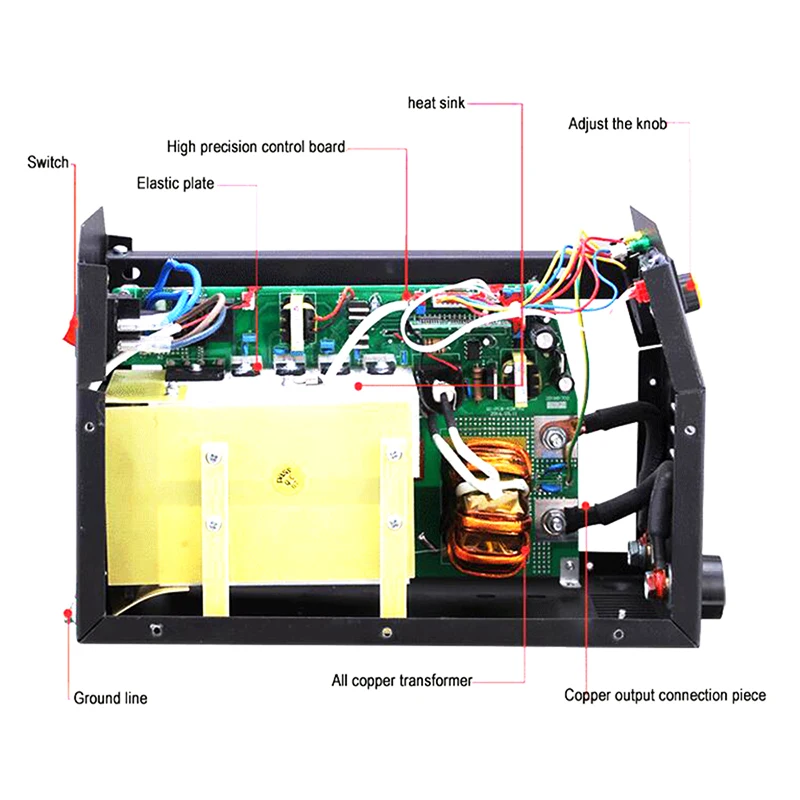
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
 Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.Как работает инвертор
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.

В этой статье:
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:

Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
-
Отключите аппарат от сети
-
Выкрутите винты боковой крышки
-
Осмотрите платы, конденсаторы, транзисторы, клеммы
-
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
-
Обезжирьте место соединения канифолью
-
Вставьте новый элемент в отверстия печатной платы
-
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит СкрытьПодробнееПроблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу СкрытьПодробнееЭлектрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки
-
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
-
При пониженном напряжении используйте аппараты, рассчитанные на просадку
-
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
-
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
-
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли? СкрытьПодробнееЭто зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит? СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке? СкрытьПодробнееДля трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя? СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Что такое «сварочный инвертор» и как он работает?
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу.В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке. Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки. Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.

Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц. Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А. Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
 К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения..jpg)
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза. Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории.
 Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать». При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети. Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным. Начинающему сварщику трудно научиться удерживать дугу.
У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным. Начинающему сварщику трудно научиться удерживать дугу.
После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды. При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы. Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле.
 Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские «Ресанта”, «Fubag”, «Энергия» и т.д.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных аппаратах)? Проще говоря, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
используют ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). Регулируя источник питания таким образом, прежде чем он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Инверторные продукты имеют много преимуществ по сравнению с обычными трансформаторными устройствами:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами. Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- Эффективность : Качественные инверторные аппараты, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь рейтинг эффективности около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование энергии генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора. Хотя более мелкие компоненты инверторной машины быстро нагреваются, их можно охладить намного проще и быстрее. В обычных сварочных аппаратах с «трансформатором», однако, компоненты намного больше и, следовательно, имеют тенденцию накапливать тепло, и им требуется больше времени для охлаждения.
- Выход постоянного тока : Многие обычные сварочные аппараты MMA с «трансформатором» имеют выход только переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный ток, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов.Это особенно заметно при сварке стержневыми электродами (стержневой сваркой), когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force. Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или трубное сечение с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
 Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока. низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или трубное сечение с относительной легкостью и контролем.
низкий так, чтобы он сварился, скажем 1.6-миллиметровый листовой металл или трубное сечение с относительной легкостью и контролем.Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые облегчают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества по сравнению с MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Мощный инверторный сварочный аппарат для высокоточной сварки Местное послепродажное обслуживание
Использование инверторного сварочного аппарата не новость для людей, которые знакомы со строительной и металлообрабатывающей промышленностью или связаны с ней. Эти передовые наборы режущих устройств оснащены множеством обновленных функций и мощностей для резки или проделывания отверстий в различных типах металла. Продукты, которые можно найти здесь, имеют прочную конструкцию и служат долгое время без какого-либо ущерба для качества. Эти продукты являются сертифицированными и экологически чистыми, при соблюдении всех стандартов безопасности. Приобретайте эти высококачественные продукты от ведущих поставщиков инверторного сварочного аппарата на Alibaba.com по удивительным ценам и невероятным предложениям.
Эти передовые наборы режущих устройств оснащены множеством обновленных функций и мощностей для резки или проделывания отверстий в различных типах металла. Продукты, которые можно найти здесь, имеют прочную конструкцию и служат долгое время без какого-либо ущерба для качества. Эти продукты являются сертифицированными и экологически чистыми, при соблюдении всех стандартов безопасности. Приобретайте эти высококачественные продукты от ведущих поставщиков инверторного сварочного аппарата на Alibaba.com по удивительным ценам и невероятным предложениям. Отличительными разновидностями инверторного сварочного аппарата высшего качества , доступного на месте, являются резаки с плазменным выпуском, которые могут эффективно выполнять прецизионные разрезы на металлических поверхностях. Эти изделия способны резать все типы металлов и их удобно носить с собой. Эти портативные устройства абсолютно надежны и устойчивы в тяжелых условиях эксплуатации. Независимо от того, хотят ли покупатели использовать их в промышленных или коммерческих целях, эти товары могут легко удовлетворить все их потребности.
На Alibaba.com доступен широкий выбор инверторных сварочных аппаратов различных размеров, мощностей, конструкций и других характеристик в зависимости от требований. Эти продукты являются энергоэффективными и позволяют сэкономить до 30% на счетах за электроэнергию. Инверторная технология — одна из наиболее заметных особенностей этих фантастических изделий, и одна машина включает в себя комплекты для плазменной резки, комплект для сварки TIG и комплекты для дуговой сварки. Они также оснащены функциями автоматической защиты и защиты от перегрева, а также имеют антипригарное действие с функцией горячего старта.
Выбирайте эти премиальные аппараты, пролистывая разнообразный ассортимент инверторных сварочных аппаратов на Alibaba.com, и покупайте эти продукты, экономя деньги. Они предлагаются с возможностью индивидуальной настройки и также имеют сертификаты ISO. Послепродажное обслуживание также предоставляется для некоторых моделей.
Информация о сварке инвертора— BSA Machine Tools
Инверторный источник сварочного тока (ИИСТ, Сварочный инвертор) — один из современных источников питания сварочной дуги .
Инверторные источники сварочного тока для всех видов сварки устроены одинаково. Отличие только в генерируемой вольт-амперной характеристике.
Таким образом, возможно изготовление универсальных ИИСТ, подходящих для различных видов сварки (MMA, TIG, MIG / MAG).
История:
Основное назначение всех источников сварки — обеспечение стабильной сварочной дуги в гараже и ее легкое зажигание.
Одним из важнейших параметров сварочного процесса является его устойчивость к вибрациям и помехам.Существует несколько типов источников питания сварочной дуги — трансформаторы, дизельные или бензиновые генераторы, выпрямители и инверторы.
Инверторный источник сварочного тока появился в XX веке, а в начале XXI века он стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Принцип работы
Сварочный инвертор — это силовой трансформатор для понижения сетевого напряжения до необходимого напряжения холостого хода источника, блок силовых электрических цепей на основе MOSFET или IGBT транзисторов и стабилизирующий дроссель для уменьшения пульсаций выпрямленного тока.
Принцип работы инверторного источника сварочной дуги следующий: сетевое напряжение переменного тока подается на выпрямитель, после чего силовой модуль преобразует постоянный ток в переменный ток высокой частоты, который подается на высокочастотный сварочный трансформатор, который может имеют гораздо меньшую массу, чем сетевое напряжение, которое после выпрямления подводится к сварочной дуге. Дуга постоянного тока более стабильна.
Преимущества
Преимущество инверторного источника питания сварочной дуги заключается в уменьшении габаритов силового трансформатора и улучшении динамических характеристик дуги.
Использование инверторных технологий привело к уменьшению размера и веса сварочных аппаратов , улучшению показателя качества сварочной дуги, повышению эффективности, минимальному разбрызгиванию во время сварки и позволило плавно регулировать сварку. параметры.
Недостатки
До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежными.
По состоянию на 2010-е годы цена инверторных устройств значительно снизилась и приблизилась к трансформаторным.Надежность IIST также значительно выросла, особенно с началом массового использования модулей IGBT.
Ограниченный коэффициент нагрузки, связанный со значительным нагревом элементов схемы.
Повышенная чувствительность к влажности воздуха и выпадению конденсата внутри корпуса.
Возникает высокий (и часто опасный) уровень высокочастотных электромагнитных помех.
Эта проблема частично решается за счет использования так называемой улучшенной широтно-импульсной модуляции и синхронных выпрямителей во вторичных цепях.
Однако эти решения значительно увеличивают стоимость и вес устройства, поэтому используются только в профессиональных стационарных моделях. В ряде стран, например в Канаде, Бельгии и Нидерландах, существуют ограничения на использование импульсных источников питания с «жесткими» переключаемыми транзисторами.
В первых сварочных инверторах (построенных на биполярных транзисторах) использовался резонансный принцип и переключение выходных транзисторов при нулевом фазном токе, что значительно сужает спектр электромагнитных помех и снижает их спектральную мощность.
По состоянию на 2015 год сварочные инверторы резонансного типа все еще производятся в России и некоторыми производителями в Китае.
Схема
Инверторные источники сварочного тока могут быть построены по самым разным схемам, но на практике преобладают три:
Преобразователь импульсов прямого действия, одно тактный, с ШИМ-регулированием и рекуперацией энергии.
Такие инверторы являются наиболее простыми, легкими и компактными, но силовые транзисторы переключаются с токовым промежутком при ненулевом напряжении, что приводит к значительным коммутационным потерям и большому уровню электромагнитных помех.
Схема может быть реализована только на высокоскоростных мощных MOSFET или IGBT транзисторах, поэтому распространение она получила только в начале 2010-х годов. Также для схемы требуются мощные диоды с чрезвычайно коротким временем обратного восстановления.
Эффективность схемы во многом зависит от интенсивности переходных процессов от паразитной емкости и индуктивности компонентов, проводов и печатных плат, что требует тщательного проектирования и высокой точности изготовления.
Схема применяется в переносных сварочных аппаратах малой мощности (до 4 кВт).Несмотря на небольшое количество компонентов, такие инверторы довольно дороги, и 60-70% стоимости составляют специальные транзисторы и диоды. Схема распространена у европейских и японских производителей.
Полумостовой или мостовой двухтактный преобразователь с ШИМ управлением. Коммутационные потери и уровень электромагнитных помех в них меньше, чем в предыдущем типе, но все же достаточно высок.
Схема более сложная и требует большего количества компонентов, но мощность, развиваемая преобразователем, значительно выше, чем в однотактных схемах (до 10 кВт).
Также требуются высокоскоростные полевые МОП-транзисторы или IGBT с высокой допустимой рассеиваемой импульсной мощностью, хотя и меньшей, чем в однотактной схеме.
Требования к диодам также значительно ниже, чем в однотактной схеме. Эффективность схемы зависит, но в меньшей степени, чем у однотактных схем, от интенсивности переходных процессов на паразитной емкости и индуктивности компонентов, проводов и печатных плат.
Гибкость, скорость и точность ШИМ-управления позволяет управлять током дуги по сложным законам, что улучшает качество сварки.Схема популярна у американских и корейских производителей.
Полумостовой или мостовой резонансный преобразователь с частотным или фазовым управлением. Наличие специально введенного резонансного контура дает возможность формировать оптимальный путь переключения транзисторов при нулевом напряжении или нулевом токе, а также нивелировать влияние паразитных емкостей и индуктивностей.
Особых требований к скорости переключения и мощности транзисторов нет, так как процессы переключения происходят пассивно.
Это дает возможность строить такие инверторы на недорогих транзисторах и диодах. Подойдут даже биполярные транзисторы.
Мощность резонансных инверторов может достигать десятков киловатт. Однако резонансный контур должен иметь значительные энергозатраты и соответственно большие габариты.
Поэтому такие устройства довольно большие и тяжелые. Из-за невысокой востребованности резонансных преобразователей к характеристикам транзисторов цена на такую продукцию может быть относительно невысокой.
Из-за невысокой востребованности резонансных преобразователей к характеристикам транзисторов цена на такую продукцию может быть относительно невысокой.
По этой причине большинство сварочных инверторов, производимых в России и Китае, изготавливаются с использованием резонансной схемы.
Резонансные преобразователи также доступны для кустарного производства. Резонансный преобразователь имеет относительно узкий диапазон и низкую скорость регулирования, поэтому можно реализовать только относительно простые законы управления током дуги.
Виды сварочного оборудования
- Сварочные выпрямители
- Как сделать сварочный трансформатор своими руками.
- Как рассчитать обмотку.
- Аппарат для самостоятельной дуговой или контактной сварки
Сварочный трансформатор: устройство и принцип действия
Что выбрать: сварочный трансформатор или сварочный инвертор
Сварка металла применяется во многих отраслях промышленности, строительстве и даже при решении небольших бытовых вопросов. Чтобы сделать ровный шов, нужно иметь навыки и оборудование.
Чтобы сделать ровный шов, нужно иметь навыки и оборудование.
Сварочное оборудование — это все, с чем должен работать сварщик. Это специальные сварные устройства, защитные элементы и расходные материалы.
Используя все это, вы можете объединить большинство металлов на молекулярном уровне. Конечный продукт прочный и прослужит долго.
Сварочный аппарат типа зависит от сварочной техники, которой должен владеть работник. Выбор метода сварки зависит от поставленной задачи.
Специалисты используют следующие типы механизмов:
Трансформаторы сварочные. Этакая классика среди сварочных аппаратов. Трансформатор — надежное и простое устройство.Работая с ним, можно соединять толстые стальные листы, ведь силы сварочного тока трансформатора для таких целей вполне хватит.
Трансформатор преобразует сетевое напряжение в низкое. Сейчас инверторы встречаются гораздо чаще трансформаторов. Однако опытные сварщики по-прежнему ценят трансформаторы.
Аппарат предназначен для ручной дуговой сварки электродами. К недостаткам относятся большой вес и немалые габариты, которые вызовут затруднения с передвижением.
Неопытные сварщики также могут столкнуться с нестабильным горением дуги.
Сварочный инвертор. Сварочный аппарат нового поколения, с которым могут работать начинающие сварщики. Компактность, множество параметров и хороший выбор агрегатов на рынке — вот основные преимущества инвертора.
Инверторы, предназначенные для сварки в среде защитного газа, называются полуавтоматическими. Функции «дожигание дуги», «горячий старт» и «защита от заклинивания» доступны практически во всех современных инверторах.
Сварочные генераторы: Инвертор может выполнять простой ремонт и быстро сваривать небольшую деталь, но без электричества он совершенно бесполезен.
Газопровод или дизельный генератор решают эту проблему, обеспечивая автономное электроснабжение, что важно для строительных работ в районе, где нет электрической сети.
Сварочный агрегат — это генератор и сварочный аппарат в одном корпусе. То есть для работы со сварочным оборудованием необязательно иметь электрическую сеть.
Устройство работает на одном топливе. Он недорогой и компактный, а качество швов, получаемых с помощью генераторов, достаточно высокое. Но чтобы использовать устройство в полной мере, вам нужно будет купить выпрямитель.
Сварочные выпрямители: Аппарат называют классикой сварки наравне с трансформаторами. Выпрямители преобразуют переменный ток в постоянный, который затем используется для создания сварного шва.
В этом их особенность. Обычно этот вид оборудования состоит из силовой части и выпрямительного блока, а также защитных, пусковых и регулирующих элементов.
Аппараты для дуговой сварки: Преимущество выпрямителей — надежность и мощность. Отсутствие электроники снижает вероятность поломок. При желании такой прибор можно собрать в домашних условиях.
Сварочные аппараты: Автоматизация позволяет значительно снизить трудозатраты. Машина также помогает рабочему контролировать правильное создание шва.
Машина также помогает рабочему контролировать правильное создание шва.
Для автоматической сварки электроды не требуются, вместо них используется присадочная проволока, которая автоматически подается в рабочую зону.
Сварочные выпрямители:
Принцип работы выпрямителей прост. Сначала устройство снижает сетевое напряжение 380 В до напряжения холостого хода, затем преобразует переменный ток в постоянный. Во время сварочных работ можно использовать контролируемый сварочный ток.
Основное различие между выпрямителем и трансформатором: первый использует постоянный ток для создания сварного шва, а трансформатор использует переменный ток.
В остальном оба типа сварочного оборудования можно назвать одинаковыми.Некоторые сварщики даже заявляют, что выпрямитель — это тот же трансформатор, только проще в использовании.
Достоинством выпрямителя является возможность работы в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют.
Также отлично подходит для выполнения сложных сварочных операций , таких как сварка нержавеющей стали или цветных металлов.
В умелых руках дуга горит постоянно, что позволяет выполнять плавные и точные соединения.
Большинство сварочных технологий можно использовать с выпрямителями: MMA, TIG, MIG или MAG. Еще одно преимущество — возможность создания нескольких сварочных постов с использованием всего одного выпрямителя, что позволит работать одновременно нескольким специалистам.
Однако у выпрямителей есть три существенных недостатка:
Большой вес. Это часто не позволяет самостоятельно перемещать оборудование.
Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень дорого, но полный комплект всего необходимого оборудования может стоить немалую сумму.Также необходимо быть готовым к высоким затратам на электроэнергию.
Необходимость определенного умения сотрудника. Новичкам будет не очень комфортно работать с таким устройством, но после постоянной практики с выпрямителем начинающий специалист освоит любое сварочное оборудование.
Лучший выбор для домашнего использования. Чаще всего они также снабжены функциями подзарядки автомобильного аккумулятора. Иногда в комплекте есть устройства для подачи проволоки, что требуется для сварки MIG / MAG (полуавтомат). Такие сварочные аппараты не требуют много электроэнергии.
Они очень практичны. Такие устройства обычно имеют три режима работы:
Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
Запуск двигателя автомобиля. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
Сварка. Сила тока регулируется от 30 до 180 А, показатель прерывистости у современных сварщиков измеряется в процентах. То есть коэффициент 60% означает, что дуга будет гореть непрерывно в течение 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Как сделать сварочный трансформатор своими руками. Как рассчитать обмотку. Сварочный аппарат для дуговой или контактной сварки
Как сделать сварочный трансформатор своими руками. Как рассчитать обмотку. Сварочный аппарат для дуговой или контактной сварки
Как рассчитать обмотку. Сварочный аппарат для дуговой или контактной сварки
Сварка металла применяется во многих отраслях промышленности, строительстве и даже при решении небольших бытовых вопросов. Чтобы сделать ровный шов, нужно иметь навыки и оборудование.
Сварочное оборудование — это все, с чем должен работать сварщик. Это специальные сварные устройства, защитные элементы и расходные материалы. Используя все это, вы можете объединить большинство металлов на молекулярном уровне. Конечный продукт прочный и прослужит долго.
Тип сварочного аппарата зависит от сварочной техники, которой должен владеть работник. Выбор метода сварки зависит от поставленной задачи.
Схема сварочного инвертораSMPS — Самодельные проекты схем
Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор — лучший выбор.Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие цепи плавного пуска.Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения мощности транзисторы IGBT используются и затем используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для управления ШИМ
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Тр3.
Напряжение регистра считывания 4R7 / 2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводниковых приборов является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды.
Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт.
Нижний диод, т.е. STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине.
Это хороший сценарий, поскольку радиатор закрыт от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше тока верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT — сложная процедура, поскольку, помимо потерь на проводимость, еще одним фактором являются потери при переключении.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещается на том же радиаторе, что и IGBT, вместе с диодом сброса UG5JT.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора. Затем, основываясь на измерениях, вы можете быть готовы выбрать правильный размер калибра обмотки, радиатора и т. Д.
Д.
Еще один хороший вариант — добавить вентилятор, так как он будет контролировать нагрев.
Принципиальная схема
Детали обмотки трансформатора
Коммутационный трансформатор Tr1 имеет два ферритовых EE сердечника, и оба они имеют центральную секцию колонны размером 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника.
Хороший вариант — использовать 20-витковую первичную обмотку, намотав на нее 14 проводов из 0.Диаметр 5 мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков.
Активная часть изготовлена из стали h32 с диаметром средней стойки 16мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм.
В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм.
Важным моментом является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной ленты 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потерю тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает потребление энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из электросети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, представленной здесь :
Цепь для сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей этого блога Mr.Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью работоспособен, и меня не интересует его конфигурация. Эта устарелая машина является первым поколением инверторных машин.
Это основное устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет выбор.
Это устройство выдает только постоянный ток, что очень удобно для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), что способствует устранению коррозии в циклах с обратной полярностью и поверните плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но это неверно, что происходит так, что в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с этого момента сохраняет его от следующих последующих окисление.Этот тонкий слой усложняет сварку, поэтому используется переменный ток.
Мое желание — сделать устройство, которое будет подключено между выводами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот где у меня возникли трудности в момент создания преобразователя постоянного тока в переменный. Увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных, чтобы увидеть, что ее можно применить в моем проекте.
Но моя большая трудность в том, что я не делаю необходимый расчет значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я не нашел ее в Интернете и не знаю, где искать, поэтому прошу вашей помощи.


Конструкция
Чтобы гарантировать, что процесс сварки может устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевая пластина могут быть интегрированы со ступенью привода полного моста. , как показано ниже:
Rt, Ct можно вычислить методом проб и ошибок, чтобы получить колебания МОП-транзисторов на любой частоте от 100 до 500 Гц.Чтобы узнать точную формулу, вы можете обратиться к этой статье.
Вход 15 В может быть запитан от любого адаптера переменного тока 12 В или 15 В постоянного тока.
Источник питания инвертора
У инверторных сварочных аппаратов много преимуществ перед традиционными трансформаторно-выпрямительными устройствами. Инверторы более портативны и имеют меньший вес, что облегчает их маневрирование на рабочей площадке. Кроме того, инверторы предлагают возможности высококачественной многопроцессорной сварки, так что один аппарат может обрабатывать Stick, MIG, TIG, FCAW, строжку дугой и даже импульсную сварку. И что еще более важно, инверторы используют технологию Lincoln Waveform Control Technology ™, чтобы обеспечить больший контроль переменных дуги и автоматически настраивать дугу для создания наилучшего возможного сварного шва, контролируя такие проблемы, как прогорание.
И что еще более важно, инверторы используют технологию Lincoln Waveform Control Technology ™, чтобы обеспечить больший контроль переменных дуги и автоматически настраивать дугу для создания наилучшего возможного сварного шва, контролируя такие проблемы, как прогорание.Но знаете ли вы, что использование инвертора может также сэкономить деньги на расходах на электроэнергию по сравнению с источником питания традиционного типа? Ежегодно в США потребляется электроэнергии на сумму около 15 миллионов долларов, а во всем мире — на сварку. Чтобы повысить эффективность и сократить деньги, которые ваша компания тратит на электроэнергию, связанную со сваркой, инвертор является привлекательным вариантом.Фактически, благодаря своей эффективности эти машины могут обеспечить значительную экономию коммунальных расходов.
Но как переход на инвертор может снизить потребление энергии? В конструкции инверторных сварочных аппаратов, таких как Lincoln Invertec® V350 Pro, сердечники трансформатора, обмотки трансформатора и компоненты силовой электронной коммутации тщательно выбираются для минимизации рабочих потерь. Вот еще несколько причин, по которым инверторы экономят электроэнергию:
Вот еще несколько причин, по которым инверторы экономят электроэнергию:
Повышенный КПД трансформатора достигается за счет использования ферритовых сердечников в силовом трансформаторе инвертора.Это снижает потери тока, что приводит к более низким токам холостого хода в проводниках питания
Катушки инверторного трансформатора физически меньше обычных трансформаторов. Меньшая катушка означает меньшее наматывание проволоки вокруг сердечника — меньшее количество проволоки
означает меньшие потери и большую эффективностьСиловые электронные компоненты инвертора были тщательно спроектированы для снижения потерь и увеличения срока службы
Во многих инверторах, таких как Lincoln Invertec V350 Pro, используется медный провод.Медь имеет более высокую теплопроводность и электрическую проводимость по сравнению с алюминием
, что минимизирует потери и максимизирует эффективность.Инверторы, работающие на более высоких частотах, чем обычные сварочные аппараты, требуют меньшей выходной индуктивности для бесперебойной работы.
Энергия, необходимая для сварки штангой или сварки шаровидным переносом, хранится в конденсаторах, что позволяет использовать дроссели меньшей мощности Компактная конструкция и относительно небольшой физический размер инверторного сварочного аппарата означает более короткие провода и кабели (или даже прямые соединения) между компонентами power
.Более короткие пути тока приводят к меньшему сопротивлению и повышению эффективностиПоскольку инвертор изначально спроектирован с низкими потерями, требуются охлаждающие вентиляторы меньшего размера. Это означает, что для движения охлаждающего воздуха требуется меньше энергии и, опять же, большая эффективность
Меньший размер компонентов внутри инверторной машины приводит к меньшему рассеиванию тепла и, опять же, к большей эффективности
 Энергия, необходимая для сварки штангой или сварки шаровидным переносом, хранится в конденсаторах, что позволяет использовать дроссели меньшей мощности
Энергия, необходимая для сварки штангой или сварки шаровидным переносом, хранится в конденсаторах, что позволяет использовать дроссели меньшей мощности
Как вы можете рассчитать, насколько инвертор может сэкономить ваши деньги по сравнению с традиционным трансформатором-выпрямителем и какой инвертор является лучшим в обеспечении энергоэффективности? Используйте таблицу ниже, чтобы сделать эту оценку.
Шаг № 1 — Расчет выходной мощности
Сначала посмотрите на свою машину, чтобы определить выходное напряжение (Vout), которое на вашей машине выражается в вольтах. В нашем примере это 32 В. Затем умножьте это на выходной ток (Iout), измеренный на вашей машине в амперах. В этом случае амперы указаны как 300.
Vout x Iout = Выходная мощность (Wout) в ваттах
32 В x 300 А = 9600 Вт ИЛИ 9,6 кВт (1000 Вт = 1 кВт)
Шаг 2 — Расчет входной мощности
Теперь возьмите выходную мощность сверху (KWout) и разделите на эффективность (Eff).Эффективность указывается производителем машины. Вычислив это, вы получите входную мощность в киловаттах.
KWout ÷ Eff = Входная мощность в киловаттах (KWin)
9,6 KW ÷ 88,2% (или 0,882) = 10,88 KW
Шаг № 3 — Расчет эксплуатационных затрат во время сварки
A) Затем вы вычислите количество киловатт-часов, использованных в течение одного дня (кВт · ч2 / день), умножив входную мощность, рассчитанную на шаге 2 (кВт · ч), на количество часов в день работы машины (в нашем примере предположим, что сварка выполняется четыре часа в день. )
)
кВт x # часов / день = киловатт-часы, использованные за один день (кВт · ч2 / день)
10,88 кВт x 4 часа. = 43,52 кВтч / сутки
B) Теперь умножьте рассчитанную потребляемую мощность (кВт · ч) на количество часов в день, в течение которых машина работает, умноженное на цену за кВт · ч электроэнергии. Примечание: цена на мощность рассчитана в 0,12578 доллара, что является средним по отрасли.
кВт · ч x количество часов / день x цена за кВт · ч ($ / кВт · ч) = ежедневные эксплуатационные расходы на сварку
10,88 x 4 x 0 долл. США.12578 = 5,47 доллара США
Шаг № 4 — Расчет эксплуатационных затрат во время простоя
A) Теперь вы рассчитаете потребление простоя в день (кВт · ч3). Для этого умножьте входную мощность (KWIdle) на количество часов простоя в день. (Мы предполагаем, что в восьмичасовой рабочий день, если сварка выполняется четыре часа, время простоя также будет равно четырем. )
)
KWIdle x Idle Hrs. = Потребление в режиме простоя в день (кВтч3)
0,4 кВт x 4 часа. = 1,6 кВт · ч
B) Теперь возьмите входную мощность на холостом ходу (KWIdle), которая указана на силовом трансформаторе в ваттах — в данном случае 400 Вт (или 0.4 кВт) — умноженное на количество часов простоя, умноженное на цену за киловатт-час электроэнергии.
кВт / ч в простое x цена за кВт-ч = дневные эксплуатационные расходы в режиме простоя
0,4 кВт x 4 ч. x 0,12578 доллара США = 0,20 доллара США
Шаг № 5 — Рассчитайте общие эксплуатационные расходы
Теперь возьмите ежедневные эксплуатационные расходы на сварку, рассчитанные на шаге № 3, и добавьте ежедневные эксплуатационные расходы на холостом ходу из шага № 4 выше, чтобы получить ежедневные эксплуатационные расходы в долларах.
Ежедневные эксплуатационные расходы + Ежедневные эксплуатационные расходы в режиме ожидания = Ежедневные эксплуатационные расходы (всего $ / день)
5 $. 47 + 0,20 доллара = 5,67 доллара
47 + 0,20 доллара = 5,67 доллара
Сравнивая это число с традиционным трансформатором-выпрямителем или другим конкурирующим инвертором, вы можете легко определить, какая машина обеспечит экономию затрат.
Инвертор с прейскурантной ценой 3200 долларов и КПД 87 процентов по сравнению с традиционным трансформаторным выпрямителем, который имеет прейскурантную цену 2800 долларов и КПД 67 процентов, позволит сэкономить примерно 300 долларов на коммунальных расходах в год. Тогда окупаемость разницы в цене составит от одного до полутора лет.
Каковы основные конструкции источников питания для оборудования для дуговой сварки?
Часто задаваемые вопросы
Основными функциями источника питания являются выработка тепла, достаточного для расплавления соединения, а также для создания стабильной дуги и переноса металла. Поскольку сварочные процессы требуют высокого тока (50-300 А) при относительно низком напряжении (10-50 В), напряжение сети высокого напряжения (230 или 400 В) должно быть уменьшено с помощью трансформатора. Для создания постоянного тока необходимо дополнительно выпрямить выходной сигнал трансформатора (рис. 1).
Для создания постоянного тока необходимо дополнительно выпрямить выходной сигнал трансформатора (рис. 1).
Существует пять типов источников питания: трансформатор переменного тока; Выпрямитель постоянного тока; Преобразователь переменного / постоянного тока, выпрямитель, генератор постоянного тока и инвертор.
Тип управления, например Первичный реактор с отводом с насыщением, тиристор и инвертор — важный фактор при выборе источника питания. Простой станок для нарезания резьбы первичной резьбой может быть идеальным и надежным выбором для многих сварочных работ MIG (GMA), но у него есть свои ограничения. Если шагов недостаточно, настройка оптимальных условий может оказаться невозможной, и колебания подачи повлияют на выход.Тиристорное управление позволяет бесступенчато регулировать выход, не зависит от колебаний напряжения питания и может управляться дистанционно. Тиристорные источники питания могут использоваться для большинства сварочных процессов, т.е. могут иметь либо плоскую (MIG [GMA]), либо падающую (MMA [SMA] и TIG [GTA]) характеристику выхода.
обладают всеми преимуществами тиристорного управления, но с дополнительной производительностью, экономией веса и эффективностью. Транзисторы используются для преобразования сетевого переменного тока (50 Гц) в переменный ток высокой частоты (> 500 Гц) перед преобразованием в напряжение, подходящее для сварки, а затем выпрямление в постоянный ток.Таким образом, инвертор, по сути, представляет собой силовой блок, которым можно управлять, часто с помощью программного обеспечения, для получения статических и динамических характеристик, необходимых для выбранного процесса сварки. Следовательно, большинство инверторов предлагают возможность работы с несколькими процессами. Кроме того, отклик современных инверторов открывает возможности высокочастотного импульса, необходимого для импульсной MIG (GMA), и динамической обратной связи для управления переносом металла, как в MIG с переносом погружением.
Solar ARC 220 DC инверторный сварочный аппарат
Преимущества
• Регулировка силы тока с цифровым дисплеем для точного сварочного тока.
• Чрезвычайно легкий и универсальный.
• Оснащен датчиками температуры, напряжения и тока для дополнительной защиты.
• Энергосбережение
• Высокая эффективность
• Совместимость с генератором
• Исключительная стабильность дуги с низким разбрызгиванием
• Подходит для электродов диаметром от 1,6 мм до 4,0 мм
Области применения:
• Производство
• Строительство
• Ремонт и обслуживание
• Орудия фермы
Технические характеристики
| ВХОДНОЕ НАПРЯЖЕНИЕ | 220 В / однофазный | |
| ВХОДНАЯ МОЩНОСТЬ | 10 кВА | |
| ВХОДНАЯ ЧАСТОТА | 60 Гц | |
| ДИАПАЗОН ТОКА | 10-220A | |
| РАБОЧИЙ ЦИКЛ | ||
| КЛАСС ЗАЩИТЫ | IP23 | |
| ВЕС | 7.3 кг | |
 6]» data-sheets-numberformat=»[null,3,"0%",1]»> 60%
6]» data-sheets-numberformat=»[null,3,"0%",1]»> 60%ПРИНАДЛЕЖНОСТИ:
• ЗАЗЕМЛЕНИЕ С КАБЕЛЕМ
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА С КАБЕЛЕМ