Обозначение сварки на чертеже по ГОСТу
О чем статья:
Система обозначений MIG/MAG, TIG и MMA сварки
Если раньше ручная дуговая сварка обозначалась просто и понятно (РДС), то на сегодняшний день система обозначений изменилась. Тем более, когда речь идёт про такие аббревиатуры, как TIG, MMA и MIG/MAG.
Чтобы не путаться в них, нужно понимать, про какой вид сварки идёт речь в том или ином случае.
В этой статье будет рассмотрена современная система обозначения: что такое MIG/MAG, а также, что такое TIG и MMA сварка.
Как читать условные обозначения сварки на чертежах
Для этого возьмем конкретный пример — как он выглядит в настоящем чертеже.
Неподготовленный глаз видит здесь непонятный набор букв, цифр и прочих загадочных знаков. Подготовленный — четкий и понятный алгоритм, который упрощает работу с чертежом.
Остановимся на каждом элементе отдельно:
- о — кружок в нашем случае обозначает, что шаг по замкнутой линии является круговым.
 А вообще здесь указывают, замкнутая это линия или монтажное соед-е. В последнем варианте — это флажок.
А вообще здесь указывают, замкнутая это линия или монтажное соед-е. В последнем варианте — это флажок.
Односторонней стрелкой обозначают линию шва. Она же является и полкой, с размещенными на ней УО — как и в нашем варианте. Если шов находится с изнаночной стороны, то все обозначения пишут под полкой.
- ГОСТ 14771-76 — здесь указывают, каким стандартом руководствовались при использовании условных обозначений;
- Т3 — у нас тавровое соединение (обозначается буквой Т). На этом месте пишут тип соед-я и элементы его конструкции (буквенно-цифровая комбинация). В примере выше — тавровый двусторонний угловой шов без скоса кромок.
Соединения или швы еще бывают:
- стыковыми С — соединяются смежные торцы
- нахлесточными (Н) — поверхности сварки смещаются и одна перекрывает немного другую
- угловыми (У) — торцы заготовок свариваются под конкретным углом
- особыми (О) — способы, не предусмотренные ГОСТами.
- УП — способ сварки. У нас — дуговая сварка в углекислом газе.
 У нас — дуговая сварка в углекислом газе.
У нас — дуговая сварка в углекислом газе.К вариантам сварки также относят:
- автоматическую под флюсом (А) — подушки и подкладки отсутствуют
- предыдущий вариант с подушкой (Аф)
- в инертном газе вольфрамовым электродом без присадки (ИН)
- предыдущий вариант с присадкой (ИНп)
- в инертном газе с электродом, который плавится (ИП)
- предыдущий вариант только в углекислом газе (УП).
- ◺6 — описание типа и размеров элементов конструкции. В нашем примере сказано, что размер катета стыка равен 6 мм. Варианты соединения еще бывают и такими: одно- и двусторонними (SS и BS соответственно), видимыми и невидимыми (сплошная и пунктирная линии соответственно). Иногда используются нестандартные швы — в стандарте вы не найдете информации об их конструктивных размерах.
- 50 — цифра определяет длину непрерывного участка;
- Z — место отводится под характеристику соединения. У нас оно в шахматном виде;
- 100 — цифра описывает соед-е или его компоненты. В нашем случае — шаг со значением 100 мм.
 В нашем случае — шаг со значением 100 мм.
В нашем случае — шаг со значением 100 мм.Последний значок в виде подчеркнутого кружочка означает, что поверхности стыка нужно выровнять.
В конце списка условных обозначений могут идти такие знаки:
Дополнительные данные стыковых соединений
К дополнительной информации относят следующие особенности соединительных швов:
- круговой стык. В такой разновидности кружок является обозначающим символом;
- монтажный стык. Здесь флажок выступает в качестве обозначения.
Если в изображении сварочного соединения дополнительно нужно указать:
- в соответствии ISO 4063 код сварочной технологии;
- в соответствии ISO 10042 и ISO 5817 выдвигаемый к стыку уровень качества;
- в соответствии ISO 6947 положение сварки;
- в соответствии ISO 544, 2560, 3581 используемый сварочный материал
то размещать такую информацию необходимо за вилкой, добавленной к сплошной линии-выноске.
Изображение сварочных швов
Обозначить сварные швы на чертеже можно двумя типами линий: сплошная и штриховая (пунктирная). Первая применяется, если стыки наружные и видимые, вторая — если соединения не видны.
Обязательный элемент — выносная стрелка: она указывает, где расположен шов. От того, видимый стык или нет, зависит размещение условного обозначения. Для видимых швов — над стрелкой, для невидимых — под стрелкой.
Шов может быть многопроходным. Это происходит, когда стык осуществляется несколькими проходами, которые накладываются один на другой.
Что касается стыков соединения, то они бывают:
- односторонними (SS) — когда детали сваривают с одной стороны поверхности;
- двусторонними (BS) — когда средство нагрева по очереди перемещается от нижней поверхности к верхней. Корень стыкового шва в таком случае находится внутри сечения.
Важно выполнить разделку кромок. Это даст необходимую глубину при сваривании при помощи метода плавления. Технология сварки и толщина материала определяют все параметры кромок.
Технология сварки и толщина материала определяют все параметры кромок.
Посмотрите, какими могут быть разделы кромок.
Сварочные соединения бывают:
- точечными;
- сплошными;
- прерывистыми.
Конкретный вариант зависит от характера выполнения.
Прерывистый сварной шов может обозначаться:
- сплошной линией, если стыки видимые;
- штриховой линией, если стыки невидимые.
Точечная сварка обозначается на чертеже знаком +, состоящим из сплошных линий и не важен выбранный вариант сварки.
Особенности расшифровки технической аббревиатуры
Каждый сварщик должен уметь расшифровать все указанные на конструкторской документации изображения и символы, например, какой линией изображают сварной шов на чертеже или же как выглядит обозначение контактной сварки на чертеже.
Существует два эффективных способа, позволяющих овладеть навыками чтения технических схем:
- внимательно изучать все действующие межгосударственные стандарты, по требованиям которых составляется проектно-техническая документация. Кроме ГОСТов также потребуется читать специальную литературу, в которой есть обозначения сварочных швов на чертежах и их расшифровка;
- на примере готовых чертежей изучать всю представленную информацию. Это позволит с оптимальной интенсивностью и скоростью осваивать материал и углублять свои знания постепенно.
 Кроме ГОСТов также потребуется читать специальную литературу, в которой есть обозначения сварочных швов на чертежах и их расшифровка;
Кроме ГОСТов также потребуется читать специальную литературу, в которой есть обозначения сварочных швов на чертежах и их расшифровка;Поскольку в стандартах выложенная информация структурирована по общим требованиям к определенному типу работ, то профессиональные специалисты более удобным и доступным считают второй вариант. В нем намного легче найти именно ту информацию, которая в работе понадобится сварщику.
Как обозначаются стыки по типу выполнения
Все варианты обозначения вы можете увидеть в таблицах ниже.
Стыковые соединения
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонние соединения с применением прокладки |
Сварные швы углового типа
| Характер шва | Скос отсутствует |
| Односторонний | |
| Двухсторонний | |
| Выполненный впритык односторонний | |
| Выполненный впритык двусторонний |
Сварные швы таврового типа
| Характер соединения | Без скоса |
| Двусторонний обычный | |
| Двусторонний в шахматном порядке |
Стыки внахлест
| Стыковое соединение | Без скоса |
| Двусторонний стык | |
| Прерывистый сплошной шов |
Нестандартные швы
Соединения, в которых четко не указаны размеры конструктивных элементов называют нестандартными. Обозначение нестандартных сварных швов на чертежах необходимо выполнять с указанием размеров всех составляющих элементов.
Обозначение нестандартных сварных швов на чертежах необходимо выполнять с указанием размеров всех составляющих элементов.
На приведенном ниже фото можно детально рассмотреть, как на чертеже показывается сварка, выполненная нестандартными швами.
В процессе сварочных работ вследствие неравномерного нагрева стыковых соединений образуется остаточная деформация укорочения, которая становится причиной появления остаточных напряжений.
Разные факторы влияют на распределение таких напряжений: режим сварки, геометрические параметры соединительного шва и многие другие. Если принимать ко вниманию толщину соединяемых элементов, то в этом плане может возникать объемное или плоское состояние напряжения.
Границы нестандартного стыка изображаются основными сплошным линиями, а находящиеся в пределах шва конструктивные элементы — тонкими сплошными линиями.
Варианты швов в зависимости от наружной поверхности
Какими будут механические и физические характеристики соединительного стыка — зависит от его формы. Если стыки имеют выпуклости, то они обрабатываются фрезой или абразивными кругами.
Если стыки имеют выпуклости, то они обрабатываются фрезой или абразивными кругами.
В таблице я показываю, какими бывают выпуклые стыки и каким образом обозначается сварное соединение на чертеже.
| Типы соединений | Стык | Как изображается | Характеристики |
| Нормальные | _________ | Экономичны в процессе создания, устойчивы при постоянных нагрузках. | |
| Вогнутые | Лучше всего применять при динамичных нагрузках, легко выполняются. | ||
| Выпуклые | Подразумевают использование расходников, неэкономичны. |
Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.

При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.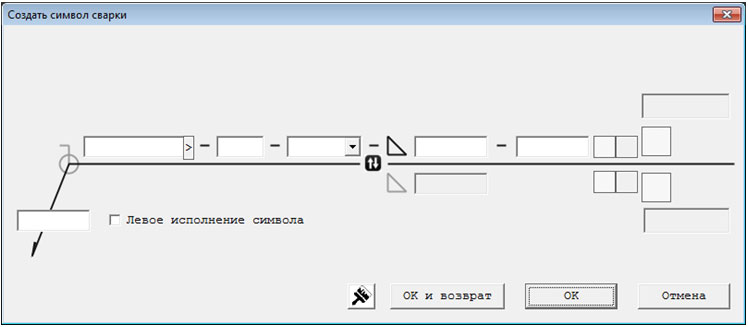
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Достоинства и недостатки аргонодуговой сварки
Аргонодуговая сварка имеет следующие преимущества:
- Малое нагревание поверхности металла. При сварке алюминия, стали, титана, чугуна или других цветных металлов высокая температура противопоказана. Применение аргонодуговой сварки гарантирует качество выполнения сварочных работ на должном уровне.
- Довольно большая скорость исполнения работы.
- Аккуратный и прочный шов.
- Возможность выполнять необходимые работы в домашних условиях без специального образования. Исходя из статистики, большая часть людей, которые покупают аппараты для аргонодуговой сварки для домашнего использования, не профильные специалисты.
Несмотря на все плюсы, у сварки с применением аргона есть и недостатки. К ним можно отнести:
- Огромное число вспомогательных применяемых приборов.
- Человеку, который только учится выполнять аргонодуговую сварку, довольно сложно выбрать правильный режим работы, так как при работе с некоторыми металлами применяется импульсная сварка или точечный метод нанесения шва с перерывами.
- Отсутствие возможности полностью защитить шов при наличии сквозняка или сильного ветра.
Возможные упрощения
Конструкторскую документацию выполнять необходимо даже при изготовлении самой простой сварочной металлоконструкции. Если по единому стандарту выполнены все соединения, то соответственно также наносятся сварочные обозначения на чертежах и вся графическая информация описывается в пояснительной записке, которая является неизменной частью документации.
Согласно специальных указаний ГОСТа 2.312-72 считаются допустимыми и другие упрощения:
- когда все присутствующие на чертеже стыки находятся на одной поверхности и являются аналогичными по типу, то порядковый номер им разрешено не присваивать. Для изображений таких швов наносят линии выноски, в которых отсутствуют полки;
- в случае, когда требуется изготовить симметричную деталь, то нарушением не считается наличие условных обозначений только на одной из ее сторон. Допускается это тогда, когда на схеме есть ось симметрии, выполняющая функцию разделения детали;
- если два и больше одинаковых привариваемых аналогичным способом элементов содержится в одном чертеже, то разрешается только одну из составляющих частей выделять линией выноской. Здесь обозначенный элемент должен иметь свой порядковый индивидуальный номер;
- в некоторых случаях допустимо в составляемой к чертежным схемам пояснительной записке изображение выносной линии выполнять специальным указанием. Возможно это в ситуациях, когда расположение шва определено с предельной точностью. Также в записке указываются эксплуатационные характеристики (качественные и технические) стыкового соединения.
Обозначение сварных швов с использованием упрощений позволяет:
- не перегружать чертеж множеством условных знаков;
- существенно упростить сам чертеж. Если очевидными являются места сварки, то некоторые упрощения позволяют сделать чертеж более понятным и доступным. Практически всегда при отсутствии САПР удавалось существенно повысить эффективность работы конструктора за счет упрощений;
- в разы уменьшить количество сварных обозначений за счет присвоения номеров всем одинаковым стыками при этом с точностью знать количества каждой разновидности соединений.
Следует также обратить внимание на то, что чем технически сложнее является чертеж и чем больше в нем содержится упрощений, тем сложнее будет чтение сварочных чертежей для сварщика. Знать нужно и о том, что существуют определенные ограничения на использование упрощений и есть ряд случаев, когда они недопустимы при создании сложных конструкторских схем.
Обозначения и форма представления сварных швов на чертежах: виды обозначений, особенности представления
Надежность соединений обеспечивают сварочные швы, в отношении которых действуют соответствующие ГОСТы. В этих стандартах отражены обозначения подобных швов, о которых должен быть осведомлен каждый сварщик. Подобные знания ценны тем, что помогают ознакомиться и вникнуть в суть чертежей, быстро и качественно соединить изделия из металла. При этом у каждого чертежа имеется большое количество важных нюансов, к которым следует отнести обозначения разных швов, нумерацию сварных элементов и пр. И лишь имея представление о том, что означает каждый из этих элементов, можно понять, как без ошибок выполнить разработанный проект.
Основные обозначения
Подготовленные для сварки изделия часто выполнены из материалов, которые отличаются не только толщиной, но и размерами и формой. Также соединяемые детали могут отличаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены различные обозначения сварочного шва, что определяется в первую очередь взаимным расположением сварных элементов конструкции. Действующие государственные стандарты определяют следующие основные виды соединений:
- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковочное
Часто на чертежах можно встретить обозначение стыкового сварочного шва, под которым понимается соединение изделий, находящихся в пределах одной поверхности или плоскости. Точками соприкосновения при соединении деталей методом сварки выступают смежные торцевые стороны.
Торцевое
Под торцевым подразумевается соединение элементов методом сварки по торцевым сторонам изделий, где боковые части расположены вместе. К подобному способу прибегают в тех ситуациях, когда необходимо соединить элементы из тонкого металла в целях предотвращения прожога. Очень важным моментом является то, что на чертежах помимо непосредственно обозначения того или иного сварочного шва обязательно должно присутствовать пояснение, раскрывающее суть того, какой именно тип сварочного шва имеется в виду. Такая дополнительная информация должна присутствовать в тех случаях, когда для обозначения сварочных швов используют идентичные буквы.
Нахлестное
При выполнении сварочных швов нахлестным методом обычно используется на чертежах заглавная буква «Н», которая служит пояснением к создаваемому шву. Особенностью таких соединений является то, что элементы находятся параллельно относительно друг друга, причем один из них должен частично перекрывать другой.
Тавровое
Если в чертежах предусмотрен тавровый сварной шов, то в качестве поясняющего символа используется буква «Т». Для этого соединения предусмотрено, что одно изделие сваривается торцевой частью с другим изделием в том же месте под некоторым углом, который может достигать 90 градусов.
Угловое
Заглавная буква «У» применяется для обозначения на чертежах углового сварного шва. Для подобных соединений характерно сваривание изделий под прямым, острым или тупым углом относительно друг друга.
Часто на чертежах для обозначения сварочного шва может применяться одна из двух пометок:
- видимый;
- невидимый.
Причем это правило действует в любом случае, невзирая на тип применяемого метода сварки.
Если на чертеже представлен видимый тип шва, то в качестве метки ему будет соответствовать сплошная линия. В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к категории видимых пометок, используется математический знак «+». Что же касается невидимой точки, то для нее не предусмотрено никаких обозначений.
Особенности указания швов на чертеже
В некоторых ситуациях чертеж может предусматривать швы, созданные в соответствии с одинаковыми стандартами. Тогда для таких проектов будут применяться и идентичные обозначения, причем подобная информация должна быть приведена в технических требованиях этого чертежа.
Иногда в качестве поясняющей метки для швов, которые на чертежах соответствуют друг другу, может использоваться определенная цифра. Однако это правило действует лишь при условии, что между ними прослеживается абсолютная схожесть, а используемое изображение является односторонним, скажем, они представлены лишь с лицевой или обратной стороны. Допустимой является ситуация, когда у швов отсутствуют какие-либо обозначения. Для таких случаев чертеж обязательно должен предусматривать отметку, выполняемую в виде линии, которая представлена как выноска без палок.
Если на чертеже представлены симметричные изделия, то для обозначения сварочного шва использует линии-выноски. Причем в качестве отметки для швов допустимо использовать лишь одну из симметричных сторон изделия. Подобный вариант допускается лишь при наличии оси симметрии.
Чертежи: требования ГОСТ
Если чертеж, выполненный в соответствии с ГОСТ, содержит элементы, относящиеся к одному изделию, соединенные при помощи швов одного и того же типа, то для их отметок допускается использовать линии-выноски. Причем важным моментом является то, что лишь одна определенная часть детали может предусматривать обозначение шва. Лучше всего, если это выполнено в виде изображения, а около него проходит линия-выноска.
Возможны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные действующим стандартом отметки в виде линий-выносок. Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Существует единый набор требований, которым должны удовлетворять все швы или группы сварных швов, которые отражены на чертеже. Причем эта информация должна приводиться в специальной форме:
- таблица;
- техническое описание.
Свои особенности представления на чертеже имеет и сварка. Она должна приводиться в том виде, который закреплен действующими требованиями. Только при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет проблем во время работы, и он сможет минимальными затратами времени и без ошибок решить поставленную задачу. В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
Заключение
Правильное составление чертежей для сварки является не менее важным этапом, нежели сами работы по соединению металлических изделий. В отношении обозначений сварочного шва действуют определенные требования, которые должны быть соблюдены вне зависимости от типа используемой сварки. Применяемые обозначения для сварных швов обеспечивают не только наглядность чертежа, но и упрощают саму работу для сварщика. Для каждого обозначения предусмотрены свои особенности, поэтому ошибки на этом этапе могут дорого обойтись, поскольку именно на отраженные метки в чертеже будет ориентироваться сварщик, выполняя поставленную перед ним задачу.
Основополагающим документом, который закрепляет требования относительно представления обозначений для сварных соединений, является государственный стандарт. Поэтому не только люди, разрабатывающие чертеж, но и те, для кого он будет служить основой в процессе работы, должны быть достаточно хорошо осведомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти знания помогают не допустить ошибок и недопонимания, что позволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих создания сварных соединений.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
(5 голосов, среднее: 3 из 5)
Поделитесь с друзьями!
Обозначение сварных швов на чертежах — виды швов и соединений
0
Опубликовано: 23. 03.2017
При строительстве зданий или сооружении конструкций проектировщик должен обеспечить соблюдение прочности и объяснить последовательность и технологию соединения металлических элементов. Кратко и доходчиво донести до сварщика, как выполнить работу, помогают обозначения сварных швов на рабочих чертежах. Они показывают метод сваривания узлов, задают угол и количество проходов, а также способ стыковки заготовок. В небольшом, но информативном условном обозначении по ГОСТам заключены основные характеристики сварочных швов, их значение мы и постараемся подробно объяснить.
Оглавление:
- Стандарты и виды швов на чертежах
- Условные обозначения и их структура
- Разновидности швов и примеры обозначения на чертежах
- Заключение
Стандарты и виды швов на чертежах
В целях единого ведения строительной документации существует общая система стандартизации для обозначения типа сварных швов на чертежах. Эти правила помогают конструкторам и производственникам понять друг друга и не оставляют места для двойного толкования идеи проектировщика. Существуют специальные работы, для которых условные обозначения могут видоизменяться, но в основном швы на чертеже выглядят и обозначаются единообразно. В перечне нормативных документов присутствуют стандарты европейских норм и правил, американские стандарты, а также межгосударственные стандарты, называемые ГОСТами и принятые в РФ. Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
- единая система конструкторской документации по ГОСТ 2.312-72;
- для сварных соединений при дуговой сварке – ГОСТ 5264-80;
- для сварки в защитных газах имеется ГОСТ 14771-76.
Для разъяснения способа прохождения, съёма фаски или нестандартных швов на чертеже необходимо наносить изображение в разрезе, с указанием конфигурации и точных размеров мест и видов их стыковки. Сварные швы по типу соединения обозначают буквами русского алфавита, и означают они следующее:
- под буквой «С» подразумевается стыковое соединение, продольное или торцовое;
- буква «У» означает угловой способ с внутренним, внешним или двусторонним свариванием;
- символ «Т» говорит о тавровом двустороннем или одностороннем способе сварки;
- под знаком «Н» понимают нахлёсточную сварку.
Важно понимать, что в буквенно-цифровом символьном сочетании не существует лишних или незначительных обозначений, каждый знак имеет свой смысл и указывает на последовательность технологических операций.
Условные обозначения и их структура
Сочетание символов, букв и цифр для сварщика является руководством к действию и соблюдению параметров и последовательности производственного процесса. Для проектировщика обозначение сварных швов имеет основополагающее значение, это результат конструкторского расчёта, от которого зависит прочность здания или сооружения. Поэтому на чертежах указывается вид сварки, состоящий из следующих буквенных обозначений:
- символ «З» означает сварку в среде защитного газа;
- буквы «Кт» говорят о контактном способе сварочных работ;
- сварка автоматическая без использования подкладок, но под флюсом − «А», на подушке флюса − «Аф»;
- работа в инертном газе TIG без присадочного металла − «ИН», а с присадкой − «ИНп»;
- сварка плавящимся электродом в среде инертного газа − «ИП», а в углекислом газе − «УП»;
- газовую сварку обозначают символом «Г»;
- буква «Э» символизирует электродуговую сварку.
Кроме вида сварки в условном обозначении присутствует и ряд других параметров, который можно отнести к способам обработки заготовок и характеру шва с зачисткой наплывов и неровностей. Иногда обозначение многократного прохождения шва служит для снятия остаточной термической деформации заготовок и используется для повышения качества соединяемого стыка.
Запись имеет вид:
❶ ❷-❸-❹-❺-❻-❼
Условно структура обозначения сварочного шва выглядит таким образом и обозначает порядок выполнения сварочных операций, заключающихся в следующем.
❶ − Здесь косая односторонняя стрелка или линия-выноска с горизонтальной полкой и размещением на ней информации о способе сварки по замкнутой линии «О» или монтажу по месту стыковки «┌».
❷-❸-❹ − Информация о способе стыковки и сварки по стандарту, например ГОСТ 5264-80-Т7, означает, что это тавровое соединение с двусторонним угловым швом и со скосом одной кромки.
❺ − Параметры шва, выполненные в виде прямоугольного треугольника с размерами катетов сварных швов по стандартам.
❻ − Указывается длина провариваемого участка для прерывистой сварки «/» или шахматного порядка «Z», а также параметры их разновидностей, например 50Z100.
❼ − Размещаются вспомогательные знаки, которые указывают способ зачистки и чистоту обработки лицевого и внутреннего шва.
В структуре условного обозначения на чертеже могут присутствовать указания на точечную сварку или газосварку с соответствующими буквенными сокращениями.
Разновидности швов и примеры обозначения на чертежах
Многообразие соединений металлов, включая нестандартное, должно иметь чёткое и ясное обозначение сварного шва, которое включает в себя чертёж разреза узла стыковки.
- прямоугольные при одно- и двусторонней сварке и толщине заготовок до 8 мм;
- с асимметричной или симметричной V-образной кромкой для листов от 8 до 25 мм толщиной;
- кромки, обработанные Х-образно с двух сторон при заготовках от 15 до 45 мм;
- снятие кромок с углами от 40 до 65о при условии толщины больше 25 мм, с подложкой или без неё.
Заключение
Требования стандартизации меняются со временем, и в ГОСТы вносятся изменения и дополнения, поскольку прогресс не стоит на месте. Необходимые новые данные находят отражение в проектной документации, а конструкторы вносят изменения в обозначение сварных швов на монтажных чертежах.
Сергей Одинцов
tweet
Обозначения сварки на чертеже и расшифровка аббревиатур
Грамотное составление конструкторской документации в соответствии с правилами и требованиями стандартов необходимо для выполнения своей работы проектировщиками, конструкторами, инженерами и мастерами. Одной из составляющих документа является обозначение сварки на чертеже.
Содержание
- Что представляют собой сварочные стыки, их разновидности
- Принцип выбора способа сварки и вида соединения
- Обозначение швов на чертеже
- Как расшифровывается техническая аббревиатура
Что представляют собой сварочные стыки, их разновидности
Сварочные процессы относятся к технологическим операциям, в результате проведения которых образуются монолитные соединения. Сварной шов представляет собой зону, в которой происходит плавка и застывание материалов скрепляемых деталей.
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода.
При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
Обозначние сварных соединений
Стыковой вид
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.
Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.
Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.
Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
Типы тавровых соединений
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.
Разделка кромок может быть выполнена:
- Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
Виды кромок
Принцип выбора способа сварки и вида соединения
Для стыковки деталей применяется около 150 разновидностей сварки. Объединяет их одно — обозначения швов сварных соединений.
Любая разработка предусматривает проведение расчетов, установленных техническим заданием на нее. Для определения способа крепления деталей конструкторами выполняются расчеты, определяющие геометрию стыков и толщину свариваемых конструкций.
Расчеты позволяют установить вид сварки, которую следует использовать: ручную при помощи электродов, дуговую с защитными газами и т. д. В работе необходимо руководствоваться требованиями стандартов, содержащих необходимую информацию.
Обозначение швов на чертеже
При производстве любых конструкций применяется стыковка деталей, выполненная различными способами. Одним из методов является сварка. Шов, получающийся при этом, обладает определенными свойствами, которые влияют на эксплуатационные характеристики целого изделия.
Важно правильно выполнить обозначение сварного шва на чертеже, чтобы были понятны способы соединения, формы стыков, геометрические параметры и др. Грамотный специалист может почерпнуть из чертежа сведения о прочности, герметичности стыка, времени проведения работ.
Для обозначения соединения металлов используются стрелки, буквы, цифры и вспомогательные значки.
Полная маркировка стыка включает:
- вспомогательные знаки;
- ссылку на стандарт;
- буквенно-цифровое обозначение;
- указание на тип сварки;
- размеры катетов;
- значения длины провариваемого участка или диаметра точки;
- дополнительные знаки.
Как расшифровывается техническая аббревиатура
При обозначении сварных швов в документации необходимо ориентироваться на требования ЕСКД, в которую входят: ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ 2. 312-72.
ГОСТ 14771-76
Условные изображения швов
Обозначение сварных швов
Сварные стыки могут выполняться видимыми, расположенными на лицевых поверхностях и невидимыми, выполненными с изнаночной стороны изделия. В двусторонних соединениях лицевым принято считать то, которое должно быть сделано первым. При устройстве симметричных кромок любую из сторон можно называть лицевой. Невидимые швы на чертеже обозначаются штриховыми отрезками, видимые — сплошными линиями.
Местонахождение линии шва указывает односторонняя стрелка. На ней располагается «полка» со вспомогательным знаком или буквенным обозначением. При указании на невидимый шов — они размещаются под «полкой», на видимый — над ней.
Обязательно используется комбинация из букв и чисел, содержащая данные о виде сварочных работ и типе стыка. Например, аббревиатура С1 означает использование одностороннего стыкового крепления, С2 — двустороннего.
Для предоставления более полной информации применяются вспомогательные знаки, описывающие соединения (форму шва (по замкнутой/незамкнутой линиям), прерывистость или точечное нанесение и др. ), операции, которые необходимо выполнить мастеру (снять выпуклость, обработать наплывы или неровности и т.д.).
Обозначение способа сварки
Способы сварки имеют свои условные буквенные обозначения, указывающиеся на сборочных чертежах.
| Обозначение | Метод проведения работ |
| А | Под флюсом в автоматическом режиме (без применения подкладок и подушек) |
| Аф | Под флюсом с использованием автоматики (с подушками) |
| ИН | В облаке защитных газов тугоплавкими вольфрамовыми электродами (без дополнительных материалов) |
| ИНп | В среде инертных газов вольфрамовыми электродами (с проволокой) |
| ИП | В облаке защитных газов расплавляющимися электродами |
| УП | В среде углекислых газов плавящимися электродами |
Грамотное и корректное нанесение условных обозначений в конструкторской документации позволяет специалистам-сварщикам сделать расшифровку швов в чертежах и качественно выполнить работы по металлу.
Основные знаки и способы маркировки сварки
Видео по теме: Обозначение швов на чертеже
Методические указания к выполнению практической работы «Обозначение сварных швов на чертеже»
Лабораторная работа №17
Обозначение сварных швов на чертеже
ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
МДК 01.01. Технология сварочных работ
Цель работы: систематизировать знания и умения при чтении условных обозначений сварных швов на чертежах.
Оборудование и дидактические материалы: чертежи деталей и сборочные чертежи.
Краткие теоретические сведения.
В соответствии с ГОСТ 2.312-72 видимый шов сварного соединения на чертеже деталей изображают сплошной основной линией, невидимый -штриховой. Одиночную сварную точку обозначают знаком «+». От изображения шва или одиночной точки проводят линию выноску, закачивающуюся односторонней стрелкой. На полке линии-выноски приводят условное изображение сварного шва (рис. 1,2).
Условное изображение сварных швов в общем случае должно содержать следующее:
1. Вспомогательные знаки из группы:
— шов выполняется при монтаже изделия;
— шов по замкнутой линии;
— шов по незамкнутой линии.
2. Обозначение стандарта на типы и конструктивные элементы швов
сварных соединений, например:
а) ГОСТ 5264-80 — основные типы и конструктивные элементы швов, выполненных ручной дуговой сваркой;
б) ГОСТ 8713-79 — то же, что и ГОСТ 5264-80, но швы выполнены
автоматической или полуавтоматической сваркой под флюсом;
в) ГОСТ 11533-75 — основные типы, конструктивные элементы и
размеры швов при расположении свариваемых элементов под острыми и
тупыми углами; швы выполнены автоматической или полуавтоматической
сваркой под флюсом;
г) ГОСТ 11534-75 — то же, что и ГОСТ 11533-75, швы выполнены ручной дуговой сваркой;
д) ГОСТ 15878-79 — соединения, выполненные контактной сваркой.
3. Обозначение шва, состоящее из буквы, обозначающей вид
соединения, и цифры, обозначающей форму подготовки кромок (с отбортовкой, без отбортовки, со скосом), например С8 — шов стыкового, У4 — углового, Т8 — таврового, Н2 — нахлесточного соединений. В табл. 4 приведена выборка буквенно-цифровых обозначений швов.
4. Условное обозначение способа сварки. (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
5. Знак и размер катета шва.
6. Условное обозначение и цифровые характеристики прерывистого шва с цепным расположением отдельных элементов выполняется знаком « / », а для прерывистого шва с шахматным расположением элементов знаком «Z».
7. Дополнительные вспомогательные знаки:
— усиление шва снять;
-наплывы и неровности обработать с плавным переходом к основному металлу;
— шероховатость поверхности шва после механической обработки. Примеры условных обозначений сварных швов приведены на рис. 1
Рис. 1 Шов выполнен при монтаже( ) ручной дуговой сваркой по ГОСТ 5264-80, тип шва )С9), усилие шва снято с двух сторон обработкой резанием ( ), шероховатость обработанной поверхности с лицевой стороны , с обратной стороны мкм.
Рис. 2 Шов выполнен по замкнутой кольцевой линии (О), сварка в защитном газе по ГОСТ 14771-76, соединение тавровое двустороннее без разделки кромок (ТЗ), в углекислом газе плавящимся электродом (УП), катет шва 6мм ( 6), шов прерывистый с длиной проваренных участков 50мм (50), с шахматным расположением (Z), с шагом 100мм (100).
Порядок выполнения работы.
Расшифровать и заполнить таблицу.
№ п/п | Условное обозначение шва на чертеже | Характеристика шва |
1 | ||
2 | ||
3 | ||
4 | ||
5 | ||
6 | ||
7 | ||
8 | ||
9 | ||
10 |
Прочтите чертеж (рис. 3).
2.1 Прочитать основную надпись чертежа (соединение сваркой, масштаб, марка)
2.2. Какие виды, разрезы даны на чертеже (фронтальный разрез)
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу (4)
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения(200, 530)
Прочтите чертеж (рис. 4).
Письменно ответьте наследующие вопросы к чертежу.
Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
Рис. 3 Чертеж для чтения Рис. 4 Чертеж для чтения
Содержания отчёта
Расшифровать условные обозначения сварных швов и заполнить таблицу1.
2. Прочтите чертеж (рис.3).
2.1 Прочитать основную надпись чертежа .
2.2. Какие виды, разрезы даны на чертеже.
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу.
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения.
3.Прочтите чертеж (рис. 4).
3.1.Письменно ответьте наследующие вопросы к чертежу.
3.2.Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
Контрольные вопросы:
1.Условное обозначение сварных швов в сварных конструкциях.
Характеристика шва | Поперечное сечение шва | Условное обозначение шва на чертеже | |||||
Шов с лицевой стороны | Шов с оборотной стороны | ||||||
Двусторонний шов стыкового сварного соединения с криволинейным скосом одной из кромок, выполняемый дуговой сваркой вручную при монтаже изделия. | |||||||
Двусторонний шов углового соединения без скоса кромок, который выполняется автоматической сваркой по замкнутой линии с подачей флюса. | |||||||
Сварной шов углового соединения со скосом прилегающих кромок, выполняемый электрошлаковой сваркой с проволочным электродом. Катет шва равен 22 мм. | |||||||
Соединение, выполняемое дуговой сваркой внахлестку точечным швом, в инертном газе с применением плавящегося электрода. Расчетный диаметр точки составляет 9 мм. | |||||||
Односторонний шов соединения встык без скоса кромок, выполненный на оставляемой подкладке с использованием нагретого газа и присадки. | |||||||
Соединение одиночными сварными точками, выполняемое дуговой сваркой с использованием флюса. Диаметр электрозаклёпки равен 11 мм. Усиление должно быть снято. Шероховатость обработанной поверхности должна соответствовать Rz 80 мкм. |
| ||||||
Двусторонний шов таврового соединения без скоса кромок, выполняемый в шахматном прерывистом порядке, ручной дуговой сваркой в защитных газах неплавким электродом по замкнутой линии. | |||||||
Соединение внахлестку, образуемое одиночными сварными точками, выполняется контактной точечной сваркой. Расчетный диаметр используемой точки 5 мм. | |||||||
Прерывистый шов соединения внахлестку, выполняемый специальной контактной шовной сваркой. Длина провариваемого участка 50 мм с шагом 100 мм при ширине шва 6 мм. | |||||||
Односторонний шов соединения внахлестку без скоса кромок, выполняется полуавтоматической дуговой сваркой в защитных газах плавким электродом. Шов проваривается по незамкнутой линии с катетом 5 мм. | |||||||
Свойства обозначения сварного шва — 2017
Можно создавать обозначения сварного шва в документах деталей, сборок и чертежей.
Укажите для чертежного стандарта в разделе «Свойства документа – Чертежный стандарт» значение ISO, BSI, DIN, JIS или GB для получения доступа к параметру «Свойства обозначения сварки». Установите ANSI или GOST для доступа к диалоговым окнам, содержащим обозначения сварных швов для этих стандартов.
Чтобы открыть это диалоговое окно, выполните одно из указанных ниже действий.
- Нажмите Обозначение сварного шва (панель инструментов Примечание) или выберите Вставка > Примечания > Обозначение сварного шва.
- Дважды щелкните существующее обозначение сварного шва или щелкните правой кнопкой мыши обозначение и выберите Свойства.
Многие свойства доступны выше и ниже строки с обозначением сварного шва. В графической области появится предварительный просмотр обозначения.
| Окружной сварной шов | Добавляет окружность к сгибу линии шва, что указывает на то, что шов применяется вокруг контура.
|
| Шов при монтажной сварке | Добавляет к сгибу линии шва, что указывает на то, что шов применяется в монтажной сварке или на месте. Выберите нижний Шов при монтажной сварке, чтобы флажок указывал вниз. |
| Символ сварки | Используйте верхнюю кнопку Обозначение сварного шва, чтобы выбрать обозначение для шва на лицевой стороне. Используйте нижнюю кнопку Обозначение сварного шва, чтобы выбрать обозначение для шва на обратной стороне. |
Нажмите и выберите обозначение в библиотеке обозначений. Чтобы убрать обозначение, отключите его, сняв флажок. Доступность других параметров зависит от выбранного обозначения. Введите размер слева от обозначения. Введите шаг справа от обозначения. |
|
| Шов на обратной стороне | Шов на лицевой стороне |
|
Стандарт ISO использует обозначения сварного шва на (над) линией для «соседнего» шва или шва на лицевой стороне и условные обозначения шва на пунктирной линии (под) для заднего шва или шва на тыльной стороне по умолчанию. При изменении чертежного стандарта на ISO программное обеспечение поменяет условные обозначения шва. |
|
| Обозначение процесса сварки | Введите текст в большом поле справа, на любом количестве строк, и он появится сзади обозначения. |
| Ссылка | Создание справочного поля вокруг текста Обозначение процесса сварки. |
| Контур | Добавляет форму контура над обозначением. |
| Угол разделки кромок | (Только JIS) Введите угол в градусах (обозначение градуса добавляется автоматически). Внутри. Текст, расположенный внутри сварного шва. |
| Ширина сварного шва | (Только JIS) Введите размер. |
| Второе скругление | Добавляет второе скругление в существующее обозначение. Этот параметр доступен только для Стыковой без скоса кромок, Стыковой одиночный наклонный, Стыковой одиночный наклонный с основанием и Стыковой одиночный J-образный. Введите размер слева от обозначения. Введите шаг справа от обозначения.
|
| Симметричность | Свойства на одной стороне строки с обозначением отображаются также на другой стороне. |
| Расставить в шахматном порядке | Обозначения выше и ниже строки являются прерывистыми. |
| Отобразить с линией идентификации сверху | Перемещает штриховую линию идентификации в область над строкой с обозначением. |
| Шрифт | Чтобы указать шрифт для текста и размер обозначения, снимите флажок Использовать шрифт документа и нажмите Шрифт.
|
| Полка выноски | Выполните привязку выноски к указанному положению на обозначении сварного шва. |
| Использовать несколько изогнутых указателей | Позволяет вам нажать мышью несколько раз в графической области для создания изогнутых указателей. |
| Слой | В чертеже с именованными слоями выберите слой из списка. |
| Включить это обозначение в таблицу сварки | Выберите, чтобы сделать обозначение сварки доступным в таблице сварных швов. |
| Стиль | Изменяет стиль обозначений сварки. ДЛя получения дополнительной информации см. Стиль. |
| Стиль выноски (в PropertyManager Обозначение сварного шва) |
Использовать отображение документа:
|
Знакомство с символами сварки на инженерных чертежах
Символы сварки, как и указатели, являются информационными указателями. Они размещаются инженерами-сварщиками на сварочных чертежах и служат для передачи информации сварщику. Во многих случаях передаваемая информация очень проста.
Символы сварки используются на чертежах и чертежах, чтобы показать, где должен располагаться сварной шов, а также могут указывать размер, тип сварного шва, количество сварных швов, сведения о сварном шве и даже сведения о стыке.
Сварщики, изготавливающие или работающие с чертежами, должны уметь интерпретировать символ сварки, чтобы подготовить соединение и выполнить сварку, имеющую требуемую прочность и надежность.
Иногда инженеру необходимо передать сложную информацию. Поэтому важно, чтобы сварщики понимали символику и были способны интерпретировать потребности и указания инженера-сварщика.
Для большей части мира символы сварки являются стандартными, хотя есть символы, которые разработаны и используются только компанией, которая их разработала.
Базовая линия и стрелка
Базовая линия является одним из наиболее важных элементов символа сварки. Все остальные элементы, описывающие сварной шов, находятся на этой линии или вокруг нее.
Справочная линия имеет выноску и стрелку, указывающую, где применима информация.
Он также может иметь хвостовую часть с информацией о процессе, спецификации или других примечаниях, которые обычно не содержат элементов, описывающих их.
Если элементы опорной строки описывают необходимые детали (как это происходит в большинстве случаев), хвост не используется.
Одна из самых важных вещей в контрольной линии и символе сварки — это верхняя и нижняя части горизонтальной линии.
Фактический символ, показывающий тип сварного шва и окружающие его элементы, детализирующие сварной шов, может быть размещен в верхней или нижней части строки.
Ключевые моменты, на которые следует обратить внимание:
Символы в нижней части контрольной линии означают сварку стороны соединения, на которую указывает стрелка.
Символы в верхней части контрольной линии означают, что сварку следует выполнять с другой стороны стыка или со стороны, противоположной той, на которую указывает стрелка.
Этот метод используется, потому что иногда символ сварки должен быть нанесен на чертеже с другой стороны соединения.
Если символы появляются по обеим сторонам контрольной линии, это означает, что обе стороны соединения свариваются.
Если контрольная линия имеет символ сварного шва с обеих сторон контрольной линии, они могут быть или не быть одним и тем же сварным швом с обеих сторон соединения.
Помните правило накладывать правый шов на правую сторону.
На контрольной линии можно увидеть два других элемента, которые предоставляют информацию о сварном шве.
Один представляет собой кружок вокруг места, где линия выноски соединяется с контрольной линией и указывает на то, что сварка выполняется «ВОКРУГ». Это означает, что сварной шов проходит по всему стыку, на который указывает стрелка.
Ключевые моменты, на которые следует обратить внимание:
Элемент со всех сторон используется только в том случае, если есть возможность сварки по всей поверхности одной поверхности. В противном случае используется больше, чем на символе.
Другой элемент, видимый на опорной линии, напоминает флаг и располагается там, где линия выноски соединяется с опорной линией.
Этот элемент называется полевой сваркой и означает, что сварка будет выполняться в другом месте. Например, этот сварной шов может применяться на рабочем месте, а не в цехе. Иногда разъяснение будет дано в хвосте символа сварки или в виде спецификации на печати.
Элементы системы символов сварки
На приведенном ниже рисунке показаны различные элементы символов сварки. Давайте рассмотрим каждый элемент в следующем разделе.
Когда мы соединим вышеперечисленные элементы, мы увидим результат на рисунке ниже. Готовый символ указывает оператору сварки или сварщику наплавить угловой шов 1/4 дюйма с обеих сторон соединения и что предпочтительным сварочным электродом будет E7018.
Рисунок ниже выглядит очень похоже, но в этом случае символ информирует сварщика о том, что это стежковый шов. Первый размер указывает на то, что каждый наплавленный шов должен иметь длину 3 дюйма.
Второй размер относится к требуемому расстоянию между центрами каждого стежка.
Таким образом, в этом случае оператор сварки должен наплавить серию 3-дюймовых сварных швов с 3-дюймовым промежутком между каждым наплавлением.
К символу сварки часто добавляются дополнительные символы. Дополнительный символ обычно относится к предсварочной подготовке или отделке после сварки. На рисунке ниже показан пример подготовки к сварке.
Символ, показанный на рисунке ниже, указывает на то, что вертикальный компонент требует снятия фаски перед сборкой.
Оставшаяся часть символа указывает на то, что для завершения сварного шва требуется галтель 1/4 дюйма.
Этот символ сварки обычно сопровождается дополнительными примечаниями и инструкциями.
В дополнительных примечаниях, вероятно, будет указана конкретная процедура сварки, в которой будет указано количество и последовательность нескольких проходов, необходимых для завершения окончательного сварного шва.
На следующих рисунках показаны простые символы сварки и соответствующее применение.
Расшифровка символов сварного шва завершающая информация.
Цель этой страницы — познакомить вас с общими символами и их значением.
Полный набор символов приведен в стандарте, опубликованном Американским национальным институтом стандартов и Американским обществом сварщиков: ANSI/AWS A2.4, Символы для сварки и неразрушающего контроля.
Структура символа сварки
Горизонтальная линия, называемая базовой линией, является якорем, к которому привязаны все остальные символы сварки.
Инструкция по выполнению сварного шва нанизана вдоль контрольной линии.
Стрелка соединяет опорную линию со свариваемым соединением.
В приведенном выше примере показана стрелка, выходящая из правого конца опорной линии и направленная вниз и вправо, но допускаются и многие другие комбинации.
Довольно часто стык имеет две стороны, на которые указывает стрелка, и, следовательно, два потенциальных места для сварки.
Например, когда две стальные пластины соединяются вместе в Т-образную форму, сварка может выполняться с любой стороны стержня Т-образной формы.
Символ сварки различает две стороны соединения с помощью стрелки и пробелы выше и ниже опорной линии.
Сторона соединения, на которую указывает стрелка, известна (довольно прозаично) как сторона стрелки, и ее сварка выполняется в соответствии с инструкциями, приведенными под контрольной линией.
Другая сторона стыка известна (еще более прозаично) как другая сторона, и ее сварка выполняется в соответствии с инструкциями, приведенными над контрольной линией.
Ниже = стрелка и выше = другие правила применяются независимо от направления стрелки.
Флажок, вырастающий из стыка опорной линии и стрелки, присутствует, если сварка должна производиться в полевых условиях при возведении конструкции.
Символ сварки без флажка указывает на то, что сварка должна быть выполнена в цеху.
На старых чертежах место сварки может быть обозначено черным кружком на стыке между стрелкой и контрольной линией.
Незаштрихованная окружность на стыке стрелки и контрольной линии присутствует, если сварной шов должен проходить по всему стыку, как в примере ниже.
В хвостовой части символа сварки размещается дополнительная информация о сварке.
Может содержать ссылку на процесс сварки, электрод, детальный чертеж, любую информацию, помогающую в выполнении сварного шва, которая не имеет специального места в символе.
Типы сварных швов и их символы
Каждый тип сварных швов имеет свой собственный базовый символ, который обычно размещается рядом с центром контрольной линии (и над или под ней, в зависимости от того, на какой стороне соединения он находится).
Символ сварки представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва.
В приведенных ниже описаниях символ показан как со стороны стрелки, так и с другой стороны.
Угловые швы
Угловой сварной шов (произносится как «fill-it») используется для соединения внахлест, угловых и тавровых соединений.
Как следует из символа, угловой шов имеет примерно треугольное поперечное сечение, хотя его форма не всегда является прямоугольным или равнобедренным треугольником.
Металл сварного шва наносится в угол, образованный соединением двух элементов, и проникает в основной металл и сплавляется с ним, образуя соединение.
Символ углового сварного шва является одним из наиболее широко используемых символов, а фигура, расположенная на опорной линии для обозначения углового сварного шва, представляет собой треугольник, напоминающий боковой профиль углового шва. На приведенных выше примерах сварного шва по периметру и сварного шва на месте показан символ углового сварного шва, так что сварной шов, применяемый в обоих случаях, представляет собой угловой шов.
Примечание: для наглядности на приведенных ниже рисунках не показано проплавление металла шва. Однако следует помнить, что степень проплавления важна для определения качества сварного шва.
Перпендикулярная сторона треугольника всегда рисуется слева от символа, независимо от ориентации самого сварного шва.
Размер стороны указан слева от символа сварки. Если две стороны сварного шва должны быть одинакового размера, указывается только один размер; если сварной шов должен иметь неравные стороны (намного реже, чем сварка с равными сторонами), даются оба размера, и на чертеже указывается, какая сторона длиннее.
Длина сварного шва указана справа от символа.
Если длина не указана, то шов должен располагаться между указанными размерными линиями (если они указаны) или между теми точками, где произойдет резкое изменение направления шва (как на торцах пластин в примере выше).
Для прерывистых сварных швов длина каждой части сварного шва и расстояние между сварными швами разделяются тире (сначала длина, затем расстояние) и помещаются справа от символа углового сварного шва.
Обратите внимание, что расстояние или шаг — это не чистое пространство между сварными швами, а расстояние между центрами (или от конца до конца).
Размер и длина углового шва
Размер углового шва определяется сторонами треугольной формы, которые представляют стороны углового шва.
Сварная деталь может иметь разный размер сварного шва с каждой стороны или они могут быть одного размера.
Иногда (не часто) может потребоваться сварка неравнополочных ветвей.
Например: если один член сустава тоньше другого.
Если размер углового сварного шва не указан, размеры всех угловых швов будут указаны на чертеже в качестве примечания или спецификации.
Длина сварного шва, если он не является сплошным швом, показана числом справа от треугольника углового шва. Если это не очевидно, то место указано на чертеже.
Длина и шаг прерывистых сварных швов
Прерывистый сварной шов не является непрерывным поперек соединения, а представляет собой сварной шов определенной длины, разделенный заданным промежутком между ними.
Этот метод сварки можно использовать для контроля тепловой деформации или там, где это позволяют требования к прочности соединения.
Прерывистая сварка может сэкономить время и деньги, если нет необходимости в длинном шве.
Используемые чаще, чем просто длина, длина и шаг представляют собой два числа, расположенные справа от символа углового сварного шва.
Сначала, как и прежде, отображается длина, за которой следует дефис, после чего отображается высота тона.
Шаг относится к размеру от центра одного сварного шва до центра следующего сварного шва.
Шаг – это не расстояние между сварными швами, а расстояние от центра до центра сварных швов. Чтобы получить расстояние для компоновки, вычтите длину одного сварного шва из шага.
Прерывистые сварные швы могут быть цепными прерывистыми или в шахматном порядке прерывистыми.
Цепь прерывистая Сварные швы с обеих сторон стыка расположены напротив друг друга и напоминают цепь.
Ступенчатые прерывистые швы на противоположной стороне обычно начинают в зазоре между швами на первой стороне. Сварные швы тогда кажутся расположенными в шахматном порядке.
Если сварные швы расположены в шахматном порядке, символ углового шва будет располагаться в шахматном порядке на контрольной линии.
Краткий обзор символов углового сварного шва
При чтении символа углового сварного шва всегда убедитесь, что вы знаете, к какой стороне соединения применяется сварной шов.
Символы углового сварного шва в нижней части опорной линии означают, что сварной шов следует выполнять со стороны соединения, на которую указывает стрелка. Символы углового сварного шва в верхней части контрольной линии означают, что сварной шов применяется к противоположной стороне соединения.
Символы углового сварного шва по обеим сторонам контрольной линии означают, что сварной шов применяется к обеим сторонам соединения.
Это остается в силе независимо от того, как нарисован разрыв в стрелке.
Размер углового шва определяется длиной стороны углового шва и отображается на символе слева.
Если в скобках указаны два числа, это означает, что стороны не равны, проверьте рисунок для уточнения.
Если на символе углового сварного шва указана длина сварного шва, размер указывается с правой стороны. Когда появляются два числа, разделенные дефисом, сначала указывается длина, а затем высота тона.
Шаг — это расстояние от центра одного отрезка сварного шва до центра следующего отрезка сварного шва.
При отображении направлений чистовой обработки они появляются над наклоном символа углового сварного шва.
Для получения дополнительной информации см. ANSI/AWS A2.4, Символы для сварки и неразрушающего контроля.
Обозначения для швов с разделкой кромок
Сварка с разделкой кромок обычно используется для соединения встык, хотя она также часто используется в угловых соединениях, Т-образных соединениях и соединениях между изогнутыми и плоскими деталями.
Как следует из множества символов разделки швов, существует множество способов выполнения разделки швов, различия в основном зависят от геометрии соединяемых деталей и подготовки их кромок.
Символы сварки разделкой используются, чтобы показать, как подготавливаются стыковые соединения к сварке, и чтобы подробно описать, как должен быть выполнен сварной шов.
Когда два куска металла, кроме листового металла или тонких профилей, соединяются друг с другом встык для сварки, они обычно имеют некоторую форму канавки, позволяющей сварному шву проникать в соединение или сквозь него.
Паз формируется путем подготовки кромок под сварку со скошенной кромкой, кромкой с фаской, кромкой с двойной фаской, кромкой J-образной канавки или кромкой с двойной J-образной канавкой.
Если стыковое соединение не имеет подготовки кромок, то оно называется квадратным пазом.
Металл сварного шва осаждается внутри канавки, проникает в основной металл и сплавляется с ним, образуя соединение.
Двумя другими важными элементами подготовки и сварки канавки являются отверстие в корне и угол канавки.
Корневое отверстие, если оно используется, определяет пространство между свариваемым соединением и помещается внутри символа сварки.
Угол разделки также указывается внутри символа сварки и указывается в градусах.
Примечание: для наглядности на приведенных ниже рисунках обычно не показано проплавление металла сварного шва. Однако следует помнить, что степень проплавления важна для определения качества сварного шва.
Символы сварки разделки используются для предоставления информации о подготовке и сварке разделки; однако они не всегда могут показать все предполагаемые операции, и часто на чертеже используются примечания или спецификации.
Сварщик должен прочитать весь чертеж перед сваркой, чтобы избежать дорогостоящих переделок.
Всякий раз, когда вы видите что-то незнакомое, обратитесь за разъяснениями к инженерам или надзору.
Крайне важно изготовить угловой шов и шов с разделкой кромок подходящего размера для конкретного применения, поэтому проверяйте размеры с помощью калибров для сварки.
Существуют различные типы сварных швов с разделкой кромок:
Сварные швы с квадратной разделкой
«Резка» создается либо плотной посадкой, либо небольшим разделением кромок. Величина разделения, если таковая имеется, указана на символе сварного шва.
Сварные швы с V-образными канавками
Края обеих деталей скошены одинарно или дважды для создания канавки. Угол V указан на символе сварного шва, как и разделение в корне (если есть).
Если глубина V не равна полной толщине – или половине толщины в случае двойного V – глубина указывается слева от символа сварного шва.
Если глубина проплавления сварного шва должна быть больше, чем глубина разделки, в скобках после глубины V.9 указывается глубина эффективной щели.0003
Символы сварных швов со скосом и канавкой
Кромка одной из частей скошена, а другая остается квадратной.
Перпендикулярная линия символа фаски всегда рисуется слева, независимо от ориентации самого сварного шва.
Стрелка указывает на деталь, с которой нужно снять фаску.
Это дополнительное значение подчеркивается разрывом линии стрелки.
(Разрыв не обязателен, если у проектировщика нет предпочтений в отношении того, какая деталь подвергается обработке кромок, или если деталь, подлежащая обработке, должна быть очевидна для квалифицированного сварщика.)
Угол и глубина обработки кромки, эффективная кривизна и разделение у корня описываются с использованием методов, описанных в разделе V-образной канавки.
U-образный сварной шов
Края обеих деталей имеют вогнутую обработку. Глубина обработки края, эффективная кривизна и разделение у корня описываются с использованием методов, обсуждаемых в разделе V-образной канавки.
Сварной шов с J-образной канавкой
Кромка одной из деталей имеет вогнутую форму, а другая остается квадратной.
Сварной шов с U-образной канавкой имеет такое же значение, как сварной шов с разделкой кромки по отношению к сварному шву с V-образной канавкой.
Как и в случае скоса, перпендикулярная линия всегда проводится с левой стороны, а стрелка (при необходимости с разрывом) указывает на деталь, которая подвергается обработке кромки.
Глубина обработки кромок, эффективная кривизна и разделение у корня описываются с использованием методов, описанных в разделе V-образной канавки.
V-образный сварной шов с развальцовкой
Обычно используется для соединения двух закругленных или криволинейных деталей. Предполагаемая глубина самого сварного шва указана слева от символа, а глубина сварного шва указана в скобках.
Сварной шов с развальцовкой и фаской
Обычно используется для соединения круглых или криволинейных деталей с плоскими деталями.
Как и в случае раструба-V, глубина канавки, образованной двумя криволинейными поверхностями, и предполагаемая глубина самого сварного шва указаны слева от символа, а глубина сварного шва указана в скобках.
Перпендикулярная линия символа всегда рисуется слева, независимо от ориентации самого сварного шва.
Обычными дополнительными символами, используемыми для сварных швов с разделкой кромок, являются символы плавления и подкладочного стержня.
Оба символа указывают на то, что полное проплавление шва должно быть выполнено с односторонним разделочным швом.
В случае проплавления корень должен быть усилен наплавленным металлом с обратной стороны соединения.
Высота армирования, если она является критической, указывается слева от символа проплавления, который располагается поперек контрольной линии от основного символа сварного шва.
Когда подкладочный стержень используется для полного провара шва, его символ размещается поперек контрольной линии от основного символа сварного шва.
Если стержень должен быть удален после завершения сварки, внутри символа опорного стержня ставится буква «R».
Символ опорного стержня имеет ту же форму, что и символ пробки или сварного шва, но контекст всегда должен прояснять назначение символа.
Для получения дополнительной информации см. ANSI/AWS A2.4, Символы для сварки и неразрушающего контроля.
Обозначения для сварки внахлестку и в щели
Сварка внахлестку и в пазы используется для соединения элементов внахлестку, один из которых имеет отверстия (круглые для сварки внахлестку, продолговатые для швов в щели).
Металл сварного шва осаждается в отверстиях, проникает и сплавляется с основным металлом двух элементов, образуя соединение.
(Примечание: для наглядности на приведенных ниже рисунках не показано проплавление металла шва. Однако следует учитывать, что степень проплавления важна для определения качества сварного шва.)
Для сварных швов диаметр каждого стержня указан слева от символа, а расстояние между стержнями (шаг) указано справа.
Для сварных швов с прорезью ширина каждой прорези указана слева от символа, длина и шаг (разделенные дефисом) указаны справа от символа, а детальный чертеж указан в конце.
Количество заглушек или пазов указано в скобках над или под символом сварки.
Обозначения со стороны стрелки и с другой стороны указывают, в какой части имеется отверстие(я).
Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, на которую оно должно быть заполнено, указывается внутри символа сварного шва.
Нравится:
Нравится Загрузка…
Символы сварки | Руководство по чтению символов сварки
Когда вы видите технический чертеж, вы заметите на нем несколько символов сварки. Символы сварки и символы сварки позволяют проектировщику сообщать и передавать необходимые детали сварки изготовителю. При отсутствии этих символов проектировщик должен разместить пояснительные примечания на чертеже для каждого сварного соединения, что отнимает место и время и не дает ясности.
Чтобы решить эту проблему, проектировщик использует символы сварки, чтобы передать тип разделки под сварку, размер разделки, глубину разделки, длину сварного шва и ряд других деталей. Эти символы сварки понятны проектировщику, изготовителю и всем, кто с этим связан.
В этой статье вы ознакомитесь со стандартами сварки, применяемыми в производственных отраслях, о символах сварки и символах сварки, кратком объяснении различных типов сварки и их символах сварки, схеме символа сварки со стандартным расположением его элементов. , несколько примеров символов сварки и их значение для производителя, а также несколько важных различий между стандартами AWS и ISO.
Различные стандарты символов сварки
Существуют различные стандарты сварки, которым следуют производители по всему миру, но основные стандарты сварки:
- Стандартные символы для сварки, пайки и неразрушающего контроля.»
- Стандарты ISO (Международной организации по стандартизации) для «Сварки и родственных процессов — символическое изображение на чертежах»
В этой статье мы обсудим символы сварки в соответствии со стандартом AWS, а также кратко обсудим основные различия между стандартами AWS и ISO.
Таблица символов сварки (чертеж символов сварки)
Символы сварки и символы сварки
90 Важно понимать разницу между символом сварки и символом сварки.
Символ сварного шва представляет определенный тип сварного шва (сварка разделкой, угловая сварка, сварка пробкой и т. д.) и всегда является частью символа сварки, нарисованного на производственном чертеже. Каждый тип сварки имеет свое обозначение. Символы сварки всегда размещаются на опорной линии символа сварки.
Символ сварки — это то, что вы видите на производственном чертеже. В нем сообщается место сварки, тип сварки и все другие детали, необходимые изготовителю для выполнения изготовления. Символ сварки использует ‘ символы сварки ‘, чтобы указать тип требуемого сварного соединения.
Мы подробно обсудим символы сварки и символы сварки в следующих параграфах.
Схема символа сварки
Давайте обсудим и поймем различные элементы символа сварки и их стандартное расположение.
(Обозначение сварки на производственном чертеже всегда читается слева направо)
Базовая линия : это горизонтальная линия, на которой размещаются различные символы сварки и сведения о сварке, и она передает всю информацию о сварке, необходимую изготовителю. Каждый элемент или символ сварного шва имеет фиксированное положение. Базовая линия всегда рисуется ближе к сварному соединению, а детали сварки вокруг сварного соединения размещаются в фиксированных местах.
Стрелка или линия со стрелкой : Стрелка или линия со стрелкой соединяет опорную линию со сварным соединением на производственном чертеже. Детали сварного шва на опорной линии относятся к сварному соединению, указанному стрелкой. Стрелка может указывать влево или вправо, но детали на опорной линии всегда читаются слева направо.
Сторона стрелки и другая сторона : Все сварные соединения имеют две стороны, и вы можете найти сварные соединения, требующие сварки только с одной стороны или с обеих сторон. Детали сварки на каждой стороне могут быть независимыми друг от друга. Символ сварки различает две стороны сварки с помощью стрелки, соединенной с контрольной линией, и пространства над и под контрольной линией. На языке символов сварки сторона сварки, указанная стрелкой, представляет собой сторону стрелки 9.0028», а оставшаяся сторона сварного шва называется « другая сторона ». линия.
Правило, согласно которому детали сварного шва, расположенные ниже опорной линии, относятся к стороне стрелки, а детали сварного шва, расположенные над опорной линией, относятся к другой стороне, не изменится независимо от того, указывает ли стрелка влево или вправо.
Хвост (T) : Конструктор использует хвостовую часть для указания сведений о сварном шве, таких как конкретный процесс сварки (сварка ВИГ, дуговая сварка с флюсовой проволокой или любой другой процесс сварки, сварка с обратной стороны или подваркой и т. д. ) или другие детали, не отмеченные символами сварки. Хвост можно опустить, если у дизайнера нет дополнительных деталей для передачи.
S : В зависимости от типа сварки проектировщик использует это местоположение, чтобы задать глубину разделки для сварки разделкой, размер углового шва, размер пробки или прорези для сварки пробкой/пазом и т. д.
E : В зависимости от типа сварного шва проектировщик использует это место, чтобы задать размер шва для разделки, размер стороны для углового шва и т. д. Размер разделки всегда указывается в скобках, тогда как угловой шов размеры ножек указаны без скобы.
Детали ‘S’ и ‘E’ всегда размещаются слева от символа сварки на контрольной линии. указанный контур, и процесс может быть вырубкой (C), прокаткой (R), шлифованием (G), ударным молотком (H), механической обработкой (M) или неуказанным (U).
A : Конструктор использует это значение для указания угла разделки разделки при сварке разделкой или прилежащего угла зенковки (для сварки с потайной пробкой).
__ : Небольшая горизонтальная линия между A и F указывает требуемый контур готового сварного шва, который может быть вогнутым, выпуклым или плоским.
L : L указывает длину сварного шва и всегда находится справа от символа сварного шва.
P : P — шаг (расстояние от центра до центра между последовательными участками прерывистой сварки), указывающий на прерывистую сварку и расстояние между ними.
Обратите внимание, что L и P разделены маленьким тире.
N : N указывает количество сварных швов для электродных или прорезных сварных швов, шпилек 7, вертикальных швов и т. д.
любого символа сварки всегда будет располагаться слева .Типы сварных соединений Символы и их символы сварки
Каждый тип сварки имеет свое графическое представление, обычно небольшой рисунок/символ, который может быть легко интерпретирован людьми, работающими в мастерской или проектировщике офис. Небольшой рисунок/символ обычно представляет собой поперечное сечение сварного шва. Вы можете просмотреть общие обозначения сварки и дополнительные обозначения сварки, используемые на чертежах производителя.
Сварка разделкой : обычно сварка разделкой выполняется между кромками двух заготовок. Однако он может быть между поверхностями двух заготовок и между кромками и поверхностями заготовки. Другими словами, вы можете определить сварочную канавку как отверстие между двумя заготовками, и оно предназначено для заполнения металла шва и проникновения, чтобы сплавиться с основным металлом для завершения сварки. Вы также можете использовать сварку разделкой для Т-образных соединений. Канавка может быть сформирована на краях заготовки или может быть образована естественным образом за счет контура заготовки.
Кратко остановимся на различных типах сварки разделкой кромок:
- Сварка разделки под прямым углом : Требуемый размер разделки (зазора) создается путем разделения заготовок.
- Сварка V-образной канавки : Кромки заготовок обрезаются/срезаются до необходимого угла и глубины V-образной канавки. V-образный паз может быть одинарным (только сверху или только снизу) или двухсторонним (и сверху, и снизу), причем размер V-образного паза сверху и снизу может быть одинаковым или разным. На чертеже показан прилежащий угол V и его глубина.
Если проект требует, чтобы провар был больше глубины разделки, то глубина провара указывается в скобках рядом с глубиной разделки.
Сварка кромок под углом : При сварке кромок под кромкой кромка одной из заготовок скошена (скошена), а кромка другой заготовки остается квадратной. При размещении заготовок встык паз, образованный фаской, заполняется свариваемым металлом.
Символ сварного шва со скосом размещается на опорной линии символа сварки, а его перпендикулярная линия всегда располагается слева. Используя символы сварки, конструктор может указать, какая из двух заготовок будет иметь скос. Описание угла скоса, глубины канавки, горловины и других деталей аналогично сварке с V-образной канавкой.
Сварка с U-образной канавкой : Сварка с U-образной канавкой аналогична сварке с V-образной канавкой, за исключением того, что кромки обрезаются до вогнутой формы (половина U) в поперечном сечении. Когда вы держите две заготовки (с их поперечным разрезом) впритык друг к другу, результирующая канавка между ними имеет U-образную форму. Другие детали сварки будут аналогичны сварке с V-образной канавкой.
Сварка J-образной канавки : Если вы подготовите кромку одной заготовки для сварки с U-образной канавкой, а кромку другой заготовки оставите прямоугольной, результирующая канавка будет J-образной канавкой. . Как и в случае сварки с разделкой под углом, перпендикулярная линия символа разделки J всегда будет располагаться с левой стороны (на опорной линии), и конструктор может указать, на какой из заготовок должна быть разделка, используя значок символ сварки. Отображение глубины канавки, глубины проплавления, горловины и других деталей будет аналогично сварке с V-образной канавкой.
Сварка кромок с развальцовкой : Здесь соединяемые детали не требуют подготовки кромок. Заготовки при сварке V-образным пазом имеют на себе контуры, и когда они располагаются встык друг с другом, их контуры образуют V -образный паз. Конструктор указывает требуемую глубину сварного шва внутри скобы и размещает ее рядом с размером глубины паза.
Раструбная сварка с конической разделкой : Аналогичен раструбу ‘V’ сварка разделкой, но, в этом случае, одна из заготовок имеет прямую грань, а другая – контур, а стыковка двух заготовок образует разделку со скосом. Перпендикулярная линия символа сварки под углом всегда располагается слева (на опорной линии), а метод указания глубины разделки и глубины сварного шва аналогичен сварке с развальцовкой V с разделкой кромок.
Сварка с косой нарезкой : Сварка с косой нарезкой представляет собой соединение двух заготовок с зачищенными кромками (кромки срезаны под углом поперек их поперечного сечения). Две заготовки накладываются друг на друга своими зачищенными кромками перед сваркой. Шарфовое соединение обычно используется при ковке.
Другие часто используемые типы сварки и их обозначения : Эти сварные швы представляют собой кромочную сварку, угловую сварку, сварку пробкой или прорезью, подварочный или подварочный шов и наплавку.
Сварка кромок : Сварка кромок соединяет две заготовки, сваривая их кромки с проплавлением. Обозначение кромочного сварного шва, размещенное на опорной линии обозначения сварного шва, может включать в себя такие детали, как контур сварного шва, размер кромочного сварного шва, а также длину и шаг кромочного сварного шва.
Если на чертеже вместе с размером присутствует символ кромочного шва, то указанный размер указывает на горловину шва (расстояние между поверхностью шва и его корнем).
Угловая сварка : Угловая сварка обычно используется для сварки Т-образных Т-образных, нахлесточных и угловых соединений, а поперечное сечение готового углового сварного шва напоминает треугольник (форма треугольника может отличаться от сварки к сварке).
В случае угловой сварки две заготовки располагаются таким образом, чтобы образовался зазор для угловой сварки, и металл шва проникает в заготовки. Даже при угловой сварке T и соединениях внахлестку шов всегда проникает в основной металл, и металл шва сплавляется с основным металлом. В случае T и соединений внахлест размещение заготовок образует угол, и металл шва наплавляется в угол. Проплавление сварного шва обеспечит сплавление металла шва и основного металла.
Перпендикулярная сторона символа углового сварного шва всегда размещается с левой стороны (на опорной линии), а размер стороны размещается с левой стороны символа. Если две стороны углового шва разные, то проектировщик указывает оба размера.
Длина углового шва может охватывать всю длину сварного шва, или указанную длину шва, расположенную по центру по всей длине, или это могут быть прерывистые швы. Дизайнер использует символ сварки для обозначения длины сварки и шага между ними.
Сварка встык/паз : Вы используете сварку встык и прорезь для соединения заготовок внахлест. В одной из заготовок, обычно верхней, будут проделаны круглые отверстия или прорези (круглые отверстия для сварки электрозаклепками и прорези для сварки щелей). Металл шва наплавляется в отверстии или пазу, а шов пронизывает нижнюю заготовку и обеспечивает сплавление основных металлов. Металл сварного шва может заполнить все отверстие или паз или на требуемую глубину, указанную в символе на чертеже.
В случае сварки электрозаклепкой диаметр отверстия пробки указывается слева от символа, количество отверстий, указанное в скобках внизу/вверху символа, и шаг отверстий на правая сторона.
В случае щелевой сварки ширина щели указана слева, длина щели и шаг — справа (их разделяет прочерк), а количество щелей указано в скобках внизу или в верхней части символа. Хвост будет содержать детали слота.
Если проектировщик хочет, чтобы отверстие или прорезь были частично заполнены, глубина заполнения указывается внутри символа сварки.
Задний или подкладочный шов : Символ заднего или подкладочного шва представляет собой символ полукруга (обратите внимание, что он не закрашен черным/темным цветом). Символ для задней и подкладочной швов одинаков, но информация в хвостовой части указывает на фактическую требуемую сварку.
Термин « задний сварной шов » указывает на то, что сварка с другой стороны должна выполняться после завершения основного сварного шва.
Термин « подварочный шов » указывает на то, что перед сваркой стороны, указанной стрелкой, необходимо сварить другую сторону. Сварка на другой стороне действует как подложка/опора для основной сварки со стороны стрелки.
Наплавка : Наплавка – это метод наплавки материала на поверхность детали. Этот метод возвращает изношенные детали в исходное состояние, а специальные сварочные электроды используются для наращивания твердого материала.
Размер наплавочного шва, указанный слева от символа наплавочного шва, указывает высоту шва от поверхности подложки. Подробности о том, как должна выполняться наплавка, упоминаются в конце, и инструкции могут быть «окружными и/или осевыми (для заготовки круглого сечения)» и «боковыми и/или продольными (для плоской заготовки)». .’
Дополнительные обозначения сварки : Существует много других инструкций/методов сварки, которые проектировщик хочет передать через чертеж, а именно. сварка по периметру, монтажная сварка, проплавление, расходуемая вставка, использование опорной пластины/стержня, прокладки, контура сварки и т. д., а символы сварки, используемые для них, называются дополнительными обозначениями сварки.
Сварить по кругу : Если вы найдете круг на пересечении опорной линии и линии стрелки, это означает, что сварка идет по всему периметру (360˚). Сварка со всех сторон обычно используется при сварке заготовок с поперечным сечением, таким как круглое, прямоугольное, квадратное и другие сечения.
Монтажная сварка : Если вы найдете флажок (залитый черным/темным цветом) на пересечении контрольной линии и линии стрелки, это означает, что указанный сварной шов должен быть выполнен на площадке/площадке (за пределами производственного цеха). Отсутствие флажка указывает на то, что указанный сварной шов должен быть выполнен в цехе изготовления.
Проплавление : Как проплавление, так и сварка с опорным стержнем указывает на то, что проектировщик хочет полного провара шва с одной стороны.
Символ проплавления указывает на то, что проектировщику требуется полное проплавление сварного шва/соединения с заметным усилением корня, и сварка выполняется только с одной стороны. Символ проплавления имеет размер проплавления, и этот размер проплавления должен быть виден на другом конце.
Расходуемая вставка : Вы можете определить расходуемую вставку как присадочный материал, помещаемый в сварной зазор перед сваркой. В процессе сварки плавящаяся вставка (присадочный материал) вплавляется в корень сварного шва. Подробная информация о присадочном металле, такая как класс присадочного металла и другие сведения, будет указана в конце символа сварки.
Подварочный шов : Этот подварочный шов означает, что вы должны использовать подкладочный стержень или полосу с другой стороны для поддержки основного сварного шва. Если проектировщик хочет удалить опорную планку после сварки, вы найдете букву «9». 0027 R ‘ внутри символа. Символ подкладочного стержня и сварного шва с пробкой выглядят одинаково, но вы можете легко различить эти два символа. Материал подложки также может быть расходуемой вставкой.
Прямоугольная прокладка : Конструктор может указать использование проставки между двумя заготовками для некоторых сварных конструкций. Обозначение сварного шва имеет прямоугольную рамку, расположенную в центре опорной линии для обозначения прокладки, а сведения о прокладке (размер, материал и т. д.) указаны в конце.
Контуры сварного шва (плоские, вогнутые и выпуклые) : Если проектировщик хочет, чтобы сварной шов был завершен, он/она сообщает об этом с помощью символа контура сварного шва, а варианты отделки — плоские, вогнутые и выпуклые. . Обычно символ контура сварного шва включает метод, используемый для получения контура, и это может быть C (выкрашивание), G (шлифовка), M (механическая обработка) или U (не указано).
Другими редко используемыми специализированными сварочными процессами являются точечная или рельефная сварка, шовная сварка и т. д.
Примеры символов сварки (что это означает для изготовителя)
Иллюстративные изображения углового шва и шва с разделкой кромок, рассмотренные в предыдущих параграфах, показывают множество примеров символов сварки и их значение для изготовителя. Каждый символ сварки, показанный на указанных изображениях, состоит из одного шага инструкции.
Однако проектировщик может использовать символ сварки с несколькими контрольными линиями, соединенными с одной стрелкой, для обозначения нескольких шагов, которые должен выполнить изготовитель в отношении сварного соединения.
A welding symbol with multiple reference lines is explained in detail in the illustration shown below:
Differences Between AWS And ISO Standards For Welding Symbols
| Few important различия между стандартами AWS и ISO для символов сварки. | ||
| НЕТ | AWS (Американское общество сварщиков) | ИСО (Международная организация по стандартизации) |
| 01 | В основном за ними следуют США, страны Персидского залива и несколько азиатских стран. | В основном за ними следуют Европейский союз (ЕС), Австралия и несколько азиатских стран. Великобритания следует аналогичной системе. |
| 02 | Имеет только одну сплошную опорную линию. Символ сварки, расположенный под контрольной линией, указывает на сварку со стороны стрелки сварного соединения. Символ сварки, расположенный над контрольной линией, указывает на сварку с другой стороны.
| Имеет две контрольные (двойные) линии: одна сплошная контрольная линия, а другая пунктирная контрольная линия. Символ сварки, размещенный на сплошной контрольной линии, указывает на сварку со стороны стрелки сварного соединения. Символ сварки, расположенный на пунктирной линии, указывает на сварку с другой стороны. |
| 03 | Размер углового шва определяется размером его стороны. | Размер углового сварного шва определяется размером его горловины или катета. |
| 04 | Размеры обычно указываются в дюймах и долях дюйма. | Размеры обычно указываются в миллиметрах. |
Заключение
Символы сварки и символы сварки играют очень важную роль в производственной отрасли, поскольку они помогают наладить коммуникацию между техническим персоналом в машиностроительной мастерской. Каждому техническому специалисту, участвующему в производстве, будь то дизайнер или продавец, важно понять и узнать, что означает символ сварки на производственном чертеже, чтобы фактическое изготовление происходило так, как это визуализирует дизайнер.
Надеюсь, эта статья дала вам общее представление о символах сварки и символах сварки. Однако, как специалист по производству, вы должны приобрести копию соответствующего стандарта (AWS или ISO) и обращаться к нему в своей повседневной работе (поскольку статья не может охватывать все в книге стандартов).
Руководство сварщика по символам сварки – PrimeWeld
Символы сварки могут быть одной из самых запутанных частей чертежей сварки. Изучение символов сварки необходимо, чтобы считаться успешным сварщиком.
С таким количеством различных технических терминов и символов может показаться утомительным их изучение и понимание.
К счастью для вас, в этом руководстве по сварочным символам вы найдете все, что вам нужно знать, чтобы правильно выполнять свою работу.
Что такое символ сварки?Символ сварки позволяет разработчикам указывать требования к сварке на чертежах и чертежах.
Символы сварки всегда включают следующие компоненты.
- Символ сварки
- Базовая линия
- Стрела
- Хвост
Начинающие сварщики часто путают символы сварки с символами сварки, но есть важное отличие, которое вам следует помнить, если вы действительно хотите освоить их.
Символы сварки графически представляют тип сварного шва, который идентифицирует символ сварки. Напротив, символ сварки представляет собой полный информационный пакет, который проектировщик хочет передать сварщику.
Вы можете запомнить разницу, потому что символы сварки выглядят как сварка, которую вы делаете, а символ сварки объединяет все в одном пакете. Итак, чтобы помнить, думайте, что «сварка» — это тип сварки, а «сварка» — это объединение (то есть сварка) вместе.
Структура символа сваркиСимвол сварки состоит из трех компонентов, которые всегда будут одинаковыми, независимо от требуемого типа сварки. Этими компонентами являются опорная линия, стрелка и хвост.
Базовая линияБазовая линия образует основу символа сварки. Это горизонтальная линия, к которой будет прикрепляться символ сварки вместе со стрелкой на одном конце и хвостом на другом.
Важно помнить об опорной линии: все, что находится под ней, считается стороной стрелки. И все, что выше опорной линии, считается другой стороной.
Как бы это ни звучало, стрелка представляет собой линию и наконечник, отходящие от одного конца опорной линии. Его цель — указать, где именно размещать сварной шов на деталях.
Стрелка указывает на сварной шов на чертеже. Символ сварки со стороны стрелки опорной линии будет применен к детали, на которую указывает стрелка. И символ сварки на другой стороне контрольной линии относится к противоположной стороне соединения.
На чертеже сторона соединения, которой касается стрелка, является сварным швом со стороны стрелки.
Расположение и направление стрелки Линия стрелки используется для обозначения стороны сустава со стрелкой, и в некоторых случаях она прерывается, когда предпочтение отдается препарированию. Для некоторых сварных соединений требуется, чтобы только одна из деталей была подготовлена под сварку, как в случае сварных швов с разделкой кромок со скосом, когда только один элемент соединения будет скошен.
В этих случаях составитель может разорвать линию стрелки, чтобы указать, какая часть должна быть подготовлена.
Часть, на которую больше всего указывает стрелка, является частью, которая подвергается подготовке под сварку.
ХвостХвост представляет собой боковую букву V, которая прикрепляется к контрольной линии на противоположном конце стрелки. Его цель — предоставить любую дополнительную информацию, которую дизайнер хочет передать производителю.
В прошлом было принято использовать хвост, чтобы отметить, какой процесс сварки или резки использовать. Но в наши дни он используется для ссылки на любую из следующих сведений.
- WPS (Спецификация процедуры сварки) для использования в производстве
- Тип и степень неразрушающего контроля (NDE)
- Любые общие примечания к чертежам или спецификации, применимые к соединению
- Что-либо еще, что сварщик должен знать о сварном шве по номеру
Хотя это не исчерпывающий список всех обозначений сварки, следующее, вероятно, будет часто встречаться в вашей работе сварщиком.
Помимо типа сварного шва символы также содержат информацию, описывающую требования к размерам сварных швов и разделки.
Эта информация уникальна для каждого типа сварки.
Сварные швы с разделкой кромокСварные швы с разделкой кромок можно подготовить несколькими способами.
- Без подготовки [квадратные швы]
- Одна деталь с подготовкой на одной стороне соединения
- Одна деталь с подготовкой с обеих сторон стыка
- Обе части с подготовкой с одной стороны стыка
- Обе части с подготовкой с обеих сторон стыка
Как упоминалось ранее, вы можете разорвать линию стрелки, чтобы показать, какая часть должна быть подготовлена, когда ее должна получить только одна часть.
Полное проникновение в шовПрежде чем мы углубимся в фактические швы, важно знать разницу между частичным и полным проникновением в шов.
Как вы, наверное, догадались по названию, частичный провар стыка — это когда сварной шов проплавляется только через ту часть стыка, где сваривается часть всей толщины стыковочных элементов. Этот тип сварки обычно не такой прочный, как его аналог, но это не значит, что он менее ценен. Есть еще много случаев, когда частичное проникновение более чем подходит для конструкции.
В отличие от этого, полное проваривание соединения происходит, когда металл сварного шва проходит на всем протяжении соединения, где свариваются элементы соединения по всей толщине. Вы часто делаете это, сваривая одну сторону соединения, затем шлифуя или выдалбливая другую сторону, чтобы металл был прочным, и заканчивая сваркой задней стороны.
Если это невозможно, вы подготавливаете и свариваете шов таким образом, чтобы добиться полного провара шва только с одной стороны.
Квадратная канавкаСварной шов с квадратной разделкой – это когда две пластины или другие исходные материалы, находящиеся в одних и тех же плоскостях, соединяются вместе встык и не подвергаются предварительной подготовке.
Квадратные канавки чаще всего используются при работе с тонким материалом или более толстыми деталями, которые не требуют большой прочности соединения. Преимущество квадратного паза в том, что не нужно тратить время на подготовку стыка, и можно сразу приступить к сварке.
Если конструкция требует большей прочности, чем обычный сварной шов с квадратной разделкой, может потребоваться корневой зазор. Корневые промежутки отображаются в виде чисел между двумя линиями, символизирующими две части материала.
V-образная канавкаV-образная канавка — это когда обе детали получают скос, подготовленный только на одной стороне соединения.
Наиболее часто используется в качестве сварного шва с полным проплавлением, когда требуется максимально возможная прочность соединения, как при обычном сварном шве с открытым корнем трубы. Преимущество V-образной канавки заключается в том, что вы подготавливаете обе части таким образом, чтобы облегчить доступ электродов и присадочного металла к противоположной стороне соединения.
V-образные канавки обычно имеют угловой размер сразу за пределами V, что указывает на общее количество градусов скоса соединения. Важно знать, что этот градус относится к прилежащему углу, а не к углу скоса одной детали. Кроме того, может быть размер корневого зазора (например, квадратные канавки), а иногда даже глубина препарирования.
J-образная канавка представляет собой одиночное подготовительное соединение, в котором одна часть получает J-образную препаровку.
J-образная канавка чаще всего встречается как соединение с частичным проваром, где прочность не так важна по сравнению с другими типами канавок. Их преимущество в том, что их можно быстро подготовить, часто требуется только угловая шлифовальная машина, и вы можете выполнить подготовку после того, как детали будут установлены.
Сварные швы с разделкой кромок J также будут включать корневой зазор и глубину подготовительного размера, если это применимо к конструкции.
Угловые сварные швы Угловые сварные швы — это соединения деталей с непараллельными поверхностями. В отличие от большинства сварных швов с разделкой кромок, они не проходят подготовку под сварку, если только они не являются частью комбинированного сварного шва разделки и углового шва.
Угловые швы показаны на символах сварки в виде маленьких прямоугольных треугольников, направленных вверх или вниз и вправо. Кроме того, они обычно имеют размер сварного шва слева от них, указывающий, сколько сварного шва необходимо для достижения требуемой прочности.
Прерывистый угловой шовУгловые швы обычно представляют собой непрерывные швы, но иногда их можно разорвать или сшить, что классифицирует их как прерывистые угловые швы.
Прерывистый угловой шов может быть основным, цепным или расположенным в шахматном порядке.
Базовый, когда только одна сторона стыка получает линию прерывистых угловых швов.
Цепь — это когда обе стороны сустава выстраиваются в линию и выравниваются.
В шахматном порядке, когда обе стороны сустава получают их, но со смещением друг от друга. Смещенные в шахматном порядке прерывистые угловые сварные швы имеют символы, расположенные в шахматном порядке, чтобы проиллюстрировать это.
Во всех случаях длина стежка и расстояние между центрами (шаг) указываются справа от символа.
Символ пазов и заглушекСварка пазов и заглушек производится, когда отверстия создаются в одном материале, а затем привариваются к другому, заполняя отверстия наплавленным металлом. Разница в том, что сварка пробкой представляет собой идеальный круг, а прорезь — это два круга, соединенных вместе, чтобы образовать продолговатое отверстие.
Они оба имеют прямоугольник в качестве символа сварки и указывают одинаковую информацию для размеров. Диаметр отверстия будет слева от прямоугольника, количество сверху или снизу и глубина заполнения внутри. Если глубина заполнения не указана, необходимо заполнить до верха отверстия.
Шаг (от центра к центру) сварных швов электродов отображается справа от прямоугольника. Для сварных швов с прорезями шаг между отверстиями, используемыми для создания прорези, отображается непосредственно справа от прямоугольника, за которым следует тире, а затем шаг прорезей.
В этой таблице обозначений сварки показаны остальные обозначения сварки, с которыми вы можете столкнуться во время работы сварщиком.
- Коническая канавка
- U-образный паз
- V-образный раструб
- Раструб скошенный паз
- Пятно
- Шов
- Наплавка
- Край
Хотя приведенные выше символы сварки могут рассказать вам о размере сварного шва и подготовке к сварке, иногда вам нужно немного больше информации о том, как выполнить работу.
Пригодится следующая дополнительная информация о символах сварки.
- Приварить по периметру
- Монтажная сварка
- GTSM (выдалбливание до звука металла)
- Задняя часть или подложка
- Плавить до
- Расходуемая вставка
- Контур сварки
- Символ отделки
Для некоторых сварных швов требуется сварка по всему стыку. Таким образом, вместо того, чтобы иметь несколько видов на чертеже для отображения сварных швов на каждой плоскости, вы можете использовать символ сварного шва по всему периметру.
Символ сварки по всему периметру представляет собой окружность, в которой линия стрелки пересекается с контрольной линией.
Сварка в полевых условияхПри изготовлении больших деталей, которые будут установлены позже, вам часто нужно оставить определенные сварные швы для полевой бригады. Это происходит, когда детали слишком велики для отправки или окончательные размеры могут варьироваться в зависимости от обстоятельств на месте.
Вы увидите символ полевого сварного шва, указывающий, какие сварные швы следует оставить на потом. Он отображается в виде флажка, где линия стрелки встречается с контрольной линией, указывая на символ сварного шва.
ГТСМ GTSM — это примечание, которое отображается в конце символа сварки для сварки с полным проплавлением. Это расшифровывается как выдолбление до звука металла, то есть выдолбление корневого сварного шва до тех пор, пока вы не увидите блестящий металл.
Строжка до прочного металла позволяет удалить любой шлак или другие дефекты, которые могут присутствовать, прежде чем приваривать обратную сторону соединения.
Подварной шов или подварочный шовПодварной шов и подварочный шов — это сварные швы, противоположные стороне сварного шва с разделкой кромок. Единственная разница между ними заключается в том, что происходит раньше.
Задний шов — это когда сначала сваривается канавка, а затем тыльная сторона. Подварочный шов — это когда вы сначала свариваете заднюю сторону, а затем канавку.
Обозначения заднего и подкладочного шва представляют собой полукруг на противоположной стороне от обозначения разделочного шва. Чтобы узнать, что требуется, составитель отметит в хвосте.
Соединения с подкладкой Как и подварочные швы, для шва с разделкой кромок с полным проплавлением с одной стороны может использоваться подкладочный материал, соответствующий основному металлу (вместо сварного шва, облегчающего корневой шов). В этом случае составитель будет использовать совместное обозначение.
Он похож на символ заглушки или прорези в том смысле, что представляет собой прямоугольник, но отображается только на противоположной стороне символа сварного шва с разделкой кромок, как и символ заднего или подварочного шва.
Расходуемая вставкаНекоторые присадочные металлы имеют особую форму, которая помогает при подгонке и в то же время обеспечивает защитный материал для того, что в противном случае было бы швом с открытым корнем. Это так называемые расходные вставки.
Преимущество расходуемых вставок заключается в том, что вы можете значительно сэкономить время на сборке деталей, если вы часто работаете над одним и тем же соединением. Они также иногда необходимы, когда задняя сторона соединения должна быть однородной, поскольку они позволяют получить однородные корневые валики.
Символ расходуемой вставки представляет собой квадрат на противоположной стороне символа канавки, что-то вроде соединения с символом подложки.
Когда вы выполняете сварку с полным проплавлением с одной стороны соединения, и проектировщик хочет обеспечить b армирование задней стороны (металл сварного шва выходит за пределы основного металла на противоположной стороне), они будут использовать символ плавления.
Символ проплавления аналогичен символу обратной сварки, поскольку он также представляет собой полукруг, за исключением того, что он заполнен, а не пуст.
Контур сварного шваИногда профиль поверхности сварного шва должен иметь определенный контур. В этих случаях вы увидите контурные символы.
Когда контур должен быть плоским, вы увидите прямую линию над поверхностью изображения на символе сварки. Поверхности, которые должны быть вогнутыми, будут иметь полукруг с дугой, попадающей в символ сварки. А сварные швы, которые должны иметь выпуклые поверхности, будут иметь дугу, отведенную от символа сварного шва.
Иногда вам нужно закончить сварной шов определенным образом для следующего этапа производственного процесса или для получения надлежащего контура. Вы увидите символ отделки, когда метод отделки имеет решающее значение для вашего сварного соединения.
Обозначения отделки — это отдельные буквы, которые добавляются за контурным обозначением и могут состоять из следующих элементов.
- C = стружка
- G = шлифовка
- H = молоток
- М = обработка
- R = прокатка
- U = не указано
Теперь вы знаете, что вам нужно знать о символах сварки.
Вы можете посмотреть на символ, понять, на какой сварной шов он указывает, и правильно подготовить и сварить соединение. Мало того, ваш начальник и приятели-сварщики полюбят вас за ваш новый опыт.
Но если вы действительно хотите произвести на них впечатление, поделитесь этим руководством со всеми знакомыми сварщиками и станьте мастером сварочных символов.
СВАРКА И СИМВОЛЫ СВАРКИ, Плазменная сварка, позиции сварки, сварочные аппараты и другие сварочные системы резки Плазменная сварка
СВАРКА И СВАРОЧНЫЕ СИМВОЛЫ
3-4. ОБЩИЙ
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от проектировщика к рабочим. Символы сварки позволяют разместить на чертежах полную информацию о сварке. Схема условного обозначения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла». Этот метод преимущественно используется в Соединенных Штатах.
Соединение является основой для обозначения сварки. Опорная линия условного обозначения сварки (рис. 3-2) используется для обозначения вида сварного шва, его расположения, размеров, протяженности, контура и другой дополнительной информации. Любое сварное соединение, обозначенное символом, всегда будет иметь сторону, указанную стрелкой, и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения положения сварного шва относительно соединения.
Конец символа используется для обозначения процессов сварки и резки, а также спецификаций сварки, процедур или дополнительной информации, которая будет использоваться при выполнении сварного шва. Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который должен использоваться, требуется ли проклевка или зачистка корня, а также другие соответствующие данные должны быть связаны со сварщиком. Обозначение, помещаемое в конце символа, указывающего на эти данные, устанавливается каждым пользователем. Если обозначения не используются, хвост символа может быть опущен.
3-5. ЭЛЕМЕНТЫ СВАРОЧНОГО СИМВОЛА
Различают термины «обозначение сварки» и «обозначение сварки». Символ сварки (рис. 3-3) указывает желаемый тип сварки. Символ сварки (рис. 3-2) представляет собой способ представления символа сварки на чертежах. Собранный «обозначение сварки» состоит из следующих восьми элементов или любого из этих элементов по мере необходимости: контрольная линия, стрелка, основные обозначения сварки, размеры и другие данные, дополнительные обозначения, обозначения отделки, хвост и спецификация, процесс или другие данные. ссылка. Расположение элементов символа сварки относительно друг друга показано на рис. 3-2.
3-6. ОСНОВНЫЕ СИМВОЛЫ СВАРКИ
а. Общий . Символы сварки используются для обозначения сварочных процессов, используемых при операциях соединения металлов, будь то сварка локальная или «все вокруг», будь то заводская или монтажная сварка, а также контур сварных швов. Эти основные обозначения сварных швов приведены ниже и проиллюстрированы на рис. 3-3.
б. Символы дуговой и газовой сварки . См. рис. 3-3.
с. Символы контактной сварки . См. рис. 3-3.
д. Символы пайки, ковки, термитной, индукционной и проточной сварки .
(1) Эти сварные швы обозначаются ссылкой на процесс или спецификацию в хвостовой части символа сварки, как показано на рис. 3-4.
(2) Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Буквенные обозначения не были присвоены точечной сварке, точечной сварке, дуговому шву, шву с сопротивлением и рельефной сварке, поскольку используемые обозначения сварных швов являются адекватными.
(3) При отсутствии спецификации, процесса или другого символа хвост можно опустить (рис. 3-6). ссылка используется со сваркой
эл. Другие общие обозначения сварных швов . На рисунках 3-7 и 3-8 показаны обозначения сварки по периметру и монтажной сварки, а также контактной точечной и контактной шовной сварки.
ф. Дополнительные символы . Эти символы используются во многих процессах сварки вместе с символами сварки и используются, как показано на рис. 3-3.
3-7. РАСПОЛОЖЕНИЕ ЗНАЧЕНИЕ СТРЕЛКИ
а. Символы угловой сварки, сварки с канавкой, фланца, оплавлением и сваркой с осадкой . Для этих обозначений стрелка соединяет контрольную линию обозначения сварки с одной стороной соединения, и эта сторона считается стороной соединения, обозначенной стрелкой (рис. 3-9).). Сторона, противоположная стороне стрелки, считается другой стороной сустава (рис. 3-10).
б. Символы заглушки, паза, дуговой точки, дугового шва, контактной точки, контактного шва и выступающей сварки . Для этих символов стрелка соединяет опорную линию символа сварки с внешней поверхностью одного элемента соединения на центральной линии требуемого сварного шва. Элемент, на который указывает стрелка, считается боковым элементом стрелки. Другой элемент шарнира считается другим лонжероном (рис. 3-11).
с. Ближняя сторона . Когда стык изображается на чертеже одной линией и стрелка условного обозначения сварки направлена на эту линию, то сторона стыка, указанная стрелкой, считается ближней стороной стыка в соответствии с обычными правилами черчения ( рис. 3-12 и 3-13).
д. Рядом с членом . Когда стык изображается на чертеже в виде области, параллельной плоскости проекции, и стрелка условного обозначения сварки направлена на эту область, боковой элемент стыка, указанный стрелкой, рассматривается как ближний элемент стыка в соответствии с обычные правила черчения (рис. 3-11).
3-8. РАСПОЛОЖЕНИЕ СВАРНОГО СОЕДИНЕНИЯ ОТНОСИТЕЛЬНО СОЕДИНЕНИЯ
а. Сторона стрелки . Сварные швы на стороне соединения показаны путем размещения символа сварного шва со стороны контрольной линии по направлению к считывателю (рис. 3-14).
б. Другая сторона . Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии вдали от считывателя (рис. 3-15).
с. Обе стороны . Сварные швы с обеих сторон стыка показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывателю и от него (рис. 3-16).
д. Не имеет дополнительного значения . Символы точки сопротивления, сварного шва, заусенца, сварного шва сами по себе не имеют значения со стороны стрелки или другого значения, хотя дополнительные символы, используемые в сочетании с этими символами, могут иметь такое значение. Например, символ контура заподлицо (рис. 3-3) используется в сочетании с символами точки и шва (рис. 3-17), чтобы показать, что открытая поверхность одного элемента соединения должна быть заподлицо. Символы точки сопротивления, шва сопротивления, оплавление и сварка внахлест должны располагаться по центру контрольной линии (рис. 3-17).
3-9. ССЫЛКИ И ОБЩИЕ ПРИМЕЧАНИЯ
а. Символы со ссылками . Когда спецификация, процесс или другая ссылка используются с символом сварки, ссылка помещается в конце (рис. 3-4).
б. Символы без ссылок . Символы могут использоваться без спецификации, процесса или других ссылок, когда:
(1) На чертеже имеется примечание, подобное следующему: «Если не указано иное, все сварные швы должны быть выполнены в соответствии со спецификацией №…»
(2) Используемая процедура сварки описана в другом месте, например, в заводских инструкциях и технологических картах.
с. Общие примечания . Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации, относящейся к преобладающим сварным швам. Эту информацию не нужно повторять на символах:
(1) «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
(2) «Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (0,48 см)».
д. Индикация процесса . Когда требуется использование определенного процесса, этот процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
эл. Символ без хвоста . Если с символом сварки не используется спецификация, процесс или другая ссылка, хвост можно опустить (рис. 3-6).
3-10. ОБОЗНАЧЕНИЯ ОБЪЕМНОЙ СВАРКИ И ПОЛЕВОЙ СВАРКИ
а. Сварные швы, проходящие полностью вокруг стыка, обозначены символом круговой сварки (рис. 3-7). Сварные швы, полностью расположенные вокруг соединения, включающего более одного типа сварного шва, обозначаемые символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Сварные швы полностью вокруг соединения, в которых пересечения металлов в точках сварки находятся более чем в одной плоскости, также обозначаются символом сварки по всему периметру.
б. Монтажные сварные швы – это швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые знаком монтажной сварки (рис. 3-7).
3-11. ОБЪЕМ СВАРКИ, ОБОЗНАЧЕННЫЙ СИМВОЛОМ
а. Резкие изменения . Обозначения применяются между резкими изменениями направления сварки или в пределах штриховки размерных линий, за исключением случаев, когда используется обозначение сварного шва по всему периметру (рис. 3-3).
б. Скрытые соединения . Сварка скрытых стыков может быть покрыта, если сварка такая же, как и сварка видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, должна быть предоставлена конкретная информация для сварки обоих.
3-12. РАСПОЛОЖЕНИЕ СИМВОЛОВ СВАРКИ
а. Символы сварки, за исключением пятна сопротивления и шва сопротивления, должны быть показаны только на контрольной линии обозначения сварки, а не на линиях чертежа.
б. Символы контактных точек и контактных швов можно размещать непосредственно в местах желаемых сварных швов (рис. 3-8).
3-13. ИСПОЛЬЗОВАНИЕ МАРКИРОВКИ В ДЮЙМАХ, ГРАДУСАХ И ФУНТАХ
ПРИМЕЧАНИЕ
Дюймовые метки используются для обозначения диаметра дугового пятна, пятна сопротивления и сварных швов с круговым выступом, а также ширины дугового шва и сварных швов сопротивления, когда такие сварные швы указаны десятичными размерами.
Как правило, знаки в дюймах, градусах и фунтах могут использоваться или не использоваться на символах сварки по желанию.
3-14. КОНСТРУКЦИЯ СИМВОЛОВ
а. Символы скругления, скоса и J-образной канавки, паза с конусом и углового фланца должны быть показаны с перпендикулярной стороной всегда слева (рис. 3-18).
б. В обозначении сварного шва с фаской или J-образной канавкой стрелка должна указывать с определенным разрывом на элемент, с которого должна быть снята фаска (рис. 3-19).). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки может быть опущен.
с. Информацию об обозначениях сварки следует размещать слева направо по линии отсчета в соответствии с обычными условными обозначениями чертежей (рис. 3-20).
д. Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
эл. Буквы СР в хвосте стрелки указывают на сварной шов с полным проплавлением независимо от типа сварки или подготовки соединения (рис. 3-22).
ф. Когда основные символы сварки не соответствуют требуемому сварному шву, сварной шов должен быть показан поперечным сечением, деталью или другими данными со ссылкой на символ сварки в соответствии со спецификациями местоположения, приведенными в параграфе 3-7 (рис. 3- 23).
г. Для обозначения последовательности операций могут использоваться две или более опорных линий. Первая операция должна быть показана на опорной линии, ближайшей к стрелке. Последующие операции должны быть показаны последовательно на других опорных линиях (рис. 3-24). Дополнительные опорные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в опорную линию, ближайшую к стрелке. Тестовая информация может отображаться на второй или третьей строке от стрелки (рис. 3-25). При необходимости символ сварки по периметру должен быть размещен на стыке линии стрелки и контрольной линии для каждой операции, к которой он применяется (рис. 3-26). Символ монтажной сварки также может использоваться таким образом.
3-15. УГЛОВЫЕ СВАРНЫЕ СОЕДИНЕНИЯ
Размеры угловых швов должны быть указаны с той же стороны от базовой линии, что и символ сварного шва (A, рис. 3-27).
б. Когда угловые сварные швы указаны с обеих сторон соединения и на чертеже нет общих примечаний, регулирующих размеры сварных швов, размеры указываются следующим образом:
(1) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь размеры (B или C, рис. 3-27).
(2) Если размеры сварных швов различаются, размеры должны быть указаны для обоих (D, рис. 3-27).
с. Если угловые сварные швы указаны с обеих сторон соединения, а на чертеже есть общее примечание, регулирующее размеры сварных швов, размеры сварных швов указывать не нужно. Однако, если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры должны быть указаны для обоих сварных швов (C или D, рис. 3-27).
3-16. РАЗМЕР УГЛОВЫХ ШВОВ
а. Размер углового шва должен быть указан слева от символа сварного шва (А, рис. 3-27).
б. Размер углового шва с неравными катетами должен быть указан в скобках слева от условного обозначения сварного шва. Ориентация сварного шва не указывается символом и при необходимости должна быть указана на чертеже (Е, рис. 3-27).
с. Если не указано иное, размер наплавленного углового шва не должен быть меньше размера, указанного на чертеже.
д. Когда указывается проникновение для данного корневого отверстия, метод контроля для определения глубины проникновения должен быть включен в применимую спецификацию.
3-17. ДЛИНА УГЛОВЫХ ШВОВ
а. Длина углового шва, если она указана на символе сварки, должна быть указана справа от символа сварки (от A до D, рис. 3-27).
б. Когда угловая сварка распространяется на полное расстояние между резкими изменениями направления сварки, на символе сварки нет необходимости указывать размер длины.
с. Конкретные длины угловых швов могут быть указаны символами в сочетании с размерными линиями (рис. 3-28).
3-18.
ПРОТЯЖЕННОСТЬ УГЛОВОЙ СВАРКИа. Используйте один тип штриховки (с определенными линиями или без них), чтобы графически показать степень углового сварного шва.
б. Угловая сварка, выходящая за пределы резких изменений направления сварки, должна быть обозначена дополнительными стрелками, указывающими на каждый участок свариваемого соединения (рис. 3-29).), за исключением случаев, когда используется символ сварки по всему периметру.
3-19. РАЗМЕРЫ ДЛЯ ПЕРИОДИЧЕСКОЙ УГЛОВОЙ СВАРКИ
а. Шаг (межцентровое расстояние) прерывистой угловой сварки должен быть показан как расстояние между центрами приращений на одной стороне соединения.
б. Шаг прерывистой угловой сварки должен быть показан справа от размера длины (А, рис. 3-27).
с. Размеры цепной прерывистой угловой сварки должны быть указаны по обе стороны от контрольной линии. Цепные прерывистые угловые швы должны располагаться напротив друг друга (рис. 3-30).
д. Размеры прерывистой угловой сварки в шахматном порядке должны быть указаны по обе стороны от контрольной линии, как показано на рис. 3-31.
Если не указано иное, ступенчатые прерывистые угловые швы с обеих сторон должны располагаться симметрично, как показано на рис. 3-32.
3-20. ОКОНЧАНИЕ ПЕРИОДИЧЕСКОЙ УГЛОВОЙ СВАРКИ
а. При использовании прерывистой угловой сварки символ указывает на то, что приращения располагаются на концах расчетной длины.
б. При использовании прерывистой угловой сварки между непрерывными угловыми сварками символ указывает, что на концах расчетной длины должны быть оставлены промежутки, равные шагу за вычетом длины одного приращения.
с. Отдельные символы должны использоваться для прерывистой и непрерывной угловой сварки, когда они совмещены вдоль одной стороны соединения (рис. 3-28).
3-21. КОНТУР ПОВЕРХНОСТИ УГЛОВЫХ ШВОВ
а. Угловые швы, которые должны быть сварены приблизительно с плоской, выпуклой или вогнутой поверхностью без применения какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо, выпуклости или вогнутости к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (А, рис. 3-33).
б. Угловые сварные швы, которые должны быть выполнены механическими средствами с плоской поверхностью, должны быть показаны путем добавления к символу сварного шва как символа контура заподлицо, так и символа стандартной отделки пользователя в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (B, рис. 3). -33).
с. Угловые сварные швы, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления как символа выпуклого контура, так и пользовательского стандартного символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (C, рис. 3). -33).
д. Угловые сварные швы, которые должны быть механически обработаны до вогнутого контура, должны быть показаны путем добавления как символа вогнутого контура, так и пользовательского стандартного символа отделки к символу сварного шва в соответствии со спецификацией местоположения, приведенной в параграфе 3-7.
эл. В тех случаях, когда угол между поверхностями сплавления таков, что идентификация типа сварного шва и надлежащего символа сварного шва вызывает сомнения, на чертеже должны быть показаны детали желаемого соединения и конфигурации сварного шва.
ПРИМЕЧАНИЕ
Обозначения отделки, используемые здесь, указывают на метод отделки («c» = выкрашивание, «G» = шлифовка, «H» = молотковая обработка, «M» = механическая обработка), а не степень отделки.
3-22. СИМВОЛЫ ДЛЯ СВАРКИ ВСТАВОК И ПРОРЕЗОВ
а. Общий . Ни символ сварки пробкой, ни символ сварки с прорезью не могут использоваться для обозначения угловых швов в отверстиях.
г. до н.э. Стрелка со стороны и с другой стороны Обозначение штекерных и щелевых сварных швов Отверстия или прорези в стрелочном элементе соединения для сварки пробкой или прорезью должны быть обозначены путем размещения символа сварки сбоку от контрольной линии по направлению к считывателю (A, рис. 3-11). Отверстия или прорези в другом лонжероне соединения должны быть обозначены путем размещения символа сварки сбоку от контрольной линии вдали от считывателя (B, рис. 3-11).
с. Размеры сварного шва . Размеры сварных швов должны быть указаны с той же стороны от контрольной линии, что и символ сварного шва. Размер сварного шва должен быть указан слева от символа сварного шва. Прилагаемый угол зенкерования пробочных сварных швов должен соответствовать стандарту пользователя, если не указано иное. Прилагаемый угол зенкерования, если он не соответствует стандарту пользователя, должен быть указан над или под символом сварки (A и C, рис. 3-34). Шаг (расстояние между центрами) сварных швов должен быть показан справа от символа сварного шва.
д. Глубина заполнения пробочных и щелевых сварных швов . Глубина заполнения пробочных и щелевых швов должна быть полной, если не указано иное. Когда глубина заполнения меньше полной, глубина заполнения должна быть указана в дюймах внутри символа сварного шва (В, рис. 3-34).
эл. Контур поверхности сварных швов и сварных швов . Пробковые сварные швы, которые должны быть сварены приблизительно заподлицо без использования какого-либо метода отделки, должны быть показаны добавлением символа контура чистовой обработки к символу сварного шва (рис. 3-35). Пробковые сварные швы, которые должны быть сварены заподлицо механическими средствами, должны быть показаны путем добавления к обозначению сварного шва как символа контура заподлицо, так и пользовательского стандартного символа отделки (рис. 3-36).
ф. Размеры сварного шва . Размеры щелевых швов должны быть указаны с той же стороны от базовой линии, что и символ сварного шва (рис. 3-37).
г. Детали сварных швов . Длина, ширина, расстояние, включенный угол зенковки, ориентация и расположение сварных швов не могут быть показаны на символах сварки. Эти данные должны быть показаны на чертеже или деталью со ссылкой на нее на условном обозначении сварки, в соответствии со спецификациями размещения, приведенными в п. 3-7 (Г, рис. 3-33).
3-23. ДУГОВАЯ ТОЧЕЧНАЯ И ДУГОВАЯ СВАРКА
а. Общий . Символ точечной сварки, в зависимости от его расположения относительно базовой линии, может иметь или не иметь значение со стороны стрелки или с другой стороны. Размеры должны быть показаны на той же стороне от базовой линии, что и символ, или с любой стороны, если символ расположен по обе стороны от базовой линии и не имеет значения со стороны стрелки или другой стороны. Ссылка на процесс указана в конце символа сварки. Затем необходимо использовать выступающую сварку, символ точечной сварки следует использовать со ссылкой на процесс выступающей сварки в хвостовой части обозначения сварки. Символ точечной сварки должен располагаться по центру выше или ниже опорной линии.
б. Размер дуговых точечных и дуговых швов .
(1) Эти сварные швы могут быть рассчитаны либо по размеру, либо по прочности.
(2) Размер дуговой точечной сварки должен быть обозначен как диаметр сварного шва. Размер сварного шва дуги должен быть обозначен как ширина сварного шва. Размеры должны быть выражены в долях или десятичных дробях в сотых долях дюйма и должны быть указаны с отметками в дюймах или без них слева от обозначения сварного шва (А, рис. 3-38).
(3) Прочность дуговой точечной сварки должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах или ньютонах на точку. В дуговых сварных швах прочность обозначается в фунтах на погонный дюйм. Прочность показана слева от символа сварного шва (B, рис. 3-38).
с. Расстояние между дуговыми точечными и дуговыми швами .
(1) Шаг (расстояние между центрами) дуговых точечных сварных швов и, если указано, длина дуговых швов должны быть указаны справа от символа сварного шва (C, рис. 3-38).
(2) Когда точечная сварка или сварка дуговым швом распространяется на полное расстояние между резкими изменениями направления сварки, на символе сварки не нужно указывать размер длины.
д. Протяженность и количество дуговых точечных и дуговых шовных сварных швов .
(1) Если дуговая точечная сварка распространяется меньше, чем расстояние между резкими изменениями направления сварки или меньше, чем полная длина стыка, размер должен быть определен (рис. 3-39).).
(2) Если в определенном соединении требуется определенное количество дуговых точечных сварок, это число должно быть указано в скобках над или под символом сварки (рис. 3-40).
(3) Группа точечных сварных швов может располагаться на чертеже пересекающимися осевыми линиями. Стрелки указывают по крайней мере на одну из осевых линий, проходящих через каждое место сварки.
г. н.э. Соединения для точечной и дуговой сварки заподлицо . Когда открытая поверхность одного элемента дугового точечного или дугового шва должна быть заподлицо, эта поверхность должна быть обозначена путем добавления символа заподлицо контура (рис. 3-41) таким же образом, как и для угловых сварных швов (п. 3-21).
ф. Детали дуговых сварных швов . Расстояние, протяженность, ориентация и расположение дуговых сварных швов не могут быть показаны на символах сварки. Эти данные должны быть указаны на чертеже.
3-24. ПАЗОВЫЕ СВАРНЫЕ СОЕДИНЕНИЯ
а. Общий .
(1) Размеры сварных швов с разделкой кромок должны быть указаны с той же стороны от контрольной линии, что и символ сварного шва (рис. 3-42).
(2) Если нет общего примечания, регулирующего размеры сварных швов с двойной разделкой, размеры должны быть указаны следующим образом:
(a) Если оба сварных шва имеют одинаковые размеры, один или оба шва могут иметь размеры (рис. 3-43).
(b) Если размеры сварных швов различаются, размеры должны быть указаны для обоих (рис. 3-44).
(3) При появлении общего примечания, регулирующего размеры сварных швов с разделкой кромок, размеры сварных швов с разделкой кромок должны быть указаны следующим образом:
(a) Если размеры обоих сварных швов соответствуют указанным в примечании, размеры ни одного символа указывать не нужно.
(b) Если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры должны быть указаны для обоих сварных швов (рис. 3-44).
б. Размер сварных швов с разделкой кромок .
(1) Размер разделки разделки должен быть указан слева от символа сварки (рис. 3-44).
(2) Спецификации для сварных швов с разделкой кромок без указанного проплавления корня показаны следующим образом:
(a) Размер сварных швов с одиночной разделкой и симметричных сварных швов с двойной разделкой, которые полностью проходят через соединяемый элемент или элементы, необязательно указывать на символе сварки (A и B, рис. 3-45).
(b) Размер сварных швов с разделкой кромок, которые лишь частично проходят через соединяемые элементы, должен быть указан на символе сварки (A и B, рис. 3-46).
(3) Сварные швы с разделкой кромок, размер швов с разделкой кромок с указанным проплавлением корня, кроме квадратного, должны быть указаны путем указания глубины снятия фаски и проплавления корня, разделенных знаком плюс и помещенным слева от символа сварного шва. Глубина снятия фаски и проникновение в корень должны считываться в указанном порядке слева направо вдоль контрольной линии (A и B, рис. 3-47). Размер сварных швов с квадратной разделкой должен быть указан с указанием только корневого провара.
(4) Считается, что размер развальцовочных швов распространяется только на точки касания, указанные размерными линиями (рис. 3-48).
с. Размеры паза
(1) Раскрытие корня, угол разделки, радиусы разделки и поверхности основания сварных швов с разделкой U и J соответствуют стандарту пользователя, если не указано иное.
(2) Если пользовательский стандарт не используется, символы сварки следующие:
(a) Отверстие в корне показано внутри символа сварки (рис. 3-49).
(b) Угол разделки разделочных швов показан вне символа сварного шва (рис. 3-42).
(c) Радиусы разделки и прикорневые поверхности сварных швов с разделкой U и J показаны поперечным сечением, деталями или другими данными со ссылкой на них на символе сварки в соответствии со спецификациями расположения, приведенными в пункте 3-7 ( рис. 3-22).
д. Обратная и подкладочная сварка . Стыковые и подкладочные швы одноразделочных швов должны быть показаны символом тыльного или подкладочного шва (рис. 3-50).
эл. Контур поверхности сварных швов с разделкой кромок . Обозначения контуров для разделочных швов (F, рис. 3-51) обозначаются так же, как и для угловых швов (п. 3-21).
(1) Сварные швы с разделкой кромок, которые должны быть сварены приблизительно заподлицо без применения какого-либо метода отделки, должны быть показаны путем добавления символа контура заподлицо к символу сварного шва в соответствии со спецификациями расположения, приведенными в параграфе 3-7 (рис. 3). -52).
(2) Сварные швы с разделкой кромок, которые должны быть выполнены заподлицо механическими средствами, должны быть показаны путем добавления символа контура заподлицо и пользовательского стандартного символа отделки к символу сварного шва в соответствии со спецификациями расположения, указанными в параграфе 3-7 (рис. 3-53).
(3) Сварные швы с разделкой кромок, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления как символа выпуклого контура, так и пользовательского стандартного символа отделки к символу сварного шва в соответствии со спецификациями местоположения, указанными в параграфе 3-7 ( рис. 3-54).
3-25. ЗАДНЯЯ ИЛИ ПОДКЛАДОЧНАЯ СВАРКА
а. Общий .
(1) Символ тыльного или подкладочного шва (рис. 3-50) должен использоваться для обозначения валикового тыльного или подкладочного шва сварных швов с одной разделкой.
(2) Обратная или подкладочная сварка шва с одинарной разделкой должна быть показана путем размещения символа обратной или подкладочной сварки со стороны контрольной линии, противоположной символу сварки с разделкой кромки (рис. 3-50).
(3) Размеры тыльных или подкладочных швов не должны указываться на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
б. Контур поверхности заднего или подварочного шва . Обозначения контуров (рис. 3-55) для тыльных или подкладочных швов обозначаются так же, как и для угловых швов (п. 3-21).
3-26. ПРОПЛАВЛЯЮЩИЕ СВАРНЫЕ СОЕДИНЕНИЯ
а. Общий .
(1) Символ проплавления должен использоваться, когда требуется не менее 100-процентного проплавления шва через материал при сварке, выполненной только с одной стороны (рис. 3-56).
(2) Сварные швы с проплавлением должны быть показаны путем размещения символа сварного шва с проплавлением со стороны контрольной линии, противоположной символу шва с разделкой кромок, фланца, тройника или углового шва (рис. 3-56).
(3) Размеры сквозных сварных швов должны быть указаны на символе сварки. Если желательно указать эти размеры, они должны быть указаны на чертеже.
б. Контур поверхности сварных швов плавлением . Обозначения контуров для сквозных швов обозначаются так же, как и для угловых швов (рис. 3-57).
3-27. НАПЛАВКА СВАРНЫХ ВАРИАНТОВ
а. Общий .
(1) Символ наплавочного шва должен использоваться для обозначения поверхностей, наплавленных сваркой (рис. 3-58), независимо от того, выполнены ли они однопроходными или многопроходными наплавочными швами.
(2) Символ наплавки не указывает на сварку соединения и, следовательно, не имеет значения стрелки или другого бокового значения. Этот символ должен быть нанесен сбоку от контрольной линии по направлению к считывателю, а стрелка должна четко указывать на поверхность, на которую должен быть нанесен сварной шов.
б. Размер застроенных поверхностей . Размер (высоту) наплавляемой поверхности указывают путем указания минимальной высоты наплавленного металла слева от условного обозначения сварного шва. Размеры всегда должны быть на той же стороне от контрольной линии, что и символ сварного шва (рис. 3-58). Если конкретная высота наплавленного металла не требуется, размер на символе сварки указывать не нужно.
с. Протяженность, расположение и ориентация поверхностей, наплавленных . Когда вся площадь плоской или криволинейной поверхности должна быть покрыта сваркой, на символе сварки не нужно указывать никаких размеров, кроме размера. Если сваркой должна быть застроена только часть площади плоской или криволинейной поверхности, то на чертеже должны быть указаны протяженность, расположение и ориентация застраиваемой площади.
3-28. ФЛАНЦЕВЫЕ СВАРНЫЕ СОЕДИНЕНИЯ
а. Общий .
(1) Следующие обозначения сварки используются для соединений легких металлов с развальцовкой или отбортовкой соединяемых кромок (рис. 3-59). Эти символы не имеют стрелочного или другого побочного значения.
(2) Сварные швы краевых фланцев должны быть обозначены символом сварного шва краевых фланцев (A, рис. 3-59).
(3) Сварные швы угловых фланцев должны быть обозначены символом сварки угловых фланцев (B, рис. 3-59).). В тех случаях, когда угловое фланцевое соединение не детализировано, требуется разрыв стрелки, чтобы показать, какой элемент является фланцевым (рис. 3-59).
б. Размеры фланцевых сварных швов .
(1) Размеры сварных швов фланцев показаны с той же стороны от базовой линии, что и символ сварного шва.
(2) Радиус и высота над точкой касания должны быть указаны путем указания радиуса и высоты, разделенных знаком плюс и помещенных слева от символа сварки. Радиус и высота должны считываться в указанном порядке слева направо вдоль базовой линии (C, рис. 3-59).).
(3) Размер (толщина) сварных швов фланцев должен быть показан размером, расположенным за пределами размеров фланца (C, рис. 3-59).
(4) Раскрытие корней фланцевых сварных швов не показано на символе сварки. Если желательна спецификация этого размера, она должна быть показана на чертеже.
с. Фланцевые швы с несколькими соединениями . Для фланцевых сварных швов, в которых одна или несколько деталей вставляются между двумя внешними деталями, должен использоваться тот же символ, что и для двух внешних деталей, независимо от количества вставленных деталей.
3-29. ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ
а. Общий . Символы точечной сварки сопротивлением (рис. 3-3) сами по себе не имеют стрелочного или другого бокового значения, хотя дополнительные символы, используемые в сочетании с ними, могут иметь такое значение. Символы точечной сварки сопротивлением должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от базовой линии.
б. Размер точечной сварки сопротивлением . Точечная сварка сопротивлением имеет следующие размеры по размеру или прочности:
(1) Размер контактной точечной сварки обозначается как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть указан с маркировкой в дюймах или без нее слева от символа сварки (рис. 3-60).
(2) Прочность контактной точечной сварки определяется как минимально допустимая прочность на сдвиг в фунтах на точку и должна быть указана слева от символа сварки (рис. 3-61).
с. Расстояние точечной сварки сопротивлением .
(1) Шаг контактных точечных сварных швов должен быть показан справа от символа сварного шва (рис. 3-62).
(2) Когда символы отображаются непосредственно на чертеже, расстояние отображается с помощью размерных линий.
(3) Если контактная точечная сварка распространяется меньше, чем расстояние между резкими изменениями направления сварки, или меньше, чем полная длина соединения, необходимо определить размеры (рис. 3-63).
д. Количество точечных сварных швов сопротивлением . Если в определенном соединении требуется определенное количество сварных швов, это число должно быть указано в скобках над или под символом сварного шва (рис. 3-64).
эл. Соединения точечной контактной сварки заподлицо . Когда открытая поверхность одного элемента контактной точечной сварки должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис. 3-3) к символу сварного шва (рис. 3-65) в соответствии с со спецификациями местоположения, указанными в параграфе 3-7.
3-30. СОПРОТИВНЫЕ ШВОВЫЕ СВАРНЫЕ СОЕДИНЕНИЯ
а. Общий .
(1) Символы контактной шовной сварки сами по себе не имеют стрелочного или другого бокового значения, хотя дополнительные символы, используемые вместе с ними, могут иметь такое значение. Символы сварки контактным швом должны располагаться по центру базовой линии.
(2) Размеры контактных швов могут быть указаны по обе стороны от базовой линии.
б. Размер контактных сварных швов . Сварные швы сопротивления должны быть рассчитаны по размеру или прочности следующим образом:
(1) Размер сварных швов сопротивлением должен быть обозначен как ширина сварного шва, выраженная в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с метками в дюймах или без них слева от символа сварного шва (рис. 3-66).
(2) Прочность контактных сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на линейный дюйм и должна быть указана слева от символа сварки (рис. 3-67).
с. Длина сварных швов сопротивления .
(1) Длина контактного шва, если она указана на символе сварки, должна быть указана справа от символа сварки (рис. 3-68).
(2) Когда сварка контактным швом распространяется на полное расстояние между резкими изменениями направления сварки, на символе сварки нет необходимости указывать размер длины.
(3) Если контактная шовная сварка распространяется меньше, чем расстояние между резкими изменениями направления сварки, или меньше, чем полная длина соединения, необходимо определить размеры (рис. 3-69).
д. Шаг контактных сварных швов . Шаг прерывистой контактной шовной сварки обозначается как расстояние между центрами приращений шва и должен быть указан справа от размера длины (рис. 3-70).
эл. Завершение сварки прерывистым контактным швом . При использовании отдельно шовной сварки прерывистым сопротивлением символ указывает на то, что прибавки расположены на концах размерной длины. При использовании между непрерывной шовной сваркой сопротивлением символ указывает, что на концах размерной длины оставляются промежутки, равные шагу за вычетом длины одного приращения. Отдельные символы должны использоваться для прерывистой и непрерывной шовной сварки сопротивлением, когда они объединены.
ф. Сварные соединения заподлицо с выступом . Когда открытая поверхность одного элемента выступающего сварного соединения должна быть выполнена заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис. 3-3) к символу сварного шва, соблюдая обычное значение места (рис. 3). -79).
3-31. ПРОЕКЦИОННЫЕ СВАРНЫЕ СВАРКИ
а. Общий .
(1) При использовании рельефной сварки необходимо использовать символ точечной сварки со ссылкой на процесс рельефной сварки в конце символа сварки. Символ точечной сварки должен располагаться по центру контрольной линии.
(2) Выпуклости на стрелочном боковом элементе соединения для рельефной сварки должны быть обозначены размещением символа сварки сбоку от контрольной линии по направлению к считывателю (рис. 3-72).
(3) Выпуклость на другом лонжероне стыка для рельефной сварки должна быть указана путем размещения символа сварки на — стороне контрольной линии вдали от считывателя (рис. 3-73).
(4) Пропорции выступов должны быть показаны деталью или другим подходящим способом.
(5) Размеры выступающих сварных швов должны быть указаны с той же стороны от контрольной линии, что и символ сварного шва.
б. Размер выступающих сварных швов .
(1) Размер выступающих швов должен определяться по прочности. Круговые выступающие сварные швы могут иметь размеры по размеру.
(2) Размер сварных швов с круговой проекцией должен обозначаться как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть указан с маркировкой в дюймах или без нее слева от условного обозначения сварного шва (рис. 3-74).
(3) Прочность выступающих сварных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на сварной шов и должна быть указана слева от символа сварного шва (рис. 3-75).
с. Расстояние между выступающими сварными швами . Шаг выступающих швов указывается справа от условного обозначения шва (рис. 3-76).
д. Количество выступающих сварных швов . Если в определенном соединении требуется определенное количество выступающих швов, это количество должно быть указано в скобках (F, рис. 3-77).
эл. Объем выступающей сварки . Если выступающая сварка распространяется меньше, чем расстояние между резкими изменениями направления сварки, или меньше, чем полная длина соединения, размер должен быть определен (рис. 3-78).
ф. Сварные шовные соединения с сопротивлением заподлицо . Когда открытая поверхность одного элемента контактного шовного соединения должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо (рис. 3-3) к символу сварного шва, соблюдая обычное значение местоположения (рис. 3). -71).
3-32. СВАРНЫЕ СВАРНЫЕ СОЕДИНЕНИЯ ВО ВРЕМЯ ВОСПАЛЕНИЯ ИЛИ ОСАЖДЕНИЯ
г. н.э. Общий . Обозначения сварного шва с оплавлением или сваркой с осадкой сами по себе не имеют значения со стороны стрелки или с другой стороны, хотя дополнительные символы, используемые в сочетании с ними, могут иметь такое значение. Символы сварки оплавлением или сваркой с осадкой должны располагаться по центру контрольной линии. Размеры не обязательно указывать на символе сварки.
б. Контур поверхности оплавлением или сваркой с осадкой. Обозначения контуров (рис. 3-3) для оплавлением или высадкой (рис. 3-80) обозначаются так же, как и для угловых швов (п. 3-21).
Авторизационное письмо
Символы сварки | Основные и дополнительные символы сварки
Символы сварки представляют собой графический способ передачи информации о сварном соединении. Вместо того, чтобы использовать стрелку и говорить «сварить здесь», символ сварки несет больше полезной информации, которая может быть легко понята сварщиком, инженером, мастером, супервайзером и архитектором. Таким образом, сварочные символы широко используются сварщиками и инженерами в технических чертежах для передачи важной информации, такой как тип сварного шва, размер сварного шва, местоположение сварного шва, а также другую дополнительную информацию.
Схема
Зачем нам указывать сварные швы?
Рассмотрим следующее изображение сварщика. Сообщение «сварить здесь» можно интерпретировать по-разному, поэтому такие сообщения всегда сопровождаются определенными инструкциями.
Любое из следующих изображений может быть предоставлено в дополнение к изображению выше. Первое изображение (а) означает одиночный угловой шов, который является самым простым и дешевым в применении.
Второе изображение (b) означает двойной угловой шов. Это немного сложно применить и занимает больше времени. Чтобы сварка прошла успешно, должен быть обеспечен доступ к обеим сторонам.
Наконец, третье изображение (с) означает Т-образный стыковой шов или шов с разделкой кромок. Это самый сложный и дорогой из трех, так как горизонтальный объект требует подготовки края.
Отсюда понятно, что больше информации о сварных соединениях необходимо указывать на этапе проектирования/чертежа, чтобы избежать ошибок и правильно оценить время и стоимость процесса сварки.
Преимущества символов сварных швов
Из приведенного выше объяснения мы пришли к выводу, что правильное указание сварных швов необходимо для бесперебойной работы. Но вышеупомянутое графическое изображение сварного шва не является самым простым или предпочтительным методом. Подобно электрическим символам в электрических цепях, у нас также есть Символы сварки .
Указание сварных швов с помощью символов, а не изображений, намного проще, так как вам не нужно тратить много времени на объяснение типа, формы и размера сварного шва. Следовательно, большинство технических чертежей, связанных со сварочными работами, используют символы сварки для представления всей информации, связанной со сваркой.
Стандарты сварки
Существует два основных стандарта для определения терминов, символов и т. д. по сварке и пайке . Одним из них является ISO 2553, опубликованный Международной организацией по стандартизации. Другой — ANSI/AWS A2.4-9.8 опубликовано Американским обществом сварщиков.
Термины и символы в этих двух стандартах могут различаться.
Элементы символа сварки
Прежде чем рассматривать некоторые из основных символов сварки, давайте попробуем понять элементы символа сварки и какую информацию несет символ. Ниже приведен список элементов, которые могут быть частью типичного символа сварки.
- Справочная линия
- Стрела
- Базовый символ сварки
- Дополнительные обозначения сварных швов
- Символы отделки
- Размеры
- Спецификации, Процесс
- Хвост
Чтобы лучше понять элементы символа сварки, давайте воспользуемся следующим изображением, на котором показано, как рисуется типичный символ сварки, а также стандартное расположение вышеупомянутых элементов.
Контрольная линия
Это горизонтальная линия, которая является важной частью законченного символа сварки, и вся информация, относящаяся к сварному шву, наносится на нее или вокруг нее. Положение опорной линии также важно, так как она обычно проводится близко к сварному шву. Все остальные символы и информация должны быть правильно размещены в соответствии со стандартами символов на этой контрольной линии или вокруг нее.
Стрелка
Еще одна важная и необходимая часть законченного символа сварки – это Стрелка. Он соединяет опорную линию со стороной стрелки сустава и может располагаться на одном или другом конце опорной линии. Стрелка может указывать в любом направлении, вверх вниз, влево, вправо или даже в сторону хвоста. Иногда символ сварки может содержать несколько стрелок.
Здесь есть два важных термина, которые нам нужно знать о стрелке. Это Сторона Стрелы и Другая Сторона. Сторона, указанная стрелкой, от базовой линии — это сторона сварного соединения, на которую указывает стрелка. Если символы размещены на стороне стрелки опорной линии, то они относятся к стороне стрелки сварного соединения.
Если символы расположены по другую сторону от контрольной линии (кроме стороны, указанной стрелкой), то они относятся к другой стороне сварного соединения.
Другая информация, описывающая сварной шов
- T: Это часть хвоста для указания информации для конкретного сварного шва, такой как изменение процесса сварки или электрода. Хвост может быть опущен, если нет каких-либо спецификаций или ссылок.
- S: В зависимости от типа сварного шва может указывать на любое из следующего:
- Глубина подготовки в случае сварки с разделкой кромок
- Размер углового сварного шва
- Размер сварного шва пробкой или сварного шва
- Прочность на сдвиг в случае выступающего сварного шва
- E: В случае сварного шва с разделкой кромок представляет эффективный размер горловины или размер сварного шва. Указывает размер стороны в случае углового сварного шва. Важным моментом является то, что размеры эффективного размера для сварного шва с разделкой кромок всегда помещаются в круглые скобки, тогда как размеры размера стороны для углового сварного шва помещаются без скобок.
ПРИМЕЧАНИЕ: И S, и E всегда располагаются слева от символа сварки на контрольной линии независимо от стрелки.
- R: В случае шва с разделкой кромок или стыкового соединения это размер корневого отверстия. В случае сварного шва или корневого сварного шва это указывает глубину заполнения.
- A: В случае сварного шва с канавкой, это представляет угол прилегания канавки. Для сварных швов с потайной пробкой это угол примыкания зенковки.
- Ф: Здесь указывается метод получения необходимого контура. Вот некоторые из методов, с помощью которых можно получить контуры: шлифовка (G), вырубка (C), механическая обработка (M), прокатка (R), ударная обработка (H) или неопределенный (U).
- —: Горизонтальная линия между F и A является местом символа контура готового сварного шва.
- L: Указывает длину сварного шва. Он всегда размещается справа от символа сварки, независимо от положения стрелки.
- P: Если сварка прерывистая и указано расстояние между сварными швами, то это Указывает шаг или межцентровое расстояние сварного шва
- N: Указывает необходимое количество сварных швов (точечный, шов, шпилька, заглушка, прорезь или выступ).
Различные типы символов сварки
Теперь, когда мы немного узнали об элементах символа сварки, теперь мы рассмотрим различные символы сварки. Сначала мы перечислим некоторые основные обозначения сварки, которые чаще всего используются на чертежах. Далее мы увидим некоторые дополнительные символы сварки, которые можно использовать для передачи дополнительной информации о сварном шве.
Основные обозначения сварки
На следующем рисунке показаны некоторые из часто используемых обозначений сварки. Верхняя часть изображения состоит из символов для различных типов сварных швов с разделкой кромок или стыковых сварных швов. Сюда входят сварка с V-образным пазом, сварка с квадратной канавкой, сварка со скошенной кромкой, U, J и т. д. / Сварка с прорезями, точечная сварка и т. д.
Давайте теперь подробно рассмотрим различные символы сварки. Сварка кромок — это второй популярный тип сварки после угловой сварки, который включает в себя подготовку кромок для формирования одной из форм сварки канавки (V, U, J, скос и т. д.) или квадратной канавки с прямыми кромками.
| Сварной шов с одной V-образной канавкой Это распространенная форма подготовки кромок для разделки канавок/стыковых сварных швов. | Сварной шов с квадратной канавкой В зависимости от процесса сварки сварной шов с квадратной канавкой будет ограничен максимальной толщиной сечения. | Сварной шов с одинарной канавкой Процесс подготовки кромок, который обычно используется, когда для подготовки доступна только одна кромка смежных секций. |
| Сварной шов с U-образной канавкой Если секции имеют толщину более 12 мм, то этот тип сварки используется для ограничения количества требуемого сварочного металла. | Сварной шов с одинарной J-образной канавкой Если секции имеют толщину более 16 мм и для подготовки доступна только одна кромка прилегающих секций, то этот тип сварного шва используется для ограничения количества требуемого металла шва. | Фланцевая кромка с канавкой В соответствии со стандартом ISO на нем показан сварной шов с разделкой кромок между пластинами с выступающими краями. В соответствии со стандартом AWS на нем показан краевой сварной шов фланцевого соединения с канавкой. |
| Угловой фланцевый сварной шов На нем изображены пластины с разделочным сварным швом с одной приподнятой кромкой. | Сварной шов с одинарной V-образной канавкой и широким основанием Стандартный символ ISO для одинарного V-образного сварного шва с широкой передней поверхностью. | Сварной шов с одинарной кромкой и широким основанием Этих двух, хотя они и упоминаются в ISO 2553, лучше избегать. |
| Раструбный сварной шов с V-образной канавкой Стандартный символ AWS для иллюстрации сварного шва с разделкой кромок, образованного двумя криволинейными поверхностями. | Раструбный сварной шов с фаской и канавкой Стандартный символ AWS для иллюстрации сварного шва с разделкой кромок, образованного одной изогнутой поверхностью и одной плоской поверхностью. | Крутой сварной шов с V-образным пазом по бокам Стандартный символ ISO для шва с крутым V-образным пазом по бокам и углом скоса 5–20⁰ для подготовки кромок. |
| Крутой сварной шов с фаской и канавкой Стандартный символ ISO для сварного шва с фаской и кромками под углом 15–30⁰ для подготовки кромок. | ||
| Угловой сварной шов Обозначение углового сварного шва, который является наиболее часто используемым типом сварки. Если не указано иное, длины сторон равны. | Сварной шов Иллюстрирует кромочный сварной шов, который обычно наплавляется только с одной стороны. | Штекерный / щелевой сварной шов Тип сварного шва, который образует соединения внахлест с использованием круглых или удлиненных отверстий, полностью заполненных металлом сварного шва. |
| Дуговая точечная сварка Точечная сварка производится с использованием высокой тепловложения в одной точке. | Точечная сварка сопротивлением Символ, иллюстрирующий контактную точечную сварку, требующую доступа с обеих сторон. Точечная сварка обычно означает точечную сварку сопротивлением. | Сварной шов сопротивлением Шовная сварка аналогична точечной сварке, но вместо одной точки выполняется в линейной форме. Этот символ иллюстрирует шовную сварку сопротивлением, которая требует доступа с обеих сторон соединения. |
| Дуговой сварной шов Символ, иллюстрирующий дуговую шовную сварку, которая выполняется только с одной стороны соединения. Шовная сварка обычно шовная сварка сопротивлением, поскольку дуговая сварка швом используется редко. | Наплавка Как следует из названия, линия стрелки этого символа указывает на всю поверхность, которая должна быть покрыта наплавленным металлом. | |
Дополнительные обозначения сварки
Дополнительные символы сварки используются для предоставления дополнительной информации о сварных соединениях.
| Плоский (заподлицо) | Выпуклая | Вогнутая |
| Гладкие смешанные пальцы | Распорка | Задняя часть / подварочный шов |
| Съемная подложка | Постоянная подложка | Расходуемая вставка |
| Сварка со всех сторон | Полевая сварка | Плавить насквозь |
Расположение символов сварки
Давайте теперь разберемся со значением расположения символов. Сначала мы увидим пару примеров для сварных швов, а затем перейдем к угловым сварным швам.
Сварка канавок
На следующем рисунке показано расположение символов сварки канавок. Символы в стандартах ISO и AWS показаны для справки.
На первом изображении показан сварной шов с одинарной V-образной канавкой, где символы сварки расположены на опорной линии, а стрелка указывает на одну сторону соединения. Сварной шов может быть в плоскости или в поперечном сечении. Здесь мы использовали стрелку, чтобы указать на сварной шов в поперечном сечении.
На втором изображении показан сварной шов с одинарной кромкой со скосом, где стрелка указывает на край соединения, который должен быть подготовлен для скоса.
Угловые швы
Подобно сварным швам с разделкой кромок, символы угловых сварных швов также располагаются на опорной линии, которая затем соединяется со стрелкой, указывающей на одну сторону соединения. Чтобы продемонстрировать то же самое, давайте возьмем «Т-образное соединение» и «Крестообразное соединение» в качестве сварных соединений и посмотрим на значение местоположения угловых сварных швов.
На первом изображении показан торцевой вид Т-образного соединения с одним угловым сварным швом.
На втором изображении показан вид с торца крестообразного соединения с двумя одинарными угловыми сварными швами.
На следующем изображении показан вид с торца крестообразного соединения с двойным угловым швом с левой стороны и одинарным угловым швом с правой стороны.
На последнем изображении это альтернативный способ представления второго изображения, где две стрелки используются с одной опорной линией. Этот метод можно использовать в соответствии со стандартами ISO, но нельзя использовать в соответствии со стандартами AWS.
Размеры в обозначениях сварных швов
Размер сварных швов также является важным параметром для некоторых сварных швов. Стандарты ISO и AWS по-своему определяют необходимые размеры сварных швов.
Сварные швы с разделкой кромок
Сварные швы с разделкой кромок с полным проваром
На следующих рисунках показаны иллюстрации, символ ISO и символ AWS для сварных швов с полной проваркой с одинарной V-образной канавкой и симметричных сварных швов с двойной V-образной канавкой.
Сварные швы с частичным проваром
Стандарты ISO и AWS позволяют указать размер сварного шва с разделкой кромок слева от символа сварки. В стандарте ISO число размещается непосредственно, а размеры обычно указываются в миллиметрах. В AWS Standard числа указаны в скобках, а размеры указаны в дюймах.
На следующем изображении показано частичное проплавление сварного шва с одиночной V-образной канавкой.
Аналогичный подход можно применить и к сварке с квадратной канавкой. На следующем рисунке показан сварной шов с квадратной канавкой с частичным проплавлением. В AWS может быть указана дополнительная информация для подготовки кромки. Размер зазора между пластинами указывается между сторонами условного обозначения сварного шва.
Размеры сварного шва с разделкой кромок
Все детали сварного шва с разделкой кромок, такие как угол скоса, корневая поверхность, зазор и размеры сварных швов, могут быть указаны в соответствии со стандартом AWS. На следующем изображении показана 5/8-дюймовая пластина с 60 0 Угол скоса, глубина скоса 1/4 дюйма, размер сварного шва 3/8 дюйма.
Длина канавки
Если длина канавки не указана, это означает, что шов должен быть заварен по всей длине. Но иногда длина сварного шва меньше длины соединения или сварка может быть прерывистой.
В этом случае мы можем указать длину и расположение сварного шва цифрой справа от символа. На следующем изображении показан стандартный символ AWS, который содержит информацию о прерывистых сварных швах с квадратной канавкой, а также штриховку.
Угловые сварные швы
Размеры угловых сварных швов
В соответствии со стандартом ISO размер угловых сварных швов можно указать, используя длину катета (z) и толщину горловины (a). Размер указывается слева от символа сварного шва и дополнительно ему предшествует буква z (для длины полки) или a (для толщины шва).
В стандарте AWS размер углового сварного шва всегда равен длине отвода, а число помещается слева от символа сварного шва.
На следующем изображении показан угловой сварной шов по стандартам ISO и AWS с длиной стороны 6 мм (1/4 дюйма).
Сварные швы с глубоким проплавлением
На следующем рисунке показан стандартный символ ISO для сварных швов с глубоким проплавлением, а эффективная ширина шва представлена буквой S, которая расположена перед толщиной шва.
Двойной угловой шов
Все размеры в двойном угловом шве повторяются, даже если они идентичны. На следующем изображении показано то же самое.
Продольные угловые швы
Если шов прерывистый, а не сплошной, то можно указать длину шва, а также зазоры между швами. На следующем изображении показан вид в плане и поперечное сечение прерывистого углового сварного шва вместе с символами стандарта ISO и AWS.
Бонус — иллюстрации для символов сварки
В следующей таблице приведены демонстрационные иллюстрации для различных символов сварки, описанных в статье. Вы можете использовать эти иллюстрации в качестве справки для лучшего понимания всех символов сварки.
0 | |||
0 0 | |||
Символы точечной, шовной и шпильочной сварки – интерпретация чертежей металлических изделий
Точечная сварка
Символ точечной сварки представляет собой просто круг, который может располагаться выше, ниже или по центру контрольной линии. Когда символ находится в центре опорной линии, это указывает на отсутствие побочного значения. Когда нет побочного значения, это обычно можно применять с помощью аппарата контактной точечной сварки, который широко используется при работе с листовым металлом.
Точечный сварной шов представляет собой простой сварной шов, применяемый к поверхности одного элемента, который имеет достаточно тепла, чтобы вплавиться в материал, образующий поверхность обшивки. Это делается без предварительной подготовки деталей.
Пример точечной сварки со стороны стрелки и контактной точечной сварки без значения стороны ниже.
Размер точечной сварки указывается слева от символа сварки. Это число указывает диаметр указанного точечного сварного шва на поверхности обшивки. Поверхность обшивки — это место, где две части располагаются друг над другом в непосредственной близости.
Необходимое количество точечных сварных швов будет указано в скобках над или под символом в зависимости от расположения символа. Если он находится в центре опорной линии, размещение требуемых сварных швов может быть расположено выше или ниже символа.
Шаг также может быть добавлен к символу точечной сварки. Это будет представлено справа от символа.
Когда используется шаг, это означает, что он будет продолжен по всей длине детали. Например, если длина детали составляет 20 дюймов, вы будете применять сварные швы через каждые 2 дюйма, используя указанный выше символ для длины этой 20-дюймовой детали. Если точечная сварка не будет покрывать всю длину детали, это необходимо будет показать размерными линиями на распечатке, чтобы правильно передать эту информацию.
Полная длина:
Частичная длина детали:
Иногда вместо диаметра указывается прочность на сдвиг. Вот насколько что-то устойчиво к сдвигу. Это может быть выражено в фунтах-силах (lbf) или, если проект указан в метрической системе, он потребует Ньютона (N).
Для этого требуется точечный сварной шов с усилием на сдвиг 500 фунтов.
(500 фунтов силы указывает, что деталь будет способна сопротивляться сдвигу не менее чем до 500 фунтов силы.
Можно указать, какой процесс будет использоваться для получения сварного шва, и это будет помещено в конец. Обычными процессами для этого будут контактная точечная сварка и дуговая сварка вольфрамовым электродом. Причина этого в том, что в сварной шов не может быть добавлен наполнитель, поэтому вероятность непровара будет меньше. Можно использовать многие другие процессы, если последствия сварки известны и все еще приемлемы для результата сварки.
К точечному символу можно добавить контур, чтобы поверхность была ровной, как будто сварки не было. Это будет более подробно описано в дополнительных символах сварки.
В качестве примера ниже показан сварной шов со стороны стрелки с ровным контуром путем шлифовки.
Шовная сварка
Шовная сварка выполняется аналогично точечной сварке, но имеет удлиненную форму. Здесь нет подготовки, такой как пробочный или щелевой сварной шов, а сварной шов выступает через верхнюю поверхность и вплавляется в другой элемент за счет подвода тепла. Символ похож, но через него проходят две параллельные линии.
Пример сварного шва:
Сварные швы будут иметь размер или прочность на сдвиг, обычно связанные с символом сварки. Этот номер будет располагаться слева от символа сварки. Размер – это показатель ширины бусины. Прочность на сдвиг такая же, как у точечной сварки, и представляет собой количество фунтов силы, которое сварка может выдержать минимум на 1 дюйм сварного шва.
Справа от символа можно добавить длину, чтобы указать длину сварного шва.
Дополнительным элементом может быть шаг, если он необходим для наложения нескольких швов. Это будет добавлено справа от символа сварного шва после длины с дефисом.
Шовные сварные швы также могут иметь элементы, как и точечные сварные швы, такие как процесс, связанный с хвостовой частью, а также контур. Контур отображается над или под символом в зависимости от того, как символ расположен на опорной линии.
На следующем изображении показано обозначение сварного шва для сварного шва со стороны стрелки. Ширина ½ дюйма с сегментами 2,5 дюйма и шагом 5,5 дюйма. Все прерывистые швы (с шагом) выполняются по продольной схеме, если на распечатке нет детали, которая говорит об обратном.
Приварные шпильки
Приварные шпильки являются обычной практикой во многих магазинах. В этом процессе часто используется сварочный аппарат для шпилек, который иногда является автономным или портативным устройством. Эти сварные швы требуют, чтобы символ был только на стороне стрелки соединения. Элементы размера, шага и количества сварных швов размещаются в тех же местах, что и точечные и шовные сварные швы.
Символ
Добавленные элементы
Приведенный выше сварной шов требует шести приварных шпилек диаметром ½ дюйма, расположенных на расстоянии 4 дюйма от центра к центру.