Автоматическая контактная точечная сварка алюминия
В последние десятилетия ситуация в области контактной точечной сварки изменилась. На смену традиционным технологиям пришли технологии позволяющие программно изменять параметры режима сварочного процесса в период формирования сварочного соединения, согласно расчетным данным или в зависимости от условий протекания самого сварочного процесса. Появились технологии — адаптивной автоматической контактной сварки (интеллектуальной сварки).Появление новых технологий и оборудования в области контактной сварки обуславливалось следующими причинами:
- применение новых материалов;
- возрастающие требования к качеству
- применение роботизированной техники, обусловленное массовым характером производства;
- новая элементная база и широкое использование вычислительной техники для создания новых типов сварочной техники.
Наглядным примером развития сварочной техники и технологий в области контактной точечной сварки является автомобильная промышленность.
Современные тенденции при производстве автомобилей связаны с повышением требований к их безопасности и экономичности, а это при производстве кузовов автомобилей требует решение двух основных задач – снижение веса и увеличение прочности конструкции кузова.
Реализация данного решения связана с применением новых материалов в конструкции автомобилей, соединение которых традиционными способами контактной точечной сварки не представляется возможным.
Точечная сварка алюминия — основы технологии
Инженеры компании Elmatech ведут активную работу по теме «Точечная сварка алюминия». Им удалось создать выгодную по цене машину для автосервиса, которая сваривает алюминий до 3 мм толщиной.
Далее – пара диаграмм, которые это подтверждают.
Пример при общей толщине листа 2 мм.
Колпачки электродов после сварки.
Компания Elmatech разработала специальные биметаллические электродные колпачки для сварки алюминия с применением которых возможно выполнить 20 точек подряд. После этого электрод зачищается.
График показывает последовательность точек при сварке алюминия с общей толщиной 3 мм.
На графике видно, что оборудование обеспечивает стабильную повторяемость и высокое качество сварного соединения. Далее приведен пример отшлифованного среза сварного соединения. Структура созданного сварочного ядра хорошо сохраняется и после 15 точек:
Для сварки алюминия с применением технологии контактной сварки в полностью автоматическом режиме фирма Elmatech создала программу, позволяющую производить контактную сварку трудно свариваемого алюминия с последовательностью от 15 до 20 сварочных точек и надежно привариваемой общей толщиной до 3 мм.
Сварочное оборудование с применением технологии адаптивной контактной сварки уже очень хорошо зарекомендовало себя для автосервиса и ремонта автомобилей.
Машины для автоматической, полуавтоматической и ручной контактной сварки сетки от RODEN
Завод RODEN специализируется на производстве оборудования для строительной индустрии. Особое место в ассортименте нашей продукции занимают сварочные линии и машины контактной точечной сварки. Оборудование выпускается в двух вариантах исполнения – как с механическим, так и с пневматическим приводом.
Над проектированием машин контактной сварки различного типа трудятся специалисты собственного конструкторского бюро предприятия. Используя свой многолетний опыт и глубокие познания в современных технологиях, они создают эффективные, надёжные решения. Наши ручные сварочные линии или машины контактной точечной сварки по эксплуатационным характеристикам ничуть не уступают продукции европейских производителей, но при этом имеют более доступную стоимость. Оборудование RODEN стоит в 1,5 раза дешевле в сравнении с аналогами.
Оборудование RODEN стоит в 1,5 раза дешевле в сравнении с аналогами.
Благодаря передовым решениям автоматическая контактная сварка на нашем оборудовании представляет собой легко контролируемый, управляемый процесс. Это отличный вариант для организации современного производства с большими объёмами выпускаемой продукции.
Изготавливаемые на Заводе RODEN машины для контактной точечной сварки полностью отвечают требованиям заказчиков в плане долговечности и простоты в обслуживании. Мы применяем комплектующие от известных мировых производителей. Благодаря этому аппараты для автоматической, полуавтоматической или ручной контактной сварки RODEN демонстрируют высокие показатели износостойкости и производительности. Некоторые линии можно модернизировать, установив дополнительный модуль для увеличения производительности.
Для многих заказчиков ещё одним преимуществом машин контактной точечной сварки RODEN станут компактные габариты. Такое оборудование не занимает много места, а значит, при его размещении можно сэкономить на аренде свободного помещения. Сравнительно небольшая машина контактной сварки удобна в транспортировке. Такую линию можно при желании перемещать в пределах производственного цеха.
Сравнительно небольшая машина контактной сварки удобна в транспортировке. Такую линию можно при желании перемещать в пределах производственного цеха.
Каждая машина контактной точечной сварки изготавливается из металла с увеличенной толщиной. Это предупреждает деформацию материала при больших механических нагрузках, которые выдерживает оборудование.
По желанию заказчика автоматическая, полуавтоматическая или ручная сварочная линия может быть разработана по индивидуально составленному техническому заданию. Специалисты RODEN готовы реализовать любые технические решения, оптимизировав технику под нужды конкретного производства.
Ручная сварочная линия сварки сеток
Бюджетный аналог машинам многоточечной сварки сеток. Ручная сварочная линия идеально подходит небольшим металлобазам, заводам ЖБИ, частным предпринимателям. Недорогое, надёжное оборудование не нуждается в обслуживании высококвалифицированными сотрудниками. Среди машин производства Завода RODEN настоящим хитом продаж уже успела стать линия RLM-2.
Полуавтоматическая многоточечная машина контактной сварки сеток
Её главное отличие заключается в том, что прутки проходят предварительную подготовку. Стоит понимать, что полуавтоматическая контактная сварка – это процесс, требующий применения эффективного оборудования, способного обеспечить качество конечного продукта. Именно такие линии выпускает Завод RODEN.
Предварительно правленые и нарезанные металлические прутки в автоматическом режиме подаются из бункерных лотков машины в зону контактной точечной сварки. Если есть такая необходимость, можно использовать проволоку разного диаметра. Современное электронное оснащение позволяет настраивать линию для изготовления сварных сеток точно под нужды заказчика.
В настоящее время в каталоге оборудования RODEN представлено несколько моделей с бухта-бункером. Они ориентированы на большие объёмы производства сварной сетки.
Автоматические многоточечные машины контактной сварки сеток с подачей проволоки из бухт
Обеспечивают высокую скорость производственных процессов.
На базе данных станков мы разработали готовые решения по организации производства сварной кладочной сетки. Чтобы ознакомиться с нашим предложением, перейдите в соответствующий раздел на сайте.
Многоэлектродные машины контактной сварки, автоматическая и роботизированная линия как составляющие сборочно-сварочных комплексов
Темы: Контактная сварка, Сварочное оборудование
Машины контактной сварки имеют высокий уровень механизации и автоматизации и хорошо адаптируются к работе в производственных потоках вместе с оборудованием другого типа, сборочными и сварочными приспособлениями. В одном агрегате могут быть объединены десятки, а иногда сотни одноточечных машин. Комбинированное оборудование применяют в серийном и массовом производстве для автоматизации точечной сварки штампосварных конструкций из тонко листовых металлов, арматурных конструкций из железобетона и др.
Многоэлектродные машины контактной сварки оборудованы, как правило, несколькими трансформаторами (по числу электродных пар) и выполнены по схемам односторонней и двухсторонней сварки. Сварочные пистолеты или клещи работают параллельно, одновременно зажимая свариваемые детали. Для сокращения числа сварочных пистолетов, клещей и трансформаторов в многоэлектродных машинах с большим объемом сварки широко используют блоки, которые двигаются на нескольких сварочных позициях.
Для сварки изделий с большим количеством соединений применяют несколько многоэлектродных машин, объединяя их в механизированные или автоматизированные (автоматические) линии. Многоэлектродная машина может быть узкоспециализированной, т. е. предназначена для сварки только определенной детали. Если требуется увеличить загрузку этого оборудования при недостаточной серийности, то применяют сварочные многоэлектродные прессы, которые имеют сменную оснастку — сварочные штампы, что позволяет на одном сварочном прессе сваривать несколько изделий.
Производительность многоэлектродных машин зависит от вспомогательного времени, затрачиваемого на съем деталей. Сокращение этого времени достигается применением погрузочно-разгрузочных устройств, конструкция которых должна быть согласована с конструкцией машины и транспортным устройством, подающим свариваемые детали. В группе комбинированных машин, в которых в одном агрегате интегрированы несколько последовательных, различных по технологии операций, исключены промежуточные транспортные и загрузочные операции. При объединении операций обычно существенно усложняется конструкция оборудования.
Примером комбинированной машины, в которой объединены операции сборки, формообразования и рельефной сварки, является машина для изготовления тормозных колодок автомобиля. Изделие состоит из обода и ребра из низкоуглеродистой стали. Обод на сварку поступает плоским и в машине он одновременно со сваркой гнется по контуру ребра. Свариваемые детали предварительно закладываются в магазины-питатели и автоматически подаются на сварку.
Механизированная поточная линия — это комплекс основного и вспомогательного обо рудования, которое обеспечивает выполнение большей части основных технологических операций (транспортные, загрузочные и др.). Оборудование и рабочие места расположены в порядке выполнения отдельных операций технологического процесса. Пока это основной способ механизации, получивший широкое применение. В автомобилестроении широко применяют поточные механизированные линии для сборки и сварки крупногабаритных штампосварных конструкций. Точечная сварка на этих линиях производится подвесными точечными машинами. Транспортировка изделия производится напольным конвейером карусельного или прямолинейного типа с непрерывным или шаговым движением. Такие линии эффективны при относительно больших объемах производства.
Автоматическая линия — это комплекс основного и вспомогательного (транспортного и другого необходимого) оборудования, на котором без непосредственного участия рабочего выполняется определенная часть производственного процесса изготовления изделия. Линия имеет систему общего автоматического управления, обеспечивающего взаимодействие всех механизмов, устройств и аппаратуры, установленной на линии. Функция обслуживающего персонала сводится к наблюдению за работой линии и ее наладке. В отдельных случаях некоторые загрузочные операции выполняются вручную или с помощью неавтоматических механизмов и устройств. Примерами таких линий являются линии на основе многоэлектродных точечных машин, которые применяют для сборки и сварки крупногабаритных штампосварных изделий из тонколистовой стали в массовом производстве (автомобилестроение, сельскохозяйственная техника и т.п.).
Линия имеет систему общего автоматического управления, обеспечивающего взаимодействие всех механизмов, устройств и аппаратуры, установленной на линии. Функция обслуживающего персонала сводится к наблюдению за работой линии и ее наладке. В отдельных случаях некоторые загрузочные операции выполняются вручную или с помощью неавтоматических механизмов и устройств. Примерами таких линий являются линии на основе многоэлектродных точечных машин, которые применяют для сборки и сварки крупногабаритных штампосварных изделий из тонколистовой стали в массовом производстве (автомобилестроение, сельскохозяйственная техника и т.п.).
Автоматическая линия состоит из многоэлектродных точечных машин, связанных общими транспортным устройством и автоматическим управлением. В последнее время для управления линиями начала использоваться микропроцессорная техника. При производстве несколько различных изделий в линии вместо многоэлектродных машин устанавливают многоэлектродные прессы. Заменяя сварочные штампы, можно переналаживать линии на выпуск новых изделий. В зависимости от объемов сварки и массовости производства производительность этих линий достигает от нескольких десятков до нескольких сотен изделий в час. Если на линии кроме точечной сварки производятся другие технологические операции, то это линия комплексной автоматизации. Одним примером может служить линия производства колес легкового автомобиля. Колесо автомобиля состоит из диска и обода. Обод собирается и сваривается с диском в восьми точках. На линии кроме сварки выполняются операции правки полосы, закатки обода, обрезки грата, профилирования обода и др. Производитель ность линии 720 колес в час.
В зависимости от объемов сварки и массовости производства производительность этих линий достигает от нескольких десятков до нескольких сотен изделий в час. Если на линии кроме точечной сварки производятся другие технологические операции, то это линия комплексной автоматизации. Одним примером может служить линия производства колес легкового автомобиля. Колесо автомобиля состоит из диска и обода. Обод собирается и сваривается с диском в восьми точках. На линии кроме сварки выполняются операции правки полосы, закатки обода, обрезки грата, профилирования обода и др. Производитель ность линии 720 колес в час.
Другим примером линии комплексной автоматизации является линия изготовления радиаторов отопления. Панель радиатора представляет собой плоскую деталь, состоящую из двух половинок со штампованными каналами для циркуляции воды. По периметру деталь сваривается шовной сваркой, а между каналами — точечной. Два патрубка к каждому радиатору привариваются стыковой сваркой. Детали изготовляются из рулонов низкоуглеродистой стали толщиной 1,5 мм со скоростью 20 м/мин. На последней операции линии радиаторы отрезаются от полосы летучими ножницами и подаются на гидропресс для испытания.
На последней операции линии радиаторы отрезаются от полосы летучими ножницами и подаются на гидропресс для испытания.
Получили распространение роботизированные линии сборки и точечной сварки штампосварных конструкций, в которых точечная сварка производится промышленными роботами. Основное преимущество этих линий — возможность быстрой переналадки на изготовление сварного изделия. В комбинированных комплексах вместе с промышленными роботами используют традиционные линии со встроенными многоэлектродными точечными машинами. Кузовное производство автомобильных заводов оснащено гибкими роботизированными комплексами, состоящими из нескольких роботизированных линий и включающих 100—200 промышленных роботов для точечной сварки.
Окупаемость роботизированных линий не всегда укладывается в нормативные пределы. Их эффективность сильно повышается при полном использовании их возможностей и гибкости, предусмотренных проектом.
Другие материалы относящиеся к темам »
Многоэлектродные машины контактной сварки, автоматическая линия, роботизированная линия
» :
Как купить многоэлектродные машины контактной сварки, автоматические и роботизированные линии , разместив объявление в Сварочном каталоге
Раздел Контактная сварка
Раздел Машины ( аппараты ) для контактной сварки
- < Сварочные роботы видео (контактная сварка)
Машины контактной сварки: каталог машин для контактной и точечной сварки, цены от производителя
Двусторонняя контактная точечная сварка – образование неразъемного сварного контакта. На сварочных линиях, чаще применяется машина контактной сварки, оборудование нагревает детали в месте стыка электрическим током. Далее, под действием сжимающего усилия, управление которым может быть механическим или пневматическим, оборудование производит пластическую деформацию области соединения.
На сварочных линиях, чаще применяется машина контактной сварки, оборудование нагревает детали в месте стыка электрическим током. Далее, под действием сжимающего усилия, управление которым может быть механическим или пневматическим, оборудование производит пластическую деформацию области соединения.
Точечная сварка применяется для стыковки тончайших деталей (от 1 – 2 мм) до 20 мм. Цена машин зависит от технических характеристик:
- максимальной мощности;
- силы сварочного тока;
- вылета консоли;
- диаметра электродов.
Аппараты используются для серийного производства изделий в машиностроительной отрасли, авиационной промышленности, для изготовления товаров народнохозяйственного назначения и обладают рядом преимуществ по сравнению с другими видами сварочного оборудования.
Преимущества машин контактной точечной сварки
- сварные соединения имеют высокое качество – из-за точечного воздействия;
- устройства обладают высокой производительностью – можно автоматизировать процесс;
- отличаются отсутствием присадочных материалов и вредных для здоровья испарений.


Самые известные производители аппаратов точечной сварки
Машины итальянского производителя TECNA считаются самыми популярными для использования на серьезных производствах. Имеют многопроцессорные схемы управления и позволяют сделать процесс сварки еще более качественным, точным и продуктивным. Оборудование TECNA признано лучшим среди мировых брендов, производящих машины для двусторонней точечной сварки.
Foxweld – выпускает более бюджетные машины контактной точечной сварки. Такие устройства незаменимы для соединения металлов с высокой теплопроводностью (алюминия, меди и др.), заготовок различной толщины или разных по составу материалов на мелких производствах.
Как выбрать аппарат
- Стационарные аппараты выбирают с учетом максимального вылета консолей (плеч). Это расстояние, на которое могут быть вынесены электроды от края детали. Устройство тем функциональнее, чем выше данная величина. Например, максимальное значение вылета для аппарата TECNA 4645NE – 550 мм, а для Foxweld МТР-16 – 280 мм.
- Максимальный ток сварки. Чем он выше, тем с более толстыми заготовками машина сможет работать. Толщина свариваемых деталей – это идеальное значение, которое указывается в технических параметрах к машинам, для обеспечения качественного соединения однородных материалов одинаковой толщины.
- Сварочная мощность устройств варьируется от 10 кВт в аппарате Foxweld МТР-10, до 420 кВт TECNA 8203, машине для точечной и рельефной сварки. От этого показателя зависит толщина металла, который можно использовать для работы. В аппаратах TECNA она достигает 22+22 мм.
Мы предлагаем выбрать и купить машины контактной сварки лучших производителей отрасли – обращайтесь, мы знаем, как оптимизировать ваш сварочный процесс!
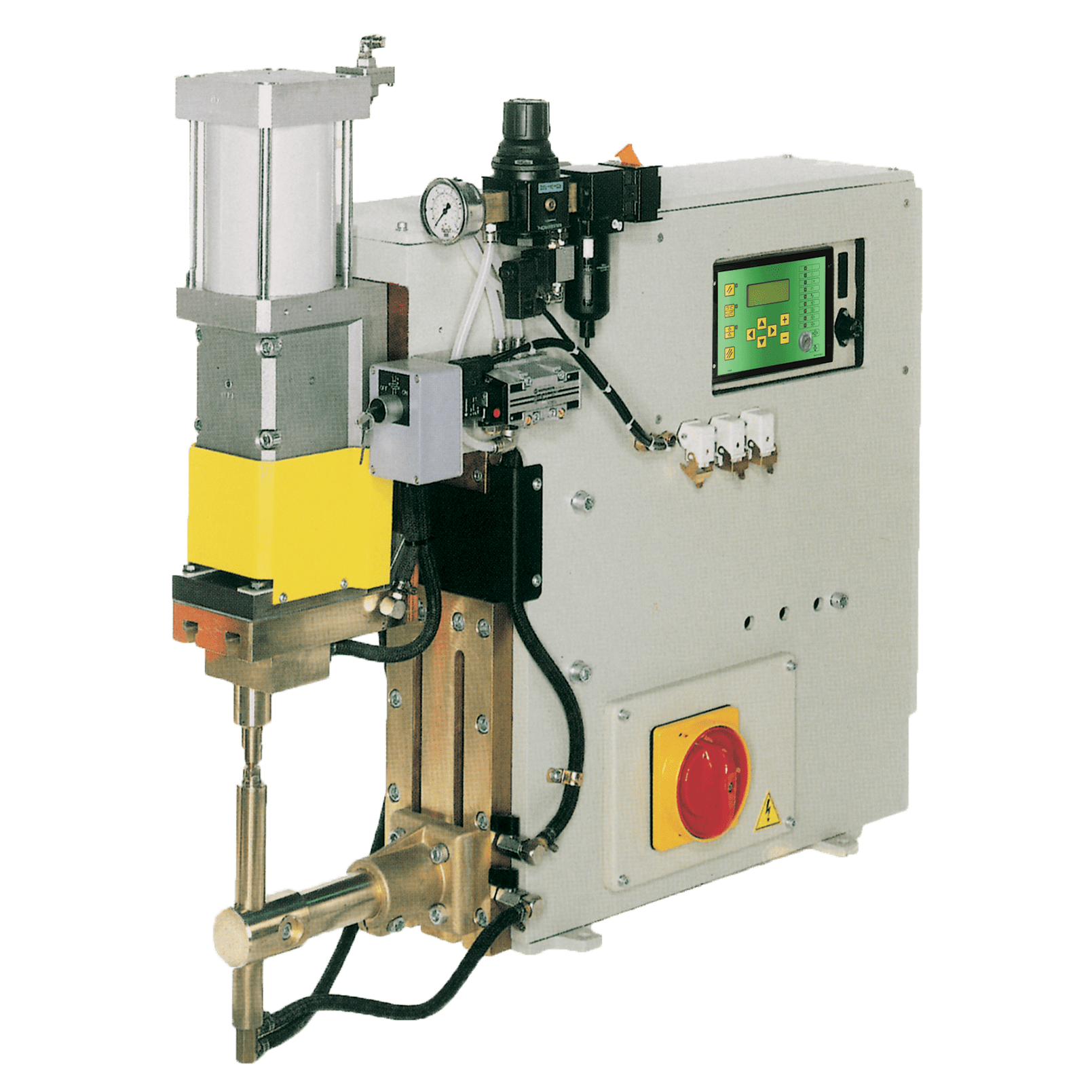
Установка контактной точечной сварки. 7,5кА. 7,5кА.Предназначена для прецизионной контактной точечной сварки деталей толщиной от нескольких микрон до 1,2 мм из цветных металлов и сталей. Выпускается с механическим и пневматическим приводом. описание |
Установка контактной сварки кольцевых швов. 7,5кА. Предназначена для сварки мембран между собой, их приварки к корпусным деталям, а также приварки других тонкостенных деталей к корпусным деталям. Установка может быть использована для сварки толщин до 0,8 мм описание |
Установка контактной продольной роликовой сварки. 7,5кА. Предназначена для сварки продольных
швов деталей длиной до 200 мм, толщиной до 0,8мм. описание |
Установка контактной шовной сварки сильфонов и других тонкостенных
цилиндрических деталей. 7,5кА. Установка может быть использована для сварки толщин до 0,8 мм описание |
Источник контактной сварки инверторного типа. 7,5кА. Предназначен для контактной точечной сварки деталей малых толщин — до 1,2мм. описание |
Установка контактной точечной сварки. 7,5кА. Предназначена для
прецизионной контактной точечной сварки деталей толщиной от нескольких микрон до 1,2 мм из цветных металлов
и сталей. описание |


Контактная сварка и применение машин контактной и точечной сварки Статьи
Как известно, контактная сварка – это технологический процесс, при котором происходит соединение металлических деталей с помощью сварочного оборудования. Прочность соединения зависит от того, какой способ сварки был выбран: электрический (плавление), газоплазменный или холодный способ. Сварочные соединения бывают: стыковочные, внахлест, угловые, тавровые. Наибольшую распространенность получил электрический способ сварки.
Точечная сварка относится к одному из видов контактной электросварки металлических изделий нахлесточным сварным соединением. В зависимости от того, как расположены электроды по отношению к свариваемым заготовкам, она может быть как двусторонней, так и односторонней. Такой способ точечного соединения нашел применение в автосервисах, при ремонте автомобилей. Для осуществления сварочных работ требуется определенный сварочный аппарат.
Несколько аппаратов контактной сварки из нашего каталога
Машины контактной сварки классифицируется по типам сварного соединения и по типам тока, питающего сварочный трансформатор. Так, машина шовной сварки (№1 на рисунке ниже) – используется для соединения металла сплошным швом, машина точечной сварки (№2) — для точечного соединения металла, а машина стыковой сварки (№3) применяется только для стыковой сварки оплавлением металла.
Контактная сварка — это соединение металла путем нагрева электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Контактная сварка была открыта английским физиком Уильямом Томсоном в 1856 году. В России в 1877 году Бенардос Н.Н. разработал способы контактной точечной и шовной сварки. В промышленности такой вид сварки стала применятся с 1936 года после освоения серийного выпуска контактных сварочных машин.
Основные преимущества:
- Высокая производительность;
- Низкий расход вспомогательных материалов;
- Высокая надежность и качество сварных соединений;
- Невысокие требования к квалификации сварщика.

Точечная сварка — это основной способ контактной сварки. Она основана на зажиме свариваемых деталей в электродах машины точечной сварки или специальных сварочных клещах. Между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Машина контактной сварки может быть стационарной, передвижной и подвесной. По роду тока в сварочном контуре сварочные машины делятся на переменного и постоянного тока. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки. Любая машина точечной сварки состоит из механической и электрической частей, гидро- или пневмосистемы и системы водяного охлаждения.
Машины контактной сварки широко используется во многих отраслях современной промышленности и применяется в большинстве технологических и ремонтных работ, связанных со сваркой. Машина точечной сварки — это специальная машина, приспособленная для сварки конкретных конструкций и типоразмеров деталей. Пример такой сварочной машины — машина контактной точечной сварки кузова автомобилей, встроенная в автоматическую линию сборочного конвеера.
Машина точечной сварки — это специальная машина, приспособленная для сварки конкретных конструкций и типоразмеров деталей. Пример такой сварочной машины — машина контактной точечной сварки кузова автомобилей, встроенная в автоматическую линию сборочного конвеера.
Для ознакомления с нашим ассортиментом машин точечной справки, посетите соответствующий раздел контактная сварка.
Сварка контактная — Энциклопедия по машиностроению XXL
Виды сварки высоколегированных сталей. Для сварки высоколегированных сталей используют ручную дуговую сварку покрытыми электродами, механизированную и ручную в защитных газах, сварку под флюсом, электрошлаковую, лучевые виды сварки, контактную и ряд других. [c.127]Замена ручной сварки механизированной и автоматизированной позволяет резко сократить основное время сварки. Например, при сварке стали толщиной 10—12 мм в нижнем положении вручную покрытым электродом можно сварить около 1 погонного метра в час, а при автоматической сварке под флюсом труб такой же толщины достигнута скорость сварки 320 м/ч. На сварку неповоротного стыка трубы диаметром 1420 мм, толщиной стенки 15—17 мм при ручной дуговой сварке затрачивается 8—10 человеко-часов. Сборочно-сварочный комплекс Север , разработанный институтом электросварки им. Е. О. Патона, производит сборку и сварку (контактная стыковая сварка) за 2,5 мин.
[c.139]
На сварку неповоротного стыка трубы диаметром 1420 мм, толщиной стенки 15—17 мм при ручной дуговой сварке затрачивается 8—10 человеко-часов. Сборочно-сварочный комплекс Север , разработанный институтом электросварки им. Е. О. Патона, производит сборку и сварку (контактная стыковая сварка) за 2,5 мин.
[c.139]
Контактная сварка — см. Сварка контактная Контактные материалы металлокерамические [c.113]
Сварка контактная 2 — 152 5 — 356 Специальные виды 5 — 383 [c.250]
С помощью дуговой и контактной сварки в машиностроении сваривают всевозможные углеродистые и легированные стали, однако лучше других свариваются малоуглеродистые и легированные стали с содержанием в последней менее 0,20/q С. Возможность сварки контактным методом зависит от размера деталей и мощности машины. [c.152]
По способу выполнения процесса сварки контактные машины могут быть классифицированы по схеме, показанной на фиг. 1.
[c.253]
1.
[c.253]
Сварка контактная (точечная и линейная, реже стыковая) [c.119]
Способ сварки…………….Контактный с односторонним нагревом материала в зоне сварки [c.195]
Способ сварки…………… Контактный [c.196]
СВАРКА КОНТАКТНАЯ — СВЕРЛЕНИЕ [c.786]
Сварка контактная 188 — Области применения 191 — Технология 196 [c.786]
Сварка контактным нагревом [c.162]
Основные типы сварных соединений из полиэтиленовых пленок толщиной 30-500 мкм, выполненных термоконтактной сваркой (контактной тепловой, в том числе и термоимпульсной), газовым теплоносителем, инфракрасным излучением и экструдируемой присадкой, установлены ОСТ 1.41117-87. [c.128]
Учитывая, что сварка тугоплавких химически активных металлов требует хорошей защиты от воздействия атмосферы и применения концентрированного источника нагрева, наиболее рациональными способами их сварки являются электронно-лучевая, термодиффузионная в вакууме, плазменная и дуговая в камерах с атмосферой аргона или гелия. В некоторых случаях, особенно для металлов малых толщин, применимы лазерная сварка, контактная и сварка трением.
[c.514]
В некоторых случаях, особенно для металлов малых толщин, применимы лазерная сварка, контактная и сварка трением.
[c.514]
Для получения соединения высокого качества необходимо, чтобы перед сваркой контактные поверхности деталей были хорошо очищены и строго соблюдались параметры технологического режима (давление, ток и время протекания тока). [c.132]
На образовании прочных металлических связей между двумя заготовками основаны такие технологические процессы, как кузнечно-прессовая сварка, контактная сварка сопротивлением и плакирование методом горячей прокатки. Но в отличие от схватывания эти процессы характеризуются соединением металлов при значительном давлении и при температуре выше температуры рекристаллизации. В этих технологических процессах, как и при спекании изделий, большое значение имеет диффузия. [c.201]
Приведенные в этом ГОСТе условные обозначения распространяются на швы сварных соединений, выполняемых электродуговой сваркой (ручной, автоматической и полуавтоматической под флюсом), газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.295]
[c.295]
К сварке давлением относят следующие виды сварки контактную, [c.203]
Электросварка. Общие сведения об электродуговой и газовой сварке. Контактная сварка. Различные соединения деталей при сварке (встык, внахлестку, впритык, угловое, торцевое и т. п.). Разделка швов при различных соединениях. [c.297]
ОБОРУДОВАНИЕ для СВАРКИ КОНТАКТНЫМ ПЛАВЛЕНИЕМ [c.385]
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ КОНТАКТНЫМ [c.385]
Сварка контактным плавлением благодаря ряду технологических особенностей может быть эффективно использована при изготовлении многих деталей, узлов и конструкций, особенно тонкостенных. [c.385]
Особенности основных узлов. Установка для механизированной сварки контактным плавлением включает механическую часть, предназначенную для выполнения сборочносварочных операций электрическую часть управления сборочно-сварочными операциями источник питания узлы аппаратуры газового обеспечения защиты зоны сварки. В состав механической части установки входят узлы, обеспечивающие сборку деталей под сварку и узел подвода тока к месту сварки. В большинстве случаев, на специализированных установках сварка производится по двухэлектродной схеме, когда оба полюса источника питания подключают к сварочным электродам. При такой схеме практически исключается значительное протекание тока по свариваемой детали, благодаря чему сводятся к минимуму дополнительные потери энергии и деформация деталей от теплового воздействия. Кроме того, в 2 раза сокращается машинное время сварки.
[c.386]
В состав механической части установки входят узлы, обеспечивающие сборку деталей под сварку и узел подвода тока к месту сварки. В большинстве случаев, на специализированных установках сварка производится по двухэлектродной схеме, когда оба полюса источника питания подключают к сварочным электродам. При такой схеме практически исключается значительное протекание тока по свариваемой детали, благодаря чему сводятся к минимуму дополнительные потери энергии и деформация деталей от теплового воздействия. Кроме того, в 2 раза сокращается машинное время сварки.
[c.386]
Основные технические данные установок и головок для сварки контактным плавлением [c.387]
Сварка контактным плавлением может производиться на переменном или постоянном токе. В качестве источников питания могут быть использованы трансформаторы, выпрямительные устройства, кислотные или щелочные аккумуляторы электроэнергии, обеспечивающие необходимые электрические параметры сварочной цепи.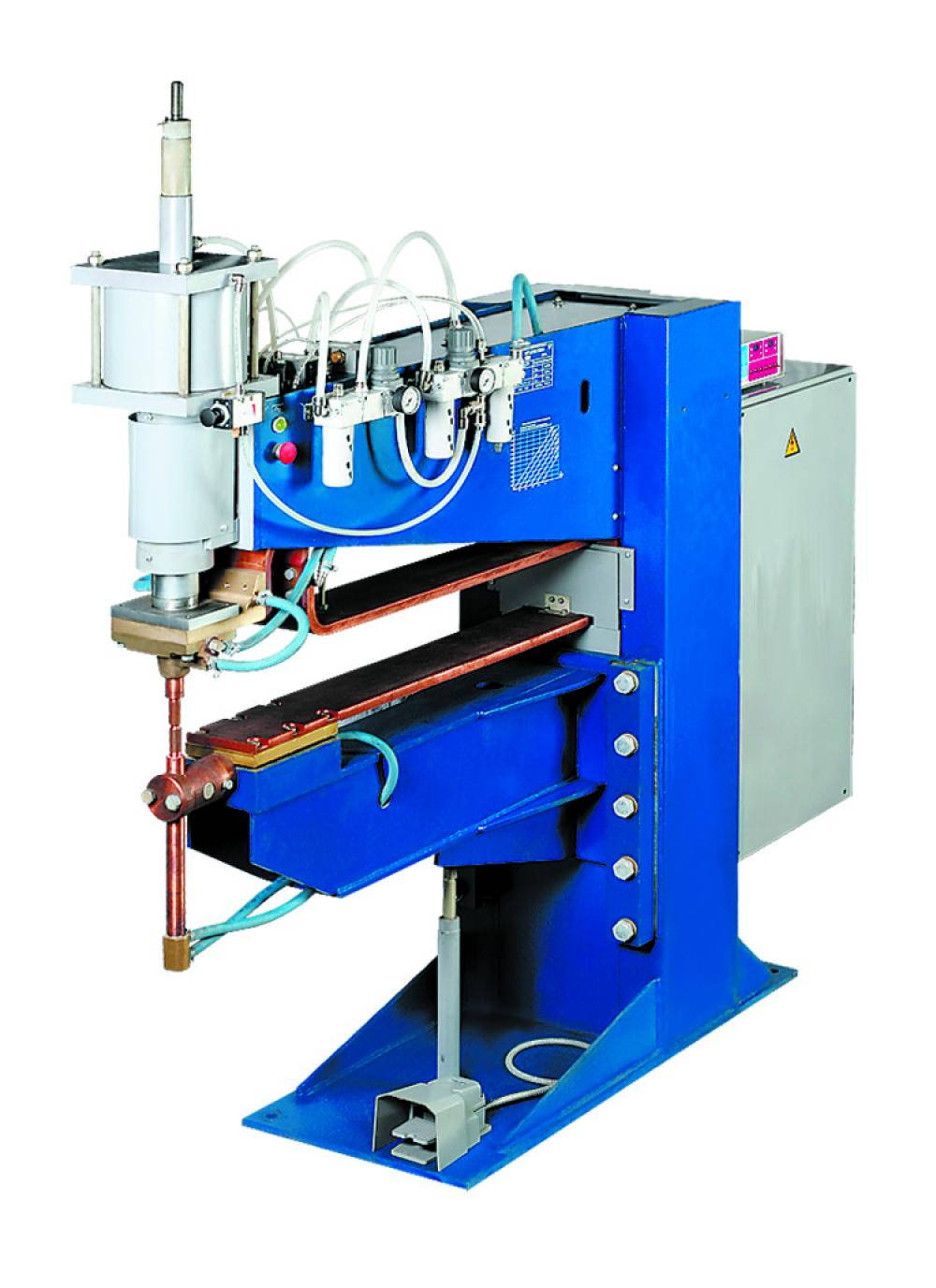 Сила сварочного тока обычно составляет 100…500 А и более при напряжении холостого хода 2…6 В.
[c.388]
Сила сварочного тока обычно составляет 100…500 А и более при напряжении холостого хода 2…6 В.
[c.388]
Источники питания. Для сварки контактным плавлением Институтом электросварки им. Е. О. Патона созданы специализированные источники питания типов И-117, И-176 и И-185. Главным требованием, предъявляемым к специализированным источникам питания, является обеспечение стабильности режима сварки по установленной программе, независимо от колебаний напряжения питающей сети, нагрева токопроводящих кабелей и электродов и многих других факторов, влияющих на параметры сварочной цепи. На рис. 2.14 представлена диаграмма одной из возможных технологических программ изменения силы / [c.388]
При наличии нескольких возможных вариантов сварки следует применять наиболее простые и производительные способы. Например, при приварке рычага к оси рациональнее заменить кольцевые швы электрозаклепкой (рис. 6.8, J). При сварке листовых конструкций или фланцев с трубами следует заменять дуговую сварку контактной (рис. 6.8, 3, 3).
[c.162]
6.8, 3, 3).
[c.162]
Если осуществим только частичный дефектоскопический контроль, то по разрешению Госгортехнадзора барабан может быть допущен к эксплуатации при сниженной величине коэффициента прочности. В этом случае при автоматической двусторонней сварке под флюсом, электрошлаковой сварке, контактной сварке, сварке с подкладной пленкой или с подваркой кория шва коэффициент прочности принимается равным 0,85. При Других видах электродуговой сварки и при газовой сварке коэффициент прочности сварного шва принимается равным 0,7. Усиление сварного шва не принимается в расчете во внимание. [c.396]
После разделения борированных образцов, прошедших цикл сварки, контактные поверхности остаются чистыми, б сестящими, без следов схватывания. На них выявляется зернистая структура покрытия. [c.112]
Конвективный перегреватель выполнен параллельноточным для того, чтобы по возможности уменьшить температуру выходных участков змеевиков. Один з меевик перегревателя был составлен из кусков опытных змеевиков, проработавших до этого около 20 ООО ч в котле, и из двух участков новых сталей (ЭИ-7(26 и чехосло-в а ЦК а я х ро м ам ар г ан цов ов ан а д и ев а я сталь). Главным итогом работы поре-конструкции опытного котла является практическое освоение всей технологии плав ки новой аустенитной стали, изготовления трубных загото)во К, прокатки труб для перегревателя и паропроводов, и зготавления на ЗиО змеевиков, камер паропроводных труб, сварки — контактной и электродуговой, термической обработки и т. п.
[c.72]
Один з меевик перегревателя был составлен из кусков опытных змеевиков, проработавших до этого около 20 ООО ч в котле, и из двух участков новых сталей (ЭИ-7(26 и чехосло-в а ЦК а я х ро м ам ар г ан цов ов ан а д и ев а я сталь). Главным итогом работы поре-конструкции опытного котла является практическое освоение всей технологии плав ки новой аустенитной стали, изготовления трубных загото)во К, прокатки труб для перегревателя и паропроводов, и зготавления на ЗиО змеевиков, камер паропроводных труб, сварки — контактной и электродуговой, термической обработки и т. п.
[c.72]
Для сварки жаропрочных сталей и сплавов больших толщин (до 30 мм) применяют элек-тронно-лучевую сварку. Возможность сварки за один проход зависит от формы шва и является важным технологическим преимуществом этого способа сварки. Контактной точечной и шовной сваркой сваривают детали толщиной 0,05-6 мм. Соотношение толщин свариваемых деталей не более 5 1.
 [c.28]
[c.28]Sta k welding — Пакетная сварка. Контактная точечная сварка сложенных в пакет пластин, сварка всех пластин происходит одновременно. [c.1050]
Оборудование для сварки плавлением основного металла или для собственно сварки плавлением дуговой сварки и наплавки элек-трошлаковой сварки (ЭШС) и наплавки газовой сварки, наплавки и резки электроннолучевой сварки (в высоком вакууме, в промежуточном и вне вакуума) и специальных видов сварки, наплавки и резки, в том числе плазменной сварки, наплавки и резки, микроплаз-менной сварки, ударной конденсаторной сварки, дуговой конденсаторной сварки, сварки контактным плавлением, сварки и резки под водой, сварки и резки в космосе, лазерной сварки, наплавки и резки, сварки световым лучом. термитной сварки, сваркопайки, воздушно-дуговой резки некоторых способов сварки полимерных материалов. [c.11]
Для специализированных роботов IRB-60S и IRB-90S фирма АВВ (Швеция) предложила новую конструкцию вторичного контура. Сварочный трансформатор установлен на руке как противовес, а в руке робота от трансформатора к шарнирам кисти проложен жесткий коаксиальный кабель. В шарнирах кисти робота размещены контактные устройства, через которые коаксиальные кабели подключаются к клещам. Во время движения руки робота контактные устройства разомкнуты. В момент остановки робота, когда необходимо выполнять сварку, контактные устройства замыкаются с помощью пневмоприжимов. Такой вторичный контур практически не требует обслуживания, и срок его службы оценивается в несколько лет.
[c.206]
Сварочный трансформатор установлен на руке как противовес, а в руке робота от трансформатора к шарнирам кисти проложен жесткий коаксиальный кабель. В шарнирах кисти робота размещены контактные устройства, через которые коаксиальные кабели подключаются к клещам. Во время движения руки робота контактные устройства разомкнуты. В момент остановки робота, когда необходимо выполнять сварку, контактные устройства замыкаются с помощью пневмоприжимов. Такой вторичный контур практически не требует обслуживания, и срок его службы оценивается в несколько лет.
[c.206]
Сварка контактным плавлением может быть ручной или механизированной. Установка для ручной сварки состоит из электродо-держателя и источника питания. При сварке в среде защитного газа в состав установки входит комплект газовой аппаратуры. [c.385]
Для сварки коррозионно-стойкой стали применяют сварочную проволоку главным образом диаметром 1,2 мм из стали 12Х18Н10Т, в качестве защитного газа — аргон расход газа составляет 2. ..3 л/мин. Сварка малоуглеродистых сталей производится сварочной проволокой диаметром 1,2 мм марки Св08Г2С. Для сварки контактным плавлением разработан ряд специализированных установок, на кото-
[c.386]
..3 л/мин. Сварка малоуглеродистых сталей производится сварочной проволокой диаметром 1,2 мм марки Св08Г2С. Для сварки контактным плавлением разработан ряд специализированных установок, на кото-
[c.386]
При сварке контактным плавлением подпружиненными электродами осуществляется самокопирование свариваемой поверхности, в связи с чем исключается необходимость в копирующем устройстве и упрощается конструкция сварочной установки. Электрододержатели закрепляются на планшайбе, которая перемещается посредством электропривода. Подвод тока к электрододержателям осуществляется через гибкие перемычки, позволяющие держателям свободно качаться на оси их крепления в необходимых пределах при скольжении электродов по свариваемому стыку. Подвод [c.386]
Прикладная механика (1985) — [ c.469 ]
Справочник по техническому черчению (2004) — [ c.197 ]
Машиностроение Энциклопедия Оборудование для сварки ТомIV-6
(1999) — [
c. 202
]
202
]
Защита от коррозии на стадии проектирования (1980) — [ c.267 ]
Справочник работника механического цеха Издание 2 (1984) — [ c.202 ]
Капитальный ремонт автомобилей (1989) — [ c.163 ]
Ручная дуговая сварка (1990) — [ c.17 ]
Сварка Резка Контроль Справочник Том2 (2004) — [ c.32 , c.150 , c.191 , c.193 ]
Сварка и свариваемые материалы Том 1
(1991) — [
c.330
,
c.389
,
c.390
,
c.438
,
c. 450
,
c.453
]
450
,
c.453
]
Машиностроение Энциклопедический справочник Раздел 1 Том 2 (1948) — [ c.152 ]
Справочник машиностроителя Том 5 Изд.2 (1955) — [ c.188 , c.191 ]
Контактная и точечная сварка — Midwest Engineered Systems
Контактная сварка — это процесс быстрого и эффективного соединения двух или более тонких листов металла. Этот процесс сварки также позволяет сваривать как похожие, так и разнородные материалы без использования защитных газов или флюсов. Midwest Engineered Systems может автоматизировать процессы контактной и точечной сварки практически в любой системе автоматизации. От небольших автономных систем до полностью роботизированной автоматизации — MWES проектирует каждую сварочную систему в соответствии с конкретными потребностями клиента.
Контактная сварка находит широкое применение в металлообработке и обрабатывающей промышленности. Во всех процессах контактной сварки сильный ток пропускается через металлы, нагревая их и сплавляя их вместе в заранее определенных точках. Эти точки сварки будут зависеть от конструкции сварочной детали и положения электродов, используемых в процессе сварки. Некоторые более распространенные типы контактной сварки включают точечную сварку, шовную сварку, стыковую сварку и сварку выступами.
Преимущества контактной сварки
Использование контактной сварки имеет ряд преимуществ. Среди них следующие:
• Более чистая и менее загрязненная рабочая среда
• Это простой процесс, легко интегрируемый с автоматизацией и робототехникой и не требующий предварительной подготовки сварочных бригад.
• Низкая стоимость и возможность крупносерийного производства
• Подходит для сварки одинаковых и разнородных металлов
• Тепло сконцентрировано, а интервалы тепловложения короткие
• Обычно не требует растворителей или других материалов; также не нуждается в защитных газах
Точечная сварка
Точечная сварка — это наиболее часто используемый вид контактной сварки. Сварное соединение формируется путем прижатия электродов с острыми кончиками в местах сварки, чтобы направить надлежащий ток и тепло в определенные места на свариваемых металлах. Точечную сварку можно легко автоматизировать, и она широко используется в автомобильной промышленности для производства деталей шасси автомобилей и других крупных компонентов. Точечная сварка также применяется при производстве мебели и других предметов домашнего обихода.
Сварное соединение формируется путем прижатия электродов с острыми кончиками в местах сварки, чтобы направить надлежащий ток и тепло в определенные места на свариваемых металлах. Точечную сварку можно легко автоматизировать, и она широко используется в автомобильной промышленности для производства деталей шасси автомобилей и других крупных компонентов. Точечная сварка также применяется при производстве мебели и других предметов домашнего обихода.
Преимущества точечной сварки
Резистивная точечная сварка (RSW) имеет несколько преимуществ, которые следует отметить.К наиболее важным из них относятся следующие:
• Точечная сварка — это быстро, просто и широко применяется
• Отсутствие опасности от открытого огня.
• Для соединения не требуются присадочные металлы или флюсы.
• Автоматизированные роботы могут легко наращивать производство, выполняя от десятков до сотен точечных сварных швов за секунды, в зависимости от сварочных компонентов.
• Металлические листы можно сваривать одновременно
Контактная или точечная сварка?
Выбор между точечной сваркой и другим типом контактной сварки будет зависеть от конкретных требований и целей проекта в области сварки.Выбор других процессов контактной сварки может означать использование сложного оборудования, которое потребует от сотрудников технической подготовки и навыков для эффективного управления автоматическими сварочными аппаратами, что приведет к увеличению эксплуатационных расходов. С другой стороны, при точечной сварке электроды должны иметь возможность контактировать с обеими сторонами металлических деталей, находящихся в процессе сварки. Слабый или небольшой сварной шов будет результатом, если сварочные электроды имеют слабые токи, не удерживают металлические детали с достаточной силой или недостаточно горячие для завершения сварки.
Хотя это лишь небольшая часть наших возможностей интеграции сварки, мы можем спроектировать любую систему в соответствии с вашими потребностями, от автоматизации процессов ручной сварки до модернизации существующих роботизированных систем. Свяжитесь с нами чтобы узнать больше.
Свяжитесь с нами чтобы узнать больше.
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
T. J. SNOW разрабатывает и производит оборудование для контактной сварки по индивидуальному заказу с полной автоматизацией, интегрированным полуавтоматическим оператором и специальными инструментами и приспособлениями.В T. J. SNOW наша репутация основана на типах продуктов «под ключ», которые соответствуют и превосходят ожидания клиентов в отношении качества, инноваций и стоимости. TJ SNOW осознает, что для сохранения конкурентоспособности на мировом рынке для повышения качества требуются инновационные решения с процессами с добавленной стоимостью, такие как конвейерные и контрольные системы, контролируемые ПЛК, настройка и проверка штабелирования, автоматические устройства подачи орехов и многое другое. скорость и экономичность.
T. J. SNOW, разработанные по индивидуальному заказу и инновационные системы точечной сварки сопротивлением, обеспечивают прецизионную сварку деталей, требующих точечной сварки с противоположной, угловой, круговой, горизонтальной и вертикальной конфигурациями осей X-Y. Заказчики обращаются к команде инженеров T.J. SNOW как к действительно индивидуальному продукту, чтобы предложить инновационные решения и варианты повышения точности и производительности продукта. Конструкция нестандартных приспособлений и инструментов может быть изготовлена в соответствии с вашими требованиями.
Заказчики обращаются к команде инженеров T.J. SNOW как к действительно индивидуальному продукту, чтобы предложить инновационные решения и варианты повышения точности и производительности продукта. Конструкция нестандартных приспособлений и инструментов может быть изготовлена в соответствии с вашими требованиями.
Этот широкий спектр стандартных опций расширяется различными опциями премиум-класса, которые дополнительно повышают надежность конструкции и универсальность, включая надежную электрическую систему подачи усилия с сервоприводом и инверторный источник питания MFDC, специально разработанный для сварки сопротивлением.
Полностью автоматизированный сварочный аппарат для контактной сварки для транспорта Заказчик
Полуавтоматический аппарат для точечной сварки с несколькими пистолетами для Automotive Client
Компактный аппарат для точечной сварки с несколькими пистолетами для Electrical Client
Комплексная сварочная машина сопротивлением с конвейером и процессом с добавленной стоимостью
Полностью автоматизированный сварочный аппарат для сборочного конвейера
Полуавтоматическая установка для точечной сварки с несколькими пистолетами
Сварочный аппарат с низким сопротивлением и сопротивлением
Полуавтоматическая установка для контактной сварки с несколькими пистолетами и специализированным оборудованием
Полуавтоматическая установка для точечной сварки с несколькими пистолетами
Роботыидеально подходят для контактной сварки в автомобилестроении.

Электрическая контактная сварка, обычно называемая точечной сваркой, является отличным кандидатом для автоматизации и робототехники.Это обычное дело в автомобильной и автомобильной сборке для рам и компонентов кузова, где средний автомобиль может содержать тысячи сварных швов.
Поскольку автоматизация и робототехника продолжают развиваться, точечную сварку можно выполнять во все меньших физических пространствах, интегрировать с другими частями процесса сборки и в непосредственной близости от людей-операторов. Результат — стабильная, воспроизводимая сварка за меньшее время и с высоким уровнем качества.
Характеристики системы точечной сваркиРоботизированные системы точечной сварки имеют несколько важных особенностей и особенностей:
- Вылет руки.Рука робота должна иметь возможность устанавливать сварочный пистолет в любое положение, необходимое для сварки. Пистолеты для точечной сварки
- весят более 100 фунтов, поэтому рука должна быть в состоянии безопасно выдерживать его вес (вместе с дополнительным весом кабелей, шлангов и т. Д.).
- Давление зажима. Пистолет с сервоуправлением использует двигатель для открытия, закрытия и приложения постоянного давления к зажиму электрода. Это влияет на качество сварки и размер сварного шва, а также на ограничение деформации вокруг зоны термического влияния (HAZ).
- Шарнирное соединение и многоосевое движение. У большинства рук есть несколько суставов, которые можно сгибать и / или вращать для максимального увеличения досягаемости и диапазона движений. У некоторых есть до семи осей движения, рядом с которыми находятся люди и другое оборудование.
- Блок питания. Источник питания посылает заданный ток на электроды для нагрева и плавления деталей и создания сварного шва.
- Таймер и настройки скорости. Это определяет продолжительность зажима электрода для получения точного необходимого размера самородка.Настройки скорости определяют, как быстро рука перемещается с одного места на другое.
- Конструкция приспособления. Приспособление должно быть спроектировано так, чтобы точно позиционировать свариваемые компоненты, обеспечивая при этом доступ к обеим сторонам заготовки для контакта электродов.
 Д.).
Д.).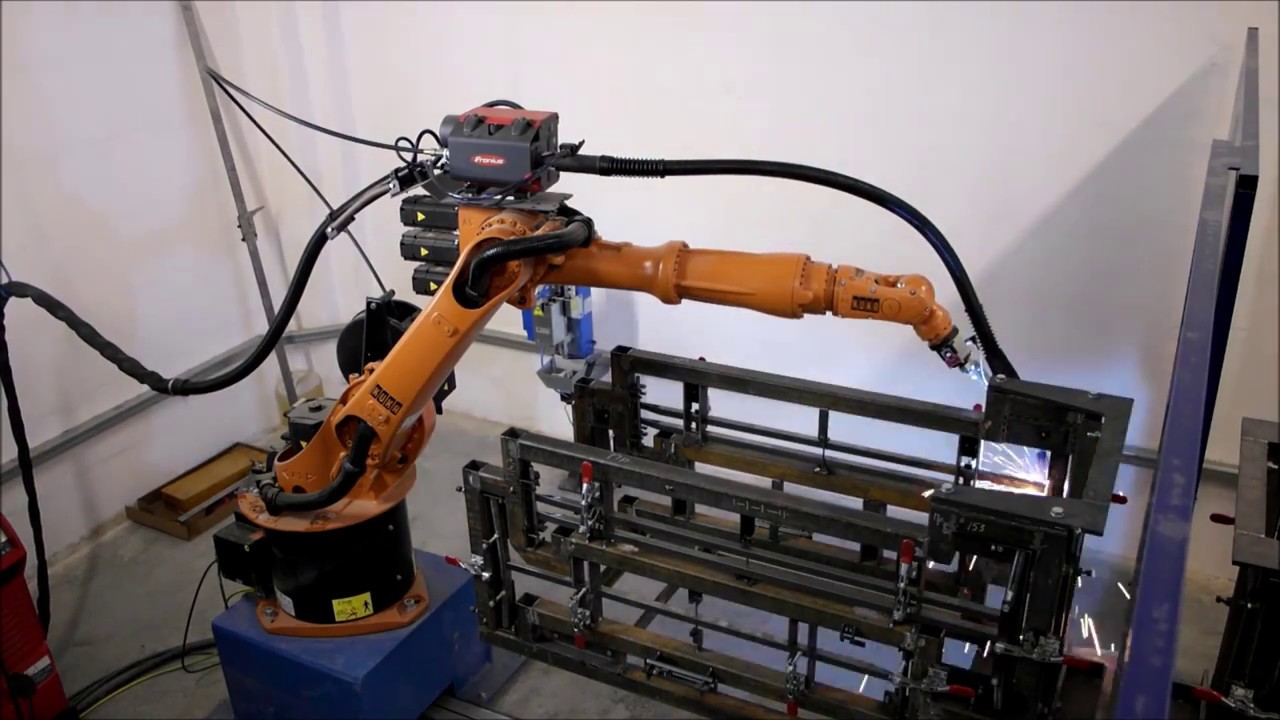
Каждый из них может быть запрограммирован вместе с траекторией движения робота для последовательной и повторяемой сварки каждой детали, что позволяет сократить время цикла и повысить производительность.
Общая картина: средства управления и интеграция Automation обеспечивает такую степень повторяемости и согласованности, с которой не могут сравниться даже высококвалифицированные сварщики и операторы.Однако они не компенсируют плохую подготовку: качество компонентов, поступающих на сварочную станцию, напрямую влияет на качество готовой детали. Например, когда детали собираются в единое целое, существует совокупный эффект от компонентов на границах диапазона допуска. Даже небольшая часть ошибки для каждого компонента складывается, когда он собирается вместе, и может изменить размеры или стабильность конечного продукта. Использование штампованных или механически обработанных компонентов может снизить этот риск, равно как и тщательный контроль качества материалов, подготовленных вручную.
Большинство крепежных и роботизированных манипуляторов используют программируемые элементы управления, которые управляют всеми аспектами работы системы. Можно отрегулировать положение и угол наклона руки; как и когда рука и отдельные суставы сгибаются, выпрямляются, вращаются, поднимаются, опускаются; сколько силы прилагается и как долго; и расстояние между электродами. Программные факторы влияют на близость робота к другому оборудованию, деталям, приспособлениям или операторам. Например, рабочая скорость может варьироваться для обеспечения безопасности вокруг людей и хрупких деталей, режимы безопасности (с пониженной скоростью) могут запускаться автоматически в сочетании с сигналами от датчиков или блокировочных ворот, или может быть запрограммировано автоматическое отключение при появлении неожиданного объекта. путь руки или если ворота открыты.
Еще одним аспектом автоматизации является максимальное увеличение времени безотказной работы оборудования, чтобы роботы не сидели без дела в ожидании других операций вверх или вниз по потоку или даже в той же сварочной камере. Есть много способов упорядочить шаги в задаче, чтобы ограничить время задержки. Это одна из причин, по которой интегратору так важно понимать весь производственный процесс, а не только сварочную часть операций.
Есть много способов упорядочить шаги в задаче, чтобы ограничить время задержки. Это одна из причин, по которой интегратору так важно понимать весь производственный процесс, а не только сварочную часть операций.
Одним из способов увеличения времени безотказной работы является разделение сварных швов между несколькими роботами, запрограммированными на совместную работу с согласованными движениями.Они могут выполнить такое же количество сварных швов за меньшее время, не мешая друг другу.
Поскольку в оборудовании и технологиях так много переменных, для каждого приложения есть множество вариантов. Может быть трудно визуализировать руки, движущиеся вокруг заготовки (или то, как заготовку можно позиционировать и перемещать вокруг неподвижного робота). Это видео от Yaskawa Motoman демонстрирует, насколько гибкими могут быть автомобильные роботы для точечной сварки, если все это вместе взятые.
Опытные интеграторы знают, как работать в доступном диапазоне движения, вылета и полезной нагрузки, а также как они влияют на стабильность инструмента на конце руки. В результате мы получаем индивидуальную сварочную систему, которая безопасна, эффективна и проста в использовании. Поговорите с Force Design, чтобы узнать больше.
В результате мы получаем индивидуальную сварочную систему, которая безопасна, эффективна и проста в использовании. Поговорите с Force Design, чтобы узнать больше.
Проектирование и производство автоматических сварочных систем
Banner Welder является лидером в области проектирования производства средств автоматизации сварки и уже более 60 лет предоставляет решения для автоматизации производителям. В сегодняшней глобальной экономике от производителей постоянно требуется наращивать усилия по бережливому производству, чтобы оставаться конкурентоспособными.Автоматизация не только снижает трудозатраты, но и увеличивает производительность и качество деталей.
Обслуживаемых отраслей:
- Автомобильная промышленность
- Устройство
- Электрооборудование
- Сельскохозяйственная и тяжелая техника
- Общественный транспорт / железная дорога
- Склад металлической мебели и инструментов
Примеры автоматизированных сварочных приложений Banner:
- Проектирование и интеграция роботизированных систем — процессы контактной и дуговой сварки
- Передаточные линии
- Интеграция нескольких систем
- Аппаратная автоматизация с несколькими станциями
- Формовочные и сварочные линии под ключ для производителей металлической мебели и бытовой техники
- Подача гайки и шпильки и сварка выступом
- Сварка контактным швом
- Многофазные сварочные аппараты сопротивлением — Banner — лидер в области среднечастотного применения постоянного тока
- Автомат для малой сварки сопротивлением
- Процессы соединения без сварки, такие как клинч
Сварочные системы могут быть полностью автоматизированы и включать роботизированную частичную загрузку и разгрузку или иметь полуавтоматические возможности с взаимодействием с оператором. Системы могут включать в себя несколько роботов и комбинацию цапф и поворотных или циферблатных столов. На протяжении нашей долгой истории мы установили рабочие отношения с ведущими производителями оборудования, включая Lincoln Electric, ABB и Fanuc. Эти отношения позволяют нам встраивать OEM-оборудование в индивидуальные рабочие места, чтобы предоставлять клиентам решения по автоматизации с использованием технологий премиальных брендов, которым они доверяют. Мы можем спроектировать что угодно, от отдельной производственной ячейки до полной сборочной линии.Для получения дополнительной информации о возможностях нашей автоматизированной системы сварки см. Таблицу ниже или свяжитесь с нами напрямую.
Системы могут включать в себя несколько роботов и комбинацию цапф и поворотных или циферблатных столов. На протяжении нашей долгой истории мы установили рабочие отношения с ведущими производителями оборудования, включая Lincoln Electric, ABB и Fanuc. Эти отношения позволяют нам встраивать OEM-оборудование в индивидуальные рабочие места, чтобы предоставлять клиентам решения по автоматизации с использованием технологий премиальных брендов, которым они доверяют. Мы можем спроектировать что угодно, от отдельной производственной ячейки до полной сборочной линии.Для получения дополнительной информации о возможностях нашей автоматизированной системы сварки см. Таблицу ниже или свяжитесь с нами напрямую.
(Нажмите на миниатюру, чтобы увеличить)
Автоматизированная система сварки
Автоматизированная система сварки
Автоматизированная система сварки
Автоматизированная система сварки
Автоматизированная система сварки
Автоматизированная система сварки
Автоматизированная система сварки
Автоматизированная система сварки
RequestQuote
Проектирование и производство автоматических сварочных систем Возможности
- Сварочные процессы
- Сварка сопротивлением — точечная, выступающая, шовная, высаженная
Дуговая сварка — GMAW (MIG), GTAW (TIG), плазменная сварка
- Технические возможности
- Проектирование
Электротехника - Машиностроение
Машиностроение
- Проектирование
- Типы сварочных систем
- Ячейки для роботизированной сварки — Сопротивление и дуга
Многоголовочные сварочные аппараты - Пьедестал для одноточечной сварки
Сварочные аппараты прессового типа
- Ячейки для роботизированной сварки — Сопротивление и дуга
- Функции и опции
- Крепления на цапфе
Столы поворотные
Столы для набора номера - Однофазный
Трехфазный
Среднечастотный
- Крепления на цапфе
- Автоматика
- Полностью автоматический
Полуавтоматический (загрузка / разгрузка оператора)
Микропроцессорное управление
- Дополнительные услуги
- Конструкция оборудования
Системы автоматизации производства на заказ
Системная интеграция
Консультации
Профилактическое обслуживание
- Качество и тестирование
- 3-осевая КИМ
Дополнительная информация
- В центре внимания отрасли
- Автомобильная промышленность
Прибор
Медицинское устройство
Металлическая мебель
Тяжелая техника - Электрооборудование
Массовый транспорт
Рельс
Сельскохозяйственная техника
Штамповка металла
- Автомобильная промышленность
- Примеры приложений
- Нижняя часть кузова автомобиля
Дверные узлы - Узлы подвески
Подушки безопасности в сборе
- Нижняя часть кузова автомобиля
- Системы моделирования
- AutoCAD
SolidWorks
- Отраслевые стандарты и профессиональная принадлежность
- AWS
RWMA
В начало
Знакомство с автоматическим сварочным аппаратом сопротивлением
Автомат для контактной сварки также известен как аппараты для контактной сварки ВПВ, что означает аппарат для контактной сварки сопротивлением. В автоматических установках для контактной сварки, которые бывают разных типов и размеров, поверхность раздела металлических частей будет плавиться и соединяться вместе.
В автоматических установках для контактной сварки, которые бывают разных типов и размеров, поверхность раздела металлических частей будет плавиться и соединяться вместе.
Для чего используется автомат для контактной сварки?
Автоматический сварочный аппарат сопротивлением — это сварочный аппарат, который используется для постоянного соединения нескольких металлических деталей с помощью термоэлектрического процесса с использованием электрического тока и регулируемого давления. Сегодня существуют роботизированные, полуавтоматические и полностью автоматизированные машины для контактной сварки, которые автоматически пропускают необходимое количество тока через сварочный шов, в котором выделяется тепло.Время сварки и давление, которое прикладывается к сварному шву, точно контролируются в автоматическом сварочном аппарате сопротивлением.
Автомат для контактной сварки также известен как машины для контактной сварки ВПВ, что означает аппарат для контактной сварки сопротивлением. В автоматических установках для контактной сварки, которые бывают разных типов и размеров, поверхность раздела металлических частей будет плавиться и соединяться вместе. Некоторые распространенные методы контактной сварки включают точечную сварку, сварку швом, сварку выступом, сварку оплавлением, сварку с высадкой и т. Д.Автоматические операции по ВПВ широко используются для производства стальных труб, автомобильных и аэрокосмических деталей, а также многих других промышленных производственных линий и сборочных линий.
В автоматических установках для контактной сварки, которые бывают разных типов и размеров, поверхность раздела металлических частей будет плавиться и соединяться вместе. Некоторые распространенные методы контактной сварки включают точечную сварку, сварку швом, сварку выступом, сварку оплавлением, сварку с высадкой и т. Д.Автоматические операции по ВПВ широко используются для производства стальных труб, автомобильных и аэрокосмических деталей, а также многих других промышленных производственных линий и сборочных линий.
Зачем вам нужен автоматический сварочный аппарат сопротивлением?
Автоматические сварочные аппараты сопротивлением обеспечивают быстрый производственный цикл и постоянную точность. Благодаря автоматизации и робототехнике в современных машинах для контактной сварки, процесс соединения металлов можно критически и просто контролировать, чтобы оптимизировать постоянное качество и эффективность производства.Кроме того, для завершения изготовления металла в этих сварочных аппаратах нет необходимости вводить какие-либо дополнительные присадочные материалы для образования соединений между деталями, что делает автоматические машины для контактной сварки более экономичными.
Помимо экономии времени и стоимости наполнителей, автоматические сварочные аппараты универсальны, что делает сварочный аппарат популярным решением для широкого спектра применений, от плавления поперечных проводов, автомобильных деталей до нитей лампочек. Для таких материалов, как листовой металл, автомат для точечной сварки станет отличным выбором для механиков.Еще одна сильная сторона автоматических сварочных аппаратов, повышающая гибкость оборудования, — это способность обрабатывать материалы трех и более толщин одновременно, обеспечивая эффективную и точную сварку продукта.
:: Подробнее: Автоматическая сварочная машина сопротивлением: эволюция
Процесс электросварки сопротивлением (ERW)
В процессе контактной контактной сварки автоматический аппарат контактной сварки использует электроды, которые обычно изготавливаются из сплавов на основе меди, для передачи электрического тока через границу раздела металлических деталей.Медь используется из-за идеальной теплопроводности и низкого электрического сопротивления, что заставляет тепло сварного шва воздействовать на материалы, а не на сам электрод. Каждый раз, когда цикл сварки завершается, медный электрод охлаждается в основном водой, которая проходит через токопроводящие инструменты в автоматическом сварочном аппарате сопротивлением.
Каждый раз, когда цикл сварки завершается, медный электрод охлаждается в основном водой, которая проходит через токопроводящие инструменты в автоматическом сварочном аппарате сопротивлением.
Поскольку энергия концентрируется в сварном шве на поверхности металлических деталей, материал плавится под действием тепла. В автомате для контактной сварки под контролем точная величина давления также добавляется к сварному соединению, создавая силу для эффективного соединения металлических деталей.Подача тока большой плотности к сварному соединению, например оплавление, может расплавить материал и быстро образовать высококачественный сварной шов. Материал, в основном листовой металл, обычно имеет постоянное и прочное соединение после того, как расплавленное соединение остынет и затвердеет.
Различные типы автоматов для контактной сварки
С развитием автоматических сварочных аппаратов и технологий контактной сварки на рынке появилось много оборудования для ВПВ, обслуживающего различные приложения для соединения металлов. Например, есть автоматы для точечной сварки, машины для шовной сварки, машины для оплавления, машины для проекционной сварки и так далее. Они могут отличаться от геометрии сварного шва и того, как сварочный аппарат оказывал давление на соединение.
Например, есть автоматы для точечной сварки, машины для шовной сварки, машины для оплавления, машины для проекционной сварки и так далее. Они могут отличаться от геометрии сварного шва и того, как сварочный аппарат оказывал давление на соединение.
● Аппарат для точечной сварки:
Машины для точечной сварки — это наиболее распространенное оборудование для автоматической контактной сварки, используемое для соединения нескольких листовых металлов в процессе нагрева. В «месте» плавления металлов под точным контролем прикладывается давление.Как идеальное решение для крупносерийной сварки классический метод контактной сварки широко используется в автомобильной, аэрокосмической, медицинской, электронной и железнодорожной промышленности. Это оборудование широко используется уже более века, особенно в автомобильной промышленности.
● Машина для шовной сварки:
Фактически, автомат для сварки швов является одним из типов аппаратов для контактной точечной сварки, в которых используется «электрод в форме колеса» для передачи тока и усилия на сварное соединение. Очевидное различие между шовной сваркой и обычной точечной сваркой заключается в том, что металлические части вращаются между электродами, когда электрический ток проходит через машину для шовной сварки. Автоматический аппарат для контактной сварки может точно подавать заданное количество сварочного тока и контролировать время сварки, что делает его отличным решением для перекрытия сварных швов, сварных швов и отдельных точечных сварных швов с требуемыми интервалами.
Очевидное различие между шовной сваркой и обычной точечной сваркой заключается в том, что металлические части вращаются между электродами, когда электрический ток проходит через машину для шовной сварки. Автоматический аппарат для контактной сварки может точно подавать заданное количество сварочного тока и контролировать время сварки, что делает его отличным решением для перекрытия сварных швов, сварных швов и отдельных точечных сварных швов с требуемыми интервалами.
● Проекционный сварочный аппарат:
Как и предыдущий тип, аппарат для проекционной сварки использует тепло, выделяемое из-за электрического сопротивления току, а также приложение контролируемого давления для формирования сварного шва.В процессе ВПВ используются выступы, выпуклости или пересечения для концентрации тепловой энергии в сварном шве. Каждый раз, когда в сварном шве создается достаточное сопротивление, выступы сжимаются, образуя сварной шов. Машины для проекционной сварки широко используются для листовых материалов, соединений поперечной проволоки, которые подходят для методов сварки пересечением материалов.
● Аппарат для оплавления:
Аппарат для оплавления — это автоматический аппарат для контактной сварки, в котором используется оплавление.При сварке оплавлением используется очень большая плотность электрического тока, которая сосредоточена в очень крошечных точках контакта листовых металлов. Как только начинается процесс оплавления, к сварному соединению также будет прилагаться дополнительная сила, и все движущиеся части работают вместе с заданной высокой скоростью под контролем. Сильным преимуществом устройства для оплавления является короткое время высадки, когда примеси и оксиды в основных материалах выдавливаются для создания высококачественного сварного шва в процессе сжатия листового металла.
IMTS Выставка
IMTS собрал мировых производителей сварочных аппаратов на этой онлайн-платформе. Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
Обзор автоматической сварки | Сварочная автоматика | Основы автоматизированной сварки
На этой странице представлены типы автоматической сварки и описание автоматической сварки ТВС и роботизированной сварки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. СкачатьМетоды автоматической сварки можно разделить на автоматическую сварку, в которой используются автоматические сварочные аппараты, и роботизированную сварку, выполняемую роботами. Автоматическая сварка используется для непрерывного повторения сварки на заводской линии.Роботизированная сварка — это усовершенствованная версия автоматической сварки, в которой используются роботизированные технологии для автоматического обеспечения более высокого уровня сварки. Чтобы воспользоваться преимуществами сокращения времени обработки за счет автоматической или роботизированной сварки, процессы контроля были автоматизированы за счет использования датчиков смещения, которые используют лазерные лучи.
| Виды автоматической сварки | Приложение | Метод сварки |
|---|---|---|
| Автомат для сварки плавлением | Сборка кузовов, рам и частей автомобилей и мотоциклов или строительных материалов | Дуговая сварка (TIG, MAG, MIG и плазменная сварка), лазерная сварка |
| Автоматическая сварка давлением | Сборка рам автомобилей и мотоциклов и металлических деталей | Контактная точечная сварка |
| Емкости или трубы, требующие высокой герметичности | Шовная сварка | |
| Материалы наружных панелей и полов автомобилей, самолетов и поездов | Сварка трением с перемешиванием (FSW) | |
| Автоматическая пайка / пайка | Электронные печатные платы, электрические компоненты | Электронно-лучевая пайка |
| Трубы, клапаны, мелкие детали охлаждающего оборудования автомобилей и мотоциклов | Пайка в печи, электронно-лучевая пайка |
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
Автоматическая сварка — это общий термин для сварочных процессов с использованием оборудования, которое продолжает сварку без необходимости в операторе для непрерывной работы.
В FA (автоматизация производства) поточные автоматические машины заменяют ручную сварку и сварку в соответствии с программами для сокращения времени обработки и эффективности массового производства. Автоматы точечной сварки и автоматические контактные сварочные аппараты используются для быстрой сварки на производственных линиях разъемов и других электрических компонентов.
Роботизированная сварка — это усовершенствованная версия автоматической сварки, позволяющая сваривать труднодоступные места и выполнять сложные и точные сварочные линии с помощью манипулятора с несколькими осями. JIS определяет отличия от автоматической сварки следующим образом: роботизированная сварка — это «тип автоматической сварки, проводимой с использованием промышленного робота. Примеры включают роботизированную дуговую сварку и роботизированную точечную сварку». Что касается промышленных роботов, JIS определяет их как «машины, используемые для промышленных целей, которые имеют автоматически управляемый манипулятор или движущиеся функции и могут выполнять различную работу на основе программ.«
- Пример сварочного робота
Дом
Что такое точечная сварка? (Полное руководство по процессу сварки)
Количество тепла зависит от теплопроводности и электрического сопротивления металла, а также от продолжительности воздействия тока. Это тепло можно выразить уравнением:
Q = I 2 Rt
В этом уравнении «Q» — это тепловая энергия, «I» — ток, «R» — электрическое сопротивление и «t» — время, в течение которого применяется ток.
Материалы для точечной сварки
Благодаря более низкой теплопроводности и более высокому электрическому сопротивлению сталь сравнительно легко поддается точечной сварке, а низкоуглеродистая сталь лучше всего подходит для точечной сварки. Однако стали с высоким содержанием углерода (углеродный эквивалент> 0,4 мас.%) Склонны к низкой вязкости разрушения или образованию трещин в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Для оцинкованной стали (оцинкованной) для сварки требуется немного более высокий сварочный ток, чем для стали без покрытия.Кроме того, в случае цинковых сплавов медные электроды быстро разрушают поверхность и приводят к потере качества сварки. При точечной сварке сталей с цинковым покрытием необходимо либо часто менять электроды, либо поверхность кончика электрода «одевать», когда резак удаляет загрязненный материал, обнажая чистую медную поверхность и изменяя форму электрода.
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан.
Хотя алюминий по теплопроводности и электрическому сопротивлению близок к медным, температура плавления алюминия ниже, что означает, что сварка возможна. Однако из-за его низкого сопротивления при сварке алюминия необходимо использовать очень высокие уровни тока (в два-три раза выше, чем для стали эквивалентной толщины).
Кроме того, алюминий разрушает поверхность медных электродов в очень небольшом количестве сварных швов, а это означает, что добиться стабильного высокого качества сварки очень сложно.По этой причине в настоящее время в промышленности можно найти только специализированные области применения точечной сварки алюминия. Появляются различные новые технологические разработки, которые помогают обеспечить стабильную высококачественную точечную сварку алюминия.
Медь и ее сплавы также могут быть соединены точечной сваркой сопротивлением, хотя точечная сварка меди не может быть легко достигнута с помощью обычных электродов для точечной сварки из медных сплавов, поскольку тепловыделение в электродах и заготовке очень похоже.
Решением для сварки меди является использование электрода, изготовленного из сплава с высоким электрическим сопротивлением и температурой плавления, намного превышающей точку плавления меди (намного выше 1080 ° C).Материалы электродов, обычно используемые для точечной сварки меди, включают молибден и вольфрам.
Где используется точечная сварка?
Точечная сварка находит применение в ряде отраслей, включая автомобилестроение, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику, медицинское строительство и строительство.
Учитывая легкость, с которой точечная сварка может быть автоматизирована в сочетании с роботами и системами манипуляции, это наиболее распространенный процесс соединения на производственных линиях большого объема и, в частности, был основным процессом соединения при строительстве стальных вагонов на протяжении более 100 лет. .
Сварка кузовов на автомобильной производственной линии.