Практическая работа №7 по МДК.01.01. Сварочный пост для ручной сварки
Практическая работа №7
Тема: Сварочный пост для ручной сварки.
Цель работы: Приобрести практические навыки при изучении устройства сварочных постов.
Ход выполнения работы:
Ознакомление с теоретическими сведениями
Вычертить схему стационарного сварочного постов
По результатам выполнения работы необходимо сформулировать выводы
Ответить на контрольные вопросы
Ответь на контрольные вопросы. теста.
Теоретические сведения
Сварочным постом называют рабочее место сварщика, оборудованное всем необходимым для проведения сварочных работ.
Устройство поста для ручной дуговой сварки.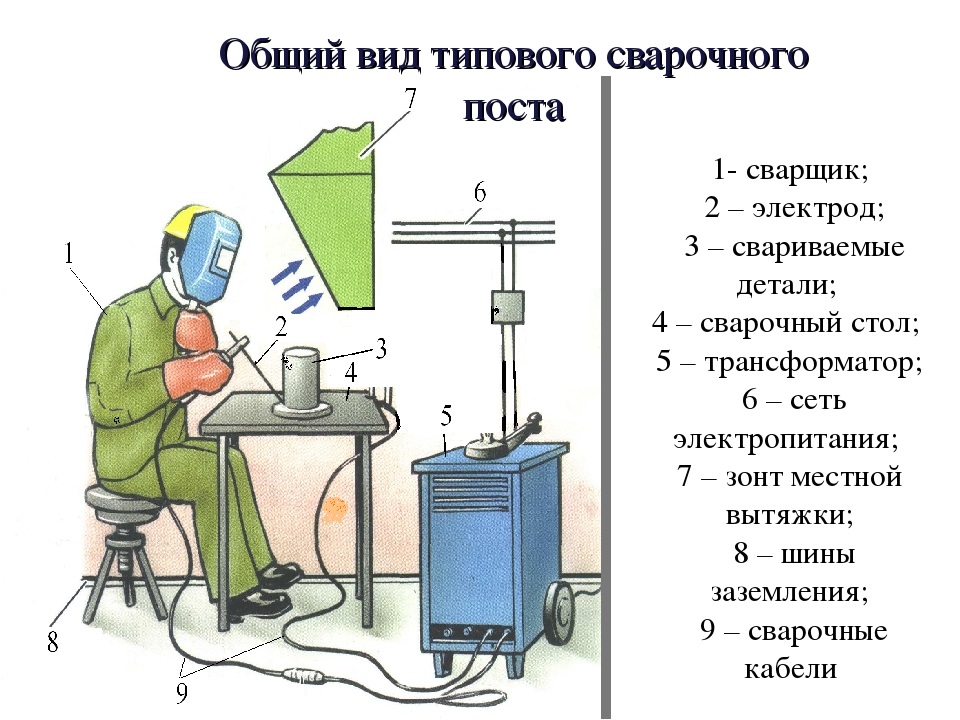
На заводах, как правило, сварочные посты располагаются в специальных кабинах площадью не менее 2×3м2 каждая. Кабину отгораживают перегородками, а вход закрывают занавесками, пропитанными огнестойким составом. При сварке громоздких деталей и крупногабаритных сварных конструкций сварочные посты развертывают открыто в цехе, на монтажно-строительной площадке, на магистральной трассе. При этом рабочее место по возможности огораживают защитными щитами или ширмами.
Рис. Общий вид сварочного поста
Сварочные посты бывают как стационарными, так и передвижными (то есть такими которые можно перевозить на разные площадки).
Стационарный сварочный пост для ручной сварки — это рабочее место, которое обустроено на постоянной основе. Его габариты зависят от размеров свариваемых изделий. Как правило, сюда входят металлический стол и стул, который регулируется по высоте.
Стационарный сварочный пост Схема постов от многопостовых источников
для ручной сварки.
Размеры сварочного поста зависят от объемов работ, которые выполняет сварщик. Так, если он обычно работает с металлоизделиями небольших размеров, то и сварочный пост имеет соответствующие габариты. Кроме того, эти факторы также влияют и на то, как правильно обустроить сварочный пост.
Обычно для таких постов изготовляют металлическую кабину с высотой стен не меньше двух метров. Вообще, кабина выполняется из любых материалов, которые не подвержены возгоранию – это листы стали, плиты, изготовленные из асбестоцемента и прочее.
Вообще, кабина выполняется из любых материалов, которые не подвержены возгоранию – это листы стали, плиты, изготовленные из асбестоцемента и прочее.
Кабина имеет вход, который закрывается специальной брезентовой шторкой. Предварительно брезент поддают обработке пропиткой, имеющей огнестойкие свойства. Из стойких к огню материалов выполняется и пол кабины.
Такая кабина имеет и вентиляцию – для этого стены ее поднимают над полом на полметра. Внутри кабины устанавливается стол из металла для работы стоя или сидя. Заметим, что часто устанавливают не стол, а специальный кантователь либо другое устройство, которое позволяет поворачивать металлоизделие без особых усилий.
Также кабина оснащается стулом, сиденье которого при необходимости можно поднять. Имеются в кабине карманы либо ящики для отходов, инструментов и необходимых для сварки материалов.
Сварочная аппаратура может находиться как внутри кабины, так и за ее пределами. Находиться аппарат для ручной сварки может не дальше, чем за 15 метров от кабины.
Передвижение сварщика может быть в пределах длины сварочного кабеля — не более 30—40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
При сварке небольших изделий сварочный пост оборудуют в кабине (12.2) размерами в плане 2х1 ; 2х2; 2×3 м и высотой не менее 2 м, которую изготавливают из любых несгораемых материалоз (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол — из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 мм для вентиляции. В кабине устанавливают металлический сварочный стол высотой 0,5—0,6 м для работы сидя или 0,9 м для работы стоя.
К столу прикрепляют «карманы» для электродов и огарков или устанавливают металлические ящики около кантователя. Для работы сидя ставят стул с подъемным сиденьем. Сварочный аппарат и пусковую аппаратуру, как правило, устанавливают в кабине, однако они могут быть вынесены за ее пределы. В этом случае сварочные аппараты располагают на расстоянии не более 15 м от кабины или места сварки в свободных от конструкций промежутках между колоннами по продольной оси цеха. Кабину, как правило, оборудуют вентиляцией и консольным краном для подачи изделий под сварку. Питание постов сварочным током может быть централизованным.
В этом случае сварочные аппараты располагают на расстоянии не более 15 м от кабины или места сварки в свободных от конструкций промежутках между колоннами по продольной оси цеха. Кабину, как правило, оборудуют вентиляцией и консольным краном для подачи изделий под сварку. Питание постов сварочным током может быть централизованным.
В цехе устраивают центральный машинный зал, оснащенный мощными сварочными аппаратами, от которых проводят медные шины вдоль колонн для подачи сварочного тока к 20—30 постам. Посты оборудуют распределительной пусковой аппаратурой, подсоединяемой4 к шине, и балластным реостатом для регулирования сварочного тока.
Передвижной пост для ручной сварки.
На разнообразных стройках обычно используются сварочные посты передвижного типа. Передвижной сварочный пост создают непосредственно на стройплощадке. Обычно оборудование сварочного поста для ручной дуговой сварки размещается в передвижных машинных залах, которые делаются из стали (каркас) и тонких железных листов (обшивка). В таком машинном зале может быть от одного до трех сварочных аппаратов. Здесь также находятся аппаратура для пуска, шкаф, где хранятся инструменты, кабеля и пр., печь, предназначенная для прокалки электродов.
В таком машинном зале может быть от одного до трех сварочных аппаратов. Здесь также находятся аппаратура для пуска, шкаф, где хранятся инструменты, кабеля и пр., печь, предназначенная для прокалки электродов.
Заметим, что такие машинные залы комплектуются полозьями и проушинами, чтобы их можно было перемещать на небольшое расстояние по горизонтальной поверхности, и с помощью кранов поднимать их.
При маленьких объемах работ, сварочный пост можно организовать и на строительной площадке. Его ставят исключительно под навесом так, чтобы аппаратура находилась не далеко от места, где требуется произвести сварочные работы. Если пост находится на площадках, расположенных на высоте от двух метров, пост обязательно оборудуют ограждениями, лестницами.
Правильная организация рабочего места сварщика способствует не только повышению производительности труда и качества сварки, но и обеспечению безопасных условий работы, снижению травматизма и несчастных случаев.
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте.
Для окраски стен кабины рекомендуется применять цинковые белила, желтый крон, титановые белила, которые хорошо поглощают ультрафиолетовые лучи. Окраска сварочных цехов и кабин в темные цвета не рекомендуется, так как при этом ухудшается общая освещенность места сварки. В тех случаях, когда сварочные работы приходится выполнять на открытых участках цеха, места сварки со всех сторон надо огораживать щитами или ширмами. Наружные стороны таких оградительных устройств рекомендуется окрашивать в яркие цвете (лучше в виде «зебры»), чтобы они лучше просматривались.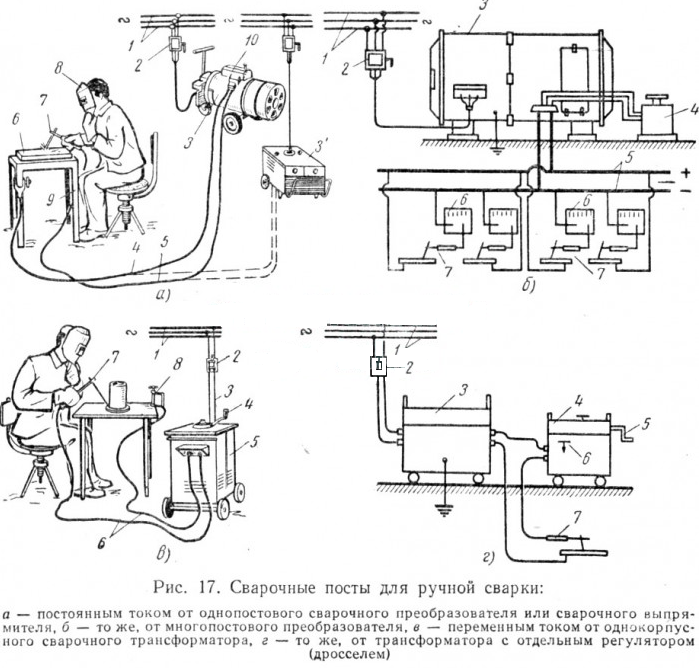
В организации сварочных работ важное значение имеет правильное размещение оборудования. Многопостовые агрегаты и установки, состоящие из нескольких сварочных агрегатов, располагают в отдельном помещении или на площади общего производственного помещения, огражденной постоянными перегородками высотой не менее 1,7 м. Сварочные преобразователи при работу создают шум, оказывающий вредное действие на нервную систему человека, вызывая понижение внимания и снижение работоспособности. По этой причине все сварочные преобразователи надо изолировать в помещение цеха или вынести их за пределы производственного помещения, огородив со всех сторон и укрыв от атмосферных осадков.
В стационарных многопостовых сварочных установках присоединение сварочных постов к электросварочному агрегату осуществляют через общий щит, на котором должны находиться необходимые измерительные приборы, защитные средства, сигнальные лампочки, рубильники и зажимы для присоединения сварочных постов.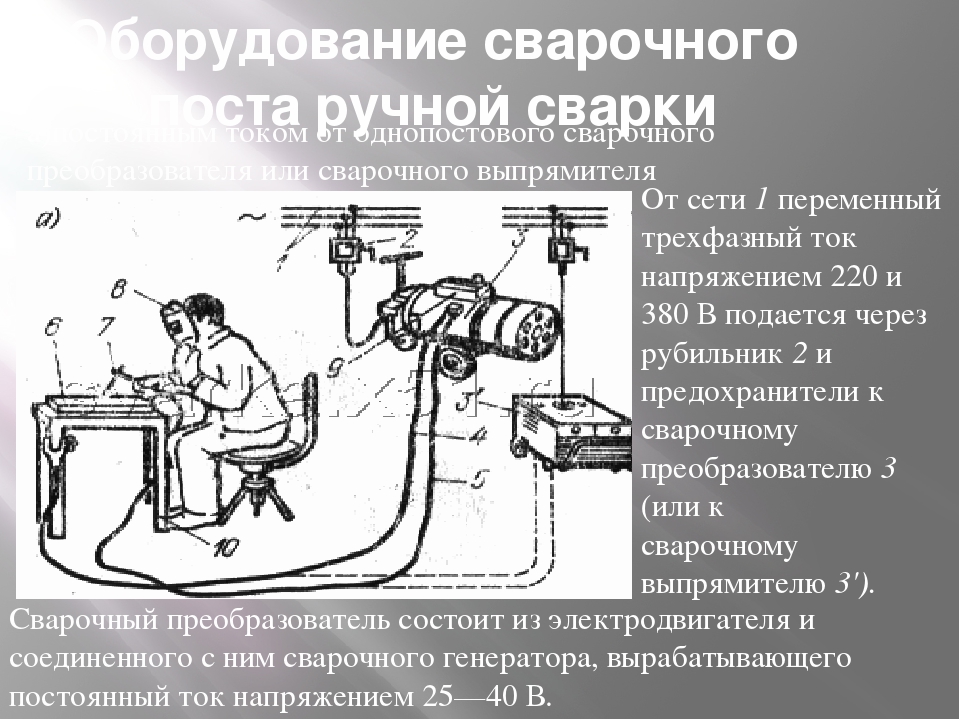 При однопостовой сварке должны быть предусмотрены индивидуальные щиты, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику на наличие пли отсутствие напряжения в сварочной цепи.
При однопостовой сварке должны быть предусмотрены индивидуальные щиты, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику на наличие пли отсутствие напряжения в сварочной цепи.
Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ — не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом — не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
Инструменты и принадлежности сварщика
К инструменту сварщика относятся:
Электрододержатель служит для зажима электрода и подвода к нему сварочного тока. Он должен прочно удерживать электрод, обеспечивать удобное и прочное закрепление сварочного кабеля, а также быстрое удаление огарков и закладку нового электрода. Электрододержатели изготовляют трех типов по ГОСТ 14651-78: для тока 125 А и провода сечением 25 мм2, для тока 315 А и провода сечением 50 мм, для тока 500 А и провода сечением 70 мм2. Они должны выдерживать 8000 зажимов электродов, затрачивая на каждую замену электрода не более 4 с. Применяют электрододержатели с различными способами закрепления электродов.
Рис. Виды электрододержателей
Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
В них имеется смотровое отверстие, в которое вставляют специальное стекло – светофильтр, задерживающий инфракрасные и ультрафиолетовые лучи и снижающий яркость световых лучей дуги. Снаружи светофильтр защищен от брызг металла простым прозрачным стеклом.
Снаружи светофильтр защищен от брызг металла простым прозрачным стеклом.
Рис. Защитные средства глаз и лица сварщика
Сварочные провода по которым ток от силовой сети подводится к сварочному аппарату (марки КРПТ) от сварочных аппаратов к местам работы, сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией.
К принадлежностям сварщика относятся;
Стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
Молоток с заострённым концом для отбивки шлака со сварочных швов и для поставки личного клейма.
Зубило для вырубки дефектных мест сварного шва.
Шаблоны — для замера геометрического размеров швов.
Измерительные инструменты (линейка, рулетка).
Угольник для проверки углов используется.
Контрольные вопросы:
Чем отличается стационарный сварочный пост от передвижного?
Требования к устройству сварочных постов?
Перечислить инструменты и принадлежности электросварщика.

Какой инструмент предназначен для удаления шлаковой корки?

Тест:
Для каких номинальных токов выпускают электрододержатели?
менее 125 А
220 А
380 А
125 А; 200 А; 250 А; 220 А; 315 А; 400 А; 500 А;
Масса электрододержателя может составлять:
0,35-0,75 кг
до 0,35кг
свыше 0,75 кг
100 г
Электрододержатели должны обеспечивать смену электрода за время не более:
1 с
4 с
10 с
4 0с
Длина сварочного кабеля не должна превышать:
10 м
40 м
100 м
400 м
Площадь сечения сварочного кабеля выбирают в зависимости от сварочного тока и допустимых нагрузок из расчетов:
1-4 А/м2
5-7 А/м2
8-14 А/м2
15-20 А/м2
Площадь сечения оножилого кабеля для силы сварочного тока 200 А должна составлять:
10 м 2
40 м 2
100 м 2
400 м 2
При продолжительной непрерывной работе кабель и электрододержатель перегреваются, поэтому сечение кабеля выбирают с учетом возможности его нагрева при работе до:
30С
40 С
80С
100С
Выпускают 13 классов светофильтров и выбирают их в зависимости от:
возраста сварщика
скорости сварки
напряжении на дуге
силы сварочного тока
Какой цвет имеют светофильтры сварщика?
красный
желтый
зеленый
синий
Защита светофильтра от брызг металла при сварке обеспечивается пластинками из оргстекла, которые по мере повреждения заменяются новыми 1-2 раза в:
1 час
смену
месяц
год
Ответы теста
Вопрос1
2
3
4
5
6
7
8
9
10
Ответ
Электросварочное оборудование и инструменты для ручной дуговой сварки
Сварочный пост представляет собой специально оборудованное место для сварки.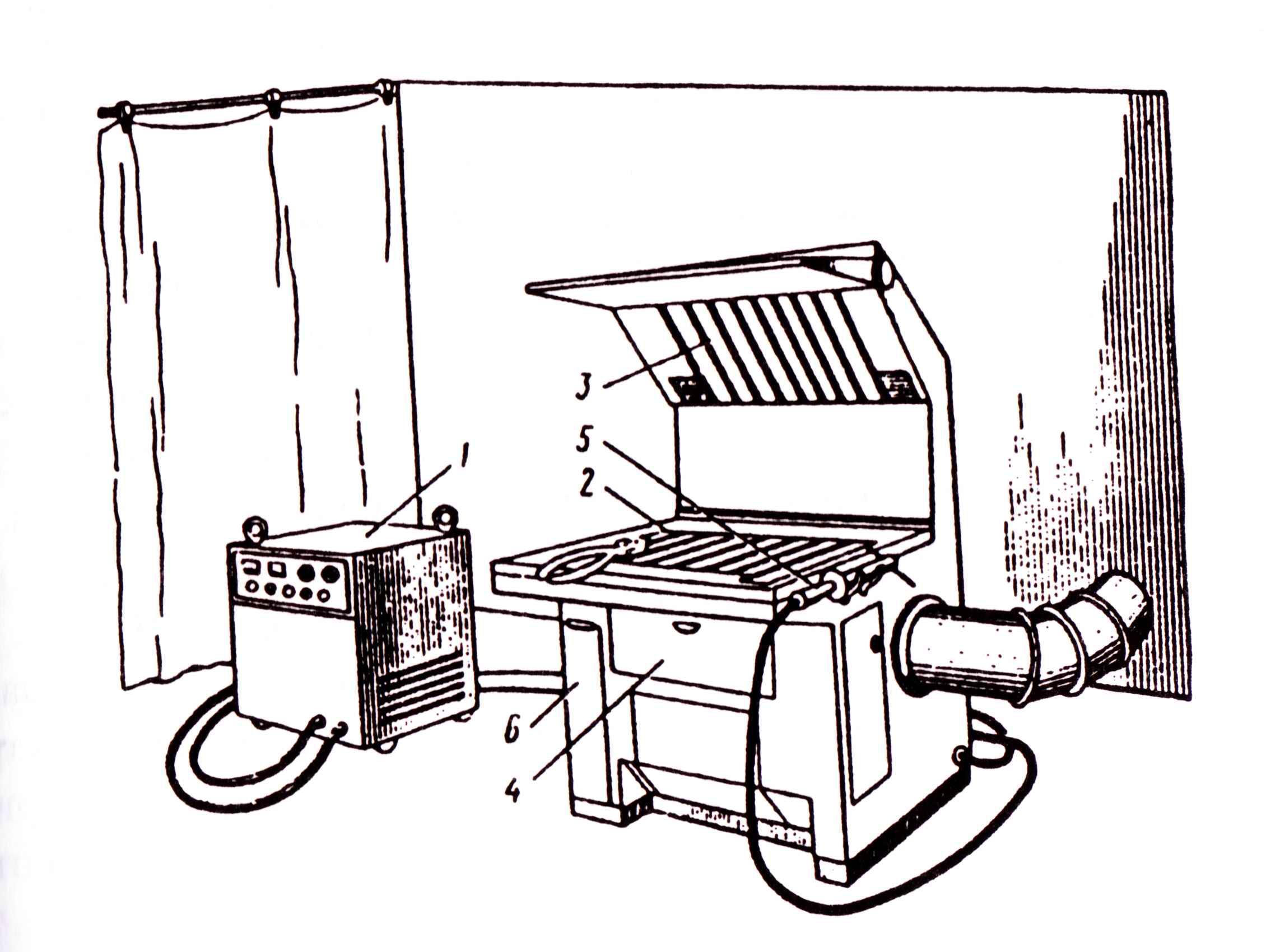 Переменный ток подается на пост от трансформаторов, постоянный — от выпрямителей.
Переменный ток подается на пост от трансформаторов, постоянный — от выпрямителей.
При сварке переменным током от сети переменный ток напряжением 220 или 380 В через рубильник и предохранители подается к источнику питания — сварочному трансформатору, где напряжение преобразуется до 60…75 В. По сварочным проводам через зажим и электрододэржатель ток подводится к изделию.
Постоянный ток от сети напряжением 220 или 380 В поступает к преобразователю, состоящему из асинхронного электродвигателя и сварочного генератора, соединенных между собой общим валом. Такие преобразователи вырабатывают постоянный сварочный ток напряжением 25…75 В.
Источники питания сварочных постов размещают в зависимости от характера выполняемых работ централизованно (группой) и индивидуально. При групповом размещении источников питания в отдельных помещениях сварочный пост располагают на расстоянии 30…40 м от них.
Сварочные посты бывают стационарные и передвижные. Стационарный пост для сварки изделий небольших размеров располагают в открытой сверху сварочной кабине. Передвижной пост необходим при сварке изделий крупных габаритов: трубопроводов большой длины, металлоконструкций, сосудов. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2… 1,5 м из несгораемых материалов. Передвижные сварочные посты, как правило, применяют при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, установленные на специальные прицепы или автомобили.
Передвижной пост необходим при сварке изделий крупных габаритов: трубопроводов большой длины, металлоконструкций, сосудов. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2… 1,5 м из несгораемых материалов. Передвижные сварочные посты, как правило, применяют при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, установленные на специальные прицепы или автомобили.
1 — свариваемые листы, 2 — прикладываемый груз, 3 — подкладка: Р — распределенная нагрузка
При больших объемах сварочных работ используют многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока).
К источникам питания предъявляются следующие основные требования. Внешняя характеристика должна обеспечивать наилучшие условия для устойчивого протекания сварочного процесса — напряжение холостого хода должно быть в 2 или 3 раза выше напряжения дуги и при этом не должно превышать безопасных для человека значений. Напряжение холостого хода обычно равно 50…70 В. Ток короткого замыкания не должен превышать установленных пределов во избежание чрезмерного перегрева обмоток.
Внешняя характеристика должна обеспечивать наилучшие условия для устойчивого протекания сварочного процесса — напряжение холостого хода должно быть в 2 или 3 раза выше напряжения дуги и при этом не должно превышать безопасных для человека значений. Напряжение холостого хода обычно равно 50…70 В. Ток короткого замыкания не должен превышать установленных пределов во избежание чрезмерного перегрева обмоток.
Рис. 98. Сварочный пост для ручной сварки: а, б — переменным током, в, г — постоянным; 1 — сеть переменного тока, 2 — рубильник, 3 — предохранитель, 4 — сварочный трансформатор, 5 — сварочные провода, 6 — зажим, 7 — электрододержатель, 8 — изделие
Рис. 100. Принципиальная схема сварного выпрямителя: а — трехфазная мостовая, б — ше-стифазная с уравнительным дросселем
Сварочные трансформаторы широко применяют для дуговой сварки на переменном токе, чему в значительной степени способствует простота их изготовления и высокая надежность в эксплуатации. В зависимости от способа регулирования режима сварки различают трансформаторы с нормальным и повышенным магнитным рассеиванием.
Регулирование силы сварочного тока производят секционированием первичной или вторичной обмоток или же изменением расстояния между первичной и вторичной обмотками. В трансформаторах с магнитным шунтом А силу тОка регулируют изменением положения шунта, за счет чего достигается изменение воздушного зазора а в дополнительном магнитопроводе.
Увеличение размера зазора в этом магнитопроводе приводит к уменьшению магнитного потока Фк и, следовательно, к возрастанию силы сварочного тока, и наоборот.
Сварочные выпрямители состоят из трансформатора и блока селеновых или кремниевых вентилей. Сварочные выпрямители подразделяют на одно- и многопостовые.
Однопостовые выпрямители типа ВСС, ВПС и ВД имеют силовой трехфазный трансформатор Тр с повышенным магнитным рассеиванием. При соединении обмоток трансформатора «звезда — звезда» выпрямители работают в диапазоне малых токов, при соединении «треугольник — треугольник» — в диапазон больших токов. Плавное регулирование внутри каждого диапазона обеспечивается изменением расстояния между первичными и втс? ричными обмотками трансформатора. электродов и инструмента.
электродов и инструмента.
Электрододержатель представляет собой приспособление для закрепления штучного электрода и подвода к нему тока.
В электрододержателе вилочного типа электрод удерживается за счет упругого защемления; в пружинных — подпружинными пластинами; в зажимных —двумя упругими пластинами; в безогарковых— приваривается к торцу стержня электрододержателя. Двухэлектродные электрододержатели по конструкции аналогичны пружинным и обеспечивают одновременное закрепление двух электродов.
Рис. 3. Электрододержатели для ручной дуговой сварки: а — вилочные, б — пружинные, в — зажимные, г — безогарковые, д — двух-электродные; 1 — зажимные губки для электрода, 2 — рукоятка, 3 — электрический провод
Электрододержатель должен удовлетворять следующим требованиям: быть легким (не более 0,5 кг) и удобным в обращении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закреплении электрода, так и при его смене; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт.
Щитки и маски применяют для предохранения глаз и кожи лица сварщика от вредного влияния электрических лучей и брызг расплавленного металла. Их изготовляют из легкого токонепро-водящего материала (фибры, спецфанеры). Масса щитка или маски не должна превышать 0,6 кг. За процессом сварки наблюдают через светофильтры. Для предохранения от брызг металла светофильтры закрывают прозрачным стеклом.
Сварочные провода выбирают в зависимости от назначения и силы тока. Ток от силовой сети подводится к сварочным аппаратам по проводам ПРН и ПРГН, от сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу ПРГ, АПР или ПРГД с резиновой изоляцией. Длина проводов от сварочных аппаратов к рабочему месту должна быть не более 30…40 м, так как при большей длине проводов напряжение в них падает, что приводит к уменьшению напряжения дуги. К электродвигателю должен быть подключен гибкий медный провод ПРГД длиной не менее 3 м.
Реклама:
Читать далее:
Контроль качества сварных швов и соединений
Статьи по теме:
|
|
|
| Спецодежда и обувь. Защитные свойства материалов: Тр – защита от искр, брызг, расплавленного металла, окалины. Тит – защита от теплового излучения и конвективной теплоты. К-80 – защита от кислот и щелочей. …Подробнее | |
|
|
|
| Баллоны, 40 л, «Кислород», «Углекислота», «АЗОТ», «Ацетилен» и др. …Подробнее |
|
|
|
|
| Баллоны (заправленные), 40 л, «Гелий марки (А),(Б)». …Подробнее |
|
|
|
|
Карбид кальция. |
|
|
|
|
Сварочный инвертор «Сварог» ARC 165 (Z119) предназначен для ручной дуговой сварки (MMA) и наплавки покрытым штучным электродом на постоянном токе.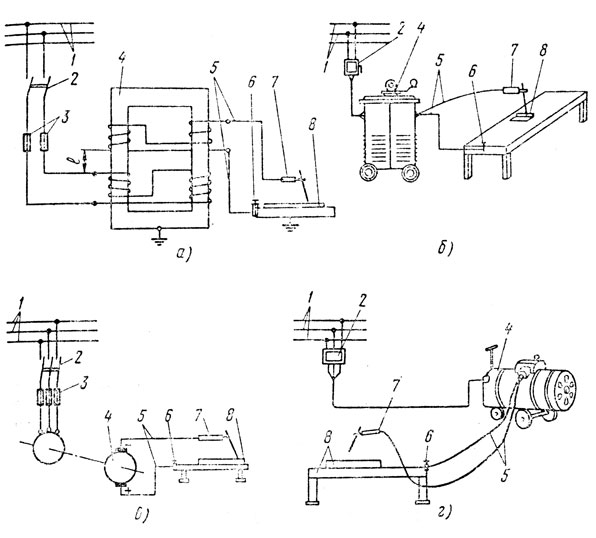 .. Подробнее… .. Подробнее… |
|
|
|
|
| Тепловая пушка Ballu 9000 C (обогрев помещения до 90 м2). Подробнее… | |
|
|
|
| Компрессор воздушный Aurora GALE-50 Самый мощный компрессор из коаксиальных. Подробнее… |
|
|
|
|
| Сварочный выпрямитель LINKOR Semali 170И аппарат инверторного типа. Подробнее… | |
|
|
|
|
Сварочный выпрямитель инверторного типа BRIMA ARC 200B. Подробнее… |
|
|
|
|
Сварочный аппарат инверторного типа ТСС САИ-190. Подробнее… Подробнее… |
|
|
|
|
| Сварочный аппарат РЕСАНТА 140 для ручной электродуговой сварки постоянным током. Подробнее… | |
|
|
|
| Сварочный полуавтомат инверторного типа РЕСАНТА 220 (САИПА). Подробнее… | |
|
|
|
| Автоматическая система водоснабжения АСВ-1200/24. Подробнее… | |
|
|
|
| Мойка HUTER W105P. Подробнее… | |
|
|
|
| Кусторез HUTER GНT-60. Подробнее… | |
|
|
|
 Курган
КурганОборудование сварочного поста для ручной дуговой сварки
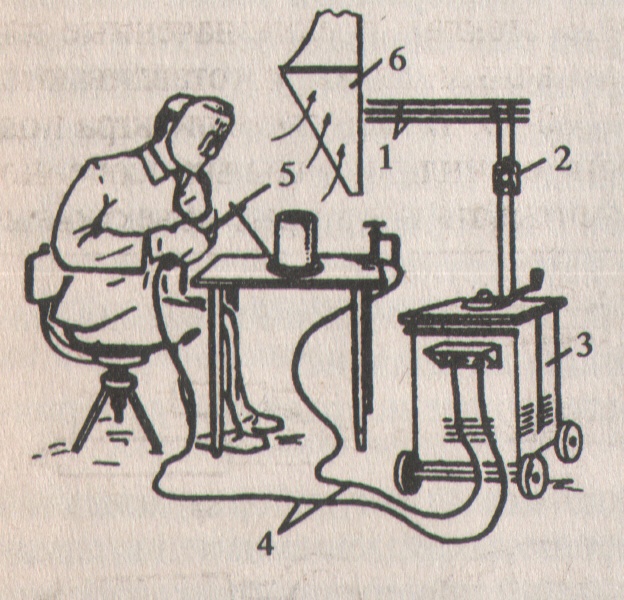
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
электрододержатели.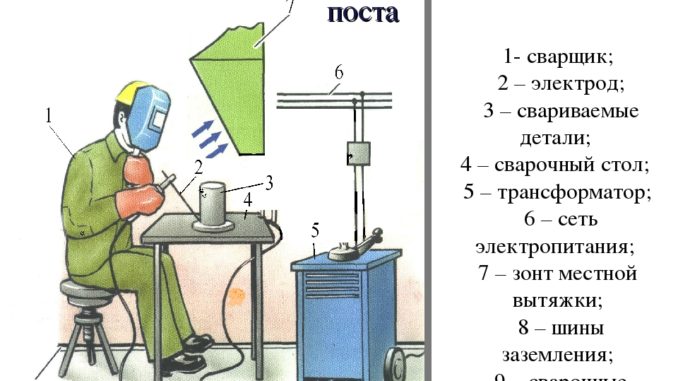
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — завода «Электрик»; г — с пружинящим кольцом |
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм.
д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Сндз тока, А | Плріендь сечения провода, мм, | |
одинарного | ДВОЙНОГО | |
125 | 25 | — |
315 | 50 | 2×16 |
500 | 70 | 2ч25 |
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 22.
Некоторые виды зажимов приведены на рис 22.
Рис. 22. Токопроводящие зажимы: а- быстродействующий с
пружинным зажимом; б — с винтовым зажимом; в — с винтовой струбциной
Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям: наружная
поверхность одежды должна быть огнестойкой и термостойкой; внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей. Исходя из этих требований одежду для сварщиков — куртку и брюки — шьют из брезента, сукна, замши; иногда комбинируют ткани. Ассортимент тканей и самой спецодежды постоянно расширяется.
Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Авто-химэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона — из нити типа кевлар, а внутренняя — из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С. Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др. При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед
Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С. Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др. При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед
сваркой и удаления остатков шлака после сварки; молотком — шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 23).
Рис. 23. Инструмент для зачистки сварного шва и свариваемых кромок: а — металлическая щетка; б — молоток-шлакоотделитель
Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика (Дипломная работа)
Министерство образования Российской Федерации
Профессиональное училище №26
«Оборудование поста для ручной дуговой сварки, принадлежности и инструменты сварщика»
с. Михайловское 2010 г.
Михайловское 2010 г.
Содержание
Введение
Виды и назначение электрододержателей
Виды источников питания дуги, применяемые в оборудовании поста
Назначение и разновидности защитных масок
Классификация световых фильтров
Виды электросварочных постов
Инструменты и принадлежности сварщика
Техника безопасности при выполнении электросварочных работ
Схема электросварочного поста
Схема постов от многопостовых источников
Список использованной литературы
Введение
Ручную дуговую сварку выполняют
сварочными электродами, которые вручную
подают в дугу и перемещают вдоль
заготовки. В процессе сварки металлическим
покрытым электродом — дуга горит между
стержнем электрода и основным металлом.
Стержень электрода плавится, и
расплавленный металл каплями стекает
в металлическую ванну. Вместе со стержнем
плавится покрытие электрода, образуя
газовую защитную атмосферу вокруг дуги
и жидкую шлаковую ванну на поверхности
расплавленного металла. Металлическая
и шлаковые ванны вместе образуют
сварочную ванну. По мере движения дуги
сварочная ванна затвердевает и образуется
сварочный шов. Жидкий шлак после остывания
образует твердую шлаковую корку.
В процессе сварки металлическим
покрытым электродом — дуга горит между
стержнем электрода и основным металлом.
Стержень электрода плавится, и
расплавленный металл каплями стекает
в металлическую ванну. Вместе со стержнем
плавится покрытие электрода, образуя
газовую защитную атмосферу вокруг дуги
и жидкую шлаковую ванну на поверхности
расплавленного металла. Металлическая
и шлаковые ванны вместе образуют
сварочную ванну. По мере движения дуги
сварочная ванна затвердевает и образуется
сварочный шов. Жидкий шлак после остывания
образует твердую шлаковую корку.
Ручная сварка удобна при выполнении
коротких и криволинейных швов в любых
пространственных положениях — нижнем,
вертикальном, горизонтальном, потолочном,
при наложении швов в труднодоступных
местах, а также при монтажных работах
и сборке конструкций сложной формы.
Ручная сварка обеспечивает хорошее
качество сварных швов, но обладает более
низкой производительностью, например,
по сравнению с автоматической дуговой
сваркой под флюсом.
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов.
Виды и назначение электрододержателей
Электрододержатель предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Существуют электрододержатели двух видов, отличающиеся внешним видом: винтового типа и держатели с зажимом.
На рынке сварочных аксессуаров
существует множество разновидностей
электрододержателей. В среде сварщиков
их часто называли «держаками» и
изготавливали при помощи подручных
средств: сваривали трезубец из прутиков
арматуры с изоляционной оболочкой от
ПВХ трубок, дополнительно обматывая
изолентой. На сегодняшний день уже никто
не применяет самоделки и пользуются
фирменными электрододержателями, поняв
многие преимущества данного аксессуара:
безопасность, защита от тока, удобство
крепления электродов и малые потери
тока.
На сегодняшний день уже никто
не применяет самоделки и пользуются
фирменными электрододержателями, поняв
многие преимущества данного аксессуара:
безопасность, защита от тока, удобство
крепления электродов и малые потери
тока.
Существуют два основных типа электрододержателей:
— электрододержатели винтового типа состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
— электрододержатели с зажимом состоят из удобного держателя, исключающего проскальзывание в руке, и зажимной части, при помощи которой надежно удерживается электрод. Электрод вставляется в этот зажим.
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
В качестве
удобства к аксессуары принято сокращение
«ЭД», далее следует значение силы тока. По Госстандарту обозначение
электрододержателя состоит из вида
электрододержателя, номера модификации,
разновидности климатического исполнения,
места в ГОСТе и наименование действующего
стандарта к электрододержателю.
По Госстандарту обозначение
электрододержателя состоит из вида
электрододержателя, номера модификации,
разновидности климатического исполнения,
места в ГОСТе и наименование действующего
стандарта к электрододержателю.
Виды источников питания дуги, применяемые в оборудовании поста
Конструкции и параметры источника питания дуги зависят от его технологического назначения: ручной сварки покрытым электродом, механизированной сварки плавящимся электродом или автоматической сварки в защитных газах или под флюсом. Если на одном рабочем месте возникает необходимость сварки различными способами, применяют более сложные универсальные источники.
Перечисленные источники питания
объединяют в группу источников
общепромышленного назначения. Существенно
отличаются от них по конструкции
специализированные источники,
предназначенные для сварки неплавящимся
электродом в защитном газе, для плазменной
сварки и резки или для электрошлаковой
сварки.
Источники питания классифицируются в зависимости от рода тока и принципа действия. В качестве источников переменного тока используют сварочные трансформаторы и специализированные установки на их основе; в качестве источников постоянного тока — сварочные выпрямители, преобразователи и агрегаты, а также специализированные источники на базе выпрямителей.
Сварочные трансформаторы преобразуют переменное сетевое напряжение в пониженное, необходимое для сварки. Это наиболее простые и дешевые источники, широко используемые при ручной сварке покрытыми электродами и автоматической сварке под флюсом. Специализированные установки на основе трансформаторов применяют для сварки алюминиевых сплавов неплавящимся электродом в защитном газе.
Устойчивость дуги постоянного
тока более высока по сравнению с
устойчивостью дуги переменного тока»
что заметно влияет на качество сварки
(на малых токах, электродами с
фтористо-кальциевыми покрытиями, в
углекислом газе, наплавка под флюсом). В этих случаях рекомендуется использовать
источники постоянного тока.
В этих случаях рекомендуется использовать
источники постоянного тока.
Наиболее совершенны сварочные выпрямители, которые имеют более высокий коэффициент полезного действия, меньшую массу, удобны в изготовлении и эксплуатации, обладают лучшими технологическими свойствами. Их применяют для ручной, полуавтоматической и автоматической сварки, а также в качестве универсальных источников.
Сварочный преобразователь
представляет собой комбинацию
электродвигателя переменного тока и
сварочного генератора постоянного
тока. Электрическая энергия сети
переменного тока преобразуется в
механическую энергию электродвигателя,
вращает вал генератора и преобразуется
в электрическую анергию, постоянного
сварочного тона, Поэтому коэффициент
полезного действия преобразователя
невелик: из-за наличия вращающихся
частей они менее надежны и удобны в
эксплуатации по сравнению с выпрямителями.
Однако для строительно-монтажных работ
использование генераторов имеет
преимущество по сравнению с другими
источниками благодаря их меньшей
чувствительности к колебаниям сетевого
напряжения.
Сварочный агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока. Химическая энергия сгорания топлива преобразуется в механическую» а затем в электрическую энергию. Агрегаты используют в основном для ручной сварки в монтажных и полевых условиях, где отсутствуют электрические сети.
Специализированные источники представляют собой аппараты, дополненные различными вспомогательными устройствами, расширяющими их технологические возможности. Источник постоянного для сварки неплавящимся электродом в защитном газе имеет устройства для возбуждения дуги и заварки кратера.
Каждый источник предназначен для питания током одной дуги (однопостовой источник). В цехах с большим числом постов сварки целесообразно использовать многопостовые источники.
Список 5 основных инструментов и оборудования для дуговой сварки, которые вам нужны
Когда люди сваривают, они объединяют два типа металлов или сплавов, сплавляя эти металлы вместе или используя присадочный материал, который выходит из электрода или проволоки. Сварка впервые стала популярной в 199003- годах и стала хитом в автомобилестроении, сталелитейной и судостроительной промышленности.
Сварка впервые стала популярной в 199003- годах и стала хитом в автомобилестроении, сталелитейной и судостроительной промышленности.
Какие инструменты и оборудование вам потребуются, чтобы начать дуговую сварку? Если вы хотите начать дуговую сварку, вам потребуется приобрести различные инструменты, в том числе:
| №. | Список инструментов и оборудования | |
| 1 | ||
| 1 | Дуговая сварочная машина | |
| 2 | Источник питания | |
| 3 | Настройка Oxy-Acetylene | |
| 4 | электрод держатель и кабели | |
| 5 | Электроды |
Поскольку сегодня в Интернете не так много информации о том, какие инструменты необходимо приобрести, чтобы начать дуговую сварку, мы создали это статья вам в помощь.
Ниже мы приводим основной список продуктов, которые вам необходимо приобрести, чтобы начать дуговую сварку.
Прочитав наше руководство, вы узнаете, что вам нужно купить, чтобы начать свое путешествие в удивительный мир сварки.
Основы сварки
Чтобы понять, какие продукты вам нужно купить, чтобы начать сварку, мы сначала объясним вам несколько основ сварки, чтобы вы лучше поняли, как эти инструменты работают вместе.
Большинство сварщиков завершают свою работу созданием дуги (отсюда и название дуговой сварки) между электродом и основным металлом. Электрод создает тепло и помогает либо соединять металлы сами по себе, либо с помощью наполнителя.
Если вы хотите сделать наиболее точные, полезные и надежные сварные швы, вам потребуется соответствующее оборудование, чтобы конкурировать в отрасли. При наличии подходящего оборудования вы сможете создавать высококачественные сварочные изделия в кратчайшие сроки.
В отрасли все всегда пытаются улучшить свои методы сварки, поэтому вам также потребуется потратить много времени на практику, даже после того, как вы научитесь правильно сваривать.
Однако, во-первых, вам необходимо иметь подходящее снаряжение, о котором мы расскажем ниже.
Перечень инструментов и оборудования для дуговой сварки
Итак, какие инструменты вам понадобятся, чтобы начать дуговую сварку? Вам потребуется приобрести следующие инструменты, о которых мы расскажем более подробно:
- Дуговая сварочная машина
- 0
- Настройка Oxy-Acetylene
- Держатель электродов и кабели
- Электроды
# 1: дуговая сварочная машина
Важным продуктом, который вам необходимо приобрести, является аппарат для дуговой сварки, который также, вероятно, станет предметом, на который вы потратите больше всего денег.
Сварочный аппарат, также иногда называемый сварочным аппаратом, работает для создания электрического тока, необходимого вам во время сварки. Большинство сварочных аппаратов делятся на две категории:
Большинство сварочных аппаратов делятся на две категории:
- CC, или сварочные аппараты постоянного тока
- CV, или сварочные аппараты постоянного напряжения
Итак, в чем разница между этими вариантами? Машина CV изменяет, сколько выходного тока она создает, чтобы поддерживать постоянное напряжение. С другой стороны, машина CC будет изменять свое выходное напряжение и поддерживать постоянный поток.
При выборе сварочного аппарата необходимо тщательно учитывать следующие характеристики аппарата:
Вам нужно внимательно изучить эти функции, потому что вам нужно знать, сколько энергии вам потребуется для машины.
Вам также необходимо убедиться, что у вас достаточно времени, чтобы использовать свое устройство для выполнения сварных швов, поэтому знание рабочего цикла машины так важно.
Сварочные клейма
Если вы новичок в сварочной отрасли, вам, вероятно, интересно, какие бренды являются лучшими, когда вы инвестируете несколько сотен долларов в сварочный аппарат.
Несмотря на то, что на рынке существует множество доступных сварочных аппаратов, самые надежные сварочные аппараты обычно стоят от трехсот до шестисот долларов. Кроме того, ведущими брендами в сварочной отрасли являются:
3 основных типа сварки: TIG, MIG или сварочные аппараты
Помимо марки сварочного аппарата, который вы хотите приобрести, вам также необходимо подумать о типе сварки, которую вы собираетесь выполнять.
При покупке художественного сварочного аппарата у вас будет возможность выбрать один из трех видов сварки.Эти три типа сварки включают:
Каждый тип сварки требует определенного набора навыков. Однако выбор типа сварки во многом зависит от стоимости и портативности . Конечно, ваш бюджет также будет играть ключевую роль, когда дело доходит до выбора типа сварочного аппарата.
Итак, что такое сварка TIG? Используя сварку TIG, , вы можете создавать качественные и чистые сварные швы. Однако научиться искусству сварки TIG непросто. Сварка ВИГ — один из самых сложных видов сварки.
Однако научиться искусству сварки TIG непросто. Сварка ВИГ — один из самых сложных видов сварки.
С другой стороны, сварка MIG намного проще в освоении и использовании. Однако это не так экономично, и у вас также не будет портативности при сварке MIG, как если бы вы использовали простую палку.
Что такое сварка TIG? (GTAW) >> Посмотрите видео ниже
Сварщики MIG обычно используют для выполнения сварных швов подающую проволоку вместо стержней.При сварке MIG проволока поступает из механизма подачи, а затем в горелку с наконечником.
Кабели обычно металлические, поэтому при использовании инертного газа вам необходимо экранировать эти металлические провода. Если вы этого не сделаете, вы ничего не сделаете для защиты сварного шва от избыточного воздуха или влаги, что приведет к некачественному сварному шву.
Если вы этого не сделаете, вы ничего не сделаете для защиты сварного шва от избыточного воздуха или влаги, что приведет к некачественному сварному шву.
Что такое сварка MIG? (GMAW) >> Посмотрите видео ниже
Аппараты MIG получили широкое распространение, поскольку они просты в использовании и обладают многими преимуществами.
Например, аппарат для сварки MIG можно использовать намного дольше, чем аппарат для сварки TIG или дуговую сварку. Однако, если вас интересует доступность и портативность, вы можете рассмотреть возможность сварки TIG и дуговой сварки.
#2 Источник питания
Следующим предметом, который вам нужно приобрести, является источник сварочного тока.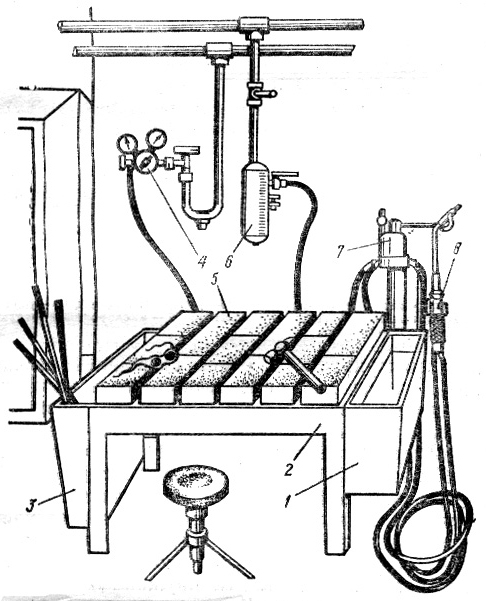 Источники сварочного тока помогают обеспечить достаточную мощность сварочного аппарата или сварочной палки, чтобы вы могли сплавить металлические детали.
Источники сварочного тока помогают обеспечить достаточную мощность сварочного аппарата или сварочной палки, чтобы вы могли сплавить металлические детали.
Этот источник питания также должен создавать ток для плавления электрода при сварке металлических деталей . Это означает, что ваш источник питания также должен иметь возможность работы с высоким напряжением, чтобы он мог поддерживать горение дуги.
Если вы используете электрод для ММА (об электродах мы поговорим подробнее позже), вам необходимо использовать этот электрод с комбинацией источников питания переменного (AC) и постоянного (DC) тока.
Вы можете использовать электроды переменного тока на источнике питания постоянного тока. Однако вы не можете использовать все электроды постоянного тока на источнике переменного тока. Таким образом, независимо от того, вам нужно иметь оба источника питания для правильной сварки.
Электроды и сильноточные токи
Для работы электродов MMA требуются сильные токи, но низкое напряжение. Таким образом, если вы используете источник более высокого напряжения, вам нужно будет снять это напряжение с помощью трансформатора.
Таким образом, если вы используете источник более высокого напряжения, вам нужно будет снять это напряжение с помощью трансформатора.
Если вы также собираетесь создать источник питания постоянного тока, вам необходимо убедиться, что у вас есть этот выход и что его также можно использовать с трансформатором.
Большинство блоков питания спроектированы таким образом, чтобы снизить риск поражения электрическим током во время работы. Из-за этого большинство источников питания должны хорошо работать при максимальном напряжении холостого хода.
Это означает, что дуга не может быть создана, когда внешняя цепь разомкнута, а силовые провода подключены к источнику питания.
Узнайте больше о сварочных электродах — Здесь вы можете найти статью с нашего веб-сайта: Какие существуют типы сварочных электродов и их применение
Итак, на вашем источнике питания должно быть встроенное или внешнее устройство снижения опасности.Это устройство поможет снизить напряжение холостого хода и предотвратит поражение электрическим током.
Вам нужно будет создать первичный сварочный ток, как только ваш электрод начнет касаться куска металла. Если вы свариваете в небольших помещениях, использование постоянного или переменного тока с защитным устройством низкого напряжения обеспечит вашу безопасность во время работы со сварными швами.
Существует четыре различных типа источников питания, которые вам понадобятся при сварке:
- Генератор постоянного тока
- Выпрямитель постоянного тока
- Трансформатор переменного тока
- Трансформатор переменного/постоянного тока
Перед началом сварки вам также необходимо убедиться, что у вас есть кислородно-ацетиленовая установка.Кислород-ацетилен используется во многих сварочных процессах, в том числе:
- Формирование 7
-
- Паса
Использование кислородно-ацетиленовой установки даст вам необходимый контроль над подводимым теплом, пока вы строите ванну. Вы также сможете лучше контролировать размер и форму бусин, которые вы используете для соединения металлических деталей.
Вы также сможете лучше контролировать размер и форму бусин, которые вы используете для соединения металлических деталей.
Кислород-ацетилен дает сварщикам возможность выполнять точные сварные швы благодаря большому количеству контроля, который эта установка предоставляет сварщику .
Использование кислородно-ацетиленового подвода тепла позволяет сварщику точно использовать это высокотемпературное пламя. Кроме того, это оборудование очень доступно по цене и обеспечивает мобильность во время сварки.
Сварщики используют окси-ацетилен по многим причинам. К ним относятся:
- низкая стоимость кислородно-ацетиленового оборудования
- простота использования этого сварочного оборудования и
- портативность этого сварочного оборудования Вы никогда не увидите, чтобы сварочный цех работал без кислородно-ацетиленовой горелки из-за важности наличия этого оборудования во время сварки.
Например, если вам нужно вырезать идеальные круги на куске металла, это довольно легко сделать с помощью кислородно-ацетиленовой установки. Точность, которую вы получите с этим оборудованием, просто замечательна.
Пока вы соблюдаете меры предосторожности при сварке, все будет в порядке. Однако одним из недостатков кислородно-ацетиленовой установки является то, что это, как правило, самая опасная часть сварочных инструментов, с которыми работает большинство сварщиков.
С кислородно-ацетиленовой установкой вы сможете резать сталь.Однако кислородно-ацетилен не может резать следующие металлы:
Несмотря на то, что кислородно-ацетиленовая установка может быть опасной, при правильном ее использовании все будет в порядке. Кроме того, это фундаментальный инструмент, который вам понадобится, потому что вы можете делать практически все, что вам нужно, с металлом, используя кислородно-ацетиленовую установку.
С помощью кислородно-ацетиленовой установки можно просто резать, сгибать и сваривать детали.
Вы можете приобрести недорогую кислородно-ацетиленовую установку примерно за двести долларов.Мало что производит больше тепла, чем кислородно-ацетиленовое пламя.
Единственными существующими предметами, которые создают более высокие температуры, чем кислородно-ацетиленовое пламя, являются:
Электроды №4
Если вы собираетесь серьезно заняться сваркой, вам также необходимо приобрести сварочный электрод. Электроды — это наконечники, которые вставляются в один конец сварочного инструмента. Затем от источника питания поступает электрический ток, который перемещается в материал.
В зависимости от того, какой тип сварки вы выполняете или что вы делаете, вам могут понадобиться разные электроды для разных операций.
В настоящее время вы найдете различные электроды, которые можно использовать для каждого из традиционных процессов сварки.
Например, если вы выполняете сварку SMAW или дуговую сварку защищенным металлом, вам понадобится плавящийся электрод, который вы расплавите, чтобы создать сварное соединение.
Некоторые популярные модели этих электродов включают:- E6010 7
- 18

 Некоторые популярные модели этих электродов включают:
Некоторые популярные модели этих электродов включают:Каждый из этих типов электродов выше — некоторые из самых популярных из них, используемых для различных процессов дуговой сварки.
Сварка МИГ
Для сварки MIG (металл в среде инертного газа) вам потребуется плавящаяся электродная проволока. Эта проволока обычно подается с помощью сварочной горелки. Вам необходимо приобрести проволоку определенной толщины.
Наиболее популярные размеры электродов для сварки MIG:
Однако если вы работаете с толстыми, большими кусками металла, то вам может потребоваться используйте более толстый провод, чем тот, который мы перечислили выше.
Сварка ВИГ
TIG (вольфрамовая сварка в среде инертного газа) также выполняется с использованием неплавящегося электрода. Однако при сварке TIG наиболее популярными типами электродов являются:
- Электроды с церием
- Электроды с лантановым покрытием
Мы рекомендуем избегать использования электродов для сварки TIG, известных как торированные электроды.
К сожалению, несмотря на то, что при сварке TIG используются торированные электроды, во время работы они также излучают излучение, что создает множество проблем со здоровьем.Поэтому избегайте их и выберите другой тип электрода.
Узнайте больше о сварочных электродах — Здесь вы можете найти статью с нашего веб-сайта: Какие существуют типы сварочных электродов и их применение
В отличие от электродов, используемых при сварке MIG или SWAW, электроды, используемые при сварке TIG, изготавливаются из неплавящегося вольфрама.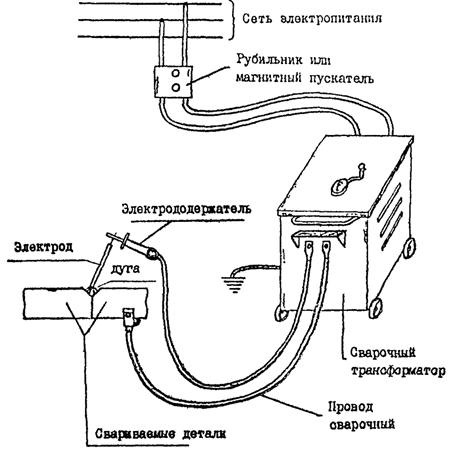
Таким образом, в отличие от электродов для сварки SWAW и MIG, вам не нужно часто заменять электроды для сварки TIG.Это связано с тем, что электроды для сварки TIG служат намного дольше, чем электроды для сварки SWAW и MIG.
Выбор правильного стержневого электрода >> Посмотрите видео ниже
Расходуемые электроды
Расходуемые электроды традиционно состоят из таких металлов, как:
Хотя кажется, что электрод исчезнет во время сварки, если он является плавящимся, расходуемый электрод все еще обычно не используется в течение всего процесса сварки.
Это связано с тем, что расходуемые электроды не плавятся.
Электроды – недорогой товар. Обычно они стоят около двадцати долларов.
Обычно они стоят около двадцати долларов.
#5 Электрододержатель и кабели
Поскольку вы будете работать с электродами, вам также понадобятся электрододержатели и кабели. Держатель электрода поможет зажать конец электрода медью, встроенной в головку держателя.
Обувь, которая находится в области головы, затем скрепляется с помощью подпружиненной системы или поворотного захвата.Зажимной инструмент, удерживающий электрод, быстро отпускает заглушку.
Электрод должен оставаться зажатым в держателе, чтобы весь процесс был эффективным. Если вы не закрепите электрод в держателе, вы получите некачественный электрический ток, что может сделать вашу дугу нестабильной и вызвать колебания дуги.
Обе эти проблемы могут привести к некачественному сварному шву.
Вам также потребуется взять сварочные кабели и подключить их к держателю электрода, а также к источнику питания.Эти кабели обычно обжимаются механически или припаиваются, чтобы выдерживать протекающие по ним токи.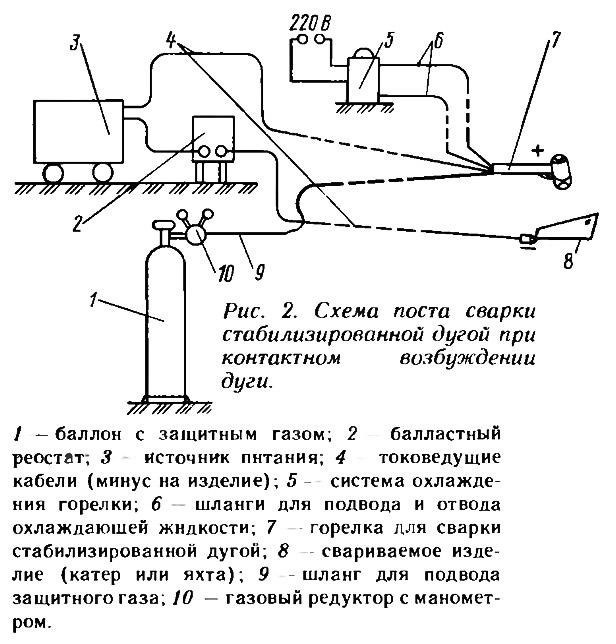
Для правильной сварки вам необходимо поддерживать постоянные соединения между следующими элементами:
- Ваш держатель
- Электрод
- Ваш кабель
Если не обращать внимания на соединения, то получите плохой контакт. Плохие соединения создают проблемы с резистивным нагревом.
Кроме того, плохое соединение может также привести к небольшому искрению внутри самой горелки, что может привести к неисправности самого держателя и его перегреву.
Чтобы избежать всех этих проблем, просто убедитесь, что ваши соединения надежны и безопасны. Мы опишем, как это сделать, чтобы помочь вам.
- Подсоедините два кабеля к выходу источника питания.
- Затем поместите сварочный провод в электрододержатель.
- После этого зажать возврат тока в заготовку.
(Многие люди называют токовые клещи «проводом заземления»). В любом случае вам понадобится дополнительный и отдельный провод заземления, если вы хотите защитить себя от любых проблем с источником питания.
В любом случае вам понадобится дополнительный и отдельный провод заземления, если вы хотите защитить себя от любых проблем с источником питания.
Итак, если вы покупаете заземляющий кабель, вам нужно убедиться, что провод может выдерживать максимальную мощность, которую может создать ваш источник питания. Если вы этого не сделаете, вы можете получить некачественный сварной шов или расплавленный заземляющий кабель, в зависимости от качества заземляющего кабеля.
Большинство заземляющих кабелей имеют специальное покрытие, представляющее собой защитную прорезиненную оболочку.Эта оболочка гибкая и гладкая и помогает защитить кабель от электричества, проходящего через него.
Кроме того, это покрытие также устойчиво к маслам и воде и помогает изолировать питание при напряжении менее 100 В постоянного тока. Размер кабеля зависит от уровня сварки, который вы используете.
Если ваш рабочий цикл и сила тока выше, вам понадобится заземляющий кабель большего диаметра.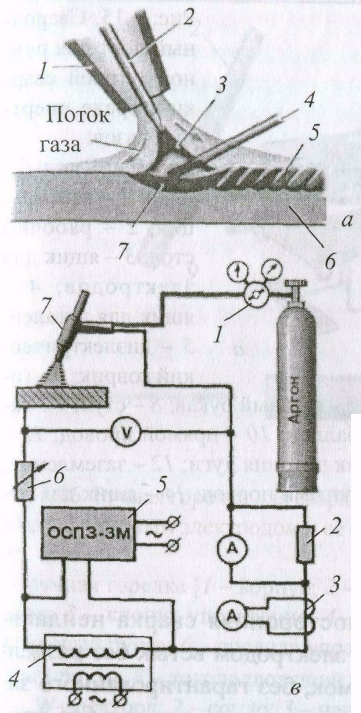 Больший диаметр необходим для того, чтобы провод не перегревался во время использования.
Больший диаметр необходим для того, чтобы провод не перегревался во время использования.
Вам также может понадобиться проволока большего диаметра, если вы свариваете далеко от источника питания.
Теперь у вас должно быть лучшее представление о списке инструментов и оборудования, которые вам понадобятся, чтобы начать дуговую сварку.
Источники:
sciencing.com
Американское общество сварщиков (aws.org)
Рекомендуемое чтение
5 ключевых преимуществ дуговой сварки по сравнению с газовой сваркой
Различные типы сварочных электродов и их применение
9 Различные типы сварочных процессов и их преимущества
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ АППАРАТА ДЛЯ ДУГОВОЙ СВАРКИ Скачать PDF
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ АППАРАТА ДЛЯ ДУГОВОЙ СВАРКИ
ВАЖНО!!!
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТО РУКОВОДСТВО ПЕРЕД УСТАНОВКОЙ,
ИСПОЛЬЗОВАНИЕ ИЛИ ОБСЛУЖИВАНИЕ СВАРОЧНОГО АППАРАТА,
ОСОБОЕ ВНИМАНИЕ НА ПРАВИЛА БЕЗОПАСНОСТИ.
СВЯЖИТЕСЬ С ВАШИМ ДИСТРИБЬЮТОРОМ, ЕСЛИ ВЫ НЕ ПОЛНОСТЬЮ
ПОНЯТЬ ЭТИ ИНСТРУКЦИИ.
1
УСТАНОВКА
Этот аппарат должен использоваться только для сварки.
В любом случае необходимо обратить особое внимание на
глава о мерах предосторожности.
Символы рядом с некоторыми абзацами обозначают точки
требующий особого внимания, практических советов или простой
информация.
Это руководство следует бережно хранить в знакомом для
месте.всем, кто участвует в использовании машины.Необходимо проконсультироваться
всякий раз, когда возникают сомнения, и хранить в течение всего срока службы
.машина; он также будет использоваться для заказа запасных частей.
1.1
РАЗМЕЩЕНИЕ
Распакуйте машину и поместите ее в хорошо вентилируемое помещение.
место, по возможности обеспыленное, стараясь не блокировать воздух
впуск и выпуск из охлаждающих прорезей.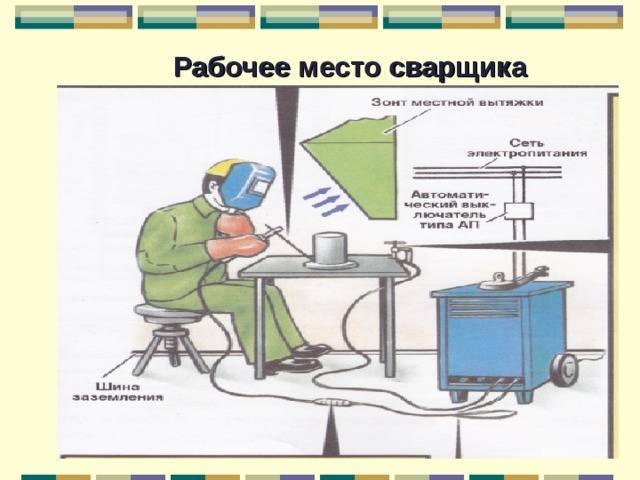
ОСТОРОЖНО: СНИЖЕНИЕ ЦИРКУЛЯЦИИ ВОЗДУХА вызывает
перегревается и может повредить внутренние детали.
Оставьте не менее 500 мм свободного пространства вокруг устройства.
Никогда не размещайте какие-либо фильтрующие устройства над точками забора воздуха
.это сварочный аппарат.
Гарантия аннулируется, если фильтрующее устройство любого типа
Используется.
2 ОБЩИЕ ОПИСАНИЯ
2.1 ХАРАКТЕРИСТИКИ
Этот сварочный аппарат постоянного тока постоянного тока
Источник, созданный по ИНВЕРТОРНОЙ технологии, рассчитанный на
Сваркапокрытыми электродами и методом TIG.
2.2 ОБЪЯСНЕНИЕ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
МЭК 974.I
Сварочный аппарат изготовлен в соответствии с настоящим
.
EN 60947.I международный стандарт.
№
………. Серийный номер, который должен быть указан для любого
.
Требования к сварочному аппарату.
1 ~
Однофазный статический преобразователь частоты-передача
ф
1
ф
2
формор-выпрямитель.
Падающая характеристика.
СМАВ
… Подходит для сварки покрытыми электродами.
.
У
……….. Вторичное напряжение холостого хода (пиковое значение)
0
.
х
………… Процент рабочего цикла
.
Рабочий цикл выражает процент от
10 минут, в течение которых сварочный аппарат может
работают при определенном токе, не более
отопление.
я
………… Сварочный ток
2
.
У
……….. Вторичное напряжение со сварочным током I
2
.
У
……….. Номинальное напряжение питания
1
.
1~50/60 Гц Однофазное питание 50 или 60 Гц
я
………… Входной ток при соответствующем
1
.
сварочный ток I
IP23
……. Степень защиты корпуса
.
Класс 3 в качестве второй цифры означает, что этот
Блокподходит для работы на улице под дождем.
С
……….. Подходит для работы в зонах повышенного риска.
.
ПРИМЕЧАНИЯ:
Кроме того, сварочный аппарат был
. …
предназначен для работы в зонах с 3 классом
загрязнения. (см. МЭК 664)
2.3 ОПИСАНИЕ ЗАЩИТ
2.3.1 Термическая защита
Этот блок защищен обычно закрытым термостатом (25)
ставится на рассеиватель.
Когда
срабатывает термостат, машина останавливается
подает ток, но вентилятор продолжает работать.
На срабатывание термостата указывает светодиод
включение (B) рис.2.
Не выключайте машину, пока не погаснет светодиод.
2.3.2 Блокирующая защита
Эта защита расположена на первичной обмотке трансформатора и
включается при аномалиях в электронном питании
раздел.
На срабатывание этой защиты указывает светодиод
загорается (C) рис.2.
Если индикатор должен загореться, выключите сварочный аппарат и попробуйте
включив его снова. Если светодиод должен снова загореться, обратитесь к
.ближайший сервисный центр.
При выключении машины светодиод (C) мигает в течение
несколько секунд.Подождите не менее 10 секунд перед открытием
машина или повторное включение.
3 УСТАНОВКА
3.1 ЗАПУСК
Этот блок должен устанавливаться квалифицированным персоналом. Все фитинги
должен быть в соответствии с действующими правилами и в полном объеме
соблюдение правил техники безопасности.
(СЕНЕЛЕК HD 427).
3.2 ОПИСАНИЕ ПРИБОРА
A) Ручка регулировки тока
B) Вмешательство светодиодного термостата
С) Светодиодный блок
D) Отрицательная выходная клемма
E) Положительная выходная клемма
F) Переключатель
G) Сетевой кабель
2.
2
7
Руководство пользователя сварочного аппарата MMA ARC iBELL
Руководство пользователя сварочного аппарата MMA ARC iBELLРуководство пользователя для моделей iBELL, включая: Сварочный аппарат MMA ARC
Руководство и национальные, государственные и местные коды. • Всегда проверяйте заземление источника питания – проверьте и убедитесь, что провод заземления входного шнура питания правильно подключен к клемме заземления в распределительной коробке или что вилка шнура подсоединена к должным образом заземленной розетке.• При выполнении входных соединений подсоедините надлежащий провод заземленияA1OzO53Uk8S
Осторожно! возможный. ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ, ДВИЖУЩИЕСЯ ЧАСТИ и ГОРЯЧИЕ ЧАСТИ. Ознакомьтесь с приведенными ниже символами и соответствующими инструкциями для необходимых действий, чтобы избежать …
Осторожно! возможное ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ, ДВИЖУЩИЕСЯ ЧАСТИ и ГОРЯЧИЕ ЧАСТИ. Обратитесь к символам и соответствующим инструкциям ниже для необходимых действий 1-2. Опасности дуговой сварки Приведенные ниже символы используются в данном руководстве для привлечения внимания к возможным опасностям и их идентификации.Когда вы увидите символ, будьте осторожны и следуйте инструкциям, связанным с
Опасности дуговой сварки Приведенные ниже символы используются в данном руководстве для привлечения внимания к возможным опасностям и их идентификации.Когда вы увидите символ, будьте осторожны и следуйте инструкциям, связанным с
- руководства.плюс
- iBELL
- Руководство пользователя сварочного аппарата iBELL MMA ARC
Информация о файле: application/pdf, 20 страниц, 1,16 МБ
DocumentA1OzO53Uk8SДОБРО ПОЖАЛОВАТЬ Поздравляем! Вы сделали отличный выбор, купив продукт iBELL. Благодаря этому у вас теперь есть уверенность и душевное спокойствие, которые исходят от покупки продукта, который был изготовлен в соответствии с высочайшими стандартами производительности и безопасности, поддерживаемыми высокими стандартами качества.
 На этот продукт iBELL распространяется всесторонняя гарантия производителя сроком на 1 год, а также отличное послепродажное обслуживание по нашей специальной линии поддержки. Мы надеемся, что вы будете пользоваться своей покупкой долгие годы. Если вам требуется техническая поддержка, позвоните по БЕСПЛАТНОЙ линии поддержки для получения немедленной помощи. Гарантийные условия и порядок гарантийного обслуживания указаны в гарантийном талоне.
_____________________________
РАЗДЕЛ 1 МЕРЫ ПРЕДОСТОРОЖНОСТИ – ПРОЧТИТЕ ПЕРЕД ИСПОЛЬЗОВАНИЕМ
1-1.Использование символов
Означает Предупреждение! Осторожно! Эта процедура может быть опасной! Возможные опасности показаны соседними символами.
Обозначает специальное сообщение о безопасности.
Означает «Примечание»; не связанные с безопасностью.
Эта группа символов означает Внимание! Осторожно! возможное ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ, ДВИЖУЩИЕСЯ ЧАСТИ и ГОРЯЧИЕ ЧАСТИ. Ознакомьтесь с приведенными ниже символами и соответствующими инструкциями для необходимых действий, чтобы избежать опасностей.
На этот продукт iBELL распространяется всесторонняя гарантия производителя сроком на 1 год, а также отличное послепродажное обслуживание по нашей специальной линии поддержки. Мы надеемся, что вы будете пользоваться своей покупкой долгие годы. Если вам требуется техническая поддержка, позвоните по БЕСПЛАТНОЙ линии поддержки для получения немедленной помощи. Гарантийные условия и порядок гарантийного обслуживания указаны в гарантийном талоне.
_____________________________
РАЗДЕЛ 1 МЕРЫ ПРЕДОСТОРОЖНОСТИ – ПРОЧТИТЕ ПЕРЕД ИСПОЛЬЗОВАНИЕМ
1-1.Использование символов
Означает Предупреждение! Осторожно! Эта процедура может быть опасной! Возможные опасности показаны соседними символами.
Обозначает специальное сообщение о безопасности.
Означает «Примечание»; не связанные с безопасностью.
Эта группа символов означает Внимание! Осторожно! возможное ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ, ДВИЖУЩИЕСЯ ЧАСТИ и ГОРЯЧИЕ ЧАСТИ. Ознакомьтесь с приведенными ниже символами и соответствующими инструкциями для необходимых действий, чтобы избежать опасностей. 1-2. Опасности дуговой сварки
Приведенные ниже символы используются в данном руководстве для привлечения внимания и обозначения возможных опасностей.Когда вы увидите этот символ, будьте осторожны и следуйте соответствующим инструкциям, чтобы избежать опасности. Приведенная ниже информация по технике безопасности является лишь кратким изложением более полной информации по технике безопасности, содержащейся в Стандартах безопасности, перечисленных в разделе NO TAG. Прочтите и соблюдайте все стандарты безопасности.
Только квалифицированные лица должны устанавливать, эксплуатировать, обслуживать и ремонтировать данное устройство.
Во время работы держите подальше всех, особенно детей.
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить.
Прикосновение к токоведущим частям может привести к смертельному поражению электрическим током или серьезным ожогам.Электрод и рабочая цепь находятся под напряжением, когда выход включен. Цепь входного питания и внутренние цепи машины также находятся под напряжением, когда питание включено.
1-2. Опасности дуговой сварки
Приведенные ниже символы используются в данном руководстве для привлечения внимания и обозначения возможных опасностей.Когда вы увидите этот символ, будьте осторожны и следуйте соответствующим инструкциям, чтобы избежать опасности. Приведенная ниже информация по технике безопасности является лишь кратким изложением более полной информации по технике безопасности, содержащейся в Стандартах безопасности, перечисленных в разделе NO TAG. Прочтите и соблюдайте все стандарты безопасности.
Только квалифицированные лица должны устанавливать, эксплуатировать, обслуживать и ремонтировать данное устройство.
Во время работы держите подальше всех, особенно детей.
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить.
Прикосновение к токоведущим частям может привести к смертельному поражению электрическим током или серьезным ожогам.Электрод и рабочая цепь находятся под напряжением, когда выход включен. Цепь входного питания и внутренние цепи машины также находятся под напряжением, когда питание включено. При полуавтоматической или автоматической сварке проволокой проволока, проволочный барабан, корпус приводного ролика и все металлические детали, соприкасающиеся со сварочной проволокой, находятся под напряжением. Неправильно установленное или неправильно заземленное оборудование представляет опасность.
Не прикасайтесь к токоведущим электрическим частям.
Надевайте сухие изолирующие перчатки без отверстий и защитную одежду.
Изолируйте себя от работы и земли, используя сухие изолирующие коврики или покрытия, достаточно большие, чтобы предотвратить любой физический контакт с работой или землей.Не используйте выход переменного тока во влажных помещениях, если движение ограничено или существует опасность падения.
Используйте выход переменного тока ТОЛЬКО, если это необходимо для процесса сварки.
Если требуется вывод переменного тока, используйте элемент управления удаленным выходом, если он присутствует на устройстве.
Перед установкой или обслуживанием этого оборудования отключите входное питание или остановите двигатель.
При полуавтоматической или автоматической сварке проволокой проволока, проволочный барабан, корпус приводного ролика и все металлические детали, соприкасающиеся со сварочной проволокой, находятся под напряжением. Неправильно установленное или неправильно заземленное оборудование представляет опасность.
Не прикасайтесь к токоведущим электрическим частям.
Надевайте сухие изолирующие перчатки без отверстий и защитную одежду.
Изолируйте себя от работы и земли, используя сухие изолирующие коврики или покрытия, достаточно большие, чтобы предотвратить любой физический контакт с работой или землей.Не используйте выход переменного тока во влажных помещениях, если движение ограничено или существует опасность падения.
Используйте выход переменного тока ТОЛЬКО, если это необходимо для процесса сварки.
Если требуется вывод переменного тока, используйте элемент управления удаленным выходом, если он присутствует на устройстве.
Перед установкой или обслуживанием этого оборудования отключите входное питание или остановите двигатель.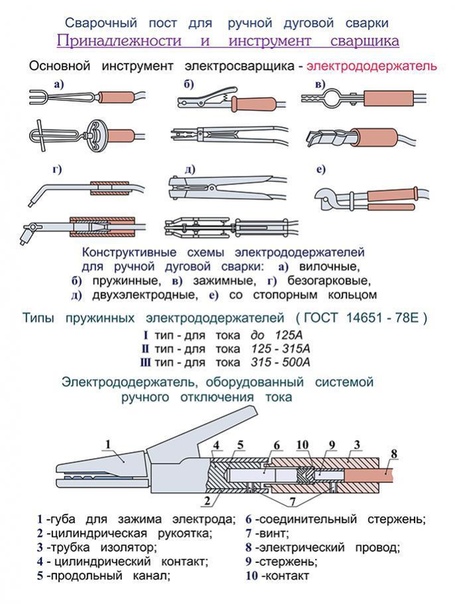 Входная мощность блокировки/маркировки согласно OSHA 29 CFR 1910.147 (см. Стандарты безопасности).
Надлежащим образом установите и заземлите данное оборудование в соответствии с руководством пользователя, а также национальными, государственными и местными нормами.Всегда проверяйте заземление источника питания и убедитесь, что провод заземления входного шнура питания правильно подключен к клемме заземления в распределительной коробке или что вилка шнура подключена к должным образом заземленной розетке.
При выполнении входных соединений сначала подсоедините надлежащий заземляющий провод, дважды проверьте соединения.
Часто проверяйте входной шнур питания на наличие повреждений или оголенных проводов, немедленно заменяйте шнур, если поврежденный оголенный провод может убить.
Выключайте все оборудование, когда оно не используется.
Не используйте изношенные, поврежденные, недостаточного размера или плохо сращенные кабели.Не накидывайте кабели на тело.
Если требуется заземление заготовки, заземлите ее напрямую отдельным кабелем, не используйте рабочий зажим или рабочий кабель.
Входная мощность блокировки/маркировки согласно OSHA 29 CFR 1910.147 (см. Стандарты безопасности).
Надлежащим образом установите и заземлите данное оборудование в соответствии с руководством пользователя, а также национальными, государственными и местными нормами.Всегда проверяйте заземление источника питания и убедитесь, что провод заземления входного шнура питания правильно подключен к клемме заземления в распределительной коробке или что вилка шнура подключена к должным образом заземленной розетке.
При выполнении входных соединений сначала подсоедините надлежащий заземляющий провод, дважды проверьте соединения.
Часто проверяйте входной шнур питания на наличие повреждений или оголенных проводов, немедленно заменяйте шнур, если поврежденный оголенный провод может убить.
Выключайте все оборудование, когда оно не используется.
Не используйте изношенные, поврежденные, недостаточного размера или плохо сращенные кабели.Не накидывайте кабели на тело.
Если требуется заземление заготовки, заземлите ее напрямую отдельным кабелем, не используйте рабочий зажим или рабочий кабель. Не прикасайтесь к электроду, если вы соприкасаетесь с рабочим, заземляющим или другим электродом другой машины.
Используйте только исправную технику. Немедленно отремонтируйте или замените поврежденные детали. Техническое обслуживание агрегата согласно инструкции.
Надевайте страховочный пояс, если работаете выше уровня пола. Держите все панели и крышки на своих местах.
Закрепите рабочий кабель с хорошим металлическим контактом с заготовкой или рабочим столом как можно ближе к сварному шву.Изолируйте рабочий зажим, когда он не соединен с заготовкой, чтобы предотвратить контакт с каким-либо металлическим предметом.
Не подключайте более одного электрода или рабочего кабеля к одной выходной клемме сварки.
ЗНАЧИТЕЛЬНОЕ НАПРЯЖЕНИЕ ПОСТОЯННОГО ТОКА возникает после отключения входного питания от инверторов.
Выключите инвертор, отключите входное питание и разрядите входные конденсаторы в соответствии с инструкциями в разделе «Техническое обслуживание», прежде чем прикасаться к каким-либо частям.
Не прикасайтесь к электроду, если вы соприкасаетесь с рабочим, заземляющим или другим электродом другой машины.
Используйте только исправную технику. Немедленно отремонтируйте или замените поврежденные детали. Техническое обслуживание агрегата согласно инструкции.
Надевайте страховочный пояс, если работаете выше уровня пола. Держите все панели и крышки на своих местах.
Закрепите рабочий кабель с хорошим металлическим контактом с заготовкой или рабочим столом как можно ближе к сварному шву.Изолируйте рабочий зажим, когда он не соединен с заготовкой, чтобы предотвратить контакт с каким-либо металлическим предметом.
Не подключайте более одного электрода или рабочего кабеля к одной выходной клемме сварки.
ЗНАЧИТЕЛЬНОЕ НАПРЯЖЕНИЕ ПОСТОЯННОГО ТОКА возникает после отключения входного питания от инверторов.
Выключите инвертор, отключите входное питание и разрядите входные конденсаторы в соответствии с инструкциями в разделе «Техническое обслуживание», прежде чем прикасаться к каким-либо частям. ДЫМ И ГАЗЫ могут быть опасны.
При сварке выделяются дым и газы. Вдыхание этих паров и газов может быть опасным для вашего здоровья.Держите голову подальше от дыма. Не вдыхайте пары.
Если внутри, проветрите помещение и/или используйте вытяжку на дуге для удаления сварочного дыма и газов.
Если вентиляция плохая, используйте утвержденный респиратор с подачей воздуха. Прочтите паспорта безопасности материалов (MSDS) и
инструкции производителя для металлов, расходных материалов, покрытий, чистящих и обезжиривающих средств. Работайте в замкнутом пространстве только при условии его хорошей вентиляции или в респираторе с подачей воздуха. Всегда имейте поблизости обученного сторожа.Сварочные дымы и газы могут вытеснять воздух и снижать уровень кислорода, вызывая травмы или смерть. Убедитесь, что воздух для дыхания безопасен. Не выполняйте сварку в местах, близких к операциям по обезжириванию, очистке или распылению. Тепло и лучи дуги могут реагировать с парами с образованием высокотоксичных и раздражающих газов.
ДЫМ И ГАЗЫ могут быть опасны.
При сварке выделяются дым и газы. Вдыхание этих паров и газов может быть опасным для вашего здоровья.Держите голову подальше от дыма. Не вдыхайте пары.
Если внутри, проветрите помещение и/или используйте вытяжку на дуге для удаления сварочного дыма и газов.
Если вентиляция плохая, используйте утвержденный респиратор с подачей воздуха. Прочтите паспорта безопасности материалов (MSDS) и
инструкции производителя для металлов, расходных материалов, покрытий, чистящих и обезжиривающих средств. Работайте в замкнутом пространстве только при условии его хорошей вентиляции или в респираторе с подачей воздуха. Всегда имейте поблизости обученного сторожа.Сварочные дымы и газы могут вытеснять воздух и снижать уровень кислорода, вызывая травмы или смерть. Убедитесь, что воздух для дыхания безопасен. Не выполняйте сварку в местах, близких к операциям по обезжириванию, очистке или распылению. Тепло и лучи дуги могут реагировать с парами с образованием высокотоксичных и раздражающих газов. Сварка закрытых контейнеров, таких как баки, бочки или трубы, может привести к их взрыву. От сварочной дуги могут разлетаться искры. Разлетающиеся искры, горячая заготовка и горячее оборудование могут вызвать возгорание и ожоги. Случайный контакт электрода с металлическими предметами может привести к возникновению искр, взрыву, перегреву или возгоранию.Прежде чем приступать к сварке, проверьте и убедитесь, что зона безопасна.
Защитите себя и других от летящих искр и горячего металла. Не выполняйте сварку там, где летящие искры могут ударить по горючему материалу. Удалите все легковоспламеняющиеся вещества в пределах 35 футов (10,7 м) от сварочной дуги. Если
это невозможно, плотно закройте их утвержденными крышками. Имейте в виду, что сварочные искры и горячие материалы от сварки могут
легко проходят через небольшие щели и отверстия на соседние участки. Следите за огнем и держите поблизости огнетушитель.Имейте в виду, что сварка потолка, пола, переборки или перегородки может
вызвать пожар на скрытой стороне.
Сварка закрытых контейнеров, таких как баки, бочки или трубы, может привести к их взрыву. От сварочной дуги могут разлетаться искры. Разлетающиеся искры, горячая заготовка и горячее оборудование могут вызвать возгорание и ожоги. Случайный контакт электрода с металлическими предметами может привести к возникновению искр, взрыву, перегреву или возгоранию.Прежде чем приступать к сварке, проверьте и убедитесь, что зона безопасна.
Защитите себя и других от летящих искр и горячего металла. Не выполняйте сварку там, где летящие искры могут ударить по горючему материалу. Удалите все легковоспламеняющиеся вещества в пределах 35 футов (10,7 м) от сварочной дуги. Если
это невозможно, плотно закройте их утвержденными крышками. Имейте в виду, что сварочные искры и горячие материалы от сварки могут
легко проходят через небольшие щели и отверстия на соседние участки. Следите за огнем и держите поблизости огнетушитель.Имейте в виду, что сварка потолка, пола, переборки или перегородки может
вызвать пожар на скрытой стороне.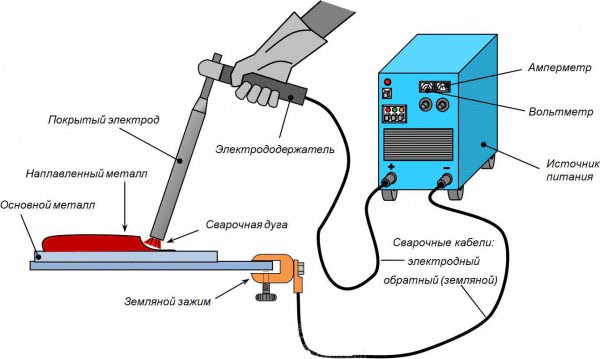 Не сваривайте закрытые контейнеры, такие как баки, бочки или трубы,
если они не подготовлены должным образом в соответствии с AWS F4.1 (см. Стандарты безопасности). Подключайте рабочий кабель к рабочему месту как можно ближе к месту сварки, чтобы предотвратить распространение сварочного тока длинными, возможно, неизвестными путями, что может привести к поражению электрическим током и пожару. Не используйте сварочный аппарат для оттаивания замерзших труб. Вынимайте стержневой электрод из держателя или отрезайте сварочную проволоку на контактном наконечнике, когда он не используется.Носите нежирную защитную одежду, такую как кожаные перчатки, плотную рубашку, брюки без манжет, высокие ботинки и кепку. Уберите с себя все горючие вещества, такие как бутановая зажигалка или спички, прежде чем приступать к сварочным работам.
ЛЕТАЮЩИЙ МЕТАЛЛ может повредить глаза.
Сварка, зачистка металлическими щетками и шлифовка вызывают искры и летящий металл. Когда сварные швы остывают, они могут отбрасывать шлак.
Не сваривайте закрытые контейнеры, такие как баки, бочки или трубы,
если они не подготовлены должным образом в соответствии с AWS F4.1 (см. Стандарты безопасности). Подключайте рабочий кабель к рабочему месту как можно ближе к месту сварки, чтобы предотвратить распространение сварочного тока длинными, возможно, неизвестными путями, что может привести к поражению электрическим током и пожару. Не используйте сварочный аппарат для оттаивания замерзших труб. Вынимайте стержневой электрод из держателя или отрезайте сварочную проволоку на контактном наконечнике, когда он не используется.Носите нежирную защитную одежду, такую как кожаные перчатки, плотную рубашку, брюки без манжет, высокие ботинки и кепку. Уберите с себя все горючие вещества, такие как бутановая зажигалка или спички, прежде чем приступать к сварочным работам.
ЛЕТАЮЩИЙ МЕТАЛЛ может повредить глаза.
Сварка, зачистка металлическими щетками и шлифовка вызывают искры и летящий металл. Когда сварные швы остывают, они могут отбрасывать шлак. Носите утвержденные защитные очки с боковыми щитками даже под сварочной маской.
НАКОПЛЕНИЕ ГАЗА может ранить или убить.
Отключайте подачу защитного газа, когда он не используется.Всегда проветривайте замкнутые пространства или используйте
сертифицированный респиратор с подачей воздуха.
ГОРЯЧИЕ ДЕТАЛИ могут вызвать сильные ожоги.
Не прикасайтесь к горячим частям голыми руками. Перед работой с пистолетом или
факел.
Владельцам кардиостимуляторов следует держаться подальше. Владельцам следует проконсультироваться со своим врачом, прежде чем
вблизи дуговой сварки, строжки или точечной сварки.
ШУМ может повредить слух.
Шум от некоторых процессов или оборудования может повредить слух. Носите одобренные средства защиты органов слуха, если уровень шума
высокий.
ЦИЛИНДРЫ могут взорваться при повреждении.Баллоны с защитным газом содержат газ под высоким давлением. При повреждении баллон может взорваться. Поскольку газовые баллоны обычно являются частью процесса сварки, обращайтесь с ними бережно.
Носите утвержденные защитные очки с боковыми щитками даже под сварочной маской.
НАКОПЛЕНИЕ ГАЗА может ранить или убить.
Отключайте подачу защитного газа, когда он не используется.Всегда проветривайте замкнутые пространства или используйте
сертифицированный респиратор с подачей воздуха.
ГОРЯЧИЕ ДЕТАЛИ могут вызвать сильные ожоги.
Не прикасайтесь к горячим частям голыми руками. Перед работой с пистолетом или
факел.
Владельцам кардиостимуляторов следует держаться подальше. Владельцам следует проконсультироваться со своим врачом, прежде чем
вблизи дуговой сварки, строжки или точечной сварки.
ШУМ может повредить слух.
Шум от некоторых процессов или оборудования может повредить слух. Носите одобренные средства защиты органов слуха, если уровень шума
высокий.
ЦИЛИНДРЫ могут взорваться при повреждении.Баллоны с защитным газом содержат газ под высоким давлением. При повреждении баллон может взорваться. Поскольку газовые баллоны обычно являются частью процесса сварки, обращайтесь с ними бережно.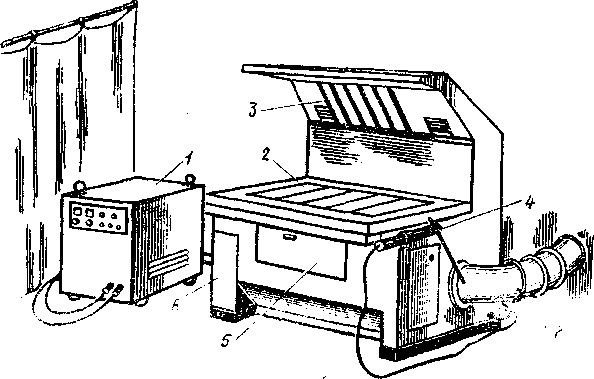 Защищайте баллоны со сжатым газом от перегрева, механических ударов, шлака, открытого огня, искр и дуг. Установите баллоны в вертикальном положении, закрепив их на стационарной опоре или стойке для баллонов, чтобы предотвратить их падение или опрокидывание. Держите баллоны подальше от сварки или других электрических цепей. Никогда не накидывайте сварочную горелку на газовый баллон.Никогда не позволяйте сварочному электроду касаться какого-либо цилиндра. Никогда не сваривайте баллон под давлением, это может привести к взрыву. Используйте только подходящие баллоны с защитным газом, регуляторы, шланги и фитинги, предназначенные для конкретного применения; поддерживать их и связанные с ними детали в хорошем состоянии. Отворачивайте лицо от выпускного отверстия клапана при открытии клапана баллона. Держите защитный колпачок на клапане, за исключением случаев, когда баллон используется или подключен для использования. Прочтите и следуйте инструкциям по баллонам со сжатым газом, сопутствующему оборудованию и публикации CGA P-1, перечисленной в Стандартах безопасности.
Защищайте баллоны со сжатым газом от перегрева, механических ударов, шлака, открытого огня, искр и дуг. Установите баллоны в вертикальном положении, закрепив их на стационарной опоре или стойке для баллонов, чтобы предотвратить их падение или опрокидывание. Держите баллоны подальше от сварки или других электрических цепей. Никогда не накидывайте сварочную горелку на газовый баллон.Никогда не позволяйте сварочному электроду касаться какого-либо цилиндра. Никогда не сваривайте баллон под давлением, это может привести к взрыву. Используйте только подходящие баллоны с защитным газом, регуляторы, шланги и фитинги, предназначенные для конкретного применения; поддерживать их и связанные с ними детали в хорошем состоянии. Отворачивайте лицо от выпускного отверстия клапана при открытии клапана баллона. Держите защитный колпачок на клапане, за исключением случаев, когда баллон используется или подключен для использования. Прочтите и следуйте инструкциям по баллонам со сжатым газом, сопутствующему оборудованию и публикации CGA P-1, перечисленной в Стандартах безопасности.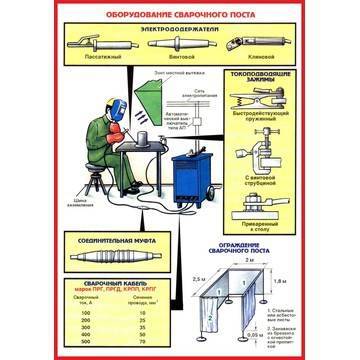 1-3. Дополнительные символы для установки, эксплуатации и обслуживания
Опасность ПОЖАРА ИЛИ ВЗРЫВА.
ДВИЖУЩИЕСЯ ЧАСТИ могут стать причиной травм.
Не устанавливайте и не размещайте устройство на горючих поверхностях, над ними или рядом с ними.
Не устанавливайте устройство рядом с легковоспламеняющимися материалами.
Не перегружайте электропроводку здания. Убедитесь, что система электропитания правильно рассчитана, рассчитана и защищена для работы с данным устройством.
Держитесь подальше от движущихся частей, таких как вентиляторы.
Держите все двери, панели, кожухи и ограждения закрытыми и надежно закрепленными.
ПАДЕНИЕ ПРИБОРА может привести к травме.Используйте подъемную проушину только для подъема агрегата, а НЕ ходовой части, газовых баллонов или любых других принадлежностей.
Используйте оборудование соответствующей мощности для подъема и поддержки блока.
Если для перемещения устройства используются подъемные вилы, убедитесь, что длина вил достаточна для того, чтобы выходить за пределы противоположной стороны устройства.
1-3. Дополнительные символы для установки, эксплуатации и обслуживания
Опасность ПОЖАРА ИЛИ ВЗРЫВА.
ДВИЖУЩИЕСЯ ЧАСТИ могут стать причиной травм.
Не устанавливайте и не размещайте устройство на горючих поверхностях, над ними или рядом с ними.
Не устанавливайте устройство рядом с легковоспламеняющимися материалами.
Не перегружайте электропроводку здания. Убедитесь, что система электропитания правильно рассчитана, рассчитана и защищена для работы с данным устройством.
Держитесь подальше от движущихся частей, таких как вентиляторы.
Держите все двери, панели, кожухи и ограждения закрытыми и надежно закрепленными.
ПАДЕНИЕ ПРИБОРА может привести к травме.Используйте подъемную проушину только для подъема агрегата, а НЕ ходовой части, газовых баллонов или любых других принадлежностей.
Используйте оборудование соответствующей мощности для подъема и поддержки блока.
Если для перемещения устройства используются подъемные вилы, убедитесь, что длина вил достаточна для того, чтобы выходить за пределы противоположной стороны устройства. ЧРЕЗМЕРНОЕ ИСПОЛЬЗОВАНИЕ может вызвать ПЕРЕГРЕВ
Разрешить период охлаждения; соблюдайте номинальный рабочий цикл. Уменьшите ток или уменьшите рабочий цикл перед
начинаем снова сваривать. Не блокируйте и не фильтруйте поток воздуха к устройству.
ВЧ ИЗЛУЧЕНИЕ может вызывать помехи.
Высокочастотный (H.F.) может мешать радионавигации, службам безопасности, компьютерам и средствам связи.
Поручайте эту установку только квалифицированным специалистам, знакомым с электронным оборудованием.
Пользователь несет ответственность за своевременное устранение квалифицированным электриком любых проблем с помехами, возникших в результате установки.
Если FCC уведомит о помехах, немедленно прекратите использование оборудования.
Регулярно проверяйте и обслуживайте установку.
Держите двери и панели высокочастотных источников плотно закрытыми, искровые промежутки должны быть установлены правильно, а также используйте заземление и экранирование, чтобы свести к минимуму возможность помех.СТАТИЧЕСКИЙ (ESD) может повредить печатные платы.
ЧРЕЗМЕРНОЕ ИСПОЛЬЗОВАНИЕ может вызвать ПЕРЕГРЕВ
Разрешить период охлаждения; соблюдайте номинальный рабочий цикл. Уменьшите ток или уменьшите рабочий цикл перед
начинаем снова сваривать. Не блокируйте и не фильтруйте поток воздуха к устройству.
ВЧ ИЗЛУЧЕНИЕ может вызывать помехи.
Высокочастотный (H.F.) может мешать радионавигации, службам безопасности, компьютерам и средствам связи.
Поручайте эту установку только квалифицированным специалистам, знакомым с электронным оборудованием.
Пользователь несет ответственность за своевременное устранение квалифицированным электриком любых проблем с помехами, возникших в результате установки.
Если FCC уведомит о помехах, немедленно прекратите использование оборудования.
Регулярно проверяйте и обслуживайте установку.
Держите двери и панели высокочастотных источников плотно закрытыми, искровые промежутки должны быть установлены правильно, а также используйте заземление и экранирование, чтобы свести к минимуму возможность помех.СТАТИЧЕСКИЙ (ESD) может повредить печатные платы. Наденьте заземленный антистатический браслет ПЕРЕД работой с платами или деталями.
Используйте подходящие антистатические пакеты и коробки для хранения, перемещения или транспортировки печатных плат.
ДВИЖУЩИЕСЯ ЧАСТИ могут стать причиной травм.
Держитесь подальше от движущихся частей. Держитесь подальше от точек защемления, таких как диск
рулоны.
СВАРОЧНАЯ ПРОВОЛОКА может привести к травме.
Не нажимайте на спусковой крючок пистолета, пока не будет получено соответствующее указание.
Не направляйте пистолет на какие-либо части тела, других людей или какой-либо металл при протягивании сварочной проволоки.
ДУГОВАЯ СВАРКА может вызвать помехи.Электромагнитная энергия может создавать помехи для чувствительного электронного оборудования, такого как компьютеры, и управляемого компьютером оборудования, такого как роботы.
Убедитесь, что все оборудование в зоне сварки электромагнитно совместимо.
Чтобы уменьшить возможные помехи, прокладывайте сварочные кабели как можно короче, близко друг к другу и низко, например, на полу.
Наденьте заземленный антистатический браслет ПЕРЕД работой с платами или деталями.
Используйте подходящие антистатические пакеты и коробки для хранения, перемещения или транспортировки печатных плат.
ДВИЖУЩИЕСЯ ЧАСТИ могут стать причиной травм.
Держитесь подальше от движущихся частей. Держитесь подальше от точек защемления, таких как диск
рулоны.
СВАРОЧНАЯ ПРОВОЛОКА может привести к травме.
Не нажимайте на спусковой крючок пистолета, пока не будет получено соответствующее указание.
Не направляйте пистолет на какие-либо части тела, других людей или какой-либо металл при протягивании сварочной проволоки.
ДУГОВАЯ СВАРКА может вызвать помехи.Электромагнитная энергия может создавать помехи для чувствительного электронного оборудования, такого как компьютеры, и управляемого компьютером оборудования, такого как роботы.
Убедитесь, что все оборудование в зоне сварки электромагнитно совместимо.
Чтобы уменьшить возможные помехи, прокладывайте сварочные кабели как можно короче, близко друг к другу и низко, например, на полу. Располагайте сварочные работы на расстоянии 100 метров от любого чувствительного электронного оборудования.
Убедитесь, что данный сварочный аппарат установлен и заземлен в соответствии с данным руководством.Если помехи по-прежнему возникают, пользователь должен принять дополнительные меры, например, переместить сварочный аппарат, использовать экранированные кабели, использовать сетевые фильтры или экранировать рабочую зону.
ВВЕДЕНИЕ
1. О сварке
Сварка — это производственный или скульптурный процесс, который соединяет материалы, обычно металлы или термопласты, путем использования высокой температуры для расплавления деталей и их охлаждения, что приводит к плавлению. Дуговая сварка использует электрическую дугу для расплавления рабочих материалов, а также присадочного материала (иногда называемого сварочным стержнем) для сварных соединений.Дуговая сварка включает в себя присоединение заземляющего провода к сварочному материалу или другой металлической поверхности. Другая проволока, известная как вывод электрода, помещается на свариваемый материал.
Располагайте сварочные работы на расстоянии 100 метров от любого чувствительного электронного оборудования.
Убедитесь, что данный сварочный аппарат установлен и заземлен в соответствии с данным руководством.Если помехи по-прежнему возникают, пользователь должен принять дополнительные меры, например, переместить сварочный аппарат, использовать экранированные кабели, использовать сетевые фильтры или экранировать рабочую зону.
ВВЕДЕНИЕ
1. О сварке
Сварка — это производственный или скульптурный процесс, который соединяет материалы, обычно металлы или термопласты, путем использования высокой температуры для расплавления деталей и их охлаждения, что приводит к плавлению. Дуговая сварка использует электрическую дугу для расплавления рабочих материалов, а также присадочного материала (иногда называемого сварочным стержнем) для сварных соединений.Дуговая сварка включает в себя присоединение заземляющего провода к сварочному материалу или другой металлической поверхности. Другая проволока, известная как вывод электрода, помещается на свариваемый материал. Как только свинец отрывается от материала, возникает электрическая дуга. Затем дуга расплавляет заготовки вместе с наполнителем, который помогает соединять детали.
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.Любые трещины, порезы, места износа и т. д. в сварочном кабеле могут снизить его токонесущую способность и привести к возникновению точек перегрева. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создать точки перегрева. потенциальные угрозы безопасности.
Инверторный сварочный аппарат iBELL MMA использует передовую технологию IGBT с полным мостом.Появление оборудования для дуговой сварки инверторного типа связано с появлением теории и устройства инверторного источника питания. Инверторный источник питания для дуговой сварки должен использовать устройство большой мощности IGBT, преобразовывать частоту сети 50 Гц в понижающее выпрямление, выводить источник постоянного тока большой мощности с помощью технологии широтно-импульсной модуляции (ШИМ), вес и объем главного трансформатора значительно уменьшены, эффективность увеличена.
Как только свинец отрывается от материала, возникает электрическая дуга. Затем дуга расплавляет заготовки вместе с наполнителем, который помогает соединять детали.
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.Любые трещины, порезы, места износа и т. д. в сварочном кабеле могут снизить его токонесущую способность и привести к возникновению точек перегрева. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создать точки перегрева. потенциальные угрозы безопасности.
Инверторный сварочный аппарат iBELL MMA использует передовую технологию IGBT с полным мостом.Появление оборудования для дуговой сварки инверторного типа связано с появлением теории и устройства инверторного источника питания. Инверторный источник питания для дуговой сварки должен использовать устройство большой мощности IGBT, преобразовывать частоту сети 50 Гц в понижающее выпрямление, выводить источник постоянного тока большой мощности с помощью технологии широтно-импульсной модуляции (ШИМ), вес и объем главного трансформатора значительно уменьшены, эффективность увеличена. увеличилась более чем на 30%. Эксперты считают выход инверторного сварочного аппарата одной из революций в индустрии сварочного оборудования.Эта машина может сваривать следующие типы металлов:
Тип металла
Тип электродов
Оборудование упаковано в прочные упаковки, разработанные специально для них. Тем не менее, всегда перед использованием оборудования убедитесь, что оно не было повреждено во время транспортировки. Также проверьте, получили ли вы то, что заказывали, и есть ли к нему инструкции.
Установите устройство на горизонтальной, твердой и чистой поверхности. Защитите его от сильного дождя и палящего солнца. Убедитесь, что охлаждающий воздух свободно циркулирует.
ИБЛ М220-76
1.Цифровой дисплей 2. Индикатор питания 3. Индикатор защиты 4. Защита от сбоев 5. Ручка регулировки тока 6. Ручка силы дуги 7. Гнездо быстрого подключения: выход сварочного аппарата (-) 8. Гнездо быстрого подключения: выход сварочного аппарата (+) 9. Вилка питания 10. Крепление шнура питания 11. Выключатель
Технические данные
Модель Номинальная потребляемая мощность
Напряжение
Коэффициент мощности КПД
IBL M200-77 1 фаза AC230V
15% 0,7 80%
IBL M220-76 1 фаза AC230V
15% 0,7 80%
Элементы управления и рабочие характеристики
Запуск машины
Когда машина включена, выполняется автотест; во время этого теста все светодиоды и дисплей отображали "888"; через несколько секунд светодиоды и дисплей выключаются.
увеличилась более чем на 30%. Эксперты считают выход инверторного сварочного аппарата одной из революций в индустрии сварочного оборудования.Эта машина может сваривать следующие типы металлов:
Тип металла
Тип электродов
Оборудование упаковано в прочные упаковки, разработанные специально для них. Тем не менее, всегда перед использованием оборудования убедитесь, что оно не было повреждено во время транспортировки. Также проверьте, получили ли вы то, что заказывали, и есть ли к нему инструкции.
Установите устройство на горизонтальной, твердой и чистой поверхности. Защитите его от сильного дождя и палящего солнца. Убедитесь, что охлаждающий воздух свободно циркулирует.
ИБЛ М220-76
1.Цифровой дисплей 2. Индикатор питания 3. Индикатор защиты 4. Защита от сбоев 5. Ручка регулировки тока 6. Ручка силы дуги 7. Гнездо быстрого подключения: выход сварочного аппарата (-) 8. Гнездо быстрого подключения: выход сварочного аппарата (+) 9. Вилка питания 10. Крепление шнура питания 11. Выключатель
Технические данные
Модель Номинальная потребляемая мощность
Напряжение
Коэффициент мощности КПД
IBL M200-77 1 фаза AC230V
15% 0,7 80%
IBL M220-76 1 фаза AC230V
15% 0,7 80%
Элементы управления и рабочие характеристики
Запуск машины
Когда машина включена, выполняется автотест; во время этого теста все светодиоды и дисплей отображали "888"; через несколько секунд светодиоды и дисплей выключаются. Горит только индикатор включения/выключения питания.
Аппарат готов к работе, когда на передней панели управления загорается светодиод включения питания с одним из четырех светодиодов команды режима сварки.
Элементы управления на передней панели
Ручка выходного тока: потенциометр, используемый для установки выходного тока, используемого во время сварки.
Arc Force: временные приращения выходного тока регулируются в диапазоне от 0 до 50% от тока, установленного с помощью регулятора выходного тока.
Светодиод включения/выключения питания: этот светодиод загорается, когда машина включена. Если этот светодиод мигает, это означает, что активна защита от превышения диапазона входного напряжения; Машина перезапускается автоматически, когда входное напряжение возвращается в правильный диапазон.Если машина не перезагружается автоматически, возможно, имеется внутреннее вспомогательное напряжение: для перезапуска машину необходимо выключить, а затем снова включить.
Примечание. Вентилятор может автоматически выключиться, если состояние ошибки сохраняется более 2 секунд.
Горит только индикатор включения/выключения питания.
Аппарат готов к работе, когда на передней панели управления загорается светодиод включения питания с одним из четырех светодиодов команды режима сварки.
Элементы управления на передней панели
Ручка выходного тока: потенциометр, используемый для установки выходного тока, используемого во время сварки.
Arc Force: временные приращения выходного тока регулируются в диапазоне от 0 до 50% от тока, установленного с помощью регулятора выходного тока.
Светодиод включения/выключения питания: этот светодиод загорается, когда машина включена. Если этот светодиод мигает, это означает, что активна защита от превышения диапазона входного напряжения; Машина перезапускается автоматически, когда входное напряжение возвращается в правильный диапазон.Если машина не перезагружается автоматически, возможно, имеется внутреннее вспомогательное напряжение: для перезапуска машину необходимо выключить, а затем снова включить.
Примечание. Вентилятор может автоматически выключиться, если состояние ошибки сохраняется более 2 секунд. Тепловой светодиод: этот индикатор загорается, когда машина перегревается, а выход отключен. Обычно это происходит при превышении рабочего цикла машины. Оставьте машину включенной, чтобы внутренние компоненты остыли.Когда индикатор погаснет, снова возможна нормальная работа.
Светодиод QC: этот индикатор загорается, когда машина перегревается или перегружается.
Счетчик: Счетчик отображает заданный сварочный ток перед сваркой и фактический сварочный ток во время сварки.
Другие элементы управления и функции
Выключатель питания: включает / выключает входную мощность машины.
Входной кабель: Подключите его к сети.
Вентилятор: эта машина оснащена вентилятором F.A.N. (Вентилятор по мере необходимости) схема внутри; вентилятор автоматически включается или выключается. Эта функция уменьшает количество грязи, которая может попасть внутрь машины, и снижает энергопотребление.При включении машины включается вентилятор. Вентилятор будет продолжать работать во время сварки. Если машина не выполняет сварку более пяти минут, вентилятор выключается.
Тепловой светодиод: этот индикатор загорается, когда машина перегревается, а выход отключен. Обычно это происходит при превышении рабочего цикла машины. Оставьте машину включенной, чтобы внутренние компоненты остыли.Когда индикатор погаснет, снова возможна нормальная работа.
Светодиод QC: этот индикатор загорается, когда машина перегревается или перегружается.
Счетчик: Счетчик отображает заданный сварочный ток перед сваркой и фактический сварочный ток во время сварки.
Другие элементы управления и функции
Выключатель питания: включает / выключает входную мощность машины.
Входной кабель: Подключите его к сети.
Вентилятор: эта машина оснащена вентилятором F.A.N. (Вентилятор по мере необходимости) схема внутри; вентилятор автоматически включается или выключается. Эта функция уменьшает количество грязи, которая может попасть внутрь машины, и снижает энергопотребление.При включении машины включается вентилятор. Вентилятор будет продолжать работать во время сварки. Если машина не выполняет сварку более пяти минут, вентилятор выключается. Плечевой ремень: для удобства транспортировки.
ИБЛ М 220-76
НЕТ.:
ЕН 60974-1
U0=70В
Х % I2 А
У2 В
20А/20,8В -160А/26,4В
30
60
100
160
90
70
26,4 23,8 22,8
U1:230 В I1max=35,5 А
I1эфф=15,9А
IP21S
ЧАС
*Испытания на нагрев проводились при температуре окружающей среды. * Рабочий цикл был определен при 40°C путем моделирования.ВЕНТИЛЯТОРНОЕ ОХЛАЖДЕНИЕ
ГРАФИЧЕСКИЕ СИМВОЛЫ И УКАЗАНИЯ
U1: номинальное входное напряжение AV (с допуском 10 %) I1max: номинальный максимальный входной ток I1eff: максимальный эффективный входной ток X: рабочий цикл
Соотношение заданного времени продолжительности/времени полного цикла. Примечание 1: Это соотношение должно быть в пределах 0~1 и может быть указано в процентах. Примечание 2: В этом стандарте время полного цикла составляет 10 минут. Например, если рабочий цикл составляет 60%, время приложения нагрузки должно быть 6 минут, а последующее время без нагрузки должно быть 4 минуты.
U0: Напряжение холостого хода Напряжение холостого хода вторичной обмотки.
Плечевой ремень: для удобства транспортировки.
ИБЛ М 220-76
НЕТ.:
ЕН 60974-1
U0=70В
Х % I2 А
У2 В
20А/20,8В -160А/26,4В
30
60
100
160
90
70
26,4 23,8 22,8
U1:230 В I1max=35,5 А
I1эфф=15,9А
IP21S
ЧАС
*Испытания на нагрев проводились при температуре окружающей среды. * Рабочий цикл был определен при 40°C путем моделирования.ВЕНТИЛЯТОРНОЕ ОХЛАЖДЕНИЕ
ГРАФИЧЕСКИЕ СИМВОЛЫ И УКАЗАНИЯ
U1: номинальное входное напряжение AV (с допуском 10 %) I1max: номинальный максимальный входной ток I1eff: максимальный эффективный входной ток X: рабочий цикл
Соотношение заданного времени продолжительности/времени полного цикла. Примечание 1: Это соотношение должно быть в пределах 0~1 и может быть указано в процентах. Примечание 2: В этом стандарте время полного цикла составляет 10 минут. Например, если рабочий цикл составляет 60%, время приложения нагрузки должно быть 6 минут, а последующее время без нагрузки должно быть 4 минуты.
U0: Напряжение холостого хода Напряжение холостого хода вторичной обмотки. U2: Напряжение нагрузки
Выходное напряжение номинальной нагрузки: U2=20+0.04I2V A/V--A/V: диапазон регулирования тока и соответствующее напряжение нагрузки. IP: степень защиты, например IP21S
Может использоваться в среде с высоким риском поражения электрическим током.
Внимательно прочтите данное руководство по эксплуатации перед использованием
Однофазный статический преобразователь частоты-трансформатор-выпрямитель
Символ однофазного источника питания переменного тока и номинальной частоты
: Символ ручной дуговой сварки металлическим электродом с покрытыми электродами.
: Не использовать на открытом воздухе
ЧАС
: Класс изоляции
: Не выбрасывайте электрические инструменты вместе с бытовым мусором..
УСТАНОВКА
Предупреждение! Все подключения должны выполняться после отключения питания.
Этот сварочный аппарат оснащен устройством компенсации напряжения питания, когда напряжение питания колеблется в диапазоне +5% от номинального напряжения, он может продолжать работать.
При использовании более длинного кабеля для уменьшения падения напряжения рекомендуется выбирать кабель большего сечения; если соединительный кабель слишком длинный, это может сильно повлиять на характеристики зажигания дуги сварочного аппарата или даже на другие характеристики системы.
U2: Напряжение нагрузки
Выходное напряжение номинальной нагрузки: U2=20+0.04I2V A/V--A/V: диапазон регулирования тока и соответствующее напряжение нагрузки. IP: степень защиты, например IP21S
Может использоваться в среде с высоким риском поражения электрическим током.
Внимательно прочтите данное руководство по эксплуатации перед использованием
Однофазный статический преобразователь частоты-трансформатор-выпрямитель
Символ однофазного источника питания переменного тока и номинальной частоты
: Символ ручной дуговой сварки металлическим электродом с покрытыми электродами.
: Не использовать на открытом воздухе
ЧАС
: Класс изоляции
: Не выбрасывайте электрические инструменты вместе с бытовым мусором..
УСТАНОВКА
Предупреждение! Все подключения должны выполняться после отключения питания.
Этот сварочный аппарат оснащен устройством компенсации напряжения питания, когда напряжение питания колеблется в диапазоне +5% от номинального напряжения, он может продолжать работать.
При использовании более длинного кабеля для уменьшения падения напряжения рекомендуется выбирать кабель большего сечения; если соединительный кабель слишком длинный, это может сильно повлиять на характеристики зажигания дуги сварочного аппарата или даже на другие характеристики системы. Поэтому мы предлагаем вам использовать рекомендуемую длину конфигурации (4,0 м).
1. Убедитесь, что вентиляционное отверстие сварочного аппарата не закрыто и не засорено во избежание выхода из строя системы охлаждения.
2. Убедитесь, что дополнительная клемма заземления (14) заземлена отдельно и надежно.
3. Убедитесь, что клемма заземления сетевой розетки заземлена отдельно и надежно. Для того, чтобы убедиться в безопасности.
4. Правильно подсоедините сварочные клещи (заземляющий зажим и электрододержатель) в соответствии со следующим рисунком.Во-первых, убедитесь, что кабель, сварочные клещи и быстроразъемные соединения надежно подключены.
5. Вставьте быстроразъемную вилку, которая соединяет электрододержатель, в быстроразъемную розетку с полярностью «+», а затем затяните ее с усилием по часовой стрелке.
6. Вставьте быстроразъемную вилку, соединяющую заземляющий зажим, в быстроразъемную розетку с полярностью «-» на панели сварочного аппарата, затяните ее с усилием по часовой стрелке, заземляющий зажим соединится с заготовкой.
Поэтому мы предлагаем вам использовать рекомендуемую длину конфигурации (4,0 м).
1. Убедитесь, что вентиляционное отверстие сварочного аппарата не закрыто и не засорено во избежание выхода из строя системы охлаждения.
2. Убедитесь, что дополнительная клемма заземления (14) заземлена отдельно и надежно.
3. Убедитесь, что клемма заземления сетевой розетки заземлена отдельно и надежно. Для того, чтобы убедиться в безопасности.
4. Правильно подсоедините сварочные клещи (заземляющий зажим и электрододержатель) в соответствии со следующим рисунком.Во-первых, убедитесь, что кабель, сварочные клещи и быстроразъемные соединения надежно подключены.
5. Вставьте быстроразъемную вилку, которая соединяет электрододержатель, в быстроразъемную розетку с полярностью «+», а затем затяните ее с усилием по часовой стрелке.
6. Вставьте быстроразъемную вилку, соединяющую заземляющий зажим, в быстроразъемную розетку с полярностью «-» на панели сварочного аппарата, затяните ее с усилием по часовой стрелке, заземляющий зажим соединится с заготовкой. 7. Обратите внимание на полярность подключения. При неправильном подключении может возникнуть нестабильная электрическая дуга, большие брызги и липкий сварочный стержень.8. Подключите вилку питания к соответствующему классу напряжения распределительной коробки в соответствии с классом входного напряжения сварочного аппарата, не подключайте напряжение по ошибке. При этом убедитесь, что допуск напряжения питания находится в допустимом диапазоне.
Предупреждение Поражение электрическим током может привести к смерти; В оборудовании сохраняется постоянный ток высокого напряжения даже после отключения питания, пожалуйста, не прикасайтесь к токоведущим частям оборудования. Неправильное напряжение питания может привести к повреждению оборудования. 9.Убедитесь, что вентиляционное отверстие сварочного аппарата не закрыто и не засорено во избежание выхода из строя системы охлаждения. 10. Рекомендуется, чтобы кабель питания был H07RN-F 3X2,5 мм2 (утвержден в соответствии с EN 50525-2-21), сварочный кабель должен быть H01N2-D 1X16 мм2, а внешний предохранитель должен быть 16А.
7. Обратите внимание на полярность подключения. При неправильном подключении может возникнуть нестабильная электрическая дуга, большие брызги и липкий сварочный стержень.8. Подключите вилку питания к соответствующему классу напряжения распределительной коробки в соответствии с классом входного напряжения сварочного аппарата, не подключайте напряжение по ошибке. При этом убедитесь, что допуск напряжения питания находится в допустимом диапазоне.
Предупреждение Поражение электрическим током может привести к смерти; В оборудовании сохраняется постоянный ток высокого напряжения даже после отключения питания, пожалуйста, не прикасайтесь к токоведущим частям оборудования. Неправильное напряжение питания может привести к повреждению оборудования. 9.Убедитесь, что вентиляционное отверстие сварочного аппарата не закрыто и не засорено во избежание выхода из строя системы охлаждения. 10. Рекомендуется, чтобы кабель питания был H07RN-F 3X2,5 мм2 (утвержден в соответствии с EN 50525-2-21), сварочный кабель должен быть H01N2-D 1X16 мм2, а внешний предохранитель должен быть 16А. Рекомендуемый держатель электрода 20% 160A (утвержден согласно EN 60974-11).
Помните МОЛЛЮСКИ
Теперь, когда вы готовы к сварке, вспомните CLAMS. Объединение всех этих точек воедино в один момент сварки может показаться сложным для размышлений, но с практикой это становится второй натурой, так что не отчаивайтесь! Сварка стержнем получила свое название не потому, что электрод похож на стержень, а потому, что все прикладывают стержень к заготовке, когда учатся сваривать.Текущая настройка
Правильная установка тока или силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Например, 1/8-дюймовый стержень 6010 хорошо работает от 75 до 125 ампер, а 5/32-дюймовый стержень 7018
сваривает на токах до 220 ампер. На боковой стороне коробки электродов обычно указаны рабочие диапазоны. Выберите силу тока в зависимости от толщины материала, положения сварки (приблизительно на 15 процентов меньше тепла при работе над головой по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом.
Рекомендуемый держатель электрода 20% 160A (утвержден согласно EN 60974-11).
Помните МОЛЛЮСКИ
Теперь, когда вы готовы к сварке, вспомните CLAMS. Объединение всех этих точек воедино в один момент сварки может показаться сложным для размышлений, но с практикой это становится второй натурой, так что не отчаивайтесь! Сварка стержнем получила свое название не потому, что электрод похож на стержень, а потому, что все прикладывают стержень к заготовке, когда учатся сваривать.Текущая настройка
Правильная установка тока или силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Например, 1/8-дюймовый стержень 6010 хорошо работает от 75 до 125 ампер, а 5/32-дюймовый стержень 7018
сваривает на токах до 220 ампер. На боковой стороне коробки электродов обычно указаны рабочие диапазоны. Выберите силу тока в зависимости от толщины материала, положения сварки (приблизительно на 15 процентов меньше тепла при работе над головой по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом. Большинство новых сварочных аппаратов имеют постоянную этикетку с рекомендациями по силе тока для различных электродов и толщины материала.Длина дуги
Правильная длина дуги зависит от электрода и применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода. Слишком близкое расположение электрода снижает сварочное напряжение. Это создает неустойчивую дугу, которая может погаснуть или привести к замерзанию стержня, а также образует сварной шов с высокой вершиной. Чрезмерно длинные дуги (слишком высокое напряжение) вызывают разбрызгивание, низкую скорость наплавки, подрезы и иногда пористость.Многие новички сваривают слишком длинной дугой, поэтому получаются шероховатые валики с большим количеством брызг. Небольшая практика покажет вам, что узкая контролируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол движения
Сварка стержнем в плоском, горизонтальном и потолочном положениях осуществляется методом протяжки или сварки наотмашь.
Большинство новых сварочных аппаратов имеют постоянную этикетку с рекомендациями по силе тока для различных электродов и толщины материала.Длина дуги
Правильная длина дуги зависит от электрода и применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода. Слишком близкое расположение электрода снижает сварочное напряжение. Это создает неустойчивую дугу, которая может погаснуть или привести к замерзанию стержня, а также образует сварной шов с высокой вершиной. Чрезмерно длинные дуги (слишком высокое напряжение) вызывают разбрызгивание, низкую скорость наплавки, подрезы и иногда пористость.Многие новички сваривают слишком длинной дугой, поэтому получаются шероховатые валики с большим количеством брызг. Небольшая практика покажет вам, что узкая контролируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол движения
Сварка стержнем в плоском, горизонтальном и потолочном положениях осуществляется методом протяжки или сварки наотмашь. Держите стержень перпендикулярно суставу и наклоните верхнюю часть электрода в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или движения вперед и наклоните верхнюю часть стержня на 15 градусов в сторону от направления движения.Манипуляции
Каждый сварщик манипулирует или сплетает электрод в уникальном стиле. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который дает хорошие результаты для вас. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение стержня обычно создает валик, который шире, чем необходимо. Во многих случаях простое прямолинейное движение работает нормально. Чтобы создать более широкий валик на более толстом материале, двигайте электродом из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов или в виде буквы Z, полукруга или заикания. -шаговый узор.Ограничьте движение из стороны в сторону до двух с половиной диаметров сердцевины электрода.
Держите стержень перпендикулярно суставу и наклоните верхнюю часть электрода в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или движения вперед и наклоните верхнюю часть стержня на 15 градусов в сторону от направления движения.Манипуляции
Каждый сварщик манипулирует или сплетает электрод в уникальном стиле. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который дает хорошие результаты для вас. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение стержня обычно создает валик, который шире, чем необходимо. Во многих случаях простое прямолинейное движение работает нормально. Чтобы создать более широкий валик на более толстом материале, двигайте электродом из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов или в виде буквы Z, полукруга или заикания. -шаговый узор.Ограничьте движение из стороны в сторону до двух с половиной диаметров сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или стрингеров. При сварке вертикально вверх сосредоточьтесь на сварке сторон соединения, а середина позаботится о себе сама. Сделайте небольшую паузу сбоку, чтобы дать остыть дальней стороне валика, а сварочная ванна наверстать упущенное и обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы двигались вперед слишком быстро и недостаточно долго держались по бокам.Скорость передвижения
Правильная скорость перемещения позволяет получить сварной шов с желаемым контуром (или выпуклостью), шириной и внешним видом. Отрегулируйте скорость перемещения так, чтобы дуга оставалась в пределах передней трети сварочной ванны. Низкие скорости перемещения позволяют получить широкий выпуклый валик с неглубоким проникновением. Чрезмерно высокие скорости перемещения также уменьшают проникновение, создают более узкий и/или сильно изогнутый валик и, возможно, подрезы. Несколько последних советов.
Чтобы покрыть более широкую область, сделайте несколько проходов или стрингеров. При сварке вертикально вверх сосредоточьтесь на сварке сторон соединения, а середина позаботится о себе сама. Сделайте небольшую паузу сбоку, чтобы дать остыть дальней стороне валика, а сварочная ванна наверстать упущенное и обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы двигались вперед слишком быстро и недостаточно долго держались по бокам.Скорость передвижения
Правильная скорость перемещения позволяет получить сварной шов с желаемым контуром (или выпуклостью), шириной и внешним видом. Отрегулируйте скорость перемещения так, чтобы дуга оставалась в пределах передней трети сварочной ванны. Низкие скорости перемещения позволяют получить широкий выпуклый валик с неглубоким проникновением. Чрезмерно высокие скорости перемещения также уменьшают проникновение, создают более узкий и/или сильно изогнутый валик и, возможно, подрезы. Несколько последних советов. Всегда помните, что вам нужен хороший обзор сварочной ванны. В противном случае вы не сможете обеспечить сварку в стыке, удерживая дугу на переднем крае ванны и используя нужное количество тепла (на самом деле вы можете увидеть, как лужа со слишком большим количеством тепла выкатывается из стыка).Для лучшего обзора держите голову в стороне и подальше от дыма, чтобы вы могли легко увидеть лужу.
Также помните, что вы учитесь на ошибках. Нет ничего постыдного в шлифовке плохих сварных швов. Фактически, профессиональные сварщики создают идеальные сварные швы, распознавая дефекты, зашлифовывая их и повторно сваривая.
СРАВНИТЕЛЬНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
ЭКСПЛУАТАЦИЯ
Запрещается сварка в местах, где есть опасность возгорания или взрыва! СВАРОЧНЫЕ ПРОЦЕССЫ
При ручной металлической дуге (ММА) присадочный материал расплавляется от электрода до сварочной ванны.Скорость сварочного тока выбирается в зависимости от размера используемого электрода и положения сварки. Дуга образуется между кончиком электрода и свариваемым изделием.
Всегда помните, что вам нужен хороший обзор сварочной ванны. В противном случае вы не сможете обеспечить сварку в стыке, удерживая дугу на переднем крае ванны и используя нужное количество тепла (на самом деле вы можете увидеть, как лужа со слишком большим количеством тепла выкатывается из стыка).Для лучшего обзора держите голову в стороне и подальше от дыма, чтобы вы могли легко увидеть лужу.
Также помните, что вы учитесь на ошибках. Нет ничего постыдного в шлифовке плохих сварных швов. Фактически, профессиональные сварщики создают идеальные сварные швы, распознавая дефекты, зашлифовывая их и повторно сваривая.
СРАВНИТЕЛЬНАЯ ТАБЛИЦА СВАРНЫХ СОЕДИНЕНИЙ
ЭКСПЛУАТАЦИЯ
Запрещается сварка в местах, где есть опасность возгорания или взрыва! СВАРОЧНЫЕ ПРОЦЕССЫ
При ручной металлической дуге (ММА) присадочный материал расплавляется от электрода до сварочной ванны.Скорость сварочного тока выбирается в зависимости от размера используемого электрода и положения сварки. Дуга образуется между кончиком электрода и свариваемым изделием. Плавящееся покрытие электрода образует газ и шлак, которые защищают сварочную ванну. Шлак, затвердевший над сварным швом, удаляют после сварки, т.е. с отбойным молотком.
ЭКСПЛУАТАЦИОННЫЕ ФУНКЦИИ Внимание! Убедитесь, что соединения сварочного кабеля и кабеля заземления затянуты. Если соединение
слабый, это приведет к падению напряжения, что приведет к нагреву соединения.Предупреждение! Во время сварки запрещается отсоединять какую-либо вилку или кабель, иначе это приведет к
Опасность для жизни и серьезное повреждение машины.
1. Всегда закрепляйте зажим кабеля заземления непосредственно на свариваемой детали. Очистите соединительную поверхность зажима заземления.
от краски и ржавчины. Аккуратно подсоединяйте зажим, чтобы контактная поверхность была как можно больше. 2. Переведите выключатель питания на задней панели в положение «ON». Охлаждающий вентилятор внутри машины должен
приступайте к работе после начала сварки. IBL MMA220-76 оснащен технологией автоматического охлаждения; вентилятор будет работать только при начале сварки и способствует охлаждению внутреннего контура и компонентов.
Плавящееся покрытие электрода образует газ и шлак, которые защищают сварочную ванну. Шлак, затвердевший над сварным швом, удаляют после сварки, т.е. с отбойным молотком.
ЭКСПЛУАТАЦИОННЫЕ ФУНКЦИИ Внимание! Убедитесь, что соединения сварочного кабеля и кабеля заземления затянуты. Если соединение
слабый, это приведет к падению напряжения, что приведет к нагреву соединения.Предупреждение! Во время сварки запрещается отсоединять какую-либо вилку или кабель, иначе это приведет к
Опасность для жизни и серьезное повреждение машины.
1. Всегда закрепляйте зажим кабеля заземления непосредственно на свариваемой детали. Очистите соединительную поверхность зажима заземления.
от краски и ржавчины. Аккуратно подсоединяйте зажим, чтобы контактная поверхность была как можно больше. 2. Переведите выключатель питания на задней панели в положение «ON». Охлаждающий вентилятор внутри машины должен
приступайте к работе после начала сварки. IBL MMA220-76 оснащен технологией автоматического охлаждения; вентилятор будет работать только при начале сварки и способствует охлаждению внутреннего контура и компонентов. Всегда запускайте и останавливайте машину с помощью главного выключателя, никогда не используйте вилку в качестве выключателя! 3. В соответствии с толщиной сварочной заготовки, диаметром сварочного стержня, рабочим положением.
и технологические потребности, убедитесь, что сварочный ток подходит. 4. Зажмите сварочный пруток на электрододержателе, аппарат находится в режиме ручной сварки и в
состояние ожидания. 5. Выберите подходящий сварочный ток, регулируя ручку (1) в соответствии с толщиной и обработкой.
приемы свариваемой детали, диаметр сварочной проволоки, рабочее положение и технология
потребности, убедитесь, что сварочный ток подходит.Как правило, сварочный ток соответствует сварочному электроду в соответствии со следующим:
Диаметр сварочного стержня/мм Сварочный ток/А
1,6 40
2,0 55
2,5 80
3,2 115
4.0
5,0
5,8
160
190-260
250-300
Толщина свариваемой стали и диаметр выбранного сварочного электрода:
Толщина
1-2
2-5
5-10
Более 10
стальной лист /мм
Диаметр сварочного стержня /мм
1-2,5
2,5-4
3,2-5,8
4-8
Сварочный дым может быть опасен для вашего здоровья, следите за тем, чтобы во время сварки была обеспечена достаточная вентиляция! Никогда не смотрите на дугу без лицевого щитка, предназначенного для дуговой сварки! Защитите себя и свое окружение от дуги и горячих брызг!
Рекомендуется сначала попробовать сварку и скорость сварочного тока на чем-то другом, а не на фактическом изделии.
Всегда запускайте и останавливайте машину с помощью главного выключателя, никогда не используйте вилку в качестве выключателя! 3. В соответствии с толщиной сварочной заготовки, диаметром сварочного стержня, рабочим положением.
и технологические потребности, убедитесь, что сварочный ток подходит. 4. Зажмите сварочный пруток на электрододержателе, аппарат находится в режиме ручной сварки и в
состояние ожидания. 5. Выберите подходящий сварочный ток, регулируя ручку (1) в соответствии с толщиной и обработкой.
приемы свариваемой детали, диаметр сварочной проволоки, рабочее положение и технология
потребности, убедитесь, что сварочный ток подходит.Как правило, сварочный ток соответствует сварочному электроду в соответствии со следующим:
Диаметр сварочного стержня/мм Сварочный ток/А
1,6 40
2,0 55
2,5 80
3,2 115
4.0
5,0
5,8
160
190-260
250-300
Толщина свариваемой стали и диаметр выбранного сварочного электрода:
Толщина
1-2
2-5
5-10
Более 10
стальной лист /мм
Диаметр сварочного стержня /мм
1-2,5
2,5-4
3,2-5,8
4-8
Сварочный дым может быть опасен для вашего здоровья, следите за тем, чтобы во время сварки была обеспечена достаточная вентиляция! Никогда не смотрите на дугу без лицевого щитка, предназначенного для дуговой сварки! Защитите себя и свое окружение от дуги и горячих брызг!
Рекомендуется сначала попробовать сварку и скорость сварочного тока на чем-то другом, а не на фактическом изделии. Вы можете начать сварку после того, как сделали необходимые выборы. Дуга зажигается, царапая сварочную деталь электродом. Длину дуги регулируют, удерживая кончик электрода на подходящем расстоянии от свариваемого изделия. Подходящая длина дуги обычно составляет около половины диаметра проволоки сердечника электрода. Когда дуга загорится, медленно переместите электрод вперед, наклонив его прибл. Угол вытягивания 10-15. При необходимости отрегулируйте текущее значение.
ВАЖНО: не удавайте рабочую часть с электродом, поскольку он может быть поврежден, что затрудняет зажигание дуги.Как только дуга зажглась, старайтесь держать ее на расстоянии от заготовки, равном диаметру электрода. Это расстояние должно сохраняться как можно более постоянным в процессе сварки. Угол электрода в направлении, в котором вы работаете, должен быть 20/30.
ВАЖНО: Всегда используйте щипцы или плоскогубцы для извлечения отработанных электродов и перемещения только что сваренных деталей. Обратите внимание, что электрододержатель (1) всегда должен быть опущен, чтобы он был изолирован после завершения сварочных работ.
Вы можете начать сварку после того, как сделали необходимые выборы. Дуга зажигается, царапая сварочную деталь электродом. Длину дуги регулируют, удерживая кончик электрода на подходящем расстоянии от свариваемого изделия. Подходящая длина дуги обычно составляет около половины диаметра проволоки сердечника электрода. Когда дуга загорится, медленно переместите электрод вперед, наклонив его прибл. Угол вытягивания 10-15. При необходимости отрегулируйте текущее значение.
ВАЖНО: не удавайте рабочую часть с электродом, поскольку он может быть поврежден, что затрудняет зажигание дуги.Как только дуга зажглась, старайтесь держать ее на расстоянии от заготовки, равном диаметру электрода. Это расстояние должно сохраняться как можно более постоянным в процессе сварки. Угол электрода в направлении, в котором вы работаете, должен быть 20/30.
ВАЖНО: Всегда используйте щипцы или плоскогубцы для извлечения отработанных электродов и перемещения только что сваренных деталей. Обратите внимание, что электрододержатель (1) всегда должен быть опущен, чтобы он был изолирован после завершения сварочных работ. Не удаляйте шлак, пока шов не остынет. Если вы хотите продолжить сварку после прерывания, шлак от первой попытки должен быть сначала удален.
При срабатывании термостата из-за перегрева агрегата загорается желтая сигнальная лампочка перегрева. Вентилятор охладит установку, и после того, как сигнальная лампочка погаснет, установка снова будет готова к сварке.
Для новичков первая трудность – заправить дугу. Для достижения наилучших результатов действуйте следующим образом:
Проверьте силу тока и электрод на куске лома.Держите электрод примерно на 2 см выше начала сустава и держите лицевой щиток перед лицом. Прикоснитесь электродом к заготовке и несколько раз проведите им по заготовке и от нее, чтобы зажечь дугу, как если бы вы чиркали спичкой. Может случиться так, что отрыв электрода будет недостаточно быстрым, что может привести к прилипанию электрода к заготовке. Снимите электрод сильным боковым рывком. (Если это не сработает, освободите электрод от зажима на электрододержателе, затем плоскогубцами или щипцами снимите электрод с заготовки).
Не удаляйте шлак, пока шов не остынет. Если вы хотите продолжить сварку после прерывания, шлак от первой попытки должен быть сначала удален.
При срабатывании термостата из-за перегрева агрегата загорается желтая сигнальная лампочка перегрева. Вентилятор охладит установку, и после того, как сигнальная лампочка погаснет, установка снова будет готова к сварке.
Для новичков первая трудность – заправить дугу. Для достижения наилучших результатов действуйте следующим образом:
Проверьте силу тока и электрод на куске лома.Держите электрод примерно на 2 см выше начала сустава и держите лицевой щиток перед лицом. Прикоснитесь электродом к заготовке и несколько раз проведите им по заготовке и от нее, чтобы зажечь дугу, как если бы вы чиркали спичкой. Может случиться так, что отрыв электрода будет недостаточно быстрым, что может привести к прилипанию электрода к заготовке. Снимите электрод сильным боковым рывком. (Если это не сработает, освободите электрод от зажима на электрододержателе, затем плоскогубцами или щипцами снимите электрод с заготовки). Наблюдайте за дугой через линзу лицевого щитка и поддерживайте длину дуги примерно в 1,5 раза больше диаметра электрода. Длина дуги очень важна, так как она влияет на сварочный ток и сварочное напряжение.
Неправильная сила тока приводит к некачественному, слабому соединению.
Держите электрод под углом примерно 70 80 к заготовке в направлении движения. Если угол слишком большой, шлак может проникнуть в шов; если угол слишком мал, дуга трепещет и разбрызгивает расплавленный металл.В обоих случаях получается слабое пористое соединение.
Убедитесь, что длина дуги остается постоянной, непрерывно подавая электрод к заготовке по мере продвижения вниз по стыку. В конце сустава; Аккуратно потяните электрод вниз от стыка, чтобы не образовалась пористая воронка на конце.
Подождите, пока соединение полностью не остынет, прежде чем удалять шлак. Если вы хотите продолжить сварку шва после перерыва, шлак в конце шва должен быть удален в первую очередь. Зажгите дугу в стыке и расплавьте электрод в точке, где встречаются два стыка.
Наблюдайте за дугой через линзу лицевого щитка и поддерживайте длину дуги примерно в 1,5 раза больше диаметра электрода. Длина дуги очень важна, так как она влияет на сварочный ток и сварочное напряжение.
Неправильная сила тока приводит к некачественному, слабому соединению.
Держите электрод под углом примерно 70 80 к заготовке в направлении движения. Если угол слишком большой, шлак может проникнуть в шов; если угол слишком мал, дуга трепещет и разбрызгивает расплавленный металл.В обоих случаях получается слабое пористое соединение.
Убедитесь, что длина дуги остается постоянной, непрерывно подавая электрод к заготовке по мере продвижения вниз по стыку. В конце сустава; Аккуратно потяните электрод вниз от стыка, чтобы не образовалась пористая воронка на конце.
Подождите, пока соединение полностью не остынет, прежде чем удалять шлак. Если вы хотите продолжить сварку шва после перерыва, шлак в конце шва должен быть удален в первую очередь. Зажгите дугу в стыке и расплавьте электрод в точке, где встречаются два стыка. ВНИМАНИЕ: Всегда используйте щипцы, плоскогубцы или подобный инструмент для удаления использованных горячих электродов или для перемещения горячих свариваемых деталей. Убедитесь, что держатель электрода находится на изолированной поверхности во время перерыва. Всегда выключайте сварочный аппарат после окончания работы и во время перерывов, а также всегда отключайте аппарат от сети.
После подключения электрических соединений, как описано, выполните следующие действия:
Удерживая рычажок на электрододержателе, вставьте непокрытую часть электрода в электрододержатель.Закрепите кабель заземления на заготовке. Убедитесь, что между заготовкой и зажимом заземления имеется хорошее электрическое соединение.
Включите аппарат и отрегулируйте сварочный ток с помощью маховика. Сварочный ток необходимо выбирать в зависимости от размера заготовки и типа электрода.
Держите защитную маску перед лицом и ударьте кончиком электрода по заготовке, как если бы вы зажигали спичку. Это лучший способ начать дугу.
ВНИМАНИЕ: Всегда используйте щипцы, плоскогубцы или подобный инструмент для удаления использованных горячих электродов или для перемещения горячих свариваемых деталей. Убедитесь, что держатель электрода находится на изолированной поверхности во время перерыва. Всегда выключайте сварочный аппарат после окончания работы и во время перерывов, а также всегда отключайте аппарат от сети.
После подключения электрических соединений, как описано, выполните следующие действия:
Удерживая рычажок на электрододержателе, вставьте непокрытую часть электрода в электрододержатель.Закрепите кабель заземления на заготовке. Убедитесь, что между заготовкой и зажимом заземления имеется хорошее электрическое соединение.
Включите аппарат и отрегулируйте сварочный ток с помощью маховика. Сварочный ток необходимо выбирать в зависимости от размера заготовки и типа электрода.
Держите защитную маску перед лицом и ударьте кончиком электрода по заготовке, как если бы вы зажигали спичку. Это лучший способ начать дугу.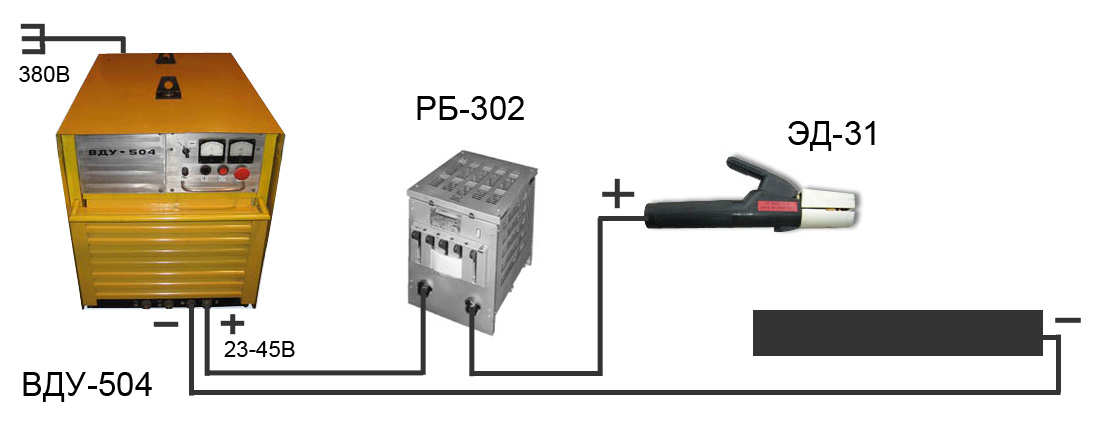 ВНИМАНИЕ: Не стучите электродом по заготовке, так как это может повредить покрытие электрода, что затруднит зажигание дуги.Как только вы зажгли дугу, постарайтесь сохранить постоянную длину дуги. Длина дуги должна примерно в 1-1,5 раза превышать диаметр электрода. Длина дуги должна быть как можно более постоянной. Держите электрод под углом примерно 70 - 80 к заготовке.
ОСТОРОЖНОСТЬ:
ВЕНТИЛЯТОР автоматически выключится, как только внутренний контур и компоненты остынут. Всегда ВЫКЛЮЧАЙТЕ сварочный аппарат после ВЫКЛЮЧЕНИЯ ВЕНТИЛЯТОРА, это продлит срок службы цепи и компонентов.
сварной шов
Внешний вид в зависимости от силы тока:
Дуга слишком короткая: когда дуга слишком короткая, образуются неравномерные массы свариваемого металла с включениями шлака.Слишком длинная дуга: длинная дуга приводит к плохому проплавлению основного металла, образованию пузырей и брызг расплавленного металла. Возможно изготовление дефектного соединения.
Внешний вид в зависимости от скорости продвижения:
Слишком низкая скорость подачи: Приводит к большому отложению и меньшей длине.
ВНИМАНИЕ: Не стучите электродом по заготовке, так как это может повредить покрытие электрода, что затруднит зажигание дуги.Как только вы зажгли дугу, постарайтесь сохранить постоянную длину дуги. Длина дуги должна примерно в 1-1,5 раза превышать диаметр электрода. Длина дуги должна быть как можно более постоянной. Держите электрод под углом примерно 70 - 80 к заготовке.
ОСТОРОЖНОСТЬ:
ВЕНТИЛЯТОР автоматически выключится, как только внутренний контур и компоненты остынут. Всегда ВЫКЛЮЧАЙТЕ сварочный аппарат после ВЫКЛЮЧЕНИЯ ВЕНТИЛЯТОРА, это продлит срок службы цепи и компонентов.
сварной шов
Внешний вид в зависимости от силы тока:
Дуга слишком короткая: когда дуга слишком короткая, образуются неравномерные массы свариваемого металла с включениями шлака.Слишком длинная дуга: длинная дуга приводит к плохому проплавлению основного металла, образованию пузырей и брызг расплавленного металла. Возможно изготовление дефектного соединения.
Внешний вид в зависимости от скорости продвижения:
Слишком низкая скорость подачи: Приводит к большому отложению и меньшей длине. Приводит к излишне высокому расходу электрода и потерям рабочего времени. Слишком высокая скорость продвижения: приводит к недостаточному проникновению в основной материал, узкому и высокому шву и большим отложениям шлака, которые трудно удалить.
Внешний вид в зависимости от силы тока:
Слишком низкая сила тока: Плохое проникновение, легкое прилипание, очень неравномерный корд, затрудненное удаление шлака.Слишком высокая сила тока: Очень широкий шнур с чрезмерным проникновением в основной материал брызги расплавленного металла и глубокая воронка. Высокая сила тока также может вызвать незначительные поломки внутри материала.
Высококачественный сварной шов: при правильной длине дуги, скорости подачи, силе тока и наклоне электрода получается равномерный корд, мелкая сетка и стык без пористости и шлаковых включений.
Суставы
Существует два основных типа сварного соединения: стыковые соединения и угловые соединения (внешний угол, внутренний угол и наложение).Стыковые соединения
При сварке стыкового соединения с материалом толщиной до 2 мм все грани материала должны соприкасаться друг с другом.
Приводит к излишне высокому расходу электрода и потерям рабочего времени. Слишком высокая скорость продвижения: приводит к недостаточному проникновению в основной материал, узкому и высокому шву и большим отложениям шлака, которые трудно удалить.
Внешний вид в зависимости от силы тока:
Слишком низкая сила тока: Плохое проникновение, легкое прилипание, очень неравномерный корд, затрудненное удаление шлака.Слишком высокая сила тока: Очень широкий шнур с чрезмерным проникновением в основной материал брызги расплавленного металла и глубокая воронка. Высокая сила тока также может вызвать незначительные поломки внутри материала.
Высококачественный сварной шов: при правильной длине дуги, скорости подачи, силе тока и наклоне электрода получается равномерный корд, мелкая сетка и стык без пористости и шлаковых включений.
Суставы
Существует два основных типа сварного соединения: стыковые соединения и угловые соединения (внешний угол, внутренний угол и наложение).Стыковые соединения
При сварке стыкового соединения с материалом толщиной до 2 мм все грани материала должны соприкасаться друг с другом. Для более толстых материалов используйте «Таблицу А» в качестве руководства.
Таблица A Наружные угловые соединения
Т =
Горизонтальная заготовка
г
знак равно
2 3 мм 0,5 1,5 мм
Лицо
д =
Вертикальная заготовка
д =
1 2 мм 1 1,5 мм
3 4 мм 1,5 2,5 мм
2 3 мм 1,5 2,5 мм
4 5 мм 2 3 мм
3 4 мм 2 3 мм
Этого соединения очень просто добиться, но оно нецелесообразно для материалов толщиной более 10 мм. Для материалов толще 10 мм рекомендуется подготовить шов, как показано на рисунке.Внутренний угловой шов. Этот шов очень прост в исполнении и используется для материалов толщиной не более 10 мм. Значение «d» (см. иллюстрацию) должно быть минимальным и всегда должно быть меньше 2 мм.
Соединения внахлест
Наиболее распространена подготовка с кромками под прямым углом; шов завершается стандартным угловым швом. Материалы должны располагаться как можно ближе друг к другу.
Плоские стыковые соединения
Сварку необходимо выполнять за одну операцию с достаточным проплавлением основного материала.По этой причине важно хорошо подготовиться.
Для более толстых материалов используйте «Таблицу А» в качестве руководства.
Таблица A Наружные угловые соединения
Т =
Горизонтальная заготовка
г
знак равно
2 3 мм 0,5 1,5 мм
Лицо
д =
Вертикальная заготовка
д =
1 2 мм 1 1,5 мм
3 4 мм 1,5 2,5 мм
2 3 мм 1,5 2,5 мм
4 5 мм 2 3 мм
3 4 мм 2 3 мм
Этого соединения очень просто добиться, но оно нецелесообразно для материалов толщиной более 10 мм. Для материалов толще 10 мм рекомендуется подготовить шов, как показано на рисунке.Внутренний угловой шов. Этот шов очень прост в исполнении и используется для материалов толщиной не более 10 мм. Значение «d» (см. иллюстрацию) должно быть минимальным и всегда должно быть меньше 2 мм.
Соединения внахлест
Наиболее распространена подготовка с кромками под прямым углом; шов завершается стандартным угловым швом. Материалы должны располагаться как можно ближе друг к другу.
Плоские стыковые соединения
Сварку необходимо выполнять за одну операцию с достаточным проплавлением основного материала.По этой причине важно хорошо подготовиться. На качество сварки влияют следующие факторы:
следующим образом: сила тока, расстояние между кромками свариваемых материалов, наклон электрода и диаметр электрода.
Электрод должен быть наклонен приблизительно под углом 45/55° к
горизонтальная плоскость, проходящая через ось сварного шва. Имейте в виду, что увеличение наклона увеличивает проникновение и наоборот.
Для предотвращения или уменьшения деформации, которая может возникнуть при затвердевании
материала рекомендуется, по возможности, фиксировать заготовки в зажимном устройстве или подобном устройстве, которое оказывает усилие в направлении, противоположном ожидаемому сжатию или деформации.Избегайте придания жесткости сварной конструкции, чтобы предотвратить разрыв сварного шва. Эти
трудности можно уменьшить, если есть возможность повернуть заготовку так, чтобы конструкцию можно было сварить в двух противоположных местах. В этом случае электрод должен быть наклонен под углом 50/70° к вертикальной оси, проходящей через сустав. Постепенно продвигайтесь вперед с легкими поперечными колебаниями
Вертикальные стыковые соединения
До толщины материала 4 мм нет необходимости делать фаску на торце заготовки.
На качество сварки влияют следующие факторы:
следующим образом: сила тока, расстояние между кромками свариваемых материалов, наклон электрода и диаметр электрода.
Электрод должен быть наклонен приблизительно под углом 45/55° к
горизонтальная плоскость, проходящая через ось сварного шва. Имейте в виду, что увеличение наклона увеличивает проникновение и наоборот.
Для предотвращения или уменьшения деформации, которая может возникнуть при затвердевании
материала рекомендуется, по возможности, фиксировать заготовки в зажимном устройстве или подобном устройстве, которое оказывает усилие в направлении, противоположном ожидаемому сжатию или деформации.Избегайте придания жесткости сварной конструкции, чтобы предотвратить разрыв сварного шва. Эти
трудности можно уменьшить, если есть возможность повернуть заготовку так, чтобы конструкцию можно было сварить в двух противоположных местах. В этом случае электрод должен быть наклонен под углом 50/70° к вертикальной оси, проходящей через сустав. Постепенно продвигайтесь вперед с легкими поперечными колебаниями
Вертикальные стыковые соединения
До толщины материала 4 мм нет необходимости делать фаску на торце заготовки.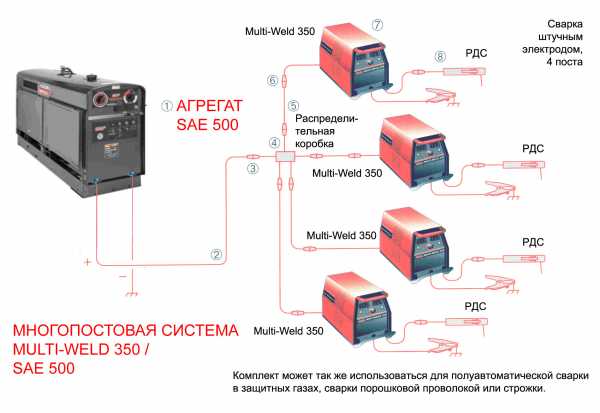 Держите электрод под углом 90 + 15, как показано на рисунке, при сварке соединения.Сила тока должна быть установлена на том же уровне, что и для аналогичной работы на ровной поверхности.
Горизонтальные стыковые соединения
До толщины приблизительно 4 мм нет необходимости в подготовке соединения. Используемый метод сварки может быть нисходящим, используемым для более тонких заготовок, или восходящим для общего использования. Держите электрод на перпендикулярной плоскости с наклоном 90 120 к оси сустава. Переместите электрод в форме буквы U по стыку, подчеркнув нижнюю часть буквы U. Когда расплавленный металл слишком горячий, переместите электрод вверх.Сила тока для этого типа соединения обычно может быть установлена на 10-15% ниже, чем сила тока, необходимая для аналогичных работ на плоской поверхности. Для достижения хорошего проплавления и правильного сварного шва необходимо повторить процедуру на противоположной стороне конструкции.
Накладные стыковые соединения
Необходимо установить силу тока таким образом, чтобы не образовывалась высокожидкая ванна, однако сила тока должна быть достаточной для обеспечения хорошего проникновения в основные материалы.
Держите электрод под углом 90 + 15, как показано на рисунке, при сварке соединения.Сила тока должна быть установлена на том же уровне, что и для аналогичной работы на ровной поверхности.
Горизонтальные стыковые соединения
До толщины приблизительно 4 мм нет необходимости в подготовке соединения. Используемый метод сварки может быть нисходящим, используемым для более тонких заготовок, или восходящим для общего использования. Держите электрод на перпендикулярной плоскости с наклоном 90 120 к оси сустава. Переместите электрод в форме буквы U по стыку, подчеркнув нижнюю часть буквы U. Когда расплавленный металл слишком горячий, переместите электрод вверх.Сила тока для этого типа соединения обычно может быть установлена на 10-15% ниже, чем сила тока, необходимая для аналогичных работ на плоской поверхности. Для достижения хорошего проплавления и правильного сварного шва необходимо повторить процедуру на противоположной стороне конструкции.
Накладные стыковые соединения
Необходимо установить силу тока таким образом, чтобы не образовывалась высокожидкая ванна, однако сила тока должна быть достаточной для обеспечения хорошего проникновения в основные материалы. Электрод необходимо держать вертикально с наклоном 70-90° в направлении продвижения и слегка перемещать из стороны в сторону.Дугу нужно держать очень короткой и при необходимости делать быстрые прыжки вперед, чтобы ванна успела застыть
Угловые соединения
Стыки на плоской поверхности
Если заготовка приемлемого размера, ее следует расположить так, как показано на рисунке. Если заготовка громоздка и не может легко поворачиваться, выполняйте сварку таким образом, чтобы избежать поперечных перемещений. Держите электрод под углом 40-50° по направлению движения и под углом 30-40° к горизонтальной плоскости.
Вертикальные швы
К сварке вертикальных угловых соединений применяются те же правила, что и к вертикальным стыковым соединениям.Однако сила тока должна быть увеличена примерно на 10%.
Транспорт
Перед транспортировкой сварочного аппарата необходимо сначала отключить вилку питания и снять клемму заземления с детали. Затем правильно намотайте кабель. Теперь вы можете переносить сварочный аппарат в другое место за ручку для переноски (1).
Электрод необходимо держать вертикально с наклоном 70-90° в направлении продвижения и слегка перемещать из стороны в сторону.Дугу нужно держать очень короткой и при необходимости делать быстрые прыжки вперед, чтобы ванна успела застыть
Угловые соединения
Стыки на плоской поверхности
Если заготовка приемлемого размера, ее следует расположить так, как показано на рисунке. Если заготовка громоздка и не может легко поворачиваться, выполняйте сварку таким образом, чтобы избежать поперечных перемещений. Держите электрод под углом 40-50° по направлению движения и под углом 30-40° к горизонтальной плоскости.
Вертикальные швы
К сварке вертикальных угловых соединений применяются те же правила, что и к вертикальным стыковым соединениям.Однако сила тока должна быть увеличена примерно на 10%.
Транспорт
Перед транспортировкой сварочного аппарата необходимо сначала отключить вилку питания и снять клемму заземления с детали. Затем правильно намотайте кабель. Теперь вы можете переносить сварочный аппарат в другое место за ручку для переноски (1). Место хранения
Храните оборудование и аксессуары в недоступном для детей, темном и сухом месте при температуре выше нуля. Идеальная температура хранения составляет от 5°С до 30°С. Храните электроинструмент в оригинальной упаковке.
ПОДДЕРЖАНИЕ
Предупреждение: Все работы по техническому обслуживанию должны проводиться при полном отключении электропитания; пожалуйста, убедитесь, что вилка питания вытащена.Слепой эксперимент и неосторожное техническое обслуживание могут привести к расширению области отказа, а затем вызвать некоторые трудности формального обслуживания. Открытая часть оборудования содержит опасное напряжение в наэлектризованном состоянии, любой прямой или косвенный контакт может привести к поражению электрическим током, а серьезное поражение электрическим током может привести к смерти! Примечание. В течение гарантийного периода, без разрешения компании, если пользователь проводит техническое обслуживание ненадлежащим образом, что может привести к отказу, гарантия на бесплатное техническое обслуживание, предоставленная поставщиком, будет считаться недействительной.
Место хранения
Храните оборудование и аксессуары в недоступном для детей, темном и сухом месте при температуре выше нуля. Идеальная температура хранения составляет от 5°С до 30°С. Храните электроинструмент в оригинальной упаковке.
ПОДДЕРЖАНИЕ
Предупреждение: Все работы по техническому обслуживанию должны проводиться при полном отключении электропитания; пожалуйста, убедитесь, что вилка питания вытащена.Слепой эксперимент и неосторожное техническое обслуживание могут привести к расширению области отказа, а затем вызвать некоторые трудности формального обслуживания. Открытая часть оборудования содержит опасное напряжение в наэлектризованном состоянии, любой прямой или косвенный контакт может привести к поражению электрическим током, а серьезное поражение электрическим током может привести к смерти! Примечание. В течение гарантийного периода, без разрешения компании, если пользователь проводит техническое обслуживание ненадлежащим образом, что может привести к отказу, гарантия на бесплатное техническое обслуживание, предоставленная поставщиком, будет считаться недействительной. l Регулярно удаляйте пыль со сварочного аппарата сухим сжатым воздухом. При использовании в сильном дыму и загрязненном воздухе эту работу следует проводить не реже одного раза в месяц.
l Сжатый воздух должен падать до необходимого давления, чтобы предотвратить повреждение мелких деталей.
и агрегаты в машине. l Избегайте попадания воды или влаги в сварочный аппарат, в противном случае продуйте сварочный аппарат, чтобы он высох.
немедленно, затем измерьте изоляцию с помощью измерителя сопротивления изоляции, его можно использовать только после того, как результат измерения будет принят.l Если сварочный аппарат не используется в течение длительного времени, его следует поместить в оригинальную упаковку и хранить в сухом месте. l Периодическое техническое обслуживание и капитальный ремонт необходимы для нормального использования сварочного аппарата и в соответствии с требованиями безопасности. l Любая неправильная или неправильная эксплуатация может привести к выходу из строя и повреждению сварочного аппарата.
l Регулярно удаляйте пыль со сварочного аппарата сухим сжатым воздухом. При использовании в сильном дыму и загрязненном воздухе эту работу следует проводить не реже одного раза в месяц.
l Сжатый воздух должен падать до необходимого давления, чтобы предотвратить повреждение мелких деталей.
и агрегаты в машине. l Избегайте попадания воды или влаги в сварочный аппарат, в противном случае продуйте сварочный аппарат, чтобы он высох.
немедленно, затем измерьте изоляцию с помощью измерителя сопротивления изоляции, его можно использовать только после того, как результат измерения будет принят.l Если сварочный аппарат не используется в течение длительного времени, его следует поместить в оригинальную упаковку и хранить в сухом месте. l Периодическое техническое обслуживание и капитальный ремонт необходимы для нормального использования сварочного аппарата и в соответствии с требованиями безопасности. l Любая неправильная или неправильная эксплуатация может привести к выходу из строя и повреждению сварочного аппарата. l Регулярное техническое обслуживание выключателя питания, заземляющего устройства, держателя сварочного электрода, соединительного устройства и установочных винтов должно выполняться на регулярной основе.При обнаружении разболтанности, ржавчины, плохого соединения винтов следует подтянуть винты и удалить места ржавчины. l Измерьте сопротивление изоляции сварщика с помощью измерителя сопротивления изоляции. Сопротивление изоляции между первичной и вторичной обмотками должно быть не менее 5 МОм, а между обмотками L/N и обмоткой заземления должно быть не менее 2,5 МОм. сервисный центр немедленно обратиться за помощью к профессиональному персоналу.УТИЛИЗАЦИЯ
Не выбрасывайте электрооборудование вместе с обычными отходами!
В соответствии с Европейской директивой 2012/19/ЕС об отработанном электрическом и электронном оборудовании и ее реализации в соответствии с национальным законодательством, электрическое оборудование с истекшим сроком службы должно собираться отдельно и доставляться на соответствующие экологически безопасные предприятия по переработке.
l Регулярное техническое обслуживание выключателя питания, заземляющего устройства, держателя сварочного электрода, соединительного устройства и установочных винтов должно выполняться на регулярной основе.При обнаружении разболтанности, ржавчины, плохого соединения винтов следует подтянуть винты и удалить места ржавчины. l Измерьте сопротивление изоляции сварщика с помощью измерителя сопротивления изоляции. Сопротивление изоляции между первичной и вторичной обмотками должно быть не менее 5 МОм, а между обмотками L/N и обмоткой заземления должно быть не менее 2,5 МОм. сервисный центр немедленно обратиться за помощью к профессиональному персоналу.УТИЛИЗАЦИЯ
Не выбрасывайте электрооборудование вместе с обычными отходами!
В соответствии с Европейской директивой 2012/19/ЕС об отработанном электрическом и электронном оборудовании и ее реализации в соответствии с национальным законодательством, электрическое оборудование с истекшим сроком службы должно собираться отдельно и доставляться на соответствующие экологически безопасные предприятия по переработке.
Ссылки
macOS Версия 10.14.4 (сборка 18E226) Quartz PDFContext WordTOP 11 Крупнейшие покупатели устройств для ручной дуговой сварки в 🇪🇸 Испании
Интернако С.а.
Машины и аппараты для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами, генераторами или вращательными преобразователями, статическими преобразователями, выпрямителями или выпрямителями
Biedma Campos Hermanos S.a.
Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
Партсмастер С.а.
Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
Линкольн Кд С.а.
Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
Эсаб Иберика С.
 а.
а.Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
Сумисур С.л.
Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
Импоресур С.л.
Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
Брэнсон Ультрасонидос Сае
Машины и аппараты для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами, генераторами или вращательными преобразователями, статическими преобразователями, выпрямителями или выпрямителями
Ультрасонидос Дж. Тирони С.л.
Машины и аппараты для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами, генераторами или вращательными преобразователями, статическими преобразователями, выпрямителями или выпрямителями
Global Manufacturers Services Valencia S A
Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
Рока Калефасьон С.
 л.
л.Машины для ручной дуговой сварки металлов покрытыми электродами в комплекте со сварочными или режущими устройствами и поставляемые с трансформаторами
(PDF) Система мониторинга сварочных станций с использованием Интернета вещей (IOT)
Индонезийский J Elec Eng & Comp Sci ISSN: 2502-4752
Система мониторинга сварочных станций с использованием Интернета вещей (IoT) (Эрни Мазуин Мохд Юсоф)
БЛАГОДАРНОСТЬ
Авторы хотели бы поблагодарить Universiti Kuala Lumpur за краткосрочный исследовательский грант
(STRG) – str15097 за техническую и финансовую поддержку этого проекта.
ССЫЛКИ
[1] Kniivilä, M. (2007). «Промышленное развитие и экономический рост: последствия для сокращения бедности и
неравенства доходов». Промышленное развитие в 21 веке: перспективы устойчивого развития, (1), 295-332.
Получено с http://www.un.org
[2] Chang, H.-J. (2012). «Производственный сектор и будущее экономического развития Малайзии».
Журнал Пенгурусан, 35, 3-12.
[3] Зауэрманн, Дж. (2016). «Показатели эффективности и производительность труда». ИЗА Мир Труда, (май), 1-11.
[4] Mgonja, CT (2017). «Последствия образования трещин на сварных соединениях нефтегазопроводов».
Международный журнал инженерных тенденций и технологий (IJETT), 54(4), 223-232.
[5] Брондел Д., Эдвардс Р., Хейман А., Хилл Д. и Семерад Т. (1994). «Коррозия в нефтяной промышленности».
Обзор нефтяных месторождений, 4-18.
[6] Япп, Д., и Блэкман, С.А. (2004). «Последние разработки в высокопроизводительной сварке трубопроводов». Журнал
Бразильское общество машиностроения и инженерии, 26(1), 89-97.
[7] ПрайсвотерхаусКуперс (2016 г.). «Нефтегазовая промышленность Малайзии. Времена непростые, но основы неизменны».
[8] Делойт. (2014). «Oil and Gas Reality Check 2015 Взгляд на основные проблемы, стоящие перед нефтегазовым сектором».
Делойт.Получено с http://www2.deloitte.![]() com
com
[9] Preenen, P.T.Y., Vergeer, R., Kraan, K., & Dhondt, S. (2017). «Производительность труда и эффективность инноваций:
Важность внутренней практики гибкости труда». Экономическая и промышленная демократия, 38(2), 271-293.
[10] Зауэрманн, Дж. (2016). «Показатели эффективности и производительность труда». ИЗА Мир Труда, (май), 1-11.
[11] Йоргенсон, Д. В., Хо, М. С., Сэмюэлс, Дж. Д., и Стиро, К.Дж. (2007). «Промышленные истоки возрождения американской производительности
». Исследование экономических систем, 19(3), 229-252.
[12] Дэвид, Пенсильвания (2010). «Динамо и компьютер: исторический взгляд на современный парадокс производительности
». Американская экономическая ассоциация, 80 (2).
[13] Фридман Б.Л. (1992). «Производительность добычи сырой нефти и природного газа», (март), 9-17.
[14] Taiwo, AS (2010). «Влияние рабочей среды на производительность труда: пример нефтегазовой отрасли
в Лагосе, Нигерия». Африканский журнал управления бизнесом, 4 (март), 299–307.
Африканский журнал управления бизнесом, 4 (март), 299–307.
[15] Пол, А. К. (2013). «Поверхность скольжения в 1-скольжении ускоряет многоцелевую программу оптимизации процесса дуговой сварки защищенным металлом
». В 2013 г. Международная конференция по передовым электронным системам (стр. 39-44).
[16] Пол, А. К. (2016). «Надежная конструкция продукта с использованием SOSM для управления процессом дуговой сварки защищенным металлом (SMAW)
». IEEE Transactions on Industrial Electronics, 63(6), 3717-3724.
[17] Газвинлоо, Х. Р., Хонарбахш-Рауф, А., и Шадфар, Н. (2010). «Влияние напряжения дуги, сварочного тока и скорости сварки
на усталостную долговечность, энергию удара и проплавление швов AA6061, выполненных роботизированной сваркой MIG
». Индийский журнал науки и техники, 3(2), 156–162.
[18] Сингх, Р.П., Гупта, Р.К., и Саркар, С.К. (2012). «Влияние параметров процесса на проплавление при дуговой сварке защищенным металлом
в магнитном поле с использованием искусственных нейронных сетей». Международный журнал приложений
Международный журнал приложений
или инновации в области инженерии и управления, 1 (4), 12-17.
[19] Чжоу, К., Хе, В., Ли, С., и Хоу, X. (2015). «Исследования и эксперименты с униполярным емкостным датчиком напряжения»,
20678-20697.
[20] Чен П., Ван Л., Ву С., Лу С. и Каррент Д. (2014). «Датчик тока изоляции высокого напряжения с использованием метода модуляции сигнала
». Международный журнал управления и автоматизации, 7(3), 333-348.
[21] ЛаФорж, К. (2017). «IoT-интернет вещей».
[22] Осува, А. А., Эхорагбон, Э. Б., и Фэт, Л. Т. (2017). «Применение искусственного интеллекта в Интернете вещей».
В 2017 г. 9-я Международная конференция по вычислительному интеллекту и коммуникационным сетям (CICN)
(стр. 169-173).
[23] Пейт, Дж., и Адегбия, Т. (2018). «AMELIA: Применение Интернета вещей для обеспечения безопасности полетов». В 2018 году
15-я Ежегодная конференция IEEE по потребительским коммуникациям и сетям (CCNC) AMELIA: (стр. 6).
6).
[24] Крания, А., Статири, М., Канавос, А., и Цакалидис, А. (2017). «Услуги Интернета вещей для систем здравоохранения».
Медицинский журнал, 9(4), 6.
[25] Исли, Д., и Клейнберг, Дж. (2010). «Сети, толпы и рынки: рассуждения о высокосвязанном мире
». Издательство Кембриджского университета.
[26] Чу, Ю., Лю, В., Ван, X., и Джин, Л. (2010). «Проектирование и внедрение системы мониторинга безопасности веб-сайта
с точки зрения пользователей».IEEE, (091074306), 1956-1959 гг.
[27] Маббу, В., Асадуззаман, А., и Мридха, М. Ф. (2016). «Новый механизм семантических знаний, использующий автоматизированное извлечение знаний
из всемирной паутины». В 2016 г. 5-я Международная конференция по информатике, электронике
,и Vision (ICIEV) (стр. 316-321).
[28] Пендьяла, В.С., и Фигейра, С. (2015). «На пути к правдивой всемирной паутине с гуманитарной точки зрения».
На Глобальной конференции по гуманитарным технологиям IEEE 2015 (стр.