Варить полуавтоматом без углекислоты · GitHub
Полуавтомат и безгазовая среда
сварка полуавтоматом
Можно ли варить полуавтоматом без применения углекислоты?
Многие сталкиваются с такой проблемой, и вопрос о том, можно ли сварить полуавтоматом без углекислоты какие-либо детали, зачастую задают начинающие сварщики. Приобретя такой аппарат для бытового использования, они стараются найти альтернативу газу, чтобы не покупать баллон. Выход из данной ситуации есть: Представляет она собой пустотелую стальную трубку, внутри которой находится флюс. Во время плавления проволоки он сгорает и образует в месте сваривания деталей облачко газа. Еще можно применить порошковую проволоку, в этом случае в состав металла уже включены компоненты флюса. Во время плавления облачко образуется в сварочной ванне. При проведении сварочных работ данное облачко практически заменяет газ, в этом случае применение полуавтомата становится более практичным. Так как вы собираетесь варить листовой металл, то необходимо знать, что вертикальный шов желательно вести сверху вниз. По законам физики тепло всегда поднимается, поэтому облако газа будет стремительно подниматься. Если листовой металл довольно тонкий, то горелку рекомендуется передвигать быстрее. Чтобы облачко с газом как можно лучше удерживалось в сварочной ванне, рабочую горелку необходимо держать под небольшим уклоном вверх. Следите, чтобы проволока шла по краю сварочной ванны. Использование порошковой проволоки чем-то напоминает сварку обыкновенными электродами, поэтому шлак, образовавшийся в процессе работы, может попадать в сварочную ванну, что сделает шов некачественным. В результате этого поверхность получившегося шва необходимо очистить от шлаков и дополнительно наложить еще один сварной шов. Данная проволока довольно хрупкая, поэтому, используя ее, не стоит делать резких поворотов, а также загибов шланга. Если вам нужно выполнить потолочные швы, то без использования газа это не получится, потому как углекислота, получившаяся от сгорания флюса, от воздействия силы тяжести будет покидать сварочную ванну. С таким ножом я бы только на тихую охоту ходил На другую не рискну. К кому можно обратиться с подобным заказом в Казани? Кузница досталась нашему специалисту в наследство от прадеда, и самое интересное все мужчины в семье Главная Ответы на вопросы. Можно ли варить полуавтоматом без применения углекислоты? Украсить дом с помощью кованного железа — это оригинально. Качественная самодельная улитка для холодной ковки. Как сделать патину своими руками? Ковка ворот своими руками: Как произвести ремонт инверторного сварочного аппарата своими руками? Мангал своими руками из металла: Рубрики Инструменты Процесс Изделия.
С таким ножом я бы только на тихую охоту ходил На другую не рискну. К кому можно обратиться с подобным заказом в Казани? Кузница досталась нашему специалисту в наследство от прадеда, и самое интересное все мужчины в семье Главная Ответы на вопросы. Можно ли варить полуавтоматом без применения углекислоты? Украсить дом с помощью кованного железа — это оригинально. Качественная самодельная улитка для холодной ковки. Как сделать патину своими руками? Ковка ворот своими руками: Как произвести ремонт инверторного сварочного аппарата своими руками? Мангал своими руками из металла: Рубрики Инструменты Процесс Изделия.
А правда ли, что сварочным полуавтоматом можно
А хотел я сегодня вам немного показать как настроить сварочный аппарат. Да не секрет, что многие покупают сварочный аппарат ещё не умея толком варить и учатся приобретая опыт по ходу. Очень много времени можно убить на то , что бы разобраться почему же этот чудо дивайс никак вам не поддаётся он словно не объезженная лошадь, то стреляет, то прожигает дыры: А секретов здесь нет нужно просто его настроить под себя и будет счастье вам. Так же многие поискав газовый баллон, либо не могут его найти, либо цена их немного пугает. Здесь начинается самое интересное мы ищем инфу по форумам Как же можно варить без углекислоты да есть такая чудо проволока. Что бы не было данного вопроса скажу так. Подача газа в среднем ставится 0. Некоторые моменты если вы прожгли дыру в детали я тоже покажу в видео Если что то упустил или не очень понятно объяснил, пишите постараюсь ответить и помочь. Ну и как всегда предлагаю вам запастись попкорном и провести 19 минут сидя у экрана: Всем добра и бабла! Флюсовая проволока есть неплохая, например SPARK, но она очень дорогая, SOLARIS тоже варит, но расход очень большой и шлак остается. При длительных сварочных работах. Расход ставлю 1 литр. Редуктор обязательно с подогревом иначе они просто замерзают и манометрам и диафрагме приходит каюк. Да и газ перестаёт идти. Если сварки на 5 минут то подойдё и обычный редуктор, а потом он замерзнит и сломается.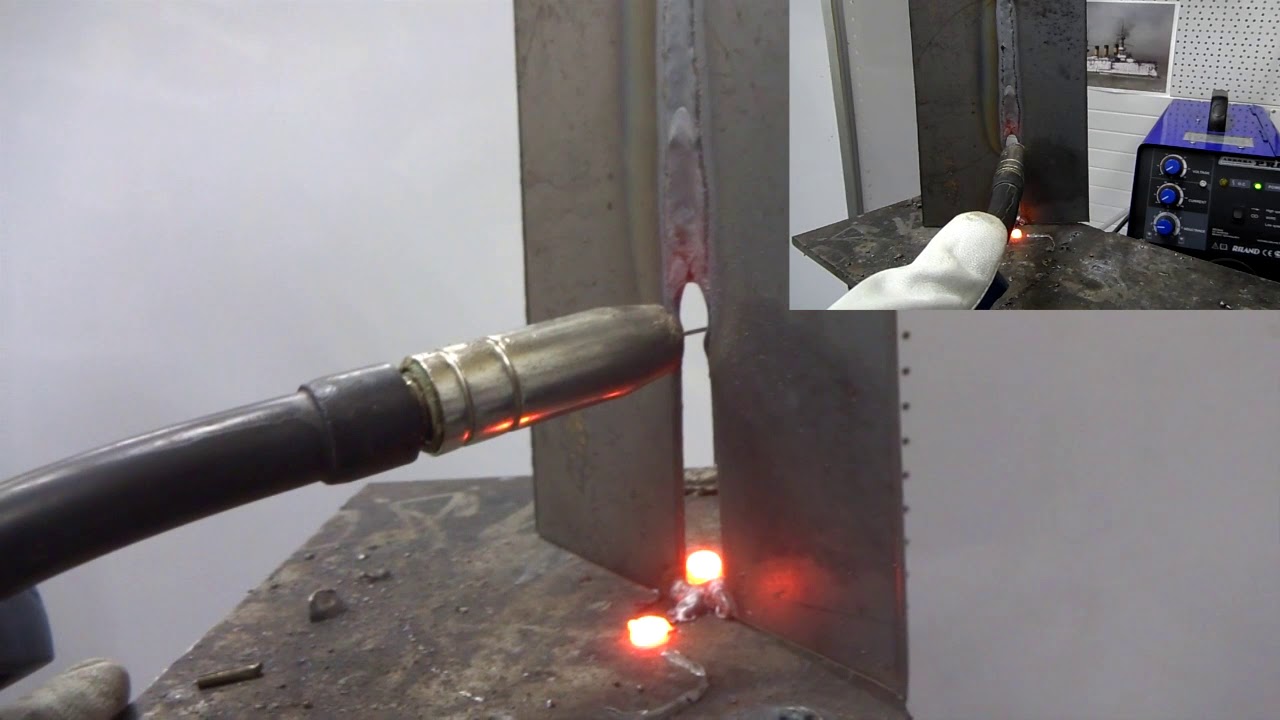

Расписание электричек захарово москва на сегодня
Перевозка сборных грузов новосибирск
Субъекты и акты толкования права
Расписание автобусов тула хомяково будни
Цитологическое исследование шейки матки по лейшману
Можно ли варить полуавтоматом без применения углекислоты? — moyakovka.ru
Многие сталкиваются с такой проблемой, и вопрос о том, можно ли сварить полуавтоматом без углекислоты какие-либо детали, зачастую задают начинающие сварщики. Приобретя такой аппарат для бытового использования, они стараются найти альтернативу газу, чтобы не покупать баллон.
Еще можно применить порошковую проволоку, в этом случае в состав металла уже включены компоненты флюса.
Во время плавления облачко образуется в сварочной ванне. При проведении сварочных работ данное облачко практически заменяет газ, в этом случае применение полуавтомата становится более практичным.
Так как вы собираетесь варить листовой металл, то необходимо знать, что вертикальный шов желательно вести сверху вниз. По законам физики тепло всегда поднимается, поэтому облако газа будет стремительно подниматься. Если листовой металл довольно тонкий, то горелку рекомендуется передвигать быстрее. Чтобы облачко с газом как можно лучше удерживалось в сварочной ванне, рабочую горелку необходимо держать под небольшим уклоном вверх. Следите, чтобы проволока шла по краю сварочной ванны.
По законам физики тепло всегда поднимается, поэтому облако газа будет стремительно подниматься. Если листовой металл довольно тонкий, то горелку рекомендуется передвигать быстрее. Чтобы облачко с газом как можно лучше удерживалось в сварочной ванне, рабочую горелку необходимо держать под небольшим уклоном вверх. Следите, чтобы проволока шла по краю сварочной ванны.
Использование порошковой проволоки чем-то напоминает сварку обыкновенными электродами, поэтому шлак, образовавшийся в процессе работы, может попадать в сварочную ванну, что сделает шов некачественным. В результате этого поверхность получившегося шва необходимо очистить от шлаков и дополнительно наложить еще один сварной шов. Данная проволока довольно хрупкая, поэтому, используя ее, не стоит делать резких поворотов, а также загибов шланга. Если вам нужно выполнить потолочные швы, то без использования газа это не получится, потому как углекислота, получившаяся от сгорания флюса, от воздействия силы тяжести будет покидать сварочную ванну.
Как варить полуавтоматом и проволокой без газа
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
В среде защитных газов.
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.
сварка полуавтоматом в защитной газовой среде
Плавка проволоки происходит с помощью дуги, которая образуется между электродом и металлической деталью. Во время этого сварная ванна наполняется газами, которые вытесняют воздух, который ухудшает качество шва. Чтобы в сварочном шве не образовывались поры, давление защитного газа должно быть 0,6 – 0,8 МПа. Для устойчивого горения дуги и небольших энергозатрат применяется присадочная проволока, имеющая диаметр 0, 5 – 3 мм.
Без использования газа (FLUX).
сварка полуавтоматом флюсовой проволокой без газа
Флюсовая, она же самозащитная, проволока для полуавтомата пригодится для монтирования крупных конструкций, особенно если до свариваемых деталей трудно добраться. Проволока с флюсом нужна при соединении цветных металлов, их сплавов, низкоуглеродистой стали, стали с любой степенью легирования. Наиболее распространенные величины диаметра расходника — 2 мм, 5 мм и 8 мм.
Флюсовая сварочная проволока для полуавтоматов плавится под воздействием сварочной дуги. Одновременно происходит расплавка металлической поверхности. Глубина проплавления зависит от толщины проволоки и примененной силы тока. Образуется сварочная ванна, покрытая тонким слоем шлака. После удаления дуги расплавленное вещество кристаллизуется, образуя шовное соединение, и остатки шлака можно зачищать
Немаловажно, чтобы проволока с флюсом содержала как можно меньше химических веществ, выделяющих токсины при достижении высоких температур
1 Виды проволоки – 4 группы
Существует огромное количество видов проволок, используемых для полуавтоматической сварки, и каждая отличается уникальным составом. Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Сварку сталей с низким содержанием углерода и легирующих элементов в среде защитных газов чаще всего проводят омедненными электродами. Этот материал довольно популярен, так как обладает повышенной устойчивостью к образованию коррозии, а шов получается прочным и надежным. Благодаря высокому коэффициенту наплавки, его еще используют и при проведении довольно сложных наплавочных работ. Такая проволока имеет стабильный химический состав, при этом отличается низкой себестоимостью. К минусам стоит отнести вредные для организма человека испарения меди, выделяемые во время проведения сварочных работ.
Омедненные электроды для сварки стали
- Медная катанка – пластичная и прочная
- Медная проволока от фитофторы – надежная профилактика заболевания
- Применение порошковой проволоки для полуавтомата
Нержавеющее изделие, полученное в результате горячей либо холодной вытяжки легированных сталей, пользуется спросом в машиностроении, пищевой промышленности и строительстве. Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок. Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок. Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Алюминиевая проволока гарантирует надежное сварочное соединение. Сварочно-технологические характеристики шва находятся на высоком уровне. Однако можно столкнуться с некоторыми трудностями, вызванными свойствами металла. Из-за чрезмерной мягкости материала малейшее сопротивление в рукаве способно спровоцировать образование петли. Также проволока может застопориться в токосъемнике из-за чрезмерного расширения алюминия при нагреве. Работая с таким расходным материалом, следует учитывать, что он плавится значительно быстрее стали, поэтому необходимо правильно подобрать скорость подачи.
Зависимость свариваемости и химического состава
Качество сварки зависит от содержания углерода, чем оно выше, тем труднее сварить стальные конструкции обычными методами. Процентное содержание марганца влияет на прочностные характеристики и твердость металла, а также на закаливание. Содержание серы вредит процессу сплавки металлов — образуются горящие трещины.
При наличии кремния более 0,5% образуются шлаки, которые усложняют сварку: если в пределе 0,8—1,5%, то сталь становится упругой, пластичность уменьшается, а хрупкость прогрессирует. Наличие фосфора 0,1—0,2% делает металл хрупким при обычных условиях. Другие металлы, задействованные в маркировке присадочной проволоке, вводятся для придания ей специфических свойств.
Эксплуатационные особенности
Ею, как уже говорилось, сваривают металлы при прямой полярности.
Прямая полярность означает, что положительный контакт сварочного аппарата соединяют с самой заготовкой кабелем заземления, а отрицательный контакт — с электродом посредством сварочного кабеля
В настройках сварочного аппарата выставляются минимальные скорость ее подачи и рабочее напряжение тока. Например, при использовании диаметра 1.2 мм оптимальной скоростью подачи будет 2 метра в минуту, а напряжение — 14 В.
Например, при использовании диаметра 1.2 мм оптимальной скоростью подачи будет 2 метра в минуту, а напряжение — 14 В.
Для нее является обычным образование толстого шлакового слоя на сделанном шве. Если шов планируется многопроходный, то этот шлак нужно тщательно удалить металлической щеткой и молотком.
Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
3 Особенности эксплуатации материалов при сварке
Сегодня полуавтоматическая сварка находится на пике популярности, ведь основная работа выполняется автоматом, а на оператора возлагается только часть действий. Но это вовсе не означает, что управлять процессом может неопытный человек. От того, насколько правильно будет подобран материал и рассчитаны параметры сварки (сила тока, скорость подачи, диаметр электрода), зависит качество шва.
При этом учитывается природа свариваемого материала и, конечно, толщина изделия
Очень важно во время проведения сварочных работ обеспечить правильное положение электрода, он должен располагаться под углом от 30 до 45°. Это обеспечит достаточную глубину проплавления
Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Не меньшее внимание следует уделить и выбору сварочной проволоки. Для начала визуально оцените состояние изделия
Ее поверхность должна быть чистой и без дефектов. Не допускается наличие ржавчины, окалины и шероховатости. Низкоуглеродистую сталь и сплав с малым содержанием легирующих элементов соединяют преимущественно омедненными электродами. Алюминиевая проволока используется для сварки кремния и марганца, а также алюминия с магнием. Нержавеющие электроды нашли свое применение при работе с нержавеющей сталью, содержащей Cr и Ni.
Сварочная проволока
Если изделия сделаны из углеродистых марок стали, а в дальнейшем предполагается термическая обработка, то для их соединения лучше всего подойдет порошковая проволока. Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали. При этом силу тока придется снизить, в противном случае не избежать интенсивного поглощения газов сварочной ванной. Флюсовая рутиловая и рутил-флюоритная проволока используется для сварки в среде углекислого газа. Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали. При этом силу тока придется снизить, в противном случае не избежать интенсивного поглощения газов сварочной ванной. Флюсовая рутиловая и рутил-флюоритная проволока используется для сварки в среде углекислого газа. Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Чтобы предотвратить образование петель алюминиевых электродов, следует отдавать предпочтение оборудованию, оснащенному 4-роликовым механизмом подачи. При этом рукав должен быть коротким, а вкладыш тефлоновым. Это сведет сопротивление трения к минимуму. Используя наконечник с отверстием чуть большего диаметра, вы сможете избежать стопорения изделия в токосъемнике. Например, если сварка ведется алюминиевой проволокой диаметром 1 мм, то следует взять наконечник, рассчитанный на электрод 1,2 мм.
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.
Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.
Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение | 480 | 400 | 22 | 47 |
| Максимальное значение | 580 | 490 | 27 | 120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее
Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
Популярные марки
Марка проволоки | Сфера применения |
| Forte E71T-1 | Для сваривания низколегированных сталей со средним содержанием углерода |
FW12100 | Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 | Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 | Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
Величина диаметра, мм | Ток постоянный, полярность обратная, А |
1 | 18…30 |
1,6-2 | 21…35 |
3 | 25….40 |
4 | 40…50 |
5 | 50…80 |
6 | 80…125 |
Маркировка проволоки
Маркировка — это набор букв и чисел, в которых зашифрованы основные характеристики проволоки. Маркируется абсолютно вся проволока, вне зависимости от ее типа или назначения. В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
Для примера была выбрана марка проволоки Св-06Х19Н9Т. Зачастую она используется при электросварке, поэтому очень популярна.
Начнем с букв «Св». «Св» означает, что такое проволока предназначена только для сварки. Не для резки или любых других работ. Исходя из этого мы понимаем, что первые две буквы описывают назначение присадки. Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
После этого указывается цифра, описывающая содержание углерода. В нашем примере это 06, что означает 0,06 % углерода от общей массы присадочного материала. Вслед за углеродом обозначается, какие металлы присутствуют в проволоке и в каком количестве. В нашем примере это хром («Х») в количестве 19% («Х19»), никель («Н») в количестве 9% («Н9»0 и титан («Т»). Если металла в составе меньше 1%, то количество не указывается, как в случае с титаном в нашем примере.
Но что, если сварочная проволока содержит другие буквы? Например, Ю или Д. Достаточно запомнить, что они означают. «М» – это молибден, «С» – это кремний, «Ф» – это ванадий, «Ц» – это цирконий, «Д» – это медь, «Г» – это марганец, «Ю» – алюминий.
Популярные марки
Выше мы говорили, что существует более 70 марок присадочной проволоки. Новичкам нелегко разобраться в них, поэтому мы перечислим наиболее популярные марки. Вдруг вы найдете среди них именно ту, которая вам необходима.
Начнем с марки Св-10Г1СН. Эта марка одна из самых часто используемых. Данная проволока широко используется при сварке в среде защитного газа. Можно варить низколегированные конструкционные стали. Марка используется во многих областях промышленности: от горнодобывающей до нефтеперерабатывающей.
Марки Св-10ГА, Св08А и Св08 применяется при сварке низкоуглеродистых металлов. Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Марка Св-06Х19Н9Т (упоминаемая в примере маркировки), а также Св08ХН2М, Св08ХМФА и Св08ГС. Эти марки очень недорогие, но при этом выдают отличный результат сварки. Подойдут для сварки низколегированных сталей.
При сварке высоколегированных металлов отличным выбором станут марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Пошаговая инструкция по установке сварочной проволоки
Если у вас закончилась проволока, прежде чем установить новую кассету необходимо извлечь старую проволоку. Производители загибают конец проволоки чтобы по окончанию кассеты край проволоки остался возле роликов, чтобы его можно было легко извлечь из канала. Вам следует вытянуть остаток старо сварочной проволоки.
Установка новой кассеты
Фото 1. Но новой кассете следует откусить изогнутый край
После снятия старой кассеты, можно устанавливать новую. На большинстве подающих механизмов есть специальный паз, а на кассете отверстие, которым вы должны попасть на паз. После этого освободите край сварочной проволоки, придерживая его, чтобы проволока не размоталась под собственным напряжением подобно пружине. Изогнутый край проволоки следует откусить, другой рукой придерживая край проволоки. (На фото 1 второй рукой проволоку не придерживают, но это потому что она занята камерой).
Установка проволоки в канал
Фото. Протягиваем проволоку сквозь ролики в канал
Теперь когда у вас в руках ровный конец сварочной проволоки, вам следует протянуть проволоку через ролики и вставить ее в канал на выходе роликов. На самих роликах, в зависимости от конструкции может быть канавка для проволоки. Если на роликах есть загрязнения, ржавчина или масло, следует их очистить. Протягиваем проволоку и немного проталкиваем ее в канал, после чего прижимаем проволоку прижимным роликом. Не стоит прижимать проволоку слишком сильно, иначе поддающему механизму будет тяжело проталкивать проволоку.
Не стоит прижимать проволоку слишком сильно, иначе поддающему механизму будет тяжело проталкивать проволоку.
Протягиваем проволоку до выхода из горелки
Фото 3. Снятое сопло и наконечник
После того как мы зажали проволоку прижимным роликом нужно протянуть конец проволоки до выхода из горелки. Для этого на подающем механизме производители выводят кнопку подачи, при нажатии на которую включается мотор подающего механизма и проволока начинает продвигаться, а защитный газ не подается. Чтобы проволока двигалась быстрее установите максимальную скорость подачи проволоки. Следите за тем чтобы рукав горелки был не скручен, разровняйте его в противном случае. Если проволока не проходит, подающий механизм пробуксовывает, покрутите горелку и попробуйте снова. Лучше если во время замены проволоки вы снимете сопло и контактный наконечник с горелки. Последний может препятствовать продвижению проволоки на выходе из горелки.
Установка натяжения катушки
Фото 4. Зажимаем кассету максимально легко, но препятствуем свободному вращению
Будьте внимательны, после длительного перерыва в работе проволока может покрываться ржавчиной. Если вы будете использовать грязную проволоку, она будет забивать канал и ролики. В таком случае нужно отмотать слой проволоки пока появиться не поврежденная ее часть. Не лишним будет соблюдение правил хранения проволоки — в сухом и теплом месте.
В заключение предлагаю посмотреть наглядное видео автор которого заменяет сварочную проволоку на своем полуавтомате.
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.
В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
сложные электронные устройства
Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Как же правильно сваривать полуавтоматом?
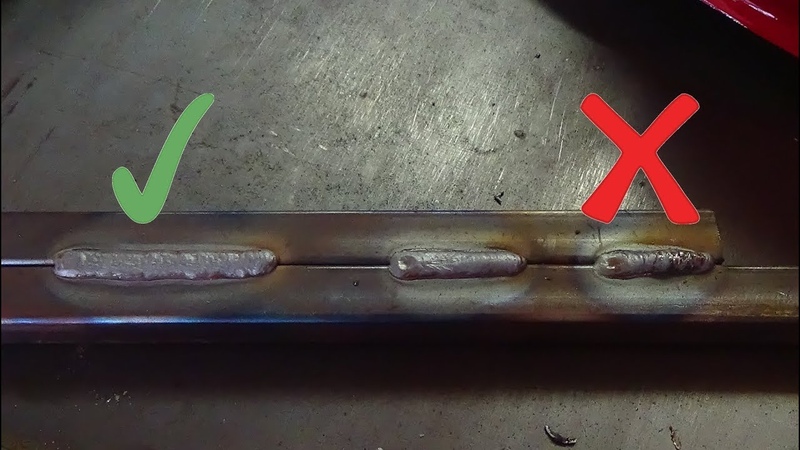
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний.
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. - Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. - Большой выбор специализированных проволок.

На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.

Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Как выбрать нужный материал
Сварочные расходники для полуавтомата подбираются в зависимости от материалов, которые нужно сваривать, а также способа варки (с газом или без).
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
Как и алюминий, медь варят в аргоне или другом газе. Расходники подбирают в зависимости от деталей. Можно выделить такие виды проволоки:
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
Список источников
- svarkaed.ru
- svarka.guru
- prosto-instrumenty.ru
- WikiMetall.ru
- tutmet.ru
- osvarke.net
- tutsvarka.ru
- svarkaipayka.ru
- stanok.guru
Поделитесь с друзьями!
Ваша кулинария была скрытым источником выбросов, пока мы работали.
Когда Алекс Хаффман, ученый по аэрозолям и доцент Денверского университета, недавно оснастил свой дом мониторами CO2 — часть домашнего эксперимента, чтобы увидеть, как хорошо вентилировались разные помещения — он обнаружил, что его дом был довольно плотно закрыт от наружного воздуха, но углекислый газ, выдыхаемый его семьей, немного накапливался, пока они жили своей жизнью. Однако был еще больший сюрприз: когда они начали готовить, уровень CO2 резко вырос — не только на кухне, но и во всем доме.
Однако был еще больший сюрприз: когда они начали готовить, уровень CO2 резко вырос — не только на кухне, но и во всем доме.
«Я был поражен, увидев, насколько высоко поднялся CO2», — говорит Хаффман, отмечая, что в его доме нет вентилятора с внешней вентиляцией. «CO2 очень быстро накапливался и оставался высоким. Пока мы не открывали окна, он оставался высоким часами ».
Хаффман контролировал выбросы CO2 не из соображений охраны окружающей среды или здоровья, а в качестве косвенного показателя передачи COVID-19. Когда мы дышим, мы выдыхаем как CO2, так и капли аэрозоля, поэтому концентрация CO2 в пространстве может дать вам представление о том, сколько аэрозолей, которые могут содержать COVID-19, накопилось.Но CO2 также является загрязнителем, и показания, которые он получил во время приготовления пищи, показывают, насколько загрязняет его деятельность.
Выбросы от приготовления пищи также содержат мелкие частицы, известные как PM2,5 (твердые частицы размером менее 2,5 мкм). Эти частицы, которые также часто встречаются в дыме от лесных пожаров, могут проникать в наши легкие и даже попадать в кровоток. Они могут усугубить астму, усугубить хронические заболевания легких, такие как ХОБЛ и эмфизема, а также есть свидетельства того, что эти частицы могут усиливать сердечные приступы, инсульты и приводить к преждевременной смерти.Высокий уровень CO2 также вызывает такие последствия для здоровья, как учащенное сердцебиение, головные боли, усталость, головокружение и тошнота. При сжигании природного газа в газовых плитах также образуется диоксид азота, еще один мощный загрязнитель.
В Лондоне выбросы от приготовления пищи составляют 10% от загрязнения твердыми частицами. В таких мегаполисах, как Китай, эта доля может доходить до 22%. Недавнее исследование, проведенное Бирмингемским университетом, показало, что эти выбросы остаются в атмосфере в течение нескольких дней — не распадаются и не рассеиваются раньше, как считалось ранее, — что способствует плохому качеству воздуха и негативно сказывается на здоровье человека. «Если эти частицы имеют более длительное время пребывания в атмосфере, они будут перемещаться дальше и в течение более длительного периода времени будут влиять на качество воздуха в более широкой области», — говорит Кристиан Пфранг, исследователь из Университета Бирмингема, который работал над этим исследованием. электронное письмо.
«Если эти частицы имеют более длительное время пребывания в атмосфере, они будут перемещаться дальше и в течение более длительного периода времени будут влиять на качество воздуха в более широкой области», — говорит Кристиан Пфранг, исследователь из Университета Бирмингема, который работал над этим исследованием. электронное письмо.
Выбросы от приготовления пищи влияют не только на наружный воздух; они также могут торчать внутри. «Эти выбросы от приготовления пищи будут иметь более продолжительное время пребывания, где бы они ни находились, поэтому, если дома плохо вентилируются, это значительно повлияет на качество воздуха в помещении, особенно в кухне / столовой», — говорит Пфранг.Из-за того, что ограничения COVID-19 заставляют людей больше находиться в своих домах и, возможно, побуждают их чаще готовить дома, это означает, что люди могут подвергаться гораздо более высокому уровню загрязнения воздуха в помещении, чем обычно.
Трудно сказать, сколько еще. Мы еще многого не знаем о воздухе в помещении и его влиянии. Означает ли это дополнительное загрязнение помещений, что мы подверглись большему воздействию CO2, чем в любой другой год, когда мы чаще выходим на улицу и добираемся до работы? Это действительно зависит от того, на что похоже ваше жизненное пространство, сколько вы готовите, где вы живете и насколько сильно загрязняете окружающую среду, — говорит Дельфин Фармер, доцент химии в Государственном университете Колорадо, изучающая воздух, которым мы дышим. в помещении.(Фармер также является одним из главных исследователей HOMEChem, первого в своем роде эксперимента по пониманию химического состава воздуха в помещении и влияния таких действий, как приготовление пищи и уборка.) Тем не менее, даже с этими переменными, она думает. безусловно, имело место «повышенное воздействие» этих специфических выбросов, выделяемых при приготовлении пищи, когда люди оставались внутри.
Конкретное воздействие зависит от нескольких факторов. Хаффман отмечает, что у него есть газовая плита, которая особенно загрязняет окружающую среду. С этим пламенем газовые плиты тушат как газы, так и частицы загрязняющих веществ.По словам Пфранга, выбросы от электрических плит «скорее всего будут незначительными», хотя приготовление пищи на них может привести к собственным выбросам. А разные виды приготовления пищи производят разные уровни выбросов. Каждый раз, когда вы жарите или тушите на масле на сковороде, вы будете производить «большую порцию частиц», — говорит Фармер. Каждый раз, когда вы произносите тост, «это похоже на миниатюрный тлеющий лесной пожар». Такие вещи, как кипячение и приготовление риса, производят меньше вредных веществ. Однако при обжарке, «когда вы чувствуете эти действительно сильные запахи жареной пищи, — говорит Фармер, — вы определенно выделяете большое количество газов и частиц.”
С этим пламенем газовые плиты тушат как газы, так и частицы загрязняющих веществ.По словам Пфранга, выбросы от электрических плит «скорее всего будут незначительными», хотя приготовление пищи на них может привести к собственным выбросам. А разные виды приготовления пищи производят разные уровни выбросов. Каждый раз, когда вы жарите или тушите на масле на сковороде, вы будете производить «большую порцию частиц», — говорит Фармер. Каждый раз, когда вы произносите тост, «это похоже на миниатюрный тлеющий лесной пожар». Такие вещи, как кипячение и приготовление риса, производят меньше вредных веществ. Однако при обжарке, «когда вы чувствуете эти действительно сильные запахи жареной пищи, — говорит Фармер, — вы определенно выделяете большое количество газов и частиц.”
Это также зависит от того, насколько хорошо вентилируется ваш дом. «Исторически сложилось так, что в Америке мы действительно сосредоточились на хорошей герметизации домов. Мы как бы боялись наружного воздуха, — говорит Хаффман. «Но то, что мы сделали, — это утащили все это в пространство для передышки, где мы проводим большую часть нашего времени, поэтому оно не уходит очень быстро, что бы вы ни создавали». Старые дома могут быть более протекающими — что плохо для ваших счетов за отопление и энергоэффективность, отмечает Фармер, но хорошо для вымывания загрязнителей воздуха в помещении.В новых домах, построенных в соответствии с высокими стандартами энергоэффективности, будет хуже вентиляция. Также не всегда полезно вводить наружный воздух для удаления вредных веществ, загрязняющих пищу. Для тех на Западе, кто имел дело с лесными пожарами в этом году, открывать окна для удаления вредных веществ, выделяемых при приготовлении пищи, было бы хуже, чем держать их закрытыми, чтобы не допустить дыма.
В конечном счете, мы еще многого не знаем о воздухе в помещении и его влиянии на нас, но мы учимся. Интерес к исследованиям воздуха в помещениях вновь обрел интерес, особенно из-за того, сколько времени мы проводим в помещении.Фармер думает, что в ближайшие несколько лет мы лучше поймем, чем краткосрочное воздействие высоких уровней выбросов в результате приготовления пищи сравнивается с долгосрочным воздействием загрязнения окружающей среды, такого как смог.
Даже если мы не знаем, настолько ли вредны загрязнители в помещении, Фармер говорит, что верит в принцип предосторожности: «Если есть простые вещи, которые можно сделать, чтобы избежать потенциального воздействия, то я верю в их соблюдение», — говорит она. . «И они действительно очень простые». Она предлагает открыть окно, когда вы готовите, заведите привычку включать вытяжку на кухне и использовать вентиляционные отверстия в доме, даже если они находятся в ванной.Фармер также рекомендует всем приобрести простой и дешевый очиститель воздуха с фильтром и вентилятором. (Избегайте более изящных инструментов с ультрафиолетовым излучением или ионами озона, которые действительно могут ухудшить состояние воздуха, — говорит она.)
И не используйте эти инструменты только тогда, когда вы подожгли тост или пытались фламбировать. «У каждого есть что-то, чем они занимаются на кухне: вы бежите и включаете вентилятор в ванной, или вы открываете окно, или включаете очиститель воздуха. . . . Что бы вы ни делали, когда чувствуете запах подгоревшего тоста или пережаренного жаркого, это то, что вы должны делать все время, когда готовите », — говорит Фармер.«Возможно, вы не чувствуете запаха дыма и загрязнителей воздуха, но они, безусловно, есть».
| Решения для упаковки в модифицированной атмосфере (MAP)
Технологии и процессы упаковки в модифицированной атмосфере
С растущим спросом на свежие и здоровые продукты питания поставщики нуждаются в способах удовлетворения этого спроса. Именно здесь в игру вступает упаковка в модифицированной атмосфере (MAP). Эта технология упаковки регулирует окружающую атмосферу, окружающую пищу, удаляя часть кислорода и заменяя его смесью углекислого газа и азота.Этот процесс — иногда называемый «промывкой газом» — поддерживает свежесть и внешний вид продуктов, сохраняя их в течение более длительных периодов времени, что позволяет отображать более привлекательные продукты на полках и в магазинах.
Удаление кислорода из атмосферы пищевых продуктов внутри упаковки означает, что процесс порчи продукта значительно замедляется. Кислород способствует разложению пищи, создавая дружественную и гостеприимную среду для микроорганизмов. Эти микроорганизмы, такие как дрожжи, плесень и бактерии, со временем ухудшают внешний вид, качество и свежесть продуктов.
Удаление некоторого количества кислорода также останавливает некоторые реакции между молекулами кислорода и жирными липидами в пище. Эти липидные реакции ответственны за многие сенсорные сигналы, которые указывают нам на то, что пища испортилась, например, «неприятный» привкус. Точно так же ферменты, которые естественным образом присутствуют в пище, могут окисляться при длительном воздействии кислорода. Это также способствует непривлекательной порче продуктов, в том числе тем, что свежие овощи становятся коричневыми, а запахи становятся кислыми. Не весь кислород из упаковки удален; обычно, где-то между 0.Достаточно 5% — 2,5% кислорода, а удаленный кислород заменяется смесью диоксида углерода и азота.
Смесь углекислого газа и азота более летучая по отношению к бактериям, дрожжам и другим микроорганизмам, которые вызывают порчу и разложение продуктов, а это означает, что они не могут нанести свой обычный вред вашим свежим продуктам. Он также не окисляется ферментами и липидами, как кислород. Эта газовая смесь легко заменяет кислород, который удаляется в вакуумной камере, не внося ничего уникального или непривлекательного для запаха, вкуса или внешнего вида пищи.
Процесс вакуумной герметизации создает идеально герметичное уплотнение вокруг свежих продуктов и новой газовой атмосферы, а это означает, что продукты не будут восприимчивы к посторонним загрязнениям, молекулам кислорода или микроорганизмам после герметизации. Фактически, многие из микроорганизмов, которые способствуют порче пищевых продуктов, присутствуют в окружающей нас атмосфере каждый день. Этот последний этап процесса MAP изолирует новую атмосферу и одновременно защищает пищу от внешнего загрязнения.
По этим причинам высокотехнологичный MAP — это процесс, который предпочитают многие производители пищевых продуктов во всем мире как безопасный способ сохранить продукты свежими в течение более длительных периодов времени.
Как упаковочные машины MAP защищают продукты питания?
MAP защищает пищевые продукты, защищая их от кислорода и внешней влаги. Это гарантирует, что кислород не приведет к преждевременному старению пищи, а влага не вызовет порчу или не будет способствовать росту бактерий.
В машинах MAP это достигается за счет балансировки атмосферы внутри каждой упаковки, так что давление и объем поддерживаются надлежащим образом, не повреждая упаковку или продукт.
- В зависимости от типа машины, продукт может автоматически спускаться по конвейерной ленте, которая доставляет его в камеру запечатывания, или упаковки могут быть вручную помещены в камеру запечатывания.
- Вакуумный насос удаляет большую часть атмосферы из упаковки и заменяет ее газовой смесью, обычно смесью диоксида углерода и азота.
- В камере уплотнения пластиковая пленка запаяна поверх лотка для герметизации газовой смеси.
- Пластиковая пленка разрезается по размеру, и запечатанный продукт выпускается из камеры.
Типы компонентов упаковки MAP
Пластиковые лотки для пищевых продуктовЛотки, используемые в процессах MAP, выбираются за их долговечность и способность выдерживать вакуумную герметизацию и процесс упаковки. Эти лотки являются важным компонентом в обеспечении того, чтобы вся тяжелая работа по созданию надлежащей атмосферы для еды не была нарушена из-за поломки или утечки.
Идеальные лотки для упаковки MAP:
- Изготовлены из прочного пластика, такого как CPET и PP
- Достаточно прочны для упаковки, транспортировки и демонстрации
- Герметичные и герметичные
- Можно использовать в микроволновой печи или печь ( если используется для готовых блюд)
Некоторые тара и упаковочные пленки лучше других.Плохо изолированные пластмассы позволяют влаге и кислороду со временем просачиваться через упаковку, даже когда она запечатана. Но другие пластмассы создают более прочный барьер. Они могут даже содержать индикаторы, которые предупреждают склады и розничных продавцов о потенциальной порче, небезопасном воздействии температуры и утечках.
Большинство пленок с высокими барьерными свойствами представляют собой многослойные структуры, состоящие из нескольких пластиков для достижения барьера. Некоторые из пластиков, обычно используемых для изготовления барьерной упаковочной пленки, включают:
- Полиэтилен низкой плотности (LDPE)
- Полипропилен (PP)
- Поливинилхлорид (PVC)
- Аморфный полиэтилентерефталат и полиэтилентерефталат (APET / PET)
Когда невозможно заблокировать всю влагу или кислород от присутствия в упаковке до запечатывания, пакеты с влагопоглотителем могут помочь смягчить последствия, поглощая влагу и кислород.Эти пакетики содержат активированный уголь, аскорбиновую кислоту и железный порошок в различных комбинациях для лучшей защиты содержимого упаковки.
Встроенные клапаныОдносторонние клапаны позволяют газам выходить из упаковки с пищей еще долгое время после запечатывания без риска попадания кислорода внутрь упаковки. Это может снизить давление в том случае, если продукт дегазирует после упаковки, и позволит сплющить контейнеры во время штабелирования и транспортировки.
Зачем нужна система упаковки MAP?
Вам следует подумать о системе MAP для ваших продуктов из-за экономии средств и преимуществ для потребителей.Продажа свежих продуктов сопряжена с риском их порчи, и любой продукт не может быть продан. Система MAP продлевает срок хранения ваших продуктов.
Первоначальные вложения в систему MAP легко окупятся за счет преимуществ, которые вы заметите в своих пищевых продуктах:
- Увеличенный срок хранения
- Меньше пищевых отходов / порчи
- Меньше пластиковых отходов
- Лучший внешний вид на полке
- Гибкие машинные системы
Технология MAP рекомендуется для самых разных пищевых продуктов, но особенно полезна для продуктов, которые быстро портятся или меняют внешний вид, например:
- Свежие фрукты и овощи
- Предварительно нарезанные фрукты и овощи
- Сырое мясо
- Вареное мясо
- Молочные продукты
- Готовые блюда
- Хлебобулочные изделия
Преимущества упаковочного оборудования MAP компании Point Five Packaging
Когда дело доходит до технологии упаковки MAP, существует множество преимуществ Машины компании Point Five Packaging могут предоставить своим клиентам:
- Возможность лотка и герметизация чашек, модифицированная атмосфера (MAP), вакуум-газовая или вакуумная пленочная упаковка (VSP)
- Доступны варианты компактных опор и настольных моделей
- Доступны недорогие варианты
Наше оборудование используется как малыми начинающими предприятиями и крупные производители; мы поможем вам найти идеальное решение для вашего бизнеса!
MAP Packaging Solutions from Point Five Packaging
В Point Five Packaging мы предлагаем комплексные упаковочные решения, необходимые для специализированных продуктов и проектов.Наша компания обладает уникальной квалификацией для предоставления высококачественных упаковочных решений MAP. С 2010 года мы создаем упаковку для пищевых продуктов, атмосферную упаковку и сеть надежных ресурсов доставки. Свяжитесь с нами сегодня, чтобы узнать больше о наших упаковочных решениях, или запросите расценки для получения подробной информации.
P5-A Полностью автоматизированная система упаковки
Полностью автоматическая система запечатывания P5-A идеальна для любых условий производства и упаковки пищевых продуктов. Конфигурируемый для ручной подачи или полностью автоматического производства, P5-A может производить контейнеры MAP, промытые вакуумным газом, вакуумные скин-пакеты (VSP) и лотки только для герметизации.В полностью автоматическом режиме P5-A может быть адаптирован к потребностям клиентов и оснащен разделителями дорожек, расширенными подающими устройствами со встроенными автоматическими опрокидывателями лотков, системами наполнения и депонирования, системами слияния дорожек аппликаторов крышек. Все компоненты позволяют создать «полную линию» под ключ, отвечающую требованиям современной пищевой промышленности.
P5-A способен производить до 60 запечатанных лотков в минуту, 32 лотков MAP и 28 лотков для кожи. Дополнительная тележка для хранения уплотнительной головки гарантирует, что смену инструмента можно менее чем за 5 минут.Удобный сенсорный дисплей позволяет легко и быстро настроить продукт и сохранить до 99 рецептов продуктов и выбрать язык, включая английский, испанский и французский. Пленочная герметизация, MAP и вакуумная скин-упаковка могут быть выполнены на одной и той же уплотнительной головке.
Технические характеристики Загрузить брошюру
Полуавтоматическая упаковочная система P5-RM
Сделайте шаг вперед с P5-RM от Point Five Packaging. Эта полуавтоматическая система запечатывания лотков способна создавать вакуум, MAP (вакуумный газ), вакуумную пленку (VSP) и запечатывать предварительно сформированные лотки и чашки.Ручное управление поворотным столом значительно сокращает время цикла и оптимизирует производительность. Это позволяет оператору загружать и выгружать лотки на одной станции, в то время как машина выполняет операцию запечатывания на другой. Когда все будет готово, оператор повернет стол, и цикл начнется снова.
P5-RM оснащен легко загружаемой стойкой для пленки и автоматической подачей пленки. Дополнительная функция печати с зарегистрированной пленкой и автоматический подъемник лотка для облегчения загрузки / выгрузки. P5-RM может обрабатывать до 16 лотков MAP, 28 запечатанных лотков и 12 лотков для вакуумной скин-упаковки в минуту.Быстросменные уплотнительные головки можно заменить менее чем за 2 минуты. Удобный сенсорный дисплей позволяет легко настроить продукт, сохранить до 99 рецептов продуктов и выбрать несколько языков, включая английский, испанский и французский.
Технические характеристики Загрузить брошюру
Полуавтоматическая упаковочная система P5-M
Система уплотнения P5-M сочетает в себе прочную конструкцию с компактными размерами для обеспечения максимального уровня входа для запечатывания лотков и чашек, в модифицированной атмосфере, в вакууме, газе или вакууме. кожная упаковка.Санитарная конструкция из нержавеющей стали гарантирует, что P5-M будет как дома в любой среде упаковки пищевых продуктов. P5-M идеально подходит для малых и средних упаковщиков, а также является удобной системой дополнения и резервного копирования для крупных производителей. Универсальный и компактный с привлекательной ценой, P5-M хорошо подходит для научно-исследовательских лабораторий в академических, медицинских, сельскохозяйственных и исследовательских центрах по упаковке пищевых продуктов.
Технические характеристики Загрузить брошюру
Полуавтоматическая упаковочная система P5-T
Настольная система уплотнения P5-T — идеальное решение для запечатывания лотков и чашек, а также создания герметичной модифицированной атмосферы (MAP) и / или вакуума скин паки (ВСП) с минимальными вложениями.P5-T идеально подходит для любых операций начального уровня или переделки производства, а также для розничной торговли или лабораторий. Удобный цветной сенсорный экран с несколькими рецептами продуктов, легко загружаемый стеллаж для пленки, автоматическая перемотка обрезков пленки и быстрая замена уплотнительных головок — все это стандартные характеристики этой удобной системы.
Технические характеристики Загрузить брошюру
P5-4ZA Автоматическая система упаковки
Серия P5-4ZA представляет собой полностью автоматизированную систему уплотнения лотков и чашек, способную производить вакуумно-газовые пакеты MAP, вакуумные скин-пакеты (VSP) и / или без MAP подносы и чашки.P5-4ZA может быть оснащен до 3 станциями запайки для достижения производительности до 150 лотков в минуту (без MAP). Клиенты также могут запускать разные продукты на каждой станции запечатывания и значительно сокращать их смену с течением времени. Смена уплотнительной головки может быть выполнена менее чем за 5 минут с помощью дополнительной эргономичной тележки для хранения уплотнительной головки.
P5-4ZA может быть настроен для вашей конкретной компоновки упаковочной линии и интегрирован с различными опциями и компонентами для создания полностью готовой упаковочной линии.Point Five Packaging поможет вам разработать концепцию, спроектировать и разработать подающие и отводящие конвейерные линии, устройства для раздачи лотков, наполнители и отсадочные устройства, маркеры / печатные машины, выравнивающие устройства и т. Д. Удобный цветной сенсорный экран с дисплеем позволяет легко настраивать и заменять продукт. может хранить до 99 программ продуктов. Операторы также могут выбирать между английским, испанским и французским переводом экрана.
Технические характеристики Загрузить брошюру
Искусственный фотосинтез использует солнечный свет для рециркуляции СО2 в «зеленый метан»
Изображение, полученное с помощью электронного микроскопа, показывает полупроводниковые нанопроволоки.Они доставляют электроны к металлическим наночастицам, которые превращают диоксид углерода и воду в метан. Кредит: Baowen Zhou
.Новый подход к искусственному фотосинтезу использует солнечный свет для превращения углекислого газа в метан, что может помочь сделать устройства, работающие на природном газе, углеродно-нейтральными.
Метан — основной компонент природного газа. Фотосинтез — это процесс, при котором зеленые растения используют солнечный свет для производства пищи из углекислого газа и воды, выделяя кислород в качестве побочного продукта.Искусственный фотосинтез часто направлен на производство углеводородного топлива, аналогичного природному газу или бензину, из одних и тех же исходных материалов.
Метод получения метана стал возможным благодаря новому катализатору, разработанному в сотрудничестве между Университетом Мичигана, Университетом Макгилла и Университетом Макмастера. Документ о результатах опубликован в Proceedings of the National Academy of Sciences.
Катализатор, работающий на солнечной энергии, сделан из большого количества материалов и работает в конфигурации, которая может быть произведена массово.Исследователи считают, что он может переработать углекислый газ из дымовых труб в экологически чистое топливо в течение 5-10 лет.
«Тридцать процентов энергии в США вырабатывается из природного газа», — сказал Зетиан Ми, профессор электротехники и информатики Мичиганского университета, который руководил работой вместе с Джун Сонг, профессором материаловедения в Университете Макгилла. «Если мы сможем производить зеленый метан, это большое дело».
Главным достижением является то, что команда использовала относительно большие электрические токи с помощью устройства, которое должно быть возможно в массовом производстве.Он также особенно хорошо направляет это электричество на образование метана, при этом половина доступных электронов направляется на реакции образования метана, а не на побочные продукты, такие как водород или окись углерода.
«Тридцать процентов энергии в США вырабатывается из природного газа, если мы сможем производить зеленый метан, это большое дело». — Zetian Mi
«Предыдущие устройства искусственного фотосинтеза часто работают при небольшой доле максимальной плотности тока кремниевого устройства, тогда как здесь мы работаем на 80 или 90 процентах от теоретического максимума, используя готовые для промышленности материалы и катализаторы с большим содержанием земли», — сказал Баовен Чжоу. постдокторант в группе Ми, работающей над этим проектом.
Превращение углекислого газа в метан — очень сложный процесс. Углерод должен быть получен из CO2, что требует много энергии, потому что диоксид углерода является одной из самых стабильных молекул. Точно так же необходимо расщепить h3O, чтобы присоединить водород к углероду. Каждому углероду требуется четыре атома водорода, чтобы стать метаном, что составляет сложный танец из восьми электронов (каждая углерод-водородная связь имеет два электрона, и есть четыре связи).
Дизайн катализатора имеет решающее значение для успеха реакции.
«Вопрос на миллион долларов состоит в том, как быстро перемещаться по огромному пространству материалов, чтобы найти оптимальный рецепт», — сказал Сонг.
Теоретическая и вычислительная работа его команды определила ключевой компонент катализатора: наночастицы меди и железа. Медь и железо удерживают молекулы своими атомами углерода и кислорода, выигрывая время для водорода, чтобы совершить прыжок с фрагментов молекул воды на атом углерода.
Устройство представляет собой своего рода солнечную панель, усыпанную наночастицами меди и железа.Он может использовать энергию солнца или электрический ток для расщепления углекислого газа и воды.
Базовый слой представляет собой кремниевую пластину, мало чем отличную от тех, которые уже используются в солнечных панелях. Эта пластина покрыта нанопроволокой, каждая из которых изготовлена из полупроводникового нитрида галлия, высотой 300 нанометров (0,0003 миллиметра) и шириной около 30 нанометров.
Такое расположение создает большую площадь поверхности, на которой могут происходить реакции. Нанопроволоки с вкраплениями наночастиц покрыты тонкой пленкой воды.
Устройство может быть спроектировано для работы только от солнечной энергии, или производство метана может быть усилено дополнительным электричеством. В качестве альтернативы, работающее от электричества, устройство потенциально могло работать в темноте.
На практике панель искусственного фотосинтеза должна быть подключена к источнику концентрированного углекислого газа — например, углекислого газа, улавливаемого из промышленных дымовых труб. Устройство также может быть сконфигурировано для производства синтетического природного газа (синтез-газа) или муравьиной кислоты, обычного консерванта в кормах для животных.
Исследование финансируется Агентством по сокращению выбросов в Альберте и отделом естественных наук, Советом инженерных исследований Канады и программой Blue Sky при Инженерном колледже U-M. U-M владеет множеством патентов на этот катализатор и ищет партнеров для вывода его на рынок.
Готовка на отходах CO2
Скорость чтения
- Метан в природном газе используется для приготовления пищи, но может быть экологически вредным
- Новый метод создания метана с потреблением загрязняющего вещества диоксид углерода
- Этот «реактор метанирования» может изменить то, как мы используем метан.
Природный газ — один из самых надежных источников энергии.Он готовит вам еду, обогревает ваш дом и имеет множество промышленных применений, таких как производство удобрений и антифризов. Фактически, мировое потребление в 2016 году составило 3 630 миллиардов кубических метров. Хотя в природном газе содержится множество химических соединений, метан составляет от 50 до 90% этого энергоресурса.
Метан может быть получен из природных источников, но большая его часть производится посредством так называемой реакции Сабатье. Этот метод хорошо зарекомендовал себя с тех пор, как Пол Сабатье получил Нобелевскую премию по химии за его изобретение в 1912 году.Однако реакция Сабатье также может привести к образованию углерода и использует большое количество водорода, что делает ее экологически вредной.
К счастью, кто-то работает над решением. Но Стефано Фальчинелли из Университета Перуджи (UNIPG) и его команда не хотели просто снизить потребление водорода — они также хотели поглощать углекислый газ, отравляющий нашу планету.
Ничего не стоит, не хочу
Поскольку 80% мировых потребностей в энергии приходится на ископаемое топливо, идея использования углекислого газа (побочного продукта сжигания ископаемого топлива) для создания метана была убедительной для Фальчинелли.Работая с Андреа Каприччоли из ENEA, Антонио Лагана из UNIPG и PLC System S.r.l., Фальчинелли создал ProGeo. Несмотря на свою сложность, этот «реактор метанирования» работает во многом как кухонный прибор.
«ProGeo — это печь, в которую вы помещаете металлический порошок, например песок, и отработанный газ, например углекислый газ», — объясняет Фальчинелли. «Если вы нагреете духовку до 200 ° C, сохраняя герметичность, вы можете получить очень ценное вещество (метан), которое можно использовать для производства энергии по мере необходимости.”
В частности, ProGeo использует компьютерную систему молекулярного симулятора с поддержкой сетки (GEMS) для определения наиболее оптимальной реакции. Фальчинелли и его команда использовали GEMS и программный пакет Zacros Kinetic Monte Carlo для выполнения расширенных расчетов и исследования взаимодействия молекулярных процессов, необходимых для создания метана.
Как оказалось, разобраться в химическом процессе было не так уж и сложно. По словам Фальчинелли, самой сложной задачей было проектирование печи.Команда построила камеру реактора с нуля, изо всех сил пытаясь оптимизировать гидродинамику реагирующих газов с взаимодействием металлического катализатора, пока они не смогли определить лучшие рабочие условия с точки зрения температуры и внутреннего давления.
Что ждет в будущем
Реакция метанирования Фальчинелли имеет экологические преимущества перед реакцией Сабатье из-за отказа от использования водорода, но исследователь Университета Перуджи не останавливается на достигнутом.Он считает, что ProGeo может стать твердым решением для производства метана, которое можно будет использовать во всем мире для создания экологически чистого метана, а также для снижения производства диоксида углерода.
Повышение уровня углекислого газа в атмосфере Земли оказывает негативное воздействие на окружающую среду, от глобального потепления до закисления океана. Что, если часть этого избытка CO 2 может быть использована для производства метана? Предоставлено NOAA.
Команда также изучает возможность создания метана без использования металлического катализатора, описанного в реакции метанирования ProGeo.Фальчинелли еще предстоит собрать какие-либо экспериментальные данные о выходе реакции для этого исследования, но он надеется, что его работа приведет к интересным открытиям.
«ProGeo может стать основным методом производства метана (из конверсии CO 2 ), если мы сможем производить необходимый реагент H 2 по более низкой цене, чем текущий метод», — говорит Фальчинелли. «Мы работаем над разработкой нового типа электролизера, оптимизируя соотношение выхода и стоимости, чтобы снизить фактическую стоимость примерно в десять раз.”
Изменение климата — глобальная проблема, и решения, позволяющие сохранить ограниченные ресурсы и одновременно снизить уровень углекислого газа, привлекательны как никогда. Цивилизация с нулевым выбросом углерода может быть далекой мечтой, но благодаря таким ученым, как Фальчинелли, она может стать ближе, чем мы думаем.
Службы неотложной медицинской помощи (EMS), по оценкам, будут расти с более высоким среднегодовым темпом роста в течение прогнозного периода
Рост числа экстренных случаев, таких как инфаркт миокарда и приступы травм, оценивается как значительный фактор роста рынка внутрикостных устройств в течение прогнозируемого периода 2018-2026 гг.Внутрикостные устройства обеспечивают безопасный, лучший и удобный способ введения жидкостей и лекарств пациентам через костный мозг. В зависимости от конечного пользователя рынок внутрикостных устройств можно разделить на портативные, настольные, портативные и другие.
Увеличение количества разрешений со стороны правительства и регулирующих органов оказывается строительным блоком для рынка внутрикостных устройств. Реструктуризация руководств с учетом увеличения уровня смертности от сердечно-сосудистых заболеваний также способствует росту рынка внутрикостных устройств.
Запросить брошюру отчета — https://www.transparencymarketresearch.com/sample/sample.php?flag=B&rep_id=37775
Технологические достижения отмечают рынок внутрикостных устройств. Производители на рынке внутрикостных устройств вкладывают значительные средства в научно-исследовательские и опытно-конструкторские работы, чтобы выпустить эффективные продукты, повышающие эффективность процедуры лечения. Импровизация кончиков игл, изменение конструкции иглы и усовершенствование катетера приносят хороший рост рынку внутрикостных устройств.Ультрасовременные конструкции с использованием материалов высшего качества во внутрикостных устройствах делают заметку на рынке внутрикостных устройств.
Слияния и поглощения, слияния, сотрудничества и совместные предприятия оказались светом в конце туннеля для рынка внутрикостных устройств. Ключевыми игроками на рынке внутрикостных устройств являются Becton Dickinson Company, Pyng Medical Corporation, PerSys Medical и Aero Healthcare.
Рост гериатрического населения наряду с технологическими достижениями может сделать Северную Америку наиболее прибыльным регионом в прогнозируемый период.По оценкам, в Азиатско-Тихоокеанском регионе также будет зафиксирован стабильный рост в течение прогнозируемого периода благодаря многочисленным факторам, таким как правительственные инициативы, проведение крупномасштабных исследований и разработок, а также увеличение численности населения.
Запрос на анализ влияния COVID-19 на рынок внутрикостных устройств — https://www.transparencymarketresearch.com/sample/sample.php?flag=covid19&rep_id=37775
Рынок внутрикостных устройств — снимок
Мировой рынок внутрикостных устройств расширяется в связи с увеличением числа неотложных случаев и заболеваний, таких как остановка сердца и травмы.Мировой рынок внутрикостных устройств оценивался в более чем 361,0 млн долларов США в 2017 году. По прогнозам, к 2026 году он достигнет стоимости в 586,9 млн долларов США, а в период с 2018 по 2026 год он будет расти со среднегодовыми темпами роста более 5,5%. расширяется с относительно более высокими темпами роста из-за увеличения гериатрического населения, увеличения распространенности различных заболеваний и расширения исследований, увеличения количества неотложных медицинских ситуаций, а также деятельности и подходов в области развития в секторе здравоохранения как в развитых, так и в развивающихся странах.
Внутрикостные устройства можно использовать для доставки лекарств и жидкостей в экстренных случаях, когда нет венозного доступа или его невозможно быстро установить. Первоначально внутрикостные устройства использовались в педиатрических неотложных случаях, требующих срочного сосудистого доступа. В 2005 году Американская кардиологическая ассоциация (AHA) и Европейский совет по реанимации (ERC) пересмотрели свои рекомендации, включив в них защиту доступа к внутрикостным инфузиям у взрослых с остановкой сердца, когда доступ к внутривенным инъекциям недоступен.
Во время боевых действий армий Великобритании и США в Афганистане и Ираке, а также израильской армии во Второй ливанской войне внутрикостный доступ появился как жизнеспособная альтернатива IV. В настоящее время руководство Комитета армии США по оказанию тактической помощи пострадавшим во время боевых действий (TCCC) рекомендует использовать внутрикостную инфузию в любом случае реанимации, в котором доступ для внутривенного введения невозможен.
Запрос на индивидуальное исследование — https: //www.transparencymarketresearch.com / sample / sample.php? flag = CR & rep_id = 37775
Ручные иглы были первыми введенными внутрикостными устройствами, которые до сих пор широко используются некоторыми практикующими врачами. В настоящее время в продаже имеется несколько различных ручных внутрикостных игл. Высокая распространенность различных заболеваний, таких как остановка сердца, и чрезвычайных ситуаций, включая травмы, а также увеличение количества военных действий привели к увеличению популяции пациентов, нуждающихся в внутрикостных устройствах для лечения.Ожидается, что эти факторы будут стимулировать спрос на внутрикостные устройства во всем мире в будущем. Кроме того, по оценкам, обширные исследования и технологические достижения подпитывают рынок внутрикостных устройств.
Мировой рынок внутрикостных устройств был сегментирован по типу, конечному пользователю и региону. По типу мировой рынок подразделяется на ручной, полуавтоматический и автоматический. По прогнозам, полуавтоматические системы будут занимать значительную долю рынка, в то время как сегмент автоматических устройств, как ожидается, будет расширяться значительными темпами в течение прогнозируемого периода.По оценкам, полуавтоматический сегмент будет расти в среднем на 6,0% в течение прогнозируемого периода. Полуавтоматические внутрикостные устройства обеспечивают сравнительно быстрый и легкий доступ к сосудам по сравнению с ручными внутрикостными устройствами. По сравнению с ручными и полуавтоматическими устройствами; автоматические внутрикостные устройства разработаны недавно, поэтому проникновение этого устройства сравнительно невелико.
С точки зрения конечного пользователя глобальный рынок разделен на больницы, службы неотложной медицинской помощи (EMS) и вооруженные силы.Ожидается, что сегмент EMS будет доминировать на рынке и будет расти со среднегодовым темпом роста 6,0% в течение прогнозируемого периода. Это связано с ростом числа чрезвычайных ситуаций, включая дорожно-транспортные происшествия, травмы, травмы и остановку сердца, увеличением проникновения внутрикостных устройств и наличием хорошо обученных и оснащенных медицинских специалистов.
Купить отчет о рынке внутрикостных устройств по адресу https://www.transparencymarketresearch.com/checkout.php?rep_id=37775<ype=S
Географически глобальный рынок внутрикостных устройств разделен на Северную Америку, Европу, Азиатско-Тихоокеанский регион, Латинскую Америку, Ближний Восток и Африку.Ожидается, что Северная Америка будет доминировать на мировом рынке и составит значительную долю мирового рынка. Рынок в Северной Америке в первую очередь обусловлен быстрым увеличением гериатрического населения, увеличением количества пациентов, высокой скоростью внедрения технологических достижений и увеличением распространенности различных заболеваний. Более того, ожидается, что повышение осведомленности людей и числа игроков и продуктов в сочетании со значительным вниманием к исследованиям и разработкам будет способствовать развитию глобального рынка внутрикостных устройств в Северной Америке в течение прогнозируемого периода.Согласно прогнозам, рынок Азиатско-Тихоокеанского региона будет расширяться быстрыми темпами в течение прогнозируемого периода. Китай доминировал на рынке Азиатско-Тихоокеанского региона, и, по оценкам, он будет расти со значительными среднегодовыми темпами в течение прогнозируемого периода. Рост населения, правительственные инициативы, предпринятые в области здравоохранения, и расширение деятельности в области исследований и разработок являются движущими силами рынка в Азиатско-Тихоокеанском регионе.
Компании, такие как Teleflex Incorporated, PERSYS MEDICAL и Cook, в 2017 году составили основную долю мирового рынка.Сильная сеть с больницами и дистрибьюторами, растущее число приобретений и слияний, а также активное участие в исследованиях и разработках являются ключевыми факторами, укрепляющими позиции этих игроков на рынке. 3 апреля 2017 года Teleflex Incorporated завершила сделку по приобретению Pyng Medical, компании по производству медицинского оборудования, которая разрабатывала и продавала продукты для внутрикостной инфузии грудины, которые дополняют портфель продуктов для анестезии Teleflex Incorporated. Компании принимают стратегию приобретения и сотрудничества с параллельными компаниями для улучшения и усиления своего присутствия на мировом рынке.
Просмотрите другие отчеты о тенденциях по исследованию рынка Transparency:
Общий рынок замены голеностопного сустава: https://www.transparencymarketresearch.com/total-ankle-replacement-market.html
Рынок витреоретинальных хирургических устройств: https://www.transparencymarketresearch.com/vitreoretinal-surgery-devices-market.html
Рынок инкубаторов: https: //www.transparencymarketresearch.ru / carbon-dioxide-incubators.html
О нас
Transparency Market Research — это поставщик рыночной информации нового поколения, предлагающий основанные на фактах решения для руководителей бизнеса, консультантов и специалистов по стратегии.
Наши отчеты представляют собой комплексные решения для роста, развития и развития бизнеса. Наши методы сбора данных в режиме реального времени и возможность отслеживать более миллиона быстрорастущих нишевых продуктов соответствуют вашим целям.Подробные и запатентованные статистические модели, используемые нашими аналитиками, дают представление о том, как принять правильное решение в кратчайшие сроки. Для организаций, которым требуется конкретная, но исчерпывающая информация, мы предлагаем индивидуальные решения в виде специальных отчетов. Эти запросы доставляются с идеальным сочетанием правильного понимания методологий решения проблем, ориентированных на факты, и использования существующих репозиториев данных.
TMR считает, что объединение решений конкретных проблем клиентов с правильной методологией исследования является ключом к тому, чтобы помочь предприятиям прийти к правильному решению.
Контакты
Г-н Рохит Бхисей
Исследование рынка прозрачности
Государственная башня,
90 Стейт Стрит,
Люкс 700,
Олбани, штат Нью-Йорк — 12207
США
США — Канада (бесплатный звонок): 866-552-3453
Эл. Почта: [email protected]
Сайт: https://www.transparencymarketresearch.com/
Нью-Джерси 2C: 39-1. Определения огнестрельного оружия. | Виллани и ДеЛука, П.С.
Защита Нью-Джерси 2C: 39-1.Определения огнестрельного оружия.
После того, как вы прочитаете следующий Уголовный закон штата Нью-Джерси (определения огнестрельного оружия), вы можете решить, что вам нужна помощь адвоката или юридическое толкование того, как этот закон применяется к вашему делу. В фирме Villani & DeLuca работают опытные юристы по уголовным делам с более чем 20-летним опытом, включая бывшего муниципального прокурора. Позвоните по указанному выше номеру, чтобы получить бесплатную круглосуточную консультацию по телефону.
Статут штата Нью-Джерси: 2C: 39-1. Определения.
К данной главе и к главе 58 применяются следующие определения:
a.«Старинное огнестрельное оружие» означает любую винтовку или дробовик, а «старинное ружье» означает разрушающее устройство, определенное в параграфе (3) подраздела c. настоящего раздела, если винтовка, дробовик или разрушающее устройство, в зависимости от обстоятельств, не может быть стрелять или разряжаться, или которое не стреляет фиксированными боеприпасами, независимо от даты производства, или было произведено до 1898 года, для каких патронов не является коммерчески доступным и используется как диковинка или украшение, или из-за его исторического значения или ценности.
b. «Дефейс» означает удаление, искажение, прикрытие, изменение или уничтожение имени производителя, обозначения модели, серийного номера производителя или любого другого отличительного знака или номера на любом огнестрельном оружии.
c. «Разрушающее устройство» означает любое устройство, инструмент или объект, предназначенные для взрыва или неконтролируемого возгорания, включая (1) любую взрывную или зажигательную бомбу, мину или гранату; (2) любая ракета, имеющая метательный заряд более четырех унций, или любая ракета, имеющая взрывной или зажигательный заряд более четверти унции; (3) любое оружие, способное стрелять снарядами калибра более 60, за исключением дробовика или боеприпасов для дробовика, признанных пригодными для спортивных целей; (4) любой коктейль Молотова или другое устройство, состоящее из бьющегося контейнера, содержащего легковоспламеняющуюся жидкость, и имеющего фитиль или подобное устройство, способное воспламениться.Этот термин не включает какие-либо устройства, изготовленные для освещения, сигнализации бедствия, метания лески, безопасности или аналогичных целей.
d. «Распоряжение» означает отдавать, отдавать, сдавать в аренду, ссужать, оставлять для продажи, предлагать, предлагать для продажи, продавать, передавать или иным образом передавать владение.
e. «Взрывчатое вещество» означает любое химическое соединение или смесь, которые обычно используются или хранятся с целью создания взрыва и которые содержат любые окисляющие и горючие материалы или другие ингредиенты в таких пропорциях, количествах или упаковке, что при возгорании в результате пожара, трение, сотрясение или детонация любой части соединения или смеси может вызвать такое внезапное образование сильно нагретых газов, что возникающие в результате газовые давления способны оказывать разрушительное воздействие на смежные объекты.Этот термин не включает боеприпасы для стрелкового оружия или взрывчатые вещества в форме, предписанной официальной фармакопеей Соединенных Штатов.
f. «Огнестрельное оружие» означает любой пистолет, винтовку, дробовик, пулемет, автомат или полуавтоматическую винтовку, или любое оружие, устройство или инструмент по своему характеру, из которого может быть произведен выстрел или выброшен любой твердый выступающий шар, пуля , гранулы, ракеты или пули, или любой газ, пар или другое ядовитое вещество, с помощью патрона или снаряда, действия взрывчатого вещества или воспламенения легковоспламеняющихся или взрывчатых веществ.Он также должен включать, без ограничения, любое огнестрельное оружие, которое по своей природе является пневматическим пистолетом, пружинным пистолетом или пистолетом или другим оружием аналогичного характера, в котором движущая сила представляет собой пружину, эластичную ленту, двуокись углерода, сжатый или другой газ. либо паром, воздухом или сжатым воздухом, либо воспламеняется сжатым воздухом и выбрасывает пулю или ракету диаметром менее трех восьмых дюйма с силой, достаточной для ранения человека.
г. «Глушитель огнестрельного оружия» означает любой инструмент, приспособление, оружие или приспособление для бесшумной стрельбы из любого пистолета, револьвера, пистолета или другого огнестрельного оружия или предназначенный для уменьшения или заглушения шума выстрела любого пистолета, револьвера. , пистолет или другое огнестрельное оружие.
ч. «Гравитационный нож» означает любой нож, лезвие которого высвобождается из рукоятки или ножен под действием силы тяжести или приложения центробежной силы.
I. «Пулемет» означает любое огнестрельное оружие, механизм или инструмент, не требующий нажатия спускового крючка для каждого выстрела и имеющий резервуар, ремень или другие средства хранения и переноски боеприпасов, которые могут быть загружены в огнестрельное оружие, механизм или инструмент и стрелял оттуда.
j. «Изготовитель» означает любое лицо, которое получает или получает сырье или детали и перерабатывает их в огнестрельное оружие или готовые части огнестрельного оружия, за исключением лица, которое занимается исключительно обработкой рукояток, ложи и других неметаллических частей огнестрельного оружия.Этот термин не включает человека, который ремонтирует существующее огнестрельное оружие или получает новое и бывшее в употреблении сырье или детали исключительно для ремонта существующего огнестрельного оружия.
k. «Пистолет» означает любой пистолет, револьвер или другое огнестрельное оружие, изначально разработанное или изготовленное для стрельбы одной рукой.
l. «Розничный торговец» означает любое лицо, включая оружейника, за исключением производителя или оптового торговца, которое продает, передает или уступает за вознаграждение или прибыль любое огнестрельное оружие или его части или боеприпасы, которые он приобрел или получил с намерением или с целью перепродажи или передачи лицам, которые разумно считаются конечными потребителями, включая любое лицо, которое занимается ремонтом огнестрельного оружия или продает любое огнестрельное оружие для погашения долга, обеспеченного залогом огнестрельное оружие.
м. «Винтовка» означает любое огнестрельное оружие, предназначенное для стрельбы с плеча и использующее энергию взрывчатого вещества в фиксированном металлическом патроне для выстрела одного снаряда через нарезное отверстие при каждом нажатии на спусковой крючок.
n. «Дробовик» означает любое огнестрельное оружие, предназначенное для стрельбы с плеча и использующее энергию взрывчатого вещества в неподвижном патроне дробовика для стрельбы через гладкий ствол, либо несколько выстрелов шариком, либо один снаряд для каждого нажатия на спусковой крючок , или любое огнестрельное оружие, предназначенное для стрельбы с плеча, которое не стреляет фиксированными боеприпасами.
o. «Обрезанное ружье» означает любое ружье, имеющее ствол или стволы менее 18 дюймов в длину, измеренную от казенной части до дульного среза, или винтовку, имеющую ствол или стволы длиной менее 16 дюймов, измеряемые от ствола. казенная часть дульного среза или любое огнестрельное оружие, изготовленное из винтовки или дробовика, путем модификации или иным образом, если такое модифицированное огнестрельное оружие имеет общую длину менее 26 дюймов.
p. «Нож с переключаемым лезвием» означает любой нож или аналогичное устройство, имеющее лезвие, которое открывается автоматически при надавливании рукой на кнопку, пружину или другое устройство в рукоятке ножа.
q. «Суперинтендант» означает суперинтенданта государственной полиции.
r. «Оружие» означает все, что может привести к летальному исходу или причинению серьезных телесных повреждений. Этот термин включает в себя, но не ограничивается, все (1) огнестрельное оружие, даже если оно не заряжено или не имеет обоймы или другого компонента для немедленного использования; (2) компоненты, которые можно легко собрать в оружие; (3) гравитационные ножи, складные ножи, кинжалы, кинжалы, шпильки или другие опасные ножи, билли, блэкджек, дубинки, металлические кастеты, песочные клубы, рогатки, цести или аналогичные кожаные ремешки с металлическими опилками или лезвия для бритв, вставленные в дерево; и (4) электрошокеры; и любое оружие или другое устройство, которое выбрасывает, выпускает или испускает слезоточивый газ или любое другое вещество, предназначенное для причинения временного физического дискомфорта или необратимой травмы путем испарения или иного выброса в воздух.
s. «Оптовый торговец» означает любое лицо, за исключением производителя, которое продает, передает или уступает огнестрельное оружие или его части лицам, которые, как разумно понимают, не являются конечными потребителями, и включает лиц, получающих готовые части огнестрельное оружие и собирать его в законченное или частично укомплектованное огнестрельное оружие для достижения этой цели, за исключением тех лиц, которые имеют дело исключительно с рукоятками, ложей и другими неметаллическими частями огнестрельного оружия.
т. «Электрошокер» означает любое оружие или другое устройство, излучающее электрический заряд или ток, предназначенный для временного или постоянного выведения из строя человека.
u. «Баллистический нож» означает любое оружие или другое устройство, способное привести к летальному исходу и способное привести в движение лезвие ножа.
v. «Имитация огнестрельного оружия» означает предмет или устройство, которые можно принять за огнестрельное оружие.
w. «Штурмовое огнестрельное оружие» означает:
(1) Следующее огнестрельное оружие:
Algimec AGM1 тип
Любое ружье с вращающимся цилиндром, такое как Street Sweeper или Striker 12 ″
Armalite AR-180 тип
Австралийское автоматическое оружие SAR
Автомат Калашникова полуавтоматическое огнестрельное оружие
Beretta AR-70 и полуавтоматическое огнестрельное оружие BM59
Bushmaster Assault Rifle
Calico M-900 Assault carine and M-900
CETME G3
Chartered Industries of Singapore SR-88 type
Colt AR -15 и CAR-15 серий
Daewoo K-1, K-2, Max 1 и Max 2, AR 100 типов
Demro TAC-1 типа карабина
Encom MP-9 и MP-45 карабина типов
FAMAS MAS223 типов
FN — Полуавтоматическое огнестрельное оружие типа FAL, FN-LAR или FN-FNC
Дробовики Franchi SPAS 12 и LAW 12
G3SA типа
Galil типа Heckler and Koch HK91, HK93, HK94, MP5, PSG-1
Intratec TEC 9 и 22 полуавтоматическое огнестрельное оружие
карабин M1 тип
M14S тип
MAC 10, MAC 11, MAC 11-9мм карабин типа firea rms
Карабин PJK M-68 типа
Plainfield Machine Company Карабин
Ruger K-Mini-14 / 5F и Mini-14 / 5RF
SIG AMT, SIG 550SP, SIG 551SP, SIG PE-57 типов
SKS со съемным магазином типа
Карабин Spectre Auto типа
Springfield Armory BM59 и SAR-48 типа
Sterling MK-6, MK-7 и SAR типов
Steyr A.У.Г. полуавтоматическое огнестрельное оружие
USAS 12 полуавтоматическое ружье
полуавтоматическое огнестрельное оружие типа Uzi
полуавтоматическое огнестрельное оружие типа Valmet M62, M71S, M76 или M78
Weaver Arm Nighthawk.
(2) Любое огнестрельное оружие, произведенное под любым наименованием, которое по существу идентично любому из огнестрельного оружия, перечисленного выше.
(3) Полуавтоматическое ружье с емкостью магазина более шести патронов, пистолетной рукояткой или складным прикладом.
(4) Полуавтоматическая винтовка с фиксированным магазином емкостью более 15 патронов.
(5) Часть или комбинация частей, разработанная или предназначенная для преобразования огнестрельного оружия в штурмовое огнестрельное оружие, или любая комбинация частей, из которых можно легко собрать штурмовое огнестрельное оружие, если эти части находятся во владении или под контролем того же самого. человек.
x. «Полуавтоматическое» означает огнестрельное оружие, которое стреляет одним снарядом при каждом нажатии на спусковой крючок и является самозарядным или автоматически заряжает патрон, патрон или пулю.
y. «Магазин для боеприпасов большой емкости» означает коробку, барабан, трубку или другой контейнер, в котором может храниться более 15 патронов, которые должны непрерывно и непосредственно из них подаваться в полуавтоматическое огнестрельное оружие.
z. «Пистолетная рукоятка» означает четко очерченную рукоятку, аналогичную рукоятке пистолета, которая заметно выступает под действием оружия и позволяет держать дробовик и стрелять одной рукой.
aa. «Старинный пистолет» означает пистолет, изготовленный до 1898 года, или его копию, которая признана исторической по своей природе или имеет историческое значение и либо (1) использует зажигание спичкой, трением, кремнем или ударным зажиганием, либо использует патрон с штифтом, в котором штифт является частью патрона или (2) не стреляет фиксированными боеприпасами, или патроны для которых отсутствуют в продаже.
bb. «Блокировка спускового крючка» означает имеющееся в продаже устройство, одобренное суперинтендантом государственной полиции, которое управляется с помощью ключа или кодового замка, который предотвращает разряд огнестрельного оружия, когда устройство прикреплено к огнестрельному оружию. Оно может включать, но не ограничивается ими, устройства, которые закрывают ствол или цилиндр огнестрельного оружия, а также устройства, удерживающие спусковой крючок.
куб.см. «Устройство блокировки спускового крючка» означает устройство, которое, если оно установлено на огнестрельном оружии и закреплено с помощью ключа или механического, электронного или электромеханического кодового замка, предотвращает разряд огнестрельного оружия без предварительного отключения или снятия устройства с помощью ключа или кодового замка с механическим, электронным или электромеханическим управлением.
дд. «Персонализированный пистолет» означает пистолет, который включает в себя в своей конструкции и как часть его оригинального производства технологию, которая автоматически ограничивает его эксплуатационное использование и которое не может быть легко деактивировано, так что из него может стрелять только авторизованный или признанный пользователь. Технология, ограничивающая эксплуатационное использование пистолета, может включать, помимо прочего: радиочастотную маркировку, сенсорную память, дистанционное управление, отпечаток пальца, магнитное кодирование и другие системы автоматической идентификации пользователя, использующие биометрические, механические или электронные системы.Никакая марка или модель пистолета не может считаться «персонализированным пистолетом», если Генеральный прокурор не определил путем тестирования или другими разумными способами, что пистолет соответствует любым стандартам надежности, которые производитель может потребовать для своих серийно выпускаемых пистолетов, которые не персонализированный или, если производитель не имеет таких стандартов надежности, пистолет соответствует стандартам надежности, обычно используемым в промышленности для имеющихся в продаже пистолетов.
Л. 1978, с.95; с поправками 1981 г., c.363, s.1; 1983, с.479, с.1; 1985, c.360, s.1; 1987, c.228, s.1; 1989, c.120, s.1; 1990, c.32, s.1; 1999, c.233, s.1; 1999, c.255, s.1; 2002, с.130, с.5.
AKA: NJ Уголовное обвинение 2C: 39-1, нарушение 2C: 39-1, преступление 2C: 39-1
Заявление об ограничении ответственности: для вашего сведения предоставлена копия этого закона. Эта формулировка актуальна с веб-сайта NJ lis.njleg.state.nj.us по состоянию на август 2012 года.
Проверка герметичности Dräger Fabius под сомнение
Мы обнаружили то, что мы считаем недостатком в анестезиологических аппаратах Dräger Fabius Tiro ® , которые мы используем в операционных залах дневной хирургии.Мы обнаружили проблему с тестом на герметичность, который не обнаруживает треснувшую, сломанную или отсутствующую канистру абсорбента диоксида углерода. Мы обнаружили эту проблему несколько недель назад, когда машина Fabius Tiro ® прошла все утренние проверки, но вскоре после начала нашего первого дела мы поняли, что поглотитель углекислого газа отсутствует в цепи. К моменту установки баллона рСО 2 на вдохе пациента составляло 30 мм рт. К счастью, это событие не привело к длительным последствиям.
После расследования инцидента мы обнаружили, что при испытании на герметичность Dräger Fabius Tiro ® используется положительное давление, которое закрывает клапан абсорбента углекислого газа, перекрывая любые утечки, вызванные неисправностями в канистре абсорбента углекислого газа. Кроме того, нет подсказки, чтобы напомнить врачам о необходимости проверить поглотитель углекислого газа во время проверки аппарата. Это особенно опасная ситуация, поскольку многие врачи в нашем учреждении считают, что отсутствие баллона с абсорбентом углекислого газа вызовет предупреждение во время проверки на герметичность.Мы хотели бы сообщить другим об этой потенциальной ошибке и предложить Dräger включить канистру с абсорбентом углекислого газа в испытание на герметичность машины Fabius Tiro ® .
Карен К. Нанджи, доктор медицины, магистр медицины
Эдвард А. Биттнер, доктор медицины, доктор философии
Бостон, Массачусетс
В ответ:
Испытание на герметичность, проведенное Dräger Fabius Tiro (также применимо к Fabius GS), не обнаруживает отсутствие абсорбирующей канистры CO 2 при использовании адаптера CLIC.Этот адаптер предназначен для снятия и замены баллона во время ухода за пациентом путем закрытия клапана и предотвращения любых утечек из контура пациента при удалении баллона. Поскольку испытание на герметичность проводилось без установленной канистры абсорбента CO 2 , утечки обнаружено не было.
Предположение о том, что испытание на герметичность машины не выявляет утечек в абсорбирующей канистре, неверно. Fabius Tiro и GS включают полуавтоматический тест на герметичность и соответствие требованиям как часть рекомендуемой проверки перед использованием.Тест разделен на 2 части, чтобы помочь пользователю в поиске и устранении неисправностей, одна для контура пациента во время механической вентиляции, а вторая для всей системы, возвращающейся к клапанам управления потоком (рисунки 1 и 2). Полный тест системы включает канистру абсорбента CO 2 и выявит утечки в канистре при условии, что канистра установлена правильно и адаптер CLIC закрыт.
Рекомендуемая процедура проверки в руководствах Tiro и Fabius включает этап «Проверка состояния абсорбента CO 2 ».Это визуальный осмотр, предназначенный для выявления присутствия абсорбента и отсутствия чрезмерного количества индикатора. Если этот визуальный шаг выполнен и канистра с CO 2 правильно размещена, испытание на герметичность выявит утечку, если целостность абсорбирующей канистры CO 2 нарушена.
Системы подачи анестезии Fabius Tiro и GS также доступны с опцией абсорбирующей канистры CO 2 с неплотным заполнением вместо абсорбера CLIC. Канистра с незакрепленным наполнением должна быть на месте и закреплена во время проверки на герметичность; в противном случае будет обнаружена утечка.
Обеспокоенность, выраженная выше, подчеркивает проблему автоматизации процедур проверки перед анестезией. Ни одна из представленных на рынке систем анестезии не полностью автоматизировала все аспекты процедуры оформления заказа и устранила необходимость ручной проверки. Текущие рекомендации по проверке перед анестезией, опубликованные Американским обществом анестезиологов, признают необходимость как автоматизированных, так и ручных процедур, а также различия между системами подачи анестезии. Это руководство является полезным ресурсом для оценки процедур оформления заказа, используемых для отдельных систем доставки (см.
http: // www.asahq.org/clinical/fda.htm).
Пользователи абсорбера Dräger CLIC должны осознавать потенциальные недостатки этой системы. В этом отчете выделен один недостаток, который можно устранить, отметив наличие правильно установленной канистры с абсорбентом перед запуском автоматического испытания на герметичность. Другой недостаток станет очевидным, если во время ухода за пациентом заменить треснувшую или протекающую канистру с абсорбентом. Проверка на герметичность не может выполняться во время ухода за пациентом без прерывания подачи анестезии и вентиляции.Если утечка должна стать очевидной после замены канистры во время дела, следует подозревать целостность канистры как причину утечки.
Ценность капнографии также подчеркивается в этом отчете. Повышенная концентрация вдыхаемого углекислого газа в результате отсутствия абсорбирующей канистры помогла выявить проблему. Следует отметить, что абсорбент CO 2 присутствует в круговой системе для эффективной доставки пара за счет повторного дыхания выдыхаемого газа и не требуется для предотвращения гиперкарбии.Когда вдыхаемый CO 2 возникает из-за отсутствия или истощения абсорбирующего материала CO 2 , вдыхаемый CO 2 может быть устранен путем увеличения потока свежего газа до превышения минутной вентиляции до тех пор, пока проблема не будет устранена.
Роберт Кларк
CareArea ™ Директор, периоперационная помощь
Dräger Medical, Inc.
Джеффри Фельдман, MD, MSE
Комитет по технологиям APSF