Сварные соединения.
Сварные соединения
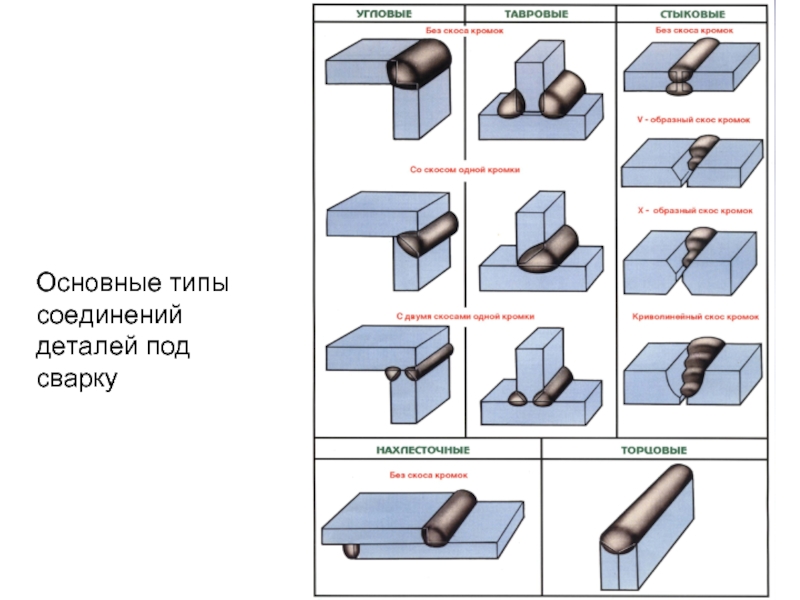
Способы сварки деталей конструкций
Сварка — это технологический процесс соединения твёрдых материалов (металлов и некоторых неметаллов) в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых деталей конструкций.
Современные способы сварки металлов можно разделить на две большие группы: сварка плавлением (сварка в жидкой фазе, термическая сварка), и сварка давлением (сварка в твёрдой фазе, механическая, термомеханическая).
При сварке плавлением материал соединяемых деталей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления, смачивания и взаимного растворения в зоне сварки.
К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др.
При сварке давлением для образования соединения без расплавления требуется значительное давление на контактную поверхность свариваемых деталей.
К сварке давлением относятся холодная, ультразвуковая, сварка трением, взрывом и др.
Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка).
Виды и способы сварки можно классифицировать и по другим признакам, например, по роду энергии: электрическая (дуговая, контактная, электрошлаковая, плазменная, индукционная и т. д.), механическая (трением, холодная, ультразвуковая и т. п.), химическая (газовая, термитная), лучевая (фотонная, электронная, лазерная).
Наиболее распространенными видами сварки являются электродуговая, электронно-лучевая, газовая (термическая сварка плавлением); контактная и термокомпрессионная (термомеханическая сварка); трением, холодная и ультразвуковая (сварка давлением или механическая сварка).
Электродуговая сварка
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу, образующуюся между электродом и свариваемым металлом.
Температура электрической дуги (до 7000°С) значительно выше температуры плавления всех известных металлов, поэтому процесс дуговой сварки сопровождается быстрым и эффективным расплавлением свариваемых деталей в зоне соединения.
В процессах электродуговой сварки применяются как плавящиеся, так и неплавящиеся электроды (угольные, графитовые, вольфрамовые). В первом случае формирование сварного шва происходит плавящимся электродом, во втором случае — расплавлением присадочного материала (проволоки, прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Электродуговую сварку часто выполняют в среде защитного газа (аргона, гелия, углекислоты или их смесей) для защиты металла сварного шва от окисления. Газы подаются в зону дуги из сварочной головки в процессе электросварки.
Различают электродуговую сварку переменным и постоянным током. Сварка постоянным током меньше разбрызгивает металл, поскольку отсутствует амплитудное колебание напряжения, инициирующие разбрызгивание.
Электродуговую сварку классифицируют по разным технологическим признакам: по степени механизации (ручная, полуавтоматическая, автоматическая, по роду используемого электрического тока (постоянный с плюсом на электроде, постоянный с минусом на электроде, переменный), по типу дуги (зависимая дуга, независимая дуга), по свойствам электрода (плавящийся, неплавящийся), по свойствам материала покрытия электродов и некоторым другим показателям.
Дуговая электрическая сварка — важнейшее российское изобретение. Угольно-дуговая сварка впервые предложена Н. И. Бенардосом в 1882 г. Н. Г. Славянов в 1888 г. предложил сварку металлическим электродом.
Газовая сварка
Газовая сварка сопровождается местным расплавлением металла пламенем горючих газов сварочной горелки. Для повышения температуры пламени применяют смесь горючего газа с технически чистым кислородом. В качестве горючего газа чаще всего используется ацетилен, поскольку ацетилено-кислородное пламя даёт очень высокую температуру горения (3100 — 3200°С). Водородно-кислородная, бензино-кислородная и другие виды газовой сварки применяются реже.
Водородно-кислородная, бензино-кислородная и другие виды газовой сварки применяются реже.
Ацетилен получают разложением карбида кальция в воде с помощью ацетиленовых генераторов или промышленным способом. Кислород и ацетилен по шлангам подводятся к сварочной горелке, смешиваются в ней и сгорают на выходе из мундштука горелки, образуя сварочное пламя, которое одновременно оплавляет кромки соединяемых деталей и пруток присадочного металла, создавая сварной шов.
Газовая сварка применяется для стали, чугуна, меди, алюминия, всевозможных сплавов, при толщине свариваемых деталей от 0,1 до 6 мм, реже до 40 — 50 мм, так как при большой толщине заготовок выгоднее использовать более дешёвые и удобные способы сварки.
Широко распространена также наплавка всевозможных деталей с помощью газовой сварки.
Технология газовой сварки плохо поддается автоматизации и механизации, поэтому этот вид сварки обычно выполняется вручную.
Газовая сварка даёт удовлетворительное качество шва, однако при этом способе сварки нередки случаи коробления свариваемых деталей вследствие нагрева большой площади металла.
Преимущества газовой сварки: портативность и невысокая стоимость аппаратуры.
Недостатками этого вида сварки является высокая стоимость и взрывоопасность работ.
Лазерная сварка
Лазерная сварка — технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов посредством нагрева по примыкающим поверхностям с помощью лазерного луча.
Когда лазерный луч попадает на металл, энергия излучения поглощается, металл нагревается и плавится. В результате такого плавления и последующей кристаллизации возникает прочное сцепление, образующее сварной шов. Сцепление свариваемых поверхностей основано на межатомном взаимодействии в металле.
Таким образом, лазерная сварка относится к методам сварки плавлением.
Как и любой технологический процесс, лазерная сварка имеет свои преимущества и недостатки. К основным преимуществам лазерной сварки можно отнести: локальность обработки материала, высокую производительность, технологическую гибкость и удобство.
Электронно-лучевая сварка
Электронно-лучевая сварка имеет сходную с лазерной сваркой принципиальную технологию. При этом способе соединения деталей нагрев осуществляется потоком заряженных частиц, поэтому для эффективности процесса необходим вакуум.
Электронно-лучевой и лазерной сваркой чаще всего сваривают тугоплавкие и сильно окисляющиеся металлы и сплавы.
Контактная сварка
Контактная сварка осуществляется путем нагрева металла проходящим через него электрическим током в сочетании с пластической деформацией, вызываемой сжимающим усилием между свариваемыми поверхностями. Различают следующие виды контактной сварки: точечную, стыковую, роликовую (шовную) и конденсаторную.
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей.
Контактная сварка – самый производительный способ сварки в промышленном производстве, допускающий широкую автоматизацию и механизацию процессов.
Осуществляется этот вид сварки на контактных сварочных машинах, которые бывают стационарными, передвижными и подвесными, универсальными и специализированными.
Термокомпрессионная сварка
Термокомпрессионная сварка осуществляется под давлением с местным нагревом участка соединения за счет теплопередачи от нагретого электрода.
Термокомпрессия — это процесс соединения двух материалов, находящихся в твердом состоянии, при воздействии на них теплоты и давления.
Температура нагрева соединяемых термокомпрессией материалов не должна превышать температуру образования их эвтектики (точки перехода от твердой к жидкой фазе любого из материалов), кроме того, один из материалов обязательно должен быть пластичным.
Получение прочного соединения термокомпрессиоиной сваркой можно объяснись следующим образом. На поверхностях контактной площадки и электродной проволоки имеется множество микровыступов и микровпадин, которые под действием давления и нагрева деформируются. При этом материал электрода и детали взаимно затекают в микровпадины, соединяя детали сплавлением.
На поверхностях контактной площадки и электродной проволоки имеется множество микровыступов и микровпадин, которые под действием давления и нагрева деформируются. При этом материал электрода и детали взаимно затекают в микровпадины, соединяя детали сплавлением.
В машиностроении и приборостроении термокомпрессионной сваркой чаще всего соединяют следующие пары материалов: золото — германий, золото — кремний, золото — алюминий, золото — золото, алюминий — алюминий, золото — серебро и алюминий — серебро.
Сварка трением
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
Теплота может выделяться при вращении одной детали относительно другой или вставки между деталями, при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами и при звуковой частоте.
Сварка завершается осадкой и быстрым прекращением вращения или относительного перемещения свариваемых деталей.
В зоне стыка при сварке протекают следующие процессы.
По мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых пленок, присутствующих на них в исходном состоянии. Граничное трение уступает место сухому.
Далее в контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи и немедленно разрушаются вследствие относительного движения поверхностей.
Разновидностью сварки трением является инерционная сварка.
При этом способе вращаемую деталь располагают в маховике, который раскручивают до заданной скорости и далее она вместе с маховиком вращается по инерции. Свариваемые детали соединяют и сварка завершается остановкой вращения маховика.
Свариваемые детали соединяют и сварка завершается остановкой вращения маховика.
Холодная сварка
Этот вид сварки осуществляется сильным сжатием соединяемых деталей. Холодная сварка — сложный физико-химический процесс, протекающий только в условиях пластической деформации соединяемых деталей. Без пластической деформации в обычных атмосферных условиях практически невозможно получить полноценное монолитное соединение.
Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении свариваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
В зависимости от схемы пластической деформации заготовок различают точечную, шовную и стыковую разновидности холодной сварки.
Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Для получения прочных и плотных швов необходимо предварительно очистить поверхности контакта от окислов. Прочность соединения при точечной холодной сварке может быть выше, чем при точечной контактной сварке, но при этом значительно хуже внешний вид соединения из-за вмятин и пластической деформации.
Ультразвуковая сварка
Ультразвуковая сварка — способ сварки деталей конструкций с применением ультразвука для сообщения колебаний инструменту, прижимаемому к поверхностям свариваемых материалов. При этом соединение металлов осуществляется в твердой фазе (без расплавления) — металл разогревается до температуры 200…600°С в результате действия сил трения между инструментом и металлом. Пластическая деформация металла облегчается благодаря снижению предела текучести при пропускании через свариваемые детали ультразвуковых колебаний.
Поскольку колебания инструмента способствуют очистке свариваемой поверхности, шов получается высокого качества. Этим способом соединяют отдельными точками или непрерывным швом главным образом листовые металлы (алюминий, титан, медь), некоторые сплавы, пластмассы.
***
Достоинства сварных соединений
Малая масса. По сравнению с заклепочными соединениями экономия металла составляет 15–20%, т.к. в заклепочных соединениях отверстия под заклепки ослабляют материал и обязательно применение накладок или частичное перекрытие соединяемых деталей. По сравнению с литыми стальными конструкциями экономия по массе составляет до 30%. Сваркой можно получить более совершенную конструкцию (литье не допускает большие перепады размеров) с малыми припусками на механическую обработку.
Малая стоимость. Стоимость сварной конструкции из проката примерно в два раза ниже стоимости литья и поковок.
Экономичность процесса сварки, возможность его автоматизации.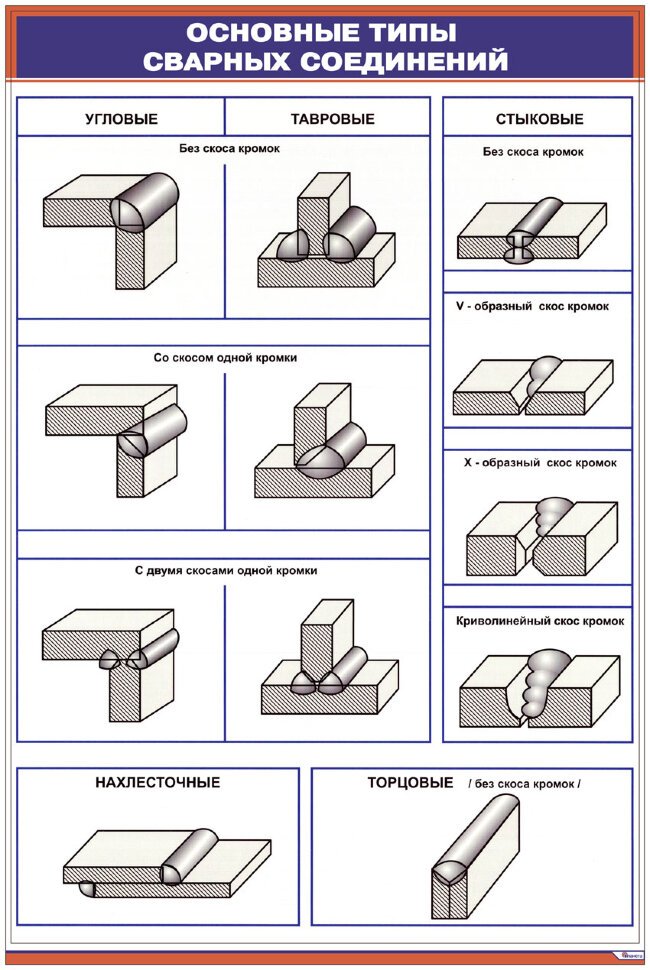 Это связано с малой трудоемкостью процесса, сравнительной простотой и дешевизной оборудования: не нужны одновременное плавление большого количества металла, как при литье, и мощные дыропробивальные машины для установки заклепок большого диаметра.
Это связано с малой трудоемкостью процесса, сравнительной простотой и дешевизной оборудования: не нужны одновременное плавление большого количества металла, как при литье, и мощные дыропробивальные машины для установки заклепок большого диаметра.
Плотность и герметичность соединения. Герметичность сварных соединений используется в различных трубопроводах, газопроводах, металлических сосудах и т. п.
Соединение крупногабаритных деталей. Сварка дает возможность получения конструкций очень больших размеров, что невозможно, например, при литье. Примеры: сварной мост через реку Днепр, антенны радиотелескопов.
К достоинствам сварки следует отнести, также, возможность соединения различных материалов и деталей разных форм. Такие способы сварки, как лазерная, холодная, электронно-лучевая обладают рядом достоинств, которые позволяют использовать их при изготовлении высокоточных деталей и соединений.
***
Недостатки сварных соединений
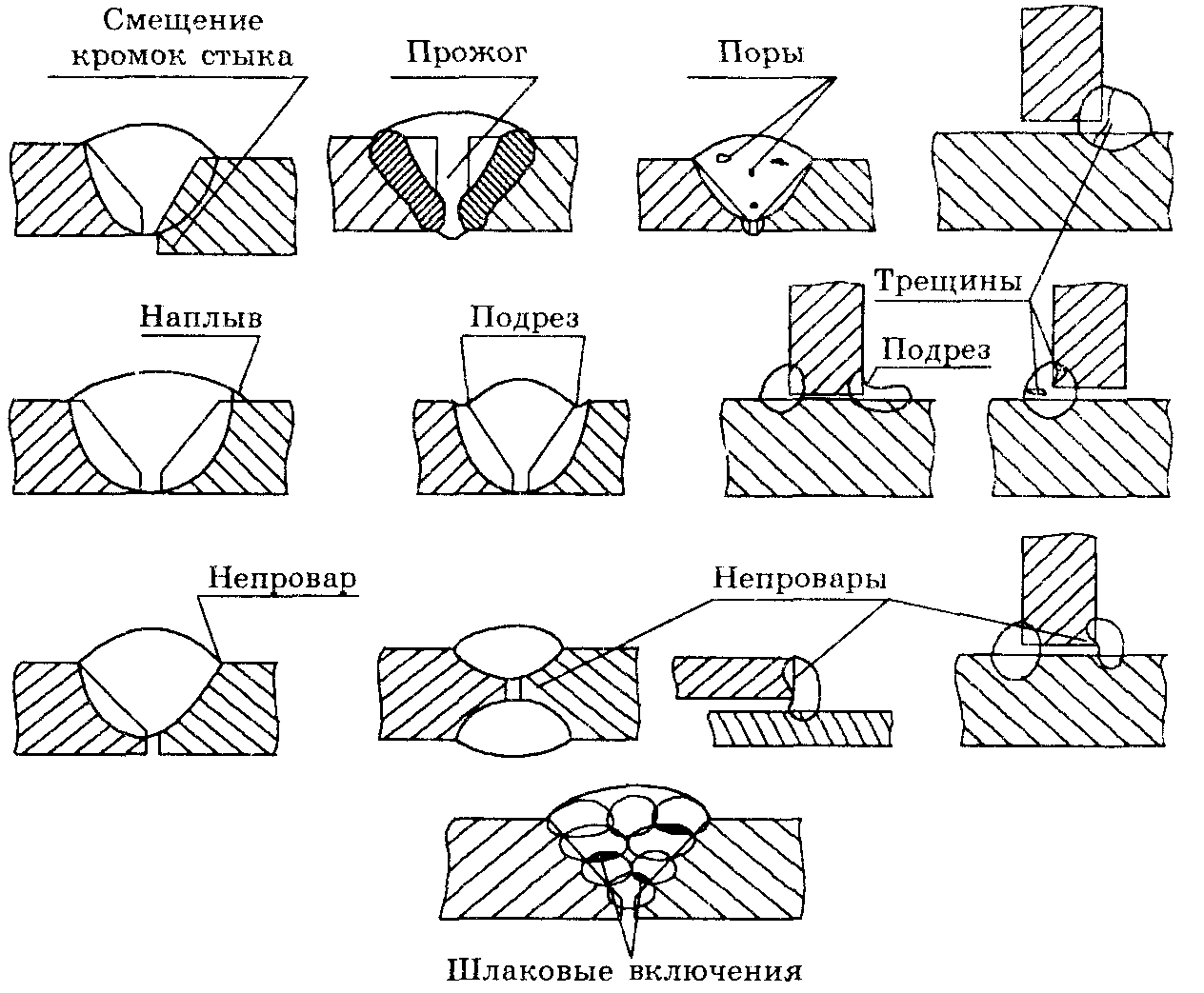
Возможность получения скрытых дефектов сварного шва (трещины, непровары, шлаковые включения). Применение автоматической сварки в значительной мере устраняет этот недостаток.
Применение автоматической сварки в значительной мере устраняет этот недостаток.
Трудность контроля качества сварного шва. Существующие рентгеноскопические и ультразвуковые методы сложны.
Коробление деталей из–за неравномерности нагрева в процессе сварки.
Невысокая прочность при переменных режимах нагружения. Сварной шов является сильным концентратором напряжений.
***
Область применения сварных соединений
Сварные соединения широко применяют в строительстве. В машиностроении сварку применяют для получения заготовок деталей из проката в мелкосерийном и единичном производстве.
Сварными выполняют станины, рамы, корпуса редукторов, шкивы, зубчатые колеса, коленчатые валы, корпуса судов, кузова автомобилей, обшивку железнодорожных вагонов, трубопроводы, мосты, антенны радиотелескопов и др.
В массовом производстве применяют штампосварные детали.
Наибольшее распространение получили соединения электродуговой и газовой сваркой. Хорошо свариваются низко– и среднеуглеродистые стали. Высокоуглеродистые стали, чугуны и сплавы цветных металлов свариваются хуже.
Хорошо свариваются низко– и среднеуглеродистые стали. Высокоуглеродистые стали, чугуны и сплавы цветных металлов свариваются хуже.
***
Типы сварных швов и их расчет на прочность
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
Типы сварных соединений и виды сварных швов по ГОСТ
Качество сварного соединения напрямую зависит от типа выбранного шва, электрода и режима работы аппарата. Для этого рекомендуется руководствоваться действующими нормативами, а в частности — ГОСТ 5264-80. В нем подробно описаны характеристики и типы сварных соединений и виды сварных швов. По ГОСТ предъявляются особые требования к выполнению работ.
Стыковые
Наиболее популярный тип соединения, так как он характеризуется минимальным напряжением металла, простотой исполнения и надежностью. В зависимости от толщины свариваемой кромки она может быть обрезана под прямым или косым углом. Также допустимо применение одностороннего скоса.
Также допустимо применение одностороннего скоса.
Преимущества стыковых сварочных швов:
- минимальный показатель расхода основного и сварочного металла;
- оптимальное время сварки;
- хорошее качество соединений.
Последнее достигается только при соблюдении технологии. Угол скоса может варьироваться от 45° до 60°. Это зависит от толщины металла. Подобная геометрия применяема для листов от 20 мм и более. Также учитываются характеристики материала.
Нахлесточные
Формирование соединения методом наложения листов друг на друга актуально для толщины металла в пределах от 8-12 мм. При этом в отличие от стыковой сварки нет необходимости обрабатывать поверхность — достаточно ровно обрезать заготовку. Важно правильно рассчитать величину нахлеста.
Особенности нахлесточного сварного соединения:
- увеличен расход основного и наплавленного материала;
- шов формируется между поверхностью одного листа и торцом другого;
- область применения — точечная, роликовая и контактная сварка.


Перед началом работ листы нужно выровнять, чтобы обеспечить плотный прижим.
Тавровые
Это т-образное соединение, при котором торец одного из листов приваривается к плоскости другого. Для надежности на первом можно сделать одно или двухсторонние скосы. С их помощью увеличивается объем наплавленного металла. Область применения – дуговая сварка металлоконструкций сложной формы.
Перед началом работ нужно учесть следующие факторы:
- расположение свариваемых элементов – верхнее, боковое или нижнее;
- рекомендуемый зазор между стыками 2-3 мм для лучшего соединения;
- стандартное расположение швов – двухстороннее.
- односторонние формируются только при отсутствии возможности обработки стыка с двух сторон.
Конфигурация скосов стандартная, угол зависит от толщины металла.
Угловые
Применяются для соединения двух элементов конструкции под определенным углом. В отличие от таврового соединения наличие зазора недопустимо. Надежность обеспечивается с помощью скосов и большого объема направленного металла.
Надежность обеспечивается с помощью скосов и большого объема направленного металла.
Специфика угловых сварных швов:
- необходима подготовка поверхности – формирование скосов простой или сложной конфигурации;
- для тонкостенных заготовок допускается одностороннее соединение;
- учитывается геометрия сварного шва.
Подобный способ чаще всего применяется для изготовления резервуаров или аналогичных им по форме конструкции.
Вспомогательные сварные швы
Кроме вышеописанных основных способов соединения стальных элементов в ГОСТ предусмотрены вспомогательные. Они могут применяться для формирования надежного шва с учетом требуемых эксплуатационных качеств изделия.
В зависимости от специфики шва применяются следующие методики формирования сварного стыка:
- Прорезные. Необходимы для достижения максимального показателя надежности. В одном из материалов делают углубление для установки другого листа.
- Торцовые. Относятся к категории боковых. Листы накладываются друг на друга, швы делаются на торцах конструкции.
- С накладками. Рекомендуется для конструкций со сложной конфигурацией поверхности. Применяется специальная накладка, обеспечивающая соединение двух компонентов.
- С электрозаклепками. Процесс формирования соединения аналогичен традиционному заклепыванию. Разница заключается в том, что отверстие заполняется наплавленным металлом.
Выбор того или иного сварного шва зависит от конечного результата – надежности и долговечности соединения.
Виды сварных соединений — Сварные соединения
Виды сварных соединений
Категория:
Сварные соединения
Виды сварных соединений
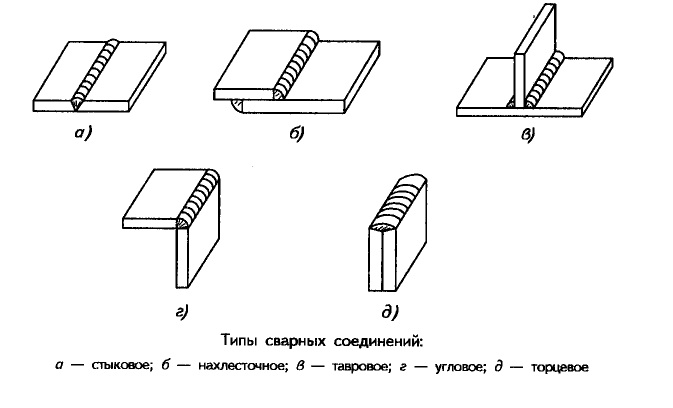
Сварным соединением называют неразъемное соединение нескольких деталей, выполненное сваркой. При сварке плавлением применяют стыковое, нахлесточное, угловое и тавровое соединения. Применяются также соединения прорезные, торцовые, с накладками и электрозаклепочные.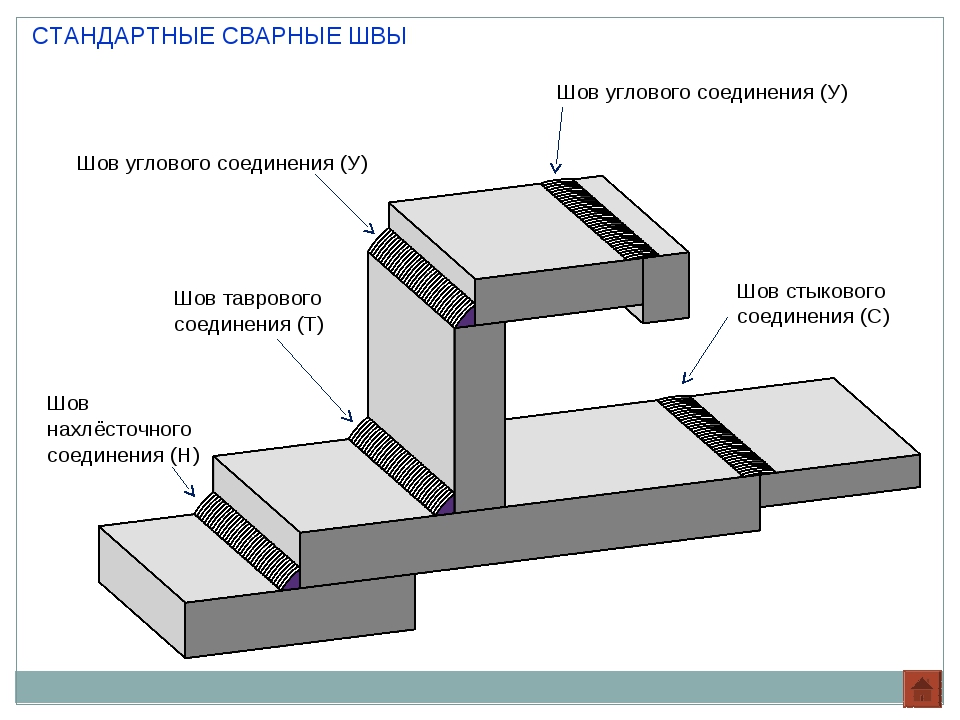
В стыковом соединении составляющие его элементы расположены в одной плоскости или на одной поверхности. Оно наиболее распространено в сварных изделиях, так как имеет следующие преимущества перед остальными:
1. Неограниченная толщина свариваемых элементов.
Рис. 1. Основные виды сварных соединений: а — стыковые, б — стыковые с отбортовкой, в — стыковые листов разной толщины, г — нахлесточные, д — угловые, е — тавровые, ж — прорезные, з — торцовые, и — с накладками, к — электрозаклепочные; 1, 3 — свариваемые детали, 2 — накладки
2. Более равномерное распределение силовых линий (напряжений) при передаче усилий от одного элемента к другому.
3. Минимальный расход металла на образование сварного соединения.
4. Надежность и удобство контроля качества соединения рентгеновским излучением с определением места, размеров и характера дефекта сварки.
Недостатками стыковых соединений перед другими видами являются:
1. Необходимость более точной сборки элементов под сварку.
2. Сложность обработки кромок под стыковую сварку профильного металла (уголки, швеллеры, тавры, двутавры).
Угловое соединение — сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев (рис. 38, д).
Тавровое соединение — сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент (рис. 38, е), как правило, угол между элементами прямой.
Угловые и тавровые соединения широко используются при сварке балок, колонн, стоек, каркасов, ферм и др., обеспечивая увеличение жесткости и уменьшение деформаций изделия.
Нахлесточное соединение представляет собой сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга. Эти соединения имеют недостатки: 1. Расход основного металла на перекрытия в соединении. Необходимость экономии металла ограничивает применение нахлесточных соединений для элементов толщиной до 20 мм. Величина нахлестки (перекрытия) должна быть не менее 5 толщин наиболее тонкого из свариваемых элементов.
Величина нахлестки (перекрытия) должна быть не менее 5 толщин наиболее тонкого из свариваемых элементов.
2. Распределение силового потока в нахлесточном соединении является нелинейным, поэтому оно хуже работает на переменную или динамическую нагрузку, чем стыковое. В конструкциях, работающих при низких температурах и подвергающихся действию переменных или динамических нагрузок, следует избегать нахлесточных соединений.
3. Возможность проникновения влаги в щель между перекрываемыми листами (при односторонней сварке), что вызывает ржавление сварного соединения.
4. Сложность определения дефектов сварки.
Преимуществами нахлесточного соединения являются:
1. Отсутствие скоса кромок под сварку.
2. Простота сборки соединения (возможность подгонки размеров за счет величины нахлестки).
Прорезные соединения применяются тогда, когда длина шва нахлесточного соединения не обеспечивает достаточной прочности.
Соединения с накладками применяют только в тех случаях, когда не могут быть выполнены стыковые или на-хлесточные соединения.
Рис. 2. Распределение силовых линий в соединениях: а — стыковом, б —- нахлесточном
Накладки применяются также для соединения элементов из профильного металла и для усиления стыковых соединений.
Соединения электрозаклепками применяют в нахлесточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения. Верхний лист пробивается или просверливается, а отверстие заваривается так, чтобы был частично проплавлен нижний лист (или профиль). При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды.
Основные типы и конструктивные элементы электрозаклепоч-ных швов сварных соединений устанавливаются ГОСТ 14776—69.
Реклама:
Читать далее:
Классификация сварных швов
Статьи по теме:
Виды и классификации сварных соединений и швов
Сварочный шов – это участок соединения двух частей в единое целое, благодаря расплавлению металла под воздействием высокой температуры и дальнейшей его кристаллизации. На сегодняшний день различают более 100 типов соединений. Они все разделяются по особым параметрам и делятся на различные группы и подгруппы, в связи с чем и существует множество классификаций сварных швов.
На сегодняшний день различают более 100 типов соединений. Они все разделяются по особым параметрам и делятся на различные группы и подгруппы, в связи с чем и существует множество классификаций сварных швов.
Содержание статьи
- По виду сварного соединения
- По месту выполнения сварки
- По конфигурации
- По протяженности
- По технологии выполнения
- По отношению к направлению действующих усилий
- По форме наружной поверхности
- По виду сварки
По виду сварного соединения
Классификация сварных швов по виду сварного соединения делится на стыковые и угловые. Какое именно произвести соединение в той или иной ситуации, решает мастер, отталкиваясь от положения деталей в пространстве.
- Швы угловые производятся тогда, когда заготовки находятся по отношению друг к другу под углом.
- Сварка стыковых соединений образуется в результате прилегания двух частей или деталей торцами друг к другу, которые располагаются на одной плоскости. Сама дорожка при этом может быть трех видов – вогнутая, выпуклая или плоская. Последняя применяется чаше всего, так как она не имеет особо выраженного перехода на стыке деталей, что выглядит более естественно, в сравнении с остальными двумя типами. Такой метод чаще всего используется при электродуговой сварке на низких токах, чтобы не пропалить заготовку. Например, тонколистовая сталь – идеальный материал для применения сварки стыковых соединений.
- Прорезной (электрозаклепочный) производится в отверстии, которое имеется на детали и выполняется в виде точечных заклепок. То есть, при этом не образуется сварная ванна и шов результате, а детали спаиваются небольшими участками через пазы в заготовке.
 Сама дорожка при этом может быть трех видов – вогнутая, выпуклая или плоская. Последняя применяется чаше всего, так как она не имеет особо выраженного перехода на стыке деталей, что выглядит более естественно, в сравнении с остальными двумя типами. Такой метод чаще всего используется при электродуговой сварке на низких токах, чтобы не пропалить заготовку. Например, тонколистовая сталь – идеальный материал для применения сварки стыковых соединений.
Сама дорожка при этом может быть трех видов – вогнутая, выпуклая или плоская. Последняя применяется чаше всего, так как она не имеет особо выраженного перехода на стыке деталей, что выглядит более естественно, в сравнении с остальными двумя типами. Такой метод чаще всего используется при электродуговой сварке на низких токах, чтобы не пропалить заготовку. Например, тонколистовая сталь – идеальный материал для применения сварки стыковых соединений.По месту выполнения сварки
Классификация сварных соединений и швов данной категории зависит от положения свариваемых деталей в пространстве. Например, если нужно починить деталь какой-то конструкции, которую нельзя снять и положить, но она при этом находится на некотором расстоянии от пола, то работу мастер будет производить потолочным,нижним, горизонтальным или вертикальным соединением, отталкиваясь от размещения этой детали.
- Горизонтальные – это сварные швы, которые тянутся слева направо (или наоборот) на вертикальной детали. Чтобы при этом масса металла не стекала вниз, необходимо правильно подобрать скорость движения электродом или горелкой и силу тока (это подбирается для каждого случая в индивидуальном порядке, отталкиваясь от типа сварки, характеристик деталей и мастерства специалиста).
- Вертикальный метод производства стыковых швов ведется на вертикально расположенных заготовках, при этом швы ведутся сверху вниз (или наоборот). Сложность данного процесса заключается в том, что срабатывает сила притяжения Земли и расплавленная металлическая масса все время стекает вниз, что портит и качество и внешних вид детали. Такое соединения рекомендуется проводить в крайних случаях и только тем мастерам, у которых уже есть определенный теоретический и практических багаж знаний для работы такими дорожками. Подробнее с технологией вертикального шва можно ознакомиться тут.
- Потолочным называется положение, при котором деталь находится выше головы мастера, что намного усложняет процесс. При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла.
- Нижние способы сварки выполняются тогда, когда деталь располагается внизу по отношению к мастеру. Это самый удобный метод соединения, так как металл не растекается по сторонам или вниз, а стекает в кратер. Кроме этого, свободно выходят газы и шлаки на поверхность. Стыковое сварное соединение в нижнем положении выполняется формированием валиков на протяжении всего стыка деталей. При этом технология сварки простая – достаточно вести электрод или горелку прямо или зигзагом для создания надежной и эстетически привлекательной дорожки.
По конфигурации
Данная категория стыковых швов используется при ручной дуговой сварке электродом. Сюда относятся три типа сварочных швов – прямолинейные, криволинейные и кольцевые (спиральные). Они производятся вне зависимости от положения рабочего изделия.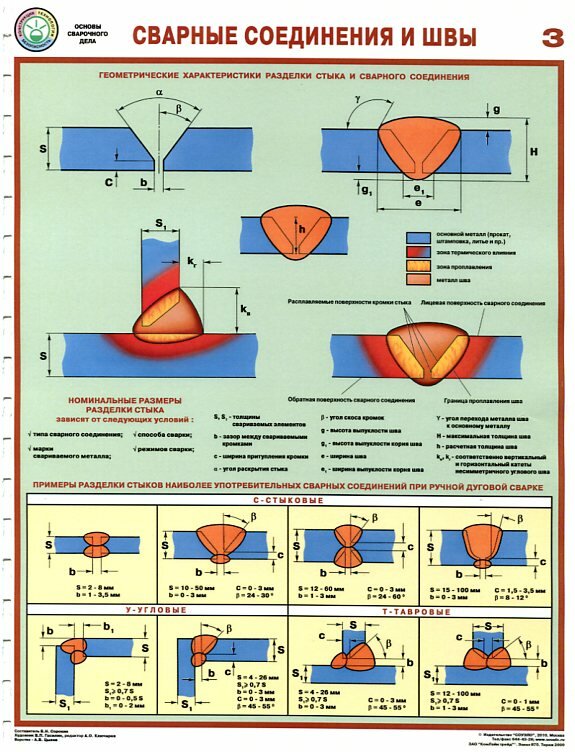 Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение.
Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение.
По протяженности
Классификация сварных швов по протяженности бывает двух видов: сплошные или прерывистые.
- Прерывистый – это такой шов, который производится определенной длины с синхронным интервалом. Он, в свою очередь, делится на два типа – цепная дорожка и шов в шахматном порядке. Например, двусторонние прерывистые соединения на одной стороне стенки расположены против сваренных участков шва с другой ее стороны. Такие типы сцепления могут быть как односторонними, так и двусторонними. То есть, деталь спаивается с двух сторон. Расстояние между этими сварными отрезками называется «сварочный шаг».
- Сплошные способы сварки также делятся на короткие и длинные дорожки, и совершаются вдоль всей заготовки.
- Точечный способ стыковых швов значительно отличается от других, за счет того, что здесь нет сварочной ванны и дорожки. В этом случае заготовки соединяются точками, за счет нахлесточного сварного соединения. Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.
 Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.
Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.Способы протяженных швов: а) сплошной б) прерывистый, в) точечный, г) прерывистый шахматный, д) прерывистый сплошной (цепной)
По технологии выполнения
В зависимости от технологии, по которой производится скрепление, выделяют основные четыре вида:
- Подварочный, где – меньшая часть двухстороннего шва, выполняется предварительно для предотвращения прожогов при последующей сварке;
- шов-прихватка позволяет фиксировать детали, которые уже расположены для сварки;
- временный шов необходим, чтобы скрепить заготовки на некоторое время, а по окончанию работ он удаляется.
- монтажный сварной шов, используется во время монтажа различных конструкций.
По отношению к направлению действующих усилий
Сварка стыковых соединений содержит еще одну важную классификацию, в зависимости от отношения к направлению усилий:
- Продольный способ создания стыка (фланговый), при котором усилие действует параллельно оси дорожки;
- Поперечный метод (лобовой) сварного шва, при котором его ось находится перпендикулярно (90 градусов) к оси усилия;
- Комбинированное соединение сваркой включает в себя одновременно и фланговый и поперечный тип;
- Косой, при котором ось шва располагается под углом к направлению действующих усилий.

По форме наружной поверхности
По форме поверхности сцепления делятся на три основных типа:
- Выпуклые (усиленные)- это многослойные швы, применяемый в сцеплениях при статических нагрузках, но усиленный наплыв приводит к чрезмерному расходу электродного металла и в связи с этим для его использования нужно экономическое обоснование.
- Вогнутые (ослабленные) способы используются для скрепления тонкого металла.
- Нормальные или плоские актуальны при динамических нагрузках, так как они не имеют особого перепада между дорожкой и основным металлом.
По виду сварки
Классификация сварных швов по виду сварки разделяется в зависимости от типа воздействия сварочного аппарата. Например, при работе в среде аргона или другого защитного газа, соединение будет не иначе, как «газовым», при работе с электродом – «электродуговым». Самыми основными видами являются следующие швы:
- ручной дуговой сварки – стыковое или нахлесточное соединение реализуется вручную с помощью электрода. Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;
- автоматической сварки, которые осуществляются при работе с аппаратом – трансформатором, выпрямителем или инвертором;
- сварки в инертном газе. Такие стыковые, угловые и нахлесточные соединения считаются самые прочные, так как сварка происходит в среде инертных газов, которые защищают его от окисления. Большим плюсом такого скрепления является эстетический вид и отсутствие отходов и шлаков;
- газовой сварки – дорожка формируется под воздействием температуры, которая создается за счет горения рабочего газа, исходящего из горелки;
- паяных соединений, которые совершаются с помощью паяльника.
 Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;
Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;Кроме описанных, существует еще множество способов для соединения деталей, как обычных, так и нестандартных, которые применяются для заваривания деталей в труднодоступных местах. Например, швы могут быть однослойными (а) или многослойными(б, в), при которых накладывается несколько валиков, располагающихся на одном уровне поперечного сечения шва.
МК — Глава 5. СВАРНЫЕ СОЕДИНЕНИЯ
1. Виды сварных соединений
Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые (впритык).
Стыковыми
называют соединения, в которых
элементы соединяются торцами
или кромками и один элемент
является продолжением другого.
Стыковые соединения наиболее
рациональны, так как имеют
наименьшую концентрацию
напряжений при передаче
усилий, отличаются
экономичностью и удобны для
контроля. Толщина свариваемых
элементов в соединениях такого
вида почти не ограничена.
Стыковое соединение листового
металла может быть сделано
прямым или косым швом. Стыковые
соединения профильного
металла применяются реже, так
как затруднена обработка их
кромок под сварку.
Толщина свариваемых
элементов в соединениях такого
вида почти не ограничена.
Стыковое соединение листового
металла может быть сделано
прямым или косым швом. Стыковые
соединения профильного
металла применяются реже, так
как затруднена обработка их
кромок под сварку.
Соединениями
внахлестку называются такие, в
которых поверхности
свариваемых элементов
частично находят друг на друга.
Эти соединения широко
применяют при сварке листовых
конструкций из стали небольшой
толщины (2-5 мм), в решетчатых и
некоторых других видах
конструкций. Разновидностью
соединений внахлестку
являются соединения с
накладками, которые применяют
для соединения элементов из
профильного металла и для
усиления стыков.
Иногда стыковое соединение профильного металла усиливают накладками, и тогда оно называется комбинированным.
Соединения внахлестку и с накладками отличаются простотой обработки элементов под сварку, но по расходу металла они менее экономичны, чем стыковые. Кроме того, эти соединения вызывают резкую концентрацию напряжений, из-за чего они нежелательны в конструкциях, подвергающихся действию переменных или динамических нагрузок и работающих при низкой температуре.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом.
Тавровые
соединения (соединения
впритык) отличаются от угловых
тем, что в них торец одного
элемента приваривается к
поверхности другого элемента.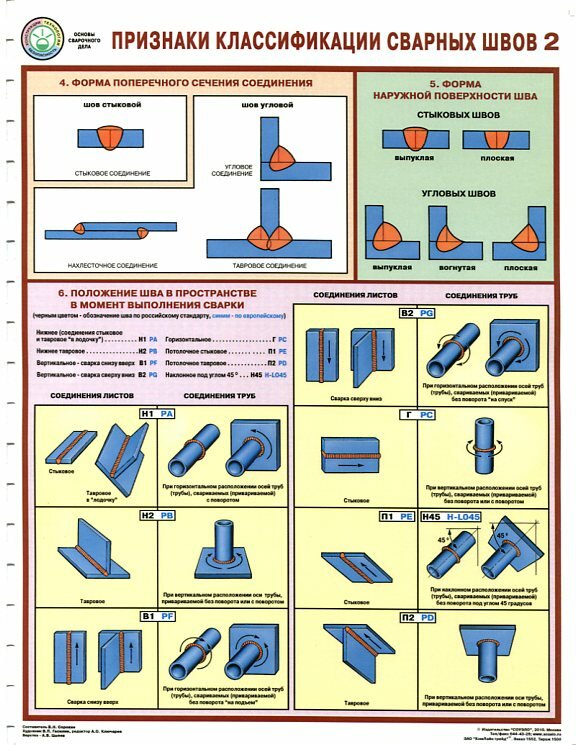 Угловые и тавровые соединения
выполняются угловыми швами,
широко применяются в
конструкциях и отличаются
простотой исполнения, высокой
прочностью и экономичностью.
Угловые и тавровые соединения
выполняются угловыми швами,
широко применяются в
конструкциях и отличаются
простотой исполнения, высокой
прочностью и экономичностью.
В ответственных конструкциях, в тавровых соединениях (например, в швах присоединения верхнего пояса подкрановой балки к стенке) желательно полное проплавление соединяемых элементов.
2. Сварные швы
Сварные швы классифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По
конструктивному признаку швы
разделяют на стыковые и
угловые (валиковые). В табл. 5.2
показаны виды швов и
необходимая форма разделки
кромок соединяемых элементов
различной толщины для
обеспечения качественного
соединения при
автоматизированной и ручной
сварке.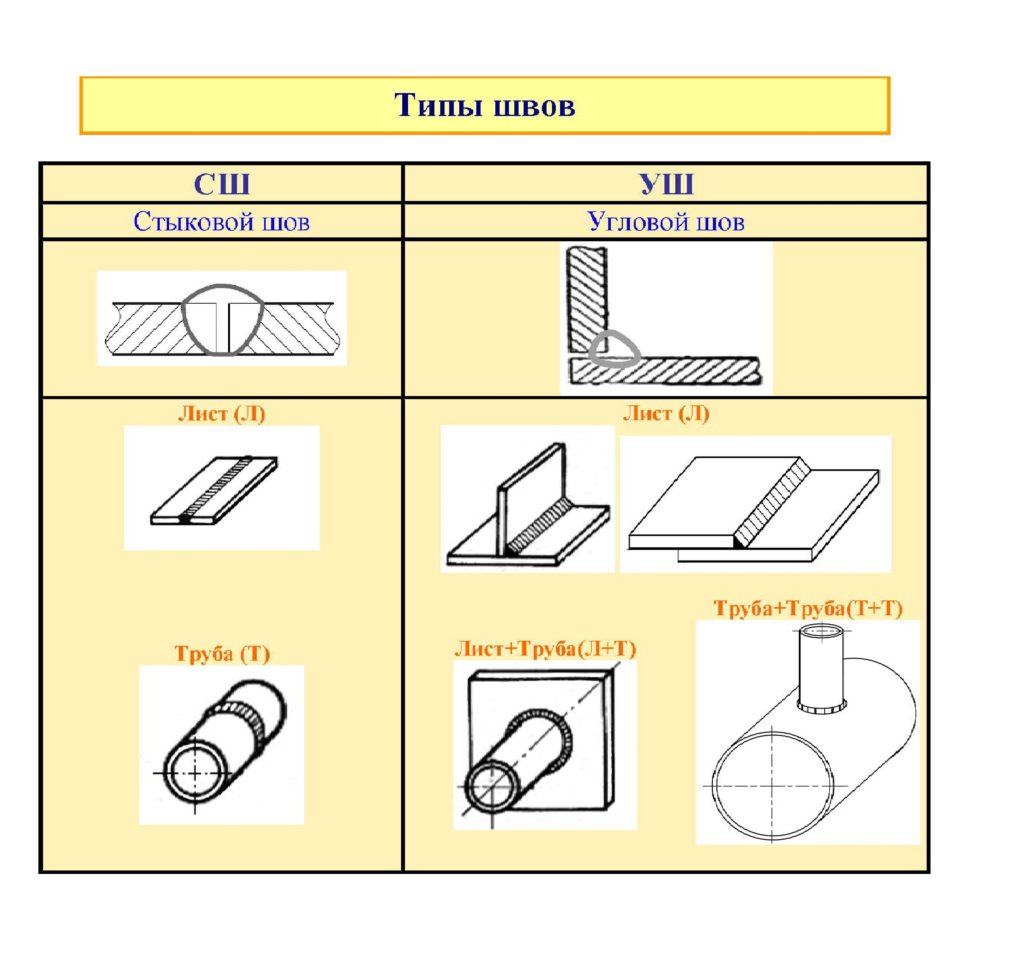
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но они требуют дополнительной разделки кромок. При сварке элементов толщиной больше 8 мм для проплавления металла по всей толщине сечения необходимы зазоры и обработка кромок изделия. В соответствии с формой разделки кромок швы бывают V, U, X и К-образные. Для V- и U-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных непроваров, являющихся источником концентрации напряжений.
Начало и конец шва
имеют непровар и кратер,
являются дефектными и их
желательно выводить на
технологические планки за
пределы рабочего сечения шва, а
затем отрезать.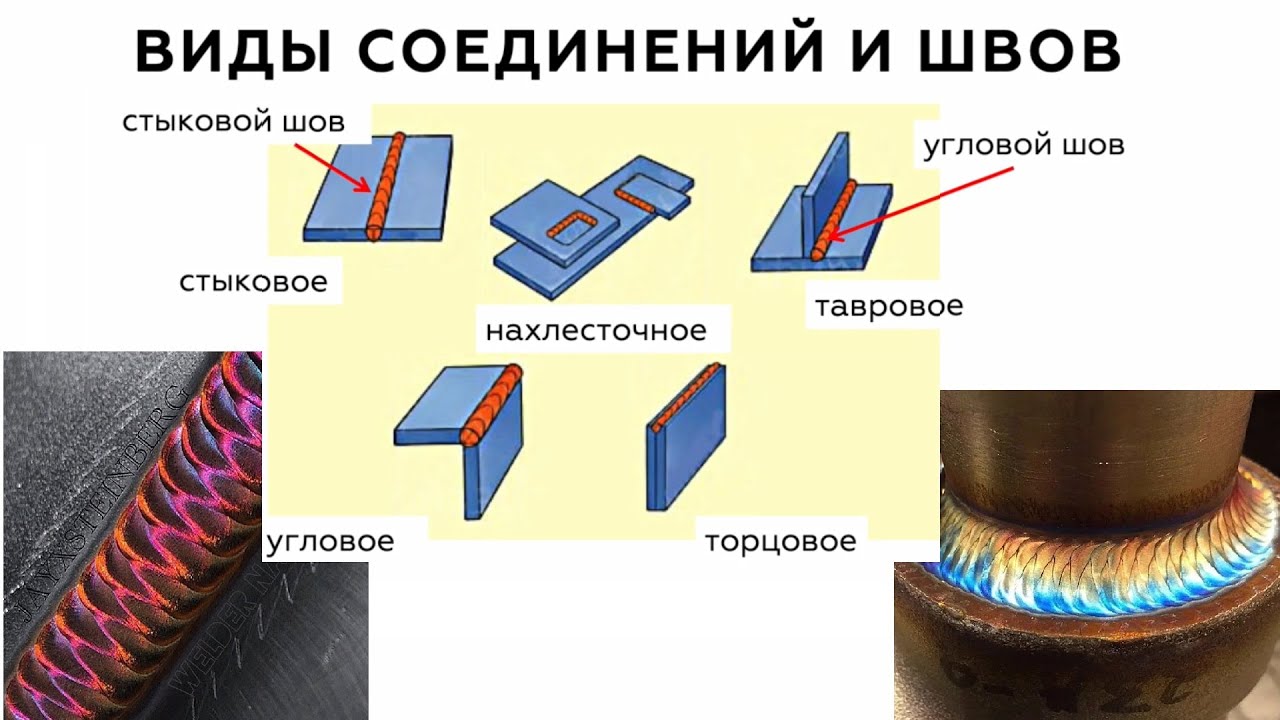
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов (табл. 5.2). Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, на медной подкладке или на стальной остающейся подкладке..
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловые (валиковые) швы наваривают в угол, образованный» элементами, расположенными в разных плоскостях. Применяющаяся при этом разделка кромок изделия показана в табл. 5.2.
Угловые швы,
расположенные параллельно
действующему осевому усилию,
называют фланговыми, а
перпендикулярно усилию -
лобовыми.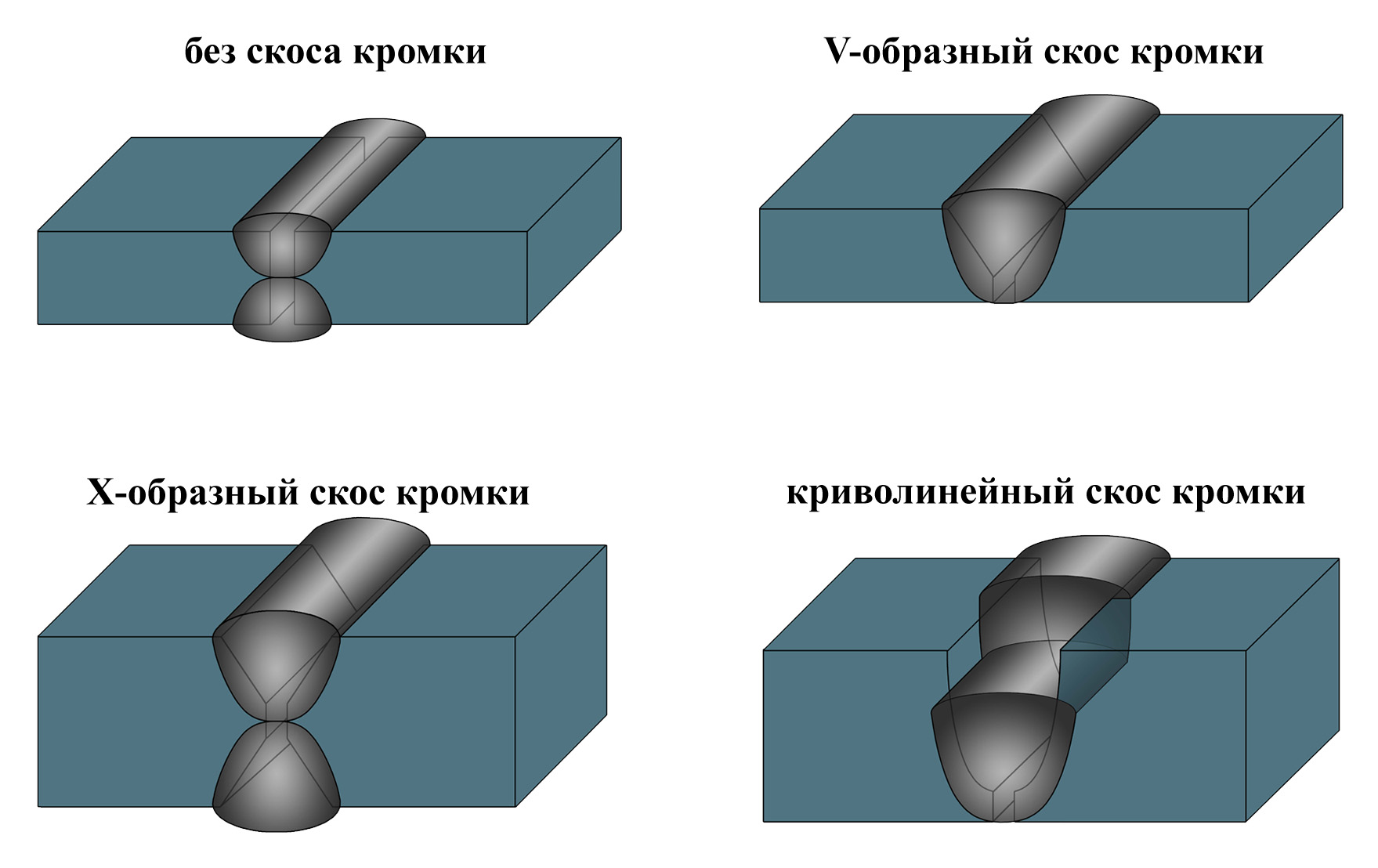
Швы могут быть
рабочими или связующими
(конструктивными), сплошными
или прерывистыми (шпоночными).
По положению в пространстве во
время их выполнения они бывают
нижними, вертикальными,
горизонтальными и потолочными.
Сварка нижних швов наиболее
удобна, легко поддается
механизации, дает лучшее
качество шва, а потому при
проектировании следует
предусматривать возможность
выполнения большинства швов в
нижнем положении.
Вертикальные, горизонтальные и
потолочные швы в большинстве
своем выполняются при монтаже.
Они плохо поддаются
механизации, выполнить их
вручную трудно, качество шва
получается хуже, а потому
применение их в конструкциях
следует по возможности
ограничивать.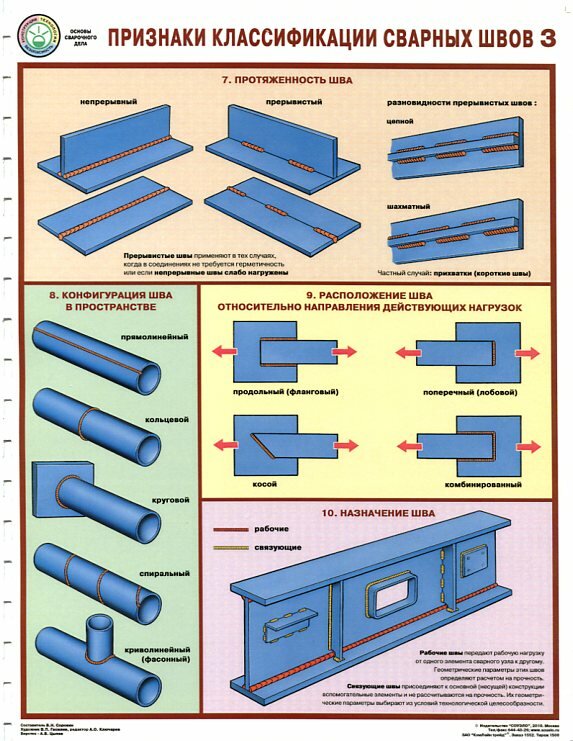
3. Температурные напряжения и деформации при сварке
Причины
возникновения и
характеристика сварочных
напряжений и деформаций.
Неравномерный разогрев
изделия при сварке порождает
неравномерную температурную
деформацию его. Монолитность
материала изделия
препятствует свободной
температурной деформации
отдельных частей его, в
результате чего во время
сварки образуются напряжения и
пластическая деформация части
металла соединения, а после
охлаждения в изделии остаются
сварочные напряжения и
деформации. Оставшиеся после
сварки напряжения и деформации
называются термическими
сварочными. Эти напряжения, не
связанные с действием внешних
сил, являются внутренними,
собственными напряжениями
первого рода,
уравновешиваемыми в объеме
элемента и вызывающими его
деформацию.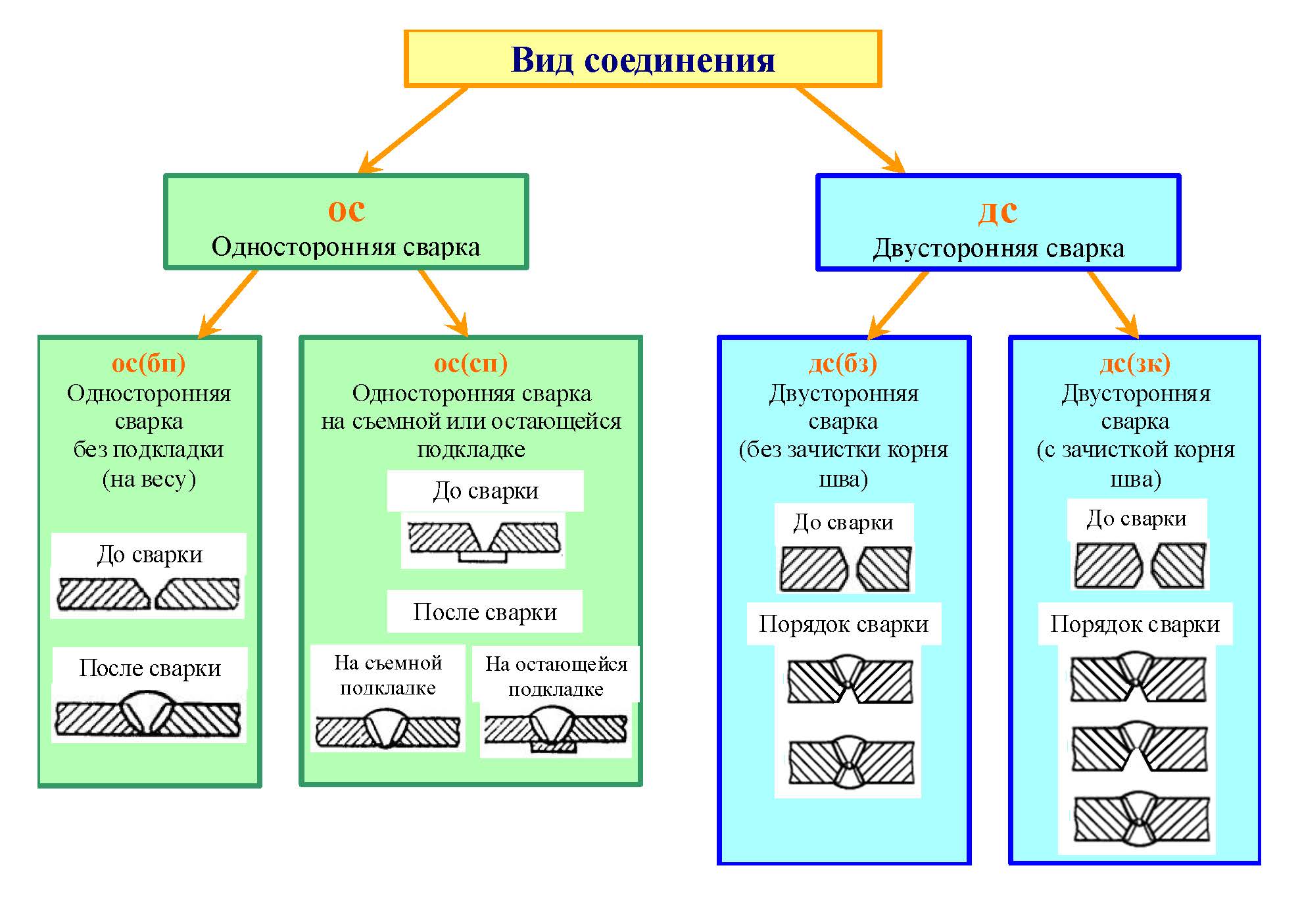 Помимо термических
сварочных напряжений в
соединении могут существовать
напряжения структурные,
получающиеся в результате
быстрого охлаждения
соединения и появления
переохлажденных структур, не
свойственных данному
температурному состоянию
изделия, например мартенсита.
Структурные напряжения сильно
зависят от свойств материала и
технологии сварки, термические
сварочные напряжения и
деформации — от
конструктивного решения и
технологии сварки.
Помимо термических
сварочных напряжений в
соединении могут существовать
напряжения структурные,
получающиеся в результате
быстрого охлаждения
соединения и появления
переохлажденных структур, не
свойственных данному
температурному состоянию
изделия, например мартенсита.
Структурные напряжения сильно
зависят от свойств материала и
технологии сварки, термические
сварочные напряжения и
деформации — от
конструктивного решения и
технологии сварки.
Сварочные
напряжения и деформации при
наплавке валика на кромку
листа. Лист при наплавке
валика на кромку разогревается
неравномерно по ширине и
распределение температуры
поперек листа имеет вид
убывающей кривой е — е.
Если бы рассматриваемый лист состоял из отдельных узких, продольных полос, не связанных друг с другом по краям, то каждая такая полоса удлинялась бы пропорционально своей температуре на
Сварочные
напряжения и деформации при
соединении листов встык. При
сварке двух листов встык
возникают как продольные, так и
поперечные сварочные
напряжения и деформации. Эпюры
этих напряжений должны быть
уравновешенными, и в
результате сварки двух листов
встык получаются эпюры
напряжений. Сварочные
напряжения существенно
увеличиваются при сварке встык
деталей, закрепленных от
свободных перемещений по
краям. В этом случае детали при
нагревании расширяются в
сторону шва и в гаком
сближенном состоянии
свариваются.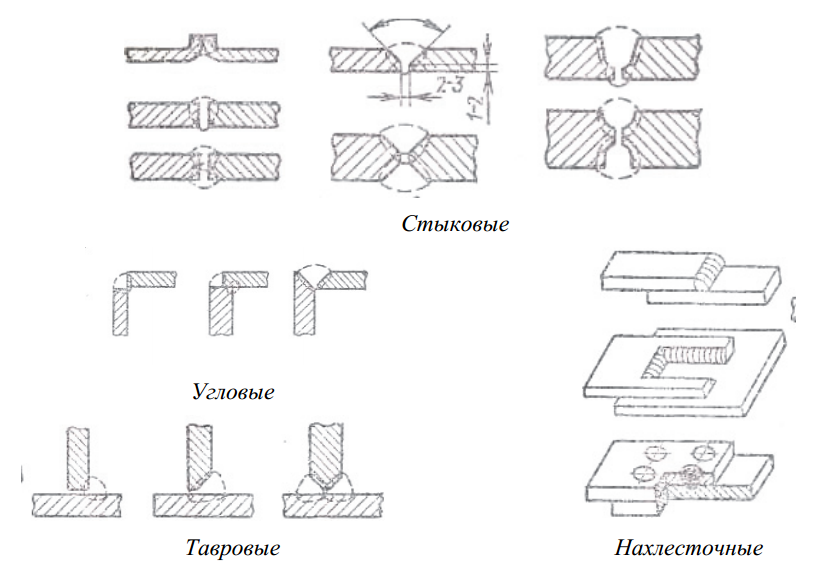 При остывании шва
невозможность свободной
деформации закрепленного по
краям изделия вызывает большие
растягивающие напряжения в
нем, которые могут привести к
разрушению.
При остывании шва
невозможность свободной
деформации закрепленного по
краям изделия вызывает большие
растягивающие напряжения в
нем, которые могут привести к
разрушению.
Возникновение в стыковом шве и в околошовной зоне растягивающих сварочных напряжений двух направлений создает плоско напряженное состояние этой зоны, что может привести к хрупкому разрушению.
Сварочные
напряжения и деформации при
соединении угловыми швами. В
угловых швах также возникают
сварочные напряжения, так как
жесткость соединяемых
элементов препятствует
свободному сокращению шва при
остывании. Остаточные
сварочные напряжения вызывают
продольную и поперечную усадку
швов и деформацию элементов.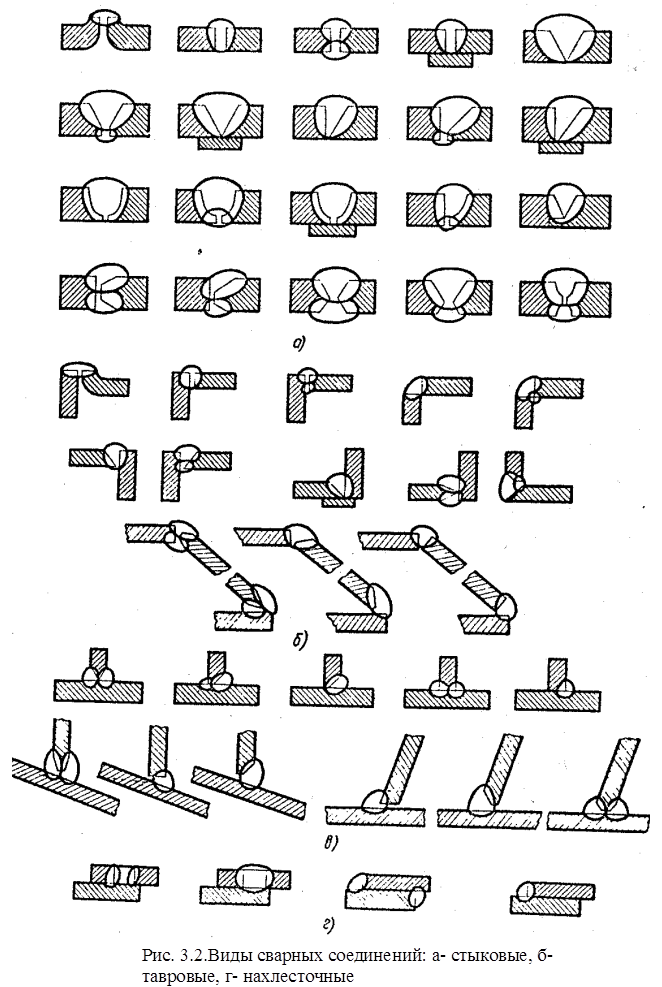 Усадка происходит всегда к
центру шва. Наиболее
неблагоприятна поперечная
усадка, которая примерно в 10
раз больше продольной.
Усадка происходит всегда к
центру шва. Наиболее
неблагоприятна поперечная
усадка, которая примерно в 10
раз больше продольной.
Снизить сварочные деформации можно рядом технологических мероприятий, в том числе закреплением или даже выгибом изделия в сторону, обратную его усадке, однако в этом случае увеличиваются сварочные напряжения.
Влияние
сварочных напряжений на
прочность соединения.
Сварочные напряжения
линейного характера не влияют
на прочность изделия при
наличии в соединении от
внешних усилий тоже линейного
напряженного состояния,
совпадающего по направлению с
первым. В силу
уравновешенности сварочных
напряжений они будут
увеличивать и уменьшать
напряжения от внешней
нагрузки, но не будут нарушать
равновесия внешних сил,
действующих на изделие. Сварочные напряжения,
совпадающие по знаку с
напряжениями от нагрузки,
могут вызвать преждевременное
появление местной текучести в
изделии, выравнивающей
неравномерное распределение
напряжений. Пластическая
работа материала в этом случае
уменьшает сварочные
напряжения, и после первой же
разгрузки конструкция
работает упруго.
Сварочные напряжения,
совпадающие по знаку с
напряжениями от нагрузки,
могут вызвать преждевременное
появление местной текучести в
изделии, выравнивающей
неравномерное распределение
напряжений. Пластическая
работа материала в этом случае
уменьшает сварочные
напряжения, и после первой же
разгрузки конструкция
работает упруго.
При плоском
однозначном поле сварочных
напряжений (например, средняя
зона двух листов, сваренных
встык, испытывающая растяжение
в двух направлениях) они
препятствуют развитию
пластичности при суммировании
сварочных и силовых напряжений
и могут вызвать хрупкое
разрушение изделия. Их
неблагоприятное воздействие
усиливается источниками
концентрации напряжений
вследствие дефектов сварного
шва. Особенно опасны сварочные
напряжения, появляющиеся при
сварке толстых изделий, так как
в этом случае распределение
остаточных напряжений носит
объемный характер, еще более
затрудняющий влияние
пластичности материала на
выравнивание напряжения.
Особенно опасны сварочные
напряжения, появляющиеся при
сварке толстых изделий, так как
в этом случае распределение
остаточных напряжений носит
объемный характер, еще более
затрудняющий влияние
пластичности материала на
выравнивание напряжения.
[ | | | ]
Page 2 | Разработка конструкции и технологии производства сварного изделия
Страница 2 из 10
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Сварка как технологический процесс получения неразъемных соединений находит широкое применение в машиностроении. Наибольшее распространение получила электродуговая сварка: ручная — металлическими электродами с обмазкой; автоматическая под слоем флюса; автоматическая, полу автоматическая ручная в среде защитных газов.
Перед сваркой соединяемые детали взаимно ориентируют в соответствии с чертежом сварного изделия, фиксируют при необходимости в приспособлениях и зону стыка деталей заполняют расплавленным металлом (электрода с частичным расплавлением кромок деталей). Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом.
Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом.
На виды сварки, конструктивные элементы сварных швов и подготовки кромок для них действуют государственные стандарты:
- ГОСТ 5264—80. Ручная дуговая сварка. Соединения сварные.
- ГОСТ 8713—79. Сварка под флюсом. Соединения сварные.
- ГОСТ 14771—76. Дуговая сварка в защитном газе. Сварные соединения.
- ГОСТ 16037—80. Соединения сварных стальных трубопроводов.
- ГОСТ 14806—80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Кроме стандартов на соединения стыковые и под прямыми углами, имеются стандарты на сварные соединения под острыми и тупыми углами (ГОСТ 11534—75, ГОСТ 11533—75, ГОСТ 23518—79).
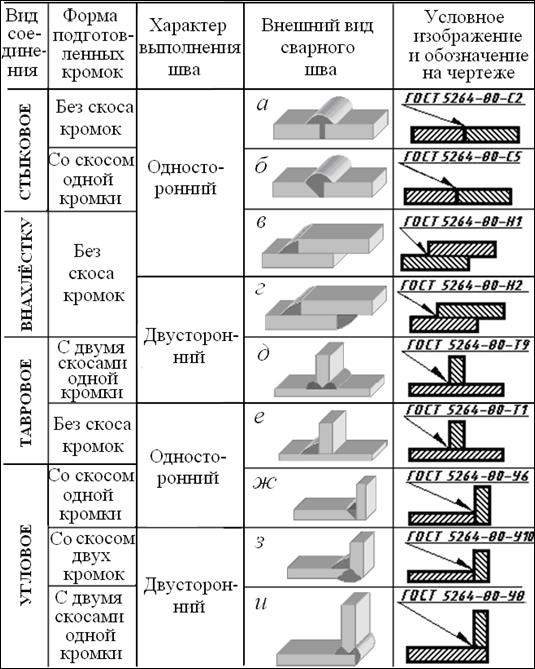
По взаимному расположению деталей соединения бывают стыковые (С1…С26), угловые, (У1…У10), тавровые (Т1…Т5) и внахлестку (Н1, Н2). По форме подготовленных кромок соединения могут быть без скоса кромок (C2, C7, У4, Т1, Н1, Н2 и др.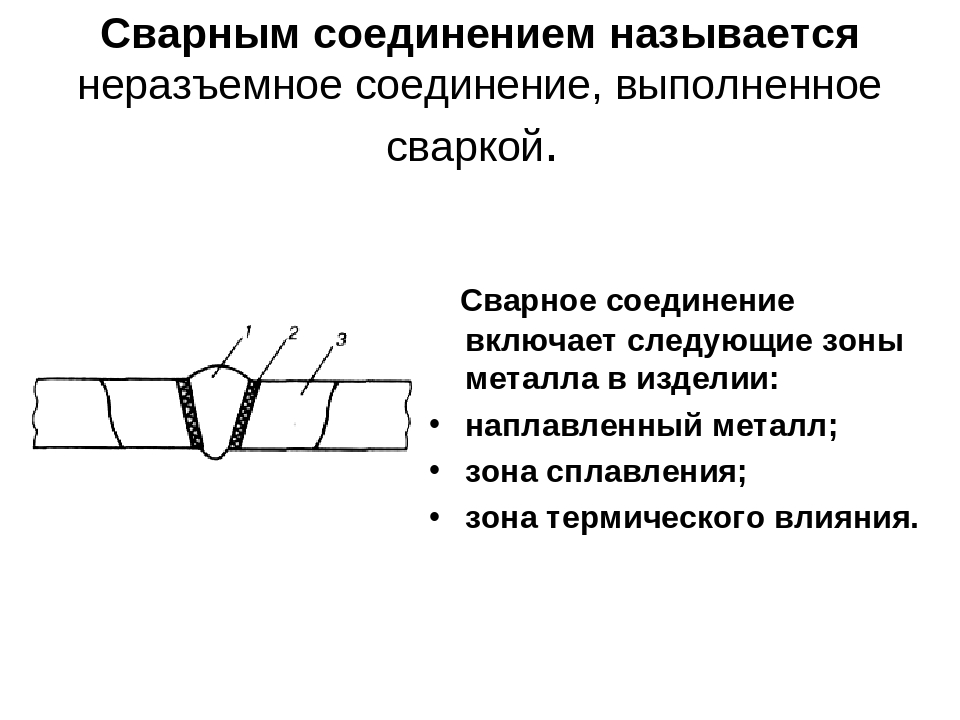 ), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8…С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8…С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.).
Для обеспечения сквозного проплавления и получения сварного шва по всей толщине соединяемых деталей, их кромки должны быть подготовлены под сварку. Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 1.
Отбортовку кромок (рис. 1,а) применяют для деталей малой толщины s и обычно для сварки неплавящимся электродом без присадочного материала. Формирование шва происходит за счет оплавления кромок.
При толщине деталей более 3 мм применяют прямолинейные односторонние скосы одной в или двух г кромок, двухсторонние — одной или двух д кромок, а также криволинейные скосы е. Скосы выполняют механической обработкой (точением, фрезерованием, строганием), скалыванием под углом на специальных ножницах, кислородной, плазменной резкой и другими способами.
Скосы выполняют механической обработкой (точением, фрезерованием, строганием), скалыванием под углом на специальных ножницах, кислородной, плазменной резкой и другими способами.
При малой толщине деталей (до 4…12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок б.
Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры b между деталями, величину притупления и угол скоса a. Зазор b составляет 0 + 0,5, 0 ± 1 и мм при толщине деталей s соответственно до 2; 4 и более мм.
Притупление t кромок назначают от 1 ± 1 до мм (большее притупление соответствует большей толщине s ).
Угол α скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения:
- для ручной электродуговой сварки при прямолинейном скосе одной кромки,α = = 45° ± 2°, двух — 25° ± 2°, а при криволинейном скосе — 20° ± 2° и 12° ± 2°;
- для автоматической сварки под флюсом, α = 30° ± 5° и 10° ± 2° при прямолинейном и криволинейном скосах кромок в случае стыковых и угловых соединений, тавровые соединения требуют большего угла, который равен соответственно 50° ± 5° и 20° ± 2°;
- для сварки в среде защитных газов α == 40° ± 2° и 20° ± 2° при прямолинейном скосе одной и двух» кромок» — в случае криволинейного скоса α = 12° ± 2°.

Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке
Рис. 1. Виды подготовки кромок под сварку: а — с отбортовкой кромок; б, и, к — без скоса кромок; в—со скосом одной кромки; г — со скосом двух кромок; д — с двухсторонним скосом двух кромок; е — с криволинейным скосом кромок; ж —с использованием остающейся или съемной подкладки; з — с замковым расположением деталей; л — дополнительным скосом для устранения влияния разной толщины
составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 1, л).
При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину h (рис. 1, и, к). Смещение может быть менее 0,5 s или более 0,5 s при толщине деталей до 6 и 30 мм соответственно.
Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки. Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки.
Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке.
Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приемы.
Замок, т. е. перекрытие одной детали другой (рис. 1, з). Перекрытие деталей b2 составляет 8 … 20 мм, а зазор в замке z = 0 +0,5 мм. Способ эффективен, но дорогой.
Остающаяся стальная подкладка (рис. 1, ж), толщина которой t1> достигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10… 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5… 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра.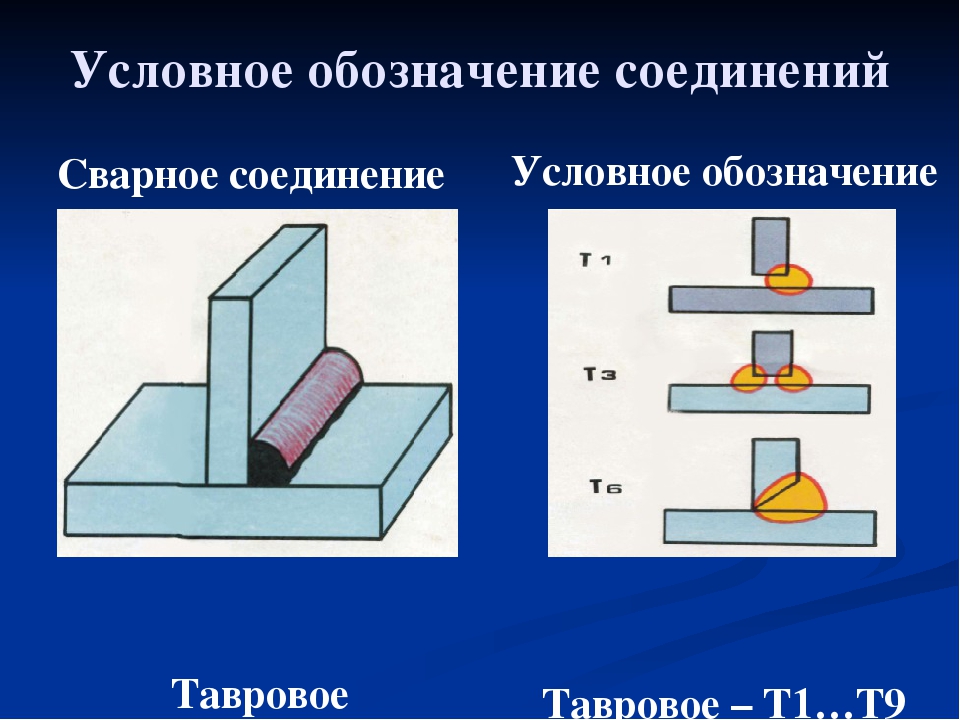 Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1).
Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18).
Предварительная ручная подварка корня шва (С12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
Заделка зазора асбестовой набивкой или флюсовой подушкой.
Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Автоматическая и полуавтоматическая сварка обладает большой производительностью, обеспечивает высокое качество и надежность соединения, не требует высокой квалификации сварщика, дает наибольший эффект в серийном и массовом производстве, а также при соединении толстостенных деталей.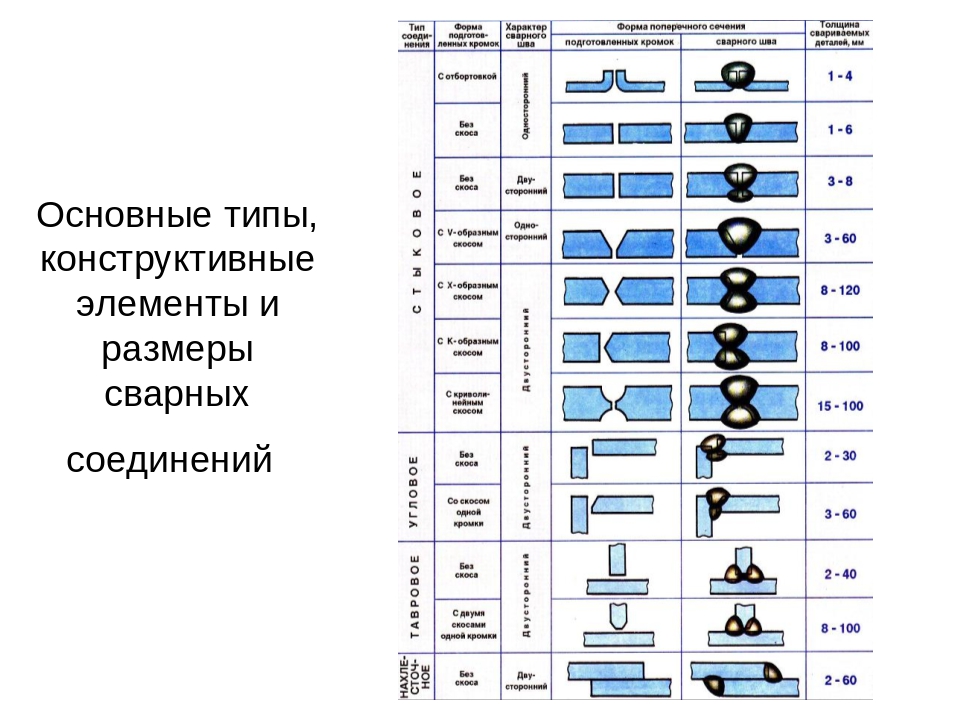 Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1.
Форма сварных швов после сварки видна в табл. 1. Так, ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
Конструктор при проектировании сварных изделий на чертеже указывает способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок, марку электрода или проволоки, способ контроля, допустимые дефекты.
Чертежи сварных изделий оформляют как чертежи сборочных единиц, т.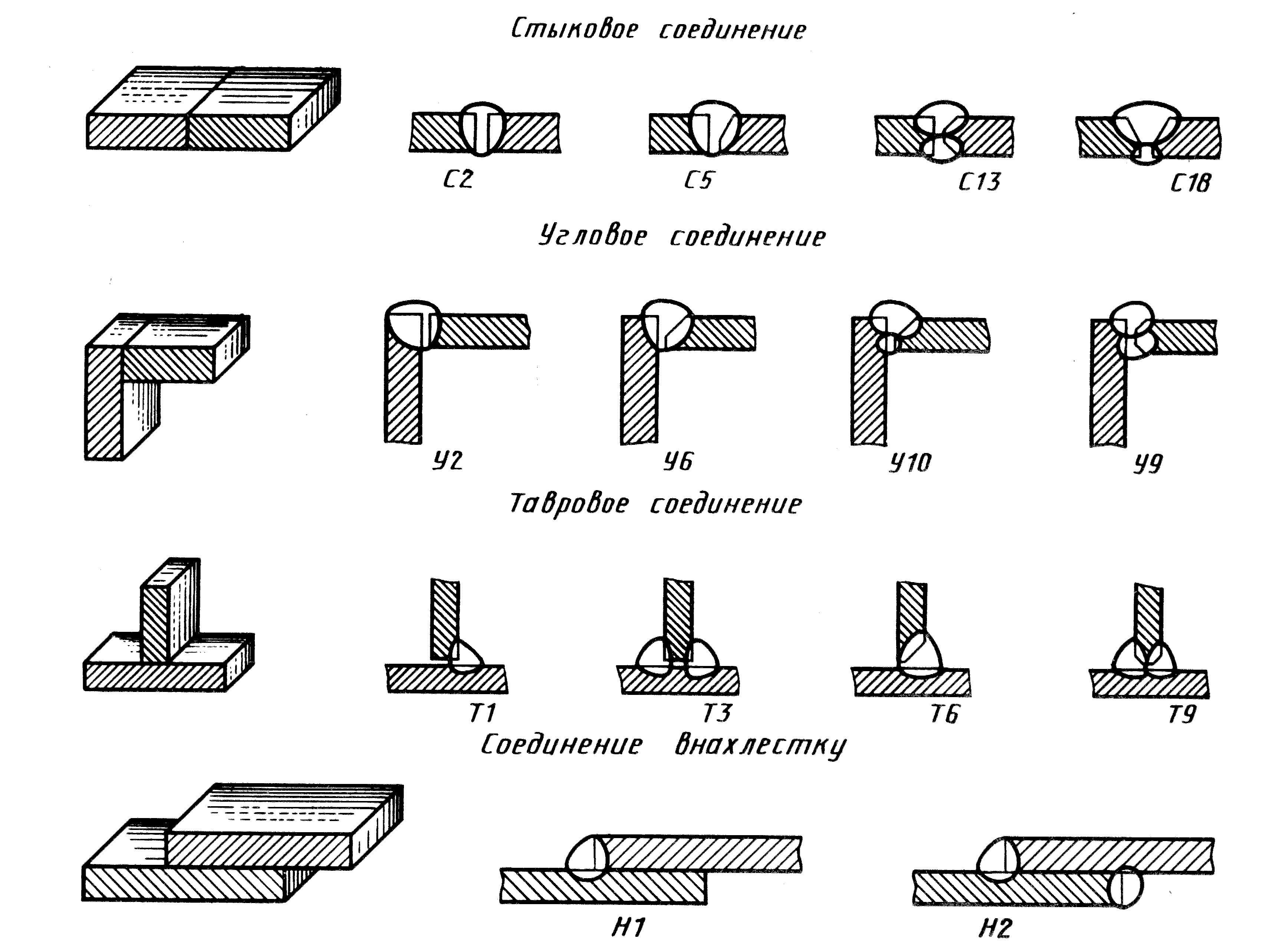 е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва.
Условное обозначение шва производят на полке линии-выноски или под полкой, если линия-выноска проведена от оборотной стороны основного шва. Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 2).
1. Сварной шов, выполняемый при монтаже, обозначают знаком в точке пересечения линии-выноски и полки (рис. 2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а).
2. Номер ГОСТа на способ сварки и вид сварного соединения.
3. Условное буквенно-цифровое обозначение сварного соединения по стандарту.
4. Условное буквенное обозначение способа сварки по соответствующему стандарту (на чертежах допускается не указывать). Приняты следующие обозначения способов сварки: Р — ручная, АФ — автоматическая под флюсом на весу, АФф — автоматическая под флюсом на флюсовой подушке, АФо —автоматическая под флюсом на остающейся подкладке. АФм — автоматическая под флюсам на медной подкладке,
Рис. 2. Пример обозначения сварных швов: a — сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771 — 76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Ra не более 12,5 мкм. Обозначение указано от лицевой стороны; б — сварной шов, выполняемый при монтаже.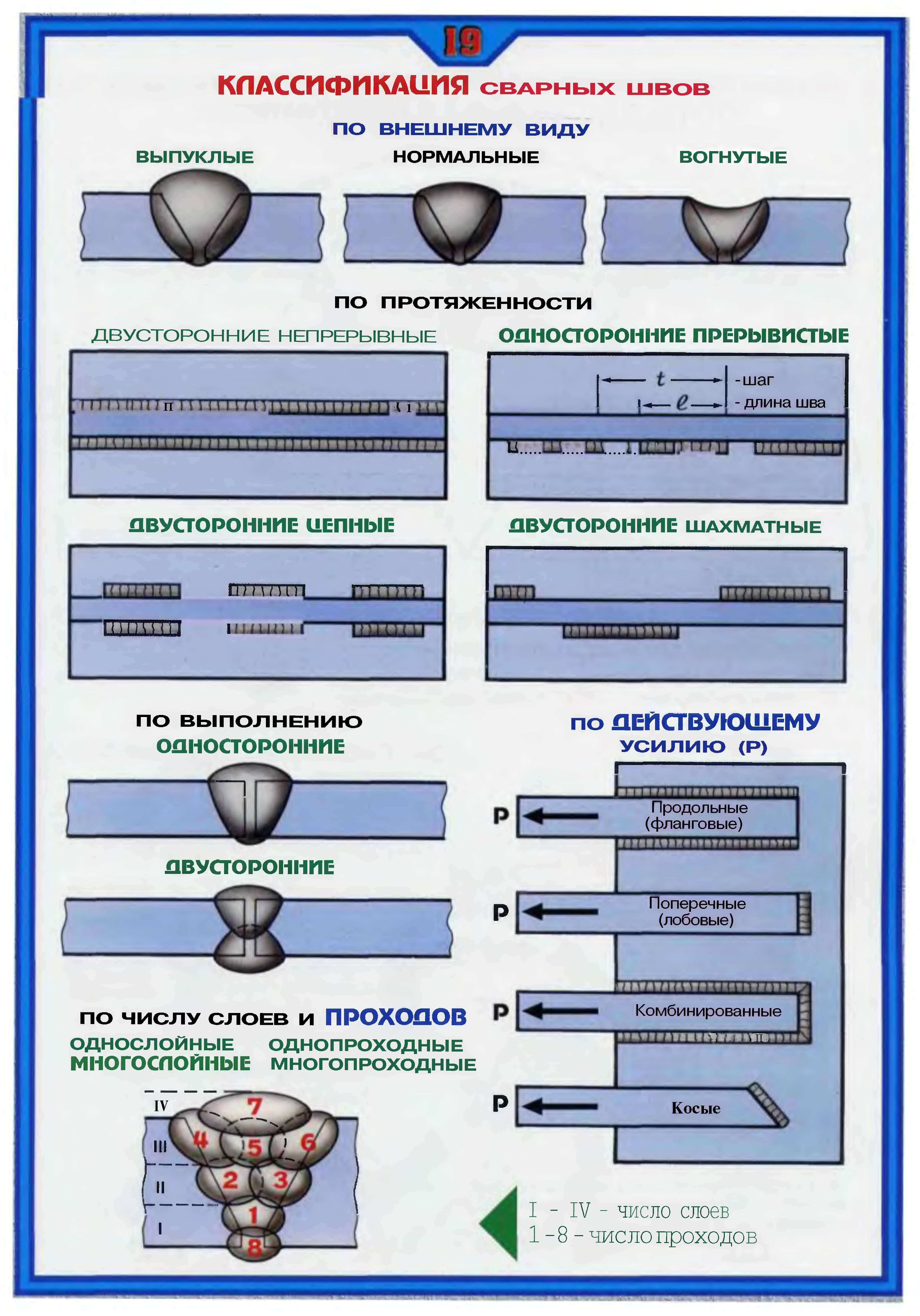
Соединение тавровое Т1 без скоса кромок по ГОСТ 5264 — 80. Сварка ручная дуговая. Высота катета шва 5 мм. Шов прерывистый с шагом 100 мм, при длине проваренного участка 50 мм. Обозначение указано от оборотной стороны шва; в — сварное соединение С9 по ГОСТ 5264—80, выполняемое ручной электродуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к основному металлу.
АФк — автоматическая под флюсом с (предварительной подваркой корня шва, АФш — автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФо, ПФш — то же, что и выше, но полуавтоматическая сварка; ИН — электродуговая сварка в инертных газах без присадочного металла, ИНп— в инертных газах с присадочным металлом, ИП — в инертных газах и их смесях с углекислым газом плавящимся электродом, УП — в углекислом газе плавящимся электродом; ШЭ — электрошлаковая проволочным электродом и т. д.
5. Знак в виде прямоугольного треугольника и размер катета шва для угловых, тавровых и соединений внахлестку (см. рис. 2,6).
рис. 2,6).
6. Для прерывистого шва указывают в мм длину провариваемого участка и шаг. Их значения разделяют наклонной линией под углом 60° в случае цепного расположения швов или специальным знаком для шахматного расположения (см. рис. 2, б).
7. Вспомогательные знаки, которые могут означать: усиление шва снять (см. рис. 2, а), наплывы и неровности шва обработать с плавным переходом к основному металлу (см. рис. 2, в). Здесь же указывают требуемую шероховатость. (Более подробно см. ГОСТ 2.312—72).
При наличии одинаковых швов им присваивают один порядковый номер, условное обозначение выполняют только для одного шва, с указанием порядкового номера на линии-вынооке. Для остальных швов на полке вместо обозначения указывают только порядковый номер данной группы одинаковых швов.
Если на чертеже все швы одинаковы, допускается их обозначать только линиями-выносками, а в технические требования чертежа записывать все сведения о способе сварки и элементах сварных соединений.
Марку электрода или присадочного материала с указанием стандарта указывают в технических требованиях чертежа.
Сварное соединение — обзор
5,5 MWCM и напряжения в горячих точках
Благодаря преимуществам, описанным выше, MWCM также можно использовать для оценки усталостной долговечности сварных соединений за счет полного использования концепции горячих точек (Susmel и Тово, 2006). Перед рассмотрением и валидацией процедуры применения нашего критерия с точки зрения структурных величин здесь стоит помнить, что, когда сварные швы испытывают сложные траектории нагружения, традиционный подход к горячим точкам постулирует, что степень усталостного повреждения зависит от максимального главного геометрического напряжения. рассчитано в предполагаемой точке зарождения трещины (Anon, 1988; Hobbacher, 2007).Вместо этого рекомендуется применять MWCM путем последующей обработки компонентов структурного напряжения перпендикулярно и параллельно сварному шву (рис.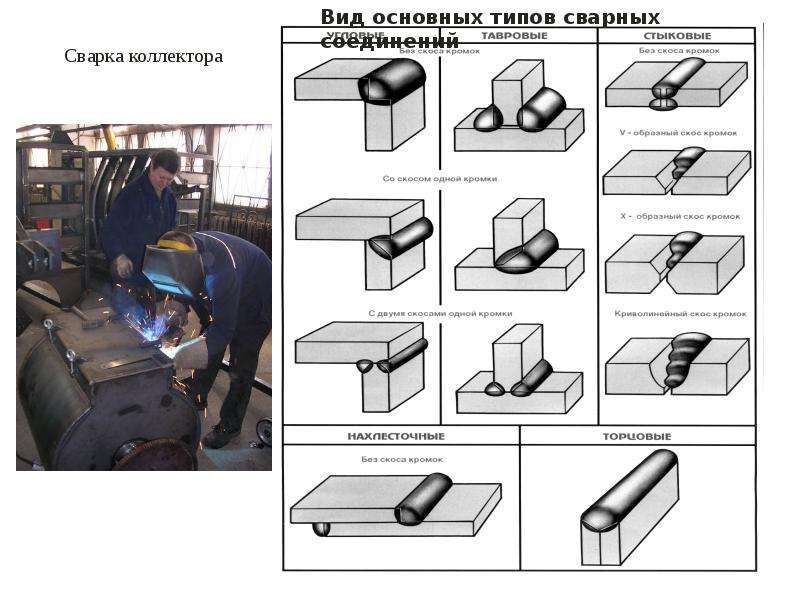 5.9).
5.9).
5.9. Определение нормальных и касательных напряжений в горячих точках.
Вышеупомянутая стратегия берет в качестве отправной точки идею о том, что при наличии геометрических элементов, характеризующихся углами раскрытия более 100 °, усталостная прочность зависит в основном от компонентов напряжения режима I и III (Лаззарин и др. ., 2004), тогда как в первом приближении вклад из-за нагружения режима II можно не учитывать, поскольку результирующие напряжения не являются сингулярными (Lazzarin and Tovo, 1998). Теперь, наблюдая за тем, как они рассчитываются, величины горячих точек тесно связаны с фактическим распределением поля линейно-упругих напряжений, действующего на зону процесса усталости (Тово и Лаззарин, 1999), логично предположить, что структурные напряжения, перпендикулярные сварному шву, так или иначе связаны с соответствующими компонентами напряжения режима I, тогда как структурные напряжения сдвига зависят главным образом от вклада антиплоскостного напряжения в общее распределение местного поля напряжений (Susmel and Tovo, 2006).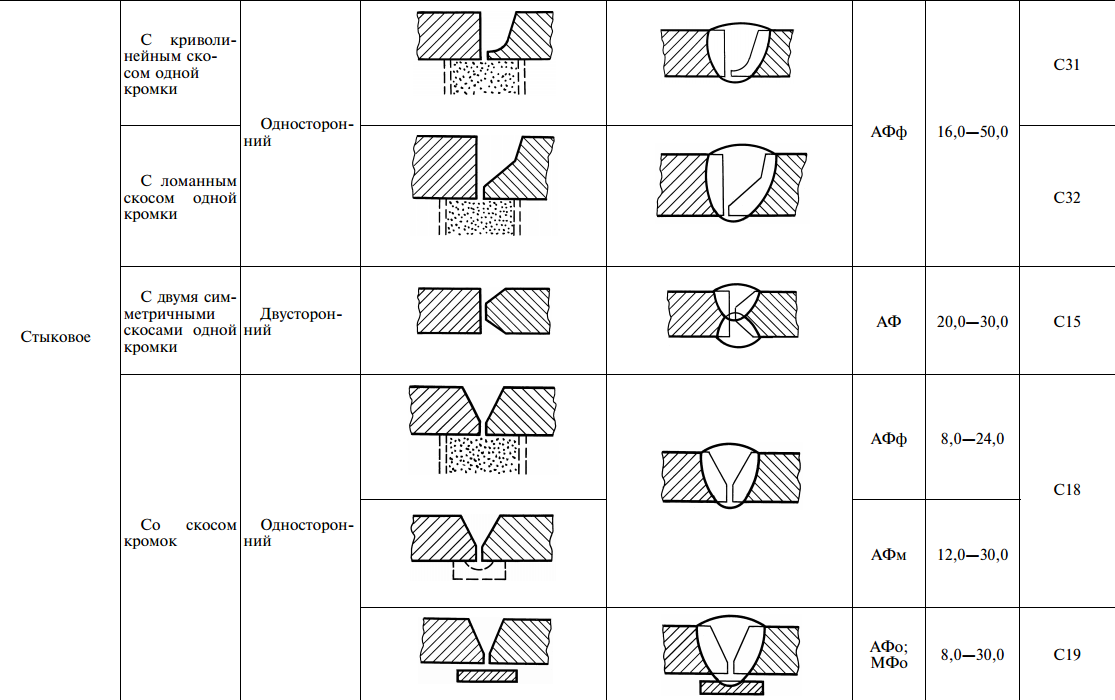 ).
).
Процедура применения MWCM в полевых условиях такая же, как описано в предыдущем разделе (рис. 5.5). Единственное отличие состоит в том, что теперь тензор напряжений в предполагаемой точке зарождения трещины должен быть выражен в геометрических величинах. Другими словами, в соответствии с концепцией горячей точки компоненты напряжения относительно критической плоскости, которые необходимы для оценки усталостного повреждения, должны быть рассчитаны, исходя из диапазонов структурных напряжений, определенных в горячей точке соединения, перпендикулярно и параллельно сварному шву.
Чтобы показать точность MWCM в оценке усталостной прочности сварных соединений при применении в терминах структурных величин, наш критерий первоначально применялся к трубным соединениям, подверженным изгибу (или растяжению) и кручению. Рассмотренные экспериментальные результаты сведены в Таблицу 5.2. На рис. 5.10 показана стратегия, которую мы приняли для определения нормальных напряжений и напряжений сдвига в горячих точках. Чтобы быть точным, вышеуказанные величины напряжений были экстраполированы на подошву сварного шва с использованием двух контрольных точек на расстоянии от предполагаемой горячей точки, равной 0.4 t и t соответственно (Hobbacher, 2007), где толщина t основных труб использовалась в качестве справочной геометрической информации для определения положения двух вышеуказанных точек. Наконец, плотность сетки на поверхности каждой рассматриваемой сварной детали была установлена в соответствии с рекомендациями Ниеми (Niemi, 1995).
Чтобы быть точным, вышеуказанные величины напряжений были экстраполированы на подошву сварного шва с использованием двух контрольных точек на расстоянии от предполагаемой горячей точки, равной 0.4 t и t соответственно (Hobbacher, 2007), где толщина t основных труб использовалась в качестве справочной геометрической информации для определения положения двух вышеуказанных точек. Наконец, плотность сетки на поверхности каждой рассматриваемой сварной детали была установлена в соответствии с рекомендациями Ниеми (Niemi, 1995).
Таблица 5.2. Экспериментальные результаты, использованные для демонстрации точности MWCM, применяемого с точки зрения напряжений в горячих точках, при оценке усталостной прочности сварных соединений стали и алюминия
| Материал | R | Δ σ A (МПа) | Δ τ A (МПа) | Геометрия | Артикул |
|---|---|---|---|---|---|
| StE 460 * | -1 | 90 | 100 | Рис.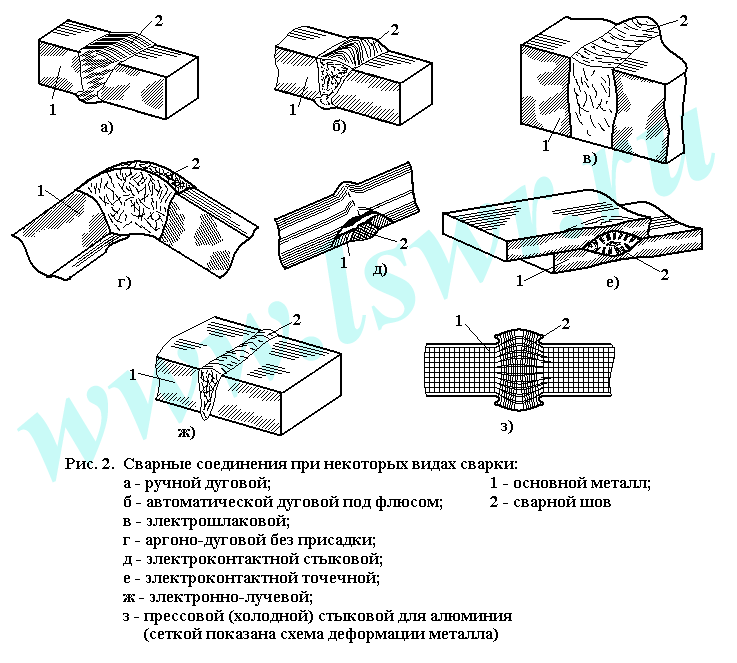 5.6a 5.6a | Sonsino, 1995 |
| StE 460 * | −1, 0 | 90 | 100 | Рис. 5.6a | Yousefi et al ., 2001 |
| StE 460 * | −1, 0 | 90 | 100 | Рис. 5.6a | Amstutz et al ., 2001 |
| A519 | −1 | 90 | 100 | Рис. 5.6b | Янг и Лоуренс, 1986 |
| A519-A36 * | −1, 0 | 90 | 100 | Рис.5.6b | Siljander et al ., 1992 |
| BS4360 Gr. 50E | 0 | 90 | 100 | Рис. 5.6b | Razmjoo, 1996 |
| 6082-T6 | −1 | 36 | 36 | Рис. 5.6a | Куэпперс и Сонсино, 2003 |
| 6060-T6 * | -1, 0,05 | 36 | 36 | Рис. 5.6e | Costa et al .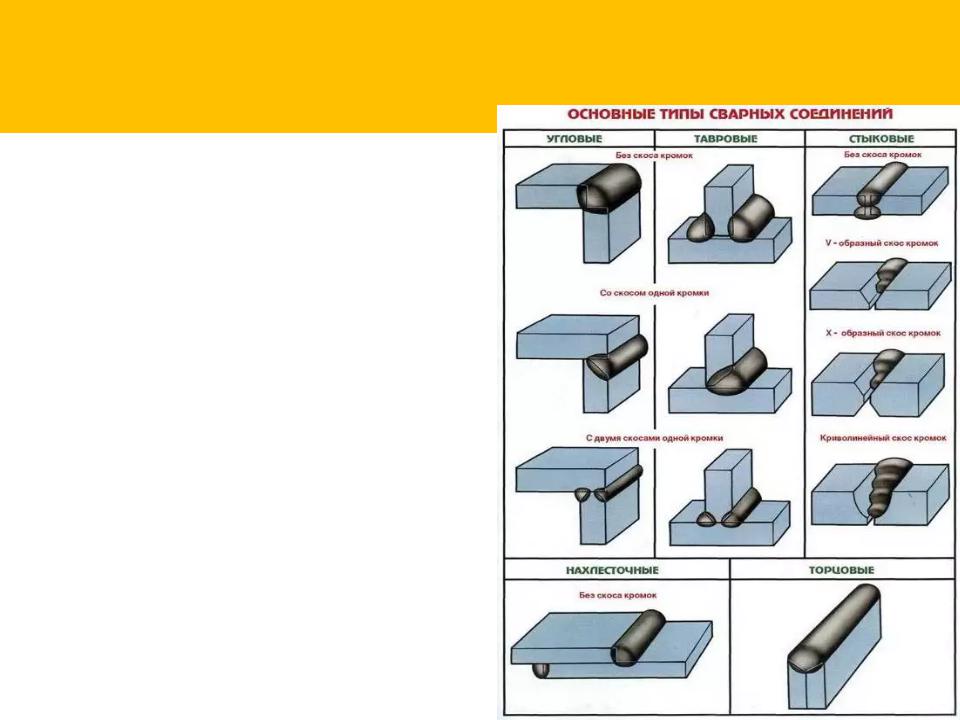 , 2005 , 2005 |
5.10. Принята методика расчета напряжений горячей точки перпендикулярно и параллельно валику сварного шва в рассматриваемых трубных сварных соединениях.
Экспериментальные ( N f ) и расчетные ( N f, e ) диаграммы усталостной долговечности, представленные на рисунках 5.11 и 5.12, ясно показывают, что наш критерий является успешным для оценки усталостного повреждения как стали, так и алюминия. сварные детали также при приложении геометрических напряжений.В частности, эти диаграммы подтверждают, что MWCM предсказывает конечный срок службы сварных соединений, подвергающихся многоосной усталостной нагрузке, всегда с адекватной степенью безопасности, даже несмотря на то, что оценки, представленные на рисунках 5.11 и 5.12, были получены путем калибровки критерия с помощью стандартных кривых усталости, рассчитанных повторно. для вероятности выживания, равной 50% (где одноосные кривые кручения FAT 90 и FAT 100 использовались в качестве справочной информации для оценки усталостной долговечности стальных сварных конструкций, тогда как стандартные одноосные и крутильные кривые FAT 36 использовались для калибровки MWCM для прогнозирование усталостной прочности сварных соединений алюминия). Наконец, стоит отметить, что приведенные выше оценки были получены при принятии ρ lim равным 1,4.
Наконец, стоит отметить, что приведенные выше оценки были получены при принятии ρ lim равным 1,4.
5.11. Точность MWCM, применяемого с точки зрения геометрических напряжений, для оценки усталостной долговечности стальных сварных соединений, подвергнутых двухосному циклическому нагружению.
5.12. Точность применения MWCM по геометрическим напряжениям при оценке усталостной долговечности сварных соединений алюминия, подвергнутых двухосному циклическому нагружению.
Чтобы лучше объяснить, как MWCM работает при использовании с точки зрения напряжений в горячих точках, полезно кратко рассмотреть здесь основные результаты экспериментального исследования, которое мы провели, работая в сотрудничестве с нашим коллегой Роберто Тово, путем тестирования. сварные соединения, изображенные на рис.5.13 (Сусмель, Тово, 2006). В качестве материала использовалась стандартная конструкционная сталь S355, и применяемый процесс сварки был одинаковым для двух типов образцов.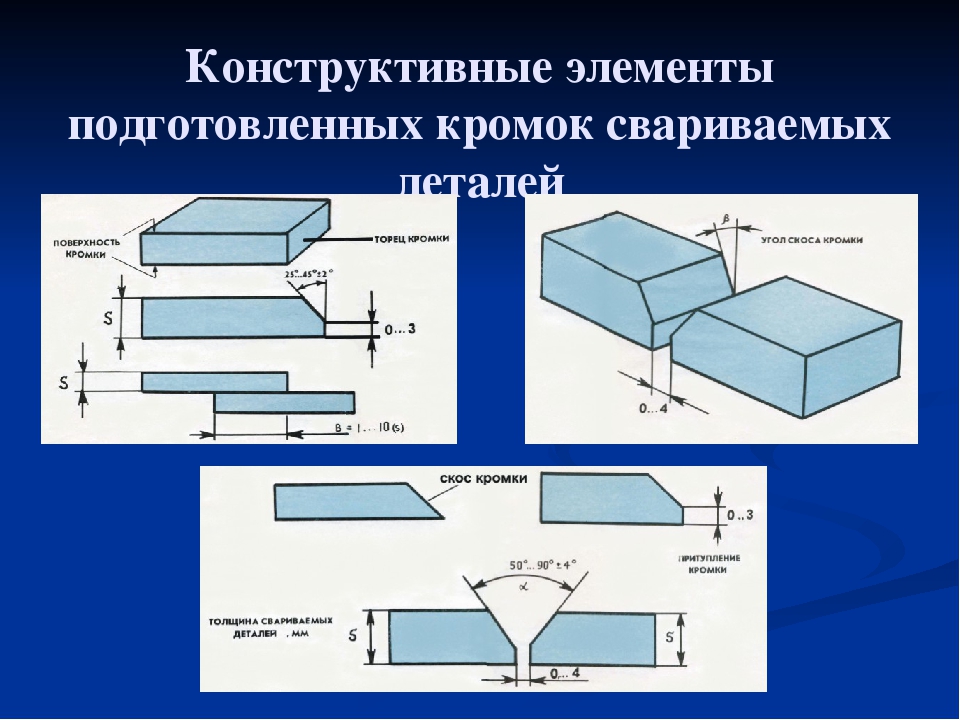 Вышеуказанные сварные соединения были испытаны при номинальном одноосном усталостном нагружении путем приложения нагрузки R , равной 0,1. Даже если усталостный срок службы обоих типов соединений можно было бы успешно оценить просто с точки зрения номинальных напряжений, используя соответствующую расчетную кривую, предоставленную Еврокодом 3 (Anon, 1988), прямой осмотр сломанных образцов выявил неожиданное поведение материала при растрескивании.Более подробно, усталостные трещины всегда исходили от носка сварного шва, но в соединениях A-типа они возникали в точке пересечения между окружностью носка сварного шва и осевым направлением (т. Е. φ = 0 ° на рис. 5.13. ), тогда как в соединениях типа B точки зарождения трещин перемещались по мере увеличения диапазона приложенной нагрузки. Более подробно, в режиме среднецикловой усталости трещины возникли при углах φ , равных примерно 45 °, тогда как в поле многоцикловой усталости положение точек зарождения трещин сместилось обратно к φ = 0.
Вышеуказанные сварные соединения были испытаны при номинальном одноосном усталостном нагружении путем приложения нагрузки R , равной 0,1. Даже если усталостный срок службы обоих типов соединений можно было бы успешно оценить просто с точки зрения номинальных напряжений, используя соответствующую расчетную кривую, предоставленную Еврокодом 3 (Anon, 1988), прямой осмотр сломанных образцов выявил неожиданное поведение материала при растрескивании.Более подробно, усталостные трещины всегда исходили от носка сварного шва, но в соединениях A-типа они возникали в точке пересечения между окружностью носка сварного шва и осевым направлением (т. Е. φ = 0 ° на рис. 5.13. ), тогда как в соединениях типа B точки зарождения трещин перемещались по мере увеличения диапазона приложенной нагрузки. Более подробно, в режиме среднецикловой усталости трещины возникли при углах φ , равных примерно 45 °, тогда как в поле многоцикловой усталости положение точек зарождения трещин сместилось обратно к φ = 0.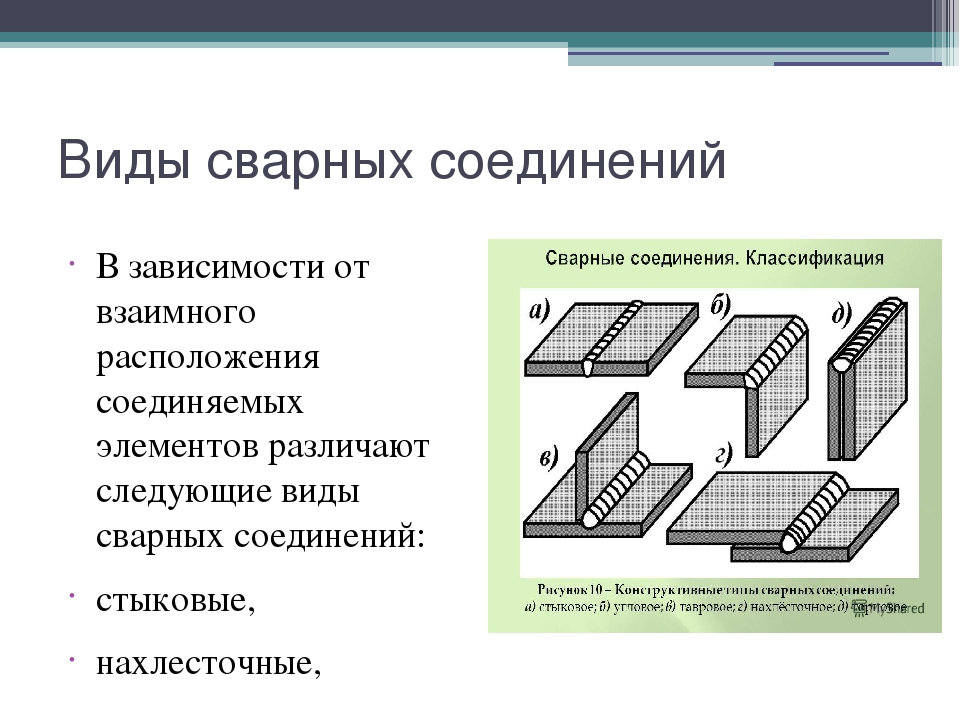 ° (рис.5.13).
° (рис.5.13).
5.13. Геометрия сварных соединений, используемая для проверки точности MWCM, применяемого с точки зрения геометрического напряжения, при определении положения точек зарождения трещин
(Susmel и Tovo, 2006). Copyright © 2006 При попытке интерпретировать экспериментальные результаты, Роберто Тово утверждал, что такое специфическое поведение к растрескиванию можно приписать присущей многоосности, возникающей из-за особых форм исследуемых сварных деталей. Взяв эту идею за отправную точку, мы рассчитали касательные и нормальные напряжения горячих точек вдоль сварного шва, получив две диаграммы, представленные на рис.5.14. Впоследствии, используя такие структурные величины, MWCM был использован для расчета результирующих усталостных повреждений по окружности носка сварного шва. Наконец, кривые усталости, оцененные в соответствии с MWCM для нескольких значений угла φ , были пересчитаны с точки зрения диапазонов номинальных напряжений, построены две диаграммы, представленные на рис.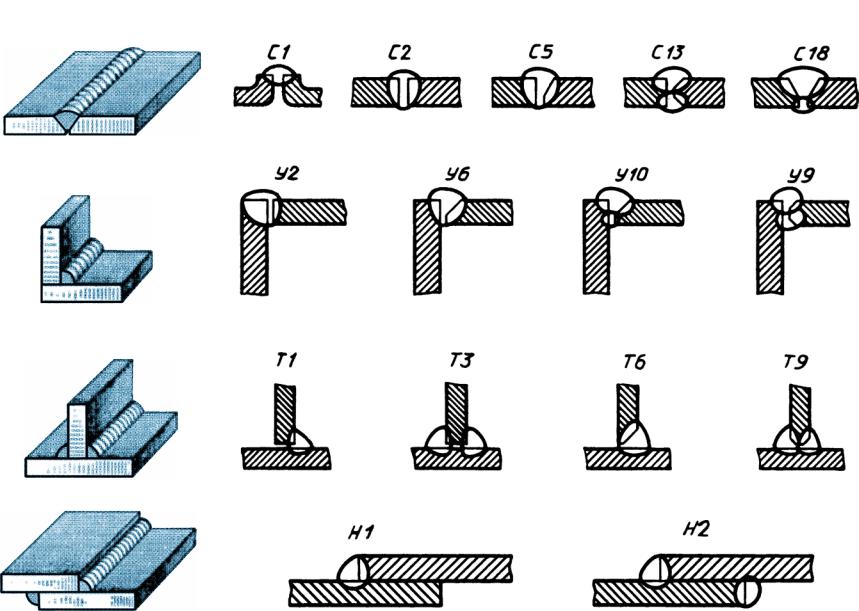 5.15: в соответствии с наблюдаемым поведением материала при растрескивании наш метод правильно предсказал, что в соединениях типа А точка, в которой усталостное повреждение достигает своего максимального значения, всегда находится при φ = 0 °; Напротив, наш критерий многоосной усталости, применяемый с точки зрения геометрических напряжений, предсказал, что в соединениях типа B явление инициирования должно происходить при φ = 45 ° в режиме усталости среднего цикла и при φ = 0 ° в высоком поле усталости цикла.Такая проверка позволила нам дополнительно подтвердить, что MWCM, применяемый с точки зрения структурных напряжений, может успешно использоваться для выполнения оценки усталости сварных соединений, в полной мере используя обширную работу, проделанную для обеспечения инженеров, участвующих в оценке реальных компонентов, безопасными и надежными. надежные правила для расчета геометрических напряжений — см., например, Hobbacher (2007) и ссылки в ней.
5.15: в соответствии с наблюдаемым поведением материала при растрескивании наш метод правильно предсказал, что в соединениях типа А точка, в которой усталостное повреждение достигает своего максимального значения, всегда находится при φ = 0 °; Напротив, наш критерий многоосной усталости, применяемый с точки зрения геометрических напряжений, предсказал, что в соединениях типа B явление инициирования должно происходить при φ = 45 ° в режиме усталости среднего цикла и при φ = 0 ° в высоком поле усталости цикла.Такая проверка позволила нам дополнительно подтвердить, что MWCM, применяемый с точки зрения структурных напряжений, может успешно использоваться для выполнения оценки усталости сварных соединений, в полной мере используя обширную работу, проделанную для обеспечения инженеров, участвующих в оценке реальных компонентов, безопасными и надежными. надежные правила для расчета геометрических напряжений — см., например, Hobbacher (2007) и ссылки в ней.
5.14. Распределение напряжений в горячих точках по периметру носка сварных деталей, изображенное на рис.5.13.
Распределение напряжений в горячих точках по периметру носка сварных деталей, изображенное на рис.5.13.
5.15. Результаты экспериментов и кривые усталости, определенные по MWCM, при различных значениях угла φ.
Типы сварных соединений
Основные типы сварных соединений можно классифицировать в зависимости от типов сварных швов, положения сварных швов и типа соединения.
СВАРНЫЙ СОЕДИНЕНИЕ
ВВЕДЕНИЕ
Когда два члена соединены
средствами сварки, такое соединение называется сварным соединением.Предложения по сварке
возможность для дизайнера добиться более эффективного использования
материалы. Ранее конструкторы считали сварные швы менее устойчивыми к усталости. Это было
считал, что добиться хороших сварных швов на стройплощадке невозможно. Теперь день, с
достижения в области методов неразрушающего контроля (NDT), тестирования и
стало проще контролировать качество сварных швов. Это придает дизайнерам достаточно смелости. изучить возможности и возможности сварных соединений. Быстрый
конструкция облегчается за счет использования сварных соединений.Масса сварного
количество подключений относительно невелико, что снижает стоимость строительства. С тех пор
нет ли сокращения отверстий, общее поперечное сечение эффективно переносит
нагрузки.
изучить возможности и возможности сварных соединений. Быстрый
конструкция облегчается за счет использования сварных соединений.Масса сварного
количество подключений относительно невелико, что снижает стоимость строительства. С тех пор
нет ли сокращения отверстий, общее поперечное сечение эффективно переносит
нагрузки.
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Основные типы сварных соединений можно классифицировать в зависимости от типов сварных швов, положения сварных швов и типа сустава.
1.На основе по типу сварного шва
По типу сварного шва сварные швы можно классифицировать по для углового шва, сварного шва с разделкой кромок (или стыкового шва), электрозаклепки, щелевого шва, точечной сварки и т. д. Различные типы сварных швов показаны на рисунке 15.
1.1. Стыковые швы (стыковые)
Швы с разделкой кромок (стыковые швы) и
Угловые швы выполняются, когда соединяемые элементы выровнены. Канавка
сварка обходится дороже, так как требует подготовки кромок. Швы с разделкой кромок могут быть
безопасно использовать в сильно нагруженных членах. Обеспечиваются квадратные стыковые швы.
только для плиты толщиной 8 мм. Различные типы стыковых швов показаны на
Рисунок 16.
Канавка
сварка обходится дороже, так как требует подготовки кромок. Швы с разделкой кромок могут быть
безопасно использовать в сильно нагруженных членах. Обеспечиваются квадратные стыковые швы.
только для плиты толщиной 8 мм. Различные типы стыковых швов показаны на
Рисунок 16.
1.2. Угловые швы
Угловые швы выполняются при два соединяемых стержня находятся в разных плоскостях.Поскольку такая ситуация возникает чаще угловые швы встречаются чаще, чем стыковые. Угловые швы сделать это проще, так как для этого требуется меньше подготовки поверхности. Тем не менее они не такой прочный, как швы с разделкой кромок, и вызывает концентрацию напряжений. Филе сварные швы предпочтительнее для слабо нагруженных элементов, где жесткость, а не сила определяет дизайн. Различные типы угловых швов показаны на Рисунок 17.
1.3. Слот и электрозаклепки
Щелевые и электрозаклепочные швы используются для
дополнять угловые швы там, где невозможно обеспечить требуемую длину углового шва. достигнуто.
достигнуто.
2. На основе по положению сварного шва
В зависимости от положения сварного шва, Сварные швы можно разделить на плоский шов, горизонтальный шов, вертикальный шов, колодец и т. д.
На основе тип стыков
На основе по типу соединений сварные швы можно разделить на стыковые, внахлестку. сварные соединения, тройники и угловые сварные соединения.
Учебные материалы, Примечания к лекциям, Назначение, Ссылка, объяснение описания Wiki, краткая информация
Соединения сращивания колонн и моментных сварных швов при сварке в полевых условиях
Получите советы по экономии денег и максимальному увеличению производительности и качества сварки в полевых условиях при использовании сварных моментных соединений и стыковых соединений колонн.
Стальные соединения при сварке конструкций
Не секрет, что когда дело доходит до конструкции стальных конструкций, всегда желательно избегать более дорогостоящих и трудоемких сварных соединений в полевых условиях в пользу болтовых соединений.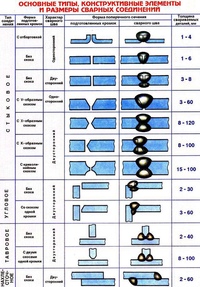 Это еще более верно, когда соединение требует полного проплавления (CJP) шва с разделкой кромок, что особенно характерно для определенных типов соединений с моментом и сращивания колонн.
Это еще более верно, когда соединение требует полного проплавления (CJP) шва с разделкой кромок, что особенно характерно для определенных типов соединений с моментом и сращивания колонн.
Использование сварных моментов и стыковых соединений колонн в проекте будет сильно различаться в зависимости от нескольких факторов, в том числе места расположения проекта, типа и конструкции самой конструкции.
Независимо от того, требует ли ваш следующий проект многих из этих типов соединений или только несколько, эти советы помогут вам сэкономить деньги и максимально повысить производительность и качество сварки в полевых условиях.
Совет 1. Используйте оборудование подходящего размера для работы
Сварные моментные соединения и стыки колонн требуют много рабочих часов по сравнению с большинством других сварочных работ в рамках проекта. Чтобы сократить время сварки, многие подрядчики и монтажники выбирают переход на электроды большего размера.
Независимо от того, используете ли вы электросварочные аппараты, сварочное оборудование с приводом от двигателя или их комбинацию, важно иметь аппарат подходящего размера, чтобы с первого раза выполнить работу максимально эффективно.
Слишком часто подрядчики устанавливают максимальное значение на своем сварочном оборудовании. Хотя в этом нет ничего принципиально неправильного, частая работа на максимальных или близких к максимальных возможностях станках означает, что вы, возможно, не получите наилучших характеристик сварки или срока службы оборудования.
Думайте о сварщике как об автомобиле.Если вам нужно разогнаться до 90 миль в час, обычная машина, вероятно, сможет это сделать. Но если вам нужно ездить со скоростью 90 миль в час каждый день, вы, вероятно, переключитесь на более производительный автомобиль. То же самое и со сварочным оборудованием. Тот факт, что машина может сваривать на больших диапазонах, не означает, что это лучший вариант в долгосрочной перспективе.
Для большинства работ, вероятно, подойдет машина на 300-400 ампер. Если вы часто свариваете проволокой диаметром более 5/64 дюйма или вам необходимо выполнить много строжки угольной дугой электродами от 1/4 дюйма и более, рассмотрите вариант установки на 500 ампер или более.
Совет 2: переходите с ручной сварки на порошковую сварку
Преимущества сварки порошковой проволокой с самозащитой по сравнению со сваркой штучной сваркой могут показаться очевидными для некоторых, но многие строительные и монтажные компании все еще сваривают все свои многопроходные сварные швы CJP с помощью технологии дуговой сварки (дуговой сварки в среде защитного металла или SMAW). . Ручная сварка отлично подходит для многих применений, но переход на самозащитную порошковую проволоку для проектов, требующих многопроходных сварных швов большего размера, дает несколько преимуществ:
- Скорость наплавки: По сравнению с наиболее часто используемыми 1/8-дюймовыми стержневыми электродами 7018, которые обычно дают скорость наплавки не более 3 фунтов / час, сопоставимая порошковая проволока для всех позиций может удвоиться или даже утроиться. это производство.
- Эффективность наплавки: Это относится к процентной доле электрода, которая фактически попадает в окончательный сварной шов. Вы когда-нибудь задумывались, сколько денег вы бросаете на землю? После каждого сварного шва, независимо от того, полностью или частично использовался электрод, оставшийся стержень электрода обычно оказывается в одном и том же месте — на земле. Это создает беспорядок, который нужно навести, и вынимает деньги из вашего кармана. Если взять в качестве примера стержневой электрод 7018 диаметром 1/8 дюйма, вам повезет, если вы добьетесь эффективности 70% после учета магнитного потока и потерь на шлейфах.Переход на порошковую проволоку может обеспечить повышение эффективности на 10% или больше благодаря повышенной способности подавать и осаждать расплавленный металл в сварном шве в сочетании с тем фактом, что сварщики могут начинать и останавливать работу в любое время без потерь расходных материалов.
 Вы когда-нибудь задумывались, сколько денег вы бросаете на землю? После каждого сварного шва, независимо от того, полностью или частично использовался электрод, оставшийся стержень электрода обычно оказывается в одном и том же месте — на земле. Это создает беспорядок, который нужно навести, и вынимает деньги из вашего кармана. Если взять в качестве примера стержневой электрод 7018 диаметром 1/8 дюйма, вам повезет, если вы добьетесь эффективности 70% после учета магнитного потока и потерь на шлейфах.Переход на порошковую проволоку может обеспечить повышение эффективности на 10% или больше благодаря повышенной способности подавать и осаждать расплавленный металл в сварном шве в сочетании с тем фактом, что сварщики могут начинать и останавливать работу в любое время без потерь расходных материалов.
Вы когда-нибудь задумывались, сколько денег вы бросаете на землю? После каждого сварного шва, независимо от того, полностью или частично использовался электрод, оставшийся стержень электрода обычно оказывается в одном и том же месте — на земле. Это создает беспорядок, который нужно навести, и вынимает деньги из вашего кармана. Если взять в качестве примера стержневой электрод 7018 диаметром 1/8 дюйма, вам повезет, если вы добьетесь эффективности 70% после учета магнитного потока и потерь на шлейфах.Переход на порошковую проволоку может обеспечить повышение эффективности на 10% или больше благодаря повышенной способности подавать и осаждать расплавленный металл в сварном шве в сочетании с тем фактом, что сварщики могут начинать и останавливать работу в любое время без потерь расходных материалов.Совет 3. Выберите правильную порошковую проволоку
Когда дело доходит до сварки конструкций самозащитной порошковой проволокой, многие подрядчики используют так называемую проволоку Т-8. Эти проволоки с отрицательной полярностью электродов постоянного тока (DCEN) представляют собой универсальные универсальные проволоки, которые обеспечивают хорошие низкотемпературные удары и могут использоваться для многопроходных сварных швов.
Эти проволоки с отрицательной полярностью электродов постоянного тока (DCEN) представляют собой универсальные универсальные проволоки, которые обеспечивают хорошие низкотемпературные удары и могут использоваться для многопроходных сварных швов.
Несмотря на то, что привлекательность использования одной проволоки для всего проекта понятна, подумайте о переходе на проволоку T-6 для плоских или горизонтальных сварных швов, подобных тем, которые используются в сварных стыках колонн. Эти провода имеют положительную полярность электродов постоянного тока (DCEP) и обычно дают значительно более высокие скорости наплавки, чем провод T-8. Они также обеспечивают хорошее проникновение и, как правило, также оказывают очень хорошее низкотемпературное воздействие.
Совет 4. Тратьте меньше времени на прогулки
Недавние исследования показали, что в среднем типичный слесарь-слесарь делает четыре поездки обратно к своей машине, чтобы внести коррективы в течение дня.Умножьте это потраченное время на пятидневную рабочую неделю и 50-недельный рабочий год.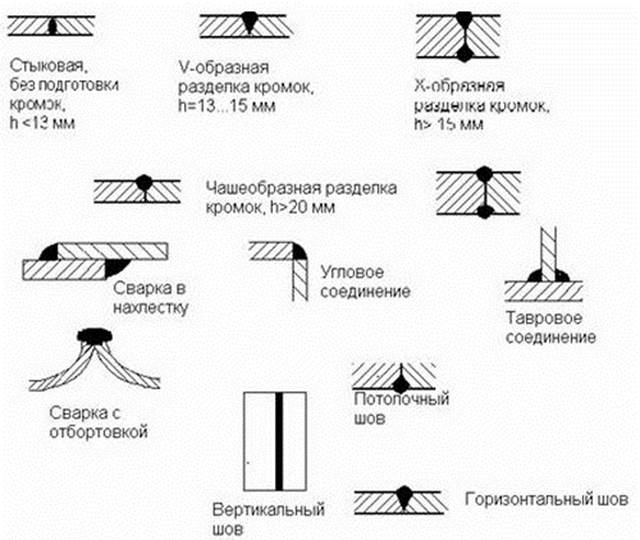 Предполагая, что каждая поездка в оба конца занимает примерно 15 минут и используя 45 долларов в час в качестве оценки затрат подрядчика на найм слесаря, получаем ежегодную потерю производительности в размере 11250 долларов — просто платите сварщику за то, чтобы он ходил туда-сюда, чтобы внести коррективы. источник питания. Независимо от того, составляют ли ваши производственные затраты половину или вдвое больше, если вы умножите их на всех сварщиков в платежной ведомости, это приведет к значительной трате денег и потере производительности.
Предполагая, что каждая поездка в оба конца занимает примерно 15 минут и используя 45 долларов в час в качестве оценки затрат подрядчика на найм слесаря, получаем ежегодную потерю производительности в размере 11250 долларов — просто платите сварщику за то, чтобы он ходил туда-сюда, чтобы внести коррективы. источник питания. Независимо от того, составляют ли ваши производственные затраты половину или вдвое больше, если вы умножите их на всех сварщиков в платежной ведомости, это приведет к значительной трате денег и потере производительности.
Для решения этой проблемы на строительной площадке были внесены некоторые улучшения в разработку передовых технологий дистанционного управления сварочным оборудованием. Технология ArcReach® от Miller Electric Mfg. LLC находится на переднем крае современных возможностей.
Используя только стандартные сварочные кабели и совместимый источник питания, цифровой блок дистанционного управления ArcReach или дополнительные устройства подачи проволоки подключаются прямо к вашему стержневому наконечнику или порошковой горелке. С помощью этих принадлежностей вы можете не только регулировать силу тока, напряжение и другие параметры управления дугой, но также просматривать и настраивать программы и процессы сварки прямо на сварном шве.Это избавляет от необходимости возвращаться к источнику питания или использовать отдельный громоздкий и легко повреждаемый проводной аналоговый пульт дистанционного управления.
С помощью этих принадлежностей вы можете не только регулировать силу тока, напряжение и другие параметры управления дугой, но также просматривать и настраивать программы и процессы сварки прямо на сварном шве.Это избавляет от необходимости возвращаться к источнику питания или использовать отдельный громоздкий и легко повреждаемый проводной аналоговый пульт дистанционного управления.
Кроме того, на некоторых новейших источниках питания аппарат автоматически компенсирует любое падение напряжения на сварочном кабеле, поэтому все, что вы предварительно настроили на аппарате, — это именно то, что вы получите при дуге. Нет необходимости самостоятельно набирать или вводить правильные параметры.
Заключительные мысли
Если вы давно не вносили изменений или улучшали свою сварочную операцию, подумайте об оценке некоторых из новых решений, представленных сегодня на рынке.Внедрение этих передовых методов для сварных моментных соединений и стыков колонн в полевых условиях требует предварительных вложений времени и денег, но, учитывая, сколько вы, вероятно, оставите на столе, это небольшая цена.
A Базовый обзор экзотермических сварных соединений
При создании систем электрической защиты электрические заземляющие соединения должны оставаться надежными в течение всего срока службы системы. Если соединения ослабевают, системы заземления, соединения и молниезащиты становятся уязвимыми.
Экзотермическая сварка, часто известная под нашей торговой маркой nVent ERICO Cadweld, — это метод, который существует с 1938 года и предлагает ряд преимуществ по сравнению с другими типами соединений.
Узнайте, что такое экзотермическая сварка, когда ее следует использовать и чем она отличается от соединений с механическим заземлением.
Что такое экзотермическая сварка? Экзотермическая сварка — это процесс, используемый для соединения одинаковых металлов, таких как медь со сталью или медь с медью. Он использует экзотермическую реакцию для образования молекулярной связи между двумя частями.
Соединение изготавливается в специальной графитовой форме. В сварном шве используется экзотермическая реакция термита (металлического порошка) для нагрева металла. Проще говоря, экзотермический процесс включает химическую реакцию с выделением тепла и не требует внешнего источника тепла.
Химическая реакция экзотермической сварки с выделением тепла 3Cu2O + 2Al → 6Cu + Al2O3 + ТЕПЛО
Оксид меди + Алюминий → Медь + оксид алюминия (шлак) + нагрев
Температура реакции примерно 2500 ° C (4500 ° F)
При правильном выполнении, экзотермически сварное соединение остается гомогенным после охлаждения , что означает, что был сформирован настоящий сварной шов, и элементы полностью сплавлены друг с другом.Соединение постоянное , необратимое и не требует дополнительных средств для удержания
его вместе, как показано на изображении ниже.
В 1930-х годах профессор Чарльз А. «Попс» Кэдвелл, тезка nVent ERICO Cadweld, работал над улучшением установки или ремонта сигнальных проводов и путевых силовых соединений с рельсами электрифицированных поездов. Эти сварные швы потребовали значительных усилий и оборудования. «Автомобиль А», показанный ниже, использовался для перевозки оборудования и персонала, необходимого для выполнения единого соединения.
В 1938 году Попс запатентовал процесс Cadweld и позволил одному человеку с 25 фунтами оборудования заменить все это оборудование, необходимое ранее. Вскоре после этого была создана экзотермическая сварка для катодной защиты, за которой последовали передача энергии высокого напряжения и электрические заземления и соединения.
За последние 80 лет оборудование было значительно усовершенствовано с целью повышения простоты использования, безопасности продукции и качества сварки, чтобы все больше оправдать его использование и расширить область его применения.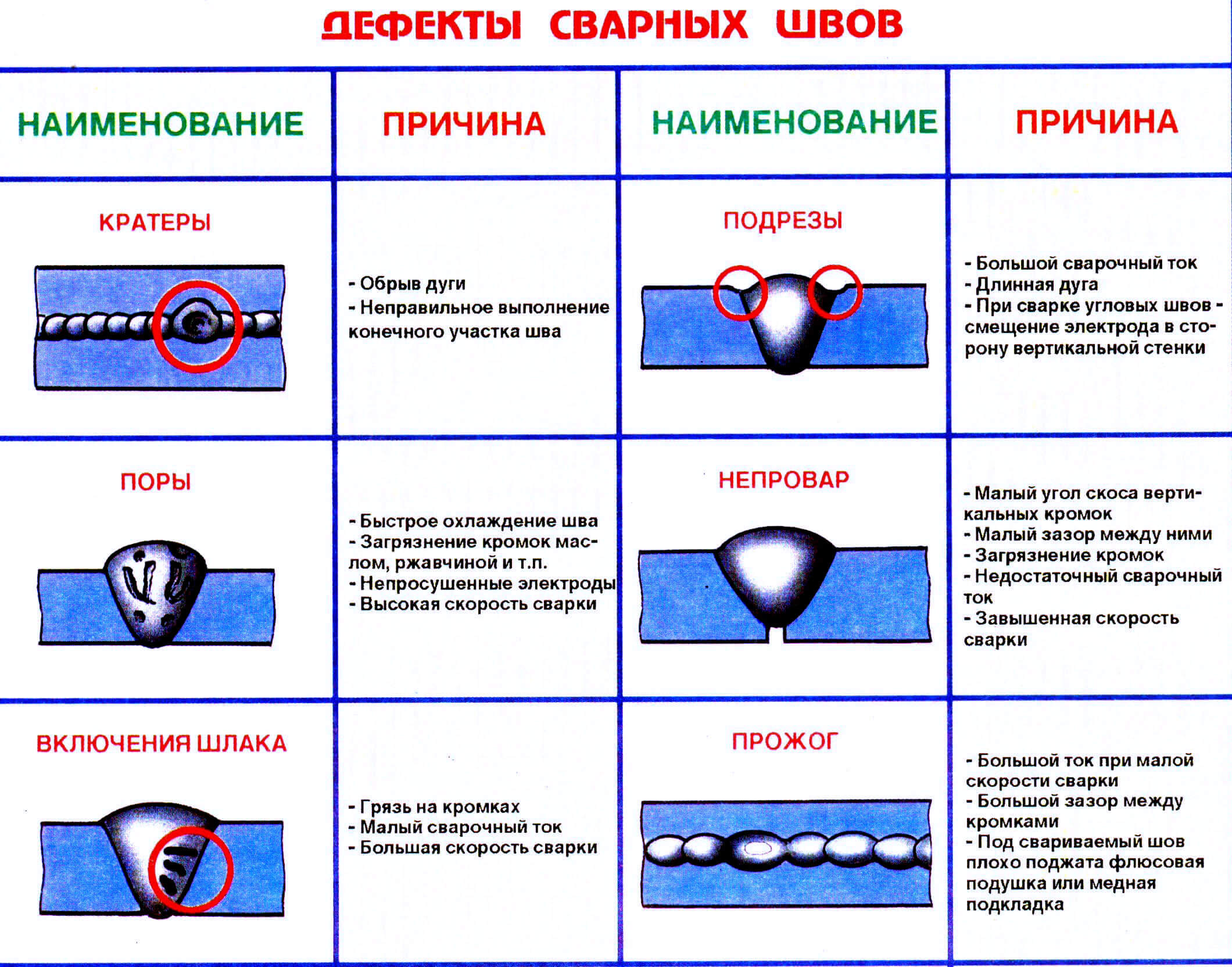 Экзотермическая сварка — важное изобретение, на долю которого у приходится более 150 миллионов соединений.
Экзотермическая сварка — важное изобретение, на долю которого у приходится более 150 миллионов соединений.
В общем, экзотермические соединения лучше механических соединений для заземления из-за прочной связи между двумя материалами. Надежное соединение является ключевым фактором, особенно при использовании с электрическими соединениями.
Преимущества экзотермических сварных соединений:
- Сохраняйте более низкое сопротивление с течением времени благодаря плавкому соединению.
- Не разрушается с возрастом из-за ограниченной подверженности коррозии.
- Срок службы превышает срок службы подключаемых проводов.
- Устраняет любой риск расшатывания из-за молекулярных связей.
- Устойчив к повторяющимся ошибочным токам.
- Обеспечивает минимально возможное сопротивление пути заземления.
- Качество можно проверить визуальным осмотром.
- Безопасный и простой в использовании с минимальными требованиями к обучению и защите.
- UL® внесен в список UL 467.
- Превосходит требования IEEE 837.

Недостатки механических соединений:
- Вызывает двухточечный ток (т.е. неравную плотность тока).
- Чувствителен к коррозии , сопротивление со временем снижается.
- Требуется антиоксидантный состав для продления срока службы соединения.
Для иллюстрации процесса экзотермической сварки ниже приведены инструкции по использованию nVent ERICO Cadweld Plus.
Компоненты:
- Графитовая форма
- Сварной металл
- Воспламенитель
- Зажимы для форм
- Инструменты для чистки
- Гильзы, шайбы, ватин
Указания по выполнению экзотермической сварки:
- Вставьте чашку Cadweld Plus в форму (может потребоваться крышка / перегородка).
- Присоедините клеммный зажим блока управления к планке зажигания.
- Нажмите и удерживайте переключатель блока управления и дождитесь зажигания.
- Откройте форму и извлеките израсходованную стальную чашку — специальной утилизации не требуется.

После изучения процесса экзотермическое соединение обычно занимает всего несколько минут. Экзотермическая сварка становится предпочтительным методом для большинства профессионалов в области электротехники, благодаря простоте процесса и улучшенным характеристикам.
Подробнее об экзотермических сварных соединенияхЦенность экзотермических соединений довольно очевидна. Если вы хотите узнать больше о спецификациях, установке или о том, как выбрать правильный продукт и пресс-форму Cadweld для ваших приложений, щелкните ниже, чтобы посетить Cadweld.com.
Как подключить провода для сварки штангой
Я всегда мучился с тем, как правильно подключить провода для сварки штангой к сварочному аппарату. Следует ли подключать заземляющий провод к отрицательной клемме сварщика или к положительной? Куда должен идти вывод электрода? Можно просто все усложнять, как ему хочется.
Следует ли подключать заземляющий провод к отрицательной клемме сварщика или к положительной? Куда должен идти вывод электрода? Можно просто все усложнять, как ему хочется.
Многие люди не понимают, как работает аппарат для ручной сварки. Но позвольте вам сказать, позже я понял, что это не так сложно, как кажется.
Сварочные провода можно подсоединить тремя разными способами: соединением DCEN, соединением DCEP и соединением переменного тока. У каждого подключения есть свои плюсы и минусы. Их следует менять в зависимости от области применения, в которой они используются.
В этой статье я подробно расскажу, как подсоединять провода для сварочных аппаратов для различных сварочных работ.
Давайте сразу приступим.
SMAW или сварка штучной сваркой
Дуговая сварка защищенного металла, широко известная как сварка штангой, является наиболее популярной формой дуговой сварки.Он использует электрический ток (обычно постоянный) для плавления как металлической заготовки, так и стержня электрода, образуя сварочную ванну.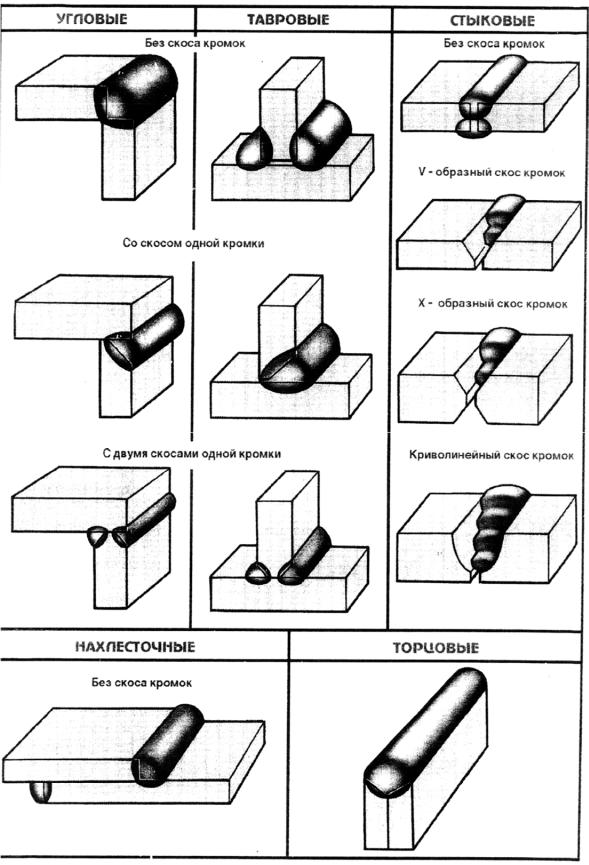 Электрод покрыт слоем флюса, который защищает сварной шов от загрязнения посторонними частицами (поэтому это называется дуговой сваркой защищенного металла).
Электрод покрыт слоем флюса, который защищает сварной шов от загрязнения посторонними частицами (поэтому это называется дуговой сваркой защищенного металла).
Установка для сварки штангой
Установка для сварки штангой состоит из следующего оборудования:
- Сварочный аппарат
- Сварочные провода (рабочие кабели)
- Держатель электрода
- Зажим заземления (рабочий зажим)
- Сварочный стержень (электрод)
На схеме ниже показано правильное расположение этих компонентов.
Какие выводы у сварщика?
Сварочные провода или сварочные кабели, как и другие медные провода, представляют собой электрические проводники, обернутые внутри изолирующей резиновой оболочки. Эти кабели бывают разного диаметра и длины. Для сильноточных приложений мы используем кабели большого диаметра, поскольку они обладают меньшим сопротивлением току. Точно так же для слаботочных приложений вы можете использовать те, которые имеют меньший диаметр.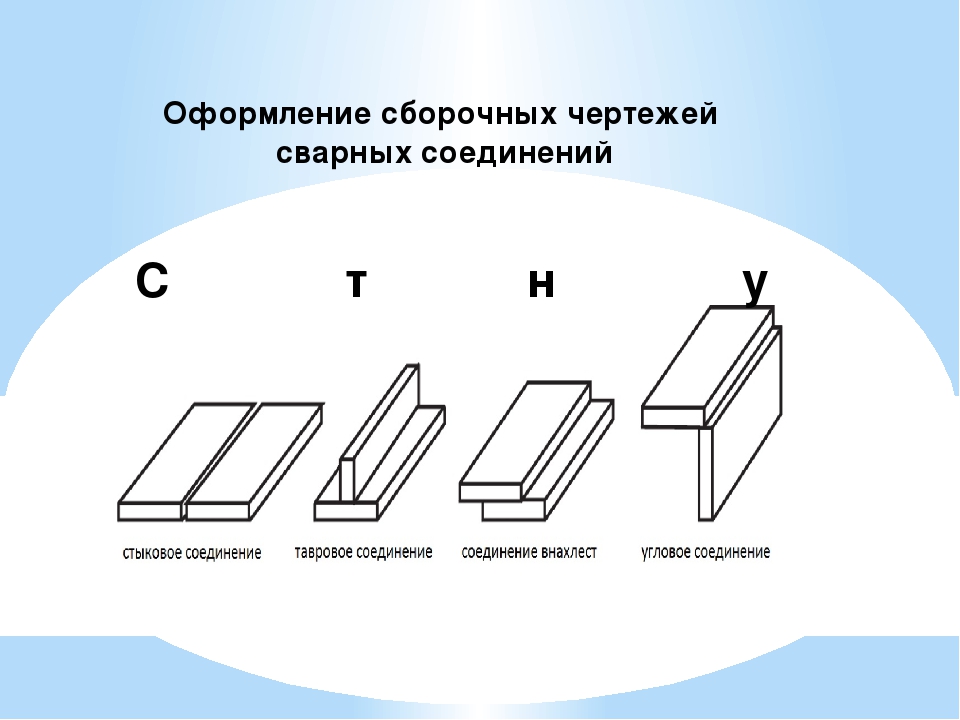 Все зависит только от характера вашего приложения.
Все зависит только от характера вашего приложения.
У вас есть два типа сварочных проводов при сварке штангой: провод электрода и рабочий кабель (также называемый заземляющим проводом).Электродный вывод соединяет сварочный аппарат с электрододержателем. Точно так же заземляющий провод прикрепляет его к заготовке.
Определение диаметра сварочного кабеля.
Сварочные провода бывают разных размеров. Подключая провода для сварки штангой, вы должны внимательно относиться к их размеру. Если вы выбрали неправильный кабель, вы не сможете обеспечить требуемый ток и напряжение сварочной дуги. Следовательно, могут возникнуть такие проблемы, как чрезмерное разбрызгивание и отсутствие плавления.Иногда, если сила тока падает слишком низко, ваш сварочный аппарат просто не зажигает дугу.
В следующей таблице показаны правильные сечения медных и алюминиевых кабелей для различных значений силы тока при сварке электродом и длины сварочных кабелей.
Например, если ваша заготовка находится на расстоянии около 100 футов от сварочного аппарата, а ваше приложение требует 200 А, попросите вашего продавца сварочного оборудования для алюминиевого кабеля размера 4/0 или медного кабеля размера 1 / 0.
Шаги по установке проводов для электродной сварки
Чтобы правильно подсоединить электроды для электродной сварки, выполните следующие простые действия.
1. Размещение зажима заземления
Прежде всего, прикрепите зажим заземления в его соответствующем положении. Зажим заземления соединяет нашу заготовку с землей через рабочий кабель. Вы можете прикрепить его непосредственно к заготовке или к металлическому столу, на котором будет выполняться ваша работа (как показано на рисунке).
2. Подсоедините сварочные провода к сварочному аппарату
После этого подсоедините рабочий кабель к отрицательной клемме сварочного аппарата, а кабель электрода — к положительной клемме.Вы также можете выполнить соединения, противоположные этому, в зависимости от сварочного применения. Позже в этой статье я подробнее расскажу об этих подключениях.
Некоторые сварочные аппараты оснащены переключателем, который можно повернуть для изменения полярности. В противном случае вам придется вручную поменять местами соединения сварочных кабелей. Прежде чем менять полярность на сварочном аппарате, обязательно выключите его.
Прежде чем менять полярность на сварочном аппарате, обязательно выключите его.
3. Подключите сварочный аппарат
Наконец, подключите аппарат к розетке и включите его.Установите соответствующие параметры тока и напряжения в соответствии с вашим сварочным применением. Тебе хорошо идти.
Три типа сварочных установок: DCEN, DCEP и AC
Многие люди спрашивают меня, является ли электродная сварка положительным или отрицательным процессом заземления. Ответ на этот вопрос — «ОБА». Фактически, для сварки штангой вы можете подключить сварочные кабели тремя разными способами.
1. Сварочное соединение DCEP
Для DCEP или положительного подключения электрода постоянного тока (ранее известного как обратная полярность) необходимо подключить электрододержатель к положительной клемме, а зажим заземления — к отрицательной.В результате электроны будут течь от заготовки к электроду. Для большинства сварочных работ мы используем установку DCEP. На схеме ниже показана настройка подключения DCEP.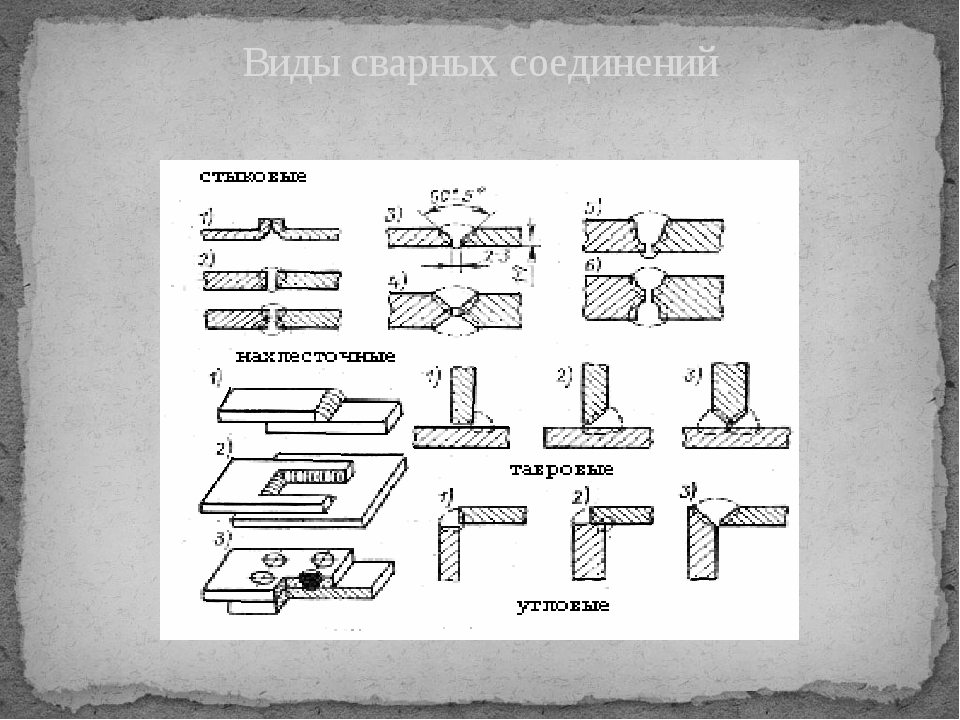
2. Сварочное соединение DCEN
В DCEN или отрицательном электроде постоянного тока (ранее известном как прямая полярность), электрододержатель отрицательный, а деталь — положительный. Следовательно, электроны текут от электрода к положительной заготовке. На следующем рисунке показана схема настройки подключения DCEN.
3. Подключение переменного тока
При сварке на переменном токе используется переменный ток, обычно с частотой 60 Гц. Ток меняет направление каждые 120 -м часть секунды. Следовательно, сварочное соединение на переменном токе не имеет полярности, что приводит к равномерному распределению тепла между электродом и заготовкой. На следующей диаграмме показана установка для подключения к сети переменного тока.
DCEP vs DCEN: Какой полярности следует приваривать?
В большинстве случаев мы подключаем сварочные провода к DCEP-соединению.Однако сварка штучной сваркой весьма разнообразна с точки зрения полярности.
Имейте в виду, что электроны всегда движутся от отрицательной клеммы сварочного аппарата к положительной клемме.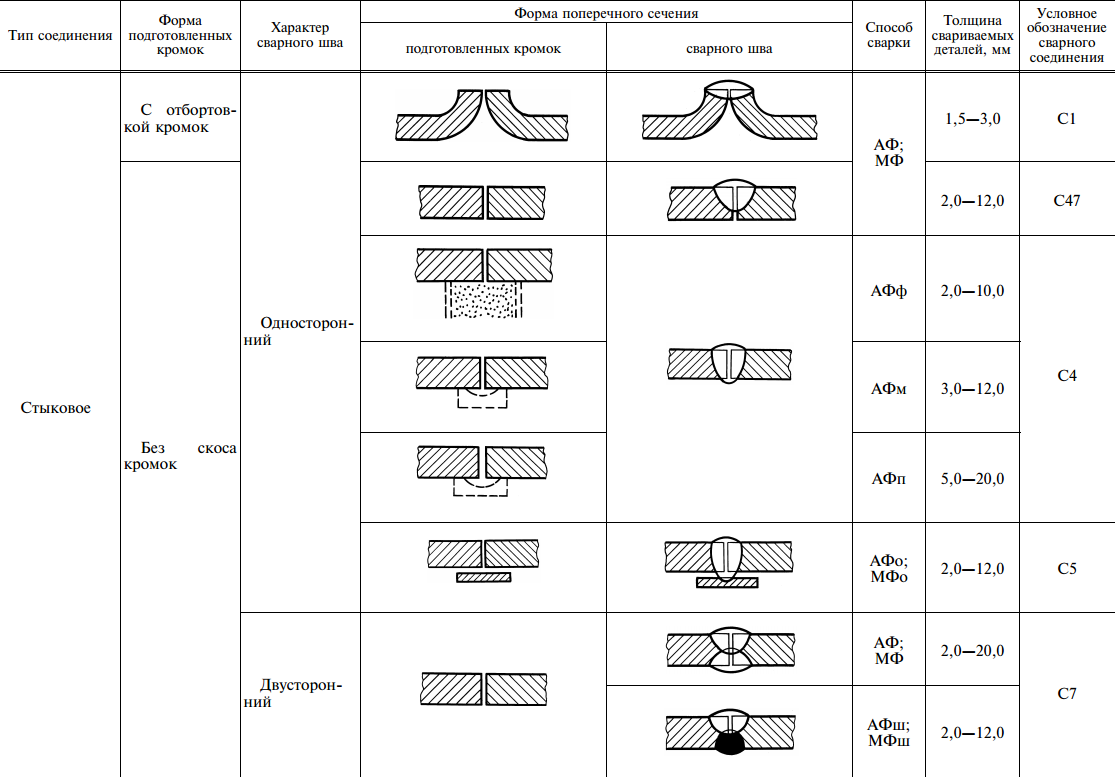 Следовательно, в случае DCEP электроны покидают поверхность металла и движутся к электроду, потому что рабочий вывод подключен к отрицательной клемме сварочного аппарата. Эти электроны после столкновения с положительным электродом выделяют большое количество тепла. В результате почти две трети сварочного тепла выделяется на электроде, а оставшаяся треть тепла накапливается на заготовке.Напротив, для DCEN две трети тепла образуется на свариваемом металле, потому что электроны текут от электрода к основному металлу.
Следовательно, в случае DCEP электроны покидают поверхность металла и движутся к электроду, потому что рабочий вывод подключен к отрицательной клемме сварочного аппарата. Эти электроны после столкновения с положительным электродом выделяют большое количество тепла. В результате почти две трети сварочного тепла выделяется на электроде, а оставшаяся треть тепла накапливается на заготовке.Напротив, для DCEN две трети тепла образуется на свариваемом металле, потому что электроны текут от электрода к основному металлу.
Невозможно просто случайно выбрать любую сварочную схему. У каждого подключения есть свои приложения и ограничения. Точно так же не все электроды работают одновременно с DCEP и DCEN.
DCEP, как я упоминал ранее, сильно нагревает электрод, что приводит к глубокому проникновению. Однако скорость осаждения электродов в DCEP мала по сравнению с DCEN.Таким образом, он не подходит для сварки тонких листов, так как может их разорвать.
С другой стороны, соединение DCEN выделяет меньше тепла на электроде, что обеспечивает меньшее проникновение. Однако скорость осаждения присадочного металла довольно высока по сравнению с DCEP. Если вам нужно сваривать тонкие листы, я предлагаю вам выбрать DCEN.
Однако скорость осаждения присадочного металла довольно высока по сравнению с DCEP. Если вам нужно сваривать тонкие листы, я предлагаю вам выбрать DCEN.
Выбор электродов для разной полярности
Различные электроды лучше всего подходят для разных типов тока. Некоторые из них подходят для постоянного тока, а некоторые — для переменного тока. На самом деле, это во многом зависит от типа покрытия электрода.Чтобы выбрать подходящий для вашего приложения, вам может пригодиться следующая таблица.
Действие дуговой очистки в DCEP
Одним из основных преимуществ DCEP перед DCEN является его действие по очистке от оксидов.
Во время дуговой сварки очень важно очищать поверхность металла, чтобы обеспечить хороший сварной шов. Грязь, ржавчину, оксиды и другие частицы необходимо удалить. В противном случае эти примеси будут смешиваться с расплавленным металлом и привести к слабому сварному шву.
В DCEP лавина электронов движется от основного металла к положительному электроду.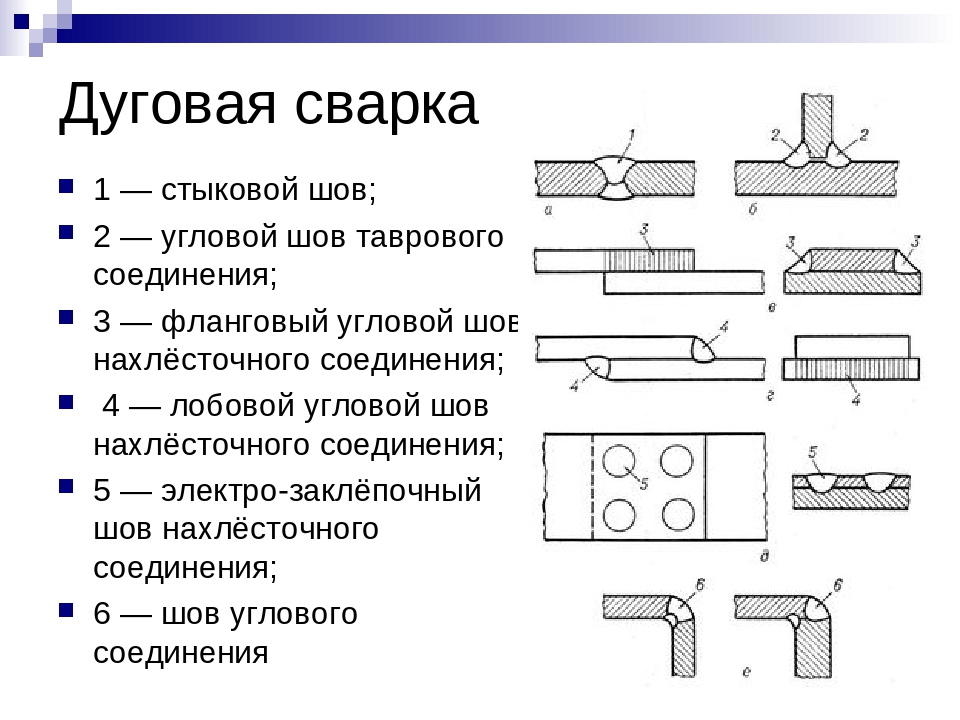 Этот поток электронов разрушает непроводящий оксидный слой в металле и, по сути, удаляет загрязненные частицы из металла, что приводит к прочному сварному шву.
Этот поток электронов разрушает непроводящий оксидный слой в металле и, по сути, удаляет загрязненные частицы из металла, что приводит к прочному сварному шву.
Сварка переменным током и сварка постоянным током
Большинство мощных машин работают на постоянном токе. Некоторые профессиональные сварщики TIG и SMAW могут работать как на переменном, так и на постоянном токе. Но что лучше, переменный или постоянный ток? Если более 90% случаев мы используем постоянный ток, зачем нам вообще нужна сварка переменным током?
Сварка на постоянном токе более плавная по сравнению со сваркой на переменном токе.Взгляните на следующую форму сигнала для переменного тока. Каждый раз, когда полярность переключается с положительной на отрицательную, наступает момент, когда текущий ток равен нулю (см. Красные метки). Из-за этого прерывистого тока образующаяся дуга имеет довольно неравномерную форму.
Однако в некоторых случаях вы можете предпочесть переменный ток постоянному току. Одним из основных достоинств переменного тока является его способность устранять дуговые разряды. Ваши сварные швы кривые или волнистые? Слишком много брызг вокруг сварного шва? Если «да», возможно, на вашем сварном шве возникла дуга.Переключение на AC может избавить от таких проблем. Тем не менее сварка постоянным током имеет гораздо больше преимуществ, чем сварка переменным током.
Одним из основных достоинств переменного тока является его способность устранять дуговые разряды. Ваши сварные швы кривые или волнистые? Слишком много брызг вокруг сварного шва? Если «да», возможно, на вашем сварном шве возникла дуга.Переключение на AC может избавить от таких проблем. Тем не менее сварка постоянным током имеет гораздо больше преимуществ, чем сварка переменным током.
Поиск и устранение неисправностей при сварке стержнем сварных проводов
Профилактика всегда лучше лечения. Неправильное использование сварочных кабелей может привести к таким проблемам, как небольшой выходной ток, высокое сопротивление и трудности с зажиганием дуги. Поэтому всегда лучше использовать соответствующие кабели и соответствующую технику сварки. Тем не менее, если некоторые сложности возникают из-за неправильного использования кабелей, это небольшое руководство по устранению неполадок может помочь вам решить эти проблемы.
- Выпрямите кабели.
- Убедитесь, что в кабеле нет изгибов или витков, так как это может вызвать эффект индуктивности в проводах.
- Кабели более низкого качества могут вызвать проблемы с зажиганием дуги. Используйте качественные кабели.
- Используйте сварочные провода подходящего сечения. См. Таблицу, приведенную выше в этой статье.

Вкратце,
Для большинства применений при сварке штучной сваркой необходимо подключить вывод электрода к положительной клемме, а провод заземления — к отрицательной (соединение DCEP).Подсоединяя сварочные провода, следует проявлять особую осторожность.
Фактически, неправильное подключение кабеля может привести к таким проблемам, как плохой провар, плохое нанесение наполнителя или проблемы с дугой. Но как только вы поймете причину, решение станет очевидным. Удачи в сварке.
Типы трубных соединений — www.steeljrv.com
Типы трубных соединений
Соединение труб бывает разнообразным, обычно используются под сварку встык, фланцы, резьбу, сварку внахлест, клееный, паяный и рифленый конец.
Типы соединений назначаются в диалоговом окне «Свойства соединителя» при создании содержимого фитингов с помощью Content Builder (см. «Добавление соединителей к параметрическому фитингу»). Назначенные типы соединений затем отображаются на вкладке «Назначение соединений» диалогового окна «Настройки компоновки труб».
Безрезьбовые соединения не имеют резьбы, их необходимо приваривать или скреплять болтами.
Стыковые сварные швы
Стыковые швы — это сварные швы, при которых две соединяемые металлические детали находятся в одной плоскости.Эти типы сварных швов требуют лишь некоторой подготовки и используются с тонкими металлическими листами, которые можно сваривать за один проход. Распространенные проблемы, которые могут ослабить стыковой сварной шов, — это улавливание шлака, чрезмерная пористость или растрескивание. Для прочных сварных швов цель состоит в том, чтобы использовать как можно меньше сварочного материала. Стыковые швы широко используются в автоматизированных сварочных процессах, таких как сварка под флюсом, из-за относительной простоты их подготовки.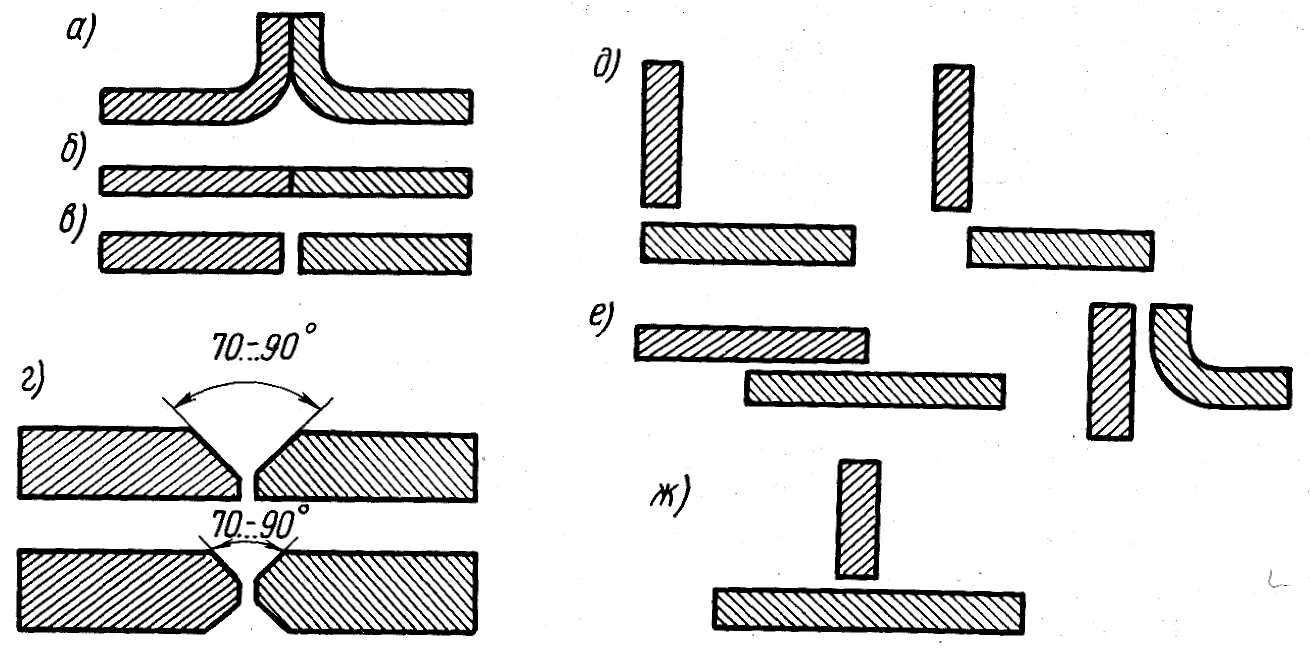 Когда металлы сваривают без участия человека, нет оператора, который мог бы внести коррективы в неидеальную подготовку стыка.Из-за этой необходимости стыковые сварные швы могут быть использованы из-за их упрощенной конструкции для эффективной подачи через автоматические сварочные аппараты.
Когда металлы сваривают без участия человека, нет оператора, который мог бы внести коррективы в неидеальную подготовку стыка.Из-за этой необходимости стыковые сварные швы могут быть использованы из-за их упрощенной конструкции для эффективной подачи через автоматические сварочные аппараты.
Никаких дополнительных объектов не добавляется.
Фитинги и отрезки труб соединяются напрямую друг с другом.
Характеристики сварного соединения
Граница раздела прочная и герметичная, а прочность сварного шва обычно превышает 85% прочности трубы, даже превышая прочность основного металла.
Сварной стык представляет собой прямое соединение отрезков труб, конструкция простая, трубы красивые и аккуратные, сохранено большое количество фасонных фитингов.
Интерфейс плотный, наполнитель не используется, что сокращает объем работ по техническому обслуживанию.
Интерфейс не ограничен диаметром трубы, а скорость работы высокая.
Интерфейс сварного соединения представляет собой фиксированный интерфейс, который сложно подсоединять и разбирать. При необходимости ремонта и очистки трубопровода трубопровод следует отрезать.
При необходимости ремонта и очистки трубопровода трубопровод следует отрезать.
Сварка металлических труб
Сварные соединения в основном используются для стыковых соединений, приварных фланцев и других гибких патрубков для водопроводных труб.Методы сварки обычно включают газовую сварку, ручную сварку и автоматическую дуговую сварку, а также контактную сварку. Перед сваркой трубопровод необходимо тщательно очистить и осмотреть.
Если стальная труба находится напротив, продольные сварные швы должны быть расположены в шахматном порядке на длину дуги более 100 мм, и не должно быть крестообразных сварных швов; Сварные швы нельзя размещать в стенах зданий, сооружений и т. д.
При прокатке стальной трубы продольные сварные швы каждой трубы не должны совпадать по одной прямой.Расстояние между продольными сварными швами двух соседних труб должно быть более чем в 3 раза больше толщины стенки и не менее 100 мм; Расстояние между двумя соседними продольными швами должно быть не менее 300 мм.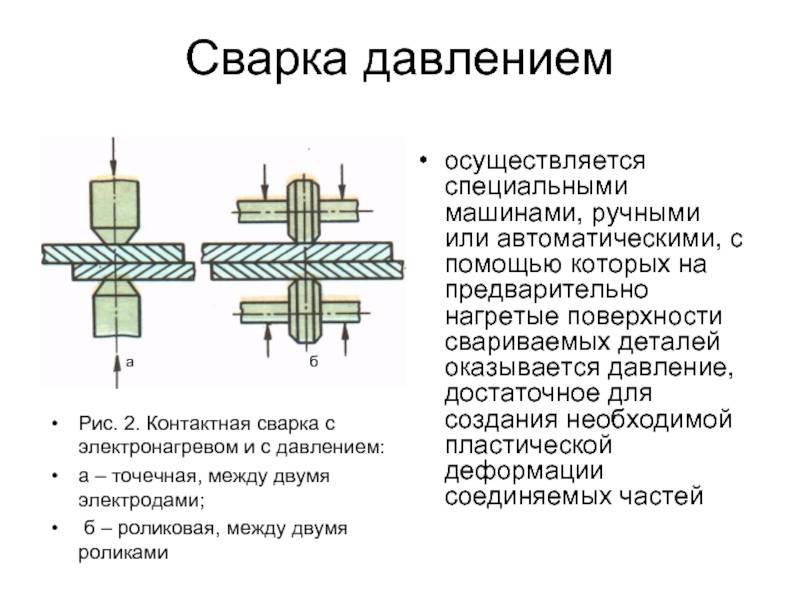
В криволинейной части трубы не должно быть сварных швов, а точка изгиба стыкового шва должна быть не меньше внешнего диаметра трубы и не менее 100 мм (кроме приварного колена). На опорах труб не должно быть кольцевых сварных швов.
Фланцевое Все типы
Фланец — это пластина или кольцо, прикрепляемое к трубе.Затем две трубы с фланцами создают плотное уплотнение, скрепляя их болтами.
- Фитинг к трубе: Фланцы обычно входят в состав фитингов. К отрезку трубы добавляется отдельный фланец.
- Труба к трубе: к каждому концу трубы добавляется отдельный фланец для создания соединения.
- Фитинг к фитингу: Фитинги с собственными фланцами соединяются напрямую друг с другом. К соединению не добавляются отдельные фланцы.
Фланцевые соединения — это две трубы, фитинги или оборудование.Съемное соединение, которое сначала прикрепляется к фланцу, затем между двумя фланцами помещается фланцевая прокладка, и два фланца скрепляются болтами, чтобы обеспечить их плотное соединение.
Это соединение в основном используется для соединения чугунных труб, труб с резиновым покрытием, труб из цветных металлов и фланцевых клапанов. Соединение между технологическим оборудованием и фланцами также является фланцевым.
Фланцевое соединение стальной трубы необходимо разобрать и подсоединить к фланцевым частям клапана, оборудованию, приборам и т. Д.Фланцы доступны из чугуна и стали. Соединение между фланцем и трубой имеет три вида фланцевых соединений, резьбовых и сварных соединений. При монтаже трубопроводов часто используется способ соединения плоских приварных стальных фланцев.
Фланцевое фланцевое соединение. Свободные фланцы с фланцами обычно используются для труб из аналогичных материалов, таких как медные трубы, свинцовые трубы, пластиковые трубы и т. Д. При отбортовке используются разные методы работы в зависимости от материалов, при этом фланцы должны быть плоскими, без трещин и складок.
Резьбовое фланцевое соединение, соединенное с фланцами с внутренней резьбой и стальными трубками с внешней резьбой. Эти фланцы в основном изготовлены из чугуна и могут использоваться для соединений труб низкого давления.
Эти фланцы в основном изготовлены из чугуна и могут использоваться для соединений труб низкого давления.
Приварное фланцевое соединение, фланец и стальная труба приварены, это фланцевое соединение широко используется. Метод сварки заключается в следующем: выберите пару фланцев, соответственно, которые установлены на двух концах трубы, соединенных друг с другом. Если на некотором оборудовании уже есть фланцы, выберите тот же тип фланцевых втулок, которые необходимо обработать, сначала точечную сварку, исправьте вертикальность и, наконец, надежно приварите фланец к трубе.Внутренняя и внешняя стороны плоского приварного фланца должны быть приварены к трубе
.
Резьба, сварка внахлест, клеевое соединение, пайка
Труба представляет собой фитинг с наружной резьбой, а муфта эквивалентна фитингу с внутренней резьбой. Чтобы обеспечить герметичное уплотнение, лучше всего покрыть герметиком внешнюю часть трубы и внутреннюю часть раструба.
Для сварки внахлест требуется соединение трубы и раструба.
- Фитинг к трубе. Сегменты труб обычно имеют охватываемые концы, а фитинги — охватываемые.Труба вставляется прямо в фитинг.
- Труба к трубе: между сегментами трубы вставляется внутренняя муфта.
- Фитинг к фитингу: Фитинги соединяются напрямую друг с другом.
Резьбовая
Соединение трубной резьбы осуществляется тремя способами: цилиндрическая внутренняя резьба вставляется в цилиндрическую внешнюю резьбу, цилиндрическая внутренняя резьба вставляется в коническую внешнюю резьбу и коническая внутренняя резьба вставляется в коническую внешнюю резьбу.Среди них два последних метода более тесно связаны и являются обычно используемыми способами подключения.
Чтобы повысить герметичность стыка трубной резьбы и предотвратить разборку из-за ржавчины резьбы во время технического обслуживания, резьба обычно заполняется. следовательно. Наполнитель должен заполнить зазор и предотвратить коррозию. Для обеспечения длинного и плотного соединения трубная резьба не должна быть слишком ослабленной. Не используйте больше наполнителя, чтобы предотвратить утечку. Следует отметить, что набивку можно использовать в резьбовом соединении только один раз, и при снятии ее следует заменить.
Не используйте больше наполнителя, чтобы предотвратить утечку. Следует отметить, что набивку можно использовать в резьбовом соединении только один раз, и при снятии ее следует заменить.
Для затяжки трубной резьбы следует использовать соответствующий трубный ключ. Не используйте втулку на рукоятке трубного ключа для затяжки трубы. После затяжки трубной резьбы должны быть открыты 1-2 витка резьбы (т. Е. Хвостовики резьбы) снаружи трубы или клапана. Не вкручивайте всю резьбу, излишки пеньки нужно очистить и обработать антикоррозийной обработкой. При установке фитингов обращайте внимание на положение и направление фитингов.
Сварка внахлест
Приварка внахлест предназначена для врезания трубы в корпус клапана для сварки, при этом форма соединения с внутренней резьбой после формования аналогична.Обычно для раструбной сварки используются трубы из углеродистой стали и трубы из нержавеющей стали размером 2 дюйма или меньше; трубы из нержавеющей стали также используются для стыковой сварки ниже 2 ″, например, фланец фланец фланец; для стыковой сварки в основном используются титановые трубы, дуплексная сталь, сплавы на основе никеля и т. п.
п.
Разница
- Сварные швы внахлест образуют угловые швы, а стыковые швы — стыковые. По прочности и напряженному состоянию шва стыковое соединение лучше раструба.Следовательно, в случае высокого уровня давления и плохих условий использования следует принять форму стыковки.
- Сварка внахлест обычно используется для небольших диаметров DN40 или меньше, что является экономичным. Стыковая сварка обычно применяется для DN40 и выше. Форма раструбного соединения в основном используется для клапанов и труб малого диаметра, трубопроводной арматуры и сварки труб. Трубы малого диаметра обычно имеют тонкую толщину стенок, их легко смещать и удалять абляцию, их трудно сваривать, и они больше подходят для сварки муфт.Кроме того, муфта раструбной сварки имеет армирующий эффект, поэтому она также используется под высоким давлением. Однако у муфтовой сварки есть и недостатки. Во-первых, напряженное состояние после сварки плохое, и сварка не сваривается. Оставлен зазор внутри системы труб. Поэтому система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте сварку муфтой. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать сварки муфт при использовании стыковой сварки.
- Первый должен быть одним большим и одним маленьким в диаметре, прежде чем его можно будет вставить в сварку. Последние диаметры могут быть одинаковыми или разными. 2. Форма сварочной канавки различна. 3 процесс сварки разный. Прочность после сварки не та.
- Классы низкого давления — это в основном сварные швы с муфтой, а классы высокого давления — часто стыковые швы. Стыковые сварные швы проходят 100% тестирование на дефектоскопию на отсутствие утечек.
- Как следует из названия, при сварке муфтой труба вставляется в сварное отверстие, а стыковая сварка приваривается непосредственно к соплу. Как правило, требования к стыковой сварке выше, чем к сварке муфтой, и качество после сварки хорошее, но метод обнаружения относительно строг. При сварке для радиографического контроля при сварке муфтой можно использовать магнитный порошок или испытание на проплавление (например, углеродистая сталь для магнитного порошка, нержавеющая сталь для проплавления). Если жидкость в трубопроводе не требует сильной сварки, рекомендуется использовать муфтовую сварку для облегчения проверки.
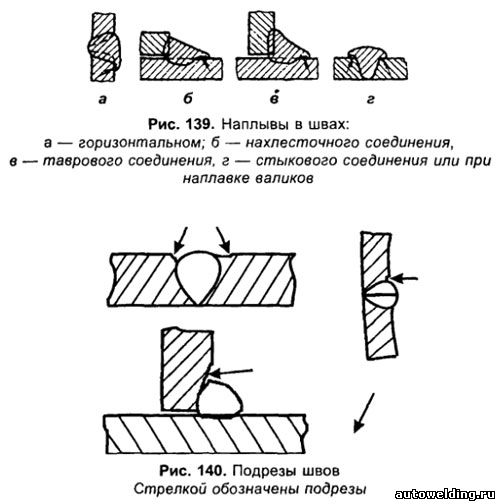 Оставлен зазор внутри системы труб. Поэтому система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте сварку муфтой. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать сварки муфт при использовании стыковой сварки.
Оставлен зазор внутри системы труб. Поэтому система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте сварку муфтой. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать сварки муфт при использовании стыковой сварки. Как правило, требования к стыковой сварке выше, чем к сварке муфтой, и качество после сварки хорошее, но метод обнаружения относительно строг. При сварке для радиографического контроля при сварке муфтой можно использовать магнитный порошок или испытание на проплавление (например, углеродистая сталь для магнитного порошка, нержавеющая сталь для проплавления). Если жидкость в трубопроводе не требует сильной сварки, рекомендуется использовать муфтовую сварку для облегчения проверки.
Как правило, требования к стыковой сварке выше, чем к сварке муфтой, и качество после сварки хорошее, но метод обнаружения относительно строг. При сварке для радиографического контроля при сварке муфтой можно использовать магнитный порошок или испытание на проплавление (например, углеродистая сталь для магнитного порошка, нержавеющая сталь для проплавления). Если жидкость в трубопроводе не требует сильной сварки, рекомендуется использовать муфтовую сварку для облегчения проверки.Преимущество:
- Нет проблем со скосом;
- С изнаночной стороной проблем нет;
- Положение при сварке можно отрегулировать для плоской сварки.
Концевой фитинг с канавкой имеет канавку или буртик по краю. Эта канавка для фитингов позволяет установить уплотнение без необходимости сварки.
- Фитинг к трубе: считается, что фитинги и сегменты труб имеют концы с канавками, готовые к установке муфты. Добавляется муфта для соединения фитинга и трубы.
- Труба к трубе: добавляется муфта для соединения сегментов трубы.
- Фитинг к фитингу: добавляется муфта для соединения фитингов.
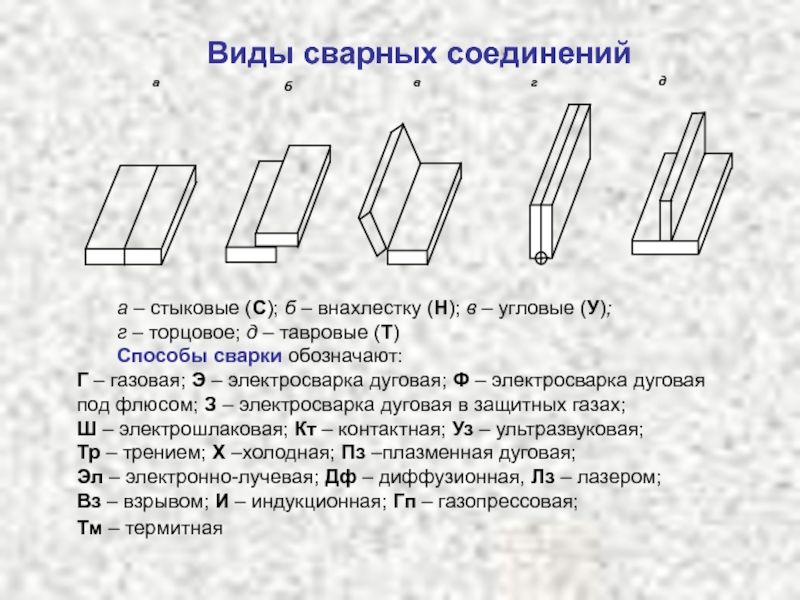 Добавляется муфта для соединения фитинга и трубы.
Добавляется муфта для соединения фитинга и трубы.Примечание :
Домен Piping включает тип соединения, называемый Same Connection. Когда такое же соединение настроено для объекта трубы, который присоединен к концентратору, соединитель 1 наследует тип соединения типа соединения на соединителе 2 присоединенного концентратора.
Источник: Network Arrangement — Китайский производитель стальных труб — Yaang Pipe Industry Co., Limited (www.steeljrv.com)
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали.Продукция Yaang широко используется в судостроении, атомной энергетике, морской инженерии, нефтяной, химической, горнодобывающей промышленности, очистке сточных вод, резервуарах для природного газа и высокого давления и других отраслях).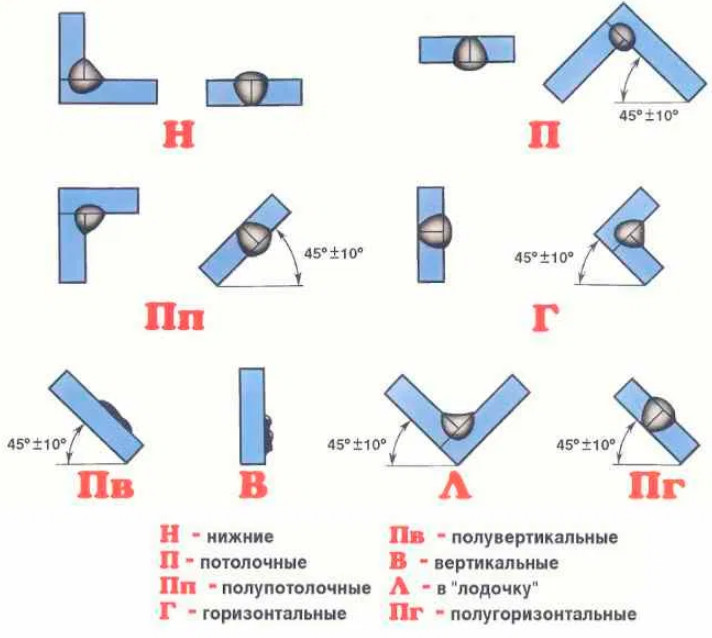
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
Использованная литература:
Заклепочное, болтовое и сварное соединение: преимущества и недостатки
В 19 и 20 веках были склепаны многие важные стальные конструкции, такие как Эйфелева башня, каркасы автомобилей и т. Д.
В конце 20 века было сварено большое количество конструкций, например, автомобильный каркас.
Но некоторые конструкции, которые должны были быть легче и прочнее одновременно, такие как фюзеляжи самолетов, стальные мосты и т. Д., Все они используют технику винтового соединения.
В чем разница между клепаными и резьбовыми соединениями и почему в мостах используются резьбовые соединения, а не сварные?
Давайте погрузимся в это.
С точки зрения опорной силы клепка имеет лучшую несущую способность на сдвиг, но низкую несущую способность при растяжении.
Болтовое соединение может выдерживать как сопротивление растяжению, так и сопротивление сдвигу.
Сварка также может иметь прочность на растяжение или сдвиг, но она боится разрывов.
С точки зрения съемности болтовое соединение представляет собой разъемное соединение, а клепка и сварка — нет.
С точки зрения обеспечения качества, болтовое соединение> клепка> сварка, сварка является наименее простой для проверки качества, поэтому в самолетах гражданской авиации используется меньше сварочных работ.
С точки зрения изменения свойств материала деталей наибольшее влияние оказывает сварка, и проблема остаточных напряжений и деформаций является серьезной, что допустимо для мостов и автомобилей, но не идеально для аэродинамических форм, таких как поверхности самолетов.
С точки зрения стоимости болтовые соединения дороже, чем клепаные и сварные.
С точки зрения увеличения веса болтовые соединения дороже клепаных и сварных соединений.
Для соединений из разнородных материалов (например, алюминия и титана, композитов и титана, различных серий алюминиевых сплавов) сварка не является хорошим выбором (в самолетах обычно соединяются разные материалы, поэтому сварка серьезно влияет на диапазон применений).
Из приведенного выше сравнения вы можете понять, почему автомобили и мосты с большей вероятностью будут сварными и болтовыми соединениями, в то время как самолеты с большей вероятностью будут использовать клепанные и болтовые соединения.
PS1: Насколько мне известно, дефекты сварных швов сравнительно трудно контролировать, поэтому усталостные свойства неоднородны.
PS2: Горячие заклепки также широко используются в самолетах, особенно титановые заклепки большего размера.
Дополнительное объяснение: каждый метод подключения развивается и дает начало различным типам. Например, клепку можно разделить на клепку одностороннюю, клепку самопробивающую и т.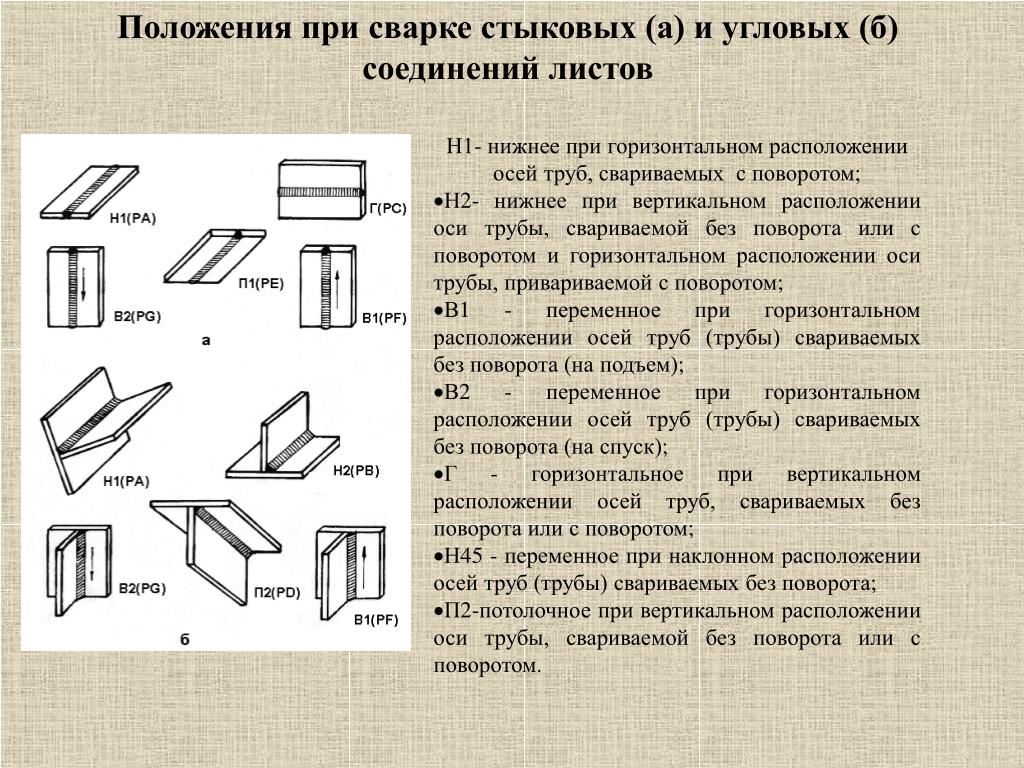 Д.
Д.
Самонастраивающаяся клепка, похоже, сейчас все больше используется в автомобильной промышленности, и это оборудование стоит астрономически дорого.
Односторонняя клепка в основном применяется в ситуациях, когда конструкция закрыта.
Он часто используется в упаковочной промышленности, но это только низкопроизводительное приложение.
На самолетах существуют гораздо более совершенные клепки, которые сложно локализовать.
Например, сварка, лазерная сварка и сварка трением с перемешиванием являются относительно новыми технологиями.
Лазерная сварка в основном имеет небольшую зону термического влияния и небольшую деформацию.
Механизм сварки трением с перемешиванием не изучен очень четко, и полурасплавленное состояние отличается от другой сварки.
Эти новые технологии начали применяться и в самолетах.
Таким образом, предыдущий взгляд на сварку автомобилей и клепку самолетов уже не является точным.
Что касается мостов, я не очень много знаю, но интуитивно понятно, что большинство этих крупномасштабных зданий учитывают факторы стоимости, которые не чувствительны к весу и часто не используют новейшие технологические методы.
Если с точки зрения механических свойств самого метода соединения без учета сложности изготовления в области гражданского строительства для строительства на месте более вероятно использование болтовых соединений и сварки, основной причиной являются проблемы с надежностью и стоимостью.
Надежность болтов наивысшая, особенно высокопрочного болтового соединения фрикционного типа.
В машиностроении всегда есть надежда, что чем более управляемая технология используется, тем лучше и меньше разброс, что способствует снижению затрат и повышению надежности.
Для таких инженерных требований в настоящее время идеальным методом является высокопрочное болтовое соединение трения.
R ivetsВ гражданском строительстве стальные конструкции обычно толще и больше, а используемые заклепки не такие же, как холодные.
Сначала его нужно нагреть, а затем вбить прямой конец в захват с помощью заклепочника.
Вот еще две картинки, теперь вы должны понимать, как попали в заклепки моста Вайбайду и Эйфелевой башни!
Отопление> Установка> Ковка и формовка
В этом процессе заклепка фактически прошла два процесса термической обработки и ковки.
В современных промышленных условиях большая часть термической обработки и ковки выполняется на металлургических и механических заводах.
Необходимо контролировать начальную температуру термообработки и скорость нагрева и охлаждения, поковка также завершается высокоточными штампами.
В условиях полевой обработки очевидно, что ни один из них не может хорошо контролироваться при низких затратах.
Для большинства установок гражданского строительства на месте после того, как заклепка сформирована, температура понижается на открытом воздухе.Фактически этот процесс и есть «отжиг».
Отжиг снижает прочность стали и увеличивает пластичность.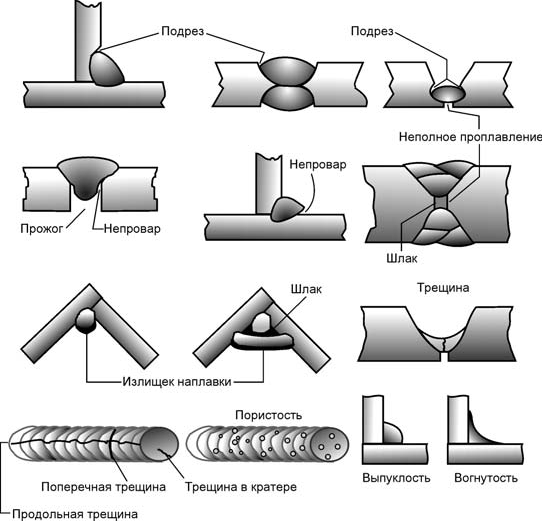 Однако она отличается от заводской термообработки, при которой сталь нагревается в электрической печи с помощью термометра, а температура контролируется устройством автоматического регулирования.
Однако она отличается от заводской термообработки, при которой сталь нагревается в электрической печи с помощью термометра, а температура контролируется устройством автоматического регулирования.
Инженерам не нравится неконтролируемый отжиг, который происходит естественным образом в полевых условиях. Заклепки подвергаются естественному отжигу в детали, и невозможно точно знать, насколько упадет прочность и какое будет остаточное напряжение.
Даже если он столкнется с некоторыми авариями, такими как дождь или сильный ветер, он даже вызовет «закалку», которая противоположна «отжигу».
Окончательные характеристики горячей заклепки этого типа очень незаметны. Чтобы обеспечить общую надежность проекта, прочность заклепки не будет использована в полной мере, что приведет к увеличению количества требуемых заклепок, что приведет к отходам и усложнению конструкции.
Кроме того, конструкция громоздкая, и перед использованием каждую заклепку необходимо нагреть.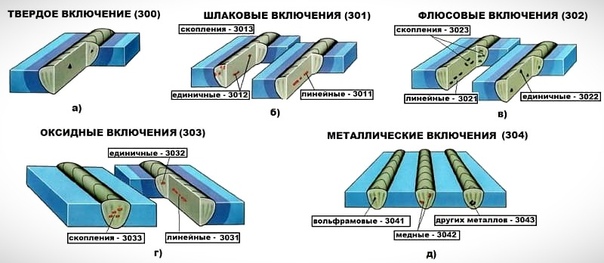 В настоящее время такие горячие заклепки в гражданском строительстве не используются.
В настоящее время такие горячие заклепки в гражданском строительстве не используются.
Сварка — более универсальный способ.
Раньше считалось, что сварка — это очень простая вещь, но когда я прошел курсы по стальным конструкциям и прочитал немного информации, истины не было.
В процессе сварки слишком много вещей, а это очень большой и сложный процесс.
Весь процесс представляет собой большой набор различных физических и химических реакций.
Сварщик может быть специализированной профессией, и это не сварка в высшем профессиональном или техническом училище, а специальность в исследовательском университете.
Многие программы, такие как MARC и NASTRAN, разработали сварочные модули для моделирования процесса сварки.
Даже в области гражданского строительства все еще существует большое количество ученых, изучающих влияние сварки на конструкцию, что показывает сложность сварки.
Сварка расплавит материалы в области соединения, и материалы рядом с областью соединения также будут выдерживать высокие температуры.
Следовательно, в условиях строительства площадки гражданского строительства, поскольку температура выше, чем у заклепок, остаточное напряжение, вызванное охлаждением и рекристаллизацией, может даже достигать предела текучести материала.
Воздействие термообработки на окружающую область неконтролируемое, прочность и ударная вязкость окружающих материалов изменятся.
В то же время процесс сварки представляет собой не только физическое изменение, но и реагирует с окружающим газом и сварочным флюсом с образованием некоторого остатка.
Сварка на месте — это, как правило, ручная сварка, и у людей неизбежно возникнут проблемы, которые оставят множество дефектов, таких как подрезы, ложные сварные швы и сварные швы.
Есть все виды неисправностей, которые влияют на жесткость конструкции и усталостные характеристики.
В то же время не все материалы легко свариваются, то есть свариваются, особенно в условиях строительства на месте.
Не говоря уже о таких металлах, как алюминий, требования на заводе очень высоки, а сцена еще сложнее.
Сталь чаще всего используется в гражданском строительстве, и ее свариваемость сильно различается.
Высокопрочная сталь и легированная сталь обычно плохо свариваются.
Есть много причин плохой паяемости: разные материалы разные, высокая температура плавления оксидов алюминия, слишком быстрое охлаждение и реакция при сварке,
Стальобычно образуется в результате реакции различных компонентов сплава (углерода, других металлов и т. Д.) Во время сварки и здесь не слишком сильно расширяется.
В заводских условиях эти материалы можно сваривать аргонодуговой сваркой и другими методами сварки, для которых требуется дополнительное оборудование.
Однако площадка ограничена простой конструкцией, и обычно используется дуговая сварка.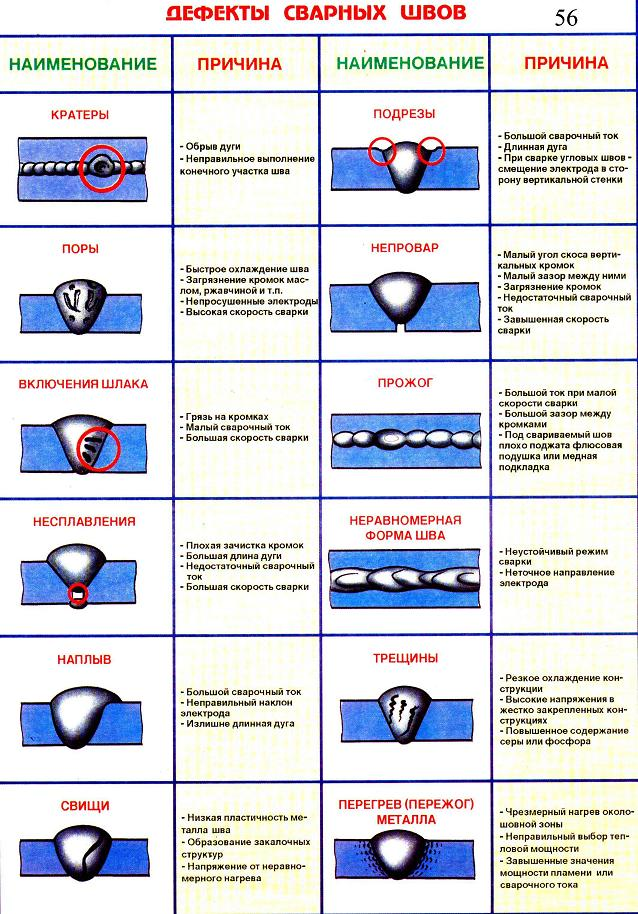
Сваривать такие материалы нереально.
Несмотря на то, что в качестве сырья используются высокопрочные стали, их получают путем различных холодных и горячих обработок в производственных условиях.
Сварить на месте сварочные швы с такими же свойствами практически невозможно.
B olt ingПо сравнению с клепкой и сваркой, болтовое соединение намного лучше контролируется в условиях полевого строительства без процесса нагрева, который предотвращает неконтролируемую термообработку.
Как компоненты, так и болты производятся в заводских условиях, поэтому консистенция продукта достаточно хорошая, и ее можно прикрутить только на месте.
Шарниры, работающие под давлением, похожи на заклепки, но болт обладает большей прочностью и стабильностью, чем заклепка.
Фрикционные соединения — это не совсем то же самое, и есть сложная проблема с месторождением — контроль трения.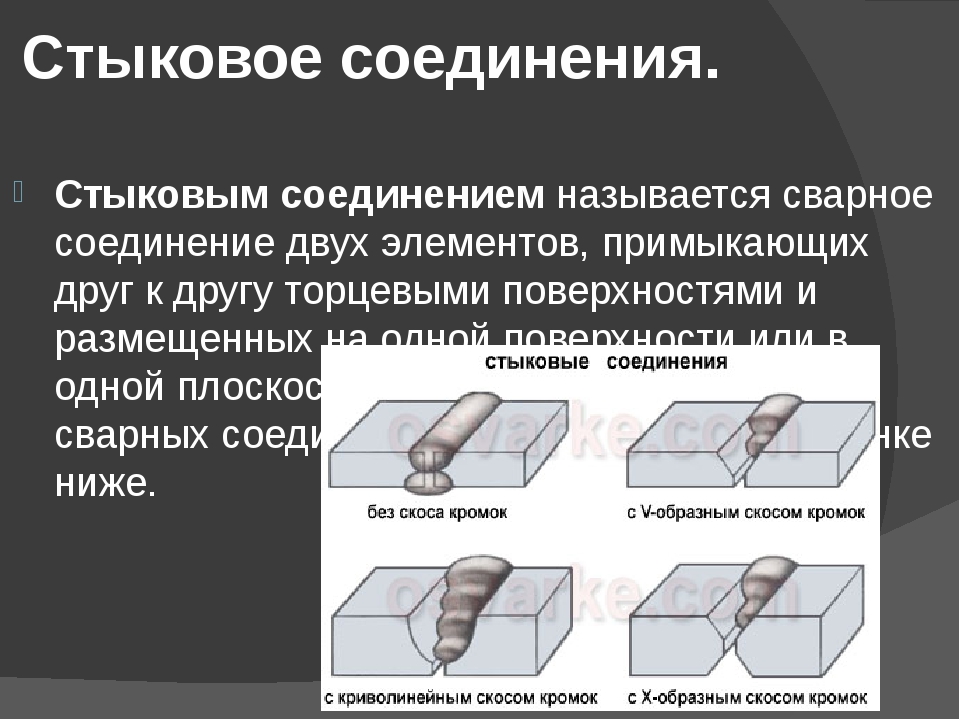
На трение влияет контактное поверхностное давление и шероховатость поверхности, но теперь эту проблему могут решить болты, работающие на сдвиг и закручивание, динамометрические ключи и методы подготовки поверхности.
Болт, работающий на срезание и закручивание, имеет закругленную головку, похожую на заклепку, на одном конце, без углов, а болт ввинчивается через шлицевую (или сливную) головку на другом конце.
Между шлицом и болтом имеется тонкая шейка, шлиц скручивается, когда крутящий момент, создаваемый трением между компонентом и болтом, достигает предела скручивания шейки.
Динамометрический ключ можно использовать для затяжки больших болтов с шестигранной головкой, чтобы добиться того же эффекта, что и болты со срезной закруткой.
Это не будет слишком сложно повернуть, потому что кто-то сегодня простудился, и не будет слишком увлекательно, потому что сегодня вечером кто-то пойдет в соседнюю дверь (если болты будут слишком тугими, они сломаются).
Обработка поверхности может производиться на заводе с помощью пескоструйной обработки или нанесения антикоррозийной краски после пескоструйной обработки.
При использовании соединения фрикционного типа передача усилия между элементами происходит за счет трения, поэтому характеристики соединения в основном равны характеристикам самого элемента.
Максимально соответствует концепции конструкции, гарантированы прочность, жесткость и усталостные характеристики.
Схема использования гаечного ключа
Как вы думаете, я хочу браво на болтовые соединения, НЕТ!
Любой, кто устанавливал стальные конструкции на месте, знает, насколько утомительна установка болтовых соединений.
Отверстия под болты не могут совпадать с жирным шрифтом по разным причинам (производственная ошибка, сварочная деформация и силовая деформация…), что не редкость, когда болты пропускаются на один миллиметр.
Кувалда Рейнхарта используется для вбивания срезного штифта в отверстие и проделывания отверстия под него.
Однако эти два компонента не подошли друг к другу, и болты нельзя было затянуть.
Сверление и коррекция на месте могут слишком сильно ослабить компонент.
Иногда требуется ремонтная сварка или ремонт стальной гильзы, что очень хлопотно.
Во многих случаях соединительные пластины не могут быть напрямую соединены между компонентами, и не забывайте отрезать шлицы, которые были скручены с болтов.
Все это приводит к значительному увеличению использования материалов.
Болты по весу дороже обычных Q345 \ Q235, поэтому цена болтовых соединений слишком высока.
При сварке таких проблем не возникает, и он может сваривать напрямую без особых различий в положении.
Еще одна особенность сварки в том, что она быстрая.
При этом сварочную горелку можно не только подключать, но и резать, а ошибки в конструкции быстро исправлять.
В большинстве случаев сварку можно выполнять непосредственно между элементами без необходимости использования дополнительных пластин и с меньшим количеством материала.
В то же время прочность стали, которую можно сваривать дуговой сваркой, обычно не очень высока, а прочность сварного шва может быть выше, чем у основного материала.
Кроме того, зона сварки заполнена всем компонентом, что оставляет достаточный запас прочности и достаточную надежность.
Таким образом, сварка очень распространена при установке на месте, потому что это действительно удобно.
Фактически, нельзя применять различные методы, когда невозможно получить требуемое стабильное качество в конкретной среде при достаточно низких затратах.
Причина нестабильного качества сварки на месте в том, что внешняя среда не поддается контролю, работа человека не может быть надежной.
Следовательно, если сварка перенесена в заводскую среду, все будет по-другому.
Сварочный автомат, закрытый цех и правка, шлифование, термообработка и т. Д.после сварки, чтобы помочь отрегулировать сварочную деформацию и снизить остаточное напряжение.
Имеется крупномасштабное оборудование для дефектоскопии, которое помогает определять качество сварных швов и ремонтировать их.
Итак, лучший способ изготовления нестандартных компонентов в заводских условиях — это сварка.
Заклепку также можно улучшить, используя более совершенные технологии, такие как процесс нагрева.
Раньше это угольная печь, а теперь появилась электрическая печь, в которой для быстрого нагрева заклепки используется принцип вихретокового нагрева.
Поскольку заклепка нагревается, а затем охлаждается, она оказывает значительное давление на пластину и может сжимать пластину.
Кроме того, поскольку сами заклепки относительно хороши по ударной вязкости, они иногда используются для конструкций, которые подвергаются динамическим нагрузкам. По-прежнему необходимо продолжать использовать заклепки для ремонта некоторых старых стальных мостов.
Например, изображение ниже выбрано из новостей Guangzhou Daily о ремонте моста Хайчжу.
Из-за громоздких характеристик гражданского строительства, использование горячих заклепок в этом типе действительно сокращается в области гражданского строительства.
Однако при соединении некоторых легких обшивок и тонких пластин холодные заклепки (например, наиболее распространенные вытяжные заклепки) легче и требуют меньше материала, чем болты.
Кроме того, тонкие пластины непросто сваривать, что может применяться для соединения различных типов материалов, и вполне подходит для соединений, требующих меньшей прочности.
В области гражданского строительства он обычно используется для соединения тонкостенных стальных листов и профилированных стальных листов, которые являются очень тонкими компонентами.
Самый распространенный — временные заборы на стройплощадках.
Итак, какой способ подключения необходимо учитывать:
- требования к механическим свойствам;
- условия строительства;
- деньги разрешены.
Каждый тип подключения имеет свою область применения.
Заклепки по-прежнему находят множество применений в таких областях, как аэрокосмическая промышленность, но это не моя область, и настало время для других аэрокосмических специалистов представить больше.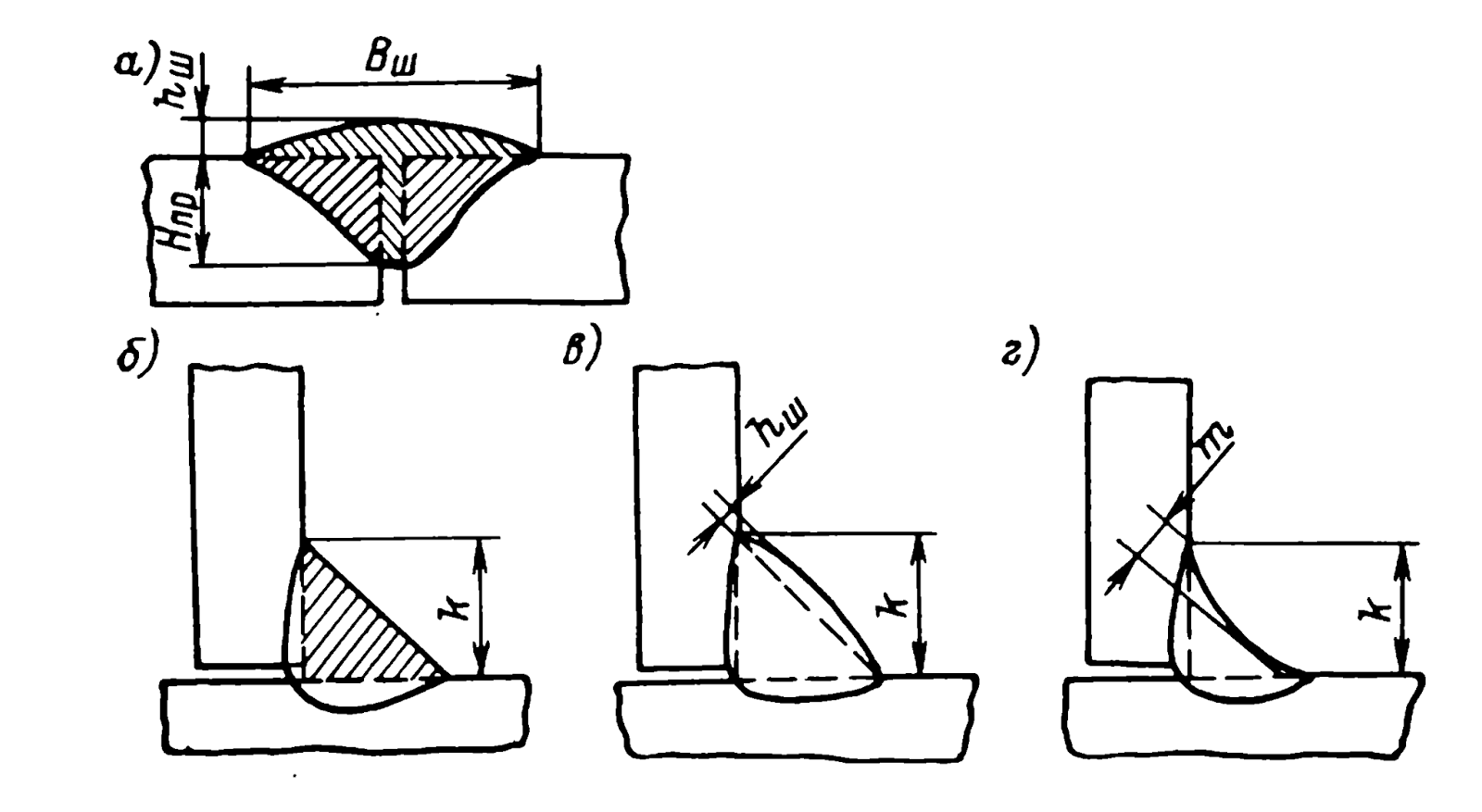
Я подведу итоги с точки зрения судостроения.
Клепка обычно использовалась в кораблестроении до Второй мировой войны и в настоящее время устарела.
Несмотря на устаревание судостроительной отрасли, клепанные соединения все еще используются в современном авиастроении, но они сильно отличаются от клепанных соединений, используемых на кораблях до Второй мировой войны.
В связи с необходимостью уменьшения массы пустого самолета, большинство используемых материалов для самолетов — это алюминий и композиты.
Алюминий нелегко сваривать, а композиты — нет.
Учитывая, что самолет также должен быть водонепроницаемым, клепка — лучший вариант для авиастроения.
Болтовые соединения в основном используются только во внутреннем строительстве (здания, мосты, краны, палубные сооружения на судах / океанских платформах).
Конструкции, закрепленные на болтах, легко снимаются, но они не являются водонепроницаемыми, а сами болты подвержены ржавчине (в канавках болтов может скапливаться вода).
Сварка — это, по сути, единственный метод соединения компонентов, используемый сегодня в морской промышленности (полностью заменяющий клепку), а также используется в наземном строительстве.
Преимущество сварки по сравнению с болтовыми соединениями состоит в их непроницаемости.
По сравнению с клепанием, сварка имеет преимущество высокой скорости, а качество современной сварочной техники более надежно.
Недостаток в том, что его непросто разобрать, при демонтаже его необходимо взорвать или отрезать, что нарушает возможность повторного использования сырья.
Почему в судостроении отказались от клепки?
Помимо медленных темпов строительства, клепаную конструкцию корпуса до Второй мировой войны можно сравнить с содовой крекером, а новый «Титаник», построенный по современной сварной технологии, можно сравнить с куском пластилина.
Ключом к любой большой металлической конструкции является точка соединения компонентов!
Это верно, будь то корабль, самолет, транспортное средство или ракета.
Две соединенные платы не могут быть прочнее одноразовой композитной платы.
Относительно сварки: консервативно, нельзя полностью доверять результатам сварки на заводе.
Даже если сварочный материал прочнее основного материала, основной материал на граничной линии все равно будет ослаблен после сварки. Помните!
Пример
Позвольте мне взять реальный проект в качестве примера (я хорошо учусь и получаю удовольствие), взяв в качестве примера здание завода по производству стальных конструкций со стальной рамой портала.
Поскольку клепка является дорогостоящим и сложным процессом для обычных зданий из стальных конструкций, давайте поговорим о сварке и болтовом соединении.
Наши требования к установке с краном следующие:
- Сама установка отвечает требованиям надежности: безопасность, комфорт и долговечность.
- Кран является силовым оборудованием, поэтому он должен соответствовать динамической нагрузке крана.
- Нужно ли сносить мастерскую после перемещения фабрики и сколько места можно повторно использовать для материалов.

Во-первых, давайте начнем с соединения между стальной колонной стальной двери и фундаментом.
Основание колонны разделено на жесткие соединения и шарнирные соединения.
Для силового оборудования мы стремимся сделать жесткое соединение, потому что динамическая нагрузка крана, особенно горизонтальная тормозная нагрузка, может легко вызвать общую нестабильность.
Мы можем сварить или прикрутить основание колонны, но сварка не очень проста.
Поскольку опора колонны соединена с фундаментом под колонной, если она полностью сварная, легко вызвать проблемы, такие как недостаточный сварной шов, и трудно обеспечить устойчивость колонны во время процесса сварки.
Вы надуваете задницу, глядя на сварочный стержень в руке, глядя на болтающийся столб на нем, вы боитесь?
Во-вторых, о соединениях балка-колонна. Это не имеет значения.
Это не имеет значения.
Пока они жестко соединены, допустимы и болты, и сварка, но сварные швы подвержены ржавчине, поэтому производители стальных конструкций должны быть надежными.
Если отверстия под болты немного смещены, может, через минуту ты заплачешь.
Опять же, ветрозащитную стойку надо навесить.
Так что не медлите, возьмите болт и нанесите удар.
Наконец, если в один прекрасный день завод выходит из строя (босс не бейте меня), насколько просто болтовое соединение, два человека могут прикрутить три завода за один день и продать их почти сразу.
Таким образом, если соединение должно быть шарнирным, следует использовать болт.
Если соединение жесткое, это зависит от ситуации, сложности, настроения и уровня сварщика.
Болтовое соединение простое и требует невысокой квалификации, но требует высоких требований к производителю.
Сварные соединения экономят деньги и предъявляют повышенные требования к прочности материала и сварщикам.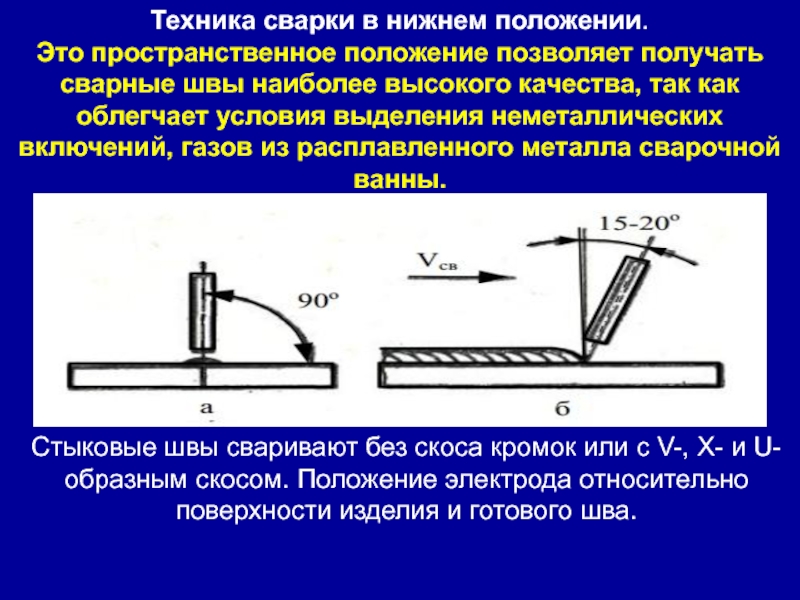
После окончания работы инспекционному отделу будет предложено провести инспекцию, но производитель очень рад доставить вам неприятности, если вы пропустите несколько миллиметров, поэтому он будет готов предоставить вам скидку.
Однако, если вы наконец думаете, что если правительство снесет землю вашей фабрики, вы можете использовать болтовое соединение, чтобы попросить компенсацию за фабрику сегодня, а завтра вы найдете участок земли и застроите его, как строительные блоки ~
Заключение A
Я только что закончил проводить фундаментальные исследования технологического оборудования и говорю то, что думаю.
Самая большая проблема как клепок, так и шпилек заключается в том, что они противоречат более широкой цели снижения веса.
Шпильки также имеют проблемы с проскальзыванием и ослаблением проволоки.
Оба они обладают преимуществом простых принципов и проверенной технологии.
Существует множество видов сварки, включая сварку трением, сварку с перемешиванием и лазерную дуговую сварку.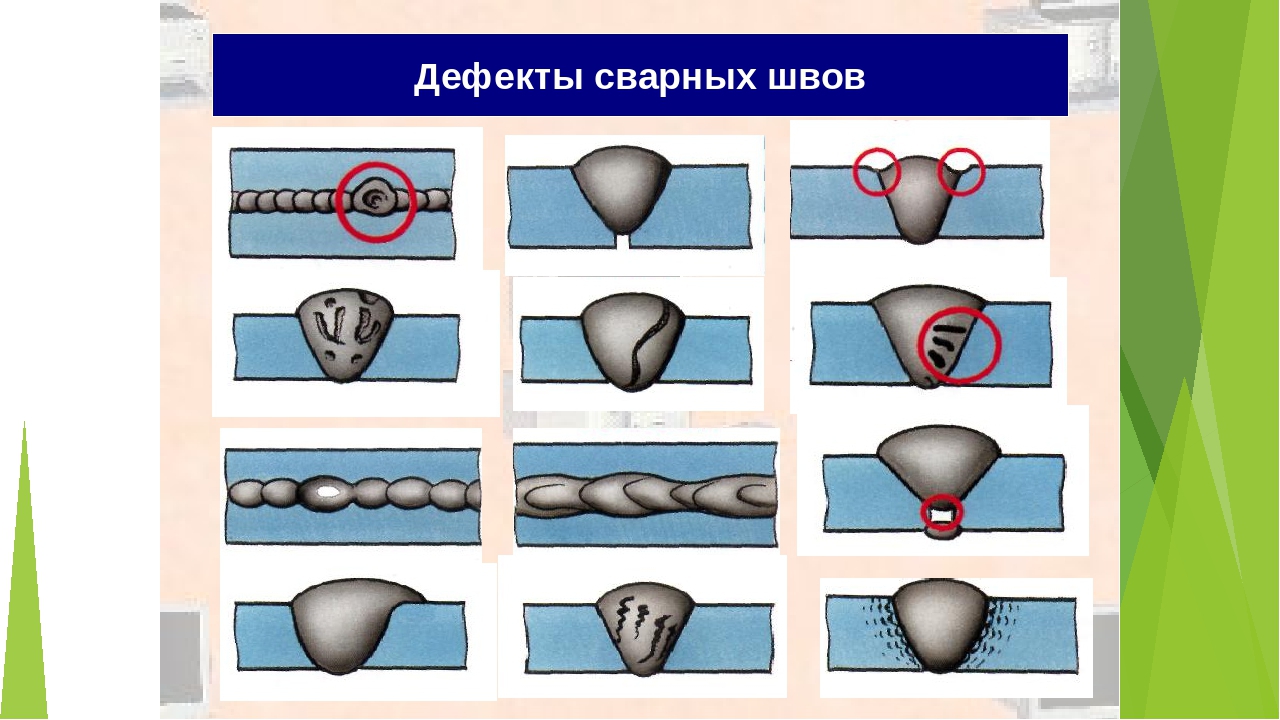
Преимущество в том, что можно добиться снижения веса.
Недостатком является то, что некоторые металлические материалы плохо свариваются, легко растрескиваются, деформируются и т. Д.
Для сварки одного и того же материала и разных материалов требуется разная технология сварки.
Помимо технологического процесса, автоматизированное сварочное оборудование также сложно изготовить.
Заключение B
Сварка
Преимущества: Подходит для различных форм, экономия стали, возможность автоматизации и высокая эффективность производства.
Недостаток: качество сильно зависит от сварочных материалов и обращения с ними.
Клепка
Преимущества: надежное соединение передачи усилия; твердость; хорошая пластичность; качество легко проверить; обычно используется в конструкциях, подверженных динамической нагрузке.
Недостатки: лом стальной лом
Болты делятся на обычные и высокопрочные.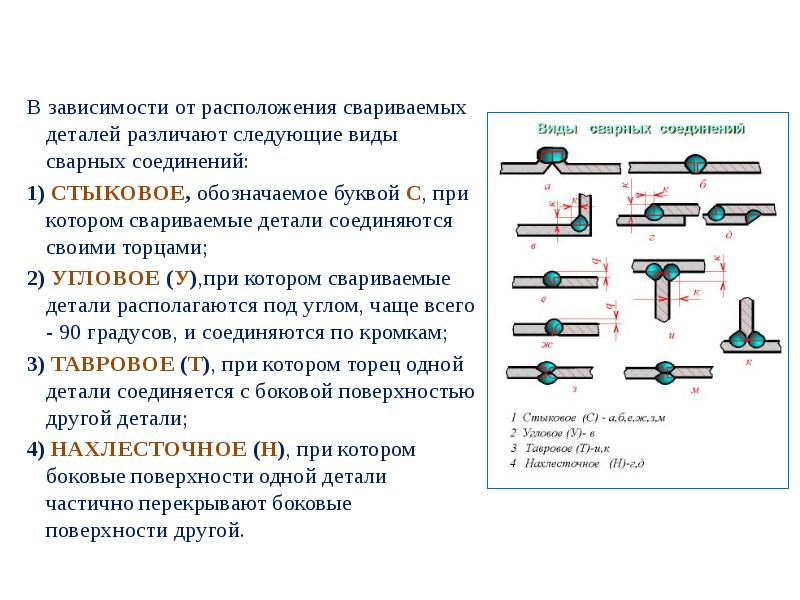
Обычный болт прост в обращении, и его нельзя срезать.
Высокопрочные болты обладают преимуществами как обычных болтов, так и клепаных соединений, и теперь могут использоваться вместо клепаных соединений.
Заключение C
Легко обнаруживаемые заклепанные детали с дефектами, которые могут быть использованы в авиакосмической отрасли, судостроении, мостах и других областях.
Он имеет высокую эффективность сварки и высокую прочность, что широко используется в машинах и оборудовании, в области автомобилестроения.
Разборка болтового соединения удобна, что в основном используется в процессе сборки.
Например, при сварке в иллюминаторах самолета обслуживание сварки очень хлопотно.
А если сваривать в полете, есть риск аварии.
Таким образом, клепка может сделать дефект обнаруженным при капитальном ремонте, и его легко исправить.
Например, если клепать металлические конструктивные детали шасси автомобиля, нельзя сказать об эффективности производства и не гарантировать прочности.
Например, при изготовлении проекта «Национальный стадион (Птичье гнездо»), если все части сварены, напряжение становится слишком концентрированным.
В некоторых местах на большой высоте объем сварки слишком велик, что делает его неудобным для строительства.
Следовательно, наиболее надежным решением является изготовление «ответвлений» на заводе, а затем их сборка на месте.
Мой учитель заклепочника отремонтировал клепанные мосты, построенные японцами, нагрел заклепки газовой сваркой, а затем разбил их кувалдой, когда было холодно, и сделал это.
Как отремонтировать сварной шов, если он треснул, а сварной шов находится внутри? Нельзя просто снести мост и сварить заново.
Заключение D
Простой ответ на два пункта, но клепка не ясна.
Болты обладают хорошей вязкостью и хорошей пластичностью соединительной пластины и болтов.
В случае большой деформации несущая способность не снизится внезапно и будет иметь высокую сейсмическую стойкость.
Это легко заметить при превышении нагрузки на узел.
Плохая вязкость сварного шва, особенно при низких температурах, который склонен к хрупкому повреждению.
Во время строительства монтаж на болтах не так удобен, как сварка, но качество конструкции легко контролировать.
Сварка, особенно сварка в полевых условиях, приводит к образованию трещин, пузырей, шлака, утечек при сварке, нерасплавленных поверхностей, сварки с проплавлением и других дефектов.
Он предъявляет высокие требования к сварочному персоналу и непросто соблюдать качество строительства.
Техническое содержание обычного ультразвукового неразрушающего контроля выше, чем испытание крутящим моментом высокопрочных болтов, с более высокими затратами на оборудование и рабочую силу.
Заключение E
Концепции, основанные на моей интуиции.
Процесс клепки самый простой.
Такое впечатление, что заклепка сама по себе отливка, а совмещать клепку можно только просверливанием отверстий на объекте.
Недостатком является то, что заклепка деформируется, другими словами: при достаточно большом продольном ударе заклепка может снова деформироваться и разрушиться….
(У Диснея была «Атлантида» в 1990-х годах, в которой подводная лодка была сбита сторожевым зверем, а заклепки, летающие в кабине после выстрела, были сопоставимы с пулеметным огнем.)
Процесс завинчивания, очевидно, более сложен, потому что не все винты являются самозаворачивающимися (т. Е. Отрицательный рисунок вырезан в отверстии путем вращения),
Следовательно, во многих случаях не только резьбу самого винта необходимо нарезать на токарном станке, но и отверстие на стыке также требует станка для гравировки негативного рисунка (я не могу сказать, что это за конкретный процесс. здесь).
По сравнению с клепанием винты прочнее при прямом ударе.
Однако, если соединение подвергается продолжительной возвратно-поступательной вибрации, особенно если эта вибрация имеет подходящую частоту, винт может вращаться и медленно ослабляться.
Кроме того, поскольку резьбовая поверхность винта представляет собой поверхность трения, это положение особенно подвержено ржавчине, и в основном нет способа защитить его с помощью гальванического покрытия.
Процесс сварки самый сложный… Не знаю, поэтому смею сказать больше.
С точки зрения преимуществ, сварка — это не просто соединение, а в определенной степени сплавление.
Следовательно, сварка должна быть лучше двух предыдущих типов с точки зрения прочности, водонепроницаемости, герметичности и электропроводности.
Заключение F
Недостатки сварки.
- Деформация серьезная, высокая температура сварки приведет к концентрации напряжений в сварном шве.
Таким образом, во многих высокоточных поверхностных соединениях с высокими требованиями используются резьбовые соединения и клеевое соединение.
- Проверить непросто, после сварки необходимо использовать специальное испытательное оборудование, чтобы определить, есть ли дефект, который имеет более высокую стоимость.
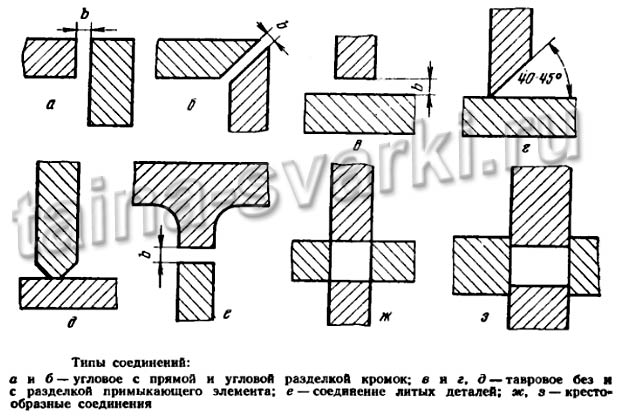
На сайте тоже есть ограничения.
- Трудно разобрать, если сварка сделана неправильно, ее нужно отрезать и снова приварить.
Преимущества сварки.
- Он имеет хорошие характеристики соединения и более практичен для сварки на большом оборудовании, что удобно для обработки материалов различных форм и размеров.
- Обладает хорошей жесткостью, хорошими эксплуатационными характеристиками и хорошей герметичностью.
Мнение G
Болты легко снимаются.
Недостаток — занимать место и прибавлять в весе.
Болты используются экономно, если их не нужно снимать.
Сварка требует оборудования и рабочего времени.
Не все материалы можно сваривать.
Клепка, я думаю, будет использоваться все реже и реже.
Заключение H
Стационарные объекты, такие как мосты, башни и строительные винты:
Движущиеся объекты или части свариваются или склепываются друг с другом по той простой причине, что движение может ослабить винты.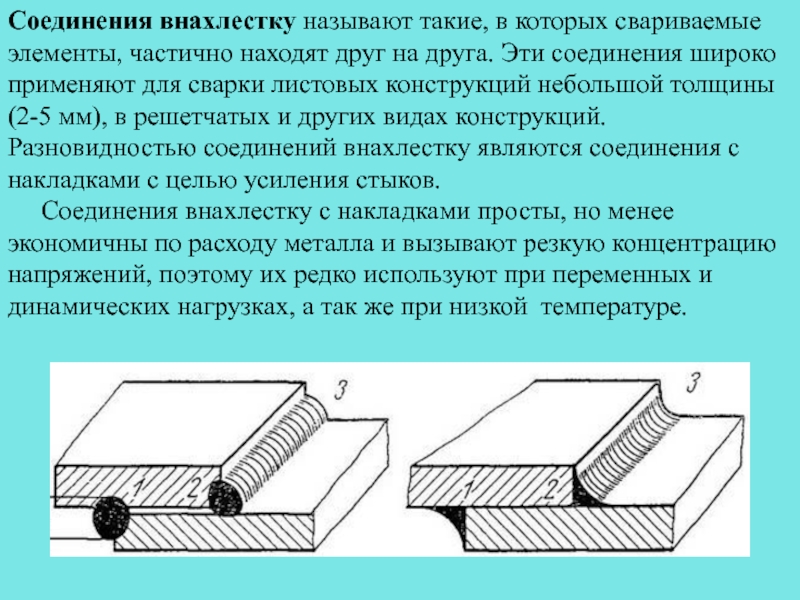
Невозможно проверить каждый винт перед каждым полетом!
Сварка оптимальна, потому что как заклепочные, так и резьбовые соединения соединяют две части трением.
Они не подходят для заклепочных и резьбовых соединений, если между двумя частями действует сила в направлении перемещения.
Сварка эквивалентна превращению двух компонентов в единое целое, которое является наиболее стабильным.
Кроме того, если существует сила в направлении перемещения между двумя частями, можно рассмотреть возможность их фиксации винтами, если они опираются друг на друга.
Так называемая основа — это, например, если одна часть имеет канавки, а другая часть — выпуклые направляющие, их можно закрепить винтами, если они подходят друг к другу.
Принцип состоит в том, чтобы преобразовать силу трения поступательного движения в давление на опору.
Сила подшипника и стабильность значительно улучшены.
Заключение I
Заклепочные соединения — это большой ассортимент, а болты — один из самых распространенных типов.
Болтовые соединения или высокопрочные клепаные вещи прочнее сварки, но единственный минус — это стоимость.
В самолетах используются клепанные звенья, которые прочнее и легче обычных винтовых звеньев, такие как винт задней подвески, винт задней подвески и т. Д.
Самолеты безопасны, их нельзя сваривать, а только клепать.
Корпус из высокоскоростного феррата не нуждается в таком большом спросе, поэтому для него просто используется сварка.
Автомобиль пользуется еще меньшим спросом, и можно использовать сварку.
Но есть восторженные производители автомобилей, например, у Land Rover есть автомобиль, полностью сделанный из алюминия и склепанный, как самолет.
Не спрашивайте о цене, вы не можете себе этого позволить.
Мост — не моя специальность, может быть, из-за каких-то особых требований, например, мост не может быть слишком тяжелым и использовать какую-то высокопрочную сталь.
Обычно высокопрочные стали нельзя сваривать из-за плохих сварочных характеристик.