Приварка фланцев к трубам и трубопроводам
Содержание
- Типы фланцев
- Приварка фланцев к трубопроводу по ГОСТ
- Методы крепления
- Качество сварных швов
Фланец представляет собой специальную деталь, выполненную в форме округлого диска (кольца) с крепежными отверстиями. Он используется для создания герметичных разъемных соединений в промышленных и гражданских сетях. С его помощью к магистрали подключают приборы учета, теплообменные аппараты, фильтры, вентили, другую арматуру.
Наиболее эффективным способом крепления устройства к наземному или подземному инженерному сооружению считается приварка. Ее выполняют двумя вариантами:
- стыковая сварка. После состыковки диск сваривают с трубой по всему периметру, т.е. шов создают по всей плоскости касания элементов.
- приваривание кольца, надетого на трубный стержень. Методика подразумевает сварку по внутренней и наружной поверхности кольца.

Сварочные работы по установке стального фитинга в инженерную линию должны проводить профессионалы.
Типы фланцев
Для грамотного монтажа арматуры надо разбираться в ее разновидностях. По конструктивным особенностям выделяют следующие конфигурации элементов:
- резьбовой ‒ фланец с нарезкой/накаткой резьбы механически насаживают на конец трубной секции, имеющей небольшой диаметр.
- воротниковый ‒ устройство с конусообразным усеченным выступом адаптировано к сетям, которые транспортируют материалы в условиях повышенного давления, высоких температур. Для крепления со стороны воротника используют сплошной или V-образный шов.
- плоский ‒ его приваривают насквозь к торцевой части металлической конструкции. Арматура совместима с объектами, которые функционируют при небольшом давлении до 2,5 МПа.
- накидной ‒ элемент приваривают угловыми швами с обеих сторон. Сварщик должен отступить от края трубного отрезка на 2-3 мм.
- глухой ‒ этот тип детали используют, как заглушку, чтобы создать прочное разборное соединение в сочетании с другими фланцами. Ее прикрепляют на болтовой крепеж.
- раструбный ‒ устанавливают в линии с небольшим сечением, которые транспортируют потоки под высоким давлением. Деталь приваривают только с наружной стороны, оставляя небольшой люфт (1-1,6 мм). Это необходимо, чтобы минимизировать последствия теплового расширения.

Приварка фланцев к трубопроводу по ГОСТ
Монтаж фитингов приварным способом требует опыта, поэтому непрофессионалам его не доверяют. Неправильная техника спровоцирует разгерметизацию стыковых участков, что резко повысит вероятность прорыва магистрали.
При установке стального диска в трубопровод, ГОСТ допускает разные типы сварных швов: вертикальный, горизонтальный, потолочный.
Обычно при работах сохраняют зазор в стыке. Ширина люфта варьируется в пределах нескольких миллиметров. Если он не нужен, применяют технику сварки «в лодочку». При ее выполнении кромки проваривают на большую глубину. Риск затекания расплавленного металла незначителен.
Если он не нужен, применяют технику сварки «в лодочку». При ее выполнении кромки проваривают на большую глубину. Риск затекания расплавленного металла незначителен.
Металлоизделие фиксируют угловым швом, когда нужно оформить люфт больше 4-5 мм.
Параметры сварочного рубца зависят от размера трубы в поперечнике. Типовая ширина внутреннего шва идентична толщине стенки магистрали. Его высота, как правило, составляет полсантиметра (максимальное значение ‒ один сантиметр). Наружный шов несимметричен, потому что его создание требует большего наплавления металла.
Стандартное приваривание реализуют сначала с внешней, потом с внутренней стороны. Эта техника подходит для плоских фланцевых конструкций. Если металлоизделие (например, воротникового типа) устанавливают сваркой встык, делают прикрепление с одной стороны.
Собирая фланцевое соединение следят, чтобы диск крепился строго перпендикулярно трубопроводу. Допускается сдвиг примерно на 2% от внешнего диаметра. Также проверяют, чтобы совпадали оси крепежных отверстий на двух кольцах. Соосность контролируют с помощью отвеса и уровня, допуская отклонение не больше 1-2 мм.
Также проверяют, чтобы совпадали оси крепежных отверстий на двух кольцах. Соосность контролируют с помощью отвеса и уровня, допуская отклонение не больше 1-2 мм.
Методы крепления
Наиболее универсальным является контактный способ приваривания фланца. Его легко освоить: сама технология не нова, а техническое оборудование для ее реализации массово выпускают российские предприятия. Преимущество контактного метода ‒ позволяет прикреплять элементы к трубным конструкциям, которые имеют разную толщину стенок и различные диаметры. Его популярность также обусловлена высокой производительностью, почти полной автоматизацией процесса, отсутствием добавочных расходников (газов, электродов и др.).
Газовое приваривание позволяет создать прочные и плотные узлы в коммуникациях, но отличается неэкономичностью. Трудоемкие работы, которые могут проводить только газорезчики с высокой квалификацией, включают большое расходование ацетилена и кислорода.
Уступает по эффективности контактной методике и автоматическое прикрепление фитингов электродами: мастер может прожечь шовный ряд, если толщина стенок трубы составляет меньше 5 мм.
В России широко применяется ручная дуговая приварка. Но она также характеризуется трудоемкостью и не гарантирует нужную прочность сварочного рубца.
Качество сварных швов
Чтобы проверить крепление фланца применяют ультразвук.
Полученный рубец не должен содержать:
- продольные, поперечные трещины;
- скопление пор, кратеры шире 0,5 мм;
- наплавы (избытки наплавленного металла),
- линейные или разобщенные шлаковые включения.
Для проверки надежности соединения на особо важных участках сооружения (например, в месте изгиба или поворота) используют неразрушающие техники контроля (радиографический метод).
Сварка фланцев к трубе
Главная » Статьи » Сварка фланцев к трубе
Сварка фланцев
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.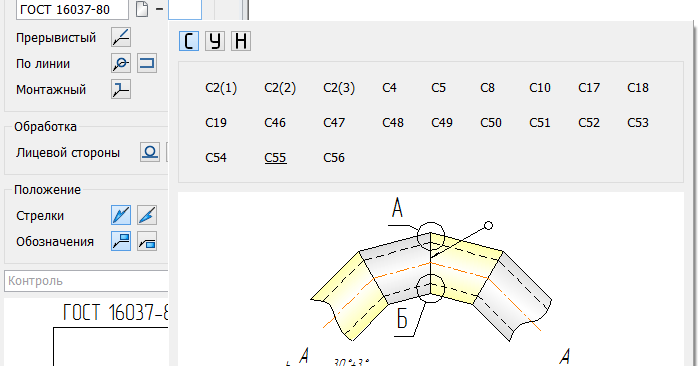
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.
Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм. Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм. Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.
Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.
Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
blog.svarcom.net
Фланцы для трубопроводов: применение сварки помогает соединить трубы
Фланцы широко применяются для надежного и герметичного соединения труб, валов, различных вращающихся деталей и компонентов аппаратов и машин. Самым распространенным способом установки фланца на трубу является приварной.
Самым распространенным способом установки фланца на трубу является приварной.
Типы фланцев
В соответствии с требованиями американской системы стандартов ANSI/ASME разделяют такие основные типы фланцев:
- с шейкой для приварки Welding Neck;
- сквозные Slip-on;
- нарезные или резьбовые Threaded flanges;
- приварные внахлест (свободновращающиеся) Lap Joint;
- приварные с впадиной под сварку Socket-welding;
- фланцевые заглушки Blind flanges.
Способы приварки фланцев
Существует всего два способа сварки фланца.
- Приварка встык. При этом способе диск сваривается с трубой по всему периметру после состыковки.
- Приварка надетого на трубу приварного диска. В таком случае сварка производится по наружной и внутренней поверхности кольца.
Оба способа приварки фланца являются довольно сложными. В процессе сварки используются все типы сварочных швов: горизонтальные, вертикальные и потолочные. Сварочные работы с участием фланцевых соединений требуют высокой квалификации сварщика.
Сварочные работы с участием фланцевых соединений требуют высокой квалификации сварщика.
Особенности процесса сборки фланцевого соединения
Фланцевое соединение является слабым и уязвимым местом в трубопроводе.
Перекосы плоскостей при установке колец могут привести к образованию дефектов, нарушению герметичности узла и, в конечном счете, создать аварийную ситуацию на магистрали.
Поэтому, при сборке фланцевых соединений важно обеспечить:
- перпендикулярность кольца к основной трубе;
- совпадение осей болтовых отверстий относительно оси симметрии.
Перпендикулярность сборки фланцевых соединений контролируют при помощи специального контрольного угольника и щупа. Отсутствие смещения осей отверстий выявляется уровнем и отвесом. Допустимое отклонение от перпендикулярности кольца по отношению к трубе не должно превышать 0,2 мм на 100 мм диаметра трубы.
Смещение оси отверстий фланцев относительно оси симметрии основной трубы должно быть менее 1 мм при диаметре болтовых отверстий 18-25 мм и не более 2 мм при диаметре до 41 мм.
Фланцевые кондукторы
Для удобства установки и приварки фланцевых соединений используют специальное устройство, которое называется кондуктором. Кондуктор позволяет собирать соединения в точном соответствии с техническими условиями, указанными в чертеже.
В кондукторе для установки фланца предусмотрены универсальные приспособления, устанавливаемые на тумбах 1 и 4. Тумбу 1 перемещают по длине кондуктора в зависимости от длины собираемого изделия и крепят к раме 5 кондуктора.
Тумба 4 осуществляет возвратно-поступательное движение от цилиндра и перенастраиваемый упор для правильной настройки на полную длину собираемого элемента. Обе тумбы укомплектованы пневмоприжимами, которые прижимают фланцы к фиксаторам во время сборки. В промежутке между тумбами размещены призмы 3, регулируемые по высоте, которые служат опорами для собираемого пояса.
Сборка происходит в таком порядке: выставляют кондуктор по длине, а фиксаторы двух фланцев — на определенный радиус размещения отверстий. На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
Пояс устанавливают на одинаковом расстоянии от фиксаторов. Диски перемещают к фиксаторам и фиксируют точеными пробками (при несоответствии диаметров отверстий в фланце и фиксаторе используют переходные пробки). Затем подключают пневмоприжимы — фланец плотно прижимается к фиксатору и проводят прихватку диска к поясу. После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
Применение приварных фланцев
Приварные фланцы широко используются в различных отраслях:
- химической промышленности;
- нефтегазовом комплексе;
- на транспорте;
- машиностроении и судостроении;
- электроэнергетике и других отраслях.
С помощью приварных фланцев происходит соединение:
- трубопроводной арматуры;
- различных резервуаров;
- приборов;
- патрубков;
- деталей машин и аппаратов.

Использование фланцевых соединений возможно в различных климатических условиях.
Контроль качества фланцевых узлов
При проверке качества фланцевых соединений возможно применение всех типов неразрушающих методов контроля:
- ультразвуковая диагностика;
- рентгенография;
- визуальный осмотр;
- дефектоскопия.
Положительные результаты достигаются и при проведении контроля в процессе сварки, соответствии расходных материалов основному металлу, использовании соответствующей сварочной проволоки.
Преимущества приварных фланцев
Фланцевые соединения представляют собой разновидность разъемного способа крепления. Применение металлических дисков позволяет, при необходимости, проводить разборку участка трубопровода для проведения регламентных работ.Сварные фланцы, в отличие от резьбовых аналогов, обеспечивают более высокую надежность соединений и являются экономически обоснованным способом присоединения труб к другим изделиям.
Установка фланцевых дисков и крепление их к трубе может осуществляться посредством:
Наиболее качественный результат обеспечивает контактная сварка. Фланцевое соединение является доступным методом монтажа. Большое разнообразие стандартов и материалов, из которых изготавливаются фланцы, позволяет подбирать оптимальные варианты для качественного разъемного соединения. Применение приварных фланцев происходит повсеместно во всех сферах промышленного производства.
Похожие статьи
goodsvarka.ru
GardenWeb
Категория: Сварочные работы
Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 кгс/см2 фланцы приваривают без образования скоса на фланце (рис. 1, а). При давлении в трубопроводе до 25 кгс/см2 фланцы приваривают с образованием скоса на фланце, как показано на рис. 1, б.
Рис. 1. Виды приварки фланцев к трубам: а — при давлении в трубопроводе до 10 кгс/см2, б — при давлении в трубопроводе 16 и 25 кгс/см
Высота шва принимается от 5 до 10 мм, в зависимости от диаметра трубы, а расстояние от торца трубы до края фланца — на 1 мм больше.
Приваривать фланцы к патрубкам рекомендуется в приспособлении (рис. 2), предложенном инж. С. Н. Лисициным и А. Д. Бон-даренко. Приспособление состоит из нижнего неподвижного фланца 1 и верхнего 2, поворачивающегося на шарикоподшипнике.
Патрубок с прихваченным фланцем устанавливают на приспособлении, и сварщик начинает сварку. При образовании кратера он плотно опирает электрод чехольчиком обмазки в стык свариваемых деталей, держа электрод с наклоном 40—45° к горизонтальной плоскости и плавно поворачивая верхний фланец левой рукой по мере плавления электрода. Электрод остается неподвижным, а шов обрадуется при поворачивании свариваемых деталей. Сварка производится непрерывно, без обрыва дуги. Таким же способом сваривают внутренний шов.
Рис. 2. Приспособление для приварки фланцев: а — приварка наружного шва, б — приварка внутреннего шва; 1 — патрубок С нижним неподвижным фланцем, 2 — верхний вращающийся на шарикоподшипнике фланец
Сварочные работы — Приварка фланцев
gardenweb. ru
ru
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.
Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
 Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом. Он выдерживает давление до 2,5 МПа.
Он выдерживает давление до 2,5 МПа.Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.
Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
trubygid.ru
Сварка фланцев — Svarcom
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок
Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.
Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм.
Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.
Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.

Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
Фланцы плоские стальные ГОСТ 33259-2015 (ГОСТ 12820-80)
Фланцы стальные плоские, воротниковые, приварные, глухие, под гидрант. Всегда в наличии. Звоните! Забирайте!
Плоские фланцы имеют вид плоских дисков или колец, изготовленных из стали и имеющих специальные отверстия для соединения болтами или шпильками.
Фланцы являются сборно-разборным соединением.
Приварной фланец имеет диаметр внутреннего отверстия несколько больше, чем наружный диаметр трубы. Это обеспечивает простой и надежный монтаж при его сварке со стальной трубой. При этом крайне важно обеспечить соосность фланцев между собой, поскольку в противном случае, есть вероятность разгерметизации соединения.
Герметичность фланцевого соединения обеспечивается за счет установки фланцевой прокладки.
Компания «СОЮЗ» осуществляет поставку:
- Фланцы глухие;
- фланец воротниковый;
- расточенные для полиэтиленовых труб DN 15-1200 мм.
Вся продукция сертифицирована и проходит входной контроль качества.
Общая характеристика стальных приварных фланцев ГОСТ 12820-80:
Материал изделия: сталь 20, 09Г2С, 12Х18Р10Т
Среда: вода, пар, неаргрессивные жидкости
Тип соединения: сварка
Максимальная температура: 300°С
Нормативный документ: ГОСТ 12820-80
Область применения:
для соединения трубопроводов, арматуры, резервуаров.D— диаметр наружный,
D1 — межосевое расстояние крепежных отверстий,
D2 — диаметр прижимной поверхности,
dв — внутренний диаметр,
b — толщина фланца,
h — высота прижимной поверхности,
n отв. d — количество крепежных отверстий, диаметр крепежных отверстий
d — количество крепежных отверстий, диаметр крепежных отверстий
| Dу, мм | D, мм | D1, мм | dв, мм | b, мм | d, мм | кол-во отв. n, шт | масса, кг |
| PN=1,0 МПа (10кг/см2) | |||||||
| 15 | 95 | 65 | 19 | 10 | 14 | 4 | 0,51 |
| 20 | 105 | 75 | 26 | 12 | 14 | 4 | 0,74 |
| 25 | 115 | 85 | 33 | 12 | 14 | 4 | 0,89 |
| 32 | 135 | 100 | 39 | 14 | 18 | 4 | 1,40 |
| 40 | 145 | 110 | 46 | 15 | 18 | 4 | 1,71 |
| 50 | 160 | 125 | 59 | 15 | 18 | 4 | 2,06 |
| 65 | 180 | 145 | 78 | 17 | 18 | 4 | 2,08 |
| 80 | 195 | 160 | 91 | 17 | 18 | 4 | 3,19 |
| 100 | 215 | 180 | 110 | 19 | 18 | 8 | 3,96 |
| 125 | 245 | 210 | 135 | 21 | 18 | 8 | 5,40 |
| 150 | 280 | 240 | 161 | 21 | 22 | 8 | 6,62 |
| 200 | 335 | 295 | 222 | 21 | 22 | 8 | 8,05 |
| 250 | 390 | 350 | 273 | 23 | 22 | 12 | 10,65 |
| 300 | 440 | 400 | 325 | 24 | 22 | 12 | 12,90 |
| 350 | 500 | 460 | 377 | 24 | 22 | 16 | 15,85 |
| 400 | 565 | 515 | 426 | 26 | 26 | 16 | 21,56 |
| 500 | 670 | 620 | 530 | 28 | 26 | 20 | 27,70 |
| 600 | 780 | 725 | 630 | 31 | 30 | 20 | 39,40 |
| 800 | 1010 | 950 | 820 | 37 | 33 | 24 | 79,16 |
| 1000 | 1220 | 1160 | 1020 | 43 | 33 | 28 | 118,43 |
| 1200 | 1455 | 1380 | 1220 | 51 | 39 | 32 | 197,44 |
| PN=1,6 МПа (16кг/см2) | |||||||
| 15 | 95 | 65 | 19 | 12 | 14 | 4 | 0,61 |
| 20 | 105 | 75 | 26 | 14 | 14 | 4 | 0,86 |
| 25 | 115 | 85 | 33 | 16 | 14 | 4 | 1,17 |
| 32 | 135 | 100 | 39 | 16 | 18 | 4 | 1,58 |
| 40 | 145 | 110 | 46 | 17 | 18 | 4 | 1,96 |
| 50 | 160 | 125 | 59 | 19 | 18 | 4 | 2,58 |
| 65 | 180 | 145 | 78 | 21 | 18 | 4 | 3,42 |
| 80 | 195 | 160 | 91 | 21 | 18 | 4 | 3,71 |
| 100 | 215 | 180 | 110 | 23 | 18 | 8 | 4,73 |
| 125 | 245 | 210 | 135 | 25 | 18 | 8 | 6,38 |
| 150 | 280 | 240 | 161 | 25 | 22 | 8 | 7,81 |
| 200 | 335 | 295 | 222 | 27 | 22 | 12 | 10,10 |
| 250 | 405 | 355 | 273 | 28 | 26 | 12 | 14,49 |
| 300 | 460 | 410 | 325 | 28 | 26 | 12 | 17,78 |
| 350 | 520 | 470 | 377 | 30 | 26 | 16 | 22,88 |
| 400 | 580 | 525 | 426 | 34 | 30 | 16 | 31,00 |
| 500 | 710 | 650 | 530 | 44 | 33 | 20 | 57,01 |
| 600 | 840 | 770 | 630 | 45 | 39 | 20 | 80,03 |
| 800 | 1020 | 950 | 820 | 49 | 39 | 24 | 104,41 |
| 1000 | 1255 | 1170 | 1020 | 58 | 45 | 28 | 179,37 |
| 1200 | 1485 | 1390 | 1220 | 71 | 52 | 32 | 297,78 |
Все стандартные типоразмеры фланцев поддерживаются в постоянном наличии на складах компании «СОЮЗ».
Кроме того есть возможность поставки нестандартных фланцев любых типоразмеров: +7(495) 783-76-54
Сварка труб под углом гост
Обновлено: 17.09.2022
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ИЗДАНИЕ (июль 2005 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91).
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Сварка труб под углом гост
Ручная дуговая сварка
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы и размеры
Hand arc welding. Acute and blunt weld joints. Main types, design elements and dimensions
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г.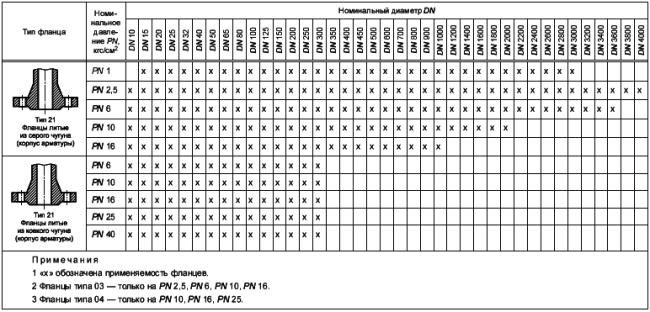 N 3881 дата введения установлена 01.01.77
N 3881 дата введения установлена 01.01.77
Ограничение срока действия снято Постановлением Госстандарта СССР от 16.05.91 N 696
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами.
Стандарт не устанавливает типы, конструктивные элементы и размеры сварных соединений трубопроводов и сварных швов, выполняемых сваркой с глубоким проплавлением.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
* Допускается увеличение до 2 мм.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
* Допускается увеличение до 2 мм.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
сварного шва
(при Dу до 150 включ.) 3,0 (при Dуболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Примечание . Допускается применение штуцеров и ниппелей с фаской.
Допускается применение штуцеров и ниппелей с фаской.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
В, не более
подготовленных кромок свариваемых деталей
сварного шва
30 (при Dндо 32 включ.)
40 (при Dнсв. 32 до 108 включ.)
50 (при Dн свыше 108)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
К
подготовленных кромок свариваемых деталей
сварного шва
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
K, не менее
b, не более
подготовленных кромок свариваемых деталей
сварного шва
Примечание . Значение «К» определяется при проектировании.
Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
подготовленных кромок свариваемых деталей
сварного шва
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
K, не менее
подготовленных кромок свариваемых деталей
сварного шва
s (при s до 3 включ.)
3 (при s св. 3)
Примечание . Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
К, не менее
подготовленных кромок свариваемых деталей
сварного шва
Примечание .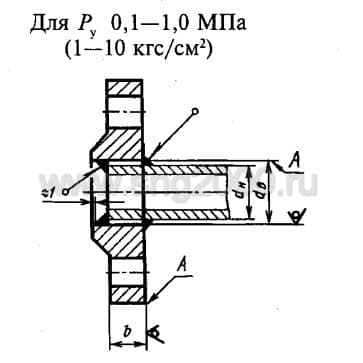 Значение «К» определяется при проектировании.
Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
подготовленных кромок свариваемых деталей
сварного шва
1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
подготовленных кромок свариваемых деталей
сварного шва
1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Примечание . При способе сварки НЗ зазор b = 2 +0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Толщина тонкой детали
Разность толщин деталей
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей — Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, — не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм — при К £ 5 мм;
+3 мм — при 5 < К £ 12 мм;
+5 мм — при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
ГОСТ 16037-80*: «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры»
Межгосударственный стандарт ГОСТ 16037-80*
«Соединения сварные стальных трубопроводов.
Основные типы, конструктивные элементы и размеры»
(дата введения в действие установлена постановлением Госстандарта СССР
от 24 апреля 1980 г. N 1876)
N 1876)
Welded joints in steel pipelines. Main types, design elementsdimensions
Взамен ГОСТ 16037-70
Дата введения 1 июля 1981 г.
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП — дуговая сварка в защитном газе плавящимся электродом;
ЗН — дуговая сварка в защитном газе неплавящимся электродом;
Р — ручная дуговая сварка;
Ф — дуговая сварка под флюсом;
Г — газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; s_1 — толщины стенок свариваемых деталей;
b — зазор между кромками свариваемых деталей после прихватки;
е — ширина сварного шва;
g — выпуклость сварного шва;
дельта — толщина подкладного кольца;
с — притупление кромки;
В — ширина нахлестки;
К — катет углового шва;
K_1 — катет углового шва со стороны разъема фланца;
D_н — наружный диаметр трубы;
f — фаска фланца.
1, 2. (Измененная редакция, Изм. N 1).
«Таблица 1» (продолжение 1)
«Таблица 1» (продолжение 2)
«Таблица 1» (продолжение 3)
«Таблица 1» (продолжение 4)
«Таблица 1» (продолжение 5)
Для угловых швов в таблицах приведен расчетный катет.
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл.34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт.1).
Таблица 34
Толщина тонкой детали │ Разность толщин деталей
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s_1, должен быть сделан скос до толщины тонкой детали s, как указано на черт.2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
34, на детали, имеющей большую толщину s_1, должен быть сделан скос до толщины тонкой детали s, как указано на черт.2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей — Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, — не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К_1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм — при К <= 5 мм;
+3 мм — при 5 < К <= 12 мм;
+5 мм — при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3 мм.
(Измененная редакция, Изм. N 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
* Допускается увеличение до 2 мм.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
* Допускается увеличение до 2 мм.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
сварного шва
(при Dу до 150 включ.) 3,0 (при Dуболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Условное обозначение сварного соединения
Конструкционные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
cварного шва
Примечание . Допускается применение штуцеров и ниппелей с фаской.
Допускается применение штуцеров и ниппелей с фаской.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
В, не более
подготовленных кромок свариваемых деталей
сварного шва
30 (при Dндо 32 включ.)
40 (при Dнсв. 32 до 108 включ.)
50 (при Dн свыше 108)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
К
подготовленных кромок свариваемых деталей
сварного шва
40 (при Dн менее 32)
50 (при Dн св. 32 до 108 включ.)
60 (при Dн более 108)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
K, не менее
b, не более
подготовленных кромок свариваемых деталей
сварного шва
Примечание . Значение «К» определяется при проектировании.
Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
подготовленных кромок свариваемых деталей
сварного шва
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,5 (при Dн св. 194)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
K, не менее
подготовленных кромок свариваемых деталей
сварного шва
s (при s до 3 включ.)
3 (при s св. 3)
Примечание . Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
К, не менее
подготовленных кромок свариваемых деталей
сварного шва
Примечание . Значение «К» определяется при проектировании.
Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
подготовленных кромок свариваемых деталей
сварного шва
1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
b, не более
подготовленных кромок свариваемых деталей
сварного шва
1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
подготовленных кромок свариваемых деталей
сварного шва
Примечание . При способе сварки НЗ зазор b = 2 +0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Толщина тонкой детали
Разность толщин деталей
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей — Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.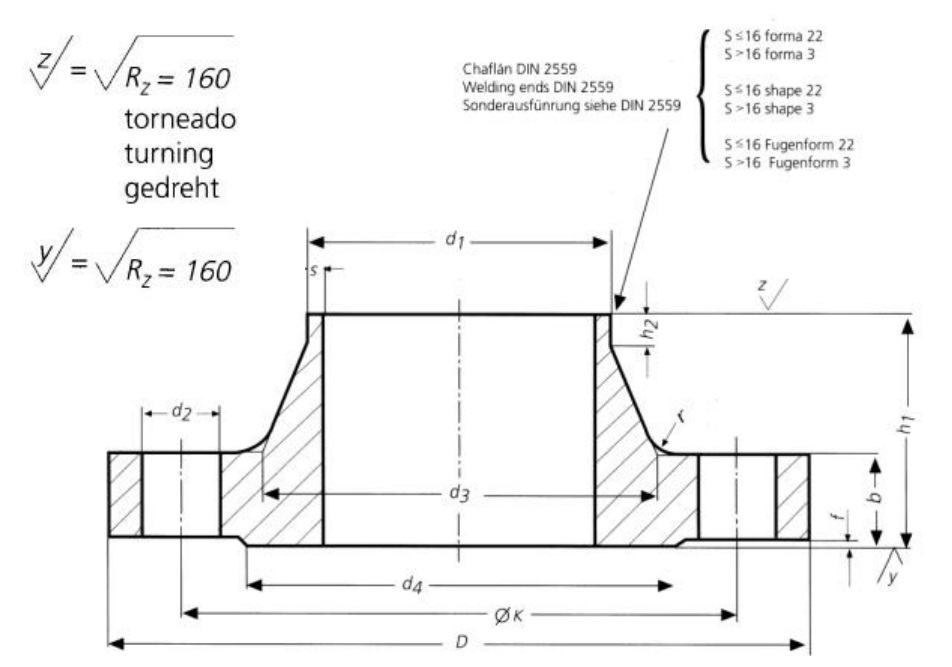
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, — не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм — при К £ 5 мм;
+3 мм — при 5 < К £ 12 мм;
+5 мм — при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
* Допускается увеличение до 2 мм.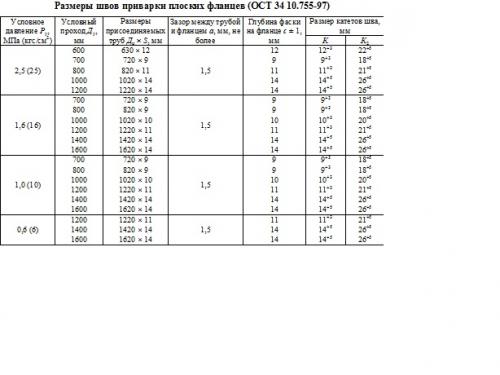
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
* Допускается увеличение до 2 мм.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
2,5 (при D у до 150 включ.) 3,0 (при D уболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструкционные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструкционные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструкционные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструкционные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструкционные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструкционные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструкционные элементы и размеры
подготовленных кромок свариваемых деталей
Примечание .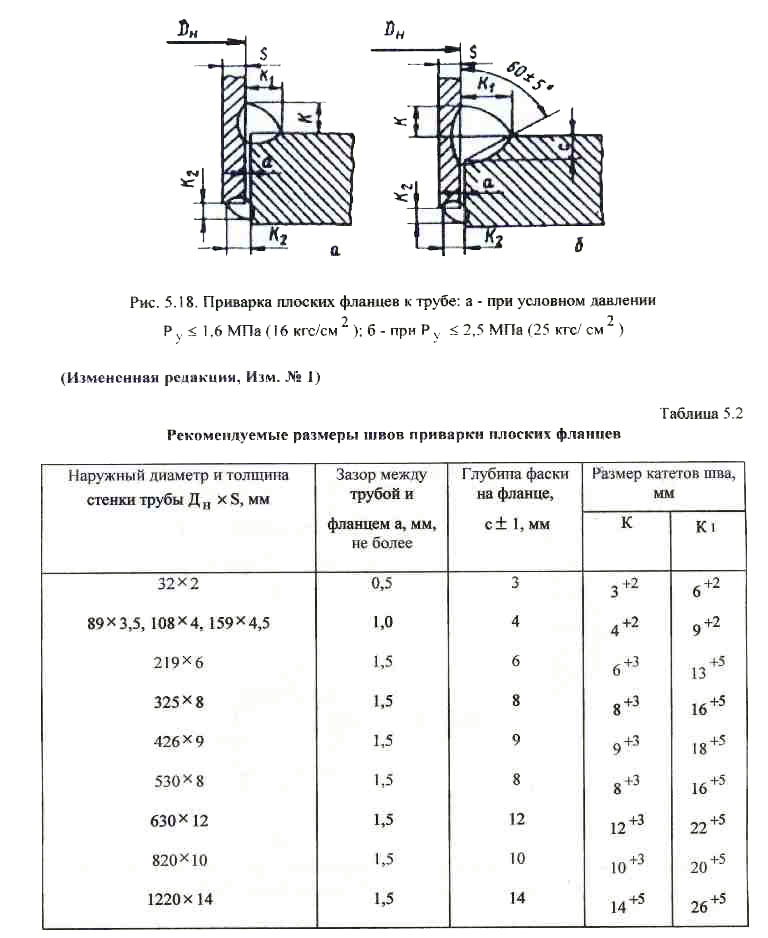 Допускается применение штуцеров и ниппелей с фаской.
Допускается применение штуцеров и ниппелей с фаской.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
В, не более
подготовленных кромок свариваемых деталей
30 (при D ндо 32 включ.)
40 (при D нсв. 32 до 108 включ.)
50 (при D н свыше 108)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
K , не менее
b , не более
подготовленных кромок свариваемых деталей
Примечание . Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
b , не более
подготовленных кромок свариваемых деталей
0,5 (при D н до 45 включ. )
)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
b , не более
K , не менее
подготовленных кромок свариваемых деталей
s (при s до 3 включ.)
3 (при s св. 3)
Примечание . Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
b , не более
К, не менее
подготовленных кромок свариваемых деталей
Примечание . Значение «К» определяется при проектировании.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструктивные элементы и размеры
b , не более
подготовленных кромок свариваемых деталей
1,3 толщины более тонкой детали
Примечание .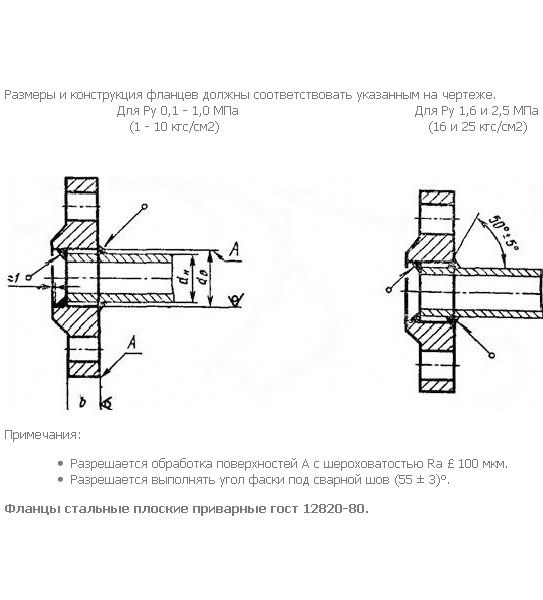 Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
b , не более
подготовленных кромок свариваемых деталей
1,3 толщины более тонкой детали
Примечание . Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Условное обозначение сварного соединения
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей — Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, — не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм — при К £ 5 мм;
+3 мм — при 5 < К £ 12 мм;
+5 мм — при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.04.80 № 1876
ГОСТ 16037-80 на сварные соединения ручной дуговой сваркой
Условные обозначения соединений
В стандарте описаны три типа сварных соединений трубопроводов:
- стыковые, обозначаются литерой С
- угловые, литерой У
- нахлесточные, обозначаются литерой Н.
Внутри каждого типа актуальный стандарт детализирует множество подтипов в зависимости от:
- вида сварного шва;
- числа сторон проварки;
- конфигурации подкладки;
- ее съемности;
- без скоса, со скосом одной или двух кромок;
- формы сечения кромок
- формы сечения шовного материала
- способа сварки;
- толщины стенок;
- диаметра трубы.
Пример обозначения типа С13.
В условное обозначение, кроме типа, входит признак замкнутости линии, способ сварки, параметры катета и вспомогательные символы. В соответствии с ГОСТ 16037 80 используется сварка аргоном, под флюсом и газом. Работа в атмосфере защитных газов может выполняться как плавким, так и неплавким электродом. Обычно трубы выполняют из углеродистой стали. Для работы в агрессивных средах применяют нержавеющие сплавы. Реже используются сплавы цветных металлов.
Конструктивные элементы и размеры кромок заготовок и шва
Сварка труб ГОСТ 16037-80 подразумевает следующие основные элементы:
[stextbox ряда швов актуальными являются только часть указанных параметров. Значения размеров приведены в стандарте в зависимости от метода трубной сварки, регламентируемой ГОСТ.[/stextbox]
Типы сварных швов
Стыковые швы используются при сварке кольцевых стыков труб в соответствии с ГОСТ. Такие соединения обозначаются С1-С53
Они выполняются одно- и двухсторонними, с прямолинейным и закругленным скосом кромок и с расточкой.
В односторонних швах может быть предусмотрена съемная или остающаяся подкладка, а также расплавляемая вставка.
Соединения секторов на повороте трубопровода выполняется со скосом кромок и обозначаются С54-С55.
Соединения фланца и трубопровода обозначается как С56
Пример обозначения углового соединения типа У2.
Угловые швы обозначаются У5-У21, нахлесточные Н1-Н4
Таблица размеров катета шва
Значения катетов шва в зависимости от типа шва, расстояния между кромками, сварочного метода и размера фланцевой фаски сведены в таблицы для каждого типа отдельно.
Таблица размеров катетов для У21.
Разделка труб под сварку
ГОСТ регулирует виды и характеристики подготовки к сварным работам для различных типов соединений:
- стыковых;
- угловых;
- нахлесточных.
Перед началом сварочных работ необходимо проводить подготовку. В нее входит:
- механическая зачистка, выполняется с целью удаления пыли, следов коррозии, оксидной пленки;
- химическая обработка, для удаления масложировых пятен и окисной пленки;
- разделка кромок.

Разделка проводится с помощью механической обработки кромки. При монтаже трубопроводов она выполняется специальными машинами. Во время ремонтных работ допускается выполнение разделки с помощью угловых шлифмашин.
Разделка кромок выполняется при толщине заготовок от 4 мм.
Для угловых соединений под отводы выполняют скашивание одной или обеих кромок под углом 45 о .
Стыки на трубопроводах подразделяются на поворотные и неповоротные.
Сварка стальных трубопроводов ГОСТ 16037 рекомендует применять по возможности поворотные стыки. Они варятся в наиболее удобном и выгодном нижнем сварочном положении, разделка кромок для него выполняется одинаково по всему периметру стыка.
Неповоротный стык приходится варить во всех сварочных положениях, переходящих одно в другое по мере продвижения по шву вокруг трубы.
Разница между толщиной стенок соединяемых встык труб не должна быть более 10% и не превышать трех миллиметров. При этом ширина зазора должна быть постоянной по всему стыку и находиться в переделах от 2 до 3 мм.
[stextbox того, как начать монтаж, необходимо обработать кромки и околошовную зону на 20-30мм, очистив ее от механических загрязнений, следов коррозии и масложировых пятен.[/stextbox]
Перед основной электродуговой сваркой торцы труб прихватывают друг к другу:
- трубы до 300 мм в диаметре: 4 прихватки;
- свыше 300 мм- равномерно через каждые 200-300 мм.
Трубы с толщиной стенок 12 мм и более проваривают в три приема. На первом этапе формируют корень шва в виде валика с возвышением 1,5-3 мм, равномерно распределенного по длине стыка. Электрод при этом следует вести возвратно-поступательно.
Фаски под сварку
При соединении толстых трубных заготовок сформированный шов следует делать толще, чем сама деталь. Для формирования соединения с заданными геометрическими параметрами требуется выполнить разделку кромок, сняв фаску. После этого электроду будет обеспечен доступ для качественной проварки шва на всю глубину.
Основными параметрами фаски являются:
- Зазор b. расстояние меду заготовками, до 2-3 мм.
- Притупление C. Не скошенная часть кромки. ее оставляют, чтобы снизить вероятность прожога корня шва..
- Угол скоса β. При двусторонней разделке острый угол принимает значения 15-30 о, при односторонней- до 45о.
- Угол разделки α. Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.
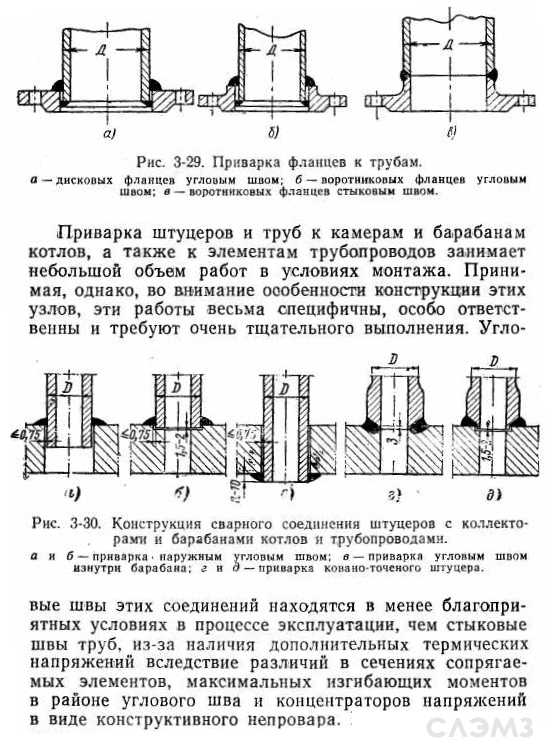 расстояние меду заготовками, до 2-3 мм.
расстояние меду заготовками, до 2-3 мм.Параметры фаски.
Если значение притупления невелико или его вовсе нет, то прожог предотвращают такими методами, как:
- использование подкладок, препятствующих вытеканию расплавленного металла;
- сварка на флюсовой подушке;
- предварительное подваривание;
- выполнение замка.
Технологам следует обращать особое внимание на корректный расчет и соблюдение оптимальных значений параметров разделки. Это позволяет снизить трудоемкость, экономно расходовать материалы и сохранять контроль над себестоимостью.
При подготовке стыковых соединений вид фаски зависит от толщины деталей:
- 3-25мм: одностороння фаска;
- 26-60мм: двухсторонняя;
Для угловых устанавливаются следующие границы:
- 3-20мм: одностороння;
- 21-50 мм: двухстороння.
Исходя из геометрической формы профиля поперечного сечения, выделяют такие типы разделки:
- обычный скос, профиль представляет собой трапецию,
- Х-образная, два скоса сделаны навстречу друг другу таким образом, что профиль поперечного сечения двусторонней разделки визуально напоминает очертания буквы Х;
- U-образная, профиль поперечного сечения криволинейный и напоминает очертания буквы U.
ГОСТ на сварку труб рекомендует применять U-образную разделку при больших толщинах заготовок, с целью снизить площадь сечения шва и, следовательно, снизить расход материалов и повысить скорость работы.
Форму разделки выбирают, руководствуясь толщиной труб:
- 3-25мм: Х-образная или V–образная;
- 26-60мм- U–образная;
- более 60 мм- специальные формы.
Они представляют собой:
- уступы;
- сложные криволинейные профили, призванные сохранить доступ электрода к корню шва и понизить площадь поперечного сечения.
Для разделки используются следующие способы:
- Газовый резак. Характеризуется низкой точностью и недостаточным качеством поверхности. Требует дополнительной обработки механическими способами.
- Мехобработка. Строгальная или фрезерная обработка дает достаточную чистоту и форму поверхности. Долбежная обработка также требует финишной мехобработки.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Заключение
ГОСТ на сварку трубопроводов – важный регламентирующий документ, устанавливающий условия на подготовку и проведение работ. Он определяет методы сварки, типы соединений, статус разделки и конструктивные параметры для каждого из них. Трубопровод служит не один год. Он также должен выдерживать давление жидкости или газа. Строгое соблюдение требований гост 16037 на сварку трубопроводов необходимо для обеспечения прочности, долговечности и герметичности сварных соединений.
Читайте также:
- Обогревающее покрывало для бассейна
- Как собрать лестницу для бассейна
- Кессон для скважины термит 2 1 установка
- П44т ремонт ванной под ключ
- Как соединить пнд трубу между собой под землей для водопровода
Подобрать фланец на трубу — Технологии и документации
#1 domask
Отправлено 16 January 2015 00:07
Задача такая,что нужно подобрать фланец на трубу который сможет выдержить 10МПа ил 100 бар.У меня вопрос по поводу Сварки. Какой взять фланец,что бы он выдержил эту нагрузку и вообще где глядеть госты на сварку,что бы указать это,что бы можно было поглядеть.Фланец естественно надо брать воротниковый,но у меня вопрос именно в сварке.Какой использовать гост,для этого всего.Спасибо,а то в сварке вообще не разбираюсь.
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 16 January 2015 08:42
domask,гост 16037-80 и обычный выдержит,почему именно воротниковый?
Сообщение отредактировал Георгий 11: 16 January 2015 08:43
- Наверх
- Вставить ник
#3 Welder S
Отправлено 16 January 2015 09:17
ФЛАНЦЫ СТАЛЬНЫЕ ПРИВАРНЫЕ ВСТЫК НА Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2) ГОСТ 12821-80, в этом ГОСТе есть все размеры.
- Наверх
- Вставить ник
#4 MityMouse
Отправлено 16 January 2015 09:19
Георгий 11, На такие давления обязательно отбортовка положена. По всем стандартам. Стандарт на сварку я вам подскажу, только скажите куда деталь пойдёт? Котельное оборудование, газовое? ОХНВП?
- Наверх
- Вставить ник
#5 domask
Отправлено 16 January 2015 10:17
Георгий 11, На такие давления обязательно отбортовка положена.
Это камера для испытания будет.Герметичная труба с двух сторон фланцы.Одна сторона будет глухой,а в другую будет присоединяться приборы.В трубу будет подаваться давление максимальное 100 бар.И тем самым проверяться прибор который вставлен в эту трубу. Тобишь это скорее испытательная камера будет.Отбортовка?Я просто думал именно взять воратниковые фланцы,так как они вроде выдерживают большие нагрузки.Спасибо большое вам,а то не хочу делать конструкцию,пока не уверен в ней буду.
domask,гост 16037-80 и обычный выдержит,почему именно воротниковый?
На одной сторое будет заглушка.Я не знаю именно по сварке,так то он выдержит.А сварной шов?
- Наверх
- Вставить ник
#6 Георгий 11
Отправлено 16 January 2015 10:40
domask,вы дайте больше информации,диам. трубы,хим. состав,толщ.стенки,желательно чертеж или эскиз.Сварка выдержит.
- Наверх
- Вставить ник
#7 domask
Отправлено 16 January 2015 11:00
domask,вы дайте больше информации,диам. трубы,хим. состав,толщ.стенки,желательно чертеж или эскиз.Сварка выдержит.
материал трубы 12Х18Н10Т.Диаметр можно взять от 75 до 85 мм.Толщина стенки(я делал расчёт) 7 мм.Чертежи пока не делал.Вот примерный эскиз.Вот хочу узнать,какой мне гост на чертеже указывать сварки.
Прикрепленные изображения
- Наверх
- Вставить ник
#8 Георгий 11
Отправлено 16 January 2015 11:08
domask,стенку возьмите с запасом 10-12 мм,гост на сварку я вам писал. Варить аргоном будете?
- Наверх
- Вставить ник
#9 domask
Отправлено 16 January 2015 11:26
domask,стенку возьмите с запасом 10-12 мм,гост на сварку я вам писал.Варить аргоном будете?
Так стенка 7мм выдерживает все эти нагрузки и так уже с запасом.Я не знаю,я варить не буду,я в сварке не бум бум.Но думаю да аргоном.Моя задача подготовления чертежа для этого всего .Типа показать фаски, указать гост)спасибо вам.Ну я могу в этой же тему когда чертежи сделаю показать вам,что бы вы взглядом оценили всё?
Сообщение отредактировал domask: 16 January 2015 11:28
- Наверх
- Вставить ник
#10 Георгий 11
Отправлено 16 January 2015 11:29
domask,специалистов на форуме много,думаю,что не откажут вам в совете.
- Наверх
- Вставить ник
#11 MityMouse
Отправлено 16 January 2015 12:55
domask, Для трубопроводов пара и горячей воды сварка ведётся по техническим требованиям
РД 153-34.1-003-01, РТМ 1с, СО 153-34.003-01 Сварка, термообработка и контроль трубных систем котлов и трубопроводов.pdf 3.66МБ 2331 скачиваний. Конструкция прописана в ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.» Заглушка на такое изделие лучше подойдёт сферическая или торосферическая. Если снимать её не планируете, то можно её сделать приварной. А вообще, в сосудах, работающих под высоким давлением требуется применять стыковые сварные соединения с полным проваром (там, где это возможно конструктивно). Расчёт трубы и заглушек можно произвести по РД 10-249-98 «Нормы расчёта на прочность котлов и трубопроводлов пара и горячей воды.» Сварку подобных изделий допускается проводить только организациям, имеющим специально разрешение, выдаваемое в случае наличия аттестованых персонала, оборудования, сварочных материалов и технологии сварки в целом.
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.pdf 1.36МБ 518 скачиваний
RD10_249_98.pdf 2.76МБ 495 скачиваний
Эта документация прописывается на чертежах в разделе технических требований, а в обозначении швов должен фигурировать стык по ГОСТ 16037-80, но выбирать его следует согласно указанным требованиям. Выбирается стыковое сварное соединение с полным проваром, указывается обработка усиления сварного шва до плавного перехода к основному металлу или вообще снятие усиления сварного шва. Обязательно в технических требованиях на чертеже нужно указывать 100 рентген или ультразвуковой контроль. А так же гидроиспытания. Если очень качественный шов хотите, можно потребовать испытаний образца — свидетеля на стойкость к межкристаллитной коррозии.
Сообщение отредактировал MityMouse: 16 January 2015 13:02
- Наверх
- Вставить ник
#12 domask
Отправлено 16 January 2015 15:57
domask, Для трубопроводов пара и горячей воды сварка ведётся по техническим требованиям РД 153-34.1-003-01, РТМ 1с, СО 153-34.003-01 Сварка, термообработка и контроль трубных систем котлов и трубопроводов.pdf. Конструкция прописана в ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.» Заглушка на такое изделие лучше подойдёт сферическая или торосферическая.
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.pdf
RD10_249_98.pdf
Эта документация прописывается на чертежах в разделе технических требований, а в обозначении швов должен фигурировать стык по ГОСТ 16037-80, но выбирать его следует согласно указанным требованиям. Выбирается стыковое сварное соединение с полным проваром, указывается обработка усиления сварного шва до плавного перехода к основному металлу или вообще снятие усиления сварного шва.
Спасибо.теперь я вроде как спокоен.Я не могу сделать сферическую заглушку,я думал об этом ,так как заказывать будет типа у партнёров всё,а у них нету сферической заглушки.Но я поговорю,возможно и смогу достать сферическую заглушку нужного размера,спасибо вам большое.Я в эту тему пришлю потом ,что выйдет.
- Наверх
- Вставить ник
#13 DMZ
Отправлено 12 February 2015 20:37
заглушку нужно выточить из цельного куска. отвод для манометра перенести из центра трубы ( поскольку там будут максимальные напряжения и ослаблять стенку отверстиями нежелательно) в глухой торчик-заглушку или ближе к ней. Если перенести отвод манометра нельзя, тогда снаружи на трубу одеть широкий поясок «на горячую» посадку — для усиления — и обварить. 7 мм толщина трубы — а материал какой? Если обычная конструкционная ( не легированная) сталь, то маловато…
- Наверх
- Вставить ник
#14 MityMouse
Отправлено 20 February 2015 10:50
заглушку нужно выточить из цельного куска
Столько металла в стружку? Может всё-таки отштамповать?
- Наверх
- Вставить ник
#15 Bizet
Отправлено 21 February 2015 07:35
Столько металла в стружку? Может всё-таки отштамповать?
А разве стандартный глухой фланец не выдержит нагрузки?
- Наверх
- Вставить ник
#16 MityMouse
Отправлено 24 February 2015 09:54
Bizet, Обратите внимание на давление. В водопроводе давление — 6 атмосфер, а у него давление — 100 бар (бар чуть больше атмосферы). Разница — на 2 порядка. Если интересуетесь подробно, прочитайте правила устройства сосудов, работающих под давлением, которые я выше выложил. Ему даже торосферические донышки как на цистернах бензовозов не очень то подойдут.
- Наверх
- Вставить ник
Стандартные фланцы
ГОСТ | Фланец ГОСТ 12821 80
Стандартные фланцы ГОСТ представляют собой набор фланцев, которые регулируются стандартом ГОСТ, который представляет собой стандартную систему из России. Фланцы могут быть разных форм, размеров, классов давления и марок. Существуют фланцы для сварки встык, глухие фланцы, пластинчатые фланцы, фланцы для стыковой сварки и так далее. Фланец ГОСТ 12821 80 относится к одному из многих классов давления, которые варьируются от класса 150 до 2500, что соответствует их допустимому давлению в фунтах.
Фланцы стандартные ГОСТ
Эти фланцы также имеют номинальное давление от PN6 до PN160 МПа. Фланцы бывают резьбовые, редукционные, очковые, SORF, WNRF, BLRF и SWRF. Они могут быть покрыты антикоррозийной краской, масляной черной краской, желтой прозрачной и цинковой пластиной. Фланец трубы ГОСТ 12815 может быть разных размеров по стандартам В16.5, В16.47 или другим. ГОСТ 33259Фланец может быть изготовлен из нержавеющей стали, дуплексной стали, супердуплексной стали, никелевых и медных сплавов.
В этом стандарте есть низкотемпературный фланец, фланец с высоким пределом текучести, фланец из углеродистой стали и фланец из легированной стали. Фланец ГОСТ 12820 представляет собой фланец пластинчатый, соответствующий стандарту ГОСТ. Области применения включают нефтеперерабатывающие заводы, газоперерабатывающие заводы, нефтехимическую, углеводородную промышленность, производство удобрений, целлюлозно-бумажную промышленность и многие другие.
| Технические характеристики | Фланцы ГОСТ |
|---|---|
| Диапазоны размеров | От 1/2 дюйма (т. е. 15 NB) до 48 дюймов (т.е. 1200NB) |
| Стандарты | АСМЭ | БС | DIN | АНСИ | ГОСТ | EN Фланец |
| Стандарты JIS | 5 К, 10 К, 16 К, 20 К, 30 К, 40 К, 63 К |
| Давление | Ру25Мпа, Ру16 Мпа, Ру100Мпа, Ру6 Мпа, Ру40 Мпа, Ру10Мпа, Ру64 Мпа, Ру160 Мпа |
| Стандарт EN | 6 бар, 10 бар, 16 бар, 25 бар, 40 бар |
ГОСТ 33259 Фланец
Фланец ГОСТ 12820
ГОСТ 12836-67 Фланец
Это российские фланцы, которые состоят из фланца с приварной горловиной (ГОСТ12821-80), плоского фланца (ГОСТ12820-80), глухого фланца (ГОСТ12836-67) и фланца с приваркой встык (ГОСТ12821-80). Доступны классы давления для этих фланцев от PN0,6 МПа до PN160 МПа.
| Ду, мм | Д, мм | D1, мм | дв, мм | б, мм | д, мм | п-¢ | кг |
|---|---|---|---|---|---|---|---|
| 15 | 80 | 55 | 19 | 10 | 11 | 4 | 0,33 |
| 20 | 90 | 65 | 26 | 12 | 11 | 4 | 0,53 |
| 25 | 100 | 75 | 33 | 12 | 11 | 4 | 0,64 |
| 32 | 120 | 90 | 39 | 13 | 14 | 4 | 1,01 |
| 40 | 130 | 100 | 46 | 13 | 14 | 4 | 1,21 |
| 50 | 140 | 110 | 59 | 13 | 14 | 4 | 1,33 |
| 65 | 160 | 130 | 78 | 13 | 14 | 4 | 1,63 |
| 80 | 185 | 150 | 91 | 15 | 18 | 4 | 2,44 |
| 100 | 205 | 170 | 110 | 15 | 18 | 4 | 2,85 |
| 125 | 235 | 200 | 135 | 17 | 18 | 8 | 3,88 |
| 150 | 260 | 225 | 161 | 17 | 18 | 8 | 4,39 |
| 200 | 315 | 280 | 222 | 19 | 18 | 8 | 5,89 |
| 250 | 370 | 335 | 273 | 20 | 18 | 12 | 7,67 |
| 300 | 435 | 395 | 325 | 20 | 22 | 12 | 10,28 |
| 350 | 485 | 445 | 377 | 22 | 22 | 12 | 12,58 |
| 400 | 535 | 495 | 426 | 24 | 22 | 16 | 15,20 |
| 500 | 640 | 600 | 530 | 25 | 22 | 16 | 19,72 |
| 600 | 755 | 705 | 630 | 25 | 26 | 20 | 26,24 |
| 800 | 975 | 920 | 820 | 27 | 30 | 24 | 46,14 |
| 1000 | 1175 | 1120 | 1 020 | 31 | 30 | 28 | 64,36 |
| 1200 | 1400 | 1340 | 1220 | 34 | 33 | 32 | 99,03 |
ГОСТ 33259 Тип 11 Серия 2 Pn16 RF Фланец с приварной горловиной A350 Lf2 Cl1 Производители и завод Китай — Индивидуальные продукты Цена
Низкотемпературная углеродистая сталь ASME B 16. 5 ASTM A350 LF2 WN/SO/глухой фланец
Отправить запрос
Мы предлагаем большие возможности в области качества и разработки, мерчандайзинга, продаж, маркетинга и эксплуатации фитингов SW из нержавеющей стали A182 F321 / F347, заглушки UNS N08800, пластины из сплава 600. Давайте совместными усилиями сотрудничать на взаимовыгодной основе! Мы здесь, чтобы ответить на ваши вопросы с понедельника по субботу и надеемся на сотрудничество с вами. «Качество во-первых, технологии во-первых, честность и надежность» всегда были принципом нашего бизнеса. Пожалуйста, не стесняйтесь обращаться к нам за малым бизнесом, и мы считаем, что поделимся лучшим торговым опытом со всеми нашими продавцами.
Size Chart Of Carbon Steel A350 LF2 Flange
CS A350 LF2 Flanges Pressure Ratings
| TEMP °C | 150 | 300 | 400 | 600 | 900 | 1500 | 2500 |
| -29 TO 38 | 19. 6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331. 8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87. 2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| TEMP °C | 150 | 300 | 400 | 600 | 900 | 1500 | 2500 |
Carbon Steel ASTM A350 LF2 Flanges Chemical Composition
| C% | Mn% | Si% | S% | P% | Cr% | Ni% |
| 0.30 max | 0,6/1,35 | .15/.30 | .040 MAX | .035 MAX | 0,30 | 0,40 MAX |
ASTM A350 LFE FLANE FLANGE 9008 9000
.0015 Свойства
TS Мин. фунт/кв. дюйм (МПа)Являясь одним из ведущих производителей в Китае, мы тепло приветствуем вас, чтобы купить наш фланец a350 lf2. Наша фабрика также принимает индивидуальные заказы. Пожалуйста, будьте свободны, чтобы насладиться нашей конкурентоспособной ценой и отличным сервисом.
Мы — группа увлеченных инженеров, дизайнеров и отраслевых экспертов, и наша миссия — помочь клиентам быстро найти нужный им фланец с приварной горловиной ГОСТ 33259 тип 11 серия 2 Pn16 RF A350 Lf2 Cl1 по конкурентоспособной цене. Мы создали механизм развития, обучения и резервирования талантов внутри предприятия, что позволяет эффективно избежать рисков, связанных с текучестью кадров. Искреннее сотрудничество с вами, в целом создаст счастливое завтра!
Hot Tags: фланец a350 lf2, Китай, производители, завод, цена, индивидуальные, сварные трубы из никелевой стали Incoloy800, фланец 316, редуктор из углеродистой стали A234 WPB BW, крышка из легированной стали ASTM A234 WP5 WP9 BW, круглый стержень из дуплексной нержавеющей стали Стержень, углеродистая сталь ASTM A860 WPHY65 Прямой тройник
Отправить запрос
ГОСТ 33259 Кованые хром. 10X17h23m2t Сварной шейный фланец Cdwn036 Производители и завод Китай — Индивидуальные продукты Цена
Для достижения взаимной выгоды наших потенциальных клиентов, поставщиков, общества и нас самих для прямого тройника из дуплексной стали A182 F53 SW, конического редуктора из никелевой легированной стали, болта с шестигранной головкой 317L. Наша компания оснащена полной профессиональной командой по исследованиям и разработкам, производству, инспекции и продажам, всегда стремящейся к рыночным тенденциям, чтобы обеспечить сильную конкурентоспособность продукции на рынке. Наша компания придерживается принципа «создания известного бренда науки и техники», уделяя особое внимание исследованиям и разработке характеристик продукции, чтобы лучше удовлетворять потребности клиентов. Качество нашей продукции является надежным и хорошо воспринимается большинством пользователей. С целью общего развития мы сотрудничаем с профессиональными предприятиями в стране и за рубежом, активно развиваем бизнес и формируем отчетливо характерную промышленную модель развития управления.
1. Фланцы из нержавеющей стали 316 / 316L Спецификация
Спецификация: ASTM A182 / ASME SA182
Размеры: ANSI/ASME B16.5, B 16.47 Series A & B, B16.48, BS4504, BS 10, EN-1092 , DIN и т. д.
Размер: от 1/2 дюйма (15 NB) до 48 дюймов (1200NB)
Стандарт: фланцы ANSI, фланцы ASME, фланцы BS, фланцы DIN, фланцы EN и т. д.
Класс / номинальное давление : 150#, 300#, 600#, 900#, 1500#, 2500#, PN6, PN10, PN16, PN25, PN40, PN64 и т. д.
Тип поверхности фланца: Плоская поверхность (FF), Рифленая поверхность (RF), Соединение кольцевого типа (RTJ)
Происхождение: Индийское происхождение, Европейское происхождение, Японское происхождение
Испытания и документы: Сертификаты заводских испытаний, EN 10204 3.1, Химические отчеты, Механические отчеты, Отчет о разрушающих испытаниях, Отчеты о неразрушающих испытаниях, Отчеты об испытаниях PMI, Отчеты о визуальном осмотре, Третий Отчеты о проверке партии, утвержденные NABL отчеты лаборатории
Упаковка: упакованы в деревянные ящики, пузырчатую пленку, стальные полосы в комплекте или в соответствии с запросами клиентов
2. Трубные фланцы из нержавеющей стали 316 / 316L Стандарты производства:
| ASME/ANSI B 16.5 | Фланец с приварной горловиной, накидной фланец, глухой фланец, глухой фланец с высокой ступицей, фланец с раструбным соединением, фланец с соединением внахлестку, фланец с резьбой, фланец с кольцевым соединением | 150, 300, 400, 600, 900, 1500, 2500 |
| ASME/ANSI B 16. 47 | Фланец шейки, слепой фланец [серия A & B] | |
| давление | 9098 75,||
| . 300, 400, 600, 900 | ||
| ASME/ANSI B 16.36 | Welding Neck Flange, Slip on Flange, Threaded Flange | |
| PRESSURE CLASS | 300, 400, 600, 900, 1500, 2500 | |
| BS 4504 SEC 3.1 | Фланец с приварной шейкой, Накидной фланец со ступицей, Фланец с резьбой со ступицей, Фланец с притертым концом трубы, Плоский фланец, Свободный фланец с приваренной шейкой, Свободная пластина с фланцем с приварной шейкой, Пустой фланец | |
| КЛАСС ДАВЛЕНИЯ | PN 2,5 ДО PN 40 | |
| BS 4504 [ЧАСТЬ 1] | Фланец с приварной шейкой, накидной фланец с резьбой на ступице, пластинчатый фланец, съемная пластина с приварным фланцем, пустой фланец | |
| BS 1560 Boss | Фланце сварки сварки, сварки сварки, скользящий фланцевый, слепой фланец, завинченный фланце 2500 | |
| BS10 | СВОДИТЕЛЬНАЯ ФЛАНЦЫ НАЙКИ, ПЛАНСКИЙ ФЛАНД, ВИНДОВЫЙ ФЛАНД БОСС, СЛАДНЫЙ ФЛАНЦЕР, Слепой фланцевой DIN 2527, 2566, 2573, 2576, 2641,2642, 2655, 2656, 2627, 2628, 2629, 2631, 2632, 2633, 2634, 2635, 2636, 2637,2638, 2673 | |
| . TO PN 100 |
3. ASME SA182 Трубные фланцы из нержавеющей стали 316 / 316L Эквивалентные стандарты
| СТАНДАРТНЫЙ | WERKSTOFF NR. | UNS | JIS | BS | GOST | AFNOR | EN |
| SS 316 | 1.4401 / 1.4436 | S31600 | SUS 316 | 316S31 / 316S33 | — | Z7CND17‐11‐ 02 | X5CrNiMo17-12-2 / X3CrNiMo17-13-3 |
| Нержавеющая сталь 316L | 1.4404 / 1.4435 | S31603 99018 S8 | 316S11 / 316S13 | 03Ch27N14M3 / 03Ch27N14M2 | Z3CND17‐11‐02 / Z3CND18‐14‐03 | X2CrNiMo17-12-2 / X2CrNiMo18-14-3 |
Chemical Composition of Grade 316 / 316L Stainless Steel Plate Flanges
| Grade | C | Mn | Si | P | S | Cr | Mo | Ni | Fe |
| SS 316 | 0. 08 max | 2.0 max | 1.0 max | 0.045 max | 0.030 max | 16.00 — 18.00 | 2.00 — 3.00 | 11.00 — 14.00 | 67.845 min |
| SS 316L | 0.035 max | 2.0 max | 1.0 max | 0.045 max | 0.030 max | 16.00 — 18.00 | 2.00 — 3.00 | 10.00 — 14.00 | 68.89 min |
Mechanical Properties of ASTM A182 SS UNS S31600 / S31603 Industrial Фланцы
| Плотность | ПЛАТНАЯ ПЕРЕДА | Прочность на растяжение | . MPa – 515 | Psi – 30000 , MPa – 205 | 35 % |
| 8.0 g/cm3 | 1399 °C (2550 °F) | Psi – 75000 , MPa – 515 | Psi – 30000 , MPa – 205 | 35 % |
4. Города Мы поставляем кованые фланцы из нержавеющей стали ASTM A182 316 / 316L
Мы являемся ведущим поставщиком фланцев из нержавеющей стали ASTM A182 316 / 316L в Мумбаи, Махараштре, Гуджарате, Джамшедпуре, Пуне, Тирувантапураме, Джайпуре, Лакхнау, Коимбатуре, Импхал, Майсур, Ратлам, Дели, Канпур, Дарджилинг, Джаландхар, Нагпур, Солапур, Калькутта, Аллахабад, Дехрадун, Джамму, Нашик, Сринагар, Ченнаи, Ахмедабад, Фаридабад, Бхадравати, Чаттисгарх, Дургапур, Асансол, Хоспет, Беллари, Вишакхапатнам, Неллор, Сурат, Бангалор, Чандигарх, Газиабад, Джханси, Патна, Силигури, Хайдарабад, Амритсар, Нойда, Кочи, Айзал, Гувахати, Кожикоде, Райпур, Вишакхапатнам, Джабалпур, Бхопал, Гвалиор, Лудхиана, Раджамандри, Тан, Агра, Бхубанешвар, Гургаон, Мадурай, Раджкот, Варанаси, Бхилаи, Харидвар, Меерут, Ранчи, Ахмеднагар, Акола, Амравати, Аурангабад, Барамати, Бид, Бхандара, Бхиванди, Булдхана, Чандрапур, Чимур, Дахану, Дхуле, Диндори, Эрандол, Гадчироли, Хатканангл, Хинголи, Ичалкар Анджи, Джалгаон, Джална, Карад, Кхед, Яватмал, Колаба, Колхапур, Копаргаон, Латур, Малегаон, Мумбаи, Нагпур, Нандед, Нандурбар, Нашик, Османабад, Пандхарпур, Парбхани, Раджапур, Рамтек, Ратнагири, Рэйвер, Сангли, Сатара, Ширди, Ширур, Солапур, Тане, Вардха, Васим, Андхра-Прадеш, Джамму и Кашмир, Нагаленд, Уттаракханд, Харьяна, Лакшадвип, Аруначал-Прадеш, Джаркханд, Одиша, Западная Бенгалия, Химачал-Прадеш, Ассам, Карнатака, Пенджаб, Андаманские и Никобарские острова , Пудучерри, Бихар, Керала, Раджастан, Чандигарх, Мегхалая, Чхаттисгарх, Мадхья-Прадеш, Сикким, Дадар и Нагар-Хавели, Мизорам, Гоа, Тамил Наду, Даман и Диу, Трипура, Манипур, Телангана, Дели, Уттар-Прадеш в Индии.
5.на фотографиях
Являясь одним из ведущих производителей в Китае, мы тепло приветствуем вас, чтобы купить наш фланец 316 л. Наша фабрика также принимает индивидуальные заказы. Пожалуйста, будьте свободны, чтобы насладиться нашей конкурентоспособной ценой и отличным сервисом.
Все, что мы делаем, всегда связано с нашим принципом «Клиент прежде всего, доверие прежде всего», уделяя особое внимание упаковке пищевых продуктов и защите окружающей среды по ГОСТ 33259 Кованый Cr. Фланец шейный приварной 10Х17х23м2т Кдвн036. Мы обеспечим клиентов по всему миру высококачественными и экономически эффективными продуктами в духе гармонии, строгости, инноваций и эффективности. Мы принимаем клиента в первую очередь и искреннее сотрудничество в качестве нашего принципа, и искренне надеемся на общение и сотрудничество с вами и совместное развитие.
Печата сварки сварки Стальной трубы GOST DIN ASME — фланк сварной шейки Китая, фланк из нержавеющей стали
Обзор
Подробная информация о продукте
Рекомендуется для вас
Производственная мощность:
9000tons/Год
.
Краткие деталиAll 9000.
Способ изготовления:
Ковка
Поверхность уплотнения:
FM
Соединение:
Сварка
Структура:
Фланцы
Материал:
Нержавеющая сталь
Тип:
Приварной фланец
Tianjin Blueprint Iron and Steel Co., Ltd.
Краткие сведения
Наименование продукта:
Фланец стальной трубы с раструбной сваркой ГОСТ DIN ASME
Способ производства:
Ковка
Поверхность уплотнения:
FM
Connection:
Welding
Structure:
Flanges
Material:
Stainless Steel
Type:
Welding Flange
Standard:
ANSI, DIN, GB, JIS
OEM:
Support
Номер модели:
Индивидуальный
Применение:
Нефтяная, химическая промышленность, электроэнергетика, Natu
Сертификат:
ISO 9001, BV
Размер:
DN 015-015-Индивидуальный0003
Технология:
Горячий рулонный холодный накал. -80 мм
Происхождение:
Китай
Подробная информация о продукте
Фланец стальной трубы с раструбной сваркой ГОСТ DIN ASME
Наша компания предлагает широкий ассортимент продукции, которая может удовлетворить ваши разнообразные требования. Мы придерживаемся принципов управления «качество во-первых, клиент в первую очередь и на основе кредита» с момента создания компании и всегда делаем все возможное, чтобы удовлетворить потенциальные потребности наших клиентов. Наша компания искренне готова сотрудничать с предприятиями со всего мира, чтобы реализовать беспроигрышную ситуацию, поскольку тенденция экономической глобализации развивается с непреодолимой силой.
Описание продукта
| Материал | Углеродистая сталь | ASTM A105. ASTM A350 LF1. LF2, CL1/CL2, A234, S235JRG2, P245GH,Q235 |
| P250GH, P280GHM 16MN, 20MN ,20# | ||
| Stainless steel | ASTM A182, F304/304L, F316/316L | |
| Alloy steel | АСТМ А182 А182 Ф12, Ф11, Ф22, Ф5, Ф9, Ф91и т. д. | |
| Стандарт | ANSI | Фланцы класса 150 — Фланцы класса 2500 |
| DIN | 6Bar 10Bar 16Bar 25Bar 40Bar | |
| JIS | 5K Flanges-20K Flanges | |
| UNI | 6Bar 10Bar 16Bar 25Bar 40Bar | |
| EN | 6Bar 10Bar 16Bar 25Bar 40Bar | |
| GB | 6BAR10BAR16BAR25BAR40BAR | |
| SABS | T1000/3 T1600/3 T2500/3 T4000/3 | |
| TIPS 9008 900/3 | ||
| 3500/3 9000/3 | ||
| 3018 | ||
| 3018 | ||
| 3918 | ||
| .0018 | ||
| 3.Blind flange 4.Long welding neck flange | ||
| 5.Lap joint flange 6. Socket welding flange | ||
| 7.Threaded flange 8.Flat flange | ||
| Surface | Anti-rust масло, прозрачный лак, черный лак, желтый лак, горячее цинкование, электрическое цинкование | |
| Соединение | Сварка, резьбовое | |
| Технический | Кована, литье | |
| Размер | DN10-DN3600 | |
| Пакет | 1.> Стандартная экспрессия (Plywood Supe Of Super Sucide Of Sull Super. 2: По требованиям заказчика | |
| Термическая обработка | Нормализация, отжиг, закалка Отпуск | |
| Применение | Водоснабжение, судостроение, энергетическая промышленность, нефтехимическая и газовая промышленность подключение проектов и т. д. | |
Часто задаваемые вопросы
Q1: Каковы ваши условия оплаты?
A: 30% T/T заранее, остаток 70% до доставки. Мы покажем вам фотографии продуктов и пакетов, прежде чем вы оплатите остаток.
Q2: Каковы условия доставки?
A: EXW, FOB, CIF, CFR, DDU
Q3: Каковы условия упаковки?
A: Как правило, мы упаковываем наши товары в пачки или катушки с помощью стержней или ремней, мы также можем упаковывать товары в соответствии с требованиями клиентов.
Q4: Каково ваше время доставки?
A: Что касается запасов, мы можем доставить товар в порт погрузки в течение 7 дней после получения вашего депозита.
В период производства обычно требуется около 15-30 дней после получения депозита.
Q5: Не могли бы вы произвести в соответствии с образцами?
A: Да, мы можем сделать заказ по вашим образцам или техническим чертежам, мы можем построить пресс-форму и приспособления.
Q6: Не могли бы вы предоставить образцы?
A: да, мы можем предоставить бесплатные образцы при условии, что они доступны на складе, однако транспортные расходы несет покупатель.
Q7: Как вы можете гарантировать свою продукцию?
A: Каждая единица продукции производится сертифицированными мастерскими и проверяется компанией Lenser по частям в соответствии с национальным стандартом обеспечения/контроля качества. Мы также можем выдать гарантию клиенту, чтобы гарантировать качество.
Просмотреть больше
Похожие видео
Не совсем то, что вы хотите?
Запрос постсорсинга
Горячие запросы
Фланец Фланец трубы Фланец из нержавеющей стали Фланец Сталь Фланцевый фитинг Фланец DIN
Посмотреть ещё
{{ } }} {{ если(product.prodRelatedType==’2′){ }}
{{ } }}
{{=продукт. название}}
{{=product.price}} {{=product.packageUnit}}
Китай Фланцы ГОСТ Производители и поставщики — Фабрика фланцев ГОСТ
ГОСТ 12820-80 ПН2.5 Фланцы пластинчатые СЧ 5С 10С 20С 30С 40С 80С 160С ХХС
У нас есть широкий выбор по отличным ценам, чтобы помочь вам проявить творческий подход. Все фланцы накидные PN25 ГОСТ 12820-80 имеют гарантию качества. Мы являемся китайским заводом по производству кованых фланцев из углеродистой стали ГОСТ 12820-80 высокого давления. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами. ГОСТ 12820-80…
Подробнее
ГОСТ 12820-80 PN1.6 Пластинчатые фланцы Анит-масло, Эпоксидная цинконаполненная грунтовка
ФланецEO обеспечивает фланец пластины ГОСТ 12821-80 1-15-16, фланец пластины ГОСТ12821-80 1-20-16, фланец пластины ГОСТ 12821-80 1-25-16 и т.
д., которые соответствуют стандарту ISO9001: 2008, CR , ККС, РС, БВ, НК, РИНА, ЛР, АБС, ДНВ, ГЛ, ТУВ. ГОСТ 12820-80 Фланец FQA 1, Могу ли я получить бесплатные образцы? О: Да, мы можем предоставить вам бесплатную…Подробнее
ГОСТ 12820-80 PN1.0 Пластинчатые фланцы Дуплексная сталь A182 F51, UNS 31803/2205
Фланец ГОСТ 12820-80 Фланец ГОСТ представляет собой фланцевую систему из России, включая пластинчатые фланцы (ГОСТ12820-80), глухие фланцы (ГОСТ12836-67), фланцы с приварной горловиной (ГОСТ12821-80), стальные стыковые сварные фланцы ГОСТ12821-80 и т. Д. ., размер от DN10 до DN1600, Плоский фланец, приварной фланец, накладка на приварную пластину…
Подробнее
ГОСТ 12820-80 ПН0.6 Пластинчатые фланцы из нержавеющей стали 304/304Л 316/316Л
ГОСТ 12820-80 Фланец Преимущества 1. Прямые продажи с завода — быстрая поставка 2.
Разумная цена и отличное качество 3. Иметь собственную оффшорную компанию с правами на импорт и экспорт для облегчения сделки с клиентом Гарантия Мы обязуемся исправить любой продукт низкого качества, вызвано…Подробнее
ГОСТ 12821-80 ПН0,6 Фланцы встык приварные Масса с полостью 0,32-52,20 КГ
ФланецEO может обеспечить фланцы с приварной шейкой ГОСТ 12821-80 PN0.6. ГОСТ ФЛАНЕЦ Диапазон размеров: от DN15 до DN 2000 Конструкция: фланец пластинчатый 12820-80, фланец встык 12821-80 Давление: PN6, PN10, PN16, PN25, PN40 Материал: углеродистая сталь СТ-20, нержавеющая сталь 304/304L, 316/ 316L Покрытие: антикоррозийное масло,…
Подробнее
ГОСТ 12821-80 ПН1.0 Фланцы встык приварные ГОСТ 12821-80 1-20-10 Ст.3
ФланецEO с 2006 года поставляет кованые фланцы высочайшего качества для широкого спектра отраслей промышленности.
Мы можем предоставить фланец ГОСТ 12821-80 1-15-10, давление которого 1,0 МПа, вес 0,58 кг. Фланец пластинчатый ГОСТ 12820-80 Материал Углеродистая сталь: CT20, Q235, ASTM A105, A181, A350 LF1, A350LF2,…Подробнее
ГОСТ 12821-80 ПН1.6 Фланцы встык приварные Масса с шипом 0,59-124,80 кг
ФланецEO предоставил ГОСТ 12821-80 PN1.6 Фланцы приварные встык. Часто задаваемые вопросы Q1. Предлагаете ли вы услуги OEM и можете ли вы производить продукцию по нашим чертежам? Да. Мы предлагаем обслуживание OEM. Мы принимаем индивидуальный дизайн, и у нас есть профессиональная команда дизайнеров, которая может разрабатывать продукты в соответствии с вашими требованиями. И мы можем разработать…
Подробнее
ГОСТ 12821-80 Фланцы встык приварные Ру2,5 Давление Ру 2,5 МПа
ФланецEO предоставил ГОСТ 12821-80 PN2.5 Фланцы с приварной шейкой.
Мы производим, экспортируем и поставляем фланцы, соответствующие национальным и международным стандартам качества, и производственная база, которая владеет оборудованием, соответствующим международному техническому уровню, и хорошо оснащена всем набором…Подробнее
ГОСТ 12821-80 ПН4.0 Фланцы встык приварные Масса с канавкой 0,67-342,20 кг
ФланцыEO с 2006 года поставляют кованые фланцы высочайшего качества для широкого спектра отраслей промышленности, особенно для судостроения. Наша команда специалистов с более чем 20-летним опытом работы в судостроительной отрасли поможет вам найти правильное решение для ваших индивидуальных фланцев. …
Подробнее
ГОСТ 12836-67 Фланцы заглушки ПН1.0 Рабочая среда Газойлепродукты
EO Flanges рада представить ГОСТ 12836-67 Фланцы заглушки PN1.0. Тип: Плоский приварной Фланец Стандарт: ГОСТ 12836-67 Материал: СТ20, Q235, 16Мн Давление: PN10, PN16, PN25, PN40 Размер: DN10-DN400 Покрытие: Нержавеющее масло, желтая краска, оцинковка.
Разница между заглушками и фланцами…Подробнее
ГОСТ 12836-67 Фланцы заглушки ПН1,6 для нефтегазопроводов
ФланцыEO могут предоставить заглушки ГОСТ 12836-67 PN1.6. ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Заглушки фланцевые применяются в нефте- и газопроводах, нефтеперерабатывающих заводах и водопроводах. Температура применения фланцевых заглушек зависит от марки стали, из которой они изготовлены, и колеблется в пределах от -70 до +650°С.
Подробнее
Температура применения ГОСТ 12836-67 Фланцы заглушки Ру2,5 -70…+530 °С
ФланцыEO могут предоставить заглушки ГОСТ 12836-67 PN2.5. ОБЩАЯ ИНФОРМАЦИЯ Отличие заглушек от фланцев заключается в том, что заглушки не имеют центрального отверстия. Они предназначены для перекрытия труб, когда нет необходимости в каком-либо патрубке. Заглушка глухого фланца…
Подробнее
Первый Предыдущий 12 Следующий Последний 1/2
Если вы ищете качественные фланцы ГОСТ по низкой цене, добро пожаловать на размещение заказов на трубные фланцы ГОСТ, стандартные фланцы ГОСТ, российские фланцы, фланцы ГОСТ 12821, фланцы ГОСТ 12820 с наши профессиональные производители и поставщики в Китае. Индивидуальное обслуживание также поддерживается нашей фабрикой.
Фланцы из титана/ никеля в соотв. ANSI/ JIS/ DIN/ ГОСТ/ JB
Титановые фланцы, которые мы поставляем
Типы титановых фланцев, которые мы можем производить: приварные встык, накидные, резьбовые, глухие, приварные внахлестку и внахлестку в соотв. ANSI, JIS, DIN, ГОСТ и JB.
Вместе с титаном мы также поставляем трубы, фитинги и различные виды запорной арматуры.
Кратчайшие сроки поставки, надежное качество и доступная цена. Это то, что мы гарантируем! Для получения подробной информации, пожалуйста, проверьте информацию ниже.
Фланцы с приварной шейкой отличаются от других типов длинной конической ступицей и пологим переходом толщины в области стыкового сварного шва, соединяющего их с трубой. Длинная коническая ступица обеспечивает важное усиление самого фланца с точки зрения прочности и устойчивости к выпуклости. Плавный переход от толщины полки к толщине стенки трубы под действием конуса чрезвычайно выгоден в условиях многократных изгибов, вызванных линейным расширением или другими переменными силами, и обеспечивает выносливость узлов приварных фланцев в горловину, эквивалентную прочности стыкового сварного соединения между трубы, что на практике то же самое, что и несварная труба. Таким образом, этот тип фланца предпочтителен для любых тяжелых условий эксплуатации, будь то высокое давление, отрицательная или повышенная температура, а также независимо от того, являются ли условия нагрузки практически постоянными или колеблются в широких пределах.
Соединение внахлестку Fl Углы используются на трубопроводах, оснащенных патрубками с соединением внахлест или внахлестку. Фланец с соединением внахлестку в сборе с патрубком обычно используется в системах, требующих частого демонтажа для осмотра и очистки, и где возможность поворота фланцев и выравнивания отверстий под болты значительно облегчает монтаж трубопроводов большого диаметра или необычайно жестких труб. Эти фланцы также используются в приложениях, где необходимо облегчить выравнивание болтов. Фланцы этого типа аналогичны накладным фланцам. Единственная разница заключается в том, что он имеет изогнутый радиус на отверстии и на торце, чтобы приспособить внахлестку заглушку. Они могут использоваться при любом давлении и доступны в полном диапазоне размеров. Эти фланцы с соединением внахлест скользят по трубе и не привариваются. В противном случае они прикреплены к нему. Здесь давление болтового соединения передается на прокладку за счет давления фланца на заднюю часть трубы внахлест.
Накидной фланец отверстие немного больше, чем внешний диаметр соответствующей трубы. Труба проскальзывает во фланец перед сваркой как внутри, так и снаружи, чтобы предотвратить утечку. Фланцы британского стандарта, изготовленные нами, соответствуют всем стандартам, таким как BS10 1962, таблица D, E, F, H IS 6392, таблица 5, 17, 26 IS 1538 в соскальзывать. Они изготавливаются с использованием мягкой стали как накладного, так и слепого типа. Наши качественные накидные фланцы идеально подходят для применений с более низким давлением. Их простота установки и сварки снижает затраты на изготовление. Наша профессиональная команда инженеров занимается созданием инновационных долговечных и высококачественных продуктов для удовлетворения потребностей наших клиентов.
B lind F ланцет используется для закрытия концов трубопроводных систем. Это своего рода круглая пластина без центральной фиксации, но со всеми необходимыми отверстиями для болтов. Этот глухой фланец доступен в различных размерах и материалах и используется для надежного закрытия концов труб, клапанов или патрубков оборудования. Этот фланец облегчает доступ к линии после ее герметизации. Глухой фланец иногда изготавливается на заказ или подвергается механической обработке, чтобы принять трубу номинального размера, к которой выполняется уменьшение. Это уменьшение может быть резьбовым уменьшением или сварным уменьшением.
СОЗДАЯ W ELDING F F LANGE F. LANGE FIPLIVE . Изготовление этого типа фланца аналогично изготовлению накладного фланца. Однако внутренний карман фланца под сварку враструб обеспечивает гладкое отверстие и лучший поток жидкости. При наличии внутреннего сварного шва статическая прочность этого фланца равна прочности накидного фланца, но усталостная прочность на 50% выше, чем у накладных фланцев с двойной сваркой. Условия гладкого отверстия в таком фланце могут быть легко достигнуты без необходимости снятия фаски с поверхности фланца и после сварки повторной обработки фланца приварного внахлест, как это требуется для накладных фланцев. По этой причине фланец с внутренней сваркой популярен в трубопроводах химических процессов. Контротверстие немного больше внешнего диаметра соответствующей трубы, что позволяет вставить трубу. В дно отверстия встроено ограничение, которое действует как плечо для опоры трубы и имеет такой же внутренний диаметр. соответствующей трубы. Поток не ограничен ни в каком направлении.
Фланцы с диафрагмой широко используются в сочетании с расходомерами для измерения расхода жидкостей и газов.