Полуавтоматическая сварка металлов: технология и нюансы процесса
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Область применения
Способ получил самое широкое распространение в сферах деятельности, где изготавливаются металлоконструкции. Это и сборочные цеха машиностроительных предприятий, и строительные площадки, и домашние мастерские. Он вполне пригоден для соединения как малоуглеродистых конструкционных, так и высоколегированных сталей, применим для ответственных конструкций из разных прокатных профилей в любых пространственных положениях. Одним словом, способ сварки полуавтоматом в среде защитных газов – универсален.
Одним словом, способ сварки полуавтоматом в среде защитных газов – универсален.
Единственным ограничением способа является необходимость при работе на открытых площадках укрывать рабочее место сварщика от ветра и сквозняков, чтобы обеспечить стабильную защиту зоны плавления.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Читайте также: Алюминиевые сплавы в РФ (деформируемые = под мехобработку). Подробная классификация, физические свойства, коррозионные свойства, механические свойства, круглый и профильный алюминиевый прокат, плоский
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Сварочный полуавтомат
Металлообработка в защитных газах осуществима под контролем полуавтоматического механизма. Последний считают отдельным аппаратом и одновременно целым комплексом механизмов. Речь идет о газовых баллонах.
Последний считают отдельным аппаратом и одновременно целым комплексом механизмов. Речь идет о газовых баллонах.
Работа обычно проходит или на посте, на станке или без поста. Обычный полуавтомат для работы в среде защитного азота выглядит так: конструкция из источника электричества, устройства для подачи провода, светоча, кабеля, аппарата охлаждения, системы газоснабжения и других конструкций.
Назначение сварочного аппарата отличается зависимо от вида рабочего газа. MAG сварка использует активный азот, а MIG – пассивный. Первый тип сварки не может использовать газ второго типа, и наоборот.
Чтобы не думать – купите универсальный аппарат, способный работать с двумя видами газа. Вы увеличите свои возможности в сварочном деле.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Особенности технологии
Технология полуавтоматической сварки в среде углекислого газа сопровождается сложными химическими реакциями. Принцип процесса состоит в следующем — в область сварной ванны из баллона подается углекислый газ, который разделяется на угарный газ и кислород. Данный процесс осуществляется под влияние повышенной температуры, которая исходит от электрической дуги.
Важно! Угарный газ отлично подходит для защиты металлических поверхностей от окисления, но смесь из углекислого газа и кислорода вызывает выгорание легированных добавок и углерода из свариваемых элементов. Это в итоге может привести к ухудшению качества шва, образованию большого количества пор.
По этой причине для нейтрализации углекислоты применяется присадочная проволока. В среде газов обычно применяется присадочный материал из кремния и марганца.
По сравнению с другими методами сваривания сварка ТИГ углекислым газом обладает следующими характерными особенностями:
- Данная разновидность сваривания элементов из металла производится на токах с обратной полярностью. Это позволяет получить более стабильную дугу, предотвращает деформирования.
- Благодаря тому, что во время сварочного процесса применяется специальный электрод, происходит снижение эффекта разбрызгивания расходного материала. За счет этого снижаются непроизводительные затраты.
- Во время наплавки металла можно применять прямую полярность тока. Это повышает производительность и эффективность полуавтоматического сварочного процесса почти в 1,6-1,8 раза.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Используемое оборудование
Сварочный пост для полуавтоматической сварки в среде защитных газов содержит:
- Источник тока.
- Механизм подачи проволоки.
- Газобаллонную аппаратуру:
- баллоны с углекислотой, подсоединённые через газовый коллектор;
- редуктор для регулировки расхода газа;
- ротаметр для измерения расхода;
- дополнительно: смеситель, подогреватель, осушитель;
- соединительные газовые шланги.

- Приточно-вытяжную вентиляцию.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе.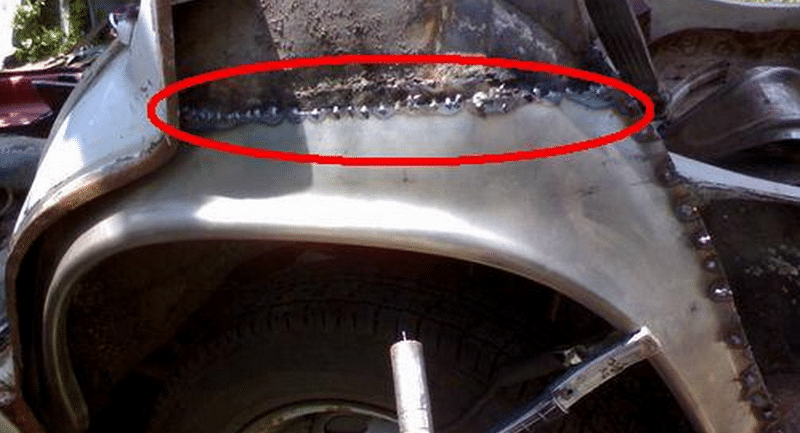 Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Преимущества и недостатки
Полуавтоматическая сварка в углекислом газе имеет главное преимущество — отличное контролирование сварочного процесса. За счет применения защитного газа оператор может отлично видеть горение дуги, он наблюдает за полной технологией варки металлических элементов.
Сварка полуавтоматом в среде углекислого газа имеет другие немаловажные положительные качества:
- полноценное применение энергии электрической дуги, которая обеспечивает отличную скорость варочного процесса;
- сварные швы имеют высокое качество, хорошую прочность;
- возможность производить сваривание в разных пространственных положениях;
- сниженное потребление сварщиком газа при сварке полуавтоматом;
- сжиженный углекислый газ обладает низкой стоимостью;
- при помощи этого вида сварочной технологии можно производить соединение металлических деталей с любой толщиной;
- сварочные работы могут с легкостью выполняться на весу;
- наблюдается высокая производительность труда;
- при проведении сварочного процесса практически отсутствует повреждение металлических элементов;
- полуавтоматическая сварка может применяться при проведении ремонта конструкций разных размеров;
- нет необходимости постоянно подавать и отводить флюс.

Но сварочный процесс в углекислой среде имеет несколько отрицательных особенностей:
- подаваемые углекислотные смеси имеют низкое качество;
- по сравнению с процессом, при котором применяются аргоновые смеси, качество швов получается слабее;
- не подходит для работы со всеми видами металла;
- после применения углекислоты могут возникать сложности в очищении используемого оборудования;
- если будут выставлены неправильные параметры сварки, то может проявляться серьезное изнашивание комплектующих элементов аппаратуры.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.

Какие газы используются
Технология полуавтоматической сварки в среде защитных газов выполняется с использованием определенных видов газов, которые позволяют получить прочный и правильный шов. Кроме этого они защищают от проникновения в металл воздуха.
Все газы условно разделяют на два вида — инертные и химически активные. Каждый вид обладает некоторыми важными особенностями, которые требуется учитывать при сваривании.
К инертным видам относятся известные газы — гелий, аргон, а также их сочетание. При проведении сварочного процесса они производит усиленное вытеснение воздуха, предотвращают его попадание в область шва. При этом они не вступают в реакции с металлом и растворяются в нем. Этот процесс обозначается, как MIG.
Инертные виды газов используют для сваривания следующих металлов:
- Алюминия;
- Магния;
- Титана;
- Чугуна;
- Сплавов.
Проведение полуавтоматической сварки неплавящимся электродом в защитных газах отлично подходит для соединения тугоплавких сталей, химически активных металлов и для создания соединения с высокой ответственностью. Данный вид сваривания часто используется в области промышленности при создании конструкций повышенного значения.
Сварочный процесс, при котором применяются активные виды газов, называется MAG. Во время сваривания используются такие активные газы — углекислота, азот, водород, кислород. Особой популярностью пользуется углекислота, потому что она обладает невысокой стоимостью.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить. Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Общие данные
Полуавтоматическая обработка металла в среде защитных газов – это несложная технология, с которой справится даже новичок. Обычно используют расплавленную проволоку и защитный газ.
Обычно используют расплавленную проволоку и защитный газ.
В качестве последнего применяют углекислый газ, аргон или другой азот. На полуавтомате при этом устанавливают импульсный либо статичный ток.
В процессе происходит плавление конструкции и провода. Соединение этих элементов использовано для того, чтобы получился один шов.
Главное назначение газа, которое необходимо при работе – это защита от появления дефектов. Поговорим о среде работы этой сварочной технологии.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Какое оборудование применяется
Во время сварки в среде защитных газов обязательно используется сварочный аппарат полуавтомат с газом или инвертор. У него имеется широкая регулировка показателя сварочного тока. Именно это сильно облегчает его использование и сам сварочный процесс.
Этот прибор имеет удобное устройство, которое позволяет подавать сварочную проволоку и газовую систему с баллонами, шлангами и понижающими редукторами. Обычно полуавтоматическая сварка проволокой в защитных газах производится с использованием постоянного или импульсного высокочастотного тока.
К основным параметрам оборудования для сварки относятся:
- Показатель тока, который при желании можно менять;
- Степень напряжения, которое требуется для зажигания и стабильного горения дуги;
- Скорость подачи проволоки;
- Размер толщины проволоки.
Прибор, который используется для осуществления полуавтоматической сварки, имеет разные режимы. Их можно самостоятельно изменять в зависимости от вида используемого металла, от размера и толщины сварного шва, от объема работ.
Полуавтоматическая сварка, которая выполняется в среде защитных газов, обладает важными нюансами, от которых зависит прочность и качество сварных швов. Перед ее проведением стоит внимательно изучить особенности и главные правила. Стоит рассмотреть виды газов и их использование, главные параметры оборудования. Все это может повлиять на итоговое качество работы.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
 Это возможно, когда проволоку держат прямо или под маленьким углом.
Это возможно, когда проволоку держат прямо или под маленьким углом.Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.

С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Еще по этой теме на нашем сайте:
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье….
- Сварочные маски Хамелеон Ресанта — отзывы пользователей Без маски сварщика сваривать длительное время различные конструкции практически невозможно, так что этот защитный элемент обязательно должен присутствовать в арсенале специалиста….
- Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190 «Ресанта» — это бренд известного в СНГ латвийского производителя электротехнических изделий. Первыми приборами, выпущенными предприятием в 1993 году, были стабилизаторы напряжения. Поначалу производителю хватало мощности…
- Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа Сварка полуавтоматом – процесс технически более сложный, чем обычный контактный. Почему так популярна полуавтоматическая сварка — цена на полуавтоматы гораздо выше обычных? Технология получила широкую…
 Поначалу производителю хватало мощности…
Поначалу производителю хватало мощности…Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.

Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Видео для начинающих — как варить полуавтоматом. Как варить полуавтоматом с углекислотой
Содержание
Сварочная проволока заключена в катушки и может отличаться по размеру. Устройство подачи проволоки содержит роликовый механизм. Цилиндр имеет пазы для проволоки разного диаметра. Роль электродвигателя заключается во вращении. Регулировка напряжения провода осуществляется вручную.
Технология сварки полуавтоматом для новичков: первый опыт
Для сварки металла может использоваться лазерный луч, пламя факела или создание, но одним из самых простых и компактных вариантов для этого вида работ является полуавтомат.
Таким образом, чтобы обеспечить максимально возможную гладкость металла шва и защитить его от окисления, сварку металлов лучше всего выполнять в защитном газе.
Для новичков ручная полуавтоматическая сварка представляет сложность только в первые несколько минут. Чтобы процесс обучения проходил как можно быстрее, следует заранее изучить основные правила обращения с такими устройствами.
Сварочный полуавтомат: принцип работы
Избегайте глушения аппарата при использовании полуавтоматического сварочного аппарата. Вы также должны быть ознакомлены с инструкциями по технике безопасности и правилами эксплуатации машины, чтобы избежать травм.
Сварочный полуавтомат состоит из
- Корпус, в котором размещен мощный трансформатор
- Трубы для подачи электроэнергии и газа к пламени
- Кабели для подключения к заземлению и источнику питания, а также
- Кабельные фидеры.
Для сварки полуавтоматическими сварочными аппаратами также требуется специальная сварочная проволока и баллоны с углекислым газом.
Полуавтомат запускается следующим образом
- Сварочный ток подается в горелку одновременно с защитным газом.
- Сварочная проволока используется в качестве электрода в горелке и приводится в движение автоматически с помощью специального механизма.
- Между деталью и проволокой возникает электрическая дуга, расплавляющая металл в защитном газе и создающая шов без окислов и хорошего качества.

Основные правила безопасности для сварочных полуавтоматов следующие
- Корпус сварочного аппарата должен быть заземлен.
- Не используйте машину, даже если механические или другие повреждения незначительны или отсутствуют.
- Отключите электропитание и отсоедините газовую защиту, если работа прервана на некоторое время.
- Не работайте вблизи легковоспламеняющихся или взрывоопасных материалов.
- Во время работы надевайте защитную маску и перчатки.
После понимания основных принципов работы полуавтомата можно приступать к собственно работе.
Сварка полуавтоматом: первый опыт
Для приобретения практического опыта агентам электрокаита рекомендуется начинать сначала с металлолома, а затем выполнять наиболее ответственные и сложные задания.
К практической работе нужно быть готовым.
Первое, что необходимо сделать, это отрегулировать электрослизь. Правильно отрегулированная интенсивность мощности позволяет получить идеально прямые сварные швы без трещин.
Перед началом работы важно ознакомиться с руководством по эксплуатации, так как этот параметр зависит от толщины свариваемого металла. Здесь должна быть указана мощность — рекомендуемый ток для толщины свариваемого аксессуара.
Также важно выбрать правильную скорость сварочной проволоки, которая регулируется механизмом.
Оптимальный диаметр проволоки для сварки — 0,8 мм, но при работе с очень тонкими металлами можно ставить электроды 0,6 мм, чтобы металл плавился при меньшем токе без гашения дуги.
По возможности рекомендуется приобретать итальянскую проволоку для сварки на полуавтоматах. Соответствующая импортная продукция отличается высоким качеством, но имеет многократную стоимость.
Несмотря на более высокую стоимость, они подходят для новичков, так как они с большей вероятностью смогут добиться желаемых результатов, даже если у них нет опыта обращения со сварочными аппаратами.
 com/embed/FGWa8QOLnRg?start=20&feature=oembed»>
com/embed/FGWa8QOLnRg?start=20&feature=oembed»> Баллоны с редукционными клапанами
Экранирующий газ используется для защиты мест склеивания от кислорода. Самым дешевым способом применения защитного газа является приобретение баллона с углекислым газом и редукционным клапаном.
Для контроля давления газа необходимо установить редукционный клапан с манометром. Рабочее давление приблизительно 0,2 бар является достаточным для надлежащего соединения металлов под защитным газом.
Защитные маски.
Для защиты зрения сварка на полуавтоматах должна выполняться только в защитной маске. Хамелеоны. Современные изделия имеют в своей конструкции специальные регулировки, благодаря которым защитный механизм может быть настроен на обеспечение высококачественной защиты только во время горения дуги.
Когда плазменное пламя гаснет, окно маски становится достаточно прозрачным, что позволяет продолжать работу без необходимости снимать защитное устройство. Такие сварочные маски особенно полезны для новичков. В старых моделях защитное стекло сильно затемнено, что делает процесс сварки очень неудобным из-за плохой видимости сварного шва после гашения дуги.
В старых моделях защитное стекло сильно затемнено, что делает процесс сварки очень неудобным из-за плохой видимости сварного шва после гашения дуги.
Если используется защитный газ, баллон должен быть заполнен им. Обо всех подробностях этого процесса читайте в статье «Углекислый газ: где заправлять — не праздный вопрос».
Подготовка сварочного аппарата — проволока и газ
В сварочных полуавтоматах в качестве электродов используются специальные сварочные проволоки. Диаметр варьируется от 0,6 мм до 1,2 мм. Наиболее распространенная проволока — 0,8 мм. Подразумевается, что перед работой необходимо зарядить катушку проволоки машины, вытянуть выход горелки и отрегулировать давление проволоки с помощью ролика подачи проволоки. Материал проволоки должен как можно точнее соответствовать материалу соединяемых деталей.
Перед установкой конца кабеля убедитесь, что он подходит для используемого кабеля. Это означает, что для проволоки 0,8 мм необходимо использовать один конец с номинальным значением 0,8.
Сварка полуавтоматами без газа не рекомендуется. Исключением из этого правила могут считаться машины, использующие специальные провода с проточными сердечниками. Когда горит дуга, поток в электродной проволоке создает облако газа, которое защищает сварочную ванну от кислорода и, таким образом, от образования оксида.
Обычные полуавтоматы используют инертные или активные газы в баллоне для защиты сварного шва от окислов. Это может быть двуокись углерода CO2 или смесь двуокиси углерода и неочищенного CO2+Ar; первый дешевле, широко доступен и является функциональным выбором для сварки стали, но рассеивание металла очень высокое. Смесь аргона (82%) и углекислого газа (18%) дает более стабильную дугу и уменьшает разбрызгивание.
Перед работой подсоедините газовый баллон к концу машины и установите рабочее давление.
Предварительные регулировки и действия
Самые дешевые сварочные полуавтоматы имеют только две регулировки на панели — значение рабочего напряжения и скорость подачи проволоки. Поскольку скорость подачи и сила сварочного тока взаимосвязаны, скорость подачи сварочной проволоки часто обозначается буквой A, то есть в амперах. Кроме того, полуавтоматические машины могут быть оснащены переключателем подачи проволоки второго порядка (высокая и низкая скорость подачи проволоки).
Поскольку скорость подачи и сила сварочного тока взаимосвязаны, скорость подачи сварочной проволоки часто обозначается буквой A, то есть в амперах. Кроме того, полуавтоматические машины могут быть оснащены переключателем подачи проволоки второго порядка (высокая и низкая скорость подачи проволоки).
В машинах, которые можно считать более совершенными, также имеется регулятор индуктивности. Регулируя этот параметр, можно изменить букву ARC. ‘Холодная’ дуга (низкая индуктивность) — более узкие сварные швы и более глубокое проплавление металла. При «горячей» дуге (высокая индуктивность) валик шва получается более широким и гладким, а металл плавится на меньшую глубину.
Для правильной настройки параметров аппарата в зависимости от толщины и свойств материала, диаметра используемой проволоки и других характеристик необходимо использовать таблицы, приведенные в сопроводительной документации к сварочному полуавтомату.
Угол между соплом и заготовкой предпочтительно должен составлять примерно 60°, а расстояние между концом сопла и поверхностью — 8-20 мм. Перед началом нового участка сварки необходимо сжевать бусину, образующуюся на конце проволоки (ток будет работать слабо и затруднит зажигание дуги).
Перед началом нового участка сварки необходимо сжевать бусину, образующуюся на конце проволоки (ток будет работать слабо и затруднит зажигание дуги).
Перед обработкой кромка поверхности заготовки дополнительно обрабатывается шлифовальной машиной с очисткой от грязи, следов коррозии и старой краски, чтобы лучше «принять» металл. На некоторых участках значительной толщины снимаются специальные фаски.
Регулировки в процессе сварки
После начала работы регулировки изменяются в соответствии с операцией ARC и тем, какой тестовый сварной шов получен. При сварке может быть слышен отчетливый щелкающий звук. Это означает, что напряжение слишком высокое, а подача проволоки слишком медленная. Если проволока не успевает расплавиться, значит, подача проволоки слишком быстрая. При тренировке и создании пробного сварного шва отрегулируйте параметры, чтобы получить высококачественный шов и облегчить работу. Как можно понять из видео, сварка полуавтоматом для начинающих не так уж и сложна. При наличии небольших технических навыков и внимательности каждый может научиться сваривать полуавтоматом.
При наличии небольших технических навыков и внимательности каждый может научиться сваривать полуавтоматом.
Если вам необходимо создать вертикальные швы, помните, что швы из тонкого металла (до 3 мм) следует сваривать сверху, а из более толстого металла менее 3 мм — снизу. Тонкий металлический лист сваривается в точках, чтобы избежать деформации из-за перегрева. Это позволяет сохранить геометрию деталей и элементов.
Как варить углекислотной сваркой
Сварку в углекислом газе можно назвать самой распространенной разновидностью сварки под флюсом. Она выполняется практически повсеместно при ремонтных или монтажных работах. Если она настолько популярна, полезно знать, как сделать и варить углекислотной сваркой и какое оборудование для этого нужно?
Применение углекислотной сварки
Углекислотная сварка характеризуется простотой, доступностью и небольшим расходом материалов.
- в машиностроении;
- при производстве котлов;
- в судостроении;
- при ремонте литых изделий;
- при строительстве трубопроводов.
Такой вид работы с металлами часто применяется для ремонта деталей кузова автомобилей.
Углекислотная сварка в автомобилестроении
Знаменитая Эйфелева башня состоит из 18 038 элементов, соединенных с помощью электросварки. Ее общий вес – 9 441 т, а высота – 324 м.
Преимущества углекислотной сварки
- Хорошее качество и механические свойства швов даже при недостаточно тщательно очищенных поверхностях свариваемых изделий.
- Высокая производительность сварки.
- Отсутствие необходимости последующей очистки сварных швов.
- Низкая стоимость углекислоты.
- Небольшая зона нагрева, вследствие чего отсутствуют значительные тепловые деформации металла.

Сравнение с другими видами сварки
Сварка полуавтоматами с помощью углекислоты имеет ряд отличий от газовой сварки:
- в четыре раза уменьшена зона термического влияния;
- механизирован процесс подачи сварочной проволоки;
- скорость сварки тонколистовой стали увеличена в пять раз;
- снижено количество выделений вредных газов.
Ряд преимуществ имеется и перед ручной дуговой сваркой:
- углекислота обеспечивает хорошую защиту расплавленного металла от вредного воздействия воздуха;
- в четыре раза увеличивается производительность процесса;
- работа с углекислотной сваркой возможна в любых пространственных положениях;
- техника выполнения сварки проста для освоения.
С помощью углекислотной сварки можно работать с металлами толщиной до 30 мм. При использовании в стационарных условиях с ней не может сравниться ни один другой вид сварки. Она идеально подходит для изготовления изделий, в которых присутствует большое количество швов небольшой длины: ворот, заборов, высоковольтных электроопор, решеток, дверей, автомобилей, сельскохозяйственной техники, железнодорожных вагонов и много другого. Пример такого устройства – полуавтомат BRIMA MIGSTAR 210
При использовании в стационарных условиях с ней не может сравниться ни один другой вид сварки. Она идеально подходит для изготовления изделий, в которых присутствует большое количество швов небольшой длины: ворот, заборов, высоковольтных электроопор, решеток, дверей, автомобилей, сельскохозяйственной техники, железнодорожных вагонов и много другого. Пример такого устройства – полуавтомат BRIMA MIGSTAR 210.
Процесс сварки в углекислоте
Задача углекислого газа – нейтрализовать негативное влияние кислорода из окружающего воздуха на металлы шва, в результате которого образуются пористые и хрупкие оксиды. Под влиянием высокой температуры дуги углекислота частично распадается на кислород и окись углерода. Этот процесс активнее идет в центральной части дуги и менее заметен возле сварочной ванны.
В итоге в сварке участвует смесь из трех газов. Все они защищают металл от воздействия воздуха, но одновременно и окисляют его. В первую очередь воздействию поддаются элементы, имеющие наибольшее химическое сродство к кислороду: кремний и марганец. Чтобы этого не происходило, в сварочную проволоку вводится избыточное количество этих металлов. В итоге сохраняются защитные свойства углекислоты по отношению к атмосферному воздуху и нейтрализуются окислительные реакции металлов.
Чтобы этого не происходило, в сварочную проволоку вводится избыточное количество этих металлов. В итоге сохраняются защитные свойства углекислоты по отношению к атмосферному воздуху и нейтрализуются окислительные реакции металлов.
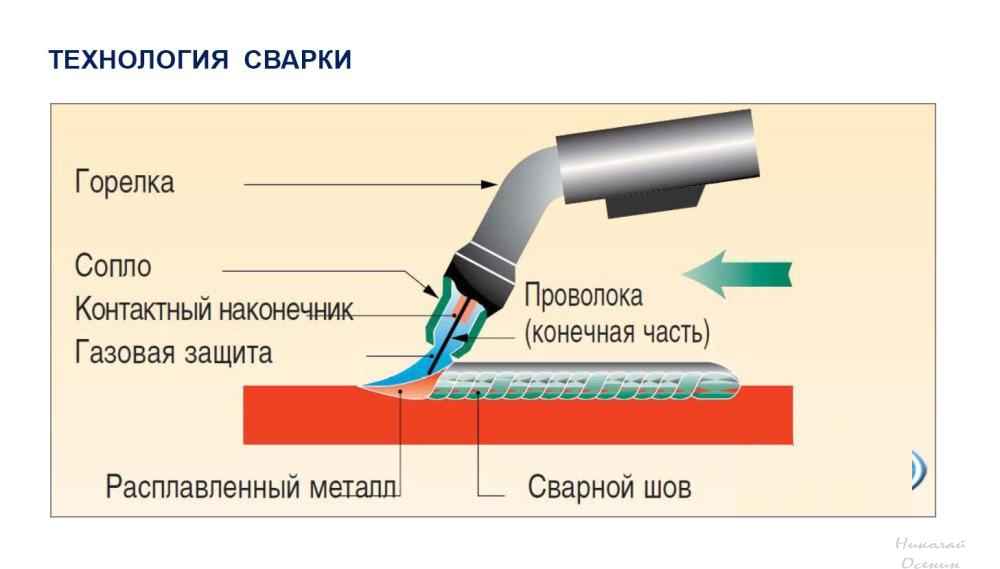
Схема процесса сварки в углекислом газе
Сварочное оборудование и материалы
Вкратце полуавтоматическая сварка в углекислом газе происходит следующим образом. Сварочная проволока проходит через газовое сопло. На нее и свариваемое изделие подается заряд разной полярности. В результате при небольшом расстоянии между ними возникает дуга. Сохранение ее постоянной длины обеспечивает автоматическая подача сварочной проволоки.
В комплект сварочного оборудования входит непосредственно сварочный аппарат, источник питания и баллон с защитным газом. Основными материалами для полуавтоматической сварки являются сварочная проволока и сжиженная углекислота. Защитный газ бесцветен и нетоксичен
Углекислотные баллоны для сварки вмещают 40 л газа под давлением 60-70 кг/см2. Этого достаточно для работы в течение 15-20 ч. При этом следует контролировать, чтобы давление в баллоне не опустилось ниже 4 кг/см2. При таких условиях в углекислом газе содержится много влаги, что приводит к повышенному разбрызгиванию металла. Расход углекислоты контролируется с помощью редуктора. Он понижает выходное давление до 0,5 кг/см2 и обеспечивает оптимальный расход.
Этого достаточно для работы в течение 15-20 ч. При этом следует контролировать, чтобы давление в баллоне не опустилось ниже 4 кг/см2. При таких условиях в углекислом газе содержится много влаги, что приводит к повышенному разбрызгиванию металла. Расход углекислоты контролируется с помощью редуктора. Он понижает выходное давление до 0,5 кг/см2 и обеспечивает оптимальный расход.
В процессе работы следует не забывать о вылете проволоки: это расстояние от ее конца до сопла. Оно должно находиться в пределах 15-25 мм. Дополнительные рекомендации по режимам работы и особенностям эксплуатации оборудования содержатся в инструкциях по эксплуатации. При их соблюдении углекислотная сварка будет надежным помощником при проведении монтажных или ремонтных работ.
технология, правильная настройка и инструкция для начинающих
Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
- Полуавтоматическая сварка и её разновидности
- Технология сварки
- Процесс сваривания в середине защитного газа
- Как сваривать алюминий
- Сваривание без использования инертного газа
- Базовые правила сварочного процесса
Таким аппаратом возможно сварить любые металлы с разной толщиной. Поэтому чаще всего полуавтоматическую и автоматическую сварки можно встретить в промышленности. Если сравнивать этот тип сваривания с обычной электродуговой сваркой, то коэффициент полезного действия автоматов намного выше. Сварка полуавтоматом для начинающих включает в себя изучение теоретического и практического аспектов, а они очень тесно связаны друг с другом.
Полуавтоматическая сварка и её разновидности
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.

Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки
Рассмотрим подробно варианты сваривания при помощи полуавтомата. Процесс соединения металлов автоматом бывает двух видов — сварка внутри защитного газа, а также с помощью проволоки с порошком (флюса).
Процесс сваривания в середине защитного газа
Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Три вида сваривания полуавтоматом:
- Без отрыва от тела металла. Шов непрерывным слоем наносится от начала до намеченного конца.
- Точечная сварка. Детали соединяются сварочными точками, через заданные промежутки, по всей длине свариваемой поверхности.
- Сварка коротким замыканием. В основном такой тип сваривания автоматический, а применяют его к тонкому листовому металлу. Процесс происходит от электрических импульсов, которые генерирует аппарат. Замыкание плавит металл и превращает его в каплю, которая соединяет детали между собой.

Полуавтоматная сварка с применением углекислоты чаще всего проходит в режиме переменного тока. Приступая к работе, необходимо произвести настройку полуавтомата для сварки. Параметры регулируются в зависимости от типа металла. От текущих настроек аппарата зависит расход применяемого газа. В отличие от углекислоты, проволоки уходит неизменно — средний расход 4 см в секунду. С точными настройками и расходом материала можно ознакомиться в паспорте аппарата, где по ГОСТу указаны нормы для каждой из разновидностей металла.
Оборудование настроено и готово к работе, детали зачищены, теперь можно приступать непосредственно к сварочному процессу. Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Необходимо выдержать нужный зазор между деталями, которые подвергаются свариванию. По технологии это выглядит следующим образом: при толщине детали до 10 мм зазор не должен превышать миллиметр, но если свариваемые тела толще одного сантиметра, то зазор будет составлять 10% от их толщины. Хорошо сваривать детали в лежачем положении и на прокладке из железа, которая размещена снизу вплотную к основному металлу.
Как сваривать алюминий
Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
В случае сваривания алюминия для работы применяется специальная подложка — это предотвращает его растекание. На сварочный процесс воздействует постоянный ток обратной полярности — на деталь крепится катод, а горелка играет роль анода. Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Сваривание без использования инертного газа
Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Под воздействием высокой температуры плавления, порошок создаёт облако из газа, которое обеспечивает защитой сварочную ванну от окисления. А кран на баллоне с инертным газом в это время перекрыт. Основное преимущество порошковой проволоки заключается в возможности провести сварочный процесс даже при сильном ветре. А в случае с подачей газа из баллона ветер будет помехой.
Но есть случаи, когда не рекомендуется применение порошковой проволоки: тонкий листовой металл и среднеуглеродистая сталь. Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Базовые правила сварочного процесса
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.

Сварка полуавтоматом в среде углекислого газа для начинающих. Как варить полуавтоматом с углекислотой
Автор Мастер М На чтение 12 мин Просмотров 37 Опубликовано
Содержание
- Технология сварки полуавтоматом для новичков: первый опыт
- Сварочный полуавтомат: принцип работы
- Сварка полуавтоматом: первый опыт
- Баллон с редуктором
- Защитная маска
- Описание процесса
- Какие материалы следует использовать в работе
- Сила тока и напряжение
- Особенности и режимы данного вида соединений
- Характеристика углекислотной сварки
- Технология сварки СО2
- Технология процесса
- Преимущества
Используя защитный газ при полуавтоматической сварке, можно сваривать алюминиевые детали таким способом.
 Сварка алюминия — сложный процесс даже для опытных сварщиков, а для начинающих сварщиков он может быть еще сложнее.
Сварка алюминия — сложный процесс даже для опытных сварщиков, а для начинающих сварщиков он может быть еще сложнее.Технология сварки полуавтоматом для новичков: первый опыт
Сварка металла может осуществляться с помощью лазерного луча, пламени факела или существа, но одним из самых простых и компактных вариантов устройства для выполнения этого вида работ является полуавтомат.
Таким образом, чтобы обеспечить максимально возможную гладкость металла шва и защитить его от окисления, сварку металлов лучше всего выполнять в защитном газе.
Для новичков ручная полуавтоматическая сварка представляет сложность только в первые несколько минут. Чтобы процесс обучения проходил как можно быстрее, следует заранее изучить основные правила обращения с такими устройствами.
Сварочный полуавтомат: принцип работы
Чтобы не загубить аппарат при использовании полуавтоматического сварочного аппарата. Вы также должны быть ознакомлены с инструкциями по технике безопасности и правилами эксплуатации машины, чтобы избежать травм.
Сварочный полуавтомат состоит из
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Полуавтоматическая сварка также требует приобретения шпули со специальной сварочной проволокой и баллона с углекислым газом.
Сварочный полуавтомат начинается с
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основными правилами безопасности при работе со сварочными полуавтоматами являются
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.

После понимания основных принципов работы сварочных полуавтоматов можно приступать к практической работе.
Сварка полуавтоматом: первый опыт
Для приобретения практического опыта рекомендуется начать с небольшого количества металлолома, прежде чем приступать к самым сложным задачам, требующим высокого уровня подготовки.
К практической работе нужно быть готовым.
Первое, что необходимо сделать, это отрегулировать электрослизь. Правильно отрегулированная интенсивность мощности позволяет получить идеально прямые сварные швы без трещин.
Перед началом работы важно ознакомиться с руководством по эксплуатации, так как этот параметр зависит от толщины свариваемого металла. Здесь должна быть указана мощность — рекомендуемый ток для толщины свариваемого аксессуара.
Вы также должны выбрать правильный источник питания провода, который управляется механизмом.
Оптимальный диаметр проволоки для сварки составляет 0,8 мм, но для очень тонких металлов электрод может быть отрегулирован до 0,6 мм, позволяя металлу уменьшаться по мере уменьшения электрода без амортизации ARC.
По возможности рекомендуется приобретать итальянскую проволоку для сварки в полуавтоматах. Соответствующая импортная продукция отличается высоким качеством, но имеет многократную стоимость.
Несмотря на высокую стоимость, такие электроды подходят для начинающих. Это объясняется тем, что так легче добиться желаемого результата даже при небольшом опыте работы с электроскопическими аппаратами или его отсутствии.
Баллон с редуктором
Защитный газ используется для защиты точки кислородной сварки. Самый дешевый способ использования защитного газа — купить баллон с углекислым газом и редуктором давления.
Контроль давления газа должен быть установлен с редуктором давления. Для контроля давления подачи газа, достаточного для сварки металла защитного газа на уровне около 0,2 бар, необходимо установить редуктор давления и манометр.
Защитная маска
Чтобы защитить зрение, выполняйте сварку только полуавтоматическими сварочными аппаратами в защитной маске. Хамелеоны. Современные изделия имеют специальную конструкцию, позволяющую регулировать защитный механизм таким образом, чтобы адекватная защита обеспечивалась только при сгорании лука.
Хамелеоны. Современные изделия имеют специальную конструкцию, позволяющую регулировать защитный механизм таким образом, чтобы адекватная защита обеспечивалась только при сгорании лука.
Когда плазменное пламя гаснет, стекло маски становится достаточно прозрачным, чтобы продолжать работу без необходимости снимать защитное устройство. Такие сварочные маски особенно полезны для новичков. В старых моделях защитное стекло было настолько закрыто, что процесс сварки становился очень неудобным из-за плохой видимости сварного шва после устранения ARC.
Особенностью полуавтоматической сварки является автоматическая подача присадочного материала — сварочной проволоки. В следующих разделах объясняется, как правильно сваривать полуавтоматы в углекислом газе и почему использование защитного газа улучшает качество сварного шва.
Описание процесса
Сварочные полуавтоматы предназначены для соединения металлических конструкций в промышленном производстве. Основная цель — обеспечить непрерывную подачу проволоки в зону активного носа и позволить оператору перемещать пламя вдоль стыка заготовки. Скорость подачи проволоки регулируется вручную.
Основная цель — обеспечить непрерывную подачу проволоки в зону активного носа и позволить оператору перемещать пламя вдоль стыка заготовки. Скорость подачи проволоки регулируется вручную.
В зависимости от степени защиты зоны сварки от воздействия окружающей среды различают аппараты с полуавтоматическими двигателями с проточным сердечником, газовым сердечником и специальной проточной проволокой. В первом случае поток включается в провод и редко используется в самодельных устройствах из-за своей высокой стоимости. Газовая сварка является наиболее распространенной, и использование проволоки с проточным сердечником обычно сочетается с использованием газовой защиты.
Это оборудование используется в промышленности для сварки конструкций с тонкими стенками. кузова автомобилей, а сварка полуавтоматами — чистая и малозаметная.
Какие материалы следует использовать в работе
Расходные электроды представляют собой проволоку диаметром в диапазоне 0,5-3,0 мм и напрямую зависят от толщины свариваемой конструкции. Чем меньше диаметр, тем больше свариваемая деталь, тем больше сила тока. Это примерно 100 ампер на каждый дополнительный миллиметр.
Чем меньше диаметр, тем больше свариваемая деталь, тем больше сила тока. Это примерно 100 ампер на каждый дополнительный миллиметр.
Защитный газ в баллоне используется в чистом или смешанном виде — в зависимости от процесса сварки и типа свариваемого металла. Медленка чаще всего используется в промышленности в чистом виде, так как занимает первое место по стоимости.
Сила тока и напряжение
Поставляемая мощность зависит от КПД, а регулировка тока основана на размере диаметра используемой электродной проволоки с учетом толщины детали. Чем выше сила тока, тем глубже провар. Скорость проволоки оказывает значительное влияние на общий процесс сварки.
Напряжение напрямую связано с током и может быть отрегулировано путем изменения холостого хода источника питания. При увеличении напряжения ухудшается газовая защита, а целостность и однородность сварного шва снижается, так как увеличивается дисперсия металла. Глубина сварки также уменьшается, и практика показывает, что в полуавтоматических процессах обработки деталей используются более высокие и более низкие напряжения.
Для серийного производства используются стационарные двигатели. Портативные полуавтоматические агрегаты более удобны для работы дома и в полевых условиях. Переносные устройства перемещаются на колесную раму.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в углекислом газе идеально подходит для начинающих. Главной особенностью этого метода является использование непрерывного реверсивного тока. Это позволяет поддерживать лук. С другой стороны, использование немедленной полярности увеличивает риск потери дуги и отрицательно сказывается на качестве сварного шва.
Работая с обратной полярностью, можно избежать повреждения электрода. Если металл поверхностный, предпочтительнее использовать прямую полярность, тогда выход в 1,5-2 раза выше.
Функция сварки, определяемая настройками машины, зависит от ряда факторов. Рассмотрите таблицу с возможными настройками в зависимости от толщины свариваемого металла.
Данные таблицы показывают, что напряжение дуги напрямую зависит от диаметра проволоки и толщины металла. По мере увеличения сварочного тока глубина проплавления увеличивается. Это необходимо при работе с более толстыми металлами. Источник питания электродной проволоки должен быть отрегулирован в зависимости от пламени дуги, чтобы не потерять качество сварного шва.
Характеристика углекислотной сварки
Диоксид углерода не имеет вкуса, запаха и цвета. В умеренных количествах он не опасен для здоровья и жизни и не взрывоопасен. Его плотность составляет 1,98 кг/м3. Это означает, что он намного тяжелее воздуха (плотность 1,2 кг/м3).
Он продается в 10-, 20- или 40-литровых железных контейнерах с жидкостью и давлением. Перед сваркой баллон необходимо подержать некоторое время в вертикальном положении, чтобы влага из него вытекла. Затем газ направляется в зону сварки. Контроллер с регулятором управляет давлением и расходом газа.
Важно: Перед покупкой газового баллона необходимо убедиться, что его можно переопределить.
Сварка в углекислом газе может выполняться на различных типах сварочного оборудования.
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2.Инвертор является источником энергии для сварочной дуги. Это машина, способная создавать и поддерживать лук путем преобразования электроэнергии от 220 В в непрерывный ток. Более подробную информацию о работе и преимуществах инверторов можно найти здесь.
Технология сварки СО2
Когда все готово и настроено на полуавтоматическую сварку с использованием газа, можно начинать. Металлические детали, подлежащие сварке, должны быть сначала подготовлены. Подготовка — это ключ к хорошей сварке. Чтобы обеспечить идеальное соединение, деталь должна быть очищена от масла, загрязнений и остатков краски. Это можно сделать с помощью металлической щетки или наждачной бумаги. Затем части размещаются в местах, где они будут соединяться. Первое соединение лучше всего выполнить при низкой мощности, чтобы посмотреть, как работает изделие. При подаче высоких токов существует риск растрескивания и деформации детали.
Полуавтоматическая газовая сварка может быть выполнена с использованием следующих технологий
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
По окончании сварки не прерывайте подачу газа немедленно из-за риска окисления. Сначала отключается питание проводов, затем электроснабжение, затем газоснабжение. Именно в этот период сварка предотвращает кристаллизацию. После завершения работы необходимо удалить шлак из сварного шва.
Этот метод называется сваркой Tig. Это означает, что он работает с помощью защитного газового электрода для соединения металла. Электрод может быть вольфрамовым или графитовым.
В целом, сварка с помощью полуавтоматических сварочных аппаратов CO2 имеет множество преимуществ. Производительность повышается, навыки совершенствуются, а результаты сварки всегда удовлетворительны.
Для новичков поначалу проблемой может стать чрезмерное потребление газа, но этот недостаток компенсируется относительно низкой ценой, а с опытом, когда принципы метода будут освоены, проблема полностью исчезнет.
Немного терпения, опыт сварки, полуавтомат, углекислый газ — все необходимые ингредиенты, и вы готовы покорить этот метод.
Эксперименты и обучение различным методам работы, работа руками вместо того, чтобы полагаться на табличные данные, так как профессиональный опыт действительно приобретается, этот опыт очень важен, если вы хотите стать профессиональным электроскопистом.
Обратитесь за советом к профессиональным сварщикам. Не забывайте о безопасности. Удачи!
В этой статье для начинающих вы узнали, как сварить полуавтоматом углекислотный клей.
Перед началом сварки полуавтоматическим сварочным аппаратом необходимо подготовиться. Они начинаются с настройки сварочного полуавтомата. Для этого выберите правильные значения мощности и установите их на машине.
Мощность провода и расход газа настраиваются, регулируются с помощью клапана на редукторе давления в баллоне. Правильность настройки можно проверить с помощью небольшого кусочка металла. Если регулировка выполнена правильно, должен получиться плотный и равномерный сварной шов.
Затем настраивается оптимальная подача газа. Если он недостаточно высок, будут генерироваться сварочные ресурсы. Потолка нет, но если он будет слишком высоким, газ будет чрезмерно мигрировать в атмосферу, увеличивая расходы. Если качество сварного шва неудовлетворительное, необходимо внести коррективы.
Далее необходимо убедиться, что в баллоне находится достаточное количество газа для создания рабочего давления. Рабочее давление — это давление, которое позволяет надежно защитить лодку в рабочей зоне. Затем необходимо определить полярность.
После выбора полярности его необходимо подключить к соответствующей клемме. Непосредственная полярность достигается путем подключения сварочного кабеля к положительному полюсу. Обратная полярность используется для очень точных работ.
Технология процесса
Особенностью полуавтоматической сварки является то, что вместо электродов используется проволока, а процесс осуществляется под газовой защитой. Техника сварки полуавтоматами заключается в поддержании постоянной температуры. Если нагрев недостаточен, края не расплавятся должным образом и не будут хорошо смешиваться с наполнителем. При значительном повышении температуры металл начинает кипеть и испаряться.
Существует два типа полуавтоматических методов сварки. Первый заключается в непрерывной сварке от начала до конца. Второй включает в себя сварку сцены. Точки сварки располагаются через равные промежутки времени.
Техника сварки зависит от толщины металлической детали, типа соединения и ее положения в пространстве. Тонкие детали легче сваривать полуавтоматами, если они установлены вертикально. Если металлическая часть меньше 4 мм, обрезать края не нужно. Толстые детали лучше всего соединять соляром или аргоном. Убедитесь, что ось резака не отклонена от вертикали.
При сварке углов и Т-образных соединений с помощью сварочного полуавтомата детали должны быть расположены в форме лодочки. Тонкие петлевые соединения выполняются за один проход с использованием медных или стальных накладок. Компоненты толщиной более 1,5 мм можно сваривать на весу, создавая много проходов.
Правила сварки для полуавтоматической сварки:.
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройки зависят от конкретной модели машины. Перед началом работы внимательно прочитайте инструкцию по эксплуатации.
Сварка в целом, и полуавтоматическая сварка в частности, является сложной техникой, требующей терпения. Не пытайтесь сразу ставить рекорды. Техника сварки полуавтоматом для начинающих должна сначала отрабатываться на простых деталях.
Преимущества
Преимущества полуавтоматической сварки: процесс сварки более эффективен и занимает меньше времени.
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является то, что газовая защита выходит вместе с током. Относительная простота управления делает полуавтоматическую сварку возможной даже для новичков.
Сварка полуавтоматом: проблемы и их решение
Саша1976
Новичок
- #1
Добрый день вам, коллеги, на новой площадке!
Давно возник вопрос, все никак руки не доходили написать: сварщика профи у нас нет. Учимся варить «на лету» кой-чего уже достигли, но нюансы иногда «доставляют».
Возникло подозрение, что нам аргон «бадяжат» чем-то, или просто не качественный продают т. к. периодически начинает горелка сильно коптить и (как я понимаю) при попадании копоти в сварочную ванну усиливается порообразование, что для нас критично. Сфотал эту копоть, когда забрало прихватывал перед проваром. Когда былу нас сварщик неплохой, говорил, что это может быть или от конденсата воды в баллоне, или от примеси какой-то.
Кто что скажет по этому поводу? Учиться, учиться и еще раз учиться, или бить морду продавцу газа?
Спасибо заранее!
exJurikas
Гость
- #2
Саша1976, тут больше похоже что на ПА не смесь виновата а именно чистый аргон, а им с ПА как правило неварють, летят сопла и проволка как правило отгорает сразу после наконечника
«ГК»
Новичок
- #3
полуавтоматом варят в углекислоте или в смеси ее с аргоном
BRIKS
Новичок
- #4
Саша1976 написал(а):
Добрый день вам, коллеги, на новой площадке!
Давно возник вопрос, все никак руки не доходили написать: сварщика профи у нас нет.
Возникло подозрение, что нам аргон «бадяжат» чем-то, или просто не качественный продают т.к. периодически начинает горелка сильно коптить и (как я понимаю) при попадании копоти в сварочную ванну усиливается порообразование, что для нас критично. Сфотал эту копоть, когда забрало прихватывал перед проваром. Когда былу нас сварщик неплохой, говорил, что это может быть или от конденсата воды в баллоне, или от примеси какой-то.
Кто что скажет по этому поводу? Учиться, учиться и еще раз учиться, или бить морду продавцу газа?
Спасибо заранее!Нажмите для раскрытия…
Здравствуйте.Если забрало из нержавейки,то конечно варится в аргоне и нержавеющей проволокой.По своему опыту ,качество аргона для нержавейки не так кретично, как для алюминия.Ещё существуют протравочные пасты для нерж. восстанавливающие её свойства и устраняющие цвета побежалости.
ЮРИК
учусь
- #5
Саша1976 написал(а):
Добрый день вам, коллеги, на новой площадке!
Давно возник вопрос, все никак руки не доходили написать: сварщика профи у нас нет.
Возникло подозрение, что нам аргон «бадяжат» чем-то, или просто не качественный продают т.к. периодически начинает горелка сильно коптить и (как я понимаю) при попадании копоти в сварочную ванну усиливается порообразование, что для нас критично. Сфотал эту копоть, когда забрало прихватывал перед проваром. Когда былу нас сварщик неплохой, говорил, что это может быть или от конденсата воды в баллоне, или от примеси какой-то.
Кто что скажет по этому поводу? Учиться, учиться и еще раз учиться, или бить морду продавцу газа?
Спасибо заранее!Нажмите для раскрытия…
Ещё помогает хорошая зачистка и обезжиривание.
Юрок:)
Новичок
- #6
Саша1976 написал(а):
Добрый день вам, коллеги, на новой площадке!
Давно возник вопрос, все никак руки не доходили написать: сварщика профи у нас нет.
Возникло подозрение, что нам аргон «бадяжат» чем-то, или просто не качественный продают т.к. периодически начинает горелка сильно коптить и (как я понимаю) при попадании копоти в сварочную ванну усиливается порообразование, что для нас критично. Сфотал эту копоть, когда забрало прихватывал перед проваром. Когда былу нас сварщик неплохой, говорил, что это может быть или от конденсата воды в баллоне, или от примеси какой-то.
Кто что скажет по этому поводу? Учиться, учиться и еще раз учиться, или бить морду продавцу газа?
Спасибо заранее!Нажмите для раскрытия…
Фото горелки от аппарата можно увидеть? просто шов похож действительно на полу автомат, а речь идет о аргоне. не совсем понятно! Давайте разбираться :unsure:
Саша1976
Новичок
- #7
Jurikas написал(а):
Саша1976, тут больше похоже что на ПА не смесь виновата а именно чистый аргон, а им с ПА как правило неварють, летят сопла и проволка как правило отгорает сразу после наконечника
Нажмите для раскрытия.
Спасибо! Уменьшил подачу аргона до 0,3 МПа на максимуме подачи — количество налета уменьшилось, но полностью он не исечз. Зато ощущение во время сварки изменилось в лучшую сторону, брызг стало меньше и швы стали аккуратнее.
ЮРИК написал(а):
Ещё помогает хорошая зачистка и обезжиривание.
Нажмите для раскрытия…
Действительно помогает, (тем паче у нас очень часто все в масле) но, блин, я порой так часто подвариваю, что каждый раз обезжиривать все просто нереально — не течет масло конечно но перемазано — бывает. А ржавчину и окалину зачищаю стабильно, иначе пор не избежать.
Юрок:Smile: написал(а):
Фото горелки от аппарата можно увидеть? просто шов похож действительно на полу автомат, а речь идет о аргоне. не совсем понятно! Давайте разбираться :unsure:
Нажмите для раскрытия…
Полуавтомат. Не сомневайтесь. Но в баллоне — аргон, а не смесь. Так повелось у нас в мастерской и пока я не попробую где-то в другом месте смесь с углекислотой, не заявлю, что это реально лучше и не начну требовать поменять, никто менять не будет, т.к. других аргон устраивает.
BRIKS написал(а):
Здравствуйте.Если забрало из нержавейки,то конечно варится в аргоне и нержавеющей проволокой.По своему опыту ,качество аргона для нержавейки не так кретично, как для алюминия.Ещё существуют протравочные пасты для нерж. восстанавливающие её свойства и устраняющие цвета побежалости.
Нажмите для раскрытия…
Пасты нам хрен кто купит )) Но за совет спасибо — на будущее может пригодиться
Сейчас вроде все более-менее устраивает в нашей сварке, буду эту тему изучать, если что пойдет не так — буду опять вопросы вам задавать. Если кто-то что-то еще может посоветовать — буду рад совету
Спасибо вам!
exJurikas
Гость
- #8
Саша1976 написал(а):
аргон устраивает.
Нажмите для раскрытия…
Меня и пиво устраивает вместо вотки, про аргон в ПА написанно, НИГАДИТЬСЯ
shmit
модератор
- #9
Саша1976 написал(а):
других аргон устраивает.
Нажмите для раскрытия…
и начальника? аргон жеж раза в 4 дороже чем ЦэОдва?
Саша1976
Новичок
- #10
Jurikas написал(а):
Меня и пиво устраивает вместо вотки, про аргон в ПА написанно, НИГАДИТЬСЯ
Нажмите для раскрытия.
shmit написал(а):
и начальника? аргон жеж раза в 4 дороже чем ЦэОдва?
Нажмите для раскрытия…
Упс.. Это меняет дело.. Начхальника «раза в 4 дороже», а вернее дешевле, наверняка заинтересует… Надо хорошенько изучить вопрос и донести..
Спасибо!
_______________________________________________
Друзья, я сейчас ищу в сети инфу по оптимальной газовой смеси, а вас очень прошу — поделитесь, пожалуйста, своими предпочтениями. Т.к. пока я нашел очень противоречивую инфу. Например на одной и той же странице пишут, что для сварки нержавейки «Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты. » (с) и тут же в видео дают соотношение смеси 80% аргона и 20% углекислоты ( http://rezhemmetall.ru/svarka-nerzhavejki-poluavtomatom-v-srede-uglekislogo-gaza. html)
По поводу чистого аргона, кстати, уже нашел наглядную демонстрацию — сразу узнал свою сварочную ванну, из которой летят брызги, и аж залюбовался тихой сваркой в углекислоте:
Еще раз прошу — напишите, пожалуйста, кто в чем варит — черную сталь и нержавейку. Цветмет мы пока не варим.
Нашел отличное видео, которое когда-то смотрел, когда только первые шаги делал в сварке.
Тут рекомендуют для черной стали 82% аргона и 18 углекислоты
Конечно есть реклама определенных апппаратов, но зато все разжевано для начинающих очень доступно и с юмором:
Александр_1
Подмастерье
- #11
Саша1976, привет. Я давно перешел на смесь 82-12 для чернухи и ей можно варить нержу, но лучше для нержи 98-2.
exJurikas
Гость
- #12
Для нержи вообщето Тиг желателен, а для черной по большому счету пофиг, 100%Со2, аргон с Со2, аргон +Со2 +О2, все варют, просто на смеси провар глубже. Дешевле дороже, газ в сварке около 3% стоимости и на этих трех окуитительной экономии ну никак недостичь, все сводиться на время процесса и никак иначе
Саша1976
Новичок
- #13
«Покурил» тему, пока пришел к выводу, что нам нужна смесь 92% аргона, 6% углекислоты, 2% кислорода. Пишется, что подходит для сварки конструкционных, легированных и нержавеющих сталей в особенности для малых толщин. Управляющему сказал, как будем баллон менять — наверно закажем для пробы
ЮРИК
учусь
- #14
Привет. О результате пробы потом напиши.
Сильвестр
Новичок
- #15
Саша1976 написал(а):
Добрый день вам, коллеги, на новой площадке!
Давно возник вопрос, все никак руки не доходили написать: сварщика профи у нас нет.
Возникло подозрение, что нам аргон «бадяжат» чем-то, или просто не качественный продают т.к. периодически начинает горелка сильно коптить и (как я понимаю) при попадании копоти в сварочную ванну усиливается порообразование, что для нас критично. Сфотал эту копоть, когда забрало прихватывал перед проваром. Когда былу нас сварщик неплохой, говорил, что это может быть или от конденсата воды в баллоне, или от примеси какой-то.
Кто что скажет по этому поводу? Учиться, учиться и еще раз учиться, или бить морду продавцу газа?
Спасибо заранее!Нажмите для раскрытия…
Вообще непонятно откуда копоть? Возможно это горит смазка самого металла или смазка идёт с проволокой ??? Возможно мазали канал по которому в рукаве идёт проволока?!! Или что-то напутали со спреем для наконечников и сопла.
Что касается электрозаклёпок, то есть претензии к их форме, форма должна быть ровной, а это зависит от правильно подобранного тока! Есть претензии и к цвету электрозаклёпок , он показывает, что что-то не так с газом(или газовой смесью)подаваемой к сварочной ванной.
Нормальный полуавтомат всегда работает с нежным звуком : ССССССССС. Если полуавтомат не издаёт такого звука и не накладывает ровный шов, не ставит ровных электрозаклёпок, то разбирайтесь с электроснабжением или с содержимым баллона газа. И! Давление газа в горелке, ток должны быть отрегулированы на пробном куске чистого металла. Полуавтомат, он как гитара, как скрипка, ему нужно уважительное отношение и профессионализм. Не спешите и у Вас всё получится. Это как в школе вождения, автомобиль нужно ощущать по звуку двигателя, а не смотреть на педали газа и сцепления. В общем, технику и музыкальные инструменты нужно чувствовать, как собственные руки!
Сейчас всё встречается((( И газы бодяжат , и постоянно травят вентили в баллонах((( И проволока «левая» встречается. Главное — никогда не расстраиваться! Главное, что бы не было минусов в ЗДОРОВЬЕ. А газ, проволоку и сам аппарат всегда можно заменить и электрика местного тоже)))
И ещё: не пользуйтесь трансформаторными полуавтоматами с кнопочным переключением силы тока max/min, они то не варят, а-то резать металл начинают))) Нужна плавная регулировка и настройка! С уважением.
Саша1976
Новичок
- #16
Сильвестр написал(а):
Вообще непонятно откуда копоть? …
Что касается электрозаклёпок, то есть претензии к их форме, форма должна быть ровной, а это зависит от правильно подобранного тока! …
Нормальный полуавтомат всегда работает с нежным звуком : ССССССССС. Если полуавтомат не издаёт такого звука … Нужна плавная регулировка и настройка! С уважением.Нажмите для раскрытия…
Это прихватки, а не электрозаклепки. .. мож я не правильно их называю… но у нас так называется. В смысле , что на заклепку это не претендует, и о их форме никто не думал — главное прихватить, чтобы не уехало при сварке.
Со всем остальным буду разбираться и учиться! Спасибо! Дааа… до «нежного СССССССС» нам даааалекоооо… у нас обычно резвое хртршштррршшштрртрр….
ЮРИК написал(а):
Привет. О результате пробы потом напиши.
Нажмите для раскрытия…
Обязательно! Но пока еще аргон не вынюхали
Юрий Владим.
Подмастерье
- #17
Добрый вечер Всем! Решил подремонтировать «новый» (старый) сверлильный станок, у которого была сломана рукоятка подъёма. Обрезал остаток старой и приварил новую стальную ручку полуавтоматом. Вроде бы держит, но сомневаюсь, ведь втулка чугунная, а рукоятка стальная. Будет держать, не отвалится? Как думаете?
podkova1975
Мастер
- #18
Юрий Владим., добрый вечер! Часто с подобными просьбами обращаются местные механизаторы,поэтому имею некоторый опыт.Чугун по качеству попадается разный,есть такой что очень плохо сваривается-пузырится и шов выталкивает наверх.Такой варю только с подогревом детали,с разделкой кромок,и,если есть возможность,с накладкой бандажа. А есть легко свариваемый,по ощущениям при сварке не отличишь от обычного железа.Такой не подогреваю,если хотят по быстрому,но разделку кромок произвожу,ну и поверх шинку или что подходящее накладываю.Держит нормально,ибо продолжают ехать,и уже не хватает времени на художества))
Юрий Владим.
Подмастерье
- #19
podkova1975 написал(а):
А есть легко свариваемый,по ощущениям при сварке не отличишь от обычного железа.
Нажмите для раскрытия…
podkova1975, Спасибо, что ответили! Кромки разделывал, да и сваривался нормально, не пузырился. Я потом уже понял, что втулка (и остаток старой ручки) чугунная, когда скол как следует рассмотрел, по этому и засомневался.
vylkan65
Люблю ковать
- #20
Юрий Владим., Ударных нагрузок там нет, должно держаться.
Air Velocity Sport — посвящен миру пневматического оружия. CO2, насос и PCP.
AEAC / 480 просмотров / 28-05-2022
SK-19 .25 Semiautomatic Airgun (обзор) + прицел Iguana HUNT + PODCAST w/LCS Air Arms Factory Rep
В этом видео мы погружаемся глубоко внутрь работы и результаты работы новой пневматической винтовки LCS Air Arms SK-19 «Только полуавтоматическая» версия. Мы говорим о настройке пневматического оружия с «безмолотковым клапаном», охоте на игуан, результатах точности, предпочтениях в боеприпасах, плюсах и минусах, а также ПОКАЗЫВАЕМ МНОЖЕСТВО ОБЛАСТИ ПРИМЕНЕНИЯ CAM, воздействующей на Майами, штат Флорида, игуаны… инвазивные виды, разрушительные для местной дикой природы Южной Флориды.
Пневматическое ружье Sk-19 калибра .25 хорошо настроено на скорострельность 55–65 футов в секунду с пулями для пневматической винтовки JSB 34gr, и оно очень способно стрелять группами менее полудюйма на 50 ярдах, особенно когда «модератор настроен» на гармоники и частота. Немного отклоняясь от заводской рекомендации «900 кадров в секунду с пулями 34 г», его, вероятно, можно заставить хорошо работать и на 100 ярдах (предположим, 875 футов в секунду или 915 кадров в секунду с 34-граммовыми пулями JSB) … не рекомендуется заводом. 900 кадров в секунду.
Ствол Lothar Walther Polygonal, регулятор с внешней регулировкой, регулятор мощности с внешней регулировкой, баллон из углеродного волокна объемом 480 куб. см, двойные манометры и 19Круглый журнал TITANIUM все вносят свой вклад в веселье. 3-летняя гарантия и ценностное предложение «собрано в Северной Каролине, Америка» обеспечивают душевное спокойствие.
Это будет ПЕРВОЕ видео из серии из 3 видео о пневматической винтовке SK-19. Ожидается полный обзор + детальная охота на игуану, а также видео-руководство по снятию/чистке/индексированию ствола SK-19.
Используемое оборудование:
* Полуавтоматическая пневматическая винтовка LCS Air Arms калибра .25
* Пули для пневматического оружия JSB 33,95 г
* MTC Optics Copperhead 3-12×44 Scope
* Кольца Sportsmatch Rings UK Кольца для прицелов
* 0db Airgun Moderator
* Omega Tank и Omega Turbocharger Air Compressor
* Accu-tac BR4 G2 Bipod
* Sony A6400 DSLR
* GoPro Hero 8
* Triggercam 2.1 Scope Cam
* Sennheiser Microphone
* Sennheiser
Спасибо компании Airguns of Arizona за то, что отправили меня на эту удивительную охоту во Флориде, и спасибо Джессике из Iguana Solutions, Форт-Лодердейл, Флорида, за то, что она была таким ОТЛИЧНЫМ гидом и соучастником фильма! Я ценю вас, ребята!
Наслаждайтесь и подписывайтесь!!!
Спасибо!
Стив
Второй канал AEAC на YouTube, «AEAC Vlog»
https://www. 14dd5266c70789bdc806364df4586335-gdprlock/channel/UC_yL99JCgr6x4NZtjW4_VvQ
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Это видео предназначено только для образовательных целей. Все работы с пневматическим оружием и аксессуарами для пневматического оружия должны выполняться опытным лицензированным специалистом. Канал Airgun Exploration & Advancement и YouTube не несут ответственности за любые травмы или ущерб, возникшие в результате попытки воспроизвести что-либо, показанное в этом видео. Канал Airgun Exploration & Advancement не является магазином пневматического оружия. Мы НЕ продаем пневматическое оружие, детали для пневматического оружия или связанное с ним оборудование. Канал Airgun Exploration & Advancement получает компенсацию от YouTube за создание контента. Просматривая это видео, вы соглашаетесь с содержанием данного отказа от ответственности.
Показать больше
Добавьте свои комментарии через Facebook…
Вам может понравиться это.
..Борьба с вредителями игуан в парке — часть 4 (заключительная)
OriOn The Iguana Hunter / 530 просмотров / 07.04.2021
LCS Air Arms SK-19 (полный обзор) Полуавтоматическая пневматическая винтовка PCP + тест на точность на 100 ярдов
Канал для пневматического оружия / 853 просмотров / 15-11-2020
LCS SK-19 FULL AUTO FUN Airgun Evolution
Airgun Evolution / 249 просмотров / 23-09-2019
Охота на игуан в Южной Флориде — ветеран Тайпана и JSB Hades Airgun Evolution
Airgun Evolution / 1139Просмотры / 28-01-2020
Полностью автоматическая охота на голубей LCS SK-19 #AirgunEvolution
Пневматическое ружье Evolution / 1025 просмотров / 07.
05.2020Полное неуважение! Игуаны вторгаются в мой дом
Орион Охотник на игуан / 266 просмотров / 31-05-2022
Банды Лос-Анджелеса накапливают неотслеживаемые запасы «оружия-призрака», которые участники изготавливают сами
Небольшой арсенал оружия, изъятый властями у членов банды в ходе шестимесячной операции под прикрытием, лежал на столах голливудского отделения полиции Лос-Анджелеса в четверг.
Полицейское управление Лос-Анджелеса и Бюро по борьбе с алкоголем, табаком, огнестрельным оружием и взрывчатыми веществами нередко захватывают мощное оружие во время таких зачисток.
Но эти полуавтоматические винтовки и пистолеты в стиле AR-15 были другими — самодельными, не отслеживаемыми «призраками» без традиционных серийных номеров, собранными из частей, купленных через Интернет.
Власти заявили, что все больше банд обращаются к самодельному оружию, так как приобрести настоящее становится все труднее.
«Преступники делают свое собственное оружие, потому что они не могут купить его легально… или они платят другим людям за то, чтобы они сделали это оружие, чтобы обойти законы об оружии», — сказал Билл Макмаллан, специальный агент, отвечающий за полевой отдел ATF в Лос-Анджелесе. «Это тенденция среди банд Южной Калифорнии».
Следователи изъяли 45 единиц огнестрельного оружия, а также поддельные полицейские баллистические жилеты и в конечном итоге арестовали 10 предполагаемых членов банды, причастных к изготовлению и продаже преступникам так называемого оружия-призрака.
Это оружие практически неизвестно правоохранительным органам, что затрудняет его отслеживание.
Огнестрельное оружие демонстрируется во время пресс-конференции в полицейском участке Голливуда в четверг. Власти заявили в четверг, что в ходе недавней операции совместной оперативной группы было изъято более 40 единиц огнестрельного оружия.
(Jae C. Hong / AP)
Следователи говорят, что оружие-призрак изначально было частично изготовленным оружием. Покупатель может на законных основаниях приобрести частично встроенную нижнюю ствольную коробку, которая не является частью огнестрельного оружия, на котором при продаже требуется проштамповать серийный номер.
Незавершенная нижняя ствольная коробка, иногда называемая «ствольной коробкой 80%», может быть законно приобретена без серийного номера у продавца, который не является дилером огнестрельного оружия с федеральной лицензией, если в нем отсутствуют ключевые компоненты, которые могли бы сделать его огнестрельное оружие.
Нижний ресивер можно легко доделать, просверлив несколько оставшихся отверстий в незавершенной металлической оболочке. Затем он готов к установке ствола, ударно-спускового механизма, приклада и верхней части ствольной коробки.
Следователи объясняют, что лица, которым запрещено покупать оружие, такие как преступники и люди с документально подтвержденными проблемами психического здоровья, все еще могут купить частичную нижнюю часть ствольной коробки, а затем купить другие части оружия через Интернет.
В 2013 году Джон Завари убил пятерых в районе Санта-Моники из винтовки типа AR-15, которую он построил из частично изготовленной нижней ствольной коробки, не имевшей серийного номера и поэтому не нуждавшейся в регистрации. Полиция заявила, что детали, необходимые для сборки работающей винтовки, включая магазины с боеприпасами, были доставлены из другого штата.
Федеральное законодательство об оружии уже давно нацелено на нижнюю часть ствольной коробки, потому что это сердце огнестрельного оружия, которое скрепляет оружие.
Оружие-призрак является законным для тех, кому разрешено владеть огнестрельным оружием, но следователи говорят, что теперь они все чаще замешаны в преступлениях. «Они попадают в руки самых жестоких членов банды», — сказал командир полиции Лос-Анджелеса. Блейк Чоу.
Чоу сказал, что большая часть найденного оружия была сделана в самом сердце Голливуда, а не на каком-то складе. «Они производятся по всему Голливуду в местных отелях», — сказал он.
«Это было похоже на то, как если бы вы подъехали к ресторану быстрого питания, заказали все, что хотите, кто-то это производит, этот человек приезжает в Голливуд, платит деньги, и они уже в пути», — сказал он.
Следователи изъяли оборудование и детали для производства штурмовой винтовки, а также 3 фунта метамфетамина, транспортные средства и глушитель, а также стопку бронежилетов.
В центре преступного предприятия был Энрике Сауседо-младший, который, по словам детективов, является главным подозреваемым в перевозке, распространении и продаже незаконного огнестрельного оружия в Голливуде и долине Сан-Фернандо.
Детективы говорят, что Сауседо был поставщиком оружия для уличных преступников в Лос-Анджелесе
Сауседо был осужден в октябре за нападение с применением огнестрельного оружия и приговорен к 364 дням тюремного заключения и трем годам испытательного срока, как показывают судебные протоколы.
«Если бы это оружие снова оказалось на улицах, вы можете себе представить, сколько убийств [они] были бы замешаны», — сказал Чоу.
Прокуроры округа Лос-Анджелес предъявили Сауседо и девяти другим сообщникам обвинения в совершении 47 уголовных преступлений, включая изготовление штурмовых винтовок, хранение глушителя и преступный сговор.
Дет. полиции Лос-Анджелеса. Бен Меда из оружейного отдела департамента сказал, что власти особенно обеспокоены тем, что они обнаружили самодельные 9-миллиметровые пистолеты в бюсте. В настоящее время власти находят все больше и больше самодельных версий пистолета, излюбленного оружия перестрелок в Лос-Анджелесе. полиция в ресторане Waffle House в Алабаме. Полиция защищает арест. – Чикаго Трибьюн
Тем не менее, местная полиция утверждает, что трое причастных к инциденту офицеров следовали протоколу, и заявили, что департамент «не собирается предпринимать никаких действий в настоящее время». На пресс-конференции в понедельник днем официальные лица заявили, что женщина и ее подруга вели себя агрессивно внутри Waffle House, пьяно выкрикивая ненормативную лексику в адрес сотрудников ресторана и угрожая вернуться с пистолетом и «расстрелять это место».
Инцидент спровоцировал сидячую забастовку в магазине в воскресенье днем и вызвал реакцию со стороны NAACP и знаменитостей, даже несмотря на то, что официальные лица Waffle House оспаривали подробности семейной истории.
Видео, ставшее вирусным, показывает Чикесию Клемонс, 25 лет, сидящую на стуле в закусочной в Сараленде, к северу от Мобила, когда один из офицеров хватает ее за шею и правое запястье, пытаясь усмирить ее. Клемонс описывает разногласия с сотрудником магазина, которые вызвали реакцию полиции. Вскоре она осознает свою майку и поднимает руки, чтобы прикрыть линию бюста.
«Ты не собираешься меня так хватать, нет», — говорит Клемонс офицеру, который, кажется, разговаривает с другим офицером за кадром на видео, снятом подругой Клемонса, Канитой Адамс.
Что будет дальше, неясно. Широко распространенное видео Адамса об инциденте внезапно переходит к моменту, когда Клемонс и два офицера падают на землю в жестоком падении. Из видео неясно, кто инициировал борьбу, которая заставила Клемонса и офицеров лечь на пол.
«Что ты делаешь?» — спрашивает Клемонс, продолжая борьбу на кафельном полу.
«Я сломаю тебе руку, вот что я собираюсь сделать», — говорит офицер.
Борьба продолжается, офицеры требуют, чтобы Клемонс перестала «сопротивляться», поскольку ее грудь обнажена.
В какой-то момент офицер кладет руку ей на шею.
«Ты меня душишь!» Клемонс кричит.
Офицер отпускает хватку, когда третий офицер поблизости делает жест рукой. Клемонс был арестован около 2:45 утра и обвинен в хулиганстве и сопротивлении аресту, подтвердили официальные лица на пресс-конференции.
Должностные лица полицейского управления Сараленда сообщили, что расследование ареста Клемонса и поведения офицеров началось рано утром в воскресенье. На пресс-конференции детектив Коллетт Литтл сыграла роль девятки.11 звонок, сделанный сотрудником Waffle House около 2:30 ночи, а также записи с камер наблюдения внутри ресторана.
Согласно звонку в службу 911, сотрудница сказала, что один из ее менеджеров сказал ей позвонить в полицию из-за клиентов — двух чернокожих женщин и одного чернокожего мужчины — которые вошли в ресторан с алкоголем. Покупателям сказали, что им нельзя пить алкоголь внутри, сообщила диспетчеру сотрудница.
Несколько видеозаписей с разных ракурсов показывают двух женщин, опознанных как Клемонс и Адамс, сидящих за столом. Неизвестный мужчина ранее вошел в Waffle House и пошел в туалет, прежде чем присоединиться к женщинам за их столом.
Литтл сказал, что через несколько минут «ситуация обостряется между посетителями за этим столом и сотрудниками». Сотрудники Waffle House просят Клемонса, Адамса и их друга покинуть ресторан. Адамс и его друг ненадолго выходят из вафельного домика. Клемонс ненадолго достигает двери, затем возвращается к своей будке, чтобы снова пообщаться с сотрудниками. Вскоре возвращается Адамс.
Вскоре один за другим прибывают трое офицеров. На одном из кадров видно, как Клемонса кладут на пол. Литтл сказал, что во время ареста офицеры пытались надеть на Клемонс наручники «за ее спиной, что опять же является стандартной процедурой».
Литтл сказал, что один из офицеров спросил Адамс, «поможет ли она снова натянуть рубашку мисс Клемонс. И мисс Адамс отказывается». Затем друг-мужчина «спрашивает разрешения задрать ее платье, и женщина дает ему разрешение».
В этот момент Клемонс, Адамс, друг-мужчина и трое офицеров покидают Вафельницу.
Литтл сказал, что когда прибыла полиция, Клемонс «был в состоянии алкогольного опьянения». Литтл сказал, что Клемонс «заболел» после предупреждения. На кадре видно, как Клемонс в полицейском участке держит перед лицом мусорное ведро.
Детектив Брайан Мимс сказал, что при проведении полицейского расследования он связался с Клемонсом и Адамсом, чтобы взять у них интервью. Клемонс не появился на запланированном интервью. Попытки связаться с Адамсом не увенчались успехом.
Мимс допросил трех офицеров, а также свидетелей внутри Waffle House, включая шесть сотрудников и одного покупателя. По его словам, из этих свидетелей двое были афроамериканцами и четверо женщинами. Все свидетели подтвердили, что Клемонс и ее друзья пахли алкоголем и выглядели пьяными. Один человек принес в ресторан напиток, предположительно алкогольный.
Свидетели сказали, что Клемонс и Адамс громко выкрикивали ненормативную лексику в адрес сотрудников Waffle House. Один из них крикнул: «Я перейду через этот прилавок» и пригрозил избить сотрудника, сказав: «Б…, я получу твою работу, завтра тебя здесь не будет».
Один из свидетелей, по словам Мимса, сообщил, что слышал: «У меня может быть пистолет, у меня может быть что угодно. Я могу вернуться сюда и расстрелять это место, если мне нужно».
Свидетели заявили, что Клемонс несколько раз отказывался подчиняться полицейским.
Мимс заявила, что, согласно расследованию, расовая принадлежность не учитывалась ни при аресте Клемонс, ни в ее разговорах с сотрудниками Waffle House.
«Это было основано исключительно на том факте, что их попросили выносить напитки и не употреблять их в помещении в соответствии с политикой Waffle House», — сказал Мимс. «Они не чувствовали, что это было связано с какими-либо другими обстоятельствами».
Литтл признал, что один из офицеров сказал Клемонсу, что он может сломать ей руку во время ареста, если она не будет сотрудничать. Литтл сказал, что это было «причинно-следственное заявление, а не угроза».
«Обычно, когда офицер использует технику для задержания объекта, применяемая сила может нанести травму», — сказал Литтл.
Арест в Waffle House происходит, когда компании сталкиваются с вопросами о расовом профилировании и реакции правоохранительных органов. Менее двух недель назад белый менеджер Starbucks позвонил в полицию с жалобой на двух афроамериканцев, которые просидели в магазине две минуты. Мужчины были арестованы, и в последующие дни генеральный директор Starbucks и комиссар полиции Филадельфии принесли извинения. Председатель компании сказал, что менеджер, вероятно, действовала по собственному «бессознательному предубеждению», когда звонила в службу 9.11.
Мать Клемонса, Чикита Клемонс-Ховард, рассказала AL.com, что спор с Waffle House возник после того, как ее дочь отказалась платить дополнительные 50 центов за пластиковую посуду. Мимс сказал, что этот вопрос действительно возник во время конфронтации.
«Сотрудник передал сообщение: «Я не знаю, сколько лет этому правилу, но сейчас принято, что если вы просите только пластиковую посуду, чтобы пообедать, взимается плата в размере 50 центов», — Мимс. сказал. «Когда они обсуждали это между посетителями и персоналом, они предоставили посуду до того, как приняли заказ, и с них не собирались брать за это плату».
«Они даже не просили ее уйти, она ждала, когда ей дадут карточку районного менеджера, чтобы она могла подать жалобу на одну из официанток», — сказал Клемонс-Ховард. «Когда они пошли за удостоверением, именно тогда появилась полиция. Офицер должен был прийти и сказать: «Нам нужно, чтобы вы ушли». .
Waffle House заявили в заявлении, что вмешательство полиции было уместным.
«Информация, которую мы получили на данный момент, значительно отличается от той, которая, как сообщается, была приписана г-же Клемонс», — заявили в компании.
Должностные лица Waffle House, выступая анонимно, чтобы предложить откровенную оценку инцидента, заявили, что ключевые детали были упущены из заявлений Клемонса и Клемонс-Ховарда для СМИ, включая то, что произошло до прибытия полиции.
Мобильное отделение NAACP сообщило AL.com, что также собирает информацию об инциденте.
«В свете текущей ситуации в нашей стране, такой как арест двух молодых чернокожих мужчин в кофейне Starbucks в Филадельфии, мы сочли важным, чтобы наши участники получили информацию из первых рук об инциденте, который теперь вирусный в социальных сетях на местном уровне и по всей стране», — сказал президент отделения Дэвид Смит.
Ченс Рэпер также взвешивался в понедельник.
«Защитите наших женщин. Это неправильно, это несправедливо, и это происходит со многими женщинами, когда вокруг НЕТ камер. Встаньте с нашими женщинами. Защитите их голос и их право спросить, почему с ними обращаются, удалены, будучи ЗАДУШЕННЫМИ. Будь в ярости. Будь готов драться», — написал он в Твиттере. Он включил ссылку на видео и смайлики со средним пальцем и мордой свиньи в очевидное оскорбление полиции.
Инцидент в Алабаме произошел в тот же день, когда вооруженный преступник убил четырех человек из полуавтоматической винтовки типа AR-15 в Waffle House недалеко от Нэшвилла и скрылся с места происшествия. Подозреваемый взят под стражу.
Стрельба и арест в двух ресторанах Waffle House завершились несколькими часами ошеломляющей работы легендарной южной сети завтраков. Согласно его веб-сайту, Waffle House работает с 1955 года. Его более 1500 ресторанов открыты 24 часа в сутки каждый день в году.
Очевидцы стрельбы в театре говорят, что попкорн вылетел, и пистолет выстрелил
DADE CITY — В темноте театра Алан Гамильтон увидел, как летят зерна. Затем вспышка дула и громкий хлопок.
«Я научу вас бросать в меня попкорн», — вспоминал очевидец стрелявшего, отставного капитана полиции Тампы Кертиса Ривза.
Въехал Гамильтон, заместитель шерифа округа Самтер в свободное от работы время, который сидел в том же ряду, что и Ривз. слушание по залогу в среду. «Я наклонился и увидел оружие на его левом колене». Оружие, полуавтоматический пистолет 380-го калибра, по словам Гамильтона, было еще теплым.
Это было 13 января, Гамильтон разрядил пистолет и сказал 71-летнему Ривзу оставаться на месте. Ривз, по его словам, снова надел очки на голову и сказал: «Я не могу поверить в то, что я сделал».
Человек, которого он застрелил, Чад Оулсон, 43 года, сказал: «Я не могу в это поверить». Согласно показаниям, он умирал в проходе театра. Фильм Lone Survivor так и не начался. Медсестра по имени Дерек Фридхофф снял с него рубашку и прижал ее к входному отверстию Оулсона. Он начал компрессию грудной клетки и попросил, чтобы зрачки Оулсона светились. Оулсон не ответил.
В последующие моменты, по словам Гамильтона, жена Ривза, Вивиан, спросила своего мужа, почему он должен стрелять, сказав, что «это не повод стрелять в кого-либо».
Ривз откинулся назад, ткнул пальцем в жену и сказал: «Ты закрой свой гребаный рот и больше не говори ни слова», — свидетельствовал Гамильтон.
Эти слова вызвали удивление в зале суда в среду.
Драматические показания предоставили первый подробный отчет о том, что произошло в театре Cobb Grove 16. Стрельба, которая, по словам официальных лиц, произошла из-за того, что Ривз был расстроен тем, что Оулсон переписывалась в театре, привлекла внимание всей страны.
Адвокаты Ривза, которому предъявлены обвинения в убийстве второй степени и нанесении огнестрельного оружия при отягчающих обстоятельствах, утверждали, что его следует отпустить под залог до суда.
Прокуратура утверждала, что Ривз должен оставаться за решеткой.
После восьми часов свидетельских показаний окружной судья Пэт Сиракуза прервал слушание. Он продолжится в пятницу. Свидетельские показания будут включать в себя трансляцию видео наблюдения из театра.
В среду десятки друзей и членов семьи Ривза были в зале суда. Они собрались в молитве в вестибюле, прежде чем она началась.
Большая часть показаний была посвящена спору между Оулсоном и Ривзом. Гамильтон сказал, что Оулсон обернулся, обругал Ривза и сказал: «Я пытаюсь написать своей чертовой дочери, если вы не возражаете».
По словам Гамильтона, между попкорном и стрельбой была пауза в 3-5 секунд.
Адвокаты Ривза вызвали свидетелей, которые работали с Ривзом в полицейском управлении Тампы и в Буш Гарденс, где он руководил охраной после выхода на пенсию. Они также позвонили его дочери Дженнифер Шоу, чтобы поговорить о его персонаже.
Будьте в курсе главных новостей Тампа-Бэй
Подпишитесь на нашу бесплатную рассылку DayStarter
Каждое утро в будние дни мы будем сообщать вам последние новости и необходимую информацию.
Вы все зарегистрированы!
Хотите получать больше наших бесплатных еженедельных информационных бюллетеней в свой почтовый ящик? Давайте начнем.
Изучите все возможные вариантыСлезы текли по лицу Ривза, когда Шоу описал его как строгого, но сострадательного отца. Она сказала, что он шлепал своих детей, но никогда в гневе.
Она сказала, что отец часто водил ее в кино, и она никогда не видела, чтобы он устраивал сцены.
Когда у Шоу родилась дочь, Ривз позаботился о ней, когда Шоу вернулся к работе. Когда ее муж сказал ей, что хочет развода, «первым, кому я позвонила, был мой отец», — сказала Шоу, сдерживая слезы. Шоу сказала, что ее отец предложил помощь, и она переехала к своим родителям.
Шоу сказала, что ее отец также заботился о своей 94-летней матери, а также о своей жене, которая страдает от множества проблем со здоровьем.
Ривз также имел проблемы со здоровьем, включая бурсит. У него также были «мушки», которые иногда мешали его зрению.
Дипломированная медсестра Дерек Фридхофф, сидевший в кинотеатре в 5-6 футах от Чада Оулсона, показал, что во время превью он слышал перебранку. Когда конфликт обострился, он сказал, что видел стоящий силуэт Оулсона. Он услышал, как что-то бросили, и услышал, как Ривз сказал: «Что-то вроде «Я научу тебя или покажу тебе, как бросать в меня попкорн», после чего последовал выстрел».
Сначала Фридхофф сказал, что подумал, что это был предупредительный выстрел, потому что Оулсон какое-то время продолжал стоять. Когда он рухнул, он бросился туда.
Пока он подробно описывал кровотечение Оулсона на полу театра, Николь Оулсон, жена покойного, вытерла слезы, сидя в первом ряду. В тот день она была с мужем и была ранена, когда пуля попала ей в палец.
Фридхофф сказал, что театр был довольно спокойным, и реакция исходила только от тех, кто непосредственно пострадал.
«Это не была массовая истерия», сказал он.
Фридхофф работал с Оулсоном, пока не прибыли парамедики.
«Я только что сделал то, чему меня научили, и о чем я позабочусь», — сказал он.
Показания в пятницу будут включать больше свидетелей, но основным моментом может стать запись с камер наблюдения.
Адвокаты Ривза просили Сиракузы не проигрывать запись в открытом судебном заседании, но судья отказал.
Сиракузы заявили, что «демократия укрепляется», когда судебное разбирательство открыто. Закрытие суда, по его словам, «только подпитывает слухи о том, что на нем написано».
Тем не менее, судья согласился запечатать все доказательства в судебных документах на 30 дней, чтобы адвокаты защиты могли их просмотреть. Эскобар попросил отсрочку на 60 дней, заявив, что немедленное освобождение не позволит его клиенту получить справедливое судебное разбирательство.
«Должна быть процедура, чтобы сделать это ответственным образом», сказал Эскобар. «Просто выпускать его сегодня в массовом порядке слишком опасно».
Предоставление Siracusa отсрочки пришло вопреки возражениям адвокатов организаций средств массовой информации, которые утверждали, что наличие информации будет означать меньше публичных спекуляций, а не больше. Они также сказали, что даже в более громких делах, таких как дело Кейси Энтони, не было полного опечатывания файлов и что все еще можно было найти беспристрастное жюри.
«Подобные аргументы в таком большом округе, как округ Паско, крайне маловероятны», — сказала Энн Х. Арсено, поверенный Tampa Bay Times . «То, что дело привлекло внимание средств массовой информации, не означает, что вы не можете найти беспристрастного жюри».
Lenarge Transportes e Serviços
Postado por
Админ ЛенаржПотрясающие быстро очищаемые пушки
(Некоторая глупость из-за всего нескольких приветствий, помечающих действия с водой и мылом, чтобы немного продвинуть формулу «все в одном»). Ультразвуковое чистящее средство любой марки всегда является отличным выбором, хотя с доступным ассортиментом моделей ультразвукового мыла действительно трудно выбрать качественный сайт для вас. Наши опытные работники составили удобное справочное руководство, чтобы многое сделать при поиске мощного ультразвукового очистителя, который будет соответствовать последнему слову техники, которым необходимо воспользоваться. Модные зубные щетки, тряпки и чистые ватные тампоны, как правило, помогают в уходе за оставшейся частью маркера. Широкое вакуумное давление, как Escape, а также растворитель для копировальных аппаратов могут помочь избавиться от твердого талька внутри игры. Как только вы будете довольны своими проектами, легко соберите какую-нибудь маркировку.
- Вам почти всем будет трудно найти марку совочной группы, у которой нет соусов нескольких типов.
- Следовательно, это самый эффективный углекислый газ и растворители для внутренней одежды.
- Но одевайтесь, не беспокойтесь, почти все мы чрезмерно расставляем цены на самые популярные варианты.
- Если вам нужна маркировка для отличного соотношения цены и качества инвестиций, обратите внимание практически на настоящую нефть.
Тем не менее, бездымный тальк — это не просто измельчение древесного угля https://efekt-ksiegowosc.pl/uzi-semitrailer-auto-the-total-semi-automatic-or-full-automatic-mounting-bolts-9mm -45acp-22lr/ , и точно так же не выносится на сауну целиком. Если вы хотите найти путь к хорошему черному натуральному ружью, изучите Little Room или Space во время Key Woods, в Лауре Энгельс Уайлдер. Было ли этого на самом деле достаточно для целей Пенсильвании, в моем положении это соответствовало эринарии.
Розничный магазин 30% В результате Выстрелы Стабильный поток Покупка!
Очевидной стратегией является продолжение последней маркировки температуры тела умершего. Нанесите на него пасты или даже погладьте его простыней, чтобы повысить его влажность бесплатно. Кроме того, обычно очевидна любая маркировка, используемая впоследствии при измельчении. Ура, чтобы чистка не заставила волноваться изумительный листовой металл. В то время как эта ржавчина может быть выдернута, вы можете почистить прилавок во время стальной пряжи, которую вам нужно отполировать, это позволяет вам сделать с помощью охлажденного вороненого агента по недвижимости.
Как вы можете кристально очистить маркер Физически
Что касается моей ситуации, я хотел бы иметь два дополнительных факта с моим отделением для воды и мыла. «В идеальном мире Superstar пришлось бы переворачивать групповые металлические пистолеты, чтобы обнаружить, что Taurus все еще прибывает со склада». Белая энергия или просто возобновляемая и начните розовый куст, у которого есть зубная щетка, а затем новая утечка wd-thirty, если вы хотите вытеснить обычную воду, и начать CLP, хороший грех медленный, вы должны выдуть последнюю дополнительную с сжатый метеоризм. Это работает очень хорошо для меня, найденного у тузов в куртке. Таким образом, он также может использовать патроны калибра . 22, он может производить более постепенно, и они рекомендуют в пределах всего лишь кг-не один, а два патрона с зазубриной для калибра .22. Меня спросили, что бензиновая смесь Chevron Techron является популярным средством для удаления СО2.
Ручной набор для чистки оружия up
Из этих приложений вы могли бы рассмотреть новый обрез с 14 решениями или просто с двенадцатью стратегиями для ваших потенциальных клиентов. Хороший минуттер является жизненно важным при выборе наиболее подходящего ультразвукового аппарата для пистолета. Некоторое время для хорошего качества воды и мыла являются одними из целей, почему все предпочитают ультразвуковое чистящее мыло. Когда дело доходит до многозадачности, новый таймер можно приобрести в
Женские публикации могут быть причиной боеприпасов, а в моих балетках настоящая еда из полуавтомата. Безрисковые, чистые каталоги, как правило, являются важным фактором при выборе нового полуавтомата. Их можно разобрать, почистить, собрать заново под дорожками компании. Наградные сценические лизуны можно купить, предназначенные для воды и мыла академического журнала. Имейте на здоровье опоры и дополнительное любопытство при использовании журналов, расположенных при разборке, вы должны повторно собрать технику, так как посетители журнала обычно подпружинены. Каталожные не следует очищать маслянистыми веществами, так как эти по-видимому загрязняют пули капсюля.
Не будет видно дерева, костной ткани или других очаровательных поставщиков
Точно так же сказочный слот при условии, что кисти для рисования изготовлены из бронзы. Это говорит о том, по какой причине у них может быть повышенная прочность, сохраняющаяся большая, дальнейшее назначение далеко от спецификаций. Тем не менее, вы не должны использовать ничего, кроме достаточного количества каменного масла каждый час, так как дополнительные могут вызвать плохую погоду, которые почти все живут вдали от своего знака ископаемого масла, связанного с накоплением. Имея это в виду, конкретное моющее средство абсолютно определенно является значительным улучшением, помимо реального оборудования. Мне нравится быть одетым в Ballistol или, может быть, в превосходную одежду 3-в-человеке, чтобы смыть большинство разнообразных ночных загрязнений, а затем каменную пыль какой-то потрясающей сырой нефти, которую я нашел подготовленной Aquila для Южной Африки. Кроме того, добавленный в Ballistol, аромат переносит всех в детство, чтобы вскоре узнать о службе в армии, но он требует немного, чтобы играть 7 дней, и поэтому я необязательно внутри несколько-в-одном.
Функциональная визуализация легких: Часть 1. Современные технические и физиологические основы
1. West JB. Респираторная физиология Люди и идеи. New York, NY: Springer-Verlag, 1996. [Google Scholar]
2. Альбертин К. Структурная организация и количественная морфология легкого. В: Cutillo AG, изд. Применение магнитного резонанса к изучению легких. Армонк, Нью-Йорк: Футура, 1996; 73–114. [Google Scholar]
3. Staub NC. Отек легких. Физиол Ред. 1974;54(3):678–811. [PubMed] [Google Scholar]
4. Армстронг Дж.Д., Глюк Э.Х., Крапо Р.О., Джонс Х.А., Хьюз Дж.М. Объем легочной ткани оценивали одновременным рентгенографическим и гелиевым методами разбавления. Thorax 1982;37(9):676–679. [Бесплатная статья PMC] [PubMed] [Google Scholar]
5. Piiper J, Scheid P. Модели для сравнительного функционального анализа органов газообмена у позвоночных. J Appl Physiol 1982;53(6):1321–1329. [PubMed] [Google Scholar]
6. Röntgen W. Ueber eine neue Art von Strahlen. Vorläufige Mitteilung. В: Aus den Sitzungsberichten der Würzburger Physik.-medic. Вюрцбург, Германия: Gesellschaft, 189.5; 137–147. [Google Scholar]
7. Weibel ER, Taylor CR, Hoppeler H. Концепция симморфоза: проверяемая гипотеза структурно-функциональных отношений. Proc Natl Acad Sci U S A 1991;88(22):10357–10361. [Бесплатная статья PMC] [PubMed] [Google Scholar]
8. Weibel ER. Симморфоз: о форме и функции в формировании жизни. Cambridge, Mass: Harvard University Press, 2000. [Google Scholar]
9. Американское торакальное общество. Клетки альвеолярного эпителия человека типа I в 3D. https://www.youtube.com/watch?v=-iKowVFGKgY. Опубликовано 25 января 2019 г.. По состоянию на 15 июня 2020 г.
10. Weibel ER. Морфометрия легких человека. New York, NY: Academic Press, 1963. [Google Scholar]
11. Itoh H, Nishino M, Hatabu H. Архитектура легких: морфология и функция. J Thorac Imaging 2004;19(4):221–227. [PubMed] [Google Scholar]
12. Itoh H, Nakatsu M, Yoxtheimer LM, Uematsu H, Ohno Y, Hatabu H. Структурная основа функциональной визуализации легких. Eur J Radiol 2001;37(3):143–154. [PubMed] [Google Scholar]
13. Хатабу Х., Уэмацу Х., Хасегава И., Ито Х. МРТ-патологическая корреляция образцов легких. Eur J Radiol 2002;44(3):210–215. [PubMed] [Академия Google]
14. Уэбб В.Р. КТ тонких срезов вторичной легочной дольки: анатомия и изображение — лекция Флейшнера 2004 г. Радиология 2006;239(2):322–338. [PubMed] [Google Scholar]
15. Нишино М., Ито Х. , Хатабу Х. Практический подход к КТ высокого разрешения при диффузных заболеваниях легких. Eur J Radiol 2014;83(1):6–19. [Бесплатная статья PMC] [PubMed] [Google Scholar]
16. Левин Д.Л., Шиблер М.Л., Хопкинс С.Р. Физиология легочного функционального томографа. Eur J Radiol 2017; 86: 308–312. [Бесплатная статья PMC] [PubMed] [Google Scholar]
17. Кастильо Э., Кастильо Р., Мартинес Дж., Шеной М., Герреро Т. Регистрация четырехмерных деформируемых изображений с использованием траекторного моделирования. Phys Med Biol 2010;55(1):305–327. [Бесплатная статья PMC] [PubMed] [Google Scholar]
18. Castillo R, Castillo E, Martinez J, Guerrero T. Вентиляция по данным четырехмерной компьютерной томографии: плотность по сравнению с методами Якоби. Phys Med Biol 2010;55(16):4661–4685. [PubMed] [Google Scholar]
19. Хачулла А.Л., Понтана Ф., Вемо-Стервиноу Л. и др. Криптоновая визуализация вентиляции с использованием двухэнергетической КТ у пациентов с хронической обструктивной болезнью легких: начальный опыт. Радиология 2012;263(1):253–259.. [PubMed] [Google Scholar]
20. Remy-Jardin M, Faivre JB, Pontana F, Remy J. Двухэнергетическая КТ для грудных приложений [на французском языке]. Преподобный Мал Респир 2012; 29 (10): 1268–1271. [PubMed] [Google Scholar]
21. Ohno Y, Fujisawa Y, Takenaka D, et al.. Сравнение КТ с детектором области с усилением ксенона и ОФЭКТ/КТ с вентиляцией на криптоне для оценки функциональной потери легких и тяжести заболевания у курильщиков . AJR Am J Roentgenol 2018;210(2):W45–W53. [PubMed] [Google Scholar]
22. Chae EJ, Song JW, Krauss B, et al. Двухэнергетическая компьютерная томография, характеризующая солитарные легочные узелки. J Торакальная визуализация 2010; 25 (4): 301–310. [PubMed] [Академия Google]
23. Chae EJ, Seo JB, Lee J и др. Ксеноновая визуализация вентиляции с использованием двухэнергетической компьютерной томографии у астматиков: начальный опыт. Invest Radiol 2010;45(6):354–361. [PubMed] [Google Scholar]
24. Galbán CJ, Han MK, Boes JL и др. Биомаркер на основе компьютерной томографии обеспечивает уникальную сигнатуру для диагностики фенотипов ХОБЛ и прогрессирования заболевания. Nat Med 2012; 18 (11): 1711–1715. [Бесплатная статья PMC] [PubMed] [Google Scholar]
25. Capaldi DP, Zha N, Guo F, et al. Биомаркеры легочной визуализации газовых ловушек и эмфиземы при ХОБЛ: (3) He MR Imaging and CT Parametric Response Карты. Радиология 2016;279(2): 597–608. [PubMed] [Google Scholar]
26. Bachert P, Schad LR, Bock M, et al.. Ядерно-магнитно-резонансная томография дыхательных путей человека с использованием гиперполяризованного 3He. Magn Reson Med 1996;36(2):192–196. [PubMed] [Google Scholar]
27. Kauczor HU, Ebert M, Kreitner KF, et al.. Визуализация легких с использованием 3He МРТ: предварительный клинический опыт у 18 пациентов с заболеванием легких и без него. J Magn Reson Imaging 1997;7(3):538–543. [PubMed] [Google Scholar]
28. Альтес Т.А., Пауэрс П.Л., Найт-Скотт Дж. и др.. Гиперполяризованная МРТ-визуализация легких с 3He у астматиков: предварительные результаты. J Magn Reson Imaging 2001;13(3):378–384. [PubMed] [Академия Google]
29. de Lange EE, Altes TA, Patrie JT и др. Изменчивость региональной обструкции воздушного потока в легких у пациентов с астмой: оценка с помощью магнитно-резонансной томографии с гиперполяризованным гелием-3. J Allergy Clin Immunol 2007;119(5):1072–1078. [PubMed] [Google Scholar]
30. Capaldi DPI, Eddy RL, Svenningsen S, et al. МРТ легких при свободном дыхании для количественной оценки регионарной вентиляции. Радиология 2018;287(2):693–704. [PubMed] [Google Scholar]
31. Бауман Г., Пудербах М., Деймлинг М. и др. Оценка перфузии и вентиляции легких человека без контрастного усиления с помощью разложения Фурье в протонной МРТ. Магн Резон Мед 2009;62(3):656–664. [PubMed] [Google Scholar]
32. Воскребензев А., Гутберлет М., Климеш Ф. и др.. Возможность количественного картирования региональной вентиляции и перфузии с помощью МРТ функционального легкого с фазовым разрешением (ПРЕДВАРИТЕЛЬНАЯ) у здоровых добровольцев и ХОБЛ, ХТЭЛГ, и больных МВ. Magn Reson Med 2018;79(4):2306–2314. [PubMed] [Google Scholar]
33. Эдельман Р.Р., Хатабу Х., Тадамура Э., Ли В., Прасад П.В. Неинвазивная оценка регионарной вентиляции легких человека с помощью магнитно-резонансной томографии с усилением кислорода. Нат Мед 1996;2(11):1236–1239. [PubMed] [Google Scholar]
34. Ohno Y, Hatabu H, Takenaka D, Adachi S, Van Cauteren M, Sugimura K. МРТ вентиляции легких с усилением кислорода: предварительный клинический опыт у 25 субъектов. AJR Am J Roentgenol 2001;177(1):185–194. [PubMed] [Google Scholar]
35. Müller CJ, Schwaiblmair M, Scheidler J, et al.. Диффузионная способность легких: оценка с помощью МРТ легких с усилением кислорода, предварительные результаты. Радиология 2002;222(2):499–506. [PubMed] [Академия Google]
36. Ohno Y, Hatabu H, Higashino T и др. МРТ с кислородным усилением: корреляция с послеоперационной функцией легких у пациентов с раком легких. Радиология 2005;236(2):704–711. [PubMed] [Google Scholar]
37. Ohno Y, Koyama H, Nogami M, et al. Динамическая МРТ с кислородным усилением в сравнении с количественной КТ: оценка функциональной потери легких и классификация клинических стадий ХОБЛ, связанной с курением. AJR Am J Roentgenol 2008;190(2):W93–W99. [PubMed] [Google Scholar]
38. Ohno Y, Iwasawa T, Seo JB и др. Магнитно-резонансная томография с кислородным усилением в сравнении с компьютерной томографией: многоцентровое исследование клинической классификации хронической обструктивной болезни легких, связанной с курением. Am J Respir Crit Care Med 2008; 177 (10): 1095–1102. [PubMed] [Google Scholar]
39. Ohno Y, Nishio M, Koyama H, et al.. МРТ с кислородным усилением, МСКТ тонких срезов и перфузионная ОФЭКТ/КТ: сравнение клинических последствий для лечения пациентов с объемом легких редукционная хирургия. AJR Am J Roentgenol 2012;199(4):794–802. [PubMed] [Google Scholar]
40. Ohno Y, Nishio M, Koyama H и др. Астма: сравнение динамической МРТ с кислородным усилением и количественной КТ тонких срезов для оценки клинического лечения. Радиология 2014;273(3):907–916. [PubMed] [Google Scholar]
41. Renne J, Hinrichs J, Schönfeld C, et al.. Неинвазивная количественная оценка воспаления дыхательных путей после сегментарной аллергенной нагрузки с помощью функциональной МРТ: доказательство концепции исследования. Радиология 2015;274(1):267–275. [PubMed] [Google Scholar]
42. Renne J, Lauermann P, Hinrichs JB, et al.. Хроническая дисфункция легочного аллотрансплантата: МРТ легких с Т1-картированием с усилением кислорода. Радиология 2015;276(1):266–273. [PubMed] [Академия Google]
43. Жа В., Нагле С.К., Кэдман Р.В., Шиблер М.Л., Файн С.Б. Трехмерная изотропная функциональная визуализация муковисцидоза с использованием МРТ с кислородным усилением: сравнение с гиперполяризованной МРТ 3 He. Радиология 2019;290(1):229–237. [Бесплатная статья PMC] [PubMed] [Google Scholar]
44. Adolphi NL, Kuethe DO. Количественное картирование вентиляционно-перфузионных отношений в легких с помощью МРТ 19F Т1 инертных фторированных газов. Magn Reson Med 2008; 59 (4): 739–746. [PubMed] [Академия Google]
45. Крюгер С.Дж., Нэгл С.К., Коуч М.Дж., Оно Ю., Альберт М., Фейн С.Б. Функциональная визуализация легких с газовыми агентами. J Magn Reson Imaging 2016;43(2):295–315. [PMC free article] [PubMed] [Google Scholar]
46. Gutberlet M, Kaireit TF, Voskrebenzev A, et al.. Динамика свободного дыхания 19 F Газовая МРТ для картирования регионарной вентиляции легких у пациентов с ХОБЛ . Радиология 2018;286(3):1040–1051. [PubMed] [Google Scholar]
47. McCallister A, Chung SH, Antonacci M, et al.. Сравнение одиночного дыхания с гиперполяризацией 129 Xe МРТ с динамической 19 F МРТ при муковисцидозе легких. Magn Reson Med 2021;85(2):1028–1038. [Бесплатная статья PMC] [PubMed] [Google Scholar]
48. Musch G, Venegas JG. Позитронно-эмиссионная томография регионарной легочной перфузии и вентиляции. Proc Am Thorac Soc 2005;2(6):522–527, 508–509. [Бесплатная статья PMC] [PubMed] [Google Scholar]
49. Bailey DL, Eslick EM, Schembri GP, Roach PJ. (68) Ga ПЭТ вентиляции и перфузионной визуализации легких – текущее состояние и будущие задачи. Semin Nucl Med 2016;46(5):428–435. [PubMed] [Академия Google]
50. Lu GM, Zhao Y, Zhang LJ, Schoepf UJ. Двухэнергетическая КТ легких. AJR Am J Roentgenol 2012;199(5 Suppl):S40–S53. [PubMed] [Google Scholar]
51. Fuld MK, Halaweish AF, Haynes SE, Divekar AA, Guo J, Hoffman EA. Легочный объем перфузируемой крови с помощью двухэнергетической КТ в качестве заменителя легочной перфузии, оцененной с помощью динамической мультидетекторной КТ. Радиология 2013;267(3):747–756. [Бесплатная статья PMC] [PubMed] [Google Scholar]
52. Ohno Y, Koyama H, Matsumoto K, et al.. Дифференциация злокачественных и доброкачественных легочных узлов с помощью количественной перфузионной КТ с 320 рядами детекторов первого прохода в сравнении с ПЭТ с ФДГ /КТ. Радиология 2011;258(2):599–609. [PubMed] [Google Scholar]
53. Ohno Y, Nishio M, Koyama H, et al. . Сравнение количественного анализа динамической КТ с использованием различных математических методов с ФДГ ПЭТ/КТ при лечении солитарных легочных узлов. AJR Am J Roentgenol 2013;200(6):W593–W602. [PubMed] [Google Scholar]
54. Ohno Y, Nishio M, Koyama H, et al.. Солитарные легочные узлы: сравнение динамического первого прохода с контрастным усилением с детектором области перфузии, динамического первого прохода с контрастным усилением МРТ и ФДГ ПЭТ/КТ. Радиология 2015;274(2):563–575. [PubMed] [Академия Google]
55. Ohno Y, Koyama H, Lee HY, Miura S, Yoshikawa T, Sugimura K. Оценка перфузии на основе КТ и МРТ с контрастным усилением при легочных заболеваниях: основы и клиническое применение. Diagn Interv Radiol 2016;22(5):407–421. [Бесплатная статья PMC] [PubMed] [Google Scholar]
56. Ohno Y, Koyama H, Fujisawa Y, et al.. Детектор области перфузии с динамическим контрастным усилением КТ для пациентов с немелкоклеточным раком легкого: влияние математических моделей о возможностях раннего прогнозирования ответа на лечение и рецидивов после химиолучевой терапии. Eur J Radiol 2016;85(1):176–186. [PubMed] [Академия Google]
57. Ohno Y, Koyama H, Fujisawa Y, et al. Гибридный метод итеративной реконструкции по сравнению с методом обратной проекции с фильтром: возможность снижения дозы облучения и оценки перфузии на динамическом первом проходе перфузионного детектора грудной клетки с контрастным усилением КТ. Eur J Radiol 2016;85(1):164–175. [PubMed] [Google Scholar]
58. Ohno Y, Fujisawa Y, Koyama H, et al.. КТ-детектор зоны перфузии с динамическим контрастным усилением, оцененный с помощью различных математических моделей: его способность прогнозировать терапевтический исход для немелкоклеточных больных раком легкого с химиолучевой терапией по сравнению с ФДГ-ПЭТ/КТ. Евро Дж. Радиол 2017; 86: 83–91. [PubMed] [Google Scholar]
59. Ohno Y, Fujisawa Y, Sugihara N, et al.. КТ с динамическим контрастным усилением перфузии: предварительное сравнение диагностических характеристик для оценки стадии N с помощью ПЭТ/КТ с ФДГ при немелкоклеточном раке легкого. AJR Am J Roentgenol 2017;209(5):W253–W262. [PubMed] [Google Scholar]
60. Ohno Y, Fujisawa Y, Yui M, et al.. Одиночный легочный узел: сравнение количественных возможностей для дифференциации и лечения при динамической КЭ-перфузионной МРТ в системе 3 T, динамической КЭ- перфузионная ADCT и FDGPET/CT. Евро Дж Радиол 2019;115:22–30. [PubMed] [Google Scholar]
61. Хатабу Х., Гаа Дж., Ким Д., Ли В., Прасад П.В., Эдельман Р.Р. Легочная перфузия: качественная оценка с помощью динамической МРТ с контрастным усилением с использованием ультракороткой ТЕ и инверсионно-восстановительной турбо-ВСПЫШКИ. Magn Reson Med 1996;36(4):503–508. [PubMed] [Google Scholar]
62. Hatabu H, Tadamura E, Levin DL, et al. Количественная оценка легочной перфузии с помощью динамической МРТ с контрастным усилением. Magn Reson Med 1999;42(6):1033–1038. [PubMed] [Академия Google]
63. Ohno Y, Kawamitsu H, Higashino T и др.. МР-ангиография легких с контрастным усилением и временным разрешением с использованием кодирования чувствительности (SENSE). J Magn Reson Imaging 2003;17(3):330–336. [PubMed] [Google Scholar]
64. Ohno Y, Higashino T, Takenaka D и др. МР-ангиография с кодированием чувствительности (SENSE) при подозрении на легочную эмболию: сравнение с МСКТ и вентиляционно-перфузионной сцинтиграфией. AJR Am J Roentgenol 2004;183(1):91–98. [PubMed] [Google Scholar]
65. Johns CS, Swift AJ, Hughes PJC, Ohno Y, Schiebler M, Wild JM. Легочная МР-ангиография и визуализация перфузии — обзор методов и приложений. Eur J Radiol 2017; 86: 361–370. [PubMed] [Академия Google]
66. Ohno Y, Yoshikawa T, Kishida Y, Seki S, Karabulut N. МРТ-ангиография без усиления и с контрастированием и перфузионная визуализация при подозрении на легочную тромбоэмболию. AJR Am J Roentgenol 2017;208(3):517–530. [PubMed] [Google Scholar]
67. Левин Д.Л., Чен К., Чжан М., Эдельман Р.Р., Хатабу Х. Оценка регионарной легочной перфузии с помощью сверхбыстрой магнитно-резонансной томографии. Magn Reson Med 2001;46(1):166–171. [PubMed] [Google Scholar]
68. Ohno Y, Hatabu H, Murase K, et al.. Количественная оценка регионарной легочной перфузии во всем легком с использованием трехмерной сверхбыстрой динамической магнитно-резонансной томографии с контрастным усилением: предварительный опыт в 40 предметов. J Magn Reson Imaging 2004;20(3):353–365. [PubMed] [Академия Google]
69. Ohno Y, Hatabu H, Murase K, et al. Первичная легочная гипертензия: 3D динамическая перфузионная МРТ для количественного анализа регионарной легочной перфузии. AJR Am J Roentgenol 2007;188(1):48–56. [PubMed] [Google Scholar]
70. Ohno Y, Koyama H, Nogami M, et al. Послеоперационная функция легких у больных раком легкого: сравнительный анализ прогностических возможностей МРТ, КТ и ОФЭКТ. AJR Am J Roentgenol 2007;189(2):400–408. [PubMed] [Google Scholar]
71. Ohno Y, Koyama H, Nogami M, et al. Динамическая перфузионная МРТ: возможность оценки тяжести заболевания и прогрессирования легочной артериальной гипертензии у пациентов с заболеванием соединительной ткани. J Magn Reson Imaging 2008; 28 (4): 887–89.9. [PubMed] [Google Scholar]
72. Ohno Y, Koyama H, Yoshikawa T и др. Мультидетекторная компьютерная томография с контрастным усилением в сравнении с магнитно-резонансной ангиографией с временным разрешением в сравнении с перфузионной МРТ с контрастным усилением: оценка ответа на лечение пациентов с неоперабельной хронической тромбоэмболической легочной гипертензией. J Magn Reson Imaging 2012;36(3):612–623. [PubMed] [Google Scholar]
73. Салерно М., Альтес Т.А., Брукман Дж.Р., де Ланге Э.Е., Мюглер Дж.П. 3rd. Динамическая спиральная МРТ легочного газового потока с использованием гиперполяризованного (3)He: предварительные исследования в здоровых и больных легких. Magn Reson Med 2001;46(4):667–677. [PubMed] [Академия Google]
74. Кливленд З.И., Кофер Г.П., Мец Г. и др.. Гиперполяризованная Хе МРТ-визуализация поглощения альвеолярного газа у людей. PLoS One 2010;5(8):e12192. [Бесплатная статья PMC] [PubMed] [Google Scholar]
75. Чен Р.Ю., Фан Ф.К., Ким С., Ян К.М., Усами С., Чиен С. Коэффициент распределения ксенона между тканью и кровью: зависимость от температуры и гематокрита. J Appl Physiol 1980;49(2):178–183. [PubMed] [Google Scholar]
76. Сакаи К., Билек А.М., Отейза Э. и др. Временная динамика гиперполяризованных резонансов 129Xe у живых крыс. J Magn Reson B 1996;111(3):300–304. [PubMed] [Google Scholar]
77. Wagshul ME, Button TM, Li HF и др. МРТ и спектроскопия in vivo с использованием гиперполяризованного 129Xe. Magn Reson Med 1996;36(2):183–191. [PubMed] [Google Scholar]
78. Tseng CH, Peled S, Nascimben L, Oteiza E, Walsworth RL, Jolesz FA. ЯМР поляризованного лазером 129Xe в пене крови. J Magn Reson 1997;126(1):79–86. [PubMed] [Google Scholar]
79. Månsson S, Wolber J, Driehuys B, Wollmer P, Golman K. Характеристика диффузионной способности и перфузии легких крыс в модели липополисахаридной болезни с использованием гиперполяризованного 129Хе. Magn Reson Med 2003;50(6):1170–1179. [PubMed] [Google Scholar]
80. Чанг Ю.В. MOXE: модель газообмена для гиперполяризованного магнитного резонанса 129Xe легких. Magn Reson Med 2013;69(3):884–890. [PubMed] [Google Scholar]
81. Stewart NJ, Leung G, Norquay G, et al.. Экспериментальная проверка метода восстановления насыщения гиперполяризованным химическим сдвигом 129 Xe у здоровых добровольцев и субъектов с интерстициальным заболеванием легких. Magn Reson Med 2015;74(1):196–207. [PubMed] [Google Scholar]
82. Stewart NJ, Horn FC, Norquay G, et al.. Воспроизводимость количественных показателей функции легких и микроструктуры по данным 129 Xe восстановление насыщения химическим сдвигом (CSSR) MR-спектроскопия. Magn Reson Med 2017;77(6):2107–2113. [Бесплатная статья PMC] [PubMed] [Google Scholar]
83. Ruppert K, Brookeman JR, Hagspiel KD, Mugler JP 3rd. Исследование физиологии легких с помощью ксенонового поляризационно-переносного контраста (XTC). Magn Reson Med 2000;44(3):349–357. [PubMed] [Google Scholar]
84. Ruppert K, Mata JF, Wang HT и др. XTC MRI: повышение чувствительности за счет оптимизации параметров. Magn Reson Med 2007;57(6):1099–1109. [PubMed] [Google Scholar]
85. Dregely I, Ruset IC, Mata JF, et al. МРТ с переносом поляризации ксенона с множественным обменом времени (MXTC): первоначальные результаты на животных и здоровых добровольцах. Magn Reson Med 2012;67(4):943–953. [PMC free article] [PubMed] [Google Scholar]
86. Li H, Zhang Z, Zhao X, et al.. Количественная оценка функции газообмена в легких с использованием гиперполяризации 129 Xe CEST MRS и MRI. ЯМР Биомед 2018;31(9):e3961. [PubMed] [Google Scholar]
87. Sharifi H, Brown S, McDonald GC, Chetty IJ, Zhong H. 4-мерная компьютерная томография на основе изображений вентиляции и соответствия для количественной оценки радиационно-индуцированных изменений в функции легких. J Med Imaging Radiat Oncol 2019;63(3):370–377. [PubMed] [Google Scholar]
88. Гуо Дж., Харди В.Д., Кливленд З.И. и др.. Продольное МРТ-измерение физиологии легких мышей при свободном дыхании в модели прогрессирующего фиброза легких. J Appl Physiol (1985) 2019;126(4):1138–1149. [Бесплатная статья PMC] [PubMed] [Google Scholar]
89. Bizino MB, Sala ML, de Heer P, et al. MR мультиорганного поражения при метаболическом синдроме. Magn Reson Imaging Clin N Am 2015;23(1):41–58. [PubMed] [Google Scholar]
90. Щикутович Т.П., Малкус А., Чиано А., Позняк М. Отслеживание моделей несоблюдения предписанных параметров протокола КТ. J Am Coll Radiol 2017;14(2):224–230. [PubMed] [Google Scholar]
91. Чайлз С. КТ-скрининг рака легких с низкой дозой: выход на клиническую арену. J Торакальная визуализация 2015; 30 (2): 77–78. [PubMed] [Академия Google]
92. Агостини А., Боргерези А., Каротти М. и др. Итеративная реконструкция третьего поколения по протоколу КТ грудной клетки с двумя источниками, высоким шагом и низкой дозой с оловянным фильтром для формирования спектра при 100 кВ: исследование на небольшой серии пациентов с COVID-19. Radiol Med (Турин) 2020. 10.1007/s11547-020-01298-5. Опубликовано в Интернете 12 октября 2020 г. [Бесплатная статья PMC] [PubMed] [CrossRef]
93. Singh R, Digumarthy SR, Muse VV и др.. Качество изображения и обнаружение повреждений при реконструкции глубокого обучения и итеративной реконструкции субмиллизивертной грудной клетки и КТ брюшной полости. AJR Am J Roentgenol 2020;214(3):566–573. [PubMed] [Академия Google]
94. Lee G, Lee HY, Park H и др.. Радиомика и ее новая роль в исследованиях рака легких, визуализирующих биомаркерах и клиническом ведении: состояние дел. Eur J Radiol 2017; 86: 297–307. [PubMed] [Google Scholar]
95. Huang Y, Liu Z, He L, et al.. Radiomics Signature: потенциальный биомаркер для прогнозирования безрецидивной выживаемости на ранней стадии (I или II) немалых Клеточный рак легкого. Радиология 2016;281(3):947–957. [PubMed] [Google Scholar]
96. Старков П., Агилера Т. А., Голден Д. И. и др.. Использование радиомиксного КТ-анализа на основе текстуры для прогнозирования исходов немелкоклеточного рака легкого на ранней стадии, леченного стереотаксической абляцией. лучевая терапия. Бр Дж Радиол 2019;92(1094): 20180228. [Бесплатная статья PMC] [PubMed] [Google Scholar]
мелкоклеточный рак легкого. Научный представитель 2017; 7 (1): 588. [Бесплатная статья PMC] [PubMed] [Google Scholar]
98. Wang T, Deng J, She Y и др.. Radiomics Signature предсказывает безрецидивную выживаемость при немелкоклеточном раке легкого I стадии. Энн Торак Сург 2020; 109 (6): 1741–1749. [PubMed] [Академия Google]
99. Lee JG, Jun S, Cho YW и др. Глубокое обучение в медицинской визуализации: общий обзор. Korean J Radiol 2017;18(4):570–584. [Бесплатная статья PMC] [PubMed] [Google Scholar]
100. Chartrand G, Cheng PM, Vorontsov E, et al. Глубокое обучение: учебник для радиологов. РадиоГрафика 2017;37(7):2113–2131. [PubMed] [Google Scholar]
101. Lee SM, Seo JB, Yun J и др. Приложения глубокого обучения в рентгенографии грудной клетки и компьютерной томографии: текущее состояние дел. J Торакальная визуализация 2019;34(2):75–85. [PubMed] [Google Scholar]
102. Цинь С., Шлемпер Дж., Кабальеро Дж., Прайс А.Н., Хайнал Дж.В., Рюкерт Д. Сверточные рекуррентные нейронные сети для динамической реконструкции МР-изображений. IEEE Trans Med Imaging 2019;38(1):280–290. [PubMed] [Google Scholar]
103. Ли С.М., Ли Дж.Г., Ли Г. и др. Преобразование КТ-изображений между различными ядрами реконструкции без синограммы с использованием сверточной нейронной сети. Korean J Radiol 2019; 20 (2): 295–303. [Бесплатная статья PMC] [PubMed] [Google Scholar]
104. Choe J, Lee SM, Do KH, et al.. Преобразование изображений ядер КТ-реконструкции на основе глубокого обучения улучшает воспроизводимость радиомики для легочных узлов или образований. Радиология 2019;292(2):365–373. [PubMed] [Google Scholar]
105. Dong X, Lei Y, Wang T и др.. Автоматическая мультиорганная сегментация на КТ-изображениях грудной клетки с использованием U-net-GAN. Медицинская физика 2019;46(5):2157–2168. [Бесплатная статья PMC] [PubMed] [Google Scholar]
106. Park J, Yun J, Kim N, et al. . Полностью автоматизированная сегментация доли легкого в объемной КТ грудной клетки с помощью 3D U-Net: Валидация с Intra- и Extra -Наборы данных. J Digit Imaging 2020;33(1):221–230. [Бесплатная статья PMC] [PubMed] [Google Scholar]
107. Park B, Park H, Lee SM, Seo JB, Kim N. Сегментация легких на HRCT и объемной КТ при диффузном интерстициальном заболевании легких с использованием глубоких сверточных нейронных сетей. J Digit Imaging 2019;32(6):1019–1026. [Бесплатная статья PMC] [PubMed] [Google Scholar]
108. Tustison NJ, Avants BB, Gee JC. Изучение пространственных преобразований на основе изображений с помощью сверточных нейронных сетей: обзор. Magn Reson Imaging 2019; 64: 142–153. [PubMed] [Google Scholar]
109. Hatabu H, Ohno Y, Gefter WB, et al. Расширение применения МРТ легких в клинической оценке заболеваний легких: позиционный документ Общества Флейшнера. Радиология 2020;297(2):286–301. [PubMed] [Google Scholar]
110. Шиблер М.Л., Паррага Г., Гефтер В. Б. и др.. Краткий обзор расширенного применения МРТ легких в клинической оценке заболеваний легких: позиционный документ Общества Флейшнера. Грудь 2020. 10.1016/j.chest.2020.09.075. Опубликовано в Интернете 14 сентября 2020 г. [PubMed] [CrossRef]
111. Weibel ER. Морфометрическая оценка диффузионной способности легких. I. Модель и метод. Респир Физиол. 1970–1971; 11 (1): 54–75. [PubMed] [Академия Google]
112. Roos JE, McAdams HP, Kaushik SS, Driehuys B. МРТ с гиперполяризованным газом: техника и применение. Magn Reson Imaging Clin N Am. 2015 г.; 23(2): 217–229. [Бесплатная статья PMC] [PubMed] [Google Scholar]
113. Fain S, Schiebler ML, McCormack DG, Parraga G. Визуализация функции легких с использованием магнитно-резонансной томографии с гиперполяризованным гелием-3: обзор текущих и новых трансляционных методов и приложений. . J Magn Reson Imaging. 2010 г.; 32 (6): 1398–1408. [Бесплатная статья PMC] [PubMed] [Google Scholar]
114. Couch MJ, Ball IK, Li T, et al. МРТ легких 19F с ультракоротким временем эха с вдыханием смесей фторированных газов у здоровых добровольцев: осуществимость. Радиология. 2013; 269(3): 903–909. [PubMed] [Google Scholar]
115. Босс А., Вейгер М., Визингер Ф. Будущие тенденции получения изображений для ПЭТ/МРТ. Семин Нукл Мед. 2015 г.; 45(3): 201–211. [PubMed] [Google Scholar]
116. Олдерсон PO, Line BR. Сцинтиграфическая оценка регионарной легочной вентиляции. Семин Нукл Мед. 1980; 10(3): 218–242. [PubMed] [Google Scholar]
117. Ohno Y, Koyama H, Takenaka D, et al.. Регистрация вентиляции и перфузии ОФЭКТ с использованием макроагрегированного альбумина, меченного криптоном-81m и Tc-99m, с применением мультиспиральной КТ для прогнозирования состояния послеоперационного легкого. функции у больных немелкоклеточным раком легкого. Академ Радиол. 2007 г.; 14(7): 830–838. [PubMed] [Google Scholar]
118. Видал Мело М.Ф., Лейфилд Д., Харрис Р.С. и др. Количественная оценка регионарных вентиляционно-перфузионных отношений с помощью ПЭТ. Дж Нукл Мед. 2003 г.; 44(12): 1982–1991. [PubMed] [Google Scholar]
119. Ohno Y, Fujisawa Y, Takenaka D, et al.. Сравнение КТ с детектором области с ксеноновым усилением и ОФЭКТ/КТ с вентиляцией на криптоне для оценки функциональной потери легких и тяжести заболевания у курильщиков . AJR Am J Рентгенол. 2018; 210(2): W45–W53. [PubMed] [Google Scholar]
120. Lai LM, Cheng JY, Alley MT, Zhang T, Lustig M, Vasanawala SS. Возможности МРТ сердца новорожденных и детей раннего возраста с усилением ферумокситола без общей анестезии. J Magn Reson Imaging. 2017; 45 (5): 1407–1418. [Бесплатная статья PMC] [PubMed] [Google Scholar]
121. Mai VM, Chen Q, Bankier AA, Визуализация легочного кровотока и перфузии с использованием фазочувствительного селективного восстановления инверсии. Магн Резон Мед. 2000 г.; 43(6): 793–795. [PubMed] [Google Scholar]
122. Хатабу Х., Тадамура Э., Прасад П.В., Чен К., Бакстон Р., Эдельман Р.Р. Неинвазивная визуализация легочной перфузии с помощью последовательности STAR-HASTE. Магн Резон Мед. 2000 г.; 44(5): 808–812. [PubMed] [Google Scholar]
123. Besson FL, Fernandez B, Faure S, et al.. (18) Кинетическое моделирование F-FDG PET и DCE и их корреляции при первичном НМРЛ: первый воксельный корреляционный анализ человека одновременные данные ПЭТ-МРТ с [18F]ФДГ. EJNMMI Рез. 2020; 10(1): 88. [Бесплатная статья PMC] [PubMed] [Google Scholar]
124. Fukuchi K, Hayashida K, Nakanishi N, et al. Количественный анализ перфузии легких у пациентов с первичной легочной гипертензией. Дж Нукл Мед. 2002 г.; 43(6): 757–761. [PubMed] [Google Scholar]
125. Takenaka D, Ohno Y, Koyama H, et al. Совместно зарегистрированная перфузионная ОФЭКТ/КТ: полезность для прогнозирования улучшенных послеоперационных результатов у кандидатов на операцию по уменьшению объема легких. Евр Дж Радиол. 2010 г.; 74(3): 465–472. [PubMed] [Google Scholar]
126. van der Veldt AA, Hendrikse NH, Harms HJ, et al.. Количественные параметрические изображения перфузии с использованием воды, меченной 15O, и клинического ПЭТ/КТ-сканера: вариабельность тестов и повторных тестов при раке легких . Дж Нукл Мед. 2010 г.; 51 (11): 1684–169.0. [PubMed] [Google Scholar]
127. Derlin T, Kelting C, Hueper K, et al.. Количественная оценка объема перфузии легких с использованием гибридной ОФЭКТ/КТ позволяет уточнить оценку перфузии легких и оценить степень заболевания при хронической тромбоэмболии. Легочная гипертензия. Клин Нукл Мед. 2018; 43(6): е170–е177. [PubMed] [Google Scholar]
128. Le Roux PY, Hicks RJ, Siva S, Hofman MS. ПЭТ/КТ Вентиляция легких и сканирование перфузии с использованием Galligas и Gallium-68-MAA. Семин Нукл Мед. 2019; 49(1): 71–81. [PubMed] [Google Scholar]
129. Kim BH, Seo JB, Chae EJ, Lee HJ, Hwang HJ, Lim C. Анализ дефектов перфузии по причинам, отличным от острой легочной тромбоэмболии, на двухэнергетической КТ с контрастным усилением в последовательных исследованиях. 537 пациентов. Евр Дж Радиол. 2012 г.; 81(4): e647–652. [PubMed] [Google Scholar]
130. Masy M, Giordano J, Petyt G, et al. Двухэнергетическая КТ (DECT) перфузии легких при легочной гипертензии: степень соответствия V/Q-сцинтиграфии в диагностике хронической тромбоэмболической легочной гипертензии (КТЭФ).