FARADAY — Конденсаторная сварка
Аппараты конденсаторной сварки FARADAY (Фарадей) предназначены для приварки шпилек, втулок, гвоздей, клемм заземления и других видов крепежа на металлическое основание. Основным преимуществом данной технологии является возможность приварки крепежа на тонколистовую сталь (от 0,5 мм) без видимых повреждений с обратной стороны. Также применение конденсаторной сварки позволяет удешевить стоимость готового соединения по сравнению с традиционными методами сварки и значительно ускорить процесс приварки.
Каталог
Аппарат конденсаторной сварки FARADAY
Комплектующие FARADAY (Фарадей)
Крепеж для конденсаторной сварки
Новости
Монтаж изоляционного материала с помощью чашеобразных гвоздей CHP
В линейке продукции FARADAY появился новый сварочный пистолет — CHP.
Видео о работе аппарата конденсаторной сварки FARADAY (Фарадей)
На сайте начал работу раздел «Видео».
Выставка Weldex 2015 (Россварка)
В КВЦ «Сокольники» (Москва) с 6 по 9 октября пройдет выставка Weldex 2015 (Россварка).
Стенд ООО «Метиз-Профи» находится в павильоне 4.1 № А435.
Будет продемонстрирована работа аппаратов конденсаторной сварки FARADAY (Фарадей). Приглашаем посетить наш стенд.
Обновленная модель аппарата конденсаторной сварки (приварки крепежа) FARADAY.
Завершилась настройка опытного образца обновленного аппарата конденсаторной сварки (приварки крепежа) FARADAY.
Продолжение работы сайта studwelding.ru
Сайт studwelding.ru после обновления начинает свою работу.
Видео
Faraday PSI-3 конденсаторная сварка (приварка шпилек)
Приварка фурнитуры конденсаторной сваркой (FARADAY CD)
Аппарат конденсаторной сварки FARADAY CD 700 (Фарадей) с пневматической ударной установкой PSI-2
Приварка латунных шпилек. Конденсаторная сварка FARADAY CD 700 (Фарадей).
Аппарат конденсаторной сварки FARADAY CD 700 (Фарадей) с пневматической ударной установкой PSI-1
Фиксация выводов электрохимической защиты (ЭХЗ)
Приварка крепежа на тонколистовую сталь аппаратом FARADAY (Фарадей)
Конденсаторная сварка FARADAY (Фарадей)
Статьи
10 из 11Приварка игл для крепления значков
Конденсаторная сварка позволяет производить монтаж фурнитуры (шпилек, игл, и пр. ) к металлическому основанию (значкам, орденам и пр.).
) к металлическому основанию (значкам, орденам и пр.).
Материал крепежа может быть сталь (черная, нержавеющая, никелировання, омедненная и пр., латунь, алюминий, серебро, золото). Основным преимуществом конденсаторной сварки является возможность приварки крепежа к тонколистовой стали (менее 1 мм) без видимых следов сварки с обратной стороны металла. В процессе сварки не происходит ни нагрев деталей, ни их деформация. Еще одним преимуществом конденсаторной сварки является высокая производительность.
Скорость ограничивается лишь временем вставки привариваемого элемента в сварочный держатель, а сам процесс приварки занимает доли секунды. Количество сварок составляет 20-30 штук в минуту.
Для конденсаторной сварки надо использовать специальные иглы и шпильки. Они должны иметь циллиндрический выступ малых размеров (менее 1 мм) в основании. Этот выступ служит запалом.
Игла с фиксатором
Игла без фиксатора
Шпилька с резьбой
Соединение с помощью конденсаторной сварки является прочным. При работе на излом крепеж на отваливается.
При работе на излом крепеж на отваливается.
- Приварка игл,
- фурнитура для значков,
- конденсаторная сварка,
- приварка шпилек,
- иглы для значков
Фиксация выводов электрохимической защиты (ЭХЗ)
Аппараты конденсаторной сварки FARADAY применяются для фиксации выводов электрохимической защиты (ЭХЗ) к основанию магистральных газовых и нефтяных трубопроводов. Конденсаторная сварка позволяет осуществлять приварку крепежных элементов (как правило, шпилек) к любому стальному основанию за короткое время (0,001-0,003 секунды), при очень небольшой глубине провара (примерно 0,3 мм). Прочность соединения при этом остается высокой – при нагрузках деформируется само тело крепежного элемента, а не место сварки. Сами шпильки могут быть выполнены из стали с покрытием (омеднение, никелирование и пр. ) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
Одним из самых больших достоинств технологии является простота установки:
1. Сталь зачищается от окалины, ржавчины и грязи.
2. Прриварка шпилек конденсаторным разрядом.
3. Провидится монтаж выводов ЭХЗ.
Приварные шпильки бывают со специальным увеличенным фланцем, для лучшего контакта:
Видео процеса установки: http://studwelding.ru/video#video-597379
- эхз,
- конденсаторная сварка,
- приварка шпилек,
- выводы эхз,
- faraday,
Звезды с аллеи чемпионов на курорте «Роза Хутор»
В 2016 году на горнолыжном курорте «Роза Хутор» появилась Аллея олимпийских чемпионов.
источник
Изначально детали латунной звезды крепились к граниту при помощи двухкомпонентного эпоксидного клея. Спустя полгода детали отклеились и потребовалось изготовить альтернативное крепление. С обратной стороны к латунным деталям звезд были приварены стальные шпильки с помощью аппарата конденсаторной сварки FARADAY CD 1400.
Конденсаторная сварка обладает отличительной особенностью, а именно, провар минимален и отсутствуют следы повреждения с обратной стороны основания, что особенно важно при работе с металлом малой толщины. Переделка звезд происходила непосредственно на объекте. Далее латунные детали были закреплены на гранитной плите и в таком виде были установлены на набережной курорта.
Прочность приварки конденсаторной сварки, несмотря на минимальный уровень провара, очень высокая: при нагрузках происходит деформация самой шпильки, а не места сварки. Материал шпилек может быть различным – сталь, нержавейка, латунь, алюминий.
- роза хутор,
- конденсаторная сварка,
- аппарат конденсаторной сварки,
- faraday,
- faraday cd 1400,
- приварка шпилек,
- приварка к латуни
Монтаж счетчиков тепла с помощью конденсаторной сварки
Одной из областей, где применяется конденсаторная сварка, является установка счетчиков тепловой энергии на радиаторы отопления.
Монтаж изоляции с помощью конденсаторной сварки
Конденсаторная сварка часто применяется для монтажа изоляции на металлическую поверхность. В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота и надежность крепления. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
Наиболее распространенным способом является приварка изоляционных гвоздей с последующим закреплением изоляции фиксирующими шайбами. Монтаж происходит в 3 этапа:
1. На металлическую основу приваривается изоляционный гвоздь, имеющий специальный выступ и служащий запалом пи конденсаторной сварке. Гвозди бывают 2 и 3 мм в диаметре и до 200 мм в длину. В зависимости от толщины и плотности изоляционного материала на 1 квадратный
метр потребуется 1-5 гвоздей.
2. На приваренные изоляционные гвозди нанизывается подходящий изоляционный материал.
3. Изоляция фиксируется шайбами-фиксаторами, которые нанизываются на приваренные гвозди. Шайбы выполнены из пружинной стали, как правило, оцинкованной. Их достаточно насадить на гвоздь на 2-3 мм для прочного
Для приварки гвоздей подойдет стандартный комплект оборудования FARADAY CD 1400
Монтаж изоляционного материала с помощью чашеобразных гвоздей CHP
Конденсаторная сварка позволяет проводить монтаж изоляционного материала на металлическую поверхность.
В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота, надежность крепления и эстетический вид. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
При монтаже изоляционного материала чашеобразными гвоздями необходимо использовать сварочный пистолет CHP, комплектуемый магнитным держателем.
Данный способ позволяет очень быстро произвести монтаж, поскольку приварка гвоздя осуществляется сразу сквозь изоляцию и не требует никаких дополнительных действий. При использовании чашеобразных гвоздей сохраняется эстетический вид после монтажа.
Что такое конденсаторная сварка
Конденсаторная сварка — способ сварки, при котором для нагрева соединяемых изделийиспользуют кратковременный мощный импульс тока, получаемый от батарей статических конденсаторов. Известно несколько разновидностей К. с.: сопротивлением (точечная, шовная, стыковая), ударная (стыковая)и др. К. с. особенно эффективна при соединении мелких деталей и металлических листов небольшойтолщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов иаппаратов, металлических игрушек, предметов галантереи и пр.
Известно несколько разновидностей К. с.: сопротивлением (точечная, шовная, стыковая), ударная (стыковая)и др. К. с. особенно эффективна при соединении мелких деталей и металлических листов небольшойтолщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов иаппаратов, металлических игрушек, предметов галантереи и пр.
Источник: ссылка
Статья о конденсаторной сварке
Конденса́торная сва́рка (англ. Capasitor discharge welding) — разновидность контактной сварки. Осуществляется за счёт энергии короткого импульса тока при разряде батареи конденсаторов.
Общие сведения
В СССР конденсаторная сварка появилась в конце 30-х годов XX века. Первоначально она использовалась преимущественно для соединения с металлическим листом различных крепёжных элементов: шпилек, втулок, гвоздей крепления изоляции, лепестков заземления. Позднее этот вид сварки получил широкое распространение для соединения мелких деталей и металла малых толщин в приборостроении и в производстве электронных компонентов. Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции.
Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции.
Технологические особенности
Конденсаторная сварка является разновидностью контактной сварки, в которой на расплавление металла расходуется энергия, запасённая в конденсаторах большой ёмкости. Разряд конденсаторов, а следовательно и выделение накопленной энергии, происходит почти мгновенно (1—3 мс). Это минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединения.
Используемое оборудование
По используемому оборудованию конденсаторную сварку разделяют на трансформаторную и бестрансформаторную. Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки.
Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки.
Основные приёмы
По технологическим приёмам разделяют точечную, шовную и стыковую конденсаторную сварку.
- Точечная сварка обычно используется для выполнения соединений в электронной, электровакуумной технике и прецизионном приборостроении. Кроме того, точечная сварка может быть использована для соединений деталей с большим соотношением толщин.
- Шовная (роликовая) сварка обычно применяется для сварки чувствительных элементов мембранного или сильфонного типов и электровакуумных приборов.
 По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
 По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.- Стыковая сварка разделяется на сварку оплавлением и сопротивлением. Технологически при оплавлении разряд конденсатора за счёт повышенного напряжения возникает до непосредственного контакта свариваемых деталей, оплавляет их торцы, а само соединение происходит при осадке. В случае сварки сопротивлением разряд конденсатора происходит в момент контакта свариваемых торцов деталей.
Частным случаем конденсаторной сварки оплавлением является приварка крепёжных элементов: шпилек, втулок, гвоздей и т. п. Их диаметр обычно варьируется от 2 до12 мм. Обязательным условием является наличие в основании привариваемых элементов осевого выступа в виде цилиндра с диаметром от 0,6 до 0,75 мм и высотой от 0,55 до 0,75 мм. Это служит двум целям:
- Позволяет точно, по предварительному кернению, определить место приварки элемента на поверхности заготовки.
- Обеспечивает розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого элемента при осуществлении разряда конденсатора.

Основные преимущества
- Высокая производительность.
- Минимальная зона термического влияния за счёт высокой плотности энергии и краткости импульса.
- Прочность соединения.
- Простота технологии, не требующей высокой квалификации персонала.
- Равномерность нагрузки электросети при больших сварочных токах.
Некоторые недостатки
- Ограничения по максимальным сечениям.
- Необходимость специального оборудования.
Источник: Статья о конденсаторной сварке на Википедии
Технология конденсаторной сварки
В процессе изготовления различной продукции из металлического листа, при монтажных работах и ремонте, возникает необходимость соединения различных деталей посредством сборки.
До настоящего времени на производствах в России используются устаревшие технологии. Вариантов немного. Это сверление отверстий под крепеж различного вида (болты с гайками, заклепки различного типа) или выполнение приварки болтов и гаек аргонно-дуговой сваркой или полуавтоматом с применением сварочной проволоки и защитного газа. В этих технологических процессах имеются существенные недостатки: во-первых, выполнение отверстий в несущих конструкциях ослабляет их прочность, во-вторых, во многих изделиях требуется герметичность, но с отверстиями достичь этого сложно, в-третьих, внешний вид любого прибора или оборудования будет испорчен наличием головок винтов или шляпок заклепок, ну и последнее, при сварке, особенно на тонком листе, появляются прожженные места, потемнение. Всех этих недостатков лишена технология приварки крепежа посредством конденсаторной сварки.
Конденсаторная сварка (Capacitor Discharge CD) – это возможность очень прочной и быстрой приварки крепежных элементов к тонколистовому металлу толщиной от 0. 5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
Теория сварочного процесса конденсаторной сварки (CD).
В этом сварочном процессе электрическая энергия, накопленная в конденсаторной батарее большой емкости, разряжается через выступающий кончик основания привариваемого крепежного элемента. Период разряда длиться 1-3 мс. (0.001-0.003 секунд). Существует два способа приварки крепежных элементов методом конденсаторного разряда (CD).
Первый способ контактного типа включает следующие последовательные циклы:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
2. Запускается сварочный процесс и между основанием крепежного элемента и металлической поверхностью возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
3. Крепежный элемент после плавления выступающего кончика основания под действием силы пружины сварочного пистолета прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав.
Второй способ с предварительным подъемом крепежного элемента:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет подъемного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается в сварочном пистолете.
2. В момент запуска процесса сварки, сварочный пистолет приподнимает привариваемый элемент над металлической поверхностью, за счет этого электрический контакт разрывается и на крепежный элемент подается электрический потенциал от конденсаторной батареи силового блока.
3. Приподнятый крепежный элемент под действием силы пружины в сварочном пистолете, опускается вниз и в момент касания выступающего кончика основания металлической поверхности появляется электрический контакт, возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
4. После плавления выступающего кончика основания крепежный элемент прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав
Конденсаторная сварка с использованием контактного способа применяется для приварки крепежных элементов из обычной и нержавеющей стали, а также латуни.
Конденсаторная сварка с использованием способа с предварительным подъемом крепежного элемента используется главным образом для приварки крепежа из алюминия, но также может быть использована для крепежа из стали, нержавеющей стали и латуни.
Стандартные типы привариваемых метизов
Для сварки методом конденсаторной сварки используются специиальные метизы, оснащенные специальным поджигающим кончиком. При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
- Позволяет точно определить место, где будет приварен метиз на поверхности заготовки по предварительному ее кернению;
- Обеспечения розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого метиза при прохождении через него конденсаторного разряда.
Настройка аппарата конденсаторной сварки FARADAY (Фарадей)
Механические характеристики сварочного шва определяются, правильной настройкой параметров сварки, которая включает в себя:
- подбор величины энергии разряда за счет изменении напряжения конденсаторной батареи,
- настройку усилия прижимной пружины сварочного пистолета и зазора между метизом и цангой;
- правильная организация заземления;
- правильный подбор сочетаний свариваемых материалов;
Выбор величины энергии разряда
Оптимальные напряжения сварки для комбинации материалов «сталь-сталь» приведены в таблицах для обоих аппаратов. Для других комбинаций материалов оптимальное напряжение может немного отличаться от рекомендованного и должно подбираться опытным путем.
Для других комбинаций материалов оптимальное напряжение может немного отличаться от рекомендованного и должно подбираться опытным путем.
D, диаметр | FARADAY CD 1400 | |
U, напряжение | P, мощность | |
3 мм | 70 В | 162 Дж |
4 мм | 100 В | 330 Дж |
5 мм | 115 В | 436 Дж |
6 мм | 140 В | 648 Дж |
7 мм | 180 В | 1070 Дж |
8 мм | 200 В | 1320 Дж |
Настройка пистолета для приварки метизов
Усилие прижимной пружины сварочного пистолета на качество сварки влияет заметно меньше чем напряжение, в основном от него зависит длительность сварочного цикла, чем больше усилие, тем меньше время сварки.
Настройка цанги метиза
Цанги для установки метизов сварочных пистолетов DC однотипные. Они отличаются только диаметром внутреннего отверстия для возможности установки метизов разного диаметра. Другую конструкцию имеют цанги для приварки лепестков заземления и гвоздей.
1. Метиз
2. Цанга
3. Контргайка
4. Стопорный винт
Для различных диаметров метизов требуются различные цанги. Настройте цангу метиза следующим образом:
- Ослабьте контргайку (3)
- Вставьте метиз (1) в цангу.
- Расстояние между передней кромкой фланца метиза и торцом цанги должно быть в пределах приблизительно 5 мм (как изображено на рисунке).
- Метиз должен войти в контакт со стопорным винтом (4). (ВАЖНО!)
- Настройте стопорный винт (4) в цанге метиза, вращая его, пока расстояние от передней кромки фланца метиза и торца цанги не достигнет 5 мм.
- Зафиксируйте стопорный винт (4) посредством контргайки (3)
- Для метизов длиной от 20 до 40 мм. стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.
 стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.
стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.Установка цанги метиза в сварочный пистолет
Иллюстрация, приведенная ниже, показывает, как устанавливать цангу в пистолет DC для приварки метизов. Сварочный пистолет DC может иметь вместо опорных ножек (1) съемную опорную трубу.
- Ослабьте стопорную гайку (3) торцовым ключом;
- Вставьте цангу метиза (2) в пружинный поршень (5), пока она не упрётся.
- Закрепите цангу (2) завернув стопорную гайку (3).
Фланец метиза должен выходить за вершины опорных ножек пистолета или опорной трубы. Если это не так, выньте обойму метиза из пистолета и откорректируйте выступание метиза посредством стопорного винта цанги!
Правила организации заземления
Из-за малого времени сварки для получения равномерного сварного шва по всей площади основания метиза необходимо правильно произвести заземление рабочей поверхности. Все аппараты конденсаторной сварки имеют в комплекте по два кабеля заземления.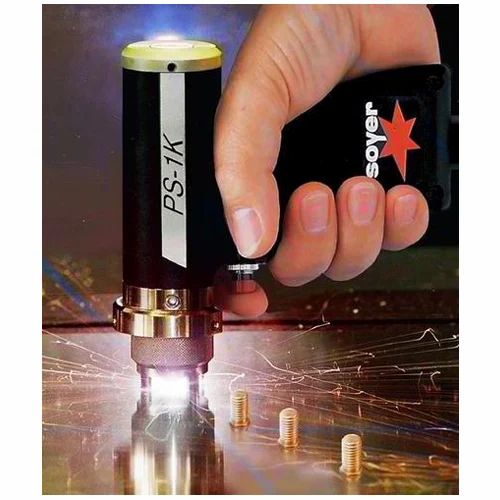 Заземление должно производиться с двух сторон от места сварки, при этом нужно стремиться к тому, что бы путь для прохождения сварочного тока был примерно одинаков для каждого кабеля заземления. Если заземление произведено только с одной стороны, или на пути тока встречаются массивные металлические детали, распределение сварочного тока будет несимметрично относительно основания метиза и качество сварки с разных сторон основания может быть разным (эффект «выдувания дуги»).
Заземление должно производиться с двух сторон от места сварки, при этом нужно стремиться к тому, что бы путь для прохождения сварочного тока был примерно одинаков для каждого кабеля заземления. Если заземление произведено только с одной стороны, или на пути тока встречаются массивные металлические детали, распределение сварочного тока будет несимметрично относительно основания метиза и качество сварки с разных сторон основания может быть разным (эффект «выдувания дуги»).
Выбор сочетаний материалов для сварки
При выборе сочетаний материалов основы и приварных изделий можно использовать данные таблицы:
МАТЕРИАЛ ОСНОВЫ | МАТЕРИАЛ МЕТИЗА | |||
Мягкая сталь Ст.35 | Нержавеющая сталь Cr-Ni | Алюминий Al 99.5, AlMg 1-5 | Латунь CuZn 37 | |
Мягкая сталь, Ст.35 | Отлично | Отлично | Плохо | Отлично |
Средне углеродистая сталь, Ст. | Хорошо | Хорошо | Плохо | Хорошо |
Оцинкованная сталь | Хорошо | Хорошо | Плохо | Плохо |
Нержавеющая сталь, Cr-Ni | Отлично | Отлично | Плохо | Отлично |
Латунь, CuZn 37-30 | Хорошо | Хорошо | Плохо | Отлично |
Медь, Cu | Хорошо | Хорошо | Плохо | Отлично |
Алюминий, Al 99.5, AlMg 1-5 | Плохо | Плохо | Отлично | Плохо |
Отлично: материалы полностью совместимы и сварной шов очень прочный. Хорошо: материалы условно совместимы, качество сварного шва приемлемое. Плохо: материалы несовместимы, сварной шов отсутствует или очень непрочный. | ||||
 60
60
Способы позиционирования метиза при сварке
Сварка по «кернению»
Место сварки можно обозначать кернением рабочей поверхности. Так как процесс сварки начинается путем воспламенения сварочного кончика метиза, слишком глубокое кернение не обеспечит оптимальных условий сварки. Сварка или не произойдет совсем или качество сварки будет неприемлемым. Для качественной сварки кернение должно осуществляться на глубину не более 0,3 мм. Удобно для этих целей использовать специальный инструмент – автоматический керн.
Сварка по шаблону
При массовом производстве для быстрой и точной сварки необходимо использовать шаблон. При этом на пистолете должна быть установлена центрирующая шайба.
Шаблон может быть изготовлен из любого негорючего материала, для исключения возможности возгорания, а между шаблоном и свариваемой поверхностью должен быть зазор не менее 3 мм для удаления сварочных газов и брызг расплавленного металла.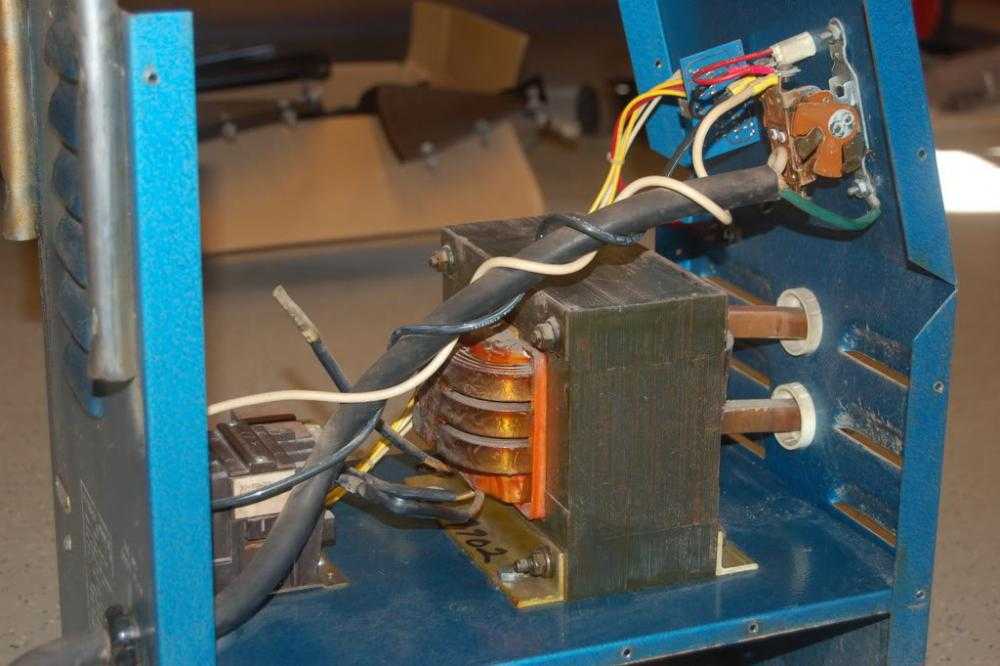
Последовательность выполнения сварки
- Подключите силовой блок FARADAY (Фарадей) к сети и заземлению.
- Подключите сварочный пистолет.
- Настройте пистолет как описано выше.
- Подключите блок питания к сети переменного тока.
- Настройте блок питания для приварки метизов, которые предполагается использовать.
- Вставьте сварочный метиз в цангу.
- Обеими руками возьмите сварочный пистолет и установите его в рабочую позицию на обрабатываемой детали и нажмите вертикально на поверхность обрабатываемого изделия.
- Спокойно держите сварочный пистолет и приведите в действие пусковую кнопку. Процесс сварки начат.
- После сварки вертикально снимите сварочный пистолет с приваренного болта, что позволит избежать расширения цанги.
- Проверьте результаты сварки согласно рекомендациям ниже.
- По окончании сварки отключите сварочную установку от сети и исключите вероятность эксплуатации некомпетентными лицами
Рекомендации по качественной сварке
- Убедитесь в наличии хороших электрических контактах в разъемах блока питания, креплении цанги в пистолете и клеммах заземления.
- Перед сваркой убедитесь, что сварочные кабели не образуют петель. Этим можно избежать сильных электромагнитных наводок при прохождении через них больших импульсных токов.
- Убедитесь, что клеммы заземления закреплены симметрично и не слишком близко к месту сварки. Это позволит избежать дефектов сварного шва, вызванного эффектом «выдувания дуги».
- Убедитесь, что обрабатываемые детали надежно закреплены и не прогибаются под давлением сварочного пистолета. Это особенно относиться к тонким листовым материалам.
- Место сварки должно быть зачищено до металла, недопустимо наличие в зоне сварки ржавчины, смазки или краски. Анодированные поверхности должны быть предварительно обработаны щелочью. Максимальная шероховатость зоны сварки не должна превышать 80 µm.
- Материалы свариваемых поверхностей должны быть совместимы (смотри таблицу совместимости материалов). Если есть сомнения в совместимости материалов необходимо провести пробные сварки с последующим контролем качества.
- Вокруг зоны сварки должно быть не менее 40 мм. свободного места для позиционирования пистолета или центровочной насадки.
- Убедитесь в правильных установках сварочного напряжения и настройке пистолета перед выполнением сварки.
- В момент сварки пистолет и обрабатываемая деталь должны быть неподвижны, и располагаться строго перпендикулярно относительно друг друга.
- Всегда делайте пробные приварки, что бы убедиться в правильности всех настроек.


- конденсаторная сварка,
- цанга,
- FARADAY,
- Фарадей,
- аппарат конденсаторной сварки,
- приварка шпилек
Сварочный аппарат для контактной сварки конденсаторного типа
Приветствую всех читателей сайта «Вольт-Индекс», иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
В архиве на схеме, все исправлено.
Принцип работы следующий.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт – желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1. 5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Прикрепленные файлы: СКАЧАТЬ.
Автор: АКА КАСЬЯН
Конденсаторная сварка -«Сварочные технологии»
Апарати для конденсаторного зварювання
Апарати конденсаторного зварювання широко застосовуються в промисловості для зварювання кріплення до тонколистової сталі. Перевагою апаратів конденсаторного зварювання я Джерело: mossklad.ru є висока міцність отриманих сполук і відсутність температурних деформацій. В якості основного робочого інструменту при роботі з приварным кріпленням використовується зварювальний пістолет.
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
Купити
Купити
Купити
Купити
 eyJwcm9kdWN0SWQiOjEwMDQzNjAxNzksImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzMjc3NzI4LjU2NzQ5NTYsInBhZ2VJZCI6IjQ4NWFmNDQwLTVlNjEtNDdlOC05OTA3LWJjODgzZTVlNTE0NiIsInBvdyI6InYyIn0.3WIenSTzbFnpDlFYTiyYiCfbokfmzGYAmL9041gvIkc» data-advtracking-product-id=»1004360179″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMDQzNjAxNzksImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzMjc3NzI4LjU2NzQ5NTYsInBhZ2VJZCI6IjQ4NWFmNDQwLTVlNjEtNDdlOC05OTA3LWJjODgzZTVlNTE0NiIsInBvdyI6InYyIn0.3WIenSTzbFnpDlFYTiyYiCfbokfmzGYAmL9041gvIkc» data-advtracking-product-id=»1004360179″ data-tg-chain=»{"view_type": "preview"}»>Купити
 eyJwcm9kdWN0SWQiOjEwMDQ1NjMwNDEsImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzMjc3NzI4LjU3MDM4ODMsInBhZ2VJZCI6IjIxNTI4OGQyLTAzODEtNDcyZi05MDhmLWJjZDMwZGM3NTI2MyIsInBvdyI6InYyIn0.l5DWEQ9i8iNb19AfAs7cTdYEW4usnj8l84roq4gvG7o» data-advtracking-product-id=»1004563041″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMDQ1NjMwNDEsImNhdGVnb3J5SWQiOjE0NDAwOTAxLCJjb21wYW55SWQiOjI3NTM3NDAsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjYzMjc3NzI4LjU3MDM4ODMsInBhZ2VJZCI6IjIxNTI4OGQyLTAzODEtNDcyZi05MDhmLWJjZDMwZGM3NTI2MyIsInBvdyI6InYyIn0.l5DWEQ9i8iNb19AfAs7cTdYEW4usnj8l84roq4gvG7o» data-advtracking-product-id=»1004563041″ data-tg-chain=»{"view_type": "preview"}»>Купити
Самое главное о конденсаторной сварке
Конденсаторная сварка применяется для приварки к листовой стали различных метизов диаметром до 8 мм. Данный вид сварки относится к разновидности контактной сварки. Принцип работы аппаратов конденсаторной сварки имеет большое сходство с контактной сваркой за исключением того, что ток подается не непрерывно, а в виде короткого импульса. Подобный импульс возникает с помощью конденсаторов большой емкости, отсюда и возникло название данного метода сварки.
Данный вид сварки относится к разновидности контактной сварки. Принцип работы аппаратов конденсаторной сварки имеет большое сходство с контактной сваркой за исключением того, что ток подается не непрерывно, а в виде короткого импульса. Подобный импульс возникает с помощью конденсаторов большой емкости, отсюда и возникло название данного метода сварки.
Аппараты конденсаторной сварки отличаются высокой скоростью приварки крепежа, простотой выполнения операций и низким расходом электроэнергии. Также стоит отметить высокое качество соединений, которые получаются прочными, надежными и при этом без нежелательных деформаций на тонкостенном материале. П
Конденсаторная сварка широко используется при изготовлении воздуховодов, трансформаторных щитков, корпусов электронной техники и других изделий.
Мы предлагаем для вашего внимания качественные аппараты конденсаторной сварки от немецкого производителя Hruschka. Эти аппараты имеют интуитивно понятный дисплей, с помощью которого можно легко задавать различные сварочные режимы и параметры сварки. Аппараты Hruschka обладают большой энергоемкостью и идеально подходят для приварки крепежа.
Аппараты Hruschka обладают большой энергоемкостью и идеально подходят для приварки крепежа.
Конденсаторная сварка
В отдельную разновидность контактного способа сварки принято выделять сварку конденсаторную. Ее отличие в том, что оборудование в процессе работы получает питание токами, производимыми специальной батареей электроконденсаторов. Длительность такой сварки может измеряться совсем коротким промежутком времени до тысячных долей секунды. Широкое применение данный способ получил при обработке самых малых и даже микроскопических изделий для изготовления электронной техники и всевозможных приборов.
Применение конденсаторной сварки
Сущность всех технологий сваривания аккумулированной энергией состоит в производстве кратких по продолжительности сварочных процессов за счет электроэнергии, аккумулирующейся приемником соответствующего типа. Он разряжается на заготовку в ходе сварочной операции с непрерывной подзарядкой. Из четырех существующих вариантов сварки при помощи запасенной энергии широкое применение на практике нашлось главным образом для конденсаторной сварки, цена которой наиболее доступна.
Аккумулирование энергии от сетей электропитания в данном способе сварки осуществляется в конденсаторных батареях, после чего накопленная таким образом энергия расходуется на проведение сварочных операций в кратчайший временной интервал. По типу разрядки конденсаторов выделяют два основных подвида такой сварки: с разрядкой прямо на обрабатываемую деталь (бестрансформаторный вид) либо с разрядкой на первичную обмотку трансформатора (трансформаторный). Применяя аппараты конденсаторной сварки с прямой разрядкой конденсаторов, целесообразно производить стыковое соединение тонких стержней либо проволок различных толщин, выполненных из разнородных материалов, например: никель с вольфрамом или молибденом, медь с константаном и т.п.
Примером такого оборудования может служить аппаратура для ударно-конденсаторной сварки. При ее производстве окончания конденсаторных обкладок подключены прямо к соединяемым элементам. Причем одна из них имеет жесткое крепление, в то время как другой предоставлена возможность перемещения посредством направляющих. С освобождением защелки, с помощью которой удерживается заготовка, она от действия специальной пружины начинает активно передвигаться навстречу неподвижной детали и ударять ее. Благодаря запасенной конденсаторной батареей энергии до соударения элементов образуется значительный разряд дуги, оплавляющий торцы как одной, так и другой заготовки. В процессе соударений от воздействия осадочных усилий элементы образуют между собой сварное соединение.
С освобождением защелки, с помощью которой удерживается заготовка, она от действия специальной пружины начинает активно передвигаться навстречу неподвижной детали и ударять ее. Благодаря запасенной конденсаторной батареей энергии до соударения элементов образуется значительный разряд дуги, оплавляющий торцы как одной, так и другой заготовки. В процессе соударений от воздействия осадочных усилий элементы образуют между собой сварное соединение.
Схемой конденсаторной сварки по второму варианту предусмотрено разряжение конденсаторной батареи на первичной трансформаторной обмотке. Этот способ эффективен при проведении шовного либо точечного процесса сварки. Силу сварочного тока регулируют, изменяя емкость батареи конденсаторов, а также напряжение, до достижения которого необходима их зарядка.
К преимуществам процесса конденсаторной контактной сварки относят малую мощность ее энергопотребления от электросетей при равномерной сетевой загрузке. Длительность действия сварочного импульса тока с потребляемой мощностью минимальны, а диапазон соединяемых толщин материалов начинается с 0,005 миллиметра. Изменяя напряжение зарядки с емкостью конденсаторной батареи, можно точно дозировать энергию, расход которой необходим на каждую сварку. Причем небольшой по времени период протекания токов не снижает высокую их плотность. При этом свариваемые заготовки могут иметь самую разную форму. Конденсаторным сварочным процессом в промышленности соединяют элементы оптической аппаратуры, авиационной техники и электроизмерительных приборов, ее используют в производстве часов, радиоприемников, радиоламп, телевизоров и многого другого.
Изменяя напряжение зарядки с емкостью конденсаторной батареи, можно точно дозировать энергию, расход которой необходим на каждую сварку. Причем небольшой по времени период протекания токов не снижает высокую их плотность. При этом свариваемые заготовки могут иметь самую разную форму. Конденсаторным сварочным процессом в промышленности соединяют элементы оптической аппаратуры, авиационной техники и электроизмерительных приборов, ее используют в производстве часов, радиоприемников, радиоламп, телевизоров и многого другого.
Оборудование для конденсаторной сварки
Выпускают несколько вариантов аппаратов для осуществления конденсаторной сварки: точечной, встык или шовной. Оборудование для сварки шовной разновидностью данного способа производится с электронной системой манипулирования процессами разрядки и зарядки конденсаторной батареи. Эти аппараты позволяют соединять детали из цветных и черных металлов различных толщин. Стыковая конденсаторная обработка требует наличия у аппаратов возможности сваривания сопротивлением проволок металлов либо их сплавов разного рода с большим диапазоном диаметров. В точечном и шовном процессах сварки применяют трансформаторный способ, а для стыкового – бестрансформаторный.
В точечном и шовном процессах сварки применяют трансформаторный способ, а для стыкового – бестрансформаторный.
Оборудование для конденсаторной сварки производится в разных размерах и включает как самые маленькие аппараты, предназначенные для соединения деталей, не видимых невооруженных глазом, так и мощные машины с большими сварочными токами. Сварка этим способом предполагает довольно жесткий режим, необходимый для нагрева свариваемого изделия всего за один импульс краткого действия. В положении зарядки переключателя конденсатор достигает нужного напряжения. Затем переключатель переводится в противоположную позицию, а конденсатор посредством контактного сопротивления соединяемых заготовок разряжается. При этом происходит образование импульса тока большой мощности, разогревающего участок контакта деталей до необходимой для сварки температуры. Через точечные контакты на изделие подается напряжение от конденсатора. Посредством механического напряжения, поступающего на заготовку через электроды, обеспечивается должное прижимание друг к другу соединяемых поверхностей.
Основное применение этот способ сварки нашел в обработке металлов и сплавов самых малых толщин. Наиболее целесообразен он для изделий из алюминия и нержавеющей стали, а также позволяет комбинировать соединяемые металлы в разнообразных вариантах. Работы с такими поверхностями требуют большой плотности токов с очень малой продолжительностью процесса. Образующееся в этом случае тепло выделяется через основание приварного крепежа для конденсаторной сварки в ходе протекания тока при контактировании соединяемых поверхностей. Выступающий конец крепежа, расплавляясь, испаряется, а между привариваемыми элементами образуется облако плазмы. В нем формируется электрическая дуга, занимающая собой промежуток между деталями с равномерным расплавлением их поверхностей. В доли секунд, который занимает этот процесс, пружина сварочной машины толкает шпильку для конденсаторной сварки с вдавливанием ее в расплавленный металл. Таким образом приварной крепеж надежно скрепляется с листом металла без его повреждений и прожогов.
Многие процессы конденсаторного способа сварки автоматизированы и не требуют от сварщика высокой квалификации. А ее экономичное энергопотребление при хорошей производительности работ эффективно для массовых монтажных работ.
Конденсаторная сварка: технология, особенности, преимущества
Конденсаторная сварка имеет принцип действия сварочного процесса, при котором задействуется дополнительная энергия. Энергозаряд, накапливаемый внутри конденсатора, в период выпрямительной подзарядки трансформируется в тепловой поток. Он проявляется в результате прохождения тока между соединительными участками. Именно поэтому сварка конденсатором именуется контактной.
Преимущества контактной сварки
Среди положительных свойств можно выделить следующее:
скоростной режим сварочного действия;
точное соединение элементов;
экологически чистый процесс;
прочность и надежность сваривания;
долговечное качество установки.

Разновидность
Существует безтрансформатор
При трансформаторной спайке конденсаторы теряют заряд, проходя по первой обмотке трансформаторног
Конденсаторную сварку лучше всего использовать при соединении драгметаллов и цветных сплавов. По окончанию процесса шов не имеет выступов и пористости, а само сварочное действие занимает несколько минут.
Конденсаторная сварка часто необходима в сферах промышленности за счет совмещения условий эксплуатации. Проявляется технологическое явление, в ходе которого неразделенный поверхностный участок металла начинает выделять тепло. В процессе сварки на участке соединения методом сжатия воздуха удаляется сор и частицы пыли, а также оксидная пленка, которая может образовать неровности. Энергетический заряд будет аккумулироваться при получении электропитания от генераторного устройства или выпрямителя. Регулировка и подача энергии производится способом изменения тока и объема зарядного устройства.
Технология сварочного действия
Соединительный процесс, производимый точечным методом, можно разделить на несколько этапов:
В первую очередь свариваемые элементы регулируют в нужном направлении.
Далее они располагаются между электродами сварочного аппарата и плотно прижимаются.
Детали подвергаются накалу для гибкости и получения пластического свойства.

Чтобы конденсаторная сварка имела качественное свойство, необходимо соблюдать одинаковую скорость всех встроенных в аппарат электродов.
Главным правилом удачного сварочного процесса является обеспечение нужной мощности энергии и полноценное контактирование свариваемых частей.
Нагрев деталей, подвергаемых сварке, будет происходить за счет прохождения электроимпульса короткой подачи. Таким воздействием можно добиться плавки металла на участке влияния электродов, где образуется общее жидкое ядро. После остановки подачи электроимпульса места соединения несколько минут будут держаться до образования ядра, в процессе остывания которое остывает и кристаллизуется.
Использование электродов
Для конденсаторной сварки лучше всего подойдут электроды марки ЭВ, которые содержат чистую медь с примесью хрома и цинка. В других случаях конденсаторная сварка может проводиться с применением трансформаторов. Так конденсатор будет расходовать заряд электроподачи на первоначальную обмотку внутри трансформатора.
Конденсатор в ходе запуска начнет аккумулировать импульс до определенного уровня при повороте рычага влево. При повороте вправо происходит разряжение теплообменных модулей при повторной обмотке катушек трансформатора. Конденсаторная сварка при повторной обмотке проводится путем индукции электропитания. Силовое напряжение обусловит подачу тока в инверторной цепочке.
Правила сварки
Чтобы сварка была качественной, необходимо придерживаться таких действий:
Грамотно подобрать электроды на медной основе.
Диаметр зоны соединения должен быть выше тонкого соединительного участка сварки.Зажим двух свариваемых деталей в процессе подачи электроимпульса может создать определенный уплотнительный пояс на месте расплавки ядра. Такое действие поможет не использовать дополнительную защиту в зоне стыковки.
Чтобы получить процесс кристаллизации на участке соединения, электроды стоит разжать с интервалом задержки после того, как импульс направиться на сварочную зону.
Для прочности шва и придания ему эстетичного вида места необходимо зачистить от пыли и возможного окисления.
Электроды, предназначенные для конденсаторной спайки, должны сохранять надежность, электротеплопров
одность и легкость их обработки в период рабочего процесса.
 Диаметр зоны соединения должен быть выше тонкого соединительного участка сварки.
Диаметр зоны соединения должен быть выше тонкого соединительного участка сварки.Стоит учесть, что режим электропроводимо
Похожие статьи
- Машина контактной точечной сварки — сфера применения, особенности конструкции
- Сварка труб под давлением — сложно ли это на практике?
- Что представляет собой шовная сварка?
- Что представляет собой сварочный инвертор Ресанта САИ-250?
КОНДЕНСАТОРНАЯ СВАРКА
ПОИСК
ПАРАМЕТРЫ
Цена (₽):
от до
Название:
Артикул:
Текст:
Выберите категорию:
Все Сварочное оборудование » Ручная дуговая сварка (ММА) » Сварочные полуавтоматы (MIG/MAG) » Аргоно-дуговая сварка (TIG) » Аппараты Plasma (CUT) » Точечная сварка (SPOT) » Конденсаторная сварка (STUD) » Машины контактной сварки » Сварочные клещи » Сварочные тракторы и аксессуары (SAW) » Механизмы подачи проволоки »» Ролики для протяжки » Дополнительное оборудование » Запасные части для сварочного оборудования » Сварка пластиковых труб Сварочные принадлежности аксессуары » Горелки и расходные части MIG/MAG »» Горелки MIG/MAG »» Наконечники MIG/MAG »» Держатели наконечников MIG/MAG »» Сопла MIG/MAG »» Диффузоры MIG/MAG »» Проволокопровод »» Гусаки »» Наборы для горелок » Горелки и расходные части TIG/WIG »» Горелки TIG/WIG »» Вольфрамовые электроды TIG/WIG »» Сопла керамические TIG/WIG »» Цанговые зажимы TIG/WIG »» Цанги TIG/WIG »» Колпачки TIG/WIG »» Прочее для TIG » Горелки и расходные части Plasma CUT »» Плазмотроны CUT »» Катоды »» Сопла »» Защитные экраны и насадки »» Диффузоры и завихрители » Горелки и расходные части SPOT / STUD » Аксессуары и комплектующие для контактной сварки » Электрододержатели MMA / СТРОГАЧИ » Клеммы заземления »» Магнитные »» Зажимы » Кабель сварочный » Кабельные и байонетные разъемы » Вспомогательная химия » Прочие опции и принадлежности » Пеналы и печи » Магнитные приспособления » Струбцины для сварочных работ » Сварочные шторы и одеяла Сварочные столы » Сварочно-сборочные столы » Принадлежности для столов » Вращатели Сварочные материалы » Сварочные электроды »» Для углеродистых сталей »» Для нержавеющих сталей »» Для алюминия »» Для чугуна »» Для меди и бронзы »» Для наплавки и ремонта »» Угольные электроды » Сварочная проволока »» Для углеродистых сталей »» Для нержавеющих сталей »» Для алюминия »» Для меди и бронзы » Прутки присадочные »» Для алюминия »» Для нержавеющих сталей »» Для меди и бронзы »» Для углеродистых сталей » Флюс сварочный » Приварной крепеж »» Резьбовая шпилька стальная омеднённая »» Резьбовая шпилька нержавеющая »» Резьбовая шпилька алюминиевая »» Резьбовая шпилька латунная »» Втулка резьбовая омеднённая стальная »» Гибкие упоры »» Изоляционные гвозди » Припои Газосварочное оборудование » Резаки газовые »» Запасные части и ремкомплекты » Машинная резка »» Машины Термической Резки »» Резаки машинные » Горелки пропановые » Горелки сварочные » Огнепреградительные клапана » Регуляторы расхода газа » Редукторы » Газовые рукава » Устройства для перекачки газов » Мундштуки и наконечники » Принадлежности для газосварки » Баллоны для сварочных работ » Манометры для газов » Подогреватели газов Средства индивидуальной защиты » Защита зрения »» Маски сварщика »» Щитки защитные »» Очки защитные »» Опции и расходные части для сварочных масок » Защита дыхания » Защита рук »» Краги сварщика » Защита головы » Защита слуха » Спецодежда » Обувь Компрессорное оборудование » Поршневые компрессоры »» Безмасляные компрессоры »» Масляные ременные компрессоры »» Масляные коаксиальные компрессоры » Винтовые компрессоры » Осушители воздуха » Аксессуары / Фитинги / Шланги » Пневмоинструмент Трубогибы и труборезы Сантехнический трубный инструмент Сверлильные станки Насосное оборудование » Мотопомпы » Погружные насосы Строительное оборудование » Камнерезное оборудование »» Алмазные диски » Отбойные молотки » Виброплиты » Швонарезчики » Бетоносмесители » Строительные пылесосы » Станки для резки арматуры » Станки для гибки арматуры » Тали цепные строительные » Прогрев бетона Электростанции » Бензиновые электростанции » Дизельные электростанции » Инверторные электростанции » Сварочные электростанции » Газовые электростанции » Дополнительное оборудование Электротовары » Стабилизаторы напряжения » Кабельная продукция » Освещение »» Прожекторы »»» Светодиодные »»» Галогеновые »» Административные лампы »» Освещение рабочего места » Лампы и принадлежности » Инструмент, устройства измерения и средства защиты Оборудование для автосервиса » Подъемное и гидравлическое оборудование »» Подъемники автомобильные »» Подъемники для мото и квадро »» Домкраты »» Лебедки и тали »» Прессы гидравлические »» Стойки трансмиссионные и краны »» Растяжки гидравлические » Шиномонтажное оборудование »» Балансировочные станки »» Шиномонтажные станки »» Принадлежности для шиномонтажных работ » Инструмент для автосрвиса » Зарядные устройства » Окрасочные камеры » Кузовной цех Инструмент и оснастка » Наборы инструментов » Электроинструмент »» УШМ »» Пилы циркулярные »» Пилы торцовочно-усовочные » Аккумуляторный инструмент » Слесарный инструмент и принадлежности » Термоинструмент » Мебель и системы хранения » Строительные леса и стремянки » Круги отрезные » Круги алмазные » Круги зачистные » Кордщетки » Расходные материалы для шлифовки Пены и герметики » Пена монтажная » Пистолеты для монтажной пены Отопители » Электрические »» Керамогранитные обогреватели Садовая техника » Мойки высокого давления » Газонокосилки и триммеры » Мотокультиваторы » Бензопилы » Лопаты
- Цена по запросу
Производитель:
Все3MABACAbicor BinzelAE&TAEROAEROMAXAlfa GlobalANDELIAOTAIASKAYNAKATISAURORABau MasterBaumesserBERCOWELDBIZONBJORKBLUEWELDBOGEBOSCHBoxerBRIGGS&STRATTONBRIMACEACEPROCHAMPIONCOAIRE CompressorCOMARO COMPRESSORSCOMPRAGCROSS AIRDAIHENDALIDeAlloyDEKADENZELDESTACODeWaltDISTARDOKADomosECHOECOEco StoneELBORELFEELITECHELKRAFTENDRESSERGOMAXESABEuroluxEWMFELDERFEMANFENIXFERRLINEFILCFLAMAFOGOFOXAQUAFoxHeatFOXWELDFoxWeld AEROFoxWeld AEROMAXFoxWeld EXPERTFoxWeld INVERMIGFoxWeld MASTERFoxWeld SAGGIOFoxWeld STANDARTFoxWeld UNOFRONIUSFTLFUBAGGasIQGAUSSGCEGCE KRASSGENERACGMGenGOLDGROSSGROVERSGWCGYSHANSHBSHEGERHENDERHenkelHITACHIHuaweiHUGONGHUTERHYPERTHERMHYUNDAIIMSINFORCEINNOINSTALLINVERMIGJAZZWAYKEEANKEMPPIKIM TECKIPORKobatekKOBELCOKOIKEKRAFTMANNKRASSKRONbuildKRONWERKKUKAKUKA ROBOTICSKVAZARRUSLBSLENALincoln ElectricLiteSafeMACHETEMakroflexMASTERMATRIXMERANMetMachineMIRKONMitsui PowerMOSAMOSTMTLMTXNELSONNILEDNittetsuNORDBERGNPTOBO (Россия)OBTECOLIVEROPTRELOTCPALISADPanasonicPARKERParker TorchologyPATRIOTPccoolerPenosilPlasmaTecPROCONNECTProfflexPROJAHNQuickspacerRemontixREXANTRILANDRILONRITMORivetecROTHENBERGERRotoricaRUSSIASAGGIOSDMOSELCOSELLERSFSHINDAIWASIGWELDSILICONISoudalSOYERSPARTASTEINELSTELSSTERNStigaSUPERONTBiTeamwelderTECMENTECNATELWINTHERMAL DYNAMICSTIGARBOTIMWELDTOPTULTOROTRAFIMETTRITONUltimaUNOVARTEGVEKTORVENUSVIKINGVOLLWECOWESTERWindow SystemZ-MASTERZENITHАргос-ТрейдАРСЕНАЛБАЗБАРСБАРСВЕЛДВерсТакоффВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫВПКГЕСТИЯГРПЗДачникДОНМЕТИЖИЖ СВАРКАИНВЕРТИКАИндияКАВИККавказкабельКЕДРКИТАЙКОНКОРДКОРДКОРУНДЛУГАМАГНИТ ПЛЮСМоментМУЛЬТИПЛАЗМЭЗНЕРОНЗГАНЭЗОНЛАЙТПЛАЗЕРПОДОЛЬСКИЙ КАБЕЛЬПрофСварСнабПТКРабберфлексРЕКОРДРемонт на 100%РЕСАНТАРИМЕТАЛКРОСОМЗРОССИЯРУСЭЛКОМСАТУРНСВАРИССВАРОГСЕВЕРСТАЛЬМЕТИЗСЗСМСИБРТЕХСледопытСПЕЦЭЛЕКТРОДСТАНКОИМПОРТСтизТГСТОРУСТСМТССТЭНАУралтермосварХенкельШУРУПЬЭСВАЮгСпецЗащита
НАКС:
Вседанет
СНЯТ С ПРОИЗВОДСТВА:
Вседанет
ХИТ ПРОДАЖ:
Вседанет
РАСПРОДАЖА ОСТАТКОВ:
Вседанет
1 год гарантия:
Вседанет
5 лет гарантия:
Вседанет
3 года гарантия:
Вседанет
Поставка ожидается:
Вседанет
2 года гарантия:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Обратная связь
Обратная связь:
Телефон: *
Пароль
Забыли пароль?
Регистрация
Конденсаторный разряд (CD) Сварка сопротивлением
Сварка сопротивлением конденсаторного разряда (или сварка CD) — это особая форма сварки сопротивлением/выступом, при которой энергия сварки обеспечивается высвобождением энергии, хранящейся в большой батарее конденсаторов.
Разработанные для высокоточного и массового производства решения для контактной сварки с разрядом конденсаторов доступны от T. J. Snow в диапазоне от 1 до 160 кДж.
Разрядник конденсатора
Сварочная система
Доступны модели с мощностью 12–24 кДж
Стандартная глубина горловины 18″–24″
Стандартная рама RWMA, размер 2
Многоимпульсная конденсаторная система
Сварочная система компакт-дисков T. J. Snow имеет 4 независимых батареи конденсаторов — 2 малых и 2 больших — что позволяет высвобождать энергию конденсатора одновременно или каскадно для удаления нежелательного покрытия с помощью предварительного импульса или окончательного отпуска пульс.
Система быстрой фиксации «Elastomer»
Когда усилие сварки достигает установленного значения, шайба из эластомера сжимается и накапливает энергию. Когда выступ начинает разрушаться, эластомерная шайба линейно высвобождает накопленную энергию и поддерживает необходимое усилие сварки.
Стандартная программируемая сила и контроль силы
Сварочная система T. J. Snow CD оснащена программируемой силой, создаваемой пропорциональным клапаном и контролируемой датчиком силы. Датчик силы позволяет контролировать фактическое усилие на протяжении всего сварного шва, чтобы гарантировать, что надлежащее усилие применяется на всех этапах сварного шва.
Расположение дополнительных шкафов
Шкаф компакт-дисков может располагаться слева или справа от рамы сварочного аппарата или может быть расположен на расстоянии до 10 метров от рамы сварочного аппарата.
Дополнительные конфигурации
Сварочная система T. J. Snow CD доступна в моделях с 2 и 3 головками. Механизмы подачи гаек и деталей также могут быть легко интегрированы в систему.
короткое время сварки
Поскольку в процессе контактной сварки методом CD используется накопленная энергия, а не в традиционных процессах, использующих прямое потребление входной мощности, время сварки короткое — обычно 10 миллисекунд или меньше.
концентрированные сварные швы
В результате короткое время сварки гарантирует, что энергия, необходимая для выполнения сварки, сосредоточена ближе к зоне сварки.
МИНИМАЛЬНАЯ ЗОНА ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ (ЗТВ)
Короткое время сварки обеспечивает минимальную миграцию тепла в зону, непосредственно окружающую зону сварки, тем самым ограничивая или практически исключая изменение зернистой структуры (размягчение в ЗТВ) .
ЭНЕРГОСБЕРЕГАЮЩИЙ
Модернизация электроснабжения вашего здания часто не требуется, так как необходимая высокая электроэнергия берется не напрямую из распределительной сети, а из батареи конденсаторов, которая накапливает энергию и перезаряжается между сварными швами.
Как работает сварка CD:
Воспроизвести видео о сварке CD
Процесс сварки сопротивлением CD идеально подходит для быстрых и воспроизводимых процессов массового производства, требующих жестких допусков на размеры. Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов. Сварные швы с низкой маркировкой могут быть лучше получены из-за небольшой зоны термического влияния, а разнородные металлы, которые часто не могут быть сварены с помощью обычной контактной сварки, могут быть успешно сварены с помощью контактной сварки с емкостным разрядом.
3-х головные конденсационные сварки сварки сварки
Преимущества и преимущества сварки CD
• Мгновенная высокая эффективность вторичных вторичных токов
• Минимальная зона лихорадного воздействия
• Высокая эффективность работы
• Идеально для демонстрации Surface
• Высокая работа
• Идеально для показа Surfaces
• Высокая работа
• Идеально для показа Surfaces
• Минимальное изменение металлургии обрабатываемой детали
• Минимальная деформация поверхности
• Минимальное разбрызгивание
• Не требуется модернизация системы электропитания (при наличии трехфазного первичного питания)
• Долгий срок службы электрода (обычно не требует охлаждения из-за низкого теплового воздействия)
• Обширный мониторинг процесса
• Низкое техническое обслуживание оборудования
• Эффективное решение для сварки разнородных материалов
• Отличные результаты возможны при рельефной сварке материалы, закаленные прессованием и горячештампованные (22Mnb5)
• Сбор данных и мониторинг стандартны для всех моделей
• Системы доступны в моделях с 2 и 3 головками
• Устройство подачи гаек и деталей может быть легко интегрировано.
Сварка сопротивлением конденсаторному разряду идеально подходит для серийного производства продукции в автомобильной, бытовой, электротехнической отраслях и т.д.
Сбор и анализ данных
Контроллер имеет обширную систему сбора данных, способную хранить 100 000 записей, состоящих из графиков, важных параметров и полной программы сварки.
Сбор данных ключевых категорий в режиме реального времени
Текущий
Рабочий объем
Сопротивление
Сварочная система Glamatronic 60 кДж CD
CD Возможности прототипирования
- Сварочная система Glamatronic 60 кДж CD
- Способность производить 300 000 вторичных ампер при сварочном усилии 120 кН
- 6 кДж, 10 кДж, 45 кДж Сварочные системы CD
- Полная металлографическая лаборатория для анализа образцов клиентов
- 10 000 Прибор для испытаний на растяжение
- 2 штатных инженера-сварщика для оказания помощи Министерству энергетики и разработке процессов
Отправьте нам свои образцы деталей для оценки в нашей лаборатории!
Примеры применения точечной сварки CD
Системы контактной сварки CD
Сварка сопротивлением конденсаторного разряда становится важным методом выступающей сварки
Рисунок 1
Том Сноу, генеральный директор, и Джеффри Морган, инженер по сварке, поставщика оборудования для контактной сварки T. J. Снег, удерживайте детали, которые были сформированы методом сварки конденсаторным разрядом. Хотя эта технология малоизвестна в США, она довольно популярна среди производителей компонентов автомобильных трансмиссий и подушек безопасности в сборе.
Если вы не знакомы с контактной сваркой с разрядом конденсатора, возможно, вам не придется так долго ждать. Эта технология заставляет людей переосмысливать технологию контактной сварки.
Сварка конденсаторным разрядом (CD) представляет собой форму контактной сварки, при которой используется энергия, хранящаяся в большой батарее конденсаторов, а не напрямую из распределительной сети. Из-за этой способности полагаться на накопленную энергию, эти устройства для рельефной сварки имеют короткое и сосредоточенное время сварки, около 12 миллисекунд, в отличие от примерно 100 миллисекунд на типичном аппарате для контактной сварки. В среде массового производства такая разница во времени может иметь большое значение (см.0203 Рисунок 1 ).
Так где же все это время была сварка CD? Это было в течение некоторого времени. Просто подумайте о появлении инверторной технологии и о том, что было сделано для источников питания для сварки плавлением за последние годы. По словам Джеффа Моргана, инженера по сварке, T.J. Snow, поставщик оборудования для контактной сварки. Сорок лет назад производитель мог только включить или выключить источник энергии; сегодня тот же производитель использует специальные формы энергии для получения сварных швов с особыми характеристиками.
«Реальное улучшение, которое произошло в последние годы с технологией разрядки конденсаторов, заключается в том, что теперь пользователи могут перезаряжать конденсаторы намного быстрее», — сказал Том Сноу, генеральный директор компании.
«Я бы сказал, что в 99 процентах сварочных аппаратов CD вы используете кремниевый выпрямитель для подачи питания на конденсаторы, а затем один для разряда конденсаторов», — сказал Морган. «В прошлом эти устройства не могли справиться с таким притоком энергии. Они были более хрупкими, чем сегодня».
Сноу добавил, что несколько травм были связаны с использованием сварочных аппаратов CD в первые дни. Отсутствие обучения технике безопасности для операторов оборудования, которое может быть заряжено до нескольких сотен вольт, было верным рецептом несчастных случаев.
Конструкция оборудования была улучшена до такой степени, что безопасность не представляет такой серьезной проблемы (см. рис. 2). Например, двери, обеспечивающие доступ к батареям конденсаторов, теперь заблокированы, и оператор не может открыть их, не обесточив батареи.
После того, как проблемы безопасности были решены, а технология, способная улучшить обычную технологию сварки сопротивлением, Морган и Сноу видят, что сварка CD набирает обороты по нескольким причинам:
Практически исключает зону термического влияния. Он обеспечивает соединение, подобное лазерной сварке, а это означает, что металлургия стали сохраняет практически те же характеристики, что и до сварки CD. Как и лазерная сварка, круговая сварка обеспечивает соединение, которое существенно ограничивает деформации поверхности и разбрызгивание. Процесс сварки CD также не требует затрат на оборудование для лазерной сварки и соответствующий корпус, необходимый для обеспечения безопасности такой операции.
Не требует надежного источника питания. Подход к использованию технологии сварки CD во многих случаях заключается в том, что она не требует большой нагрузки на сеть распределения электроэнергии, что может быть проблемой в некоторых районах, например, в сельской местности. В некоторых случаях сварочный аппарат CD может работать с той же электрической сетью, что и домашняя электрическая сушилка, скажем, 60 ампер. Морган сказал, что это может оказаться рентабельным, если производителю когда-либо придется изменить планировку цеха и выполнить электрические работы; например, система, предназначенная для обеспечения 400-амперного обслуживания, будет стоить намного дороже, чем система, рассчитанная на меньшую мощность. Кроме того, некоторые производители оказываются в местах, где из-за отсутствия доступной мощности переменного тока им приходится блокировать свои аппараты для контактной сварки, чтобы одновременно срабатывали только один или два, что ограничивает нагрузку на сеть распределения электроэнергии; Технология сварки CD устраняет необходимость в этом типе электрической координации.
Рисунок 2
Оборудование для сварки конденсаторным разрядом совершенствовалось, чтобы обеспечить безопасность операторов и бесперебойную работу оборудования. Оборудование внешне похоже на аналогичное оборудование для контактной сварки. Оператор берет две заготовки, соответственно помещает их в машину и наблюдает, как медные электроды соединяются вместе, образуя соединение.
Электроды служат долго. Поскольку энергия, даже при очень высоких уровнях, подаваемая в процессе сварки CD, концентрируется в течение такого короткого времени, износ электрода меньше по сравнению с обычными процессами контактной сварки. В результате, по словам Моргана, электроды служат в 4-10 раз дольше, в зависимости от области применения.
После этого детали можно быстро обрабатывать. Опять же, поскольку электрический разряд очень быстрый, деталь не нагревается после завершения сварки CD. У человека в перчатках, что типично при работе с листовым металлом, не должно возникнуть проблем с комфортным обращением с деталью. (Следует отметить, что нержавеющая сталь сохраняет тепло, в отличие от мягкой стали, потому что она имеет более высокое сопротивление, чем другие металлы.)
Морган сказал, что процесс сварки CD широко используется в производстве компонентов автоматических трансмиссий. Хорошим примером такой детали является корзина сцепления, которая в основном представляет собой штампованную деталь, к которой приварен вал CD. Раньше эти детали изготавливались из слитка или штамповались, а вал соединялся лазерной сваркой. Сварка CD появилась как способ сделать это более экономичным, поэтому производители тяготели к этой технологии.
«Во многом это вызвано тем, что автомобильная промышленность нуждается в том, чтобы автомобили стали легче и прочнее», — сказал Морган. «Таким образом, это побудило сталелитейные компании разрабатывать продукты, которые чрезвычайно трудно сваривать. Процесс разрядки конденсатора решает многие из этих проблем».
Эти новые материалы влияют на фактическую конструкцию сварочных аппаратов CD. По словам Сноу, «последующие действия» стали гораздо более важными с этими экзотическими материалами. Это имеет смысл, поскольку некоторые из новых высокопрочных сталей имеют предел прочности при растяжении около 1400 мегапаскалей, что, по крайней мере, в три раза выше, чем у мягкой стали.
В этом сценарии поршень прикладывает усилие ковки к объекту, свариваемому по кругу, когда объект входит в пластифицированное состояние. По словам Моргана, необходимое последующее действие обеспечивается пружинами, воздушными камерами или уретановыми шайбами, в зависимости от применения.
Хотя сварка CD уже несколько лет используется при производстве компонентов трансмиссии и узлов подушек безопасности, эта технология все еще не получила широкого распространения в других областях автомобилестроения и других промышленных сегментов. Морган сказал, что это всего лишь вопрос времени, когда люди узнают больше о преимуществах, связанных с этим процессом.
Он описал взаимодействие с заказчиком, который хотел изучить прочность сварного шва в поперечном направлении для применения. Тестирование в Т.Дж. Лаборатория Сноу доказала, что сварной шов CD как минимум в три раза прочнее, чем минимальная прочность сварного шва, необходимая для применения.
В настоящее время традиционные усилия по проверке для таких прикладных испытаний будут сосредоточены на проплавлении сварного шва, но Морган сказал, что основное внимание должно быть сосредоточено на прочности сварного шва, которую процесс сварки CD может обеспечить последовательно и эффективно. Это новый взгляд на рельефную сварку, и может потребоваться некоторое время, чтобы изменить мышление людей.
— Вот почему у нас есть лаборатория для испытаний, — сказал Сноу. «Мы хотим иметь возможность доказать, что процесс работает для них».
Т.Дж. Snow Co. Inc., www.tjsnow.com
Sure Shot II Устройство для сварки шпилек с конденсаторным разрядом и пистолет
(пока отзывов нет) Написать рецензию
Midwest Fasteners
Sure Shot II Аппарат для сварки конденсаторным разрядом и пистолет
Цена: Распродажа: 3330,00 долларов США
- Артикул:
- СУРЕШОТИИ
- Единица измерения:
- Станок (пистолет, кабели, заземление включены)
- Доставка:
- БЕСПЛАТНАЯ ДОСТАВКА!
- Описание
- Другие детали
Аппарат для сварки шпилек с конденсаторным разрядом Sure Shot II представляет собой аппарат для сварки штифтов CD для головок, мини-чашек, приварных штифтов и приварных шпилек. Изоляторы используют систему сварки шпилек с конденсаторным разрядом Sure Shot II CD для крепления изоляционных плит к воздуховодам ОВКВ путем приваривания штифтов с полукруглой головкой или приварных штифтов к воздуховоду, удерживающему изоляцию на месте. Эта система, входящая в серию Ultra-Portable от MIDWEST, обеспечивает мощность сварки до 5/16 дюйма (M8) и работает от 110 В переменного тока или 220 В переменного тока. При весе всего 18 фунтов гибридный трансформатор/микропроцессорный блок работает в любых условиях во всех популярных приложениях для изоляции и не только.
«В 2 РАЗА ПРОЧНЕЕ… В 2 РАЗА БЫСТРЕЕ… В 2 РАЗА ПОРТАТИВНЕЕ!»
СВЕРХЛЕГКИЙ: ВСЕГО 18 фунтов!
БЕСПЛАТНАЯ ДОСТАВКА!*
(в пределах США, кроме HI, AK)
- Станок
- Установка пистолета для штифтов головки Mini Cup
- Магнитная цанга
- Кабели пистолета
- Заземление с кабелем
- Удлинитель приварного штифта
Соответствие и стандарты
A-A-59331 (Военная спецификация: системы приварки шпилек со встроенным источником питания постоянного тока и блоком управления)
Входное напряжение/ток/герц | 110 В переменного тока — 15 А — 50 Гц/ 220 В переменного тока — 7,5 А — 60 Гц |
Выходное напряжение (пост. ток) | от 35 до 160 В |
Исходящий ток | от 3000 до 9000 А |
Сварочный ток | DC |
Сварочная емкость | 100 000 мкФ |
Диапазон штифтов/шпилек | 14 калибр. через диаметр 5/16 дюйма. Приварное основание (от 3 мм до M8) |
Свариваемые материалы | Нержавеющая стальАлюминийМягкая стальИ другие |
Скорость сварки | 24 сварки в минуту при макс. Напряжение |
Время зарядки | <3 секунд при макс. Плата |
Режим | Разряд/контакт конденсатора |
| Вес сварочного пистолета | 1,6 фунта0,73 кг |
Размер (ДШ) | 4-7/8″ x 2″ x 5-3/4″ 124 мм x 51 мм x 146 мм |
Свариваемый диаметр | 14 калибр. через 5/16″ (M8) диам. Приварное основание |
Материал | Высокопрочный ударопрочный поликарбонат |
Кабель заземления | #4 x 15 футов (4,6 м) — по одному |
Набор кабелей для пистолета | № 4 x 18/2 x 20 футов (6,1 м) — прямо из пистолета |
Эксплуатационные характеристики |
|
Клиенты также просмотрели
Инструменты
Сварочный аппарат Pinto Pinto с пистолетом
Сварочная система PINTO представляет собой универсальную твердотельную портативную систему для сварки штифтов и шпилек, разработанную
Цена: Распродажа: $2699,00
Крепеж Gemco / Midwest
Приварные штифты Mini Cup (изолированные)
Оцинкованные штифты для сварки изоляции с мини-чашкой производства Gemco/Midwest Fasteners. В изоляторах используется мини-чашка
Цена: Распродажа: $128,46
Оуэнс Корнинг / Джонс Мэнвилл
Изоляция труб из стекловолокна
Изоляционное покрытие для труб из стекловолокна предназначено в качестве теплоизоляции как для горячих, так и для холодных
Цена: Распродажа: 4,53 доллара США
Застежки GripNail
Сварные шпильки Gripnail PowerPoint Liner
Приварные штифты Gripnail PowerPoint используются для крепления изоляции к внутренней стороне воздуховодов из листового металла.
Конденсатор для сварщиков Цена — Купить дешевый конденсатор для сварщиков по низкой цене на сайте Made-in-China.
com Сравнивая цены на конденсаторы для сварщиков , вы можете купить качественные конденсаторы для сварщиков по заводской цене / по низкой цене в Китае.Тип: Полистирольные пленочные конденсаторы
Применение: Переменный ток / двигатель, освещение, кондиционер, вентилятор, стиральная машина
Тип упаковки: Сквозное отверстие
Емкость: 1~60 мкФ
Структура: Пленочный конденсатор
Материал изготовления: Полипропилен
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, мощный, высоковольтный, сварочный инвертор, фильтрующий конденсатор постоянного тока
Тип упаковки: Поверхностный монтаж
Емкость: 0,47 мкФ-200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропилен
Anhui Safe Capacitors Co. , Ltd.
Тип: Алюминиевый электролитический конденсатор
Применение: Общего назначения, переменного тока / двигателя, питания, освещения, кондиционера, высокого напряжения, вентилятора, автомобиля
Тип упаковки: Сквозное отверстие
Емкость: >100 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Электролитический
Шэньчжэнь Liron Electronics Co., Ltd.
Вес: Около 1000 кг
Источник воздуха: 0,5-0,7 МПа
Стандарт: 3100*2250*1900мм(Д*Ш*В)
Производственная мощность: 200PCS/Yearpcs/Year
Minder-hightech
Происхождение: Гуанчжоу
Гуанчжоу Minder-Hightech Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электроэнергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, освещение, высокое напряжение, автомобиль, инверторный сварочный аппарат, электроэнергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, освещение, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия; солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общего назначения, Силовые, Высоковольтные, Автомобильные, Сварочные инверторные, Железнодорожные, Корабельные
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полистирольные пленочные конденсаторы
Применение: Общее назначение, мощность, высокое напряжение, инверторная сварка, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Деревянная коробка
Емкость: 150UF-7200UF
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ ~ 50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, железнодорожная тяга, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электроэнергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ~12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ~50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ ~ 50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Применение: Электроэнергия, электроника, инверторный сварочный аппарат, электроэнергия, солнечная электростанция
Фаза: Фильтр
Ядро: Трансформатор кожухообразный
Способ охлаждения: Трансформатор сухого типа
Тип обмотки: Двухобмоточный трансформатор
Сертификация: ISO9001, CQC SGS VDE RoHS
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ~12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ~50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Сварочный инвертор общего назначения, мощный, высокого напряжения
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 150-7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ ~ 50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47-50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 150 мкФ~7200 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Общее назначение, мощность, высокое напряжение, автомобиль, инверторный сварочный аппарат, электрическая энергия, солнечная электростанция
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ~12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Компания Anhui Safe Electronics Co., Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 0,47-12000 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co. , Ltd.
Тип: Полипропиленовый конденсатор
Применение: Универсальный, силовой, высоковольтный, автомобильный, инверторный сварочный аппарат, железнодорожный транспорт, судовой привод
Тип упаковки: Сквозное отверстие
Емкость: 0,47 мкФ ~ 50 мкФ
Структура: Фиксированный конденсатор
Материал изготовления: Полипропиленовая пленка
Anhui Safe Electronics Co., Ltd.
форма: Круглый
Применение: Общее назначение, переменный ток/двигатель, питание, освещение
Проводящий тип: Биполярная интегральная схема
Интеграция: GSIC
Техника: Электролитическая бумага из алюминиевой фольги
Тип: Алюминиевый электролитический конденсатор
Шэньчжэнь Liron Electronics Co. , Ltd.
форма: Раунд
Применение: Общего назначения, переменного тока/двигателя, питания, освещения
Проводящий тип: Биполярная интегральная схема
Интеграция: GSIC
Техника: Электролитическая бумага из алюминиевой фольги
Тип: Алюминиевый электролитический конденсатор
Шэньчжэнь Лирон Электроникс Лтд
Тип: Алюминиевый электролитический конденсатор
Применение: Общего назначения, переменного тока/двигателя, питания, освещения, кондиционера, высокого напряжения, вентилятора, автомобиля
Тип упаковки: Сквозное отверстие
Емкость: 1-50 мкФ
Структура: Переменный конденсатор
Материал изготовления: Электролитический
SEATTLE ELECTRONICS MANUFACTURING GROUP (HK) CO. , LTD.
1910.255 — Сварка сопротивлением. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910.255 — Сварка сопротивлением.
1910.255 (а)
Общий —
1910.255(а)(1)
Установка. Все оборудование должно быть установлено квалифицированным электриком в соответствии с подразделом S этой части. Должен быть предусмотрен предохранительный выключатель, автоматический выключатель или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее элементы управления должны быть отключены. обслуживается.
1910.255(а)(2)
Тепловая защита. Запальные трубки, используемые в оборудовании для контактной сварки, должны быть оборудованы выключателем тепловой защиты.
1910.255(а)(3)
Персонал. Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть должным образом проинструктированы и признаны компетентными для работы с таким оборудованием.
1910.255(а)(4)
Охрана. Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или ограждены таким образом, чтобы предотвратить их случайное включение оператором.
1910.255(б)
Машины для точечной и шовной сварки (непереносные) —
1910. 255(б)(1)
Напряжение. Все внешние цепи управления инициированием сварки должны работать на низком напряжении, не выше 120 вольт, для безопасности операторов.
1910.255(б)(2)
Сварка конденсаторов. Оборудование для контактной сварки с накопителем энергии или разрядом конденсатора и панели управления с высоким напряжением (более 550 вольт) должны быть соответствующим образом изолированы и защищены полными кожухами, все двери которых должны быть снабжены соответствующими блокировками и контактами, подключенными к цепи управления (аналогично к блокировкам лифта). Такие блокировки или контакты должны быть сконструированы таким образом, чтобы эффективно отключать питание и закорачивать все конденсаторы, когда дверь или панель открыты. В дополнение к механическим блокировкам или контактам должен быть установлен переключатель с ручным управлением или соответствующее положительное устройство в качестве дополнительной меры безопасности, обеспечивающей абсолютный разряд всех конденсаторов.
1910.255(б)(3)
Блокировки. Все двери и панели доступа всех машин для контактной сварки и панели управления должны быть заперты и заблокированы для предотвращения доступа посторонних лиц к частям оборудования, находящимся под напряжением.
1910.255(б)(4)
Охрана. Все операции с машиной для прессовой сварки, когда существует вероятность того, что пальцы оператора находятся под рабочей точкой, должны быть эффективно защищены с помощью таких устройств, как электронная схема защиты глаз, два ручных управления или защита, аналогичная той, которая предписана для пробивной пресс, 1910.217. Все цепи, зубчатые колеса, рабочие звенья шины и ремни должны быть защищены соответствующими ограждениями в соответствии с 1910.219 настоящей части.
1910. 255(б)(5)
Щиты. Опасность летящих искр должна быть устранена там, где это целесообразно, путем установки защитного ограждения из безопасного стекла или подходящей огнестойкой пластмассы в месте эксплуатации. При необходимости должны быть установлены дополнительные экраны или занавески для защиты проходящих людей от летящих искр. (см. 1910.252(b)(2)(i)(C) данного раздела.)
1910.255(б)(6)
Ножные переключатели. Все ножные переключатели должны быть ограждены для предотвращения случайного включения машины.
1910.255(б)(7)
Кнопки остановки. На всех специальных машинах для многоточечной сварки, включая двухстоечные и четырехстоечные сварочные прессы, должны быть предусмотрены две или более кнопки аварийного останова.
1910. 255(б)(8)
Английские булавки. На больших машинах должны быть предусмотрены четыре предохранительных штифта с заглушками и гнездами (по одному в каждом углу), чтобы при удалении и вставлении предохранительных штифтов в ползун или плиту пресс становился неработоспособным.
1910.255(б)(9)
Заземление. Там, где это технически целесообразно, вторичная обмотка всех сварочных трансформаторов, используемых в машинах для многоточечной, рельефной и шовной сварки, должна быть заземлена. Это можно сделать путем постоянного заземления одной стороны цепи вторичного сварочного тока. В тех случаях, когда это технически нецелесообразно, приемлемой альтернативой является заземляющий реактор с отводом посередине, подключенный ко вторичной обмотке, или использование защитного выключателя в сочетании с управлением сваркой. Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока.
1910.255(с)
Портативные сварочные аппараты —
1910.255(с)(1)
Противовес. Все переносные сварочные горелки должны иметь подходящие уравновешивающие устройства для поддержки горелок, включая кабели, за исключением случаев, когда конструкция горелки или приспособления делает уравновешивание нецелесообразным или ненужным.
1910.255(с)(2)
Страховочные цепи. Все переносные сварочные горелки, трансформаторы и сопутствующее оборудование, подвешенное к подвесным конструкциям, проушинам, тележкам и т. д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы.
1910.255(с)(3)
Вилка. Каждая скоба должна выдерживать общую ударную нагрузку подвешенного оборудования в случае отказа тележки.
1910.255(с)(4)
Защита переключателя. Все пусковые выключатели, включая втягивающие и двойные программные выключатели, расположенные на переносной сварочной горелке, должны быть оборудованы соответствующими ограждениями, способными предотвратить случайное срабатывание при контакте с креплениями, одеждой оператора и т. д. Напряжение пускового переключателя не должно превышать 24 В.
1910.255(с)(5)
Подвижный держатель. Подвижная обойма в том месте, где она входит в корпус пистолета, должна иметь достаточный зазор для предотвращения срезания пальцев, небрежно помещенных на работающую подвижную обойму.
1910.255(с)(6)
Заземление. Вторичная обмотка и корпус всех переносных сварочных трансформаторов должны быть заземлены. Вторичное заземление может быть выполнено вторичной обмоткой с отводом от середины или заземляющим реактором с отводом от середины, подключенным параллельно вторичной обмотке.
1910.255 (д)
Оборудование для сварки оплавлением —
1910.255(д)(1)
Вентиляция и защита от брызг. Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с 19.10.252(с) настоящего раздела.
1910.255(г)(2)
Противопожарные шторы. Для защиты операторов близлежащего оборудования вокруг машины должны быть установлены огнеупорные шторы или подходящие экраны таким образом, чтобы не мешать движениям операторов.
1910.255 (е)
Обслуживание. Периодические проверки должны проводиться квалифицированным персоналом по техническому обслуживанию, и должен вестись протокол сертификации. Запись о сертификации должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор для проверенного оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будут завершены ремонтные работы по обеспечению безопасности.
[39 FR 23502, 27 июня 1974 г., в редакции 40 FR 18426, 28 апреля 1975 г.; 55 FR 13710, 11 апреля 1990 г.]
CD Приварка шпилек — Полная сварка шпилек
Описание процесса приварки шпилек с разрядкой конденсатора
Описание процесса: любой другой метод дуговой сварки. При активации сварочного пистолета достигается особая точность
сварочный наконечник инициирует управляемую электрическую дугу от конденсаторной батареи сварочного аппарата, которая расплавляет
конец шпильки и часть основного металла. Шпилька удерживается на месте, пока расплавленный металл затвердевает
, мгновенно обеспечивая высококачественный сварной шов.
1. Сварочный пистолет и шпилька располагаются напротив заготовки.
2. Накопленная энергия выводится через специальный сварной «таймерный» наконечник, и шпилька начинается вниз.
3. Шпилька погружается в ванну с расплавленным металлом.
4. Металл затвердевает и сварка завершается за миллисекунды.
Преимущества процесса:
Совместимость материалов основания и шпильки – Сварка шпилек CD совместима практически с любым свариваемым материалом
и позволяет сваривать разнородные металлы. Дополнительные сведения см. в таблице на следующей странице.
Маркировка на обратной стороне – Приварка шпилек CD обычно используется для приварки шпилек меньшего диаметра к тонким основным металлам
, особенно там, где маркировка на обратной стороне недопустима. Так как весь цикл сварки составляет
выполняется за миллисекунды, сварка тонкого материала может выполняться без заметной деформации, прожога
или обесцвечивания обратной стороны. См. Руководство по маркировке обратной стороны шпильки компакт-диска.
Совместимость комбинаций материалов для основного металла и код-шпиона. базовый размер и
толщина основного металла. Термины в таблицах определены следующим образом:
Дополнительными факторами, которые могут влиять на степень маркировки на обратной стороне, являются размер наконечника, напряжение сварки, давление пружины и используемый процесс CD (т. е. контакт против зазора).
CD Параметры расположения шпильки сварной шпильки
Метод шаблона:
Этот метод для шаблона рекомендуется Полная сварка.Насадки 0008, называемые «адаптерами шаблонных трубок», «центрирующими трубками» и «искрозащитными экранами».
Эти насадки устанавливаются непосредственно на пистолет или используются косвенно с опорой для компакт-дисков.
Эти насадки имеют диаметры 1″, 1,25″, 1,375″ и 30 мм. Для получения подробной информации обратитесь к торговому представителю
.
Метод разметки:
Оператор может нанести разметку на основном металле в месте приварки шпильки.
Разметочная метка может быть центральной точкой или окружностью. В последнем случае диаметр основания шпильки приварки
будет вписываться в круг.
ПРИМЕРЫ: X — Найдите выступ в центре X.
O — Найдите выступ в центре круга.
Метод центрирования: не рекомендуется
Когда используется процесс приварки шпилек типа CD, не следует использовать специальный приварной наконечник на конце всех шпилек типа CD
с центрирующими метками в качестве метода определения местоположения типа CD. 9шпильки 0008.
Диаметр и длина специального приварного наконечника определяют продолжительность процесса сварки шпильки CD
и абсолютно необходимы для получения сварных швов, обеспечивающих полную прочность крепежа
. Соответственно, введение метки пуансона влияет на время
процесса приварки шпилек CD и приводит к дефектам сварки.
РУКОВОДСТВО ПО ПРИВАРКЕ ШПИЛЬКИ CD
Для изготовления и обслуживания хороших приварных шпилек CD необходимо соблюдать следующие рекомендации:
• Убедитесь, что оборудование для приварки шпилек способно приваривать шпильки нужного размера.
• Убедитесь, что оборудование для приварки шпилек находится в надлежащем рабочем состоянии и что все кабельные и заземляющие соединения затянуты.
• Чистота поверхности сварного шва. На поверхности не должно быть чрезмерного количества масел, жиров и других смазочных материалов, а также ржавчины, прокатной окалины и других оксидов. Эти условия способствуют высокому электрическому сопротивлению в местах сварки и заземления.
• Следует избегать дефектов поверхности сварного шва, таких как крайняя шероховатость, которые могут препятствовать полному сплавлению в зоне сварки и/или влиять на продолжительность процесса.
• Ось шпильки должна быть перпендикулярна рабочей поверхности, чтобы обеспечить полное сплавление.
• Необходима правильная конструкция приварного конца шпильки. Размер наконечника, диаметр основания сварного шва и угол торца должны соответствовать области применения.
• Оператор должен следовать параметрам настройки производителя оборудования (т. е. сварочному напряжению, давлению пружины, погружению, а при использовании метода GAP или Drawn Arc — подъему).
• Визуально осмотрите все сварные швы на наличие заусенцев на 360 градусов. См. на следующей странице иллюстрации хороших, холодных и горячих сварных швов. Если сомнительный сварной шов очевиден после визуального осмотра сварных швов, сварной шов должен быть подвергнут механическим испытаниям.
• Механически проверить 2 приваренных шпильки в начале каждой смены и изменить размер шпильки.
• Механические испытания приварных шпилек CD должны проводиться испытанием на изгиб или испытанием на крутящий момент. Испытания используются для установления условий сварки и аттестации производственных шпилек. Шпилька и/или сварной шов
могут быть испытаны на растяжение и/или подвергнуты другим формам разрушающего или неразрушающего контроля в зависимости от требований приложения.
• Испытание на изгиб следует проводить, согнув шпильку на 30 градусов ударами молотка или, что предпочтительнее, согнув трубой.
• Значения крутящего момента приведены в следующей таблице для различных материалов шпилек и диаметров шпилек.
ВИЗУАЛЬНЫЙ КОНТРОЛЬ ПРИВАРНОЙ ШПИЛЬКИ CD
Приварку шпильки CD можно проверить визуально, наблюдая за сварным швом у основания шпильки.
Приведенные ниже иллюстрации и комментарии предназначены для визуальной оценки качества сварного шва.
За помощью обращайтесь к торговому представителю Complete Stud Welding.
CD КОНТРОЛЬ ПРИВАРКИ ШПИЛЬКИ – МЕХАНИЧЕСКАЯ – прочность на растяжение / крутящий момент
Следующие 3 страницы таблиц содержат приварную шпильку CD – прочность на растяжение/крутящий момент.
Данные были рассчитаны на основе приведенных ниже формул. Эти формулы и приведенные ниже примечания
считаются неотъемлемыми частями приведенных ниже диаграмм прочности на растяжение/момент.
Растягивающая нагрузка: L = SA
Крутящий момент: T= 0,2 x D x L
META*: A= Pi/4 x [D – (0,9743/N)]
A = Средняя эффективная резьба Площадь (META)*
D = номинальный диаметр резьбы
L = нагрузка на растяжение в фунтах
N = число витков на дюйм
S = напряжение при растяжении в фунтах на квадратный дюйм
T = крутящий момент в дюймах в фунтах
* META используется вместо площади корня при расчете прочности винтов из-за более тесной корреляции с фактической прочностью на растяжение. META основан на среднем диаметре, который представляет собой диаметр воображаемого коаксиального цилиндра, поверхность которого проходит через профиль резьбы примерно посередине между малым и делительным диаметрами.
** Обратите внимание, что на практике шпильку нельзя использовать при пределе текучести. Должен применяться коэффициент безопасности. Обычно рекомендуется использовать шпильки при выходе не более 60%. Однако коэффициент безопасности может варьироваться в большую или меньшую сторону в зависимости от применения. Пользователь сам определяет соответствующий коэффициент безопасности.
*** Обратите внимание, что значения крутящего момента основаны на предположении, что чрезмерная деформация резьбы не вывела зависимость между крутящим моментом/натяжением за пределы пропорционального диапазона.
Значения сдвига были рассчитаны для 75% предельной нагрузки на растяжение шпильки.
См. следующие 3 таблицы прочности на растяжение и крутящий момент.
** & *** Применяется к последующим таблицам прочности на растяжение и крутящий момент.