Типы покрытия электродов.
Темы: Электроды сварочные.
Выбирая электроды конкретной марки, мы помним, что их характеристики во многом определяются видом покрытия. Покрытие бывает в основном четырех видов: кислым, рутиловым, основным, целлюлозным и смешанным.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности.
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды. В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
- < Электроды для резки металлов: список марок
- Классификация стальных покрытых электродов >
виды электродов
Главная / виды электродов
Сварочный электрод представляет собой тонкий металлический стержень с покрытием (обмазкой). Во время сварки покрытие сгорает, выделяя газы для защиты сварочной ванны.
Для того, чтобы правильно подобрать электрод для сварки деталей, первым делом нужно узнать, из какого материала они изготовлены. Исходя из этого и подбирают соответствующие расходные материалы:
- для углеродистых и низколегированных сталей (временное сопротивление разрыву составляет 60 кгс/кв.мм или 600 МПа). Обозначаются буквой «У».
- для легированных конструкционных сталей (60 кгс/кв.мм или 600 МПа). Обозначаются буквой «Л».
- для легированных теплоустойчивых сталей — «Т»;
- для высоколегированных сталей с особыми свойствами — «В»;
- для наплавки поверхностных слоев с особыми свойствами — «Н»;
В зависимости от покрытия электрода, а также толщины металла, различают и положение электрода в пространстве при сварке:
| Обозначение | Допустимое расположение |
| 1 | Сварку можно проводить в любом пространственном положении |
| 2 | Сварку можно проводить в любом пространственном положении, кроме вертикального при движении сверху вниз. |
| 3 | Для всех положений, кроме вертикального сверху вниз и потолочного |
| 4 | Для швов в нижнем положении и нижнем «в лодочку» |
Далее нужно определить, электрод с какой обмазкой нам нужен, ведь для каждого типа покрытия есть свои рекомендации. Итак, выделяют 5 основных типов покрытий, каждому из которых соответствует в том числе свое пространственное положение:
| Тип покрытия | Особенности использования | |
| Кислое (А) | Главными элементами являются оксиды кремния, железа и марганца. Для защиты сварочной ванны используются органические вещества — крахмал, оксицеллюлоза и др.Электроды с кислым покрытием используются преимущественно для сварки деталей с ржавчиной и окалиной. Недостатками этого покрытия является возможность появления трещин в шве, сильное разбрызгивание, а также высокая токсичность выделяемого газа. Эти электроды не подходят для сталей с высоким содержанием серы и углерода. | С данными электродами можно варить постоянным и переменным током, при этом электрод в процессе работы можно располагать как угодно, кроме вертикального положения сверху вниз (обозначение — «2») |
| Основное (Б) | Один из самых распространенных типов покрытий, в основе которого — карбонаты и фтористые соединения. Из-за присутствия в дуге ионов фтора, которые ухудшают стабильность горения дуги, варить нужно постоянным током обратной полярности («+» на электроде). Основное применение — для сварки закаливающихся сталей, для которых характерно образование холодных трещин. Категорически не подходят для работы со сталью с коррозией и окалиной! Такие электроды очень чувствительны к воздействию влаги, поэтому перед использованием их обязательно нужно прокалить, однако, не более 3-х раз.  | Подходит для работы во всех пространственных положениях. Исключение составляет запрет на вертикальное положение сверху вниз для сварки металла большой толщины (обозначение — «2») |
| Рутиловое (Р) | Шлаковую основу составляет природная двуокись титана. Не образуют горячих трещин при сварке, а также отлично подходят для сварки стали со ржавчиной. Преимуществом является минимальное порообразование даже при сварке необработанных поверхностей (влага, жир, ржавчина). В случае, если вам придется иметь дело с ответственными металлоконструкциями, на которые будет оказываться высокая нагрузка, электроды с рутиловым покрытием — отличный вариант, так как они обеспечивают высокое сопротивление усталости шва. Другим немаловажным преимуществом является их значительно меньшая токсичность по сравнению с электродами с кислым и основным покрытиями. Сварка возможна как постоянным, так и переменным током. | Расположение электрода любое, кроме вертикального сверху вниз (обозначение — «2») |
| Целлюлозное(Ц) | На 50% состоят из горючих органических веществ (целлюлоза, травяная мука), что способствует выделению большого количества газов, защищающих сварочную ванну. Сварка проводится как постоянным, так и переменным током. Достоинства электродов с целлюлозным покрытием:
Недостатки:
| Возможна сварка во всех положениях. |
| Смешанное(АЦ, РБ) | Являются комбинацией двух видов покрытий. Бывают кисло-рутиловым (АР), рутилово-основным (РБ), рутилово-целлюлозным (РЦ), рутиловые с железным порошком и т. д. Основная область их применения — сварка металлоконструкций и трубопроводов, при малом расходе на 1 кг наплавленного металла. | Возможно любое расположение шва, кроме потолочного. |
Отдельной группой идут неплавящиеся электроды, которые используется при TIG-сварке. Изготавливаются они из вольфрама, в некоторых случаях с добавлением легирующих элементов. В зависимости от того, какие легирующие элементы используются, электрод может иметь разные свойства — легкость поджига дуги, ее стабильность, возможность работы на переменном токе и т.д.
Покрытие электродов различается также и толщиной по соотношению диаметров (D — диаметр покрытия, d — диаметр стержня):
| Обозначение | Толщина |
| М | Тонкое покрытие (D/d < 1,2) |
| С | Среднее покрытие (1,2 < D/d > 1,45) |
| Д | Толстое покрытие (1,45 < D/d > 1,8) |
| Г | Особо толстое покрытие (D/d > 1,8) |
Электродная проволока
Если электроды используются при ручной дуговой сварке (ММА), то при полуавтоматической дуговой сварке в среде защитного газа используется электродная проволока.
Выпускаются 4 вида проволоки:
- стальная
- порошковая — сердечник этой проволоки порошковый и изготовлен из разных химических компонентов, которые разрушаются при ее плавлении, образуя защитное газовое облако и шлаковый слой. При плавлении химические компоненты попадают в свариваемый металл, и, в зависимости от состава сердечника, придают ему нужные свойства,
- алюминиевая также используется при полуавтоматической сварке,
- медно-кремниевая — используется для сварки-пайки.
Порошковая проволока используется чаще остальных видов, так для нее не нужна установка крупногабаритных газовых баллонов. Одно из главных преимуществ порошковой проволоки — возможность проводить сварочные работы на открытом воздухе, при этом ветер никак не влияет на результат работы и полученный сварной шов получится высококачественным.
Категории подходящих материалов покрытия для сварочных электродов
Крисси Джеймс
При сварке диапазон доступных опций, как правило, огромен. Вам нужно будет выбрать защитное снаряжение, тип сварочных материалов и расходных материалов среди других факторов. Одним из основных вариантов, влияющих на другие решения, является покрытие сварочного электрода.
Покрытие сварочных электродов обычно имеет толщину 1–3 мм и составляет 15–30% веса электрода. Он повышает стабильность дуги, образует защитный шлак на горячем металле, обеспечивает флюс, действует как раскислитель и замедляет скорость охлаждения сварного шва, чтобы предотвратить затвердевание.
Покрытие сварочных электродов определяет идеальное защитное оборудование для сварки, которое вам необходимо, а также качество и прочность ваших сварных швов. Покрытие электрода состоит из минералов, металла, органических материалов и связующих.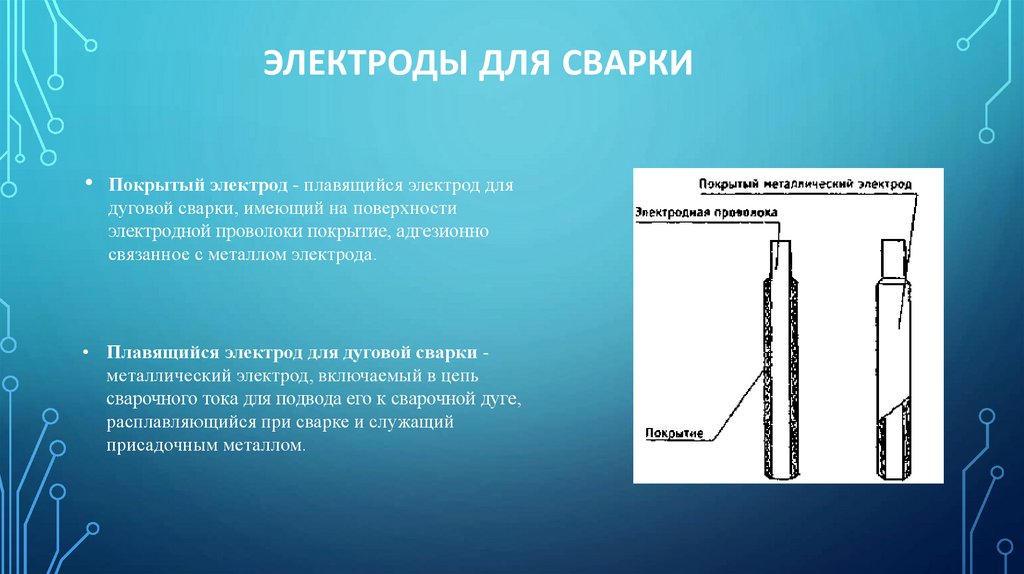
Минералы защищают электрод от колебаний окружающей среды, в то время как металл регулирует свойства металла сварного шва в соответствии со свойствами стали в сварном соединении. Органические материалы, с другой стороны, разлагаются во время сварки и выделяют водород, что полезно для работы сварки, в то время как связующие прикрепляют покрытие к металлическому сердечнику.
Ниже приведены типы покрытия электродов, обычно используемые на сварочных электродах.
Рутиловое покрытие
Это покрытие содержит диоксид титана, который образует кислый шлак в сварном шве. Рутиловое покрытие обладает исключительной стабильностью дуги и снижает выделение дыма электродом и уровень разбрызгивания при сварке.
Применяется для сварки низкоуглеродистых сталей и имеет звукоизоляционные свойства. Некоторые электроды с рутиловым покрытием продаются как электроды с рутиловым покрытием среднего размера. В них добавлена целлюлоза, которая обеспечивает дополнительную газовую защиту.
Покрытия с низким или основным содержанием водорода
Содержат флюориты и карбонаты кальция и должны соответствовать установленным требованиям к свариваемой стали, включая ударную вязкость и прочность на растяжение, ползучесть и CTOD. Водород в этих покрытиях защищает их от растрескивания и делает электроды подходящими для низкоуглеродистых, низколегированных и высокопрочных сталей. Сварочные электроды с водородным покрытием должны быть прокалены перед использованием, чтобы гарантировать их эффективность.
Целлюлозные покрытия
Они напоминают рутиловые покрытия, но имеют более низкий процент диоксида титана по сравнению с последними. При горении целлюлозы образуются окись углерода и водород, которые образуют защитный экран вокруг расплавленного основного металла.
Скорость проникновения целлюлозного покрытия выше, чем у рутилового покрытия, но существует риск водородного охрупчивания основного металла из-за высокой скорости выделения газообразного водорода.
Покрытия из оксида железа
Они включают силикаты и оксиды марганца и железа, которые образуют кислый шлак. На этих электродах можно использовать как переменный, так и постоянный ток, хотя их высокое содержание кислорода может привести к низкой прочности наплавленного металла.
Поэтому в большинстве случаев к покрытиям из оксида железа добавляют раскислители. Они создают раскисленный сварной шов с исключительными механическими свойствами. Добавление раскислителей также делает покрытия из оксида железа идеальными для позиционной сварки.
Правильный тип оборудования для вашего сварного шва влияет на характер сварных швов, которые вы получите. Таким образом, эти покрытия должны быть тщательно подобраны к вашему металлу и свойствам, к которым вы стремитесь. Обеспечьте, чтобы электроды оставались сухими, независимо от их покрытия, и не сгибайте их, чтобы не повредить их покрытие.
вещей, которые вы должны знать о электродных покрытиях SMAW!!!
знание сварки
Многое зависит от выбора типа электрода для успешного выполнения сварки методом SMAW. Неправильный выбор типа электрода может привести к большему количеству дефектов, большему количеству ремонтов. Выбор правильного типа электродного покрытия позволяет получить металл шва с заданными характеристиками качества при низкой себестоимости. Как правило, сварочный электрод выбирают таким образом, чтобы характеристики металла шва были такими же или лучше, чем у основного материала, с учетом положения сварки и конструкции сварных соединений, поскольку они существенно влияют на свойства сварного шва.
Покрытие стержневого электрода состоит из множества компонентов, в основном минеральных, ниже на рисунке показано сырье для покрытия и его влияние на характеристики сварки.
Стержневые электроды в зависимости от состава покрытия подразделяются на четыре типа:
Целлюлозные электроды (обозначение C)
Эти электроды состоят из большого количества углеводородных соединений и карбонатов кальция помимо других компонентов и нашел подходящий для
- Все позиции сварки, особенно для вертикальной и потолочной сварки и
- Реализует высокие механические свойства в металле сварного шва радиографического качества.


Предпочтительны для вертикальной сварки сверху вниз. Однако, кроме глубокого проплавления, они дают высокое содержание водорода в металле шва.
Рутиловый электрод (символ R)
Эти электроды, помимо других компонентов, преимущественно содержат рутил (TiO 2 ) и, как известно, обеспечивают почти 100% восстановление металла сварного шва, легкое зажигание и повторное зажигание дуги. Они подходят для
- Угловые сварные швы,
- Сварка листового металла,
- Хорошая способность перекрывать зазоры,
- Без потерь на разбрызгивание и
- Сварка во всех положениях.
Рекомендуется для сварки низкопрочной стали (<440 МПа). Для сварки высокопрочных сталей (>440 МПа) металл шва, как правило, должен иметь низкое содержание водорода, поэтому сварные соединения разрабатывают с использованием основных, рутиловых, основных рутиловых и циркониевых электродов.
Основной электрод (символ B)
Эти электроды имеют основное (щелочное) покрытие, содержащее карбонат кальция/фторид кальция. Основные электроды предпочтительнее других электродов для обработки сварных соединений высокопрочной стали (480-550 МПа) с металлом шва, имеющим
Основные электроды предпочтительнее других электродов для обработки сварных соединений высокопрочной стали (480-550 МПа) с металлом шва, имеющим
- Низководородный,
- Хорошая ударная вязкость при низких температурах,
- Стойкость к горячему и холодному растрескиванию.
Однако эти электроды имеют сравнительно плохую способность к отделению шлака. Скорость сварки и скорость наплавки, обеспечиваемые основными электродами, особенно в вертикальном положении сварки, намного выше, чем у рутиловых и кислотных электродов. Основные электроды могут выдерживать более высокий сварочный ток даже в вертикальном положении сварки.
Кислотный электрод (обозначение A)
Покрытие
- Легче зажигает дугу, чем обычные электроды, но слабее зажигает дугу, чем рутиловые электроды,
- Средняя скорость сварки,
- Гладкий сварной шов
- Хорошая отделяемость шлака.
Однако кислотный электрод был заменен рутиловым электродом и основным электродом для плоской и позиционной сварки соответственно.