Флюс для пайки виды
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны. Тем не менее о некоторых адекватных вариантах следует знать.
- Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
- Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
- Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.


Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
Для быстрой и качественной пайки необходимо иметь несколько вещей: качественный флюс, хороший припой и мощный паяльник. Припой выбирается в зависимости от объекта пайки и её температуры, а также содержания олова и свинца в нём. Основная характеристика паяльника — его мощность, но сегодня некоторые радиолюбители смотрят и на такие вещи, как размер жала и скорость нагрева и остывания.
Припой выбирается в зависимости от объекта пайки и её температуры, а также содержания олова и свинца в нём. Основная характеристика паяльника — его мощность, но сегодня некоторые радиолюбители смотрят и на такие вещи, как размер жала и скорость нагрева и остывания.
С флюсами всё несколько иначе. Они бывают очень разных видов и применяются для противостояния процессам окисления припоя, равномерного распределения температуры по поверхности пайки и образования лучшей сцепляемости и диффузии спаиваемых контактов и деталей.
Основные виды флюсов
Бывают как твёрдые, так и жидкие флюсы. Для удобства нанесения на область пайки и более лёгкого удаления выпускают также пастообразные марки, упакованные в тубы или сразу расфасованные в специальные шприцы. Жидкие формы используются для лужения в некоторых труднодоступных частях сложных деталей. Флюсы, как правило, представляют собой поверхностно-активные вещества, которые не проводят ток.
Кроме того, можно приготовить так называемую самодельную паяльную пасту своими руками, смешав опилки припоя с растворённой в спирте канифолью. Она используется в тех случаях, когда недопустим перегрев спаиваемых поверхностей — например, во избежание их повреждения.
Она используется в тех случаях, когда недопустим перегрев спаиваемых поверхностей — например, во избежание их повреждения.
Флюсы в основном классифицируют по степени их активности и действия, которое они оказывают на припой и спаиваемые детали. Различают следующие основные типы:
- Активные — производятся преимущественно из растворов соляной кислоты, но нередки и случаи применения её в чистом виде. Сюда же входит очень популярная «паяльная кислота», которая представляет собой обработанный соляной кислотой цинк. Активные флюсы легче разрушают плёнки на поверхностях деталей, но, кроме этого, ещё и вступают в реакцию с самой металлической поверхностью. Из-за этого они должны быть нейтрализованы после проведения всех операций. Кроме того, такие флюсы имеют невероятно сильную электропроводимость, что исключает их применение в радиоэлектронике.
- Антикоррозийные — защищают от возникновения окислов на поверхностях и противодействуют коррозийным процессам. В качестве таких составов можно применять ортофосфорную кислоту или её смеси с другими веществами со схожими свойствами.
- Защитные — представлены самыми инертными по взаимодействию с металлом составами и включают различные масла (в том числе оливковое или растительное), сахар-песок и вазелин с воском.

Существует также классификация по рабочей или активной температуре. По этому принципу флюсы бывают:
- Высокотемпературные с температурой перехода в жидкое состояние от 450 градусов Цельсия.
- Низкотемпературные, температура плавления которых ниже 450 градусов.
Обязательно следует выбирать флюсы с температурой плавления ниже, чем у припоя, ведь иначе спаять детали будет невозможно. Припои и флюсы, применяемые при пайке необходимо также подбирать в зависимости от задач, выполняемых ими.
Состав и описание канифоли для пайки
Для начинающего радиолюбителя в качестве оптимального решения подойдёт канифоль для пайки. Сырьё для её производства — сосновая живица или смола. Это смесь различных изомеров смоляных кислот, которая обрабатывается специальным образом, или продукт отходов некоторых химических производств. Она относительно дешёвая и доступная, хорошо противостоит образованию оксидных поверхностных плёнок и совершенно нерастворима водой и ацетоном. Из-за природного характера образования, канифоль на основе живицы абсолютно нетоксична и не предъявляет дополнительных требований к защите дыхательных органов и глаз и повышенной вентиляции рабочего помещения.
Она относительно дешёвая и доступная, хорошо противостоит образованию оксидных поверхностных плёнок и совершенно нерастворима водой и ацетоном. Из-за природного характера образования, канифоль на основе живицы абсолютно нетоксична и не предъявляет дополнительных требований к защите дыхательных органов и глаз и повышенной вентиляции рабочего помещения.
Канифоль стекловидна и имеет температуру плавления, не превышающую 70 градусов, что делает её пригодной для использования в радиоэлектронике. Очень хорошо растворяется спиртом и ацетоном, которые используются для удаления её с поверхности деталей и печатных плат. Однако, если эстетическая сторона процесса пайки вас не заботит или положение детали исключает последующую обработку, канифоль спокойно можно не стирать. Она не обладает электропроводностью и совершенно неактивна после застывания.
Растворы канифоли имеют приблизительное её содержание на уровне 30−35 процентов. Остальное — это спирт и активаторы. В качестве спиртов могут выступать:
- Этиловый.
- Изопропиловый.
- Этиленгликоль.
- Этилацетат.

Активаторами же являются такие присадки:
- Салициловая кислота.
- Органические соединения галогенов.
Такие флюсы наносятся ручным способом легче и обеспечивают равномерное покрытие рабочей области.
Бура и её применение
Тетраборат натрия имеет очень широкое назначение в качестве флюса. Им можно паять и варить изделия из меди, драгоценных металлов (серебра, например) и хромированных изделий. Кроме того, он используется при работе с тугоплавкими металлами вроде чугуна. Применяется практически без добавок, иногда может смешиваться в равных частях с борной кислотой, из которой и производится. Имеет высокую температуру плавления (около семисот-девятисот градусов), поэтому подходит для работ по прокладке водопроводных сетей и их ремонту.
Из-за того, что обычные бытовые паяльники неспособны выдавать нужное количество тепла для работ, которые проводятся с этим флюсом, используются газовые горелки.
Использование ортофосфорной кислоты
Ортофосфорная кислота представляет собой хорошо растворимые в воде прозрачные кристаллы, хорошо впитывающие влагу. Может применяться как флюс для пайки изделий из алюминия, стали и меди. Отлично подходит для чистки поверхностей металлов от ржавчины, покрывая их защитной плёнкой, которая противодействует повторному появлению коррозии.
Принципы применения и техника безопасности
Соблюдая всего несколько универсальных правил, можно выполнять работы по соединению металлических деталей с помощью пайки очень легко. Эти правила пойдут для любого флюса, типа припоя и вида работы:
- Очищайте соединяемые поверхности спиртом или другим активным растворителем.
- Следите за тем, чтобы жало паяльника всегда было залужено, то есть покрыто достаточным количеством припоя для усиления контакта.
- Следите за чистотой жала, не давайте ему окислиться.
- Флюс наносите так, чтобы при расплавлении он покрывал всю обрабатываемую поверхность.
- Не перегревайте детали, особенно радиотехнические — это чревато получением травм из-за взрыва отдельных компонентов (конденсаторов, например) и повреждением внутренней структуры печатных плат.
- Очищайте поверхности от продуктов окисления припоя и флюса, особенно если последний проводит электричество.

Правила техники безопасности и охраны труда, которых следует придерживаться, стандартны для выполняемых работ. Следует обеспечивать соответствующую защиту тела от попадания случайных капель раскалённого припоя. Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.
Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
- Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.

Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов.
 Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.
Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
“>
Флюс для пайки. Виды и особенности применения — Основы
Флюсы являются активными химическими веществами, с помощью которых паяемый металл очищается от поверхностных оксидов, обеспечивается снижение поверхностного натяжения и улучшается растекание жидкого припоя.
Виды флюсов
По степени коррозионности флюсы для пайки бывают:
- Некоррозионными (защитными). Они предназначены лишь для защиты. Обладая низкой активностью, они не в состоянии растворить оксидную пленку большей части металлов и преимущественно используются во время спайки меди и ее сплавов, а также изделий из стали, покрытых оловом, медью, кадмием или серебром. Среди таких флюсов стоит выделить канифоль и ее растворы в органических растворителях и спиртах, а также воск, стеарин, древесные смолы, вазелин. С использованием некоррозионных флюсов пайка может быть выполнена лишь легкоплавкими припоями.
- Слабокоррозионными. По сравнению с некоррозионными флюсами они отличаются более высокой активностью и содержат в себе животные жиры, кислоты органического происхождения, минеральные масла, а также их растворы в спирте или в воде. Чтобы ослабить их коррозионное действие, требуется добавление канифоли и иных некоррозионных компонентов. Слабокоррозионные флюсы легко сгорают, испаряются или разлагаются при нагреве. Они используются при пайке легкоплавкими припоями.
- Коррозионными. Состоят из фторидов и хлоридов металла, неорганических кислот. Они используются в форме водных растворов в пастообразном и твердом состоянии. Коррозионные флюсы осуществляют разрушение оксидных пленок цветных и черных металлов. Данные флюсы являются эффективными при пайке большей части металлов любым способом.
 Они предназначены лишь для защиты. Обладая низкой активностью, они не в состоянии растворить оксидную пленку большей части металлов и преимущественно используются во время спайки меди и ее сплавов, а также изделий из стали, покрытых оловом, медью, кадмием или серебром. Среди таких флюсов стоит выделить канифоль и ее растворы в органических растворителях и спиртах, а также воск, стеарин, древесные смолы, вазелин. С использованием некоррозионных флюсов пайка может быть выполнена лишь легкоплавкими припоями.
Они предназначены лишь для защиты. Обладая низкой активностью, они не в состоянии растворить оксидную пленку большей части металлов и преимущественно используются во время спайки меди и ее сплавов, а также изделий из стали, покрытых оловом, медью, кадмием или серебром. Среди таких флюсов стоит выделить канифоль и ее растворы в органических растворителях и спиртах, а также воск, стеарин, древесные смолы, вазелин. С использованием некоррозионных флюсов пайка может быть выполнена лишь легкоплавкими припоями. Состоят из фторидов и хлоридов металла, неорганических кислот. Они используются в форме водных растворов в пастообразном и твердом состоянии. Коррозионные флюсы осуществляют разрушение оксидных пленок цветных и черных металлов. Данные флюсы являются эффективными при пайке большей части металлов любым способом.
Состоят из фторидов и хлоридов металла, неорганических кислот. Они используются в форме водных растворов в пастообразном и твердом состоянии. Коррозионные флюсы осуществляют разрушение оксидных пленок цветных и черных металлов. Данные флюсы являются эффективными при пайке большей части металлов любым способом.По степени активности флюсы бывают:
1. Активными. Они содержат вещества, которые активно воздействуют на поверхность металла: кислоты, хлорид аммония, хлористый цинк, глицерин, органические амины. Активными флюсами спаиваются металлы, имеющие прочную окисную пленку. Активные флюсы в большинстве случаев – оржавляющие.
2. Пассивными (слабоактивными): канифоль, состоящая из смеси органических кислот, растительные, минеральные и животные масла, парафин, жирные компоненты. Они предназначены для удаления тонких и нестойких окисных пленок и улучшенного растекания припоя.
Особенности применения
Флюс для пайки должен отвечать определенным условиям:
1. Удельный вес и температура припоя должны быть выше соответствующих параметров флюса.
Удельный вес и температура припоя должны быть выше соответствующих параметров флюса.
2. Обеспечение полного расплавления флюса и высокого уровня жидкотекучести при температуре пайки, но его текучесть не должна быть слишком высокой.
3. Обеспечение своевременного и полного растворения окислов основного металла. При этом уровень температуры плавления припоя должен быть несколько выше уровня температуры, при которой задействован флюс.
4. Предотвращение возможности формирования соединений флюса с припоем и главным металлом. Также флюс не должен быть ими поглощён.
5. Осуществление равномерного покрытия флюсом базового металла около места пайки с целью предотвращения окисления базового металла и продолжения процесса пайки. Но равномерность покрытия припоем поверхности главного металла осуществляется лишь при выполнении следующего условия: адгезия припоя должна быть сильнее адгезии флюса к основному металлу.
6. Предотвращение испарения или выгорания флюса при температуре пайки, обеспечения вытеснения припоем продуктов его разложения и окислов, а также беспрепятственного их удаления после пайки при полном исключении коррозии.
При необходимости пайки мягкими припоями используются кислотные или активные, бескислотные, активизированные, антикоррозионные флюсы. Активные или кислотные флюсы обеспечивают интенсивное растворение окисных пленок, которые расположены на поверхности металла. В результате этого наблюдается высокий уровень механической прочности соединения.
После пайки остаток флюса является причиной интенсивной коррозии основного металла и соединения, поэтому место пайки должно быть тщательно промыто. Применение кислотных флюсов при пайке проводников во время монтажа электрорадиоприборов строго запрещено.
Типы флюсов — Пайка
Типы флюсов
Категория:
Пайка
Типы флюсов
Существующая классификация флюсов основана на свойствах их твердых остатков. Имеются три основные группы: коррозионные, промежуточного типа и некоррозионные флюсы. В каждом конкретном случае из всех подходящих флюсов следует выбирать менее коррозионный.
Коррозионные флюсы состоят из неорганических кислот и солей и применяются в случаях, когда необходимо высокоактивное действие флюса. Они могут применяться в виде растворов, паст или в виде сухих солей. Эти флюсы не обугливаются и не горят и поэтому одинаково эффективны при нагреве газовой горелкой, открытым пламенем, в печах, методом сопротивления или при индукционном нагреве.
Флюсы этой группы стойки при различных температурах и в этом отношении являются более гибкими, чем другие флюсы-Поэтому при пайке припоями с высокой температурой плавления почти всегда следует применять коррозионные флюсы.
Коррозионные флюсы способны разрушать самые прочные окисные пленки при пайке черных и цветных сплавов. Промышленность выпускает флюсы в виде разбавленных и концентрированных растворов, а также в виде пасты или заполнителя для трубчатых припоев.
Коррозионные флюсы имеют один недостаток. Их остатки химически активны, и если после пайки эти остатки не удалять, они могут вызвать коррозию паяного соединения. Близлежащие поверхности также могут быть подвержены химическому воздействию брызг и паров флюса. Поэтому коррозионные флюсы не применяются при пайке замкнутых емкостей, например термостатов или сильфонов, а также при пайке электрического оборудования.
Близлежащие поверхности также могут быть подвержены химическому воздействию брызг и паров флюса. Поэтому коррозионные флюсы не применяются при пайке замкнутых емкостей, например термостатов или сильфонов, а также при пайке электрического оборудования.
Если применяются водные растворы солей, то при нагреве вода быстро испаряется и с основным металлом взаимодействует только расплавленная соль, которая образует восстановительную среду, защищающую металл от контакта с воздухом.
Состав коррозионных флюсов
Хлористый цинк. Главной составной частью большинства коррозионных флюсов является хлористый цинк. Хлористый цинк можно легко получить путем растворения избыточного количества металлического цинка в концентрированной соляной кислоте. Он также выпускается в готовом виде, что более удобно для применения. Хлористый цинк имеет температуру плавления значительно выше, чем температура солидуса большинства оловянносвинцовых припоев. Поэтому, если применять только один хлористый цинк, то в паяное соединение могут попасть нерасплавленные частицы Хлористого цинка. Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами.
Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами.
Хлористый аммоний. В качестве флюса может применяться вод-ньщ раствор хлористого аммония.
При испарении воды хлористый аммоний возгоняется в виде белого дыма. Флюсующее действие этой соли слабее, чем хлористого цинка, так как из-за отсутствия защитного действия расплавленной соли основной металл может снова окислиться прежде чем будет достигнута температура пайки. Смесь одной части хлористого аммония с тремя частями хлористого цинка образует флюс эвтектического состава с температурой плавления 177 °С. Эта смесь обладает хорошими восстановительными свойствами хлористого аммония и высоким защитным действием хлористого цинка и поэтому является более эффективным флюсом, чем каждый из компонентов в отдельности. Обычно применяется смесь из 1 части хлористого аммония и 9 частей хлористого цинка, при этом можно не опасаться включений флюса в паяных соединениях.
Хлористое олово. Хлористое олово образуется путем растворения олова в соляной кислоте. Промышленностью выпускается безводное и гидратированное хлористое олово. Оно является высокоэффективным флюсом и применяется в виде пасты, пудры или в плавленом виде. Хлористое олово также эффективно в смеси с хлоридами цинка и аммония.
Хлористый калий или натрий. В качестве флюса хлористый на- I трий, взятый в отдельности, неэффективен. Он применяется в смеси с хлористым цинком для снижения его температуры плавления. Флюс с низкой температурой плавления получают смешиванием девяти частей хлористого цинка с двумя частями хлористого натрия. Тройная эвтектическая смесь, плавящаяся при температуре 203°, получается смешиванием 75 частей хлористого цинка, 11 частей хлористого натрия и 14 частей хлористого калия.
Другие хлориды и фториды. Хлориды и фториды лития и алюминия редко применяются в отдельности, но они эффективны как флюсы в смеси с другими компонентами.
Соляная кислота. В чистом виде соляная кислота в качестве флюса применяется редко. Когда соляная кислота наносится на оцинкованное железо, то цинковое покрытие растворяется в кислоте с образованием хлористого цинка, который и действует в качестве флюса. Соляная кислота используется для активизации флюсов, содержащих хлористый цинк. Смеси неорганических солей и соляной кислоты являются основой флюсов для пайки нержавеющих сталей.
В чистом виде соляная кислота в качестве флюса применяется редко. Когда соляная кислота наносится на оцинкованное железо, то цинковое покрытие растворяется в кислоте с образованием хлористого цинка, который и действует в качестве флюса. Соляная кислота используется для активизации флюсов, содержащих хлористый цинк. Смеси неорганических солей и соляной кислоты являются основой флюсов для пайки нержавеющих сталей.
Фтористоводородная кислота. Фтористоводородная кислота очень активна. Ее добавляют к флюсам на основе хлористого цинка для растворения кремниевых включений на поверхности чугуна.
Ортофосфорная кислота. Ортофосфорная кислота является эф; фективным флюсом для стали, меди и латуни. Она дает стекловидный остаток, который служит защитным покрытием. Разбавленный раствор особенно эффективен для высокопрочной марганцовой бронзы.
Флюсы промежуточного типа
Эти флюсы слабее, чем флюсы на основе неорганических солей. Они состоят из слабых органических кислот и оснований и некоторых их производных, например гидрогалоидов. Эти флюсы активны при температурах пайки, но период их активности непродолжителен ввиду их быстрого разложения при нагреве. Склонность флюсов промежуточного типа испаряться, обугливаться и сгорать не позволяет использовать их при нагреве газовой горелкой и открытым пламенем. Однако они удобны при пайке малых участков быстрым нагревом, так как остатки этих флюсов относительно инертны и. легко смываются водой.
Эти флюсы активны при температурах пайки, но период их активности непродолжителен ввиду их быстрого разложения при нагреве. Склонность флюсов промежуточного типа испаряться, обугливаться и сгорать не позволяет использовать их при нагреве газовой горелкой и открытым пламенем. Однако они удобны при пайке малых участков быстрым нагревом, так как остатки этих флюсов относительно инертны и. легко смываются водой.
Флюсы промежуточного типа особенно выгодны в тех случаях, когда можно ограничиться минимальным количеством флюса и когда подводимого количества тепла достаточно для разложения или испарения коррозионных составляющих. В случаях, где нераз-ложившийся флюс может распространиться на изоляционные покрытия, или при пайке закрытых систем, где коррозионные пары могут осаждаться на ответственных деталях узла, необходимо принимать особые меры предосторожности.
Осторожность необходима также при пайке кабелей, чтобы избежать попадания коррозионных составляющих флюса между проволоками.
Некоррозионные флюсы
Канифоль. Самым некоррозионным флюсом является чистая светлая канифоль, разведенная в соответствующем органическом растворителе. Канифолевые флюсы обладают важными физическими и химическими свойствами, которые делают их особенно пригодными для применения в электропромышленности. Содержащаяся в канифоли активная составляющая, абиетиновая кислота, при температуре пайки становится умеренно активной. Как флюс канифоль оказывает, главным образом, защитное действие. Она легко плавится при 127° и сохраняет свое действие до 315°. Остатки канифолевых флюсов прочны, негигроскопичны, неэлектро-проводны и не вызывают коррозии. Эти свойства компенсируют слабое флюсующее действие канифоли. Она широко применяется в виде набивки трубчатых припоев.
Стабилизированные и активированные канифолевые флюсы. Вследствие слабого флюсующего действия канифоли разработана специальная группа более активных канифолевых флюсов, но без изменения некоррозионной природы флюсовых остатков. Так называемые стабилизированные канифолевые флюсы основаны на добавлении присадок, которые оказывают каталитическое действие, освобождая потенциальную энергию ангидридной структуры канифоли. С другой стороны, активированные канифолевые флюсы получаются при введении в канифоль небольших количеств сложных органических соединений с повышенной активностью. В патентной литературе, в качестве добавок для активированных канифолевых флюсов, применяемых в жидком виде или в виде заполнителей для трубчатых припоев, приводятся такие вещества, как гидрогалоид гидразина, гидрохлориды глутамина и дигуанида, бензойная кислота, янтарная кислота, цетилпиридиновый бромид и анилиновые соединения. Эти добавки рекомендуется вводить в количестве от 0,2 до 5%.
Так называемые стабилизированные канифолевые флюсы основаны на добавлении присадок, которые оказывают каталитическое действие, освобождая потенциальную энергию ангидридной структуры канифоли. С другой стороны, активированные канифолевые флюсы получаются при введении в канифоль небольших количеств сложных органических соединений с повышенной активностью. В патентной литературе, в качестве добавок для активированных канифолевых флюсов, применяемых в жидком виде или в виде заполнителей для трубчатых припоев, приводятся такие вещества, как гидрогалоид гидразина, гидрохлориды глутамина и дигуанида, бензойная кислота, янтарная кислота, цетилпиридиновый бромид и анилиновые соединения. Эти добавки рекомендуется вводить в количестве от 0,2 до 5%.
Применение активированных канифолевых флюсов в качестве некоррозионных основывается на теории, что при нагреве активизирующие вещества разлагаются и что остатки флюсов являются неэлектропроводными и некоррозионными. Повышение производительности требует более активных некоррозионных флюсов, но во всех случаях, где коррозионная стойкость имеет первостепенное значение, вопрос о безвредности флюсовых остатков по-прежнему остается предметом обсуждения.
Пастообразные флюсы
Иногда удобно иметь флюс в виде пасты. Флюсы-пасты легко наносятся перед пайкой на место соединений и, кроме того, не стекают с поверхности и не распространяются на другие части изделия, где флюс был бы вреден. Пасту можно изготовлять на воде, вазелине, жире или ланолине вместе с глицерином или другими гигроскопическими веществами. Если пасты содержат неорганические соли, например хлористый цинк или хлористый аммоний, то-оНи относятся к коррозионным флюсам. Для универсального применения разработаны флюсы-пасты, содержащие смолы, растворенные в бутиловом спирте и пластификаторы, например четвертичные аммониевые соли, трехфтористый бор и алюминиевый стеарат, добавляемые для повышения активности флюса. Разработаны также промышленные некоррозионные канифолевые пастообразные флюсы для электротехнических работ.
Пасты припоя с флюсом
Припой в виде пасты с флюсом представляет собой устойчивую смесь тонко размолотого металлического припоя с неорганическими или органическими химикатами, действующими как флюс и как промежуточное связующее вещество. Эти пастообразные припои не являются просто механической смесью флюса и металла. Компоненты смеси предотвращают высыхание пасты и оседание тяжелых металлических частиц. На стабильность паст определяющее влияние оказывают размеры и форма частиц металлической составляющей.
Эти пастообразные припои не являются просто механической смесью флюса и металла. Компоненты смеси предотвращают высыхание пасты и оседание тяжелых металлических частиц. На стабильность паст определяющее влияние оказывают размеры и форма частиц металлической составляющей.
Пастообразные припои особенно удобны для предварительного нанесения при нагреве в печи и радиацией, при индукционном нагреве и нагреве методом сопротивления. Разработаны методы автоматического нанесения пастообразных припоев, в том числе погружением, кисточкой или роликом и др. Промышленность выпускает коррозионные и некоррозионные пастообразные припои. При этом содержание олова в оловянносвинцовых припоях лежит в пределах 25—60%.
Реактивные флюсы
Реактивные флюсы представляют собой особую группу коррозионных флюсов, разработанных для пайки алюминия. Их действие основано на разложении флюса с образованием на поверхности алюминия металлической пленки.
Реклама:
Читать далее:
Выбор флюса
Статьи по теме:
| Виды | Описание |
| Канифоль на основе соснового материала | Классика «жанра» проведения паяльных работ. Присутствует низкий уровень тока утечки вещества и низкую степень для коррозионной рабочей активности Присутствует низкий уровень тока утечки вещества и низкую степень для коррозионной рабочей активности |
| Кислота категории « Ортофосфорная» | Допускается применение как препарат взаимодействия для меди, нержавейки, чёрного металла, есть опыт применения в молекулярной области обращения в биологии. Образует специальную защитную тонкую плёнку, не даёт появлению коррозии. |
| Кислота паяльная | Предназначена для низколегированной стали, углеродистой стали, никеля, а также некоторых сплавов. Флюс для пайки латуни образует своеобразную защитную плёнку, устраняет эффект коррозии. |
| Паяльная универсальная кислота | Универсальная активная субстанция с требуемой температурой испарения +295С…+350С. Рекомендуется использовать совместно с 5% раствором на основе кальцинированной соды – в качестве отмывки. |
| Кислота серии ПЭТ | Для проведения пайки на основе углеродистых сталей, а также для медных материалов и производных никеля. Допускается применять для легкоплавких припоев с максимальной температурой плавления от 150 С до +320 С. В препарат включены хлориды цинка, а также производные аммония, соляная кислота, вода деионизованного вида. Допускается применять для легкоплавких припоев с максимальной температурой плавления от 150 С до +320 С. В препарат включены хлориды цинка, а также производные аммония, соляная кислота, вода деионизованного вида. |
| Жир активный\нейтральный | Внедряется для соединения сильно окислённых деталей радиотехнического значения. В компонентную часть входит вазелиновая основа. |
| Спирт Изопропанол | Используется для промывки радиодеталей, используемые в медицинских и биологических аппаратах, например для высокоточного технологического узла с микросхемами для проведений операций на сердце. |
| Компонент типа «Бура» | Доступный флюс для пайки серебра, допускается взаимодействие для углеродистых сталей и некоторых групп цветных металлов. |
| Глицерин ТАГС | Используется для радиомонтажа, требуется обработка спиртом или прочими компонентами защиты. |
| Тип ЗИЛ-2 | Подходит в качестве традиционной пайки, а также для припоев, где имеются содержание висмута. |
| Категория ЗИЛ ПЭТ-2 | Материалы латуни, компоненты меди и образующих сплавов |
| Марка ЛТИ 120(есть группа ПЭТ) | Для радиомонтажа, а также для пайки на основе материала цинка. |
| Серия СКФ или аналог ФКСп | На основе естественной природной канифоли с добавлением процентного соотношения спиртового раствора. |
| Вид ФКЭТ (группа СКФ) | Для обработки частей медных контактов |
| Класс ТАГС ПЭТ | Подходит для материалов углеродистой стали, вещества на основе меди, плавление допустимо до +320 С. Отмывка бензином. |
| Марка серии Ф-38 ПЭТ | Полностью активный и 100%- эффективный флюс, который может заменить многие препараты, используемые при соединении металлических изделий. |
| Группа ФИМ (есть группа ПЭТ) | Подойдёт для пайки медных и бронзовых изделий. В составе есть фосфорная кислота. |
| Подкатегория ФКДТ (есть группа ФКТПЭТ) | Отлично подходит для проведения механизированных процессов пайки и лужения в промышленных масштабах небольших серий обработки печатных микросхем. |
| ФТС (есть группа ПЭТ) | Слабая коррозионная активность. |
| Тиноль | Используется совместно с горячим воздухом для SMD-компонентов |
| Алюминиевый состав | Безотмывочный вариант для соединения алюминиевых деталей. |
| Флюс-гель, серия ТТ | Используется для радиомонтажных плат, имеет пассивный вариант коррозийности. |
| ФТС | Водосмываемый вариант, отсутсвует канифоль |
| Паста паяльная, серия СТ-61А,В,С | Температура плавления до +200 С. |
| Готовый вариант флюса-аппликатора серии BON-PEN | В форме конструктивной ручки |
| Безотмывочный флюс типа «крем» FMKANC32-00 | Имеется шприц, картридж, поршень и игла. |
| Interflux | Большая серия флюсов, которые выпускается в миниатюрном варианте, тубах, небольших баночках, а также в канистрах. |
Какие флюсы применяют при пайке
Флюсы позволяют обеспечить удаление образуемых при нагреве окисей металлов, которые спаиваются, а кроме того, предотвращают окисление очищенных перед пайкой металлов. Благодаря флюсам обеспечивается лучшее растекание припоя во время пайки. Выбор флюса зависит от вида сплавов или металлов, а также припоя, которые используются при пайке. Также на выбор оказывает влияние тип монтажно-сборочных работ. В любом случае, условиях флюс должен плавиться при более низких температурах, чем припой.
Благодаря флюсам обеспечивается лучшее растекание припоя во время пайки. Выбор флюса зависит от вида сплавов или металлов, а также припоя, которые используются при пайке. Также на выбор оказывает влияние тип монтажно-сборочных работ. В любом случае, условиях флюс должен плавиться при более низких температурах, чем припой.
В зависимости от оказываемого на металл действия, все флюсы входят в одну из нескольких групп: защитные, антикоррозийные, активированные, бескислотные, активные (кислотные).
В состав активных флюсов входят фтористые и хлористые металлы, а также соляная кислота и т.п. Такие флюсы способны хорошо растворять оксидные плёнки на металлах, что позволяет гарантировать высокую механическую прочность соединения. С другой стороны, необходимо тщательно удалять остатки флюса после пайки, поскольку они способствуют активной коррозии как основного металла, так и соединения. Активные флюсы не используются при пайке электроаапаратуры, поскольку по прошествии времени из-за остатков флюсов место пайки разъедается.
В группу бескислотных флюсов входит канифоль и те флюсы, которые изготавливаются на её основе при добавлении глицерина, скипидара, спирта. Канифоль способна не только очищать поверхность от нежелательных окислов, но и предупреждает её коррозию. При температурах 150 ° С канифоль хорошо растворяет окислы меди, олова, свинца, обеспечивая чистую поверхность при пайке. Другая положительная черта канифоли — это то, что она не оказывает никакого действия на дополнительное окисление поверхности.
Для приготовления активизированных флюсов используется канифоль и некоторое количество добавок фосфорнокислого или солянокислого анилина, солянокислого диэтиламина, салициловой кислоты. Они отлично подходят для пайки большей части применяемых сплавов и металлов (сталь, в том числе нержавеющая, железо, серебро, никель, нихром, цинк, бронза, медь).
Защитные флюсы служат для защиты ранее очищенной поверхности металла от коррозии и химическим образом не воздействует на металлы. В данную группу входят неактивные материалы: сахарная пудра, оливковое масло, вазелин, воск и т.п.
В данную группу входят неактивные материалы: сахарная пудра, оливковое масло, вазелин, воск и т.п.
Чтобы удалить остатки флюса после того, как выполнялась пайка твёрдыми припоями, достаточно воспользоваться волосяной щёткой и горячей водой.
Улеродистые стали, чугуны, медные сплавы и медь паяют с использованием буры (тетрабората натрия), температура плавления которой равняется 741 °С.
Для чего нужен флюс при пайке: виды, свойства
Во многих отраслях промышленности для соединения твердых материалов применяется такой способ, как пайка. Качественная работа зависит от наличия инструмента, оборудования и расходных материалов, одним из которых является флюс. Те, кто в детстве посещал кружок радиолюбителя или любил паять в домашних условия, знает, что такое флюс и зачем он нужен.
Флюс представляет собой особый сплав материалов, обладающий лёгкой структурой и применяемый для соединения двух разных материалов. При этом целесообразнее использовать вещество, подходящее для конкретного материала. То есть, определённый состав для эмалированных металлов, и совершенно другой – для соединения медных предметов.
То есть, определённый состав для эмалированных металлов, и совершенно другой – для соединения медных предметов.
Но те, кто впервые столкнулся с процедурой, не совсем понимают, для чего нужна канифоль при пайке. Знакомые с детства янтарные кусочки являются самым распространённым флюсом. От их применения пайка получается качественнее и быстрее. Благодаря канифоли припой лучше контактирует с поверхностями обоих материалов.
Задачи флюса при пайке таковы:
- подготовить поверхности двух изделий;
- очистить поверхность от различных плёнок и жиров;
- снизить поверхностное натяжение в припое.
При использовании сплава увеличивается площадь контакта соединяемых предметов, что способствует прочному контакту. А также вещество продлевает срок службы спаянных элементов, потому что предотвращает образование новых процессов окисления в местах соединения. Вот зачем нужна канифоль и другие виды. Узнав, что это такое, следует разобраться с классификацией сплава.
Виды и характеристики
Сплавы для соединения классифицируются по тому, как воздействуют на элементы до, во время и после пайки. Та же канифоль, как и многие составы на её основе, относится к группе малоактивных флюсов. Если для чего такой флюс и нужен, то при пайке микросхем, где возможности состава полностью реализуются. Сплав хорошо удаляет тонкие оксидные плёнки с медных, латунных и других поверхностей. Но при этом не становится причиной возникновения коррозии из-за минимальной активности. При необходимости улучшить свойства канифоли вещество соединяют со скипидаром или спиртом. В итоге получают бескислотные или нейтральные виды. Такой вид часто применяется во время ремонта радиоэлектроники, а также при её производстве. В таких целях выбирается именно этот сплав, потому что флюс является диэлектриком и не образует утечек тока.
Если к канифоли добавляется кислота, то получается третий вид – активированный. Чаще всего в сплав входят органические кислоты и аминовые соединения в малых дозах. С его помощью удаётся соединить медные детали, а также серебряные, железные и никелевые.
С его помощью удаётся соединить медные детали, а также серебряные, железные и никелевые.
Активные флюсы, в состав которых входит соляная кислота, используется для соединения изделий из железа. Но если к ней добавить хлористый цинк, то получается «флюс паяльный». Такой состав выпускается не только в промышленности, но и в домашних условиях.
Он подходит для пайки элементов из серебра, меди и железа. Но флюс категорически запрещён для использования в радиоэлектронике. Потому что сплав обладает высокой электропроводимостью и химической активностью.
Флюсы также бывают антикоррозийными и защитными. Первый вид предназначен для удаления коррозии с поверхности элемента, а второй не допускает образования окислов на уже обработанной поверхности. Коррозийные флюсы рекомендуется применять, если поверхности обоих изделий подвержены появления ржавчины. В их состав входят такие вещества, как:
- салициловая кислота;
- технический вазелин;
- этиловый спирт;
- триэтаноамин.
.jpg)
Защитные флюсы – это знакомый всем вазелин, воск, сахарная пудра и оливковое масло.
Различия между сплавами
Припои и флюсы различаются также по физическому состоянию на жидкие, твёрдые и пастообразные. Благодаря такому разнообразию способы применения значительно расширяется. Например, жидкими славами обрабатывать труднодоступные места изделий, чтобы защитить от окисления. Зато количество подачи пастообразных флюсов легче проконтролировать при паянии.
Другой фактор, по которому различают сплавы – это температура. Существуют вещества, которые проявляют активность при высокой температуре, а есть другая группа, которая плавится при минусовой температуре. Тугоплавкий состав прочнее соединяет изделия. Но есть один нюанс из-за высокой температуры плавления состав может повредить саму деталь и вывести её из строя.
Флюсы, которые плавятся при температуре от 50 до 400 градусов, относятся к группе легкоплавких. Именно их применяют в радиоэлектронике. В состав флюсов входит свинец, олово и другие элементы. У каждого вида сплавов есть своё назначение, с учётом которого и нужно выбирать флюс для определённой работы.
Именно их применяют в радиоэлектронике. В состав флюсов входит свинец, олово и другие элементы. У каждого вида сплавов есть своё назначение, с учётом которого и нужно выбирать флюс для определённой работы.
Так, твёрдый флюс следует использовать для пайки изделий с большим диаметром, а мягкие сплавы подходят для соединения тонких поверхностей. Если требуется ремонт металлической посуды, то лучше отдать предпочтение «паяльному флюсу» – раствору цинка с соляной кислотой.
Преимущества сплавов заключается в предохранении ранее очищенных металлических поверхностей от окисления, а также соединении припоя с подготовленной поверхностью. Проверить, так ли уж необходим флюс, можно, если один раз попробовать спаять два разных изделия без вспомогательного материала.
Лучшие заменители
Применяемые в промышленности или профессиональными мастерами составы крайне редко можно обнаружить у простого обывателя в квартире. Но что делать, если возникнет необходимость в пайке. Чем заменить флюс? Одно из самых распространённых веществ – это растворённый в воде аспирин. Состав легко приготовить в домашних условиях – достаточно растолочь одну таблетку и высыпать порошок в ёмкость с водой. Полученный раствор используется как обычный жидкий флюс.
Чем заменить флюс? Одно из самых распространённых веществ – это растворённый в воде аспирин. Состав легко приготовить в домашних условиях – достаточно растолочь одну таблетку и высыпать порошок в ёмкость с водой. Полученный раствор используется как обычный жидкий флюс.
Другой заменитель – это уксусная или лимонная кислота. Эффективность флюсов, приготовленных в домашних условиях, ниже, чем оригинальных, но определённых показателей с ними добиться можно.
Использование концентрированной соляной кислоты – вот что улучшит показатели. Важно только аккуратно обращаться с кислотой, поскольку она опасна для здоровья. Паяемые изделия с помощью такого состава не должны быть тонкими.
Приготовить флюс в домашних условиях можно из ортофосфорной кислоты, которая продаётся в магазине и имеет неплохие показатели. Она прекрасно снимает окислы, жировые налёты и различные плёнки.
По каким характеристикам выбрать состав
Применяемые флюсы выбирают в соответствии со следующими требованиями:
- способности к растяжке;
- прочности;
- способности проводить ток и тепло.

Вещество для пайки выбирается исходя из типа соединяемого металла, температуры как самого сплава, так и достигаемой во время процедуры. Нужно учитывать ещё прочность и устойчивость элементов к коррозии. Выбирая паяльные сплавы, следует использовать те, у которых удельный вес меньше. Тогда припой вытеснит флюс на поверхность изделия при нанесении.
Если выбираются паяльные флюсы для транзисторов, то применяются сверх лёгкоплавкие составы. Максимальная температура, при которой они активизируются, составляет 150 градусов.
их классификация и сфера применения
Пайка и сварка являются распространёнными методами соединения металлических изделий между собой. На итоговый результат этого процесса влияют применяемый в работе инструмент, предварительная подготовка поверхностей и качество вспомогательных материалов. Для того чтобы понимать зачем нужен флюс при пайке, нужно разобраться в самом процессе таких работ.
Общие сведения о пайке
Пайка представляет собой процесс получения неразъемного соединения материалов путем введения между ними припоя, имеющего меньшую температуру плавления, чем у соединяемых материалов.
Для создания неразрывного соединения спаиваемые детали вместе с припоем соприкасаются, после чего место пайки подвергается нагреву температурой, способной расплавить припой, но не плавящей материалов заготовки. В связи с переходом в жидкое состояние, припой растекается по поверхности деталей и смачивает их, а после прекращения нагрева застывает, образуя прочное соединение.
В зависимости от спаиваемых материалов и условий их дальнейшего применения, различают пайку:
- Низкотемпературную (нагрев до 450 °C). Для этого вида применяют в основном нагрев паяльником, а в качестве припоя используют оловянно-свинцовые, галлиевые и висмутовые сплавы.
- Высокотемпературную (температура выше 450 °C), с применением, как правило, горелки и использованием медно-цинковых и медно-серебряных припоев.

В процессе пайки металлов смачивание во многом зависит от чистоты соединяемой поверхности. С поверхности материала требуется убрать все возможные загрязнения, такие как органические жиры, масла и окислы. Для очищения поверхности и улучшения растекания припоя по материалу применяют различные флюсы.
Требования и характеристика флюсов
Флюсы представляют собой вещество или смесь веществ различного происхождения, предназначенные для удаления окислов металлов и других загрязнений с поверхности пайки, улучшения растекания расплавленного припоя по поверхности, а также защиты спаянной поверхности от различных воздействий окружающей среды. Вне зависимости от вида флюса, он должен иметь температуру плавления меньшую, чем у применяемого припоя, и обладать меньшим удельным весом для того, чтобы припой при растекании вытеснял флюс.
Флюсы принято разделять на несколько разновидностей в зависимости от воздействия на детали до, во время пайки и после неё:
- Активные (кислотные). Эти вещества имеют в своей основе сильные кислоты, например, соляную. Как высокоактивный химический реагент, кислотный флюс очень эффективно растворяет оксидные плёнки на поверхности заготовки, но также активно взаимодействует с самим спаиваемым металлом и требует нейтрализации. К сфере применения этого компонента относят пайку меди, чёрных металлов и серебра. Помимо высокой химической активности обладает высокой электропроводимостью, поэтому очень нежелательно применение кислотных флюсов в радиоэлектронике.
- Защитные флюсы. В категорию защитных компонентов входят инертные по отношению к металлу флюсы. Применяются исключительно для защиты предварительно очищенных под пайку поверхностей от воздействия внешней среды.
- Антикоррозийные материалы освобождают поверхности металла от коррозии и препятствуют её дальнейшему образованию. Почти всегда основным веществом этой группы флюсов является ортофосфорная, и другие виды кислот, которые не разрушают своим воздействием сам металл и паечный шов, но образуют на их поверхности защитный слой, предохраняющий от окисления.

Паяльные флюсы, согласно ГОСТу, принято разделять не только по виду воздействия на материал, но и по другим характеристикам. Вот некоторые из них:
- По температуре активности. Так как флюсы применяются вместе с припоем, то и подразделяются они по температурному интервалу, и бывают низкотемпературными и высокотемпературными.
- По природе растворителя: водные, неводные.
- В зависимости от температуры, подразделяются по активатору действия. Так, к низкотемпературным относят: канифольные, кислотные, стеариновые, анилиновые. Высокотемпературными являются галогенидные и боридно-углекислые флюсы.
- По агрегатному состоянию бывают жидкие, пастообразные, твёрдые.
- По механизму воздействия подразделяются на защитные, реактивные, химического и электрохимического действия.
Популярные материалы
В настоящее время известно очень много материалов, каждый из которых в разной степени подходит для определенных целей. Так, флюсами на основе сильнейших кислот очень хорошо зачищать поверхности перед пайкой, но в силу высокой электропроводимости и разрушающих свойств их нельзя применять для работы с радиотехническими материалами. Применение же защитных флюсов не будет так актуально в целях устранения оксидов с поверхностей спаиваемых материалов, но предотвратит их образование с предварительно очищенных металлов.
Применение же защитных флюсов не будет так актуально в целях устранения оксидов с поверхностей спаиваемых материалов, но предотвратит их образование с предварительно очищенных металлов.
Для того чтобы обеспечить хорошее качество пайки, необходимо разбираться в видах флюсов. Это гарантирует качество процесса пайки и надёжность полученного соединения. Ниже будут описаны некоторые наиболее распространённые материалы.
Канифоль и кислота
Одним из самых известных и распространённых флюсов является хвойная канифоль. Она представляет собой смесь смоляных кислот, блестит и имеет цвет от тёмно-красного до жёлтого. Различия в цвете обусловлены процентным составом кислоты: чем ее процентное содержание выше, тем темнее будет канифоль.
Хорошо растворяет окислы, частично восстанавливая их до металла с превращением в легкоплавкие смоляные соли. Считается диэлектриком, но, учитывая в составе кислоты и образование гигроскопичных соединений, настоятельно рекомендуется удаление остатков канифоли с места пайки.
Считается диэлектриком, но, учитывая в составе кислоты и образование гигроскопичных соединений, настоятельно рекомендуется удаление остатков канифоли с места пайки.
Предоставлена как в твёрдом состоянии, так и в виде пасты или жидкости. Твердый вариант неудобен при пайке, но идеально подходит для лужения жала паяльника и проводов.
Для соединения материалов лучше подходит канифоль, растворенная в спирту. Такой жидкий флюс можно как приобрести в магазине, так и сделать самостоятельно. Для этого раскрошенные кристаллы канифоли достаточно развести в спирту до нужной консистенции. Иногда в раствор добавляют глицерин. Покупной вид представлен в виде ЛТИ 120 (20% канифоли, этиловый спирт и добавочные компоненты, такие как солянокислый диэтиламин).
При пайке сильнозагрязненных и окисленных поверхностей канифоль не эффективна, лучше применять более активные флюсы.
Основным применением кислотных флюсов является очищение поверхности пайки от всех лишних загрязнений и окислов. Действие кислотного флюса довольно долгое, что предотвращает от образования новых окислов на очищенной поверхности.
Действие кислотного флюса довольно долгое, что предотвращает от образования новых окислов на очищенной поверхности.
Как правило, основным компонентом является ортофосфорная или соляная кислота. Применение подходит для очистки с поверхности остатков ржавчины и жировых загрязнений и позволяет спаивать практически любые металлы. Считается очень дешёвым и доступным флюсом, что делает ее очень заманчивой в применении.
Тем не менее, это очень опасный в обращении материал. Все работы с ним настоятельно рекомендуется проводить с применением индивидуальных средств защиты, очень желательно вне жилых помещений. Помимо этого, хорошо проводит электрический ток, а даже небольшой остаток этого флюса на поверхности пайки может в дальнейшем разъесть металлы, поэтому не подходит для пайки проводов и радиодеталей.
Паяльный жир
Как и канифоль, является доступным и дешёвым флюсом, и может быть как нейтральным, так и активным, в зависимости от компонентов. В состав входят парафин, канифоль, вазелин, возможны добавки хлоридов цинка и аммония. Хорошо зарекомендовал себя в очищении поверхностей. Это обусловлено тем, что находящиеся в составе парафины очень хорошо вытягивает всю грязь от места пайки. Флюс не дает нагара и медленно испаряется. Учитывая возможные в составе кислотные компоненты, желательно тщательно удалять его с поверхностей материалов.
В состав входят парафин, канифоль, вазелин, возможны добавки хлоридов цинка и аммония. Хорошо зарекомендовал себя в очищении поверхностей. Это обусловлено тем, что находящиеся в составе парафины очень хорошо вытягивает всю грязь от места пайки. Флюс не дает нагара и медленно испаряется. Учитывая возможные в составе кислотные компоненты, желательно тщательно удалять его с поверхностей материалов.
Высокотемпературная бура
Материал относится к высокотемпературным флюсам, диапазон его испарения лежит в интервале 700−900 °C. Представляет собой порошок, состоящий из натриевой соли борной кислоты, а для получения жидкого варианта следует развести его с борной кислотой и водой. Добавление хлористых и фтористых солей повышает и без того активные свойства буры.
Обычно применяется для сварки медных трубопроводов посредством газовой горелки или строительного фена. Расплавляясь, бура очищает поверхности соединения и растворяет все окислы. После пайки образуется соляной налет, который нужно удалить.
Минеральное масло
Флюсы на основе минеральных масел применяют в ситуациях, когда требуется перекрыть доступ воздуха к очищенным поверхностям материалов. Наиболее распространенным примером служит алюминий, который моментально образует оксидные пленки при контакте с кислородом. Являясь защитным флюсом, масла не имеют в себе других вспомогательных функций, таких как очищение поверхности, поэтому очистка производится под слоем масел механическим способом, например, лезвием ножа или скребком. После очистки производится непосредственно пайка. Удаляют минеральные масла мыльным раствором или спиртом.
Распространенные заменители
Иногда возникают ситуации, когда пайку требуется провести срочно, а подходящего флюса нет в наличии или нет возможности его приобрести. В этом случае можно применять многие подручные материалы, однако результат пайки не будет отличаться высоким качеством, а остатки некоторых веществ токсичны или трудноудаляемые. Из наиболее распространенных заменителей флюсов известны:
Из наиболее распространенных заменителей флюсов известны:
- Нашатырный спирт, лимонная и уксусная кислоты могут заменять паяльную кислоту, причем некоторые из них не требуют дополнительного разведения водой. Токсичны и активны.
- Аспирин и салициловая кислота. Наиболее известный заменитель флюса, который применяется очень давно. Тем не менее выделяемые в процессе пайки пары очень токсичны и долго выветриваются, поэтому работы с данным веществом рекомендуется проводить на открытом воздухе. Является активным веществом и требует тщательной промывки.
- Глицерин может помочь при пайке, к тому же зачастую входит в состав канифольных флюсов. Из минусов можно отметить хорошее испарение, остаточное сопротивление и очень высокую гигроскопичность, что может негативно сказаться при пайке радиодеталей.
- Оливковые и растительные масла могут заменить флюсы на основе минеральных и щелочных масел при пайке алюминия. К недостаткам можно отнести специфический запах, образующийся в процессе работы.
Зачистка поверхности
Зачастую компоненты, входящие в состав флюсов, имеют ряд нежелательных физических и химических свойств. К ним можно отнести электропроводимость, гигроскопичность, химическую активность. Учитывая это, требуется нейтрализация и качественное удаление любых остатков флюса после окончания пайки. Для этого, в зависимости от применяемого в процессе материала, применяют спирт или мыльный раствор.
Следует помнить, что на качество пайки очень сильно влияет правильный выбор флюса. За выбор компонента отвечают температура пайки, вид спаиваемых металлов и сфера их эксплуатации. Так, кислотные флюсы могут уничтожать токопроводящие дорожки с печатных плат, поэтому их применение не рекомендуется в радиомонтаже. Для качественной пайки алюминия требуется оградить очищаемую поверхность от воздуха, для чего применяются флюсы на основе минеральных масел. Многие флюсы требуют удаления своих остатков после окончания работ.
 youtube.com/embed/tJQRMjNW7KA»/>
youtube.com/embed/tJQRMjNW7KA»/>
| Виды | Описание |
| Канифоль на основе соснового материала | Классика «жанра» для паяльных работ. Присутствует низкий уровень тока утечки вещества и низкую степень для коррозионной рабочей активности |
| Кислота категории «Ортофосфорная» | Допускается применение как препарат взаимодействия для меди, нержавейки, нержавейки, металла, есть опыт применения в черной области химической области в биологии.Образует специальную защитную тонкую плёнку, не даёт появлению. |
| Кислота паяльная | Предназначена для низколегированной стали, углеродистой стали, никеля, а также некоторых сплавов. Флюс для пайки латуни образует своеобразную защитную плёнку, устраняет эффект коррозии. |
| Паяльная универсальная кислота | Универсальная активная субстанция с требуемой температурой испарения + 295С… + 350С. Рекомендуется использовать совместно с 5% раствор на основе кальцинированной соды — в качестве отмывки. Рекомендуется использовать совместно с 5% раствор на основе кальцинированной соды — в качестве отмывки. |
| Кислота серии ПЭТ | Для проведения пайки на основе углеродистых сталей, а также для медных материалов и производных никеля. Допускается применять для легкоплавких припоев с максимальной температурой плавления от 150 С до +320 С. В препарат включены хлориды цинка, а также производные аммония, соляная кислота, вода деионизованного вида. |
| Жир активный \ нейтральный | Внедряется для соединения окисленно-сильно деталей радиотехнического значения.В компонентную часть входит вазелиновая основа. |
| Спирт Изопропанол | Используется для промывки радиодеталей, использованных в медицинских и биологических аппаратах, например для высокоточного аппаратов технологического узла с микросхемами для проведений операций на сердце. |
| Компонент типа «Бура» | Доступный флюс для пайки серебра, допускающие взаимодействие для углеродистых сталей и некоторых групп цветных металлов. |
| Глицерин ТАГС | Используется для радиомонтажа, требуется обработка спиртом или прочими компонентами защиты. |
| Тип ЗИЛ-2 | Подходит в качестве традиционных пайки, а также для припоев, где имеются содержание висмута. |
| Категория ЗИЛ ПЭТ-2 | Материалы латуни, компоненты меди и образующих сплавов |
| Марка ЛТИ 120 (есть группа ПЭТ) | Для радиомонтажа, а также для пайки на основе материала цинка. |
| Серия СКФ или аналог ФКСп | На основе естественной природной канифоли с добавлением процентного соотношения спиртового раствора. |
| Вид ФКЭТ (группа СКФ) | Для обработки частей медных контактов |
| Класс ТАГС ПЭТ | Подходит для материалов углеродистой стали, вещества на основе меди, плавление допустимо до +320 С. Отмывка бензином. |
| Марка серии Ф-38 ПЭТ | Полностью активный и 100% — эффективный флюс, который может заменить многие препараты, используемые при соединении металлических изделий. |
| Группа ФИМ (есть группа ПЭТ) | Подойдёт для пайки медных и бронзовых изделий.В составе есть фосфорная кислота. |
| Подкатегория ФКДТ (есть группа ФКТПЭТ) | Отлично подходит для проведения механизированных процессов пайки и лужения в промышленных масштабах небольших серий обработки печатных микросхем. |
| ФТС (есть группа ПЭТ) | Слабая коррозионная активность. |
| Тиноль | используется совместно с горячим воздухом для SMD-компонентов |
| Алюминиевый состав | Безотмывочный вариант для соединения алюминиевых деталей. |
| Флюс-гель, серия ТТ | Используется для радиомонтажных плат, имеет пассивный вариант коррозийности. |
| ФТС | Водосмываемый вариант, отсутсвует канифоль |
| Паста паяльная, серия СТ-61А, В, С | Температура плавления до +200 С. |
| Готовый вариант флюса-аппликатора серии BON-PEN | В конструктивной ручке |
| Безотмывочный флюс типа «крем» FMKANC32-00 | Имеется шприц, картридж, поршень и игла. |
| Interflux | Большая серия флюсов, которые выпускаются в миниатюрном варианте, тубах, небольших баночках, а также в канистрах. |
Металлургические флюсы
Формирование шлаков — это процесс, требующий особых материалов. Их называют флюсами.Среди них популярны: боксит, шамотный бой, известь, плавиковый шпат, известняк. Каждый вид флюса имеет уникальные особенности. Так как они входят в состав шихты, помещенной в агрегаты для плавления стали, то они имеют подходящие технологические характеристики.
Боксит ускоряет образование шлаков. При этом создается необходимый уровень вязкости материала, формируемого в мартеновских печах. Al 2 O 3 , SiO 2 , Fe 2 O 2 — составляющие материалы. Кремнезем влияет на футеровку агрегата, сниженная её стойкость. При этом объём шлака увеличивается. Оптимальное количество соединения в боксите — 10 — 12%. Глино оказывает положительное воздействие на шлак. Благодаря ему достигается необходимый эффект.
Благодаря ему достигается необходимый эффект.
При перевозке и хранении боксита важно обеспечить уровень сырья, не превышающий двадцати процентов, чтобы защитить груз от непредвиденных потерь. Перед использованием, его нужно хорошо просушить. Необходимо провести эти данные, так как излишки влаги снизились полезные свойства боксита. Затем его помещают веплавильную установку для увеличения скорости образования шлака.
Выделяют различные марки боксита, отличающиеся своими свойствами. К примеру, Б-6 содержит 37% Al 2 O 3 .При этом содержание серы и P 2 O 3 не больше 0,2% и 0,6% соответственно. SiO 2 и Al 2 O 3 больше 2,1 процента.
Еще один вид флюса — это шамотный бой . Электрические сталеплавильные агрегаты — его место основного применения. В дуговых печах шамотный бой влияет на уровень вязкости шлака. Такой эффект достигается за счет отсутствия оксидов железа и воды. Однако. Содержащийся в шамотном бое кремнезём из-за своего количества может увеличить количество шлака.Кроме того, в состав флюса входит тридцати до сорока процентов Al 2 O 3 и SiO 2 , менее 1% Fe 2 BO 3 .
Содержащийся в шамотном бое кремнезём из-за своего количества может увеличить количество шлака.Кроме того, в состав флюса входит тридцати до сорока процентов Al 2 O 3 и SiO 2 , менее 1% Fe 2 BO 3 .
Следующий вид — известняк используется в больших объёмах. Это природный вид кальцита. Такое количество флюса при производстве продукта скрап-рудным снижает температуру в режиме конвертерной плавки. При повышении температуры кальцит диссоциирует следующим образом:
Здесь приставлена химическая реакция, происходящая в мартеновской печи при завалке плавки.Как показано на рисунке, известняком поглощается тепло. Но наилучший эффект достигается за счет извести, так как тепловой баланс улучшается. Но известь обладает особыми свойствами, требующими больших затрат на хранение и производство. Поэтому для мартеновских отделений, работающих в скрап-рудном режиме используют известняк. Он не требует особых условий хранения и доступен в больших количествах. Начальный период плавки отличается высоким уровнем тепла, так как факел нагревает ванну.
Начальный период плавки отличается высоким уровнем тепла, так как факел нагревает ванну.
После того, как происходит подача известняка.Содержимое ванны перемешивается с углекислым газом. Он выделяется при диссоциации кальцита. Это позволяет улучшить теплопередачу между факелом и ванной. Почти половина общего количества кислорода используется для того, чтобы окисление происходило быстрее. Однако, известь более качественный продукт, прошедший дополнительный процесс обработки, снижение затраченного времени на плавления. Поэтому в процессе доводки используют ее.
Еленовское и Новортоицкое месторождение обеспечивает известняком Юг Украины.Флюс, использующийся на предприятиях этого региона, содержит 0,01% фосфора, 0,04% серы, 2 — 4% оксида серы и алюминия и до 54% оксида кальция. Другой вид известняка смешанный с доломитом содержит около 14% оксида магния.
Продукт термической обработки известняка называют известью. Процесс обжига проходит в трубчатых, шахтных, а также в печах с кипящим слоем. Содержание топлива оказывает влияние на полученный продукт. Например, при использовании сернистого кокса в извести можно строительство до 0,3% серы.Такая сера слабо справляется с ролью десульфуратора. Оптимальным топливом для получения извести, с низким содержанием серы, является природный газ.
Содержание топлива оказывает влияние на полученный продукт. Например, при использовании сернистого кокса в извести можно строительство до 0,3% серы.Такая сера слабо справляется с ролью десульфуратора. Оптимальным топливом для получения извести, с низким содержанием серы, является природный газ.
Обжиг определяет металлургические параметры извести. Если обжиг был произведен «мягким способом», при котором её быстро нагревают до максимальной температуры и быстро понижают температуру, то в ней буде больше пор и трещин. Такой флюс быстро растворяется в шлаке. Важно не допускать процесса перекристаллизации, он происходит, если известь слишком долго находится под воздействием высоких температур.Металлургические свойства такие извести оставляют желать лучшего, так как ее скорость растворения низкая.
Известь гигроскопична, уже на воздухе она поглощает влагу из атмосферы. В результате реакции образуется Ca (OH) 2 .Такая известь не пригодна к использованию в металлургии. На диссоциацию полученного соединения уйдет больше топлива. Большое количество низкого количества порошка гидроксида кальция — типичный результат использования гидратированной серы.
На диссоциацию полученного соединения уйдет больше топлива. Большое количество низкого количества порошка гидроксида кальция — типичный результат использования гидратированной серы.
Чтобы этот флюс не поглощал влагу, нужно создать специальные условия. Для хранения извести подойдет бункер закрытого типа. При этом полезные свойства извести на первые сутки до сталеплавильный агрегат. Чтобы избавиться от последствий хранения извести на открытом воздухе, в металлургии применяют «недопал». Это продукт частичного обжига известняка. Его химический состав — 10-14% CO 2 , Ca — до 85%, и 4% SiO 2 . Такое соотношение снижает гигроскопичность.
Оптимальный размер блока извести не должен быть 150 мм в мартеновских печах. Конвертерный метод плавки стали требует куски размером от 10 до 50 мм. Эти размеры позволяют флюсу полностью раствориться в шлаке.
Флюорит — это природная форма существования плавикового шпата (CaF 2 ). Он повышает скорость растворения извести, формируя подвижный высокоосновной шлак. Такой результат достигается за счет химического состава флюса. Плавиковый шпат содержит от 90 до 95% CaF 2 и менее 5% SiO 2 .
Такой результат достигается за счет химического состава флюса. Плавиковый шпат содержит от 90 до 95% CaF 2 и менее 5% SiO 2 .
Однако, слабое распространение и высокая стоимость снижает круг его применения. Основная ареал применения плавикового шпата дуговые электросталеплавильные печи, при выплавке стали. В минимальных количествах его используют в производстве стали. При этом оно должно проходить кислородных конвертерах на основе двух-шлаковой технологии. Содержание флюса не формат 2% от массы металла.
это приспособления для пайки, зачем такие аксессуары нужны и каких видов они бывают
Пайка на сегодняшний день широко используется в разных промышленных сферах, ее применяют, чтобы получить неразъемное соединение между твердыми материалами.Однако, чтобы работа была выполнена качественно, необходимо иметь необходимый набор инструментов и оборудования, а также расходные материалы.
В том числе таких материалов — флюс. И сегодня мы расскажем о том, что это такое и что этот предмет представляет собой.
Что такое флюс и его ключевые особенности
Итак, флюс — это такой сплав металлов, имеющий легкоплавкую структуру, который применяется дляивания двух разных материалов. Этот сплав можно сделать и своими руками, если вы знаете особенности соединения двух разных материалов при термической их обработке.
Соединение двух материалов при помощи флюса выходит при условии, если на уровне будет выдержана та или иная температура. В зависимости от того, какой материал берется, температура варьируется в пределах от 50 до 500 градусов . Температура плавки припоя обязано быть намного выше плавки материала, который вы обрабатываете.
Такая вещь, как флюс для пайки имеет несколько разновидностей, ее нужно выбирать в зависимости от таких факторов:
- металл;
- температура пайки.
- температура самого флюса;
- параметров поверхности работы;
- прочности материала;
- его устойчивости к коррозии.

Есть две группы флюсов:
- твердые, которые имеют высокий температурный порог;
- мягкие, такие флюс имеют небольшую температуру плавки.
Тугоплавкий припой имеет температуру плавки 500 и более . Его недостаток состоит в том, что иногда высокая температура может вызвать перегрев ключевой конструкции и выведение ее из строя.
А температура плавки легкоплавких припоев составляет от 50 до 400 градусов . В этот вид флюсов входят такие компоненты:
- свинец;
- олово;
- другие примеси.
Такие флюсы в основном применяются для пайки предметов радиотехники при их установке.
Также есть и сверхлегкоплавкие припои, которые используют для пайки и соединения транзисторов. Температура плавки этих флюсов может достичь 150 градусов максимум .
следует запаять тон поверхности, следует применять мягкие флюсы, а для пайки проводов с большим диаметром нужно брать твердый припой, имеющий высокий температурный порог.
Требуемые характеристики флюса такие:
- способность нормально проводить тепло и ток;
- прочность конструкции;
- способность к растяжке;
- устойчивость к коррозии;
- различий температурных показателей при плавке припоя и основных материалов.
В виде припоя используются такие материалы, как:
- прутья;
- ленты;
- проволочные катушки;
- трубочки с колофонием;
- прочие флюс.
Наиболее распространенная форма — это прут из олова, диаметр сечения которого составляет 1-5 метров.
Есть также многоканальные виды флюсов, которые имеют несколько источников поступления припоя для создания более прочных соединений.Они могут продаваться в мотках или колбах , иметь спиралевидную форму и содержаться в бобинах . Для одноразового применения лучше всего небольшой кусок проволоки размером со спичку.
Для одноразового применения лучше всего небольшой кусок проволоки размером со спичку.
Для пайки электросхем необходимо применять трубочные флюсы, содержащие колофоний. Это такая смола, которая играет роль припоя. Этот присадочный материал отлично способен соединять такие виды металлов, как:
- медь;
- серебро;
- латунь.
Особенности легкоплавких флюсов для пайки
Флюсы для пайки мягкого типа могут плавиться при температуре до 400 градусов. С их помощью шов становится прочным, мягким и эластичным.
Легкоплавкие флюсы подразделяются на такие категории:
- с минимальным количеством олова;
- свинцово-оловянные;
- специальные;
- сверхлегкоплавкие.
Оптимальным способом припоя является олово, но в чистом виде оно практически не используется, этот материал слишком дорог сам по себе.Чаще всего применяют припои из свинца, которые дают прочные соединения.
Маркировка такого флюса содержит в себе процент будущего в нем олова. Также такие припои содержат сурьму в незначительном числе других видов соединений, которые не подвержены нагрузке или вибрации.
Также такие припои содержат сурьму в незначительном числе других видов соединений, которые не подвержены нагрузке или вибрации.
Флюс без свинца с низким содержанием олова использовать для пайки контактов на небольших электрических схемах при температуре до 300 градусов.
При жидких температурах от 60 до 145 градусов Возможен переход в сверхвысокое состояние ручной пайки деликатных деталей.Соединение при этом не слишком прочное.
А специальные припои нужны тогда, когда нужно получить совместимость с основным типом материала. Для этого берутся составы, которые не поддаются пайке, в том числе:
- алюминий;
- никель;
- низкоуглеродистая сталь;
- чугун.
Так, для пайки алюминиевых деталей нужно сделать припой, который почти целиком состоит из олова, а для него нужно добавить в незначительное количество цинк, буру и кадмий.
Описание тугоплавких флюсов для пайки
Припой твердого типа используется с целью соединения швов, подвергаются разным нагрузкам, ударам, вибрациям и температурным перепадам. Эти флюсы способны плавиться при температуре от 400 градусов .
Эти флюсы способны плавиться при температуре от 400 градусов .
Припои твердого типа разделяются на такие категории:
- медно-цинковые сплавы;
- фосфорно-медные сплавы;
- флюс из серебра;
- чистая медь.
Стоит отметить, что сплавы из меди с цинком применяются не слишком часто, поскольку прочность шва не слишком высока, а стоимость их при этом неоправданно высокая.
Такой припой можно заменить на латунь, или же бронзово-цинковый сплав.
Сплав на основе меди с фосфором можно использовать при пайке деталей из меди, бронзы и латуни, которые не сильно подвергаются нагрузкам, также его применяют вместо более дорогостоящего серебряного припоя.
Твердые флюсы нельзя применять при пайке чугуна и низкоуглеродистой стали, поскольку при нагревании железа с медью или фосфором образовываются хрупкие элементы, которые разрушают шов.
Оптимальным улучшенным припоя для железа является серебро, но очень дорогое. Однако с помощью материалов соединяются достаточно прочно. Серебряный припой используется для пайки проводов, плат на основе серебра.
Однако с помощью материалов соединяются достаточно прочно. Серебряный припой используется для пайки проводов, плат на основе серебра.
Классификация альтернативных видов припоя
Также есть и другие альтернативные виды припоя:
- флюс с повышенными антикоррозийными характеристиками на основе кислот, фосфора и растворителя. После пайки нет необходимости применять дополнительные средства для очистки;
- флюсы жидкого типа на основе вазелина, золота, салициловой кислоты и этилового спирта.Они применяются для пайки электрических проводов или радиаторов, а швы при этом выходят аккуратными и чистыми;
- канифоль, соединенная с воздухом . Этот флюс нейтрален используется для электроприборов высокой точности, таких как реле, выключатели, схемы мобильников. Канифоль нужно использовать на помещенных и очищенных металлах, а чтобы качественно очистить алмазные контакты, можно использовать лазер;
- бур, смешанный с канифолью . Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов.Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;
- самодельный активированный флюс , применяемый для пайки соединений, которые часто подвержены ударам и другим нагрузкам. Чтобы его приготовить, нужно смешать анилин канифоль, ангидрид, диатиламин и салициловую кислоту;
- флюс на основе канифоли со спиртом . Относится к активным, но при этом во время высоких температурных показателей удаляется не только оксид, но и сам металл.Кроме того, после пайки нужно тщательно почистить плату.
 Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов.Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;
Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов.Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;Нельзя оставлять остатки флюса, они не имеют непривлекательный вид, но и вредны. В электрических схемах они могут вызвать короткое замыкание, если не очистить поверхность вовремя.
Чтобы осуществить пайку трубочками с колофонием, нужно сделать следующее:
- очистить соединяемые поверхности от окисления и грязи тщательно;
- деталь в месте шва нужно нагревать до значения, которое превышает температуру плавки флюса;
- производим пайку.

Такой метод не стоит практиковать для больших поверхностей с хорошей теплопроводностью, поскольку нагреть металл в достаточной мере, мощности паяльника будет мало.
Как собрать флюс для пайки своими руками
С целью пайки радиотехнических проводов можно применять припои в виде тонких прутьев, имеющих диаметр 2 мм, которые легко делаются своими руками.
Чтобы их сделать, потребуется сосуд, на котором будет вылить отверстие, а затем в нем будет вылить оловянно-свинцовый припой в расплавленном виде.Сосуд при этом должен располагаться над жестяным листом или же над металлической накладкой. После того как прутья застынут, их можно будет разрезать на куски требуемой длины.
Такую смесь можно еще разлить в формы:
- жестяные желобы;
- дюралюминиевые ёмкости;
- гипсовые.
Это все осуществляется следующим способом:
- отвесьте на весах нужное количество свинца и олова;
- расплавьте металл в металлическом тигле над газовой горелкой, перемешивая его при этом с помощью стального стержня;
- снимите тонкую пленку с расплавленной поверхности при помощи стальной пластинки;
- разлейте сплав по формам.
Независимо от того, какой вид флюса вы используете, протрите готовую пайку тряпочкой, первоначальной смоченной в ацетоне или же ректификате. Шов очищается жесткой щеткой, которую нужно перед этим окунуть в растворитель.
На рынке можно приобрести жидкие и гелеобразные безотмывочные флюсы , которые обладают такими преимуществами:
- отсутствие компонентов, провоцирующих окисление и коррозию;
- флюс такого типа не проводит ток;
- не нужна очистка после пайки.
Жидкий флюс такого вида нужно наносить при помощи ватной палочки или кисточки. Также можно сделать приспособление для его нанесения самостоятельно на основе обычного шприца и силиконового шланга, который и будет наполняться жидким флюсом.
Пайка — один из лучших методов соединения металлов. Она обеспечивает высокую степень прочности, герметичность, сам процесс прост и не занимает много времени по сравнению со сваркой.
Однако не нужно забывать о защитных перчатках, очках и фартуках на основе плотной ткани.
Кроме того, риск отравления можно снизить за счет применения смесей от хороших производителей.
Купить виды припоев и флюсов онлайн
Отличные новости !!! Для видов припоев и флюсов вы обратились по адресу. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но, возможно, вам придется действовать быстро, так как эти популярные виды припоев и флюсов в кратчайшие сроки станут одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы им расскажете, что купили свои виды припоев и флюсов на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в видах припоев и флюсов и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время и проверьте купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести эти виды припоев и флюсов по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
Флюсы Rusflux — отличное бюджетное решение для производителей, ремонтников и радиолюбителей
06.09.2018
Представляем новинку — отечественные флюсы Rusflux. Использование уникальных авторских технологий, современного оборудования и материалов высочайшего качества позволяет флюсам Rusflux успешно конкурировать с ведущими европейскими производителями флюсов. Флюсы высоким уровнем безопасности — они не содержат веществ 1 и 2 классов опасности. Без галогенов. Для удобства клиентов флюсы имеют несколько видов фасовки.
Коротко расскажем об основных наиболее флюсов Rusflux:
Флюс MR-850-CS
Тип флюса R0M0.Для контактной и бесконтактной пайки.
Активированный флюс, не требующий обязательной отмывки. Вещество представляет собой гель янтарного цвета.
Остатки флюса гидрофобны, нейтральные, высокие диэлектрические характеристики, не проводят ток и не вызывают коррозию проводников.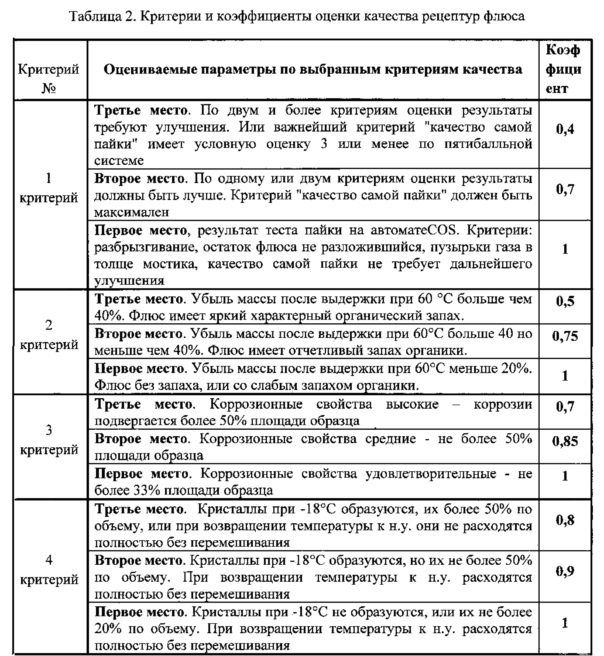 Применим для SMD И BGA монтажа. Рекомендуемая температура пайки оловянно-свинцовыми припоями — от +200 до + 300 ° С.
Характеризуется слабым запахом и отличным качеством пайки.
При применении в РЭС классов А и Б остатки флюса не нуждается в обязательной отмывке, но при желании их можно смыть растворителями на основе спиртов.Соответствует ТУ 20.59.56-001-04379746-2018
Не содержит галогенов и веществ 1 и 2 класса опасности.
Применим для SMD И BGA монтажа. Рекомендуемая температура пайки оловянно-свинцовыми припоями — от +200 до + 300 ° С.
Характеризуется слабым запахом и отличным качеством пайки.
При применении в РЭС классов А и Б остатки флюса не нуждается в обязательной отмывке, но при желании их можно смыть растворителями на основе спиртов.Соответствует ТУ 20.59.56-001-04379746-2018
Не содержит галогенов и веществ 1 и 2 класса опасности.
Флюс RMA-223
Тип флюса R0M1.
Для контактной и бесконтактной пайки.
Активированный слабо коррозионный флюс.
Гель янтарного или коричневого цвета.
Рекомендуемая температура пайки оловянно-свинцовыми припоями — от +200 до + 300 ° С.
Рекомендован как классический универсальный флюс для контактной и бесконтактной пайки.
Применим для SMD И BGA монтажа.
При применении в РЭС классов А и Б остатки флюса не нуждается в обязательной отмывке, но при желании их можно смыть растворителями на основе спиртов.
Соответствует ТУ 20.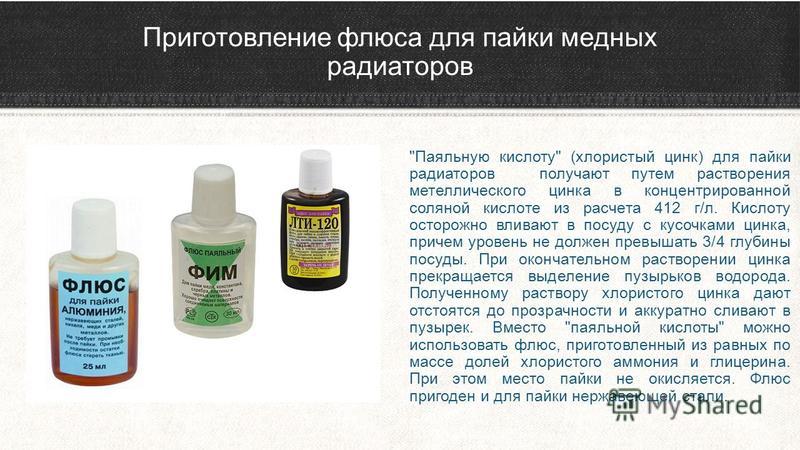 59.56-001-04379746-2018
59.56-001-04379746-2018
Не содержит галогенов и веществ 1 и 2 класса опасности.
Флюс NR-255
Тип флюса R0L0.
Для контактной и бесконтактной пайки.
Не коррозионный, слабо активированный.
Состояние: гель.Цвет: янтарный или зелёный.
Тип отмывки: безотмывочные флюсы.
Предназначен для пайки ответственного, высокочастотного и высоковольтного оборудования классов B и C в случаях, когда дальнейшая отмывка затруднена.
Использовать для чистых, неокисленных или старых залуженных поверхностей.
Содержание галогенидов — безгалоидные флюсы (содержание галогенидов менее 0,05%).
Рекомендуемая температура пайки — для пайки оловянно-свинцовыми припоями — от +220 до + 225 ° С; для бессвинцовой пайки — до + 270 ° С.При желании их можно смыть растворителями на основе спиртов.
Соответствует ТУ 20.59.56-001-04379746-2018
Не содержит галогенов и веществ 1 и 2 класса опасности.
Флюс ER-700 PRO
Тип флюса R0L1
Для контактной и бесконтактной пайки.
Слабоактивированный, некоррозионный, не требующий обязательной отмывки.
Состояние: гель. Цвет: янтарный.
Рекомендуемая температура пайки — для пайки оловянно-свинцовыми припоями — от +220 до + 225 ° С; для бессвинцовой пайки — до + 300 ° С.
Рекомендуется как универсальный флюс для контактной, так и для бесконтактной пайки с широким диапазоном температур.
Тип отмывки: безотмывочные флюсы; в условиях жесткой эксплуатации и при нанесении защитных покрытий использовать отмывочную жидкость на основе спиртов и Д.И. воду.
Соответствует ТУ 20.59.56-001-04379746-2018
Не содержит галогенов и веществ 1 и 2 класса опасности.
Флюс HR-500-LK
Тип флюса R0.
Относится к нейтральным флюсам, не требующим обязательной отмывки. Представляет собой гель янтарного цвета. В состав флюса входят: частично гидрированная канифоль, пропиленгликоль, спирт бегеновый, бутилстеарат, аммоний малоновокислый.
Содержание нелетучих компонентов флюса 4%.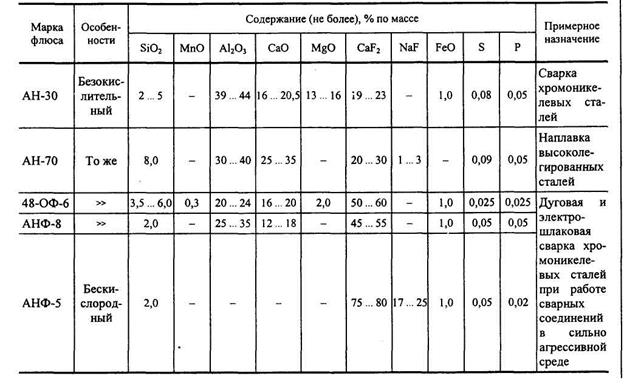
Рекомендуемая температура пайки оловянно-свинцовыми припоями — от +200 до + 300 ° С.
Относительная активность по отношению к оксидам равна 6.
При применении в РЭС классов А и Б остатки флюса не нуждается в обязательной отмывке, но при желании их можно смыть растворителями на основе спиртов.
Рекомендуется как универсальный флюс для контактной и бесконтактной пайки. Применим для SMD И BGA монтажа.
Не содержит галогенов и веществ 1 и 2 класса опасности.
Типы флюсов для автоматической сварки
Качество исполнения шва и в целом качество сварочных работ, которые выполняются при использовании автоматической сварки под флюсом, зависит от многих факторов. Это и комплект устройства, его режим работы, технические характеристики, это и квалификация сварщика, который управляет процессом сварки.Но, также, существенный параметр, от которого также зависит конечный результат — это тип флюса, который используется.
Так, для флюсов выдвигают множество разнообразных требований, которые должны быть обеспечены на сто процентов. Например, тот факт, что флюс должен обеспечить надежное формирование металла, который наплавляется, сварного шва. Кроме того, необходим правильный химический состав, структура флюса, которая будет соответствовать тому виду металла, с которым придется работать.В результате в наплавленном металле не должно быть трещин, ссадин и другого брака, в процессе сварки, флюс должен обеспечить эффективное удаление шлака после окончания работ. и тот факт, что он обладает достаточным количеством вредных газов.
Например, тот факт, что флюс должен обеспечить надежное формирование металла, который наплавляется, сварного шва. Кроме того, необходим правильный химический состав, структура флюса, которая будет соответствовать тому виду металла, с которым придется работать.В результате в наплавленном металле не должно быть трещин, ссадин и другого брака, в процессе сварки, флюс должен обеспечить эффективное удаление шлака после окончания работ. и тот факт, что он обладает достаточным количеством вредных газов.
Теперь же, что касается видов флюса, и как его классифицируют.Прежде всего, необходимо разделить флюсы по способу их изготовления:
· бывают плавленые;
· не плавленые флюсы.
Плавленые флюсы, как вы уже догадались, изготавливаются последствием плавления в печах. Представляют собой сложные силикаты, которые по свойствам напоминают стекло. К составу таких флюсов можно добавить лишь такие вещества, которые будут растворяться в расплаве, но не будут разлагаться или улетучиваться при выплавке флюса. Плавленые флюсы необходимы для создания шлака, который принимает пассивную роль в сварочном процессе.
Плавленые флюсы необходимы для создания шлака, который принимает пассивную роль в сварочном процессе.
Не плавленые же флюсы являются порошкообразными смесями, состоящие из зернистых материалов. В них вводятся любые вещества независимо, имеют ли они взаимную растворимость или нет. Так, это могут быть как свободные металлы, так и ферросплавы, карбонаты и другие вещества. Поэтому такие флюсы широко используются в металлургическом и сварочном процессе.
Также, флюсы различаются по составу и характеру шлака — бывают кислые и основные флюсы.И еще, различаются по содержаниям марганца и кремния в них — высоко и низкомаранцевистые, и такие же кремнистые. Еще, флюсы различаются по таким характеристикам:
1. фтористые / безфтористые;
2. для низкоуглеродистых и легированный сталей;
3. для цветных металлов;
4. для наплавочных и прочих работ.
Таким образом, подбор флюса является одной из важнейших задач, которую следует разрешить еще до начала сварочного процесса.
Статья подготовлена по материалам сайта: http://www.vse-o-svarke.org/publ/avtomaticheskaja_dugovaja_svarka/tipy_fljusov_dlja_avtomaticheskoj_svarki/6-1-0-39
Флюс для пайки. Как сделать жидкую канифоль?
Флюс — это вещество, которое обеспечивает удаление окислов спаиваемых проводников, уменьшает силу поверхностного натяжения, а также улучшает равномерность растекания расплавленного припоя. Кроме своего основного назначения флюс может защитить контакт от воздействия на окружающую среду, но следует заметить что данным своим владениемют не все виды флюсов.
В зависимости от потребности, флюс может быть в виде жидкости, порошка или пасты.
Производятся также паяльные пасты, содержащие частицы припоя вместе с флюсом, все современные припои из себя припоя находится внутри флюс-заполнитель.
По температурному режиму и интервалу активности, флюсы можно разделить на низкотемпературные (до 450 градусов) и высокотемпературные (больше 450 градусов).
Кроме того флюс может быть водным и безводным.
По химическим свойствам все флюсы можно разделить на кислотные (активные) и бескислотные. Кроме того, существуют еще активированные и с антикоррозийной защитой.
Активные флюсы в основном состоят из соляной кислоты и хлористых или фтористых металлов.
В качестве активного флюса давно применяемый аптечный препарат — ацетилсалициловая кислота (аспирин).
Эти флюсы очень интенсивно растворяют окисленный слой на поверхности металла, и пайка сразу становится качественной и прочной, но остатки флюса после пайки вызывают интенсивную коррозию соединения и основного металла в будущем.Поэтому рекомендуется смывать все остатки флюса, которые остались на месте пайки.
При пайке радиоэлектронных элементов применение активных флюсов не допустимо, так как с течением времени их остатки все равно разъедают место пайки тонких радио элементов.
Бескислотные флюсы , в основном это канифоль и флюсы, приготовленные на ее основе с добавлением спирта, скипидара или глицерина.
В процессе пайки канифоль очищает поверхность от окислов, а также защищает ее от окисления.При температуре 150 градусов канифоль растворяет окислы свинца, олова и меди, очищая их поверхность в процессе пайки и паяное соединение становится блестящим и красивым. Но самое главное, в отличии от активных флюсов, канифольные флюсы не вызивают коррозии и разъедания метала.
С помощью канифольных флюсов паяют медь, бронзу и латунь.
Активизированные флюсы , в главном кроме того, состоят из канифоли в которую прибавляют небольшое количество солянокислого либо фосфорнокислого анилина, салициловой кислоты либо солянокислого диэтиламина.
Данные флюсы используют при пайке основной массы металлов и сплавов (железо, сталь, нержавеющая высококачественная сталь, медь, бронза, цинк, никель, серебро), даже оксидированных элементов из медных сплавов в отсутствии подготовительной зачистки.
Активированными флюсами считаются флюсы ЛТИ, в состав которых входит этиловый спирт (66–73%), канифоль (20–25%), солянокислый анилин (3–7%), триэтаноламин (1–2%). Флюс ЛТИ дает отличные итоги при применении оловянистых припоев ПОС-5 и ПОС-10, предоставленную завышенную крепкость спаянного соединения.
Флюс ЛТИ дает отличные итоги при применении оловянистых припоев ПОС-5 и ПОС-10, предоставленную завышенную крепкость спаянного соединения.
Антикорозийные флюсы используют для спаивания меди и медных сплавов, константана, серебра, платины и ее сплавов. Они содержат внутри себя фосфорную кислоту с прибавлением различных соединений и растворителей. В состав некоторых противокоррозийных флюсов входят органические кислоты. Остатки данных флюсов не вызывают коррозии.
ВТС-флюс, к примеру, состоит из 63% тех. вазелина, 6,3% триэтаноламина, 6,3% салициловой кислоты и этилового спирта.Остатки флюса убирают протиркой детали спиртом либо ацетоном.
Защитные флюсы защищают перед очищенной плоскостью металла от окисления не оказывают хим действия на сплав. К данной группе неактивные мат-лы: воск, вазелин, оливковое масло, сладкая пудра и др.
Использует буру (тетраборат натрия), которая выглядит как белый кристаллический порошок.
Плавится бура при температуре — 741 ° С.
Для пайки латунных деталей припоями в качестве флюса применяют смесь 50% хлористого натрия (поваренной соли) и 50% хлористого кальция.Температура плавления смеси составляет — 605 ° С.
Для пайки алюминия можно применять флюсы, которые обычно содержат 30-50% хлористого калия.
Для пайки нержавеющей стали , твердых и жароупорных сплавов, медно-цинковыми и медно-никелевыми припоями используется смесь, состоящая из 50% буры и 50% борной кислоты, с прибавлением хлористого цинка.
Активные флюсы смывают при помощи волосяной щетки либо обыкновенной зубной, применяя тёплую воду либо спирт.
Для пайки медных проводников, часто используются в электрике и электронике, надежным средством в виде флюса станет работать «жидкая канифоль».
Для тех кто не в курсе это сосновая смола — чистый экологический продукт.
Как самостоятельно приготовить жидкую канифоль?
1.Перебиваем кристалл канифоли в пыль с помощью толчена или завернув в ткань и постукав молотком.
 В больших масштабах некоторые умельцы умудряются применять советскую ручную мясорубку.Средства неважны, главное однородной мелкой пыли из канифольных кристаллов.
В больших масштабах некоторые умельцы умудряются применять советскую ручную мясорубку.Средства неважны, главное однородной мелкой пыли из канифольных кристаллов. 2. Всю пыль надо залить спиртом с отношением 1: 1.5 (канифоль: спирт).
Это удобно сделать пользуясь той же бутылочкой от спирта.
В аптеке можно купить спирт с салициловой кислотой, что сам по себе такой раствор послужить флюсом, и хоть там процент салициловой кислоты очень малый, но такой «спирт» будит оптимальным улучшенным для усиления нужных свойств флюса.
Дальше в половинку бутылочки спирта высыпаем канифоль до тех пор пока не появится нужное отношение составляющих и смотрим чтоб примерно 1/5 бутылки осталась свободной!
3.Закрываем нашу бутылочку (или другую емкость) и ставим в емкость с теплой водой (60-80C), когда нагревается раствор начинаем интенсивно взбалтывать раствор, что бы он растворился в однородной массе. В горячей воде это получится намного лучше и быстрее.
Дальше полученный флюс разливают по шприцам для удобства применения, ну или же в бутылочки с кисточкой, как из под лака для ногтей.