Виды сварочной проволоки для полуавтомата: типы и классификация
Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Сварочная проволока для полуавтомата
Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Сварочная проволока согласно ГОСТ 2246-70
Преимущества
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.


Недостатки
- Проволока требует постоянной защиты, что повышает себестоимость процесса соединения металла;
- Хранить большие мотки далеко не всегда удобно, тем более что для этого требуются специальные условия, которые не всегда возможно обеспечить;
- Большие мотки также неудобно использовать в частной сфере, если требуется относительно небольшое количество процедур;
- При покупке проволоки в мотках достаточно сложно подобрать универсальный диаметр, так что нужно иметь в запасе одновременно несколько вариантов для разных типов заготовок;
- Практически всегда требуется использовать дополнительно флюс.
Классификация
Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе:
- С низким содержанием углерода в присадочном материале;
- Незначительное количество легирующих веществ в составе;
- Высоколегированная сварочная проволока.

Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами.
Порошковая проволока для сварки полуавтоматом
Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
- Алюминиевая;
- Медная;
- Нержавеющая;
- Стальная;
- Стальная омедненная.
Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм.
Сварочная проволока диаметром 1 мм
Для сварки стали
Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться.
| Марка | Характеристики |
| Св-08Г1C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08Г1НМА | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом |
| Св-08Г2C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08ГМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов.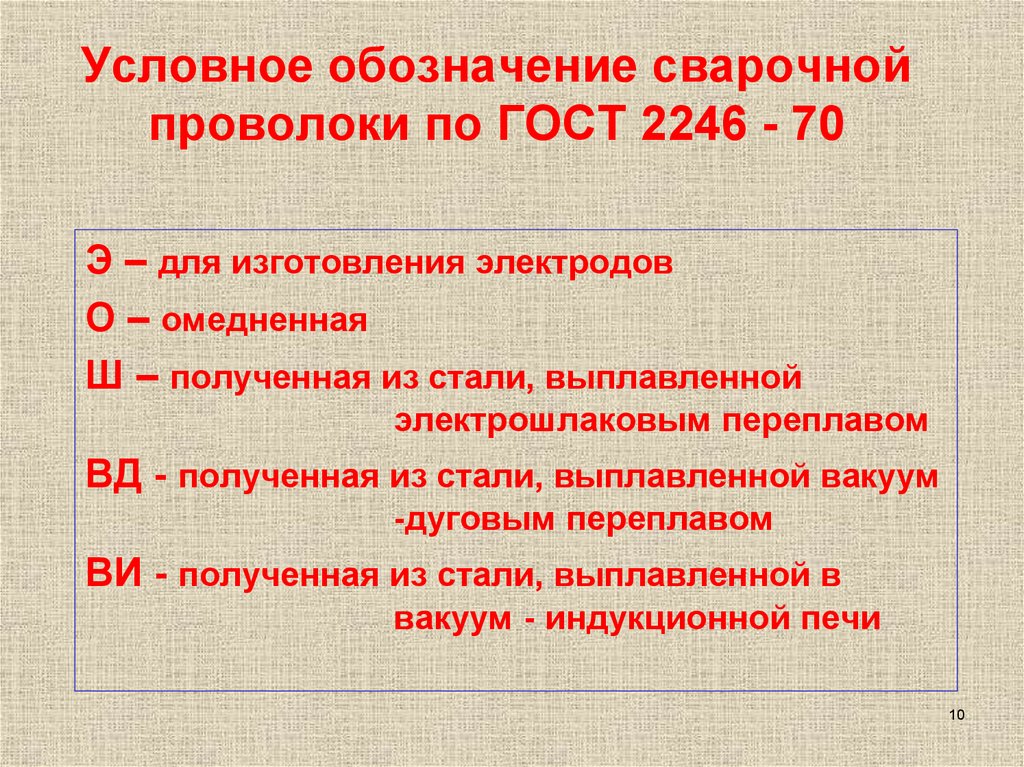 Работает смеси (Ar-80%, CO2-20%). Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГНМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГСМТ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). |
Для сварки нержавейки
Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования.
| Марка | Характеристики |
| Св-04Х19Н11М3 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
Для сварки алюминия
Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы.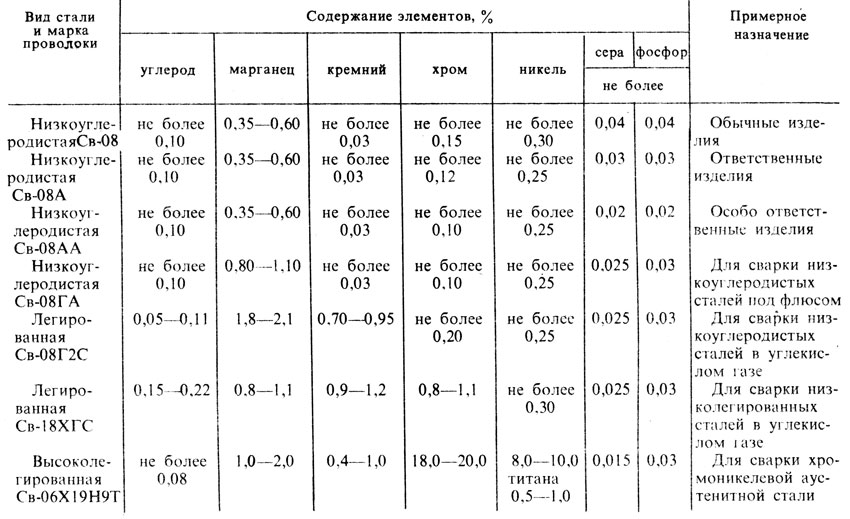 Сварка алюминия проводится с помощью следующих основных марок проволоки:
Сварка алюминия проводится с помощью следующих основных марок проволоки:
| Марка | Характеристики |
| Д16 | Создается на основе сплава алюминия, меди и магния. |
| В92Ц | Создается на основе сплава алюминия, магния и цинка. |
| АК4 | В составе присутствует алюминий, марганец, медь, железо и никель. |
| ВАД23 | В составе присутствует алюминий, марганец, медь и прочие элементы. |
Для сварки меди
Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них.
| Марка материала | Характеристики материала |
| OK Autrod 19.12 | Применяется для сварки чистой меди и ее сплавов. |
| OK Autrod 19.30 | Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. Хорошо подходит для сваривания оцинкованных деталей. |
| OK Autrod 19.40 | Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. |
Проволока для чугуна и сплавов никеля
Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке.
| Марка материала | Характеристики материала |
| ПП-АНЧ-1 | Используется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Размеры сварочной проволоки
| Диаметр, мм | Сила тока, А |
| 2 | 120 |
| 3 | 160 |
| 4 | 210 |
| 5 | 250 |
| 6 | 290 |
| 7 | 330 |
| 8 | 350 |
| 9 | 370 |
| 10 | 400 |
Выбор сварочной проволоки.
 Обоснованные решения для эффективной работы
Обоснованные решения для эффективной работыСтатьи
> Выбор сварочной проволоки. Обоснованные решения для эффективной работы
Поделиться статьёй:
ООО «Техресурс» более 20 лет работает поставщиком фирменных сварочных материалов, выпускаемых ведущими российскими производителями. Важное место в торговом ассортименте занимает сварочная проволока, представленная лучшими изделиями этого рынка. Именно этот расходный материал влияет на качество сварки и сварных швов, требуя правильного подбора под конкретные рабочие процессы. В этом случае необходимо учитывать не только особенности свариваемых металлов, но и наличие различных примесей. Правильный выбор сварочной проволоки обеспечит высшие показатели прочности и коррозийной стойкости создаваемых соединений.
Популярные представители сварочной проволоки
В настоящее время сварочная проволока представлена 77 разновидностями расходных материалов для сварки, отличающихся составом и диаметром. Данная категория товаров определяется техническими условиями ГОСТ 2246-70. Однако, в строительстве и ремонте широко применяются не более 5-8 разновидностей. Остальные представители этой товарной группы используются в специфических рабочих процессах. Вся сварочная проволока, применяемая для сварки нержавеющего и обычного металлопроката, разделяется на три большие категории:
Данная категория товаров определяется техническими условиями ГОСТ 2246-70. Однако, в строительстве и ремонте широко применяются не более 5-8 разновидностей. Остальные представители этой товарной группы используются в специфических рабочих процессах. Вся сварочная проволока, применяемая для сварки нержавеющего и обычного металлопроката, разделяется на три большие категории:
- легированная проволока, содержащая от 2,5% до 10% легирующих компонентов;
- низколегированная сварочная проволока (менее 2,5%)
- высоколегированные расходные материалы (более 10%)
- Безусловный лидер продаж на этом рынке — это сварочная проволока СВ 08Г2С и её аналоги, выпускаемые, как в обычном варианте, так и с медным покрытием. Этот материал может быть использован в сварочных полуавтоматических агрегатах с мощностью до 500А.
- Второе место в рейтинге популярности занимает сварочная проволока СВ 08А, применяемая для механизированной сварки низкоуглеродистых и углеродистых стальных сплавов, а также для изготовления электродов ручной сварки.
- Третья позиция в продажах остаётся за модификациями СВ08Г2А и СВ-08, активно используемых в аргонодуговой и газовой сварке при сваривании низкоуглеродистых трубных и швеллеровых конструкций.

Для сваривания нержавеющего проката в углекислоте или газовой смеси применяется сварная проволока марок ER 316L Si и ER 308L в зарубежной маркировке. Российские аналоги представлены линейкой высоколегированных модификаций СВ01Х19Н9, СВ01Х18Н10, СВ06Х19Н9Т.
Маркировка сварочной проволоки
Сокращения в названиях марок сварочной проволоки призваны демонстрировать назначение и состав расходных материалов. Используемые аббревиатуры расшифровываются следующим образом в соответствующей последовательности:
- Первые две буквы «СВ» обозначают, что данная проволока предназначена для сваривания металлов. В зарубежных аналогах сокращение выглядит как «ER». В некоторых маркировка на первой позиции присутствуют символы «П» и «В», отражающие способы изготовления материала – прессованный или тянутый соответственно.
- Следующие две цифры указывают на процентное содержание углерода в сотых долях процента. Например, пара «08» говорит о том, что проволока содержит 0,08% углерода.
- Далее идёт буквенное обозначение основного легирующего элемента, а следующая за буквой цифра – процентное включение в полных процентах. Легирующие компоненты обозначаются следующими символами:

- «А»- азот
- «Б»- ниобий;
- «В» — вольфрам;
- «Г»- марганец
- «Д» — медь;
- «М» — молибден;
- «С» — кремний
- «Т» — титан;
- «Х» — хром
- «Н» — никель
- «Ю» — алюминий;
- «Ф» — ванадий;
- «Ц» — цирконий.
Если буква «А» стоит в конце — это свидетельствует о том, что материал был дополнительно очищен от примесей фосфора и серы. Две буквы «АА» — высшая степень очистки.
- Последняя буква обозначает второй легирующий элемент. Если за ней не следует цифра, то это указывает на то, что состав проволоки содержит более 0,5% но менее 1% данного компонента.

Если согласно указанным правилам расшифровать модификацию СВ 08Г2С, то мы получим следующие сведения. Проволока для сварки с содержанием углерода 0,08%, марганца 2%, и кремния — более 0,5 %. Относится к категории легированных материалов, так как включение легирующих элементов в сумме выше 2,5%.
Виды сварочной проволоки по составу и диаметру
- Порошковая — полая сварочная проволока с особым флюсовым наполнителем. В этом случае испарения флюса формируют в сварочной ванне защитный газовый пузырь, что позволяет использовать расходный материал без газового потока. Сварка с помощью флюсовых проволок может осуществляться при интенсивных ветровых потоках. Техника применения самозащитной проволоки аналогична технологии сварки с помощью обычного проволочного материала. Порошковая проволока имеет отличия в маркировке с обозначением «ПП» и «ПС»; с цифровым указанием марки и диаметра.
- Омедненная сварочная проволока — с покрытием из медного сплава толщиной до 6 мкм. Ключевая роль этого слоя заключается в обеспечении максимально плотного контакта свариваемых конструкций. Созданные с помощью такой проволоки сварные швы отличает высокая механическая выносливость и слабая реакция на сильные перепады температур. Ещё одно бесспорное преимущество — экономия расходных материалов до 40% в сравнении со сваркой обычной проволокой. Примечание — эта разновидность категорически не подходит для сваривания нержавеющих сталей.
- Алюминиевая сварочная проволока, используемая для сварки в защитной газовой среде автоматическими и полуавтоматическими агрегатами. Расходный материал применяется для сваривания изделий, выполненных из алюминиевых сплавов. Алюминиевая присадка требует герметичного хранения из-за достаточно быстрого окисления алюминиевого слоя кислородом на открытом воздухе.
- Сварочная проволока по нержавеющей стали. Материал этой категории легируется хромом или никелем. Соответственно в маркировке будут присутствовать символы «Н» или «Х», а также цифры процентного содержания легирующих элементов.
 Ключевая роль этого слоя заключается в обеспечении максимально плотного контакта свариваемых конструкций. Созданные с помощью такой проволоки сварные швы отличает высокая механическая выносливость и слабая реакция на сильные перепады температур. Ещё одно бесспорное преимущество — экономия расходных материалов до 40% в сравнении со сваркой обычной проволокой. Примечание — эта разновидность категорически не подходит для сваривания нержавеющих сталей.
Ключевая роль этого слоя заключается в обеспечении максимально плотного контакта свариваемых конструкций. Созданные с помощью такой проволоки сварные швы отличает высокая механическая выносливость и слабая реакция на сильные перепады температур. Ещё одно бесспорное преимущество — экономия расходных материалов до 40% в сравнении со сваркой обычной проволокой. Примечание — эта разновидность категорически не подходит для сваривания нержавеющих сталей.
Для использования в сварочных полуавтоматических агрегатах выпускается проволока с диаметрами 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Порошковые (флюсовые) проволоки изготавливаются в диапазоне толщин от 0,6 до 6 мм. Присадочные прутки, как и проволочные материалы, используемые для изготовления электродов, производятся линейкой диаметров от 1,6 до 5 мм.
Как правильно выбрать сварочную проволоку
- Для сваривания низкоуглеродистых и низколегированных стальных деталей рекомендуется использовать омеднённую проволоку (типа 09Г2С) в углекислой газовой среде. Медное покрытие обеспечит сварным швам необходимую прочность и стойкость на разрыв.
- Нержавеющие сплавы (аустенитные и аустенитно-ферритные с легированием хромом или никелем) свариваются нержавеющей проволокой, легированной этими же элементами. Защитная газовая среда — инертный аргон или гелий с добавлением диоксидной углеродной смеси.
- Для сваривания алюминиевых сплавов используется алюминиевая сварная проволока. Важный нюанс — необходимость тщательного удаления со свариваемых поверхностей оксидной плёнки.
- Порошковая «самозащитная» плёнка используется для сварки широкого класса чёрных металлов, там, где применение газовых баллонов невозможно или нецелесообразно. Единственный минус — высокая стоимость расходных материалов.
- Диаметр сварочной проволоки выбирается в соответствии с толщиной свариваемых деталей. Например, изделия с тонкими стенками лучше сваривать проволокой с диаметром 0,8-1 мм. Если свариваемые поверхности имеют толщину более 5 мм, то диаметр проволочного материала должен быть не менее 1,6-2 мм.
 Важный нюанс — необходимость тщательного удаления со свариваемых поверхностей оксидной плёнки.
Важный нюанс — необходимость тщательного удаления со свариваемых поверхностей оксидной плёнки.Компания ООО «Техресурс» предложит вам широкий ассортимент сварочной проволоки различных марок, позволяющий сделать правильный выбор для качественного сваривания металлов различного типа.
Проволока // сварочная ER-70S-6 FARINA/ D270 / 1,6мм
Проволока / SG-2 Д200 // 1,2мм / АЭМЗ
 8 мм
8 мм
Проволока // сварочная ER-70S-6 JULI/ D100 / 0,8мм
Виды сварочной проволоки для полуавтомата
Сварочная проволока для полуавтомата является, пожалуй, главной особенностью работы с подобной техникой, так как материал подается в рабочую зону посредством специального механизма. Еще проволока выполняет такую же функцию, что и электрод, используемый в ручной дуговой сварке.
Схема полуавтоматической сварки проволокой без газа.
Существующие виды проволоки
Выделяют две основные группы материалов для сварки полуавтоматов. Каждая из них отличается специфическим набором свойств, что позволяет работать оператору в разных условиях. Различаются:
- Присадочный материал сплошного сечения.
- Порошковая проволока для сварки.
Первый из вариантов регламентируется ГОСТом 2246-70. Насчитывается около 76 разновидностей такого материала. Но в широком пользовании находится лишь часть из них, остальные исполнения применяются в узкоспециальном производстве. Выбор проволоки должен основываться на том, конструкция какого материала будет вариться.
Насчитывается около 76 разновидностей такого материала. Но в широком пользовании находится лишь часть из них, остальные исполнения применяются в узкоспециальном производстве. Выбор проволоки должен основываться на том, конструкция какого материала будет вариться.
Пожалуй, наиболее популярен вариант присадочного материала, используемый для соединения деталей из низкоуглеродистых и низколегированных сталей (СВ-08Г2, СВ-08ГС). Сварочная проволока для полуавтоматов в данном исполнении встречается в двух видах:
- омедненная;
- неомедненная.
Виды проволоки для сварки.
Большей популярностью первый вариант, что обусловлено повышением устойчивости к образованию коррозии. Однако данный вид материала имеет и недостаток (попадание испарений при плавке меди в воздух). Более безвредный способ – неомедненная проволока, имеющая антикоррозионное покрытие. В результате исключается вероятность выделения паров купрума в воздушную среду.
Порошковая проволока не требует дополнительного использования защитного газа для обеспечения более высокого качества сварного соединения, так как в состав данного присадочного материала изначально заложен окислительный порошок.
При повышении температуры выделяется небольшое облако газа (благодаря порошкам), служащее защитой от контакта зоны сварки с кислородом. Такая проволока существует в разных исполнениях, отличных по конфигурации оболочки. Внутри же заложен тот самый окислительный порошок. В зависимости от его состава различают:
- Рутиловый материал.
- Рутил-органический.
- Рутил-флюоритный.
- Флюоритный.
- Карбонатно-флюоритный.
В качестве основных свойств данного материала можно выделить возможность стабилизации дуги, исключение вероятности окисления металла.
Вернуться к оглавлению
Особенности отдельных видов проволоки
Конструкции из нержавейки требуют использования высоколегированного присадочного материала (ГОСТ 18143-72). Одной из наиболее популярных марок является 12Х18Н10Т. Это обусловлено рядом свойств, присущих такой проволоке: жаропрочность, стойкость к воздействию агрессивных веществ и коррозионных процессов. В состав данного материала входят фосфор, кремний, углерод, магний, хром, сера и никель.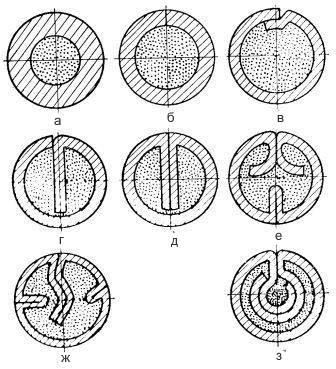
Формы оболочек порошковой проволоки.
Сварка алюминиевой проволоки обеспечит конструкцию (и сварной шов, в частности) повышенной степенью надежности и достаточно высокими технологическими характеристиками. Особенностью работы с таким присадочным материалом является некоторая вероятность образования петли при наличии сопротивления в рукаве (даже незначительного). Это обусловлено тем, что данный материал отличается мягкостью в сравнении с той же нержавеющей сталью.
В качестве рекомендации по работе с такой проволокой можно назвать желательное применение механизма подачи присадочного материала с 4 роликами, а также коротким рукавом с вкладышем из тефлона. Это позволит заметно снизить сопротивление трения. Часто используются следующие марки данного материала: СВ-АК5, СВ-АМг-5. Сварка алюминиевой проволоки производится обычно в среде защитных газов во время работы с алюминиевыми сплавами. Существуют наиболее популярные размеры такой проволоки (диапазон значений диаметров – 0,8-1,2 мм).
Вернуться к оглавлению
Как работать сварочным полуавтоматом?
В зависимости от того, какой вид проволоки используется, будет варьироваться список необходимого оборудования:
- непосредственно сам сварочный аппарат с узлом подачи проволоки;
- инструмент для зачистки шва;
- газовый баллон (если используется порошковая проволока для работы полуавтоматом, тогда этот пункт следует пропустить).
В качестве используемых материалов достаточно проверить наличие достаточного количества присадочного материала и металлической конструкции. Удобство использования полуавтомата заключается в том, что оператором выполняется лишь часть действий, так как основная работа отводится механизму подачи проволоки.
Но это не значит, что данный вид сварки не требует особых навыков.
Важно выполнять действия в соответствии с рекомендациями: держать электрод под небольшим углом (от 30 до 45°), в случае если работа ведется на участке, где металл довольно большой толщины, следует дополнительно производить колебательные движения электродом.
Таким образом, если правильно подобрать присадочный материал, то можно получить надежное сварное соединение, которое прослужит длительный период. При выборе проволоки необходимо учитывать в первую очередь род свариваемого металла, а также его толщину.
Если задействовать флюс, то не будет необходимости применять громоздкое оборудование в виде баллона с защитным газом. Полуавтомат чаще всего используется операторами, которые имеют некоторый опыт работы с таким сварочным оборудованием.
всё, что вам необходимо знать.
 Для новичков
Для новичковЕкатерина
Время чтения: ≈7 минут
В некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки вместо привычных электродов. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам.
Но это только основы. В этой статье мы подробно расскажем всё, что вам необходимо знать в сварочной проволоке. Вы узнаете, какие существуют виды сварочной проволоки и что такое маркировка.
Содержание статьи
- Общая информация
- Виды сварочной проволоки
- На что обратить внимание
- Маркировка проволоки
- Популярные марки
- Вместо заключения
Общая информация
Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Проволока может быть цельной, полой или с вкраплениями. Но об этом мы расскажем далее. Изготавливается из различных металлов. Например, стали, алюминия, латуни и так далее. Материал изготовления проволоки должен быть идентичен металлу, который вы варите. Т.е., если вы работаете с алюминиевой деталью, то и проволока тоже должна быть алюминиевой.
Виды сварочной проволоки
Различают три типа сварочной проволоки: проволока сплошная, порошковая проволока (ее также называют «флюсовая проволока») и активированная проволока. Давайте подробнее остановимся на каждом типе.
Сплошная проволока или проволока сплошного сечения изготавливается из чистого металла. В ней нет никаких примесей или дополнительных веществ. Это простейший тип проволоки и самый распространенный. Зачастую ее используют при сварке в среде защитного газа.
Порошковая проволока, она же проволока для сварки без газа. Исходя из названия понятно, что такую проволоку применяют для сварки без защитного газа. Но за счет чего достигается такой эффект? Ведь сварка без газа влечет за собой ухудшение качества сварка и в целом усложняет рабочий процесс.
Все просто: у порошковой проволоки особая полая конструкция. С виду она выглядит, как обычная сплошная проволока, но внутри она полая. И в этой полости содержатся специальные порошковые вещества, играющие роль флюса и заменяющие газ. Такая проволока применяется в случаях, когда нет возможности доставить газовый баллон к месту сварки. Например, на высоте.
Теперь про активированную проволоку. Активированная проволока — самый интересный тип. Она сочетает в себе сплошную проволоку и порошковую. Как это возможно? Дело в том, что такая проволока взяла все самое лучшее из предыдущих двух типов. Она позаимствовала от сплошной проволоки конструкцию, а от порошковой — защитные свойства. Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
Только в отличие от порошковой у данной проволоки защитные примеси не засыпаны в полость, а равномерно распределены по всему «телу» проволоки.
На что обратить внимание
Отдельно обращаем ваше внимание, что недостаточно просто выбрать тип проволоки и приступить к сварке. Необходимо заранее знать, какой тип работ вы будете выполнять. Поскольку каждая проволока предназначения для выполнения определенной работы. Согласитесь, проволока для сварки полуавтоматом вряд ли подойдет для резки. Также у проволоки может быть различный диаметр. Он подбирается исходя из толщины свариваемого металла. Чем толщина больше, тем больше диаметр проволоки. Диаметр может быть от 0.8 до 12 миллиметров. Самый популярный – 3 миллиметра.
Как мы уж писали выше, проволока может быть предназначена для сварки различных металлов. По этому признаку тоже можно классифицировать проволоку. Например, в магазине продается титановая сварочная проволока, которая применяется для сварки титана.
Также перед сваркой необходимо ознакомиться с составом. Ведь сварочная проволока отличается еще и по своему наполнению, а также легированности. Именно поэтому для правильного подбора присадочного материала нужно знать состав сварочной проволоки.
Ведь сварочная проволока отличается еще и по своему наполнению, а также легированности. Именно поэтому для правильного подбора присадочного материала нужно знать состав сварочной проволоки.
Отдельная тема — это маркировка сварочной проволоки. Об этом мы поговорим далее.
Маркировка проволоки
Маркировка — это набор букв и чисел, в которых зашифрованы основные характеристики проволоки. Маркируется абсолютно вся проволока, вне зависимости от ее типа или назначения. В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
Для примера была выбрана марка проволоки Св-06Х19Н9Т. Зачастую она используется при электросварке, поэтому очень популярна.
Начнем с букв «Св». «Св» означает, что такое проволока предназначена только для сварки. Не для резки или любых других работ. Исходя из этого мы понимаем, что первые две буквы описывают назначение присадки. Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
После этого указывается цифра, описывающая содержание углерода. В нашем примере это 06, что означает 0,06 % углерода от общей массы присадочного материала. Вслед за углеродом обозначается, какие металлы присутствуют в проволоке и в каком количестве. В нашем примере это хром («Х») в количестве 19% («Х19»), никель («Н») в количестве 9% («Н9»0 и титан («Т»). Если металла в составе меньше 1%, то количество не указывается, как в случае с титаном в нашем примере.
Но что, если сварочная проволока содержит другие буквы? Например, Ю или Д. Достаточно запомнить, что они означают. «М» – это молибден, «С» – это кремний, «Ф» – это ванадий, «Ц» – это цирконий, «Д» – это медь, «Г» – это марганец, «Ю» – алюминий.
Популярные марки
Выше мы говорили, что существует более 70 марок присадочной проволоки. Новичкам нелегко разобраться в них, поэтому мы перечислим наиболее популярные марки. Вдруг вы найдете среди них именно ту, которая вам необходима.
Вдруг вы найдете среди них именно ту, которая вам необходима.
Начнем с марки Св-10Г1СН. Эта марка одна из самых часто используемых. Данная проволока широко используется при сварке в среде защитного газа. Можно варить низколегированные конструкционные стали. Марка используется во многих областях промышленности: от горнодобывающей до нефтеперерабатывающей.
Читайте также: Расчет расхода сварочной проволоки на метр шва
Марки Св-10ГА, Св08А и Св08 применяется при сварке низкоуглеродистых металлов. Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Марка Св-06Х19Н9Т (упоминаемая в примере маркировки), а также Св08ХН2М, Св08ХМФА и Св08ГС. Эти марки очень недорогие, но при этом выдают отличный результат сварки. Подойдут для сварки низколегированных сталей.
При сварке высоколегированных металлов отличным выбором станут марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Вместо заключения
Похожие публикации
Марки, тип и классификация сварочной проволоки
Сварка — сложный процесс, необходимый для прочного соединения деталей и заготовок в промышленности и быту. Важным расходным материалом этого процесса является сварочная проволка, ее виды, марки. Применение ее возможно в разных областях народного хозяйства. С ее помощью изготавливают электроды для сварки стали или она сама служит присадкой, как присадочная проволока, для данного процесса. Наш интернет-магазин WeldМаркет предлагает сварную проволоку известных производителей подходящей вам марки любой длины, диаметра и сечения. Цена указана в прайс-листе за 1 кг и за тонну. Ее можно купить в Киеве, Харькове и других городах Украины. Они продаются в небольших кассетах, бобинах, бухтах, катушках весом от полкило до 18 кг. Позвоните по указанному на сайте телефону или закажите обратный звонок. Наши операторы перезвонят вам через минуту и бесплатно проконсультируют вас, какую сварочную проволоку выбрать (использовать), каковы нормы ее расхода при сварочных работах.
Наши операторы перезвонят вам через минуту и бесплатно проконсультируют вас, какую сварочную проволоку выбрать (использовать), каковы нормы ее расхода при сварочных работах.
Что значит проволока. Как ее изготовляют?
Проволокой называется нить разного сечения, изготовленная из различных металлов и их сплавов. Сечение обычно круглое, но бывает овальное, квадратное, трапециевидное. Ее назначение — сварка металлов и сплавов.
Изготавливается проволока на заводе путем протяжки заготовки через постепенно уменьшающиеся отверстия волочильного стана. Поэтому она получила второе название — катанка. Чтобы предупредить повреждение катанки во время растяжки, волочильный стан смазывается. При производстве катанки ее травят в серной кислоте, чтобы предупредить окисление и образование налета на ней. Для повышения прочности и обеспечения равномерной толщины изделия, катанку отжигают в специальных печах. Изготавливают ее также способом литья и проката. После изготовления катанки происходит ее испытание на разрыв.
Технические характеристики сварочной проволоки.
К ним относятся:
- Важным параметром проволоки является диаметр. Он зависит от толщины деталей, которые соединяются между собой. Если толщина свариваемых деталей 3-5мм, то ее диаметр должен быть 2мм. Толщина заготовок от 5 до 16мм требует диаметра катанки 3-4 мм. При сварке толстых конструкций необходима проволока диаметром 7мм. Для полуавтоматов используется катанка диаметром от 0,6 до 1, 6мм. Диаметр изделия зависит также от сварочного тока и материала, из которого она изготовлена.
- Вес. Изделие продается для полуавтоматической и автоматической сварки в небольших кассетах, бобинах, бухтах, катушках весом 1кг, 2кг, 5кг, 7кг, 15кг, 18кг. А также в мотках длиной 100м. Мотки объединяются в бухты. Вес бухты не должен превышать 80кг.
- Химический состав.
- Вид.
Классификация сварочной проволоки.
Катанка классифицируется по материалу, назначению, структуре. Проволока низкоуглеродистая общего назначения необходима для изготовления электродов или при наплавочных работах. Существует катанка специального назначения — для особых сварочных работ под водой, в строительстве и т.д.
Существует катанка специального назначения — для особых сварочных работ под водой, в строительстве и т.д.
Какие бывают виды проволоки по структуре.
По структуре она делится на:
- Сплошную. Такая проволока исключает примеси металлов.
- Порошковую. Она представляет собой трубочку малой толщины. Внутри нее находится порошок из металла и флюса. Они защищают от воздействия кислорода и вредных газов во время сварки, уменьшают образование шлаков.
- Активированную. Совмещает в себе особенности сплошной и порошковой катанки. Ее защитные свойства возникают за счет равномерного распределения вкраплений по всей длине.
Из какого материала изготовлена проволока.
Самыми популярными материалами для ее изготовления являются:
- Алюминий;
- Нержавейка;
- Сталь;
- Медь.
Проволока для полуавтомата по алюминию.
Заготовки из алюминия свариваются алюминиевой проволокой. Область применения — пищевая промышленность, судостроение, авиастроение.
Алюминиевая катанка мягкая, поэтому при ее подаче следует использовать механизм с роликами, которые вытачивают канавку в виде английской буквы «U». Чтобы исключить ее закусывание, прижимное устройство ослабляют. Вместо подающей спирали используют тефлоновый канал. При прохождении через него сварочной катанки сопротивление и трение становится меньше.
Высокая теплоемкость алюминия требует большого показателя тока.
Шланг для горелки должен быть без изгибов, потому что мягкая проволока при продвижении по нему может вызвать массу сложностей, связанных с загибами и заминаниями. Горелку полуавтомата важно расположить ровно по направлению к свариваемой конструкции, чтобы обеспечить ее равномерное продвижение.
Проволока из алюминия расширяется при нагревании, поэтому наконечники должны быть с увеличенным отверстием.
Ее диаметр варьирует от 0,8 до 1,6мм.
Для сварки с помощью алюминиевой катанки используют специальную защитную аргоновую среду, чтобы улучшить качество и чистоту соединительного шва, сократить поры. Вместо аргона можно использовать смесь с гелием и другими газами.
Вместо аргона можно использовать смесь с гелием и другими газами.
Марки алюминиевой проволоки.
К ее маркам согласно ГОСТ относятся: СвА5, СвАМц, СвАМг3, СвАМг5. Эффективны марки импортных производителей: ER4047, ER5183, ER4043. Химический состав алюминиевой проволоки включает в себя разные вещества: магний, марганец, кремний. Марки и расходники должны соответствовать друг другу.
Самые популярные марки:
- ER4043, содержит кремний, что способствует лучшей смачиваемости и текучести вещества.
- ER5356, одержит магний, что увеличивает прочность на срез.
- ER5083, коррозионностойкая марка препятствует образованию ржавчины и обеспечивает высокую прочность соединений.
- ER4047, придает конструкции устойчивость к перепадам температур.
Проволока из нержавеющей стали.
Важным качеством нержавеющей проволоки является ее стойкость к коррозии, что благоприятствует надежности и долговечности соединений. Используется она в нефтяной, химической промышленности, в машиностроении и в других областях производства, где не требуется нанесения специальных покрытий.
Применяют нержавеющую проволоку при сварке, учитывают свойственные ей особенности, чтобы обеспечить надежность соединительного шва:
- При сборке конструкции обращают внимание на деформации, возникшие в процессе его тягучести. Поэтому между деталями, подвергшимися деформации, оставляют большой зазор, чтобы визуально компенсировать их.
- Низкая теплопроводность металла может вызвать прожог. Сварочный ток должен быть небольшим, чтобы не допустить этого.
- Если сваривание проводится с помощью нержавеющей катанки, то защитной средой выступает аргон.
- При сварке полуавтоматом можно выбрать разный процент содержания гелия и углекислоты, от которых будет зависеть качество шва. При этом напряжение и скорость подачи меняется.
От того, какой толщины свариваемые конструкции, зависит диаметр нержавейки. Она бывает от 0.8 до 2мм. Продается в кассетах, бухтах, начиная с 1 кг и заканчивая 15 кг.
Изготавливается она из высоколегированных сталей. Химический состав нержавеющей проволоки разнообразен. Кроме железа в него может входить хром, никель,углерод. Иногда в его состав включены кремний. молибден, марганец. От того, какой металл в изделии преобладает, зависит качество сварного шва.
Кроме железа в него может входить хром, никель,углерод. Иногда в его состав включены кремний. молибден, марганец. От того, какой металл в изделии преобладает, зависит качество сварного шва.
Марка проволоки для сварки нержавейки.
Существуют различные марки нержавеющей проволоки. К ним относятся: ER307, ER308, и другие. Каждая из них соответствует определенной марки стали. Марки указаны в специальной таблице соответствия.
Для полуавтоматической сварки часто используют нержавейку, которая имеет ряд достоинств:
- Она намотана на бобину равномерно, ряд за рядом, что обеспечивает свободное и аккуратное ее раскручивание. А также снижает ее проскальзывание между роликами.
- Толщина проволоки одинаковая, почти без отклонений. Поверхность нержавейки гладкая. Может быть блестящей или матовой. Трещины отсутствуют.
- Во время сварки проволока шадяще действует на наконечник горелки.
- Нержавеющая проволка обеспечивает низкий уровень разбрызгивания во время сварки.
- В конце сварки получается качественный шов, который исключает образование трещин даже спустя длительное время.
- Высокий уровень устойчивости дуги при сварке.

Проволока из меди.
Лучшей проволокой для полуавтомата является омедненная катанка. Она используется в судостроении, при сваривании металлических гаражей, труб и стальных конструкций, испытывающих высокое давление. Соединение при помощи омедненной проволоки — надежное и устойчивое к механическим повреждениям. Важным ее преимуществом является устойчивость дуги в любых режимах. Розжиг происходит быстро, в течение короткого времени.
Такая проволока может изготавливаться с покрытием в виде тонкого слоя меди или без него. Покрытие защищает проволоку от влаги, коррозии, препятствует окислению металлов. Марка омедненной проволоки — Св08г2С по ГОСТу. Цифры показывают содержание элементов в процентах.
В химический состав омедненной проволоки входят такие элементы, как марганец и кремний. Звукосочетание Св говорит о том, что изделие предназначено для сварки. Импортная марка омедненной проволоки — ER70S-6. Она легче плавится и образует надежный сварочный шов.
Импортная марка омедненной проволоки — ER70S-6. Она легче плавится и образует надежный сварочный шов.
Толщина омедненной проволоки варьируется от 0.6 до 2мм. Продается она в бухтах с разным весом от полкило до 18кг. Лучше всего брать бухты большего размера. Так вы сэкономите свои деньги (стоимость их меньше). Но, если вы начинающий специалист, и решили попробовать, как действует проволока при сварке, можно приобрести бухты размером от полкило до 2, 5 кг. Для газовой сварки используется в данном случае углекислота или сварочная смесь. Смесь лучше поддерживает горение дуги, но при этом важно, чтобы поверхность была чистая, без смазки, иначе образование пор неизбежно.
Хорошая омеднённая проволока для полуавтомата:
- В ней нет смазки, которая затрудняет движение присадочного прутка и ухудшает качество шва.
- Обладает необходимой жесткостью, благодаря чему не сворачивается и не загибается при выходе с бобины.
- Ряды на бобине правильные, что способствует равномерной подаче проволоки.

Стальная сварочная проволока.
Стальная проволока применяется в строительстве и промышленности для работы с низкоуглеродистыми изделиями, сваркой низко и среднелегированных сталей, сваривания стальных высоколегированных изделий. Используется при аргоновой сварке и при сваривании под флюсом. К сталям иногда добавляют некоторые примеси: титан, молибден, никель, и другие.
Сварка полуавтоматом проволокой с флюсом
Флюсовая проволока используется в том случае, когда нет баллона с углекислотой.
Она необходима в производстве с применением газа и в быту для выполнения эпизодических работ без газа. Автолюбитель может сварить стальной трубочкой с использованием порошкового флюса тонкий металл гаража. Но шов получается некрасивым и грубым. Продается самозащитная порошковая проволока в кассетах весом от0,4 до 1 кг.
Флюсовая проволока для промышленности отличается высоким качеством шва. Промышленная флюсовая катанка используется для сварки углекислым газом или смесью. Предназначена для соединения конструкций низко и высоколегированных, углеродистых сталей.
Предназначена для соединения конструкций низко и высоколегированных, углеродистых сталей.
Чтобы узнать, сколько стоит сварная проволока, важно знать ее вид, марку, вес и диаметр. Стоимость изделия можно определить в каталоге нашего интернет-магазина WeldМаркет. Она продается оптом и в розницу. На каждый из видов есть Сертификат качества.
Основные виды сварочной проволоки
Основные виды сварочной проволоки – сплошного сечения, порошковая, активированная.
Сварочная проволока сплошного сечения
Сварочная проволока сплошного сечения применяется для полуавтоматической и автоматической сварки, а также для изготовления электродов и присадочных прутков.
Химический состав и диаметр проволоки для сварки сталей регламентирует ГОСТ 2246-70. Проволока для наплавки выпускается по ГОСТ 10543-75, проволока из меди и сплавов – по ГОСТ 16130-72, проволока из алюминия и сплавов – по ГОСТ 7871-75. Наиболее распространенной является стальная проволока. Она выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0.
Она выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0.
Сварочная проволока обозначается следующим образом (см. рисунок ниже).
Рисунок. Обозначение проволоки
- Диаметр.
-
Марка проволоки:
- назначение (Св – сварочная, Нп – наплавочная).
- содержание углерода в сотых долях процента. Например, Св08 – проволока содержит 0,08% углерода;
-
может указываться содержание легирующих элементов, обозначающихся следующими буквами: X – хром; Н – никель, С – кремний; М – молибден; Г – марганец; Т – титан: Ф – ванадий; Д – медь; Ц – цирконий; Ю – алюминий. За буквой, которая обозначает легирующий элемент, следует число, указывающее его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, то число не ставится. Например, Св08Х21Н5Т расшифровывается следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%; никеля 5%; титана 1%;
- могут указываться повышенные требования к чистоте проволоки по вредным примесям – серы и фосфора. Они отмечаются в марке буквами А и АА. Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для Св08А – до 0,03% этих примесей, в Св08АА – до 0,02%.
- Способ выплавки: ВД – вакуумно-дуговые печи, ВИ – вакуумно-индукционные печи; Ш – электрошлаковый переплав.
- Если проволока предназначена для изготовления электродов, то ставится буква Э.
- Если проволока выпускается с омедненной поверхностью, то ставится буква О.
- ГОСТ на проволоку.
 Например, Св08Х21Н5Т расшифровывается следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%; никеля 5%; титана 1%;
Например, Св08Х21Н5Т расшифровывается следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%; никеля 5%; титана 1%;Пример обозначения: 3 Св08ХСМФА-ВИ-Э ГОСТ 2246-70.
Проволока может поставляться в мотках, на катушках или в специальной упаковке, например, Marathon Pac фирмы ESAB.
Порошковая сварочная проволока
Порошковая сварочная проволока представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем. Отношение массы порошка к массе металлической оболочки составляет от 15 до 40%. Конструкция порошковой проволоки может быть разной – простой трубчатой, с различными загибами оболочки, двухслойной (см. рисунок).
Рисунок. Конструкции порошковой сварочной проволоки
Загибы используются для придания проволоке жесткости и предотвращения высыпания порошка при ее сдавливании подающими роликами сварочного полуавтомата. Порошкообразный наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Он выполняет функции, аналогичные функциям электродных покрытий, – защиту металла от воздуха, стабилизацию дугового разряда, раскисление и легирование шва, формирование шва, регулирование процесса переноса электродного металла и др.
По составу порошкообразного наполнителя порошковые сварочные проволоки подразделяются на:
- рутил-органические,
- карбонатно-флюоритные,
- флюоритные,
- рутиловые и
-
рутил-флюоритные.

По назначению порошковые проволоки бывают самозащитные, предназначенные для сварки без дополнительной газовой защиты, и проволоки для сварки в углекислом газе. Каждая из этих групп, в свою очередь, подразделяется на проволоки общего назначения и специальные. Применение самозащитных проволок позволяет упростить процесс сварки, поскольку отпадает необходимость в использовании баллонов с углекислым газом. Это расширяет возможности использования полуавтоматической сварки, в частности в монтажных условиях. Для самозащитных проволок используются порошки рутил-органического, карбонатно-флюоритного и флюоритного типов.
При сварке проволоками рутил-органического типа металл шва по химическому составу близок к составу низкоуглеродистой полуспокойной стали. При больших силах тока сварочная ванна интенсивно поглощает газы, что приводит к пористости. В связи с этим сила тока ограничена, что снижает производительность сварки. Типичным представителем проволок рутил-органического типа может служить сварочная проволока марки ПП-АН1.
Проволоки карбонатно-флюоритного типа рекомендуется использовать для сварки низкоуглеродистых и низколегированных сталей ответственных конструкций. При этом механические свойства шва выше, чем для рутил-органических проволок. Сварные швы более пластичны и лучше работают при низких температурах. Представителями данного типа являются сварочные проволоки ПП-АН11, ПП-АН17.
Проволоки флюоритного типа по характеристикам занимают промежуточное положение между проволоками рутил-органического и карбонатно-флюоритного типа, например, сварочная проволока ПП-2ДСК.
Использование порошковых проволок при сварке в углекислом газе позволяет существенно улучшить технологические параметры процесса сварки и механические свойства шва по сравнению с проволоками сплошного сечения. Улучшается формирование и внешний вид шва, снижается разбрызгивание металла, повышаются механические характеристики сварного соединения. Для сварки в углекислом газе используются проволоки рутилового и рутил-флюоритного типа. Проволоки рутилового типа (ПП-АН8; ПП-АН10) предназначены для сварки широкого круга конструкций из низкоуглеродистой и низколегированной стали. Проволоки рутил-флюоритного типа (ПП-АН4; ПП-АН9; ПП-АН20) обеспечивают высокую ударную вязкость и рекомендуются для сварки конструкций из легированных сталей, работающих в сложных климатических условиях при динамических нагрузках.
Проволоки рутилового типа (ПП-АН8; ПП-АН10) предназначены для сварки широкого круга конструкций из низкоуглеродистой и низколегированной стали. Проволоки рутил-флюоритного типа (ПП-АН4; ПП-АН9; ПП-АН20) обеспечивают высокую ударную вязкость и рекомендуются для сварки конструкций из легированных сталей, работающих в сложных климатических условиях при динамических нагрузках.
Сварочные проволоки специального назначения используются при сварке с принудительным формированием, под водой, для сварки чугуна и т.д.
Кроме марки порошковая проволока также имеет условное обозначение, содержащее четыре группы буквенных и цифровых индексов:
- Назначение: ПГ – для сварки в защитных газах, ПС – самозащитная.
- Прочность наплавленного металла в МПа. Дополнительная буква Ч или Л означает для сварки чугуна или легированной стали. Для низкоуглеродистых и низколегированных сталей буква не ставится.
-
Обозначение допустимых пространственных положений: Н – нижнее, В – нижнее, горизонтальное, вертикальное; Вт – только горизонтальное; В^ – только вертикальное; Т – все положения, включая тела вращения.
- Температура перехода к хрупкому разрушению: 0 – 20°С; 1 – 0°С; 2 – минус 20°С; 3 – минус 30°С; 4 – минус 40°С; 5 – минус 50°С; 6 – минус 60°С. Буква Д – требования не регламентированы.

Активированная сварочная проволока
Активированная сварочная проволока, как и порошковая, имеет в своем составе порошкообразные добавки. Однако их количество значительно меньше и составляет 5–7% от общей массы проволоки. Небольшое количество порошкообразных активирующих добавок позволяет запрессовать их в проволоку сплошного сечения в виде тонких фитилей, используя специальную технологию. Наибольшее распространение получили проволоки с введением активирующих добавок в центральный канал.
Активированные проволоки предназначены в основном для сварки в углекислом газе и его смесях, поэтому металлическую основу составляет, как правило, проволока Св08Г2С.
В качестве активирующих добавок используются легко ионизирующиеся соли щелочных и щелочноземельных металлов: Cs2CO3, К2СО3, Na2C03, ВаСО3, а также шлакообразующие компоненты: ТiO2, SiO2, MgO, CaF2.
Введение солей щелочных и щелочноземельных металлов способствует снижению эффективного потенциала дуги и повышает устойчивость ее горения. Особенно заметно снижение потенциала ионизации в периферийных, относительно холодных областях дуги.
Теплопроводность щелочных металлов в диапазоне 2500–4000°K на один-два порядка ниже, чем углекислого газа, что существенно уменьшает отбор тепла в радиальном направлении, т.е. способствует расширению столба дуги и активных пятен за пределы капель. В свою очередь это уменьшает электромагнитную силу, действующую на каплю электродного металла, и уменьшает размер капли, при котором происходит ее отрыв от сварочной проволоки. Происходит переход к мелкокапельному переносу, уменьшается разбрызгивание.
Наличие шлакообразующих компонентов снижает силу поверхностного натяжения расплавленного металла и также способствует мелкокапельному переносу, снижает разбрызгивание, улучшает формирование шва.
Существенным преимуществом активированной сварочной проволоки по сравнению с порошковой является возможность использования того же оборудования, что и при сварке проволокой сплошного сечения. По своим механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает многократные перегибы в процессе работы, надежно подается по шлангам полуавтоматов, не сплющивается и не сминается в подающих роликах. Техника сварки не отличается от обычной сварки в углекислом газе.
По своим механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает многократные перегибы в процессе работы, надежно подается по шлангам полуавтоматов, не сплющивается и не сминается в подающих роликах. Техника сварки не отличается от обычной сварки в углекислом газе.
Какой провод вам нужен?
Многие производители упускают из виду эффективность, которую они могут получить, заменив проволоку или процесс. На самом деле, когда вы спрашиваете изготовителей, почему они используют тот или иной электрод, некоторые отвечают: «Здесь всегда так делали», хотя другой способ может привести к значительным улучшениям.
Многие электроды в защитных газах — каждый с различными механическими свойствами, поведением дуги и предназначением — доступны практически для любого сварочного проекта. В зависимости от ваших требований к качеству, производительности и стоимости вы можете выбрать одну из трех различных проволок для дуговой сварки в защитных газах для вашего применения:
- Проволока для дуговой сварки в твердом газе (GMAW)
- Композитная проволока GMAW (с металлическим сердечником)
- Проволока для дуговой сварки в среде защитного газа (FCAW)
Сплошная проволока GMAW
Для GMAW требуется электрод из сплошной проволоки или композитный электрод с металлическим сердечником. Электроды из сплошной проволоки обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки, а во-вторых, от типа используемого защитного газа (см. 9).0023 Рисунок 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Изготовители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и практически не требует очистки, что повышает эффективность.
| Рисунок 1 |
Грязная сталь. Существует множество классификаций проволоки GMAW, каждая из которых имеет разное количество раскислителей. Сильно раскисленная проволока может выдерживать легкие и средние уровни загрязнения поверхности. Для этих целей ищите провод ER70S-6, который имеет более высокое содержание кремния и марганца, чем ER70S-3.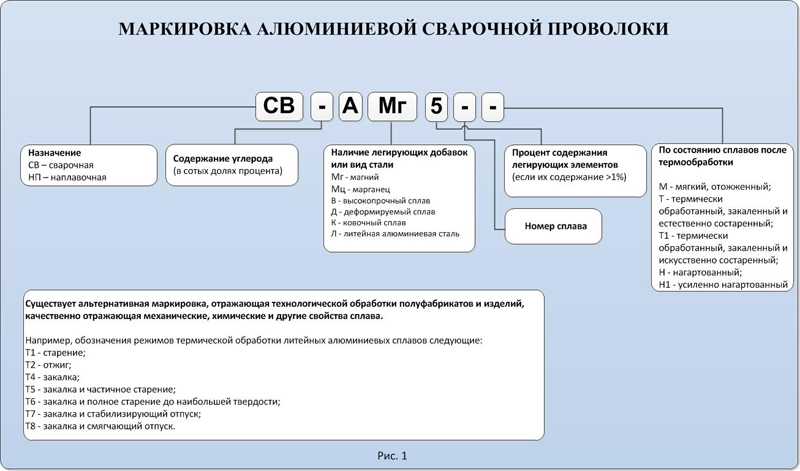 Вы также можете выбрать промежуточный электрод ER70S-4, если требуется больше раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Вы также можете выбрать промежуточный электрод ER70S-4, если требуется больше раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Не забудьте выбрать проволоку GMAW от надежного производителя, чтобы обеспечить постоянный химический состав, диаметр и пригодность для подачи от партии к партии или от катушки к катушке. Некоторые импортные провода GMAW имеют маркировку ER70S-6, но фактически соответствуют европейской классификации SG2. Многие европейские проволоки с маркировкой ER70S-6 не соответствуют химическому составу ER70S-6, требуемому Американским обществом сварщиков (AWS), и поэтому могут не подходить для вашего применения.
Скорость передвижения. На пластинах, обработанных пескоструйной обработкой, хорошо работает сплошная проволока GMAW. На листе с толстой прокатной окалиной проволока GMAW не работает так же хорошо, как проволока с металлическим сердечником или порошковая проволока. Сплошные проволоки GMAW не так быстро раскисляют прокатную окалину, что отрицательно влияет на форму валика и скорость перемещения.
Сварка в нерабочем положении. Сплошная проволока GMAW может использоваться для сварки в нерабочем положении с использованием процедуры короткой дуги на тонких материалах, что обеспечивает низкую скорость наплавки. В качестве альтернативы, импульсная сварка струей с этими электродами может увеличить скорость наплавки, сохраняя при этом возможности работы вне рабочего положения.
Механические свойства. Как правило, прочность наплавленного металла сплошным электродом GMAW ограничивается прочностью самого электрода. Если у вас есть высокопрочный низколегированный основной материал, может быть трудно найти сплошную стальную проволоку GMAW, которая будет соответствовать требованиям к основному материалу. Для этих применений более подходящими могут быть электроды с металлическим или флюсовым сердечником.
Послесварочные работы. При определенных режимах переноса металла сплошной проволокой GMAW, таких как короткодуговая и шаровидная, могут возникать брызги, которые требуют очистки после сварки. Во время GMAW могут образовываться кремниевые островки, которые, возможно, потребуется удалить перед покраской или нанесением покрытия. Однако GMAW со сплошной проволокой, как правило, представляет собой чистый процесс, требующий минимальных операций после сварки.
Во время GMAW могут образовываться кремниевые островки, которые, возможно, потребуется удалить перед покраской или нанесением покрытия. Однако GMAW со сплошной проволокой, как правило, представляет собой чистый процесс, требующий минимальных операций после сварки.
Металлопорошковая проволока
Металлопорошковая проволока представляет собой трубчатые электроды с металлическими компонентами в сердечнике. Как и сплошная проволока GMAW, проволока с металлическим сердечником обеспечивает сварку без шлака, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошной проволоки GMAW. Металлопорошковая проволока, ранее классифицируемая как порошковая проволока, теперь классифицируется как композитный электрод GMAW.
Грязная сталь. Металлопорошковая проволока лучше справляется с прокатной окалиной и поверхностными загрязнениями, чем проволока GMAW, благодаря своим металлическим компонентам. Эти компоненты помогают электроду с металлическим сердечником раскислять окалину лучше, чем сплошная проволока, поэтому этот тип проволоки является лучшим выбором, если вы не хотите дробеструйно обрабатывать материал перед сваркой.
Депонирование. Из-за трубчатой конструкции проволоки с металлическим сердечником плотность тока проволоки с металлическим сердечником выше при данной силе тока, чем у сплошной проволоки того же диаметра. Это может привести к более высокой скорости осаждения при данной силе тока. В некоторых автоматизированных приложениях металлопорошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки в среде защитных газов. Однако проволока с металлическим сердечником большого диаметра может оказаться непригодной для полуавтоматической сварки из-за высокой силы тока и тепла, излучаемого дугой.
Скорость движения. Проволока с металлическим сердечником должна быть вашим первым выбором, если скорость движения является вашей основной задачей. На листе с прокатной окалиной проволока с металлическим сердечником может обеспечить улучшенное смачивание и более плоскую форму валика, а также повысить производительность из-за меньшего уровня разбрызгивания (меньше очистки после сварки) и более высокой скорости перемещения.
Сварка вне положения. Хотя можно использовать металлопорошковую проволоку в нерабочем положении при малых токах в режиме короткой дуги, обычно она не используется для сварки в нерабочем положении, за исключением сварки в вертикальном положении вниз. Как и в случае сплошной проволоки GMAW, импульсная сварка может улучшить скорость наплавки проволоки с металлическим сердечником.
Механические свойства. Электроды с металлическим сердечником доступны для высокопрочных низколегированных применений. В сердечник можно добавлять низколегированные металлические компоненты для достижения желаемых механических свойств. Эта возможность добавления компонентов может облегчить получение желаемых механических свойств с помощью электродов с металлическим сердечником, чем с помощью сплошной проволоки сопоставимой прочности.
Послесварочные работы. Перед покраской или нанесением покрытия на основной металл может потребоваться послесварочная очистка для удаления островков кремния, образовавшихся на электродах с металлическим сердечником.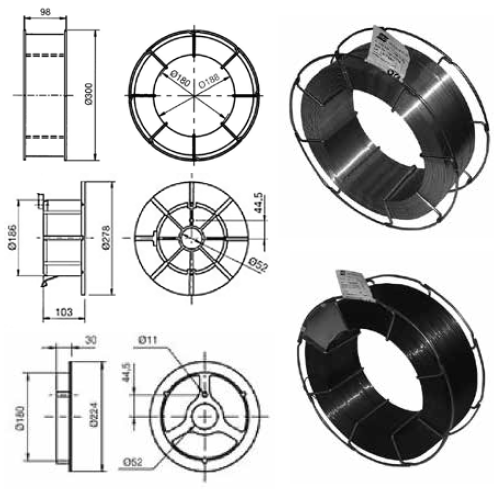 Однако общее время очистки может быть сокращено, поскольку проволока с металлическим сердечником обычно дает мало брызг.
Однако общее время очистки может быть сокращено, поскольку проволока с металлическим сердечником обычно дает мало брызг.
Газозащитная проволока FCAW
Эти трубчатые электроды содержат флюс в сердцевине, а также раскислители для обеспечения дополнительной защиты от атмосферы. Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки вне рабочего положения, так и для сварки в рабочем положении.
Грязная сталь. Проволока FCAW является наиболее устойчивой из трех типов проволоки для сварки грязного основного металла. Поскольку он имеет флюс и используется с защитным газом, он обеспечивает дополнительный уровень защиты от атмосферы.
Показания. В условиях сильного осаждения проволока FCAW большого диаметра в среде защитного газа часто может наносить большее количество фунтов в час, чем сплошная проволока GMAW или проволока с металлическим сердечником.
Исключением из этого правила является тандемная GMAW, в которой используются две сплошные проволоки в одной сварочной ванне. Tandem GMAW предлагает преимущества, аналогичные автоматической сварке металлическим сердечником, часто превышающие скорость наплавки проволоки FCAW в защитных газах.
Сварка вне положения. Для получения высокой скорости наплавки при сварке в нерабочем положении выбирайте проволоку малого диаметра — от 0,035 до 116 дюймов — в среде защитного газа FCAW. Такие проволоки, как AWS E71T-1 или E71T-12, обеспечивают высокую скорость наплавки при использовании вне рабочего места. Шлак от этих изделий предназначен для поддержки сварочной ванны при сварке вертикально вверх или вверх.
Механические свойства. Поскольку к сердечникам добавляются шлакообразующие вещества и другие компоненты, электроды FCAW могут достигать хороших механических свойств. Электроды FCAW могут использоваться для многих высокопрочных низколегированных изделий.
Послесварочные работы. Проволока FCAW требует наиболее трудоемкой очистки из-за шлака, который она оставляет на сварном шве. Вам нужно будет удалить шлак между проходами в многопроходных применениях и перед покраской или покрытием.
Ищите постоянство
Теперь, когда вы знаете о проволоке все, важно помнить, что не все электроды созданы одинаковыми. Ищите проволоку с постоянным химическим составом, диаметром проволоки, возможностью подачи и характеристиками дуги. Вариации проволоки могут привести к снижению производительности, увеличению эксплуатационных расходов и некачественному сварному шву.
Например, неодинаковый диаметр проволоки может вызвать проблемы с подачей и может потребовать повторяющихся процедурных корректировок внутри катушки или между катушками. Неравномерная подача приводит к вибрации проволоки, сокращению срока службы расходных деталей пистолета, плохому запуску и прогоранию проволоки в контактном наконечнике.
Постоянство имеет решающее значение для повышения производительности на производственной линии.
Лиза Байалл — менеджер по продукции GMAW и дуговой сварки, а Дуг Кребс — менеджер по продукции с порошковой проволокой в The Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100, факс 216- 486-1751, www.lincolnelectric.com.
5 типов проволоки для сварочных аппаратов MIG
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
Правильный выбор проволоки для сварки MIG обеспечивает большую гибкость при выполнении сварочных работ. Существует несколько типов проволоки MIG на выбор в зависимости от стоимости, проекта, который вы хотите закончить, и вашего уровня знаний. Все эти провода имеют свои преимущества и лучше всего работают в разных проектах.
Давайте рассмотрим пять основных типов проволоки, которые хорошо подходят для сварки MIG. Они различаются в зависимости от того, насколько хорошо они будут работать для новичка и насколько они дороги.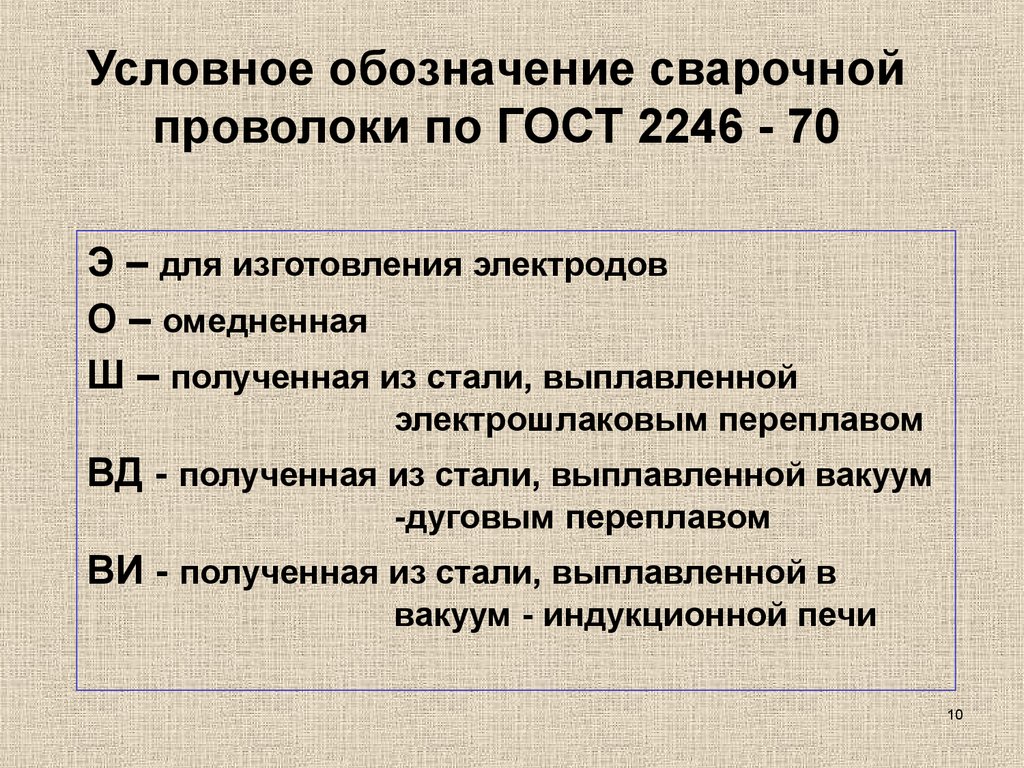 Мы подробно рассмотрим каждый и объясним их различия.
Мы подробно рассмотрим каждый и объясним их различия.
Различные типы проволоки для сварщиков MIG
Большинство сварщиков, которые думают о сварке MIG, думают о жесткой проволоке. Это хороший вариант, но не единственный, который вы можете сделать для своих сварочных нужд. Есть много других типов проводов, которые вы можете выбрать.
Ниже мы предложим вам 5 отличных вариантов.
Жесткая проволока: легкая, удобная для начинающих проволока
Жесткая проволока — одна из наиболее часто используемых проволок при сварке MIG. В большинстве производственных цехов, которые вы посещаете, машины настроены на использование проводов. Он прост в использовании, новички находят его удобным для пользователя, и он доступен по сравнению с другими вариантами.
Жесткая проволока полезна, потому что она обеспечивает несколько техник и шаблонов, которые вы можете использовать с одинаковым проникновением. Для тех, кто только учится сваривать, эта простота приятна. Существует также несколько типов жесткой проволоки в зависимости от ее твердости и того, что вы хотите с ней сделать.
Существует также несколько типов жесткой проволоки в зависимости от ее твердости и того, что вы хотите с ней сделать.
Кроме того, проволока содержит меньше шлака, поэтому она быстрее обрабатывается, что делает процесс сварки намного более эффективным. По сути, вы можете выбрать любое желаемое положение при сварке этим типом проволоки, что еще больше упрощает его использование.
Причины использовать жесткую проволоку:
- Простота обучения новичкам
- Доступность по сравнению с другими типами проволок.
- Вы можете выполнять сварку в любом удобном для вас положении.
Причины, по которым следует избегать жесткой проволоки:
- Эта проволока не проникает так хорошо, как некоторые другие процессы
- Если вы используете низкое напряжение с этой проволокой, это может привести к растрескиванию сварного шва.
Если вы собираетесь работать с проводами любого типа, то, скорее всего, вы начнете с жесткого провода. Это универсальный и один из самых простых металлов для выполнения задач. Он допускает несколько ошибок, которые легко исправить, если что-то пойдет не так, что делает его отличным стартом для новичков.
Это универсальный и один из самых простых металлов для выполнения задач. Он допускает несколько ошибок, которые легко исправить, если что-то пойдет не так, что делает его отличным стартом для новичков.
Безгазовая проволока с флюсовым сердечником: проволока с флюсом, найденным прямо внутри
Этот вариант удобен тем, что флюс был разработан прямо в проволоке, поэтому нет необходимости в защитном газе. Это похоже на то, что мы находим при сварке электродом, потому что вам не нужны газовые баллоны. Вы можете просто запустить машину и заняться сваркой.
Этот процесс немного более грязный по сравнению с другими вариантами, так как образуется довольно много брызг и шлака . Это затрудняет начало работы новичков. Тем не менее, это надежный и долговечный метод, поэтому, возможно, стоит потратить время. Эти сварные швы также создают действительно красивый дизайн и доступны по хорошей цене.
Если вы хотите работать над своим личным проектом, но не хотите получать в итоге высококачественный продукт, то этот тип сварочной проволоки подойдет вам. Просто убедитесь, что у вас есть хорошая стандартная проволочная щетка, а также угловая шлифовальная машина. После того, как вы сделаете каждый сварной шов, очистите его, чтобы посмотреть на валик и убедиться, что он соответствует тому, что вы хотите.
Просто убедитесь, что у вас есть хорошая стандартная проволочная щетка, а также угловая шлифовальная машина. После того, как вы сделаете каждый сварной шов, очистите его, чтобы посмотреть на валик и убедиться, что он соответствует тому, что вы хотите.
Причины для использования безгазовой проволоки с флюсовым сердечником:
- Обеспечивает прочное и долговечное сварное изделие.
- Идеально подходит для ваших собственных проектов.
- В готовом виде дизайн выглядит красиво.
Причины, по которым следует избегать безгазовой порошковой проволоки:
- Процесс более сложный.
- С ними много беспорядка.
- Нужно часто убирать.
Если вы планируете использовать этот тип проволоки MIG, будьте готовы к беспорядку. Вы должны носить защитное снаряжение, чтобы быть в безопасности при использовании этого провода. С другими проволоками такой беспорядок обычно означает, что вы делаете что-то не так, но на самом деле это вполне нормально при использовании безгазовой проволоки с флюсовой сердцевиной.
Проволока с флюсовым сердечником с двойным экраном: лучшее из обоих миров для проволоки MIG
Если вам нужна действительно прочная сварочная проволока, то это идеальный вариант. Вы можете использовать его точно так же, как безгазовый магнитный сердечник, но с добавлением защитного газа, как обычно.
Это делается для того, чтобы обеспечить два защитных свойства во время сварки, сделать ее прочнее и сделать ее любимой всеми сварщиками . Швы также шире, чем другие сварные швы, и дуга может пройти через ржавчину.
Сварочная проволока с двойным экраном может помочь избежать таких проблем, как падение стержней на пол или необходимость постоянной замены стержней. Это делает производство бобов более продуктивным, чем раньше. Этот тип также используется для проводов большего диаметра. Для этого процесса нередко используются такие размеры, как 0,040 дюйма и 0,045 дюйма. Настройки напряжения на 30 не являются редкостью, и вам также может понадобиться розетка на 480 В. Как сварщик-любитель, вам понадобится меньший диаметр этого типа проволоки, чтобы заставить его работать.
Как сварщик-любитель, вам понадобится меньший диаметр этого типа проволоки, чтобы заставить его работать.
Причины для использования порошковой проволоки с двойным экраном:
- Прочнее других вариантов.
- Может сделать сварку более продуктивной
- Использует два процесса, чтобы они оставались вместе
Причины, по которым следует избегать проволоки с флюсовым сердечником с двойным экраном:
- Полагается на очень толстую проводку, которую иногда трудно использовать новичку.
- Использует два процесса, поэтому занимает больше времени.
Этот тип проволоки обеспечивает дополнительную прочность. Он опирается на два разных метода, чтобы сохранить его сильным; как флюс, помещенный в проволоку, так и использование газа, такого как аргон, чтобы сделать его лучше. Если вы работаете над проектом, который требует большой прочности, то лучшим вариантом будет проволока с флюсовым сердечником с двойным экраном.
Алюминиевая проволока: мягкая проволока для сварки MIG
Сварщики должны иметь специальные навыки и различное оборудование, когда они хотят сваривать алюминий. Алюминий намного мягче, чем некоторые другие варианты, поэтому почти невозможно проткнуть им некоторые оригинальные детали вашего MIG-горелки. Часто сварщики обнаруживают, что для этого лучше всего подходит аргон, но если вам нужна более качественная ванна для работы, то будет достаточно небольшого количества гелия.
Большинство производителей, которые продавали эту проволоку, делали ее на небольшой катушке, обычно всего один фунт. Если вы покупаете катушечную машину, которая может быть соединена с подходящей машиной MIG, вы можете добавить к ней катушку с алюминиевой проволокой и начать их сварку. Эта установка является лучшей, потому что расстояние перемещения металла меньше, что предотвращает любые проблемы с заклиниванием.
Если вы сделаете это с оригинальным кабелем MIG, длина которого обычно составляет от четырех до пяти футов по сравнению с 10 дюймами, то алюминий заклинит и вызовет проблемы. Алюминиевая проволока, которая застревает, сморщивается, и ее практически невозможно починить.
Алюминиевая проволока, которая застревает, сморщивается, и ее практически невозможно починить.
Причины использования алюминиевой проволоки:
- Алюминий мягкий и легко поддается деформации.
- Может иметь более короткую установку для экономии места.
- Работает с гелием и аргоном.
Причины избегать использования алюминиевой проволоки:
- Для работы требуется специальная настройка.
- Если вы сделаете ошибку, ее будет трудно исправить.
- Катушка для него намного меньше, чем у других вариантов.
- Он не ведет себя как другие провода, поэтому его трудно изучить.
Обычно этот вариант не самый лучший. Если вам нужно работать в небольшой области, чтобы добиться цели, или вам нужно что-то, с чем можно легко попрактиковаться, то это может подойти. Однако она не такая прочная и качественная, как некоторые другие проволоки для сварки MIG, поэтому обычно ее лучше избегать.
Проволока из нержавеющей стали: самый дорогой выбор для сварки MIG Wire
Нержавеющая сталь быстро становится процессом MIG, популярным среди многих сварщиков. Это материал, похожий на жесткую проволоку, но вы можете заметить, что бусина немного более вялая по сравнению с другими. Новички могут заметить, что работать с этой опцией немного сложнее.
При использовании нержавеющей стали вы можете заметить, что ванна нагревается очень быстро . Если вы не сможете угнаться за скоростью движения, которая очень высока, ваш материал может сгореть. Этот тип провода очень дорогой, поэтому никогда не стоит возиться с ним или позволять ему тратиться впустую. Вам нужно будет взимать с клиентов больше за готовый продукт, чтобы он того стоил.
Однако изделия для сварки нержавеющей стали могут выглядеть потрясающе . Хотя новички должны быть осторожны с этой опцией, она может дать вам несколько удивительных вариантов, когда вы все закончите. Сварка с этим материалом может быть приятной, но дорогой и требует много практики.
Сварка с этим материалом может быть приятной, но дорогой и требует много практики.
Причины использовать проволоку из нержавеющей стали:
- Очень интересно научиться пользоваться
- Когда закончите, можно делать потрясающе выглядящие изделия.
Причины избегать проволоки из нержавеющей стали:
- Труднее формовать по сравнению с другими материалами.
- Стоит дороже, так что испортить дорого.
Нержавеющая сталь — один из самых дорогих вариантов проволоки для сварки MIG. Многие новички обнаружат, что с ним слишком сложно работать за те деньги, которые он стоит. Если вы какое-то время занимались сваркой и хотите чего-то нового, нержавеющая сталь может быть очень интересной. Просто знайте цену.
На что обратить внимание при выборе проволоки для сварки MIG?
Часто при сварке MIG сварщики обращают внимание на стоимость проволоки. Это важное соображение, поскольку стоимость проволоки составляет от 10 до 15 процентов от общей стоимости сварки. Сварщик должен выбрать правильный тип проволоки, потому что, если он сделает неправильный выбор, в итоге получится плохой сварной шов.
Сварщик должен выбрать правильный тип проволоки, потому что, если он сделает неправильный выбор, в итоге получится плохой сварной шов.
Правильный провод имеет решающее значение в вашем проекте . Вам необходимо оценить, какие типы проводов использовать для достижения наилучших результатов, особенно при работе с большим проектом. Ошибки приведут к большому количеству дорогостоящих переделок, и ваша цена значительно возрастет. Возможно, вам даже придется изменить порядок проводов и начать проект заново.
Если вы не уверены в том, какой тип провода использовать, даже после некоторых исследований, вы можете сделать тестовый образец . Небольшая сварка нескольких типов поможет вам оценить эти варианты и решить, какой из них лучше.
Некоторые моменты, которые следует учитывать при выборе провода, включают:
- Стоимость : Если есть два варианта провода, которые кажутся подходящими, вы можете снизить затраты, выбрав наименее дорогой.
- Размер, который вам нужен : Выберите провод в зависимости от размера, который вам нужен для вашего проекта.
- Проект, над которым вы работаете : Каждый проект лучше подходит для одного типа проволоки, чем для другого.

Также обратите внимание на упаковку, которую вы используете. Вы должны выбрать вариант, который будет израсходован вашей работой примерно через пять недель. Проволока заржавеет, если вы оставите ее там слишком долго. Прочтите прилагаемую к нему инструкцию, чтобы случайно не испортить целую катушку из-за ржавчины или порчи.
Как узнать, какой размер проволоки MIG использовать?
Размер проволоки, которая вам понадобится, зависит от продукта, который вы хотите изготовить. Те, которые имеют большую толщину и должны обрабатывать больше работы, будут нуждаться в более толстой проволоке. В то время как некоторые небольшие проекты могут обойтись меньшими затратами.
Когда вы говорите о диаметре проволоки MIG, почти всегда лучше выбрать больший диаметр . Существуют разные правила, но все, что меньше 1/8 дюйма, считается тонким и должно использовать проволоку небольшого диаметра. Все, что выше, считается толстым.
Существуют разные правила, но все, что меньше 1/8 дюйма, считается тонким и должно использовать проволоку небольшого диаметра. Все, что выше, считается толстым.
Для диаметра проволоки все, что меньше 0,045 дюйма, является маленьким, а все остальные варианты будут большими. Это упрощение, но оно может помочь вам выбрать правильную проводку, которая подходит именно вам. Например:
- Если диаметр 0,035 дюйма, он настроен на скорость подачи проволоки 325 дюймов в минуту и скорость перемещения 24 дюймов в минуту.
- Если диаметр 0,045 дюйма, он настроен на скорость подачи проволоки 200 дюймов в минуту и скорость перемещения 24 дюймов в минуту.
- Если диаметр 0,052 дюйма, он настроен на скорость подачи проволоки 140 дюймов в минуту и скорость перемещения 24 дюймов в минуту.
Ниже приведены некоторые общие сведения, которые помогут вам понять, как работает проводка MIG, чтобы вы могли выбрать правильный вариант для своего проекта. При выборе толщины проволоки всегда следует учитывать толщину металла, который вы планируете сваривать. Когда вы выбираете провод, обычно есть таблица толщины провода, которую вы можете использовать для своего проекта.
Когда вы выбираете провод, обычно есть таблица толщины провода, которую вы можете использовать для своего проекта.
Во многих случаях:
- Ширина 0,24 хорошо подходит для калибра от 18 до 24.
- .030 хорошо подходит для любых калибров от 22 ga до 1/8
- .035 лучше всего подходит для калибра от ½ до 18 г.
- .045 ширина подходит для калибра от ½ до 14 г.
Это общее правило, которое поможет вам выбрать правильную ширину, но могут быть и другие обстоятельства, влияющие на ваш выбор. Выберите правильный провод и ширину для вашего проекта, и все пойдет гладко.
Как узнать, какой у меня провод?
Если у вас есть катушка с проволокой для сварки MIG и вы не знаете, какого она типа, важно провести небольшое исследование, чтобы узнать, какой тип и как вы можете его использовать. Поскольку жесткий провод является наиболее распространенным типом, это хорошее первое предположение.
Однако до сих пор это только догадки, так что вот некоторые другие вещи, которые следует учитывать :
- Проверьте, является ли провод магнитным. Некоторые металлы магнитятся, а другие нет, так что это хороший первый шаг. Нержавеющая сталь магнитится, а алюминий, например, нет.
- Проверка прочности провода . Алюминий мягкий, а двойной флюс и сталь прочнее.
- Посмотрите на длину. Если шпуля меньше фута, то она, скорее всего, алюминиевая, поскольку она редко продается более длинной.
- Сварочная проволока с двойным экраном — самая толстая, , поэтому, если с проволокой сложно работать, скорее всего, это тип проволоки.
 Некоторые металлы магнитятся, а другие нет, так что это хороший первый шаг. Нержавеющая сталь магнитится, а алюминий, например, нет.
Некоторые металлы магнитятся, а другие нет, так что это хороший первый шаг. Нержавеющая сталь магнитится, а алюминий, например, нет.Получение проволоки для MIG
Правильный выбор проволоки — неотъемлемая часть успешного проекта. Использование неправильной проволоки для неправильной цели часто может означать, что вы не только будете разочарованы во время сварки, но и ваш проект просто выйдет грязным, незавершенным, ошибочным или всеми тремя одновременно.
Помните, что жесткая проволока — ваш выбор практически для любого проекта в качестве новичка . Сначала освойтесь с ним, прежде чем пытаться перейти к более сложным типам проволоки MIG, таким как алюминий или безгазовый флюсовый сердечник.
Сначала освойтесь с ним, прежде чем пытаться перейти к более сложным типам проволоки MIG, таким как алюминий или безгазовый флюсовый сердечник.
Разрушители MIG: Вы используете проволоку MIG неправильного размера?
https://www.wisegeek.com/what-is-mig-welding.htm
Типы сварки MIG – типы проволоки для любого проекта
Руководство по выбору проволоки для сварки MIGПожалуйста, включите JavaScript в вашем браузере, чтобы заполните эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Типы проволоки для сварки MIG-TIG
Проволока для сварки MIG: все, что вам нужно знать
Проволока для сварки MIG является важной частью процесса сварки MIG. Существуют различные типы проволоки для сварки MIG, и каждый тип имеет свои преимущества и недостатки. Важно правильно выбрать проволоку для сварки MIG, чтобы обеспечить успешный сварной шов.
Существуют различные типы проволоки для сварки MIG, и каждый тип имеет свои преимущества и недостатки. Важно правильно выбрать проволоку для сварки MIG, чтобы обеспечить успешный сварной шов.
Проволока для сварки MIG представляет собой проволоку, намотанную на катушку, как показано на рисунке ниже. Эта катушка с проволокой прикрепляется к механизму подачи проволоки Welder, а затем непрерывно подается через сварочную горелку в сварочную ванну, где она расплавляется и становится частью сварного шва.
Внешний защитный газ подключается к сварочному аппарату для защиты расплавленной сварочной ванны от окисления.
Примечание. Нет никакой разницы между проволокой для сварки MIG и проволокой для сварки TIG в соответствии с одной и той же классификацией проволоки. Единственная разница заключается в том, что проволока MIG находится в форме катушки, а проволока TIG обычно имеет прямую длину 1 метр. ER70S-2 для сварки TIG и MIG Проволока имеет одинаковые химические и механические свойства.
Типы проволоки для сварки MIG
Проволока для сварки MIG бывает различных типов, включая сплошную проволоку, порошковую проволоку и порошковую проволоку. Ниже приведены основные типы проволоки для сварки MIG, используемые для сварки:
- Сплошная проволока (с медным покрытием), классификация AWS A5.18
- Сплошная проволока (без медного покрытия), классификация AWS A5.18
- Cored Wire (Flux-cored type), AWS A5.20 Classification
- Cored Wire (Metal-Cored type), AWS A5.36 Classification
Welding Wires for MIG Welding
Сварка MIG — популярный вид сварки, в котором используется непрерывная подача проволоки. Проволока для сварки MIG доступна как в твердом, так и в металлическом сердечнике, а также в вариантах с флюсовой сердцевиной, как подробно описано далее в этом посте. Сплошные сварочные проволоки MIG изготавливаются из чистых металлов, а порошковые проволоки содержат флюсовую сердцевину, которая помогает защитить сварной шов от окисления.
Сплошные сварочные проволоки MIG изготавливаются из чистых металлов, а порошковые проволоки содержат флюсовую сердцевину, которая помогает защитить сварной шов от окисления.
Некоторые факторы, которые следует учитывать при выборе сварочной проволоки, включают толщину свариваемого металла, тип свариваемого соединения и желаемый внешний вид сварного шва.
Сплошная проволока для сварки MIG
Сплошная проволока является наиболее распространенным типом проволоки для сварки MIG. Этот тип проволоки состоит из цельного куска металла, который выдавливается через матрицу, образуя проволоку, и он прост в использовании. Они изготовлены из цельного металла, что делает их прочными и долговечными. Они также просты в использовании, что делает их популярным выбором для начинающих.
Этот тип проволоки состоит из цельного куска металла, который выдавливается через фильеру, образуя проволоку. Затем проволока наматывается на катушку для использования в сварочном пистолете.
Сплошная проволока для сварки MIG — отличный вариант для тех, кто ищет качественный сварной шов. Они доступны в различных диаметрах, так что вы можете найти идеальный вариант для ваших нужд. Однако недостатком является то, что сварной шов может быть склонен к растрескиванию, если его не обработать должным образом.
Система классификации и обозначения сплошной проволоки MIG
Сплошные проволоки MIG имеют систему классификации (например, ER70S-2, ER80S-G — это классификация проволоки) в соответствии со спецификациями AWS (например, AWS A5.18, AWS A5.20), перечисленными ниже для различных типов материалов:
- AWS A5.18 Спецификация: Применимо для проволоки MIG из углеродистой стали, такой как ER70S-2, ER70S-3, ER70S-6 и т. д. Стальная сплошная проволока, например, ER309L, ER308L, ER321 и т. д.
- AWS A5.7: Применимо для медных и медных сплавов. сплошная проволока из легированной стали, например, ЭР80С-Б2, ЭР80С-Г, ЭР80С-Д2 и др.

Каждая из цифр в классификации проволоки имеет свое значение. Вы можете легко узнать важные механические свойства на основе классификации проволоки, как показано ниже на примере сплошной проволоки MIG ER70S-2:
ER70S-2 TIG MIG Стержень в соответствии с AWS A5.18:
- ER: ‘ER’ Означает Электрод или стержень .
- 70: означает минимальную прочность на растяжение в KSI стержня TIG MIG, то есть 7 0 KSI
- S: ‘S’ Seard Solider
2 S: ‘S’ Mange Solider
2 S: ‘S’ Seard 462 S: ‘S’ Mange 462 S: ‘S’ Mange 462 S: ‘S’ Mange 462 S: ‘S’ Marue . : «6» означает Химический состав катанки присадочной проволоки как указано в Таблице 1 AWS A5.
18. См. рисунок ниже с подробным химическим составом для ER70S-2 и других присадочных прутков из мягкой стали.
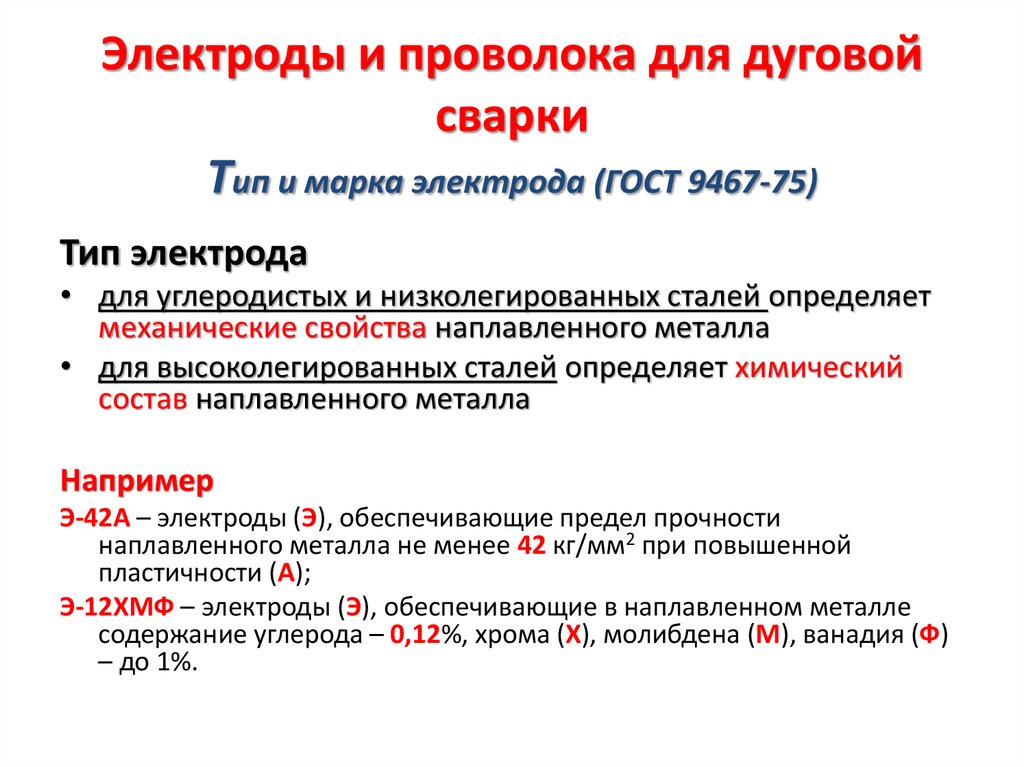 18. См. рисунок ниже с подробным химическим составом для ER70S-2 и других присадочных прутков из мягкой стали.
18. См. рисунок ниже с подробным химическим составом для ER70S-2 и других присадочных прутков из мягкой стали. Порошковая сварочная проволока MIG
Порошковая проволока классифицируется как процесс дуговой сварки с флюсовой сердцевиной или также известен как FCAW. Настройка оборудования такая же, фактически тот же сварочный аппарат MIG можно использовать для сварки FCAW. Наиболее широко используемой проволокой для сварки FCAW является E71T1-C.
Провода этого типа можно использовать как с газовой защитой, так и без нее, что делает ее универсальной для различных применений. Порошковая проволока содержит полый металлический сердечник, внутри которого находится флюс.
Проволока для сварки MIG с флюсовой сердцевиной проста в использовании. Не требует дополнительного флюса, как некоторые другие типы сварочной проволоки. А поскольку флюс уже находится внутри проволоки, можно не беспокоиться о его попадании на руки или одежду.
Еще одним преимуществом сварочной проволоки MIG с флюсовой сердцевиной является то, что она обеспечивает высокое качество сварных швов. Флюс помогает создать прочную связь между свариваемыми металлическими деталями, что снижает вероятность разрыва или растрескивания сварного шва.
Порошковая проволока доступна как в сплошном, так и в трубчатом исполнении. Преимущество использования порошковой проволоки заключается в том, что она обеспечивает высокое качество сварных швов с небольшим разбрызгиванием или без него.
Система классификации и значений порошковой проволоки
Как и сплошная проволока, порошковая проволока также классифицируется в спецификациях AWS. Ниже приведены основные классификации порошковых проволок, используемые в сварочной промышленности:
- AWS A 5.20: Применяется для порошковых проволок из углеродистой стали, например, E71T1-C, E70T-1M, E61T-13 и т. д.
- AWS A 5,22: Применимо для проводов с контрольными веществами из нержавеющей стали, например, EC308L, EC309LSI, EC316 и т. Д.
- AWS APAR. E49XT5-A1C, E55XT11-Ni3, E55XT5-B2C и т. д.
- AWS A 5.34: Применимо для порошковых проволок из никелевого сплава, например, TNi 6002-xy, TNi 6117-xy1, 3TNi 6117-xy1, и т. д.
- AWS A 5.36: Применяется для сварки порошковой проволоки из углеродистой и низколегированной стали, например, E71T1-C1A2-CS1-h5, E71T8-A4-Ni1, E80T15S-M20 и т. д.
 Д.
Д. Ниже приведен пример проволоки FCAW E71T-1C и значение ее классификации:
Порошковая проволока E71T-1C или E71T-1M поставляется в соответствии ASME Раздел IIC). Система классификации электродов приведена ниже:
- ‘E’: См. Электрод
- Следующая цифра (6 или 7, например) означает минимальный предел прочности электрода на растяжение в Ksi, умноженный на 10.
- Третий цифра относится к в положение сварки, 0 означает плоское и горизонтальное и 1 означает все положения .
- Четвертая цифра «Т» означает трубчатую проволоку.
- Следующая цифра после дефиса – характеристики удобства использования электрода. Например, в проводе E71T-1C цифра 1 означает, что этот провод можно использовать с DCEP . Может быть от 1 до 14 числа s или также может быть записано как ‘G’.
- Следующая цифра либо « C», либо «M». Буква «C» означает, что этот стержень относится к классу с использованием 100 % защитного газа CO2 . Буква «M» означает, что провод классифицируется с использованием защитного газа 75%–80% аргона/баланса CO2.
- «H» в конце классификации электродов относится к количеству диффузионного водорода , присутствующему в наплавленном металле. Это будет h5 или H8 или h26 . Например, ‘h5’ означает, что 4 мл среднего диффузионного водорода может содержаться максимум в мл/100 г осажденного металла 9. 0023 .

 0023 .
0023 . Подробный обзор представлен на рисунке ниже.
Проволока для сварки MIG с металлическим сердечником
Проволока для сварки MIG с металлическим сердечником — это тип проволоки, который используется в процессе сварки MIG. Этот тип проволоки имеет металлический сердечник, окруженный сплошной проволокой (в основном похож на порошковую проволоку, но вместо флюса сердечник проволоки заполнен металлическими компонентами в проволоке с металлическим сердечником).
Металлопорошковая проволока подпадает под действие спецификаций AWS A5.36 «Сварочная проволока». Примерами классификации металлопорошковой проволоки являются E70C-3M, E70C-6C и т. д.
Существует несколько различных типов проволоки для сварки MIG с металлическим сердечником, каждая из которых имеет свои уникальные свойства. Некоторые из них полезны для однократного прохода, а другие — для многопроходного или и того, и другого.
Одним из преимуществ использования проволоки для сварки MIG с металлическим сердечником является то, что она обеспечивает высокую скорость наплавки и хорошее проваривание.
Металлический сердечник способствует быстрому нагреву зоны сварки, что приводит к глубокому проплавлению. Кроме того, этот тип проволоки позволяет получать высококачественные сварные швы (отличные характеристики промывки валика) с минимальным разбрызгиванием.
Еще одно преимущество использования сварочной проволоки MIG с металлическим сердечником заключается в том, что она реже вызывает подрез, чем другие типы проволоки. Металлопорошковая проволока также может использоваться со сварочными аппаратами переменного тока по сравнению со сплошной проволокой MIG.
Бесшовная проволока для сварки MIG
Термин «бесшовная» означает, что проволока изготовлена без сварки или швов. В результате получается более качественный шов с меньшим количеством дефектов.
Бесшовная проволока для сварки MIG идеально подходит для применений, требующих высокого уровня качества, например, в автомобильной и аэрокосмической промышленности.
Большинство новейших проволок с металлическим сердечником, а также проволок с флюсовым сердечником в настоящее время изготавливаются с использованием бесшовной технологии. Это позволяет получить сварочную проволоку с высокой влажностью.
Это позволяет получить сварочную проволоку с высокой влажностью.
Аналогичные посты:
- Сварка металла в зависимости от флюса.
- Хорошая сварка и плохая сварка с изображением Пример
Руководство по выбору проволоки для сварки MIG
Проволока для сварки MIG состоит из намотанной на катушку электрода, который подается через «пистолет» для сварки MIG и нагревается для расплавления металла и соединения заготовок. Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Проволока для сварки MIG Проволока MIG (металлическая дуговая сварка в среде защитного газа) служит присадочным металлом для задач GMAW (дуговая сварка металлическим газом). Эта сплошная проволока, также известная как сварочная проволока или присадочная проволока, требует внешнего защитного газа, чтобы не допустить попадания загрязняющих веществ в сварочную ванну.
Эта сплошная проволока, также известная как сварочная проволока или присадочная проволока, требует внешнего защитного газа, чтобы не допустить попадания загрязняющих веществ в сварочную ванну.
Поставляется на катушке или катушке и подается через совместимый сварочный пистолет. Дуга создается между проволокой и заготовкой, и тепло от дуги плавит и сплавляет материал заготовки и проволоки, создавая сварной шов.
Классификация электродной проволоки для сварки MIG
Выбор электродов из углеродистой стали
Сварка MIG углеродистой или низкоуглеродистой стали обычно сваривается электродом ER70s-6″ с использованием либо 100% углекислого газа, либо газа C25, содержащего 25% углекислого газа. и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно меняется минимальный предел прочности на растяжение.
Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».вместо него 0С-6». Изменение прочности стали было бы другим.
Углеродистая сталь ER70S-6 Обозначение электрода
Маркировка ER70S-6 означает следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 70 – Минимум 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде и тоже бывает разных видов.
Выбор электродов для сварки MIG нержавеющей стали
Для сварки MIG нержавеющей стали используются различные электроды, поскольку они используются в самых разных проектах, требующих различных марок нержавеющей стали. Его также обычно приваривают к углеродистой стали на тех же работах.
Например, скоба из нержавеющей стали, приваренная к зданию, удерживает трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
Нержавеющая сталь обычно сваривается электродами следующих классов:
- ER308L
- ER309L
- ER316L
1. ER308L и ER308LSI MIG DESTRATION и используются
, эти Stainless Electrodes в основном используются для более низкого уровня. Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 308 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si– (дополнительно) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.
 По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.
По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.2. Электроды для сварки MIG ER309L и ER309Si. Обозначение и применение (сварка разнородных металлов). . Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо.
Advertisements
Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью.
Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргона. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
- ER– Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый.
- Si– (дополнительно) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.

3. Электроды для сварки MIG ER3016L и ER316LSi Назначение и применение
Реклама
Эти электроды из нержавеющей стали в основном используются для сварки высококачественной нержавеющей стали в основном в пищевой промышленности и на судах. Основными металлами для сварки ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. широко используемый. Есть много других смесей на выбор, и все зависит от того, что может предложить ваш поставщик сварочных материалов. Обозначение проводов для ER316L и ER316LSI следующее:
- ER– Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 316– Марка электрода из нержавеющей стали. Это пищевой и настоящий морской сорт. Но нигде не лучший сорт нержавейки.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.

Выбор алюминиевых электродов для сварки MIG и проволоки
Выбор алюминиевых электродов для сварки MIG довольно прост. Существует два типичных варианта:
- ER4043
- ER5350
Теперь есть и другие варианты, но редко когда требуются какие-либо другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толще 1/2 дюйма, вы можете попробовать аргон-гелиевую смесь. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
Вот обозначения алюминиевых электродов:
1. ER4043 Электрод для сварки MIG Назначение и применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он используется для сварки алюминия марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Его также можно использовать для сварки литого алюминия марок 43, 214, 355 и 356.
Всегда используется 100% аргон и в редких случаях смесь гелия и аргона можно использовать для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов следующие:
- ER — Электрод или присадочный стержень, который используется при сварке MIG с подачей проволоки или TIG.
- 4– Серия алюминиевая. Этот электрод изготовлен из алюминия серии 4000.
- 043 — этот номер указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
2. ER5350 Электрод для сварки MIG Назначение и применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется всегда 100% аргон, а в редких случаях для неблагородных металлов может использоваться смесь гелия и аргона. толще ½ дюйма. Обозначение электродов следующее:
Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется всегда 100% аргон, а в редких случаях для неблагородных металлов может использоваться смесь гелия и аргона. толще ½ дюйма. Обозначение электродов следующее:
- ER– Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 5– Серия алюминий. Этот электрод изготовлен из алюминия серии 5000.
- 356 – Этот номер указывает количество магния, добавленного в электрод. В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.
Существует два основных типа сварочной проволоки для сварки MIG: проволока для сварки MIG с флюсовым сердечником и сплошная проволока для сварки MIG.
Проволока с флюсовым сердечником представляет собой металлический электрод, внутри которого содержится «флюсовая смесь».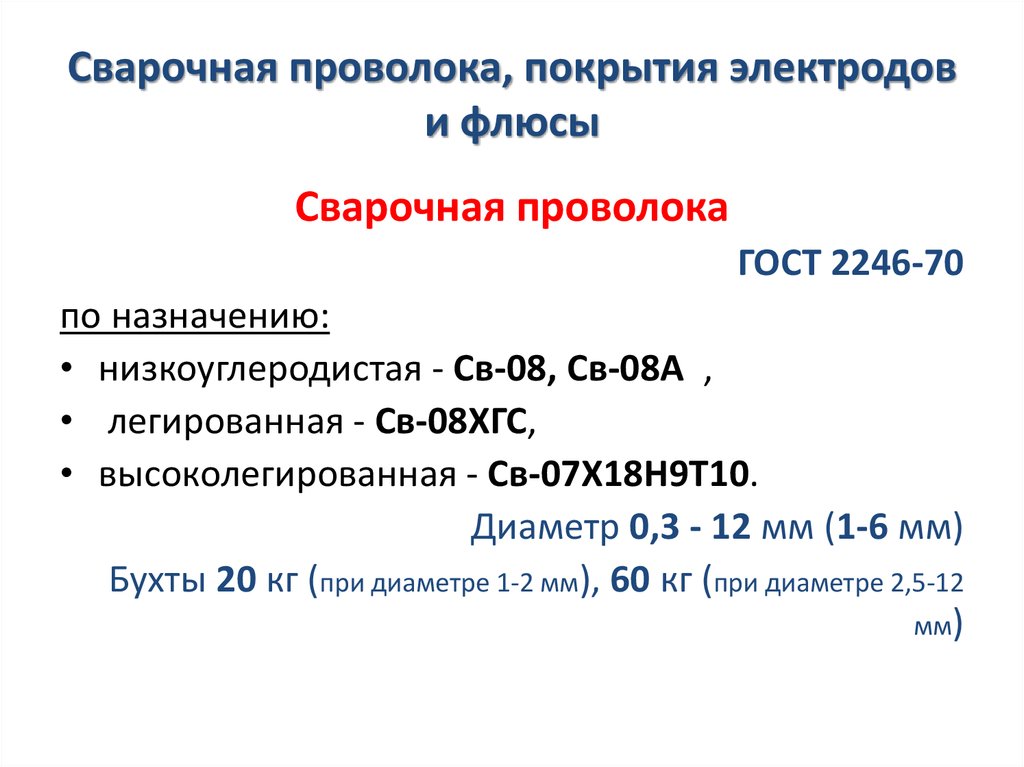 Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, сплошные проволочные электроды представляют собой именно то, на что они похожи — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от применения оба типа проволоки для сварки MIG (сплошная и с флюсовым сердечником) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Ни один из этих типов не лучше другого, а правильный выбор зависит от вашей ситуации и предпочтений. Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
1. Желаемая чистота сварного шваКак правило, сплошные сварочные проволоки MIG, используемые в защитных газах, обеспечивают более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой. Брызги не обязательно влияют на качество сварки, но могут потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
При покупке проволоки MIG ваше последнее решение касается количества проволоки и способа ее размещения. Например, Lincoln Electric предлагает ER70S-6 в виде 44-фунтовой катушки или 1000-фунтового барабана.
Очевидно, механизм подачи проволоки на сварочном аппарате будет определять выбор опции. (Небольшой непромышленный аппарат для сварки MIG использует гораздо меньшую катушку, чем вы видите на фотографии ниже.)
Проволоку для сварки MIG также можно заказать с «отрезками длины для сварки TIG». Это относится к трехфутовым тросам, используемым при сварке TIG. Размеры диаметра в этом случае указаны не в десятичных дробях, а как обычные размеры стержня TIG, такие как 1/16 или 3/32.
2. Материал заготовкиДля разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
3. Окружающая среда В условиях очень ветреной или сложной внешней среды лучше использовать проволоку с флюсовым сердечником. Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварки. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
После определения типа проволоки для вашего сварочного оборудования для приобретения этого расходного материала необходимы две дополнительные сведения.
Первый — это диаметр провода, который обычно указывается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45.
Проволока диаметром 035 дюймов является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
5. Мощность сварочного аппарата Это тесно связано с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG.
Меньшая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и получению качественного сварного шва. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
ЗаключениеНезависимо от того, какой тип проволоки для сварки MIG вы покупаете, вы всегда должны покупать высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более качественный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Как видите, для изучения множества переменных, связанных с выбором правильного провода, потребуется некоторое время. Рекомендуется сначала сосредоточиться на наиболее распространенных классификациях удилищ и со временем освоить остальной арсенал.
Тем не менее, будучи сварщиком начального уровня, вы можете столкнуться с необходимостью запасать расходные материалы или заменять пустые катушки на сварочных аппаратах MIG для опытных ветеранов. Таким образом, соблюдение должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.
Таким образом, соблюдение должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.
Американское общество сварщиков может приобрести справочники, но их стоимость может быть непомерно высокой. Обратитесь в школу или на работу, чтобы узнать, можете ли вы получить доступ к справочнику и сделать фотокопию любой информации, которую вам нужно поместить в папку с литературой.
4 метода сварки плетеной проволочной сетки
Когда дело доходит до фильтрации, практически нет ничего, с чем тканая проволочная сетка не могла бы справиться. Независимо от того, отфильтровываете ли вы примеси при переработке пластика или используете его в качестве среды для контроля песка в стволе скважины, плетеная проволочная сетка является одним из наиболее эффективных решений для фильтрации.
При этом эффективность фильтрующей сетки часто зависит от метода сварки, используемого при ее изготовлении.
Итак, какой метод сварки больше всего подходит для ваших нужд?
Обладая более чем 100-летним опытом производства проволочных сеток, компания W.S. Tyler позаботится о том, чтобы вы использовали сварной шов, качество которого необходимо для эффективного выполнения работы.
В этой статье представлены некоторые из наиболее часто используемых типов сварки, преимущества и недостатки каждого из них, а также факторы, определяющие цену.
Как сваривается проволочная сетка?
В мире тканых проволочных сеток существует четыре основных метода сварки, используемых для крепления сетки: точечная сварка/сварка сопротивлением, сварка вольфрамовым электродом в среде инертного газа (TIG), плазменная сварка и пайка. Теперь мы углубимся в плюсы и минусы каждого из них.
1. Точечная сварка/сварка сопротивлением?
Точечная сварка, также называемая сваркой сопротивлением, представляет собой процесс, в котором электрический ток используется для выработки тепла и соединения нужного материала.
В большинстве случаев точечная сварка используется, когда необходимо соединить один слой проволочной сетки. Этот тип сварки можно увидеть в наших прокладках экрана для носков, которые привариваются точечной сваркой к шву внахлест, чтобы сохранить его цилиндрический шов.
Точечная сварка также используется для неплотного соединения нескольких слоев сетки. Другими словами, слои сетки склеиваются без полного соединения, которое можно было бы создать с помощью других методов сварки.
Хорошим примером точечной сварки нескольких слоев сетки являются экраны нашего экструдера.
Когда следует выполнять точечную сварку?
Точечная сварка, возможно, является самой быстрой из всех технологий сварки. Это может иметь решающее значение, когда возникает всплеск спроса на конкретный продукт или ваш процесс зависит от быстрого выполнения работ.
Поскольку точечная сварка считается наименее жесткой, точечная сварка является идеальным решением, если вы работаете с материалом с тонкими характеристиками.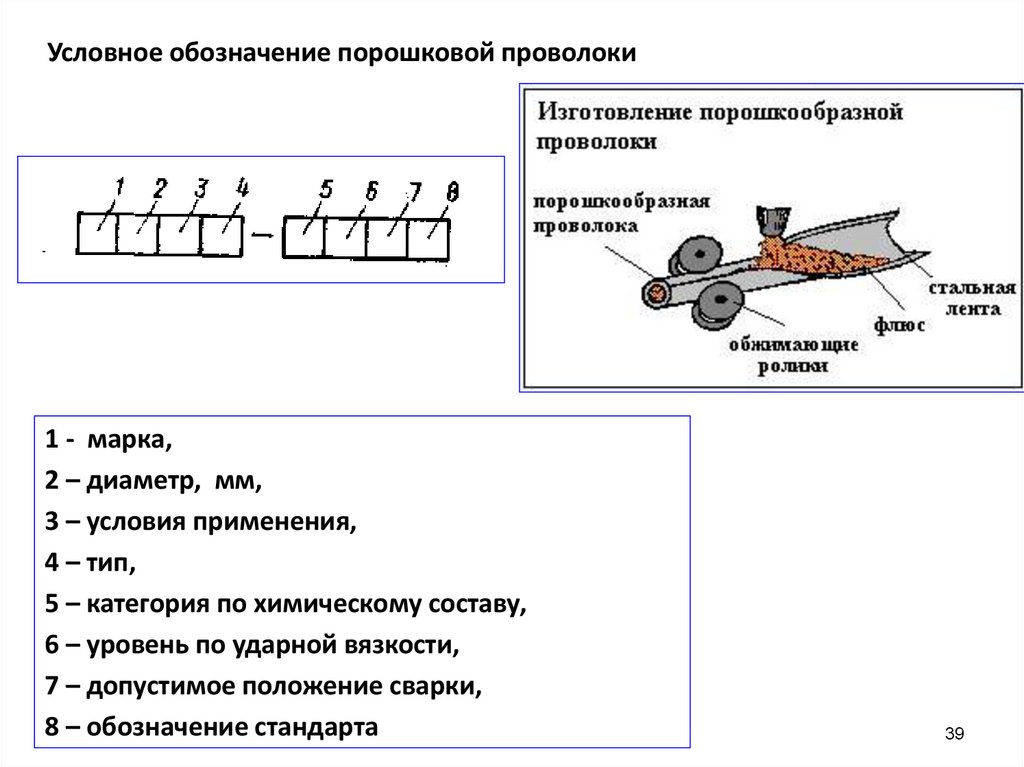
При этом существует некоторый риск повреждения, связанный с точечной сваркой.
Как указано выше, в этом методе используется электрический ток для нагрева материала и создания соединения. Если напряжение слишком велико для склеиваемого материала, вы можете прожечь материал, а не соединить его вместе.
Если вы собираетесь использовать этот метод, очень важно, чтобы ваш персонал был хорошо обучен тому, какое напряжение использовать для обрабатываемого материала. Отсутствие надлежащего обучения персонала может привести к напрасной трате материалов и времени.
Кроме того, соединение, создаваемое точечной сваркой, выглядит не лучшим образом. Если вас беспокоит эстетика, вы можете изучить, как можно применить один из других вариантов сварки к материалу, с которым вы работаете.
2. Сварка вольфрамовым электродом в среде инертного газа (TIG)
TIG — это метод сварки, в котором используется вольфрамовый электрод для соединения компонентов друг с другом.
Для сварки сетки методом TIG необходимо использовать более толстую сетку. Если вы используете его на более тонком и деликатном материале, таком как отдельные слои сетки, вы рискуете испортить его.
Так, например, при формировании нашей проволочной ткани POROSTAR ® сварка TIG используется для соединения многослойного листа спеченной сетки с концевыми частями фильтра.
Когда следует выполнять сварку TIG?
Сварка ВИГ создает полную герметизацию между свариваемыми объектами. Это особенно хорошо для применений, в которых конечный продукт не может протекать ни при каких обстоятельствах, например, в части фильтрации.
Хотя производительность является наиболее ценным аспектом любого оборудования, многие материалы, свариваемые методом TIG, могут стать довольно дорогими. Вот почему внешний вид также имеет значение, а сварка TIG обеспечивает наилучший внешний вид шва.
Недостатком TIG является то, что он дорогой и медленный. Другими словами, если вы ищете возможность быстро заменить продукцию или сократить эксплуатационные расходы, сварка TIG может вам не подойти.
Другими словами, если вы ищете возможность быстро заменить продукцию или сократить эксплуатационные расходы, сварка TIG может вам не подойти.
Плазменная сварка аналогична сварке TIG. Включает использование плазменной дуги вольфрамового электрода для соединения толстого материала вместе.
Однако, в отличие от сварки TIG, плазменная сварка может выполняться в автоматизированном процессе, что снижает вероятность ошибки пользователя.
Плазменная сварка обычно используется при работе с длинными цилиндрическими материалами, такими как наши грохоты премиум-класса для защиты от песка .
Когда следует использовать плазменную сварку?
Опять же, плазменная сварка идентична сварке TIG. Он создает такую же постоянную связь, необходимую для приложения, которому требуется решение, не содержащее отверстий или утечек.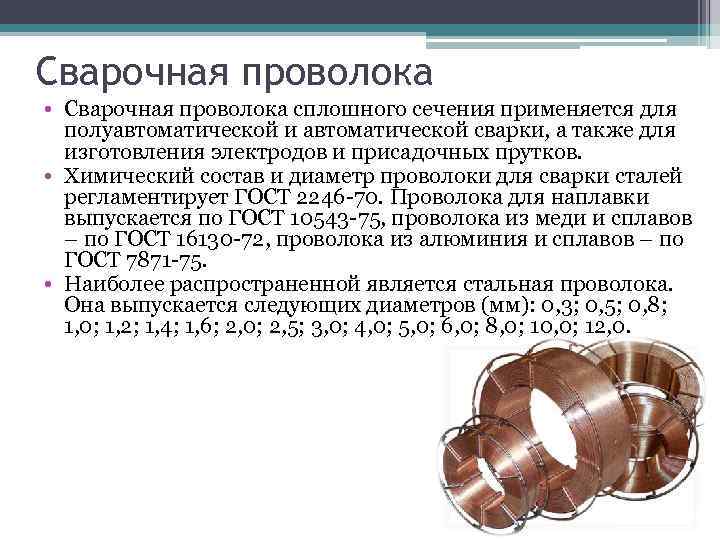
Он также создает гладкий, красивый шов, который клиенты часто находят желательным.
Программное обеспечение, используемое во время автоматизации, также может быть сложным Основным недостатком плазменной сварки является то, что она выгодна только в тех случаях, когда автоматизированная система склеивает длинные цилиндрические материалы.
для установки в зависимости от проекта. Это означает, что существует повышенный риск того, что оператор введет неправильные параметры, что может привести к неэффективной связи.
4. Пайка
Пайка немного отличается от сварки; однако у них много общих характеристик. Как правило, когда вы соединяете два куска материала вместе, вы делаете из отдельных кусков один цельный кусок.
Пайка, напротив, представляет собой процесс, в котором для соединения используется легкоплавкий сплав материал.
Когда следует паять?
Пайка прекрасно работает в ситуациях, когда материалы не могут перекрываться в месте шва.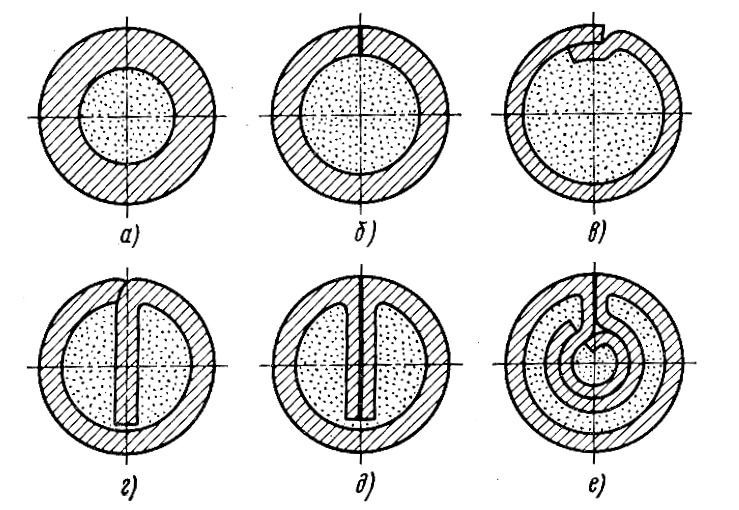 Если между склеиваемыми деталями есть тонкое соединение или сам материал нежный, пайка также является отличным решением.
Если между склеиваемыми деталями есть тонкое соединение или сам материал нежный, пайка также является отличным решением.
Теперь следует отметить, что пайка требует времени. Это не идеально для отраслей, где время – деньги.
Для пайки также требуются специальные приспособления. Если вы работаете над нестандартным решением, с которым редко сталкиваетесь, пайка может быть не самым практичным решением.
Как определяется цена?
Чтобы определить, сколько будет стоить работа, вы должны сначала посмотреть на обрабатываемый материал, так как от этого зависит, какой метод сварки будет использоваться.
Однослойные проекты требуют менее надежного процесса соединения, такого как точечная сварка, и, как правило, недороги.
Более ответственные проекты, требующие дорогостоящих материалов, таких как POROSTAR, для выполнения высококачественного и трудоемкого процесса соединения, как правило, обходятся дорого. Это работы, в которых TIG и плазменная сварка превосходны.
Наконец, когда в проекте требуется склеить деликатный материал без признаков нахлеста, это требует большого внимания к деталям. Единственный способ эффективно достичь этого типа связи — это пайка. Хотя это не так дорого, как TIG или плазменная сварка, трудозатраты, связанные с пайкой, ставят ее на середину дороги, когда речь идет о цене.
Станьте экспертом по тканым проволочным сеткам
Для того чтобы фильтрующая сетка работала должным образом, вы должны внедрить технологию сварки, которая обеспечит долговечность и экономичность, необходимые для вашей конкретной операции.
Точечная сварка — это процесс, при котором электрический ток используется для нагрева материала и создания соединения. Это идеальное решение для тех, кто ищет самое быстрое сварочное решение.
Сварка ВИГ — это метод сварки, в котором используется вольфрамовый электрод для соединения толстых кусков материала. Если вы ищете качественный сварной шов, который выглядит великолепно, вам может подойти сварка TIG.
Плазменная сварка включает использование изоляции плазменной дуги от вольфрамового электрода для соединения толстого материала. Хотя он напоминает сварку TIG, обычно он используется только при работе с длинным цилиндрическим материалом.
Наконец, при пайке используется легкоплавкий сплав для соединения концов хрупких материалов. Это идеальное решение, когда швы обрабатываемого материала не могут перекрываться.
Чтобы узнать больше о том, как формируется тканая проволочная сетка, обратитесь к Отжиг или спекание проволочной сетки: что лучше для меня?
Насадки для сварки MIG | HobartWelders
Всегда читайте и соблюдайте меры предосторожности и инструкции по эксплуатации, содержащиеся в руководстве пользователя.
1. Оставьте выступ от 1/4 до 3/8 дюйма (электрод выходит из кончика контактной трубки).
| Слишком короткий | Обычный | Слишком длинный |
2.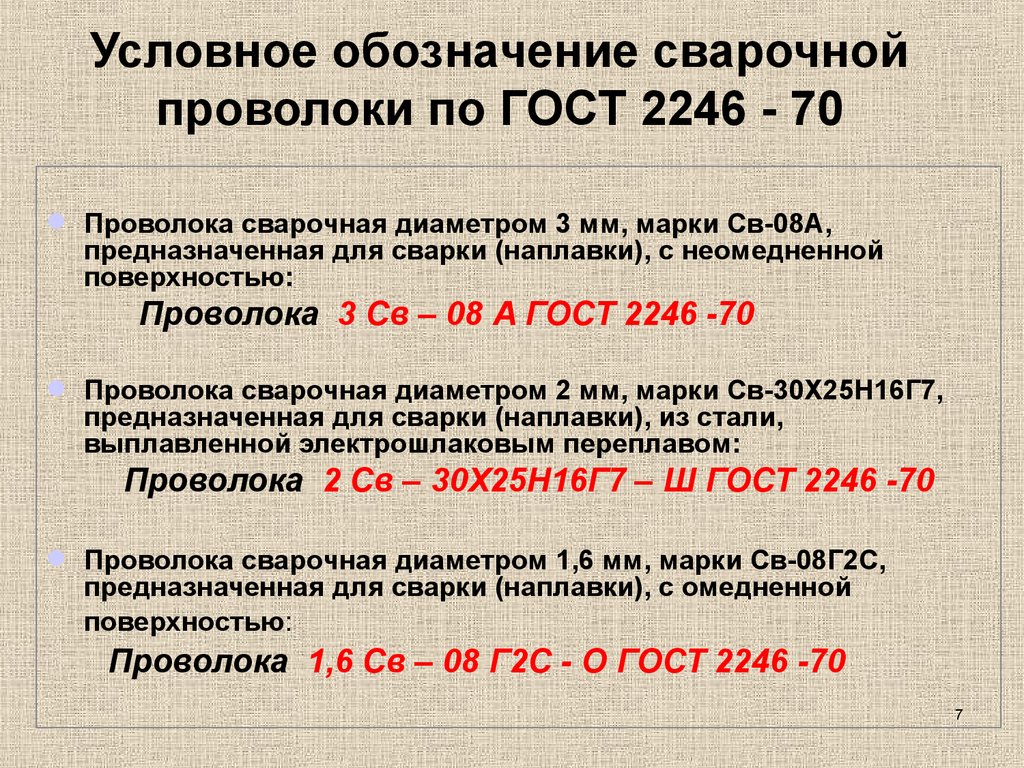 Для тонких металлов используйте проволоку меньшего диаметра. Для более толстых металлов используйте более крупную проволоку и более крупную машину. См. рекомендации по сварочным аппаратам.
Таблица толщины сварочной проволоки
Для тонких металлов используйте проволоку меньшего диаметра. Для более толстых металлов используйте более крупную проволоку и более крупную машину. См. рекомендации по сварочным аппаратам.
Таблица толщины сварочной проволоки
3. Используйте правильный тип проволоки для свариваемого основного металла. Используйте проволоку из нержавеющей стали для нержавеющей стали, алюминиевую проволоку для алюминия и стальную проволоку для стали.
4. Используйте соответствующий защитный газ. CO2 хорош для проплавления сварных швов на стали, но может быть слишком горячим для тонкого металла. Используйте 75 % аргона/25 % CO2 для более тонких сталей. Используйте только аргон для алюминия. Вы можете использовать тройную смесь для нержавеющих сталей (гелий + аргон + CO2).
5. Для стали существует два распространенных типа проволоки. Используйте классификацию AWS ER70S-3 для универсальной экономичной сварки. Используйте проволоку ER70S-6, когда требуется больше раскислителей для сварки грязной или ржавой стали. (См. Схему 6. Сварочная проволока).
(См. Схему 6. Сварочная проволока).
| Цельная углеродистая сталь ER70S-6 |
|
| Порошковая/углеродистая сталь E71TGX |
|
| Алюминий ER5356 |
|
| Нержавеющая сталь ER308L |
|

6. Для лучшего контроля сварного шва держите проволоку направленной к передней кромке сварочной ванны.
7. При сварке в неустановленном положении (вертикальная, горизонтальная или потолочная) сварочная ванна должна быть небольшой для лучшего контроля сварного шва, и используйте проволоку наименьшего возможного диаметра.
8. Убедитесь, что контактная трубка, направляющая пистолета и приводные ролики соответствуют размеру используемой проволоки.
9. Время от времени очищайте направляющую пистолета и приводные ролики, а также очищайте сопло пистолета от брызг. Замените контактный наконечник, если он заблокирован или плохо подается.
10. Во время сварки держите горелку прямо, насколько это возможно, чтобы избежать плохой подачи проволоки.
11. Держите пистолет обеими руками во время сварки. Делайте это при любой возможности. (Это также относится к сварке электродом, сварке TIG и плазменной резке).
12. Держите натяжение втулки механизма подачи проволоки и давление приводного ролика достаточно сильными для подачи проволоки, но не перетягивайте.
13. Держите проволоку в чистом и сухом месте, когда она не сваривается, чтобы избежать попадания загрязняющих веществ, которые могут привести к некачественному сварному шву.
14. Используйте DCEP (обратная полярность) на источнике питания.
15. Техника перетаскивания пистолета даст вам немного больше проникновения и более узкую мушку.