Сварочный пост | Сварка металлов
Сварочный пост — рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочносварочными приспособлениями и инструментом, щитком.
Виды сварочных постов
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делят на виды: постоянного тока с питанием от сварочного выпрямителя или сварочного преобразователя; переменного тока с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвижными.
Рис. 17. Сварочные посты для ручной и механизированной сварки:
а — ручная сварка от сварочного трансформатора или сварочного выпрямителя, б — сварка шланговым полуавтоматом; 1 — сеть электропитания, 2 — рубильник или магнитный пускатель, 3 — источник питания дуги, 4 — сварочные провода, 5 — подвеска полуавтомата, 6 — катушка с электродной проволокой, 7 — механизм подачи проволоки, 8 — шланг для подачи электродной проволоки, 9 — горелка или электрододержатель, 10 — консоли с рельсом
Рисунок — Сварочный пост
Стационарные посты
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров.
В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливают рубильник или магнитный пускатель для включения источнику сварочного тока. На рабочем столе располагают специальные приспособления для сборки и зажатия свариваемых деталей, а также ящики для покрытых электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.
Передвижные посты
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источников питания дуги от дождя и снега служат навесы или на монтаже передвижные машинные залы.
Сварочные посты для ручной и механизированной дуговой сварки показаны на рис. 17.
Какие_бывают_сварочные_посты
Содержание:
Рабочее место сварщика принято называть сварочным постом, который имеет все необходимое оборудование для проведения сварки металлических изделий. Традиционно, пост для сварочных работ имеет источник питания, кабеля для сварки, горелку или держатель электродов (в зависимости от способов сварки), все необходимые инструменты и приспособления, и обязательно комплект средств защиты для самого сварщика.
Для разных видов сварки комплект сварочного оборудования может отличаться. Также существует и несколько видов сварочных постов. Каким должен быть сварочный пост и его оборудование мы посмотрим дальше.
Виды сварочных постов.
Выделяют два вида постов – стационарный и передвижной. Стационарный сварочный пост и его оборудование представляют собой кабину, которая открыта сверху, в которой находится все необходимое для сварки. Отметим, что в таких постах может производиться сваривание небольших по размерам изделий из металлов. Для сваривания больших изделий (труб, при монтаже конструкций и пр.) такой пост не подойдет.
Кабина для стационарного поста имеет стальной каркас, высота которого варьируется от 1800 до 2000 миллиметров. Стены такой кабины несколько подняты над полом (на 20-25 сантиметров), что обеспечивает более качественную вентиляцию внутри сварочной кабины. Для изготовления стен обычно могут использоваться разные материалы, например сталь или плиты асбестоцементные, а также другие материалы (обязательно негорючие). Дополнительно стены покрывают специальной огнеупорной краской, которая способна поглощать ультрафиолетовое излучение дуги. К таким краскам относятся:
- цинковые;
- желтый крон;
- титановые белила.
Полы на сварочном посту делаются из бетона, кирпича или цемента. А вход в кабину закрывается специальной ширмой из брезента.
К сварочным постам такого типа предъявляется ряд требований:
- Хорошее освещение: желательно комбинировать дневное и искусственное.
- Площадь такой кабины не должна быть меньше трех квадратных метров, а высота стен должна превышать два метра.
- Стол для проведения работ сидя должен быть высотой 50-60 сантиметров, а для работы стоя – примерно 90 сантиметров.
- Крышка у стола должна быть площадью в один квадратный метр. Ее делают из стали (толщина 1,5-2 сантиметра) или чугуна (2,5 сантиметра).
- К столу обязательно прикрепляется токопроводящий кабель от источника питания.
- В кабине обязательно должны быть карманы (или специальные ящики из негорючих материалов), предназначенные для электродов, инструментов, документации, отходов.
- Обязательно производить заземление всего оборудования.
- Пол, под ногами сварщика, должен быть устлан резиновым ковриком.
Кроме того, для удобства сварщика в кабине может быть установлено кресло из металла с диэлектрическим сиденьем (при сидячих работах, это обязательное условие).
Второй вид – передвижной сварочный пост. Он может понадобиться для проведения сварки изделий больших размеров. Обычно такие посты оборудуются на производственных участках. Они также, как и стационарные посты, имеют всю необходимую защиту и оборудование.
Оборудование для сварочного поста при разных видах сварки.
Не секрет, что существует несколько видов сварки – электродуговая, ручная, сварка в среде защитных газов и без, и прочие. Соответственно, и необходимое оборудование сварочного поста при разных видах сварки будет отличаться.
Если сварочные работы проводятся посредством электрической горелки, то комплект рабочего места сварщика должен содержать следующее оборудование:
- горелка;
- компрессор;
- источник электрического тока;
- реостат.
Для такого вида сварки сжатый воздух и прочие газы можно использовать из баллона.
Стол, защитные средства, заземление и прочее должно присутствовать при любых видах сварки.
Пост для механизированной сварки или резки должен быть оборудован, кроме всего прочего, машиной (переносной или стационарной), которая перемещает с определенной установленной скоростью изделие или инструмент.
Для ручной сварки трехфазной дугой в комплект оборудования должны входить также электромагнитные контакторы.
Для проведения сварки в среде защитных газов также должно предусматриваться специальное газовое оборудование. На посту сварщика должен быль баллон с нужным газом, ротаметр для определения расхода газа, редуктор и газовые рукава. Могут использоваться и специальные регуляторы, которые объединяют в своей конструкции ротаметр и редуктор.
Если сварка осуществляется переменными током, обязательно должен быть сварочный трансформатор с высоким напряжение холостого хода. Также потребует осциллятор для стабилизации горения дуги.
Главное требование к любому сварочному посту – это обеспечение безопасности проведения всех работ. Именно поэтому для организации рабочего места сварщика должны использоваться негорючие материалы, должно быть осуществлено заземление и предусмотрена хорошая вентиляция воздуха.
Вы здесь
Сварочный пост — рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочносварочными приспособлениями и инструментом, щитком.
Виды сварочных постов
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делят на виды: постоянного тока с питанием от сварочного выпрямителя или сварочного преобразователя; переменного тока с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвижными.
Рис. 17. Сварочные посты для ручной и механизированной сварки:
а — ручная сварка от сварочного трансформатора или сварочного выпрямителя, б — сварка шланговым полуавтоматом; 1 — сеть электропитания, 2 — рубильник или магнитный пускатель, 3 — источник питания дуги, 4 — сварочные провода, 5 — подвеска полуавтомата, 6 — катушка с электродной проволокой, 7 — механизм подачи проволоки, 8 — шланг для подачи электродной проволоки, 9 — горелка или электрододержатель, 10 — консоли с рельсом
Рисунок — Сварочный пост
Стационарные посты
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров.
В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливают рубильник или магнитный пускатель для включения источнику сварочного тока. На рабочем столе располагают специальные приспособления для сборки и зажатия свариваемых деталей, а также ящики для покрытых электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.
Передвижные посты
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источников питания дуги от дождя и снега служат навесы или на монтаже передвижные машинные залы.
Сварочные посты для ручной и механизированной дуговой сварки показаны на рис. 17.
Обучение сварочному делу включает в себя разбор того, что такое сварочный пост. Этот термин не имеет четкой формулировки. По сути, это – основа рабочего процесса сварки.
Это – место, где будет проходить сварочная работа. Однако сварочный пост – не просто точка в пространстве, где сварщик варит металл.
По сути, этот термин применяется для определения небольшой рабочей зоны, оборудованной необходимым для сваривания металлов. Это сварочная аппаратура и прочие необходимые для безопасной деятельности элементы.
Чаще всего в состав сварочного поста сходит аппарат для сварки, комплектующие к нему (электроды, кабели, горелки, баллоны с газами при необходимости), а также прочие инструменты, которые могут пригодиться во время работы.
Иногда он оснащен даже запасными защитными личными элементами, вроде масок, очков, перчаток.
Но все это – поверхностные данные. Эта статья даст более подробную информацию о том, что такое сварочный пост, какими они бывают и что в них входит.
Общая классификация разделяет их на два вида: стационарный и передвижной. Разница между этими типами в расположении. А точнее, в мобильности.
Стационарные версии всегда расположены на одном месте, в цеху предприятия. Рабочая поверхность стационарного типа часто ограничена небольшими размерами, поэтому их применяют для обработки мелкогабаритных деталей.
Передвижной вариант может располагаться в цеху либо другом месте. Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.
Сам передвижной пост представляет собой оснащенный колесиками каркас или тележку, в которые вмонтировано или вставлено сварочное оборудование.
Однако оба типа постов стоит рассмотреть детальнее.
Стационарный тип
В основе имеет минимальную площадь 2х3 метра. Эта зона огораживается специальными защитными ширмами и экранами так, что получается кабина без крыши. Высота этой конструкции должна быть не меньше двух метров.
Стены кабины должны быть созданы из безопасных, негорючих и неплавких материалов. Каркас коробки создается из металлов высокого плавления, стены — из безопасных полимерных соединений.
Дополнительно внутренняя сторона кабины покрывается огнеупорными веществами.
Помимо сварочной аппаратуры, стационарный пост оснащен сварочным столом. Размер этого элемента зависит от характера производимой работы. Есть два типа столов, которые различаются по положению сварщика во время работы.
Это могут быть столы для сварки в сидячем положении, либо для сварки стоя. Первый тип столов имеет высоту не выше 70 см, и не ниже 60 см. Второй имеет нижний рубеж в 85 сантиметров.
Вне зависимости от типа стола, его рабочая поверхность должна быть как минимум сто на сто сантиметров.
Также стоит проверить наличие и мощность вентиляции на сварочном посту. Вентиляция может быть естественной. Однако при сварочных работах предпочтительно организовывать принудительную, поскольку естественная может не справиться с задачей.
Помимо качественного вентилирования кабины, она должна быть оснащена местным отсосом, способным быстро удалять с рабочего места стружку, пыль и подобные мелкие отходы производства.
Передвижной тип
Второй тип сварочных постов отличается мобильностью и немного другими требованиями к постановке. Организовать передвижную версию сварочного рабочего места несколько проще, нежели стационарную.
Поскольку зачастую он располагается на открытом пространстве, то не требует проведения принудительной вентиляции либо соблюдения минимальной рабочей зоны.
Однако, в работе с передвижным постом есть свои нюансы.
В первую очередь место, где будет проводиться сварка, должно быть оснащено навесом. Это необходимо для защиты сварщика от влияния осадков или солнечных лучей.
Сам пост, будь то каркас или тележка, должен иметь рабочие, надежные колеса. Это позволит перемещать оборудование с большим весом.
Его конструкция должна быть оснащена нишами и отсеками, в которых будут храниться дополнительные элементы и необходимая документация. Модели для газовых обработок металлов должны быть оснащены отсеками для баллонов.
Правила сборки и работы
В работе с любой моделью сварочного поста есть определенные правила, которые разделены на общие и индивидуальные.
Общие
В основе требований к сварочным постам лежат правила техники безопасности и личное удобство работника.
В первую очередь, любой тип должен иметь заземление. Для соблюдения этого правила, они размещаются на основании, созданном из бетона либо кирпича. Пол должен быть оснащен резиновым ковриком.
Стационарные варианты должны быть оснащены надежным вентилированием. Комплектующие столы должны быть стальными либо чугунными и быть не тоньше 2 см.
В случае, если работа будет проводиться в сидячем положении, должно быть предоставлено специальное кресло. Оно должно иметь эргономичную форму и защиту от воздействия электричества.
Также рабочее место должно быть правильно освещено. Если естественный свет отсутствует, либо его недостаточно, над кабиной располагаются лампы. Их свет не должен быть слишком ярким.
Каждый пост оснащается электрическим выключателем.
Индивидуальные
Индивидуальные правила организации постов зависят от типа применяемой сварки: РДС или полуавтомат.
Сваривание металлов с применением переменного тока требует наличия осциллятора. Работа по резке металлов требует наличия места для расположения необходимых инструментов.
При работе с трехфазным напряжением должен использоваться контактор. Обработка деталей с помощью газов требует наличия места для расположения газовых баллонов.
Заключение
Собирая сварочный пост нужно соблюсти все правила. Чтобы безопасно провести работу, мало взять аппарат для сварки, пару электродов к нему, и деталь.
Нужно позаботиться о безопасности и удобстве. Как сварщика, так и других работников.
Вентиляция сварочной зоны – важный момент безопасной работы. Качественное вентилирование защищает здоровье работников и снижает вероятность возникновения аварийных ситуаций.
|
|
Сварочный пост
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными.
Стационарный пост представляет собой открытую сверху кабину размером 2000x2500x2000 мм (рис. 6.1). Ее стенки изготовляют из тонкой стали, фанеры или брезента (причем фанера и брезент должны быть пропитаны отнестойким составом, например раствором алюмокалиевых квасцов) и окрашивают светлосерой краской, хорошо поглощающей ультрафиолетовое излучение. Пол выполняют из огнестойкого материала. Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией, обеспечивающей воздухообмен 40 м3/ч. Вентиляционный отсос должен быть расположен так, чтобы выделяющиеся при сварке газы отводились от сварщика. Сварку выполняют на рабочем столе высотой 500…700 мм с чугунной крышкой толщиной 20…25 мм. Для включения источника сварочного тока в кабине устанавливают рубильник или магнитный пускатель.
Передвижной пост применяют при сварке крупногабаритных изделий в зоне выполнения сварочных работ. Пост, расположенный на открытой площадке, оборудуют навесом. Для защиты от светового излучения используют складные щиты.
Рис. 6.1. Стационарный сварочный пост ручной дуговой сварки:
1 — источник сварочного тока, 2 — стол для электродов, 3 — ящик для инструмента, 4 — рубильник, 5, 6 — вытяжная камера, 7 — электрододержатель, 8 — стул сварщика
См. также:
Сварочный пост
Сварка в последние годы стала одним из самых распространенных способов создания прочных, неразъемных соединений металлических деталей. При помощи электрической дуги края деталей расплавляются, образуя «сварочную ванну». После застывания смешавшиеся между собой металлы образуют сварочный шов. Простота метода и надежность получаемых соединений определили огромную популярность сварки. Работы могут вестись как с помощью переносного сварочного аппарата, например на строительной площадке или же при работе с крупными деталями, так и проводиться на специально выделенном для этих целей рабочем месте, оборудованном стационарным сварочным постом.
Сварочный пост представляет собой стол с прочной столешницей, тумбами для хранения инструментов и электродов, осветительными и вытяжными устройствами.
Виды сварочных постов
Различают поворотные и неповоротные модели столешниц сварочных постов. Неповоротные сварочные столы предназначены для работы с мелкими и средними изделиями. Столешница таких агрегатов представляет собой чугунную решетку с пазами. В процессе сварки возникают брызги раскаленного металла, которые практически невозможно удалить со стальных поверхностей. К чугунным элементам капли металла не прилипают, что позволяет быстро очистить сварочный пост по окончании работ. У сварочных постов хорошего качества под решеткой размещается специальный выдвижной ящик для сбора окалины, стружек и других отходов.
Сварочные стационарные посты с вращающейся столешницей удобны при работе с мелкими деталями или при наложении швов по периметру.
В том числе пост сварщика бывает передвижной и стационарный. Передвижной сварочный пост, как видно из названия легко перемещать с одного места на другое. Это позволяет проводить сварочные работы в различных местах, легко передвигая данное оборудование. Стационарный сварочный пост обычно размещается на определенном месте и все работы по сварке приходится проводить на нем. Иногда это очень не удобно, например если ремонтный цех очень большой и устройства находятся в разных его концах. Приходится ждать, пока принесут деталь к стационарному сварочному посту, чтобы преступить к ее ремонту. Но преимущества есть и у такого сварочного поста, это его цена. Ведь не каждый может себе позволить более дорогое оборудования, предпочитая сэкономить.
Оборудование сварочного поста
Тумбы для хранения позволяют компактно разместить в непосредственной близости от рабочего места электроды, сварочные аппараты и прочее необходимое оборудование.
В процессе сварки при контакте электрической дуги и металлической поверхности выделяются различные вредные вещества и газы, называемые сварочным аэрозолем. При работе на свежем воздухе он быстро рассеивается и не наносит вреда здоровью сварщика. В закрытом помещении аэрозоль способен накапливаться и приводить к интоксикации или поражению органов дыхания работника. Именно поэтому все сварочные посты оборудуются системами удаления летучих отходов. В бюджетных моделях для этих целей используются вентиляторы и вытяжные зонты, расположенные над рабочим местом . Некоторые системы воздуховодов оснащаются заслонками, позволяющими регулировать интенсивность газоудаления.
Вытяжные устройства более свершенных сварочных постов имеют гибкую конструкцию рукава, что позволяет располагать их непосредственно в месте проведения сварки. Такие сварочные посты можно использовать для длительной работы даже в плохо проветриваемых помещениях.
Как правило сварочные посты имеют собственную локальную систему освещения в непосредственной близости от столешницы, что не только упрощает работу но и позволяет минимизировать нагрузку на зрение оператора.
Сварочный пост как правило устанавливается в отдельной кабинке, высота которой должна составлять не менее двух метров и площадью около шести квадратных метров, которую изготавливают из несгораемых материалов. Для обеспечения постоянного движения воздуха между стенками и полом оставляется зазор не менее полуметра. Все сварочные посты заземляются с целью предотвращения мастера электрическим током.
Использование сварочных постов позволяет не только уменьшить сроки проведения работ и улучшить качество готовых изделий, но и свести к минимуму воздействие вредных факторов на здоровье оператора.
Уважаемые посетители сайта и потенциальные клиенты. Руководство сайта www.ural-k-s.ru доводит до Вашего сведения, что вся информация, размещенная на нашем сайте, имеет рекламный характер, не содержит предложения со всеми существенными условиями договора, из которого усматривается воля лица, делающего предложение, заключить договор на указанных в предложении условиях (публичная оферта), а является приглашением делать оферту, предусмотренную п. 1 ст. 437 Гражданского Кодекса Российской Федерации.
Все существенные условия по приобретению рекламируемой продукции будут указываться в договоре купли-продажи.
Всю необходимую информацию по комплектации, ценам, приобретению и поставке рекламируемой на сайте продукции Вы можете получить у наших специалистов по телефонам: +7 (495) 955-76-56.
Цены на товар рассчитаны в рублях по курсу доллара и евро, на момент размещения продукции на сайте, окончательная цена продукции рассчитывается по действующему курсу иностранных валют. Для уточнения данной информации Вы можете позвонить нашим менеджерам или сделать запрос на электронный адрес.
В случае задержки в выставлении счета и коммерческого предложения, а также при возникновении претензий к работе отдела продаж, обращаться к старшему менеджеру.
Внимание! Все цены на сайте указаны без учета НДС.
Различные типы электростанций
Электроэнергия — это источник жизненной силы современного мира. Все, от часов до автомобилей, теперь работает на электричестве.
Чтобы выразить нашу зависимость от электричества в цифрах, мы видим, что в 2008 году потребление электроэнергии в США составляло 2 989 ТВтч (тера ватт-часов). Перенесемся в 2019 год и видим, что он увеличился до 3971 ТВтч . ТВтч, равное 1000000000 кВтч.
СВЯЗАННЫЙ: КАК РАБОТАЕТ СОЛНЕЧНАЯ ЭЛЕКТРОСТАНЦИЯ?
Просто поразительно видеть, насколько мы сейчас зависим от электричества в нашей повседневной жизни.Но откуда взялась вся эта сила?
Ответ — электростанции. Они производят электричество для использования во всем мире.
В мире существуют различные типы электростанций, которые работают вместе, чтобы удовлетворить растущую потребность в электроэнергии. Давайте узнаем подробнее, как работают эти электростанции.
Гидроэлектростанции — одни из самых эффективных и экологически чистых из всех электростанций. На гидроэлектростанции электричество получают из воды.
В частности, потенциальная энергия воды преобразуется в электрическую. Когда воду заставляют падать с высоты на турбину, она раскручивает якорь, связанный с генератором.
Когда турбина вращается, генератор начинает вырабатывать электричество. Затем это электричество направляется на все различные подстанции для распределения электроэнергии.
Самая большая в мире гидроэлектростанция — это гидроэлектростанция под названием «Плотина Три ущелья». Плотина создает поразительную мощность 22 500 МВт .
Это достигается за счет использования генераторов 34 . Плотина настолько огромна, что после ее строительства она в одиночку замедлила вращение Земли.
Одним из преимуществ гидроэлектростанции является отсутствие отходов, образующихся при производстве энергии.
Атомные электростанции также возглавляют список электростанций, которые могут производить огромное количество энергии. Атомная электростанция работает путем преобразования ядерной энергии в электричество.
Тепло ядерного реактора используется для преобразования воды в пар. Затем сжатый пар используется для вращения турбин, подключенных к генератору.
В отличие от электростанций, работающих на угле или природном газе, атомной электростанции не нужно ничего сжигать для получения тепла. Весь процесс основан на ядерном делении.
Окатыши низкообогащенного урана загружаются на АЭС. Затем атом Урана расщепляется, создавая ядерное деление. Этот процесс высвобождает огромное количество энергии.
Преимущество атомной электростанции в том, что им не нужно ничего сжигать для получения энергии. Следовательно, выбросы углерода от атомной электростанции очень низкие.
Недостатками атомной электростанции являются ядерные отходы, которые она создает, и высокая стоимость их строительства. Ядерная энергия составляет более 10% мировых потребностей в энергии.
Самая крупная атомная электростанция в мире — это электростанция Кашивадзаки-Карива, расположенная в Японии.Он способен производить 7 965 МВт энергии с использованием семи реакторов с кипящей водой.
Первые две электростанции, которые мы обсуждали, имеют низкий углеродный след. Электростанции, работающие на угле, — полная противоположность. У них большой углеродный след, но на угольные электростанции приходится почти 40% мировых потребностей в энергии.
Угольные или угольные электростанции сжигают уголь для преобразования воды в пар. Затем этот пар используется для вращения турбин, которые вырабатывают электричество с помощью генератора.
A 1000MW угольная электростанция сжигает 9000 тонн угля в сутки. Этот процесс выбрасывает в воздух очень большое количество загрязняющих веществ.
Когда мы смотрим на потребление угля для производства электроэнергии, ни одна страна не может сравниться с Китаем. Восемь из одиннадцати мощных (более 5ГВт ) находятся в Китае.
Более того, Китай является крупнейшим источником выбросов CO2 в мире!
Электростанция Датанг-Туокетуо — крупнейшая в мире тепловая электростанция мощностью 6 штук.7GW . Эта угольная электростанция использует более 21 миллиона тонн угля в год для удовлетворения энергетических потребностей Китая.
Угольные электростанции относятся к категории тепловых электростанций. Дизельные электростанции и электростанции, работающие на природном газе, — это два других типа тепловых электростанций, которые обычно используются для производства электроэнергии.
С развитием производства энергии у нас теперь есть больше, чем просто тепловые, атомные и гидроэлектростанции.Их называют нетрадиционными электростанциями.
Эти электростанции способны производить чистую энергию (или зеленую энергию). Давайте узнаем, что они собой представляют!
Солнечные электростанции: Солнечные электростанции используют энергию солнца для производства электроэнергии. Солнечные панели улавливают солнечный свет с помощью фотоэлементов и преобразуют его в электричество.
Сегодня все большее число стран обращаются к солнечной энергии, чтобы компенсировать свою зависимость от ископаемого топлива.Tengger Desert Solar Park в настоящее время является крупнейшей в мире солнечной электростанцией по мощности. Он способен производить 1,547 МВт энергии.
Ветровые электростанции: Ветровые электростанции преобразуют энергию ветра в электрическую с помощью ветряных турбин. Они также очень эффективны при производстве чистой энергии.
Набор ветряных мельниц, расположенных на территории, называется ветровой фермой. Ветряная электростанция Ганьсу в Китае, год завершения которой — 2020, считается самой большой ветряной электростанцией в мире.
Геотермальная электростанция: Геотермальные электростанции похожи на паротурбинные электростанции, которые мы обсуждали ранее. Однако вместо сжигания ископаемого топлива геотермальные электростанции используют тепло ядра Земли для создания пара.
Крупнейшая геотермальная электростанция — Комплекс Гейзеров, расположенный в США. Он способен производить 1520 МВт энергии. Самым большим ограничением геотермальной энергии является то, что есть только несколько мест на земле, где ее можно установить.Кроме того, стоимость бурения и строительства установок может быть довольно высокой.
Приливная электростанция: Приливные электростанции используют приливные ограждения или приливные заграждения, чтобы использовать силу приливов. Темпы внедрения приливных электростанций были низкими, поскольку существуют некоторые критические ограничения на внедрение приливных электростанций.
На протяжении многих лет мы наблюдаем устойчивый рост спроса на энергию во всем мире.И, двигаясь вперед, нет никаких признаков того, что эта модель в ближайшее время замедлится! Ежегодный рост уровней загрязнения свидетельствует о тревожных темпах потребления ископаемого топлива.
СВЯЗАННЫЙ: ЭНЕРГЕТИКА ЯДЕРНОГО СЛИЯНИЯ В 21 ВЕКЕ
Однако мы можем отказаться от источников энергии с высоким содержанием углерода, таких как ископаемое топливо, и перейти на возобновляемые источники энергии. Различные компании и страны приложили огромные усилия, чтобы воплотить это видение в жизнь.
В ближайшие годы мы можем надеяться увидеть больше электростанций, работающих на экологически чистой энергии, а не фабрик по производству CO2.
.Типы сварных соединений Конструкция и символы сварки
Типы сварных соединений — Сварное соединение — это расположение или конфигурация двух металлических частей (или более), которые будут свариваться вместе. Существует 5 основных соединений, которые наиболее известны и применяются в соответствии со стандартами Американского сварочного общества (AWS) и многими другими стандартами.
Существует также любой другой тип суставов, который фактически является производным от 5 основных типов суставов, которые редко упоминаются в любом учебнике.Конфигурация соединения является важным вопросом и очень важна для определения того, сможет ли сварное соединение выдержать прилагаемую к нему нагрузку, не считая фактора целостности сварного шва.
 Типы сварных швов
Типы сварных швовВ некоторой степени неправильная конфигурация шва также может нарушить целостность сварного шва. Неправильная конфигурация соединения может вызвать дефекты сварного шва и материала, например, непровар, трещины, расслоение и т.д. любой потенциальный отказ сварного соединения.В этой статье мы попытаемся раскрыть все, что мы знаем о сварном соединении.
УСЛОВИЯ СВАРКИ СОЕДИНЕНИЙ
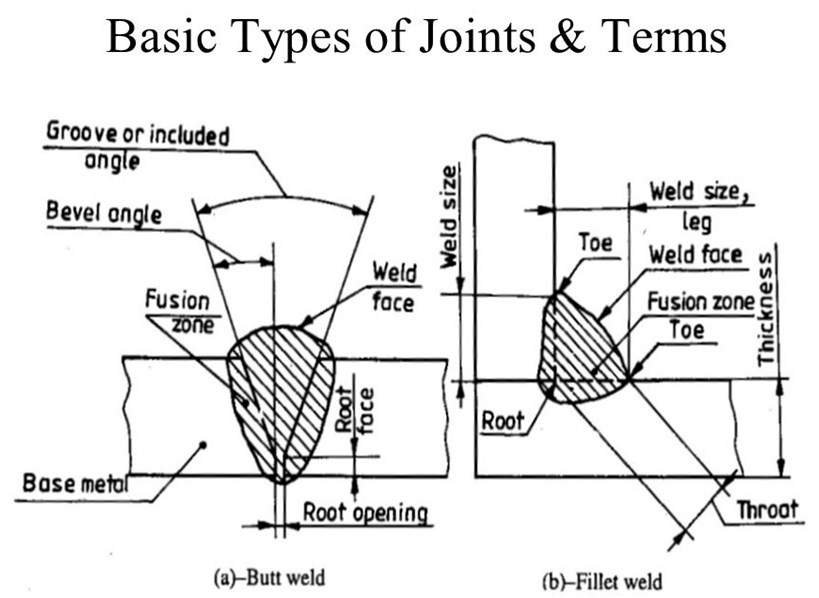 Основы сварных соединений
Основы сварных соединенийПрежде чем говорить о различных сварных соединениях, мы должны понять анатомию одного соединения. На Рисунке 2 выше должны быть показаны детали единого стыка (сварка с проточкой и угловая сварка), которые вам необходимо знать. Хотя есть и другие варианты соединения, элемент, из которого выполнен шарнир, не сильно отличается. При сварке или осмотре стыка вы должны обратить внимание на несколько вещей: угол, форму канавки, основание и размер сварного шва.
Угол скоса или угол наклона канавки варьируется в зависимости от требуемой прочности и толщины металла. В основном материал скошен под одним и тем же углом, поэтому угол скоса составляет половину угла канавки. Немного иначе обстоит дело с угловым сварным швом, где в большинстве случаев соединение фиксируется перпендикулярно и обычно не скашивается. Это делает измерение угла этих двух типов сварного шва немного различным.
При угловом сварном шве измерение основывается только на перпендикулярности конфигурации соединения, в то время как при стыковом шве измерение может выполняться на каждом скосе или только на угле канавки.При работе с канавками различной формы могут потребоваться разные методы измерения. Более ранний метод лучше всего подходит для измерения угла в канавке скоса или V-образной формы, однако он не работает для канавки U или J-образной формы. В последнем случае измеряемым элементом является не угол канавки, а радиус скругления канавки.
Еще один важный элемент — это корень. В зависимости от конструкции стык может быть открытым или закрытым. В открытом стыке между двумя основными металлами есть отверстие, позволяющее расплавить сварной шов, это отверстие называется корневым отверстием или зазором, и его размер полностью зависит от предпочтений сварщика.Лицевая поверхность корня — это толщина корня для предотвращения чрезмерного проникновения или плавления. Размер также полностью зависит от предпочтений сварщика.
Размер сварного шва также отличается для стыкового или углового шва. При стыковой сварке это немного проще, потому что геометрия не такая сложная, измерения можно проводить параллельно плоскости толщины основного металла. В случае углового шва это немного сложно. Чтобы упростить задачу, измерительный элемент похож на треугольник.Измеряется не только горловина, но и ножка, которой нет при стыковой сварке.
.Сварка различных типов стали
Или как сварить что угодно. В этом разделе приведены сведения о сварке. процедуры и наполнители, которые могут вам понадобиться для более общедоступных видов стали и чугуна и финансировался форумом сторонники.
Легко сваривать низкоуглеродистую сталь толщиной до 18 мм. Низкое содержание водорода для более толстых секций могут потребоваться расходные материалы и предварительный нагрев.
EN19, EN24 / EN24T и EN8 — конструкционные стали, указанные для высокая прочность.Расходные материалы и предварительный нагрев обычно указываются в предотвращают растрескивание, вызванное водородом.
Погодоустойчивая сталь, которая со временем становится оранжевой, специальные наполнители требуется для более толстого сечения, чтобы сварной шов выдерживал такие же погодные условия, как плита.
Чугун не очень хрупкий и может треснуть при тепловом расширении. и сжатие сварки.Мягкие расходные материалы обычно используются для сварки чугун.
Высокопрочные стали, часто используемые при производстве ковшей экскаваторов. и пропускает. Расходные материалы подбираются в соответствии с толщиной стали.
Литье — это просто способ создания формы, как и ковка. и прокатка. Следовательно, это может быть любой сорт от мертвой мягкой стали до Нержавеющая сталь.
Эта сталь с высокой твердостью обычно находится на краях ковшей экскаваторов. Для предотвращения растрескивания обычно требуется предварительный нагрев.
Кованое железо, широко используемое до конца 19 века, подвержено коррозии. прочный и простой в эксплуатации, но не совсем подходит для сварки из-за к слоям шлака.
Расходные материалы выбираются таким образом, чтобы содержание хрома в основной металл.
Твердый, устойчивый к истиранию валик сварного шва, используемый на открытых поверхностях землеройные и складские машины.
Эта коррозионностойкая сталь широко используется на электростанциях благодаря к его сопротивлению ползучести, а предварительный и последующий нагрев требуется для толстых разделы.
Теория причин растрескивания сварных швов и присадок с низким содержанием водорода предназначены для многих толстых или высокопрочных сталей.
Кредиты
Этот раздел был написан Аланом Мэйфилдом, имеющим 33-летний опыт работы (на данный момент) с производителями сварочных материалов. и консультирование по вопросам разработки, производства и использования MMA, MIG, TIG, FCW и Продукция Sub Arc.
Продолжение истории Гарри Брирли (под нержавеющей сталь) Мой отец работал на Brown — Bayley Steels, как и Гарри Брирли. Адмиралтейство начало производить сварочные стержни в Шеффилде в 1920-х годах.Когда разразилась война, они хотели увеличить объем производства, поэтому попросили Гарри Брирли за помощь. Он открыл в Браун Бейли. После войны цех по производству сварочных стержней был приватизирован, по-прежнему с Брирли в качестве технического директора, и стал Сварочным Rods Ltd. Я присоединился к ним в 1977 году, а через несколько лет они перешли во владение. компании Lincoln Electric.
Фото
Спасибо всем, кто дал разрешение на использование своих фотографий.Я добавил кредиты в подписях к фото, где это возможно.
.