Основные виды сварных соединений и швов
ОСНОВНЫЕ ВИДЫ СВАРНЫХ СОЕДИНЕНИИ И ШВОВ [c.336]Основные виды сварных соединений и швов, выполняемых различными способами электродуговой сварки, а также конструктивные элементы подготовленных кромок и швов приводятся в табл. П.1—П.6. [c.97]
Основные виды сварных соединений и типы сварных швов [c.60]
Конструкция сварных соединений и расчет их на прочность. Ограничимся рассмотрением основных видов сварных соединений и типов швов, выполненных электродуговой сваркой. [c.309]
Основными видами сварных соединений являются соединения встык и с помощью валиковых швов. [c.99]
Швы сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемые ручной, автоматической и полуавтоматической сваркой под флюсом, а также их условные обозначения йа чертежах стандартизованы (табл. 1). Стандарты устанавливают основные типы сварных швов в зависимости от вида соединения, размеры и форму шва, а также конструктивные элементы подготовки кромок свариваемых деталей и их допуски. В табл. 2—4 приводятся данные по некоторым основным типам и конструктивным элементам сварных соединений и швов ручной сварки, а в табл. 5—8 — автоматической и полуавтоматической сварки под флюсом.
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534—75, но они встречаются значительно реже. Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037—80, в котором определены основные размеры швов для различных видов сварки. На рис. 2.6, а показана подготовка кромок шва С-1 с толщиной элементов 2—4 мм для ручной дуговой сварки плавящимся электродом и 2—3 мм для сварки неплавящимся электродом в защитном газе.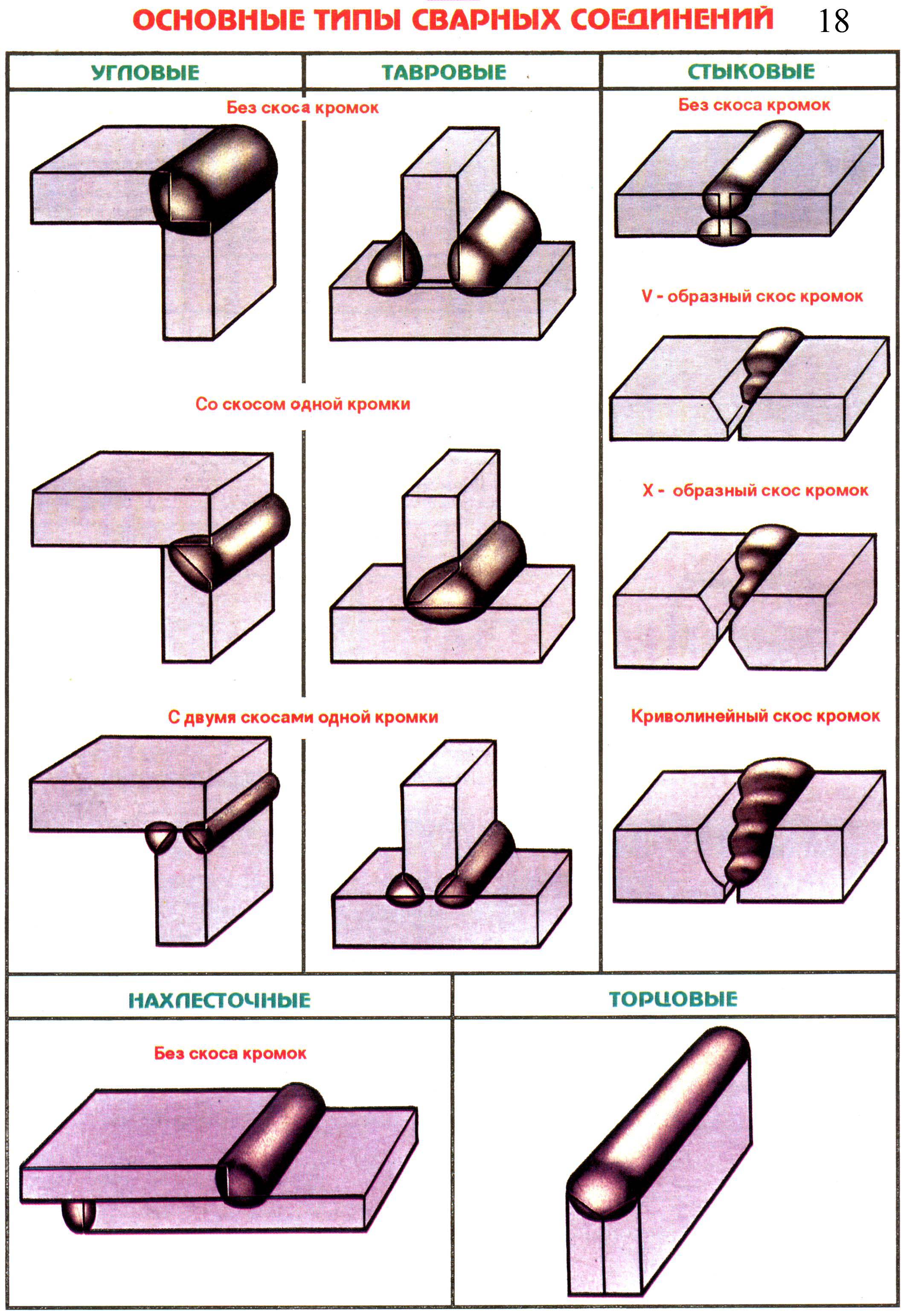
Типы и конструктивные элементы сварных соединений и швов. В табл ХП.1 приведены основные типы сварных соединений, выполняемые ЭШС (ГОСТ 15164—69), типы и виды швов, конструктивные элементы кромок на заготовках, нх размеры. [c.320]
По этому стандарту основные виды сварных соединений аналогичны приведенным выше для РДС и автоматической сварки под флюсом, поэтому графическое представление различных типов сварных соединений для данного способа сварки нами не рассматривается. Здесь используются 28 типов стыковых соединений, 9 угловых, 6 тавровых и 2 нахлесточных. В ГОСТ 14771-76 указаны основные конструктивные размеры и предельные отклонения всех типов сварных соединений. В приложениях к нему даны рекомендуемые значения катетов угловых швов в зависимости от толщины более толстого из свариваемых элементов и предела текучести свариваемой стали.
Сварное соединение является элементом сварной конструкции. К сварному соединению относят участки деталей или отдельные детали, соединенные сварным швом. Под сварным швом понимают затвердевший после расплавления металл, соединяющий кромки деталей. При выполнении сварного соединения эти кромки подвергаются определенной подготовке. Взаимное расположение свариваемых частей, форма и размеры кромок после подготовки определяют вид сварного соединения и тип шва. Основные типы сварных швов в зависимости от вида соединений, в которых эти швы применены, размеры и форма швов, а также конструктивные элементы подготовки кромок деталей под сварку регламентируются ГОСТ 5264—58 Швы сварных соединений.
Сварка. В настоящее время существует чрезвычайно большое число видов сварки и способов их осуществления (интересующихся отсылаем к ГОСТ 19521—74 Сварка металлов. Классификация и к ГОСТ 2601—74 Сварка металлов. Основные понятия. Термины и определения ). Столь же многочисленны и условные обозначения швов сварных соединений и способов сварки, поэтому, изучая эту тему, студент-заочник должен ознакомиться только с основными понятиями этого вида неразъемного соединения, основными правилами изображения сварных соединений и некоторыми их условными обозначениями.
Виды сварных соединений. В зависимости от взаимного расположения свариваемых элементов различают следующие виды сварных соединений стыковые, нахлесточные, тавровые и угловые. Основные типы швов сварных соединений, выполненных ручной электродуговой сваркой, даны в табл. 3.1 (ГОСТ 5264—69). [c.269]
По мере прохождения через просвечиваемый металл интенсивность рентгеновских лучей уменьшается. Если сварной шов выполнен хорошо и в металле шва нет никаких дефектов, то после просвечивания рентгеновскими лучами и обработки пленки на темном фоне получается светлая полоса. Эта полоса соответствует металлу шва, так как толщина шва с усилением больше толщины стенок основного металла и поэтому интенсивность излучения, падающего на фотопленку в месте шва, меньше. Если на пути лучей встречается пустота или менее плотное включение, то интенсивность излучения за этим включением оказывается выше, чем на соседних участках, где дефекты отсутствовали. В результате поры, трещины, раковины, непровары и шлаковые включения можно обнаружить по более сильному почернению пленки в местах расположения дефектов. На снимке нельзя отличить газовые поры от шлаковых включений, однако это не имеет значения, так как они практически в одинаковой степени снижают прочность сварного соединения и одинаково недопустимы.
Указания. Перед выполнением задания следует изучить материал о разъемных и неразъемных соединениях, обратив внимание на основные виды сварных швов и их условные изображения и обозначения на чертежах, что подробно изложено в ГОСТ 2.312—72. Следует ознакомиться с чертежами сварных изделий, приведенными в учебной литературе, и с чертежом корпуса приспособления на рис. 191.
Содержание учебника базируется на программных материалах по химии, физике, технологии металлов и конструкционных материалов, электротехнике и другим техническим предметам. Книга содержит общие сведения о сварке, сварных соединениях и швах, электрической сварке плавлением, газовой сварке и резке, контроле качества сварных швов. Кроме основных видов сварки рассмотрены их разновидности. [c.424]
Торцы или кромки соединяемых элементов перед сваркой соответственным образом обрабатываются. Форма обработки зависит главным образом от толщины соединяемых элементов. Обработка кромок должна способствовать полному сплавлению их между собой — получению прочного соединения. Основные виды обработки кромок при стыковых соединениях под ручную сварку показаны на рис. 55. Форма обработки кромок для стыковых сварных соединений регламентируется ГОСТ 5264—58, определяющим виды сварных соединений, форму подготовки кромок и типы сварных швов. [c.108]
Работоспособность сварных соединений и сварных конструкций в целом во многом определяется качеством сварных швов. Вопросы надежности работы сварных конструкций в настоящее время приобретают все большее значение из-за их эксплуатации при высоких и низких температурах, в агрессивных средах, при больших рабочих напряжениях.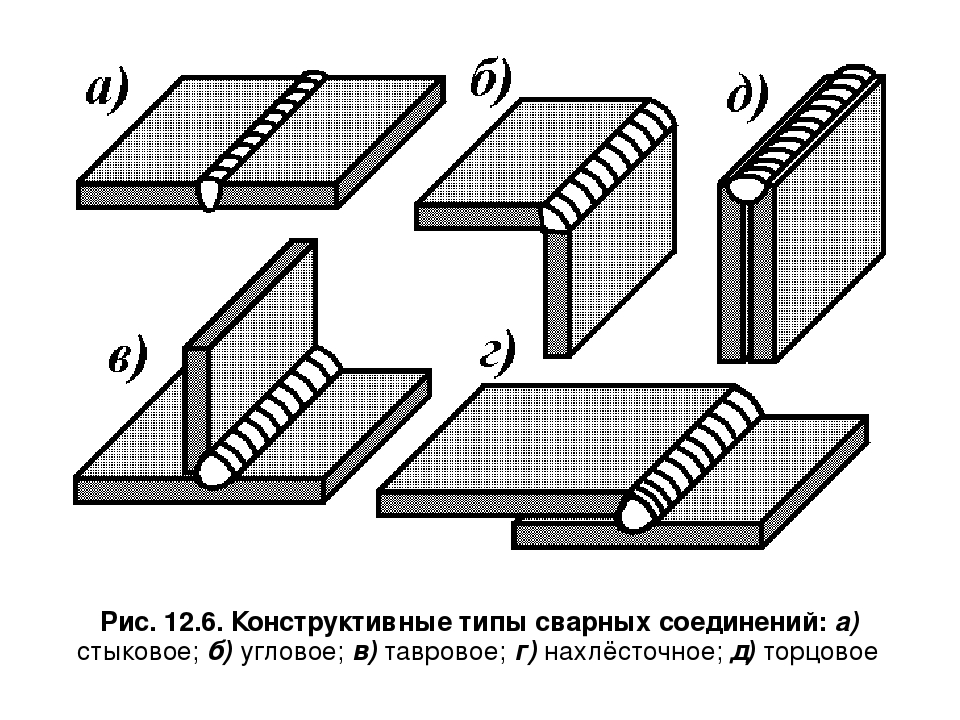 При обработке материалов, в том числе и при сварке, практически всегда образуются различные дефекты. Вид дефектов и механизм их появления зависят от особенностей технологического процесса. При сварке плавлением образование дефектов определяется характером взаимодействия жидкого и твердого металлов, а также металлов с газами и шлаком. Жидкий металл растворяет определенное количество газов из воздуха и газообразных продуктов разложения электродного покрытия. Основными газами, влияющими на свойства металла и чаще всего присутствующими в металле, являются кислород, водород и азот. Водород физически растворяется в расплавленном металле, а кислород и азот с большим количеством металлов вступают в химическое взаимодействие. В процессе охлаждения вследствие снижения растворимости газов в металле происходит их выделение.
При обработке материалов, в том числе и при сварке, практически всегда образуются различные дефекты. Вид дефектов и механизм их появления зависят от особенностей технологического процесса. При сварке плавлением образование дефектов определяется характером взаимодействия жидкого и твердого металлов, а также металлов с газами и шлаком. Жидкий металл растворяет определенное количество газов из воздуха и газообразных продуктов разложения электродного покрытия. Основными газами, влияющими на свойства металла и чаще всего присутствующими в металле, являются кислород, водород и азот. Водород физически растворяется в расплавленном металле, а кислород и азот с большим количеством металлов вступают в химическое взаимодействие. В процессе охлаждения вследствие снижения растворимости газов в металле происходит их выделение.
Остаточные общие деформации, вызываемые продольной усадкой швов в сварных соединениях и сварных конструкциях, можно разделить на три основных вида 1) укорочение длины или высоты конструкции 2) поперечный изгиб (прогиб) конструкции 3) искривление конструкции от потери устойчивости сжатых элементов. [c.601]
Различают следующие виды сварных соединений встык, внахлестку или с накладками, тавровые и угловые. Классификация основных типов швов, применяемых в различных соединениях, приведена на рис. 9.2, а — х здесь же дано условное обозначение швов графическое и буквенно-цифровое. [c.102]
В практике ремонта металлоконструкций применяют в основном два вида сварных соединений — стыковые и угловые. Сварные швы в зависимости от расположения могут быть нижними, вертикальными, горизонтальными и верхними потолочными. Последние являются наиболее трудными по исполнению, так как расплавленный металл стремится вытечь из кратера. Прочностные свойства наплавленного металла и сварного соединения при сварке потолочным швом обычно ниже, чем при сварке другими швами, поэтому использование потолочных швов следует по возможности исключать. [c.69]
[c.69]
Как уже отмечалось выше, прочность швов, полученных методом индукционной сварки, хотя она и не столь высока, как прочность швов, сваренных другими более широко применяемыми методами, вполне удовлетворительна для многих видов сварных соединений пластмасс. Так например, с помощью индукционного вкладыша из проволочной сетки, помещаемого при сварке между плитами из разветвленного полиэтилена, свариваются швы, прочность которых на 50% выше, чем прочность основного материала. Столь же высокие результаты сварки с помощью индукционного нагрева были достигнуты и для соединений из акриловых пластмасс и, судя по всем показателям, с помощью данного метода можно получать швы высокой прочности при сварке почти всех видов термопластов.
Основные типы сварных соединений, выполняемые ЭШС, типы и виды швов, конструктивные элементы кромок на заготовках, подготовленных под ЭШС, их размеры, размеры выполненных швов свар- [c.185]
Исследования стойкости к СР различных видов сварных соединений показали, что наиболее склонны к СР дефектные зоны сварного стыка. Затем следуют участки крупного и мелкого зерна и основного металла вне З В. Стойкость к СР снижается пропорционально содержанию неотпущенного мартенсита в зоне сплавления. Отпуск уменьшает содержание закалочных структур и тем самым снижает склонность к СР. Поскольку коррозионные разрушения на ТП Оренбург — Заинек в основном коснулись кольцевых сварных швов, а также продольных в ЗТВ монтажной сварки, интерес представляют причины возникновения повреждений именно в данных местах. [c.64]
Выпуклые швы имеют большее сечение и поэтому называются усиленными. Однако большая выпуклость для швов, работающих при знакопеременных нагрузках, вредна, так как вызывает концентрацию напряжений в местах перехода от шва к поверхности основной детали. Вогнутые швы, ослабленные, применяют, как правило, в угловых соединениях в стыковых соединениях они не допускаются. Нормальные швы по сечению соответствуют расчетным и приняты как основной вид сварного шва. Прерывистые швы применяют в том случае, если шов неответственный (сварка ограждений, настила и др.) или если по прочностному расчету не требуется сплошной шов. Их применяют в целях экономии материалов, электроэнергии и труда сварщика. Длину / провариваемых участков прерывистого шва принимают 50… 150 мм, а промежутки делают примерно вдвое больше. Расстояние от начала предыдущего шва до начала последующего шва называют шагом шва
[c.52]
Нормальные швы по сечению соответствуют расчетным и приняты как основной вид сварного шва. Прерывистые швы применяют в том случае, если шов неответственный (сварка ограждений, настила и др.) или если по прочностному расчету не требуется сплошной шов. Их применяют в целях экономии материалов, электроэнергии и труда сварщика. Длину / провариваемых участков прерывистого шва принимают 50… 150 мм, а промежутки делают примерно вдвое больше. Расстояние от начала предыдущего шва до начала последующего шва называют шагом шва
[c.52]
Технологичность сварной конструкции определяется рациональным выбором основного и сварочных материалов, рациональным выбором вида, способа и технологии сварки, выбором формы сварного соединения и обоснованным распределением сварных соединений в конструкции, позволяющим обеспечить заданное качество конструкции при наименьших затратах средств и времени. Сварная конструкция должна удовлетворять требованиям доступности и удобства выполнения и контроля сварных соединений, наложения сварных швов без ограничения последовательности. [c.48]
Как известно, основное обозначение швов сварных соединений в общем случае состоит из буквенного-обозначения вида, метода и при необходимости способа сварки, условного графического знака, размера сечения шва в мм, длины шва в мм, вспомогательного знака. [c.101]
При проектировании сварных конструкций решается задача комплексного расчета сварных соединений. Он включает проверку прочности сварных швов и основного металла в зонах, прилегающих к швам. Расчет прочности основного металла возле швов производится в конструкциях из закаленных сталей при всех видах нагрузок, в том числе и статических. В конструкциях из незакаленных малоуглеродистых и низколегированных сталей комплексный расчет сварных соединений ведется при их работе под переменными нагрузками. [c.31]
В настоящее время сварные соединения можно образовывать двумя принципиально разными способами действием тепла при температурах плавления металлов или использованием явления схватывания металлов (ультразвук, холодная сварка и др. ). Большие перспективы открывают возникшие в последнее время новые виды сварки — концентрированным потоком электронов в вакууме (электронно-лучевая сварка) и когерентным лучом (лазеры). При этих видах сварки можно проплавлять металл узким кинжальным швом, вследствие чего не требуется разделки кромок под сварку, снижаются термические деформации и повышается стойкость швов к образованию горячих трещин. Использование новых высококонцентрированных источников нагрева с предельно малым термическим воздействием, т. е. оказывающим наименьшее отрицательное влияние на изменение свойств основного металла (что является одной из важных задач технологии сварки новых материалов, в особенности высокопрочных и стойких против коррозии), приведет к значительному уменьшению объемов доводимого до расплавления
[c.143]
). Большие перспективы открывают возникшие в последнее время новые виды сварки — концентрированным потоком электронов в вакууме (электронно-лучевая сварка) и когерентным лучом (лазеры). При этих видах сварки можно проплавлять металл узким кинжальным швом, вследствие чего не требуется разделки кромок под сварку, снижаются термические деформации и повышается стойкость швов к образованию горячих трещин. Использование новых высококонцентрированных источников нагрева с предельно малым термическим воздействием, т. е. оказывающим наименьшее отрицательное влияние на изменение свойств основного металла (что является одной из важных задач технологии сварки новых материалов, в особенности высокопрочных и стойких против коррозии), приведет к значительному уменьшению объемов доводимого до расплавления
[c.143]
В зависимости от вида соединения, способа сварки и толщины свариваемых элементов применяют различные типы швов сварных соединений в соответствии с ГОСТ 8713—58 и ГОСТ 5264—58. В табл. 13 приведены основные виды швов сварных соединений конструкций из нержавеющих аустенитных сталей. [c.147]
Основным видом образцов сварных соединений для испытания на длительную прочность, как и при кратковременных испытаниях, являются образцы с поперечным швом. При этом, в зависимости от типа свариваемых изделий, форма образцов может изменяться. В большинстве случаев испытания ведутся на круглых десяти- или пятикратных образцах диаметром 8 или 10 мм. В случае сварки тонколистового материала используются плоские образцы, а для оценки свойств сварных стыков труб малого диаметра—трубчатые образцы. В пп. 2, 3 и 4 приведены значения пределов длительной прочности большинства используемых в сварных конструкциях энергоустановок сталей там же приведены указанные характеристики для металла швов и сварных соединений. [c.22]
При проектировании и изготовлении сварных конструкций применяются следующие основные виды сварных соединений в стык, впритык, внахлестку и угловые соединения. Кроме того, иногда используются соединения впрорезь и электрозаклепочные. Различные типы сварных швов рекомендуются ГОСТ 5264—58.
[c.121]
Кроме того, иногда используются соединения впрорезь и электрозаклепочные. Различные типы сварных швов рекомендуются ГОСТ 5264—58.
[c.121]
При больших габаритах изделий следует проводить местную термическую обработку зоны сварного соединения. При сварке встык деталей, имеющих различную толщину, возникают остаточные напряжения, которые приводят к усилению коррозии. Для уменьшения напряжений желательно уравнивание толщины свариваемых деталей на участке шва. Необходимо избегать наложения швов в высоконапряженных зонах конструкции, так как остаточные сварные напряжения, суммируясь с рабочими напряжениями, вызьшают опасность коррозионного растрескивания. Рекомендуется не деформировать металл около сварных швов, заклепок, отверстий под болты. Механическая обработка швов фрезой, резцом или абразивным кругом обеспечивает плавное сопряжение шва и основного металла и этим способствует уменьшению концентрации напряжений в соединении и повышению его коррозионно-механической прочности. Особенно эффективна механическая обработка стыковых соединений, предел выносливости которых после обработки шва растет на 40—60 %, а иногда достигает уровня предела выносливости основного металла. Стыковые соединения по сравнению с другими видами сварных соединений характеризуются минимальной концентрацией напряжений и наибольшей усталостной прочностью. Повышения усталостной проч- [c.197]
Сварные соединения и швы обозначаются на чертежах стандартными условными знаками (ГОСТ 5263—58). Сушествуег два вида условных обозначений сварных швов—основные, проставляемые на чертежах и других технических документах, и дополнительные (буквенно-цифровые). [c.69]
Высокопрочные стали порошковыми проволоками ПП-АН54 и ПП-АН55 сваривают в нижнем и горизонтальном на вертикальной плоскости положениях швов (табл. 22). С использованием порошковой проволоки можно выполнять все виды сварных соединений. К основным правилам техники высокопрочных сталей порошковыми проволоками в нижнем положении относятся следующие. [c.58]
[c.58]
Поэтому здесь основное внимание уделяется изучению видов сварных соединений, типу и конструкциям сварных швов, их условному изображению и обозначению, общему правилу оформления ч ттежей и спецификации свгфного изделия. [c.3]
В неге даны сведения об оборудовании, инструменте, при-способленип в материалах, применяемых для дуговой я газовой сварки, наплавки в резки металлов освещены основные вопросы техвологии и техники сварки углеродистых и легированных сталей, чугуна, цветных металлов и сплавов олисаны виды сварных соединений, швов и контроль качества сварки кратко изложены вопросы механизации и автоматизации и техники безопасности в сварочном производстве. [c.2]
Для прямошовных труб характерными геометрическими концентраторами являются участки ремонтной подварки швов на концах экспандированных труб, а также неполное снятие валика внутреннего шва и его смятие конусом экспандера, для спиральношовных — неплавный (резкий) переход усиления шва к основному металлу, наличие угловатости сварного соединения ( домиков ). Кроме того, на наружной поверхности труб возможны концентраторы в виде вмятин, задиров, царапин, возникающих в процессе строительных и транспортных операций, которые могут быть отнесены к разряду случайных. [c.223]
Сварку листов осуществляли встык с применением электродуговой ручной сварки и автоматической сварки под флюсом. Ручную электродуговую сварку выполняли качественными электродами с различным составом покрытия с фтористокальциевым покрытием (марки УОНИ 13/45 и АНО-7) и рутиловым покрытнем (марки МР-3 и АНО-4). Химический состав металла сварных швов й основного металла приведен в табл. 8. Автоматическую сварку производили на сварочном тракторе ТС-17Р под слоем плавленого флюса АН-348А. Исследование влияния термической обработки на коррозионное поведение сварных соединений вели на образцах после двух видов отжига низкотемпературного (/ = 680 °С) и полного (i = 920 Q, [c.
 237]
237]Виды сварных швов.
Рассмотрим основные вилы сварных швов.
Классификация швов в сварке проводится по нескольким параметрам. В первую очередь рассматриваются виды соединений:
— стыковое
— тавровое
— внахлест
— угловое.
Стыковое соединение
Стыковое соединение является соединением двух труб или листов по их торцам. Такой вид соединения является одним из самых распространенных, что связано с его простотой, небольшим расходом металла и времени на сварочный процесс.
По месту шва такое соединение может быть односторонним и двусторонним. По подготовке мест соединения под сварку различаются соединения без скоса и со скосом кромок. При одностороннем соединении без скоса берут листы не более 4мм в толщине. При двустороннем соединении без кромок лист может быть до 8мм. В том и другом случае следует проводить качественную проварку, для этого перед сваркой нужно оставлять зазор около 1-2мм при соединении листов.
Одностороннее соединение со скосом делают для листов 4-25мм. Скос может быть V и U – образный. При толщине металла более 12мм можно выполнять двустороннюю сварку с Х – образной разделкой, что уменьшает объем металла для заполнения разделки, увеличивая также скорость работы.
Тавровое соединение
При таком соединении листы соединяются в форме буквы Т. При этом сварка может выполняться с одной или с обеих сторон, что связано с толщиной листов. Для наилучшей и качественной сварки при тавровом соединении, следует подогнать наклон электрода или горелки под 60 градусов. В этом случае наклон должен быть к более толстому листу.
Сварка в нижнем состоянии «в лодочку» упрощает работу и понижает возникновение дефектов в виде подрезов. Для увеличения проплавления применяются также особые сварочные процессы, позволяющие за один проход добиваться формирования также и обратного валика.
Соединение внахлест
При данном типе соединения листы должны иметь толщину не более 10мм. При этом сварка должна быть двусторонней. Это связано с тем, чтобы влага не могла попадать между листами. Учитывая тот факт, что получается два сварных шва, увеличивается общее время сварки и расход материалов. В то же время такой тип соединения имеет свои преимущества и относится к одному из наиболее прочных соединений в сварке.
При этом сварка должна быть двусторонней. Это связано с тем, чтобы влага не могла попадать между листами. Учитывая тот факт, что получается два сварных шва, увеличивается общее время сварки и расход материалов. В то же время такой тип соединения имеет свои преимущества и относится к одному из наиболее прочных соединений в сварке.
Угловое соединение
Угловое соединение представляет собой сварное соединение двух листов металла, расположенных под прямым или другим углом по отношению друг к другу. При таком соединении можно выполнять скосы кромок или соединять без них, зависит от толщины листов. В некоторых случаях угловое соединение проваривается и снаружи, и изнутри.
Другие классификации сварных швов
Сварные швы можно различать и по некоторым другим параметрам.
— По выпуклости шва: выпуклые, вогнутые, нормальные. Выпуклость связана с режимом сварки и сварочным материалом. Так, длинная дуга обеспечивает плоский и широкий шов, а короткая дуга делает шов выпуклым.
— По расположению в пространстве сварные швы могут быть нижними, горизонтальными, вертикальными и потолочными. Для сварки удобно нижнее положение шва. Это увеличивает производительность и качество работы. Другие положения могут вызывать сложности и являются более сложными.
— По протяженности сварные швы могут быть сплошными и прерывистыми. Прерывистые швы могут применять для соединений, где нет необходимости в полной герметичности.
Типы сварных соединений — Газовая резка
Типы сварных соединений
В зависимости от взаимного расположения свариваемых деталей различают следующие сварные соединения: стыковые, угловые, тавровые, внахлестку и торцовые с отбортовкой (рис. 32).
Рис. 32. Подготовка кромок под сварку и типы сварных соединений
а —с отбортовкой кромок; б — стыковое соединение; в — V-образ-ная и U-ооразнгя разделка кромок; г — X-образная и U-образная двусторонняя разделка кромок; д — угловые соединения
При сварке металла толщиной 1 мм применяют соединения с отбортовкой кромок (рис. 32,а) без присадочного металла или соединения встык без разделки кромок с присадочной проволокой (рис. 32,6).
32,а) без присадочного металла или соединения встык без разделки кромок с присадочной проволокой (рис. 32,6).
При толщине металла до 5 мм стыковые соединения выполняют без разделки кромок с зазором между сва5 риваемыми кромками. При толщине металла более 5 мм, применяют стыковые соединения с и-Тэбразной (рис. 32, в) или Х-образной разделкой кромок (рис. 32, г).
При сварке металлов малой тол шины применяют также угловые соединения (рис. 32, д).
Торцовые соединения, как правило, выполняют без присадочного металла, шов образуется за счет расплавления кромок основного металла.
Соединения внахлестку и втавр применяют при сварке деталей с толщиной металла не более 3 мм.
Самые распространенные при газовой сварке — это стыковые соединения. Угловые и торцовые применяют реже. При газовой сварке следует избегать соединений внахлестку и втавр, так как они требуют более интенсивного нагрева металла, в результате чего появляется коробление изделия.
Рис. 33. Сварные швы
а — нижний; б — горизонтальный; в — вертикальный; г — потолочный
В зависимости от положения в пространстве сварные швы подразделяют на нижние, горизонтальные, вертикальные и потолочные (рис. 33).
В зависимости от протяженности сварные швы подразделяют на прерывистые и сплошные.
По числу слоев различают швы однослойные и многослойные.
Сварные швы на чертежах обозначают специальным графическим знаком, в который входят: индекс вида сварки (начальная буква названия сварки), условный знак типа шва, дополнительные знаки и размеры эле* мента шва.
Читать далее:
Эксплуатация газосварочной и газорезательной аппаратуры и оборудования
Эксплуатация переносных ацетиленовых генераторов
Качество сварных соединений
Технология резки
Механизированная резка
Ручная резка
Cварочные деформации и напряжения
Cварка чугуна
Cварка цветных металлов и сплавов
Сварка низкоуглеродистой стали
Сварочные соединения (типы и соединения)
Сварка — это ремесло, требующее предельного терпения и внимания. Сварка практиковалась столетия назад, и в «Железном столбе Дели» (310 г. н.э.) использовалась кузнечная сварка. Существует множество различных методов сварки, таких как плазменная, ультразвуковая, дуговая, трение. Основное различие между этими методами заключается в том, как генерируется источник тепла.
Сварка практиковалась столетия назад, и в «Железном столбе Дели» (310 г. н.э.) использовалась кузнечная сварка. Существует множество различных методов сварки, таких как плазменная, ультразвуковая, дуговая, трение. Основное различие между этими методами заключается в том, как генерируется источник тепла.
Для различных применений требуются разные типы сварных соединений. Это связано с тем, что тип и величина силы меняются в зависимости от проекта.Сварные соединения в основном означают, как составные части подходят друг к другу. В этой статье мы узнаем о различных типах сварных соединений, а также о стиле сварки, использованном для их изготовления.
Различные типы сварных соединений
Стыковое соединениеВ стыковом соединении металлические детали соединяются бок о бок в одной плоскости. Они обычно используются в трубах и фитингах, и это тоже вполне доступное решение. Стыковые соединения очень просты в изготовлении, но они более слабые по сравнению с другими соединениями.Стыковое соединение имеет много различных вариантов, некоторые из них перечислены ниже
- Квадрат — для металлов толщиной менее 3/16 дюйма. Не следует использовать при ударных или усталостных нагрузках.
- Одинарный скос — сварной шов, в котором один элемент имеет скошенную кромку (наклонную поверхность) с одной стороны.
- Двойная фаска — здесь соединительная кромка одного из металлов скошена с обеих сторон.
- Одиночный J — Одна часть имеет форму J, а другая квадратную форму.
- Двойной J- Подобен одиночному J, за исключением того, что одна часть имеет J-образную форму в обоих направлениях.
- Одиночный V- Аналогичен соединению со скошенной кромкой, но оба стержня скошены.
- Двойная V-образная сварка выполняется с обеих сторон.
- Одинарная U-образная форма — Обе кромки имеют форму буквы J и, когда они соединяются, образуют U-образные канавки.
- Двойные U-образные канавки — Образование U сверху и снизу.
 Готовить U-образные канавки довольно дорого.
Готовить U-образные канавки довольно дорого.
 Готовить U-образные канавки довольно дорого.
Готовить U-образные канавки довольно дорого.Каждый из этих сварных швов используется для разных целей. Однако наиболее распространенным из них является сварка с квадратной разделкой кромок.
Важным аспектом, который следует учитывать, является Поверхность Файинга.Это область металла, расплавленного в процессе сварки. Формовка стыковой поверхности перед сваркой может улучшить прочность соединения, а также улучшить внешний вид и обеспечить глубокое проплавление сварного шва. Подготовка кромки
может выполняться независимо на обоих элементах стыкового соединения или аналогичным образом.
Стыковые соединения лучше всего использовать для тонких срезов. При работе с более толстыми металлами лучше всего использовать другой сварной шов для лучшего проплавления. Дефекты стыковых соединений включают пористость, растрескивание и т. Д.
ТройникиВ тройниках две детали свариваются под углом примерно 90 градусов, причем край одной детали находится в центре другой детали. В результате они образуют Т-образную форму. Т-образные швы, как правило, используется для сварки труб или трубок на опорную плиту. Для эффективного тройникового соединения должно быть эффективное проникновение в свод сварного шва. Существует 7 стилей создания тройников.
- Сварка с пазом — При сварке с пазом детали размещаются внахлест друг над другом.А на верхней части просверливается удлиненное отверстие, доходящее до другой заготовки. Затем это отверстие заполняется наполнителем.
- Заглушка — аналогична сварке с прорезью, за исключением того, что отверстие имеет форму круглой заглушки.
- Угловой шов — Приложите металлы друг к другу и используйте сварочный пистолет в точке соприкосновения.
Это простейший метод дуговой сварки. Он соединяет поверхности, расположенные под прямым углом или приблизительно перпендикулярные.
- Сварной шов со скосом и канавкой
- Сварной шов под развальцовку с канавкой и фаской — Сварка радиуса и плоской детали. Например, приварите полосу к отрезку трубы по бокам.
- Сварной шов с J-образной канавкой
- Сквозной шов — полное проплавление сварного шва через материал.
 Например, приварите полосу к отрезку трубы по бокам.
Например, приварите полосу к отрезку трубы по бокам.Обычно тройники не имеют канавок. Однако, если основная заготовка толстая и сварка с двух сторон не может выдержать желаемую нагрузку, можно использовать паз. Дефект, который обнаруживается в этом типе сустава, — это пластинчатый разрыв. На тройник ставится стопор во избежание деформаций.
Угловые соединенияУгловые соединения очень похожи на тройники. Единственная разница в том, где соединяются металлы. В угловых соединениях металлы встречаются в углу, а в тройниках — в середине. Угловые соединения — одни из самых популярных и часто используемых сварных соединений. Он обычно используется при производстве коробчатых рам и в других приложениях, требующих меньшей грузоподъемности. Угловые стыки можно производить в открытом или закрытом положении.
Основание одностороннего сварного шва довольно слабое, особенно при растягивающей нагрузке, поэтому угловые соединения следует сваривать с обеих сторон для обеспечения достаточной прочности. Другой возможный дефект — появление оксидов по средней линии в односторонних сварных швах. Это еще больше снизит прочность сварного шва. Лучшее решение — использовать импульсный AC-TIG.
Типы сварки, обычно используемые в угловых соединениях, включают
- с развальцовкой, V-образная канавка,
- , U-образная канавка,
- , скошенная канавка,
- , угловая сварка
- , точечная сварка — это процесс контактной сварки.Используется для сварки металлических листов вместе с приложением давления и с использованием тепла, выделяемого током.
- Кромка
- Угловой фланец
- Квадратная канавка или стык
- J-образная канавка
- V-образная канавка
Соединения внахлест обычно используются для сварки деталей различной толщины. Сварку можно производить как с одной, так и с обеих сторон, это очень похоже на стыковые соединения. Два металла накладываются друг на друга внахлест.
Сварку можно производить как с одной, так и с обеих сторон, это очень похоже на стыковые соединения. Два металла накладываются друг на друга внахлест.
Соединения внахлест в основном используются для листового металла и редко используются для толстых материалов. Это одни из самых прочных сварных соединений. Для обеспечения максимальной эффективности перекрытие должно быть по крайней мере в три раза толще более тонкого соединительного элемента. Распространенные причины выхода из строя соединений внахлестку включают ламеллярный разрыв и коррозию из-за перекрывающихся материалов.
Обычно используемые стили в соединениях внахлест включают
- J-образная канавка
- Угловая канавка
- Точечная
- Заглушка
- Паз
- Канавка со скосом под развальцовку
в основном используется для сварки идентичных параллельных элементов, расположенных рядом.Элементы также могут иметь фланцевые кромки. Аналогичные кромки двух деталей свариваются. Это соединение не самое прочное, поскольку сварной шов не проникает на всю толщину соединения. В результате его лучше всего использовать для сварки листового металла. При этом не используется наполнитель, и этот метод не требует никакой подготовки.
Однако краевые соединения обычно не используются, и их следует избегать в ситуациях с высоким напряжением или давлением. Некоторые из дефектов, с которыми могут столкнуться краевые соединения, включают коррозию, пористость, шлаковые включения и т. Д.Обычно используемые стили в краевых соединениях включают
- U-образный паз
- V-образный паз
- Краевой фланец
- Угловой фланец
- Угловой паз
- Квадратный паз
- J-образный паз
| Квадратное стыковое соединение 6,35 мм или ¼ дюйма |
| Одинарный скос 3/16 дюйма ⅜ дюйма или 4,76 9,53 мм |
| Двойной скос дюйма или 9,53 мм |
Стыковое соединение с одним клином до 3⁄8 дюйма или 9.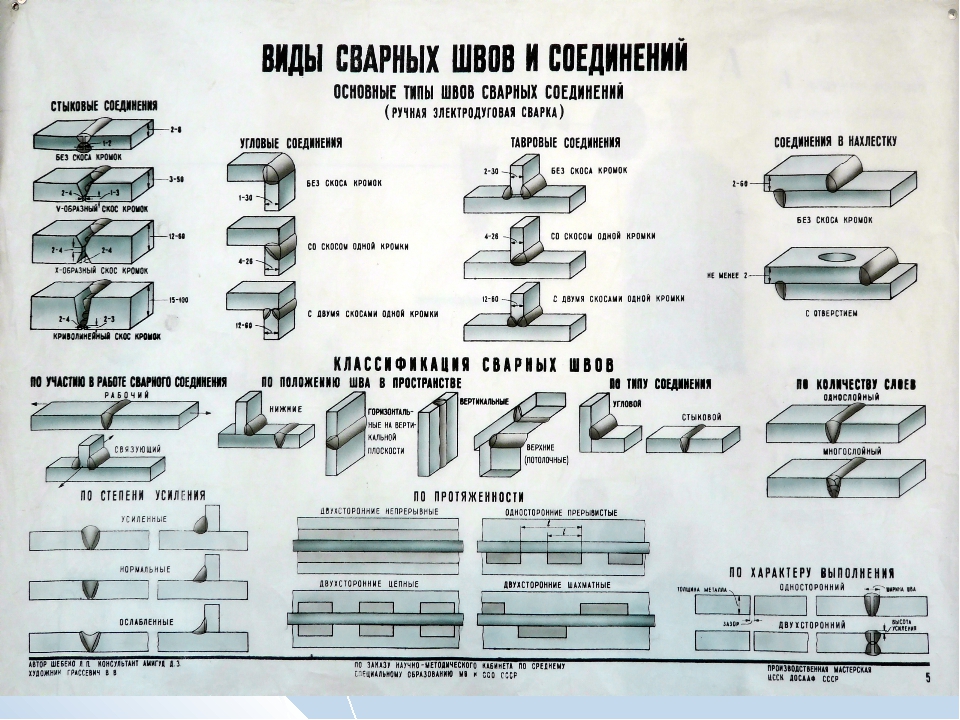 53 мм. дюймов или 19,05 мм 53 мм. дюймов или 19,05 мм |
| Двойное U-образное соединение Более 3⁄4 дюйма или 19,05 мм |
| Фланец Менее 0,1046 дюйма или 2,657 мм. |
| Фланец Менее 0,1046 дюйма или 2,657 мм. |
| Фланец Менее 0,1046 дюйма или 2.657мм. |
В этой статье мы рассмотрели различные виды сварных соединений и стили сварки, используемые во всех из них. Нормальные силы, действующие на сварное соединение, включают растяжение, сжатие, скручивание и изгиб. Различные сварочные соединения обладают разной способностью противостоять этим силам. Некоторые суставы могут легко распределять силы, а другие — нет. Следовательно, в зависимости от области применения необходимо выбрать соответствующее сварное соединение.Иначе соединение может выйти из строя.
6 типов сварных швов и когда использовать каждый
Какие существуют 6 типов сварных швов и когда следует использовать каждый из них?
Официально существует 5 типов сварных соединений: стыковое, тавровое, нахлесточное, краевое и угловое. Тем не менее, многие могут считать прихваточную сварку шестым и очень полезным типом сварки. Тип необходимого сварного соединения зависит от многих факторов, наименьшим из которых является величина напряжения, которое может выдержать сварной шов.
Хотите узнать больше о 6 типах сварных швов? Продолжай читать! Мы подробно обсудим каждый тип сварного шва, в том числе, когда использовать каждый из них и для каких применений.Вы, наверное, видели многие из этих типов сварных соединений в своей повседневной жизни. Вы просто не перестали думать и уважать их полезность.
Все дело в позиционированииСварка — это соединение двух отдельных металлических частей вместе путем плавления материала из обоих компонентов и добавления дополнительного материала. Сварка 101 учит нас этому. Однако упрощение процесса сварки таким количеством слов означает, что мы теряем определенную сложность, связанную с задачей.Сила тока, состав присадочного стержня, размер лужи — все это лишь второстепенные примеры мыслительного процесса, необходимого для получения надлежащих сварных швов. И это даже не считая металлов, лежащих на сварочном столе перед вами.
Действительно, правильный тип сварного соединения в любой конкретной ситуации зависит от того, как вы соединяете 2 куска металла. Вам нужно их перекрыть? Будет ли внешняя сила или силы воздействовать на (а) два металла или (б) на само соединение? Ответы на эти вопросы часто могут означать разницу между большой конструкцией, выдерживающей большое количество сил, или изгибом под высоким / сильным давлением.
5 типов сварных соединений различаются в зависимости от способа соединения двух металлических деталей. Расположение 2 по отношению друг к другу часто указывает на то, какой тип сварного соединения вам понадобится, но часто может быть несколько способов добиться того же результата. Обсуждая каждый тип, подумайте, какие факторы и приложения наиболее подходят вашему проекту.
Хотя для некоторых может быть легко предположить, как сустав может реагировать на стресс, нет замены реальной стрессовой среде.В идеале, если вы не знаете, какое сварное соединение использовать, вам нужно создать несколько образцов для испытаний, но общее практическое правило гласит, что чем прочнее вы его сделаете, тем лучше.
6 типов сварных соединенийДавайте подробнее рассмотрим каждый из этих 5 типов сварных соединений, а также прихваточные швы. Если вы уже знакомы с этими 5 типами, вы, вероятно, знаете о пользе прихваточных швов. Однако, если вы хотите узнать больше о прихваточных швах, перейдите к концу этого раздела, чтобы получить дополнительную информацию.Крайне важно знать эти 5 типов, но из всех прихваточных швов пригодятся больше всего. Фактически, вы можете обнаружить, что выполняете прихваточные швы чаще, чем какие-либо другие сварные швы.
Соединения под сварку встык Первый тип сварного соединения, который мы обсудим, — это стыковой шов. Это, пожалуй, самый распространенный тип сварного соединения, потому что 2 куска металла соединены в одной плоскости, стыковавшись друг с другом. Подумайте о том, чтобы положить на стол один кусок хлеба рядом с другим.На стороне, соединяющей обе детали, используется стыковой сварной шов. То есть когда вы действительно присоединяетесь к металлу. Не хлеб.При использовании стыкового сварного шва очень важно учитывать глубину проплавления и качество сварных швов. При правильном выполнении стыковые швы лучше всего выдерживают большие нагрузки. Хотя даже самые лучшие стыковые сварные швы будут иметь усадку по шву стыка, опытным сварщикам следует использовать это сжатие в своих интересах. Соедините металлы плотнее, и общая деталь должна быть прочнее, чем две части по отдельности.
Если вы хотите сохранить гладкую поверхность, стыковой сварной шов — ваш лучший выбор. Поскольку стыковые швы требуют глубокого проплавления и работают только в одной плоскости, детали можно легко сварить и отшлифовать любой лишний валик. По этой причине стыковые сварные швы многочисленны и часто используются при производстве. WeldingGeek.com заявляет, что стыковые сварные швы используются в трубах, фитингах и рамах, и если вы внимательно присмотритесь, стыковые сварные швы обнаружить не составит труда. Автоматические сварщики легко справляются с выполнением стыковых сварных швов, поскольку для этого требуется очень мало навыков, поэтому у вас, вероятно, будет больше стыковых швов в своей жизни, чем вы можете себе представить.
Тройники Сварные швыПожалуй, одно из наиболее визуально очевидных сварных соединений, Т-образные соединения (иногда называемые тройниками) соединяют один кусок металла с плоской поверхностью другого куска металла. По сути, у вас есть перевернутая Т-образная форма. Вы также можете думать о сварных швах Т-образного соединения как о паре углов в 90 градусов, расположенных напротив друг друга.
По этой причине, помимо прочего, при сварке строительных конструкций чаще всего используются тройники. Плоское основание обеспечивает структурную поддержку.Поскольку Т-образные соединения требуют сварки с двух сторон детали, они часто бывают прочнее, чем другие распространенные типы сварных соединений. В некоторых случаях может потребоваться установка складок. Благодаря высокой структурной целостности треугольной формы сварные швы Т-образных стыков могут быть прочнее, чем даже стыковые швы.
Сварные швы внахлестСамый простой способ запомнить, как выглядят сварные швы внахлест, — это представить себе перекрывающиеся куски металла. Хотя соединения внахлестку могут быть не самыми прочными соединениями, они являются отличным способом удлинить вашу рабочую деталь для выполнения работы.
Соединения внахлестку обычно привариваются как минимум по самому длинному шву двух деталей. В зависимости от области применения и факторов нагрузки вы также можете разместить сварной шов по всей длине самого соединения. Размещение борта по самым длинным швам обеспечивает большую жесткость готовой детали. Сами отдельные детали не могут оторваться друг от друга, не столкнувшись сначала со сварным швом.
Соединения внахлест можно найти во множестве приложений. WeldingGeek.com заявляет, что вы можете найти их во многих весах и тренажерах, но эти соединения предназначены не только для сварки металлов. По данным Corrosionpedia.com, соединения внахлест также используются в деревообработке и пластике. Однако чаще всего используется в автомобильной сфере. Соединения внахлест используются в рамах автомобилей и даже в фюзеляжах самолетов. Их часто можно использовать для ремонта цельных автомобильных рам, где они будут подвергаться статической нагрузке. Поскольку они не являются самым сильным суставом из шести, на которых мы сосредоточены, не стоит ожидать слишком много от коленочных суставов, когда уровень стресса выше, чем обычно.
Краевые сварные швыСварите стыковое соединение, соединение внахлест и угловой шов, и вы получите что-то близкое к тому, как выглядит краевое соединение. Чтобы представить себе, как выглядит общий краевой сустав, вытяните руки перед собой, вытянув руки и соприкасаясь ладонями. Теперь потяните их к себе в позу для молитвы кончиками пальцев вверх. Обычно вы свариваете краевые стыки там, где кончики пальцев соприкасаются друг с другом, и по бокам указателя и мизинца.В зависимости от области применения и напряжений, вы можете сварить шов и на внутренней стороне суставов.
Краевые стыки — не самые прочные стыки. Фактически, вам может быть лучше перейти к деталям, в которых вместо этого используется Т-образный шарнир. С тройником вам не нужно сваривать столько материала, и вам будет легче добиться более глубокого проплавления. Однако в некоторых случаях краевые соединения необходимы и неизбежны. В таких случаях как можно больше направьте ударение на другие точки финальной части.Крайние стыки плохо выдерживают нагрузку и из-за этого часто оказываются наиболее заменяемыми стыками.
Угловые сварные швыКак и следовало ожидать, угловые соединения получаются при сварке углов двух частей материала вместе. Существует 2 основных типа угловых сварных швов: открытые и закрытые. Как вы уже догадались, разделение пары основывается на позиционировании.
Однако в каждом случае вам нужно сварить внутренний шов двух частей материала.Хотя это абсолютный минимум для углового сварного шва, в приложениях может потребоваться сшить детали вместе по всей поверхности соединения. В зависимости от того, для чего будет использоваться готовое изделие, вам может потребоваться сварить шов за один проход и / или с обеих сторон шва. Углы, как правило, подвергаются сильному стрессу и износу, поэтому выбор более прочного соединения с самого начала отвечает интересам любого сварщика.
Некоторые могут даже считать угловые соединения почти типом стыковых сварных швов.Однако стыковые швы соединяются по гладкой поверхности. Угловые сварные швы добавляют второе измерение к этому уравнению, увеличивая сложность. При правильной сварке (и шлифовке) стыковые швы могут легко стать невидимыми невооруженным глазом. В то же время угловые соединения потенциально могут попасть в ту же категорию. Лучшие сварщики могут сделать так, чтобы соединенная деталь выглядела выточенной из одного куска металла.
Прихваточная сварка Как мы уже упоминали, прихваточную сварку можно рассматривать как еще один тип сварного соединения.Прихваточные швы — это большая часть процесса сварки, чем готовый продукт, они могут различаться по размеру в зависимости от области применения. Прихваточный шов скрепляет детали вместе, так что они правильно выстраиваются при сварке. Вы можете использовать другие методы удержания работы на месте, но иногда прихваточные швы — это все, что у вас есть в зоне, где вы работаете.Прихваточные швы — это, по сути, просто небольшие сварные швы. При необходимости их можно стачивать, и они не слишком сильно портят детали, над которыми вы работаете. Если вы работаете с деталями, которые требуют прочного соединения, ключом к успеху являются более толстые прихваточные швы с большим проплавлением.Однако до тех пор, пока детали, над которыми вы работаете, остаются вместе, прихваточные швы не должны выходить за рамки этого критического этапа.
Знание того, сколько прихваточных швов использовать, снова зависит от того, что вы свариваете вместе. Как правило, чем меньше прихваточных швов вы добавите, тем лучше. Ваша болгарка поблагодарит вас, и вы не потратите впустую сварочные материалы. В большинстве случаев прихваточные швы варьируются от ½ дюйма до дюйма. Иногда они имеют диаметр около 1 дюйма, но все, что выходит за рамки, является чрезмерным.
Прихваточные швы — отличный инструмент для использования в процессе сварки, они даже могут стать частью окончательных сварных швов.В следующий раз, когда вы окажетесь в рассоле во время сварки, попробуйте выполнить прихваточные швы. В конце концов, у вас уже есть все, что вам нужно!
Какой сварной шов мне подходит?Теперь, когда вы знаете различные типы сварных соединений, как вы можете точно (и легко) выбирать между ними? Ответ кроется в вашем конкретном приложении и различных факторах, которые влияют на вашу деталь.
При выборе сварных соединений следует учитывать несколько моментов. Очевидно, что в некоторых случаях сварной шов выбирают за вас.Если вам нужно соединить 2 части на углу, готово! Задача решена. Все-таки, возможно, вы еще даже не на этапе сварки. Настройка дизайна на этапе планирования может даже помочь вам заранее избежать любых дилемм. Чем больше вы будете знать об этих факторах, тем лучше.
Еще один способ убедиться в правильности выбора сварного соединения — это рассмотреть то, что другие использовали в прошлом. Что им понравилось и что они рекомендуют всем, кто работает в одном приложении? Вы можете отдать предпочтение силе, а не эстетике.Обратите внимание на сварные элементы конструкции, часто закрытые такими вещами, как гипсокартон и изоляция. Если для вас важны детали, подумайте, какой сварной шов потребует наименьшей шлифовки.
Приложения в реальном миреУмение сваривать может открыть многие двери в вашей жизни. В конце концов, сварочный бизнес имеет практически неограниченный потенциал для тех, кто хочет учиться и, что самое главное, практиковаться. Выяснение того, какие типы сварных швов существуют и когда их использовать, — это то, что вы могли бы считать частью вашего начального образования.Однако некоторые сварщики могут заняться этими соединениями позже в своей карьере. Несмотря ни на что, расширение ваших сварочных способностей только увеличивает ваши навыки и потенциал.
Теперь, когда вы знаете немного больше о сварных соединениях, опробуйте их! Будь то несколько образцов для испытаний или собственный проект, сварные соединения очень пригодятся. Удачной сварки!
СопутствующиеСВАРНЫЕ СОЕДИНЕНИЯ
СОЕДИНЕНИЯ СВАРНЫЕ
Сварное соединение — это место соединения двух или более металлических частей сваркой.В пять основных типов сварных соединений: стыковые, угловые, тройники, нахлесточные и кромочные, а также показано на рисунке 3-6.
ВНИМАНИЕ
Рисунок 3-7.-Корень сустава.
Рис. 3-8.-Лицевая поверхность канавки, поверхность корня и край основания соединения.
Рисунок 3-9.-Угол скоса, угол канавки, радиус канавки и отверстие в корне стыки под сварку.
Стыковое соединение используется для соединения двух элементов, выровненных в одной плоскости (рис.3-6, вид A). Это соединение часто используется при работе с листами, листами и трубами. А соединение этого типа может быть квадратным или желобчатым. Некоторые из вариаций этот стык обсуждается далее в этой главе.
Угловые и тройники используются для соединения двух элементов, расположенных под прямым углом к друг друга (рис. 3-6, виды B и C). В поперечном сечении угловой стык образует Г-образной формы, а тройник имеет форму буквы Т. Различное соединение конструкции обоих типов находят применение во многих типах металлических конструкций.
Соединение внахлестку, как следует из названия, выполняется путем притирки одного куска металла другой (рис. 3-6, вид D). Это один из самых прочных видов суставов. имеется в наличии; однако для максимальной эффективности соединения следует перекрывать металлы. как минимум в три раза больше толщины самого тонкого элемента, который вы соединяете. Соединения внахлест обычно используются при пайке горелкой и точечной сварке.
Краевое соединение используется для соединения краев двух или более элементов, лежащих в тот же самолет.В большинстве случаев один из элементов имеет фланцевое соединение, как показано на рис. 3-6. вид E. Хотя этот тип соединения имеет некоторые применения в плитах, он больше часто используется при работе с листовым металлом. Краевое соединение должно использоваться только для соединение металлов толщиной 1/4 дюйма или меньше, которые не подвергаются тяжелым нагрузки.
В вышеприведенных параграфах обсуждались только пять основных типов соединений; тем не мение, есть много возможных вариантов. Позже в этой главе мы обсудим некоторые из эти вариации.
Типы сварных соединений и стили сварки для подготовки сварных соединений
Сварка — одна из самых сильных вещей, которые люди когда-либо открывали с момента своего существования. Применение сварки безгранично в различных формах на земле, в космосе и в воде. Сварка может соединять разные металлы вместе под разными углами. Обычно сварочная промышленность использует пяти типов сварных соединений в повседневной деятельности.
Основные моменты публикации:
- Что такое сварное соединение?
- Типы сварных соединений
1) Соединение для стыковой сварки
2) Угловой сварочный шов
3) Сварное соединение внахлест
4) Тройник сварочный
5) Торцевое сварное соединение
6) Угловой сварной шов
Что такое сварное соединение?
Сварное соединение — это кромка или острие двух или более металлических частей.Еще один сварочный шов — это место, где металл шва полностью проникает в шов с полным проплавлением корня. Американское сварочное общество объясняет пять типов сварных соединений: тройник, кромка, стык, нахлест и угол.
Типы сварных соединенийОбычно существует пять типов, и они следующие.
1. Соединение для стыковой сварки
Стыковое сварное соединение или сварное соединение с квадратной канавкой — это очень простой и распространенный тип сварного соединения.Он выполнен на двух плоских бок о бок параллельных металлических кусках. Концы или края двух частей составляют угол 135-180 ° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения трубы с трубой, фланцев, фитингов, клапанов и другого оборудования.Типы сварки для стыкового соединения
Для стыкового соединения используются следующие стили подготовки.
- Под сварку встык под углом
- Стыковая сварка под развальцовку, скос и канавку
- Сварка встык под развальцовку с V-образным вырезом
- Сварка встык с J-образной канавкой
- Стыковая сварка с квадратной канавкой
- Стыковая сварка с U-образной канавкой
- Сварка встык с V-образной канавкой
2.Угловой сварочный шов
В угловом сварном шве два металла образуют прямые углы или образуют L-образную форму. Угол составляет от 30 ° до 130 °. Он наиболее популярен в индустрии листового металла. Угловое сварное соединение обычно используется для изготовления коробок, коробчатых рам и других изделий.Стиль сварки углового соединения
Используемые стили следующие.
- Сварка со скосом под кромку
- Угловой шов
- Кромочный сварной шов
- Угловой шов
- Сварной шов с развальцовкой и V-образной канавкой
- Сварной шов с J-образной канавкой
- Точечная сварка
- Сварка под квадратные канавки или стыковая сварка
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
3.Сварное соединение внахлест
Сварка внахлест выполняется путем размещения двух металлических частей внахлест друг над другом. А перекрывающиеся части составляют друг к другу угол 0-5 °. В основном сварное соединение внахлестку используется для двух металлов разной толщины. Это также в некотором роде похоже на тип соединения угловой сварки.Стиль сварки для соединения внахлест
- Сварка со скосом под кромку
- Сварной шов с развальцовкой, скосом и канавкой
- Сварной шов с J-образной канавкой
- Сварной шов
- Сварной паз
- Точечная сварка
4.Тройник сварной
Т-образное сварное соединение образуется, когда два металла или формы пересекаются под углом 90 °. Далее кладет один край металла в центр другого. При этом требуется особая осторожность, особенно с краями металлов для эффективного проплавления. Он также считается угловым сварным швом.Тип сварки для тройника
- Сварка со скосом под кромку
- Угловой шов
- Сварной шов с развальцовкой, скосом и канавкой
- Сварной шов с J-образной канавкой
- Сквозной сварной шов
- Сварной шов
- Сварной паз
5.Кромочный сварочный шов
Краевое сварное соединение обычно применяется к деталям из листового металла, имеющим фланцевые кромки, или для соединения смежных металлических частей. Соединяя их, металлические части кладут бок о бок на одном крае. Если зазор больше, то для его закрытия используется присадочный металл.Стиль сварки для краевого соединения
Совместное создание происходит с использованием следующих стилей.
- Сварка со скосом под кромку
- Угловой шов
- Кромко-фланцевый сварной шов
- Сварной шов с J-образной канавкой
- Сварка под квадратные канавки или стыковая сварка
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
6.Соединение угловой сварки
Угловое сварное соединение — это еще один термин для типов соединений внахлестку, углов и тройников. В дуговой сварке угловые сварные соединения составляют почти 75% всех соединений. Для этого типа стыка не нужно подготавливать кромки. Следовательно, в трубопроводной системе он широко используется для соединения труб с муфтовыми соединениями.
Тип сварки углового соединения
Шов готовится следующими способами.
- Отливка
- Подача
- Ковка
- Шлифовальный
- Механическая обработка
- Кислородно-ацетиленовая резка (процесс термической резки)
- Плазменно-дуговая резка (процесс термической резки)
- Маршрут
- Стрижка
- Штамповка
Таким образом, вышеупомянутая информация о различных типах сварных соединений и стилях сварки, используемых для создания соединения, имеет решающее значение для студентов и сварщиков.Они должны понимать основы создания стыков при использовании типов сварки.
Связанный: Другие типы сварки
Нравится:
Нравится Загрузка …
Вам также может понравиться:5 типов сварных соединений
Сварное соединение — это расположение или конфигурация двух или более металлических деталей, соединенных вместе. Все они классифицируются Американским обществом сварки на пять категорий.Однако у других стандартов есть дополнительный тип, который является производным от пяти стандартных. Он редко встречается в книгах, но встречается в промышленных сварочных приложениях.
Для сварочной компании в Эдмонтоне конфигурации сварных швов имеют значение, потому что они определяют, что конкретное соединение может выдержать. Следовательно, нагрузка, которую вы прикладываете к суставу, будет изменяться, как и фактор целостности. Каждый вариант сварного шва служит разным потребностям. В их числе:
Тройник
Как следует из названия, это соединение образуется, когда два металла соединяются под углом 90 градусов друг к другу.Края соединяются в центре компонента. Эти соединения относятся к категории угловых сварных швов, но их можно сформировать, приварив трубу к пластине. Во время сварки этого соединения необходимо следить за тем, чтобы первый металл хорошо проникал в основание сварного шва. Распространенным дефектом этого сустава является разрыв пластинки. Это происходит, когда соединение находится под сильным ограничением, поэтому деформацию невозможно минимизировать. Повышение давления вызывает разрыв самых слабых частей.
Нахлест
Это соединение часто встречается с деталями разной толщины.Чаще всего сварной шов делается на одной стороне, хотя он отлично работает на обеих. Соединение образуется, когда металлические детали накладываются друг на друга внахлестку. Это соединение в основном используется для металлических листов. Основной металл не требует проточки.
Кромочный стык
Это соединение образуется на металлических листах с отбортовкой кромок. Он также может развиться, если поместить металл в место, где сварным швом необходимо будет соединить соседние детали. Краевые стыки обычно устанавливаются рядом друг с другом и соединяются по этому краю.В тяжелых условиях эксплуатации необходимо использовать присадочные металлы для сплавления сторон и добавления армирования. Поскольку между двумя металлами существует контакт, со временем они могут разрушиться. Не стоит удивляться включению шлака или неплавлению.
Угловой шарнир
Это соединение очень популярно на внешних краях. Части соединяются под углом 90 градусов и образуют L-образную форму. Они очень распространены в коробчатых рамах. Это соединение можно выполнять только угловой сваркой.
стыковое соединение
Это соединение повсеместно принято для соединения труб, предназначенных для использования в фитингах, фланцах и клапанах.Это соединение, также называемое квадратной канавкой, легко формируется, и детали уложены параллельно друг другу. Форма канавки обычно варьируется и предназначена для обеспечения прочности соединения. В зависимости от требований соединение может быть закрытым или открытым.
Перед сваркой стыков необходимо подготовить металлические детали. Процессы подготовки включают ковку, штамповку, резку и литье. Что касается безопасности, при выборе соединений следует всегда соблюдать отраслевые требования.
Руководство по 5 основным типам сварных соединений, включая стыковые угловые соединения и тройники
Руководство по 5 основным типам сварных соединений, включая стыковые угловые соединения и тройникиСварка Товары из My Discount Tools: & nbsp Сварочные маски с автоматическим затемнением, Зажимы, магниты, перчатки, кусачки и другие сварочные изделия.
СОВМЕСТНОЕ ПРОЕКТИРОВАНИЕ И ПОДГОТОВКА МЕТАЛЛОВ
4-1.ТИПЫ СОЕДИНЕНИЙ
Сварные швы выполняются на стыках различных деталей, составляющих сварную конструкцию. Соединения частей или соединений определяются как место, где два или должны присоединиться другие члены. Детали, соединяемые при сварке, могут быть в виде листового проката, листа, профилей, труб, отливок, поковок или заготовки. Перечислены пять основных типов сварных соединений. ниже.
а. B, стыковое соединение . Сустав между двумя лежащими членами примерно в одной плоскости.
г. C, угловой шарнир . Стык между двумя элементами, расположенный примерно на под прямым углом друг к другу в виде угла.
г. E, краевое соединение . Соединение между краями двух или более параллельных или в основном параллельные члены.
г. L, соединение внахлест . Стык между двумя перекрывающимися элементами.
e. T, тройник . Стык между двумя элементами, расположенный примерно на под прямым углом друг к другу в виде Т.
4-2. СВАРНЫЕ СОЕДИНЕНИЯ
Для изготовления сварных конструкций необходимо комбинировать типы стыков с типы сварных швов для создания сварных швов для соединения отдельных элементов. Каждый сварной шов тип не всегда может сочетаться с каждым типом соединения для создания сварного соединения. В таблице 4-1 показаны сварные швы, применимые к основным соединениям.
4-3. ПРОЕКТИРОВАНИЕ И ПОДГОТОВКА СВАРОЧНЫХ СОЕДИНЕНИЙ
а. Цель . Сварные соединения предназначены для передачи напряжений между элементы соединения и по всей сварной конструкции. Силы и нагрузки вводятся в разных точках и передаются в разные области по всей сварной конструкции. Тип загрузки и обслуживания сварного изделия имеют Требуется большое влияние на конструкцию шарнира.
г. Категории . Все сварные соединения можно разделить на два основных категории: швы полного проплавления и швы частичного проплавления.
(1) Соединение с полным проваром имеет сварной металл по всему поперечному сечению. сварного шва.
(2) Соединение с частичным проплавлением имеет незаплавленную зону, и сварной шов не полностью проникают в сустав. Рейтинг сустава основан на процентное соотношение глубины металла шва к общему шву; я.е., 50-процентная частичная Соединение с проплавлением должно было наплавить металл на полпути через соединение.
ПРИМЕЧАНИЕ
Когда соединения подвергаются динамической нагрузке, реверсивным нагрузкам и ударные провода, сварное соединение должно быть очень эффективным. Это более важно, если сварная деталь подвергается воздействию низких температур. Такие услуги требуют сварные швы с полным проплавлением. Конструкции, увеличивающие нагрузки за счет использования Соединения с частичным проплавлением неприемлемы для этого типа услуг.
г. Прочность . Прочность сварных швов зависит не только от размера сварного шва, но также и от прочности металла шва.
(1) Низкоуглеродистые и низколегированные стали обычно прочнее, чем присоединился.
(2) При сварке высоколегированных или термообработанных материалов необходимо соблюдать особые меры предосторожности. быть приняты, чтобы гарантировать, что сварочное тепло не отменяет термообработку основной металл, в результате чего он возвращается к своей более низкой прочности рядом со сварным швом.
г. Проект . Сварной шов должен быть спроектирован таким образом, чтобы его поперечное сечение площадь — минимально возможная. Площадь поперечного сечения является мерой количество или вес сварочного металла, который необходимо использовать для соединения. Суставы могут быть подготовленным ножницей, термической резкой или механической обработкой.
(1) Проектирование и подготовка соединений из углеродистой и низколегированной стали . Эти сварные соединения подготавливаются либо пламенной резкой, либо механически путем механической обработки или шлифования, в зависимости от деталей стыка.Перед сваркой стыковые поверхности должны быть очищены от всех посторонних материалов, таких как краска, грязь, окалина или сусло. Подходящее для очистки можно использовать растворители или легкий помол. Поверхность стыка должна нельзя надрезать или надрезать, так как зазубрины и зазубрины могут мешать сварке операция. Специальная информация о сварке углеродистых и низколегированных металлов может быть содержится в главе 7, параграфе 7-10.
ВНИМАНИЕ
Алюминий и алюминиевые сплавы нельзя очищать каустической содой или сильное чистящее средство с pH выше 10.Алюминий или алюминиевый сплав будет реагировать химически с этими типами чистящих средств. Прочие цветные металлы и сплавы должны быть исследованы перед использованием этих очистителей, чтобы определить их реактивность.
(2) Конструкция и подготовка швов из алюминия и алюминиевых сплавов . Сварной шов конструкции часто непреднамеренно требуют сварных швов, которые невозможно выполнить. Проверьте свои дизайн, чтобы избежать этих и подобных ошибок. Перед сваркой стыковые поверхности должны быть очищены от всех посторонних материалов, таких как краска, грязь, окалина или оксид; Можно использовать очистку растворителем, легкое шлифование или травление.Совместные поверхности не следует надрезать или выдолбить, так как зазубрины и вмятины могут мешать сварочные работы. Специальная информация о сварке алюминия и металлы из алюминиевых сплавов можно найти в главе 7, абзац. 7-17.
(3) Конструкция и подготовка стыков из сплава нержавеющей стали . Эти сварные соединения изготавливаются либо плазменной резкой, либо механической обработкой или шлифованием, в зависимости от сплава. Перед сваркой необходимо очистить стыковые поверхности от все посторонние предметы, такие как краска, грязь, окалина или оксиды.Очистка может быть выполняется с помощью подходящих растворителей (например, ацетона или спирта) или легкого измельчения. Забота следует принимать меры, чтобы избежать надрезов или надрезаний на поверхности стыка, поскольку такие дефекты может помешать сварке. Конкретная информация относительно Сварка металлов из сплавов нержавеющей стали может быть найдена в главе 7, абзацы 7-14.
4-4. ДОСТУПНОСТЬ ДЛЯ СВАРКИ
Сварочный шов должен быть доступен сварщику, использующему заняты.Сварные соединения часто предназначены для сварных швов, которые невозможно выполнить. На рис. 4-2 показано несколько типов недоступных сварных швов.
4 различных типа сварных соединений Конструкция и символы сварки
Введение
Если вы что-либо свариваете, вы должны знать характер сварочных объектов, сварного шва и положение, в котором объекты должны соединяться.
Согласно требованию существует около различных типов сварных соединений .Эти типы различаются в зависимости от цели сварки и потребностей клиента.
Мы должны рассмотреть природу сварочного объекта и природу сварного шва, прежде чем принимать решение о том, в каком месте следует наносить сварной шов.
Если говорить о категории сварных соединений, специалисты делят их на несколько типов;
Угловой шарнирЭто соединение также называется краевым соединением. Кромочная сварка связана с тем, что сварщик должен сваривать такие металлические детали, которые имеют кромки.
Сварка выполняется путем размещения деталей рядом друг с другом. Расплавленный сварочный агент разливается, чтобы добиться большей прочности сварки.
Размещение металлических предметов рядом возможно, если они имеют края.
Эта сварка под углом или кромкой считается наилучшей сваркой в данной ситуации. В основном используется для проектирования в инфраструктурных работах.
Соединение внахлестВ процессе сварки внахлест металлические детали накладываются друг на друга.