Визуально-измерительный контроль сварных швов (ВИК)
Сварочные работы нужно контролировать на каждом этапе, чтобы в итоге получилось высокое качество соединения. Иногда по истечении определенного срока эксплуатации сварной конструкции может потребоваться дополнительное обследование шва. Это делается в целях безопасности эксплуатации ответственных конструкций, разрушение которых может повлечь тяжелые последствия. С этой целью применяется визуально-измерительный контроль качества сварных соединений. Основные его параметры регламентируются ГОСТом 23479-79.
СОДЕРЖАНИЕ
- Что такое визуально-измерительный контроль сварных швов
- Что выявляет метод
- Преимущества и недостатки
- Когда выполняется визуально-измерительный контроль
- Приборы для визуального контроля сварных соединений
- Этапы проведения контроля
Что такое визуально-измерительный контроль сварных швов
Визуальный контроль сварных швов подразумевает проверку места соединения заготовок как до, так и после выполнения сварочных работ. Процедура необходима для того, чтобы подтвердить точность и надлежащее качество выполнения поставленной задачи. Нарушения технологического процесса и требований стандартов могут в итоге привести к разрушению конструкции раньше гарантийного срока. Существует специальный ГОСТ, регламентирующий порядок и метод ведения контроля и отчетной документации.
Процедура необходима для того, чтобы подтвердить точность и надлежащее качество выполнения поставленной задачи. Нарушения технологического процесса и требований стандартов могут в итоге привести к разрушению конструкции раньше гарантийного срока. Существует специальный ГОСТ, регламентирующий порядок и метод ведения контроля и отчетной документации.
Измерительные работы с использованием шаблоном и оптического инструмента — это неразрушающий метод ВИК-контроля. Благодаря ему удается получить достоверную информацию о состоянии сварного стыка с сохранением его целостности. Если возникают подозрения, то назначаются дополнительные экспертизы, позволяющие сделать более полный и точный анализ. К таким относятся спектроскопия и ультразвуковая диагностика.
Обследования проводят специалисты-контроллеры, которые предварительно прошли курс обучения, сдали испытания и получили аттестаты соответствующего образца. Методы проведения контроля разные: зрительный, тактильный, при помощи оптических приборов, с использованием измерительной оснастки. Результаты диагностики, замечания и рекомендации по их устранению фиксируются актом освидетельствования.
Результаты диагностики, замечания и рекомендации по их устранению фиксируются актом освидетельствования.
Что выявляет метод
Визуальный контроль сварных соединений позволяет выявить такие дефекты:
- неверная геометрия катета шва;
- прожиг;
- неправильные пропорции между шириной и высотой наплава;
- редкая чешуйчатость;
- слишком большие наплывы расплава;
- кратеры в сварочной ванне;
- подрезы из-за высокой силы тока;
- непроваренные участки;
- измененный цвет металла, вызванный перегревом или неправильно подобранной присадкой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Использование оптических увеличительных приборов расширяет возможности визуального осмотра сварных швов. Можно выявить:
- поперечные и продольные трещины;
- проявления коррозии;
- нарушения в структуре металла, в частности расслоение;
- нежелательные твердые включения в сплаве;
- открытые поры, через которые выходил газ;
- надиры, раковины, забоины;
- брак защитного покрытия, выполненного из полимера или краски;
- смещение шва.


Начальный контроль на подготовительных этапах дает возможность определить, насколько качественно подготовлены кромки. Таким же методом контролируется накладка маркировки или профессионального клейма сварщика.
Преимущества и недостатки
Согласно положениям ГОСТ 23479-79 измерительный контроль является первичным способом обследования. После его завершения ответственными лицами принимается решение о целесообразности проведения диагностики иными методами. Положительные стороны измерительного контроля:
- минимальные издержки времени на проведение проверки;
- простота выполнения;
- позволяет получить большинство информации о наружном состоянии сварного соединения;
- не требуется сложное дорогостоящее оборудование;
Контролировать качество сварного шва требуется на всех этапах: на стадии подготовительных работ, во время сваривания заготовок и после ее завершения. Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
- заключения о качестве работ заключаются только на основе видимой части шва. В то время как скрытые дефекты выявить не представляется возможности;
- выводы зависят от уровня квалификации эксперта и его подхода к выполнению задания;
- подходит исключительно для обнаружения крупных легко видимых для человеческого глаза дефектов.
Когда выполняется визуально-измерительный контроль
Визуально контролировать качество выполнения сварочных работ можно на любом этапе. Уже на предварительной стадии можно определить готовность деталей к свариванию. Проверяется соответствие маркировки и целостность заготовок. Далее можно контролировать сборку деталей под сварку, качество очистки поверхности от масла, краски, ржавчины и прочих загрязнений. Стоит акцентировать внимание на разделку кромок. Она должна выполняться в соответствии с видом предстоящего соединения; с учетом толщины металла и силы сварочного тока.
Она должна выполняться в соответствии с видом предстоящего соединения; с учетом толщины металла и силы сварочного тока.
По завершению сварочных работ шов проверяется на наличие дефектов, которые можно определить визуально. Искать следует раковины, трещины, непровары, поры, подрезы и другие видимые дефекты. В случаях, когда на стык необходимо нанести несколько наплавов, то контролируется наложения каждого слоя. По завершению проверки ответственных конструкций оформляется акт проверки, где фиксируются ее итоги.
Визуально контролировать состояние сварного шва можно уже и на работающей конструкции. Это практикуется в тех случаях, когда гарантированный срок службы сварного соединения подходит к концу. Также экспертиза заказывается в любом случае, когда возникает подозрение в ухудшении качества соединения. Это необходимо для предотвращения поломок оборудования и его неоправданного простоя.
Читайте также: Виды контроля качества сварных соединений
Приборы для визуального контроля сварных соединений
Для проверки сварного шва визуальным методом используется специальное оборудование, предусмотренное ГОСТом 23479-79.
- шаблоны для проверки геометрии сварного шва;
- измерительные лупы;
- угольники для проверки прямого угла;
- угломеры с нониусом;
- микрометры, калибры и нутромеры;
- щупы для измерения ширины зазора;
- рулетки, линейки, штангенциркули;
- измерители толщины стенок трубопроводов.
Надлежащее обследования возможно только при условии достаточного освещения. Естественного света или искусственного освещения внутри зданий бывает недостаточно. Поэтому контролер всегда должен иметь при себе фонари или иной светоизлучающий прибор. Иногда приходится применять специальное оборудование — бороскопы и микроскопы. Они необходимы для того, чтобы максимально точно определить степень серьезности выявленного дефекта.
Но случается, что нужно обеспечить визуальную проверку сварных швов, к которым проверяющий просто не может получить доступ. Это относится к конструкциям, расположенным под землей, в узких тоннелях, в условиях агрессивной среды или высокой радиации. Тогда привлекаются специалисты, управляющие дистанционными платформами с видеонаблюдением или другой специальной передающей аппаратурой. С ее помощью инспектор обследует состояние сварного шва насколько это позволяет сделать дистанционно управляемая аппаратура. К подобным методам диагностирования прибегают крайне редко.
Этапы проведения контроля
Проверка на дефекты выполняется в несколько этапов, каждый из которых направлен на то, чтобы выявить определенный дефект. Каждый из экспертов прежде всего визуально проверяет шов на целостность. Невооруженным взглядом можно выявить трещины, подрезы и поры, наличие которых снижает прочность места соединения.
Каждый из экспертов прежде всего визуально проверяет шов на целостность. Невооруженным взглядом можно выявить трещины, подрезы и поры, наличие которых снижает прочность места соединения.
Раковины и непроваренные участки найти проще всего. Если специалист не замкнул шов и оставил кратер от сварочной ванны, то это тоже бросается в глаза. Нарушением технологии является также слишком узкий шов, наплывы расплава, грубая «чешуя». Те соединения, которые уже эксплуатируются, легко визуально проверить на наличие коррозии.
После этого наступает время более сложного метода контроля — с использованием оптических приборов. Это дает специалисту возможность более детально рассмотреть участок и точно изучить параметры ранее выявленных дефектов. Для этого применяются лупы, бороскопы и микроскопы. К примеру, визуальным контролем были определены трещины сварного шва. Но глубина осталась неизвестной. С помощью микроскопа несложно уточнить эти данные и определить уровень серьезности дефекта. Если требуется, то исследования будут продлены с применением других более совершенных технологий, изложенных в методичках по контролю.
На третьем этапе параметры сварного соединения проверяются инструментальным путем. Измеряется длина шва. Полученный результат сопоставляется с эталонным значением для данного участка и конкретных условий. Измеряется катет наплавленного металла, высота и ширина шва. Все эти данные сопоставляются с толщиной стенки основного элемента. Угольником уточняется насколько правильно установлены детали одна относительно другой и нет ли смещения после прошедшего периода эксплуатации.
В заключения тестирования составляется акт, где отображаются обнаруженные дефекты. Инспектор описывает текущее состояние сварного шва и дает рекомендации по устранению выявленных недостатков.
В заключение следует подчеркнуть, что визуальные методы контроля дают возможность быстро получить данные о качестве сварного шва. Они не всегда окончательные. При необходимости используется вспомогательное оборудование и другие технологии исследования. Своевременный и регулярный контроль позволяет избежать аварийных ситуаций и предотвратить травматизм среди сотрудников.
Читайте также: Виды сварных швов и соединений
Визуально-измерительный контроль сварных швов (ВИК)
Оцените, пожалуйста, статью
12345
Всего оценок: 4, Средняя: 3
Визуально-измерительный контроль сварных швов (ВИК)
Сварочные работы нужно контролировать на каждом этапе, чтобы в итоге получилось высокое качество соединения. Иногда по истечении определенного срока эксплуатации сварной конструкции может потребоваться дополнительное обследование шва. Это делается в целях безопасности эксплуатации ответственных конструкций, разрушение которых может повлечь тяжелые последствия. С этой целью применяется визуально-измерительный контроль качества сварных соединений. Основные его параметры регламентируются ГОСТом 23479-79.
СОДЕРЖАНИЕ
- Что такое визуально-измерительный контроль сварных швов
- Что выявляет метод
- Преимущества и недостатки
- Когда выполняется визуально-измерительный контроль
- Приборы для визуального контроля сварных соединений
- Этапы проведения контроля
Что такое визуально-измерительный контроль сварных швов
Визуальный контроль сварных швов подразумевает проверку места соединения заготовок как до, так и после выполнения сварочных работ. Процедура необходима для того, чтобы подтвердить точность и надлежащее качество выполнения поставленной задачи. Нарушения технологического процесса и требований стандартов могут в итоге привести к разрушению конструкции раньше гарантийного срока. Существует специальный ГОСТ, регламентирующий порядок и метод ведения контроля и отчетной документации.
Процедура необходима для того, чтобы подтвердить точность и надлежащее качество выполнения поставленной задачи. Нарушения технологического процесса и требований стандартов могут в итоге привести к разрушению конструкции раньше гарантийного срока. Существует специальный ГОСТ, регламентирующий порядок и метод ведения контроля и отчетной документации.
Измерительные работы с использованием шаблоном и оптического инструмента — это неразрушающий метод ВИК-контроля. Благодаря ему удается получить достоверную информацию о состоянии сварного стыка с сохранением его целостности. Если возникают подозрения, то назначаются дополнительные экспертизы, позволяющие сделать более полный и точный анализ. К таким относятся спектроскопия и ультразвуковая диагностика.
Обследования проводят специалисты-контроллеры, которые предварительно прошли курс обучения, сдали испытания и получили аттестаты соответствующего образца. Методы проведения контроля разные: зрительный, тактильный, при помощи оптических приборов, с использованием измерительной оснастки. Результаты диагностики, замечания и рекомендации по их устранению фиксируются актом освидетельствования.
Результаты диагностики, замечания и рекомендации по их устранению фиксируются актом освидетельствования.
Что выявляет метод
Визуальный контроль сварных соединений позволяет выявить такие дефекты:
- неверная геометрия катета шва;
- прожиг;
- неправильные пропорции между шириной и высотой наплава;
- редкая чешуйчатость;
- слишком большие наплывы расплава;
- кратеры в сварочной ванне;
- подрезы из-за высокой силы тока;
- непроваренные участки;
- измененный цвет металла, вызванный перегревом или неправильно подобранной присадкой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Использование оптических увеличительных приборов расширяет возможности визуального осмотра сварных швов. Можно выявить:
- поперечные и продольные трещины;
- проявления коррозии;
- нарушения в структуре металла, в частности расслоение;
- нежелательные твердые включения в сплаве;
- открытые поры, через которые выходил газ;
- надиры, раковины, забоины;
- брак защитного покрытия, выполненного из полимера или краски;
- смещение шва.

Начальный контроль на подготовительных этапах дает возможность определить, насколько качественно подготовлены кромки. Таким же методом контролируется накладка маркировки или профессионального клейма сварщика.
Преимущества и недостатки
Согласно положениям ГОСТ 23479-79 измерительный контроль является первичным способом обследования. После его завершения ответственными лицами принимается решение о целесообразности проведения диагностики иными методами. Положительные стороны измерительного контроля:
- минимальные издержки времени на проведение проверки;
- простота выполнения;
- позволяет получить большинство информации о наружном состоянии сварного соединения;
- не требуется сложное дорогостоящее оборудование;
- легко проверяется результат.
Контролировать качество сварного шва требуется на всех этапах: на стадии подготовительных работ, во время сваривания заготовок и после ее завершения. Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
- заключения о качестве работ заключаются только на основе видимой части шва. В то время как скрытые дефекты выявить не представляется возможности;
- выводы зависят от уровня квалификации эксперта и его подхода к выполнению задания;
- подходит исключительно для обнаружения крупных легко видимых для человеческого глаза дефектов.
Когда выполняется визуально-измерительный контроль
Визуально контролировать качество выполнения сварочных работ можно на любом этапе. Уже на предварительной стадии можно определить готовность деталей к свариванию. Проверяется соответствие маркировки и целостность заготовок. Далее можно контролировать сборку деталей под сварку, качество очистки поверхности от масла, краски, ржавчины и прочих загрязнений. Стоит акцентировать внимание на разделку кромок.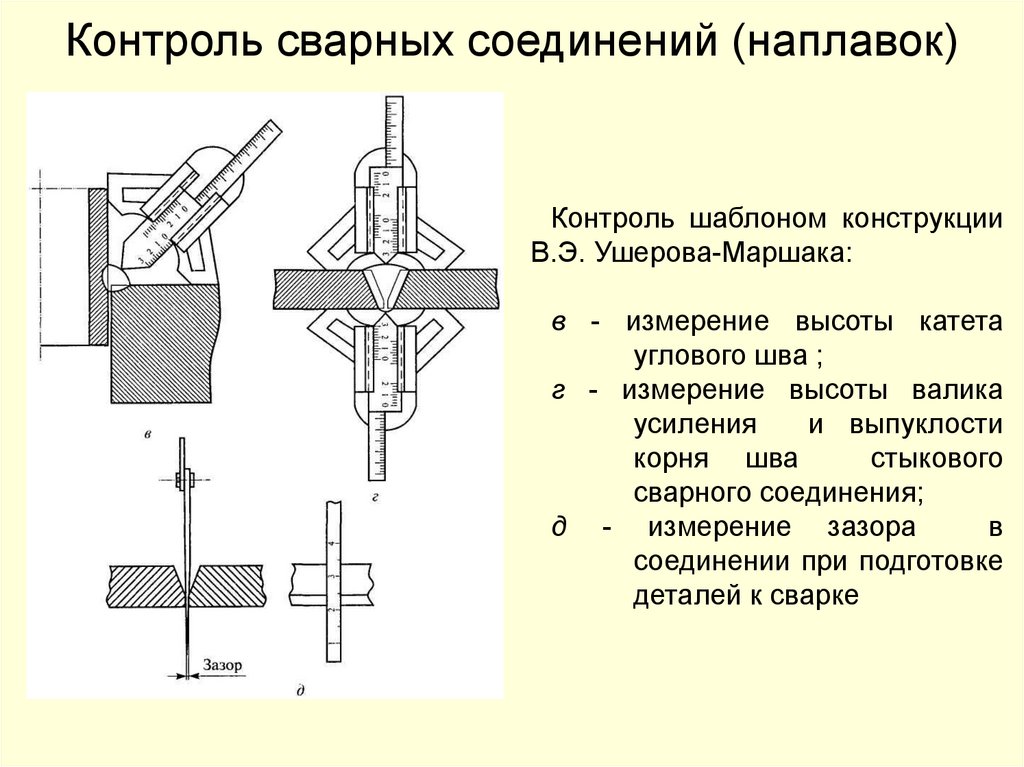 Она должна выполняться в соответствии с видом предстоящего соединения; с учетом толщины металла и силы сварочного тока.
Она должна выполняться в соответствии с видом предстоящего соединения; с учетом толщины металла и силы сварочного тока.
По завершению сварочных работ шов проверяется на наличие дефектов, которые можно определить визуально. Искать следует раковины, трещины, непровары, поры, подрезы и другие видимые дефекты. В случаях, когда на стык необходимо нанести несколько наплавов, то контролируется наложения каждого слоя. По завершению проверки ответственных конструкций оформляется акт проверки, где фиксируются ее итоги.
Визуально контролировать состояние сварного шва можно уже и на работающей конструкции. Это практикуется в тех случаях, когда гарантированный срок службы сварного соединения подходит к концу. Также экспертиза заказывается в любом случае, когда возникает подозрение в ухудшении качества соединения. Это необходимо для предотвращения поломок оборудования и его неоправданного простоя.
Читайте также: Виды контроля качества сварных соединений
Приборы для визуального контроля сварных соединений
Для проверки сварного шва визуальным методом используется специальное оборудование, предусмотренное ГОСТом 23479-79. Набор инструментов делится на две группы: цеховое — работает в диапазоне температур 5-20 градусов; полевое — можно эксплуатировать вне помещений в широком спектре температур — от -55 до +55 градусов Цельсия. Набор представлен таким перечнем:
Набор инструментов делится на две группы: цеховое — работает в диапазоне температур 5-20 градусов; полевое — можно эксплуатировать вне помещений в широком спектре температур — от -55 до +55 градусов Цельсия. Набор представлен таким перечнем:
- шаблоны для проверки геометрии сварного шва;
- измерительные лупы;
- угольники для проверки прямого угла;
- угломеры с нониусом;
- микрометры, калибры и нутромеры;
- щупы для измерения ширины зазора;
- рулетки, линейки, штангенциркули;
- измерители толщины стенок трубопроводов.
Надлежащее обследования возможно только при условии достаточного освещения. Естественного света или искусственного освещения внутри зданий бывает недостаточно. Поэтому контролер всегда должен иметь при себе фонари или иной светоизлучающий прибор. Иногда приходится применять специальное оборудование — бороскопы и микроскопы. Они необходимы для того, чтобы максимально точно определить степень серьезности выявленного дефекта. В случаях, когда сварной шов располагается на высоте, недоступной для эксперта, то допускается использование биноклей различного уровня мощности.
В случаях, когда сварной шов располагается на высоте, недоступной для эксперта, то допускается использование биноклей различного уровня мощности.
Но случается, что нужно обеспечить визуальную проверку сварных швов, к которым проверяющий просто не может получить доступ. Это относится к конструкциям, расположенным под землей, в узких тоннелях, в условиях агрессивной среды или высокой радиации. Тогда привлекаются специалисты, управляющие дистанционными платформами с видеонаблюдением или другой специальной передающей аппаратурой. С ее помощью инспектор обследует состояние сварного шва насколько это позволяет сделать дистанционно управляемая аппаратура. К подобным методам диагностирования прибегают крайне редко.
Этапы проведения контроля
Проверка на дефекты выполняется в несколько этапов, каждый из которых направлен на то, чтобы выявить определенный дефект. Каждый из экспертов прежде всего визуально проверяет шов на целостность. Невооруженным взглядом можно выявить трещины, подрезы и поры, наличие которых снижает прочность места соединения.
Каждый из экспертов прежде всего визуально проверяет шов на целостность. Невооруженным взглядом можно выявить трещины, подрезы и поры, наличие которых снижает прочность места соединения.
Раковины и непроваренные участки найти проще всего. Если специалист не замкнул шов и оставил кратер от сварочной ванны, то это тоже бросается в глаза. Нарушением технологии является также слишком узкий шов, наплывы расплава, грубая «чешуя». Те соединения, которые уже эксплуатируются, легко визуально проверить на наличие коррозии.
После этого наступает время более сложного метода контроля — с использованием оптических приборов. Это дает специалисту возможность более детально рассмотреть участок и точно изучить параметры ранее выявленных дефектов. Для этого применяются лупы, бороскопы и микроскопы. К примеру, визуальным контролем были определены трещины сварного шва. Но глубина осталась неизвестной. С помощью микроскопа несложно уточнить эти данные и определить уровень серьезности дефекта. Если требуется, то исследования будут продлены с применением других более совершенных технологий, изложенных в методичках по контролю.
На третьем этапе параметры сварного соединения проверяются инструментальным путем. Измеряется длина шва. Полученный результат сопоставляется с эталонным значением для данного участка и конкретных условий. Измеряется катет наплавленного металла, высота и ширина шва. Все эти данные сопоставляются с толщиной стенки основного элемента. Угольником уточняется насколько правильно установлены детали одна относительно другой и нет ли смещения после прошедшего периода эксплуатации.
В заключения тестирования составляется акт, где отображаются обнаруженные дефекты. Инспектор описывает текущее состояние сварного шва и дает рекомендации по устранению выявленных недостатков.
В заключение следует подчеркнуть, что визуальные методы контроля дают возможность быстро получить данные о качестве сварного шва. Они не всегда окончательные. При необходимости используется вспомогательное оборудование и другие технологии исследования. Своевременный и регулярный контроль позволяет избежать аварийных ситуаций и предотвратить травматизм среди сотрудников.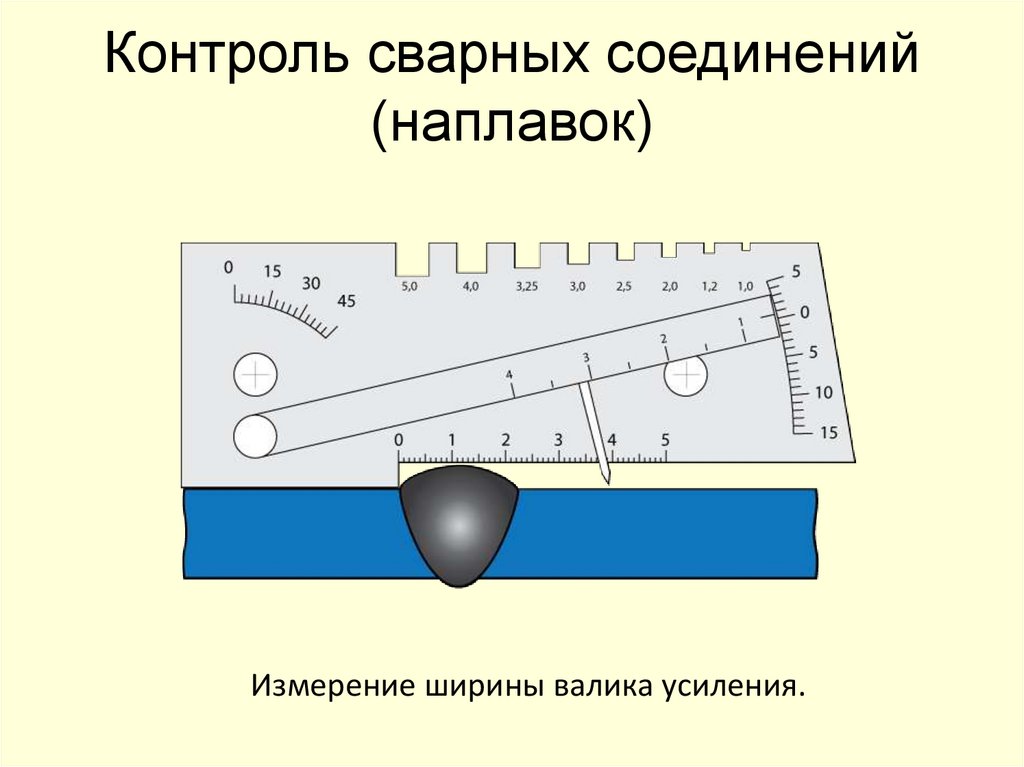
Читайте также: Виды сварных швов и соединений
Визуально-измерительный контроль сварных швов (ВИК)
Оцените, пожалуйста, статью
12345
Всего оценок: 4, Средняя: 3
Визуально-измерительный контроль сварных швов (ВИК)
Сварочные работы нужно контролировать на каждом этапе, чтобы в итоге получилось высокое качество соединения. Иногда по истечении определенного срока эксплуатации сварной конструкции может потребоваться дополнительное обследование шва. Это делается в целях безопасности эксплуатации ответственных конструкций, разрушение которых может повлечь тяжелые последствия. С этой целью применяется визуально-измерительный контроль качества сварных соединений. Основные его параметры регламентируются ГОСТом 23479-79.
СОДЕРЖАНИЕ
- Что такое визуально-измерительный контроль сварных швов
- Что выявляет метод
- Преимущества и недостатки
- Когда выполняется визуально-измерительный контроль
- Приборы для визуального контроля сварных соединений
- Этапы проведения контроля
Что такое визуально-измерительный контроль сварных швов
Визуальный контроль сварных швов подразумевает проверку места соединения заготовок как до, так и после выполнения сварочных работ. Процедура необходима для того, чтобы подтвердить точность и надлежащее качество выполнения поставленной задачи. Нарушения технологического процесса и требований стандартов могут в итоге привести к разрушению конструкции раньше гарантийного срока. Существует специальный ГОСТ, регламентирующий порядок и метод ведения контроля и отчетной документации.
Процедура необходима для того, чтобы подтвердить точность и надлежащее качество выполнения поставленной задачи. Нарушения технологического процесса и требований стандартов могут в итоге привести к разрушению конструкции раньше гарантийного срока. Существует специальный ГОСТ, регламентирующий порядок и метод ведения контроля и отчетной документации.
Измерительные работы с использованием шаблоном и оптического инструмента — это неразрушающий метод ВИК-контроля. Благодаря ему удается получить достоверную информацию о состоянии сварного стыка с сохранением его целостности. Если возникают подозрения, то назначаются дополнительные экспертизы, позволяющие сделать более полный и точный анализ. К таким относятся спектроскопия и ультразвуковая диагностика.
Обследования проводят специалисты-контроллеры, которые предварительно прошли курс обучения, сдали испытания и получили аттестаты соответствующего образца. Методы проведения контроля разные: зрительный, тактильный, при помощи оптических приборов, с использованием измерительной оснастки. Результаты диагностики, замечания и рекомендации по их устранению фиксируются актом освидетельствования.
Результаты диагностики, замечания и рекомендации по их устранению фиксируются актом освидетельствования.
Что выявляет метод
Визуальный контроль сварных соединений позволяет выявить такие дефекты:
- неверная геометрия катета шва;
- прожиг;
- неправильные пропорции между шириной и высотой наплава;
- редкая чешуйчатость;
- слишком большие наплывы расплава;
- кратеры в сварочной ванне;
- подрезы из-за высокой силы тока;
- непроваренные участки;
- измененный цвет металла, вызванный перегревом или неправильно подобранной присадкой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Использование оптических увеличительных приборов расширяет возможности визуального осмотра сварных швов. Можно выявить:
- поперечные и продольные трещины;
- проявления коррозии;
- нарушения в структуре металла, в частности расслоение;
- нежелательные твердые включения в сплаве;
- открытые поры, через которые выходил газ;
- надиры, раковины, забоины;
- брак защитного покрытия, выполненного из полимера или краски;
- смещение шва.

Начальный контроль на подготовительных этапах дает возможность определить, насколько качественно подготовлены кромки. Таким же методом контролируется накладка маркировки или профессионального клейма сварщика.
Преимущества и недостатки
Согласно положениям ГОСТ 23479-79 измерительный контроль является первичным способом обследования. После его завершения ответственными лицами принимается решение о целесообразности проведения диагностики иными методами. Положительные стороны измерительного контроля:
- минимальные издержки времени на проведение проверки;
- простота выполнения;
- позволяет получить большинство информации о наружном состоянии сварного соединения;
- не требуется сложное дорогостоящее оборудование;
- легко проверяется результат.
Контролировать качество сварного шва требуется на всех этапах: на стадии подготовительных работ, во время сваривания заготовок и после ее завершения. Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
- заключения о качестве работ заключаются только на основе видимой части шва. В то время как скрытые дефекты выявить не представляется возможности;
- выводы зависят от уровня квалификации эксперта и его подхода к выполнению задания;
- подходит исключительно для обнаружения крупных легко видимых для человеческого глаза дефектов.
Когда выполняется визуально-измерительный контроль
Визуально контролировать качество выполнения сварочных работ можно на любом этапе. Уже на предварительной стадии можно определить готовность деталей к свариванию. Проверяется соответствие маркировки и целостность заготовок. Далее можно контролировать сборку деталей под сварку, качество очистки поверхности от масла, краски, ржавчины и прочих загрязнений. Стоит акцентировать внимание на разделку кромок. Она должна выполняться в соответствии с видом предстоящего соединения; с учетом толщины металла и силы сварочного тока.
Она должна выполняться в соответствии с видом предстоящего соединения; с учетом толщины металла и силы сварочного тока.
По завершению сварочных работ шов проверяется на наличие дефектов, которые можно определить визуально. Искать следует раковины, трещины, непровары, поры, подрезы и другие видимые дефекты. В случаях, когда на стык необходимо нанести несколько наплавов, то контролируется наложения каждого слоя. По завершению проверки ответственных конструкций оформляется акт проверки, где фиксируются ее итоги.
Визуально контролировать состояние сварного шва можно уже и на работающей конструкции. Это практикуется в тех случаях, когда гарантированный срок службы сварного соединения подходит к концу. Также экспертиза заказывается в любом случае, когда возникает подозрение в ухудшении качества соединения. Это необходимо для предотвращения поломок оборудования и его неоправданного простоя.
Читайте также: Виды контроля качества сварных соединений
Приборы для визуального контроля сварных соединений
Для проверки сварного шва визуальным методом используется специальное оборудование, предусмотренное ГОСТом 23479-79.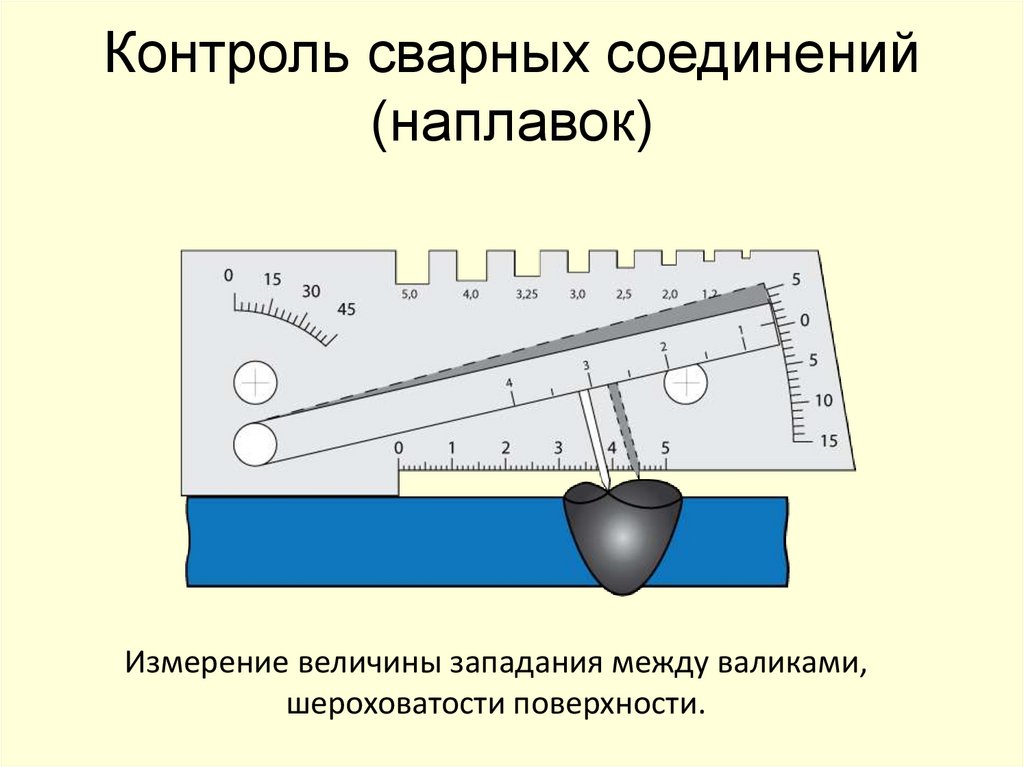 Набор инструментов делится на две группы: цеховое — работает в диапазоне температур 5-20 градусов; полевое — можно эксплуатировать вне помещений в широком спектре температур — от -55 до +55 градусов Цельсия. Набор представлен таким перечнем:
Набор инструментов делится на две группы: цеховое — работает в диапазоне температур 5-20 градусов; полевое — можно эксплуатировать вне помещений в широком спектре температур — от -55 до +55 градусов Цельсия. Набор представлен таким перечнем:
- шаблоны для проверки геометрии сварного шва;
- измерительные лупы;
- угольники для проверки прямого угла;
- угломеры с нониусом;
- микрометры, калибры и нутромеры;
- щупы для измерения ширины зазора;
- рулетки, линейки, штангенциркули;
- измерители толщины стенок трубопроводов.
Надлежащее обследования возможно только при условии достаточного освещения. Естественного света или искусственного освещения внутри зданий бывает недостаточно. Поэтому контролер всегда должен иметь при себе фонари или иной светоизлучающий прибор. Иногда приходится применять специальное оборудование — бороскопы и микроскопы. Они необходимы для того, чтобы максимально точно определить степень серьезности выявленного дефекта. В случаях, когда сварной шов располагается на высоте, недоступной для эксперта, то допускается использование биноклей различного уровня мощности.
Но случается, что нужно обеспечить визуальную проверку сварных швов, к которым проверяющий просто не может получить доступ. Это относится к конструкциям, расположенным под землей, в узких тоннелях, в условиях агрессивной среды или высокой радиации. Тогда привлекаются специалисты, управляющие дистанционными платформами с видеонаблюдением или другой специальной передающей аппаратурой. С ее помощью инспектор обследует состояние сварного шва насколько это позволяет сделать дистанционно управляемая аппаратура. К подобным методам диагностирования прибегают крайне редко.
Этапы проведения контроля
Проверка на дефекты выполняется в несколько этапов, каждый из которых направлен на то, чтобы выявить определенный дефект. Каждый из экспертов прежде всего визуально проверяет шов на целостность. Невооруженным взглядом можно выявить трещины, подрезы и поры, наличие которых снижает прочность места соединения.
Каждый из экспертов прежде всего визуально проверяет шов на целостность. Невооруженным взглядом можно выявить трещины, подрезы и поры, наличие которых снижает прочность места соединения.
Раковины и непроваренные участки найти проще всего. Если специалист не замкнул шов и оставил кратер от сварочной ванны, то это тоже бросается в глаза. Нарушением технологии является также слишком узкий шов, наплывы расплава, грубая «чешуя». Те соединения, которые уже эксплуатируются, легко визуально проверить на наличие коррозии.
После этого наступает время более сложного метода контроля — с использованием оптических приборов. Это дает специалисту возможность более детально рассмотреть участок и точно изучить параметры ранее выявленных дефектов. Для этого применяются лупы, бороскопы и микроскопы. К примеру, визуальным контролем были определены трещины сварного шва. Но глубина осталась неизвестной. С помощью микроскопа несложно уточнить эти данные и определить уровень серьезности дефекта. Если требуется, то исследования будут продлены с применением других более совершенных технологий, изложенных в методичках по контролю.
На третьем этапе параметры сварного соединения проверяются инструментальным путем. Измеряется длина шва. Полученный результат сопоставляется с эталонным значением для данного участка и конкретных условий. Измеряется катет наплавленного металла, высота и ширина шва. Все эти данные сопоставляются с толщиной стенки основного элемента. Угольником уточняется насколько правильно установлены детали одна относительно другой и нет ли смещения после прошедшего периода эксплуатации.
В заключения тестирования составляется акт, где отображаются обнаруженные дефекты. Инспектор описывает текущее состояние сварного шва и дает рекомендации по устранению выявленных недостатков.
В заключение следует подчеркнуть, что визуальные методы контроля дают возможность быстро получить данные о качестве сварного шва. Они не всегда окончательные. При необходимости используется вспомогательное оборудование и другие технологии исследования. Своевременный и регулярный контроль позволяет избежать аварийных ситуаций и предотвратить травматизм среди сотрудников.
Читайте также: Виды сварных швов и соединений
Визуально-измерительный контроль сварных швов (ВИК)
Оцените, пожалуйста, статью
12345
Всего оценок: 4, Средняя: 3
Визуальный и измерительный контроль сварных соединений оборудования, плоскостных конструкций и облицовок с одной стороны
Визуальный и измерительный контроль сварных соединений оборудования, плоскостных конструкций и облицовок с одной стороны79879469311
- Главная
- Лаборатория неразрушающего контроля
- Визуальный и измерительный контроль соединений, конструкций
Мы проводим визуальный и измерительный контроль сварных соединений оборудования, плоскостных конструкций и облицовок.
При выполнении сварочный работ необходима проверка, контролирующая качество результата. Возможно, при долгосрочной эксплуатации конструкции потребуется повторное проведение исследования, чтобы удостоверитсья в безопасности и сохранности сварных соединений. Все работы проводятся по ГОСТ 23479-79.
Возможно, при долгосрочной эксплуатации конструкции потребуется повторное проведение исследования, чтобы удостоверитсья в безопасности и сохранности сварных соединений. Все работы проводятся по ГОСТ 23479-79.
Визуальный контроль сварных соединений, помогает выявить ряд дефектов:
- Неправильный катет шва
- Ошибочные пропорции относительно ширины и высоты наплавленного металла
- Прожоги
- Редкую чешуйчатость
- Открытые кратеры сварочной ванны
- Наплывы металла
- Подрезы высокой силой тока
- Изменение цвета металла (из-за перегрева или неправильного материала присадки)
- Непроваренные участки
При использовании дополнительного увеличительного оборудования можно различить:
- Трещины (продольные и поперечные)
- Расслоения в структуре металла
- Коррозионные повреждения
- Поры из-за выходящего углерода
- Риски от твердых включений в сплаве
- Раковины
- Забоины
- Надиры
- Смещение шва относительно линии соединения
- Брак в защитных покрытиях из полимера или краски
На подготовительных этапах визуальный контроль позволяет оценить насколько качественно скошены кромки под стык, и как тщательно очищена поверхность от ржавчины, краски и мусора. Этот метод контролирует и накладку маркировки или клейма на готовые швы, а так же соответствие вида клейма конкретному соединению.
Этот метод контролирует и накладку маркировки или клейма на готовые швы, а так же соответствие вида клейма конкретному соединению.
Мы используем различные инстурменты цехового и полевого назначения, в соответствии с ГОСТ 23479-79. В эти инструменты входят:
- Измерительные лупы
- Сварочные шаблоны для проверки параметров геометрии швов
- Угольники для проверки 90 градусов
- Нутрометры
- Угломеры с нониусом
- Щупы для контроля выдержки зазоров
- Микрометры
- Толщинометры для определения стенок трубопроводов
- Калибры
- Штангельциркули
- Линейки и рулетки
Цена на услугу:
| Визуальный и измерительный контроль сварных соединений оборудования, плоскостных конструкций и облицовок с одной стороны | 1 м | 500 |
Реализованные проекты
Визуальный измерительный контроль
Подготовка трубных заготовок под сварку, проверка геометрических параметров кромок и зазоров, визуальный осмотр и измерение параметров сварного шва с выдачей заключения
Отзывы
Науменко Максим Григорьевич
ООО «Эй. Пи.Эй Индастриал Просессиз»
Пи.Эй Индастриал Просессиз»
Хотелось бы отметить значимый технический потенциал Вашей компании, а также профессионализм Ваших сотрудников. В процессе выполнения работ положительное впечатление произвела достойная оперативность персонала в решении рабочих вопросов. Последовательное соблюдение графика выполнения работ явилось не менее важных фактором при совместной работе.
Тихонов Михаил Васильевич
ООО «Джейко Раша»
Хочется отметить большой технический потенциал Вашей компании и высокую квалификацию сотрудников. Хорошее впечатление в процессе производства произвела высокая оперативность решения рабочих вопросов и профессионализм линейного персонала. Важным фактором явилось четкое следование графику.
Горюшкина Марина Николавена
ЖКХ Мэрии г. Тольятти
Сжатые сроки производства работ, отрицательная температура воздуха, наличие сезонных осадков в виде снега, территориальная отдаленность объектов друг от друга и разнообразность выполненных работ — все эти факторы говорят о профессионализме рабочих, мастеров и менеджеров ООО ПО «Салют», поскольку работы были выполнены в срок и с надлежащим качеством.
Спичак Михаил Григорьевич
ЗАО «Алкоа СМЗ»
За время работы ООО ПО «Салют» зарекомендовало себя надёжным, добросовестным и лояльным партнером, обеспечивающим надлежащее качество продукции и сроки поставок в полном соответствии с условиями договора. Персонал быстро и квалифицированно решает все возникающие производственные и коммерческие вопросы. Гарантийный случаев за время работы не возникало.
Пьер Лама
ООО «Эксэл Индастриал Русси»
Хочется отметить большой технический потенциал Вашей компании и высокую квалификацию сотрудников. Хорошее впечатление в процессе производства произвела высокая оперативность решения рабочих вопросов и профессионализм линейного персонала. Важным фактором явилось четкое следование графику.
оставить заявку
79879469311
Сертификаты и лицензии
Контроль качества сварных соединений в Москве
Неразрушающий контроль
С помощью процедуры визуально-измерительного контроля сварных швов удается удостовериться в том, что все этапы монтажных работ выполнены в строгом соответствии с установленными нормами.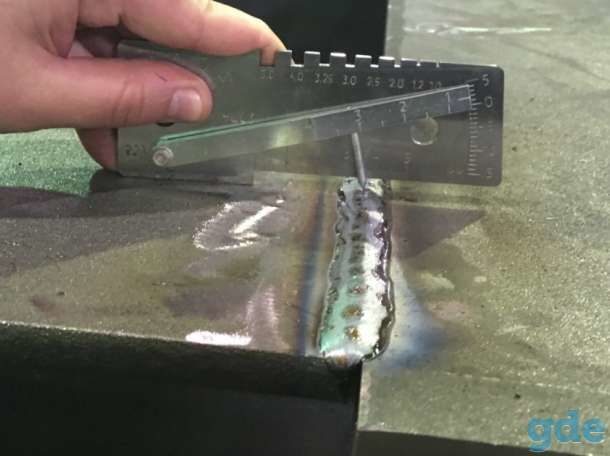 С точки зрения безопасности при строительстве жилого или промышленного объекта это очень важное мероприятие, позволяющее избежать различных аварий и обрушений. Если контролирующие органы выявляют технологические нарушения, допущенные по причине отсутствия контрольных работ, подрядчика ожидают санкции.
С точки зрения безопасности при строительстве жилого или промышленного объекта это очень важное мероприятие, позволяющее избежать различных аварий и обрушений. Если контролирующие органы выявляют технологические нарушения, допущенные по причине отсутствия контрольных работ, подрядчика ожидают санкции.
Стоимость контроля сварных соединений
Визуальный и измерительный контроль сварных соединений листовых, угловых, тавровых, профильных металлоконструкций с односторонним швом (толщина до 20мм включительно)
РД 03-606-03
100 р.
1 п.м.
Заказать
Визуальный и измерительный контроль сварных соединений листовых, угловых, тавровых, профильных металлоконструкций с односторонним швом (толщина 21-30мм включительно)
РД 03-606-03
150 р.
1 п.м.
Заказать
Визуальный и измерительный контроль сварных соединений листовых, угловых, тавровых, профильных металлоконструкций с односторонним швом (толщина 31-40мм включительно)
РД 03-606-03
200 р.
1 п.м.
Заказать
Визуальный и измерительный контроль сварных соединений листовых, угловых, тавровых, профильных металлоконструкций с двухсторонним швом (толщина до 20мм включительно)
РД 03-606-03
250 р.
1 п.м.
Заказать
Визуальный и измерительный контроль сварных соединений листовых, угловых, тавровых, профильных металлоконструкций с двухсторонним швом (толщина 21-30мм включительно)
РД 03-606-03
300 р.
1 п.м.
Заказать
Визуальный и измерительный контроль сварных соединений листовых, угловых, тавровых, профильных металлоконструкций с двухсторонним швом (толщина 32-40мм включительно)
РД 03-606-03
350 р.
1 п.м.
Заказать
Визуально-измерительный контроль сварных соединений арматуры – продольные швы
РД 03-606-03
300 р.
1 накладка
Заказать
Визуально-измерительный контроль сварных соединений арматуры – стыковые соединения любого диаметра (ванная сварка)
РД 03-606-03
300 р.
1 узел
Заказать
Визуально-измерительный контроль арматурных каркасов
РД 03-606-03
от 3000 р.
1 образец
Заказать
Визуальный и измерительный контроль сварных соединений трубопроводов диаметром до 50 мм
РД 03-606-03
50 р.
1 стык
Заказать
Визуальный и измерительный контроль сварных соединений трубопроводов диаметром от 50 до 100 мм
РД 03-606-03
100 р.
1 стык
Заказать
Визуальный и измерительный контроль сварных соединений трубопроводов диаметром от 100 до 300 мм
РД 03-606-03
200 р.
1 стык
Заказать
Визуальный и измерительный контроль сварных соединений трубопроводов диаметром от 300 мм до 600мм
РД 03-606-03
350 р.
1 стык
Заказать
Визуальный и измерительный контроль сварных соединений трубопроводов диаметром от 600 мм до 800мм
РД 03-606-03
450 р.
1 стык
Заказать
Визуальный и измерительный контроль сварных соединений трубопроводов диаметром от 800 мм до 1200мм
РД 03-606-03
500 р.
1 стык
Заказать
Визуальный и измерительный контроль сварных соединений трубопроводов диаметром от 1200 мм до 1500мм
РД 03-606-03
550 р.
1 стык
Заказать
Метод визуального контроля без применения оптики дает возможность определить следующие дефекты:
- нарушения шовного катета;
- неверные пропорции сварочного стыка;
- наличие прожогов;
- малую чешуйчатость;
- появление наплывов и открытых кратеров;
- слишком сильные подрезы;
- изменения цвета металлической поверхности, вызванные перегревом;
- участки, где отсутствует проваривание.
Использование профессионального оптического оборудования расширяет возможности визуально-измерительного исследования. С его помощью можно обнаружить:
- продольные и поперечные растрескивания;
- наличие расслоений в металлической структуре;
- повреждения, вызванные коррозионными процессами;
- появление пор от лишнего углерода;
- возникновение раковин, надиров и забоин;
- смещение границ шва;
- дефекты защитных и полимерных покрытий.
Специалисты строительной лаборатории ООО «Техлабконтроль» оперативно и эффективно выполнят весь комплекс визуально-измерительных контролирующих замеров. Работы проводятся на территории Москвы и Московской области.
Мы ответственно подходим к реализации заказа любого объема и сложности. Наши сотрудники имеют огромный опыт в области испытательных и контрольных мероприятий. Они регулярно посещают курсы повышения квалификации, поэтому легко ориентируются в инновационных методиках, свободно взаимодействуют с новейшими моделями оборудования и аппаратуры.
Почему нас выбирают заказчики
Экономим ваши бюджеты
Мы не стремимся к сверхприбылям, мы нацелены на долгосрочное сотрудничество и предлагаем лучшие условия.
Высокотехнологичные исследования
В нашей лаборатории есть полный спектр современного оборудования для проведения комплексных исследований.
Имеем все необходимые лицензии и допуски
Наши заключения гарантируют сдачу объекта в эксплуатацию в срок с
соблюдением необходимых требований.
Профессиональный штат сотрудников
У нас работают только профессионалы, регулярно повышающие свою квалификацию, опыт лучших экспертов более 15-ти лет.
Заключение на следующий день
Позвоните сейчас и уже завтра мы проведем полный комплекс работ и предоставим заключения и протоколы испытаний.
Система качества компании
Выдаем заключения по результатам реальных обследований, несем ответственность за качество вашего объекта.
Строительная лаборатория имеет следующие
Аттестаты и Сертификаты
Сиcтема менеджмента качества ISO 9001-2015
Сиcтема менеджмента качества ISO 9001-2015 (приложение)
Сиcтема менеджмента качества ISO 9001-2015 (разрешение)
Свидетельство об аттестации СНКТехкранэнерго
Свидетельство об аттестации СНКТехкранэнерго (приложение)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО»
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-1)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-2)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-3)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-4)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-5)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-6)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-7)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-8)
Аттестат аккредитации — АО «СИСТЕМА АКСЕКО» (Приложение 1-9)
Выполненные проекты
г. Москва, Западный округ, территория инновационного центра «Сколково»
Заказчик: ООО «Девелопер Билдинг»
г. Москва, САО, район Беговой, Ленинградский проспект, вл. 34
Заказчик: ООО «Алкон Девелопмент»
Московская область, Одинцоский район, 55км Минского шоссе
Заказчик: ООО «РУСЬДОРСТРОЙ»
Краснодарский край, город-курорт Анапа, п. Витязево, пр. Южный, д. 5.
Заказчик: ООО «СМК САТУРН»
«ЖК Лесопарковый» г. Москва, ул. Варшавское шоссе,вл. 177е
Заказчик: ООО «ГК РЕАЛ»
Завод балочных кранов ООО «ЗГПО Атлант» Московская область, г. Краснознаменск
Заказчик: ООО «ЗГПО Атлант»
Многоквартирный жилой дом со встроено – пристроенными нежилыми помещениями, корпус 17
Заказчик: ООО «СМУ 27М»
Строительство многоэтажных жилых домов №12, №16, г. Москва, поселение Сосенское, д. Столбово, уч.40/2
Заказчик: ООО «СМУ 27М»
г. Москва, 43-й км МКАД. Линия метрополитена, станция метро «Новаторов» — станция метро «Коммунарка»
Заказчик: ООО «ДТС»
Юго-Западный участок Третьего пересадочного контура (ТПК) ст. «Вернадского» — ст. «Можайская» (Кунцевская) участок ст. «Проспект Вернадского» — ст. «Аминьевское шоссе», г.Москва, метро проспект Вернадского, со стороны ул. Удальцова
Заказчик: ООО «ДТС»
Смотреть все проекты
FAQ — часто задаваемые вопросы
Рассчитать стоимость работ?
Клиенты, которыми мы гордимся
Наши работы
Завод балочных кранов ООО «ЗГПО Атлант» Московская область, г. Краснознаменск
Заказчик: ООО «ЗГПО Атлант»
Строительство автомобильной дороги М-5 «Урал» от Москвы через Рязань, Пензу, Самару, Уфу до Челябинска
Заказчик: ООО «ПитерДорНИИ»
с одной стороны — м
ФГИС ЦС
Вход/Регистрация
Утверждены
Приказом Министерства строительства
и жилищно-коммунального хозяйства
Российской Федерации
от 26 декабря 2019 г. № 876/пр
Визуальный и измерительный контроль сварных соединений оборудования, конструкций и облицовок: с одной стороны — м
Состав работ:
| 1. | Клеймение сварного соединения. |
| 2. | Осмотр и измерения сварного соединения. |
| 3. | Оформление документации и выдача задания на последующие виды контроля. |
Ресурсы:
| Код | Наименование | К-во | Ед. |
|---|---|---|---|
| 1-100-50 | Затраты труда рабочих (Средний разряд — 5) | 0.15 | чел.-ч |
Добавьте в избранное
Вы можете сравнивать 2 или 3 расценки из одной базы. Перейдите на страницу нужной расценки и нажмите кнопку «Добавить» — будет сформирована кнопка на страницу с результатом.
Все Расценки Таблицы
Таблица 39-02-001. Визуальный и измерительный контроль сварных соединений
| Номер расценки | Наименование и характеристика работ и конструкций | чел./ч | маш./ч |
|---|---|---|---|
| ФЕРм39-02-001-01 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: до 25 — стык | 0.08 | |
| ФЕРм39-02-001-02 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: свыше 25 до 50 — стык | 0. 1 | |
| ФЕРм39-02-001-03 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: свыше 50 до 100 — стык | 0.12 | |
| ФЕРм39-02-001-04 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: свыше 100 до 200 — стык | 0.16 | |
| ФЕРм39-02-001-05 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 250 — стык | 0.2 | |
| ФЕРм39-02-001-06 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: свыше 250 до 350 — стык | 0.25 | |
| ФЕРм39-02-001-07 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: свыше 350 до 450 — стык | 0.28 | |
| ФЕРм39-02-001-08 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 500 — стык | 0. 32 | |
| ФЕРм39-02-001-09 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 600 — стык | 0.37 | |
| ФЕРм39-02-001-10 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 700 — стык | 0.42 | |
| ФЕРм39-02-001-11 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 800 — стык | 0.47 | |
| ФЕРм39-02-001-12 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 900 — стык | 0.53 | |
| ФЕРм39-02-001-13 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 1000 — стык | 0.58 | |
| ФЕРм39-02-001-14 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 1200 — стык | 0. 7 | |
| ФЕРм39-02-001-15 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: свыше 1200 до 1300 — стык | 0.8 | |
| ФЕРм39-02-001-16 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: свыше 1300 до 1500 — стык | 0.9 | |
| ФЕРм39-02-001-17 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 1600 — стык | 0.95 | |
| ФЕРм39-02-001-18 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 1800 — стык | 1.1 | |
| ФЕРм39-02-001-19 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 2000 — стык | 1.2 | |
| ФЕРм39-02-001-20 | Визуальный и измерительный контроль сварных соединений трубопроводов, номинальный диаметр: 2200 — стык | 1. 3 | |
| ФЕРм39-02-001-21 | Визуальный и измерительный контроль сварных соединений оборудования, конструкций и облицовок: с одной стороны — м | 0.15 | |
| ФЕРм39-02-001-22 | Визуальный и измерительный контроль сварных соединений оборудования, конструкций и облицовок: с двух сторон — м | 0.24 | |
| ФЕРм39-02-001-23 | Визуальный и измерительный контроль сварных соединений арматурных стержней и закладных деталей — стык | 0.1 |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т |
| 91.05.01-017 | Краны башенные, грузоподъемность 8 т |
| 91.01.01-035 | Бульдозеры, мощность 79 кВт (108 л.с.) |
| 91.06.06-048 | Подъемники одномачтовые, грузоподъемность до 500 кг, высота подъема 45 м |
| 01. 7.04.01-0001 | Доводчик дверной DS 73 BC «Серия Premium», усилие закрывания EN2-5 |
| 20.3.03.07-0093 | Светильник потолочный GM: A40-16-31-CM-40-V с декоративной накладкой |
| 01.7.03.01-0001 | Вода |
| 04.3.01.12-0111 | Раствор готовый отделочный тяжелый, цементно-известковый, состав 1:1:6 |
| 14.5.01.10-0001 | Пена для изоляции № 4 (для изоляции 63-110 мм) |
Тестируем ФСНБ-2022
API расценок ФГИС ЦС
ФСНБ-2020 включая дополнение №9 (приказы Минстроя России от 20.12.2021 № 961/пр, 962/пр) действует с 01.02.2022
Нашли ошибку? Напишите в Техподдержку
Визуальный контроль сварных соединений – сварка и неразрушающий контроль
Визуальный осмотр сварного соединения является важным мероприятием, проводимым для проверки целостности и прочности сварного соединения. Это экономичный вид деятельности, так как не требует дорогостоящего оборудования. Ее должен проводить опытный инспектор. Основные обязанности инспектора по сварке:
- Соответствие Кодексу
- Контроль качества изготовления
- Управление документацией
Требования к визуальному осмотру:
- Освещенность должна быть не менее 350 лк (минимум), но рекомендуется проводить визуальный осмотр при освещенности более 500 лк.
- Глаз инспектора должен находиться в радиусе 600 мм от поверхности проверяемого объекта, а угол обзора должен быть не менее 30 градусов.
(также см. Диапазон толщины для квалификационного испытания сварщика)
Другие вспомогательные средства, которые могут потребоваться при визуальном осмотре:
- Перед сваркой,
- Во время сварки и
- После сварки
Перед сваркой: Инспектор должен быть ознакомлен с применимыми нормами и стандартами/чертежами/процедурами сварки (WPS и PQR). Квалификация сварщика проводится перед производственной сваркой. Инспектор должен подтвердить материал и рассмотреть МТС. Сварочные материалы также должны быть проверены перед сваркой. Подготовка и выравнивание соединения также должны быть проверены перед сваркой. После подтверждения всех параметров (как указано выше) инспектор по сварке может разрешить сварщику начать производственную сварку. Если применяется предварительный подогрев, то перед началом сварки необходимо подтвердить температуру предварительного нагрева.
( Рисунок 3 показывает неправильную поверхность разделки и зазор в корне, инспектор по сварке должен увидеть подготовку разделки и зазор в корне перед сваркой)
Во время сварки: Инспектор должен проверить процесс сварки и параметры сварки в отношении в соответствии со спецификацией процедуры сварки (WPS) в любой момент во время сварки. Инспектор должен засвидетельствовать корневой проход и зачистку корневого прохода, межпроходную температуру. Сварочные материалы также должны быть проверены во время сварки.
(См. также Как составить техническое задание на сварку – WPS)
После сварки: После завершения сварки рядом с стыком пробивается идентификационный номер. Выполняется полный визуальный осмотр, и любые повреждения или дефекты поверхности должны быть устранены в соответствии с утвержденной процедурой. Визуальным осмотром могут быть выявлены следующие дефекты (или несплошности):
- Трещина
- Неполное заполнение
- Подрез
- Пористость поверхности
- Перекрытие
- Непровар боковой стенки
- Зажигание дуги
- Брызги
- Чрезмерное проникновение
- Недопустимые сварные профили
[Чтобы узнать больше о дефектах сварки, нажмите здесь]
( Рисунок 4: Инспектор по сварке проверяет размер усиления сварного шва с помощью калибра для сварки с мостовым кулачком) детали после сварки. После удовлетворительного завершения сварки подготавливается соответствующая документация.
Если в WPS указана послесварочная обработка, эта операция должна контролироваться и документироваться. Следующие параметры следует учитывать, когда требуется термическая обработка после сварки:
- Площадь нагрева
- Скорости нагрева и охлаждения
- Температура и продолжительность выдержки
- Распределение температуры
В дополнение к визуальному контролю, для проверки качества сварных соединений доступен ряд других методов неразрушающего контроля. Некоторые из наиболее распространенных методов неразрушающего контроля:
- Рентгенологическое исследование (RT)
- Ультразвуковой контроль (УЗК)
- Магнитопорошковый контроль (МТ)
- Испытание на проникающую жидкость (PT)
- Электромагнитные испытания (ET)
- Испытания на акустическую эмиссию (АЕТ)
Каждый метод неразрушающего контроля имеет свое значение и важность, например, метод проникающей жидкости очень эффективен и экономичен для проверки поверхностных дефектов, тогда как с помощью ультразвукового контроля и радиографического контроля можно проверить всю глубину сварного шва.
Выбор методов НК зависит от требований. Лицо, привлекаемое или назначенное для проведения этих испытаний, должно обладать необходимой квалификацией. Письменная процедура тестирования, формат отчета и применимый код также должны быть определены до проведения экзамена.
Также прочитайте P-номер, F-номер и A-номер в сварке (ASME, раздел IX)
Примечание: Я написал эту статью для информационного бюллетеня по сварным швам в Индии, том 1: 4, октябрь-декабрь 2018 г. Нажмите здесь, чтобы прочитать этот информационный бюллетень.
Визуальный контроль сварных соединений
| Визуальный контроль сварного соединения |
Визуальный контроль сварного шва металла сварного шва является важной проверочной деятельностью в области сварки, проводимой инспектором по сварке целостность и прочность сварного шва. Визуальные осмотры являются экономической деятельностью. Эти мероприятия не требуют дорогостоящего оборудования. Его должен проводить опытный инспектор. Основные обязанности инспектора по сварке при визуальном осмотре:
👉 Соответствие Кодексу.
👉 Контроль качества изготовления.
👉 Контроль документации.
1. Интенсивность света для зрительного восприятия фактически измеряется в люксах или фут-канделях, что является мерой того, как глаз реагирует на взвешенный свет на реакцию клеток колбочек. Так люкс должен быть не менее 350 лк (минимум), но рекомендуется проводить визуальный осмотр при освещенности более 500 лк.
2. Глаз визуального контролера сварки должен находиться в радиусе 600 мм от поверхности проверяемого изделия, а угол обзора должен быть не менее 30 градусов. 9
(См. также)
Диапазон толщины для спецификации процедуры сварки основного металла (WPS)
Помимо вышеперечисленного, другие вспомогательные средства, которые могут потребоваться во время визуального осмотра:
👉 Сварочные калибры.
👉 Измерители зазоров сварных швов.
👉 Датчики линейного смещения (Hi-Low).
👉 Увеличительное стекло (от X2 до X5).
👉 Зеркальный бороскоп или оптоволоконная система просмотра (при ограничении доступа).
Этапы визуального осмотра.
Визуальные проверки могут проводиться в три этапа;
👉 Перед сваркой
👉 Во время сварки
👉 После сварки
Перед сваркой:
👉 Перед началом Производственной сварки Инспектор должен быть ознакомлен с применимыми нормами и стандартами/чертежами/технологиями сварки и записью квалификации процедуры (WPS и PQR).
👉 Перед производственной сваркой проводится квалификационное испытание сварщика (WQT). Инспектор должен подтвердить материал и просмотреть стальную трубу. MTC означает сертификаты заводских испытаний или протокол заводских испытаний (MTR) и сертифицированный отчет об испытаниях материалов, акт проверки материалов.
👉 Сварочные материалы также должны быть проверены перед сваркой.
👉 Подготовка шва, такая как очистка поверхности сварного шва, она должна быть очищена от пыли и других загрязнений, перед сваркой также необходимо проверить соосность. Все это должно быть сделано в соответствии с кодами и стандартами, указанными в WPS, PQR и WQT,
👉 После подтверждения всех параметров (как указано выше) инспектор сварки может разрешить сварщику начать производственную сварку.
👉 Если предварительный подогрев применим в соответствии со спецификацией процедуры сварки (WPS) и отчетом об аттестации процедуры (PQR), то перед началом сварки необходимо подтвердить температуру предварительного нагрева.
(На рисунке показаны неправильная поверхность разделки и корневой зазор, инспектор по сварке должен проверить подготовку разделки и корневой зазор перед сваркой)
Во время сварки:
👉 Инспектор должен проверять процесс сварки и параметры сварки в соответствии со спецификацией процедуры сварки (WPS) в любое время во время сварки производственной сварки.
👉 При сварке корневого прохода и зачистке корневого прохода инспектор должен контролировать температуру между проходами.
👉 Сварочные материалы также должны быть проверены во время сварки.
После сварки:
👉 После успешного завершения сварки возле стыка пробивается идентификационный номер.
👉 Проведен полный визуальный осмотр, и любые повреждения или дефекты поверхности должны быть устранены в соответствии с утвержденной процедурой.
Имеются следующие дефекты (или несплошности), выявляемые при визуальном осмотре:
👉 Трещина.
👉 Недолив.
👉 Подрез.
👉 Пористость поверхности.
👉 Перекрытие.
👉 Непровар боковины.
👉 Зажигание дуги.
👉 Брызги.
👉 Чрезмерное проникновение.
👉 Недопустимые сварные профили.
[Также читайте]
Механические или разрушающие испытания (DT), необходимые для спецификации процедуры сварки (WPS).
Механическое или разрушающее испытание (DT), необходимое для квалификационного испытания сварщика (WQT)
Инспектор по сварке проверяет размер усиления сварного шва с помощью сварочного калибра с мостовым кулачком
Необходимо провести измерение размеров, чтобы убедиться в размерах детали после сварки . После удовлетворительного завершения сварки подготавливается соответствующая документация.
Если термическая обработка после сварки (PWHT) указана в спецификации процедуры сварки (WPS), то эта операция должна контролироваться и документироваться. Следующие параметры следует учитывать, когда требуется термообработка после сварки,
👉 Область, подлежащая нагреву.
👉 Скорость нагрева и охлаждения.
👉 Температура и продолжительность выдержки.
👉 Распределение температуры.
Помимо визуального контроля, для проверки качества сварки сварного соединения доступен ряд других методов неразрушающего контроля.
👉 Перед сваркой может быть использован неразрушающий контроль для проверки поверхности зоны сварки.
👉 Во время сварки корневой и другие проходы могут быть проверены.
👉 После, во время и перед сваркой некоторые из наиболее распространенных методов неразрушающего контроля (НК):
👉 Радиографический контроль (RT)
👉 Ультразвуковой контроль (UT)
👉 Магнитопорошковый контроль (MPT)
👉 Капиллярный контроль (LPT)
👉 Электромагнитный контроль (ET)
👉 Акустико-эмиссионный контроль (АЭТ)
Каждый метод неразрушающего контроля (НК) имеет свое значение и важность, например, контроль проникающей жидкости очень эффективен и экономичен для проверки поверхностных дефектов, тогда как с помощью ультразвукового контроля и радиографический тест, можно проверить всю глубину сварного шва.
Выбор каждого метода неразрушающего контроля (НК) зависит от требований. Лицо, привлекаемое или назначенное для проведения этих испытаний, должно обладать необходимой квалификацией. Письменная процедура тестирования, формат отчета и код приложения также должны быть определены до проведения экзамена.
См. также
Этапы квалификации технических условий сварки (WPS).
Срок службы трехслойного полиэтиленового (3LPE) покрытия.
Втулки Dirax (ГНБ) и их особенности
Визуальный контроль сварных соединений
Визуальный контроль, вероятно, является наиболее недооцененным и часто неправильно используемым методом контроля сварки. Из-за простоты и отсутствия сложного оборудования возможности этого метода контроля часто недооцениваются. Визуальный контроль сварки часто может быть самым простым в выполнении и, как правило, наименее дорогим. При правильном проведении этот тип контроля часто может быть чрезвычайно эффективным методом поддержания приемлемого качества сварки и предотвращения проблем со сваркой. В процессе сварки есть много областей, которые можно проверить и оценить с помощью этого метода контроля.
При разработке плана инспекции нам необходимо определить наиболее подходящие области для проведения инспекции. Нам необходимо рассмотреть возможность предотвращения проблем, связанных со сваркой, а не поиск проблем, которые, возможно, уже возникли. Неразрушающий контроль (НК), который обычно используется для контроля завершенных сварных швов, обычно разрабатывается и проводится для выявления проблем со сваркой постфактум, когда сварка завершена. Визуальный осмотр часто можно использовать для предотвращения возникновения проблем со сваркой. Функция контроля сварки часто делится на три области. Во-первых, и часто наименее используемым, является проверка перед сваркой. Этот тип проверки часто может дать нам возможность обнаружить и исправить неприемлемые условия до того, как они перерастут в реальные проблемы со сваркой. Во-вторых, проверка во время сварочной операции часто может предотвратить проблемы в завершенном сварном шве за счет проверки условий сварки и процедурных требований. В-третьих, визуальный контроль после сварки является относительно простым методом проведения оценки качества завершенного сварного шва. Рассмотрим каждый из этих этапов проверки более подробно.
Проверка перед сваркой – Эта проверка проводится перед началом сварочных работ. Этот тип контроля обычно связан с проверкой подготовки сварного соединения и проверкой параметров , которые было бы трудно или невозможно подтвердить во время или после сварки. Это область проверки, в которой мы можем лучше всего ввести средства контроля , которые могут предотвратить дефекты сварки. Некоторыми областями проверки перед сваркой являются проверка подготовки стыка/наладка перед сваркой. Это может включать в себя измерение размеров корневых отверстий. Слишком плотное открытие корней может привести к неадекватному проникновению корней. Слишком большие корневые отверстия могут вызвать чрезмерное проникновение. Углы скоса разделки сварных швов, если они слишком малы, могут привести к несплавлению, а если слишком велики, могут привести к деформации сварного соединения из-за перегрева и чрезмерных усадочных напряжений. Выравнивание стыка (смещение сварного шва) может привести к трудностям в получении качественного сварного шва и концентрации напряжения в его месте, что приведет к снижению усталостной долговечности. Состояние и чистота поверхности листа, предварительная очистка перед сваркой часто могут иметь чрезвычайно важное значение. Неправильная или неадекватная очистка может привести к неприемлемому уровню пористости сварного шва. Другие проверки перед сваркой могут включать проверку предварительного нагрева, температуры и метода нагрева, наличия и расположения устройств контроля термообработки, а также типа и эффективности продувки газом, если это применимо.
Проверка перед сваркой может также включать оценку и проверку документации, сертификацию материалов, сертификацию присадочного сплава, квалификацию сварщика, квалификацию процедуры сварки, а также идентификацию сварщика и сварного шва для прослеживаемости, если это применимо.
Проверка во время сварки –
Это проверка , которая проводится во время операции сварки и касается, главным образом, требований спецификации процедуры сварки (WPS). Эта проверка включает такие пункты, как методы очистки между проходами, контроль температуры между проходами, настройки сварочного тока, скорость перемещения при сварке, тип защитного газа, расход газа и последовательность сварки, если применимо. Кроме того, любые условия окружающей среды , которые могут повлиять на качество сварного шва, такие как дождь, ветер и экстремальные температуры.
Послесварочная инспекция — эта инспекция обычно проводится для проверки целостности завершенного сварного шва. Многие методы неразрушающего контроля (НК) используются для контроля после сварки. Однако, даже если сварной шов подлежит неразрушающему контролю, обычно целесообразно сначала провести визуальный осмотр. Одна из причин этого заключается в том, что поверхностные несплошности, которые могут быть обнаружены при визуальном осмотре, иногда могут вызывать неправильную интерпретацию результатов НК или скрывать другие несплошности в теле сварного шва. Наиболее распространенными дефектами сварки, обнаруживаемыми при визуальном осмотре, являются такие состояния, как сварные швы меньшего размера, подрезы, нахлесты, поверхностные трещины, поверхностная пористость, недостаточное заполнение, неполное проплавление корня, чрезмерное проплавление корня, прожоги и чрезмерное армирование.
Заключение — Хороший план проверки перед сваркой может предоставить нам прекрасную возможность предотвратить проблемы со сваркой до их начала, путем обнаружения и исправления ситуаций , которые могут вызвать проблемы со сваркой или нарушения сварки.
Проверка, проводимая во время сварочных работ, часто позволяет выявить проблемы до того, как они усугубятся, а также помогает обеспечить уверенность в конечном сварном изделии.
Контроль после сварки часто может быть экономичным методом определения приемлемости сварного шва в отношении многих дефектов поверхности.
Визуальный осмотр сварных соединений
Рэндалл Стреммель
Рэндалл Стреммель
Президент Pittsburgh Mineral & Environmental Technology Соучредитель Международной организации по устойчивости трубопроводов (IPRO)
Опубликовано 13 февраля 2020 г.
+ Подписаться
Когда мы думаем о контроле сварки, визуальный контроль, вероятно, является наиболее недооцененным и чаще всего неправильно используемым из всех методов. Мы можем думать, что это быстро и просто, поэтому легко ошибиться, но все не так. Хотя для проверки сварного соединения не требуется сложного оборудования, это не умаляет важности и высоких результатов этого метода. Этот метод является самым простым и эффективным, когда речь идет о соотношении цена/качество. Если один человек знает, что он делает, то этот метод может быть столь же эффективным, как и другие, и он поможет сварщику обеспечить приемлемое качество сварки и даже предотвратит некоторые проблемы со сваркой. Этот метод можно использовать в нескольких областях сварочных операций для их эффективной оценки и проверки.
Процесс разработки плана инспекции включает определение соответствующих областей, которые вы можете применить во время нашей инспекции. Важно предотвращать, а не лечить. Так что лучше всего обнаружить или избежать проблем со сваркой, а не находить их, когда они уже есть. NDT — неразрушающий контроль, этот метод часто используется для проверки завершенных сварных швов, поэтому это метод, который можно использовать для выявления проблем со сваркой после процесса сварки. Вот почему визуальный контроль часто можно использовать для предотвращения возникновения конкретных проблем со сваркой во время процесса сварки. Для достижения лучших результатов проверку сварки можно разделить на три части. Во-первых, один из них также является наименее используемым и называется контролем перед сваркой. В ходе этой части инспекции можно обнаружить и даже исправить определенные неприемлемые условия до того, как они станут реальными проблемами. Вторая часть — это проверка в процессе сварки, которая может помочь предотвратить проблемы с конечным результатом путем проверки как условий сварки, так и процедурных требований. Третья часть – визуальный контроль после сварки. Подобно первому, этот тип контроля относительно легко выполнить для проверки качества окончательного качества сварного шва. Об этих этапах проверки мы поговорим в следующих строках.
Контроль перед сваркой – Этот особый тип контроля проводится перед началом процесса сварки и часто связан с тщательной проверкой подготовки сварного соединения. Кроме того, это помогает проверить несколько параметров, которые трудно и часто невозможно увидеть во время или после процесса сварки. Этот момент лучше всего подходит для выявления возможных проблем в будущем и контроля всего, чтобы сварка прошла успешно. Проверка перед сваркой включает в себя проверку подготовки стыка и настройку перед сваркой. Этот шаг также может включать в себя контроль размеров или каждое корневое отверстие. Корневые отверстия имеют важное значение в этом процессе, потому что их герметичность может повлиять на проникновение корня и вызвать проблемы. Если корневые отверстия слишком малы, они будут создавать несплавление, а если они слишком велики, то могут вызвать деформации сварного соединения из-за чрезмерных усадочных напряжений и даже перегрева. Несоосность сварного соединения может затруднить создание концентрации напряжений и прочного сварного шва в его месте. Это также может уменьшить усталостную долговечность. Важно, чем перед началом процесса сварки; поверхность плиты должна быть в надлежащем состоянии и чистой. Когда поверхность неподходящая, очищенная или недостаточно очищенная, уровни пористости в завершенном сварном шве могут быть неприемлемыми. Проверка перед сваркой может также включать проверку температуры предварительного нагрева, а также методов нагрева, местоположения и наличия устройств контроля термообработки.
Контроль во время сварки – Это тип контроля, который можно проводить в процессе сварки, и он касается требований спецификации процедуры сварки, краткого WPS. Он будет включать в себя различные элементы, такие как контроль межпроходной температуры, методы межпроходной очистки, настройки сварочного тока, расход газа, тип защитного газа и так далее. Также на конечное качество сварного шва будут влиять многие условия окружающей среды: дождь, ветер, экстремальные температуры.
Контроль после сварки – Последний тип контроля обычно проводится для проверки качества выполненного сварного шва. Послесварочный контроль часто проводится с помощью неразрушающих методов контроля. Даже если сварной шов контролировался с помощью неразрушающего контроля, сначала проводится визуальный контроль. Если на поверхности есть дефекты, визуальный осмотр поможет их обнаружить. Иногда они вызывают ошибку в результатах неразрушающего контроля или способствуют тому, что другие неоднородности «прячутся» внутри тела сварного шва. Некоторые из наиболее распространенных проблем со сваркой, которые можно обнаружить при визуальном осмотре, включают следующие подрезы, нахлесты, небольшие сварные швы, пористость поверхности, недолив, чрезмерное или неполное проплавление корня, прожоги или чрезмерное армирование.
Заключение – Когда дело доходит до проверки сварного изделия, проверка перед сваркой является важным шагом, который необходимо предпринять для обеспечения высокого качества конечного продукта. Проверка перед сваркой может помочь выявить ошибки до начала процесса сварки и убедиться, что все в порядке. Это также может помочь исправить ситуацию, которая может вызвать проблемы или разрывы в конструкции сварки.
Проверка в процессе может также помочь выявить проблемы до завершения сварки изделия и помочь укрепить доверие к конечному сварному изделию.
Послесварочная инспекция может быть эффективным методом проверки приемлемости сварного шва при попытке обнаружить любые дефекты поверхности.
Инспекция наземных резервуаров для хранения
1 июня 2022 г.
Инспекция наземных резервуаров для хранения
9 декабря 2021 г.
Испытания и контроль сварных швов
2 декабря 2021 г.
6 СОВЕТОВ по написанию правильного плана проверки и тестирования (ITP)
16 нояб. 2021 г.
Пять качеств, которыми должен обладать инспектор по качеству
15 нояб. 2021 г.
Метод неразрушающего контроля, которым чаще всего злоупотребляют
25 окт. 2021 г.
Распространенные проблемы с WPS
12 окт.
2021 г.Почему не стоит нанимать из-за опыта
18 августа 2020 г.
Непрерывное образование для инспекторов
15 апр. 2020 г.
Квалификация инспектора по сварке
6 апр. 2020 г.
Другие также смотрели
Исследуйте темы
Лазерный контроль и испытание сварных швов | Контроль и испытания электронно-лучевой сварки
Точная, прочная лазерная или электронно-лучевая сварка настолько хороша, насколько хороша задействованная система контроля качества, а также окончательная проверка и тестирование детали. Наш процесс гарантирует, что сварной компонент EB Industries соответствует стандартам и превосходит их и не выйдет из строя в полевых условиях.
Контроль и испытание электронно-лучевой и лазерной сварки
EB Industries выполняет все проверки сварных швов собственными силами с использованием новейших технологий контроля, которыми руководят сертифицированные AWS инспекторы по сварке. Это важный заключительный этап в изготовлении детали.
Мы также проводим большинство неразрушающих и разрушающих испытаний собственными силами. У нас есть полная лаборатория секционирования, а также полный спектр оборудования для неразрушающего контроля.
Испытания и инспекции в EB Industries не являются последним шагом или второстепенным этапом: они включены в наш производственный процесс. Зоны контроля являются неотъемлемой частью всех наших станций электронно-лучевой и лазерной сварки, и, как правило, обученный оператор и обученный инспектор работают в команде над всеми сварочными проектами. Это позволяет осуществлять непрерывный контроль качества без снижения скорости производства.
Тестирование также продолжается. Детали и сырье проверяются по мере их поступления на предприятие, в необходимых точках во время производства, а затем тщательно перед упаковкой и отправкой деталей.
Испытательные установки
- Цифровой микроскоп Keyence VHX-900F
- Цифровой измерительный микроскоп Kestrel с системой маркировки, калиброванный
- Досмотровый микроскоп Nikon SMZ-1
- Досмотровый микроскоп Nikon SMZ-745T с цифровой камерой
- Досмотровый микроскоп Nikon SMZ-800
- Микроскоп Bausch & Lomb Stereo Zoom 5
- Три гелиевых масс-спектрометра Veeco/VIC с течеискателями, чувствительность 6×10-11 атм-см3/с, откалиброваны. Маленькие, большие колпаки и камеры. Индивидуальные вакуумные системы утечки и приспособления могут быть построены в соответствии с требованиями работы, включая: большие камеры или камеры необычной формы, автоматизированные и многостанционные системы.
- Доступны камеры для бомбометания под давлением.
Доступен неразрушающий контроль, включая: контроль проникновения красителя, радиографический, ультразвуковой и физический контроль.
Инспектор за работойСтандарты контроля и испытаний для электронно-лучевой и лазерной сварки
Система сертификации сварных швов может быть только настолько хороша, насколько хороши стандарты системы и обучение задействованного персонала. Наши сертификаты являются золотым стандартом нашей отрасли, и помимо соответствия стандартам ISO, MIL и AWS, мы входим в списки сертифицированных поставщиков для более чем 117 OEM-компаний, компаний уровня 1 и уровня 2.
Сертификаты
- Сертификация сварки NADCAP
- АС9100Д
- ИСО 9001:2015
- ИСО 13485:2016
Соответствие
- AMS 2680C
- АМС 2681Б
- C7110/3 Ред. E
- АС7004
- MIL-STD-1595A цель = «_пусто»
- АМС-СТД-1595А
- АВС Д17. 1:2000
- MIL-I-45208A цель = «_пусто»
- MIL-C-45662A цель = «_пусто»
Тестирование и проверка регулируются любым количеством стандартов, но в целом процесс контролируется AWS QC1 и AWS D17.1. D17.1 имеет особое значение, поскольку он контролирует не только стандарты инспекций и испытаний, но и пригодность инспекторов, требует проверки зрения, обучения и сертификации инспекторов и т. д.
Неразрушающий контроль (НК) контролируется AWS D17.1, AWS 2680 и AWS 2681. Это относится к радиографическому контролю, ультразвуковому контролю, пенетрантному контролю и контролю с использованием магнитных частиц.
Испытания на герметичность и испытания бомбами высокого давления обычно сертифицированы по стандарту MIL-STD-883H. Мы также можем сертифицировать по ASTM-E493, E498 или E499.
Разрушающие испытания обычно контролируются AWS D17.1, AWS 2680 и AWS 2681.
Мы, конечно же, проверим и проверим соответствие любому частному стандарту в соответствии с требованиями заказчика.
Наша система полного контроля и проверки качества соответствует стандарту MIL-I-45208A.
Наша программа метрологии в соответствии со стандартами MIL-C-45662A.
Процесс контроля и испытаний сварных швов
Контроль сварных швов деталей, сваренных лазером и электронным лучом, обычно проводится тремя различными путями: визуальный осмотр; разрушающее тестирование; и неразрушающий контроль (НК).
Визуальный осмотр включает осмотр сварного шва невооруженным глазом и/или с некоторым увеличением. Как правило, наши инспекторы проверяют наличие трещин, ямок, поверхностных пор, подрезов, недоливов, пропущенных стыков и других аспектов сварного шва.
Визуальный осмотр ограничен площадью поверхности сварного шва, которая видна инспектору, что означает, что что-то вроде глубины провара не может быть определено, если сварной шов не является сварным швом с полным проплавлением, и вы можете увидеть его изнутри сборки. Следовательно, для дальнейшего изучения качества сварного шва часто требуется разрушающее испытание.
Разрушающий контроль включает физическую резку и разрезание детали для определения внутренних характеристик сварного шва. Как правило, либо вырезается серийная деталь, либо изготавливается репрезентативный образец, воплощающий точные характеристики соединения. Деструктивные образцы обычно берутся в начале работы, чтобы убедиться, что параметры сварки соответствуют партии. Пробы также можно отбирать через определенные промежутки времени во время производственного процесса или в конце цикла.
Образцы для разрушающего контроля точно вырезаются, обрабатываются, шлифуются и полируются до зеркального блеска. Затем применяется кислотное травление, чтобы визуально выявить сварной шов, а затем образец исследуется под микроскопом. Этот осмотр может определить глубину проплавления, ширину сварного шва, а также выявить трещины, поры и другие аномалии внутри валика сварного шва.
Неразрушающий контроль , как следует из названия, не разрушает деталь, поэтому теоретически каждая деталь может быть проверена таким образом, и это обычно происходит, если по спецификации требуется неразрушающий контроль.
Неразрушающий контроль обычно состоит из дефектоскопии с помощью проникающих красителей и/или рентгеновской дефектоскопии.
При дефектоскопии проникающей краской на деталь наносится специальный краситель для выявления трещин и других аномалий поверхности. Этот метод ограничен тем, что позволяет выявить проблемы только на поверхности сварного шва.
Рентгеновский контроль дает наиболее полное представление о том, что происходит внутри сварного шва. Пористость, в частности, может быть четко видна на рентгеновском снимке.
К каждой сборке предъявляются разные требования, и важно понимать нюансы каждого типа контроля, чтобы разработать режим контроля, который будет неизменно обеспечивать высокое качество деталей в рамках требований. Например, деталь с низким риском отказа может просто нуждаться в визуальном осмотре, в то время как деталь, предназначенная для космоса, где отказ может иметь катастрофические последствия, требует гораздо более высокого уровня проверки.
Микроскопическая технология: стереоскопическая или лучше
Качественные микроскопы лежат в основе любой инспекции. Хотя некоторые проблемы со сваркой можно увидеть невооруженным глазом, для большинства требуется увеличение. Наш цех оснащён десятками стереоскопических микроскопов, расположенных в ключевых зонах, что позволяет проводить стратегический осмотр деталей по мере их обработки. Как правило, каждая станция ЭЛС и лазерной сварки оснащена микроскопами рядом со сварочным аппаратом.
Стереоскопические микроскопы не только увеличивают, но и передают глубину. Возможность просмотра деталей с глубиной — видение сварного шва в трех измерениях — может иметь большое значение при определении и диагностике проблем со сваркой: например, то, что может выглядеть как поверхностная царапина в 2D, на самом деле может быть трещиной при просмотре в 3D.
Все оптические прицелы EB Industries имеют минимальное увеличение 20x, хотя в большинстве спецификаций требуется только 10x, потому что мы обнаружили, что более высокие уровни увеличения приводят к более качественным проверкам и неизменно более качественным деталям — вы не сможете найти проблему, если будете не вижу проблемы.
Цифровая микроскопия
Цифровые микроскопы представляют собой нечто большее, чем традиционные стереоскопические микроскопы, и позволяют нашим инспекторам лучше исследовать детали, делать подробные снимки и измерения и своевременно предоставлять нашим клиентам подробную документацию.
Наш микроскоп Keyence VHX-900F обеспечивает невероятный уровень детализации и точности осмотра. В дополнение ко всем основным функциям, которые можно ожидать от цифрового микроскопа — высокому увеличению, автоматическому освещению, автофокусу, фотографированию, размерным аннотациям на фотографии и возможности импортировать изображения в отчет об инспекции, Keyence также имеет автофокусировку и адаптивное освещение. . Благодаря этим функциям Keyence меняет правила игры.
Автофокус и сшивка изображений
При большом увеличении микроскоп имеет очень ограниченную фокальную плоскость, что затрудняет просмотр всего сварного шва в непрерывном фокусе. Keyence автоматически фокусируется в различных фокальных плоскостях, делая серию цифровых снимков высокого разрешения, которые затем сшиваются вместе на уровне пикселей в составное 3D-изображение детали или сварного шва. Окончательное составное изображение можно вращать, увеличивать, делать разрезы и т. Кроме того, поскольку Keyence фокусируется в различных плоскостях заготовки, он сохраняет информацию о глубине, которая точно соотносится с точками на изображении. В результате наши инспекторы могут не только обнаружить микроскопические аномалии на сварном шве или детали, но и точно измерить эти аномалии до микрон. Это царапина или трещина? Keyence позволяет нам ответить на этот вопрос числом.
Адаптивное освещение
Часто образец сварного шва, особенно разрезанный для разрушающего контроля, сильно обработан и имеет отражающую способность, что приводит к появлению бликов, которые размывают детали и усложняют контроль. Кроме того, видимость текстур поверхности сильно зависит от угла падения света, освещающего деталь или сварной шов. Keyence решает эти проблемы с помощью очень эффективного алгоритма уменьшения бликов и точного управления направлением света с точки зрения интенсивности, направления и цветовой температуры. Инспектор по сварке может отрегулировать освещение, поскольку деталь изначально закреплена для проверки, и, что удивительно, освещение можно дополнительно отрегулировать ПОСЛЕ захвата цифрового изображения. Таким образом, можно не только перемещать и поворачивать изображение, но и полностью контролировать угол, интенсивность и цвет света для дальнейшего раскрытия деталей и текстур. Результатом является наиболее полный контроль прецизионных сварных деталей в отрасли.
Инспекционная станция с микроскопомЭта новая система обеспечивает такие высококачественные увеличенные изображения наших сварных швов, что я не знаю, сможем ли мы когда-нибудь вернуться к старому способу просмотра сварных швов. Система легко предоставляет изображения и данные о мельчайших деталях сварного шва, что в конечном итоге помогает нам выявлять и избегать потенциальных проблем на более поздних этапах производства.
– Рэй Бзибзиак, инженер Cobham Mission Systems в Орчард-Парке, штат Нью-Йорк
Лаборатория секционирования
EB Industries уникальна тем, что у нас есть полностью оборудованная лаборатория секционирования на месте, в непосредственной близости от нашего цеха, операторов и инспекторов. Следовательно, наш процесс контроля тесно интегрирован в наш производственный процесс.
Наша лаборатория разрезов располагает разнообразным оборудованием для эффективного изготовления высококачественных поперечных разрезов, включая формы, заливочные массы, пилы, шлифовальные машины, диски для влажной шлифовки и полировальные круги. Лаборатория также содержит полный набор кислот и химикатов, подходящих для травления широкого спектра конкретных материалов. Независимо от используемой металлургии, мы можем обработать любую деталь таким образом, чтобы детали, такие как зона термического воздействия, четко выделялись для осмотра и анализа.
Возможность создавать высококачественные поперечные сечения собственными силами дает нашим клиентам множество преимуществ с точки зрения качества, скорости обработки и экономической эффективности. Во время разработки сварного шва мы можем выполнять проверки синхронно с итерациями разработки сварного шва, что ускоряет доработку детали и сварного шва. Во время производственных циклов мы можем контролировать детали в соответствии с любым графиком, не ставя под угрозу эффективность производственного цикла.
Секционная электронно-лучевая сваркаВизуальный осмотр сварки труб
Каждый сварной шов подвергается визуальному осмотру. Это может быть так же просто, как сварщик, который смотрит на сварной шов и решает, что он в порядке. Однако термин «визуальный контроль сварки» обычно относится к официальному процессу квалификации, предназначенному для сертификации сварного шва и выявления неудовлетворительных сварных швов. При работе с трубами готовые трубы обычно направляют продукты под давлением, которые могут прорваться через несоответствующие или поврежденные сварные швы. Проведение хорошо информированного и квалифицированного визуального контроля сварки труб особенно важно до того, как технологические трубы будут допущены к использованию.
Визуальный осмотр сварного шва трубы начинается задолго до начала сварки. Он включает в себя выбор материалов, подготовку соединения и подгонку, процесс сварки и окончательный завершенный сварной шов. Хотя инспектор по сварке не может видеть внутреннюю часть завершенного сварного шва одними глазами, выполняя визуальные проверки на протяжении всего процесса сварки труб, можно минимизировать количество брака сварного шва, возникающего во время неразрушающего контроля (НК), и улучшить качество сварки. производительность за счет сведения к минимуму необходимости повторной обработки.
Визуальный осмотр перед сваркой Независимо от используемого метода сварки сварка труб начинается с тщательной очистки внутренней поверхности, торца и внешней поверхности трубы от загрязнений, таких как масло, цинк или краска. Трубы с толщиной стенки более трех миллиметров не свариваются как есть, а очищаются, а затем обрабатываются для создания фаски, так что, когда две трубы размещаются лицом к лицу, угол фаски создает канавку, открывающуюся наружу. диаметр трубы. После того, как фаска обработана, ее необходимо снова очистить, чтобы удалить масло для обработки с заготовки.
Осмотр трубы на этом этапе процесса очень важен, поскольку загрязнители, которые остаются на поверхности, могут вызвать пористость в сварном шве, а любые оставшиеся заусенцы могут вызвать неравномерное плавление, нарушить поток в ванне или зацепить электрод и изменить Скорость путешествия. Несоосность труб во время сборки или неправильное расстояние могут изменить основные свойства соединений. Визуальный осмотр перед сваркой также должен гарантировать правильность угла скоса, расстояния и посадки между трубами. В большинстве операций орбитальной сварки нет корневого зазора, а поверхности труб непосредственно примыкают друг к другу и прихватываются на место прихватками. В этих обстоятельствах необходимо проверить качество прихваточных швов и выравнивание трубы. Часто с нержавеющей сталью и никелевыми сплавами для этой автоматической сварки требуется инертный газ внутри соединения, чтобы предотвратить загрязнение сварного шва. Любая проблема с зазорами, прихваточными швами или защитным газом может привести к слабому загрязнению, пористости или другим дефектам сварки.
Сварка труб обычно требует выполнения нескольких проходов, что дает возможность проверить сварные швы на наличие дефектов. Дефекты в частично обработанных сварных швах гораздо легче исправить, чем в готовых сварных швах, поскольку для устранения дефекта обычно требуется сошлифовать гораздо меньше материала.
При визуальном осмотре сварки труб необходимо выявить следующее:
- Посторонний материал: В большинстве сварочных процессов шлак должен легко удаляться с поверхности сварного шва. Если он не отрывается легко, это может указывать на включение или загрязнение в сварном шве, которое необходимо удалить. Если процесс сварки представляет собой дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW), могут быть точки кремниевого шлака, всплывающие на поверхность сварного шва. Спецификация качества сварного шва определяет их количество и размер. Если их слишком много или они превышают ограничение по размеру, сварной шов необходимо будет доработать. Полировка для удаления этого шлака между проходами является нормальным явлением.
- Распределение сварных швов: Сварка труб выполняется по заданной схеме. Визуальный осмотр сварки труб может быстро определить, выполняется ли эта схема согласно спецификации. Сварной шов должен быть равномерно распределен по обеим заготовкам без перекосов, заметно утонченных участков или чрезмерного выпуклого отложения материала.
- Подрез: Если сварочный присадочный материал не плавится должным образом, он может отвалиться с одной или обеих сторон заготовки и попасть в сам сварной шов. Это создает характерный зубчатый узор по краю сварного шва. Это может указывать на недостаточно высокую температуру или слишком высокую скорость перемещения. Обе эти проблемы можно решить, изменив настройки сварочного аппарата.
- Недостаточное плавление боковых стенок: Наполнитель может не сцепиться с боковыми стенками сварного шва, если недостаточно тепловложения, слишком низкая скорость перемещения или если поверхность заготовки недостаточно очищена и материал мешает со склеиванием металлов. В случае плохого провара боковой стенки сварной шов необходимо будет доработать, проверить настройки машины, тщательно очистить материал и пересмотреть методы подготовки к сварке для последующих сварных швов.
- Пористость: Когда загрязняющие вещества, такие как кислород и водород, расплавляются в сварном шве, они часто пузырятся на поверхности, оставляя характерные точечные отверстия, иногда большими группами. Это называется пористостью и указывает на то, что перед продолжением сварки необходимо удалить весь участок сварного шва и тщательно очистить рабочий материал.
- Растрескивание: Растрескивание сварного шва происходит, когда сварной шов находится под нагрузкой. Причинами могут быть неправильная установка заготовки, чтобы она оставалась неподвижной, пока сварной шов остывал, несоосность двух труб и другие структурные факторы. Трещины также могут возникнуть при сварке двух несовместимых материалов или при использовании неподходящего наполнителя. Однако чаще всего растрескивание является результатом слишком быстрого изменения температурного состояния металла. Если происходит растрескивание, необходимо отрегулировать положение детали и настройки машины.
Устранение дефектов сварки, обнаруженных в процессе сварки, зависит от типа дефекта и его серьезности. Подрезы по бокам сварных швов или плохое распределение сварных швов являются основанием для доработки только в том случае, если они серьезные или имеют место в промышленности или в проектах, требующих высокой степени точности и структурных характеристик. Обычно исправление заключается просто в настройке сварочного аппарата и обеспечении правильного распределения и сварки последующих проходов. Инородный материал в сварном шве, пористость и растрескивание означают доработку как минимум участка сварного шва и могут потребовать использования новых материалов. Это может быть очень дорогостоящей перспективой для некоторых сварочных проектов и подчеркивает важность визуального контроля перед началом и между проходами, чтобы исправить дефекты, прежде чем они станут более серьезными проблемами.
Визуальный осмотр, который проводится сразу после сварки, в некотором смысле является наименее важным. Если проверки были проведены должным образом до и во время сварки труб, зацепиться не за что. Осмотр сварного шва после его завершения служит окончательной проверкой, чтобы убедиться, что со сварным швом нет никаких явных дефектов.
Визуальный контроль после сварки различных типов сварки труб обычно включает следующее:
- Угловые сварные швы : Измерения окончательного профиля валика, чтобы убедиться, что он соответствует спецификации. Края углового шва с обеих сторон перпендикулярного сварного шва должны быть в пределах заданных размеров — не слишком короткие и не слишком длинные. Центр или горловина сварного шва не должны быть ни слишком выпуклыми, ни слишком вогнутыми.
- Сварные швы между трубами: Необходимо проверить общую ширину и высоту сварного шва, чтобы убедиться, что они соответствуют спецификациям. Высота не должна быть слишком большой над стыком, а также не должна быть вогнутой и уходить в металл.
Обычный метод базового визуального осмотра заключается в том, чтобы довести внутреннее давление трубы до уровня, превышающего давление окружающей атмосферы, и обрызгать сварной шов мыльной водой или другим средством, которое будет пузыриться и делать видимым выходящий воздух. Это не идеально, потому что при обнаружении утечек в рабочую зону попадает посторонний материал, который может усложнить ремонт. Более профессиональный вариант этого теста — ввести краситель в закачиваемый в трубу газ и посмотреть на наличие течи на поверхности сварного шва. Воздух и другие газы также сжимаемы, и можно создать давление в секции трубы до точки взрыва, поэтому не рекомендуется проводить испытания воздухом, если их можно избежать. При использовании пневматических испытаний соблюдаются строгие стандарты для предотвращения взрывного разрушения сварного шва или трубопровода. ASME B31.8 предписывает, чтобы клапан сброса давления был частью испытательного контура и чтобы он стравливался либо при испытательном давлении плюс 345 кПа, либо при десяти процентах выше испытательного давления (в зависимости от того, какое значение меньше).
Пенетрант на основе красителя используется для проверки поверхностных признаков и включает простое распыление проникающего красителя на сварной шов, позволяя ему впитаться и удаляя излишки. Краситель проникнет в поры, которые слишком малы для восприятия невооруженным глазом, а после вытирания излишков краситель останется в порах, сделав их видимыми. Если будут обнаружены точечные утечки или небольшие трещины, участок сварного шва необходимо будет удалить и заварить заново, а также повторить контроль проникающей способностью красителя.
Визуальный осмотр так же важен при орбитальной сварке, как и при ручных методах. Поскольку орбитальная сварка является высокоавтоматизированным процессом, оператору может быть сложнее регулировать параметры сварки во время сварки или определять, что что-то идет не так. Например, труднее регистрировать дуговое распыление, наблюдая за процессом сварки удаленно, без физической обратной связи сварки. Поэтому особенно важно, чтобы потенциальные источники нестабильности дуги были устранены до начала сварки.
Преимущества орбитальной сварки труб перевешивают недостатки; однако для получения всех преимуществ, таких как быстрое выполнение сварных швов, машинная точность и воспроизводимость соединений, требуется тщательный визуальный контроль до и во время сварки. Визуальный контроль сварки труб, проводимый с вниманием к деталям, принесет наибольшую пользу процессу орбитальной сварки и обеспечит производительность сварки, превосходящую возможности ручной сварки.