Вольфрамовые Электроды | это… Что такое Вольфрамовые Электроды?
Толкование
- Вольфрамовые Электроды
Вольфрамовый электрод — электрод предназначенный для использования в аргоно — дуговой сварке металлов и сплавов. Вольфрам — самый тугоплавкий из известных металлов. Температура его плавления равна 3410 °С, температура кипения 10220 °С, плотность составляет 19,3 г/см?. Вольфрам сохраняет свою твердость даже тогда, когда раскален докрасна. Расход вольфрама во время сварки незначителен (сотые доли грамма на 1м сварного шва), а вольфрамовые электроды легированные оксидами редкоземельными элементами еще более стойки. В настоящее время доступны вольфрамовые электроды с широким диапазоном химического состава. В чистый вольфрам в целях улучшения сварочно-технологических свойств вводят различные окислы редкоземельных металлов: церий, лантан, иттрий, торий и цирконий.

Разновидность электродов
- WP — Вольфрамовый электрод с содержанием вольфрама не менее 99,5 %. Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти вольфрамовые электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
- WC-20 — Вольфрамовый электрод легированный 2 % оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент), который улучшает эмиссию электрода и начальный запуск дуги, так же увеличивается допустимый сварочный ток. Электроды WC-20 универсальные, ими можно сваривать на переменном токе и на токе прямой положительной полярности. По сравнению с чисто вольфрамовыми электродами, электроды с оксидом церия дают большую устойчивость дуги даже при малых значениях тока. Электроды применяются для орбитальной сварки труб, сварки трубопроводов и тонколистовой стали.
- WL-15, WL-20 — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожигам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1-2 % оксида лантана увеличивает максимальный ток, износ электрода на 50 % меньше чем у чистого вольфрамового электрода. Лантановые электроды более долговечны и меньше загрязняют сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сваре на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
- WT-20 — Наиболее распространенные вольфрамовые электроды, поскольку они первые показали существенные преимущества легированных электродов над чисто вольфрамовыми (WP) при сварке на постоянном токе. Тем не менее торий — радиоактивный металл низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно небольшие выделения тория при эпизодической сварке, как показала практика, не являются фактором риска. Но, если сварка производится в ограниченных пространствах регулярно и в течении длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке вольфрамового электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией. При сварке на переменном токе торец вольфрамового электрода не обрабатывают в форме сферы, как для чисто вольфрамовых(WP) и лантановых (WL-20) электродов, взамен этого делают небольшие выпуклости. При сварке на переменном синусоидальном токе, дуга перебегает с выступа на выступ, вызывая брожение дуги, что часто не желательно при выполнении некоторых работ. Применяется для сварки нержавеющих сталей на постоянном токе.
- WZ-8 — Электроды с добавлением 0,8% оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые вольфрамовые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы. Предпочтительны для сварки алюминия и алюминиевых сплавов.
Источники
- Вольфрамовые электроды
См. также
- Вольфрам
- Электросварка
 По сравнению с чисто вольфрамовыми электродами, электроды с оксидом церия дают большую устойчивость дуги даже при малых значениях тока. Электроды применяются для орбитальной сварки труб, сварки трубопроводов и тонколистовой стали.
По сравнению с чисто вольфрамовыми электродами, электроды с оксидом церия дают большую устойчивость дуги даже при малых значениях тока. Электроды применяются для орбитальной сварки труб, сварки трубопроводов и тонколистовой стали.
 Применяется для сварки нержавеющих сталей на постоянном токе.
Применяется для сварки нержавеющих сталей на постоянном токе.Wikimedia Foundation. 2010.
Поможем сделать НИР
- Вольфрам-Альфа
- Вольфсберг
Полезное
Сварка вольфрамовым электродом — особенности, технология, оборудование
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
1 / 1
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре. Количество и материал добавок определяют марку и тип электродов. Ознакомиться с полным каталогом вольфрамовых электродов и купить их можно в интернет-магазине на сайте https://kedrweld.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ — вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.

Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.

Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.
Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ — аргон;
- присадочная проволока — пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
Полезная и справочная информация информация
При аргонодуговой сварке, используются вольфрамовые электроды, иными словами сварка неплавящимся электродом в среде защитного газа.
Температура плавления вольфрама – 3422 °С, температура кипения – 5550 °С. Это один из самых тугоплавких из существующих металлов.
Вольфрам, благодаря своей структуре, остаётся устойчивым к нагрузкам даже при очень высоких температурах.
Именно по этому из него делают неплавящиеся электроды.
В окружающей среде вольфрам встречается, чаще, в виде окислов — вольфрамита и шеелита.
При аргонодуговой сварке, дуга горит между вольфрамовым электродом и свариваемой деталью.
Электрод закреплён внутри сварочной горелки.
Для сварки в аргоновой среде, применяют постоянный ток прямой полярности. Для сварки на переменном токе или постоянном токе обратной полярности используются вольфрамовые электроды с легирующими элементами. Которые корректируют свойства электрода и вносят положительные изменения в сварочный процесс.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок в зависимости от добавок и их процентного содержания в электроде. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Марки электрода легко отличить по цвету, в который окрашен один из концов электродов. Вольфрамовые электроды делятся на три типа: Постоянного (WT, WY), Переменного (WP, WZ) и Универсальные (WL, WC).
Вольфрамовые электроды делятся на три типа: Постоянного (WT, WY), Переменного (WP, WZ) и Универсальные (WL, WC).
Международные марки электродов
Международные стандарты маркировок электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды показывают высокую устойчивость дуги при сварке переменным током, сбалансированным или не сбалансированным с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды рекомендуются для сварки на переменном синусоидальном токе алюминия, магния и их сплавов. Заточенный рабочий конец электрода WP формируют в форме шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
WZ-8 (белый) — Электроды с содержанием оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды формируют чрезвычайно стабильную дугу. Токовая нагрузка на электрод немного выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме шарика.
Рабочий конец электрода при сварке на переменном токе обрабатывается в форме шарика.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
WT-20 (красный) — Электрод с добавлением оксида тория. Одни из наиболее распространенных электродов, так как они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Не стоит забывать что, торий — радиоактивный материал низкого уровня, как следствие, пыль и пары, образующиеся при заточке электрода, могут негативно влиять на здоровье сварщика.
Сравнительно небольшое выделение тория при эпизодической сварке, чаще всего, не являются факторами риска. Но, если сварка производится регулярно в течение длительного времени и в ограниченных пространствах или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией согласно ГОСТ 12. 3.003-86. Тарированные электроды предпочтительнее при работах на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды менее подвержены деформации при больших сварочных токах, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
3.003-86. Тарированные электроды предпочтительнее при работах на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды менее подвержены деформации при больших сварочных токах, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Заточенный конец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный не радиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный поджёг дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно сваривать на переменном токе и на постоянном прямой полярности.
Цериевый электрод дает большую устойчивость дуги как при малых так и при больших значениях тока, по сравнению с чисто вольфрамовыми электродами. Электроды используются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. Одним из недостатков цериевых электродов, что при сварке большими токами происходит концентрация оксида церия в раскаленном конце электрода.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых на сегодняшний день. Применяют для сварки ответственных соединений на постоянном токе прямой полярности. Легирующий элемент увеличивает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, нержавеющих и низколегированных сталей, титана, меди и их сплавов.
WL-20, WL-15 (синий, золотистый) — Электроды легированные оксидом лантана обладают легким первоначальным поджиганием дуги, низкую склонность к прожогам, устойчивую дугу и хорошую характеристику повторных зажиганий дуг.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток. Лантановые электроды имеют меньший износ рабочего конца электрода и меньше загрязняют вольфрамом сварной шов, по сравнению с цериевыми и ториевыми. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь форму шарика.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун, а также разнородные соединения). Для каждого материала нужна свой присадочный пруток чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, надежней и красивей будет сварочный шов. Горелка подключатся в «-», а зажим массы (кабеля заземления) в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление.
При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе самое главное требование, вольфрамовый электрод должен быть заточен точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать точильный станок. Заточка производится к острию электрода, риски должны идти вдоль оси электрода при этом не допускается его перегрев т. к. вольфрам становится хрупким и начинает крошиться.
к. вольфрам становится хрупким и начинает крошиться.
Качество газа играет важную роль в сварочном процессе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %). При не качественном газе возможно потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для задува. Что в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «заварка кратера», то их надо обязательно использовать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно отрывать горелку от места сварки т.к. газ выходящий из горелки защищает сварочный шов пока тот не остыл.
По окончанию сварки не нужно отрывать горелку от места сварки т.к. газ выходящий из горелки защищает сварочный шов пока тот не остыл.
На переменном токе вольфрам при не затачивают как иглу, а только слегка закругляют. При сварке алюминия важно уделить время подготовке как материала так и присадки. Поверхность должна быть зачищена и обезжирена. Произведены разделки кромок, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, это может быть чистый Аl 99%, AlSi (силумин) или AlMg (дюраль).
Вольфрамовые электроды: виды, маркировки, сфера применения.
Содержание
- Сварочные характеристики вольфрамовых электродов
- Назначение и сфера использования
- Классификация и маркировки электродов
- Как правильно выбирать
- Процесс заточки
- Особенности сварки с помощью вольфрама
- Какие марки лучшие
Для сварки в защитной газовой среде нужны вольфрамовые электроды. Ими пользуются в основном на промышленных предприятиях и в мастерских. Однако оборудование, сваривающее цветные металлы и нержавейку ТИГ-автоматами и полуавтоматами, стало доступно и для домашнего использования. Поэтому человеку, собирающемуся работать с такими аппаратами, надо знать разновидности, классификацию и описание расходников, чтобы сделать правильный выбор.
Однако оборудование, сваривающее цветные металлы и нержавейку ТИГ-автоматами и полуавтоматами, стало доступно и для домашнего использования. Поэтому человеку, собирающемуся работать с такими аппаратами, надо знать разновидности, классификацию и описание расходников, чтобы сделать правильный выбор.
Сварочные характеристики вольфрамовых электродов
Такие изделия продают в виде стержней, длина которых в среднем 175 мм. Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
За счет повышенной температуры плавления, составляющей 3,4 тыс. C, в работе электроды расходуются мало, в основном присутствует небольшое испарение. Из-за этого их называют неплавящимися.
Производители выпускают продукцию различного диаметра.
С этим размером связано предназначение проволоки для различных токов сварки:
- 1 мм соответствует 50 А;
- 1,6 мм выдерживают до 100 А;
- 2 (2,4) мм рекомендованы при 200 А;
- если требуется повысить ток до 300 А, то подойдут стержни толщиной 3,2 мм;
- более 300 А берут самые толстые 4 мм.

Кроме того, электроды для сварки аргоном классифицируются по току:
- марки WY и WT для постоянного тока;
- разновидности WZ или WP для переменного тока на выходе;
- для WL, WC можно использовать ток любой характеристики.
Назначение и сфера использования
Чаще всего сварка вольфрамовым электродом требуется для работы со сталями углеродистых, конструкционных или нержавеющих марок, сплавами цветных металлов. В результате операции шов будет ровным, без трещин.
При изготовлении более сложных металлоконструкций применяют электрод из низкоуглеродистой стали.
При этом химическая целостность материалов не нарушается. Поэтому стык представляет собой монолитное соединение.
Поэтому стык представляет собой монолитное соединение.
Электроды для TIG сварки востребованы в следующих областях промышленности:
- аэрокосмической;
- пищевой;
- медицинской;
- атомном и химическом машиностроении;
- на предприятиях ВПК.
Классификация и маркировки электродов
В целях облегчения подготовки к работе и исключения ошибки в выборе расходников для аргонной сварки, производители поделили их на классы, обозначив их принадлежность к классу вольфрамовых буквой W, находящейся вначале.
Далее обозначается лигатура (примесь), добавленная для улучшения сварочных характеристик:
- WP состоят из 99,5% чистого вольфрама;
- C добавлен церий;
- T содержат диоксид тория;
- L с оксидом лантана;
- Y примесью стал диоксид иттрия;
- Z оксид циркония.
Цифры означают процентное количество лигатур и длину стержня. Сведения о каждой марке есть в справочниках. Там надо найти таблицу, где описаны ее характеристики.
Кроме того, существует цветовая маркировка вольфрамовых электродов:
- WZ-8 с 0,8% оксида циркония с шарообразным кончиком для работы на переменных токах окрашены в белый цвет. Они производят мощную и устойчивую дугу. Рекомендованы для алюминия, бронзы, магния, никеля и их сплавов.
- WP зеленые лучше всего работают в среде аргона или гелия. Подходят для сварки магниевых и алюминиевых деталей.
- Универсальные WC-20 серого цвета с 2%-ным содержанием оксида церия запускают дугу на низких токах. Используются на трубопроводах, при сварке тонких стальных листов, а также молибдена, тантала, ниобия,титана и т.д.
- Золотистые WL-15 и синие WL-15 содержат 1,5% и 2% оксида лантана, который увеличивает рабочий ток. Такие неплавящиеся электроды характеризуются легким первоначальным розжигом дуги, сниженным наполовину износом стержня, чистотой шва и малой склонностью к прожигу тонких листов. Применяются для соединения высоколегированных сталей, медных, бронзовых, алюминиевых деталей на переменном и постоянном токе.
- От 1,8% до 2,2% иттрия находятся в составе темно-синих стержней WY-20. Работают с углеродистыми, низколегированными и нержавеющими сталями, титаном, медью и их сплавами.
- Наконечники электродов WT-20 окрашены в красный цвет и содержат оксид тория. Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.

Как правильно выбирать
Перед работой с вольфрамовыми электродами нужно ориентироваться на такие характеристики:
- тип;
- химический состав примесей;
- диаметр, влияющий на толщину стыка;
- геометрическая форма наконечника, определяющая свойства сварочного процесса;
- качество заточки.

Профессиональные сварщики доверяют своему опыту, а для новичков существуют справочные таблицы с параметрами каждого типа стержня.
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.

Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Инструмент, которым рекомендовано пользоваться – точильный круг или болгарка.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.
Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.

При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
Особенности сварки с помощью вольфрама
Аргонной сварке неплавящимися электродами характерна своя специфика:
- возможность работы в разных режимах ручном, автоматическом или полуавтоматическом;
- соединение металлов возможно без присадки за счет расплавленного с краев металла, формирующего сварной шов;
- допускается сваривать детали толщиной менее 0,1 мм;
- воздух во время процесса вытесняется из рабочей зоны, что подразумевает использование мощной вентиляции;
- образование дуги происходит без соприкосновения с соединяемым элементом;
- для уменьшения расхода проволоки надо подбирать нужную величину силы тока;
- защитное облако также экономит стержень;
- расход газа зависит от толщины металла, скорости сварки, разновидности шва.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Вольфрамовые электроды WZ-8 (белые) — Всё для сварки!
Вольфрамовые электроды WZ-8 (белые) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе (AC), когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
НСК сварка, https://nsksvarka.ru/, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, вольфрамовые электроды, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маскиИнтернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, вольфрамовые электроды, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, присадка, присадочный пруток, проволока, проволка, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, вольфрамовые электроды, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по аллюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, вольфрамовые электроды, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, вольфрамовые электроды, держатель наконечника, полуавтомат, сварочный полуавтомат, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, купить, новосибирск, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, вольфрамовые электроды, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Вольфрамовые электроды — характеристики, виды, для чего применяются, плюсы и минусы
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
ЧТО ТАКОЕ ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ И ДЛЯ ЧЕГО ОНИ НУЖНЫ?
Вольфрамовые электроды — это тонкие электроды или прутки из очень тугоплавкого металла вольфрама. Используются в ходе проведения аргонодуговой сварки TIG. При этом весь рабочий процесс происходит в среде инертного газа, в роли которого чаще всего выступает аргон. Металлические же прутки применяются для заполнения пустот в шве, если такая необходимость присутствует, и подаются второй рукой. Аргон же необходим для того, чтобы обеспечить защиту электрода от газов, присутствующих в воздухе.
Аргон же необходим для того, чтобы обеспечить защиту электрода от газов, присутствующих в воздухе.
Главное преимущество вольфрама заключается в его тугоплавкости. Так, например, температура, при которой он плавиться — 3410 градусов, а закипает — 10220. Т.е. материал сохраняет свою форму и остается идеально твердым даже в том случае, когда раскален докрасна. Расход вольфрама в процессе сварки настолько мал, что кажется, будто он и вовсе отсутствует. Так, на обработку 1 метра шва понадобиться даже не 1 грамм, а сотые его доли чистого вольфрама. Если же он легирован оксидами, расход становится еще меньше. Так что только представьте, насколько хватает вольфрамового электрода, и как выгодно их использовать.
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.

Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.
ВИДЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ: МАРКИРОВКА, ПРИМЕНЕНИЕ, ХАРАКТЕРИСТИКИ
Для удобства подбора вольфрамовых электродов для TIG сварки существует международная маркировка по цветам. Она считается общепринятым стандартом и понятна каждому мастеру. Выделяют несколько основных типов:
Выделяют несколько основных типов:
- , электроды зеленого цвета. В их составе чистый вольфрам (99,9%). Идеальны для сварки алюминия, магния, никеля и сплавов.
- , электроды красного цвета. В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
- , электроды серого цвета. В их формуле есть церий. Такие электроды из вольфрама можно купить для сварки меди, титана, молибдена и прочих материалов.
- , электроды темно-синего цвета. Содержат в составе иттрий. Применяют их обычно для работы с конструкциями повышенной важности.
- WL-15 (золотой) и WL-20 (синий цвет). Изготавливаются с добавлением лантана. Хороши для обработки стали, алюминия, меди, бронзы.
- , белый цвет. Состоят из вольфрама и циркония. Подходят для аргонной сварки меди, бронзы, алюминия, сплавов.
Понять, что каким вольфрамовым электродом варят, поможет и структурированная таблица, представленная ниже.
ОСНОВНЫЕ ОСОБЕННОСТИ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
У каждого из типов есть свои интересные особенности, а также преимущества. Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WL-15, WL-20
Особенности:
- Благодаря наличию лантана в составе они более долговечны. Практически не засоряют сварную ванну вольфрамом.
- Хорошо сохраняют форму первоначальной заточки. Такой эффект достигается равномерным распределением лантана по всей длине изделия.
- С добавлением лантана возрастает допустимый сварочный ток. При этом износ самого электрода снижается практически на 50%, если сравнивать с чистым вольфрамом.
Преимущества:
- Супер легкий первоначальный запуск дуги.
- Имеют низкую склонность к созданию прожогов.
- Поддерживают очень устойчивую дугу.Обеспечивают хорошие показатели повторного розжига.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WC-20
Особенности:
- Изделия с добавлением церия хорошо подходят для работы на исключительно малых токах. Хорошо справляются и с такой сложной работой, как ювелирная сварка, при которой требуется особая точность.
- Если сравнивать WC-20 с другими типами электродов, то при работе на малых токах они обеспечивают более устойчивую дугу, простое зажигание.
- Подходят для сварки в любых плоскостях.
- Специалисты не рекомендуют использовать цериевые электроды для сварочных манипуляций с высокой плотностью тока. Это может привести к потере всех свойств. В такой ситуации электрод ведет себя так, словно изготовлен из чистого вольфрама без добавок.

Преимущества:
- Легкий розжиг и исключительная стабильность дуги.
- Длительный срок эксплуатации.
- Отсутствуют радиоактивные свойства.
- Выдерживают более высокую нагрузку током, нежели электроды из чистого вольфрама.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WZ-8
Особенности:
- Могут быть использованы в тех случаях, когда необходимо исключить даже самое минимальное загрязнение сварочной ванны. При этом подходят для работы на переменном токе.
- При работе на переменном токе AC существенно превосходят по показателям токовой нагрузки такие виды электродов, как WC-20 (цериевые), WL (лантановые), WT-20 (ториевые).

Преимущества:
- Быстрый и легкий розжиг.
- Долговечность.
- Повышенный уровень устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WP
Особенности:
- Довольно сложно разжигаются.
- В процессе работы на кончике электрода температура крайне высока, из-за чего сокращается срок эксплуатации.
Преимущества:
- Дают неплохие показатели устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WT-20
Особенности:
- Радиоактивны. В процессе работы мастеру требуется дополнительная защита: плотная одежда и респиратор. В помещении должна быть организована хорошая вытяжная вентиляция.
Преимущества:
- Долговечны.
- Хорошо функционируют при токовых перегрузках.
- Обеспечивают легкий розжиг.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WY-20
Особенности:
- Подходят для работы с только постоянным током.
Преимущества:
- Не загрязняют сварочную ванну.
- Подходят для работы на ответственных объектах и с важными конструкциями.

При чем здесь волчьи сливки?
Схематическая сварка вольфрамовым электродом.
Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf – волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
РАБОТА С ВОЛЬФРАМОВЫМИ ЭЛЕКТРОДАМИ
Применение любого из типов вольфрамовых электродов может быть крайне эффективно, но только при правильном подходе. Верный подбор изделий, а также установка необходимых параметров сварки позволят выполнить работу качественно и быстро, не столкнувшись с какими-либо трудностями. Прежде всего стоит большое внимание уделить выбору толщины вольфрамового электрода. Ознакомиться с основными рекомендациями подбору оптимального диаметра можно в таблице.
Верный подбор изделий, а также установка необходимых параметров сварки позволят выполнить работу качественно и быстро, не столкнувшись с какими-либо трудностями. Прежде всего стоит большое внимание уделить выбору толщины вольфрамового электрода. Ознакомиться с основными рекомендациями подбору оптимального диаметра можно в таблице.
Не менее важным параметром, влияющим на конечный результат работы, считается подаваемый ток. Подробная таблица токов и электродов представлена ниже.
Всем мастерам, использующим аксессуары этого типа важно знать, что при правильном подборе самих принадлежностей и режимов сварки, поверхность изделия должна блестеть. Если же это не так, и она матовая, стоит задуматься о токовой нагрузке. Возможно, она слишком превысила все возможные допустимые параметры. Наличие же цветного налета на электроде после завершения работы говорит лишь о том, что подается слишком мало газа или стоит увеличить время продувки. Предотвратить появление наростов на конце изделия, или так называемых коронок, очень просто. Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода.
Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода.
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом.
ЗАТОЧКА ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ
Правильность заточки сварочных электродов напрямую влияет на качество выполняемых сварочных работ. При обработке прутков важно уделять внимание и углу заточки, и площади притупления, и качеству шлифовки поверхности. Каждый из этих параметров отвечает за отдельные показатели и может существенно улучшить или ухудшить общее состояние получаемого шва.
При обработке электродов важно помнить несколько основных правил:
- Чем больше угол, тем уже дуга.
- Большие углы увеличивают срок эксплуатации электродов.
- Маленькие углы — гаранты стабильности дуги.
- При маленьких углах проще работать на низком токе.
- Уменьшение размеров диаметра притупления электрода позволяет увеличить глубину проплавления.
Чистота и гладкость поверхности электрода не должна переступать показателя в 0,5 Ra. Увеличение этого параметра приведет к нестабильности дуги, риску ее возгорания за пределами кончика электрода, уменьшению эксплуатационного срока.
Увеличение этого параметра приведет к нестабильности дуги, риску ее возгорания за пределами кончика электрода, уменьшению эксплуатационного срока.
Обработку электродов производят дисками повышенной твердости с мелким зерном. С распространением TIG сварки особой популярностью стали пользоваться специальные машинки и станки для заточки вольфрамовых электродов.
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр электрода, от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
 Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.ВОЗМОЖНЫЕ ПРОБЛЕМЫ
В процессе аргонодуговой сварки пользователь может столкнуться с определенными проблемами. Чаще всего возникают они из-за невнимательности к деталям или незнания некоторых нюансов работы. Избавиться от этих неприятностей довольно просто, главное найти первопричину и устранить ее.
Основные ошибки и пути их устранения представлены в таблице ниже.
Большой выбор электродов, сварочного оборудования и принадлежностей для сварки вы сможете найти на страницах каталога Сварщик бай. Только у нас низкие цены, огромнейший ассортимент товаров и быстрая доставка. Заказывайте, и работайте с удовольствием!
Какой вольфрам использовать для сварки TIG
TIG означает сварку вольфрамовым электродом в среде инертного газа, а в более техническом смысле она известна как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). В процессе используется нерасходуемый вольфрамовый электрод, который передает ток сварочной дуге. Существуют различные вольфрамовые электроды, которые можно использовать для процесса, но не все из них окажутся эффективными. Продолжайте читать, чтобы узнать , какой вольфрам использовать для сварки TIG .
В процессе используется нерасходуемый вольфрамовый электрод, который передает ток сварочной дуге. Существуют различные вольфрамовые электроды, которые можно использовать для процесса, но не все из них окажутся эффективными. Продолжайте читать, чтобы узнать , какой вольфрам использовать для сварки TIG .
Типы вольфрамовых электродов
Выбор правильного электрода является важной частью эффективной процедуры сварки. Тип и размер электрода зависят от типа металла и соединения. В этой статье мы упомянем несколько популярных вариантов электродов и их использование.
Чистый вольфрам – зеленый
Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что означает, что они легко скатываются. Шаровидная форма наконечника также придает дуге превосходную стабильность. Они особенно хорошо работают с магниевыми и алюминиевыми сплавами и идеально подходят для приложений с низкими и средними требованиями к силе тока. Чистый вольфрам хорошо работает только с источником питания переменного тока.
Редкоземельный серый
Редкоземельный элемент — один из элементов, добавляемых в чистый вольфрам. Классификация Американского общества сварщиков (AWS) для редкоземельных элементов — EWG. Все редкоземельные электроды содержат неуказанную смесь натуральных добавок; однако производители должны указывать процентное содержание каждого материала, присутствующего на упаковке.
Выбранная вами комбинация зависит от желаемых результатов и свариваемых металлов. Несколько доступных комбинаций позволяют гарантировать стабильность дуги и оптимальное проплавление сварного шва.
Редкоземельные электроды также позволяют использовать электроды меньшего диаметра, передавать более высокие уровни тока и производить меньше вольфрамовых брызг, чем электроды других типов.
Оксид тория
Торированные вольфрамовые электроды содержат 97,3% вольфрама и 1,7-2,2% оксида тория. Они обладают низкой радиоактивностью и высокой токопроводящей способностью, что делает их очень подходящими для процедур дуговой сварки. Они долговечны и просты в использовании, что является дополнительным преимуществом.
Они долговечны и просты в использовании, что является дополнительным преимуществом.
Электроды из оксида тория идеально подходят для использования с источником постоянного тока. Они имеют высокие температуры плавления и могут выдерживать значительное количество тепла при минимальном плавлении. Они подходят для использования на более тонких стальных пластинах, так как имеют среднюю скорость коррозии и умеренные требования к силе тока.
Однако оксид тория испускает опасные для человека альфа-частицы. Замена оксида тория редкоземельными элементами устраняет риски для здоровья, связанные с частицами, сохраняя при этом многие преимущества.
Ториевые электроды идеально подходят для некоторых видов сварки переменным током, таких как тонколистовой алюминий и материалы толщиной менее 0,060 дюйма. Они также являются правильным выбором для определенных видов сварки постоянным током углеродистой стали, нержавеющей стали, никеля и титана.
Лантансодержащие электроды
Они состоят из 97 % вольфрама и около 1,3–1,7 % лантана. Лантансодержащие электроды идеально подходят только для источников питания постоянного тока. Лантан увеличивает токонесущую способность электродов на 50%.
Лантансодержащие электроды идеально подходят только для источников питания постоянного тока. Лантан увеличивает токонесущую способность электродов на 50%.
Зажигание дуги относительно более удобно с лантановыми электродами, и эти электроды обладают удивительной стабильностью дуги, отличными свойствами повторного зажигания и низкой скоростью прогорания. Они полезны при сварке следующих материалов:
- Aluminum alloys
- Magnesium alloys
- Nickel alloys
- copper alloys
- titanium alloys
- Low-alloyed steels
- Non-corroding steels
Cerium Oxide
Ceriated electrodes are made of 97.3% tungsten and 1.8 -2,2% оксида церия и известны как электроды с 2% церия. Они идеально подходят для слаботочных приложений переменного тока, но их можно использовать и для некоторых приложений постоянного тока.
Если вам необходимо сваривать мелкие хрупкие детали или работать с тонкими металлическими листами, изготовлением труб или орбитальных трубок, то электроды Ceriated — это то, что вам нужно. Некоторые соединения металлов, с которыми их можно использовать:
Некоторые соединения металлов, с которыми их можно использовать:
- Некородирующие стали
- Carbon
- Никель
- Алюминий
- Магний
- Титан
- Mapper Alloys
- Mapper Alloys
- Mapper Alloys
- Mapper Alloys
- Mapper Alloys
- Mapper Alloys
. Они производят исключительно стабильную дугу и могут использоваться также при низких диапазонах силы тока. При низкой скорости эрозии вольфрам с церием показывает себя лучше, чем чистый вольфрам, поскольку он обладает лучшими токопроводящими свойствами.
Цирконированные электроды
Цирконированные электроды состоят из 99,1% чистого вольфрама и 0,15-0,4% циркония. Они оказываются полезными в тех случаях, когда вольфрам производит неприемлемые уровни загрязнения. Они могут выдерживать более высокие уровни силы тока и имеют улучшенное удержание шарика, что делает их превосходными для магниевых и алюминиевых сплавов.
Они особенно хорошо работают с переменным током и очень устойчивы к расщеплению. Они обладают высокой пропускной способностью по току и обеспечивают очень стабильную дугу. Однако, в отличие от большинства других электродов, циркониевые электроды не подходят для использования с постоянным током.
Источник питания постоянного тока
В источниках питания постоянного тока ток протекает только в одном направлении. Ток течет от плюса к минусу или от минуса к плюсу. Меньшие устройства, такие как аккумуляторы, телефоны, фонарики или пульты дистанционного управления, используют источник питания постоянного тока.
Сварщики используют как положительное, так и отрицательное, а также наоборот в своих сварочных процедурах. Использование источника постоянного тока более выгодно, чем источника переменного тока, по нескольким причинам.
Преимущества
- Поставка DC идеально подходит для сварщиков, которым требуются более быстрые показатели отложения
- специальное оборудование
- Дорогостоящее
- Не подходит для алюминия
- Высокоинтенсивное производство тепла
- Процедура с высоким риском
При использовании источников постоянного тока будьте особенно осторожны. При сварке постоянным током преобладает опасность накопления магнитного поля, которое может привести к взрыву дуги. Он идеально подходит для сварки TIG нержавеющей стали, вертикальной сварки, пайки одиночным углеродным припоем и многих других операций.
При сварке постоянным током преобладает опасность накопления магнитного поля, которое может привести к взрыву дуги. Он идеально подходит для сварки TIG нержавеющей стали, вертикальной сварки, пайки одиночным углеродным припоем и многих других операций.
Источник питания переменного тока
Источник питания переменного тока изменяет поток тока с положительного на отрицательный и с отрицательного на положительный примерно 120 раз в секунду, в зависимости от частоты источника питания. На протяжении всего цикла ток сохраняет направление переключения, предоставляя вам преимущества постоянного тока и уменьшая некоторые недостатки.
Преимущества
- Незначительная очистка дуги
- Совместим с большинством электродов
- Обеспечивает хорошее плавление металла
- Обеспечивает превосходный уровень провара
- Поддерживает различные типы сварных швов, например сварку толстолистовых металлов, сварку TIG алюминия и даже сварку с быстрой заливкой
- Подходит для сварки намагниченных металлов
- Идеально подходит для высокотемпературных сварных швов
- Отлично подходит для ремонтных работ
Однако , одним из основных недостатков использования источника питания переменного тока является нестабильность направления, которая напрямую влияет на выход продукта.
Свойства вольфрама
Вольфрам обладает необходимыми свойствами скатывания, в первую очередь при использовании с источником питания переменного тока. Однако металл имеет минимальные жаропрочные свойства и требует обработки для повышения термостойкости, а также способности проводить ток. Редкоземельные элементы, лантан, торий, церий и цирконий добавляются к вольфраму и улучшают его способность поддерживать шар. Они помогают в точечном обслуживании электродов.
Производственная эффективность сварки TIG напрямую зависит от использования электрода, источника питания, выбора защитного газа и сварочных работ.
При использовании редкоземельных вольфрамовых электродов используйте имеющиеся в продаже разновидности.
Электроды на основе церия и лантана идеально подходят для сварки как на переменном, так и на постоянном токе благодаря своим характеристикам и безызлучательному воздействию. Вы можете использовать их для всех сварочных работ, и их легко сравнить с торированными электродами.
Торированные электроды сбиваются неравномерно, но они очень хорошо держат силу тока. С оксидом тория можно использовать электрод меньшего размера. Он обычно используется с источником питания переменного тока.
Цирконированные электроды обеспечивают чрезвычайно стабильную дугу и обладают высокой устойчивостью к расщеплению. Они работают лучше, чем торий, при сварке переменным током.
Похожие вопросы
Вольфрам какого цвета следует использовать для нержавеющей стали?
Торированный красный электрод идеально подходит для сварки нержавеющей стали. Он обеспечивает оптимальное выделение тепла, формирование валика и проплавление сварного шва для получения более гладких сварных швов.
Какой вольфрам лучше всего подходит для алюминиевого инвертора?
Электрод из чистого вольфрама или вольфрамовый электрод с цирконием лучше всего подходит для сварки алюминия на переменном токе. Если вы используете вольфрамовый электрод, убедитесь, что его диаметр достаточно велик, чтобы эффективно проводить сварочный ток. Источник питания переменного тока требует использования электродов большего диаметра для уменьшения сопротивления.
Источник питания переменного тока требует использования электродов большего диаметра для уменьшения сопротивления.
Для чего нужен синий вольфрам?
Синий вольфрам является хорошим заменителем оксида тория. Он обеспечивает правильное зажигание дуги и более долговечен, чем торированные электроды. Его можно использовать для сварки как переменным, так и постоянным током с трансформаторными и инверторными источниками питания.
Какой тип и размер электрода следует использовать для GTAW и почему?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW, также называемая TIG) использует неплавящийся вольфрамовый электрод для создания дуги между электродом и основным материалом. Эта дуга создает расплавленную ванну, в которую добавляется присадочная проволока. Успех сварки TIG зависит от ряда факторов, одним из которых является использование электрода правильного типа и размера.
Вольфрамовые сплавы используются из-за их твердости и устойчивости к высоким температурам. Вольфрам выдерживает температуру до 3400°C, что делает его пригодным для дуговой сварки. Чистый вольфрам не работает так хорошо и подвержен загрязнению. По этой причине вольфрамовые электроды сплавляют с другими элементами, чтобы улучшить их характеристики для конкретных применений. В частности тип тока и полярность. TIG обычно использует постоянный или переменный ток.
Вольфрам выдерживает температуру до 3400°C, что делает его пригодным для дуговой сварки. Чистый вольфрам не работает так хорошо и подвержен загрязнению. По этой причине вольфрамовые электроды сплавляют с другими элементами, чтобы улучшить их характеристики для конкретных применений. В частности тип тока и полярность. TIG обычно использует постоянный или переменный ток.
Вольфрамовые электроды имеют цветовую маркировку, чтобы сварщикам было легче их идентифицировать и убедиться, что используется правильный тип. Этот блог написан, чтобы помочь сварщикам TIG убедиться, что они имеют правильный тип и размер.
Чистый вольфрам, зеленый
Чистый вольфрам подходит для использования с переменным током, но не с постоянным током. Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что дает им возможность легко скругляться или скругляться. Шарообразная форма наконечника обеспечивает стабильность дуги электродов. Чистый вольфрам также подходит для применения с малыми и средними токами в сплавах магния и алюминия. Чистый вольфрам дешев, но редко используется в промышленности.
Чистый вольфрам дешев, но редко используется в промышленности.
Цирконированные, белые
Цирконированные вольфрамовые электроды состоят из 99,1% чистого вольфрама и 0,15-0,4% циркония. Этот тип электродов часто используется вместо чистого вольфрама, поскольку они обладают способностью удерживать сферический наконечник, лучше сопротивляются загрязнению и расщеплению, чем чистый вольфрам. Эти характеристики делают их идеальными для сварки на переменном токе алюминия и магния. Цирконированный вольфрам обладает высокой токопроводящей способностью, что обеспечивает более стабильную дугу. Он также хорошо справляется с большими токами. Цирконированные вольфрамовые электроды не подходят для использования с постоянным током.
Торированные, красные
Торированные вольфрамовые электроды содержат 97,3% чистого вольфрама и приблизительно 2% оксида тория, имеющего низкую радиоактивность. Эти электроды используются для сварки постоянным током сталей и других металлов. Торированные электроды имеют повышенную токонесущую способность, и это основная причина, по которой они подходят для дуговой сварки. Электроды просты в использовании и служат долго. Они обеспечивают низкую скорость потребления, поскольку функционируют при температурах ниже точки плавления.
Торированные электроды имеют повышенную токонесущую способность, и это основная причина, по которой они подходят для дуговой сварки. Электроды просты в использовании и служат долго. Они обеспечивают низкую скорость потребления, поскольку функционируют при температурах ниже точки плавления.
Они идеально подходят для сварки стали, поскольку сохраняют остроту острия. Однако рекомендуется соблюдать осторожность при заточке кончиков торированных вольфрамовых электродов.
Сварщики также предпочитают торированные вольфрамовые электроды по следующим причинам:
- Большая стойкость к загрязнению в процессе сварки
- Подходит для использования в диапазонах средней и высокой силы тока в зависимости от диаметра
- Средняя скорость эрозии
- Склонность к растрескиванию средняя по сравнению с другими материалами
Лантанированные, золотые
Лантанированные вольфрамовые электроды используются с постоянным током. Обычно они содержат примерно 2% лантана, а остальное составляет вольфрам в зависимости от производителя. Добавление сплава лантана увеличивает токонесущую способность электродов. Утверждается, что они обладают улучшенным запуском и стабильностью дуги, лучшими свойствами повторного зажигания при относительно низком расходе.
Обычно они содержат примерно 2% лантана, а остальное составляет вольфрам в зависимости от производителя. Добавление сплава лантана увеличивает токонесущую способность электродов. Утверждается, что они обладают улучшенным запуском и стабильностью дуги, лучшими свойствами повторного зажигания при относительно низком расходе.
Церий, синий
Вольфрамовые электроды с церием легированы окисью церия в количестве примерно 2% по объему, остальное составляет чистый вольфрамовый состав. Эти типы электродов часто используются для слаботочного переменного тока, но также могут использоваться для приложений постоянного тока.
Вольфрамовые электроды с церием, предназначенные для малых токов, идеально подходят для сварки тонких и сложных деталей, в частности, изделий из тонкого листового металла.
Некоторые соединения, которые можно использовать с цериевыми электродами, включают:
- нержавеющая сталь
- углерод
- никель
- алюминий
- магний
- титан
- медные сплавы
Электроды с церием предпочтительнее использовать вместо чистого вольфрама, поскольку они обладают улучшенной токопроводящей способностью при том же диаметре и лучшей устойчивостью к загрязнению.
Преимущества использования электродов с церием включают:
- долговечность
- отличная стабильность дуги
- низкая скорость эрозии
- хорошее зажигание и повторное зажигание
Редкоземельный, фиолетовый
Редкоземельный вольфрам — это новейший тип легированного вольфрама, который поставляется с различными добавками, такими как редкоземельные или гибридные комбинации оксидов. Они используются для постоянного тока и не подходят для переменного тока. Утверждается, что они имеют самую высокую токовую емкость по сравнению с торированными, лантансодержащими и цериевыми. Этот вольфрам обеспечивает лучшую устойчивость к загрязнениям, что позволяет использовать электроды меньшего диаметра при заданном токе. Как электроды работают, будет зависеть от добавок, которые каждый производитель использует для создания электрода. Обычно они меньше подвержены расщеплению вольфрама по сравнению с другими типами электродов.
По сравнению с торированным вольфрамом этот тип электрода служит дольше, что компенсирует более высокую начальную стоимость.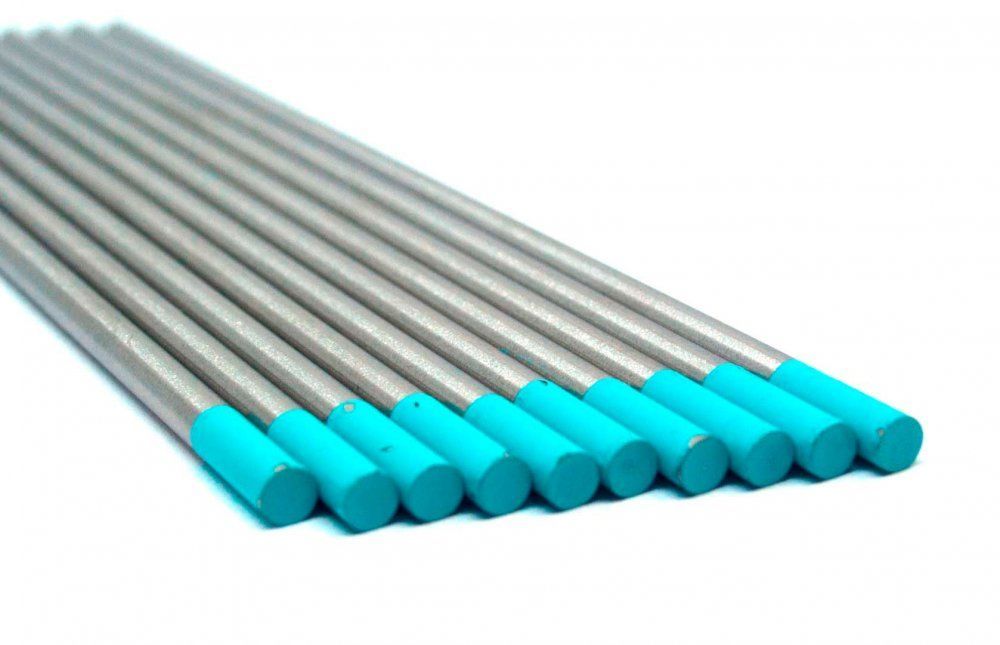 С учетом сказанного, для сварки на постоянном токе редкоземельные металлы, безусловно, являются лучшим выбором, за ними следуют тороидированные и цирконированные для сварки на переменном токе в нашем варианте.
С учетом сказанного, для сварки на постоянном токе редкоземельные металлы, безусловно, являются лучшим выбором, за ними следуют тороидированные и цирконированные для сварки на переменном токе в нашем варианте.
Размер электрода
Размер выбранного вами электрода зависит от тока, который вы в основном используете. Это не вопрос «один размер подходит для всех», хотя электрод диаметром 2,4 мм, скорее всего, является наиболее универсальным размером.
Использование слишком большого электрода для тока, особенно на переменном токе, может вызвать проблемы с запуском и стабильностью дуги. В качестве ориентира следует выбирать электрод следующего диаметра в зависимости от используемых ампер/силы тока.
Заточка и форма наконечника являются еще одним важным фактором, когда речь идет о характеристиках вольфрамового электрода. Эта тема будет освещена в будущем блоге.
Внедрение
Теперь, когда у вас есть вся эта информация, вам может потребоваться пересмотреть свои процедуры, чтобы убедиться, что ваш процесс сварки оптимизирован.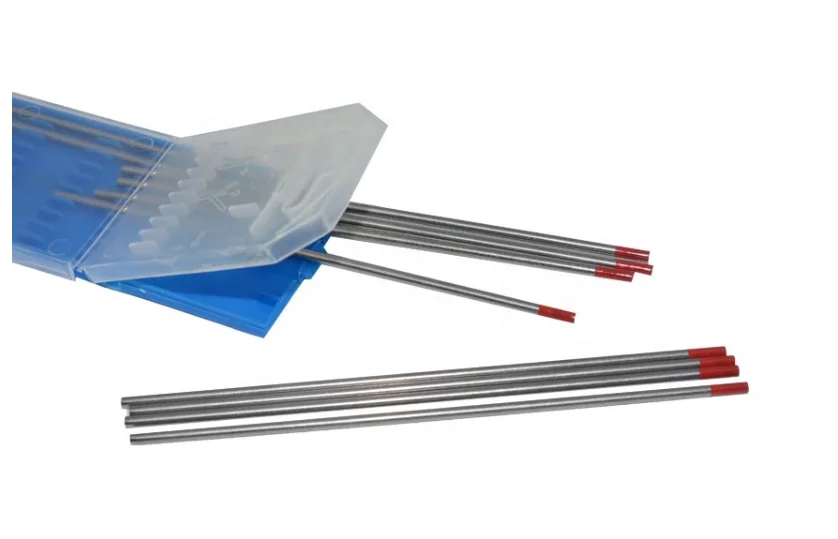 К счастью, мы можем помочь! Technoweld разрабатывает процедуры сварки с учетом этих факторов, чтобы обеспечить их практичность и оптимизацию.
К счастью, мы можем помочь! Technoweld разрабатывает процедуры сварки с учетом этих факторов, чтобы обеспечить их практичность и оптимизацию.
Типы вольфрамовых электродов GTAW: выбор электрода для сварки TIG
Вольфрам имеет самую высокую температуру плавления среди всех металлов — 3422°C (6192°F), имеет плотность в три раза больше плотности стали и является любимым металлом тех, кто хотите пробить большие отверстия в объектах. Однако вольфрам может создавать и разрушать, и эти свойства делают его идеальным для использования в качестве сварочного электрода. Вольфрамовые электроды играют важную роль при сварке некоторых из наиболее полезных, но сложных в обработке металлов и сплавов, известных человечеству.
Однако не все вольфрамовые электроды одинаковы. Тип вольфрамового электрода, выбранного для сварочного проекта, имеет большое значение для конечного качества сварных швов, которые он производит. Часто, поскольку вольфрам довольно дорог, производители предпочитают использовать наиболее распространенный и дешевый вольфрам. Однако качество вольфрама влияет на процесс сварки. Для GTAW экономичным выбором является не самый дешевый вольфрам, а правильный вольфрам с подходящим покрытием для сварки. Выбор правильного типа вольфрамового электрода GTAW для типа соединения и свариваемого материала имеет жизненно важное значение для создания точно оптимизированных сварных швов, которые требуются в современной промышленности.
Однако качество вольфрама влияет на процесс сварки. Для GTAW экономичным выбором является не самый дешевый вольфрам, а правильный вольфрам с подходящим покрытием для сварки. Выбор правильного типа вольфрамового электрода GTAW для типа соединения и свариваемого материала имеет жизненно важное значение для создания точно оптимизированных сварных швов, которые требуются в современной промышленности.
Оптимизация сварных швов для обеспечения согласованности, прочности и надежности жизненно важна для удовлетворения требований современной промышленности, и в будущем ее важность будет только возрастать. В значительной степени способность сварщиков как отдельных лиц и сварщиков как дисциплины решать эти задачи будет зависеть от качества вольфрамовых электродов, используемых в этих проектах. Состав и обработка вольфрамовых электродов являются ключевыми факторами, влияющими на стабильную сварочную дугу, кристаллическое формирование уложенного металла и структурную форму сварного шва. Существует несколько типов стандартных вольфрамовых электродов GTAW, и их состав можно отличить с первого взгляда по цвету несвариваемого наконечника электрода. Менее распространенные типы вольфрамовых электродов, предназначенные для специальной сварки, можно отличить по отсутствию цвета, а их точный состав и предполагаемое использование должны быть указаны на упаковке и в документации по отслеживаемости.
Существует несколько типов стандартных вольфрамовых электродов GTAW, и их состав можно отличить с первого взгляда по цвету несвариваемого наконечника электрода. Менее распространенные типы вольфрамовых электродов, предназначенные для специальной сварки, можно отличить по отсутствию цвета, а их точный состав и предполагаемое использование должны быть указаны на упаковке и в документации по отслеживаемости.
Излишне говорить, что если тип вольфрама не может быть определен, его не следует использовать для сварки, а поскольку некоторые легирующие добавки, добавляемые к вольфраму, такие как торий, при проглатывании представляют риск радиации, сварщик не должен шлифовать или обрабатывать вольфрамовый электрод, если они не уверены, из чего он сделан.
Цветовые коды наиболее распространенных типов вольфрамовых электродов GTAW, их состав и некоторые важные характеристики приведены в таблице ниже:
| Color | Additive | Tungsten Percentage | Additive Percentage | Current | Notable features |
| Green | None | 99. 5 5 | 0 | AC | Стабильная дуга при сварке переменным током, обычно не используется при сварке постоянным током. Наконечник закруглен, обычно используется для алюминия. |
| Красный | Торий | 97,3 | 1,7-2,2 | AC/DC | Пониженный расход, сильное зажигание дуги, меньше вольфрамовых отложений. Однако торий радиоактивен. |
| Оранжевый | Церий | 97,3 | 1,8-2,2 | AC/DC | Отличное начало дуги при низких токах; хорошо работает с тонким или хрупким металлом. |
| Золото | Лантан | 97,8 | 1,3-1,7 | AC/DC | Превосходное зажигание и стабильность дуги как при низких, так и при высоких температурах. В настоящее время лучшая альтернатива торированному. |
| Коричневый | Цирконий | 99,1 | 0,15-0,4 | Только переменный ток | Чрезвычайно стабильная дуга и низкий уровень вольфрама в сварном шве. Наконечник закруглен, обычно используется для алюминия. Наконечник закруглен, обычно используется для алюминия. |
| Серый | Нестандартный, может включать любые предыдущие добавки наряду с тербием и иттрием. | нет данных | NA | NA | Указывает на нестандартный вольфрамовый электрод GTAW для специального применения. |
Добавки в вольфрамовый электрод изменяют его свойства как в незначительной, так и в значительной степени. Оксиды тория, церия, лантана и циркония, введенные в вольфрам, снижают работу выхода электрона или минимальное количество энергии, необходимое для перемещения электрона из атома. Это означает, что для зажигания дуги и ее поддержания требуется меньше энергии. В результате повышается стабильность дуги, улучшается формирование сварного шва и снижается уровень подвода тепла к заготовке.
Эти легированные вольфрамовые электроды для GTAW создают более качественные сварные швы в тонкостенных трубах и деликатных деталях, которые электроды из чистого вольфрама могли бы прожечь насквозь.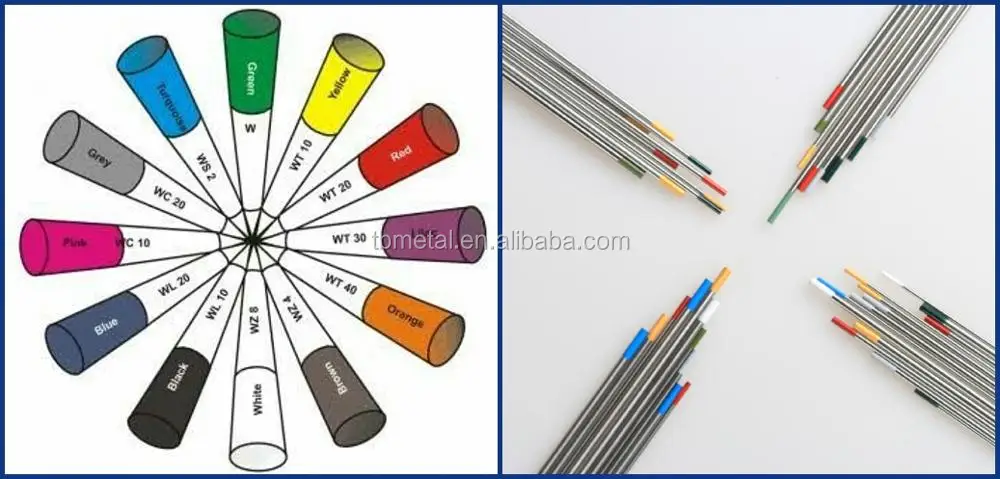 Это также означает, что они лучше подходят для сварки металлов, чувствительных к теплу. Выбор вольфрамового электрода особенно важен, когда речь идет о сварке Monel®, Inconel® и других металлов с аналогичными требованиями, поскольку высококачественные электроды обеспечивают дополнительный уровень контроля. GTAW уже широко признан лучшим способом сварки Monel®, и выбор правильного электрода является ключевым шагом в обеспечении высокого качества сварки Monel®. Однако состав вольфрамового электрода, используемого для сварки, не является единственным важным фактором. Геометрия кончика электрода, заостренный или закругленный, угол наклона кончика, качество поверхности и процесс, используемый для его шлифовки, могут повлиять на полученный сварной шов.
Это также означает, что они лучше подходят для сварки металлов, чувствительных к теплу. Выбор вольфрамового электрода особенно важен, когда речь идет о сварке Monel®, Inconel® и других металлов с аналогичными требованиями, поскольку высококачественные электроды обеспечивают дополнительный уровень контроля. GTAW уже широко признан лучшим способом сварки Monel®, и выбор правильного электрода является ключевым шагом в обеспечении высокого качества сварки Monel®. Однако состав вольфрамового электрода, используемого для сварки, не является единственным важным фактором. Геометрия кончика электрода, заостренный или закругленный, угол наклона кончика, качество поверхности и процесс, используемый для его шлифовки, могут повлиять на полученный сварной шов.
Как правило, вольфрамовые электроды всех типов поставляются с тупыми наконечниками, и сварщик должен отшлифовать их до нужной формы с помощью настольного шлифовального станка. Это обеспечивает достаточно хороший сварной шов для обычных ручных операций. Однако каждый сварщик может подготовить вольфрам по-разному, используя несколько методов шлифовки. Различия и грубый помол, возникающие в результате этих методов, могут повлиять на электрод следующим образом:
Это обеспечивает достаточно хороший сварной шов для обычных ручных операций. Однако каждый сварщик может подготовить вольфрам по-разному, используя несколько методов шлифовки. Различия и грубый помол, возникающие в результате этих методов, могут повлиять на электрод следующим образом:
- Испарение: Грубый сварной шов позволяет большему количеству материала, с которым легирован вольфрам, отделиться от электрода во время сварки. Это сокращает общий срок службы электрода и вносит непредвиденные изменения в процесс сварки TIG, поскольку свойства электрода меняются по мере его использования.
- Стабильность дуги: Заточенный вручную вольфрамовый электрод может быть очень неровным на микроскопическом уровне или даже невооруженным глазом. Это повлияет на начало дуги, ее форму и стабильность дуги во время сварки. И, поскольку формирование сварного шва является результатом действия на молекулярном уровне, даже незначительные дефекты шлифовки могут оказать большое влияние на готовый сварной шов.
- Вольфрам Включения: При заточке вольфрамового электрода неизбежно образуются микроскопические заусенцы. В процессе сварки эти микроскопические заусенцы могут обламываться и включаться в сварной шов. Это форма загрязнения, и даже небольшое количество вольфрама в сварном шве неприемлемо в некоторых современных приложениях высокого уровня и может привести к дорогостоящим и ненужным сбоям при неразрушающем контроле (НК).

Неожиданные изменения сварных швов становятся все менее приемлемыми по мере повышения технических стандартов и требований к точности и постоянству. Использование вольфрамовых электродов с машинной шлифовкой гарантирует, что электрод будет отшлифован с жесткими допусками и что поверхность будет значительно более однородной, что исключает шлифовку электрода как источник отклонений в производстве сварного шва. Это помогает сварщикам и сварочным процессам соответствовать все более высоким стандартам. Устранение отклонений особенно важно в случае сварки, выполняемой автоматическими и орбитальными сварочными аппаратами, поскольку они не могут рефлекторно приспосабливаться к отклонениям в середине сварного шва, как это может сделать опытный сварщик. Использование вольфрамовых электродов с машинной заточкой в сочетании с автоматическими и орбитальными сварочными аппаратами также может значительно сократить время простоя. Это связано с сочетанием прецизионно подготовленного вольфрама и исключительного контроля дуги, обеспечиваемого автоматизированным приложением GTAW.
Использование вольфрамовых электродов с машинной заточкой в сочетании с автоматическими и орбитальными сварочными аппаратами также может значительно сократить время простоя. Это связано с сочетанием прецизионно подготовленного вольфрама и исключительного контроля дуги, обеспечиваемого автоматизированным приложением GTAW.
В то время как потребность в точной высококачественной сварке растет, все меньше сварщиков обладают навыками и опытом, необходимыми для выполнения этих сварных швов. Решением для многих производителей стала автоматизация большей части процесса сварки. Это особенно актуально при сложной сварке труб и труб, при которой электрод необходимо перемещать по всей окружности круглой детали. Однако автоматизированная орбитальная сварка требует постоянства, которое может быть обеспечено только прецизионными электродами с машинным шлифованием. Разработчик любой программы сварки TIG должен уделять столько же внимания выбору типа вольфрамового электрода GTAW, сколько квалификации сварщика и выбору сварочного аппарата. Вольфрамовые электроды находятся в самом центре современных передовых технологий, и они будут иметь еще большее значение при производстве технологий завтрашнего дня.
Вольфрамовые электроды находятся в самом центре современных передовых технологий, и они будут иметь еще большее значение при производстве технологий завтрашнего дня.
Компания Arc Machines, Inc. находится в авангарде сварочных технологий, предлагая передовые и надежные аппараты для орбитальной сварки GTAW и предварительно заточенные вольфрамовые электроды GTAW, необходимые для их поддержки. По вопросам, касающимся продуктов, обращайтесь по адресу [email protected]. По вопросам обслуживания обращайтесь по адресу [email protected]. Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Как использовать вольфрам для сварки TIG — Eastwood
Одним из определяющих элементов сварки TIG является вольфрамовый электрод. На самом деле это то, что означает первая буква в TIG: Tungsten Inert Gas. Но почему вольфрам важен для этого процесса и как решить, какой электрод(ы) использовать для сварки? Этот обзор вольфрама для сварки TIG поможет людям, плохо знакомым с этим процессом изготовления, делать более качественные сварные швы в любой ситуации.
Но почему вольфрам важен для этого процесса и как решить, какой электрод(ы) использовать для сварки? Этот обзор вольфрама для сварки TIG поможет людям, плохо знакомым с этим процессом изготовления, делать более качественные сварные швы в любой ситуации.
Что такое TIG Tungsten?
Помимо сварочного аппарата, при сварке TIG используются три других основных элемента: инертный газ для защиты сварного шва (обычно аргон), присадочный стержень или проволока из металла, соответствующего свариваемому объекту, и неплавящийся электрод. изготовлен из вольфрама, который фокусирует и направляет дугу. Все электроды TIG более чем на 95% состоят из вольфрама, который является редким природным металлом, потому что он твердый и имеет одну из самых высоких температур плавления среди всех металлов.
Так что вольфрам остается вольфрамом, когда дело доходит до покупки электрода, верно? Неправильный. Существует по крайней мере пять различных типов «вольфрама», как их называет большинство людей, и они обычно имеют цветное покрытие в зависимости от того, сколько других элементов было добавлено. Давайте рассмотрим различные вольфрамовые электроды и узнаем, как правильно выбрать вольфрам для сварки TIG.
Давайте рассмотрим различные вольфрамовые электроды и узнаем, как правильно выбрать вольфрам для сварки TIG.
Цветовой код и его значение
Для сварки определенных типов металлов требуются различные составы вольфрама, и разновидности имеют цветовую маркировку. Основные цвета/разновидности электродов TIG и их аббревиатура Американского общества сварщиков следующие:
- Зеленый (EWP) = чистый вольфрам
- Оранжевый (EWCe-2) = 2% церия
- Красный (EWTh-2) = 2% тория
- Золото (EWLa-1.5) = 1,5% лантана
- Коричневый (EWZr-1) = 1% циркония (иногда также продается как белый вольфрам)
Существуют и другие цвета, такие как «Серый» Редкоземельный, «Фиолетовый» Редкоземельный и «Желтый» 1% Торий. Тем не менее, первые пять из перечисленных нами являются наиболее часто используемыми. Все они имеют свои недостатки и преимущества, и все они в чем-то лучше, чем в чем-то другом, поэтому на всякий случай полезно иметь под рукой разнообразие.
Преимущества и недостатки каждого цвета вольфрама
Зеленый — Зеленые электроды являются самыми дешевыми и наиболее распространенными. Они также быстро расходуются и требуют частой заточки. Этот тип электрода обеспечивает хорошую постоянную дугу при сварке переменным током различных типов, но при сварке постоянным током зажигание дуги плохое, и он имеет самый низкий ток. При нагревании он легко превращается в идеально свернутый наконечник, достаточно устойчивый к загрязнению.
Оранжевый . Оранжевые электроды обладают такими же свойствами, что и красные, но с одним дополнительным преимуществом: отсутствие радиоактивности. Они отлично подходят для зажигания дуги и сварки при более низких токах постоянным или переменным током, но при более высоких значениях силы тока они начинают выходить из строя. Электроды с церием имеют гораздо более длительный срок службы, чем зеленые электроды, при одинаковом использовании.
Красный — Красные электроды много чего стоят. Они отличаются легким запуском дуги, большой долговечностью, хорошим уплотнением для стабильности дуги, низким риском загрязнения сварного шва и высокой токопроводящей способностью при более низких настройках силы тока. Их также можно использовать как для сварки постоянным током, так и для некоторых видов сварки переменным током в зависимости от материалов. Тем не менее, торий, используемый в красном вольфраме, немного радиоактивен, поэтому убедитесь, что вы знаете, какую процедуру следует выполнять, прежде чем их затачивать.
Золото . Золотые электроды имеют много общих характеристик с оранжевыми и красными электродами. Они долговечны и стабильны, обладают хорошими свойствами зажигания дуги и подходят для сварки на переменном и постоянном токе. Дополнительным преимуществом этих лантанированных электродов является их более высокая токопроводящая способность для данного диаметра по сравнению с зеленым, красным или оранжевым. Их можно использовать со скругленным или заостренным концом в зависимости от того, что вы свариваете.
Их можно использовать со скругленным или заостренным концом в зависимости от того, что вы свариваете.
Коричневый – Коричневые электроды обеспечивают чрезвычайно стабильную дугу. Благодаря этому они отлично подходят для сварки практически без загрязнений. Этот цирконированный тип имеет такие же или лучшие токопроводящие способности, чем красные и оранжевые электроды в приложениях переменного тока со сферическим концом. Коричневый никогда не рекомендуется для сварки постоянным током.
Фиолетовый – Фиолетовый вольфрам представляет собой электрод из сплава редкоземельных элементов, специально разработанный для многоцелевого использования, и один размер подходит почти всем. Он намного более долговечен, чем зеленый, но не имеет радиоактивной проблемы, как красный. Он также обладает отличными свойствами зажигания и стабильности дуги. Их можно использовать практически с любым металлом как в процессах переменного, так и постоянного тока.
Серый — Серые электроды содержат различные редкоземельные элементы. Их состав и характеристики могут варьироваться от бренда к бренду. На каждом из них будет указано, из чего он сделан и каково его предполагаемое применение, на упаковке или в описании каталога.
Где и как использовать определенные цвета вольфрамаВыбор вольфрама зависит от трех факторов, в основном: 1) Какой металл вы свариваете? 2) Какая толщина металла? 3) Используете ли вы постоянный, переменный синусоидальный или переменный прямоугольный ток и сколько? Конечно, эти три вещи взаимозависимы. Иствуд предлагает вольфрамовые электроды Purple E3 специально для широкого спектра применений и применений, но вот как другие ломаются.
Зеленые электроды лучше всего подходят для синусоидальной сварки переменным током с закругленным наконечником. Они идеально подходят для работы с алюминием и магнием. Это не очень хороший выбор для черных металлов, и его не следует использовать для сварки постоянным током.
Оранжевые электроды отлично подходят для сварки тонкой стали, нержавеющей стали и никеля благодаря простоте зажигания дуги при меньшей силе тока. Это делает его идеальным для листового металла и очень деликатной работы без риска прожога. Они лучше всего работают при сварке постоянным током с малыми токами, но могут использоваться и при сварке переменным током. Использование их для более высоких значений силы тока быстро сожжет его оксиды, что сделает его намного менее эффективным.
Красные электроды применяются аналогично оранжевым. Их также можно использовать для сварки тонким алюминием и другими материалами на переменном токе, а также для сварки на постоянном токе с прямой или обратной полярностью стали, никелевых и титановых сплавов. И оранжевый, и красный лучше всего работают с заостренными кончиками.
Золотые электроды могут выдерживать больший ток для электрода данного диаметра без ухудшения качества. Это делает их более подходящими для более толстых материалов. Наконечник может быть заостренным или скругленным, в зависимости от того, что и как вы свариваете. Их можно использовать для сварки на переменном или постоянном токе большинства металлов. 9№ 0005
Это делает их более подходящими для более толстых материалов. Наконечник может быть заостренным или скругленным, в зависимости от того, что и как вы свариваете. Их можно использовать для сварки на переменном или постоянном токе большинства металлов. 9№ 0005
Коричневые электроды идеально подходят для сварки на переменном токе, когда вам нужен закругленный наконечник и требуется минимально возможное загрязнение. Однако эти электроды никогда не следует использовать для процессов сварки постоянным током, поэтому они в основном используются для сварки алюминия или магния.
Электрод Purple E3 компании Eastwood был специально легирован, чтобы его можно было использовать практически в любой области применения. Он горит холоднее и долговечнее красных электродов без радиоактивности. Он обеспечивает лучший запуск дуги при более низкой настройке мощности, чем большинство других электродов, и стабильную дугу для более точных сварных швов. Он может выдерживать более высокие токи, чем красные или оранжевые электроды, без ухудшения состояния наконечника или загрязнения сварного шва. Пурпурные электроды можно использовать для сварки всех сталей, титана, никеля, магния и алюминия во всех процессах постоянного и переменного тока.
Пурпурные электроды можно использовать для сварки всех сталей, титана, никеля, магния и алюминия во всех процессах постоянного и переменного тока.
Какой размер вольфрама для сварки TIG использовать
Вольфрам не только бывает разных цветов — электроды также доступны в нескольких диаметрах. Вообще говоря, чем больше ампер вы используете для сварки, тем больше у вас должен быть вольфрам. Вот обзор наиболее распространенных размеров и диапазона силы, в котором они работают лучше всего, который зависит от типа электрода:
| Диаметр электрода | Точки постоянного тока | Ампер переменного тока |
| 0,040 дюйма (1/0 мм) | 15-80 | 10-80 |
| 1/16 дюйма (1,6 мм) | 70-150 | 50-150 |
| 3/32 дюйма (2,4 мм) | 150-250 | 100-235 |
| 1/8 дюйма (3,2 мм) | 250-400 | 150-325 |
| 5/32 дюйма (4,0 мм) | 400-500 | 200-400 |
| 3/16 дюйма (4,8 мм) | 500-750 | 250-500 |
Если вы ищете универсальный вольфрамовый электрод, мы рекомендуем электрод диаметром 3/32 дюйма. Это самый универсальный вариант для различных сил тока и толщины металла, используемый для производства автомобилей, особенно для начинающих. По мере накопления опыта вы можете переходить на другие размеры электродов.
Это самый универсальный вариант для различных сил тока и толщины металла, используемый для производства автомобилей, особенно для начинающих. По мере накопления опыта вы можете переходить на другие размеры электродов.
Ознакомьтесь с блогом Eastwood и How-To Center , чтобы получить дополнительные советы и рекомендации, которые помогут вам во всех ваших автомобильных проектах. Если у вас есть рекомендации для будущих статей или есть проект, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
WP-291 Разъяснение относительно вольфрамовых электродов для сварки TIG/GTAW
Концепция дуговой сварки вольфрамовым электродом, первоначально представленная в качестве практического инструмента в 1950 году, в настоящее время зарекомендовала себя как наиболее универсальная технология сварки плавлением в соответствии с высочайшими стандартами качества.
Во время сварки в дуге создается температура около 4000ºC, поэтому роль электрода имеет решающее значение. Он должен иметь высокую температуру плавления и быть неплавящимся: вольфрам быстро зарекомендовал себя как наиболее подходящий материал.
Он должен иметь высокую температуру плавления и быть неплавящимся: вольфрам быстро зарекомендовал себя как наиболее подходящий материал.
По мере расширения знаний о характеристиках дуги стало ясно, что использование чистого вольфрама накладывает некоторые ограничения на развитие процесса, в частности, на зажигание дуги, стабильность и износ электрода.
Ранние исследования показали, что добавление тория привело к общему улучшению производительности, и благодаря этой работе постепенно был введен ряд вольфрамовых электродов, содержащих добавки оксида или «примеси».
Дефектный фон
Несмотря на очевидную значимость состава электродов, за последние 60 лет было опубликовано мало научных работ, имеющих практическое значение. Некоторые из них выступают за широкое использование присадок на основе улучшения характеристик сварки, некоторые подчеркивают связанные с ними опасности.
Доказательства, подтверждающие результаты этих испытаний, однако, ошибочны и не могут использоваться в качестве основы для обобщенных выводов. Здесь мы представляем объективный обзор того, что стало эмоциональным вопросом – использование легирующих примесей в вольфрамовых электродах.
Здесь мы представляем объективный обзор того, что стало эмоциональным вопросом – использование легирующих примесей в вольфрамовых электродах.
Рассматриваемые вопросы обычно делятся на две категории; те, которые связаны с техническими и коммерческими преимуществами, и те, которые связаны с опасностью для здоровья.
Основные легирующие примеси
Основным преимуществом вольфрама как материала для сварочных электродов является его низкая работа выхода – энергия, необходимая для отрыва электрона. Это важное требование для эффективной генерации дуги. Легирующие примеси снижают работу выхода и, таким образом, усиливают эмиссию электронов. Как следствие, это увеличивает срок службы электрода, а также может способствовать зажиганию и стабильности дуги.
Наиболее часто используемыми добавками являются оксиды тория (ThO2), циркония (ZrO2), лантана (LaO2), иттрия (Y2 O3) и церия (CeO2), и некоторые из них классифицированы в таблице 1 вместе с их соответствующей работой. функции. Некоторые электроды (1) содержат сложные смеси оксидов редкоземельных элементов, называемые многовариантными электродами, и известно, что они еще больше снижают работу выхода.
функции. Некоторые электроды (1) содержат сложные смеси оксидов редкоземельных элементов, называемые многовариантными электродами, и известно, что они еще больше снижают работу выхода.
| Тип электрода (эВ) | Класс | Код цвета | Типичная рабочая функция |
| Чистый вольфрам | ЭРП | Зеленый | 4,5 |
| Торированный | EWTh-2 | Красный | 3,4 |
| Цирконированный | ЭВЗр-1 | Коричневый | 4,2 |
| Лантанат | ЭВЛа-1 | Черный | 3,3 |
| Сериатед | EWCe-2 | Оранжевый | 2,6 |
| Мультиактивный | EW-G | Серый | 2,4 |
| Таблица 1 Классификация электродов AWS по цвету и работе выхода (эВ) | |||
Запуск дуги
Хотя материал электрода оказывает значительное влияние на легкость зажигания дуги, существует несколько других управляющих факторов. Среди них дуговой промежуток, геометрия наконечника, напряжение холостого хода, сварочный ток, защитный газ и характеристики источника сварочного тока.
Среди них дуговой промежуток, геометрия наконечника, напряжение холостого хода, сварочный ток, защитный газ и характеристики источника сварочного тока.
С таким количеством взаимодействующих переменных экспериментирование отнимает много времени. Относительная характеристика зажигания дуги любого электрода зависит от других параметров; наиболее сложные условия запуска преобладают при низком напряжении холостого хода, т.е. < 35 В, низком токе, т. е. < 20 А, и большом дуговом промежутке.
Castner (2) сообщил, что электрод с 2% оксидом церия обеспечивает наилучшие характеристики, но Мацуда (3) обнаружил, что при низких напряжениях холостого хода оксид церия уступает электроду из лантана, иттрия и тория.
Специальная работа по электродам с несколькими добавками пришла к выводу, что некоторые из них обеспечивают заметное улучшение общих характеристик (4 и 5), при этом электроды MultiStrike® имеют в 10 раз более длительный срок службы, чем торированный вольфрам при тех же условиях.
Резюме обзора. Выбор между влиянием различных легированных электродов на зажигание дуги невелик, но в целом ни один из них не хуже, чем чистый вольфрам. При определенных определенных условиях лантана и церий дают значительные преимущества, в то время как многомерные дуги дают значительные преимущества.
Стабильность дуги
Стабильная дуга является необходимым условием для получения сварных швов неизменно высокого качества. Стабильность обратно пропорциональна работе выхода материала электрода, так что, хотя вольфрам хорош, добавки легирующих примесей с их более низкой работой выхода повышают стабильность дуги.
Имеются данные (2) о том, что некоторые легирующие материалы теряются с поверхности электрода и могут или не могут быть адекватно восполнены за счет диффузии из тела электрода. В результате это приведет к постепенному снижению стабильности дуги во время использования.
Некоторые многовариантные электроды содержат более высокий процент легирующей примеси, чтобы противодействовать этому эффекту.
Эрозия электрода
Как и в случае зажигания дуги, на эрозию влияет множество взаимосвязанных переменных; Поэтому даже сложные исследования должны приводить к выводам, основанным на ограниченном сочетании обстоятельств.
Основным способствующим фактором является загрязнение в результате касания и контакта со сварочной ванной. Другими факторами являются геометрия наконечника электрода, сварочный ток, напряжение холостого хода, защитный газ, основной материал и источник сварочного тока.
Winson & Turk (6) сообщили, что электроды, легированные торием, в большинстве случаев демонстрируют более длительный срок службы, чем чистый вольфрам. Мацуда (3) обнаружил, что добавки легирующей примеси обеспечивают значительные преимущества при более высоких сварочных токах.
Вопросы качества сварки
Сварочный электрод играет важную роль в обеспечении стабильной работы, так как он влияет на стабильность дуги. Несмотря на то, что недорогие вольфрамовые электроды и вольфрамовые электроды, легированные оксидами, доступны на рынке, они обычно имеют низкое качество: в частности, плохая стабильность работы. Отслеживаемый вольфрамовый электрод в некоторой степени обеспечит критичному пользователю постоянство и надежность (1).
Несмотря на то, что недорогие вольфрамовые электроды и вольфрамовые электроды, легированные оксидами, доступны на рынке, они обычно имеют низкое качество: в частности, плохая стабильность работы. Отслеживаемый вольфрамовый электрод в некоторой степени обеспечит критичному пользователю постоянство и надежность (1).
Опасности для здоровья
Предупреждения о вреде для здоровья выдаются (с 7 по 9) многими законодательными и консультативными органами в связи с использованием сварочных электродов, содержащих тугоплавкие оксиды и, в частности, торий (рис. 1).
Предупреждения относятся к потенциальной токсичности и, в частности, к риску вдыхания частиц пыли от электродов, содержащих торий, образующихся при шлифовке. Хотя использование электродов, легированных торием, еще не запрещено, поставщики и пользователи этих продуктов обязаны соблюдать меры предосторожности при хранении и использовании.
| Рис. |
 1. Сравнение выхода излучения ториевого (слева) и многовариантного (справа) электродов. Пока выход тория ниже рекомендуемого порога (ссылка 10), любое излучение следует считать вредным, и лучшим решением является его предотвращение. Это подтверждает общепринятое мнение о том, что торированные электроды должны быть запрещены .
1. Сравнение выхода излучения ториевого (слева) и многовариантного (справа) электродов. Пока выход тория ниже рекомендуемого порога (ссылка 10), любое излучение следует считать вредным, и лучшим решением является его предотвращение. Это подтверждает общепринятое мнение о том, что торированные электроды должны быть запрещены . Хранение
Во всех случаях рекомендуется специальное хранилище. Для небольших пользователей это может быть простой металлический шкаф, но для крупных пользователей больше подойдет отдельная комната. В любом случае стены кабинета/комнаты, вероятно, будут достаточными для обеспечения эффективной защиты от вредных воздействий (7).
| Рис. 2 Износ электродов. Торированный электрод (слева) после 20 сварок. Многовариантный электрод (справа) после 200 сварок. |
Подготовка/шлифовка
Заточка электродов создает серьезную опасность для здоровья из-за образующейся пыли. В случае торированных продуктов любая выделяющаяся пыль может попасть внутрь и вызвать токсическое отравление.
В случае торированных продуктов любая выделяющаяся пыль может попасть внутрь и вызвать токсическое отравление.
Существует ряд причин, по которым использование специального шлифовального станка для подготовки вольфрамовых электродов дает привлекательные преимущества. Это может быть из-за контроля, который можно осуществлять над геометрией точки и согласованностью. Это может быть связано с тем, что он устраняет перекрестное загрязнение от шлифовального круга, который использовался для других целей. Или это может быть связано с тем, что радиотоксические опасности, связанные с канцерогенной пылью, могут быть устранены.
Точильные камни с местным пылеудалением в сочетании с простой фильтрующей маской следует использовать, за исключением случаев, когда количество задействованных электродов очень мало (менее 20 в год). Если шлифовальный круг не оснащен защитным смотровым экраном, необходимо надеть защитные очки. Вытяжка воздуха из точильного камня должна быть организована таким образом, чтобы частицы осаждались в объемный одноразовый мешок.
В дополнение к этим мерам предосторожности предпочтителен безопасный метод сбора и обращения с пылью из устройства сбора, чтобы свести к минимуму выброс в атмосферу (достаточно простого запечатывания в бумажном/пластиковом мешке)
Пространство вокруг шлифовальных кругов следует ежедневно чистить пылесосом для удаления частиц пыли. Если высокоэффективный пылесос недоступен, материал следует увлажнить, чтобы свести к минимуму количество пыли.
Имеющееся в продаже шлифовальное оборудование, разработанное специально для подготовки сварочных электродов, такое как показано на рис. 2
| Рис. 3 Специализированный электродный шлифовальный станок HFT TEG-1000 представляет собой сложное оборудование, доступное в настоящее время. Предлагая широкий спектр вариантов геометрии наконечника, машина способна производить неизменно высокую степень отделки с минимальными навыками оператора и в полной безопасности. Стандартная шлифовальная машина HFT подходит для электродов диаметром до 4 мм, но доступны аксессуары для увеличения этого размера до 6,4 мм. |

Заключение
В отношении зажигания дуги все электроды, легированные оксидами, работают лучше, чем электроды из чистого вольфрама. При определенных определенных условиях лантана и церий дают значительные преимущества.
Добавление любой тугоплавкой оксидной легирующей примеси к вольфрамовым электродам улучшает стабильность дуги, но наиболее эффективен вольфрам, содержащий церий или мультилегированный оксид церия.
Легирующие добавки всех типов уменьшают эрозию электрода при некоторых обстоятельствах, но ни одна из легирующих присадок не превосходит другие во всех условиях сварки.
Качество электродов и прослеживаемость могут быть важным фактором.
Отслеживаемый вольфрам должен использоваться компаниями с ответственными сварными швами и работающими в соответствии со стандартами ISO или аналогичными.
Использование электродов, легированных торием, представляет опасность для здоровья, поэтому следует использовать альтернативные электроды, легированные оксидом. Неопровержимые данные о радиоактивности и вытекающих из нее радиотоксических опасностях убедительно свидетельствуют о том, что электроды, содержащие торий, должны быть запрещены
Неопровержимые данные о радиоактивности и вытекающих из нее радиотоксических опасностях убедительно свидетельствуют о том, что электроды, содержащие торий, должны быть запрещены
Ссылки
- Вольфрам MultiStrike® — это специальный электрод, разработанный компанией Huntingdon Fusion Techniques Limited. www.huntingdonfusion.com
- Castner HR
Новые разработки в области электродов для дуговой сварки вольфрамовым электродом, Edison Welding Institute - Мацуда и др.
Исследование газового вольфрамового дугового электрода
Trans Japan WRI V15 No 1 1986
V15 No 2 1986 - П. Ли и др., «Сварочные характеристики нескольких новых редкоземельных вольфрамовых электродов», Материаловедение Forum, Vol. 898, стр. 1117-1122, 2017
- Huntingdon Fusion Techniques Ltd
Испытания ручной сварки вольфрамовыми электродами MultiStrike® на алюминии. Испытания на месте май 1999 г. - Winson & Turk
Сравнительное исследование ториевых, циркониевых и чистых вольфрамовых электродов Welding Journal Res Supp Март 1957 г. - The Health and Safety Executive HSE 564/6 (Rev) Хранение и использование торированных вольфрамовых электродов
- Управление по охране труда и технике безопасности: Руководство EH53 Средства защиты органов дыхания для защиты от переносимой по воздуху радиоактивности
- Директива Европейского Совета 90/394/EE
- Положение об ионизирующих излучениях 2017 г.

Дополнительная литература
- Британский стандарт 6678:1986
- Вольфрамовые электроды для дуговой сварки в среде инертного газа, а также для плазменной резки и сварки
- ISO 6848-1984
Вольфрамовые электроды для дуговой сварки в среде инертного газа, а также для плазменной резки и сварки - Британский стандарт BS EN 26848-1991
Технические условия на вольфрамовые электроды для дуговой сварки в среде инертного газа и для плазменной резки и сварки - Институт сварки. «Электроды GTAW — «знание работы».
- Использование торированных вольфрамовых электродов
Спецификация вольфрамовых и оксидно-дисперсных вольфрамовых электродов для дуговой сварки и резки
AWS A5.12M/A5.12:2009 - IIS/IIW VIII 1702-93 Аспекты охраны здоровья при использовании торированных вольфрамовых электродов.
- Электроды для газовой вольфрамовой дуговой сварки
Indian Welding Journal, июль 2005 г. - IS/IIW-VIII 1582-91 Расчетные дозы облучения от тория и дочерних элементов, содержащихся в торированных сварочных электродах
- IS/IIW VIII 1702-93 Аспекты охраны здоровья при использовании торированных вольфрамовых электродов.
2017 № 1075 ПРИЛОЖЕНИЕ 3 - Радиоактивность: внутреннее облучение
- Проявления токсических эффектов — PMEP — Корнельский университет
Информационные бюллетени по токсикологии - IIS/IIW VIII 1702-93 Аспекты охраны здоровья при использовании торированного вольфрамового электрода

Компания Huntingdon Fusion Techniques Ltd выпустила широкий спектр вспомогательной документации по вольфрамовым электродам и шлифованию, большая часть которой была опубликована независимыми журналами на международном уровне. Они доступны по запросу от компании. (www.huntingdonfusioncom).
Они доступны по запросу от компании. (www.huntingdonfusioncom).
Доктор Майкл Дж. Флетчер M.Sc. Металлургия
Университет Лафборо
Delta Consultants
Загрузить информационный документ № 291 — Разъяснения по поводу вольфрамовых электродов для сварки TIG/GTAW
Этот White Paper является успешно опубликованным в журналах по всему миру , нажав на логотип, вы можете прочитать статью:
| Прочтите опубликованную статью непосредственно в журнале Fluid Handling | |
| Читать опубликованную статью прямо в журнале ThomasNet | |
| Читать опубликованную статью непосредственно в журнале International Tube Association | |
| Читать опубликованную статью непосредственно в журнале «Трубопроводная техника» | |
| Читать опубликованную статью прямо в журнале Stainless Steel World |
Huntingdon Fusion Techniques HFT® являются гордыми членами из:
Вам не разрешается использовать или копировать любой из этих материалов или контента без письменного разрешения Huntingdon Fusion Techniques HFT®, защищенного авторскими правами. Все права принадлежат исключительно компании Huntingdon Fusion Techniques HFT®. Не для любого воспроизведения без согласия.
Все права принадлежат исключительно компании Huntingdon Fusion Techniques HFT®. Не для любого воспроизведения без согласия.
Руководство по вольфрамовым электродам
Когда дело доходит до сварки TIG, нужно многое знать, начиная с того, какой аппарат для сварки TIG использовать, который мы рассмотрели в предыдущем руководстве, и заканчивая изучением создания гладких сварных швов, чистых сварных швов и использования высококачественных материалов.
Важно помнить, что правильный выбор вольфрамового электрода для сварки TIG так же важен, как и правильный контактный наконечник для сварки MIG.
В компании Engweld мы предлагаем ряд электродов для сварки TIG, каждый из которых имеет цветовую маркировку для идентификации его отличительных характеристик. Мы здесь, чтобы показать вам, для чего лучше всего подходит каждый электрод, и дать вам руководство по поиску правильного электрода.
Что такое легирование электродов?
В то время как вольфрам является основным компонентом электродов для сварки TIG, помимо электродов из чистого вольфрама, другие разновидности обогащены дополнительными элементами, что известно как легирование или легирование вольфрама.
Как найти подходящий для моей сварки?
Как и при выборе подходящего сварочного аппарата TIG, это во многом зависит от задачи сварки и таких факторов, как сварка постоянным или переменным током, поскольку не каждый тип электрода подходит для переменного тока, который используется для сварки алюминия. Другие факторы, такие как задача сварки и свариваемый материал, будут влиять на то, используются ли электроды из чистого вольфрама или электроды с оксидными добавками, такими как оксид циркония (ZrO2), оксид лантана (La2O3), оксид церия (CeO2) или оксид тория ( ThO2), так как все они имеют разные свойства.
Влияние различных легирующих элементов:
- Оксид циркония снижает испарение и обеспечивает более стабильную дугу по сравнению с электродами из чистого вольфрама.
- Оксид церия придает вольфрамовому электроду очень хорошие свойства воспламенения и повторного воспламенения.
- Оксид лантана обладает хорошими воспламеняющими свойствами и увеличивает срок службы электродов.
- Оксид тория создает очень стабильную дугу, однако он радиоактивен, что означает, что он очень вреден для здоровья. При вдыхании дыма или пыли тория он может откладываться в легких и приводить к внутреннему облучению. В результате он был запрещен в качестве добавки к вольфрамовым электродам во многих странах.
- Электрод из чистого вольфрама (зеленый WP) обеспечивает очень устойчивую дугу, в то время как электроды, содержащие оксиды, легче воспламеняются, имеют большую токонесущую способность и более длительный срок службы.

Что означают разные цвета вольфрамовых электродов?
E3® — фиолетовый BINZEL E3® — это вольфрамовый электрод, в котором в качестве легирующих элементов используется смесь оксидов редкоземельных металлов, что делает его пригодным для сварки постоянным и переменным током, а также для использования практически со всеми металлами. Благодаря отличным свойствам воспламенения он также часто используется в автоматизированных процессах. Температура электрода остается стабильно низкой, что увеличивает токонесущую способность и увеличивает срок службы электрода по сравнению с торированными электродами, которые могут применяться только в исключительных случаях из-за их сильного вредного воздействия.
Температура электрода остается стабильно низкой, что увеличивает токонесущую способность и увеличивает срок службы электрода по сравнению с торированными электродами, которые могут применяться только в исключительных случаях из-за их сильного вредного воздействия.
В этом вольфрамовом электроде используется легирующий элемент оксид лантана. может использоваться для сварки постоянным и переменным током. WLa в основном используется для сварки алюминия, титана, нелегированных и высоколегированных сталей, медных и магниевых сплавов. Золотая версия этого вольфрамового электрода также используется при микроплазменной сварке.
WCe – Серый = WCe 20 – с содержанием оксида церия от 1,80 до 2,20 % Благодаря использованию оксида церия в качестве компонента этого электрода для сварки TIG, он более устойчив, чем электрод из чистого вольфрама, но менее устойчив, чем электрод E3 ® и лантановые электроды. Этот тип электрода чаще всего используется в диапазоне средних и малых токов для сварки высоколегированных и нелегированных сталей, а также медных, никелевых, алюминиевых, титановых и магниевых сплавов. Эти электроды подходят как для сварки переменным током, так и для сварки постоянным током, но не так хорошо, как электроды E3®.
Этот тип электрода чаще всего используется в диапазоне средних и малых токов для сварки высоколегированных и нелегированных сталей, а также медных, никелевых, алюминиевых, титановых и магниевых сплавов. Эти электроды подходят как для сварки переменным током, так и для сварки постоянным током, но не так хорошо, как электроды E3®.
Этот электрод изготовлен из чистого вольфрама и используется только для сварки переменным током. Вольфрам также обладает высоким сопротивлением и очень высокой коррозионной стойкостью, а его температура плавления 3422 °C идеально подходит для сварки на переменном токе. Это также идеальный электрод для сварки алюминиевых сплавов
WZr – Коричневый = WZr 03 – с содержанием оксида циркония от 0,15 до 0,50 % Белый = WZr 08 – с содержанием оксида циркония от 0,70 до 0,90 % Добавление оксида циркония снижает риск загрязнения сплава. Этот вольфрамовый электрод был специально разработан для сварки переменным током в ядерных установках. Оксид циркония обеспечивает очень стабильный сферический колпачок при сварке переменным током, но очень слабо воспламеняется при сварке постоянным током.
Этот вольфрамовый электрод был специально разработан для сварки переменным током в ядерных установках. Оксид циркония обеспечивает очень стабильный сферический колпачок при сварке переменным током, но очень слабо воспламеняется при сварке постоянным током.
Полезный совет: WZr и электрод из чистого вольфрама следует использовать только со старыми однофазными источниками питания TIG.
Почему вам следует избегать ториевых электродов
Как упоминалось ранее, электроды для сварки TIG, в которых в качестве легирующего элемента используется оксид тория, чрезвычайно вредны для здоровья из-за своих радиоактивных свойств. В результате они в настоящее время запрещены в нескольких странах, а информация 208-049 немецкого обязательного страхования от несчастных случаев »DGUV« ссылается на тот факт, что вольфрамовые электроды, содержащие оксид тория, «можно использовать только для конкретных требований к продукту (веские технические причины)». . При их использовании в этом случае необходимо соблюдать положения Постановления о радиационной защите.
Можно ли использовать один электрод для сварки ВИГ для любой задачи сварки?
Вольфрамовый электрод E3® (фиолетовый) идеально подходит для любых сварочных работ. Этот электрод долговечен и гарантирует наилучшие результаты, а также безопасен для окружающей среды. При использовании вольфрамовых шлифовальных станков остаточная пыль и остатки не относятся к опасным отходам и не требуют специальных мер защиты при транспортировке и хранении, поскольку сварочные электроды E3® не содержат радиоактивных компонентов. Эти электроды также соответствуют стандарту EN ISO 6848.
Преимущества сварочных электродов E3®:
- Подходит почти для всех задач сварки
- Наконечник электрода с более низким рабочим нагревом, чем торированный
- Превосходные воспроизводимые характеристики воспламенения выгорание
- Высокая допустимая нагрузка по току
Все еще не уверены, какой вольфрамовый электрод вам подходит?
Надежным выбором для всех типов сварки является E3, однако, если вы хотите узнать о других вариантах вольфрамовых элементов, см.