Внимание! Если Вы обнаружили ошибку на сайте, то выделите ее и нажмите Ctrl+Enter.
|
|
 сопротивлением
сопротивлением

 Их недостатками, при определенной степени условности, можно считать необходимость разогрева для зажигания дуги, что легко решается увеличением мощности сварочного аппарата, а также выделение небольшого количества радиоактивных паров и пыли у электродов, легированных торием-232, что успешно нивелируется проветриванием помещения для сварки.
Их недостатками, при определенной степени условности, можно считать необходимость разогрева для зажигания дуги, что легко решается увеличением мощности сварочного аппарата, а также выделение небольшого количества радиоактивных паров и пыли у электродов, легированных торием-232, что успешно нивелируется проветриванием помещения для сварки.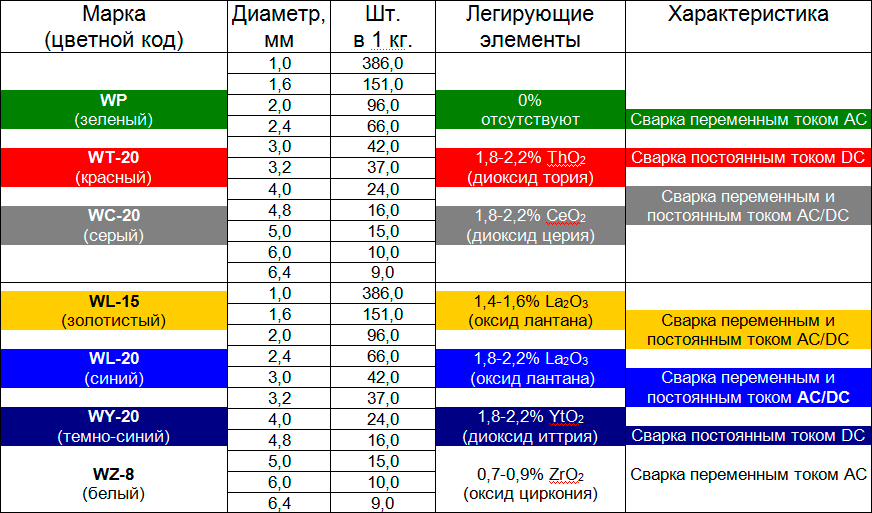

 Первая цифра после второй литеры обозначает долю легирующей добавки в процентах:
Первая цифра после второй литеры обозначает долю легирующей добавки в процентах:

 Свойства: способность выдерживать высокие токовые нагрузки, длительное сохранение заточки рабочего конца, чистота шва.
Свойства: способность выдерживать высокие токовые нагрузки, длительное сохранение заточки рабочего конца, чистота шва.
 Реже применяется технология волочения, поскольку она более трудоёмка и предполагает дополнительную специальную химическую очистку (травление) заготовок с целью удаления с их поверхности окислов и иных загрязнений.
Реже применяется технология волочения, поскольку она более трудоёмка и предполагает дополнительную специальную химическую очистку (травление) заготовок с целью удаления с их поверхности окислов и иных загрязнений. Угол и форму заточки необходимо менять в зависимости от мощности тока, характеристик свариваемого материала, поставленных задач в соответствии с технологическими требованиями. Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы.
Угол и форму заточки необходимо менять в зависимости от мощности тока, характеристик свариваемого материала, поставленных задач в соответствии с технологическими требованиями. Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы. В зазор между совмещаемыми кромками деталей вводится металлическая присадочная проволока (пруток), которая расплавляется под воздействием температуры сварочной дуги от вольфрамового электрода и формирует стойкое сварное соединение. Существуют и другие технологии аргонодуговой сварки, например, на медной подкладке по ГОСТ 14771-76. В каждом отдельном случае технология формирования сварного шва определяется задачами производства, характеристиками соединяемых металлов, их теплопроводностью, теплоёмкостью, электромагнитными свойствами и т.д.
В зазор между совмещаемыми кромками деталей вводится металлическая присадочная проволока (пруток), которая расплавляется под воздействием температуры сварочной дуги от вольфрамового электрода и формирует стойкое сварное соединение. Существуют и другие технологии аргонодуговой сварки, например, на медной подкладке по ГОСТ 14771-76. В каждом отдельном случае технология формирования сварного шва определяется задачами производства, характеристиками соединяемых металлов, их теплопроводностью, теплоёмкостью, электромагнитными свойствами и т.д. д.
д.Вольфрамовый электрод WL-20 3.2х175мм (синий) МТL: характеристики, отзывы, фото, инструкция, цена
Электроды из вольфрама WL-20 синего цвета, в составе электрода присутствует оксид лантана на 2%.Характеристики:
Вольфрамовый электрод WL, предназначен для аргонодуговой сварки TIG при переменном и постоянном токе (AC/DC) с прямой полярностью. Он сохраняет свою твердость, даже когда раскален, так как вольфрам самый тугоплавкий из известных металлов. Во время сварки расходуется незначительно: сотые доли грамма на 1 метр сварного шва. В чистый вольфрам вводят различные оксиды для улучшения сварочно-технологических свойств.
Универсальный электроды марки WL-20 имеют очень легкий первоначальный запуск дуги, отличную характеристику повторного зажигания, а также низкую склонность к прожигам. Электрод содержит легирующий элемент 1,8-2,2% La2O3 (оксид лантана). Лактановые электроды по сравнению с электродами из чистого вольфрама (марка WP), более долговечны (их износ меньше на 50%) и меньше загрязняют шов. Электрод длительное время сохряняет первоначальную заточку.
Лактановые электроды по сравнению с электродами из чистого вольфрама (марка WP), более долговечны (их износ меньше на 50%) и меньше загрязняют шов. Электрод длительное время сохряняет первоначальную заточку.
Согласно международным стандартам все электроды на основе вольфрама имеют специальную маркировку, показывающую тип и состав. Первая буква в списке – «W», т.е. вольфрам. Вторая обозначает оксид элемента, который используется в качестве легирующей добавки. Среди легирующих оксидов используются:
оксид церия, обозначается буквой «С»;
оксид циркония, обозначается на маркировке буквой «Z»;
оксид лантана – буквой «L»;
оксид тория – «Т»;
чистый вольфрам, который не имеет никаких легирующих добавок, на маркировке обозначается буквой «Р».
После второй буквы идет цифра, которая показывает процент вещества, добавляемого при легировании. Цифра 20 показывает, что в состав входит 2% легирующего вещества. Через дефис прописывается второе число – это длина, которая выражается в миллиметрах. Чаще всего используется длина в 175 мм, но встречаются и значения в 50, 75 и 150 мм. Диаметр вольфрамовые электроды могут иметь различный, на 1, 1.6, 2, 2.4, 3, 3.2, 4, 4.8, 5.6, 6.4 мм.
Чаще всего используется длина в 175 мм, но встречаются и значения в 50, 75 и 150 мм. Диаметр вольфрамовые электроды могут иметь различный, на 1, 1.6, 2, 2.4, 3, 3.2, 4, 4.8, 5.6, 6.4 мм.
Применение:
Главными областями применения вольфрамовых электродов WL является сварка нелегированных и высоколегированных сталей, алюминия, титана, никеля, меди и магниевых сплавов. Другое применение вольфрамовых лантанированных электродов – это микроплазменная сварка. Оксид лантана улучшает воспламеняемость дуги. Это дает электродам WL неоспоримое преимущество при автоматической сварке. Существует три основных марки электродов WL: WL-10 (цвет маркировки — черный), WL-15 (цвет маркировки- золотистый) и WL-20 (цвет маркировки – синий).
Вольфрамовые электроды для аргонодуговой сварки: типы, маркировка
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
 youtube.com/embed/_gr8NAmQ0tk» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/_gr8NAmQ0tk» frameborder=»0″ allowfullscreen=»allowfullscreen»/>Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.


Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечникЭлектроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечникЭлектроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др. ), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечникЭлектроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.

Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечникЭлектроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
На видео, демонстрирующем приемы заточки вольфрамовых прутков, можно также увидеть, как от ее типа меняются формы и размеры шва.
Вольфрамовый электрод WT-20 2.0х175мм (красный) МТL: характеристики, отзывы, фото, инструкция, цена
Электроды из вольфрама WT-20 красного цвета, в составе присутствует легирующий элемент 2.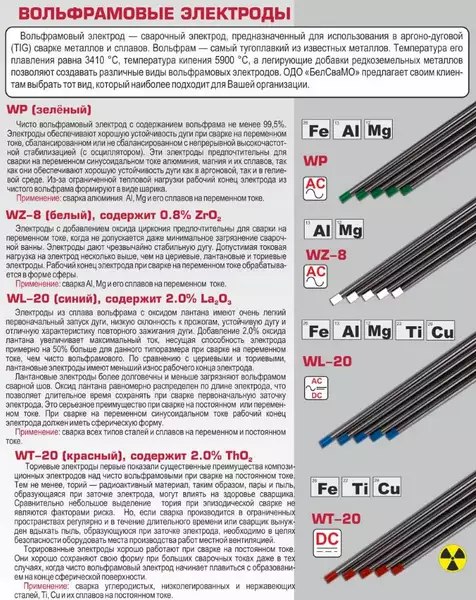 0% ThO2 (диоксид тория).
0% ThO2 (диоксид тория).Характеристики:
Электрод используется для аргоно-дуговой сварки TIG на постоянном токе. В этих электродах, по сравнению с чистым вольфрамом, за счет добавки уменьшается работа выделения электронов (как и при добавке оксидов редкоземельных металлов), т.е. в процессе сварки увеличена плотность выделения электродов при равной температуре. Электрод сохраняет свою твердость, даже когда раскален, так как вольфрам самый тугоплавкий из известных металлов. Во время сварки расходуется незначительно: сотые доли грамма на 1 метр сварного шва. В чистый вольфрам вводят различные оксиды для улучшения сварочно-технологических свойств.
Согласно международным стандартам все электроды на основе вольфрама имеют специальную маркировку, показывающую тип и состав. Первая буква в списке – «W», т.е. вольфрам. Вторая обозначает оксид элемента, который используется в качестве легирующей добавки. Среди легирующих оксидов используются:
оксид церия, обозначается буквой «С»;
оксид циркония, обозначается на маркировке буквой «Z»;
оксид лантана – буквой «L»;
оксид тория – «Т»;
чистый вольфрам, который не имеет никаких легирующих добавок, на маркировке обозначается буквой «Р».
После второй буквы идет цифра, которая показывает процент вещества, добавляемого при легировании. Цифра 20 показывает, что в состав входит 2% легирующего вещества. Через дефис прописывается второе число – это длина, которая выражается в миллиметрах. Чаще всего используется длина в 175 мм, но встречаются и значения в 50, 75 и 150 мм. Диаметр вольфрамовые электроды могут иметь различный, на 1, 1.6, 2, 2.4, 3, 3.2, 4, 4.8, 5.6, 6.4 мм.
Применение:
Главная область применения данных электродов – сварка высоколегированных и нержавеющих сталей при постоянном токе.
Электрод вольфрамовый WL-20 (лантан 2,0%) D 1,6 175мм синий
Уважаемые покупатели! Цены актуальны только для товаров в наличии!
Вольфрамовый электрод WL-20 (Синий)
Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC).Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 2,0% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового.
Добавление 2,0% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового.
Вольфрамовый электрод — предназначен для использования в аргоно — дуговой сварке металлов и сплавов. Вольфрам — самый тугоплавкий из известных металлов. Температура его плавления равна 3410 °С, температура кипения 10220 °С, плотность составляет 19,3 г/см³. Вольфрам сохраняет свою твердость даже тогда, когда раскален докрасна. Расход вольфрама во время сварки незначителен (сотые доли грамма на 1м сварного шва), а вольфрамовые электроды легированные оксидами редкоземельными элементами еще более стойки. В настоящее время доступны вольфрамовые электроды с широким диапазоном химического состава. В чистый вольфрам в целях улучшения сварочно-технологических свойств вводят различные окислы редкоземельных металлов: церий , лантан , иттрий , торий и цирконий.
Таблица соответствия различных стандартов:
| Маркировка | Содержание легирующих элементов, % | Свариваемые марки | Цветной код | ||
| Ток | ТУ / ГОСТ | ||||
| WP | AC | ЭВЧ | — | Алюминий | Зеленый |
| WL-15 | AC/DC | ЭВЛ | La2O3: 1. 30-1.70 30-1.70 | Все марки | Золотистый |
| WL-20 | AC/DC | ЭВЛ-2 | La2O3: 1.80-2.20 | Всех марок | Синий |
| WT-20 | DC | ВТ-15 | ThO2: 1.70-2.20 | Нержавейка | Красный |
| WC-20 | AC/DC | — | CeO2: 1.80-2.20 | Все марки | Серый |
| WY-20 | DC | ЭВИ-1 | YtO2: 1.80-2.20 | Нержавейка | Темно-синий |
| WZ-8 | AC | — | ZrO2: 0.70-0.90 | Алюминий | Белый |
Эту продукцию вы можете купить в нашем торговом зале «Всё для сварки», расположенном по адресу:
192238. Санкт-Петербург. ул. Фучика 19, лит.А. здание «Максимум», тел. +7(812) 449-09-49.
e-mail: [email protected]
www.svarkaspb.satom.ru
Обращаем Ваше внимание, на товар, которого нет в наличии, цены не актуальны!
Мы будем рады видеть Вас в нашем торговом зале!
Цветовая маркировка вольфрамовых электродов, сварка TIG — EWM AG
| Маркировка | Вес оксида в % | Оксид | Цвет | В ассортименте |
| WP | — | — | зеленый |
да |
| WT 4 | 0,35-0,55 | Th | голубой | нет |
| WT 10 | 0,80-1,20 | Th | желтый | нет |
| WT 20 | 1,70-2,20 | Th | красный | нет |
| WT 30 | 2,80-3,20 | Th | сиреневый | нет |
| WT 40 | 3,80-4,20 | Th | оранжевый | нет |
| WZ 3 | 0,15-0,50 | Zr | коричневый | нет |
| WZ 8 | 0,70-0,90 | Zr | белый | нет |
| WL 10 | 0,90-1,20 | La | черный | по запросу |
| WL 15 | 1,40-1,60 | La | золотой |
да |
| WL 20 | 1,80-2,20 | La | темно-синий |
да |
| WC 20 | 1,80-2,20 | Ce | серый |
да |
| WR 2* | Смешанные оксиды | Редкоземельные элементы | бирюзовый |
да |
| E3® | Смешанные оксиды | Редкоземельные элементы | сиреневый |
да |
* WR 2 на данный момент еще не стандартизировано
Th: торий; Zr: цирконий; La: оксид лантана; Ce: оксид церия
| ISO 6848 | ГОСТ ТУ | Цена за 1 шт. с НДС с НДС |
Вес 1 шт. (гр.) | Кол-во шт. в 1 кг | кол-во шт. в упак. | Описание | цвет |
| Электрод Вольфрамовый WL-15 Ф-1,6х175 | ЭВЛ EWLa-1.5 | 56,64 | 6,45 | 155 | 10,00 | Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Содержание легирующих элементов : La2O3: 1.3-1.7. Содержание Вольфрама % — 97,80 |
желтый |
| Электрод Вольфрамовый WL-15 Ф-2,0х175 | 88,50 | 10,31 | 97 | 10,00 | |||
| Электрод Вольфрамовый WL-15 Ф-2,4х175 | 129,80 | 14,93 | 67 | 10,00 | |||
| Электрод Вольфрамовый WL-15 Ф-3,0х175 | 206,50 | 23,26 | 43 | 10,00 | |||
| Электрод Вольфрамовый WL-15 Ф-3,2х175 | 236,00 | 26,32 | 38 | 10,00 | |||
| Электрод Вольфрамовый WL-15 Ф-4,0х175 | 365,80 | 41,67 | 24 | 5,00 | |||
| Электрод Вольфрамовый WL-15 Ф-4,8х175 | 531,00 | 62,50 | 16 | 5,00 | |||
| Электрод Вольфрамовый WL-15 Ф-5,0х175 | 619,50 | 66,67 | 15 | 5,00 | |||
| Электрод Вольфрамовый WL-15 Ф-6,0х175 | 885,00 | 100,00 | 10 | 5,00 | |||
| Электрод Вольфрамовый WL-20 Ф-1,0х175 | ЭВЛ-2 EWLa-2 | 41,30 | 6,30 | 159 | 10,00 | Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Несущая способность электрода на 50% больше при сварке на перем. токе, чем WP. Содержание легирующих элементов: La2O3-1.8-2.2; Содержание Вольфрама % -97,30 Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Несущая способность электрода на 50% больше при сварке на перем. токе, чем WP. Содержание легирующих элементов: La2O3-1.8-2.2; Содержание Вольфрама % -97,30 |
синий |
| Электрод Вольфрамовый WL-20 Ф-1,6х175 | 56,64 | 6,45 | 155 | 10,00 | |||
| Электрод Вольфрамовый WL-20 Ф-2,0х175 | 88,50 | 10,31 | 97 | 10,00 | |||
| Электрод Вольфрамовый WL-20 Ф-2,4х175 | 127,44 | 14,93 | 67 | 10,00 | |||
| Электрод Вольфрамовый WL-20 Ф-3,0х175 | 206,50 | 23,26 | 43 | 10,00 | |||
| Электрод Вольфрамовый WL-20 Ф-3,2х175 | 236,00 | 26,32 | 38 | 10,00 | |||
| Электрод Вольфрамовый WL-20 Ф-4,0х175 | 365,80 | 41,67 | 24 | 5,00 | |||
| Электрод Вольфрамовый WL-20 Ф-4,8х175 | 531,00 | 62,50 | 16 | 5,00 | |||
| Электрод Вольфрамовый WL-20 Ф-5,0х175 | 619,50 | 66,67 | 15 | 5,00 | |||
| Электрод Вольфрамовый WL-20 Ф-6,0х175 | 885,00 | 100,00 | 10 | 5,00 | |||
| Электрод Вольфрамовый WZ-8 Ф-1,0х175 | EWZr-8 | 47,20 | 6,30 | 159 | 10,00 | Электрод WZ-8 для сварки Al, Mg и их сплавов на переменном токе (AC), электроды предпочтительны для сварки на переменном токе, когда не допускается загрязнение сварочной ванны. Содержание легирующих элементов: ZrO2: 0.70-0.90; Содержание вольфрама % — 99,10 Содержание легирующих элементов: ZrO2: 0.70-0.90; Содержание вольфрама % — 99,10 |
белый |
| Электрод Вольфрамовый WZ-8 Ф-1,6х175 | 59,00 | 6,45 | 155 | 10,00 | |||
| Электрод Вольфрамовый WZ-8 Ф-2,0х175 | 92,04 | 10,31 | 97 | 10,00 | |||
| Электрод Вольфрамовый WZ-8 Ф-2,4х175 | 130,98 | 14,93 | 67 | 10,00 | |||
| Электрод Вольфрамовый WZ-8 Ф-3,0х175 | 212,40 | 23,26 | 43 | 10,00 | |||
| Электрод Вольфрамовый WZ-8 Ф-3,2х175 | 241,90 | 26,32 | 38 | 10,00 | |||
| Электрод Вольфрамовый WZ-8 Ф-4,0х175 | 377,60 | 41,67 | 24 | 5,00 | |||
| Электрод Вольфрамовый WZ-8 Ф-4,8х175 | 542,80 | 62,50 | 16 | 5,00 | |||
| Электрод Вольфрамовый WC-20 Ф-1,0х175 | EWCe-2 | 41,30 | 6,30 | 159 | 10,00 | Сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода, начальный запуск дуги и увеличивает допустимый сварочный ток. Содержание легирующих элементов : CeO2: 1.8-2.2. Содержание Вольфрама % — 97,80 Сплав вольфрама с 2% оксида церия улучшает эмиссию электрода, начальный запуск дуги и увеличивает допустимый сварочный ток. Содержание легирующих элементов : CeO2: 1.8-2.2. Содержание Вольфрама % — 97,80 |
серый |
| Электрод Вольфрамовый WC-20 Ф-1,6х175 | 56,64 | 6,45 | 155 | 10,00 | |||
| Электрод Вольфрамовый WC-20 Ф-2,0х175 | 88,50 | 10,31 | 97 | 10,00 | |||
| Электрод Вольфрамовый WC-20 Ф-2,4х175 | 127,44 | 14,93 | 67 | 10,00 | |||
| Электрод Вольфрамовый WC-20 Ф-3,0х175 | 201,78 | 23,26 | 43 | 10,00 | |||
| Электрод Вольфрамовый WC-20 Ф-3,2х175 | 228,92 | 26,32 | 38 | 10,00 | |||
| Электрод Вольфрамовый WC-20 Ф-4,0х175 | 356,36 | 41,67 | 24 | 5,00 | |||
| Электрод Вольфрамовый WC-20 Ф-4,8х175 | 513,30 | 62,50 | 16 | 5,00 | |||
| Электрод Вольфрамовый WT-20 Ф-1,0х175 | EWTh-2 | 53,10 | 6,30 | 159 | 10,00 | Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Сплав вольфрама с 1,8-2,2% оксида тория. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах. Содержание легирующих элементов : ThO2: 1.8-2.2. Содержание Вольфрама % — 97,30 Сплав вольфрама с 1,8-2,2% оксида тория. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах. Содержание легирующих элементов : ThO2: 1.8-2.2. Содержание Вольфрама % — 97,30 |
красный |
| Электрод Вольфрамовый WT-20 Ф-1,6х175 | 76,70 | 6,45 | 155 | 10,00 | |||
| Электрод Вольфрамовый WT-20 Ф-2,0х175 | 118,00 | 10,31 | 97 | 10,00 | |||
| Электрод Вольфрамовый WT-20 Ф-2,4х175 | 165,20 | 14,93 | 67 | 10,00 | |||
| Электрод Вольфрамовый WT-20 Ф-3,0х175 | 226,56 | 23,26 | 43 | 10,00 | |||
| Электрод Вольфрамовый WT-20 Ф-3,2х175 | 261,96 | 26,32 | 38 | 10,00 | |||
| Электрод Вольфрамовый WT-20 Ф-4,0х175 | 377,60 | 41,67 | 24 | 5,00 | |||
| Электрод Вольфрамовый WT-20 Ф-4,8х175 | 542,80 | 62,50 | 16 | 5,00 | |||
| Электрод Вольфрамовый WY-20 Ф-1,0х175 | ЭВИ-1 EWYt-2 | 41,30 | 6,30 | 159 | 10,00 | Иттрированые вольфрамовые электроды наиболее стойкие из всех неплавящихся электродов. Сварка углеродистых, низко-легированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Иттрированые электроды используются для сварки особо ответственных соединений. Содержание легирующих элементов : YtO2: 1.80-2.20. Содержание Вольфрама % -97,80 Сварка углеродистых, низко-легированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Иттрированые электроды используются для сварки особо ответственных соединений. Содержание легирующих элементов : YtO2: 1.80-2.20. Содержание Вольфрама % -97,80 |
темно-синий |
| Электрод Вольфрамовый WY-20 Ф-1,6х175 | 59,00 | 6,45 | 155 | 10,00 | |||
| Электрод Вольфрамовый WY-20 Ф-2,0х175 | 92,04 | 10,31 | 97 | 10,00 | |||
| Электрод Вольфрамовый WY-20 Ф-2,4х175 | 130,98 | 14,93 | 67 | 10,00 | |||
| Электрод Вольфрамовый WY-20 Ф-3,0х175 | 212,40 | 23,26 | 43 | 10,00 | |||
| Электрод Вольфрамовый WY-20 Ф-3,2х175 | 241,90 | 26,32 | 38 | 10,00 | |||
| Электрод Вольфрамовый WY-20 Ф-4,0х175 | 377,60 | 41,67 | 24 | 5,00 | |||
| Электрод Вольфрамовый WY-20 Ф-4,8х175 | 542,80 | 62,50 | 16 | 5,00 | |||
| Электрод Вольфрамовый WY-20 Ф-5,0х175 | 619,50 | 66,67 | 15 | 5,00 | |||
| Электрод Вольфрамовый WY-20 Ф-6,0х175 | 885,00 | 100,00 | 10 | 5,00 | |||
| Электрод Вольфрамовый WP Ф-1,6х175 | EWP | 56,64 | 6,45 | 155 | 10,00 | Сварка переменным током AC. Предназначены для сварки Al, Mg и их сплавов, так как они обеспеч-т хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика. Легирующие элементы отсутствуют. Содержание Вольфрама % -99,95 Предназначены для сварки Al, Mg и их сплавов, так как они обеспеч-т хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика. Легирующие элементы отсутствуют. Содержание Вольфрама % -99,95 |
зеленый |
| Электрод Вольфрамовый WP Ф-2,0х175 | 88,50 | 10,31 | 97 | 10,00 | |||
| Электрод Вольфрамовый WP Ф-2,4х175 | 129,80 | 14,93 | 67 | 10,00 | |||
| Электрод Вольфрамовый WP Ф-3,0х175 | 201,78 | 23,26 | 43 | 10,00 | |||
| Электрод Вольфрамовый WP Ф-3,2х175 | 228,92 | 26,32 | 38 | 10,00 | |||
| Электрод Вольфрамовый WP Ф-4,0х175 | 356,36 | 41,67 | 24 | 5,00 | |||
| Электрод Вольфрамовый WP Ф-4,8х175 | 513,30 | 62,50 | 16 | 5,00 |
различных типов вольфрамовых электродов
Опубликовано 07. 06.2016 |
06.2016 |
На сварку TIG и ее качество влияют несколько факторов. Одно из них — используемое оборудование. Вольфрамовые электроды — это некоторые из инструментов, которые вам понадобятся для сварки TIG. Материал вольфрам предпочтительнее из-за его твердости и устойчивости к высоким температурам. Вольфрам выдерживает температуру до 3410 ° C, что делает его пригодным для дуговой сварки.В настоящее время у сварщиков есть несколько вариантов выбора вольфрамовых электродов. Принимая это решение, сварщик должен учитывать тип используемого тока, будь то переменный или постоянный, толщину основного материала и способ подготовки электродов. Вольфрамовые электроды имеют цветовую маркировку, чтобы сварщикам было проще выбрать подходящий. Вот некоторые общие варианты и их цветовые коды.
Редкоземельный, серый
Редкоземельный вольфрам поставляется с различными добавками, такими как редкоземельные или гибридные комбинации оксидов.Качество электродов будет зависеть от этих добавок. В некоторых случаях электроды могут обеспечивать более стабильную дугу по сравнению с другими вольфрамовыми материалами. Еще одно преимущество электродов из редкоземельного вольфрама заключается в том, что сварщик может иметь их малого диаметра, и при этом они будут обеспечивать хорошее обслуживание. При использовании электродов также происходит меньшее расщепление вольфрама. По сравнению с торированным вольфрамом этот тип электрода служит дольше.
В некоторых случаях электроды могут обеспечивать более стабильную дугу по сравнению с другими вольфрамовыми материалами. Еще одно преимущество электродов из редкоземельного вольфрама заключается в том, что сварщик может иметь их малого диаметра, и при этом они будут обеспечивать хорошее обслуживание. При использовании электродов также происходит меньшее расщепление вольфрама. По сравнению с торированным вольфрамом этот тип электрода служит дольше.
Чистый, зеленый
Во-первых, чистый вольфрам подходит для работы с переменным током, но не с постоянным током.Электроды из чистого вольфрама на 99,5% состоят из вольфрама, что дает им возможность легко сгибаться. Форма шарикового наконечника — это то, что делает электроды устойчивыми к дуге. Чистый вольфрам также подходит для применения с магнием и алюминиевыми сплавами от низкой до средней силы тока.
Лантанирование, золото
Вольфрамовые электроды с лантаном, пригодны для использования с постоянным током. Или трансформаторные источники постоянного тока. Они содержат 97,8% вольфрама и от 1,3 до 1.7% лантана. Эти электроды содержат 1,5% лантана. Добавление лантана увеличивает способность электродов проводить ток до дуги почти на 50%. Некоторые из характеристик, которые делают этот электрод хорошим выбором, включают отличное зажигание дуги и стабильность, впечатляющие свойства повторного зажигания и низкую скорость догорания. Для препарирования электроды из лантана могут быть скрученными или с заостренным концом. Сварщики иногда переключаются между 1,5-лантановыми вольфрамовыми электродами с 2% -ным торированием, потому что они обладают одинаковыми свойствами.
Ceriated, Orange
Основным оксидом в церированных вольфрамовых электродах является оксид церия, который присутствует в количестве примерно 1,8–2,2%, тогда как состав чистого вольфрама составляет минимум 97,3%. Эти типы электродов называются 2% церированными и подходят для слаботочного переменного тока. Их также можно использовать в приложениях постоянного тока. Электроды из цированного вольфрама идеально подходят для сварки небольших и хрупких деталей, например, при обработке тонкого листового металла, производстве труб и орбитальных труб. Некоторые из соединений, которые могут использоваться с церированными электродами, включают нержавеющие стали, углерод, никель, алюминий, магний, титан и медные сплавы. Свойства включают долговечность, отличную стабильность дуги, низкую скорость эрозии, хорошее зажигание и повторное зажигание. Их следует использовать при низких значениях силы тока. В настоящее время сварщики предпочитают использовать электроды из церированного вольфрама вместо чистого вольфрама, поскольку первый обеспечивает лучшие токонесущие свойства при тех же диаметрах.
Некоторые из соединений, которые могут использоваться с церированными электродами, включают нержавеющие стали, углерод, никель, алюминий, магний, титан и медные сплавы. Свойства включают долговечность, отличную стабильность дуги, низкую скорость эрозии, хорошее зажигание и повторное зажигание. Их следует использовать при низких значениях силы тока. В настоящее время сварщики предпочитают использовать электроды из церированного вольфрама вместо чистого вольфрама, поскольку первый обеспечивает лучшие токонесущие свойства при тех же диаметрах.
Торированный, красный
Торированный вольфрамовый электрод содержит 97.3% чистого вольфрама и 1,7-2,2% оксида тория, обладающего низкой радиоактивностью. Повышенная токонесущая способность торированных вольфрамовых электродов является одной из причин, по которой они подходят для дуговой сварки. Электроды просты в использовании и служат долго, что дает дополнительные преимущества. Они также обеспечивают низкий расход, поскольку работают при температуре ниже точки плавления. Электроды из торированного вольфрама подходят как для переменного, так и для постоянного тока. Они идеально подходят для сварки тонкой стали, так как при производстве остаются заостренными кромками.Однако при заточке острия торированных вольфрамовых электродов рекомендуется соблюдать осторожность. Сварщики также предпочитают электроды из торированного вольфрама, поскольку они вызывают меньшее загрязнение во время процесса. Они подходят для использования в диапазонах средней силы тока, имеют среднюю скорость эрозии и имеют среднюю тенденцию к раскалыванию по сравнению с другими материалами.
Электроды из торированного вольфрама подходят как для переменного, так и для постоянного тока. Они идеально подходят для сварки тонкой стали, так как при производстве остаются заостренными кромками.Однако при заточке острия торированных вольфрамовых электродов рекомендуется соблюдать осторожность. Сварщики также предпочитают электроды из торированного вольфрама, поскольку они вызывают меньшее загрязнение во время процесса. Они подходят для использования в диапазонах средней силы тока, имеют среднюю скорость эрозии и имеют среднюю тенденцию к раскалыванию по сравнению с другими материалами.
Цирконий, коричневый
Циркониевые вольфрамовые электроды состоят из вольфрама чистотой 99,1% и циркония 0,15-0,4. Способность циркониевых электродов удерживать скругленные концы делает их идеальными для сварки на переменном токе.Эти типы электродов не так легко загрязняются и очень устойчивы к раскалыванию. Циркониевый вольфрам обладает высокой токонесущей способностью, что приводит к чрезвычайно стабильной дуге. Он также очень хорошо справляется с высокими токами. Циркониевые вольфрамовые электроды не подходят для работы с постоянным током.
Он также очень хорошо справляется с высокими токами. Циркониевые вольфрамовые электроды не подходят для работы с постоянным током.
Сварочные электроды TIG (комплект из 10) — Midwest Tungsten Service
** 10 электродов в каждой упаковке
** Каждого электрода 7.00 дюймов (175 мм) длиной
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это популярный вид сварки, при которой для соединения различных металлов используются вольфрамовые электроды. Вольфрамовый электрод является критически важным компонентом процесса, поскольку он пропускает ток, необходимый для возникновения дуги. Вольфрамовые электроды можно легировать различными металлами. Для разных типов сварных швов и материалов используются электроды разных типов и размеров, и сварщики выбирают для себя предпочтения в зависимости от стиля и проекта сварки.Определенные типы электродов лучше работают с переменным током (AC), чем с постоянным током (DC).
2% лантановый (синий) : Синие лантановые электроды популярны из-за относительной легкости зажигания дуги и более низкой требуемой силы тока. Они исключительно хорошо работают как с переменным, так и с постоянным током и являются популярным электродом общего назначения. Синие электроды эффективны для сварки алюминиевых сплавов, сплавов магния, никелевых сплавов, медных сплавов, титановых сплавов, низколегированных сталей и нержавеющих сталей.
Торированный (красный) : Красный торированный электрод является любимым электродом Америки не зря. Эти электроды с очень длительным сроком службы и высокой износостойкостью являются незаменимыми при сварке постоянным током. Эти красные электроды лучше всего подходят для медных сплавов, никелевых сплавов, титановых сплавов и нержавеющих сталей.
Смесь редкоземельных элементов (пурпурный) : Инновационный электрод из смеси редкоземельных элементов является отличной заменой традиционно предпочитаемого торированного красного электрода и обладает такими же высокими характеристиками. Его лучше всего использовать при сварке алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов, низколегированных сталей и некоррозионных сталей.
Его лучше всего использовать при сварке алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов, низколегированных сталей и некоррозионных сталей.
Ceriated (серый) : Серые церированные электроды популярны из-за их исключительной легкости зажигания дуги с более низким током, а также их исключительных характеристик при сварке постоянным током. Лучше всего они работают с титановыми сплавами, медными сплавами, магниевыми сплавами, алюминиевыми сплавами, никелевыми сплавами, некорродирующими сталями и низколегированными сталями.
Цирконий (белый) : Белые циркониевые вольфрамовые электроды работают с более высокими уровнями силы тока и хорошо работают как с трансформаторными, так и с инверторными источниками питания, что делает их отличной альтернативой зеленым электродам из чистого вольфрама для магниевых и алюминиевых сплавов.
P ure Вольфрам (зеленый) : оригинальный зеленый электрод из чистого вольфрама содержит не менее 99,5% вольфрама и обеспечивает все свойства, классически связанные с вольфрамом, — превосходную проводимость, долговечность и рабочие характеристики. Зеленые электроды идеально подходят для сварочных работ, содержащих магниевые или алюминиевые сплавы.
Зеленые электроды идеально подходят для сварочных работ, содержащих магниевые или алюминиевые сплавы.
1,5% лантаноат (золото) : Вольфрамовые электроды с добавлением золота и лантана содержат меньше лантана, чем их синие аналоги, и лучше всего подходят для применения на постоянном токе. Они лучше всего подходят для сварки титановых сплавов, медных сплавов, никелевых сплавов и нержавеющей стали.
Щелкните здесь, чтобы просмотреть паспорт безопасности вольфрамового электрода.
2% лантановый синий — Сертификация материалов
2% торированный красный — Сертификация материалов
2% Серый Сертифицированный — Сертификация материалов
Смесь редкоземельных элементов фиолетовый — Сертификация материалов
1.5% лантанированное золото — Сертификация материалов
Чистый вольфрамовый зеленый — Сертификация материалов
0,8% белый цирконий — Сертификация материалов
Практические советы по сварке: вольфрамовые электроды
Все о принадлежностях для сварки Электроды для сварки TIG
Точно выполненные сварные швы, чистые сварные швы, высококачественные материалы — добро пожаловать в мир сварки TIG и вольфрамовых электродов. Выбор правильного вольфрамового электрода так же важен для сварки TIG, как и контактный наконечник для сварки MAG.Ассортимент предлагаемых на рынке сварочных электродов TIG столь же красочен, как и цветовая кодировка, которая характеризует каждый отдельный тип вольфрамового электрода. В этом сообщении блога мы хотели бы дать вам хороший обзор основных вольфрамовых электродов, чтобы облегчить вам выбор, если вы хотите их купить.
Выбор правильного вольфрамового электрода так же важен для сварки TIG, как и контактный наконечник для сварки MAG.Ассортимент предлагаемых на рынке сварочных электродов TIG столь же красочен, как и цветовая кодировка, которая характеризует каждый отдельный тип вольфрамового электрода. В этом сообщении блога мы хотели бы дать вам хороший обзор основных вольфрамовых электродов, чтобы облегчить вам выбор, если вы хотите их купить.
Электроды вольфрамовые и их легирование
Вольфрам является основным компонентом сварочных электродов TIG, но, кроме чистого вольфрамового электрода (зеленый WP), все остальные обогащены другими элементами, что известно как легирование.Это также называется легированием вольфрамом.
Но какой вольфрамовый электрод лучше всего подходит для моего процесса сварки?
Выбор подходящего вольфрамового электрода или его легирования во многом зависит от сварочной задачи: хотите ли вы сваривать постоянным или переменным током, выбор электродов ограничен, потому что не каждый тип также подходит для переменного тока, который, например, используется для сварки алюминия. В зависимости от типа тока, задачи сварки и свариваемого материала используются электроды из чистого вольфрама или электроды с оксидными добавками, обычно состоящие из редкоземельных элементов.Эти добавки представляют собой оксид циркония (ZrO 2 ), оксид лантана (La 2 O 3 ), оксид церия (CeO 2 ) или оксид тория (ThO 2 ) — и все они имеют разные свойства.
В зависимости от типа тока, задачи сварки и свариваемого материала используются электроды из чистого вольфрама или электроды с оксидными добавками, обычно состоящие из редкоземельных элементов.Эти добавки представляют собой оксид циркония (ZrO 2 ), оксид лантана (La 2 O 3 ), оксид церия (CeO 2 ) или оксид тория (ThO 2 ) — и все они имеют разные свойства.
Легирующие элементы и их действие:
- По сравнению с электродами из чистого вольфрама оксид циркония снижает испарение и обеспечивает более стабильную дугу.
- Оксид лантана обладает особенно хорошими воспламеняющими свойствами и продлевает срок службы электродов.
- Оксид церия придает вольфрамовому электроду очень хорошие свойства зажигания и повторного зажигания.
- Оксид тория создает очень стабильную дугу, но из-за своей радиоактивности он очень вреден для здоровья, и как добавка к вольфрамовым электродам сейчас запрещен во многих странах. При вдыхании ториевого дыма или пыли они могут оседать в легких и вызывать внутреннее облучение.
 При вдыхании ториевого дыма или пыли они могут оседать в легких и вызывать внутреннее облучение.
При вдыхании ториевого дыма или пыли они могут оседать в легких и вызывать внутреннее облучение.Электрод из чистого вольфрама (зеленый WP) обеспечивает очень устойчивую дугу.С другой стороны, оксидсодержащие электроды легче воспламеняются, обладают высокой допустимой нагрузкой по току и более длительным сроком службы.
Таким образом, очевидно, что выбор правильного сварочного электрода TIG для сварочной задачи во многом зависит от того, на чем вы ориентируетесь при сварке TIG.
Приведенная ниже таблица вольфрамовых электродов дает обзор наиболее распространенных типов, их пригодности и свойств. Вы в основном свариваете высоколегированные стали или алюминий? Для вас важнее срок службы электрода или его воспламеняемость? С помощью этой таблицы вы можете значительно упростить предварительный выбор.
Таблица выбора вольфрамового электрода
E3® фиолетовый | WLa 15 золота | WLa 20 синий | WCe 20 серый | WP зеленый | WZr 08 белый | |
DC отрицательный | +++ | ++ | +++ | + | – | – |
Переменный ток | +++ | + | + | + | + | ++ |
Стабильность дуги | ++ | + | ++ | + | – | ++ |
Воспламеняемость | ++++ | ++ | +++ | + | – | + |
| Срок службы | ++++ | ++ | +++ | + | + | ++ |
Пригодность высоколегированных сталей | ++++ | +++ | +++ | +++ | – | – |
Подходит для алюминия | ++++ | + | + | + | ++ | ++ |
Цвета вольфрамовых электродов и их применение
E3®
Начнем с лучшего: E3® — это вольфрамовый электрод, разработанный ABICOR BINZEL со смесью оксидов редкоземельных элементов в качестве легирующих элементов, который подходит для сварки как постоянным, так и переменным током и практически любого металла. Он обладает отличными воспламеняющими свойствами и поэтому часто используется в автоматизированных процессах. Температура электрода остается постоянно низкой, что, в свою очередь, увеличивает токонесущую способность и срок службы по сравнению с торированными электродами, которые разрешено использовать только в исключительных случаях из-за их чрезвычайно вредного воздействия.
Цветовое кодирование смеси оксидов редкоземельных элементов:
Пурпурный = E3®
WLa
Как и E3®, этот вольфрамовый электрод с легирующим элементом оксид лантана, может использоваться для сварки на постоянном и переменном токе.В основном он используется для сварки нелегированных и высоколегированных сталей, алюминия, титана, меди и магниевых сплавов. Золотой вольфрамовый электрод также используется при микроплазменной сварке.
Цветовая маркировка с оксидом лантана:
Золото = WLa 15 — с 1,30 до 1,70% оксида лантана
Черный = WLa 10 — с содержанием оксида лантана от 0,80 до 1,20%
Синий = WLa 20 — с 1,70 до 2,20% оксида лантана
WCe
Благодаря компоненту оксида церия этот сварочный электрод TIG более эластичен, чем электрод с чистым вольфрамом, но меньше, чем электроды E3® и лантановые электроды. Этот тип вольфрамового электрода в основном используется в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также сплавов алюминия, меди, никеля, титана и магния. Они также подходят для сварки на переменном токе или на постоянном токе, но не так хорошо, как электроды E3® от ABICOR BINZEL.
Этот тип вольфрамового электрода в основном используется в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также сплавов алюминия, меди, никеля, титана и магния. Они также подходят для сварки на переменном токе или на постоянном токе, но не так хорошо, как электроды E3® от ABICOR BINZEL.
Цветовая маркировка с оксидом церия:
Серый = WCe 20 — с содержанием оксида церия от 1,80 до 2,20%
WP
Этот сварочный электрод TIG изготовлен из чистого вольфрама и используется исключительно для сварки на переменном токе.В этом случае это идеальный электрод для сварки алюминиевых сплавов, так как его температура плавления 3422 ° C идеально подходит для сварки на переменном токе. Вольфрам также обладает высокой стойкостью и очень высокой коррозионной стойкостью.
Цветовая маркировка чистого вольфрама:
Зеленый = W — изготовлен из чистого вольфрама без каких-либо оксидных компонентов
WZr
Добавление оксида циркония означает, что риск загрязнения расплава очень низок. Этот вольфрамовый электрод был специально разработан для сварки переменным током в ядерных системах. Оксид циркония обеспечивает очень стабильную сферическую головку при сварке на переменном токе, но при сварке на постоянном токе воспламеняется очень скромно.
Цветовая маркировка с оксидом циркония:
Коричневый = WZr 03 — с содержанием оксида циркония от 0,15 до 0,50%
Белый = WZr 08 — с содержанием оксида циркония от 0,70 до 0,90%
Наконечник:
WZr и электрод из чистого вольфрама следует использовать только со старыми однофазными источниками питания TIG.
Избегайте вольфрамовых электродов с торием!
Сварочные электроды TIG с оксидом тория в качестве легирующего элемента чрезвычайно вредны для здоровья из-за своих радиоактивных свойств и в настоящее время запрещены в нескольких странах. Информация 208-049 немецкого государственного страхования от несчастных случаев »DGUV« касается того факта, что вольфрамовые электроды, содержащие оксид тория, в соответствии с разделом 4. 2 (1) TRGS 528 «могут использоваться только в соответствии с требованиями конкретного продукта (по веским техническим причинам)» и что необходимо соблюдать положения Постановления о радиационной защите.Так что руки прочь от вольфрамовых электродов с торием!
2 (1) TRGS 528 «могут использоваться только в соответствии с требованиями конкретного продукта (по веским техническим причинам)» и что необходимо соблюдать положения Постановления о радиационной защите.Так что руки прочь от вольфрамовых электродов с торием!
Существует ли тип сварочного электрода TIG, который можно использовать для любых сварочных задач?
Да, есть: E3® (фиолетовый). Этот вольфрамовый электрод представляет собой долговечный электрод для сварки TIG, который гарантирует наилучшие результаты. Это не только лучшая альтернатива другим электродам для сварщика и его здоровья, но и для окружающей среды. Шлифовальная пыль, фильтрующая пыль и остатки не являются опасными отходами, а транспортировка и хранение не требуют каких-либо специальных защитных мер, поскольку сварочные электроды E3® абсолютно не содержат радиоактивных компонентов.
Вольфрамовые электроды E3® соответствуют стандарту EN ISO 6848 и, как и все сварочные электроды TIG из ассортимента продукции ABICOR BINZEL, производятся на нашей собственной производственной сети и характеризуются высочайшим качеством продукции. Каждая упаковка наших вольфрамовых электродов E3® имеет номер партии, что гарантирует отслеживаемость в случае необходимости. По запросу вы также можете получить сертификат производства и паспорт безопасности. Пожалуйста, не стесняйтесь обращаться к нам.
Каждая упаковка наших вольфрамовых электродов E3® имеет номер партии, что гарантирует отслеживаемость в случае необходимости. По запросу вы также можете получить сертификат производства и паспорт безопасности. Пожалуйста, не стесняйтесь обращаться к нам.
Краткий обзор преимуществ сварочных электродов E3®:
- Наконечник электрода «Cool»
- Отличные свойства воспламенения и повторного возгорания
- Высокая стабильность дуги
- Слабое выгорание
- Максимально допустимая нагрузка по току
- Небольшая деформация кончика электрода
- Подходит практически для всех сварочных работ
Если вы хотите быть в безопасности при выборе сварочного электрода для сварки TIG и для вас важно качество сварного шва, вам обязательно следует протестировать вольфрамовый электрод E3® от ABICOR BINZEL.Вы уже сваривали на E3®? Тогда вы можете поделиться с нами своим опытом.
Удачной сварки!
Выявление и решение проблем с вольфрамовым электродом и дугой | Сварка
Щелкните изображение для увеличения
Предоставлено Weldcraft
В отличие от других видов сварки — электродной сварки, сварки MIG и порошковой порошковой сварки — сварка TIG — дело медленное.
Неудивительно, что чрезмерное время простоя для устранения неполадок может еще больше замедлить процесс.Это также может стоить ненужного времени, денег и разочарований.
В дополнение к обычным нарушениям сплошности сварного шва, таким как пористость, подрезы или отсутствие плавления, которые характерны для большинства сварочных процессов, сварка TIG подвержена двум другим подводным камням: вольфрам и проблемы с дугой. Важно иметь ноу-хау для быстрого выявления и решения этих проблем. Это также относительно просто.
Беги в точку
Для создания дуги и передачи сварочного тока на свариваемый основной материал сварка TIG требует использования вольфрамового электрода.Вольфрам — это неплавящийся электрод, который имеет самую высокую температуру плавления из всех металлов (3410 градусов по Цельсию или 6 170 градусов по Фаренгейту). Так что теоретически он не может таять, не так ли? Неправильный.
Одна из самых частых проблем с вольфрамом перерасход . В приложениях переменного тока (переменный ток), таких как сварка алюминия TIG, установка регулятора баланса в сторону положительного электрода (EP) обеспечивает хорошее очищающее действие (удаление оксидов) вокруг сварного шва. Однако это также может привести к расплавлению вольфрамового электрода.Лучшее средство — установить регулятор баланса в сторону отрицательного электрода (EN), так как это увеличивает количество тепла, поступающего в заготовку, в отличие от вольфрама. От семидесяти до восьмидесяти процентов к отрицательному электроду — хороший диапазон. При сварке TIG материалов, таких как сталь, нержавеющая сталь, инконель или другие черные металлы, с использованием постоянного тока (постоянный ток), также установите источник питания в режим отрицательного электрода.
В приложениях переменного тока (переменный ток), таких как сварка алюминия TIG, установка регулятора баланса в сторону положительного электрода (EP) обеспечивает хорошее очищающее действие (удаление оксидов) вокруг сварного шва. Однако это также может привести к расплавлению вольфрамового электрода.Лучшее средство — установить регулятор баланса в сторону отрицательного электрода (EN), так как это увеличивает количество тепла, поступающего в заготовку, в отличие от вольфрама. От семидесяти до восьмидесяти процентов к отрицательному электроду — хороший диапазон. При сварке TIG материалов, таких как сталь, нержавеющая сталь, инконель или другие черные металлы, с использованием постоянного тока (постоянный ток), также установите источник питания в режим отрицательного электрода.
Другой причиной чрезмерного расхода вольфрамовых электродов является использование слишком большой силы тока для данного диаметра вольфрама, независимо от того, работает ли он на переменном или постоянном токе. Всегда соблюдайте рекомендуемые производителем вольфрамовые электроды рабочие параметры для используемого диаметра.
Всегда соблюдайте рекомендуемые производителем вольфрамовые электроды рабочие параметры для используемого диаметра.
Наконец, неправильный или загрязненный защитный газ, а также ослабленные или потрескавшиеся шланговые фитинги могут привести к чрезмерному расходу вольфрамовых электродов. Используйте чистый аргон и убедитесь, что все шланги не повреждены, а фитинги затянуты перед сваркой.
Загрязнение вольфрамового электрода — еще одна распространенная ошибка, которая может возникнуть при сварке TIG.Признаками загрязнения вольфрамового электрода являются: во-первых, сварочная лужа выглядит грязной; во-вторых, присадочный стержень не присоединяется к сварочной ванне или плавно не плавится; и в-третьих, дуга становится хаотичной.
Прикосновение вольфрамового электрода к заготовке и / или сварочной ванне часто является причиной загрязнения вольфрамового электрода. Самое простое решение — отрегулировать угол резака и / или отодвинуть его подальше от обрабатываемой детали. Если для источника питания требуется метод запуска с нуля для зажигания дуги, а загрязнение вольфрамового электрода продолжает оставаться проблемой, рассмотрите возможность использования устройства с высокой частотой или запуском LiftArc.
Если для источника питания требуется метод запуска с нуля для зажигания дуги, а загрязнение вольфрамового электрода продолжает оставаться проблемой, рассмотрите возможность использования устройства с высокой частотой или запуском LiftArc.
Прикосновение присадочного стержня к вольфрамовому электроду также может вызвать загрязнение. Единственное реальное решение этой проблемы — это попрактиковаться в подаче стержня в сварочную ванну.
В некоторых случаях недостаточный поток защитного газа, в том числе отсутствие продувки, может вызвать загрязнение вольфрамового электрода. Принятое практическое правило: поддерживайте расход защитного газа от 10 до 20 кубических футов в час (CFH), а также продувку в течение одной секунды на каждые 10 ампер используемого сварочного тока.Если вольфрамовый электрод меняет свой нормальный цвет со светло-серого на оттенок пурпурного или черного, это указывает на еще большее увеличение времени продувки.
Оставайтесь сосредоточенными и стабильными
Загрязненный вольфрамовый электрод не только вызывает различные проблемы с сварочной лужей, но и является основной причиной нестабильной дуги . Не имеет значения первоначальная причина загрязнения — плохой поток защитного газа, прикосновение к основному материалу или негерметичные шланги — но имеет значение, как ее устранить.
Не имеет значения первоначальная причина загрязнения — плохой поток защитного газа, прикосновение к основному материалу или негерметичные шланги — но имеет значение, как ее устранить.
Сначала снимите вольфрамовый электрод с резака, закрепите конец и переточите его. Помните важное правило: всегда шлифуйте вольфрам по длине. Не шлифуйте его, так как это вызовет образование гребней на вольфрамовом электроде, а также приведет к неустойчивой или блуждающей дуге. Кроме того, отшлифуйте конус на вольфрамовом электроде, который перекрывает расстояние не более чем в два с половиной диаметра электрода. Например, 1/8 дюйма. вольфрамовый электрод будет иметь конусность от 1/4 до 5/16 дюйма. длинная.Не забудьте использовать шлифовальный круг, специально предназначенный для шлифования вольфрамовых электродов. Это помогает избежать дальнейшего загрязнения, которое может отрицательно повлиять на качество дуги (и сварного шва).
Слишком длинная дуга также может стать причиной нестабильности и / или дрейфа дуги как при переменном, так и постоянном токе. В обоих случаях сократите дугу, переместив резак и вольфрамовый электрод ближе к заготовке, стараясь не прикасаться к ней.
В обоих случаях сократите дугу, переместив резак и вольфрамовый электрод ближе к заготовке, стараясь не прикасаться к ней.
Загрязнение основного материала и защитного газа — еще одна потенциальная причина нестабильности сварочной дуги TIG.Не забудьте очистить материал от масла, грязи или мусора, а также использовать проволочную щетку для таких материалов, как алюминий, перед сваркой. Обязательно используйте чистый чистый аргон для сварки TIG (или уменьшите процентное содержание гелия при использовании смеси) и поддерживайте скорость потока от 10 до 20 CFH.
При сварке TIG на переменном или постоянном токе выберите подходящий размер и тип вольфрамового электрода для данной силы тока, чтобы избежать проблем с зажиганием дуги . Слишком большое количество вольфрама для данной силы тока может вызвать вращение дуги вокруг наконечника, а слишком маленькое количество вольфрама может расплавиться и стать причиной нестабильности дуги.Всегда соблюдайте рекомендуемые производителем параметры сварки для каждого диаметра вольфрамового электрода.
Электроды из вольфрама с 2% -ным содержанием церия обеспечивают хорошее зажигание дуги при низких значениях тока и могут использоваться как на переменном, так и на постоянном токе при сварке углеродистой или нержавеющей стали, никелевых сплавов, алюминия или титана. То же самое верно и для электродов из вольфрама с содержанием лантана 1,5%. В приложениях с более высоким током или переменным током с низкой силой тока 2-процентные электроды из торированного вольфрама обеспечивают хорошее зажигание дуги. Примечание: торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям производителя и паспорту безопасности материала (MSDS) при его использовании.
Последним средством устранения проблемы с зажиганием дуги является надежность крепления зажима заземления и отсутствие ослабленных или поврежденных кабелей, ведущих к нему. Кабели горелки и рабочие кабели должны быть как можно короче, но при этом иметь возможность дотянуться до рабочей зоны, и располагайте их близко друг к другу. Убедитесь, что все силовые кабели были проложены в соответствии с рекомендациями производителя источника питания.
Избавьтесь от неприятностей
Поскольку не существует единой причины проблем с вольфрамовым электродом и дугой, которые обычно возникают при сварке TIG, не существует единого способа их решения. Однако немного знаний, надлежащее обучение и много практики могут облегчить процесс устранения неполадок. Это также может помочь избежать ненужных, не говоря уже о дорогостоящих простоях.
Weldcraft
Газовая вольфрамовая дуговая сварка — обзор
Описание процесса
При газовой вольфрамовой дуговой сварке (GTAW) используется неплавящийся вольфрамовый электрод, который должен быть защищен инертным газом.Дуга возникает между кончиком электрода и расплавляет свариваемый металл. Расходный присадочный металл добавляется вручную или механизированным способом. Защита инертным газом защищает расплавленный металл, который охлаждается, а также обеспечивает требуемые характеристики дуги.
В процессе может использоваться постоянный ток (DC) с положительной или отрицательной полярностью, подключенный к вольфрамовому электроду, хотя в большинстве случаев электрод присоединяется с отрицательной полярностью.Альтернативный ток (AC) также используется для различных воздействий на сварку.
Аргон и гелий — два инертных газа, используемых в этом процессе. Выбор газа, типа тока и полярности зависит от типа материала и желаемого качества сварного шва, например, использование газообразного гелия приведет к более глубокому проплавлению, а если газообразный гелий используется с постоянным током, то процесс обеспечит максимально глубокое проплавление сварного шва.
Использование переменного тока с защитой аргоном помогает удалить оксиды из материалов, имеющих пассивирующую пленку, таких как алюминий и нержавеющая сталь.
В процессе используется сварочная мощность постоянного тока. Источники питания переменного тока обычно имеют высокочастотные колебания. Высокочастотные насадки, работающие на постоянном токе, позволяют зажигать дугу «без касания», что является явным преимуществом для получения высококачественных сварных швов.
Высокочастотные насадки, работающие на постоянном токе, позволяют зажигать дугу «без касания», что является явным преимуществом для получения высококачественных сварных швов.
Существуют разновидности процесса GTAW, которые включают различные типы автоматизации, которые также могут включать улучшенную скорость наплавки. Эти системы представлены на рынке под разными торговыми наименованиями от различных производителей.В области автоматизации вариантами могут быть системы, используемые для кольцевой сварки труб, в которой блок, удерживающий сварной шов с вольфрамовым электродом, блок подачи проволоки и соединение для подачи газа часто монтируются в одном блоке. Этот блок вращается вокруг сварного шва с помощью зубчатой рейки. Раннее использование этих систем включало сварку в ограниченных пространствах, таких как сварка котельных труб, сварка трубных решеток и т. Д. Однако сейчас используются более совершенные системы для другой орбитальной сварки, такой как трубопроводы, и в более распространенных формах, таких как плакирование внутренние детали клапана и насоса и т. д.
д.
Для увеличения производительности наплавки доступны различные опции. Могут быть несколько устройств подачи проволоки с головками, которые подают более одной проволоки для увеличения скорости наплавки, но более часто встречающимся вариантом является процесс горячей проволоки. Вариант горячей проволоки использует независимый источник для нагрева проволоки до уровня ниже ее температуры плавления непосредственно перед подачей в ванну расплава, созданную вольфрамовым электродом. Этот процесс позволяет ограничить использование энергии дуги.
В импульсных версиях источников питания GTAW часто используется импульсный источник питания постоянного тока.Часто это специализированные приложения для источников питания запатентованного характера, разработанные для автоматических кольцевых сварочных аппаратов или для облицовки специальных деталей, где эффективность процесса является более высоким требованием. Система импульсного тока поочередно выводит большой и низкий ток с номинальным значением около 6 Гц. Обычно собственная частота стали составляет от 6 до 7 Гц в зависимости от типа и марки стали. В системе импульсного тока ток синхронизируется со скоростью подачи проволоки и управлением напряжением машины.Во время сильноточного состояния импульсный ток плавит металл и создает ванну расплава, в которую добавляется присадочная проволока для завершения сварки. В фазе импульса низкого тока низкий ток заземления дает ему время остыть и позволяет контролировать управление сварочной ванной. Когда добавляются другие вариации, такие как эффект колебаний или нагревающего тока, тогда требуется синхронизация импульсов, и это может снизить частоту до очень низких значений, например, 1 или 2 импульса в секунду. В другой переменной, такой как толщина материала, где для нагрева и плавления требуется более высокий ток, критически важным является требование во временной шкале фонового тока.Требуется, чтобы время фазы высокого тока согласовывалось с фазой более низкого тока охлаждения.
Обычно собственная частота стали составляет от 6 до 7 Гц в зависимости от типа и марки стали. В системе импульсного тока ток синхронизируется со скоростью подачи проволоки и управлением напряжением машины.Во время сильноточного состояния импульсный ток плавит металл и создает ванну расплава, в которую добавляется присадочная проволока для завершения сварки. В фазе импульса низкого тока низкий ток заземления дает ему время остыть и позволяет контролировать управление сварочной ванной. Когда добавляются другие вариации, такие как эффект колебаний или нагревающего тока, тогда требуется синхронизация импульсов, и это может снизить частоту до очень низких значений, например, 1 или 2 импульса в секунду. В другой переменной, такой как толщина материала, где для нагрева и плавления требуется более высокий ток, критически важным является требование во временной шкале фонового тока.Требуется, чтобы время фазы высокого тока согласовывалось с фазой более низкого тока охлаждения.
Поскольку большинство из них являются новейшими разработками и защищены патентами, более подробную информацию о любом конкретном оборудовании можно получить у конкретных производителей оборудования или систем.
Вольфрамовый электрод — sam
Вольфрамовый электрод — sam Вольфрамовый электрод (электрод W) Описание:Высокая температура плавления вольфрама делает его идеальным материалом для электродов.Электроды из чистого вольфрама и другие вольфрамовые электроды можно приобрести у SAM. Вольфрам — редкий металлический элемент, используемый для изготовления электродов для газовой вольфрамовой дуговой сварки (GTAW).
Технические характеристики вольфрамового электрода SAM:Название позиции | Добавленная примесь (%) | Прочие примеси (%) | Электрическая разряженная мощность (эВ) | Цветовой код |
Электрод из чистого вольфрама | — | <0. | 4,5 эВ | Зеленый |
Торированный вольфрамовый электрод | ThO 2 (0,90% ~ 1,20%) | <0,2% | 2,0 ~ 3,0 эВ | Желтый |
ThO 2 (1,80% ~ 2,20%) | <0,2% | 2,0 ~ 3,0 эВ | Красный | |
ThO 2 (2.80% ~ 3,20%) | <0,2% | 2,0 ~ 3,0 эВ | фиолетовый | |
ThO 2 (3,80% ~ 4,20%) | <0,2% | 2,0 ~ 3,0 эВ | Оранжевый | |
Электрод из церинованного вольфрама | CeO 2 (1,80% ~ 2,20%) | <0. | 2,7 эВ ~ 2,8 эВ | Серый |
Электрод из лантано-вольфрамового сплава | La 2 O 3 (0,80% ~ 1,20%) | <0,2% | 2,8 ~ 3,2 эВ | Черный |
La 2 O 3 (1,30% ~ 1,70%) | <0,2% | 2.8 эВ ~ 3,0 эВ | Золотой | |
La 2 O 3 (1,80% ~ 2,20%) | <0,2% | 2,6 эВ ~ 2,7 эВ | Лазурный | |
Электрод из иттриат-вольфрама | Y 2 O 3 (1,80% ~ 2,20%) | <0,2% | 2,0 ~ 3,9 эВ | Синий |
Циркониевый вольфрамовый электрод | ZrO 2 (0. | <0,2% | 2,6 эВ ~ 2,7 эВ | Коричневый |
ZrO 2 (0,70% ~ 0,90%) | <0,2% | 2,6 эВ ~ 2,7 эВ | Белый | |
электрод композитный | CeO 2 , ThO 2 , La 2 O 3 , ZrO 2 , Y 2 O 3 (1.50% ~ 3,00%) | <0,2% | Трава зеленая |
 2%
2% 2%
2% 20 ~ 0,40%)
20 ~ 0,40%) Наши вольфрамовые электроды имеют четкую внешнюю маркировку и маркировку для обеспечения эффективной идентификации и контроля качества. Особое внимание уделяется тому, чтобы избежать повреждений, которые могут быть причинены во время хранения или транспортировки.
Особое внимание уделяется тому, чтобы избежать повреждений, которые могут быть причинены во время хранения или транспортировки.
Прочие изделия из вольфрама:
Тяжелый сплав вольфрама, композиты вольфрама, карбид вольфрама.
ПОЛУЧИТЬ ЦЕНУ
Введите свои данные, и один из наших экспертов по материалам свяжется с вами в течение 24 часов. Для получения дополнительной информации свяжитесь с нами по электронной почте [email protected].
** Предпочтительно адрес электронной почты с доменным именем вашей компании. В противном случае мы не сможем обработать ваш запрос.
ПОДАТЬ
Techweld Tungsten Non-Thoriated Non-Radiotoxic Non-Carcinogenic
Techweld MultiStrike Tungsten Электроды представляют собой электроды высочайшего качества, полностью отслеживаемые, долговечные и являются самыми надежными вольфрамовыми электродами на рынке, позволяющими сваривать стали и сплавы на постоянном токе, а также алюминий на переменном токе, что дает более узкие сварные швы с меньшим тепловложением.
Techweld MultiStrike Tungsten Электроды производят в 10 раз большее количество зажиганий дуги по сравнению с обычными торированными вольфрамовыми электродами при тех же условиях и обеспечивают стабильную работу в диапазоне токов от 0 до 300 ампер.
Techweld MultiStrike Tungsten Электроды были разработаны с учетом здоровья и безопасности конечного пользователя.
Неканцерогенный, нерадиотоксичный
Techweld MultiStrike Tungsten Электроды могут использоваться для сварки сталей и сплавов постоянным током, а также алюминия переменным током и обеспечивают стабильную работу в диапазоне токов от 0 до 300 ампер.
Тщательно сбалансированная смесь нерадиотоксичных легирующих добавок, используемых в электродах Techweld MultiStrike Tungsten Electrodes, обеспечит в 10 раз больше зажиганий дуги по сравнению с обычными электродами из 2% торированного вольфрама при идентичных условиях.
Вот эти электроды MultiStrike Tungsten :
- Без торирования
- Нерадиотоксичный
- Неканцерогенный
Кроме того, электроды MultiStrike Tungsten снижают рабочую температуру, обеспечивая более узкие сварные швы с меньшим тепловложением.Перед повторной шлифовкой количество зажиганий дуги увеличивается.
Techweld MultiStrike Tungsten Электроды представляют собой полностью отслеживаемые вольфрамовые электроды, обозначенные номером партии и указанные на нашей специальной упаковке.
Гарантированное качество и управляемость
Techweld MultiStrike Tungsten Электроды состоят из уникальной смеси легирующих добавок, которые позволяют им работать в диапазоне высоких, низких и средних токов при сварке TIG (GTAW) сталей, материалов на основе никеля и кобальта, а также титановых и алюминиевых сплавов.
Эта уникальная смесь присадок значительно увеличивает срок службы электродов за счет значительного увеличения количества зажиганий дуги перед необходимостью повторного шлифования, обеспечивая до 10 раз более высокую производительность MultiStrike Tungstens по сравнению с торированными вольфрамовыми электродами.
На фотографиях справа вы видите обычный 2% торированный вольфрамовый электрод после 10 зажиганий дуги, а справа вы видите вольфрамовый электрод Techweld MultiStrike после 200 зажиганий дуги.
Без радиотоксичных веществ
Те, кто не уверены в истинном действии торированных вольфрамовых электродов с красными наконечниками, могут взглянуть на эти измерения, сделанные радиационным монитором. Отчетливо видна разница в показаниях. Электроды из торированного вольфрама с красными наконечниками имеют более чем в 60 раз большую мощность излучения, чем нормальный уровень, существующий в окружающей среде.
Попросите свой отдел здравоохранения и безопасности измерить мощность излучения от 10 пачек торированного вольфрама вместе.У них должен быть монитор, который покажет вам аналогичный результат.
Ваша безопасность — наш приоритет. Признавая опасность для здоровья, которую представляют радиотоксичные торированные вольфрамовые электроды с красным наконечником, вольфрамовые электроды MultiStrike не содержат потенциально опасного тория .
Торированный вольфрам с красными наконечниками содержит торий, радиоактивный элемент естественного происхождения, включенный в вольфрамовые сварочные стержни в процессе спекания для улучшения их рабочих свойств.Торий — очень радиотоксичный материал, и основная опасность связана с вдыханием частиц пыли, образующихся при шлифовании наконечника.
Испытания радиоактивных счетчиков, которые показывают уровни излучения 60 единиц или более для торированного вольфрама, также показывают, что вольфрамовые электроды MultiStrike производят радиотоксичный уровень, близкий к нулю, из-за смеси нерадиоактивных редкоземельных элементов.
Независимо от того, являетесь ли вы работодателем, который заботится о здоровье и безопасности своих сотрудников и других лиц, или сварщик, обеспокоенный канцерогенными эффектами обычных торированных вольфрамовых электродов, вы можете рассмотреть более безопасную альтернативу, Techweld MultiStrike Tungstens (MST).
Без ториа, безопасный, «зеленый» вольфрам
MultiStrike Tungsten содержит смесь примесей редкоземельных элементов для замены Thoria.
Добавки не радиоактивны, и они смешиваются в точных пропорциях с использованием статистических процедур пропорционального контроля, полностью компьютеризированных, чтобы гарантировать, что вольфрам каждый раз производится в соответствии с одними и теми же высокими стандартами.
Точные ингредиенты MultiStrike являются частью интеллектуальной собственности Huntingdon Fusion Techniques HFT®, которая провела обширные исследования и разработки, чтобы вывести на рынок качественный продукт, который полностью отслеживается, надежен и воспроизводится.
Уникальная упаковка дает гарантию качества продукции, надежности, повторяемости, стабильности и прослеживаемости.
Вольфрам MultiStrike® соответствует нормам и правилам EN 26848 и ANSI / AWS A5 12m-98.
Некоторые специальные знания и наука
Работа выхода металла или сплава — это энергия, необходимая для удаления электрона с уровня Ферми в материале в точку на бесконечном расстоянии за пределами поверхности.
Это относится к сварке TIG, поскольку чем ниже работа выхода электрода, тем ниже напряжение, необходимое для зажигания дуги.
Работа выхода вольфрама составляет 4,35 эв. Следовательно, добавление стабильного оксида металла с работой выхода ниже, чем у чистого вольфрама, снижает работу выхода вольфрама.
Работа выхода тория составляет 3,4 эв.
Специальная смесь присадок в MultiStrike® имеет работу выхода 2,9 эв.
Huntingdon Fusion Techniques HFT® — специальная смесь легирующих добавок и строгие внутренние производственные спецификации гарантируют, что легирующая добавка распределяется равномерно через Techweld MultiStrike , поддерживая равномерную производительность от начала до конца.

