Основные сведения о сварочной дуге. Вольтамперная характеристика дуги
Сварочная дуга представляет собой длительный мощный электрический разряд, происходящий при давлении ,близком к атмосферному, в газовом промежутке между двумя электродами , находящимися под напряжением.
В обычных условиях воздух не является проводником электрического тока, и только лишь при наличии в нем электрически заряженных частиц он становится электропроводным. Процесс образования электрически заряженных частиц в зоне газов называется ионизацией. Таким образом, ионизация воздушного промежутка обеспечивает условия для протекания через него электрического тока и образования дугового разряда.
Механизм возбуждения дуги при подключении электрода и детали к источнику постоянного тока выглядит следующим образом.
Рис. 23.5. Схема электродуговой сварки
Зажигание дуги производится замыканием электрода на деталь; микровыступы, на которых возникает соприкосновение конца электрода и детали под действием электрического тока, мощность которого чрезвычайно велика на этих микровыступах , мгновенно нагреваются и испаряются. В результате этого между электродом и деталью возникает тонкий слой жидкого металла. В последующий момент сварщик отводит электрод , отчего в жидком металле образуется шейка, где плотность тока и температура металла возрастают.
Испарение продолжается и шейка удлиняется. В промежутке, заполненном парами металла, газами, вследствие высокой температуры возникает термоэлектронная эмиссия, т.е. вылет свободных электронов с поверхности конца электрода. Под действием приложенного напряжения электроды перемещаются от катода к аноду с высокой скоростью.
На своем пути они сталкиваются с молекулами и атомами паров металла, газов, добавляя или отнимая отрицательный заряд , превращающий их в отрицательные или положительные ионы. Количество носителей электрического тока возрастает , что стимулирует дальнейшее развитие разряда. Однако, с процессом термоэлектронной эмиссии в межэлектродном промежутке имеет место процесс электростатической эмиссии. Действительно, после нарушения металлического контакта вследствие разведения электродов, их можно рассматривать как обкладки конденсатора, удаляющиеся друг от друга. Показано , что напряженность электростатического поля Е между обкладками такого конденсатора при заряде его от источника с напряжением U 0 через сопротивление R в условиях перемещения пластин площадью S с ускорением а имеет максимум, определяемый выражением
, В/см
В сварочных цепях U0 = 50В , R<10м, поэтому, приняв площадь микронеровностей S=1*10-6 м2, и а<1*106 см/сек2 , получим Еmax > 1,5*1012 В/см, что более чем достаточно для мощной электростатической эмиссии электронов из любого катода.
Таким образом, оба описанных процесса приводят к появлению в разрядном промежутке свободных электронов. Можно считать , что при истечении 1(10
По внешним признакам трудно разделить в дуге какие – либо специфические области. Весь межэлектродный промежуток представляется ярко светящимся шнуром газа, имеющего температуру до 6000С [3], 5500-7800С[2]. При таких температурах вещество межэлектродного промежутка находится в особом состоянии , представляющих собой смесь электронов, нейтральных атомов , положительных и отрицательных ионов и плазмой.
Плазменный столб дуги не может непосредственно граничить с металлом электродов , т.к. в большинстве случаев точка кипения последних значительно ниже температуры столба. Поскольку бесконечные границы температуры невозможны , то естественно принять допущения о наличии промежуточных слоев газа, находящихся между электродами и столбом дуги. Температура в них постепенно снижается, а с ней и степень термической ионизации газа.
Эти слои обнаружены экспериментально. Они называются приэлектродными областями дуги — катодной и анодной. Протяженность их составляет 1(10-5-10-3)см.
Таким образом, дуга постоянного тока имеет три различные зоны
— катодную, граничащую с раскаленным концом электрода
— анодную, граничащую с анодным концом на детали
— столб дуги , представляющий собой плазму, высокотемпературную смесь нейтральных атомов и заряженных частиц.
Катодное пятно является источником излучений свободных электронов. Анодное пятно – место входа электронов. В результате ударов потока электронов на аноде выделяется наибольшее количество тепла. Неравномерным распределением тепла в дуге постоянного тока пользуются для регулирования скорости плавления основного и электродного металла, подсоединяя их соответственно к катоду (минус) или аноду (плюс)сварочной цепи.
Поверхность анодного пятна имеет форму вогнутой сферы. Для дуги постоянного тока возможна сварка на прямой (минус на электроде) и на обратной (плюс на электроде) полярности. Обычно сварка низкоуглеродистых сталей производится на прямой полярности. Обратная полярность применяется при сварке тонкого металла (для уменьшения возможности прожогов) или при применении тугоплавких электродов. В этих случаях необходимо, чтобы больше тепла выделялось на тугоплавком электроде.
Напряжение дуги определяется разностью потенциалов между катодом (электродом) и анодом (деталью)
Ud = Uk +Uст + Ud ,
где Uk +Uст + Ud – падение напряжения в катодной области, в столбе дуги и анодной области соответственно (рис.6).
Значение падений напряжения Uk =Ud можно считать постоянным, так как они зависят от материала электродов, давления и свойств газовой среды. Падение напряжения в столбе дуги Uст пропорционально длине дуги L . При средних значения тока, при которых производится ручная и автоматическая сварка, можно считать, что напряжение дуги не зависит от величины тока, а определяется только длиной дуги L: U d = d + bL.
Электрическая дуга как элемент электрической цепи представляет собой существенно нелинейный элемент. На рис.5 показаны характеристики дуг, имеющих длину L = 5мм при прямой полярности тока, для электродов различных диаметров. При токах до 220А независимо от диаметра электродов все характеристики практически совпадают.
При увеличении тока напряжение на дуге падает за счет увеличения площади сечения столба дуги и, как следствие, его электропроводности. Такая дуга малоустойчива и соответствующие ей режимы находят ограниченное применение. При больших токах (d=10мм) дуга имеет жесткую характеристику. В этих случаях площадь сечения столба дуги и площадь сечения анодных и катодных пятен изменяются пропорционально току, а потому плотность тока и падение напряжения во всех областях дуги остаются неизменными и независящими от тока дуги. Такая дуга более устойчива и соответствующие ей режимы более предпочтительны.
При токах, превышающих определенное значение, соответствующее диаметру электрода, напряжение на дуге возрастает. Это вызвано тем, что площадь катодного пятна не может увеличиваться , будучи ограничена площадью сечения электрода, и сопротивление столба дуги возрастет. Дуга с возрастающей характеристикой широко используется при сварке под флюсом и в защитных газах.
Вольт-амперная характеристика сварочной дуги
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электрическая дуга как элемент цепи тока обладает ярко выраженной нелинейностью, т. е. между ее током I и напряжением U нет пропорциональной связи. Зависимости U = f (I) при прочих неизменных условиях для таких элементов чаще всего изображаются в виде кривых, называемых вольт-амперными характеристиками. Если величины U измерены в состояниях устойчивого равновесия разряда при разных токах, то характеристики называются статическими. Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Обычно с изменением тока меняются скорости струй паров, истекающих из активных пятен электродов, расположение пятен на поверхности последних, размеры областей столба, затененных электродами от воздействия струй защитных газов, давление газа в полости закрытых дуг и т. д. Поэтому в чистом виде зависимости Ud = f (Id) Для сварочных дуг построить практически не удается. Пока приходится довольствоваться измерениями U
Наиболее простой зависимостью Ud от Id должны характеризоваться свободные дуги с неплавящимися электродами. Как показывают многочисленные измерения, эти зависимости являются падающими. Получение достоверных характеристик дуг с плавящимися электродами связано, прежде всего, с трудностями измерения длин дуг.
Однако метод регистрации параметров дуги в начальной стадии ее существования после возбуждения прибором, изображенным на рис. 4, позволяет свести их к минимуму.
Рис. 4. Прибор для возбуждения дуги с заданным расстоянием между электродами
Для построения характеристик достаточно иметь осциллограммы U d и Id при Ido = δ = const и различных токах. Чтобы повысить стабильность маломощных дуг, применялись источники питания с Uxx = 100 в. Дуги большой мощности питались от многопостового генератора ПСМ-1000.
Характеристики открытых дуг в воздухе между стальными электродами различных диаметров и пластиной приведены на рис 8. Длина дуги ld = 5 мм, полярность тока прямая. При токах до 220 а все характеристики, несмотря на различие диаметров электродов, практически совпадают и являются сначала падающими, потом независимыми. При больших токах дуге с большим диаметром электрода d1 = 10 мм по-прежнему свойственна независимая или даже пологопадающая характеристика.
Рис. 8. Вольт-амперные характеристики открытой дуги
В дугах с катодами d2 = 4 мм и d3 = 2 мм происходит рост напряжения. Чем меньше диаметр электрода, тем при меньших токах наблюдается этот рост. К сожалению, построить характеристики U
Однако и полученные данные позволяют утверждать, что причиной увеличения Ud с ростом Id является малый диаметр катода. По-видимому, после перекрытия катодным пятном всего торца электрода дальнейшее расширение пятна в пространстве становится невозможным и дуга переходит в режим «сжатой дуги» у катода с возрастающей вольт-амперной характеристикой. Изменение длины дуги приводит к изменению абсолютных значений Ud, но его зависимость от тока остается прежней.
В исследованном диапазоне токов и диаметров электродов не обнаружено принципиальных изменений вольт-амперных характеристик дуг под флюсом за исключением абсолютных значений Uk + Ua и Е (см. табл. 2). По-видимому, образующаяся под флюсом газовая полость достаточна по размеру, чтобы не ограничивать свободное развитие дуги, а ее сжатие происходит только в связи с недостатком места для развития пятна на тонком электроде.
Таблица 2. Распределение напряжения в сварочных дугах
Лесков Г.И. «Электрическая сварочная дуга».
См. также:
Вольт-амперная характеристика сварочной дуги
Темы: Технология сварки.
Электрическая дуга как элемент цепи тока обладает ярко выраженной нелинейностью, т. е. между ее током I и напряжением U нет пропорциональной связи. Зависимости U = f (I) при прочих неизменных условиях для таких элементов чаще всего изображаются в виде кривых, называемых вольт-амперными характеристиками. Если величины U измерены в состояниях устойчивого равновесия разряда при разных токах, то характеристики называются статическими. Построение вольт-амперных характеристик связано с большими трудностями не только из-за сложности измерения длины дуги между плавящимися электродами, но и поддержания неизменными прочих условий.
Другие страницы, близкие к теме
Вольт-амперная характеристика сварочной дуги
:
Обычно с изменением тока меняются скорости струй паров, истекающих из активных пятен электродов, расположение пятен на поверхности последних, размеры областей столба, затененных электродами от воздействия струй защитных газов, давление газа в полости закрытых дуг и т. д. Поэтому в чистом виде зависимости Ud = f (Id) Для сварочных дуг построить практически не удается. Пока приходится довольствоваться измерениями Ud в условиях изменения всего комплекса параметров, связанных с током. Поскольку в различных сварочных дугах с током связаны различные параметры, то можно говорить о вольт-амперных характеристиках дуг с неплавящимися или плавящимися, обмазанными или голыми электродами, дуг под флюсом или в защитных газах, дуг в плазмотронах и т. д.
Рисунок 1. Прибор для возбуждения дуги с заданным расстоянием между электродами.
Наиболее простой зависимостью Ud от Id должны характеризоваться свободные дуги с неплавящимися электродами. Как показывают многочисленные измерения, эти зависимости являются падающими. Получение достоверных характеристик дуг с плавящимися электродами связано, прежде всего, с трудностями измерения длин дуг.
Однако метод регистрации параметров дуги в начальной стадии ее существования после возбуждения прибором, изображенным на рис. 4, позволяет свести их к минимуму.
Для построения характеристик достаточно иметь осциллограммы Ud и Id при Ido = δ = const и различных токах. Чтобы повысить стабильность маломощных дуг, применялись источники питания с Uxx = 100 в. Дуги большой мощности питались от многопостового генератора ПСМ-1000.
Характеристики открытых дуг в воздухе между стальными электродами различных диаметров и пластиной приведены на рис 8. Длина дуги ld = 5 мм, полярность тока прямая. При токах до 220 а все характеристики, несмотря на различие диаметров электродов, практически совпадают и являются сначала падающими, потом независимыми. При больших токах дуге с большим диаметром электрода d1 = 10 мм по-прежнему свойственна независимая или даже пологопадающая характеристика.
В дугах с катодами d2 = 4 мм и d3 = 2 мм происходит рост напряжения. Чем меньше диаметр электрода, тем при меньших токах наблюдается этот рост. К сожалению, построить характеристики Ud=f (Id) для тонких электродов во всем диапазоне применяемых токов не удается: при плотности тока j ≥ 6000 а/см2 уже во время подъема электрода 6 прибором (рис.4) он начинает заметно оплавляться, поэтому длина дуги в момент регистрации установившегося Ud не может быть установлена с необходимой точностью.
Рис. 2. Вольт-амперные характеристики открытой сварочной дуги.
Однако и полученные данные позволяют утверждать, что причиной увеличения Ud с ростом Id является малый диаметр катода. По-видимому, после перекрытия катодным пятном всего торца электрода дальнейшее расширение пятна в пространстве становится невозможным и дуга переходит в режим «сжатой дуги» у катода с возрастающей вольт-амперной характеристикой. Изменение длины дуги приводит к изменению абсолютных значений Ud, но его зависимость от тока остается прежней.воль
В исследованном диапазоне токов и диаметров электродов не обнаружено принципиальных изменений вольт-амперных характеристик дуг под флюсом за исключением абсолютных значений Uk + Ua и Е (см. табл. 1). По-видимому, образующаяся под флюсом газовая полость достаточна по размеру, чтобы не ограничивать свободное развитие дуги, а ее сжатие происходит только в связи с недостатком места для развития пятна на тонком электроде.
- < Технология сварки
- Технологическая карта на сварочные работы >
Вольт-амперные характеристики сварочной дуги — Энциклопедия по машиностроению XXL
| Рис. 46. Статические вольт-амперные характеристики сварочной дуги, снятые при неизменных значениях длины |
Внешние характеристики источников питания (1—4, 7) и статические вольт-амперные характеристики сварочной дуги (5, 6) [c.379]
Решение. Для автоматической сварки под флюсом на переменном токе применяются трансформаторы, имеющие пологопадающую или жесткую внешнюю характеристику. Трансформатор с пологопадающей внешней характеристикой применяют, если вольт-амперная характеристика сварочной дуги жесткая, а трансформатор с жесткой характеристикой — если она возрастающая. Такое согласование характеристик обеспечивает высокое качество и стабильность сварочного процесса при изменении сварочного тока, вызываемом изменением длины дуги. Для заданного сварочного тока 800 А вольт-амперная характеристика дуги будет возрастающей, следовательно, трансформатор должен иметь жесткую внешнюю характеристику. Напряжение сварочной дуги при автоматической сварке под флюсом находится в пределах 32—44 В и зависит от различных причин (диаметра электрода, сварочного тока, марки флюса и т.д.) в конкретных условиях. [c.52]
При сварке плавящимся электродом в среде защитного газа вольт-амперная характеристика сварочной дуги круто возрастает. Для обеспечения стабильного сварочного процесса в среде защитного газа необходимо, чтобы источник питания имел жесткую характеристику. [c.69]
Выбор источника питания зависит от вида вольт-амперной характеристики сварочной дуги (см. гл. П1). [c.147]
Сварочные генераторы и трансформаторы должны обладать хорошими динамическими свойствами, т. е. мгновенно реагировать на изменение вольт-амперной характеристики сварочной дуги. Падающая характеристика в сварочных генераторах обеспечивается воздействием магнитного поля якоря на магнитное поле полюсов генератора, а в сварочных трансформаторах — последовательным включением индуктивного сопротивления — дросселя (рис. 156, а). [c.263]
Вольт-амперной характеристикой ВАХ дуги называется заг симость напряжения дуги от сварочного тока (рис. 28). ВАХ име [c.56]
Требования к статической устойчивости системы источник питания — сварочная дуга. Зависимость между напряжением дуги [/j,, необходимым для поддержания устойчивого горения дуги, и током дуги /д называется статической вольт-амперной характеристикой дуги. [c.124]В ряде случаев при механизированной сварке плавящимся электродом удобнее пользоваться статической вольт-амперной характеристикой дуги, снятой не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 47). Из рисунка видно, что каждой скорости подачи электродной проволоки соответствует очень небольшой диапазон токов, в котором происходит устойчивое горение дуги. При этом очень небольшое изменение силы сварочного тока вызывает значительное изменение напряжения дуги. Слишком малый сварочный ток может привести к короткому замыканию электрода на изделие, а слишком большой — к резкому возрастанию напряжения дуги и к ее обрыву. [c.85]
Для питания дуги при механизированной и автоматической сварке плавящимся электродом используют сварочные выпрямители и сварочные преобразователи, имеющие жесткую вольт-амперную характеристику. Сварка неплавящимся электродом в инертных газах находит исключительно широкое применение при изготовлении сварных конструкций из цветных и легких металлов. Технологические особенности дуговой сварки в защитных газах этих металлов рассмотрены в гл. 9. [c.178]Сопротивление дугового разряда непостоянно, так как зависит от количества заряженных частиц, т. е. от степени ионизации, а последняя связана с силой сварочного тока. Поэтому вольт-амперная характеристика дуги (рис. 23.3) нелинейна и имеет участок /, где напряжение падает по мере возрас- [c.450]
Зависимость напряжения дуги (Уд от силы сварочного тока / характеризуется статической (вольт-амперной) характеристикой дуги (рис. 1.4). При малых значениях силы тока в электроде (область I) статическая характеристика дуги падающая (для ручной дуговой сварки), при средних значениях силы тока (для автоматической [c.29]
Аппараты для электрошлаковой сварки имеют постоянную скорость подачи, не зависящую от напряжения дуги, что обусловлено процессом саморегулирования скорости плавления электрода. Источником питания служат сварочные трансформаторы с жесткой вольт-амперной характеристикой и пониженным напряжением холостого хода. [c.180]
Внешней статической характеристикой является зависимость между установившимися значениями напряжения U на зажимах источника питания и силой тока / в сварочной цепи. Вид статических внешних характеристик источника питания связан с формой статических вольт-амперных характеристик дуги в области рабочих режимов, а при механизированной сварке — и со способом автоматического регулирования подачи электродной проволоки. [c.55]
В качестве источников тока при сварке в защитных газах используют сварочные генераторы с жесткой или возрастающей характеристикой и специальные выпрямители переменного тока. Возможна также сварка переменным током от трансформаторов с применением осциллятора. Жесткие или возрастающие характеристики источников питания требуются потому, что дуга, горящая в защитных газах при больших плотностях тока (малые диаметры электродной проволоки), имеет возрастающую вольт-амперную характеристику. [c.176]
Для ручной аргонодуговой сварки применяют источники сварочной дуги постоянного тока с падающей вольт-амперной характеристикой. Источники могут иметь и жесткую характеристику, но тогда необходимы балластные реостаты. При ручной сварке покрытыми электродами используют источники питания с падающей характеристикой. [c.161]
Пригодность источников тока для питания сварочной дуги оценивают внешней вольт-амперной характеристикой, представляющей собой зависимость напряжения на клеммах источника от тока во внешней (сварочной) цепи. Обычные машины и трансформаторы [c.198]
Получение падающей вольт-амперной характеристики на каждом сварочном посту и плавное регулирование тока достигается включением в цепь каждого поста (дуги) балластного реостата. Схема питания сварочных постов от многопостового преобразователя ПСМ-1000 показана на рис. 143, а. [c.199]
Для проволоки диаметром 2 мм оптимальное напряжение на дуге в зависимости от величины сварочного тока следует выбирать по графику, приведенному на фиг. 193 для генератора с падающей вольт-амперной характеристикой. При автоматической сварке напряжение дуги можно устанавливать по верхнему допу- [c.457]
Пригодность источника тока для питания сварочной дуги оценивают внешней вольт-амперной характеристикой, представляющей собой зависимость напряжения на клеммах источника от тока во внешней (сварочной) цепи. Обычные машины и трансформаторы непригодны для дуговой сварки, так как они имеют жесткую характеристику (ркс. 28.7, прямая линия С), при которой и остается постоянной величиной и не зависит от силы тока I. [c.262]
Применение источников питания с пологопадающей или жесткой внешней характеристикой при условии их согласования с жесткой и возрастающей вольт-амперной характеристикой сварочной дуги для заданных 1ара-метров напряжения дуги и сварочного тока улучшает устойчивость горения сварочной дуги. [c.8]
На основании технических условий эксплуатации сварочных выпрямителей и заданных электрических параметров сварки выбирают сварочный выпрямитель требуемой мощности и с необходимым режимом его работы (продолжительный пеоемежающийся или повторно-кратковременный), а также устанавливают соответствие вольт-амперной характеристики сварочной дуги с внешней характеристикой сварочного выпрямителя. [c.80]
Статическая вольт-амперная характеристшса сварочной дуги показана на рис. 34. В области I увеличение тока до 80 А приводит к резкому падению напряжения д>ти, которое обусловливается тем, что при маломощных дугах увеличение тока вызывает увеличение площади сечения столба дуги, а также его электропроводности. Форма статической характеристики сварочной дуги на этом участке падающая. Сварочная дуга, имеющая падающую вольт-амперную характеристику, имеет малую устойчивость. В области II (80 — 800 А) напряжение дуги почти не изменяется, что объясняется увеличением сечения столба дуги и активных пятен пропорционально изменению величины сварочного тока, поэтому плотность тока и падение напряжения во всех участках дугового разряда сохраняются постоянными. В этом случае статическая характеристгоса сварочной дуги жесткая. Такая дуга широко применяется в сварочной технике. При увеличении сварочного тока более 800 А (область III) напряжение дуги снова возрастает. Это объясняется увеличением плотности тока без роста катодного пятна, так как поверхность электрода уже оказьтается недостаточной для размещения катодного пятна с нормальной плотностью тока. Дуга с возрастающей характеристикой широко применяется при сварке под флюсом и в защитных газах. [c.76]
Па основании условий эксплуатации сварочных трансформаторов и заданных электрических параметров сварки выбирают сварочный трансформатор требуемой мощности и необходимого режима его работы (продолжительный, перемежающийся или повторно-кратковременный) а также устанавливают соответствие вольт-амперной характеристики сварачной дуги с внешней характеристикой сварочного трансформатора. [c.51]
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения (рис. 5.3, а). Характеристика состоит из трех участков / — характеристика падающая, II — жесткая, /// — возрастающая. Самое широкое примеиеиие нашла дуга с жесткой н возрастающей характеристиками. Дуга с падающей характеристикой малоустойчива и имеет огра1П1ченное применение. В последнем случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора. Каждому участку характеристики дуги соответствует определенный характер переноса расплавленного электродного металла S сварочную ванну / и // — крупнокапельный, III — мелко-капельный или струйный. [c.186]
Вольт-амперная характеристика дуги (ВАХ) — это зависимость t/д от сварочного тока /,. в (рис. 2.9, а), она имеет три участка / с увеличение.м /,. растет степень (юнизации дугового ра 1ряда, [c.52]
Источники тока для питания сварочной дуги должны иметь специальную внешнюю характеристику. Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в элекфической цепи. Внешние характеристики могут быть следующих основных видов падающая I, пологопадающая 2, жесткая 3, возрастающая 4 (рис. 5.4, а). Источник тока выбирают в зависимости от вольт-амперной характеристики дуги, соответствующей принятому способу сварки. [c.224]
Важной технической характеристикой ИП, которая обусловливает возможность его работы с той или иной разновидностью дуги, является зависимость напряжения U на сварочных зажимах (клеммах) ИП от сварочного тока I. Эту зависимость называют внешней вольт-амперной характеристикой (ВАЬс) ИП. Наиболее характерные ВАХ для известных ИП (рис. 50) крутопадающая 1, пологопадающая 2 и жесткая 3. [c.93]
Для сварки на больших глубинах необходимы сварочные преобразователи с более высоким напряжением холостого хода, так как в этом случае кроме увеличения напряжения горения дуги необходимо компенсировать падение напряжения в удлиняющейся сварочной цепи. Для этой цели рекомендуется использовать универсальный преобразователь АСУМ-400, имеющий жесткую и падающую внешние вольт-амперные характеристики и повышенное напряжение холостого хода. [c.389]
Мокрая механизированная сварка. Пост механизированной сварки под водой состоит из источника питания дуги, полуавтомата, сварочных кабелей и кабеля цепи управления. Для механизированной сварки, в отличие от ручной, применяют источники питания с жесткой внешней вольт-амперной характеристикой типов ВДУ-501, ВДУ-502, ВДУ-503, ВДУ-504, ВДУ-505, ВДУ-601, ВДУ-602, ВС-500, ВС-600 и преобразователь АСУМ-400. Для сварки на глубине до 20 м возможно использование преобразователей ПСГ-500 и ПСУ-500. Механизированная сварка выполняется на обратной полярности (плюс на электроде). [c.390]
Резка металлов непосредственно в воде. Основным способом подводной резки является электрокислородная резка металлическим трубчатым электродом. В состав поста для электрокислородной резки входят электродо-держатель ЭВД-86-1 или ОБ 2667, конструкции ИЭС им. Е. О. Патона кислородный шланг комплект сварочных кабелей кислородный баллон с редуктором однополюсный рубильник, рассчитанный на силу тока 400 А источник питания дуги с падающей внешней вольт-амперной характеристикой, обеспечивающей силу тока 400 А. [c.391]
Устойчивый к коротким замыканиям источник питания тлеющего разряда с крутопадающей вольт-амперной характеристикой должен иметь устройство блокирования случайно возникающих сварочных дуг возможность регулирования напряжения на межэлектрод-ном промежутке — 100… 1000 В осуществлять [c.459]
Для обеспечивания устойчивости горения сварочной дуги необходимо, чтобы ее основные параметры (ток и напряжение) находились в определенной зависимости друг от друга. Графическое изображение этой зависимости при работе в статическом режиме (состояние установившегося равновесия) называют статической, или вольт-амперной, характеристикой дуги (рис. 138). Кривую статической характеристики дуги можно разделить на три области. В области I увеличение тока до 80 а вызывает резкое падение напряжения на дуге. Дугу с падающей характеристикой практически не используют в сварочной технике вследствие малой устойчивости. В области II статическая характеристика носит жесткий характер. Увеличение тока от 80 до 800 а не изменяет напряжения дуги. Оно практически остается постоянным. Это объясняется тем, что площадь сечения столба дуги и активных пятен растет пропорционально току, поэтому плотность тока и падение напряжения во всех участках этой области сохраняются постоянными. Для этой области напря- [c.185]
Внешние вольт-амперные характеристики источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1 при пологопадающей — а2. Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания.Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с. Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В. Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания. Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питаний необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками
Требования к источникам питания для дуговой сварки
Важными параметрами процесса сварки являются вольт-амперная характеристика сварочной дуги и внешняя характеристика источника питания. От их согласования во многом зависят устойчивость горения дуги и стабильность протекания процесса сварки.
Вольт-амперная характеристика дуги нелинейна, поскольку в общем случае электрический ток в газах не подчиняется закону Ома (дуга является электрическим разрядом в газе, и ее сопротивление не равняется постоянной величине).
При малых токах (примерно до 100А) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.
При возрастании тока увеличение степени ионизации происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
При больших плотностях тока степень ионизации высокая, дуга не расширяется, так как ограничена диаметром электрода, и ее сопротивление становится постоянным. На этом участке она подчиняется закону Ома — ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги. Например, при ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен. Эти условия соответствуют подающему участку характеристики дуги. При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок. Сварка в углегислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.
Ручная дуговая сварка
Одна из основных особенностей ручной сварки — частое изменение длины дуги. Оно связано с манипуляцией сварщиком электродом, его плавлением и необходимостью подачи электрода вниз, а также выполнением швов в неудобных и труднодоступных местах. Особенно частые колебания длины дуги возникают при недостаточной квалификации сварщика. Для обеспечения стабильности процесса сварки, требуемой глубины проплавления и хорошего качества шва необходимо, чтобы сила тока при колебаниях длины дуги изменялась минимально.
Если при ручной дуговой сварке использовать источник питания с пологопадающей характеристикой, то при удлинении дуги возможен ее обрыв из-за малого тока, а при укорочении дуги возможен прожог из-за чрезмерно большой силы тока. Поэтому при ручной сварке применяются источники питания с крутопадающей характеристикой, обеспечивающей максимальную стабильность процесса сварки.
Газовая сварка, оборудование для газовой сварки, контроль качества соединения
Газовоя сварка происходит по средствам газа. С помощью кислорода ацицелена и стальной проволоки
Сварочные инверторы, сварочные полуавтоматы
Визуальный осмотр и просвет ренгеном все это применимо и для электро дуговой сварки
Контроль качества сварных швов. Основные методы
Для контроля качества сварного шва могут применяться различные методы, основанные на использовании разных материалов, приспособлений и устройств. Государственными стандартами определены следующие способы, с помощью которых можно оценить, насколько качественно была проведена сварка и последующая зачистка сварных швов. Визуальный осмотр Самый простой и очевидный метод, призванный определить явные дефекты шва. Он может производиться без сторонних приспособлений либо с применением лупы. В рамках подготовки к осмотру производится специальная обработка сварных швов: поверхность очищают от загрязнений и шлаков, некоторые виды сталей дополнительно подвергают химической обработке. При осмотре оценивают размер сварного шва, замеряют обнаруженные дефектные участки. Если были обнаружены трещины, их границы определяют засверливанием, подрубкой, шлифовкой и завершающим травлением. Трещины обнаруживаются при нагреве металла, выявляясь зигзагообразными линиями. Если должна быть произведена термическая обработка сварных швов, то внешний осмотр проводится и до процедуры, и после нее. Просвечивание сварного шва В этом случае используют гамма-лучи или рентген (пленку прикладывают с обратной стороны металлической заготовки). Если оборудование для сварных швов подвело, то в местах, где имеются дефекты, на пленке будут видны пятна более темного оттенка. Именно так можно выявить шлаковые включения, непровар и поры. Метод не дает возможности выявить трещины, расположенные под углом менее пяти градусов относительно центрального луча и слипания металлов без шлаковой или газовой прослойки. Этот метод позволяет определять дефекты в металлических заготовках толщиной до 6 сантиметров. Если в швах обнаруживаются дефекты, просвечивают удвоенное число стыков. Если дефекты снова обнаружены, то проверяют швы всех заготовок, выполненные этим сварщиком, а после удаления дефектов швы проверяют вновь. Магнитографический метод В его основе лежит обнаружение поля рассеивания, которое образуется на месте наличия дефектов при намагничивании заготовки. Рассеиваемые поля фиксируются на магнитной ленте, прижатой к поверхности швов. Запись проводится на дефектоскоп, а потом считывается. Если сварка и обработка сварных швов были проведены недостаточно качественно, то этот метод выявит трещины, поры, непровары, шлаковые включения. С меньшей точностью таким образом можно обнаружить поперечные трещины, широкие непровары, округлые поры. Метод подходит для работы с металлом толщиной в 0,4–1,2 сантиметра. Проверка ультразвуком Этот способ основан на отражении направленных пучков звуковых колебаний от металлов и несплошностей в нем. Он используется для контроля качества сварного шва в цветных металлах и стали. Для того чтобы получить ультразвуковые волны, применяют пьезоэлектрические кварцевые пластины, вставленные в щуп. Отраженные колебания улавливаются искателями, преобразуются в электрический импульс, подаются на усилитель, воспроизводятся индикатором. Чтобы обеспечить акустический контакт, поверхность изделия покрывается автолом или компрессорным маслом. Вскрытие шва
Этот способ используется при необходимости определить дефекты, которые подозреваются, но не были выявлены при использовании других методов. В этом случае применяется оборудование для сварных швов, которым вскрывается подозрительный участок соединения. В этом случае просверливается углубление диаметром несколько больше ширины шва, а потом поверхность шлифуется и протравливается раствором азотной кислоты. Границы шва при этом проявляются очень отчетливо. Химический метод
До начала испытания необходима тщательная зачистка сварных швов от шлаков и загрязнений. В этом случае наружный слой металла обрабатывается четырехпроцентным раствором фенолфталеина либо накрывается тканью, пропитанной пятипроцентным раствором азотнокислого серебра. Изделие нагнетается смешанным с аммиаком воздухом, и в местах, где имеются локальные течи, азотнокислое серебро становится серебристо-черным, а фенолфталеин – красным. Цветная дефектоскопия (ГОСТ 3242-79)
Полость дефекта наполняется флуоресцентным раствором, которая светится под действием ультрафиолетового луча. Цветная дефектоскопия дает возможность выявлять дефекты при помощи проявляющей белой краски. В этом случае проявляется рисунок, повторяющий форму дефекта. Такими методами можно выделить поверхностный дефект сварного шва – в основном это трещины, которые образуются в сварных соединениях. Проба керосином Этот метод может использоваться при необходимости определения плотности сварного шва на металлическом соединении толщиной до одного сантиметра. Он позволяет выявить дефекты, размер которых составляет от 0,1 миллиметра. В этом случае шов покрывается суспензией из каолина либо мела и подсушивается, а другая сторона два или три раза смачивается керосином. Если шов проницаем, на поверхности, смазанной суспензией, проступят желтые жирные пятна. Срок испытания составляет порядка четырех часов. Испытание пневматикой
В этом случае с одной стороны шва создается избыточное воздушное давление, а другая промазывается мыльной пеной, на которой под воздействием воздуха, проникающего через неплотности, будут образовываться пузыри. Вакуумный метод
Такие испытание предназначены для определения плотности днища резервуаров и прочих подобных конструкций. Они способны выявить сквозную неплотность размером от 0,1 миллиметра на металлических заготовках толщиной до 1,5 сантиметров. Пенным индикатором в этом случае выступает мыльный раствор, а для создания вакуума применяют сегментные, плоские и кольцевые камеры. Технологические пробы
Способ позволяет определить сплавление металла, характер излома (по металлу или шву), качество зачистки сварных швов, внутренние дефекты и непровары. Место соединения изучают при помощи лупы с десятикратным увеличением. В основном этот метод применяют при испытании сварочных материалов и новых технологий, а также при аттестации сварщиков.
Газовая или газоплавильная сварка, также газосварка — процесс, при котором плавление основного и присадочного материала происходит в пламени открытой горелки. Поддержание пламени горелки осуществляют подачей одного или нескольких горючих газов или жидкостей в смеси с кислородом. Пламя может быть окислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
Оборуд.для газ сварки.
Кислородный баллон , заправочный объем 40 см^3, цвет голубой, надпись черная, вентиль латунный, с обратным клапаном с правой резьбой для подкл. редуктора, заправочное давление 150 кг на см2 .
Газ кислород без цвета и запаха взрывоопасный, не горючий (недопустимо взаимодействие с маслами и смазками)
Ацетиленовый баллон , заправочный объем 40 см^3, цвет белый надпись красная , вентиль стальной под спец. Ключ , имеет войлочный фильтр, (при использовании латунного вентиля образуется ацетиленистая медь она взрывоопасна) газ ацетилен находится в баллоне в растворенном состоянии в ацетоне .Полость баллона заполнена пористой массой, древесный уголь, пористая масса используется для увеличения объема растворенного газа ацетилена , ацетиленовый баллон запрещается использовать в лежачем положении (приводит к вытеканию ацетона из баллона и уменьшение заправочного объема)
Сварочные рукава, кислородный шланг имеет двойную оплетку либо с синей полосой либо синего цвета, можно использовать на ацетилене но не на оборот .
ацетиленовый рукав с одиночной оплеткой либо с красной полосой либо красного цвета
Газовые редукторы служат для понижения до раб давл и поддержания постоянного рабочего давления в системе.
понижающий редуктор кислородный имеет два манометра , первый показывает давление в баллоне второй рабочее давление
Штуцер подсоединения сварочного шланга , уплотнение полусфера
Регулировочный винт
Штуцер накидную гайку с правой резьбой для крепления к вентилю газового баллона ,Уплотнение через прокладку
Газовые горелки бывают инжекторные(давление кислорода больше, ацетилена меньше) и без инжекторные(одинаковое примерно)
Вольт-амперная характеристика диода с PN переходом — характеристика прямого и обратного смещения
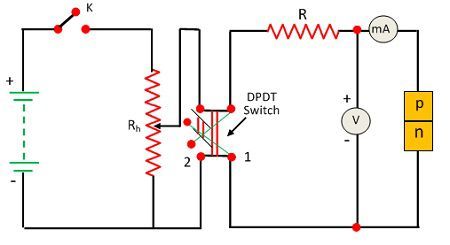
Вольт-амперная характеристика диода с PN переходом представляет собой кривую между напряжением на переходе и током цепи . Схема расположения кривой показана на рисунке ниже. Схема показывает, что резистор соединен последовательно с диодом с PN переходом, чтобы ограничить рост тока прямого смещения в пределах допустимых значений.Характеристическая кривая диода с PN-переходом построена по трем кривым: нулевое внешнее напряжение, прямое смещение и обратное смещение.
 Нулевое внешнее напряжение
Нулевое внешнее напряжение
 Нулевое внешнее напряжение
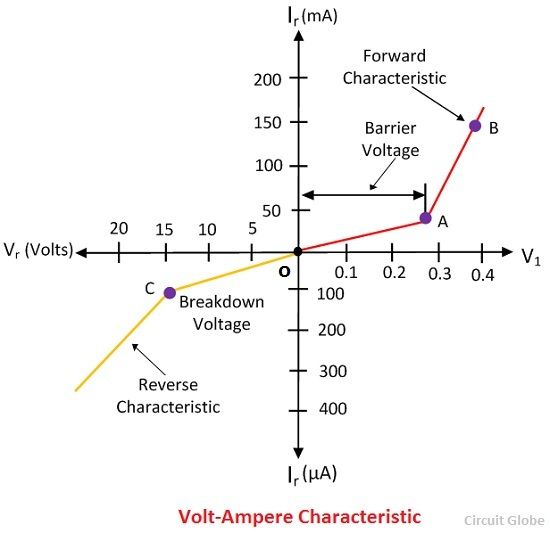
Нулевое внешнее напряжение Когда цепь K разомкнута, на цепь не подается внешнее напряжение. Следовательно, в цепи не течет ток. Нулевое внешнее напряжение показано точкой O на графике, показанном ниже.
Прямое смещение
Диод с PN-переходом подключается с прямым смещением, удерживая ключ K в замкнутом состоянии и удерживая переключатель двойного хода в положении один.При прямом смещении полупроводниковый материал p-типа подключается к положительному концу источника питания, а полупроводниковый материал n-типа подключается к отрицательному выводу источника питания.
Когда напряжение увеличивается путем изменения номинала резистора R h , кривая цепи увеличивается очень медленно, и кривая становится нелинейной. Точка OA на кривой показывает возрастающую характеристику напряжения.
Ток медленно растет при прямом смещении, поскольку приложенное внешнее напряжение используется для пересечения потенциального барьера диода с PN-переходом.Но когда потенциальный барьер полностью устранен и внешнее напряжение, приложенное к переходу, увеличивается, PN-переход ведет себя как обычный диод, и ток цепи резко возрастает (показано в области AB).
Повышенный ток цепи контролируется сопротивлением R h и прямым сопротивлением перехода R f . Кривая становится линейной. Ток, превышающий номинальное значение, повредит диод.
Вольт-амперная характеристика PN-перехода показана на рисунке ниже.
Обратное смещение
 Обратное смещение
Обратное смещение Когда положение двухполюсного переключателя двойного направления изменяется с 1 на 2, смещение диода изменяется с обратного смещения на прямое, т. Е. Материал p-типа подключается к отрицательному выводу источника питания, а n- Тип материала подключается к положительной клемме источника питания.
В условиях обратного смещения сопротивление диода становится очень высоким, и ток через диод практически не течет. Но на практике через диод протекает ток в миллиамперах.Этот ток известен как обратный ток. Обратный ток возникает из-за присутствия неосновных носителей заряда в полупроводниковом материале при нормальной комнатной температуре. Обратная характеристика диода с PN-переходом показана на рисунке выше.
Обратное смещение PN-перехода действует как прямое смещение для основных носителей заряда и, следовательно, они составляют неосновной ток в обратном направлении. Этот ток пренебрежимо мал при рабочих напряжениях.
Когда увеличивается обратное питание, увеличивается и обратный ток.Непрерывное увеличение обратного напряжения увеличивает кинетическую энергию неосновных носителей заряда. Кинетическая энергия неосновных электронов увеличивается настолько, что они выбивают электроны из полупроводниковой связи.
В этом состоянии сопротивление барьера увеличивается, из-за чего в стыке происходит пробой. Следовательно, ток обратного смещения увеличивается и необратимо повреждает переход.
Напряжение, при котором происходит разрыв PN-перехода, называется напряжением пробоя.
Ниже приведены важные моменты, которые необходимо учитывать при построении вольт-амперной характеристики.
- Нет тока через диод, когда внешнее напряжение становится равным нулю.
- При прямом смещении ток немного увеличивается, пока область истощения не будет полностью стерта.
- Прямое смещение внезапно увеличивается после напряжения колена.
- Прямой ток ограничен последовательным сопротивлением R и прямым сопротивлением R f .
- Прямой ток превышает номинальное значение, диод разрушается.
- При обратном смещении обратный ток немного увеличивается с увеличением неосновных носителей заряда.
- С увеличением обратного напряжения обратный ток резко увеличивается до большого значения. Именно из-за этого напряжения переход транзистора ломается и сопротивление резко падает.
Двухполюсный двухпозиционный переключатель имеет два выхода (вкл. И выкл.) Для каждого входа.
.Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ ИНК. I, ЧАСТЬ B компенсированный по характеристикам этого процесса. Чтобы понять это, держитесь имейте в виду, что с правильные настройки напряжения, силы тока и длины дуги, скорость, с которой проволока плавится зависит от силы тока.Если сила тока уменьшается, эта скорость плавления уменьшается, а если сила тока увеличивается, так же скорость плавления. 1.9.2.2 На рисунке 21 мы видим, что условие №2 обеспечивает желаемую длину дуги, напряжение и сила тока. Если длина дуги увеличивается, как в №1, напряжение увеличивается. слегка; сила тока значительно уменьшается, и, следовательно, скорость плавления проволоки уменьшается. Теперь проволока подается быстрее, чем он тает. Это условие продвинет конец провода по направлению к заготовке до достижения необходимой длины дуги достигается, где снова скорость плавления равна скорость подачи.Если длина дуги уменьшилась как в № 3, напряжение немного падает, значительно увеличена сила тока, и скорость плавления проволоки увеличивается. Поскольку проволока теперь плавится быстрее чем его кормят, он снова тает до правильного длина дуги, при которой скорость плавления равна скорость подачи. Это часто называют как саморегулирующаяся дуга. Эти автоматические исправления происходят за доли секунды, и обычно без ведома оператора их.1.9.2.3 Есть множество различных сварочных машины, каждая со своим уникальным внутренним дизайн. Наша цель не в том, чтобы подробно описывать функции каждой части машины, но чтобы подчеркнуть что их главное отличие заключается в том, как они контролируют напряжение и силу тока выход. 1.9.3 Типы источников сварочного тока — большое разнообразие источники сварочного тока строится сегодня для электродуговой сварки, и мы упомянем некоторые из основных типы вкратце.Источники сварочного тока можно разделить на две основные категории: статические. типы и вращение типы. 1.9.3.1 Статический Типы — Источники питания статического типа — это все которые используют коммерчески созданные электрическая энергия для питания трансформатора, который, в свою очередь, регулирует линейное напряжение вплоть до рабочего сварочного напряжения. В две основные категории статических источников энергии: Тип трансформатора и тип выпрямителя. 1 2 3 В O L Т С 40 30 20 10 100 200 300 400 АМПЕР КРИВАЯ НАПРЯЖЕНИЕ / АМПЕР — ПОСТОЯННОЕ НАПРЯЖЕНИЕ РИСУНОК 21 .Руководство по сварке — 9 издание, том 2: Справочник по сварке: Публикации: Американское общество сварки
Справочник по сварке — издание 9, том 2
Сварочные процессы, часть 1
Получите исчерпывающий обзор последних научных и технологических достижений в области сварки! Этот рецензируемый том представляет собой огромный скачок в области сварочных технологий. Точный контроль параметров сварки, передовые методы, сложные приложения и новые материалы, обсуждаемые в этом обновленном томе, кардинально отличаются от описанных в предыдущих выпусках.Подробная информация о следующих процессах сварки:
- Экранированная металлическая дуга
- Газовая вольфрамовая
- Газовая металлическая дуга
- Порошковая дуга
- Дуга под флюсом
- Плазменная дуга
- Plus главы по электрошлаковой сварке, сварке шпилек и кислородно-топливной сварке; пайка, пайка, кислородная резка; и дуговая резка и строжка.
Вы также найдете:
- Справочная информация об источниках питания для дуговой сварки, дополненная схемами оборудования, электрическими схемами и таблицами.
- Информация о цифровом или компьютеризированном управлении параметрами сварки, передовых методах и сложных приложениях. к новым материалам и оборудованию
- Разделы техники безопасности в каждой главе
Пятнадцать глав этого тома содержат обновленную информацию о процессах дуговой сварки и резки, газовой сварке и резке, пайке и пайке.
Этот рецензируемый том представляет собой огромный шаг вперед в сварочной технологии. Хотя многие основы процесса сварки остались практически неизменными, точный контроль параметров сварки, передовые методы, сложные приложения и новые материалы, обсуждаемые в этом обновленном томе, резко отличаются от описанных в предыдущих выпусках. В частности, достижения в области цифрового или компьютеризированного управления параметрами сварки привели к неизменно высокому качеству сварки при ручной и механизированной сварке и повторяемости, необходимой для успешных автоматизированных операций.
Глава 1 представляет собой сборник информации об источниках питания для дуговой сварки. В последующих главах представлена конкретная информация по дуговой сварке в защитных слоях металла, дуговой сварке вольфрамовым электродом, дуговой сварке металлическим электродом, дуговой сварке порошковой проволокой, дуговой сварке под флюсом, плазменной сварке, электрогазовой сварке, дуговой сварке шпилек, электрошлаковой сварке, газовой сварке с кислородом, пайке и т. Д. пайка, кислородная резка, дуговая резка и строжка.
Приложения A и B касаются вопросов безопасности. В Приложении A воспроизводится селектор оттенка линз Американского сварочного общества.Приложение B представляет собой список национальных и международных стандартов безопасности, применимых к сварке, резке и аналогичным процессам. В Приложении C перечислены спецификации присадочного металла AWS и сопутствующие документы.
Этот том, как и другие предшествующие ему, является добровольным усилием членов Комитета Справочника по сварке, Комитета Справочника по сварке Том 2 и комитетов глав. Важным вкладом является анализ каждой главы, представленный Комитетом по технической деятельности AWS и другими специалистами.(ISBN 0-87171-729-8)
Оглавление
ПРЕДИСЛОВИЕ
БЛАГОДАРНОСТИ
УЧАСТНИКИ
ГЛАВА 1 — ИСТОЧНИКИ ПИТАНИЯ ДУГОВОГО РАЗВИТИЯ
- Введение
- Основные характеристики
- Принципы работы
- Принцип работы
- Рабочий цикл
- Напряжение холостого хода
- Требования к источникам питания NEMA
- Источники питания переменного тока
- Источники питания постоянного тока
- Экономика
- Меры безопасности
- Заключение
- Библиография
- Дополнительный список литературы
ГЛАВА 2 — ДУГОВАЯ СВАРКА ЭКРАНИРОВАННОГО МЕТАЛЛА
- Введение
- Основы
- Оборудование
- Материалы
- Приложения
- Совместное проектирование и подготовка
- Параметры сварки
- Качество сварки
- Экономика
- Методы безопасности
- Заключение
- Библиография
- Дополнительный список для чтения
ГЛАВА 3 — СВАРКА ГАЗОВЫМ Вольфрамом
- Введение
- Основы
- Приложения
- Оборудование
- Методы
- Материалы
- Совместное проектирование
- Качество сварки
- Экономика Правила техники безопасности
- Заключение
- Библиография
- Дополнительный список литературы
ГЛАВА 4 — ДУГОВАЯ СВАРКА ГАЗОВЫМ МЕТАЛЛОМ
- Введение
- Основы
- Принципы работы
- Оборудование
- Материалы и расходные материалы
- Параметры процесса
- Конструкции сварных соединений
- Контроль и качество сварки
- Поиск и устранение неисправностей
- Экономика
- Техника безопасности
- Заключение
- Библиография
- Список дополнительной литературы
ГЛАВА 5 — FLUX CORED ARC WELD ING
- Введение
- Основы
- Приложения
- Оборудование
- Материалы
- Управление процессом
- Проекты соединений и процедуры сварки
- Качество сварки
- Устранение неисправностей
- Экономика
- Безопасные методы
- Заключение
- Библиография
- Дополнительный список для чтения
ГЛАВА 6 — ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
- Введение
- Основы
- Оборудование
- Материалы
- Переменные процесса
- Рабочие процедуры
- Варианты процесса и методы
- Применения
- Качество сварки
- Правила техники безопасности
- Заключение
- Библиография
- Дополнительный список для чтения
ГЛАВА 7 — ПЛАЗМЕННАЯ ДУГОВАЯ СВАРКА
- Введение
- Основы
- Equip
- Материалы
- Методы нанесения
- Варианты процесса
- Процедуры сварки
- Качество сварки
- Экономика
- Меры безопасности
- Заключение
- Библиография
- Дополнительный список литературы
ГЛАВА 8 — ELECTROGAS10
ВведениеГЛАВА 9 — ДУГОВАЯ СВАРКА
- Введение
- Основы
- Области применения
- Оборудование и технологии
- Проектирование дуговой сварки стержнями
- Специальные технологические процессы
- Разряд конденсатора e Сварка шпилек
- Выбор процесса приварки шпилек
- Качество сварки, осмотр и испытания
- Экономика
- Меры безопасности
- Заключение
- Библиография
- Дополнительный список для чтения
ГЛАВА 10 — СВАРКА ЭЛЕКТРОСЛАГОМ
- Введение
- Основы
- Оборудование
- Материалы
- Параметры сварки
- Процедуры сварки
- Применения
- Контроль и контроль качества
- Качество сварки
- Экономика
- Меры безопасности
- Заключение
- Библиография
- Дополнительная литература
ГЛАВА 11 — СВАРКА В КИСЛОРОДНОМ ГАЗЕ
- Введение
- Основы газовой сварки в кислородном топливе
- Материалы
- Оборудование для кислородной газовой сварки
- Параметры процесса и рабочие процедуры
- Применения 900 11 Качество сварки
- Сварка другими топливными газами
- Экономика
- Техника безопасности
- Заключение
- Библиография
- Дополнительный список для чтения
ГЛАВА 12 — ПРЕПАРАТЫ
- Введение
- Основы
- Применение
- Принципы Эксплуатация
- Процессы, оборудование и методы
- Автоматизация
- Материалы
- Совместное проектирование
- Процедуры
- Инспекция
- Устранение неисправностей
- Сварка пайкой
- Экономика
- Методы безопасности
- Заключение
- Библиография
- Список дополнительной литературы
ГЛАВА 13 — ПРОДАЖА
- Введение
- Основы
- Приложения
- Варианты процесса
- Оборудование
- Материалы
- Процедуры
- Переменные процесса 900 11 Инспекции и испытания
- Экономика
- Техника безопасности
- Заключение
- Библиография
- Дополнительный список литературы
ГЛАВА 14 — КИСЛОРОДНАЯ РЕЗКА
- Введение
- Основы кислородной резки
- Оборудование для кислородной резки Газовая резка
- Газы
- Рабочие процедуры
- Варианты процесса
- Области применения
- Качество
- Кислородно-дуговая резка
- Кислородная резка
- Порошковая резка металла
- Резка флюсом
- Экономика
- Безопасные методы
- Заключение
- Библиография
- Дополнительный список для чтения
ГЛАВА 15 — ДУГОВАЯ РЕЗКА И СТРОЖКА
- Введение
- Плазменно-дуговая резка
- Плазменно-дуговая строжка
- Дуговая резка на воздухе
- Другие процессы дуговой резки
- Экономика 9 0012
- Правила техники безопасности
- Заключение
- Библиография
- Дополнительный список для чтения
ПРИЛОЖЕНИЕ A — ВЫБОР ОТТЕНКА ОБЪЕКТИВА
ПРИЛОЖЕНИЕ B — КОДЕКСЫ ЗДОРОВЬЯ И БЕЗОПАСНОСТИ И ДРУГИЕ СТАНДАРТЫ
ПРИЛОЖЕНИЕ C — СПЕЦИФИКАЦИИ НАЛИВНЫХ МЕТАЛЛОВ Издание и девятое издание, том 1 и том 2
УКАЗАТЕЛЬ ДЕВЯТОГО ИЗДАНИЯ, Том 2
.Расчет теплосодержания капли электродного металла при применении источников питания для ручной дуговой сварки с различной вольт-амперной характеристикой
[1] А.А. Юшин, Разработка критериев оценки сварочных свойств установок для дуговой сварки с управляемым капельным переносом: Дисс. Канд. Техн. Наук: 05.02.10 Москва, (2012).
[2] Д.П. Ильященко, Д.А. Чинахов И.Р. Исследование температурных полей на поверхности свариваемого изделия в процессе ручной дуговой сварки металла // Дефектоскопия, 2011, №11, с. 11-16.
[3] Д.П. Ильященко, Д.А. Чинахов, Влияние типа источника питания на тепломассоперенос при ручной дуговой сварке, Сварка и диагностика, 6 (2010) 26-29.
[4] Г.И. Лесков Электросварочная дуга. М. Инженерное дело, 1970, 335 с.
[5] С.А. Солодский, О.Г. Брунов, Д. Ильященко, Источники питания для дуговой сварки: Учебное пособие, Издательство Политехнического университета, Томск (2012).
[6] Д.Ильященко Д.А. Тепловизионные исследования температурных полей на поверхности свариваемых деталей при ручной дуговой сварке электродами с покрытием // Российский журнал неразрушающего контроля, 2011, 11, 724-727.
DOI: 10.1134 / s1061830911110039
[7] В.Макаренко Д., Шатило С.П. Расчет кинематических характеристик капель электрода, переносящих дуговое пространство в процессе ручной дуговой сварки металла, Сварочное производство. 12 (1999) 6-10.
DOI: 10.1080 / 09507110009549214
[8] Н.Новожилов М. Суть металлургии дуговой сварки в защитных газах. Москва, Машиностроение. (1979).
[9] М.А. Кузнецов, Е.А.Зернин, Д.Е. Колмогоров, Г. Шляхова, В. Данилов Структура, морфология и дисперсность металла, наплавленного при дуговой сварке плавящимся электродом в аргоне с добавлением наноструктурированных модификаторов, Сварка и диагностика, 6 (2012).
[10] С.В. Макаров, С. Б. Сапожков, Производство электродов для ручной дуговой сварки с использованием нанодисперсных материалов, Журнал мировых прикладных наук, 29 (2014) 720-723.
.