Как сварить ворота из профтрубы своими руками
Ворота из профильной трубы
Ворота и калитка из профтрубы
Изготовление красивых функциональных ворот – вопрос, актуальный для каждого владельца загородного дома. Несмотря на относительную простоту конструкции, хозяин может испытывать трудности с транспортировкой купленного изделия. Поэтому гораздо удобнее соорудить входную группу на месте и своими руками. Конструкция ворот состоит из каркаса и материала створок. Если полотно может быть разнообразным, то для рамки обычно берется профильная труба.
Профтруба – материал достаточно легкий, конструкция из него не нуждается в обустройстве фундамента. Хозяин может ограничиться бетонированием труб-опор. Сборку ворот легко произвести своими руками. Прочные и надежные, они простоят не один десяток лет.
Для их изготовления понадобятся:
- Труба 50 х 50 мм для каркаса;
- Профтруба 100 х 100 мм под опоры;
- Трубы 40 х 20 мм для перемычек, повышающих жесткость и устойчивость всей конструкции;
- Профлисты для обшивки полотна;
- Саморезы для крепления;
- Грунтовка и краска по металлу;
- Замок, петли, вспомогательные материалы;
- Ролики, если делаются откатные ворота.


По форме сечения профильные трубы бывают овальные, квадратные и прямоугольные. Более удобен в работе 2-й и 3-й вариант материала. Квадратная и прямоугольная форма уменьшает металлоёмкость и делает общую стоимость ворот бюджетной.
Как сварить калитку из профильной трубы
При создании калитки из металлопрофиля важно учитывать два момента:
- Удобный доступ к жилому зданию.
- Отсутствие впадин и ям под будущей калиткой. Ровная поверхность обеспечит чистый сухой проход без скопления воды и грязи.
Калитка из профильной трубы обшитой профнастилом
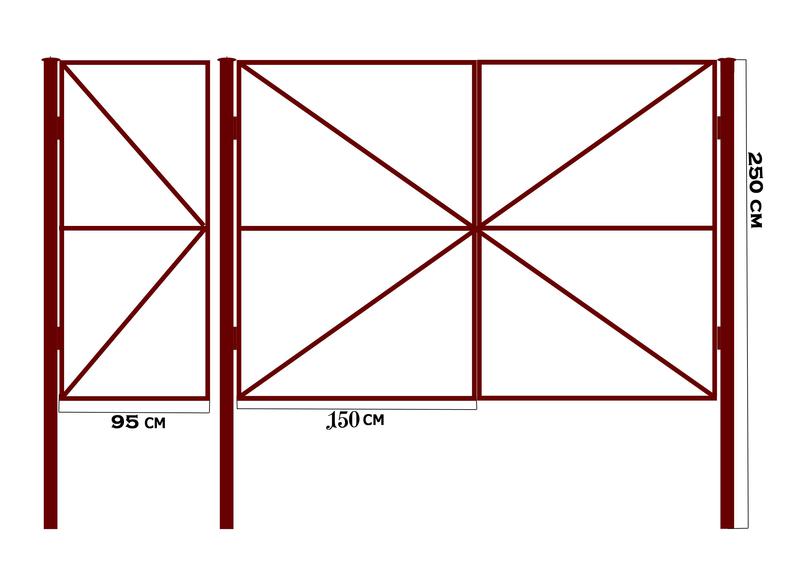
Определившись с местоположением калитки, приступают к замерам и созданию набросков. Работы начинают вести от готового проёма. Стандартными размерами калитки являются 1 м для ширины и около 2 м – для высоты. Более высокую конструкцию создать можно, но с учетом негативного влияния тяжелой конструкции на замок и петли. Во избежание порчи этих элементов калитку рекомендуется оснастить верхней вставкой-перекладиной. Нагрузка на опорный столб уменьшится, и ограда прослужит дольше.
Во избежание порчи этих элементов калитку рекомендуется оснастить верхней вставкой-перекладиной. Нагрузка на опорный столб уменьшится, и ограда прослужит дольше.
Далее занимаются строительными работами:
- Возведение опорных стоек. Использование профтруб позволяет получить идеально ровные стойки без перекосов. Чтобы они не проседали, глубине закладки отводят 1 – 1,5 м. Опоры заливают раствором и дожидаются застывания 10 суток.
- Изготовление каркаса. Мастера рекомендуют брать металлическую профилированную трубу сечением 60 х 30. При создании рамки дополнительно понадобятся болгарка и сварочный аппарат. До нарезки трубы очищают, обезжиривают и покрывают антикоррозионным составом. Затем трубы разрезают по отметинам, предусмотренным чертежом (с соблюдением угла 45°). С интервалом 30 см приваривают продольные детали размером 1,75 – 1,90 м и 2 – 3 м. Поперечники берут размером не менее 90 см. Они укрепляют каркас и делают его более оригинальным.
На готовый каркас прикрепляют навесы, ручку и пластину для будущего замка.
 Сварочные швы рамы зачищают и окрашивают. Прочность конструкции повышают, разместив внутри меньший каркас.
Сварочные швы рамы зачищают и окрашивают. Прочность конструкции повышают, разместив внутри меньший каркас. - Установка калитки. Эта работа производится при помощи саморезов или заклепок. Профилированные листы крепят или на каждой волне, или через одну. Профлист также прибывают к центру каркаса (место нахождения металлической перемычки). В проём калитку помещают на петли или полимерные завесы. Чтобы дверца открывалась только в одну сторону, напротив фиксируют ограничительный уголок. Зазоры и планки обшивают полотном и оценивают результат всей работы.
Как правильно сварить ворота из профильной трубы
Проще всего своими руками сварить распашные ворота из профтрубы.
- Строительные работы начинают с создания чертежа и подсчета необходимых материалов. Купленные трубы осматривают на пригодность. В случае выявления ржавчины ее зачищают болгаркой или наждачной бумагой. Дополнительно трубы обрабатывают бензином или растворителем.
- Трубы нарезают, соблюдая симметричность распашных ворот (обрезание проводят парно), и приступают к установке опор. Несущие части погружают в лунки размером 50 х 50 см и глубиной около 1 м. Устанавливают профтрубы строго вертикально, а заливают – бетоном, укрепляя конструкцию бутовым камнем. В теплых условиях раствор засыхает за 3 суток.
- При сваривании труб в единый каркас постоянно контролируют ровность углов конструкции и диагональ створчатых элементов. На этом этапе устанавливают кованые элементы и замки, украшающие входную группу и защищающие двор от вторжения незваных гостей. Работы завершают удалением остатков сварки и шлифовкой изделия.
 Дополнительно трубы обрабатывают бензином или растворителем.
Дополнительно трубы обрабатывают бензином или растворителем.Обшивка ворот
Схема обшивки ворот из профнастила на профтрубы
Для приваривания петель, к которым будут крепиться распашные ворота, лучше привлечь помощника. Сначала петли наваривают на стойки, затем – на каркас. При выполнении сварочных работ не забывают надевать специальные защитные средства. Обшивку ворот профлистом осуществляют изнутри или снаружи каркаса. Расположение каркаса хозяин производит с учетом наличия/ отсутствия декорирующих элементов ковки. Если они будут иметь место по всей плоскости конструкции, профлист лучше крепить с внутренней стороны каркаса. Если декораций не будет, полотно прикручивают снаружи. Обшивочный материал закрепляют саморезами и заклепками.
Обшивку ворот профлистом осуществляют изнутри или снаружи каркаса. Расположение каркаса хозяин производит с учетом наличия/ отсутствия декорирующих элементов ковки. Если они будут иметь место по всей плоскости конструкции, профлист лучше крепить с внутренней стороны каркаса. Если декораций не будет, полотно прикручивают снаружи. Обшивочный материал закрепляют саморезами и заклепками.
Откатные ворота из профтрубы своими руками
При установке откатных ворот необходимо предусмотреть дополнительное боковое место (половинчатый размер всей конструкции). Оно требуется для монтажа роликов и прокладки направляющей. Для долгой службы откатной конструкции важно правильно рассчитать вес, подобрать материалы и сделать качественную закладку.
Откатные ворота из профильной трубы
После создания чертежа и заготовки материалов хозяин занимается обустройством фундамента и установкой опорных столбов. Несущую часть рекомендуется делать из профтрубы сечением 100 х 100 мм. По желанию стойки прячут под кирпич.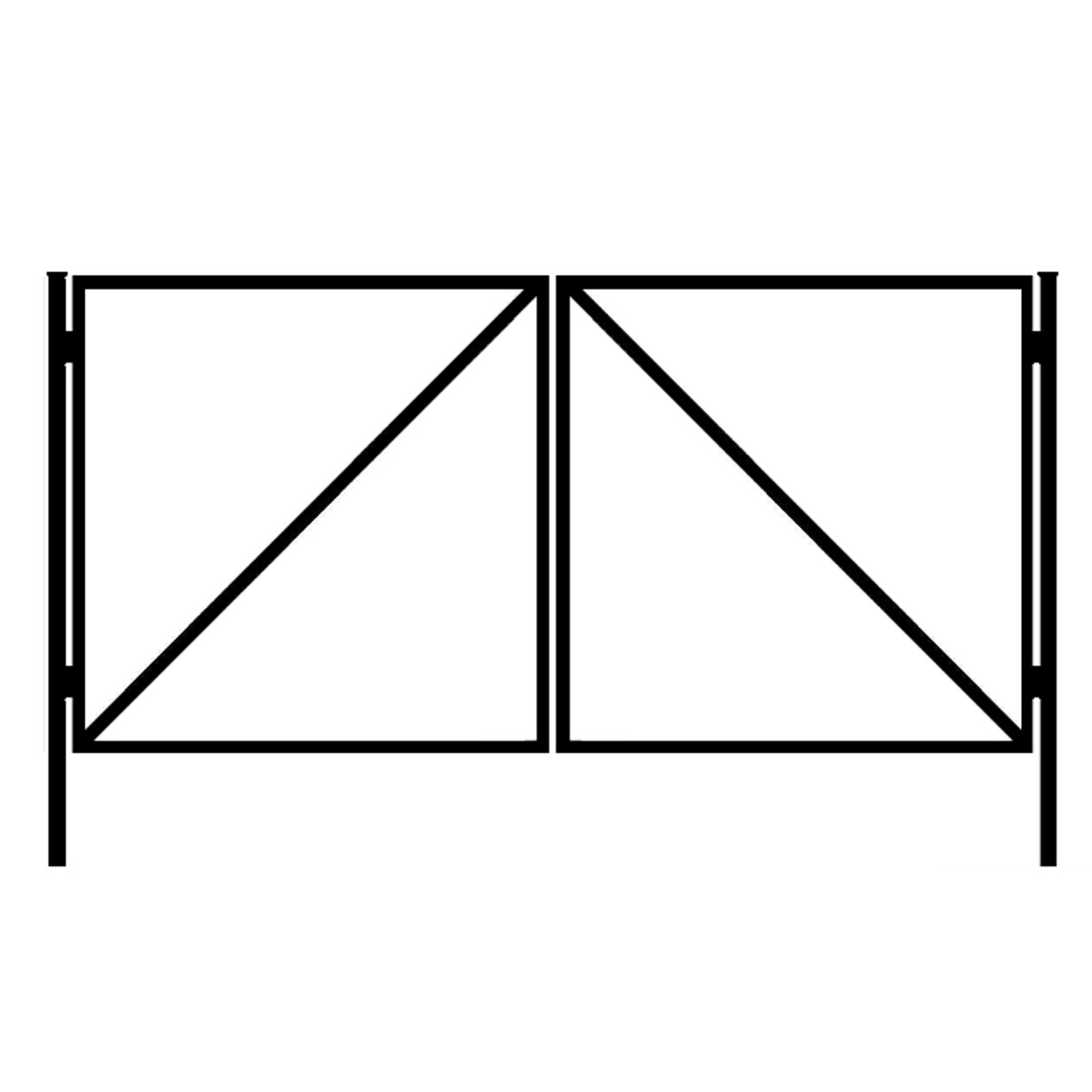
Отдельным пунктом является установка автоматики, которая требует предварительного проведения электропроводки. Откатный механизм движется по приваренному внизу направляющему рельсу, перемещаемому по роликовым кареткам (они должны прочно держаться на фундаменте). Поскольку каретки находятся внутри направляющей, их необходимо защищать от грязи и атмосферных осадков.
Обшивка и декорирование откатных ворот могут производиться из любых материалов. Но объёмные кованые элементы усложняют эксплуатацию конструкции и порой делают ее невозможной. Для создания полотна мастера советуют воспользоваться деревянными досками, обработанными антисептиком и лаком.
Также обшивка может быть создана из металлического листа – оцинкованного железа с высокими антикоррозионными свойствами. Материал устойчив к перепадам температур и прочен в эксплуатации. Некоторые хозяева предпочитают работать с профнастилом.
Как будут выглядеть ваши ворота из профтрубы, дело вкуса. Главное, составить четкий эскиз и запастись качественными материалами. И тогда добротно сложенная конструкция прослужит многие годы.
Сварить ворота и калитку в г. Центральный федеральный округ за 10000 рублей
Необходимо сварить двое ворот и калитку из имеющихся профилей (40х60, 40х20), приварить петли и навесить на забор. Размер ворот — 3,5 и 4 метра, калитка — 1 м. Навеска панелей и украшения не требуются. Место работы — Павлопосадский район, 2 км от Павловского Посада. Инверторный бензогенератор 2,5 Кв есть. Сварочного аппарата нет.
Когда: , 00:00
 org/AdministrativeArea»>
Адрес:
Московская область, Павлопосадский район
org/AdministrativeArea»>
Адрес:
Московская область, Павлопосадский район
Смотрите также:
Отзывы Рейтинг: 5 — 2 2 отзыва-
Роман З.
Отзывы:
16
1
— Исполнитель
Отзыв на задание
«Сварить ворота и калитку»
Приятно было работать. Заказчик помогал во всем. Желаю всем таких заказчиков
Вежливость
Пунктуальность
Адекватность
 org/Review» itemscope=»» itemprop=»review»>
Геннадий К.
Отзывы:
2
— Заказчик
org/Review» itemscope=»» itemprop=»review»>
Геннадий К.
Отзывы:
2
— ЗаказчикОтзыв о выполнении задания «Сварить ворота и калитку»
Остались довольны работой! Роман — настоящий профессионал! Помогал и подсказывал как сделать лучше! Большое спасибо! Желаю успеха!
Качество
Вежливость
Стоимость услуг
Хотите найти лучшего мастера по ремонту?
Последние добавленные задания
-
Цена договорная
Подготовка и покраска стен и потолка на кухне
Необходимо подготовить стены и потолок под покраску.
Кухня небольшая — 6 м2. Наполовину покрыта кафелем, соответсвенно нужно почистить, подшпаклевать и покрасить верхнюю часть стен и потолок. Высота потолков…
Maria P. Москва
-
Цена договорная
Понять как правильно сделать вентиляцию в гараже
Гараж, на фото/видео покажу исходные данные, нужен совет понимающего в вентиляции человека, как сделать правильно.
Александр Балашиха, Московская область, Россия
-
Цена договорная
Необходимо заменить проводку
Полная замена проводки в доме 39м2, замена выключателей и разеток.
Подводка к счётчику.
Татьяна Ш. посёлок Боровой, Кемерово
-
3 000 руб
Ремонт комнаты
Стоимость работ не знаю укажите свою цену.Поклеить обои, сделать откосы на двух окнах и поставить подоконники, постелить ламинат, покрасить потолок. Камната 4х5м, стены и потолок гипсокартон отшпатлёваный…
Виталий М. деревня Байбаки
-
3 000 руб
Установить вводной автомат на лестничной клетке
Необходимо заменить вводной автомат на лестничной клетке.
Текущий на фото, крайний правый. Так же прикладываю фото щита внутри квартиры. Китайский iek доверия не внушает, готов выслушать совет)
Stanislav O. Октябрьская улица, 17/3, Колпино
 Кухня небольшая — 6 м2. Наполовину покрыта кафелем, соответсвенно нужно почистить, подшпаклевать и покрасить верхнюю часть стен и потолок. Высота потолков…
Кухня небольшая — 6 м2. Наполовину покрыта кафелем, соответсвенно нужно почистить, подшпаклевать и покрасить верхнюю часть стен и потолок. Высота потолков…
 Подводка к счётчику.
Подводка к счётчику.
 Текущий на фото, крайний правый. Так же прикладываю фото щита внутри квартиры. Китайский iek доверия не внушает, готов выслушать совет)
Текущий на фото, крайний правый. Так же прикладываю фото щита внутри квартиры. Китайский iek доверия не внушает, готов выслушать совет)
Как сварить ворота своими руками из профильной трубы
На чтение 18 мин. Опубликовано
Перед тем как сварить ворота, необходимо выполнить чертежи, приготовить материалы и изучить порядок действий. Изготовление своими руками позволит сэкономить существенную сумму и получить изделие, максимально отвечающее требованиям владельца. Большие габариты конструкции и воздействующие нагрузки обуславливают высокие требования к точности замеров и прочности.
Каркас откатных воротИспользуемые материалы и их свойства
Ворота делают из разных профилей. Выбор зависит от размера и веса створок.
Выбор зависит от размера и веса створок.
Профильная труба
Наиболее прочный вариант. Применяется в тех случаях, когда обшивкой служит профнастил или стальной лист. Чаще всего используется профтруба сечением 40х20х2 мм или 60х30х2 мм.
Ворота на гараж делают только из этого материала.
Металлические уголки
Более дешевый и менее прочный вариант. Из уголка делают ворота на забор с обшивкой из дерева или поликарбоната. Используется равнополочный профиль сечением 50х50х4 мм.
Евроштакетник для забора
Данная разновидность обшивки для ворот обладает рядом преимуществ:
- долговечностью;
- привлекательным видом;
- прочностью;
- малым весом;
- низкой парусностью.
Евроштакетник представляет собой узкие полосы профилированного металла, покрытые цветным полимером. При открывании ворот пользователь часто надавливает на ламели либо берется за них.
Это обуславливает повышенные требования к прочности и безопасности:
- П-образное или полукруглое сечение.
- Высота профиля — 15-20 мм.
- Ширина — не менее 120 мм.
- Большое количество ребер жесткости.
- Стойкое полимерное покрытие — пурал или матовый полиэстер.
- Завальцованные (загнутые) кромки. Без этого о ламель можно порезаться, поскольку ее толщина составляет всего 0,5 мм.

Привлекательный вид имеет евроштакетник с текстурированным полимерным покрытием Printech. Оно имитирует рисунок, характерный для древесины.
Недостаток такой обшивки состоит в том, что она просматривается.
Варианты конструкций
Ворота отличаются формой и способом открывания. У каждой разновидности есть преимущества и недостатки.
Стандартные распашные прямоугольные
Открывание осуществляется за счет поворота створки относительно вертикальной оси.
Достоинства:
- простота конструкции;
- низкая стоимость.
Недостатки:
- для открывания ворот требуется свободное пространство перед ними;
- изделие сложно автоматизировать.

Наиболее распространена двустворчатая конструкция. Вариант с 1 полотном проще в изготовлении, но требует существенного усиления рамы и опорного столба.
С дугообразной аркой
Разновидность распашных ворот для ограждения. Опорные стойки связаны в верхней части выгнутой в виде дуги балкой. Благодаря ей конструкция становится цельной: исключаются перемещение столбов один относительно другого, заклинивание створок при закрывании.
К такому исполнению прибегают в 2 случаях:
- при большой ширине проема;
- при строительстве на слабом грунте.
Недостаток решения — ограничение по высоте для въезжающего на территорию транспорта.
С косынкой для укрепления конструкции
Использование этой детали позволяет сделать раму более жесткой без применения раскосов. Это вариант для ворот с обшивкой из прозрачного поликарбоната или евроштакетника.
Косынкой называют фрагмент толстого листа из стали, в большинстве случаев треугольной формы.![]() Деталь приваривается одновременно к 2 отрезкам профилированной трубы, соединяемым перпендикулярно. Для этого 1 из углов косынки делают прямым. В результате площадь сварного шва увеличивается, поэтому снижается и удельная нагрузка на него.
Деталь приваривается одновременно к 2 отрезкам профилированной трубы, соединяемым перпендикулярно. Для этого 1 из углов косынки делают прямым. В результате площадь сварного шва увеличивается, поэтому снижается и удельная нагрузка на него.
Откатные ворота
Полотно отодвигается в сторону, перекатываясь на роликах по направляющим.
Преимущества конструкции:
- Стоящий перед воротами автомобиль, снежный сугроб и прочие препятствия не мешают открывать их.
- Изделие легко автоматизируется.
Недостатком является сложность конструкции.
По расположению направляющей различают 3 вида ворот:
- С размещением внизу. Такую направляющую приходится часто очищать от снега и грязи.
- С расположением вверху над проемом. Недостаток этого варианта заключается в том, что он ограничивает высоту въезжающего транспорта.
- Вверху в стороне от проема. Решение лишено недостатков 2 предыдущих, но требует применения дорогих консольных блоков.

Разновидностью откатных ворот являются раздвижные. Они состоят из 2 полотен, открывающихся в разные стороны.
Подготовка к сварным работам
Изготовление заборных и гаражных ворот своими руками осуществляется поэтапно. Начинают с подготовительных операций.
Выбор конструкции и размеров
Тип ворот зависит от наличия свободного пространства:
- Если его много, сооружают одностворчатую конструкцию. При наличии бетонного покрытия свободный конец полотна можно установить на ролик. Это позволит разгрузить опорный столб.
- Если места мало, выбирают двустворчатые ворота. Этот вариант наиболее популярен.
- В стесненных условиях сооружают откатные (или раздвижные) ворота.
Последний вариант предпочтителен и в том случае, если решено снабдить изделие приводом для автоматического открывания. Это удобно, поскольку водителю не приходится покидать салон автомобиля в непогоду.
Ширину ворот принимают равной 3 м. Если предполагается въезд под углом, этот параметр увеличивают до 3,6 м.
Если предполагается въезд под углом, этот параметр увеличивают до 3,6 м.
В гараже для легкового автомобиля устанавливают конструкцию шириной 2,5 м.
Выбор размера полотен двустворчатых ворот зависит от способа их закрывания. Если обе части соединяются встык (конструкция для забора), их делают равными по ширине. Гаражные ворота изготавливают так, чтобы одна створка перекрывала другую. Для этого ее делают более широкой.
Составление чертежа
Для определения точных размеров всех составляющих изделие прорисовывают на бумаге в масштабе.
При этом учитывают следующее:
- Петли приваривают к опорным столбам через пластины толщиной 4 мм. Такое соединение будет более прочным.
- Зазор между створками и стойками в закрытом положении составляет 10 мм.
Удобно вычерчивать изделие на миллиметровой бумаге. При наличии навыков работы с ПК целесообразно освоить одну из систем автоматизированного проектирования, например AutoCAD или Solid Works. Эти программы позволяют создать 3D-модели створок с засовами и скомпоновать их в единую конструкцию. Пользователь сможет рассмотреть ворота с разных ракурсов и проверить их функциональность. Система предупредит, если при закрывании детали пересекаются, и автоматически создаст чертежи. Их останется только образмерить.
Эти программы позволяют создать 3D-модели створок с засовами и скомпоновать их в единую конструкцию. Пользователь сможет рассмотреть ворота с разных ракурсов и проверить их функциональность. Система предупредит, если при закрывании детали пересекаются, и автоматически создаст чертежи. Их останется только образмерить.
Подбор основного материала
Используется стальной прокат с толщиной стенки не менее 2 мм. Для глухой обшивки выбирают лист такого размера, чтобы она получилась цельной.
Подсчет затрат металла для изготовления
По чертежам составляют спецификацию, т.е. перечень всех необходимых деталей и заготовок. По этому документу подсчитывают длину профилированной трубы, уголка и листового материала, добавляют запас в 10%.
Кроме того, определяют число петель, замков, фурнитуры и других готовых изделий.
ФурнитураОбщая ведомость нужна для того, чтобы закупить все необходимое за 1 прием.
Это позволит получить хорошую скидку и сэкономить время, а также затраты на доставку.
Изготовление из профильной трубы
Ниже показано, как самому сварить ворота для забора. В примере рассмотрен вариант с отдельно стоящей калиткой.
Что понадобится
Используются следующие материалы:
- Профтруба сечением 40х20х2 мм.
- Стальной лист толщиной 2 (мм).
- Круглая труба диаметром 0,5 дюйма.
- Прут толщиной 10 мм.
- Петли с шариком или подшипником.
- Труба для изготовления опорных столбов.
- Грунтовка и краска по металлу.
- Цемент, песок и щебень для строительства фундамента стоек.
Набор необходимых инструментов:
- Болгарка с отрезными и шлифовальными дисками.
- Инверторный аппарат для электросварки.
- Струбцины.
- Угольник.
- Пузырьковый уровень.
- Ватерпас.
- Отвес.
- Щетка с металлическим ворсом.
- Рулетка.
- Мел или маркер для разметки.
- Садовый бур.
- Лопата.
- Емкость для замешивания цементного раствора.

Сечение опорных столбов выбирают с учетом массы створки:
- До 150 кг — 80х80х4 мм.
- От 150 до 300 (кг) — 100х100х5 (мм).
- Свыше 300 кг — 140х100х5 мм.
Длину столба подбирают с таким расчетом, чтобы подземная часть достигала глубины промерзания грунта в регионе строительства.
Нарезка металла и труб
Раскрой стальных листов рекомендуется заказать на металлобазе. Там это делают гильотинными ножницами, обеспечивающими ровный отрез.
Гильотинные ножницыПрофилированную трубу режут на заготовки болгаркой. Необходимо точно придерживаться размеров, чтобы не допустить в конструкции перекоса. Отрез выполняют под углом 45 градусов.
Кромки заготовок обрабатывают шлифовальным кругом с целью удалить заусеницы.
Создание каркаса
Заготовки выкладывают в виде прямоугольника на сварочном столе. Если его нет в наличии, используют лежащие на кирпичах листы ДСП. Отрезки трубы можно расположить и на бетонной площадке, если есть возможность неподвижно зафиксировать их.
Далее действуют в такой последовательности:
- При помощи строительного угольника добиваются взаимно перпендикулярного расположения элементов каркаса. При отсутствии данного инструмента применяют способ, основанный на теореме Пифагора. От угла вдоль одного из элементов откладывают 3 равных отрезка, на другом — 4. Угол будет равен 90°, если расстояние между отложенными точками составит 5 отрезков. В противном случае положение заготовок корректируют.
- Замеряют длины диагоналей сформированного прямоугольника. Их равенство подтверждает, что элементы выложены перпендикулярно, без перекосов. Максимально допустимая разница — 2 мм.
- Прикрепляют заготовки к столу струбцинами, располагая их на расстоянии 100-150 мм от места соединения.
- Посреди каркаса горизонтально укладывают еще 1 отрезок профилированной трубы, упирающийся в вертикальные элементы. Это усиление.
- В верхней и нижней частях каркаса, разделенных поперечиной, диагонально укладывают отрезки профтрубы — так, чтобы на обеих закрытых створках они образовали ромб. Это косые связи, они придают жесткости каркасу. Торцы заготовок подрезают после предварительной примерки. Если делать это заблаговременно на этапе подготовки, будет сложно угадать правильный угол.
 Это косые связи, они придают жесткости каркасу. Торцы заготовок подрезают после предварительной примерки. Если делать это заблаговременно на этапе подготовки, будет сложно угадать правильный угол.
Это косые связи, они придают жесткости каркасу. Торцы заготовок подрезают после предварительной примерки. Если делать это заблаговременно на этапе подготовки, будет сложно угадать правильный угол.На этом сборка каркаса створки считается законченной.
Процесс сварки
Используют электроды для углеродистой и низколегированной сталей. При отсутствии большого опыта сварочных работ рекомендуется применять простые в эксплуатации расходники, например МР-3. Электродами марки УОНИ и их аналогами новичку варить будет сложно.
Выбирают расходники с диаметром, равным толщине заготовок. Для рассматриваемого примера это 2,5-3,5 мм.
Если электроды взяты из открытой пачки, их прокаливают с соблюдением температуры и времени, указанных в инструкции от производителя.
Чтобы правильно сварить ворота из профильной трубы, следует действовать по инструкции:
- Скрепляют элементы каркаса короткими швами (прихватками).
- Проверяют равенство диагоналей. Если каркас перекосило, заготовки разъединяют ударами молотка и выкладывают по новой.
- В случае равенства диагоналей проваривают стыки по 3 сторонам.
- Дожидаются остывания металла. Струбцины снимают только после этого.
- Щеткой с проволочным ворсом удаляют со швов шлак.
- Зачищают их шлифовальным диском, подравнивая наплавку.
- Переворачивают каркас, укладывая его верхней стороной на стол.
- Заваривают последнюю сторону каждого стыка.
- Обрабатывают швы щеткой и болгаркой, вооруженной шлифовальным диском.
 Если каркас перекосило, заготовки разъединяют ударами молотка и выкладывают по новой.
Если каркас перекосило, заготовки разъединяют ударами молотка и выкладывают по новой.В том же порядке изготавливается каркас второй створки.
Крепежи и замки
Изготовление запоров осуществляют в такой последовательности:
- От стального прута диаметром 10 мм отрезают фрагмент длиной 40 см. Один его конец длиной 10 (см) сгибают под углом 90°.
- От трубы диаметром 0,5 дюйма отрезают 2 фрагмента по 100 мм. Надевают их на штырь.
- Оба каркаса укладывают на ровной поверхности в том положении, в каком они будут находиться после закрывания ворот.
- Располагают на них штырь таким образом, чтобы трубки лежали на разных створках, примерно на половине высоты вертикальных элементов.
- Фиксируют запор струбцинами.
- Прихватывают трубки к элементам каркаса.
- Проверяют свободу движения штыря.
- Приваривают трубки окончательно.
- Изготавливают еще 2 аналогичных запорных механизма.
- По 1 трубке каждого из них приваривают вертикально в нижней части створок. Ответная часть будет впоследствии заделана в бетон. Эти запоры используются не только как дополнительный замок, но и для фиксации ворот в открытом положении. Это исключает их произвольное закрывание под действием ветра при въезде автомобиля.

После крепления обшивки к ней будут присоединены «ушки» для висячего замка. Если проектом предусмотрен встроенный вариант, его прикручивают винтами к предварительно приваренной пластине. Отверстие для ригеля вырезают после монтажа створок.
Покраска и обшивка
Стальные листы кладут в проектное положение, на них располагают каркасы створок. Тщательно проверяют размеры и, если все детали лежат правильно, приваривают обшивку к рамам.
Тщательно проверяют размеры и, если все детали лежат правильно, приваривают обшивку к рамам.
Далее обе створки временно соединяют узкими стальными полосами на прихватках в единую конструкцию. Это необходимо для монтажа.
Переворачивают изделие обшивкой вверх и приваривают к створкам «ушки» для навесного замка.
Ворота окрашивают после установки на место.
Финальные монтажные работы
Установку ворот производят в таком порядке:
- Вбивают в землю колышек в том месте, где предполагается размещение первого опорного столба.
- Откладывают от него расстояние, соответствующее ширине проема, и устанавливают второй ориентир.
- В отмеченных точках садовым буром высверливают скважины, уходящие на 15-20 см ниже глубины промерзания грунта.
- Устраивают на дне хорошо утрамбованную песчано-щебеночную подушку толщиной 10-15 см.
- Сшивают из рубероида 2 цилиндра и помещают их в скважины. Они обеспечивают гидроизоляцию бетона.
- К стойкам с одной стороны приваривают прутья или полосы, формируя подошву.
- Устанавливают трубы в скважины, контролируя отвесом вертикальность и добиваясь равной высоты оголовков при помощи ватерпаса. Под более низкой опорой досыпают подушку. Расстояние между опорами в свету должно соответствовать проектному.
- Фиксируют опоры деревянными клиньями.
- Готовят раствор и заливают в скважину на 1/3 ее глубины. Протыкают смесь арматурой, выпуская воздух.
- Заливают вторую треть раствора.
- После отвердения смеси убирают клинья и доливают бетон до уровня земли.
- Выставляют ворота между столбов на деревянные бруски — так, чтобы нижний край отстоял от земли на 10 см, от бетонной площадки — на 5 см. Контролируют отвесом и уровнем вертикальность в 2 плоскостях.
- Примеряют петли, отмечают маркером их местоположение на створках и опорных столбах. Детали должны располагаться на вертикальной линии, соосно (верхняя — в 50 мм от оголовка столба).
- Приваривают верхние части петель к каркасам створок, нижние — к опорам.
- Сбивают молотком связи, удерживающие обе половины ворот вместе.
- Проверяют, как створки двигаются на петлях.
- Если все в порядке, наваривают на опорные столбы заглушки из стального листа, нависающие одним краем над петлями. Он послужит ограничителем, предотвращающим съем ворот с навесов.
- Зачищают и шлифуют швы.
- Грунтуют и окрашивают конструкцию.
- Закрывают ворота и опускают нижние запоры. Отмечают на грунте точки, куда уперлись штыри.
- Повторяют операцию при открытых створках.
- В отмеченных точках высверливают перфоратором отверстия (в твердом покрытии) и заделывают в них раствором полудюймовые трубки — ответные части запоров. Если площадка грунтовая, эти места предварительно бетонируют.


Если применяется встроенный замок, его ригель обмазывают мелом, затем ворота закрывают. Поворотом ключа выдвигают ригель, в результате чего на каркасе второй створки появляется белая отметина. По ней вырезают отверстие: сначала высверливают по контуру ряд отверстий, затем удаляют лобзиком перемычки между ними, после обрабатывают края напильником.
Ворота с обшивкой евроштакетником
Каркас створки делают без косых связей, усиливая углы косынками.
Вместо 1 поперечины в середине створки устанавливают 2.
Евроштакетник стремятся расположить так, чтобы между планками оставался просвет в половину их ширины. С целью уместить на створке целое число деталей допускается уменьшить это расстояние, но не более чем на 10 мм. В противном случае обшивка выглядит малопривлекательной.
Широкое распространение получила разновидность, у которой ламели расположены по обе стороны каркаса в шахматном порядке. На такие ворота потребуется больше евроштакетника, но они интересно смотрятся благодаря объемности.
Способ крепления планок зависит от их профиля:
- М-образный — 1 саморез на каждый поперечный элемент каркаса в центре ламели.
- П-образные и полукруглые — 2 шурупами по краям.
Ворота обшитые евроштакетникомИспользуются кровельные саморезы с эластичной шайбой, перекрывающей доступ влаги в отверстие. Без нее штакетина будет ржаветь изнутри.
Порядок монтажа обшивки:
- К установленной на свое место створке прикладывают первую ламель — так, чтобы она не загораживала вертикальный элемент каркаса.
- Выставляют штакетину по отвесу в строго вертикальное положение.
- Прикручивают саморезами.
- На уровне верхней и нижней точек планки натягивают отрезки капронового шнура. Горизонтальность обеспечивают ватерпасом.
- Ориентируясь на шнуры, устанавливают по отвесу и прикручивают прочие штакетины. Между ними выдерживают одинаковое расстояние.
Замок и запоры монтируют в порядке, описанном выше.
Самодельные раздвижные ворота на основе стапеля и уголков
Предлагается вариант для гаража с направляющей над проемом. Ворота оснащены автоматизированным приводом.
Список материалов и расходников
Необходимо приобрести следующее:
- Направляющую.
- Роликовые каретки (4 шт.).
- Ограничитель. Устанавливается снизу, не дает полотну раскачиваться при порывах ветра.
- Плату. Узел, препятствующий раскачиванию ворот при перемещении.
- Зубчатую рейку. Рекомендуется приобрести оцинкованный вариант. Для ворот размером более 5 м требуется изделие толщиной не менее 9 мм.
- Редуктор.
- Пульт ДУ.
- Приемник инфракрасного сигнала. Воспринимает инфракрасные лучи от пульта и передает соответствующие команды контроллеру.
- Оптический датчик. Блокирует привод при наличии предмета на пути полотна.
- Электропривод с контроллером.
- Наружную сигнальную светодиодную лампу.
- Ловушки. Фиксируют створки в открытом положении.

Пп. 5-12 поставляются в комплекте. Их понадобится 2.
Кроме готовых изделий, потребуются такие материалы:
- Профлист.
- Равнополочный уголок 50х50х4 мм. Используется для изготовления рамы полотна.
- Прямоугольная труба сечением 45х25 мм со стенкой 1 или 2 мм. Используется для изготовления обрешетки.
- Провода с сечением, соответствующим мощности электропривода.
- Саморезы.
- Винты.
- Дюбели.
- Герметик.
- Грунтовка и краска.

Помимо инструментов, используемых в вышеописанном примере, понадобятся дрель с набором сверл по металлу и метчик для нарезания резьбы в отверстиях.
Подготовка материала
Уголок и профтрубу нарезают на заготовки согласно чертежу. Материал очищают от ржавчины и грязи, щеткой удаляют с него окалину. Уголок подрезают под 45°, трубу — перпендикулярно.
Кроят профнастил, изготавливая детали обшивки. Данный материал нельзя резать болгаркой, т.к. искры повреждают полимерное антикоррозионное покрытие. Используется ручная ножовка.
Рекомендуется выбирать профнастил с полкой по краю вдоль волны. Она позволит прикрутить 1 саморезом сразу 2 листа в зоне нахлеста.
Сборка рамы
Сварка гаражных ворот своими руками существенно облегчается при наличии т.н. стапеля. Приспособление позволяет собрать 2 одинаковых полотна без перекосов и пропеллерного скручивания.
Изготавливают его следующим образом:
- На грунте вычерчивают прямую линию.
- От нее по угольнику откладывают 2 перпендикуляра так, чтобы расстояние от одного до другого равнялось ширине полотна.
- Вдоль вычерченных линий сооружают подставки наподобие скамеек длиной, равной высоте полотна. Ножки делают из уголка, «сиденье» — из бруска сечением 100х100 мм. При помощи ватерпаса добиваются, чтобы верхние грани лежали в одной горизонтальной плоскости.
- К брускам прикручивают ограничители из небольшого уголка — так, чтобы расстояние между ними равнялось ширине полотна.
- Проверяют равенство диагоналей стапеля.
Далее приступают к сборке рамы:
- На приспособление укладывают обрамление из заготовок, вырезанных из уголка 50х50х4.
- Прижимают его струбцинами к элементам стапеля.
- Раскладывают горизонтально с равным шагом отрезки профтрубы 45х25 мм (обрешетку).
- Проваривают швы.
- Сбивают шлак, шлифуют наплавки.
- Переворачивают каркас и заваривают стыки по углам обрамления с обратной стороны.
- Обрабатывают места соединения металлической щеткой и шлифмашинкой.
- Окрашивают изделие.
Аналогично изготавливают на том же стапеле каркас второй половины ворот.
В завершение к обоим изделиям приваривают на одном уровне «ушки» для навесного замка.
Обшивка створок
Раму располагают на ровной поверхности и кладут сверху профнастил — так, чтобы волны лежали вертикально. Листы стыкуют внахлест.
Выравнивают профнастил и прикручивают к обрешетке кровельными саморезами, ввинчивая их во впадину каждой второй волны.
Монтаж ворот
Установка конструкции осуществляется в такой последовательности:
- При помощи дюбелей над проемом прикручивают к стене направляющую. Горизонтальное положение контролируют пузырьковым уровнем или ватерпасом.
- К створкам на болтах прикручивают по 2 роликовые каретки.
- Тем же способом прикрепляют зубчатые рейки.
- На них в крайних точках фиксируют концевые выключатели.
- Устанавливают створки на место, закладывая ролики в направляющую.
- Выполняют монтаж электропривода — так, чтобы шестерня находилась посредине зубчатой рейки.
- Подключают питание и проверяют работу механизма автоматического открывания ворот.
- Если результат удовлетворительный, к торцам направляющей прикручивают заглушки, препятствующие выпадению роликов.
- Каждую створку переводят в положение «открыто» и примеряют ловушки для их фиксации.
- Прикручивают узел дюбелями к стене, ответную часть — к створке.
- Устанавливают ограничители, препятствующие раскачиванию ворот.
- Согласно инструкции, закрепляют светодиодную лампу, оптический датчик и приемник инфракрасного сигнала.
- Подключают сигнальными проводами сенсоры к контроллеру.

В завершение проверяют работу устройства и зашивают створки с внутренней стороны.
Как самому сварить калитку из профиля
Изготовление производят в той же последовательности, что и створки ворот. Каркас собирается из профтрубы сечением 40х20 мм со стенкой 1 или 2 (мм).
Если для отдельно стоящей калитки нет места, ее врезают в створку ворот. Для этого в каркасе формируют проем, приваривая 2 вертикальных элемента.
Недостаток врезной калитки заключается в большой высоте порога.
Наиболее практичный вариант замка — узкопрофильный, предназначенный для установки в прямоугольную трубу. Он защищен от атмосферных воздействий, благодаря чему прослужит дольше накладного. Отверстие в трубе по длинным сторонам вырезают болгаркой, по короткой — высверливают с последующим удалением перемычек лобзиком и обработкой напильником.
После монтажа калитки ее закрывают и обмазывают ригель замка мелом. Далее поворачивают ключ, чтобы на коробке появилась белая отметина, и по ней вырезают отверстие.
Плюсы и минусы самодельных конструкций
У ворот, изготовленных своими руками, имеются следующие преимущества:
- Низкая стоимость.
- Размеры и дизайн, максимально соответствующие потребностям владельца. Подобные изделия производители изготавливают только по индивидуальному заказу, что обходится намного дороже серийной продукции.
- Заведомо качественные материалы. В противоположность этому, покупатель готовых ворот не знает, какие профили, крепеж и расходники использовались при их изготовлении.

Недостатки следующие:
- Доступны лишь самые простые варианты.
- Самодельные ворота может изготовить только человек с навыками слесарных работ и опытом работы со сварочным аппаратом.
- Требуются большие затраты труда и времени.
Таким образом, своими руками целесообразно изготавливать ворота для дачи или гаража, расположенного внутри двора. Для ограждения, выходящего фасадом на центральную улицу населенного пункта, более правильным решением будет заказать изделие у профессионалов.
Видео по сварке ворот
 » src=»https://www.youtube.com/embed/TDj79FRuj6I?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/TDj79FRuj6I?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Распашные и гаражные ворота на заказ Пермь. Изготовление ворот с калиткой.
Качественные ворота и калитки — гарант безопасности вашего дома
Для защиты имущества традиционно используются различные виды ограждений, самым популярным видом которых является забор. Но забор невозможно представить без ворот, органично дополняющих его как функционально, так и стилистически. Сегодня ворота уже перестали быть просто необходимой частью придомового пространства и превратились в настоящее произведение искусства. Изготовление ворот на заказ в городе Пермь обезопасит ваш дом и позволит ему выгодно смотреться и выделяться среди всего окружения. Если вы желаете купить ворота в Перми, мы рады помочь вам в подборе идеального варианта. Компания «Маршал» занимается изготовлением всех видов ворот: как классических, так и самых необычных изделий.
Компания «Маршал» занимается изготовлением всех видов ворот: как классических, так и самых необычных изделий.
Широкий выбор материалов и индивидуальный дизайн
Ворота могут быть изготовлены из различных материалов, которые мы подберем с учетом особенностей вашего сооружения. Самым популярным материалом сегодня является металл. Он надежно защищает территорию, оберегает от взломов и без износа служит долгие годы. Думаете, где приобрести ворота на заказ в городе Пермь? Мы предлагаем широкий выбор изделий: классические гаражные ворота с калиткой и без нее, гаражные ворота с ковкой, кованые ворота открытого типа и с металлом, ворота с профнастилом и многое другое. Изготовление ворот на заказ – это не только выгодно, но и очень удобно, ведь тип ворот и дизайн зависят от ваших пожеланий и потребностей.
Безупречное качество
Тщательное внимание к деталям и многолетний опыт компании подарят вам уверенность в результате. Мы индивидуально подходим к каждому заказу и рады изготовить ворота по индивидуальному дизайну любой степени сложности. Продажа ворот – приоритет компании «Маршал». Заказать ворота в городе Пермь очень просто: позвоните нам, и мы решим все волнующие вас вопросы. Наши специалисты приедут на участок, где проведут замеры и проконсультируют по подходящим материалам и дизайну. Изготовление ворот осуществляется только опытными мастерами. Кроме того, наша фирма всегда предлагает полный цикл работ вплоть до монтажа изделия. Желаете сделать заказ ворот в Перми? В компании «Маршал» вы всегда найдете лучшее сочетание цены и качества, постоянные скидки, акции и специальные предложения. Мы ждем вашего звонка!
Мы индивидуально подходим к каждому заказу и рады изготовить ворота по индивидуальному дизайну любой степени сложности. Продажа ворот – приоритет компании «Маршал». Заказать ворота в городе Пермь очень просто: позвоните нам, и мы решим все волнующие вас вопросы. Наши специалисты приедут на участок, где проведут замеры и проконсультируют по подходящим материалам и дизайну. Изготовление ворот осуществляется только опытными мастерами. Кроме того, наша фирма всегда предлагает полный цикл работ вплоть до монтажа изделия. Желаете сделать заказ ворот в Перми? В компании «Маршал» вы всегда найдете лучшее сочетание цены и качества, постоянные скидки, акции и специальные предложения. Мы ждем вашего звонка!
Важнейший элемент ограждения
Чтобы обезопасить свою семью и имущество, необходимо продумать ограждение, которое может состоять из забора и ворот. Но при строительстве дома и разработке ограждения не стоит забывать о калитке. Этот, казалось бы, небольшой элемент сооружения выполняет важнейшие функции: надежно защищает от непрошенных гостей, делает пеший проход через ворота удобным и быстрым. Кроме того, именно искусно выполненная калитка может стать изюминкой вашего дома, финальным аккордом в его безупречном дизайне. Необычное оформление калитки позволит ограждению заиграть новыми красками и выгодно отличит ваш дом от всего окружения. Желаете купить прочную и качественную калитку в городе Пермь? Компания «Маршал» рада вам помочь.
Кроме того, именно искусно выполненная калитка может стать изюминкой вашего дома, финальным аккордом в его безупречном дизайне. Необычное оформление калитки позволит ограждению заиграть новыми красками и выгодно отличит ваш дом от всего окружения. Желаете купить прочную и качественную калитку в городе Пермь? Компания «Маршал» рада вам помочь.
Разработка индивидуальной конструкции
Изготовление калитки на заказ – очень трудоемкий процесс, поэтому в данном случае лучше довериться профессионалам и сделать заказ калитки в Перми. При разработке конструкции важно принять во внимание ряд характеристик уже имеющегося ограждения, чтобы новая калитка сочеталась с остальными элементами сооружения. Среди важнейших параметров при изготовлении калитки нужно помнить о размерах, типе сооружения, общем назначении конструкции. Калитка может быть изготовлена из различных материалов, среди которых наиболее популярными являются металл и дерево. При производстве калитки из дерева используется древесина твердых пород для долговечности конструкции. Большее разнообразие предполагает металл: это могут быть как кованые чугунные калитки, так и калитки из низкоуглеродистой стали. Все варианты характеризуются выгодными ценами и прочностью.
Большее разнообразие предполагает металл: это могут быть как кованые чугунные калитки, так и калитки из низкоуглеродистой стали. Все варианты характеризуются выгодными ценами и прочностью.
Гарантия качества
Наша компания рада предложить изготовление как отдельных калиток, так и полноценных ограждений с воротами и забором. Продажа калиток в Перми – одна из основных сфер нашей деятельности. Мы работаем для вас уже более 20 лет, и за это время тысячи клиентов доверили нам свою безопасность. Компания «Маршал» гарантирует высокое качество изделий и проведение всех работ строго в установленные сроки. Наши специалисты выполняют весь спектр основных и дополнительных услуг и производят не только изготовление, но и разработку по индивидуальному проекту и монтаж конструкции. Желаете заказать калитку в Перми, но у вас остались вопросы? Звоните, и мы с радостью поможем решить их и сопроводим исполнение заказа на всех этапах.
Как сварить гаражные ворота — ход работы
Общий вид выполняемых ворот
Сейчас есть множество видов ворот для гаража. Различных модификаций, с электроприводами и без. Но в этом сегменте лидируют все равно гаражные ворота сварные. О них и пойдет речь в этой статье.
Различных модификаций, с электроприводами и без. Но в этом сегменте лидируют все равно гаражные ворота сварные. О них и пойдет речь в этой статье.
Если вы решили выполнить своими руками гаражные ворота, сварить их не доставит большого труда и не потребует много затрат.
Зато в конечном итоге вы получите довольно прочную и долговечную конструкцию. Которую можно обустроить и электроприводом, который следует приобрести заранее и это предусмотреть при проведении монтажных работ.
Подготовка к работе
Все следует начать с эскиза. Который надо отобразить на листе бумаги. Для начала придумайте тип конструкции, будет она монтироваться из уголка или профиля, какие размеры, какой орнамент применим в облицовке изделия. Когда этот вопрос решен и начерчен чертеж, следует закупить нужный материал
Материалы
Когда придумана конструкция, которая подходит именно к вашему строению, следует просчитать материал, чтобы сделать ворота гаражные, как сварить мы расскажем немного позже.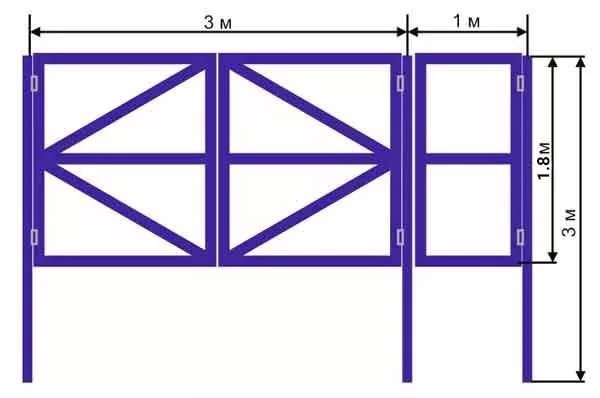
- Для облицовки потребуется листовой металл, с толщиной не меньше 1,5 мм. Размер вы возьмете из выполненного чертежа. Однако следует учесть, что облицовочный материал следует брать как минимум на 20 см больше по длине и высоте изделия;
- В зависимости от выбора конструкции следует купить профильную трубу, или уголок. Однако и тот и другой материал меньше 2,5 см брать не стоит. Тонкая рама не даст нужной жесткости всей конструкции;
- При монтаже потребуются ребра жесткости, которые можно приобрести в отдельности, или использовать обрезки из материала. Однако тогда этот размер следует учесть при закупках;
- Для обезжиривания металлических поверхностей потребуется антикоррозийная жидкость или обычный бензин;
- Грунтовка;
- Краска для металлических поверхностей;
- Приобретите нужный засов для ворот и замок для калитки.
- Материалы старайтесь закупать качественные. Изготовленная конструкция рассчитана не на один год службы. Металл старайтесь брать с большим содержанием углерода, он дольше прослужит и менее подвержен коррозии.

Инструмент
Для любой работы потребуется инструмент, заготовить его надо заранее.
Нам потребуется:
- Полуавтомат или сварочный аппарат мощностью 220Вт;
- Для измерения диагоналей приготовьте капроновую нить;
- Болгаркой с зачистным и отрезными кругами мы будем обрабатывать металл;
- Следует взять ножницы по металлу;
- Для замера диагонали потребуется нить;
- Строительный уровень.
Изготовление гаражных ворот
Когда приготовлено оборудование и закуплен нужный материал. Следует приступить к работе. Обязательно правильно проведите все замеры будущей конструкции. Можно сделать подъемные ворота либо сварить их своими руками.
Внимание: При измерении общих габаритов конструкции предусмотрите вес металла. Учтите момент открытия и закрытия движущихся элементов. Чем больше пролет, тем более мощной должна быть конструкция. Недолжно быть провисаний.
Изготовление рамы
Ворота гаражные сварные крепятся на раме. Которая должна быть достаточно жесткой. От качества ее изготовления, будет зависеть и работа всего изделия.
Которая должна быть достаточно жесткой. От качества ее изготовления, будет зависеть и работа всего изделия.
Следует исключить малейшие провисания. При изготовлении рамы лучше применит 63-й уголок.
- Для начала следует определиться с местом. Это должна быть ровная плоскость. Если у вас есть стол для проведения сварочных работ, тем лучше. Если его нет, придется его сделать . Это не так сложно, но крайне нужно;
- Следует взять два швеллера и разместить их на плоскости, с таким расчетом, что бы готовое изделие было на 20-ть см. больше от плоскости сварочной площадки. При укладке элементов обязательно следует применять строительный уровень. Рабочая плоскость должна быть идеально выполнена. На ней будут производится сварочные работы и в результате неправильного расположения элементов может получиться «пропеллер» по всей плоскости готового изделия. И исправить это будет невозможно. Поэтому поверхность для сварки следует сделать идеально ровной;
- Отрезаем от уголка элементы конструкции, размеры берем из чертежа. У нас получается две верхние и две боковые стойки рамы;
- Сейчас мы будем выполнять сварку конструкции. Некоторые предлагают это делать полуавтоматом, однако это не правильно. Полуавтомат не способен качественно проворить шов такого мощного уголка. Его можно использовать при креплении 25-го уголка. Но мощного, он не проварит. Поэтому для изготовления рамы лучше пользоваться электросваркой;
- Раскладываем уголок. Смотрим, если все нормально, делаем зарезы для проведения сварки под прямым углом. Опять раскладываем элементы и прихватываем их при помощи сварки;
- Смотрим, что бы не было пропеллера. Примеряем диагональ. Если этого не сделать, после выполнения работы может получиться неправильная конфигурация изделия. Все должно плотно прилегать и иметь правильную геометрическую форму. Примеряем к месту установки;
 У нас получается две верхние и две боковые стойки рамы;
У нас получается две верхние и две боковые стойки рамы;Если вы делаете ворота в уже готовый гараж, или другое строение, тогда работа выполняется немного по другому плану:
- Сначала вы промеряете место для установки ворот. Проверяете правильность базы крепления. Замеряете диагональ;
- Если что то не правильно в плоскости крепежа, следует исправить. Для этого следует применить болгарку и круг. Подрежьте места укладки рамы для плотного прилегания;
- После изготовления элементов рамы их можно приложить к контуру крепежа и прихватить. Для этого можете взять в помощь членов семьи;
- После того как элементы прихвачены, их следует уложить на плоскость для проведения сварки и проварить окончательно;
 Проверяете правильность базы крепления. Замеряете диагональ;
Проверяете правильность базы крепления. Замеряете диагональ;Далее работа проводится одинаково для обоих видов монтажа.
- Проваренные швы обрабатываем при помощи болгарки и зачистного круга. Снимаем все наплывы. Проверяем надежность крепления швов при помощи молотка;
- Теперь изготавливаем такую же раму и на обратную сторону стенки. Некоторые предлагают делать ворота с одной рамы. Конечно можно и так, закрепив каркас на анкера к стенке. Однако такая конструкция довольно не надежная и в процессе времени сильно разбиваются отверстия крепежа. А мы делаем для себя и халтурить не будем. Поэтому делаем вторую раму, это не намного увеличит затраты;
- Две готовые рамы прикладываем с обеих сторон стенок проема и прижимаем их к стенке при помощи больших струбцин. Соединяем их при помощи шинки, толщина которой должна бать не менее 3-хмм, а лучше 5 мм. Привариваем. Снимаем струбцины и смотрим. Все получилось жестко и качественно.
 А мы делаем для себя и халтурить не будем. Поэтому делаем вторую раму, это не намного увеличит затраты;
А мы делаем для себя и халтурить не будем. Поэтому делаем вторую раму, это не намного увеличит затраты;В вопросе установки рамы есть один небольшой вопрос. Все дело в нижней части проема, который расположен по земле. Нижняя плоскость должна быть пригодна для крепежа уголка, то есть должна быть жестко выполнена. Для этого по длине нижней части проема следует выкопать небольшую ямку и сделать заливку бетоном.
После энного надо покласть туда бетон и вдавить в него швеллер, который надо подготовит заранее. Когда полностью конструкция застынет, это будет прекрасная база для крепежа.
Делаем створки ворот
После изготовления каркаса приступаем к выполнению створок ворот. Сейчас будет рассказано, как сварить ворота для гаража с применением профильной трубы. Этот материал довольно практичен в проведении такого вида работ. Он достаточно легкий, но при его применении конструкция не теряет своей жесткости.
Этот материал довольно практичен в проведении такого вида работ. Он достаточно легкий, но при его применении конструкция не теряет своей жесткости.
- Делаем замер установленного каркаса. Все размеры снимаем точно. От этого будет зависеть качество монтируемых деталей, которые должны подходить к уже установленной конструкции;
- Проводим резку профиля, по размерам, которые уже сняты. При помощи болгарки и зачистного круга убираем заусенцы с заготовок;
Внимание: Отнеситесь со всей внимательностью к выставлению диагонали конструкции. При неправильности замеров может образоваться «пропеллер» в изделии. Прижимайте все элементы при помощи струбцин и снимайте их только после остывания сварки.
- Производим раскладку заготовок на рабочем месте, прихватываем все соединения. После этого еще раз сверяем, как выдержан размер. Если все верно делаем окончательную сварку;
Пример не совпадения оси при монтаже
- Отрезаем металл для калитки. Прикладываем. Делаем прямой угол при проведении стыковки. Прихватываем. Проверяем. Если все правильно и углы выдержанны, привариваем окончательно;
- Вырезаем элементы калитки и выполняем их изготовление и крепление, так, как описано ранее;
 Прикладываем. Делаем прямой угол при проведении стыковки. Прихватываем. Проверяем. Если все правильно и углы выдержанны, привариваем окончательно;
Прикладываем. Делаем прямой угол при проведении стыковки. Прихватываем. Проверяем. Если все правильно и углы выдержанны, привариваем окончательно;Внимание: Если вы планируете установку внутреннего замка, тогда базу для крепления и отверстия, лучше выполнить до установки листа. После выполнения этой операции, сделать данную работу будет затруднительно.
- Производим установку распорок. Это требуется для придание нужной жесткости конструкции, на них будут крепиться металлические листы. Выкладываем профиль таким образом, что соединяем верх и низ конструкции, или боковые стойки. Расстояние между ними не должно быть менее 50-ти см;
Внимание: Обратите особое внимание, чтобы распорки не находились выше стойки. Здесь будет крепиться лист и все детали, размещенные на неровной поверхности, будут сильно выделяться.
- Для сокращения времени работы и расходов, когда мы делаем гаражные ворота, сварка может выполняться точечным методом;
- Болгаркой и зачистным круга обрабатываем швы соединений и наплывы металла. Обезжириваем полученную конструкцию бензином или антикоррозийной жидкостью. Ждем полного высыхания и при помощи ветоши стираем образовавшийся белый налет.
 Обезжириваем полученную конструкцию бензином или антикоррозийной жидкостью. Ждем полного высыхания и при помощи ветоши стираем образовавшийся белый налет.
Обезжириваем полученную конструкцию бензином или антикоррозийной жидкостью. Ждем полного высыхания и при помощи ветоши стираем образовавшийся белый налет.Крепеж металлического листа к раме створок
Этот вид работ проводится в рукавицах, для предотвращения травм рук об острые края листовой стали. Это уже будет завершающим этапом монтажа.
- С использованием болгарки и отрезного круга производим обрезку листа металла в размер, который указан в чертеже;
- Зачистным кругом снимаем заусенцы в местах обрезки металла;
- Раскладываем листы на каркасе, на лицевой стороне элементы листа кладем в стык при соединении торцов;
- Лист металла проваривается на стыке сплошным швом, после чего, производится зачистка потеков при помощи болгарки и зачистнрго круга;
- Таким же образом привариваем и лист к калитке. Применяем правильные завесы;
Вид завеса для ворот с применением подшипника
- Металлические элементы обезжириваем и покрываем грунтовкой. Красим обработанные детали;
 Красим обработанные детали;
Красим обработанные детали;Установка замков и засовов
Для надежной охраны строения, требуется качественно его защитить. Для этого требуется установить замки и засовы.
- В одной створке двери, та, что закрывается первой, требуется установить засовы в рамы и пол строения. После того, как ворота установлены, следует по месту выполнить отверстия в верхней и нижней части конструкции, между рамой створки и рамой ворот. Это делается в сборе, что бы была полная соосность отверстий и не было люфта задвижки. После этого пруток сгибается в виде буквы «Г» и задвижка готова. Когда вы ее вставите и задвинете, отметьте место установки ограничителя, чтобы засов фиксировался. На этом месте приварите любой пруток, который будет служить фиксатором;
- Раньше были выполнены базы для установки и замков. Теперь не будет составлять труда их поставить. Единственное, не пытайтесь приспосабливать крепеж с наружной части конструкции. Приложите замок и сделайте отметки точек крепления на поверхности металла. После этого обрежьте шляпки на болтах и приварите их в точках крепления. Сварку зачистите и крепите замок на это место.
 После этого обрежьте шляпки на болтах и приварите их в точках крепления. Сварку зачистите и крепите замок на это место.
После этого обрежьте шляпки на болтах и приварите их в точках крепления. Сварку зачистите и крепите замок на это место.Мы рассказали, как правильно сварить гаражные ворота. Если было принято решение об подключении электропривода воротам, не забывайте в верхней части конструкции прикрепить трубу для проводки. Сделайте это сразу. Не забудьте предусмотреть каналы в стере для провода.
На внутренней стороне конструкции, должно быть так же предусмотрено место для установки двигателя. После окончания работ это выполнить будет затруднительно. Если для работы вы выбрали качественный материал, изготовленное изделие будет служить довольно долго.
Сколько стоит монтаж ворот : сварить — расчет метров в Барнауле
Хотите с точностью до рубля узнать, сколько стоит сварить ворота в Барнауле? Тогда вам необходимо определиться с:
- типом ворот;
- оборудованием;
- остальной конструкцией;
- стоимостью элементов.
В целом, финальная цена зависит и складывается из аспектов, способных легко меняться и в сторону увеличения, и в сторону снижения цены. Расчет стоимости ворот включает в себя и предварительные работы. Обратите внимание: для определённого типа конструкций есть свои тонкости в отношении монтажа. Самая значительная часть затрат при подготовке ждёт тех, кто предпочёл откатные ворота. Это обусловлено тем, что откатные ворота требуют куда более солидной основы и наличия надёжных закладных, в сравнении с остальными моделями. При этом качество предварительной подготовки напрямую влияет на смету услуг и на долговечность всей конструкции.
Расчет стоимости ворот включает в себя и предварительные работы. Обратите внимание: для определённого типа конструкций есть свои тонкости в отношении монтажа. Самая значительная часть затрат при подготовке ждёт тех, кто предпочёл откатные ворота. Это обусловлено тем, что откатные ворота требуют куда более солидной основы и наличия надёжных закладных, в сравнении с остальными моделями. При этом качество предварительной подготовки напрямую влияет на смету услуг и на долговечность всей конструкции.
Если вы выбрали распашные ворота, вам необходимо будет установить опоры.При работе с секционным типом ворот затраты на подготовку будут минимальными. Это связано с тем, что они наиболее универсальны и могут быть монтированы буквально в любой проём. Какие бы ворота вы ни выбрали, необходимо обратить внимание на прокладку кабелей питания, причём как именно их проложить, вы можете выбрать сами, ориентируясь на ваши финансовые возможности. Цены на ворота дополнятся и стоимостью доставки ворот. Наиболее экономичный вариант – самостоятельная доставка, если у вас есть такая возможность.
Наиболее экономичный вариант – самостоятельная доставка, если у вас есть такая возможность.
Что же ещё может повлиять на финальную сумму за работы? Важно учесть размеры и вес ворот, а также особенности их конструкции, наличие и количество дополнительного оборудования. Соответственно, чем его больше, а конструкция – комплекснее, тем общий чек дороже. Другие аспекты затрат будут слишком незначительными в контексте общей цены.
Вы можете воспользоваться специальными таблицами для расчёта стоимости монтажных работ, либо обратиться за консультацией к специалистам выбранной фирмы.
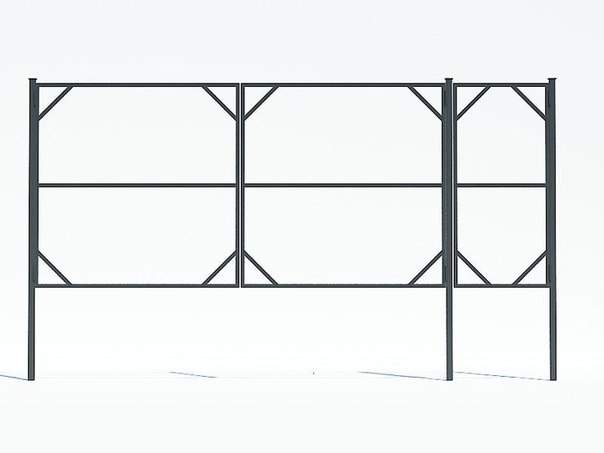
Каркас ворот под обшивку профнастилом. —
У нас вы можете заказать изготовление каркаса ворот под обшивку профнастилом.
Мы изготавливаем каркасы ворот под обшивку профнастилом, шириной от 3-х до 5 метров и высотой от 1,7 до 2,6 метра . С примыкающей калиткой, встроенной в створку калиткой, с отдельной калиткой либо вообще без калитки.
Каркас ворот под профнастил это наиболее распространенный тип каркасов ворот.
Он легкий, недорогой и не сложный в установке.
Обшивка каркаса ворот профнастилом не представляет труда, если каркас ворот сварен с учетом полезной ширины профнастила.
Частая ситуация — когда ограждают участок забором из профнастила, то покупают профнастил на весь периметр участка с учетом ворот. То есть закупают профнастил и для обшивки ворот.
Но у разных видов профнастила разная высота волны и полезная ширина.
Чтобы не резать профнастил, каркас ворот под обшивку заказывают с учетом полезной ширины профнастила.
При обшивке каркаса ворот профнастилом можно накладывать волны профнастила друг на друга, но ни в коем случае его нельзя резать.
Но это не касается тех случаев, когда куплен самый дешевый и тонкий профнастил С8. Этот профнастил резать можно).
Таким образом, для каждого вида нормального и качественного профнастила нужно изготавливать каркас ворот с определенными размерами.
А ширину калитки лучше всего делать в полную ширину конкретного, купленного вами профнастила.
Поэтому, если вы купили хороший профнастил, то логичнее всего заказать изготовление каркаса ворот именно под этот конкретный профнастил.
Каркас ворот под обшивку профнастилом мы производим из профильной трубы 40х20 мм, 40х25 мм, 40х42 мм, 50х25 мм, 60х30 мм, 60х40 мм. Створки каркаса ворот под обшивку, выполненные из профильной трубы, удобно и практично обшивать профнастилом, используя кровельные оцинкованные саморезы.
Под каждый тип профнастила у нас предусмотрены разные конструкции каркаса, с учетом вариантов крепежа обшивки и массы створок.
Столбы для каркаса ворот под обшивку профнастилом мы изготавливаем из профильной трубы 80х80х4мм либо 100х100х4мм длиной 3,5-4,5 метра. Такая длина столбов определяется необходимостью их заглубления на глубину промерзания.
При промерзания почвы, только заглубление столбов 1,5 метра гарантирует их неподвижность в грунте.
Например, высота ворот 2 метра + зазор между створкой ворот и землей 0,1-0,2 метра + заглубление столба на 1,5-1,7 метра.
Получается, что длина столба для ворот должна быть 4 метра.
В зависимости от условий установки и бурения, лишние 5-20 сантиметров столба можно срезать без ущерба качеству установки.
Можно, конечно использовать столбы меньшего сечения, с меньшей толщиной стенки, меньшей длины, но тогда удешевление сказывается на прочности и долговечности. Не сразу, но сказывается.
Если столбы ворот соединены с забором через металлические прожилины , то ворота будут устойчивыми и створки ворот никогда не сойдутся.
Если прочной связи с остальным забором нет, то столбы ворот можно укрепить съемной, или несъемной перемычкой прикрепленной к крышкам столбов ворот.
Мы можем изготовить эту перемычку в виде отрезка профиля или в виде каркаса декоративного козырька под обшивку профнастилом, деревом или поликарбонатом.
Наши каркасы ворот под обшивку профнастилом оснащены длинными упорами в землю, проушинами под замок, засовами и задвижками.
Стоимость каркаса ворот под профнастил. (ориентировочная)
(ориентировочная)| тип ворот | размер | стоимость | материал столбов | материал створок |
| кв-1 ворота | 2х3 | 9200 | 60х60х2 — 3,5м | 40х20х1,5 |
| кв-1 калитка | 1х2 | 5400 | 60х60х2 — 3,5м | 40х20х1,5 |
| кв-1 ворота | 2х4 | 9600 | 60х60х2 — 3,5м | 40х20х1,5 |
| кв-1 калитка | 1х2 | 5400 | 60х60х2 — 3,5м | 40х20х1,5 |
| кв-2 ворота | 2х3 | 10500 | 80х80х2- 3,5м | 40х25х1,5 |
| кв-2 калитка | 1х2 | 5600 | 80х80х2- 3,5м | 40х25х1,5 |
| кв-2 ворота | 2х4 | 11100 | 80х80х2- 3,5м | 40х25х1,5 |
| кв-2 калитка | 1х2 | 5900 | 80х80х2- 3,5м | 40х25х1,5 |
| кв-3 ворота | 2х3 | 13600 | 80х80х3-3,5м | 50х25х1,5 |
| кв-3 калитка | 1х2 | 6600 | 80х80х3-3,5м | 50х25х1,5 |
| кв-3 ворота | 2х4 | 15300 | 80х80х3-3,5м | 50х25х1,5 |
| кв-3 калитка | 1х2 | 6700 | 80х80х3-3,5м | 50х25х1,5 |
| кв-4 ворота | 2х3 | 17200 | 100х100х3 — 3,5м | 50х25х2 |
| кв-4 калитка | 1х2 | 7500 | 100х100х3 — 3,5м | 50х25х2 |
| кв-4 ворота | 2х4 | 17900 | 100х100х3 — 3,5м | 50х25х2 |
| кв-4 калитка | 1х2 | 7500 | 100х100х3 — 3,5м | 50х25х2 |
Стоимость каркаса ворот под профнастил зависит от их размера и оснащения.
Каркас ворот под обшивку профнастилом 2х3 метра, с калиткой 1х2 метра, сваренный из профильной трубы 50х25х1,5мм, со столбами сечением 80х80х3мм длиной 3,5 метра, в каркасе будут все возможные засовы, проушины и упоры — 20200 р.
Каркас ворот под обшивку профнастилом 2х4 метра с калиткой 1х2 метра — 22000 р.
Приведенные выше примеры стоимости каркаса ворот — это хорошее соотношение прочности и долговечности.
Вы можете уточнить стоимость каркаса ворот нужного вам размера и конфигурации связавшись с нашими менеджерами.
У нас вы можете заказать качественный и прочный каркас ворот под обшивку профнастилом.
Крепкий, надежный, с закрытыми полостями и с полноценными длинными столбами из толстостенного материала.
Мы изготовим для вас каркас ворот под обшивку профнастилом в кратчайшие сроки и с учетом ваших пожеланий.
Каркас ворот, который мы изготавливаем, отличаются надежностью и долговечностью.
— Профнастил — материал обшивки забора и ворот — встречается очень разной толщины и качества. Даже если вы не поскупились на нормальный профнастил для обшивки забора (с ребром 18-21 мм и толщиной 0,45-0,55 мм), то найти готовые ворота, с качественным каркасом и обшитые хорошим профнастилом довольно сложно. Проще, быстрее и дешевле заказать у нас каркас и обшить его тем же профнастилом, каким обшит ваш забор.
— Если вы определились с выбором профнастила для забора, а профнастил бывает с разной шириной, высотой и шагом ребра, то вам заранее известна его полезная ширина. Исходя из этого, вы можете заказать у нас каркас ворот известной ширины так, чтобы не пришлось резать профнастил. Таким образом, вы можете использовать для ворот тот же профнастил что и для забора.
— Каркас ворот под профнастил может быть изготовлен нами любой нужной вам ширины и высоты, с нужными вам опциями.
— Для установки наш каркас ворот более удобен, чем готовые ворота, потому что при транспортировке, разгрузке, установке готовых, обшитых ворот происходит повреждение их покрытия, обшивки, загрязнение бетоном.
— Устанавливать наш каркас проще, чем обшитые ворота — «голый» каркас легче, и с ним проще управляться. А чем меньше сложностей при установке, тем лучше ее качество.
— Готовые ворота и каркасы ворот неизвестно как и чем окрашены. Металлопрокат поступает с заводов и металлобаз или промасленным, или слегка ржавым. Обезжирили ли металл перед тем как покрасить готовые ворота? Очистили ли его от ржавчины?
— Не все покупатели понимают из чего и как «сварены» «готовые» «каркасы» и «ворота», главное чтобы подешевле… Наш каркас сварен из толстостенного, качественного материала, и выгодно отличается ценой — он, в среднем дороже, чем на рынке. Соответственно и лучше.
— Дешевые готовые каркасы ворот всегда имеют слабые, короткие столбы. Каркас створок слеплен на прихватках из тонкостенной имитации профильной трубы.
— створки каркаса ворот должны быть насколько возможно легкими — легкие ворота служат дольше. Меньше нагрузка на столбы, створки не провисают, столбы не гнутся, петли практически не изнашиваются, закрываются-открываются легко.
— каркас распашных ворот должен быть максимально простыми и надежными. Если вам понадобится открыть ворота всего лишь два-три раза в неделю, то не стоит усложнять их приводами, механизмами и врезными замками. Усложнение каркаса ворот ведет к его удорожанию и уменьшению надежности.
— створки каркаса ворот должны быть жесткими на скручивание. Это достигается использованием профильной трубы со стенкой не меньше 1,5 мм, тщательным провариванием всех узлов и соединений и использованием определенной технологии изготовления.
— профильные трубы, из которых сварен каркас, должны быть заглушены и все швы должны быть проварены. Тогда внутрь створок не попадет вода и не будет коррозии или разрыва при замерзании.
— самое главное — вы покупаете ворота один раз и на всю жизнь.
Поэтому дешевле купить одни ворота за 20 тыс. чем менять дешевые ворота раз в 10-15 лет.
Также мы занимаемся установкой каркасов ворот под обшивку профнастилом.
В чем разница между сваркой MIG и TIG?
Когда клиенты знакомятся с определенными условиями и процессами, связанными с изготовлением эмблем, ворот и других изделий из железа и металла, они могут лучше оценить процедуры, которые входят в этот тип узкоспециализированных усилий. В компании Aberdeen Custom Gate & Iron мы применяем методы сварки MIG и TIG, в обеих из которых используется электрическая дуга для сварки для сплавления рабочих деталей.
Вкратце, основное различие между сваркой MIG и TIG состоит в том, что процедура MIG — это очень быстрый способ выполнения сварных швов, в то время как процедура TIG — гораздо более тонкий и тонкий процесс.
Кроме того, MIG предполагает использование стабильного расходуемого электрода, который плавится сам и попадает в сварочную ванну.
TIG, напротив, использует неплавящийся вольфрамовый электрод для создания дуги между электродом и изделием. Поскольку электрод не расходуется при сварке TIG, поддерживать устойчивую дугу довольно просто.
Здесь мы предоставим некоторые дополнительные сведения для сравнения этих двух типов сварки, которые Aberdeen Custom Gate & Iron использует ежедневно.
Сварка МИГ
Аббревиатура MIG расшифровывается как Metal Inert Gas. В этом процессе сварки используется катушка с непрерывной подачей сварочной проволоки, которая прекрасно горит, плавит и сплавляет два куска металла — основной и основной. Непрерывная подача снижает вероятность дефектов сварки, которые могут возникать в паузах и интервалах. Этот процесс заметно проще по сравнению со сваркой TIG, поскольку проволока разматывается с катушки и подается в сварочную ванну для заполнения.Таким образом, от оператора требуется меньше навыков.
С помощью сварки MIG можно сваривать различные материалы, включая низкоуглеродистую сталь, нержавеющую сталь и алюминий. Кроме того, можно сваривать металлы различной толщины, в том числе тонкие листы, а также конструкционные плиты, которые значительно тяжелее.
Кроме того, можно сваривать металлы различной толщины, в том числе тонкие листы, а также конструкционные плиты, которые значительно тяжелее.
Сварка TIG
Аббревиатура TIG означает «инертный газ вольфрама». Здесь удлиненные сварочные стержни медленно подаются в сварочную ванну; и ключевое слово «медленно».Сварщик TIG может сваривать многие типы металлов, но процесс занимает значительное время. Неплавящийся вольфрамовый электрод используется для создания дуги с чрезвычайно высокой температурой, которая позволяет эффективно плавить обрабатываемый металл. Поскольку электрод не расходуется, поддержание устойчивой дуги никогда не является проблемой. Непревзойденный контроль над расплавленной сварочной ванной, но обе руки оператора работают одновременно.
TIG применяется при сварке как черных, так и цветных металлов с широким диапазоном толщин, не превышающих 8 мм.Поскольку этот процесс идет медленнее, в конечном результате получаются высококачественные сварные швы с идеальной четкостью для алюминия, углеродистой и нержавеющей стали. Сварка TIG — лучший вариант, когда требуется особенно высокое качество сварки. TIG, в отличие от MIG, обычно используется для более тонких материалов.
Сварка TIG — лучший вариант, когда требуется особенно высокое качество сварки. TIG, в отличие от MIG, обычно используется для более тонких материалов.
При сварке MIG и TIG сварочная ванна защищена от атмосферы кожухом из инертного газа вокруг дуги; и хотя оба этих метода сварки имеют свои преимущества, один не может использоваться вместо другого.Они не взаимозаменяемы и предназначены для конкретных целей. MIG идеально подходит для крупных проектов, тогда как сварка TIG прекрасно подходит для небольших проектов, включая использование более экзотических металлов, таких как золото, никель и латунь. TIG также может создавать более точную и сложную детализацию.
В конце концов, потрясающие произведения искусства из металла, в том числе изготовленные на заказ ворота, создаются благодаря обеим этим процедурам, которые стали усовершенствованными благодаря своим древним практикам тысячелетней давности.
Все, что вам нужно знать о сварочных аппаратах MIG
Сварочные аппараты MIG — отличный аппарат для сварки.
Когда дело доходит до сварочных аппаратов MIG, все очень просто, но что еще вам нужно знать?
В Fence Supply Online мы поставляем сварочные аппараты MIG от Forney Industries, и мы хотим, чтобы наши клиенты знали о них все.
Благодаря опыту Forney Industries, наша команда экспертов теперь много знает о сварочных машинах.
Мы попросили их составить небольшой контрольный список и собрали результаты в этот пост.
Все, о чем вам нужно знать, включает:
- Что такое сварочный аппарат MIG?
- Что можно делать со сварочным аппаратом MIG?
- Они бывают разных размеров?
- Есть ли преимущества у сварочного аппарата MIG?
- Подходят ли они для новичков?
- А как насчет опций?
Давайте подробнее рассмотрим каждую точку.
Что такое сварщик MIG?
Давайте начнем с самого начала: сварка металла в среде инертного газа более известна как сварка MIG.
В нем используется непрерывная катушка с металлической проволокой для сварки двух металлических частей вместе. Проволока пропускается через сварочную горелку, что обеспечивает сварку при сильном нагреве. Это простая в использовании машина, и люди говорят, что она мало чем отличается от клеевого пистолета.
Проволока пропускается через сварочную горелку, что обеспечивает сварку при сильном нагреве. Это простая в использовании машина, и люди говорят, что она мало чем отличается от клеевого пистолета.
Некоторые знают сварку MIG как сварку проволокой.
Что можно делать со сварочным аппаратом MIG?
С ним можно выполнять практически любые сварочные работы.
В путеводителях говорится, что вы можете соединять металл толщиной от 24 до полдюйма.
Если вы знаете свои металлы, вы будете знать, что это широкий диапазон.
Вам придется варьировать толщину проволоки по диапазону, но вы быстро освоите параметры.
Они бывают разных размеров?
Да, сварочные аппараты MIG бывают всех размеров, форм и уровней портативности.
Предлагаем сварочный аппарат Forney Easy Weld 125 MIG, идеальный вариант для начинающих.
Он использует провод 0,30 дюйма и является очень портативным.
С другой стороны, мы продаем сварочный аппарат Forney 270 MIG.
Предназначен для опытных сварщиков, поставляется на роликах и колесах для передвижения по цеху.
Между ними есть аппараты, подходящие для сварщиков всех уровней.
Есть ли преимущества у сварочного аппарата MIG?
Да, это быстрый ответ, и некоторые из них довольно очевидны.
Поскольку сварочный аппарат MIG настолько прост в использовании, он идеально подходит как для новичков, так и для профессионалов.
Сварочные аппараты MIG портативны, их легко убрать, когда они не используются.
Сварку проволокой легко контролировать, и со временем вы получите очень чистый сварной шов.
Широкий диапазон сварки, от 24 до полудюйма, также дает вам множество рабочих вариантов.
Подойдут ли они новичкам?
Опять же, да, и мы даже можем сказать, что сварочные аппараты MIG идеально подходят для начинающих.
Они настолько просты в использовании, что это может быть так же просто, как включить аппарат и сваривать, как клеевой пистолет. Ну, может быть, не так просто, но это простой процесс.
Ну, может быть, не так просто, но это простой процесс.
Сварщик MIG очень популярен среди любителей, домашних мастеров, ремонтников на выходных и владельцев ранчо, работающих неполный рабочий день. Они также очень популярны у работников магазинов и людей, которые ежедневно пользуются сварочными аппаратами.
Новички заинтересованы, потому что научиться сварке MIG очень легко. Это правда, и вы можете стать отличным сварщиком, соблюдая правила сварки MIG.
Что с опциями?
Конечно, есть варианты, если сварка MIG не для вас.
В Fence Supply Online мы также предлагаем сварочные аппараты TIG и Stick для тех, кто предпочитает другой метод.
Мы рекомендуем вам изучить все три типа сварки, прежде чем принимать решение.
Наша команда специалистов всегда поможет Вам с решением.
Позвоните нам
В Fence Supply Online теперь есть широкий выбор сварочных аппаратов и принадлежностей.
Мы рады предложить ассортимент Forney всем нашим клиентам.
У нашей команды экспертов есть все необходимое.
Позвоните нам сегодня по всем вопросам, связанным со сваркой.
Приварные петли | HardwareSource
Вы пытаетесь найти идеальное решение для самозакрывающихся ворот, двери или шкафа? HardwareSource с гордостью предлагает широкий выбор сварных петель для металлических ворот и дверей.Приварные петли для ворот обеспечивают компактный и надежный способ крепления металлических дверей к металлическим каркасам. Независимо от того, покупаете ли вы двери определенного типа, ворота или строительный объект, у нас есть все, что вам нужно, с помощью набора приварных петель, которые укрепят любой тип корпуса. Если вы знаете требуемый вес и тип отделки, воспользуйтесь нашими фильтрами, чтобы сузить область поиска. Изучите нашу подборку сегодня, чтобы найти множество вариантов оборудования!
Высокие нагрузки и сверхмощные
Одним из больших преимуществ использования свариваемых петель является то, что они способны выдерживать больший вес, чем большинство петель, которые крепятся винтами или болтами. Мы предлагаем ассортимент приварных петель для ворот, которые могут выдерживать нагрузку от 500 до 999 фунтов, от 1000 до 1999 фунтов и 2000 фунтов и более. Петли с высокой нагрузкой предназначены либо для дверей с радиальными нагрузками, дверей с доводчиками и дверей с большим отношением длины к ширине, либо для использования на открытом воздухе и в суровых условиях. Каждая петля для высоких нагрузок имеет конструкцию из необработанной стали для долговечности. Петли для тяжелых условий эксплуатации идеально подходят для крепления на болтах и приварки. Свариваемые тюремные петли идеально подходят для очень тяжелых дверей, таких как тюремные двери, двери рентгеновских кабинетов с свинцовым покрытием и т. Д.
Мы предлагаем ассортимент приварных петель для ворот, которые могут выдерживать нагрузку от 500 до 999 фунтов, от 1000 до 1999 фунтов и 2000 фунтов и более. Петли с высокой нагрузкой предназначены либо для дверей с радиальными нагрузками, дверей с доводчиками и дверей с большим отношением длины к ширине, либо для использования на открытом воздухе и в суровых условиях. Каждая петля для высоких нагрузок имеет конструкцию из необработанной стали для долговечности. Петли для тяжелых условий эксплуатации идеально подходят для крепления на болтах и приварки. Свариваемые тюремные петли идеально подходят для очень тяжелых дверей, таких как тюремные двери, двери рентгеновских кабинетов с свинцовым покрытием и т. Д.
SureClose от D&D Technologies
Затраты на замену или постоянный ремонт доводчиков могут быстро возрасти. Эти свариваемые петли от D&D Technologies тщательно спроектированы и безупречно обработаны, чтобы обеспечить привлекательный и надежный конечный результат. Эти петли, разработанные для замены обычных доводчиков, петель и коллекторов, идеально подходят для коммерческих и промышленных, а также индивидуальных ворот для жилых и частных домов. Мы предлагаем три основные модели, включая петли двойного действия для приварки, а также безопасные и небезопасные петли, которые позволяют воротам поворачиваться на 90 или 180 градусов в одном направлении.Все петли SureClose имеют стильный дизайн и устойчивы к коррозии с использованием высокопрочного алюминия и компонентов из нержавеющей стали.
Мы предлагаем три основные модели, включая петли двойного действия для приварки, а также безопасные и небезопасные петли, которые позволяют воротам поворачиваться на 90 или 180 градусов в одном направлении.Все петли SureClose имеют стильный дизайн и устойчивы к коррозии с использованием высокопрочного алюминия и компонентов из нержавеющей стали.
У нас также есть ассортимент приварных петель для плоского и круглого крепления, а также приварных петель с лентами, подъемных петель и приварных петель с роликоподшипниками, так что вы можете найти решение для любого типа проекта. у вас на горизонте. Многие из поставляемых нами петель для приварных ворот также загрунтованы под покраску. Если у вас есть какие-либо вопросы о свариваемых петлях, не стесняйтесь обращаться к нам за дополнительной информацией или помощью.
Что делать при слабых сварных швах
Линии сварки возникают, когда конструктивные элементы детали или инструмента, такие как отверстия или ребра, разделяют поток расплава, и отдельные потоки не сливаются полностью при встрече.![]() Слабые линии сварного шва возникают, когда перепутывание полимерных цепей на границах фронта потока небольшое или отсутствует.
Слабые линии сварного шва возникают, когда перепутывание полимерных цепей на границах фронта потока небольшое или отсутствует.
Линии сварки или трикотажа, возможно, являются наиболее распространенным дефектом, который трудно устранить при литье под давлением.Они возникают, когда фронты течения расплава сталкиваются в полости формы. Плохая линия вязания может вызвать только косметические дефекты или существенно ослабить структурную целостность детали. Прочность на линии вязания может составлять всего 20% от номинальной прочности детали — или она может быть 100% такой же, в зависимости от множества переменных.
Слабые сварные линии возникают из-за выбора материала, конструкции детали, инструментов и обработки. Некоторые материалы более или менее «снисходительны» к сварным линиям.Конструкция детали имеет значение, поскольку неоднородная толщина стенки может изменять сдвиг и скорость потока фронта расплава, что приводит к разделению пути потока. Эффекты оснастки включают в себя несколько ворот в полости и выступы в форме, такие как выступы и ребра, а также отверстия или углубления, которые могут прерывать и разделять поток расплава на отдельные фронты. Изменение температуры на одном участке поверхности формы также может создать неоднородный фронт потока.
Эффекты оснастки включают в себя несколько ворот в полости и выступы в форме, такие как выступы и ребра, а также отверстия или углубления, которые могут прерывать и разделять поток расплава на отдельные фронты. Изменение температуры на одном участке поверхности формы также может создать неоднородный фронт потока.
Запутывающие цепи
Характеристики материала могут влиять на вязку фронтов расплава.Слабость возникает, когда полимерные цепи только частично запутываются по линии сварного шва. Аморфные смолы обычно обеспечивают лучшую прочность линии сварки, чем полукристаллические смолы, а смола с более высокой скоростью потока может обеспечить лучшую упаковку для более прочной линии сварки. Добавление стекловолокна также снижает прочность сварного шва.
Иногда летучие вещества, выделяемые смолой во время обработки, снижают прочность сварного шва. Если не вентилировать должным образом, газ может разделять фронты потока.
Проектирование деталей и инструментов
В целом, характер течения пластика при его входе в полость формы наиболее важен для прочности линии сварки. Минимизация прерываний потока и их размещение так, чтобы фронты потока могли встречаться и течь на некотором расстоянии друг от друга для правильного слияния, являются ключами к оптимизации производительности детали.
Минимизация прерываний потока и их размещение так, чтобы фронты потока могли встречаться и течь на некотором расстоянии друг от друга для правильного слияния, являются ключами к оптимизации производительности детали.
Первое правило — разместить затвор так, чтобы линия шва не находилась в той области детали, которая будет испытывать высокие нагрузки во время использования. Измените расположение ворот, чтобы переместить линию шва в ненагруженную зону. Если деталь имеет несколько ворот, попробуйте заблокировать некоторые ворота, чтобы уменьшить количество потенциальных фронтов потока (но сначала получите разрешение!).В качестве альтернативы попробуйте добавить язычок перелива, который способствует удалению воздуха и запутыванию молекулярных цепей.
Оптимизируйте линии сварки, выбрав положение затвора, которое позволяет полимеру продолжать течь и сливаться после рекомбинации фронтов потока.
Еще одно важное правило конструкции детали — равномерная номинальная стенка, обеспечивающая постоянный фронт потока и предотвращающая колебания потока при заполнении. Здесь важен тип смолы и ее усадка. Максимальное отклонение толщины стенки, допустимое для аморфных смол или смол с низкой усадкой, составляет 25%, в то время как для полукристаллических смол или смол с высокой усадкой максимальное отклонение номинальной толщины стенки ограничивается 15%.
Здесь важен тип смолы и ее усадка. Максимальное отклонение толщины стенки, допустимое для аморфных смол или смол с низкой усадкой, составляет 25%, в то время как для полукристаллических смол или смол с высокой усадкой максимальное отклонение номинальной толщины стенки ограничивается 15%.
Оптимизируйте характеристики линии сварки, выбрав такое положение затвора, которое позволит полимеру продолжать течь и сливаться после рекомбинации фронтов потока. Также очень важно правильно вентилировать область на линии сварного шва и рядом с ней. Возможно, стоит добавить язычок потока, который позволяет фронтам потока немного лучше срастаться, а также действует как вентиль для захваченного воздуха, когда фронты потока встречаются. Эта вкладка потока должна быть отключена, что требует дополнительной операции. Выступы, ребра и т.п. должны располагаться по направлению потока для облегчения заполнения и удаления воздуха.Другими методами уменьшения или удаления захваченного воздуха являются использование пористой стальной вставки или вентилируемых стержней сердечника для улучшения вентиляции. Другой подход — вакуумная вентиляция.
Другой подход — вакуумная вентиляция.
Если вы подозреваете, что на пресс-форме образовалась горячая точка, дайте инструменту простаивать, пока он не нагреется до постоянной температуры. Сравните первый снимок с последующими кадрами материала. Если путь потока отличается, причиной является проблема температуры и охлаждения, связанная с инструментальной сталью. Проверьте форму на наличие горячих точек и постарайтесь добиться равномерного охлаждения.Убедитесь, что обе половины формы имеют одинаковую температуру.
Указатели обработки
Обработка может повлиять на прочность и внешний вид сварной линии, но не может устранить первопричины в конструкции материала, детали или инструмента. Низкое давление на фронте потока не способствует запутыванию молекулярных цепей, что приводит к плохой ударной вязкости. Деталь может быть запакована не полностью, и если линия шва находится в последней области для заполнения, она может не увидеть большого давления уплотнения.
Захваченный воздух (или летучие вещества) может препятствовать хорошему сшиванию фронтов сходящегося потока. Штифты с сердечником, «глухие» отверстия и особые элементы пресс-формы могут вызвать захват воздуха. Продувка также может быть причиной неравномерного течения расплава и слабого слияния фронта течения.
Часто помогает увеличить скорость нагнетания, уменьшить время заполнения и увеличить скорость сдвига.
Фронты холодного течения не являются тем виновником, о котором часто думают. Температура фронта потока имеет лишь незначительное влияние на молекулярные цепочки, пересекающие границу фронта потока и запутывающиеся в цепях сходящегося потока.Хотя многие переработчики любят повышать температуру расплава для улучшения текучести и прочности линии сварки, повышенные летучие вещества, выходящие из полимера, имеют тенденцию к снижению прочности линии сварки. Используйте эту тактику в крайнем случае.
Вместо этого он часто помогает увеличить скорость впрыска, уменьшить время заполнения и увеличить скорость сдвига, что может снизить вязкость полимера во время заполнения и тем самым обеспечить лучшее перепутывание цепей и лучшую упаковку. Также помогает увеличение давления упаковки или удержания, а также увеличение времени упаковки и выдержки.Повышение давления уплотнения или удержания помогает устранить условия низкого давления на линии сварки. Еще одна тактика, способствующая более сильному запутыванию цепи на линии сварки, — повышение температуры формы на 10 ° C (20 ° F).
Также помогает увеличение давления упаковки или удержания, а также увеличение времени упаковки и выдержки.Повышение давления уплотнения или удержания помогает устранить условия низкого давления на линии сварки. Еще одна тактика, способствующая более сильному запутыванию цепи на линии сварки, — повышение температуры формы на 10 ° C (20 ° F).
Формовщики должны по возможности проследить за тем, чтобы линия сварки формировалась во время первой стадии заполнения детали. Создание прочной линии сварного шва во время упаковки и удержания часто бывает проблематичным, так как заставить фронты потока слиться вместе намного сложнее при минимальном потоке.
Неравномерный фронт потока из-за неоднородной толщины стенок может быть устранен за счет входа в толстую область и обеспечения лидера потока в тонких областях для обеспечения равномерного заполнения.Помните, что более толстые участки детали заполняются предпочтительно из-за более низкого давления расплава, необходимого для заполнения. Пластический поток ускоряется в более толстых сечениях и замедляется в тонких. Это может позволить полимеру «двигаться» по периметру или участку детали и улавливать воздух или летучие вещества. Решение может заключаться в увеличении скорости впрыска и округлении края или сужении стыка между областями разной толщины. Лучшим ответом будет изменение конструкции детали с равномерной толщиной.
Пластический поток ускоряется в более толстых сечениях и замедляется в тонких. Это может позволить полимеру «двигаться» по периметру или участку детали и улавливать воздух или летучие вещества. Решение может заключаться в увеличении скорости впрыска и округлении края или сужении стыка между областями разной толщины. Лучшим ответом будет изменение конструкции детали с равномерной толщиной.
Имейте в виду, что мягкие на ощупь материалы TPE чувствительны к сдвигу и могут иметь значительные линии потока даже без прерывания фронта потока.Хотя эти линии не являются истинной линией сварного шва, они являются эстетическими дефектами и указывают на более слабые участки детали. Эти материалы могут иметь линию потока в любом месте, где изменяется скорость сдвига, что имеет тенденцию происходить при расширении фронта потока.
Для детали с несколькими затворами, по возможности, попробуйте заслонки клапана, а не горячие наконечники, и упорядочьте срабатывание заслонки клапана каскадно, чтобы заслонка открывалась только после того, как расплав протекает мимо нее, что приводит к единственному фронту расплава.
ОБ АВТОРЕ
Джон У.Bozzelli ведет семинары по дизайну и переработке пластмасс более 30 лет. Он имеет обширный опыт в разработке и переработке полимеров более чем за 20 лет работы в Dow Plastics. Он является основателем компании Injection Molding Solutions / Scientific Molding в Мидленде, штат Мичиган, которая предоставляет услуги по обучению на производстве и консультационные услуги. Телефон: (998) 832-2424 или электронная почта: [email protected].
500FSSW Задвижка из кованой нержавеющей стали
500FSSW Задвижка из кованой нержавеющей стали — сварка внахлест
• Задвижка из кованой нержавеющей стали
• Класс 800
• Сокращенный порт
• ASTM A182 / 316L
• ASME B16.34
• Максимальное давление 1975 PSI
• Максимальная температура 850
• Крышка на болтах
• API 602 / API 598
• NACE MR0175
• Размеры 1/2 «- 2»
Характеристики материалов
| № | Часть | .Материал Карбон | Материал Нержавеющая сталь |
|---|---|---|---|
| 1 | Кузов | A105 | A182 F316L |
| 2 | Сиденье | A276 410 | A182 F316L |
| 3 | Клин | A276 420 | A182 F316L |
| 4 | Стебель | A182 F6a | A182 F316L |
| 5 | Прокладка | SS304 Гибкий графит | SS16 Гибкий графит |
| 6 | Капот | A105 | A182 F316L |
| 7 | Болт | B7 | B8M |
| 8 | Упаковка | Графит | Графит |
| 9 | Болт | A276 410 | A182 F316L |
| 10 | Плита уплотнения | A105 | A182 F316L |
| 11 | Штифт | SS | 304 |
| 12 | Сальник рым-болт | B7 | B8M |
| 13 | Гайка шестигранная | 2H | 8М |
| 14 | Гайка штока | 1035 | 1035 |
| 15 | Шайба | A276 410 | A276 410 |
| 16 | Маховик | A197 | A197 |
| 17 | Заводская табличка | AL | AL |
| 18 | Регулировочная гайка | CS | CS |

Размеры
| Часть # Carbon | Деталь Нержавеющая сталь | Размер — NPT | L | D | d | S | CV |
|---|---|---|---|---|---|---|---|
| 500FCW01 | — | 1/4 дюйма | 3. 11 11 | 0,56 | 0,28 | 0,38 | 5,6 |
| 500FCW02 | — | 3/8 « | 3,11 | 0,69 | 0,41 | 0,38 | 11.5 |
| 500FCW03 | 500FSSW03 | 1/2 « | 3,11 | 0,86 | 0,41 | 0,38 | 18 |
| 500FCW04 | 500FSSW04 | 3/4 « | 3.62 | 1,07 | 0,53 | 0,50 | 32 |
| 500FCW05 | 500FSSW05 | 1 « | 4,37 | 1,33 | 0,71 | 0,50 | 54 |
| 500FCW06 | 500FSSW06 | 1-1 / 4 « | 4.73 | 1,68 | 0,91 | 0,50 | 79 |
| 500FCW07 | 500FSSW07 | 1-1 / 2 « | 4,73 | 1,92 | 1,14 | 0,50 | 135 |
| 500FCW08 | 500FSSW08 | 2 « | 5. 52 52 | 2,41 | 1,42 | 0,63 | 230 |
Запрос информации:
Вернуться к началуПетли для ворот
Петли для кулачковых подъемных ворот серии 651 приварены к петле, изготовленной сваркой и механической обработкой. Эти петли предназначены для самозакрывающихся ворот1, дверей с уплотнениями или шумоизоляционных ограждений.Петля имеет кулачок, врезанный в штифт или цилиндр, который поднимает заслонку при нажатии или открытии. Сила тяжести должна вернуть дверь в закрытое положение при открытии.
| Деталь No | A | B | С | D | E | Масса | Вместимость |
|---|---|---|---|---|---|---|---|
| 651611 | 3/8 | 1. 5 5 | 2,25 | 1,5 | 7,25 | 5,7 фунтов | 800 фунтов |
- Размеры в дюймах Вес и вместимость в фунтах.
- Вместимость зависит только от веса двери и предполагает наличие минимум двух петель на дверь. Емкости не суммируемые
- Индивидуальные размеры доступны по запросу
- Если не указано иное, котировки будут основаны на стандартных функциях ниже.
| Товар | Стандартные функции |
|---|---|
| Материал петли | Мягкая сталь * |
| Монтажная поверхность | Накладной |
| Способ монтажа | Приварить |
| Рука | сменный |
| Отделка | Нет |
| Подшипник упорный | Нет |
| Подшипники радиальные | Нет |
| Штуцер для смазки | Пресс-масленка |
Щелкните здесь, чтобы узнать о дополнительных функциях
* Нержавеющая сталь по запросу
Задвижка Sharpe из углеродистой стали класса 800 — с резьбой или сваркой внахлест
Задвижка Sharpe из углеродистой стали класса 800 — с резьбой или сваркой внахлест
- Артикул:
- GRID_SMCSV34834TE006
- Размер:
- 1/4 дюйма
- Размер:
- 3/8 дюйма
- Размер:
- 1/2 дюйма
- . Размер:
- 3/4 дюйма
- Размер:
- 1 дюйм
- Размер:
- 1 1/4 дюйма
- Размер:
- 1 1/2 дюйма
- Размер:
- 2 дюйма
- Материал:
- Сталь
- Тип:
- Сварка с враструб
- Тип:
- Резьбовое
- Вес:
- 0. 00 фунтов
 Размер:
Размер: 00 фунтов
00 фунтов- Артикул:
- GRID_SMCSV34834TE006
- Размер:
- 1/4 дюйма
- Размер:
- 3/8 дюйма
- Размер:
- 1/2 дюйма
- . Размер:
- 3/4 дюйма
- Размер:
- 1 дюйм
- Размер:
- 1 1/4 дюйма
- Размер:
- 1 1/2 дюйма
- Размер:
- 2 дюйма
- Материал:
- Сталь
- Тип:
- Сварка с враструб
- Тип:
- Резьбовое
- Вес:
- 0.
 Размер:
Размер: