технология процесса, преимущества и недостатки метода
В домашнем хозяйстве для соединения деталей, наращивания сколов, заливки трещин, а также для восстановления резьбы используется холодная сварка. Этот метод используется в сантехнике, при ремонте автомобилей. Отличительной особенностью такого процесса является отсутствие термического воздействия на соединяемые детали.
Описание процесса
По своей сути холодная сварка представляет собой склеивание поверхностей соединяемых деталей с помощью специального состава. Этот состав, подвергаясь пластической деформации, проникает в соединяемые поверхности и создает неразъемное соединение.
Основным элементом холодной сварки является эпоксидная смола. От качества эпоксидной смолы зависят однородность и пластичность шва. Другим важным компонентом состава является металлический порошок, предназначенный для повышения прочности и надежности соединения. Кроме того, в холодной сварке имеются и другие добавки, которые улучшают ее характеристики. Как правило, эти добавки являются секретом производителя. Наиболее распространенной добавкой такого рода является сера.
Холодная сварка выпускается в виде двухкомпонентного состава. В частности, средство может быть относительно плотным и иметь вид двухслойного цилиндра. Внешняя оболочка представляет собой отвердитель, а внутренняя – эпоксидную смолу, смешанную с металлической пылью. При применении такого средства его вначале тщательно разминают до получения мягкой однородной массы. Эту массу в дальнейшем необходимо быстро нанести на ремонтируемую поверхность.
Необходимо учитывать, что средство начинает застывать уже после нескольких минут после приготовления.
После окончательного затвердения, которое может длиться 24 часа, шов можно обрабатывать шкуркой, шпаклевать и окрашивать.
Холодная сварка также может выпускаться в жидком виде. При этом в комплекте имеется два тюбика, в одном из которых находится отвердитель, а во втором – эпоксидный клей с добавками. Для приготовления клеящей массы из каждого тюбика выдавливают равное количество эпоксидного клея и отвердителя, которые затем тщательно перемешивают. Такой вид сварки удобен при необходимости металлического или тканевого армирования шва.
Преимущества и недостатки
Основные преимущества использования холодной сварки:
- доступность и разнообразие рынка;
- шов не подвергается воздействию коррозии;
- при ремонте нет необходимости в демонтаже свариваемых деталей;
- при использовании не требуется дополнительных приспособлений и обучения персонала;
- отсутствие термического воздействия, благодаря чему не меняются физические свойства обрабатываемых деталей.
Недостатки метода:
- относительно невысокая прочность;
- разнородность металлов основных и восстановленных элементов конструкции;
- подверженность влиянию температуры и других факторов окружающей среды;
- ограниченность использования на ответственных объектах.
Восстановление резьбы
Порядок восстановления резьбы с помощью жидкого варианта холодной сварки следующий:
- Извлечь из упаковки оба тюбика.
- Обезжирить поверхности наружной и внутренней резьбы соединяемых деталей. Для этого используется содержимое первого тюбика.
- Обработать поврежденную внутреннюю резьбу составом из второго тюбика.
- С помощью шпателя на неметаллической поверхности смешать содержимое первого и второго тюбиков в равном соотношении.
- Нанести полученную смесь на изделие с внешней резьбой (болт).
- Ввернуть изделие с нанесенным составом во внутреннюю резьбу
- Проконтролировать необходимую температуру затвердевания.
- Оставить конструкцию в неподвижном виде в течение времени, указанном в инструкции.
Примечания:
- Количество смеси на изделии должно быть таким, чтобы при вкручивании болта снаружи появились ее излишки. Большое количество смеси позволит правильно сформировать недостающие витки резьбы.
- Если планируется работа с несколькими конструкциями, то рекомендуется изготовлять смесь небольшими порциями. Это связано с тем, что соединяемые поверхности быстро схватываются (в течение 5-10 минут). Если сразу приготовить большое количество смеси, то часть ее придется выбросить из-за дефицита времени.
- Для защиты рук рекомендуется работать в специальных перчатках. Это связано с тем, что компоненты холодной сварки содержат вредные для кожи вещества.
Способы восстановления внутренней и наружной резьбы трубного проката

Причин срыва резьбы может быть несколько: коррозия, применение слишком большого момента затяжки, загрязнение резьбового канала. Для восстановления резьб существует несколько современных эффективных методик.
Как восстановить внутреннюю резьбу с помощью рассверливания?
 Простейший способ – рассверливание старой дефектной резьбы с изготовлением новой – большего диаметра. Но такой вариант не всегда подходит, поскольку второй элемент также придется переделывать под увеличенный диаметр. Один из способов решения проблемы – изготовление футорки, которая представляет собой трубку с бортиком и двумя резьбами. Внутренняя имеет старый диаметр, наружная – увеличенный. Футорка ввинчивается на место и фиксируется с помощью сверления отверстия и установки штыря.
Простейший способ – рассверливание старой дефектной резьбы с изготовлением новой – большего диаметра. Но такой вариант не всегда подходит, поскольку второй элемент также придется переделывать под увеличенный диаметр. Один из способов решения проблемы – изготовление футорки, которая представляет собой трубку с бортиком и двумя резьбами. Внутренняя имеет старый диаметр, наружная – увеличенный. Футорка ввинчивается на место и фиксируется с помощью сверления отверстия и установки штыря.
Сейчас в продаже предлагаются готовые резьбовые вставки различных видов.
Как оперативно восстановить наружную и внутреннюю резьбу в металле с помощью специального инструмента?
Отделочный метчик обладает способностью самостоятельно настраиваться на шаг и диаметр резьбы. Инструмент оснащен лезвиями из закаленной стали, служащими для подравнивания повреждений канавок. Отделочные метчики выпускаются в 9-ти размерах.
Этапы восстановления наружных и внутренних резьб:
- система самостоятельно настраивается на нужный размер;
- целые части резьбы служат направляющими;
- инструмент удаляет заусенцы и ржавчину;
- для работы с мягким металлом – алюминием, латунью, медью – предусмотрены полиамидные колпачки.
Инструмент может использоваться для резьб: правых, левых, метрических, дюймовых, с мелким и крупным шагом. Усиленные варианты отделочных метчиков используются в горно-, газо-, нефтедобывающей промышленности, в трубопроводах, шахтных и других крупногабаритных машинах.
Можно ли восстановить резьбу холодной сваркой?
Холодной сваркой называют полимерный состав, предназначенный для заполнения дефектов и склеивания отдельных частей. Для восстановления резьбы применяют двухкомпонентный состав, продаваемый в двух тюбиках. Популярные марки: «Алмаз», «Полимет», ABRO.
Порядок проведения работ по восстановлению резьбы в корпусном элементе
- При помощи содержимого первого тюбика обезжиривают поверхности, предназначенные для контакта.
- Далее на дефектную внутреннюю резьбу наносится состав из второго тюбика.
- Содержимое обоих тюбиков смешивается в равных долях на неметаллической поверхности.
- Состав наносится на резьбу детали, предназначенной для вкручивания. Деталь вкручивают.
- Для восстановления резьбы выжидают предписанное в инструкции время при установленном температурном режиме.
Ремонт резьбы
Приведённая здесь информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии. По этим вопросам Вы можете получить дополнительную консультацию.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
- Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
- Нарезать в нём резьбу особого профиля специальным метчиком
- Ввернуть в полученную резьбу спиральную ремонтную вставку из прочной нержавеющей стали, с помощью специального инструмента.

Достоинства способа
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект «закусывания» отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Возможности
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.


Если сорвана резьба под шпильку, иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки, остаётся возможность применить штатную, фирменную шпильку.
Посмотреть пример ремонта резьбы под шпильку бензонасоса
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора. Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети практически невозможно. Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25, появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских производителей автомобильного крепежа, представленных в нашем каталоге.
Применяемые инструменты и материалы
1. Сверло
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
|---|---|---|
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| М8 х 1 | 8,3 | |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
2. Метчик

Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.

Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)

Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.

4. Вставка ремонтная
Вставка представляет собой спираль ромбовидного профиля.

На одном конце её имеется поводок, за который вставка вращается шпинделем. Вставки имеют разные длины.
Описание технологии
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
- Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
- Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий. Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
- Промыть полученную резьбу керосином.
- Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.

Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок.
Ремонт закончен.
Примечание:
При использовании ступенчатого метчика пункт 1 исключается.
Как приобрести комплект для ремонта
Жители Калуги и Калужской области могут приобрести ремонтные резьбовые вставки в нашем розничном магазине, а метчик и шпиндель там же взять напрокат или купить.
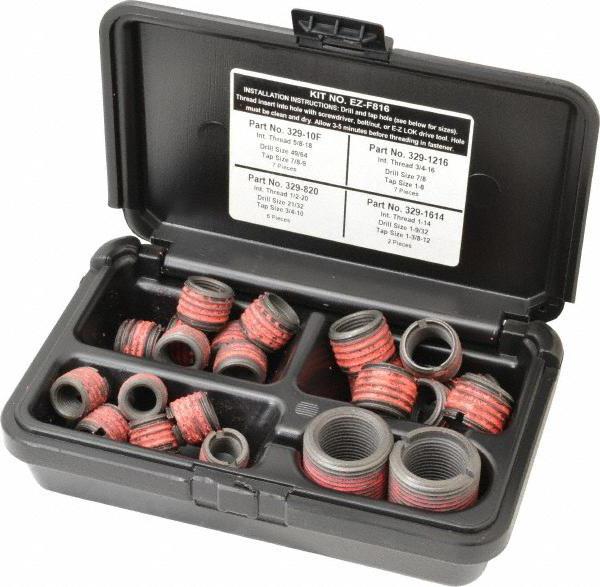
Потребители, которые имеют постоянную ( относительно постоянную ) потребность в ремонте резьб ( сервисы, атп, производства) могут воспользоваться специальными ремонтными наборами.


Данные наборы включают соответствующий метчик, шпиндель, фирменное сверло, ломатель поводка и небольшой запас резьбовых вставок различной длины. Запас вставок можно пополнить у нас. Если у Вас возникли вопросы – просим воспользоваться почтой на нашем сайте – с Вами обязательно свяжутся.
Поскольку мы торгуем высокопрочным крепежом, у нас Вы сможете подобрать комплексное решение. Иногородние потребители могут связаться с нами по нашим координатам, в зависимости от статуса клиента (юр. лицо, ИП, частное лицо) мы предложим механизм оплаты и получения заказа.
Мы постараемся максимально быстро выполнить Ваш заказ.
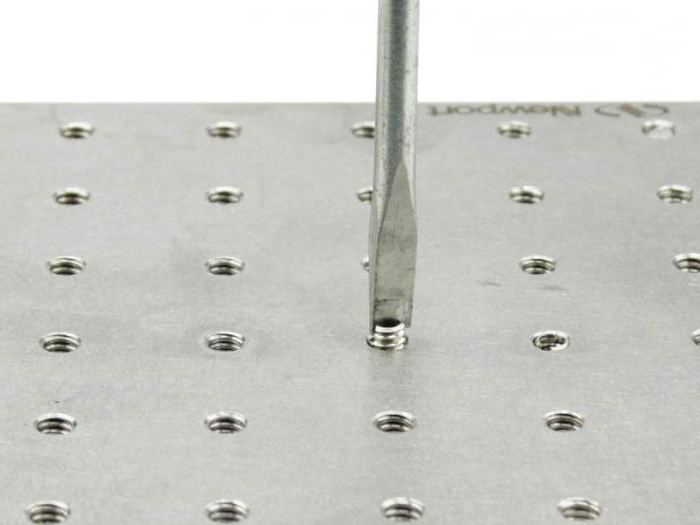
Любительские фотографии процесса ремонта резьбы под шпильку крепления бензонасоса, сделанные одним из наших клиентов
Фото 1. Шпильки «выползли» из отверстий вместе с резьбой. Отверстия стали гладкими.

Фото 2. Без рассверливания нарезаем резьбу под вставку фирменным метчиком.

Фото 3. Вворачиваем резьбовую вставку с помощью шпинделя.

Фото 4. Ставим бензонасос на место.

Всего и делов–то!
Восстановитель резьбы: инструкция и отзывы
Резьба – это достаточно эффективное соединение двух деталей. Но со временем оно разрушается по различным причинам. Под воздействием негативных факторов соединения расслабляются. Это может привести к серьезным последствиям. Для ремонта подобных соединений сегодня используют специальный состав. Это восстановитель резьбы. Давайте рассмотрим, что это и как его использовать.
Способы ремонта
Можно восстановить сорванную резьбу при помощи рассверливания отверстия под больший диаметр и нарезки новой. Это достаточно эффективный метод. Но не всегда конструктивные особенности позволяют рассверлить отверстие. Среди достоинств такого метода – доступность и дешевизна, а также отсутствие необходимости в каких-либо других деталях. Но при этом изменится размер и другие характеристики резьбы. Также за счет увеличения диаметра отверстия конструкция может ослабиться.
 Наряду с простым рассверливанием можно установить специальную резьбовую втулку. Эту технологию применяют в том случае, когда нет возможности для рассверливания ремонтного отверстия. Метод достаточно простой, а отличается он тем, что характеристики резьбы никак не изменяются. Но отверстие большего диаметра не всегда можно изготовить, а еще ремонтную втулку в отверстии нужно надежно зафиксировать.
Наряду с простым рассверливанием можно установить специальную резьбовую втулку. Эту технологию применяют в том случае, когда нет возможности для рассверливания ремонтного отверстия. Метод достаточно простой, а отличается он тем, что характеристики резьбы никак не изменяются. Но отверстие большего диаметра не всегда можно изготовить, а еще ремонтную втулку в отверстии нужно надежно зафиксировать.Есть и третий, более эффективный, способ ремонта, который не имеет существенных недостатков. Здесь применяется восстановитель резьбы. Это специальные комплекты, состоящие из резьбовых вставок или металлонаполненных химических продуктов. Этот способ восстановления хорош тем, что использовать его можно везде, даже при ремонте автомобиля в поле. Существует несколько современных продуктов для ремонта резьбовых соединений.
На сегодняшний день особой популярностью у специалистов пользуется продукция таких брендов, как Helicoil, а также Loctite. Существуют и другие производители, которые изготавливают подобные наборы для ремонта резьбы. Но их эффективность значительно ниже.
Ремонт резьбовых соединений при помощи наборов от Helicoil
Восстановить поврежденную резьбу можно по различным технологиям, большинство из которых предусматривает необходимость рассверливания отверстия под больший размер. Но если сорвана резьба свечного отверстия на двигателе автомобиля или на ступице под болт колеса, то в данном случае рассверлить ничего не получится.
Что делать в случае со свечным отверстием? Можно увеличить наружный диаметр резьбы и затем вставить втулку с уже готовой наружной и внутренней резьбой. Во втором же варианте применение втулки приведет к нарушению баланса деталей, которые вращаются.
 Компания Helicoil разработала специальные ремонтные вставки в разных вариантах исполнения и комплектациях для максимально быстрого ремонта сорванных или изношенных резьб. Данные наборы широко применяются практически во всех сферах, включая промышленное производство. На крупных предприятиях эти вставки позволяют исправить бракованное изделие по причине дефектов резьбы.
Компания Helicoil разработала специальные ремонтные вставки в разных вариантах исполнения и комплектациях для максимально быстрого ремонта сорванных или изношенных резьб. Данные наборы широко применяются практически во всех сферах, включая промышленное производство. На крупных предприятиях эти вставки позволяют исправить бракованное изделие по причине дефектов резьбы.Вставка изготовлена из формованного профиля ромбовидного сечения. В результате получается откалиброванная резьба для двустороннего использования. Точность соответствует классу 6H.
Преимущества Helicoil
Восстановитель резьбы Hellicol прост в использовании. Производитель предлагает широкий ассортимент размеров, а также диаметров. Компанией производятся наборы с метрической или дюймовой резьбой. С этими наборами можно ремонтировать отверстия так, что их диаметр остается прежним.
 Ремонтная резьба отличается высокой износостойкостью, а также механической прочностью. Соединение надежно защищается от коррозии, а также от высокотемпературного воздействия. Посадка очень прочная, а вставки не требуют дополнительной фиксации. Также существенное преимущество – минимальная стоимость ремонта и возможность восстановления соединения без необходимости снятия детали.
Ремонтная резьба отличается высокой износостойкостью, а также механической прочностью. Соединение надежно защищается от коррозии, а также от высокотемпературного воздействия. Посадка очень прочная, а вставки не требуют дополнительной фиксации. Также существенное преимущество – минимальная стоимость ремонта и возможность восстановления соединения без необходимости снятия детали.Типы продукции Helicoil
Данный восстановитель резьбы представляет собой набор из метчика соответствующего размера, шпинделя, сверла, ломателя поводка. Также в наборе имеется несколько резьбовых вставок. Их можно при необходимости приобретать отдельно.
 С помощью данных комплектов можно восстанавливать метрические резьбы размерами от M2 до M16 с шагом резьбы 1,5, а также от M18 до M36 с шагом 1,5. Также набор включает в себя комплекты для ремонта дюймовых резьб разных размеров, начиная от американской резьбы и заканчивая трубной.
С помощью данных комплектов можно восстанавливать метрические резьбы размерами от M2 до M16 с шагом резьбы 1,5, а также от M18 до M36 с шагом 1,5. Также набор включает в себя комплекты для ремонта дюймовых резьб разных размеров, начиная от американской резьбы и заканчивая трубной.Технология ремонта
Рассмотрим, как использовать восстановитель резьбы. Инструкция проста и понятна, но все-таки следует подробно описать технологию. Ремонт выполняется в несколько этапов. Установка вставок – это несложный и экономически выгодный процесс. Чтобы восстановить сорванную резьбу, понадобится четыре этапа.
Восстановление сорванной резьбы
Итак, первым делом рассверливают поврежденную резьбу до определенного диаметра. Далее в отверстие нарезают новую при помощи комплектного метчика. Затем в готовое отверстие устанавливают при помощи шпинделя вставку. Главная рабочая часть его имеет специальную прорезь. Сюда и устанавливается поводковая цапфа ремонтной вставки. Эту вставку ввинчивают в отверстие до тех пор, пока ее самый последний виток не войдет внутрь на ¼ своего шага. Затем шпиндель выворачивают.
 Далее удаляют поводковую цапфу. Первый виток за поводком имеет отметку, по которой его обламывают. Для этого необходимо ударить по нему. Если цапфа имеет большую длину, нежели болт, тогда поводок не удаляют.
Далее удаляют поводковую цапфу. Первый виток за поводком имеет отметку, по которой его обламывают. Для этого необходимо ударить по нему. Если цапфа имеет большую длину, нежели болт, тогда поводок не удаляют.Таким способом можно быстро и эффективно восстановить любую резьбу. Ремонтный комплект от Helicoil можно использовать даже в полевых условиях.
Продукция «Локтайт»
Эта компания также хорошо известна своей качественной и эффективной продукцией. Но в отличии от Helicoil, восстановитель резьбы «Локтайт» — это полностью химическое вещество. Фиксаторы резьбовых соединений этого бренда знает каждый.
Для решения любых проблем с резьбами компания предлагает анаэробные составы. Это однокомпонентные жидкие материалы с различной степенью вязкости. Они способны длительное время оставаться в своем исходном состоянии, а также быстро затвердевать в небольших зазорах соединяемых деталей или же в резьбе. Чтобы жидкая резьба начала полимеризоваться, нужно соблюсти два условия. Так, необходимо наличие ионов металла, а также минимальный контакт с воздухом. Как использовать восстановитель резьбы Loctite? Достаточно нанести состав на одну из соединяемых поверхностей в таком количестве, которого достаточно для полного заполнения ремонтных зазоров испорченной резьбы.
 Восстановитель резьбы после полимеризации представляет собой твердую термореактивную пластмассу, которая отличается особыми свойствами. Так, она устойчиво выдерживает любые вибрации и ударные нагрузки, соединение имеет хорошую герметизацию, устойчиво выдерживает коррозионные и другие агрессивные воздействия.
Восстановитель резьбы после полимеризации представляет собой твердую термореактивную пластмассу, которая отличается особыми свойствами. Так, она устойчиво выдерживает любые вибрации и ударные нагрузки, соединение имеет хорошую герметизацию, устойчиво выдерживает коррозионные и другие агрессивные воздействия.Производятся данные составы в виде стика, внутри которого содержится густая паста. Достаточно нанести смесь на ремонтируемый узел и после полимеризации резьба будет восстановлена.
Отзывы
Давайте посмотрим, что пишут те, кто уже опробовал восстановитель резьбы. Отзывы о этих продуктах положительные. С ними можно выполнить даже сложный ремонт в полевых условиях. Также резьба, восстановленная анаэробными средствами, очень прочна и надежна. Покупатели отмечают простоту использования. Состав эффективно восстанавливает резьбовые соединения за малый период времени.
Восстановление резьбы — Восстановление внутренней резьбы
.jpg "Как восстановить резьбу правильно?")
Резьбовое соединение широко применяется в промышленных отраслях. Во время эксплуатации и под воздействием различных факторов рабочая часть повреждается, что приводит к ухудшению прочности соединения. Чтобы произвести восстановление резьбы на болте, применяют различные способы и материалы.
Конкретная технология подбирается с учетом параметров нарезки, степени повреждения.
Технологии восстановления внутренней и наружной резьбы
Восстановительные работы проводятся с использованием различных инструментов. С помощью сверления изменяют диаметр отверстия, метчик применяется для нарезки витков, шпиндель – чтобы ввернуть вставку. Также используется сварка, фиксаторы резьбы или проволочные вставки.
Применение эпоксидного клея
Использование клеевого состава значительно ускоряет восстановительные работы. Но, такой метод не подходит, если узлы подвергаются повышенным нагрузкам, на них воздействует вибрация или высокая температура, поскольку после застывания не образуется высокопрочное соединение.
Работа с применением эпоксидного состава выполняется так:
- Отверстие заполняется средством.
- Выдерживается время для его застывания.
- Закручивается болт.
После завершения процедуры потребуется время для набора прочности.
Холодная сварка
Для ремонта неответственных узлов используют двухкомпонентный состав, который называют «холодной сваркой». С помощью этого средства можно получить более прочный контакт, чем при использовании эпоксидного клея. Вещество проникает в структуру материала и создает герметичное соединение.
При этом не применяется воздействие термических факторов.
Основным компонентом состава является эпоксидная смола, которая придает шву пластичность и прочность. Средство выпускается в виде двух тюбиков, содержимое которых перед применением нужно быстро перемешать. Использовать состав нужно сразу, поскольку он достаточно быстро застывает.
Восстановление резьбы проводится в таком порядке:
- Обработать внутреннюю и внешнюю нарезку содержимым первого тюбика – для обезжиривания.
- Провести обработку средством из второго тюбика.
- В стеклянной или керамической емкости смешать два средства.
- Нанести на крепеж с внешней резьбой – болт.
- Вернуть болт в изделие с внутренней резьбой или закрутить гайку.
- Сделать перерыв для застывания на время, которое указано в инструкции.
Количества используемой смеси должно быть достаточно, чтобы ее излишек сформировал поврежденные витки. Состав застывает в течение 5 – 10 минут, поэтому готовить его нужно небольшими порциями. При обработке следует использовать защитные перчатки.
Основными «плюсами» такой технологии является возможность проведения работ без демонтажа крепежных элементов, создание устойчивого к коррозии шва и отсутствие термообработки металла.
Использование ввертыша
Ввертыш представляет собой элемент в форме цилиндра внутри которого нарезана резьба определенного размера, а снаружи – более крупного. Ввертыши могут быть стальными, латунными, бронзовыми или медными. С их помощью можно провести ремонт с сохранением диаметра:
- Просверлить отверстие размером, при котором можно свободно выполнить нарезку.
- С помощью метчика нарезать витки.
- Закрутить ввертыш.
- На линии соприкосновения ввертыша и новых витков сделать насечки для предупреждения самопроизвольного выкручивания.
Применение футорки
Футорка – это втулка с наружной резьбой, которая применяется для соединения деталей с разным диаметром нарезки. В зависимости от цели используются наборы м6, м8, м12 и другие. Восстановительные работы включают следующие этапы:
- Рассверлить отверстие и снять фаску.
- Нарезать внутри витки.
- Поместить вставку в инструмент и ввести ее в отверстие.
- Проверить качество ремонта.
После восстановления резьбовая часть становится более прочной по сравнению с первоначальным состоянием. Она хорошо противостоит воздействию коррозии и высокой температуры.
Использование метчика и плашки для нарезания резьбы
Внешние витки нарезают плашкой – гайкой с отверстиями разной формы. Работы выполняют так:
- Установить заготовку в тиски, проверить ее расположение.
- Поместить плашку в держатель и сделать первый виток.
- После последнего витка плашку прокрутить в обратном порядке.
Для внутренней нарезки используют метчик:
- Заготовка прочно фиксируется.
- Метчик устанавливают перпендикулярно ее поверхности.
- Формируется первичная резьба, потом – промежуточная и окончательная.
Восстановление резьбы свечного отверстия
Повреждение резьбы свечного отверстия не позволит уплотнительному кольцу или конусу свечи надежно герметизировать цилиндр. Существует несколько способов ремонта, и некоторые из них позволяют не снимать головку блока цилиндров с двигателя.
Большинство операций технического обслуживания автомобиля производится с отворачиванием и затягиванием различных резьбовых элементов крепления. Если при этом повреждается болт, гайка или шпилька, то их заменяют новыми. В случае нарушения резьбы в корпусной детали — головке и блоке цилиндров двигателя, картере коробки передач и т.д. — чаще всего целесообразней провести ремонт.
Свечи зажигания не относятся к элементам крепления, но имеют присоединительную резьбу, основными причинами повреждения которой являются:
- использование свечного ключа, конструкция которого не обеспечивает правильной фиксации свечи, что может привести к ее перекосу при заворачивании;
- попадание в резьбу загрязнений. Чтобы этого избежать на двигателях с незакрытым свечным углублением (колодцем), необходимо перед демонтажем свечи отвернуть ее на один-два оборота и удалить грязь продувкой сжатым воздухом или кистью;
- затяжка свечи с усилием, превышающим допустимое. Отраслевой стандарт 37.003.081.98 предусматривает затягивание свечи c усилием от 30 до 45 Н·м (примерно 3,0 — 4,5 кгс·м) при толщине уплотнительного кольца от 1,4 до 2,0 мм. Свечи с коническим уплотнением необходимо затягивать усилием 20-25 Н·м (примерно 2 — 2,5 кгс·м), а точная его величина указана в инструкции по эксплуатации конкретного автомобиля.
Восстановление резьбы в отверстии производится разными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий по конструкции детали, технологическим возможностям мастерской, трудоемкости и стоимости. При всех способах ремонта обязательными требованиями являются:
- обеспечение соосности старого и нового резьбовых отверстий;
- соблюдение допусков всех размеров.
Для ремонта головки используют заплавление свечного отверстия или установку резьбовой вставки — фланцевой, спиральной, самонарезной, а также с фиксирующим пояском. Вставки не должны выступать в камеру сгорания, а окончательной операцией их установки является калибровка свечной резьбы метчиком для устранения деформаций, появившихся в процессе монтажа.
Заплавление свечного отверстия

Головку блока цилиндров снимают с двигателя и сваркой заплавляют дефектное свечное отверстие. На координатно-расточном станке (как минимум, фрезерном) производят механическую обработку углубления под свечу и восстановление привалочных плоскостей. Затем под определенным углом сверлят новое отверстие и нарезают резьбу. Если резьба имеет наиболее распространенную размерность М14х1,25 (рис. 1), то диаметр отверстия составляет 12,7 мм.
Окончательной операцией является опрессовка головки блока — проверка ее герметичности избыточным давлением воздуха в водяной ванне с подогревом.
Интенсивный нагрев в зоне сварки может привести к образованию трещин в месте ремонта. Поэтому металл наплавляют только в крайнем случае, когда нельзя использовать другие способы или предполагается замена этой дорогостоящей детали. Например, невозможно установить резьбовую вставку из-за трещины или небольшой толщины стенки между свечным отверстием и каналом охлаждения у двигателей с четырьмя и пятью клапанами на один цилиндр.
Установка вставки с опорным фланцем
Головку блока цилиндров устанавливают на расточной или фрезерный станок. Рассверливанием свечного отверстия удаляют сорванную резьбу и нарезают новую для установки ремонтной резьбовой вставки.
Вставку изготавливают (как правило, из бронзы) на токарном станке. Внутри нарезают свечную резьбу, а если ее размерность М14х1,25, то наружную делают М18х1,25, но чаще используют наиболее распространенную М18х1,5. Технология изготовления фланцевых вставок из бронзы не может обеспечить их прочность при меньшем наружном диаметре.
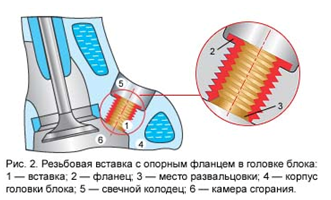
Для отвода тепла от свечи вставка должна плотно «сидеть» в отверстии, поэтому ее наружная резьба имеет диаметр несколько больше номинального. На нее наносят бакелитовый лак и заворачивают в головку блока (рис. 2) с помощью свечи. Фиксируют деталь развальцовкой тонкого края вставки со стороны камеры сгорания.
При сверлении и нарезании резьбы вручную, без снятия головки блока с двигателя, невозможно обеспечить соосность нового и старого отверстий. В результате свечное отверстие может стать не пригодным к ремонту. К тому же трудно избежать попадания стружки в цилиндр и надежно зафиксировать вставку, исключив отворачивание ее вместе со свечой.
Из-за опорного фланца вставки свеча занимает нештатное положение, а использовать этот способ для ремонта головок с коническим уплотнением свечей не позволяют небольшие диаметры свечных колодцев.
Между бронзовой вставкой и алюминиевой головкой происходит процесс электрохимической коррозии, которая будет усиливаться за счет проникновения раскаленных газов из цилиндра. Это ограничивает срок службы головки, отремонтированной таким способом.
Установка резьбовой вставки с опорным фланцем возможна только на устаревших двигателях, у которых стенка между свечным отверстием и каналом охлаждения имеет достаточную толщину, а свечной колодец — подходящий диаметр.
Установка спиральной вставки
Чаще всего этот способ используют на снятой головке блока цилиндров, но, если позволяет диаметр, расположение и глубина свечного колодца, двигатель не разбирают.
Перед проведением операций необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Подготовку свечного отверстия производят комбинированным метчиком, который позволяет обойтись без металлорежущих станков. Если головка находится на двигателе, в углубления метчика закладывают пластичную смазку (например, «Литол») для удержания стружки.
Комбинированный метчик (фото 1) имеет две размерности — М14х1,25 под свечу и М16х1,25 под спиральную вставку. При заворачивании в поврежденное свечное отверстие метчик центрируется в нем и нарезает резьбу без перекоса.

Вставка (см. фото 1) представляет собой проволочную пружинную спираль ромбического сечения с загнутым технологическим поводком. Внутренний диаметр и шаг спирали соответствуют резьбе свечи, а наружный — больше ремонтной резьбы для надежной фиксации. Например: при восстановлении резьбы М14х1,25 наружный диаметр спирали в свободном состоянии будет 16,4 мм.
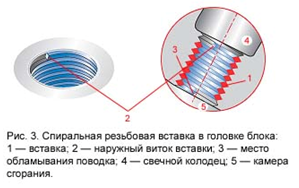
Спиральную вставку вворачивают за технологический поводок специальным ключом. При этом спираль сжимается, уменьшается ее наружный диаметр, позволяя вставке встать в ремонтную резьбу. Установку ее производят со стороны свечного колодца до того момента, пока ее наружный виток не опустится на 0,5 мм ниже плоскости (рис. 3) под уплотнительное кольцо свечи. Затем специальным бородком срубают технологический поводок, а если головка расположена на двигателе, то его обламывают и удерживают длинногубцами, чтобы избежать попадания этой части резьбовой вставки в цилиндр.
При наличии соответствующих вставок и метчиков можно восстановить резьбу не только свечных отверстий (см. таблицу).
В нашей стране пружинные спиральные вставки применяют для ремонта резьбовых отверстий с начала 40-х годов прошлого столетия. Этим способом в настоящее время пользуются и за рубежом.
Установка самонарезной вставки
Головку блока цилиндров снимают с двигателя и в свечном отверстии нарезают ремонтную резьбу комбинированным метчиком М14х1,25 и 5/8″, близкую по размерам к М16х1,25 (фото 2).

Метчик заворачивают в отверстие на глубину, достаточную для срезания его разворачивающей частью (см. фото 2) вершин ремонтной резьбы, что обеспечивает начальный момент заворачивания вставки.

Технология изготовления вставки предусматривает определенное взаимное положение витков внутренней и наружной резьбы (рис. 4). Это позволяет без снижения прочности использовать наружную резьбу меньше, чем у вставки с опорным фланцем.
Диаметр наружных витков вставки — 16,5 мм, что примерно на 0,6 мм больше предварительно нарезанной резьбы, а на ее боковой поверхности сделаны три углубления, облегчающие процесс самонарезания.
При установке специальным приспособлением (см. фото 2) вставка нарезает резьбу своего диаметра и профиля, что обеспечивает надежную ее фиксацию (см. рис. 4). Герметичность соединения с головкой блока достигается применением термостойкого клея, который перед установкой наносят на наружную поверхность вставки. Направляющую втулку установочного приспособления (см. фото 2) можно снять только со стороны камеры сгорания, что и вынуждает демонтировать головку с двигателя.
Данный способ позволяет ремонтировать только отверстия для свечей с уплотнительным кольцом.
Установка вставки с фиксирующим пояском
Все операции выполняют не снимая головки блока с двигателя. Перед их проведением необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Ремонтную резьбу в поврежденном свечном отверстии нарезают комбинированным метчиком М14х1,25 и М17х1,25 (фото 3).

Для улавливания стружки углубления в теле метчика заполняют пластичной смазкой, которую после нарезания резьбы удаляют.
При изготовлении вставки ее внутреннюю и наружную резьбу нарезают определенным способом, не допускающим совмещения выступов и впадин профиля (рис. 5), что обеспечивает необходимую прочность детали. Установочное приспособление (см. фото 3) позволяет заворачивать вставку в глубокие свечные колодцы и легко демонтируется с внешней стороны головки блока. Герметичность обеспечивается термостойким клеем. Два наружных витка вставки имеют накатку (см. фото 3), которая надежно ее фиксирует (см. рис. 5) после развальцовки оправкой со специальным профилем (см.фото 3).
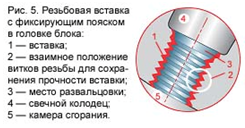
Данный способ позволяет ремонтировать отверстия как для свечей с уплотнительным кольцом, так и с коническим уплотнением.
(«Полезные страницы» выпуск 11, 2002)
16: Комплексные реставрации из амальгамы | Карманная стоматология
Первичная подготовка зуба
Общая концепция первичного препарирования зубов представлена в главе 14 и применима к описанным здесь комплексным реставрациям из амальгамы с фиксатором штифта. При обширном кариесе может быть показано уменьшение одной или нескольких бугорков для накладки. Для бугров, склонных к переломам, покрытие бугорков снижает риск перелома бугров и продлевает срок службы реставрации. 21,22 Сложные реставрации из амальгамы с одной или несколькими закрытыми бугорками документально подтвердили долговечность 72% через 15 лет и не показывают различий в выживаемости реставраций из амальгамы с покрытием и без покрытия, независимо от того, использовались ли штифты . 4,23
Когда лицевое или язычное расширение превышает две трети расстояния от первичной бороздки до вершины бугорка (или если лицевое расширение окклюзионного препарирования превышает две трети расстояния между лицевым и язычным верхушками бугорка), уменьшение бугорка для амальгамы обычно требуется для развития адекватной формы резистентности (рис. 16-9, A, ). Редукция должна выполняться во время начальной препарирования зуба, потому что это улучшает доступ и видимость для последующих шагов.Если перед препарированием бугорок, который нужно закрыть, расположен на правильной окклюзионной высоте, необходимо сделать глубокие надрезы на оставшейся окклюзионной поверхности каждой закрываемой бугорки с помощью твердосплавного бора для фиссур или подходящего алмазного инструмента (см.рис. 16-9, В ). Глубина вырезов должна быть минимум 2 мм для функциональных бугорков и 1,5 мм для нефункциональных бугорков. 24 Чтобы исправить окклюзионное соотношение, если неуменьшенная высота бугорка меньше правильной окклюзионной высоты, глубина разрезов может быть меньше.Точно так же, если неуменьшенная высота бугорка находится на высоте, превышающей правильную окклюзионную высоту, разрезы глубины могут быть более глубокими. Цель состоит в том, чтобы гарантировать, что окончательная реставрация восстановит бугорки с минимальной толщиной амальгамы 2 мм для функциональных бугров и 1,5 мм амальгамы для нефункциональных бугров (см. Рис. 16-9, C ), при этом создавая соответствующую окклюзионную форму. отношения.
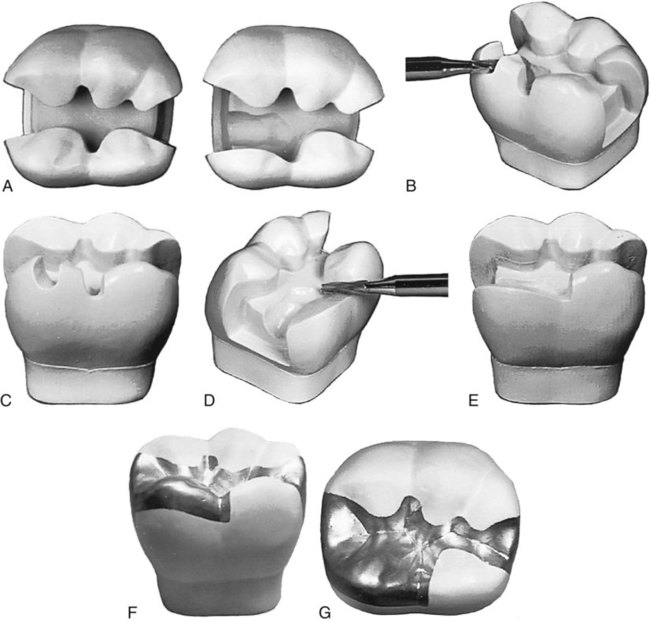
Рис. 16-9 Покрытие бугорка амальгамой. A, Сравнение мезиальных аспектов нормально расширенного ( слева, ) и обширного ( справа, ) мезио-окклюзионно-дистального препарирования зубов.Форма устойчивости мезиолингвального бугорка обширного препарирования нарушена и показана для покрытия амальгамой. B, Подготовка пропилов по глубине. C, Глубинные пропилы подготовлены. D, Уменьшение бугорка. E, Cusp уменьшен. F и G, Окончательная реставрация.
Используя пропилы по глубине в качестве ориентира, уменьшение завершается для обеспечения равномерного уменьшения структуры зуба (см. Рис. 16-9, D ). Окклюзионный контур редуцированного бугорка должен быть подобен нормальному контуру нередуцированного бугорка.Любые острые внутренние углы препарированного зуба, образующиеся на стыке препарированных поверхностей, должны быть скруглены, чтобы снизить концентрацию напряжений в амальгаме и улучшить ее сопротивление разрушению от окклюзионных сил (см. Рис. 16-9, E ). При уменьшении только одного из двух лицевых или язычных бугров редукция бугров должна быть расширена сразу за лицевую или язычную бороздку, создавая вертикальную стенку напротив соседнего нередуцированного бугорка. Рисунок 16-9, F и G , иллюстрирует окончательную реставрацию.Процедура закрытия дистолингвальной бугра первого моляра верхней челюсти показана на рис. 14-68. Расширение лицевой или язычной стенки проксимального бокса для включения всего бугорка показано только при необходимости включения кариозной или неподдерживаемой структуры зуба или существующего реставрационного материала. Типичное удлинение проксимального бокса для восстановления всего бугорка показано на Рисунках 14-69 и 14-70, B .
По возможности, должны быть сформированы противоположные вертикальные стенки так, чтобы они сходились окклюзионно, чтобы улучшить форму первичной ретенции.Кроме того, лицевая или язычная бороздка может быть произвольно расширена для увеличения удерживающей формы. Стенки пульпы и десны должны быть относительно плоскими и перпендикулярными длинной оси зуба.
.6 Восстановление работы сети после серьезного сбоя | Повышение устойчивости электроэнергетической системы страны
стремится поддерживать электроснабжение в любое время, иногда предпринимая шаги, которые ускорят восстановление после неизбежного сбоя, должны иметь приоритет перед сохранением питания как можно дольше до отключения. Например, коммунальное предприятие будет знать, какие подстанции подвержены высокому риску наводнений, и может упреждающе отключить некоторые части системы, чтобы предотвратить более значительный ущерб от затопления объектов под напряжением.Существуют обстоятельства, при которых обесточивание уязвимых компонентов до того, как произойдет событие , может лучше защитить их от повреждений и значительно ускорить восстановление.
Рекомендация 6.4: Поставщики электрических услуг должны определить те компоненты и соответствующие события, для которых обесточивание выбранных активов перед событием является стратегией с наименьшим риском, и разработать нормативные, коммуникационные (особенно с потребителями) и другие планы, которые позволяют такую защиту. действие, которое необходимо осуществить.
Оценка повреждений системы
Как показано на Рисунке 6.1, первым шагом в восстановлении является оценка состояния системы. Там, где система мониторинга и контроля все еще работает, ее можно использовать для быстрой оценки. На уровне передачи доступен больший мониторинг и контроль, но SCADA также развертывается на уровне распределения, что частично обусловлено увеличением количества DER и других передовых технологий. Этот мониторинг также распространяется на уровень клиента с помощью передовой инфраструктуры измерения (AMI) и технологий распределения.Вместо того, чтобы зависеть от телефонных звонков клиентов, некоторые системы управления отключениями (OMS) получают прямую телеметрию от AMI и других датчиков, чтобы получить всестороннее представление о сбоях клиентов.
Если сеть связи, поддерживающая систему SCADA или другую измерительную телеметрию, повреждена, традиционная стратегия заключается в отправке бригад для проведения инспекций на месте. На уровне передачи данных самолеты часто используются для обнаружения вышедших из строя линий, вышек и других повреждений. Обычно воздушные суда будут эксплуатироваться непосредственно под юрисдикцией оператора электроэнергетической компании, поскольку их активы также используются для обычного патрулирования полосы отчуждения.При необходимости операторы электроэнергетики могут приобрести дополнительные воздушные суда через лизинг или другие договоренности. Во время крупных мероприятий на национальном уровне другие правительственные агентства могут предоставить возможности воздушного наблюдения, если они не принимают непосредственного участия в поисково-спасательных операциях. Гражданский воздушный патруль, 1 , гражданский вспомогательный персонал ВВС США, также использовался для выполнения вылетов с воздуха после бедствий.
Серьезно рассматривается новый вариант — использование беспилотных летательных аппаратов (БПЛА), широко известных как дроны (Olearczyk, 2013; Miller et al., 2014). Такие автомобили могут систематически обследовать повреждения системы, используя изображения как в видимом свете, так и в инфракрасном диапазоне. Некоторые БПЛА имеют конструкцию с неподвижным крылом, но другие более маневренны и могут длительное время зависать над проблемными участками. Результаты инспекций БПЛА будут наиболее полезны, если коммунальное предприятие заранее построило геокодированную базовую линию всей своей системы. Это позволяет сравнивать новые изображения с базовыми изображениями и сочетать их с инструментами управления активами и системами управления персоналом для определения и координации приоритетов и хода ремонта (Miller et al., 2014).
Эксплуатация БПЛА в США находится под юрисдикцией Федерального авиационного управления (FAA), которое принимает новые правила, регулирующие коммерческое применение БПЛА. Однако эти правила не поспевают за быстрым технологическим развитием этих систем, и остается неопределенность в отношении жизнеспособности БПЛА для этого применения. В июле 2016 года Конгресс принял Закон о расширении, защите и безопасности FAA от 2016 года. 2 Раздел 2207 этого закона требует от FAA не позднее чем через 90 дней после вступления в силу «опубликовать руководство по подаче заявки и процедуры обработки. в случае возникновения чрезвычайной ситуации освобождения или сертификатов разрешения или отказа от использования беспилотных авиационных систем гражданскими или государственными операторами в ответ на катастрофу, стихийное бедствие или другую чрезвычайную ситуацию для облегчения операций по реагированию на чрезвычайные ситуации, таких как пожаротушение, поиск и спасание и усилия по восстановлению коммунальных служб и инфраструктуры.На момент написания этого руководства это руководство еще не выпущено. Система, основанная на временном разрешении FAA, создает препятствия для внедрения этой технологии для восстановления электроснабжения, поскольку возможность использования БПЛА для оценки ущерба должна быть разработана, проверена и усовершенствована до бедствия, а не культивироваться во время инцидента.
Сохраняющейся проблемой с использованием БПЛА, как для оценки последствий стихийных бедствий, так и для текущего наблюдения и технического обслуживания систем передачи и распределения, было ограничение Федерального управления гражданской авиации США, согласно которому такие транспортные средства могут использоваться только в пределах прямой видимости пилота БПЛА.В случае крупномасштабной катастрофы такое ограничение серьезно ограничивает полезность БПЛА. Некоторые коммунальные предприятия экспериментируют с использованием БПЛА и получили разрешение FAA 333. 3 Некоторое ограниченное использование БПЛА для наблюдения после стихийных бедствий также имеет
___________________
1 Гражданский воздушный патруль (CAP) — это некоммерческая организация, учрежденная Конгрессом и поддерживаемая федеральным правительством, которая служит официальным гражданским вспомогательным органом США.С. ВВС. CAP — это волонтерская организация, которая выполняет три ключевые задачи, назначенные Конгрессом: службы экстренной помощи (например, поисково-спасательные операции и операции по оказанию помощи при стихийных бедствиях), аэрокосмическое образование для молодежи и широкой общественности и кадетские программы для подростков. Кроме того, недавно перед CAP были возложены задачи по обеспечению внутренней безопасности и курьерской службе. CAP также выполняет не вспомогательные миссии для различных государственных и частных агентств, таких как местные правоохранительные органы и Красный Крест Америки.
2 Публичный закон № 114-190 (2016).
3 Раздел 333 FAA «наделяет Министра транспорта полномочиями определять, требуется ли сертификат летной годности для беспилотной авиационной системы для безопасной работы в Национальной системе воздушного пространства». По состоянию на 2015 год количество разрешений на освобождение от уплаты налогов, выданных Федеральным управлением гражданской авиации (FAA) 333, выданных Дьюку, составляло 16; San Diego Gas & Electric — 8; Pacific Gas & Electric — 5; Южной роте было 4 человека; и NextEra Energy — 4.
.threading — Потоковый параллелизм — документация Python 3.8.5
Исходный код: Lib / threading.py
Этот модуль конструирует поточные интерфейсы более высокого уровня поверх нижнего
level _thread модуль. См. Также модуль очереди .
Изменено в версии 3.7: раньше этот модуль был необязательным, теперь он всегда доступен.
Примечание
Хотя они не перечислены ниже, имена camelCase , используемые для некоторых
методы и функции этого модуля в Python 2.серия x все еще
поддерживается этим модулем.
Этот модуль определяет следующие функции:
-
нарезание резьбы.active_count() Возвращает количество активных в настоящее время объектов потока
Thread. Вернувшийся count равно длине списка, возвращаемого функциейenumerate ().
-
нарезание резьбы.current_thread() Вернуть текущий объект
Thread, соответствующий потоку вызывающего контроля.Если поток управления вызывающего абонента не был создан черезthreading, фиктивный объект потока с ограниченной функциональностью вернулся.
-
нарезание резьбы.за исключением крючка( args , /) Обрабатывать неперехваченное исключение, вызванное
Thread.run ().Аргумент args имеет следующие атрибуты:
exc_type : тип исключения.
exc_value : значение исключения, может быть
Нет.exc_traceback : Отслеживание исключения, может быть
Нет.поток : поток, вызвавший исключение, может быть
Нет.
Если exc_type —
SystemExit, исключение автоматически игнорируется. В противном случае исключение распечатывается наsys.stderr.Если эта функция вызывает исключение, вызывается
sys.excepthook ()для справиться.threading.excepthook ()можно переопределить, чтобы контролировать, насколько неперехваченным обрабатываются исключения, вызванныеThread.run ().Сохранение exc_value с использованием настраиваемого обработчика может создать ссылочный цикл. Это должен быть очищен явно, чтобы прервать контрольный цикл, когда исключение больше не нужно.
Сохранение нити с использованием настраиваемого крючка может воскресить ее, если она установлена на объект, который дорабатывается.Избегайте хранения нити после пользовательского крючок завершается, чтобы не воскрешать объекты.
-
нарезание резьбы.get_ident() Вернуть «идентификатор потока» текущего потока. Это ненулевой целое число. Его значение не имеет прямого значения; он задуман как волшебное печенье для использования например для индексации словаря данных, специфичных для потока. Нить идентификаторы могут быть повторно использованы, когда поток выходит, а другой поток создан.
-
нарезание резьбы.get_native_id() Возвращает собственный интегральный идентификатор потока текущего потока, назначенного ядром. Это целое неотрицательное число. Его значение может использоваться для однозначной идентификации этого конкретного потока в масштабах всей системы. (пока поток не завершится, после чего значение может быть переработано ОС).
Доступность: Windows, FreeBSD, Linux, macOS, OpenBSD, NetBSD, AIX.
-
нарезание резьбы.перечислить() Возвращает список всех
Threadобъектов, которые в настоящее время активны. Список включает в себя демонические потоки, объекты фиктивных потоков, созданныеcurrent_thread ()и основной поток. Исключает завершенные потоки и темы, которые еще не были запущены.
-
нарезание резьбы.main_thread() Вернуть основной объект
Thread. В нормальных условиях основной поток — это поток, из которого интерпретатор Python был началось.
-
нарезание резьбы.settrace( функция ) Установите функцию трассировки для всех потоков, запущенных из модуля
threading. Функция func будет передана вsys.settrace ()для каждого потока, прежде чем егоrun () вызывается метод.
-
нарезание резьбы.setprofile( func ) Установите функцию профиля для всех потоков, запускаемых из модуля
threading.Функция func будет передана вsys.setprofile ()для каждого потока, прежде чем егоrun () вызывается метод.
-
нарезание резьбы.stack_size([ размер ]) Возвращает размер стека потоков, использованный при создании новых потоков. Необязательный размер аргумент определяет размер стека, который будет использоваться для последующего создания потоков и должен быть 0 (использовать платформу или настроен по умолчанию) или положительный целочисленное значение не менее 32 768 (32 КБ).Если размер не указан, 0 используется. Если изменение размера стека потоков неподдерживаемый, возникает ошибка
RuntimeError. Если указанный размер стека недопустимый, возникаетValueErrorи размер стека не изменяется. 32 КБ в настоящее время является минимальным поддерживаемым значением размера стека, чтобы гарантировать достаточное пространство стека для самого интерпретатора. Обратите внимание, что некоторые платформы могут иметь особые ограничения на значения размера стека, такие как требование минимальный размер стека> 32 КиБ или требуется выделение, кратное системе размер страницы памяти — дополнительную информацию см. в документации по платформе. информации (обычно страницы 4 КиБ; использование кратного 4096 размера стека предлагаемый подход при отсутствии более конкретной информации).Доступность: Windows, системы с потоками POSIX.
Этот модуль также определяет следующую константу:
-
нарезание резьбы.TIMEOUT_MAX Максимальное допустимое значение для параметра timeout функции блокировки (
Lock.acquire (),RLock.acquire (),
Формулы и определения нарезания резьбы
В этом разделе описаны формулы и определения нарезания резьбы для расчета скорости резания, подачи или любого другого параметра для операций точения, фрезерования или нарезания резьбы. Вы также найдете обозначения различных форм резьбы в соответствии с международными стандартами.
Формулы и определения точения резьбы
Подача
При разделении полной глубины резания резьбы на более мелкие проходы чувствительный радиус вершины пластины не перегружается.
Пример: Принимая 0,23–0,10 мм (0,009–0,004 дюйма) глубины резания за проход (радиальная подача), полной глубины резания ( a p ) и глубины профиля резьбы (0,94 мм ( 0,037 дюйма)), наматывается на метрическую резьбу с шагом 1,5 мм (0,06 дюйма) за 6 проходов (ворс).


Подача может быть рассчитана по формуле:
Δ a p = Радиальная подача, глубина резания за проход
X = Фактический проход (в серии от 1 до ворс )
a p = Общая глубина резьбы + дополнительный запас
nap = Количество проходов
Y = 1-й проход = 0.3
2-й проход = 1
3-й и выше = x-1
Шаг 1,5 мм (0,06 дюйма)
a p = 0,94 мм (0,037 дюйма)
ворс = 6
γ 1 = 0,3
γ 2 = 1
γ n = x-1
| Символ | Обозначение / определение | Метрическая система | дюймовая |
|---|---|---|---|
| a p 8 | подача глубинамм | дюйм | |
| n | Скорость шпинделя | об / мин | об / мин |
| V c | Скорость резания | м / мин | |
| ворс | Количество проходов |

- Корень / низ
Нижняя поверхность, соединяющая две смежные боковые стороны резьбы - Боковая поверхность
Сторона поверхности резьбы, соединяющей вершину и основание - Гребень / верх
Верхняя поверхность, соединяющая две стороны или бока.
P = Шаг, мм или резьбы на дюйм (t.p.i.)
Расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
β = угол профиля резьбы
Угол между боковыми сторонами резьбы, измеренный в осевой плоскости.
φ = Угол подъема (угол винтовой линии) резьбы
Угол резьбы на делительном диаметре с плоскостью, перпендикулярной оси.
Параметры диаметра

d = Наибольший диаметр, внешний
D = Большой диаметр, внутренний
d 1 = Малый диаметр, внешний
D 1 = Малый диаметр, внутренний
d 2 = Диаметр шага, внешний
D 2 = Диаметр шага, внутренний
Эффективный диаметр винтовой резьбы; примерно посередине между большим и малым диаметрами.
Угол подъема (угол наклона спирали)
Угол подъема φ (угол подъема винтовой линии) зависит и связан с диаметром и шагом резьбы. Это измерение можно представить в виде треугольника, отматываемого от компонента. Угол упреждения рассчитывается по формуле, приведенной ниже.
.