СваркаРУ — Воздушно-Дуговая Строжка и Резка Угольным Электродом (Строжка Угольной Дугой)
Каталог оборудования/Воздушно-Дуговая Строжка и Резка Угольным Электродом (Строжка Угольной Дугой) — Оборудование и Материалы
Цены и остатки не указаны по техническим причинам.
Просим уточнить стоимость и наличие продукции у наших сотрудников.
Приносим извинение за неудобство.
Строжка угольной дугой представляет собой метод, при котором металл, расплавленный электрической дугой, выдувается струей сжатого воздуха.
Строжка угольной дугой используется для обработки большинства металлов, таких как сталь, нержавеющая сталь, чугун, никель, медь, магний и алюминий.
Оборудование, используемое при строжке угольной дугой, включает источник питания, держатель угольных электродов и его кабели, а также угольные электроды, которые могут быть круглыми или плоскими. Кроме того также необходимо устройство для подачи сжатого воздуха.
Положительный постоянный ток, как правило, используется для литой стали и стальных сплавов.
Отрицательный постоянный ток используется для цветных металлов, марганцевой стали, чугуна.
Переменный ток используется для чугуна, алюминия и никелевых сплавов.
Круглый угольный электрод используется для:
- Выплавки корневых швов
- Выплавки дефектов и трещин в сварных швах
- Разделки кромок под сварку
- Резки метала
- Пробития отверстий
Плоский угольный электрод используется для:
- Выравнивания дефектов поверхности слабой дугой
- Очистки стального литья
- Выплавки дефектов в пороках литья
- Выравнивания верхнего слоя сварных швов дугой
Техника выполнения воздушно-дуговой строжки угольным электродом
При выполнении строжки угольной дугой примите к сведению следующее:
Перед началом работы убедитесь, что оборудование готово к использованию, а сила тока строжки и угольный электрод соответствуют заготовке
При строжке угольной дугой требуемое давление сжатого воздуха составляет 500–700кПа (5-7бар)
Вставьте угольный электрод в держатель таким образом, чтобы выступающая часть угольного электрода составляла 100-150мм (максимальный ø13мм)
Откройте клапан сжатого воздуха и поднесите наконечник угольного электрода к заготовке
Зажгите дугу, проведя угольным электродом по заготовке
Переместите угольный электрод в такое положение, при котором поток сжатого воздуха будет попадать на расплавляемый материал между электродом и создавшейся канавкой
Допустимый угол для строжки угольной дугой составляет 20° – 45°
Если угол больше, сжатый воздух не может выдувать расплавленный металл
Помните, что обрабатываемая поверхность не сразу готова к сварке
Пред сваркой поверхность необходимо очистить, например, отшлифовать
ВНИМАНИЕ! Не допускается превышение максимальной силы тока, указанной для угольного электрода, так как это ускорит износ угольного электрода.


- Средства индивидуальной защиты для сварщиков, резчиков, пайщиков и термообработчиков 202
- Оборудование для очистки воздуха от сварочного дыма, Ограждения для зон сварки и резки, Покрывала защитные огнеупорные 25
- Маркеры, мелки и карандаши для разметки и маркировки в промышленности 38
- Оборудование для аргонодуговой TIG сварки 50
- Горелки для аргонодуговой TIG (GTAW) сварки Агни 59
- Горелки для аргонодуговой TIG (GTAW) сварки Trafimet 85
- Прутки присадочные GTAW для аргонодуговой TIG сварки 85
- Вольфрамовые электроды для TIG сварки 40
- Регуляторы расхода газа 80
- Блоки для охлаждения жидкостью горелок TIG, MIG/MAG и плазматронов 10
- Оборудование для полуавтоматической MIG/MAG сварки 62
- Горелки для полуавтоматической MIG/MAG сварки Trafimet 103
- Станки мобильные многофункциональные расточно-наплавочные Sir Meccanica 131
- Установки и станки мобильные для наплавки 3
- Проволоки сплошного сечения GMAW и порошковые (флюсовые) FCAW для полуавтоматической дуговой MIG/MAG сварки 93
- Оборудование для ручной дуговой MMA сварки 32
- Электрододержатели для ММА сварки 29
- Клеммы заземления для сварки 22
- Кабель сварочный и силовой, Байонетные разъемы — токовые вставки и розетки, Наконечники кабельные, Силовые разъемы — розетки и вилки 71
- Печи для прокалки и термопеналы для хранения электродов 16
- Электроды покрытые SMAW для ручной дуговой MMA сварки 101
- Машины и Аппараты для Контактно-Точечной Сварки, Споттеры, Приварка Шпилек 19
- Щетки Osborn ручные и для углошлифмашин 26
- Круги отрезные, зачистные, лепестковые, абразивные инструменты и материалы 66
- Система универсальных рукояток Messer MINITHERM — газовые горелки и резаки для точной работы 87
- Оборудование Castolin для газовой пайки, нагрева и термообработки 34
- Горелки газовые BernzOmatiс для пайки, нагрева и термообработки 13
- Припои и флюсы для пайки Castolin. Прутки Castolin для износостойкой газопламенной наплавки 51
- Припои и флюсы для пайки, химия и средства для вспомогательных работ 60
- Паяльники электрические и горелки-паяльники газовые 23
- Система универсальных рукояток Messer STARLET — газовые горелки и резаки малой и средней мощности 191
- Горелки газовые для сварки, пайки, нагрева и термообработки 142
- Редукторы баллонные газовые 128
- Вентили баллонные газовые, оборудование для рамп газовых и сетей 74
- Рукава резиновые для газовой сварки, пайки и резки 57
- Система универсальных рукояток Messer STAR — газовые горелки и резаки средней и большой мощности 207
- Резаки бензореза и керосинореза 51
- Резаки газовые 182
- Резаки газовые Messer 259
- Оборудование для воздушно-плазменной резки 43
- Станки плазменной и/или газо-кислородной резки с ЧПУ Сибирь 33
- Станки лазерной резки ЧСЗ 7
- Воздушно-Дуговая Строжка и Резка Угольным Электродом (Строжка Угольной Дугой) — Оборудование и Материалы 16
- Механизация сварки и резки — сварочные трактора и машины для резки 19
- Технологии, материалы и оборудование Castolin для получения износостойких покрытий, для ремонта 29
 Прутки Castolin для износостойкой газопламенной наплавки 51
Прутки Castolin для износостойкой газопламенной наплавки 51Воздушно-дуговая строжка — Ручная дуговая сварка — ММA
#1 evgeniy
Отправлено 08 April 2013 21:59
Стал я сталкиваться всё чаще и чаще с тем что постоянно что то нужно срезать по ремонту техники и всё как то по тупому резак МАЯК на худой конец болгарка пачка отрезных пачка зачистных дисков, два баллона кислорода в день перестало хватать . И задумался я о более производительном методе «СТРОЖКА» Хотел бы обсудить со знающими людьми кто с этим когда либо сталкивался. Покопавшись в интернете нашёл несколько хороших видео о дуговой строжке, плазменной и газовой.
И задумался я о более производительном методе «СТРОЖКА» Хотел бы обсудить со знающими людьми кто с этим когда либо сталкивался. Покопавшись в интернете нашёл несколько хороших видео о дуговой строжке, плазменной и газовой.
- Наверх
- Вставить ник
#2 АВН
Отправлено 08 April 2013 22:12
http://websvarka. ru/…topic=1801&st=0
ru/…topic=1801&st=0
- Наверх
- Вставить ник
#3 Рабиндранат Кагор
Отправлено 03 October 2013 18:19
Сегодня столкнулись с ситуацией. Надо порезать лежаки отопления ф50, лежат на первом этаже миллиметров 10-15 от бетонного пола в самом углу, вплотную друг к другу. Болгаркой и сабелькой не подлезть, газового резака нет. Попробовали резать электродом 3 мм. Идет со скрипом, в трубе на полсечения стоит илистая «чача», консистенцией наподобие желе. Ну в общем порезать маленько удалось, с большими извращениями. При этом электроды улетают только в путь. Решили сгонять за угольными. Сгоняли… В общем на прямой полярности резать почти не получается дуга гаснет, возбуждаешь снова, тут же гаснет и т.д. На обратной горит, но дуга гуляет куда хочет, электрод перегревается, держак горит. .. Раньше как-то не доводилось сталкиваться с угольными электродами, а тут пришлось. Подскажите, кто знает, в чем тут нюансы, как правильно действовать? Может что-то упускаем. Дело даже не в этом конкретном случае, в конце концов, можем привезти воздушный плазморез, или газовый резак. Дело в принципе. Надо научиться )
.. Раньше как-то не доводилось сталкиваться с угольными электродами, а тут пришлось. Подскажите, кто знает, в чем тут нюансы, как правильно действовать? Может что-то упускаем. Дело даже не в этом конкретном случае, в конце концов, можем привезти воздушный плазморез, или газовый резак. Дело в принципе. Надо научиться ) - Наверх
- Вставить ник
#4 svarnoi69
Отправлено 03 October 2013 18:43
Trag090, электроды омедненные или черные?
ps/ вообще мокрое и ржавое ими проблематично резать и им больше *постоянка* подходит.
еще под *карандаш* пробуйте заточить,градусов 60.
Сообщение отредактировал svarnoi69: 03 October 2013 18:49
- Наверх
- Вставить ник
#5 АВН
Отправлено 03 October 2013 18:44
Направленная подача (струя) воздуха в район ванны решит проблему. Учиться ничему не надо,нужен воздушно-дуговой резак (строгач) и ток ~50 А на 1 мм.Главная ошибка начинающих — слишком короткая дуга.Из труб так кромсаю нержавейку,»чернушки» режут ацетиленом сборщики КМС.
Учиться ничему не надо,нужен воздушно-дуговой резак (строгач) и ток ~50 А на 1 мм.Главная ошибка начинающих — слишком короткая дуга.Из труб так кромсаю нержавейку,»чернушки» режут ацетиленом сборщики КМС.
- Наверх
- Вставить ник
#6 Рабиндранат Кагор
Отправлено 03 October 2013 18:53
Trag090, электроды омедненные или черные?
ps/ вообще мокрое и ржавое ими проблематично резать и им больше *постоянка* подходит.
еще под *карандаш* пробуйте заточить,градусов 60.
Омедненые. Какая полярность правильная? Прямая же?
- Наверх
- Вставить ник
#7 АВН
Отправлено 03 October 2013 19:01
Насчёт правильной не знаю,мы подключаем на балластники,от которых уонии варим :-). Приходилось строгать и трубы с водой,только брызги иногда маску заливают,если воздух правильно не поставить.
Приходилось строгать и трубы с водой,только брызги иногда маску заливают,если воздух правильно не поставить.
- Наверх
- Вставить ник
#8 Шурпет
Отправлено 03 October 2013 19:01
А я почему-то думал, что при резке угольным электродом струя сжатого воздуха нужна непременно.
- Наверх
- Вставить ник
#9 АВН
Отправлено 03 October 2013 19:08
я и сейчас так думаю
- Наверх
- Вставить ник
#10 Рабиндранат Кагор
Отправлено 03 October 2013 19:12
Понятно, значит с углем без компрессора ловить нечего.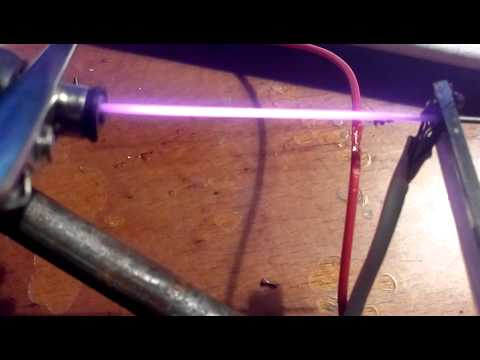 Ладно, куплю завтра ОЗР-1.
Ладно, куплю завтра ОЗР-1.
- Наверх
- Вставить ник
#11 АВН
Отправлено 03 October 2013 19:16
Почему именно ОЗР-1?
- Наверх
- Вставить ник
#12 Рабиндранат Кагор
Отправлено 03 October 2013 19:20
Почему именно ОЗР-1?
Ну они есть в магазине. Или в смысле почему электроды? Чтобы не чесать репу, как там 3 фазы подключить для плазмы, не ездить за компрессором и баллонами для газового резака. Резать не так много и это чистый демонтаж, справимся электродами.
Резать не так много и это чистый демонтаж, справимся электродами.
- Наверх
- Вставить ник
#13 АВН
Отправлено 03 October 2013 19:32
Чуть не подумал,что они обладают «повышенной резкостью»,а теперь понял — сниженной ценой.
- Наверх
- Вставить ник
#14 Рабиндранат Кагор
Отправлено 03 October 2013 19:44
Чуть не подумал,что они обладают «повышенной резкостью»,а теперь понял — сниженной ценой.

Ну цена меньше чем МР3, да и обмазка более тугоплавкая. На конце трубочка получается, есть чем расплав спихнуть, так что повышенной «резкостью» по отношению к цене обладают.
Особенно по отношению к ОК46.00, которые сегодня изводили )
- Наверх
- Вставить ник
#15 Рабиндранат Кагор
Отправлено 03 October 2013 19:55
Ладно, подведем итог по теме.
Угольные электроды при резке используются только со струей сжатого воздуха, если нет компрессора и специального строгача, то смысла их брать нет.
Это, чтобы кто-нибудь мою ошибку не повторял. У меня итог — потеряно время и минус держак (расплавился бедный).
- Наверх
- Вставить ник
#16 АВН
Отправлено 03 October 2013 21:25
О-о,не мы одни готовы сжечь 100-рублёвую ассигнацию, чтобы найти замурзанный пятак. ..
..
Держатель конечно жалко,но я дважды в угаре сжигал св.провода и байонеты — расплавлялась изоляция от юношеского задора и сверхкороткой дуги на 300 «полноценных» амперах и d=10 мм.На больших диаметрах иногда спаривали БРы или ББР. Кстати,воздух охлаждает ещё и сам держатель.
- Наверх
- Вставить ник
#17 ЛехаКолыма
Отправлено 03 October 2013 21:40
Доброго времени суток! Вот может пригодится книга: Иванов Б.Г. «Сварка и резка чугуна» с 157 страницы есть раздел посвященный воздушно-дуговой резке: www.ЧМ.ру
- Наверх
- Вставить ник
#18 АВН
Отправлено 04 October 2013 18:09
Trag090, сегодня зажёг дугу угольным электродом без подачи воздуха. Итог ожидаемый;вспышка,копоть,обгоревшая медь и как следствие науглероженный осн.металл.Полярность «правильная»,80+80+80+40+20А,диаметр 10мм. Где-то уже упоминал,что иногда строгали на жёсткой ВАХ,подключая строгач к шлейфу источника Кемппи 4200 — работает.
Итог ожидаемый;вспышка,копоть,обгоревшая медь и как следствие науглероженный осн.металл.Полярность «правильная»,80+80+80+40+20А,диаметр 10мм. Где-то уже упоминал,что иногда строгали на жёсткой ВАХ,подключая строгач к шлейфу источника Кемппи 4200 — работает.
- Наверх
- Вставить ник
#19 di4
Отправлено 17 July 2014 14:57
Поговорим о строжке. У нас строгают с источника ВДУ-1200, на жесткой ВАХ. Напряжение 80 В. Ток 250-300А. Диаметр угольного электрода 8 мм. А можно на крутопадающей ВАХ строгать? Я так думаю нет.)Напряжение сразу свалиться.
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#20 АВН
Отправлено 17 July 2014 21:29
Да?. . Вот ведь незадача,.. а мы строгаем вдвоём-троём от ВДМ-1600 (через БР-306 и др.), иногда угли и d=10 mm . От этого же источника идёт св.ток и для сварщиков-ручников, и для сборщиков на прихватках. Ничего не валяется…
. Вот ведь незадача,.. а мы строгаем вдвоём-троём от ВДМ-1600 (через БР-306 и др.), иногда угли и d=10 mm . От этого же источника идёт св.ток и для сварщиков-ручников, и для сборщиков на прихватках. Ничего не валяется…
- Наверх
- Вставить ник
технология, особенности, как выполнить своими руками
Время на чтение: 2 мин
3961
Технология сварки угольными электродами встречается достаточно редко. Это связано с узкой спецификацией угольного присадочного материала. Из-за своей структуры он не плавится под воздействием высоких температур.
Это ограничивает его применение сваркой цветных металлов и чугуна. Однако помимо короткого списка сварочных работ, угольный присадочный материал можно использовать для другого типа обработки – строжки.
Строжкой называется методика разрезания металлических поверхностей. При этой методике проводится резка на частичной глубине полотна детали.
Эта статья детально рассмотрит оба вида обработки металла с помощью угольных электродов: сварку и строжку.
Содержание статьиПоказать
- Общая информация о сварке угольными электродами
- Описание технологии
- Общая информация о строжке угольными электродами
- Описание технологии
- Заключение
Общая информация о сварке угольными электродами
Этот тип сварки используется достаточно редко. Структура основы материала не подходит для сваривания большинства металлов. Однако есть сплавы, в работе с которыми он проявляет себя хорошо.
Это цветные металлы, низкоуглеродистая сталь или чугун, толщина которого не превышает 3 мм. А также при спайке проводов из меди.

Ключевой показатель этого материала заключается в том, при воздействии высоких температур он не плавится. Происходит лишь плавка и испарение медного покрытия поверхности присадочного материала.
Из-за такой структуры смешения присадочного материала с металлом детали не происходит. Это дает минимальны расход стержня, а для сварщиков, работавших с плавящимся типом – непривычные характеристики процесса.
Сваривание металлических поверхностей при применении неплавящихся присадочных материалов происходит смешением металла самих деталей. Под воздействием высоких температур края детали расплавляются.
Расплавленный металл заполняет сварочный стык, формируя полотно шва.
В случае, если размер зазора между деталями не позволяет формировать надежный шов только за счет смешения основных металлов, для соединения используется присадочная проволока.
Описание технологии
В начале работы (как перед сваркой, так и перед строжкой) всегда проводится подготовка.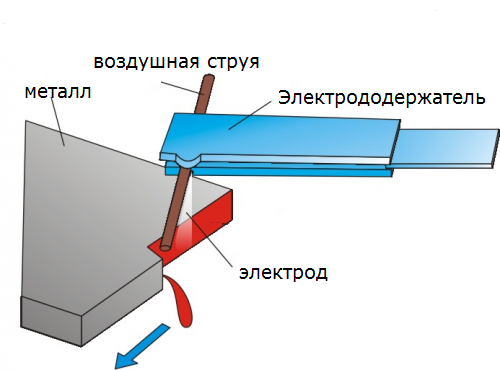 Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Убираются все очаги коррозий, включения чужеродных материалов, загрязнения, неровности. После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
Уровень силы тока выставляется в зависимости от диаметра электрода. При размере в 4 мм сила тока должна достигать 150-200 Ампер. Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.
Для стабильности работы дуги стоит настраивать постоянный тип тока. Полярность устанавливается отрицательная. Это также понизит расход материала.
Для улучшения плотности шва и стабилизации дуги при строжке и сварке применяется флюс. Они существуют нескольких типов: порошок, паста, жидкость. Использовать можно любой, однако для применения в домашних условиях больше подходит форма пасты или жидкости.
Для лучшего эффекта флюс должен включать в себя ионизирующие вещества. Сам флюс наносится на сварочную поверхность и распределяется тонким равномерным слоем.
Далее присадочный элемент вставляется в держак, разжигается дуга и формируется сварочная ванна. Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Во время работы видимая часть присадочного элемента не должна превышать 7 см. Продвижение вдоль стыка должно быть равномерным, с учетом плавления кромок и формирования соединения.
Сваривание деталей, а также строжка угольным электродом применимо в домашних условиях, однако для этого нужно использовать аппаратуру заводского производства. Самодельные агрегаты для такой сварки не подойдут ввиду отсутствия возможности настройки силы тока.
Общая информация о строжке угольными электродами
Такой тип строжки также называется воздушно-дуговым. Эта методика основана на применении сжатого воздуха для разрезания детали.
Эта методика основана на применении сжатого воздуха для разрезания детали.
Воздействие сварочного тока расплавляет тело детали. А разрез производится направленной параллельно струей сжатого воздуха.
В отличие от сварки, строжка угольными электродами применяется для обработки любых типов металлов. Но чаще всего эта методика используется, чтобы разрезать нержавеющую сталь, чугун, никель, алюминий либо медь.
Описание технологии
Воздушно-дуговая резка применима в домашних условиях. Однако, как и при других обработках, при резке важно соблюдать безопасность.
Перед тем, как приступать к работе по сварке и строжке, проводится проверка исправности оборудования. А также подготовка металла – зачистка и обезжиривание. После этого проводится настройка режима сварки, выставляются параметры силы тока.
Не стоит настраивать высокие показатели этого параметра. Завышенная сила тока быстро испарит медное покрытие присадочного материала. Это повлияет на качество и равномерность расплавки тела детали.
Помимо сварочного оборудования проводится подготовка баллона со сжатым воздухом. Он не должен иметь повреждения и вмятины.
Удостоверившись в исправности баллона, проводится настройка давления. Для воздушно-дуговой строжки достаточно четыре-шесть бар.
Присадочный элемент вставляется в держак так, чтобы видимая часть не превышала длину в 10 см. Подается воздух, поджигается дуга.
После формирования сварочной ванны сжатый воздух направляется в рабочую зону. Обе части обработки должны проводиться равномерно.
Заключение
Сварка и строжка угольными электродами применяется редко, но обработать этими методиками металл можно. Это достаточно сложная задача.
Однако умение работать с таким типом присадочного материала поможет в обучении другим, более простым методикам.
Строгачи | Компания ГБК
Горелки для воздушно-дуговой строжки (Строгачи) КЕДР
| Строгач для строжки угольным электродом КЕДР С- 600 Габариты, мм: 1200х40х40 |
| Строгач для строжки угольным электродом КЕДР С-1600 Габариты, мм: 1200х40х40 |
Горелки для воздушно-дуговой строжки (Строгачи) ARCAIR® ESAB BRAND
| Профессиональный строгач ARCAIR ANGLE-ARC K3000 (ESAB Brand) Профессиональный строгач Arcair Angle-Arc K3000 — это часть систем и кабелей для ручной строжки от ведущего производителя воздушно-углеродных систем строжки. Конструкция с четырьмя отверстиями на голове. Система пневморазгрузки. |

| Профессиональный строгач ARCAIR TRI-ARC (ESAB Brand) Профессиональный строгач Arcair Tri-Arc — это часть систем и кабелей для ручной строжки от ведущего производителя воздушно-углеродных систем строжки. Конструкция строгача с прямой рукояткой используется в промышленном удалении металла, благодаря возможности использования угольных электродов. |
Горелки для воздушно-дуговой строжки (Строгачи) Lincoln Electric
| Строгач LINCON ELECTRIC FLAIR 600 Артикул: FL060180600-L |
| Строгач LINCON ELECTRIC FLAIR 1600 Артикул: FL060181600-L |
 2 кг
2 кг| Кабель для горелки дуговой строжки FLAIR 600 — 2,5 М LINCON ELECTRIC Артикул: FL060280601-L |
| Кабель для горелки дуговой строжки FLAIR 1600 — 2,5 М LINCON ELECTRIC Артикул: FL060281601-L |
 Для Flair 600 и Flair 1600 предлагается два кабеля.
Для Flair 600 и Flair 1600 предлагается два кабеля.Горелки для воздушно-дуговой строжки (Строгачи) ABICOR BINZEL
| Строгач Kurt Haufe K16 T ABICOR BINZEL Характеристики: |
| Строгач Kurt Haufe K16 ABICOR BINZEL Характеристики: Max сварочный ток, А: 1000 |
| Строгач Kurt Haufe K12 T ABICOR BINZEL Характеристики: |
 0 — 12.0
0 — 12.0| Строгач Kurt Haufe K12 ABICOR BINZEL Характеристики: Max сварочный ток, А: 600 |
| Строгач Kurt Haufe K10 ABICOR BINZEL Характеристики: |
Горелки для воздушно дуговой строжки (Строгачи) служат для строжки канавок, подготовки и обработке швов, удаления дефектов литья, а также для резки и пробивки металла.
Все строгачи представленные в нашем кталоге доступны для заказа со складов в Санкт-Петербурге и Нижнем Новгороде. Вы можете отправить заявку по электронной почте [email protected] или через специальную форму ниже
Ручные резаки фирмы «ABICOR BINZEL»для воздушно-дуговой строжки К10-20 (СТРОГАЧИ)
Цена по запросу
Воздушно-дуговая строжка канавок угольным электродом является универсальным приемом удаления дефектов в сварных швах и литье. Основное ее преимущество перед газокислородной резкой заключаются в том, что ее можно выполнять во всех пространственных положениях. Это позволяет легко удалять прихватки из корня шва, дефекты, как с лицевой, так и с обратной стороны сварного шва без повреждения основного металла.
Категория: Электрододержатели, строгачи, зажимы, байонеты
- Описание
- Характеристики
Описание
Производитель: ABICOR BINZEL (Германия)
Строгачи канавок KURT HAUFE используются для строжки канавок, подготовки металла к сварке, исправления дефектов пустот и трещин, снятия фаски, резки, обработки поверхностей всех металлов.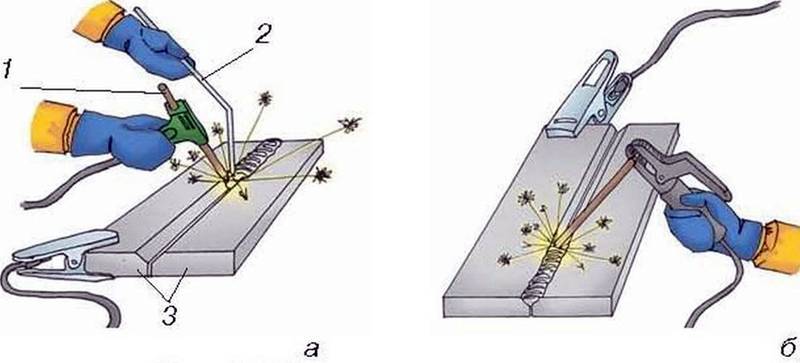 Отличаются надежностью и безопасностью.
Отличаются надежностью и безопасностью.
Особенности:
- Овальная надежная теплоизолирующая рукоятка
- Вентильная регулировка давления воздуха
- Высокая пропускная способность воздуха
- Т-образное исполнение с шарнирным соединением
- Очень гибкий специальный кабель
- Вращающаяся форсунка для круглых и пластинчатых угольных электродов
Характеристики
| Тип | Нагрузка | Ø круглого электрода | Пластинчатый электрод | Давление воздуха | ||
| ПВ 60% | ширина | толщина | (max) | Подключение | ||
| K10 | 500 A | 4 – 10 мм | 15 / 20 мм | 4 мм | 10 ар | 3/8”-18 NPT |
| K12 / K12 T* | 600 A | 4 – 12 мм | 15 / 20 мм | 4 – 5 мм | 10 ар | 3/8”-18 NPT |
| K16 / K16 T* | 1000 A | 8 – 16 мм | 15 / 20 / 25 мм | 4 – 5 мм | 10 ар | 3/8”-18 NPT |
| K20 | 1500 A | 8 – 19 мм | 15 / 20 / 25 мм | 4 – 5 мм | 10 ар | 3/8”-18 NPT |
* T = поворотный
Каталог товаров
- Сварочное оборудование
- Мультипроцессные сварочные аппараты (TIG, MIG/MAG, MMA)
- Оборудование для аргонодуговой сварки (TIG)
- Оборудование для ручной дуговой сварки (ММА)
- Полуавтоматы сварочные (MIG/MAG)
- Полуавтоматы сварочные инверторного типа
- Подающие механизмы
- Блоки водяного охлаждения
- Плазменная сварка
- Контактная сварка, приварка метизов
- Оборудование дуговой сварки для приварки метизов (крепежа)
- Установки конденсаторной сварки для приварки метизов
- Машины для контактной точеной сварки
- Машины точеной сварки TECNA для ремонта автомобильных кузовов
- Настольные машины для контактной точечной сварки
- Клещи ручные
- Оборудование для резки металла
- Плазменная резка
- Расходные материалы для плазменной резки
- Ручные системы плазменной резки
- Механизированные системы плазменной резки
- Листовой раскрой металла
- Портальные машины резки
- Резка труб
- Плазменная резка
- Сборочно-сварочные столы
- Модульные сварочные столы GPPH
- Стандартные сварочные столы GPPH
- Сварочные материалы
- Материалы для строительства трубопроводов
- Материалы для высоколегированных сталей
- Проволока порошковая
- Проволока, прутки
- Электроды
- Материалы для нелегированных и низколегированных сталей
- Проволока порошковая
- Проволока, прутки
- Электроды
- Сварочные маски, щитки сварщика
- Аксессуары для сварки
- Очистка/обработка сварного шва
- Сварочные магниты
- Тали-балансиры
- Горелки для аргонодуговой сварки
- Горелки для полуавтоматической сварки
- Редукторы и регуляторы
- Сварочная химия
- Электрододержатели, строгачи, зажимы, байонеты
- Промышленная маркировка
- Аксессуары для мелков маркеров и аэрозолей
- Аэрозольные краски и маркеры
- Маркеры на жидкой краске
- Маркеры на чернильной основе
- Промышленные карандаши для маркировки. Сменные стержни
- Промышленные мелки и маркеры на твердой основе
- Специализированные решения маркировки
- Термоиндикаторные карандаши
- Газосмесительные и дозировочные системы
- Роботизированная сварка
- Контроллеры
- Линейные оси
- Позиционеры
- Порталы
- Роботы
- Оборудование для автоматизации сварки
- Орбитальная сварка труб
- Позиционирование, вращение деталей
- Сварка продольных швов
- Сварка труб с трубной доской
- Трактор сварочный FLEXTRACK 45 (тележка)
- Универсальная установка для сварки и наплавки (FRONIUS, Австрия)
- Сварка кольцевых швов
- Оборудование для проведения термообработки
- Нагревательные установки
- Нагревательные элементы
- Расходные материалы
- Аксессуары
- Тренажер сварщика
- Анкеровка, крепление, монтаж
- Армировочные системы HALFEN
- Крепежные системы HALFEN
- Сварочные агрегаты
- Дифрактометры
- Оборудование для пробоподготовки
- Абразивная резка
- Запрессовка
- Прецизионная резка
- Пробоподготовка для спектроскопии
- Шлифовка и полировка
- Спектрометры
- Портативные
- Пробоподготовка
- Стационарные
- Электростанции
 Сменные стержни
Сменные стержниСварочный аппарат Технотрон УПР-2.
 4С «Стриж» — ЭЛсвар
4С «Стриж» — ЭЛсварПлазменно-дуговая строжка — это способ удаления металла плазменной струей. Способ, характеризующийся высокой производительностью, экономичностью и безопасностью для окружающей среды.
По сравнению с традиционной воздушно дуговой строжкой угольным электродом и механическими методами обработки плазменно-дуговая строжка обеспечивает:
- Высокую производительность удаления металла;
- Снижение энергозатрат;
- Простоту использования;
- Хорошую видимость рабочей зоны;
- Уменьшенный шум при работе;
- Уменьшенное дымообразование;
- Отсутствие науглероживания материала;
- Работу с любым металлом (включая высоколегированные металлы и алюминий).
- Минимизацию последующей зачистки.
Техника процесса
Специализированный резак повернут углом вперед по ходу движения на 35-45 градусов. Оператор перемещает резак, направляя поток плазмы который частично проникает в толщину металла и удаляет металл с поверхности, не производя сквозного прожога. Величина тока плазменной дуги, скорость перемещения резака, расстояние от сопла до поверхности металла, угол наклона резака, и размер наконечника определяют производительность удаления металла и профиль сечения производимой выемки (канавки).
Величина тока плазменной дуги, скорость перемещения резака, расстояние от сопла до поверхности металла, угол наклона резака, и размер наконечника определяют производительность удаления металла и профиль сечения производимой выемки (канавки).
Параметры процесса
ИСПОЛЬЗУЕМЫЕ ГАЗЫ
Наиболее часто применяемым газом для плазменной строжки является воздух. Он доступен, и обеспечивает хорошее качество при строжке низкоуглеродистой стали и чугуна.
ВЫБОР СОПЛА
От диаметра отверстия сопла зависит глубина и ширина образующейся канавки. Чем меньше отверстие — тем уже и глубже канавка.
ТОК ПЛАЗМЕННОЙ ДУГИ
Регулируя силу тока, резчик также контролирует диаметр дуги и ширину канавки от строжки.
ДЛИНА ПЛАЗМЕННОЙ ДУГИ
Чем дальше сопло от металла, тем больше ширина и меньше глубина канавки. Чем ближе сопло, тем глубже и уже будет канавка.
СКОРОСТЬ СТРОЖКИ
Скорость перемещения резака позволяет регулировать глубину и ширину канавки. Высокая скорость перемещения будет обеспечивать неглубокую канавку, независимо от размера сопла. При замедлении перемещения, канавка увеличивается и становится значительно глубже.
Высокая скорость перемещения будет обеспечивать неглубокую канавку, независимо от размера сопла. При замедлении перемещения, канавка увеличивается и становится значительно глубже.
УГОЛ НАКЛОНА ПЛАЗМАТРОНА
Угол наклона плазматрона имеет большое значение для управления производительности строжки. Малый угол наклона произведет удаление малого количества металла. При увеличении угла, канавка станет шире и глубже. Если угол упреждения слишком велик, как правило 50 градусов или больше, расплавленный металл будет выбрасываться обратно на сопло плазматрона. Оптимальным является угол наклона плазматрона равный 35 градусам.
| 1.Источник плазменный ДС 120П.33 с резаком для ручной строжки | |
| 2. Автоматическая головка УПР-2.4С «Стриж» с плазматроном для строжки | |
| 3. Пульт управления | |
| 4. Блок управления | |
| 5. Пояса магнитные для продольной строжки | |
6. Пояса радиальные для строжки дефектов сварки труб до ?1420 мм Пояса радиальные для строжки дефектов сварки труб до ?1420 мм | |
| 7. Компрессор воздушный. Давление 5-6атм. Расход 300-350л/мин. Воздух также может браться из заводской магистрали. | |
| 8. Осушитель воздуха ТТ390. Пред¬назначен для комплектования агрегатов и установок плазменной резки, работающих в цеховых и трассовых условиях при повышенной влажности сжатого воздуха | |
| 9. Комплект ЗИП для ручной строжки | |
9. 1 — Корпус плазмотрона Т150С 9.2 — Электрод Т150С 9.3 — Завихритель Т150С 9.4 — Сопло Т150С 9.5 — Наконечник Т150С 9.6 — Насадка Т150С 10. Комплект ЗИП для автоматической строжки | |
10.1 — Корпус плазмотрона Т150СA 10.2 — Электрод Т150С 10.3 — Завихритель Т150С 10.4 — Сопло Т150С 10.5 — Наконечник Т150СА |
Кроме ремонта монтажных сварных швов установкой могут проводиться работы по строжке поверхностных дефектов труб и соединительных деталей коррозионного и стресс-коррозионного характера, а также дефектов продольных сварных швов.
Строжка дефектных участков в зависимости от преимущественной ориентации протяженных дефектов может осуществляться на продольном поясе на магнитных держателях или на кольцевом поясе. Выборка одиночных не протяженных дефектов может осуществляться ручным плазмотроном. В обоих случаях, при послойной выборке стресс-коррозионные трещины не заплавляются, остаточные дефекты четко выявляются визуально (очерчиваются плазменной дугой), а также с помощью магнитопорошкового контроля без дополнительной очистки поверхности. Дополнительная обработка абразивным инструментом требуется для удаления острых углов по границам ремонтируемого участка.
Скорость воздушно-плазменной строжки (ВПС) таких дефектов более чем в 12 раз превышает скорость контролируемой шлифовки углошлифовальными машинами – технологии применяемой в настоящее время. В автоматическом режиме воздушно-дуговая строжка дефекта площадью 1м2 глубиной 2мм осуществляется за 1,44ч. При этом получаемая выборка имеет геометрически правильную форму с фиксированной глубиной на всей длине. Это существенно упрощает контроль остаточной толщины трубы на ремонтируемом участке и соответственно выбор технологии ремонта. Такая форма выборки позволяет автоматизировать процессы заварки при восстановительном ремонте дефектного участка наплавкой.
Это существенно упрощает контроль остаточной толщины трубы на ремонтируемом участке и соответственно выбор технологии ремонта. Такая форма выборки позволяет автоматизировать процессы заварки при восстановительном ремонте дефектного участка наплавкой.
- Оборудование ВПС является самым мобильным и универсальным оборудованием из предлагаемых для ремонта сварных швов в трассовых условиях. Его эффективность проявляется как по скорости процесса выборки, так и по удобству и простоте монтажа на трубах и соединительных деталях трубопровода (СДТ) при проведении ремонтных работ на объектах магистральных газопроводов.
- Сравнительно низкий расход и стоимость электродов и сопел для ВПС позволяет проводить работы по ремонту сварных швов, без серьезной привязки к затратам на расходные материалы для строжки дефектного металла (стоимость материалов для ВПС составляет менее 20%, от стоимости сварочных материалов для последующей заварки сварного шва).
- Наиболее перспективным представляется применение ВПС для ремонта поверхностных дефектов (в том числе стресс-коррозионного характера) труб и СДТ, заводских продольных сварных швов в трассовых условиях, а также при заводском ремонте труб для повторного применения. В этих случаях, другие высокопроизводительные технологии на сегодняшний день просо отсутствуют
 В этих случаях, другие высокопроизводительные технологии на сегодняшний день просо отсутствуют
В этих случаях, другие высокопроизводительные технологии на сегодняшний день просо отсутствуютТехнические характеристики
| Напряжение питания, В | 380 ,+10% -15% |
| Напряжение холостого хода, В, не более | 300 |
| Рабочее напряжение, В | 150 |
| Потребляемая мощность, кВА, не более | 25 |
| Ток резки (плавнорегулируемый), А | 30 — 120 |
| Давление воздуха, атм | 3 — 6 |
| Толщина разрезаемого металла, мм | |
| сталь, в том числе высоколегированная | 50 |
| алюминий | 40 |
| медь и ее сплавы | 25 |
| Номинальный режим работы ПН (при Т=20°С), % | 100 |
| Диапазон рабочих температур, °С | От — 40 до + 40 |
| Масса, кг | 44 |
| Габаритные размеры (ШхВхГ), мм | 270х535х670 |
Arc Воздушная и угольная дуговая строжка Бывшее в употреблении сварочное оборудование
Основное отличие этого метода строжки от других заключается в том, что для выброса расплавленного металла из канавки используется отдельная воздушная струя.

Описание процесса
Воздушная строжка угольной дугой работает, когда между кончиком угольного электрода и заготовкой возникает электрическая дуга. Металл расплавляется, и высокоскоростная струя воздуха сдувает электрод, оставляя чистую канавку. Этот процесс прост в применении (используется то же оборудование, что и при сварке MMA, например, источник сварочного тока постоянного тока), он обеспечивает высокую скорость съема металла, а профиль канавки можно точно контролировать. Недостатки заключаются в том, что воздушная струя выбрасывает расплавленный металл на довольно большое расстояние и из-за больших токов (до 2000 А) и высокого давления воздуха (от 80 до 100 фунтов на квадратный дюйм) может быть очень шумным.
Применение
Поскольку строжка угольной дугой не зависит от окисления, ее можно применять для широкого спектра металлов. Постоянный ток (положительный электрод) обычно предпочтительнее для стали и нержавеющей стали, но переменный ток более эффективен для чугуна, меди и никелевых сплавов. Типичные области применения включают обратную строжку, удаление поверхностных и внутренних дефектов, а также удаление избыточного металла сварного шва и подготовку скошенных кромок к сварке.
Типичные области применения включают обратную строжку, удаление поверхностных и внутренних дефектов, а также удаление избыточного металла сварного шва и подготовку скошенных кромок к сварке.
Электрод
Электрод представляет собой графитовый (углеродный) стержень с медным покрытием для уменьшения эрозии электрода. Диаметр электрода подбирается в соответствии с необходимой глубиной и шириной борозды. Резку можно точно контролировать, а количество расплавленного металла/окалины сведено к минимуму.
Источник питания
Наиболее подходящим является источник питания постоянного тока с положительной полярностью электродов. Можно использовать источники переменного тока, которые также имеют постоянный ток, но со специальными электродами переменного тока. Источник питания должен иметь постоянную выходную характеристику тока. В противном случае непреднамеренное прикосновение электрода к заготовке вызовет сильный скачок тока, достаточный для «взрыва» кончика электрода.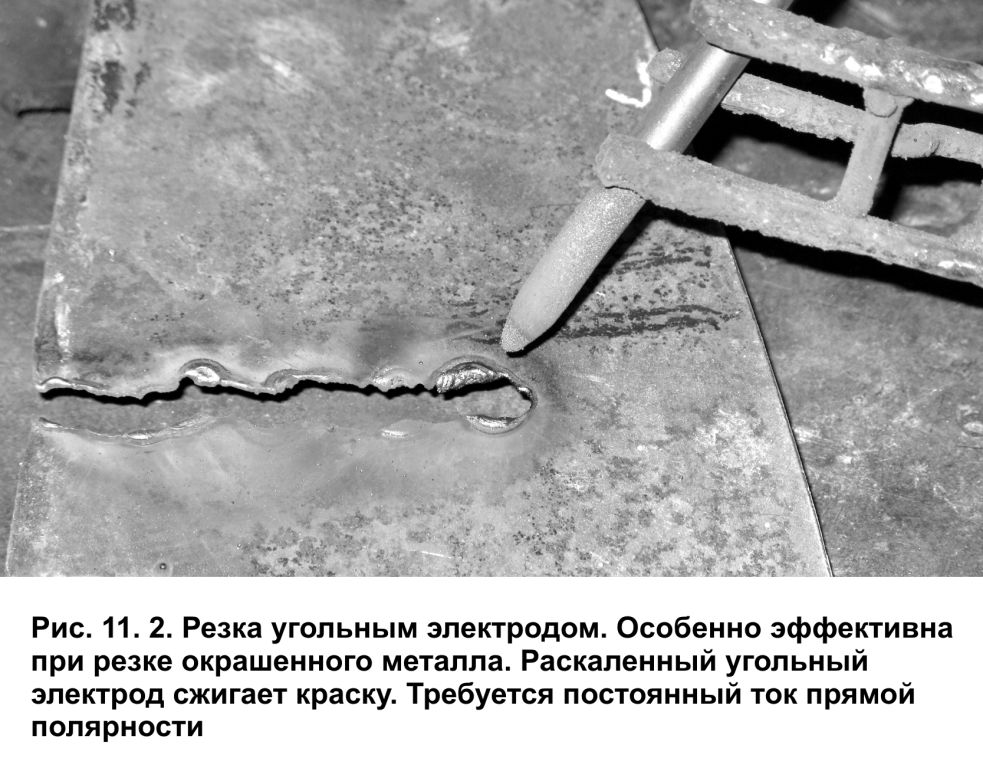 Это нарушит работу и вызовет накопление углерода. Поскольку напряжение дуги может быть достаточно высоким (до 50 В), напряжение холостого хода источника питания должно быть более 60 В
Это нарушит работу и вызовет накопление углерода. Поскольку напряжение дуги может быть достаточно высоким (до 50 В), напряжение холостого хода источника питания должно быть более 60 В
Подача воздуха
Горелка для строжки обычно работает либо с линией сжатого воздуха, либо с отдельной подачей баллонного газа. Давление подачи воздуха будет до 100 фунтов на квадратный дюйм от авиакомпании, но ограничено примерно до 35 фунтов на квадратный дюйм от подачи в баллонах. При наличии достаточного потока воздуха для удаления расплавленного металла нет никаких преимуществ в использовании более высокого давления и скорости потока.
Сбор углерода
Несмотря на то, что углерод поглощается расплавленным металлом, поток воздуха удаляет углеродистый металл из канавки, оставляя лишь минимальное загрязнение боковых стенок. Плохая техника строжки или недостаточный поток воздуха приведут к скоплению углерода с риском металлургических проблем, т.е. высокая твердость и даже растрескивание.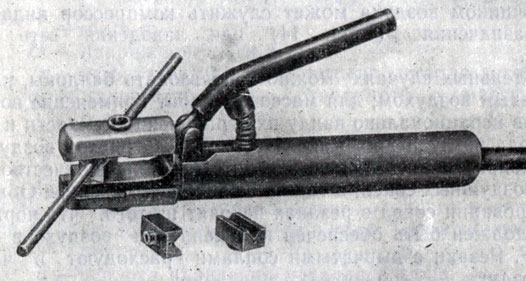
Эксплуатация
Строжка начинается с удара кончиком электрода по поверхности заготовки для зажигания дуги. В отличие от ручной дуговой сварки металлическим электродом (MMA) кончик электрода не выдвигается для установки длины дуги. Расплавленный металл непосредственно под кончиком электрода (дугой) сразу же сдувается потоком воздуха. Для эффективного съема металла важно, чтобы поток воздуха был направлен на дугу из-за электрода и проходил под кончиком электрода. Ширина канавки определяется диаметром электрода, а глубина определяется углом электрода к заготовке и скоростью перемещения. Относительно высокие скорости перемещения возможны при использовании малого угла наклона электрода. Это создает неглубокую канавку: крутой угол приводит к глубокой канавке и требует более низкой скорости движения. Обратите внимание, что электрод с крутым углом может привести к загрязнению углеродом. Колебание электрода круговыми или ограниченными переплетениями во время строжки может значительно увеличить ширину строжки.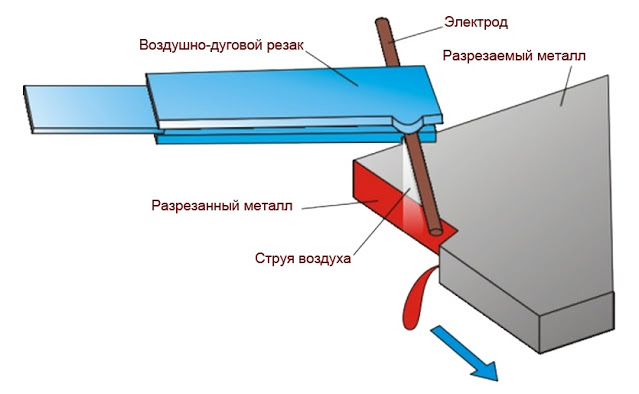 Это полезно для удаления дефектов сварного шва или пластины, которые шире, чем сам электрод. Однако важно, чтобы ширина переплетения не превышала четырехкратного диаметра электрода. Поверхность разделки должна быть относительно свободной от окисленного металла и может считаться готовой к сварке без дополнительной подготовки. Правку шлифованием боковых стенок выемки следует производить, если образовался углеродистый слой. Кроме того, при работе с чувствительным к растрескиванию материалом, таким как высокопрочная низколегированная сталь, потребуется правильная обработка шлифованием или другим утвержденным методом.
Это полезно для удаления дефектов сварного шва или пластины, которые шире, чем сам электрод. Однако важно, чтобы ширина переплетения не превышала четырехкратного диаметра электрода. Поверхность разделки должна быть относительно свободной от окисленного металла и может считаться готовой к сварке без дополнительной подготовки. Правку шлифованием боковых стенок выемки следует производить, если образовался углеродистый слой. Кроме того, при работе с чувствительным к растрескиванию материалом, таким как высокопрочная низколегированная сталь, потребуется правильная обработка шлифованием или другим утвержденным методом.
Выбор метода строжки.
Преимущества и недостатки плазменной и воздушно-дуговой строжки
Плазменная и воздушно-дуговая строжка имеют свои преимущества и недостатки. Наиболее явные различия заключаются в стоимости, производстве дыма и необходимых операциях после резки.
В последние годы вопросы охраны окружающей среды и качества заняли центральное место в сварочной отрасли. Это повышенное внимание к безопасности и охране здоровья часто сопровождается пересмотром того, как выполняются определенные задачи, например резка и строжка металла.
Это повышенное внимание к безопасности и охране здоровья часто сопровождается пересмотром того, как выполняются определенные задачи, например резка и строжка металла.
Строжка — требование в течение многих лет в нескольких отраслях и приложениях — является одним из методов тщательного изучения. Особенно при техническом обслуживании и ремонте способность выдалбливать или нарезать металл имеет решающее значение и заслуживает надлежащего внимания.
Двумя наиболее распространенными методами строжки металла являются плазменная строжка и строжка угольной дугой на воздухе.
Краткая история
При техническом обслуживании и ремонте операторы должны удалять любое из следующего: сварные швы или металл для замены изношенной или дефектной детали; изношенные наплавки для повторного нанесения наплавки; дефекты сварного шва, чтобы деталь можно было сварить повторно. Обратная строжка сварных швов до прочного металла также может быть необходима, когда обе стороны листа должны быть сварены. Строжка также используется в литейном производстве для удаления ребер, стояков и дефектов отливок.
Строжка также используется в литейном производстве для удаления ребер, стояков и дефектов отливок.
Обычными методами строжки являются механические методы, такие как шлифование, ручное фрезерование, фрезерование и скалывание; газокислородная строжка, которую можно использовать только для углеродистых сталей; и строжка угольной дугой на воздухе. Процесс плазменной резки был изобретен в 1954 году в лаборатории Тонаванда подразделения Linde компании Union Carbide. Молодой ученый Роберт Гейдж обнаружил, что, пропуская газовую вольфрамовую дугу через небольшое отверстие в процессе, аналогичном фокусировке луча света через линзу, можно увеличить температуру и интенсивность дуги. Пропуская довольно большой поток газа через эту сфокусированную дугу, она могла резать металл.
Плазменная строжка является разновидностью плазменной резки, при которой дуга слегка «расфокусируется» за счет увеличения всего размера сужающего отверстия. Режущая дуга направлена вниз через металл, чтобы выдуть расплавленный металл вниз и наружу через разрез, заставляя два куска металла разделиться. При плазменной строжке горелка наклоняется под углом к заготовке, дуга проделывает канавку на поверхности металла и сдувает расплавленный металл в сторону. Более интенсивная режущая дуга делает канавку слишком глубокой и узкой для большинства применений, поэтому для строжки используется расфокусированная дуга.
При плазменной строжке горелка наклоняется под углом к заготовке, дуга проделывает канавку на поверхности металла и сдувает расплавленный металл в сторону. Более интенсивная режущая дуга делает канавку слишком глубокой и узкой для большинства применений, поэтому для строжки используется расфокусированная дуга.
Дым, производство шума
При строжке угольной дугой электрическая дуга на конце расходуемого угольного стержня плавит металл, а непрерывная струя сжатого воздуха с силой сдувает расплавленный металл. Компоненты расплавленного металла сильно реагируют с воздухом, и сила воздушной струи имеет тенденцию испарять большую часть расплавленного металла в мелкие капли, создавая высокий уровень дыма, состоящего из паров металла, угольной пыли и металлических побочных продуктов. Как правило, уровень дыма при строжке угольной дугой выше, чем допустимый уровень воздействия сварочного дыма на рабочем месте. В зависимости от материала, который подвергается строжке, воздействие определенных токсинов, входящих в состав основного металла, также может вызвать проблемы.
Плазма также использует электрическую дугу для расплавления металла, подвергаемого строжке, но сам плазмообразующий газ выталкивает расплавленный металл из канавки. Поскольку это делается менее интенсивно, чем при строжке угольной дугой в воздухе, меньше расплавленного металла испаряется, уменьшая количество металлических паров и реакцию с окружающей атмосферой. Когда воздух используется в качестве плазмообразующего газа, происходит некоторая реакция, но объем воздуха меньше, чем при воздушной строжке угольной дугой. Если используется инертный газ, расплавленный металл в выемке защищен от окружающей атмосферы и имеет мало шансов вступить в реакцию с воздухом.
Однако алюминиевые изделия являются исключением. Легкость этого металла и сильное сродство к кислороду создают дым. Кроме того, сильное ультрафиолетовое излучение плазменной дуги увеличивает образование монооксида углерода, озона и оксидов азота. Эти суммы, как правило, ниже пороговых значений. Шум также может беспокоить операторов резки. Плазменная строжка может снизить уровень шума. Как правило, при измерении в условиях, создающих аналогичный размер строжки, плазменная строжка на 5–10 децибел тише, чем строжка угольной дугой.
Плазменная строжка может снизить уровень шума. Как правило, при измерении в условиях, создающих аналогичный размер строжки, плазменная строжка на 5–10 децибел тише, чем строжка угольной дугой.
В зависимости от текущего уровня, уровень шума плазменной строжки все еще может быть достаточно высоким, чтобы оператору требовалась защита органов слуха, но это может устранить необходимость в такой защите для находящихся поблизости рабочих. Как всегда, в качестве ориентира следует использовать фактические измерения.
Очистка после резки
При строжке воздушной угольной дугой угольный стержень расходуется; это высвобождает углерод. Обычно слой расплавленного металла остается и повторно затвердевает в выемке, потому что он не выдувается полностью воздушной струей. Когда углерод растворяется, в этом затвердевшем слое образуется хрупкий слой, богатый углеродом, что создает возможные проблемы при сварке и растрескивании. В нержавеющей стали этот слой также может стать отправной точкой для коррозии. Также при взаимодействии воздуха со слоем расплавленного металла на поверхности может образоваться окисленный слой. С углеродистой сталью это не вызывает больших затруднений, но с нержавеющей стали и других коррозионно-стойких сплавов ее необходимо отшлифовать перед сваркой. В алюминии может образоваться оксидный слой, который требует очистки.
Также при взаимодействии воздуха со слоем расплавленного металла на поверхности может образоваться окисленный слой. С углеродистой сталью это не вызывает больших затруднений, но с нержавеющей стали и других коррозионно-стойких сплавов ее необходимо отшлифовать перед сваркой. В алюминии может образоваться оксидный слой, который требует очистки.
При плазменной строжке угольный стержень не используется. Газ, используемый при плазменной строжке, определяет состояние конечной канавки. В случае углеродистой стали любое окисление, вызванное использованием воздуха в качестве плазмообразующего газа, обычно не имеет большого значения. Строжка воздухом на углеродистой стали может оставить тонкий, растворенный, богатый азотом слой на поверхности строжки. В определенных сварочных ситуациях это может привести к микропористости. Обычно это проблема только при очень качественной сварке, и ее можно устранить с помощью легкой шлифовки поверхности или с помощью инертного газа в качестве газа для плазменной строжки.
Но с нержавеющей сталью и другими коррозионно-стойкими сплавами и алюминием в качестве плазмообразующего газа следует использовать инертный газ. Этот инертный газ защищает канавку от загрязняющей атмосферы и, как правило, не содержит окисления и других загрязнений. В большинстве случаев разделку можно повторно заварить практически любым сварочным процессом без дополнительной зачистки.
Стоимость
Первоначальная стоимость строжки угольной дугой ниже, чем стоимость строжки плазмой. При воздушной строжке угольной дугой можно использовать существующие сварочные источники питания и подачу воздуха; необходимо добавить только горелку для строжки. Воздушная строжка угольной дугой со сжатым воздухом также стоит меньше, чем плазменная строжка инертным газом. Затраты на техническое обслуживание воздушной строжки угольной дугой также могут быть меньше, чем при плазменной строжке, при которой необходимо периодически заменять электрод и сопло. Электрод для строжки с воздушной угольной дугой также стоит меньше, чем электрод для строжки с плазменной строжкой.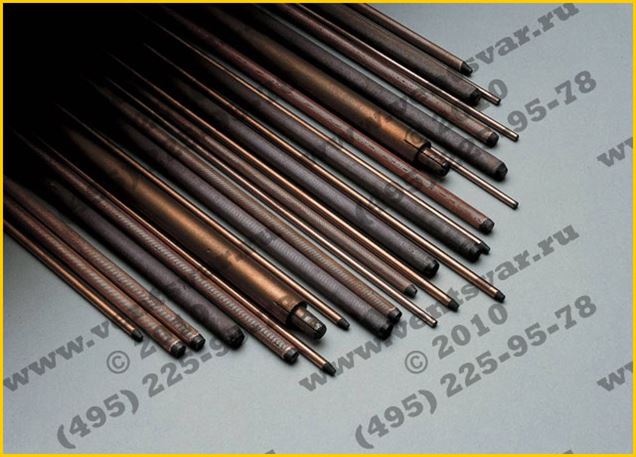
Однако плазменная строжка обычно в четыре раза быстрее, чем строжка угольной дугой на воздухе. Его стержень не является расходуемым, а электрод для строжки и сопло могут служить дольше, чем их аналоги для плазменной резки. Кроме того, источник тепла, используемый для плазменной строжки, как правило, более эффективен, чем источник тепла для строжки воздушной угольной дугой.
В зависимости от области применения плазменная строжка может косвенно окупиться, поскольку вторичная очистка, особенно нержавеющей стали и алюминия, обычно требует меньше затрат, чем строжка угольной дугой в воздухе. Это может привести к экономии труда и материалов. Кроме того, в зависимости от множества факторов, в том числе рабочего цикла, местоположения, местных законов об охране окружающей среды и размера объекта, потребности в удалении дыма и вентиляции могут быть меньше при плазменной строжке.
Дуговая строжка
Широкие потребности в строжке производственных предприятий, верфей, железных дорог и ферм были главными соображениями, поскольку Arc-Air, ESAB и Gullco разработали резаки для строжки, в том числе ручные резаки для строжки с угловой дугой, ручные резаки для строжки с прямой рукояткой. и трехдуговая литейная горелка для строжки.
и трехдуговая литейная горелка для строжки.
Резаки для строжки ArcAir были доведены до экстремального уровня благодаря множеству новых конструктивных особенностей и улучшений. Резаки Extreme оснащены новой конструкцией воздушного сопла с четырьмя цилиндрами, которая оптимизирует поток воздуха к дуге для эффективного удаления шлака с края канавки. Оптимизированный поток воздуха позволяет работать в зонах, где уровень шума не может превышать 115 децибел, но при этом получать приемлемые канавки при более низком давлении воздуха и расходе. Улучшенная электропроводность снижает накопление тепла в кабеле и горелке, в то время как превосходные материалы наружного покрытия кабеля увеличивают срок службы кабеля в суровых условиях и защищают его от разрушения под воздействием тепла.
Семейство резаков для строжки Arc-Air Extreme состоит из четырех угловых резаков, двух резаков с прямой рукояткой и одного трехдугового резака с тремя вариантами головок. Четыре модели угловых дуговых горелок предназначены для работы в легких, средних, тяжелых и сверхтяжелых условиях. Горелки с прямой рукояткой предназначены для средних и сверхтяжелых задач. Трехдуговая горелка может быть оснащена любой из трех сменных головок горелки, в том числе рекомендованными для удаления дефектов, промывки прокладок, резки нержавеющей стали и общего назначения.
Горелки с прямой рукояткой предназначены для средних и сверхтяжелых задач. Трехдуговая горелка может быть оснащена любой из трех сменных головок горелки, в том числе рекомендованными для удаления дефектов, промывки прокладок, резки нержавеющей стали и общего назначения.
Горелки для строжки с угловой дугой Extreme и горелки для строжки Extreme с прямой рукояткой ускоряют удаление сварных швов, обратную строжку, подготовку кромок, устранение дефектов и многие другие операции по удалению металла. Они идеально подходят практически для всех металлов с незначительной деформацией или без деформации, поскольку тепловложение очень низкое. Сварщики, если экономия времени и денег является проблемой при выполнении строжки, угловые горелки и горелки с прямой рукояткой могут стать решением.
Трехдуговая горелка для строжки Extreme с тремя дугами поставляется в одном корпусе с тремя типами головок, что позволяет подобрать комбинацию для наилучшего соответствия конкретному применению, например, резке нержавеющей стали. Оснащенная соответствующей головкой, трехдуговая горелка ускоряет промывку прокладок, устраняет дефекты литья и в целом очищает литье от ребер, гвоздей и другого ненужного металла. Tri-arc идеально подходит для пользователей, которые предпочитают избавиться от необходимости в нескольких типах резаков, не желая хлопот и путаницы, связанных с хранением и поставкой нескольких типов резаков и связанных с ними деталей. Это оригинальный резак тройного назначения, известный во всем мире как основной продукт ArcAir.
Оснащенная соответствующей головкой, трехдуговая горелка ускоряет промывку прокладок, устраняет дефекты литья и в целом очищает литье от ребер, гвоздей и другого ненужного металла. Tri-arc идеально подходит для пользователей, которые предпочитают избавиться от необходимости в нескольких типах резаков, не желая хлопот и путаницы, связанных с хранением и поставкой нескольких типов резаков и связанных с ними деталей. Это оригинальный резак тройного назначения, известный во всем мире как основной продукт ArcAir.
Компания Gullco разработала новую систему строжки Gullco ArcairMatic N6000. Перейдите по этой ссылке для получения более подробной информации и фотографий
Хотите поговорить с нашей командой?
Может быть, вы не знаете, какой сварочный аппарат лучше всего подходит вам? Наш отдел продаж будет рад обсудить ваши требования к сварке.
Обладая обширными знаниями о ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
С понедельника по пятницу в течение нашего рабочего дня с 8:00 до 17:00 по Гринвичу мы стремимся ответить на ваш запрос в течение 2 часов после получения вашего электронного письма.
T: +44 (0)116 269 6941
Электронная почта: [email protected]
Используйте нашу контактную форму
3. Безопасность
4. Описание
5. Возможности и ограничения
6. Переменные процесса
6.1 Ток
6.2 ARC Voltage, ARC
6.2 ARC Voltage, ARC 9009
.0108 6.3 Скорость движения
6.4 Тип электрода, диаметр и характеристики
6.5 Полярность и тип тока
6.6. ИСПРАВЛЕНИЕ
6.7. Электродная привязка
6.7.
6.7.
6.7.
6.7.
7. БРЫЗГОВЫЙ СОСТАВ
8. РЕЖИМЫ РАБОТЫ
РЕЖИМЫ РАБОТЫ
8.1 Строжка
8.2 Прокалывание, продольная и сквозная резка
8,3 Смывающие
8.4 СКОРИНГ
9. Поставки питания
10. Устранение неполадок
11. Преимущества
12. Ограничения 9.
1 Стандартная установка для строжки и резки с воздушно-угольной дугой.
2 Воздушно-угольная дуговая горелка и компоненты.
3 Воздушно-угольная дуговая строжка в плоском положении.
4 Воздушно-угольная дуговая строжка с крутым углом.
5 Воздушно-угольная дуговая строжка с малым углом.
6 Вертикальное положение Воздушно-угольная дуговая строжка.
7 Горизонтальное положение Воздушно-угольная дуговая строжка.
8 Верхнее положение Воздушно-угольная дуговая строжка.
9 Воздушно-угольная дуговая строжка с плоским электродом.
10 Воздушно-угольная дуга для снятия фаски.
11 Воздушно-угольная дуговая резка.
ТАБЛИЦА I – Электроды постоянного тока (dc) обратной полярности (rp).
ТАБЛИЦА II – Размеры сварочных проводов и количество кабелей, необходимых для указанной рабочей длины кабеля (подвод сварочного тока к заготовке).
ТАБЛИЦА III – Допустимые источники питания.
В этой статье описывается процесс строжки и резки воздушно-угольной дугой, его возможности и ограничения, переменные процесса, режимы работы, оборудование, преимущества и недостатки.
4. Процесс строжки и резки воздушно-угольной дугой 4.1 Воздушно-дуговая резка угольным электродом представляет собой процесс термической резки, при котором удаление или отделение металла осуществляется путем расплавления тепла дуги между электродом и заготовкой и сдувания расплавленного материала потоком воздуха. Электрод представляет собой специальный углеродно-графитовый материал, удерживаемый специальным изолированным электрододержателем, через который к дуге направляется воздух. Питание обычно подается от источника питания для дуговой сварки. Требования к мощности для угольного электрода данного диаметра не только выше, чем для электрода для дуговой сварки в среде защитного металла сравнимого диаметра, но и
Электрод представляет собой специальный углеродно-графитовый материал, удерживаемый специальным изолированным электрододержателем, через который к дуге направляется воздух. Питание обычно подается от источника питания для дуговой сварки. Требования к мощности для угольного электрода данного диаметра не только выше, чем для электрода для дуговой сварки в среде защитного металла сравнимого диаметра, но и
электроды для воздушно-угольной резки обычно больше.
4.2 Хотя процесс воздушно-дуговой резки используется в основном для строжки и, в некоторых случаях, для сглаживания (смывания) лишнего металла, его также можно использовать для резки металлов, особенно тех, которые не поддаются кислородной резке. Процесс резки топливного газа. Для этих металлов более подходит процесс воздушно-дуговой резки, поскольку он не зависит от окисления железа для его работы, а поверхностные оксиды хрома не препятствуют его протеканию. На рис. 1 показана установка для обычной воздушно-угольной дуговой резки. Однако следует отметить, что если требуется резка достаточного количества материала этого типа, плазменная резка является более эффективным процессом.
Однако следует отметить, что если требуется резка достаточного количества материала этого типа, плазменная резка является более эффективным процессом.
4.3 На рис. 2 показана типичная горелка для воздушно-дуговой резки и термины, используемые для различных компонентов.
4.4 Вращающаяся головка позволяет регулировать струи сжатого воздуха и электрода относительно рукоятки.
5. Воздушно-дуговой процесс Возможности и ограничения5.1 Воздушно-дуговой процесс подходит для строжки, сглаживания, плавления и сквозной резки. Он также используется для маршрутизации трещин при подготовке к ремонту сварных швов, для удаления излишков сварного шва и, в некоторых случаях, для удаления подкладочных лент.
Рисунок 1 — Нормальная установка для выживки и резки дуги воздушного воздуха
Рисунок 2 — факел углерода воздуха и компонент
5,2. автоматическая работа. Однако этот стандарт описывает только ручное управление. Воздушно-угольная дуга обеспечивает быстрое удаление металла, неглубокое проникновение тепла и меньшую деформацию.
автоматическая работа. Однако этот стандарт описывает только ручное управление. Воздушно-угольная дуга обеспечивает быстрое удаление металла, неглубокое проникновение тепла и меньшую деформацию.
5.3 Процесс используется для углеродистых, низколегированных сталей, нержавеющих сталей, никелевых сплавов и чугуна.
5.4 При использовании таких материалов, как высокоуглеродистая сталь и чугун, часто происходит затвердевание нагретого материала. Эта затвердевшая поверхность может быть удалена шлифованием или механической обработкой.
5.5 Нержавеющие стали легко режут угольной дугой на воздухе. Стойкость к атмосферной коррозии не снижается до тех пор, пока тонкий поверхностный слой углеродистого обогащения сошлифован.
5.6 Сплавы с высоким содержанием никеля труднее резать чисто, чем углеродистые стали, низколегированные стали или нержавеющие стали.
5.7 После резки все поверхности с воздушно-угольной дугой должны быть отшлифованы или обработаны до чистого металла. В зависимости от материала и его склонности к растрескиванию также следует проводить дефектоскопию методом пенетрации или магнитопорошковым методом.
В зависимости от материала и его склонности к растрескиванию также следует проводить дефектоскопию методом пенетрации или магнитопорошковым методом.
5.8 При ручном угольно-дуговом процессе качество резки в основном зависит от навыков оператора. Гладкость или качество поверхности реза зависят от способности оператора поддерживать постоянную скорость движения. См. рис. 3.
Рисунок 3 — Плоское положение воздушной углеродной дуги. представляет собой постоянный ток (dc) от обычного сварочного источника питания, будь то мотор-генератор или выпрямитель.
6.1.1 Используемый ток зависит от выбранного размера электрода. Руководство по требуемой силе тока показано в Таблице I.
Таблица I – Постоянный ток (dc) Электроды обратной полярности (rp)
6.1.2 Фактический используемый ток зависит от конкретной работы. В общем, максимальная сила тока работает лучше всего.
6.2.1 Напряжение дуги и длина дуги взаимозависимы. Увеличение длины дуги увеличивает напряжение дуги и, наоборот, уменьшение длины уменьшает напряжение дуги.
6.2.2 При ручном режиме напряжение и длина дуги регулируются оператором, как и при сварке штучными электродами.
6.2.3 Рекомендуется поддерживать короткую дугу, но электрод не должен касаться изделия, за исключением зажигания дуги в начале. Используйте как можно более постоянную длину дуги: не оттягивайте электрод назад после зажигания дуги. Этот метод отличается от сварки, поскольку при резке удаляется металл.
6.3 Скорость перемещения 6.3.1 Глубина резания зависит от скорости резания. При постоянном размере электрода и угле наклона горелки уменьшение скорости перемещения увеличивает глубину реза, а увеличение скорости уменьшает глубину реза.
6.3.2 При ручной резке стабильность скорости дуги определяет гладкость поверхности реза.
6.3.3 Как правило, правильная скорость движения определяется по плавному шипению или равномерному потрескиванию от дуги.
6.4.2 Во время работы медное покрытие отгорает от угольного электрода. Уменьшите ток, если обратное сгорание равно более 25,4 мм (1 дюйм). Это индикатор для выбора правильного тока для данного диаметра электрода.
6.4.3 Для удаления лишнего поверхностного металла иногда используется уплощенный медный плакированный угольный электрод. Эти электроды обычно имеют размер 4,0 на 9,5 мм или 4,8 на 9,5 мм . Использование этих электродов обеспечивает быстрое удаление металла, высокую эффективность и низкое повышение температуры основного металла.
Использование этих электродов обеспечивает быстрое удаление металла, высокую эффективность и низкое повышение температуры основного металла.
6.4.4 Диаметр электрода в первую очередь определяет ширину и глубину резания. Как правило, ширина реза на 3,2 мм шире диаметра электрода. Глубина резания обычно равна диаметру электрода.
6.4.5 Большинство электродов предназначены для использования с постоянным током. Однако доступны электроды для переменного тока.
6.5 Полярность и тип токаВоздушно-угольная дуговая резка выполняется на постоянном токе с обратной полярностью. Провод горелки положительный (+), а провод заземления 9.0109 отрицательный (-). Если полярность неправильная, количество выгорания будет больше.
6.6 Поток и направление воздуха 6.6.1 Высокоскоростные струи сжатого воздуха используются для продувки металла, расплавляемого угольной дугой. Для обеспечения чистая поверхность реза без шлака.
Для обеспечения чистая поверхность реза без шлака.
6.6.3 При резке в любом положении поток воздуха должен быть позади и под электродом и направлен в сторону дуги. Канавка во вращающейся головке обычно обеспечивает правильное соотношение потока воздуха и потока дуги.
6.6.4 Позиционирование потока дуги и потока воздуха осуществляется путем поворота вращающейся головки так, чтобы поток был направлен в правильном направлении , как показано на рис. 2.
6.6.5 Рекомендуемый размер и количество сварочных проводов для различных рабочих длин кабеля и токов приведены в Таблица II. 6.7.1 Вылет электрода – это расстояние от головки воздушной струи горелки до дугового конца электрода. Чем круче угол электрода (см. рис. 4), тем более прямо дуга касается поверхности и тем глубже разрез. А Плоский угол (см. рис. 5) позволяет получить неглубокую канавку. Хотя изменения угла наклона электрода можно использовать для изменения глубины реза, часто лучше использовать угол 35–45 градусов и изменять глубину
Таблица II — Размер сварочных свиндов и количество кабелей, необходимых для указанных кабельных работ (питание сварки до рабочи
6.7.2 Для ручной строжки лучше всего использовать вылет длиной 152 мм (6 дюймов).![]() Слишком длинный вылет приводит к плохому действию воздушной струи и, как следствие, плохому съему металла. Слишком короткий вылет приводит к перегреву горелки и плохому съему металла из-за преждевременного охлаждения расплавленного материала воздушной струей.
Слишком длинный вылет приводит к плохому действию воздушной струи и, как следствие, плохому съему металла. Слишком короткий вылет приводит к перегреву горелки и плохому съему металла из-за преждевременного охлаждения расплавленного материала воздушной струей.
Рис. 4 – Дуговая строжка с крутым углом
Рис. 5 – Дуговая строжка с малым углом
5 – Дуговая строжка с малым углом
6.9 Плетение
Для данного размера электрода можно получить более широкую канавку путем плетения электрода. Соткать, однако, целесообразно только с автоматической обрезкой.
7. Состав для защиты от брызг7.1 Составы, не содержащие свинца, ртути и хлоридов, могут использоваться для предотвращения прилипания брызг при резке угольной дугой .
7.2 Перед нанесением антибликового состава на металлическую поверхность очистите поверхность от жира и загрязнений. Соединение можно использовать непосредственно или его можно разбавить 1 частью воды на 1 часть соединения по объему. Перед началом работы дайте покрытию высохнуть. В любом случае следуйте рекомендациям производителя.
7.3 Составы можно использовать на всех поверхностях, на которых образуются брызги расплавленных частиц. Дополнительные щиты из 9Также можно использовать листовой металл из нержавеющей стали 0109 или плиты Transite. Позаботьтесь о том, чтобы защитить бетонные полы под работой, чтобы предотвратить отслаивание бетона.
Дополнительные щиты из 9Также можно использовать листовой металл из нержавеющей стали 0109 или плиты Transite. Позаботьтесь о том, чтобы защитить бетонные полы под работой, чтобы предотвратить отслаивание бетона.
8.1.2 Может выполняться во всех положениях. В вертикальном положении строжку лучше всего производить в направлении вниз, где удалению материала способствует сила тяжести (см. рис. 6). Горизонтальная строжка (см. рис. 7) может выполняться либо вправо , либо влево. В верхнем положении (см. рис. 8) электрод устанавливается почти параллельно горелке под небольшим углом , чтобы расплавленный металл не капал на оператора.
8.2 Прокалывание, продольная и сквозная резка 8.2.1 При работе с тонкими материалами держите резак под крутым углом (примерно 90 градусов до работы) с наконечником электрода , прокалывающим участок и полностью прорезающим его.
8.2.2 При работе с тяжелыми материалами используйте горелку под углом 35-45 градусов и сделайте несколько проходов. При последнем проходе используйте под углом 90 градусов, разрезая материал.
Рисунок 6 – Вертикальное положение Воздушно-дуговая строжка
Рис. 6 – Вертикальное положение Воздушно-угольная строжка
Рисунок 7 — Горизонтальное положение воздушной углеродной дуги.
Рисунок 7 — Горизонтальное положение воздушного углеродного дуги
Рисунок 8 — Положение над головой. Позиция Воздушно-угольная дуговая строжка
8.2.3 При глубоких пропилах расширьте пропил на поверхности, чтобы предотвратить дуговой разряд электрода от боковых стенок и потерю режущего действия.
8.3 Промывка Обычно используются неглубокие проходы. Часто используются плоские электроды (см. рис. 9 и 6.4.3). Могут быть получены низкие температуры основного металла и высокие скорости. Это также хорошо для удаления плакированных поверхностей.
рис. 9 и 6.4.3). Могут быть получены низкие температуры основного металла и высокие скорости. Это также хорошо для удаления плакированных поверхностей.
Чтобы сделать косой срез по кромке (см. рис. 10), электрод можно плавно провести почти параллельно срезу. Воздушный поток находится между электродом и изделием.
Рисунок 9 — Углеродная углеродная дуга с плоским электродом
Рисунок 9 — воздушная углеродная дуга с плоским электродом
Рисунок 10 — воздушная углеродная дуга Beveling 888888896999699669969996999699699699699969969969969969969969969969696696969888 . Рисунок 10 — 9099 воздушная дуга. – Воздушно-дуговая строжка
9. Источники питания для воздушно-дуговой строжки Для воздушно-дуговой резки можно использовать все стандартные источники сварочного тока соответствующей мощности (см.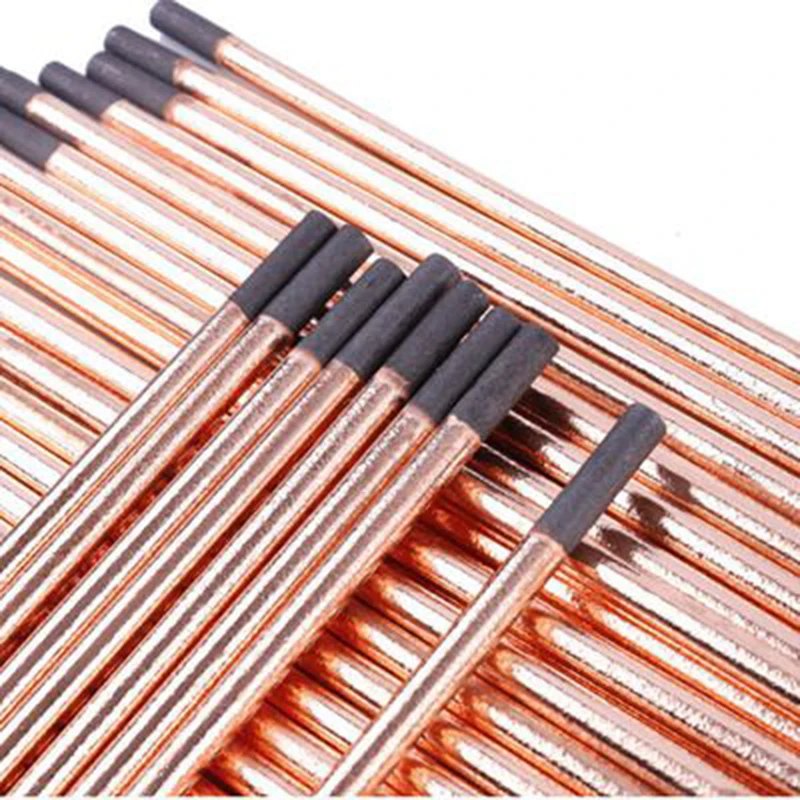 Таблицу I). Однако напряжение холостого хода должно быть достаточно большим, чем требуемое напряжение дуги, чтобы учесть падение напряжения в цепи. Напряжение дуги, используемое при строжке и резке воздушно-угольной дугой, колеблется в пределах 35-55 вольт. Требуется обрыв цепи напряжением не менее 60 вольт. Фактическое напряжение дуги при строжке и резке воздушно-угольной дугой в значительной степени определяется размером электрода. В Таблице III показаны допустимые источники питания.
Таблицу I). Однако напряжение холостого хода должно быть достаточно большим, чем требуемое напряжение дуги, чтобы учесть падение напряжения в цепи. Напряжение дуги, используемое при строжке и резке воздушно-угольной дугой, колеблется в пределах 35-55 вольт. Требуется обрыв цепи напряжением не менее 60 вольт. Фактическое напряжение дуги при строжке и резке воздушно-угольной дугой в значительной степени определяется размером электрода. В Таблице III показаны допустимые источники питания.
Таблица III — Приемлемые источники питания
10. Углерочная дуга. но иногда возникают проблемы. Некоторые распространенные проблемы и их решения:
a. Большой нагар в начале канавки . Оператор резки либо забыл включить воздушную струю перед зажиганием дуги, либо горелка была расположена неправильно. Воздух включается перед зажиганием дуги и течет между электродом и изделием и за электродом относительно направления движения.
Воздух включается перед зажиганием дуги и течет между электродом и изделием и за электродом относительно направления движения.
б. Нестабильная дуга, из-за которой оператор резки использует медленную скорость перемещения даже на неглубоких канавках. Сила тока недостаточна для используемого диаметра электрода. В то время как минимальная сила тока достаточна, она требует более высокой степени мастерства. Середина диапазона более эффективна, а верхняя часть диапазона еще лучше; поэтому, если сила тока ограничена возможностями источника питания, более высокая эффективность может быть получена за счет перехода к следующему меньшему диаметру электрода.
в. Беспорядочная канавка с блуждающей дугой из стороны в сторону и быстрым нагревом электрода. Используемый процесс — постоянный ток, прямая полярность (отрицательный электрод). Электроды постоянного тока должны использоваться с постоянным током обратной полярности для всех металлов, за исключением некоторых медных сплавов. Для этих сплавов дополнительное тепло в электроде , создаваемое большой силой тока для данного диаметра электрода, увеличивает скорость резания.
Для этих сплавов дополнительное тепло в электроде , создаваемое большой силой тока для данного диаметра электрода, увеличивает скорость резания.
д. Прерывистое действие дуги, приводящее к неровной поверхности канавки. Скорость строжки воздушной угольной дугой намного быстрее, чем дуговая сварка защищенным металлом. Оператор резки должен принять удобное положение, чтобы его рука могла свободно двигаться, а его перчатки не мешали работе. Если оператор фиксирует свое положение, опираясь рукой на изделие (как это делает большинство дуговых сварщиков в среде защитного металла), трение между рукой в перчатке и изделием вызовет неустойчивое движение вперед.
эл. Углерод, отложившийся в различных промежутках между канавками при строжке и в различных местах на промытой поверхности При стирке прокладок. Замыкание электрода на работе. Это состояние вызвано использованием чрезмерной скорости перемещения для имеющейся силы тока и глубины наносимой канавки.
ф. Неравномерная канавка слишком глубокая, а затем слишком мелкая. Оператор резки не был устойчив. Оператор должен расслабиться и принять удобное положение во время строжки.
г. Шлак прилипает к краю канавки. Выброс шлака был недостаточным. Для адекватного выброса шлака необходимо использовать надлежащее давление и объем воздуха. Давление воздуха от 552 до 689 кПа (от 80 до 100 фунтов на кв. дюйм) не будет эффективно удалять весь шлак, если объем воздуха недостаточен. Для надлежащего объема требуется воздушный шланг с минимальным внутренним диаметром 6,4 мм , питающий концентрический кабельный узел.
ч. Groove становится все глубже. Слишком низкая скорость перемещения электрода.
11. Преимущества воздушно-угольной дуги 11.1 Быстрота – В пять раз быстрее, чем стружка. Он проделывает канавку 9,5 мм со скоростью более 51 мм (2 фута) в минуту.
Он проделывает канавку 9,5 мм со скоростью более 51 мм (2 фута) в минуту.
11.2 Простота управления. Точно удаляет дефекты. Дефекты хорошо видны в канавке и легко отслеживаются . Глубина реза легко регулируется, сварочный шлак не отклоняется и не мешает резу операция.
11.3 Компактный. Он ненамного больше держателя электрода для дуговой сварки в защитном металле.
11.4 Универсальность и портативность. Может использоваться практически везде, где возможна сварка. Его можно эксплуатировать в местах, ограниченных для установки отбойного молотка или ацетилено-кислородного резака. Не требует сложных регулировок для использования на различных металлах.
11.5 Чисто режет. Полученные поверхности чистые и гладкие. Сварка углеродистой стали, как правило, может выполняться с минимальной шлифовкой или очисткой.
11.6 Стоимость оборудования. Минимальный.
12.1 В большинстве случаев для разрезания (см. рис. 11) или резки пластин из углеродистой стали и труб лучше подходят другие процессы резки.
12.2 Требуется большой объем сжатого воздуха.
12.3 Существуют ограничения по глубине резания.
Рисунок 11 — Резка углеродной углеродной дуги
Рисунок 11 — Нарушение воздушной углеродной дуги
Брить …
Плюсы и минусы строжки угольной дугой
Существует несколько типов сварки, и строжка угольной дугой (также известная как дуговая сварка или сварка угольной дугой) популярна для тяжелых работ, поскольку требует минимальных сварочных материалов в Фениксе, штат Аризона.
Углеродная дуговая сварка — это термин, описывающий соединение металлических элементов с помощью электричества. В то время как другие методы используют газ для нагрева металла и его сплавления, строжка угольной дугой основана только на электричестве. Между электродом и заготовкой образуется электрическая дуга, которая затем расплавляет металл. Когда он нагревается, поток воздуха обдувает расплавленный металл, создавая гладкую канавку.
В то время как другие методы используют газ для нагрева металла и его сплавления, строжка угольной дугой основана только на электричестве. Между электродом и заготовкой образуется электрическая дуга, которая затем расплавляет металл. Когда он нагревается, поток воздуха обдувает расплавленный металл, создавая гладкую канавку.
Дуговая сварка может использовать как постоянный, так и переменный ток, и может достигать 6500 градусов по Фаренгейту. Дуговая сварка используется при плавлении стали, ремонте тяжелого оборудования, трубопроводных проектах и целом ряде других ремонтных или строительных проектов.
Рассмотрим более подробно некоторые преимущества строжки угольной дугой:
- Экономичность: Поскольку при строжке угольной дугой не используется газ, она более рентабельна только на этом уровне. Материалы обычно более доступны, и в целом вы используете меньше оборудования, чем при других методах сварки.
- Легко переносится: Материалы для угольной дуговой сварки очень легко транспортировать, особенно потому, что для их изготовления требуется меньше оборудования.
- Может использоваться на грязном металле: Некоторые виды сварки требуют чистой поверхности перед соединением металлов. Дуговая сварка не требует чистоты, и, поскольку она не зависит от окисления, ее можно применять к множеству различных материалов.
- Нет необходимости в защитном газе: Одной из наиболее универсальных особенностей дуговой сварки угольным электродом является тот факт, что ее можно выполнять в различных климатических условиях, включая дождь или ветер, с минимальным разбрызгиванием.
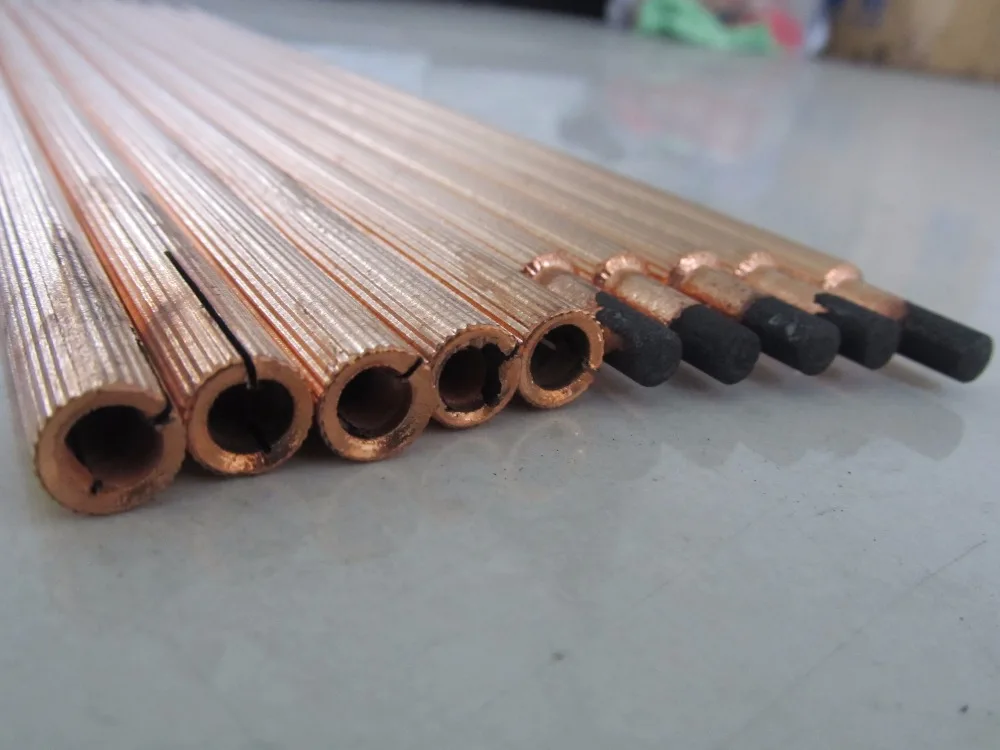
Несмотря на то, что в некоторых случаях строжка угольной дугой является эффективным методом, она имеет некоторые недостатки, о которых следует знать, в том числе:
- Сравнительно более низкая эффективность: Дуговая сварка обычно дает больше отходов, чем другие методы сварки, которые могут быть дорогостоящими в зависимости от используемых материалов.
- Требуется высокий уровень навыков сварки: Обучение дуговой сварке требует высокого уровня навыков и квалификации, которыми обладают не все профессионалы в области сварки.
- Шумно: Поскольку при дуговой сварке используются большие токи и высокое давление воздуха, может быть очень шумно (всегда используйте средства защиты органов слуха).
- Может быть сложно использовать для тонких материалов: Дуговая сварка не особенно подходит для тонких материалов, но ее можно использовать для различных более толстых металлов.

Готовы поднять свои навыки сварки на новый уровень? Vern Lewis Welding Supply, Inc. может научить вас тонкостям строжки угольной дугой. Повысьте свою универсальность в качестве профессионального или обычного сварщика, когда вы учитесь у нас.
Запишитесь на курсы сварки в Фениксе, штат Аризона
Vern Lewis Welding Supply, Inc. предлагает курсы сварки в Фениксе, штат Аризона. Вы найдете навыки и продукты, необходимые для выполнения работы не только правильно, но и с использованием самого высокого качества оборудования. Если вы новичок в сварке или хотите улучшить свои существующие навыки, мы предлагаем различные курсы сварки, чтобы вы могли оставаться в курсе последних достижений в области сварочных технологий. Остановитесь или позвоните нам сегодня, чтобы узнать больше!
Остановитесь или позвоните нам сегодня, чтобы узнать больше!
8 советов, которые помогут вам стать лучшим сварщиком
Вы начинающий сварщик и хотите улучшить свои навыки сварки? Или, может быть, вы опытный профессионал с большим опытом, который хочет освежить в памяти некоторые основные принципы сварки. Независимо от того, на каком этапе своего сварочного пути вы находитесь, всегда полезно продолжать обучение и расширять свои знания в…
Подробнее 8 советов, которые помогут вам стать лучшим сварщикомПродолжить
Введение в сварку с флюсовым сердечником
Сварка с флюсовой проволокой — это процесс, используемый практически для всех видов сварки, от простых ремонтных работ в домашних условиях до тяжелых работ. Если вы только учитесь сваривать, сварка с флюсовой проволокой — хороший процесс для начала. Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Если вы только учитесь сваривать, сварка с флюсовой проволокой — хороший процесс для начала. Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Подробнее Введение в сварку с флюсовым сердечникомПродолжить
В чем разница между сваркой, пайкой и пайкой?
Если вы изучаете сварку, у вас может возникнуть частый вопрос: в чем разница между сваркой, пайкой и пайкой? Итак, в этом руководстве мы рассмотрим эти различные процессы металлической столярки и подробно обсудим каждый метод, который поможет устранить…
Подробнее В чем разница между сваркой, пайкой и пайкой?Продолжить
Сварка переменным и постоянным током: понимание различий
Понимание полярности имеет решающее значение для хорошего сварщика. Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC. Переменный ток означает переменный ток, который половину времени течет в одном направлении, а другую половину — в другом. Меняется…
Подробнее Сварка на переменном и постоянном токе: понимание различийПродолжить
Сколько времени нужно, чтобы стать сварщиком?
Люди иногда спрашивают: «Сколько времени нужно, чтобы стать сварщиком?». Конечно, лучший вопрос: «Сколько времени нужно, чтобы стать хорошим сварщиком?» Любого, у кого есть сварочный аппарат или доступ к нему, и кто пытался что-то сварить, можно назвать сварщиком, но чтобы стать хорошим профессиональным сварщиком, нужно…
Подробнее Сколько времени нужно, чтобы стать сварщиком?Продолжить
ИСПОЛЬЗОВАНИЕ ЭЛЕКТРОДА ДЛЯ СТРОЖКИ — GZ Industrial Supplies
Электроды для строжки изготовлены из углерода и имеют
медное покрытие. Углеродные стержни для строжки используются для удаления металла с высокой скоростью.
с низким энергопотреблением. Обычно используется для устранения дефектов сварки,
лишние сварные швы и литейные стояки из литых изделий. Наши угольные стержни для строжки
точно обработаны и изготовлены на современном оборудовании.
Углеродные стержни для строжки используются для удаления металла с высокой скоростью.
с низким энергопотреблением. Обычно используется для устранения дефектов сварки,
лишние сварные швы и литейные стояки из литых изделий. Наши угольные стержни для строжки
точно обработаны и изготовлены на современном оборудовании.
При сварке строжка требуется для многих лет в нескольких отраслях и приложениях, и это один из методов тщательного изучения. В частности, при техническом обслуживании и ремонте способность выдалбливать металл или канавки имеет большое значение. критично и заслуживает полного рассмотрения. Два наиболее распространенных метода строжка – это плазменная строжка и строжка воздушной угольной дугой.
ПЛАЗМА СТРОКА Плазменная строжка — это разновидность плазменной резки, в
дуга слегка «расфокусирована» за счет увеличения всего размера в
сужающее отверстие. Режущая дуга направлена вниз через металл
чтобы выдуть расплавленный металл вниз и наружу через разрез, заставляя две части
металла отделить. При плазменной строжке горелка наклонена под углом к
заготовку, а дуга проделывает канавку на металлической поверхности и дует
расплавленный металл в сторону. Более интенсивная режущая дуга приводит к образованию канавки
слишком глубокая и узкая для большинства применений, поэтому расфокусированная дуга используется для
раздолбай.
При плазменной строжке горелка наклонена под углом к
заготовку, а дуга проделывает канавку на металлической поверхности и дует
расплавленный металл в сторону. Более интенсивная режущая дуга приводит к образованию канавки
слишком глубокая и узкая для большинства применений, поэтому расфокусированная дуга используется для
раздолбай.
Процесс плазменной резки был изобретен в 1954 г. Лаборатория Тонаванда подразделения Linde компании Union Carbide. Молодой ученый Роберт Гейдж обнаружил, что, пропустив газовую вольфрамовую дугу через маленькое отверстие в процессе, похожем на фокусировку луча света через линзу, температура и интенсивность дуги могут быть увеличены. Пройдя достаточно большой поток газа через эту сфокусированную дугу, он мог резать металл.
ПРИМЕНЕНИЕ Плазменная строжка была разработана как инструмент для сварки
снятие и подготовка к сварке. Обратную строжку использовали для удаления металла с
обратная сторона дуговой сварки соединений для устранения дефектов и повышения прочности. Дефекты сварки, такие как трещины, пористость и несплавление, могут быть удалены.
с помощью плазменной горелки, а затем отремонтировать новым, прочным сварным швом.
Дефекты сварки, такие как трещины, пористость и несплавление, могут быть удалены.
с помощью плазменной горелки, а затем отремонтировать новым, прочным сварным швом.
Сегодня плазменно-дуговая строжка имеет более широкое промышленное применение. приложений, от судостроения и технического обслуживания до тяжелого оборудования производство и ремонт, до изготовления кузовов грузовых автомобилей, цистерн и стали структуры. Плазменная строжка удаляет крепкие спинки, подъемные проушины, временные кронштейны, прихватки и заклепки. Он также подходит для сноса или утилизации операции по разборке сварных конструкций. В литейных цехах удаляет излишки материал отливок. Везде, где требуется удаление излишков металла, избыточного сварного шва или дефектов. быть удалены, можно использовать плазменную строжку.
ВОЗДУХ СТРОКА УГЛЕРОДОМ Генерируется процесс воздушно-дуговой строжки
между кончиком угольного электрода и обрабатываемой деталью. Металл становится
расплавленный, и поток воздуха с высокой скоростью течет вниз по электроду, чтобы сдуть его и
таким образом оставляет чистую канавку. Это простой процесс нанесения, имеет высокое металлическое
скорость удаления, профиль выемки, и его можно точно контролировать.
Это простой процесс нанесения, имеет высокое металлическое
скорость удаления, профиль выемки, и его можно точно контролировать.
Однако, есть и недостатки: воздушная струя выбрасывает расплавленный металл через довольно большое расстояние и из-за больших токов (до 2000А) и высокой воздушной давление (от 80 до 100 фунтов на квадратный дюйм), это может быть очень шумно.
Этот тип строжки может применяться в широком диапазоне металлов. Постоянный ток (положительный электрод) обычно предпочтительнее для стали и нержавеющая сталь, но переменный ток более эффективен для чугуна, меди и никеля сплавы. Типичные области применения включают обратную строжку, удаление поверхностных и внутренние дефекты, удаление лишнего металла шва и подготовка фасок для сварки.
Этот процесс является лучшей альтернативой традиционному
строжка, особенно когда точность и безопасность являются приоритетами. С
производительность съема до 8 кг/ч, плазменная строжка улучшает работу
условия за счет снижения шума и дыма.
Использование того же процесса, что и при плазменной резке; это позволяет удаление металла эффективно, точно и чисто.
ЭФФЕКТИВНОСТЬДля получения дополнительной информации о нашем ассортименте сварочных калибров, пожалуйста, свяжитесь с GZ Industrial Supplies или напишите нам по адресу [email protected].
20 декабря 2019 г. Энтони Убонг
Выбор метода строжки
В последние годы вопросы экологии и качества заняли центральное место в сварочной отрасли. Это повышенное внимание к безопасности и охране здоровья часто сопровождается пересмотром того, как выполняются определенные задачи, например резка и строжка металла.
Это повышенное внимание к безопасности и охране здоровья часто сопровождается пересмотром того, как выполняются определенные задачи, например резка и строжка металла.
Строжка — требование в течение многих лет в нескольких отраслях и приложениях — является одним из методов тщательной проверки. Особенно при техническом обслуживании и ремонте способность выдалбливать или нарезать металл имеет решающее значение и заслуживает надлежащего внимания.
Двумя наиболее распространенными методами строжки металла являются плазменная строжка и строжка угольной дугой на воздухе.
Краткая история
При техническом обслуживании и ремонте операторы должны удалять любое из следующего: сварные швы или металл для замены изношенной или дефектной детали; изношенные наплавки для повторного нанесения наплавки; дефекты сварного шва, чтобы деталь можно было приварить заново. Затирка швов до прочного металла также может быть необходима, когда необходимо сваривать обе стороны листа. Строжка также используется в литейном производстве для удаления ребер, стояков и дефектов отливок.
Строжка также используется в литейном производстве для удаления ребер, стояков и дефектов отливок.
Обычными методами строжки являются механические методы, такие как шлифование, ручное фрезерование, фрезерование и скалывание; газокислородная строжка, которую можно использовать только для углеродистых сталей; и строжка угольной дугой на воздухе.
Процесс плазменной резки был изобретен в 1954 году в лаборатории Тонаванда отделения компании Union Carbide компании Linde. Молодой ученый Роберт Гейдж обнаружил, что, пропуская газовую вольфрамовую дугу через небольшое отверстие в процессе, аналогичном фокусировке луча света через линзу, можно увеличить температуру и интенсивность дуги. Пропуская довольно большой поток газа через эту сфокусированную дугу, она могла резать металл.
Плазменная строжка — это разновидность плазменной резки, при которой дуга слегка «расфокусируется» за счет увеличения размера отверстия в сужающем отверстии. Режущая дуга направлена вниз через металл, чтобы выдуть расплавленный металл вниз и наружу через разрез, заставляя два куска металла разделиться. При плазменной строжке резак наклоняется под углом к заготовке, и дуга прорезает канавку на поверхности металла и сдувает расплавленный металл в сторону. Более интенсивная режущая дуга делает канавку слишком глубокой и узкой для большинства применений, поэтому для строжки используется расфокусированная дуга.
При плазменной строжке резак наклоняется под углом к заготовке, и дуга прорезает канавку на поверхности металла и сдувает расплавленный металл в сторону. Более интенсивная режущая дуга делает канавку слишком глубокой и узкой для большинства применений, поэтому для строжки используется расфокусированная дуга.
Дым, производство шума
При строжке угольной дугой электрическая дуга на конце расходуемого угольного стержня плавит металл, а непрерывная струя сжатого воздуха с силой сдувает расплавленный металл. Компоненты расплавленного металла сильно реагируют с воздухом, и сила воздушной струи имеет тенденцию испарять большую часть расплавленного металла в мелкие капли, создавая высокий уровень дыма, состоящего из паров металла, угольной пыли и металлических побочных продуктов. Как правило, уровень дыма при строжке угольной дугой выше, чем допустимый уровень воздействия сварочного дыма на рабочем месте. В зависимости от материала, который подвергается строжке, воздействие определенных токсинов, входящих в состав основного металла, также может вызвать проблемы.
Плазма также использует электрическую дугу для расплавления металла, подвергаемого строжке, но сам плазмообразующий газ выталкивает расплавленный металл из канавки. Поскольку это делается менее интенсивно, чем при строжке угольной дугой в воздухе, меньше расплавленного металла испаряется, уменьшая количество металлических паров и реакцию с окружающей атмосферой. Когда воздух используется в качестве плазмообразующего газа, происходит некоторая реакция, но объем воздуха меньше, чем при воздушной строжке угольной дугой. Если используется инертный газ, расплавленный металл в выемке защищен от окружающей атмосферы и имеет мало шансов вступить в реакцию с воздухом.
Однако алюминиевые изделия являются исключением. Легкость этого металла и сильное сродство к кислороду создают дым. Кроме того, сильное ультрафиолетовое излучение плазменной дуги увеличивает образование монооксида углерода, озона и оксидов азота. Эти суммы, как правило, ниже пороговых значений.
Шум также может беспокоить операторов резки. Плазменная строжка может снизить уровень шума. Как правило, при измерении в условиях, создающих аналогичный размер строжки, плазменная строжка на 5–10 децибел тише, чем строжка угольной дугой.
Плазменная строжка может снизить уровень шума. Как правило, при измерении в условиях, создающих аналогичный размер строжки, плазменная строжка на 5–10 децибел тише, чем строжка угольной дугой.
В зависимости от текущего уровня, уровень шума плазменной строжки все еще может быть достаточно высоким, чтобы оператору требовалась защита органов слуха, но это может устранить необходимость в такой защите для находящихся поблизости рабочих. Как всегда, в качестве ориентира следует использовать фактические измерения.
Очистка после резки
При строжке воздушной угольной дугой расходуется угольный стержень; это высвобождает углерод. Обычно слой расплавленного металла остается и снова затвердевает в выемке, потому что он не выдувается полностью воздушной струей. Когда углерод растворяется в этом затвердевшем слое, образуется хрупкий, богатый углеродом слой, что создает возможные проблемы при сварке и растрескивании. В нержавеющей стали этот слой также может стать отправной точкой для коррозии. Также при взаимодействии воздуха со слоем расплавленного металла на поверхности может образоваться окисленный слой. С углеродистой сталью это не вызывает больших затруднений, но с нержавеющей стали и других коррозионно-стойких сплавов ее необходимо отшлифовать перед сваркой. В алюминии может образоваться оксидный слой, который требует очистки.
Также при взаимодействии воздуха со слоем расплавленного металла на поверхности может образоваться окисленный слой. С углеродистой сталью это не вызывает больших затруднений, но с нержавеющей стали и других коррозионно-стойких сплавов ее необходимо отшлифовать перед сваркой. В алюминии может образоваться оксидный слой, который требует очистки.
При плазменной строжке угольный стержень не используется. Газ, используемый при плазменной строжке, определяет состояние конечной канавки. В случае углеродистой стали любое окисление, вызванное использованием воздуха в качестве плазмообразующего газа, обычно не имеет большого значения.
Строжка воздухом на углеродистой стали может оставить тонкий, растворенный, богатый азотом слой на поверхности строжки. В определенных сварочных ситуациях это может привести к микропористости. Обычно это проблема только при очень качественной сварке, и ее можно устранить с помощью легкой шлифовки поверхности или с помощью инертного газа в качестве газа для плазменной строжки.
Но с нержавеющей сталью и другими коррозионно-стойкими сплавами и алюминием в качестве плазмообразующего газа следует использовать инертный газ. Этот инертный газ защищает канавку от загрязняющей атмосферы и, как правило, не содержит окисления и других загрязнений. В большинстве случаев разделку можно заварить практически любым сварочным процессом без дополнительной очистки.
Стоимость
Первоначальная стоимость строжки угольной дугой ниже, чем стоимость строжки плазмой. При воздушной строжке угольной дугой можно использовать существующие сварочные источники питания и подачу воздуха; необходимо добавить только горелку для строжки. Воздушная строжка угольной дугой со сжатым воздухом также стоит меньше, чем плазменная строжка инертным газом.
Затраты на техническое обслуживание воздушно-дуговой строжки также могут быть меньше, чем при плазменной строжке, при которой необходимо периодически заменять электрод и сопло. Электрод для строжки с воздушной угольной дугой также стоит меньше, чем электрод для строжки с плазменной строжкой.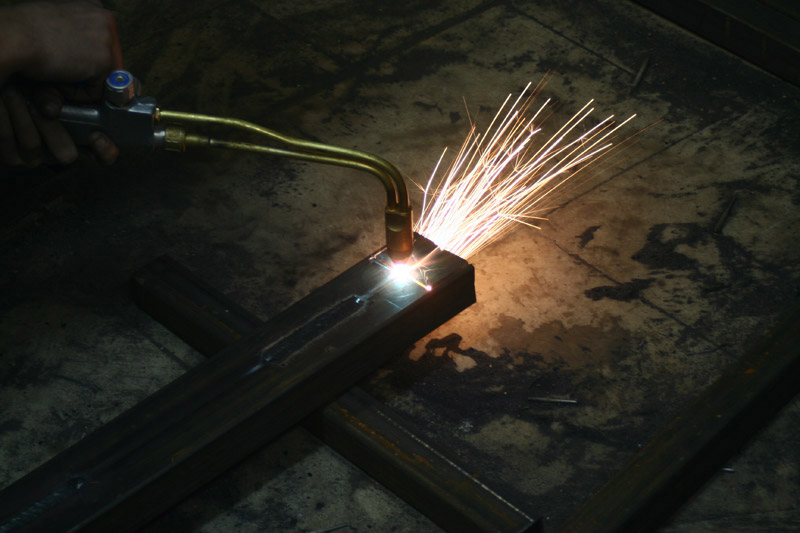
Однако плазменная строжка обычно в четыре раза быстрее, чем строжка угольной дугой на воздухе. Его стержень не расходуется, а электрод и сопло для строжки могут служить дольше, чем их аналоги для плазменной резки. Кроме того, источник тепла, используемый для плазменной строжки, как правило, более эффективен, чем источник тепла для строжки воздушной угольной дугой.
В зависимости от области применения плазменная строжка может косвенно окупиться, поскольку вторичная очистка, особенно нержавеющей стали и алюминия, обычно требует меньше затрат, чем строжка угольной дугой в воздухе. Это может привести к экономии труда и материалов. Кроме того, в зависимости от множества факторов, в том числе рабочего цикла, местоположения, местных законов об охране окружающей среды и размера объекта, потребности в удалении дыма и вентиляции могут быть меньше при плазменной строжке.
Роберт Ферникола — коммерческий директор ESAB Welding & Cutting Products, P.O. Box 100545, 411 S. Ebenezer Road, Флоренция, SC 29501-0545, 843-669-4411, факс 843-664-4258, www.esabna.com.
Ebenezer Road, Флоренция, SC 29501-0545, 843-669-4411, факс 843-664-4258, www.esabna.com.
Вопросы по углеродной дуге
03-10-2008 #1
Вопросы об углеродной дуге
Хорошо, я наконец попробовал резку угольной дугой, о которой я почти ничего не знаю, кроме того, что это делается с помощью сварочного аппарата. Я был благословлен плазмой, кислородным топливом и всевозможными вращающимися и возвратно-поступательными инструментами для резки металла, поэтому у меня никогда не было причин пробовать угольную дугу, но я подумал, какого черта, я поэкспериментирую с ней.
Итак, я взял несколько омедненных углеродных сплавов ArcAir 3/16 и использовал их с PowCon в режиме стиков на плоской ложе толщиной 3/8 дюйма. Не знаю, правильно ли я сделал, но они легко прорезают ложу. Достаточно. Порезы получились грубыми, но, возможно, я поправлюсь, если немного потренируюсь.Я не видел, как их можно использовать с воздухом, так как стержни не выглядят полыми трубками, поэтому я вставил стержень в жало сварочного стержня, завел машину и приступил к резке. После нескольких надрезов я обнаружил, что толкать стержень вперед и использовать небольшое «пилящее» движение вверх и вниз концом стержня, кажется, работает лучше, чем просто перетаскивание стержня по металлу, как при сварке электродом.
Каково правильное действие стержня при резке углем?
Как их использовать с воздухом?
Кроме того, я думаю, что на первом стержне он должен был быть в жале вверх ногами. Я увидел, что один конец был оголен примерно на последний дюйм, поэтому, думая, что это что-то вроде сварочного электрода, я вставил этот конец в жало.
Он чиркнул и резал, но буквально за несколько секунд весь стержень раскалялся до красного, желтого, потом почти добела, как светящаяся палочка, а жало дымилось и действительно вспыхивало! Это было зрелищно и горячо!Подумав, что, возможно, это была ошибка, на следующем стержне я поставил его в другую сторону, оголенным концом к металлу, и он, казалось, так лучше режется, легче поддается повторному удару, не загорается, как светящаяся палочка, и жало не загорелось.
Какой конец электрода должен входить в жало?
Любые другие предложения?
Спасибо за помощь!
Последний раз редактировалось DesertRider33; 10.03.2008 в 00:24.
ММ350П/Питон/К300
ММ175/К300
DialarchHF
ПВТ MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
Универсальная платформа LoadNGo
Бобкэт250
XMT304/Оптима/Спулматик
Чемодан12RC/Q300
Чемодан8RC/Q400
Паспорт/Q300
Smith opОтветить с цитатой
03-10-2008 #2
Re: Вопросы по углеродной дуге
Судя по тому, что я видел по углеродно-воздушной резке, на «жале» также есть воздушные форсунки.
Дуга нагревает/плавит металл, воздух сдувает расплавленную лужу в сторону.Я думаю, в крайнем случае, можно было бы поставить металлическую трубку, выходящую из сопла подачи воздуха. Зажгите дугу, используйте воздушную насадку, чтобы продуть металл.
Ответить с цитатой
03-10-2008 #3
Re: Вопросы по углеродной дуге
google arcair строжка факелов.
Электрододержатель имеет воздушное соединение. Струя воздуха выходит из отверстий в губках электрододержателя. Вам нужно по крайней мере 80 фунтов на квадратный дюйм и большой объем. Вам также понадобится большой сварочный аппарат с высоким рабочим циклом.Ответить с цитатой
03-10-2008 #4
Re: Вопросы по углеродной дуге
Desertrider33, угольную дугу можно использовать для грубой резки, но в основном она используется для строжки сварных швов, которые я видел.
Вы можете приобрести новый хороший строжковый грифель примерно за 200 долларов
это не самая дешевая вещь, но она, безусловно, сэкономит вам часы жалкой шлифовки, и если вы стремитесь усовершенствовать навыки строжки, вы можете делать с ним удивительные вещи. . Все время издает громкие звуки и бросает искры на большие расстояния.
Мой Arcair K3000 выглядит примерно так
Ответить с цитатой
03-10-2008 #5
Re: Вопросы по углеродной дуге
Хм, хорошо, теперь это имеет смысл.
Я подумал, может быть, стержни должны быть полыми, чтобы воздух мог проникать в центр стержня или что-то в этом роде. Я проверю эту горелку Arcair в следующий раз, когда пойду к сварочному аппарату.Сварочные аппараты, с которыми я могу его использовать, это Bobcat 250NT, PowCon 300SM или Dialarc HF. Я больше всего заинтересован в использовании его на Bobcat. У меня на грузовике есть двухступенчатый компрессор на 175 фунтов на квадратный дюйм, который выпускает много воздуха, поэтому, надеюсь, с воздухом проблем быть не должно.
ММ350П/Питон/К300
ММ175/К300
DialarchHF
ПВТ MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
Универсальная платформа LoadNGo
Bobcat250
XMT304/Оптима/Спулматик
Чемодан12RC/Q300
Чемодан8RC/Q400
Паспорт/Q300
Smith opОтветить с цитатой
03-10-2008 #6
Re: Вопросы по углеродной дуге
Если .
…. у вас ДОСТАТОЧНО большая машина и вы научились правильно создавать воздушную дугу, это не так ужасно громко. У вас должна быть устойчивая выемка, а НЕ там, где она идет «блап, блап, блап!». Это должно звучать больше как SHHHHHHHHHHHHHH! Используйте много воздуха! при достаточной практике сварщик может выдалбливать почти достаточно хорошо и достаточно чисто, так что область выемки не нужно зачищать, чтобы затем выполнить сварку рентгеновского качества. Я знаю, что на подводных лодках я провел сотни часов дуговой разрядки с углеродом до 1/2 дюйма и силой тока 1000 ампер. вращающиеся печи.[РАЗМЕР=»5
«Ярдберд»Ответить с цитатой
03-10-2008 #7
Re: Вопросы по углеродной дуге
Прежде чем я получил правильный груз, я использовал продувочный пистолет и угольный стержень.
С помощью подходящего держателя вы можете неплохо сжечь старые сварные швы. 250 ампер почти достаточно для 1/4-дюймового карбона. Как сказал Рой Ходжес, 1000 ампер для 1/2-дюймового карбона. Стержень с нарезом 1/8 будет работать от 150 до 200 ампер. Я использую 3/16 дюйма на Ranger 250. Это чертовски лучше, чем использование горелки, особенно если вы вырезаете дрянные сварные швы из птичьего помета.0006 Нормальное жало стоит пару сотен баксов. Я видел их за 141 доллар.Дэвид
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
03-10-2008 #8
Re: Вопросы по углеродной дуге
«Каково правильное действие стержня при резке углем?»
Обычно это широкие промывочные движения, когда шлак сдувается в максимально возможном направлении.
В основном зависит от доступа и цели.«Как можно использовать их с воздухом?»
Расположите горелку так, чтобы воздушная струя как можно лучше обдувала расплавленный металл. Желательно, чтобы подача воздуха не блокировалась работой или самим углеродом. Подача воздуха регулируется ручным клапаном.«Какой конец электрода должен входить в жало?»
Для начала голым концом к работе. Я обычно зажимаю длинный уголь в центре; уменьшает перегрев удилища, обеспечивает лучший контроль и увеличивает подачу воздуха в работу. Опять же, зависит от доступа; в стесненных условиях защелкивайте уголь по размеру, зажимайте его любым удобным способом.«…Я думал, что стержни должны быть полыми, чтобы воздух мог пробивать центр стержня или что-то в этом роде…» Некоторые стержни полые, но не для потока воздуха, это теория о течении тока.
«Есть другие предложения?»
Компрессор CFM более важен, чем пик PSI.
Начните искать кожу!Удачи
Лучшие угли, которые я когда-либо использовал, остались в запасе от автомобильного кинопроектора! Серьезно
Ответить с цитатой
03-10-2008 #9
Re: Вопросы по углеродной дуге
Спасибо, парни!
Ух ты, Рой, вот это крутая штука! Не думаю, что я когда-либо видел такую большую машину.
Звучит страшно.Дэвид, так что я должен использовать эти 3/16-дюймовые углеродные волокна для использования с Bobcat? Это 100% @ 250 ампер постоянного тока, если я правильно помню. Компрессор имеет свой собственный газовый двигатель, так что весь генератор может работать к электроду
Я начну копить на «факел» для хранения углей.
Денреп, я не знаю, что такое cfm на компрессоре, но он одновременно работает с несколькими шлифовальными машинами, не заканчивая воздух, и плазменный резак также никогда не испытывает недостатка воздуха. Он заполняет 30-галлонный бак за очень короткое время. Спасибо за объяснение действия удилища и правильный способ их зажима и использования! Да, у меня много кожи.
Вот почему хорошо быть на форуме. Отличная информация, спасибо!
ММ350П/Питон/К300
ММ175/К300
DialarchHF
ПВТ MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
Универсальная платформа LoadNGo
Bobcat250
XMT304/Оптима/Спулматик
Чемодан12RC/Q300
Чемодан8RC/Q400
Паспорт/Q300
Smith opОтветить с цитатой
03-10-2008 #10
Re: Вопросы по углеродной дуге
Вам это понравится.
У меня на грузовике есть газовый компрессор мощностью 5 л.с., и он будет работать весь день с воздухом дуги с 3/16. Так же как Ranger 250. Это нетрудно сделать с продувочным пистолетом. Только не используйте безопасный (30 фунтов на квадратный дюйм) продувочный пистолет.Смотри, куда целишься.
Я ношу беруши.
Дэвид
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
03-10-2008 #11
Re: Вопросы по углеродной дуге
Прохладный! Мой инструктор по сварке покажет нам, как пользоваться угольной дугой на следующей неделе или около того! Этот процесс отлично подходит для снятия старых кронштейнов подвески, которые были приварены к раме.
Ответить с цитатой
03-10-2008 #12
Re: Вопросы по углеродной дуге
Прохладный! Мой инструктор по сварке на следующей неделе покажет, как пользоваться угольной дугой! Этот процесс отлично подходит для снятия кронштейнов подвески, которые были приварены к раме.
Ответить с цитатой
03-10-2008 №13
Re: Вопросы по углеродной дуге
Я использовал уголь 3/16 с SA200 в крайнем случае, хотя они определенно были всем, что мне было нужно.
Они также бывают 5/32 и 1/8, каждый из которых, вероятно, хорошо подойдет для бобкэта. Как и в случае со сварочными электродами, вы выбираете их для машины и работы. Я использовал Miller на 1000 ампер, но не для долбления. Запустив с ним порошковую проволоку в среде защитного газа при токе 650-700 ампер, она обожжет вам глаза за считанные секунды, а если вы встанете слишком близко, ваша одежда начнет дымиться. Держу пари, это сделает чертовски раздувание огня, хе-хе. Как только вы получите выдолбление вниз, это работает очень хорошо. Это также быстрее и дешевле, чем использование насадки для зачистки O/A, и прекрасно работает на нержавеющей стали и чугуне.Разница между искусством и ремеслом заключается в качестве исполнения. Я художник.
Ответить с цитатой
03-10-2008 №14
Re: Вопросы по углеродной дуге
Вы проведете немного времени с одним из них, и вам это понравится.
Иногда это намного быстрее, чем многие другие методы, и вы можете выдолбить сварной шов, и вам даже не понадобится шлифовальная машина для его очистки. Один из очень полезных инструментов для ремонта тяжелой техники. Одна вещь, которую нужно помнить, это то, что вы разбрасываете вокруг много огня. Будьте осторожны, чтобы не запустить нежелательных.Ответить с цитатой
03-10-2008 №15
Re: Вопросы по углеродной дуге
Выберите свое оружие!
Приложение 17698
Последний раз редактировалось denrep; 19.
10.2010, 23:25.Ответить с цитатой
03-11-2008 №16
Re: Вопросы по углеродной дуге
Денреп, там какой-то толстый углерод! Какая разница между круглым и квадратным?
Сварщик, да, я буду остерегаться лесных пожаров. Видит бог, они нам больше не нужны здесь, в Южной Калифорнии.
Веселый Роджер, я могу взять немного более тонкого углерода, если они есть в местной сварочной мастерской.
Когда я получил 3/16, они были самыми маленькими, которые я видел на полке.Stickkid, судя по тому, что я видел, когда экспериментировал на днях, я думаю, что достаточно сока с этими штуками, чтобы удалить все, что сделано из черного металла. Может и другие металлы тоже, об этом пока не знаю.
Дэвид, это хорошие новости. Я думаю, что двигатель моего компрессора 10 л.с., это старый газовый двигатель Kohler. Я постараюсь не направлять уголь на тех, кто мне не нравится.
ММ350П/Питон/К300
ММ175/К300
DialarchHF
ПВТ MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
Универсальная платформа LoadNGo
Bobcat250
XMT304/Оптима/Спулматик
Чемодан12RC/Q300
Чемодан8RC/Q400
Паспорт/Q300
Smith opОтветить с цитатой
03-11-2008 # 17
Re: Вопросы по углеродной дуге
Я использую плоские угли довольно часто, когда делаю фаски на сваях.
Они потребляют много энергии, но один проход, и вы можете получить самый красивый скос, который вы когда-либо видели.Ответить с цитатой
03-11-2008 # 18
Re: Вопросы по углеродной дуге
Полярность тоже важна, я думаю, что вы CAG с DC Rev, но я могу ошибаться. Это было какое-то время, но вы будете знать, если это неправильно. Вы получите черные пятна на металле, если полярность неверна… Кенни
Да, да, я знаю, что ты тоже сварщик.
Но ты хороший?Ответить с цитатой
03-11-2008 # 19
Re: Вопросы по углеродной дуге
Металл не обязательно должен быть черным. Если он проводит электричество, Arc-Air выдолбит его. Это действительно удобный инструмент.
Ответить с цитатой
03-11-2008 #20
Re: Вопросы по углеродной дуге
Я использовал их в DCEP.
Я не помню, чтобы видел черные пятна.Плоский уголь для снятия фаски. Работает со всеми металлами. Это была хорошая информация, спасибо!
ММ350П/Питон/К300
ММ175/К300
DialarchHF
ПВТ MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
Универсальная платформа LoadNGo
Bobcat250
XMT304/Оптима/Спулматик
Чемодан12RC/Q300
Чемодан8RC/Q400
Паспорт/Q300
Smith opОтветить с цитатой
03-12-2008 # 21
Re: Вопросы по углеродной дуге
Первоначально Послано DesertRider33
Денреп, там какой-то толстый углерод! Какая разница между круглым и квадратным?
Помимо того, что говорили другие, они также могут нарезать более мелкую канавку. В основном мне нравятся квадраты, потому что они более долговечны, чем круглые. Круглые ломаются очень легко, с небольшой выпуклостью.Ответить с цитатой
12.04.2008 # 22
Re: Вопросы по углеродной дуге
Вчера взял стингер с воздушной дугой. Хмммхммхммкххххххххххххххххххххххххххххххххххххххххххххххххххххххххххххххх Скоро я начну работу с моей пробной пачкой углерода 3/16.
Слишком много всего происходит, чтобы прыгнуть прямо в это.Гленн из LWS говорит: «Теперь не надо резать эти трейлеры пополам!»
Город Лос-Анджелес Структурный; Ручной и полуавтоматический;
«Наверняка есть рудник серебра и место, где переплавляют золото. Железо берут из земли, а медь выплавляют из руды.»
Иов 28:1,2Линкольн, Миллер, Виктор и Библия ISV
Дэнни
Ответить с цитатой
21-02-2009 # 23
Re: Вопросы по углеродной дуге
Прочитал все вышеприведенные посты про аркаир.
Я только что купил новый K-2000 с карбоновым стержнем 3/16 дюйма. Я еще не использовал его. Все, что у меня есть, это воздушный компрессор Emglo 4 галлона мощностью 1,5 л.с. В своей литературе Thermodyne рекомендует 8 кубических футов в минуту при 40 фунтах на квадратный дюйм для выполнения прерывистой строжки. Я не думаю, что мой может сделать больше, чем 5 или 6 кубических футов в минуту при 40 фунтов на квадратный дюйм. Мой вопрос: кто-нибудь успешно выполнял строжку малого диаметра с помощью небольшого компрессора типа «гвоздомет». Хотя новый мощный компрессор «всего» стоит еще 440 долларов, в моем магазине больше нет места для большого и высокого компрессора. Я предполагаю, что эти большие компрессоры не хотят устанавливаться снаружи, вне моей мастерской. Я ошибаюсь? Любые комментарии опытных людей приветствуются.Miller XMT304 с механизмом подачи проволоки 22 А
Линкольн Электрик 3200HD
Оксиацетиленовые горелки Harris
HyperTherm Powermax 45Ответить с цитатой
21-02-2009 # 24
Re: Вопросы по углеродной дуге
Я думаю, что ваш компрессор слишком мал.
Вы можете использовать 1/8-дюймовый уголь и меньше воздуха. Я использую 80 фунтов на квадратный дюйм с газом мощностью 5 л. Я сделал это с 1/8″ карбономhttp://weldingweb.com/vbb/showthread.php…hlight=arc+air
Дэвид
Последний раз редактировалось Дэвидом Р.; 21-02-2009в 16:36.
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
21-02-2009 # 25
Re: Вопросы по углеродной дуге
Я купил установку Arc-Air пару лет назад.
 Итак, я взял несколько омедненных углеродных сплавов ArcAir 3/16 и использовал их с PowCon в режиме стиков на плоской ложе толщиной 3/8 дюйма. Не знаю, правильно ли я сделал, но они легко прорезают ложу. Достаточно. Порезы получились грубыми, но, возможно, я поправлюсь, если немного потренируюсь.
Итак, я взял несколько омедненных углеродных сплавов ArcAir 3/16 и использовал их с PowCon в режиме стиков на плоской ложе толщиной 3/8 дюйма. Не знаю, правильно ли я сделал, но они легко прорезают ложу. Достаточно. Порезы получились грубыми, но, возможно, я поправлюсь, если немного потренируюсь. Он чиркнул и резал, но буквально за несколько секунд весь стержень раскалялся до красного, желтого, потом почти добела, как светящаяся палочка, а жало дымилось и действительно вспыхивало! Это было зрелищно и горячо!
Он чиркнул и резал, но буквально за несколько секунд весь стержень раскалялся до красного, желтого, потом почти добела, как светящаяся палочка, а жало дымилось и действительно вспыхивало! Это было зрелищно и горячо! Дуга нагревает/плавит металл, воздух сдувает расплавленную лужу в сторону.
Дуга нагревает/плавит металл, воздух сдувает расплавленную лужу в сторону. Электрододержатель имеет воздушное соединение. Струя воздуха выходит из отверстий в губках электрододержателя. Вам нужно по крайней мере 80 фунтов на квадратный дюйм и большой объем. Вам также понадобится большой сварочный аппарат с высоким рабочим циклом.
Электрододержатель имеет воздушное соединение. Струя воздуха выходит из отверстий в губках электрододержателя. Вам нужно по крайней мере 80 фунтов на квадратный дюйм и большой объем. Вам также понадобится большой сварочный аппарат с высоким рабочим циклом.
 Я подумал, может быть, стержни должны быть полыми, чтобы воздух мог проникать в центр стержня или что-то в этом роде. Я проверю эту горелку Arcair в следующий раз, когда пойду к сварочному аппарату.
Я подумал, может быть, стержни должны быть полыми, чтобы воздух мог проникать в центр стержня или что-то в этом роде. Я проверю эту горелку Arcair в следующий раз, когда пойду к сварочному аппарату. …. у вас ДОСТАТОЧНО большая машина и вы научились правильно создавать воздушную дугу, это не так ужасно громко. У вас должна быть устойчивая выемка, а НЕ там, где она идет «блап, блап, блап!». Это должно звучать больше как SHHHHHHHHHHHHHH! Используйте много воздуха! при достаточной практике сварщик может выдалбливать почти достаточно хорошо и достаточно чисто, так что область выемки не нужно зачищать, чтобы затем выполнить сварку рентгеновского качества. Я знаю, что на подводных лодках я провел сотни часов дуговой разрядки с углеродом до 1/2 дюйма и силой тока 1000 ампер. вращающиеся печи.
…. у вас ДОСТАТОЧНО большая машина и вы научились правильно создавать воздушную дугу, это не так ужасно громко. У вас должна быть устойчивая выемка, а НЕ там, где она идет «блап, блап, блап!». Это должно звучать больше как SHHHHHHHHHHHHHH! Используйте много воздуха! при достаточной практике сварщик может выдалбливать почти достаточно хорошо и достаточно чисто, так что область выемки не нужно зачищать, чтобы затем выполнить сварку рентгеновского качества. Я знаю, что на подводных лодках я провел сотни часов дуговой разрядки с углеродом до 1/2 дюйма и силой тока 1000 ампер. вращающиеся печи. С помощью подходящего держателя вы можете неплохо сжечь старые сварные швы. 250 ампер почти достаточно для 1/4-дюймового карбона. Как сказал Рой Ходжес, 1000 ампер для 1/2-дюймового карбона. Стержень с нарезом 1/8 будет работать от 150 до 200 ампер. Я использую 3/16 дюйма на Ranger 250. Это чертовски лучше, чем использование горелки, особенно если вы вырезаете дрянные сварные швы из птичьего помета.0006 Нормальное жало стоит пару сотен баксов. Я видел их за 141 доллар.
С помощью подходящего держателя вы можете неплохо сжечь старые сварные швы. 250 ампер почти достаточно для 1/4-дюймового карбона. Как сказал Рой Ходжес, 1000 ампер для 1/2-дюймового карбона. Стержень с нарезом 1/8 будет работать от 150 до 200 ампер. Я использую 3/16 дюйма на Ranger 250. Это чертовски лучше, чем использование горелки, особенно если вы вырезаете дрянные сварные швы из птичьего помета.0006 Нормальное жало стоит пару сотен баксов. Я видел их за 141 доллар.
 Звучит страшно.
Звучит страшно. У меня на грузовике есть газовый компрессор мощностью 5 л.с., и он будет работать весь день с воздухом дуги с 3/16. Так же как Ranger 250. Это нетрудно сделать с продувочным пистолетом. Только не используйте безопасный (30 фунтов на квадратный дюйм) продувочный пистолет.
У меня на грузовике есть газовый компрессор мощностью 5 л.с., и он будет работать весь день с воздухом дуги с 3/16. Так же как Ranger 250. Это нетрудно сделать с продувочным пистолетом. Только не используйте безопасный (30 фунтов на квадратный дюйм) продувочный пистолет.
 Они также бывают 5/32 и 1/8, каждый из которых, вероятно, хорошо подойдет для бобкэта. Как и в случае со сварочными электродами, вы выбираете их для машины и работы. Я использовал Miller на 1000 ампер, но не для долбления. Запустив с ним порошковую проволоку в среде защитного газа при токе 650-700 ампер, она обожжет вам глаза за считанные секунды, а если вы встанете слишком близко, ваша одежда начнет дымиться. Держу пари, это сделает чертовски раздувание огня, хе-хе. Как только вы получите выдолбление вниз, это работает очень хорошо. Это также быстрее и дешевле, чем использование насадки для зачистки O/A, и прекрасно работает на нержавеющей стали и чугуне.
Они также бывают 5/32 и 1/8, каждый из которых, вероятно, хорошо подойдет для бобкэта. Как и в случае со сварочными электродами, вы выбираете их для машины и работы. Я использовал Miller на 1000 ампер, но не для долбления. Запустив с ним порошковую проволоку в среде защитного газа при токе 650-700 ампер, она обожжет вам глаза за считанные секунды, а если вы встанете слишком близко, ваша одежда начнет дымиться. Держу пари, это сделает чертовски раздувание огня, хе-хе. Как только вы получите выдолбление вниз, это работает очень хорошо. Это также быстрее и дешевле, чем использование насадки для зачистки O/A, и прекрасно работает на нержавеющей стали и чугуне. Иногда это намного быстрее, чем многие другие методы, и вы можете выдолбить сварной шов, и вам даже не понадобится шлифовальная машина для его очистки. Один из очень полезных инструментов для ремонта тяжелой техники. Одна вещь, которую нужно помнить, это то, что вы разбрасываете вокруг много огня. Будьте осторожны, чтобы не запустить нежелательных.
Иногда это намного быстрее, чем многие другие методы, и вы можете выдолбить сварной шов, и вам даже не понадобится шлифовальная машина для его очистки. Один из очень полезных инструментов для ремонта тяжелой техники. Одна вещь, которую нужно помнить, это то, что вы разбрасываете вокруг много огня. Будьте осторожны, чтобы не запустить нежелательных. 10.2010, 23:25.
10.2010, 23:25. Когда я получил 3/16, они были самыми маленькими, которые я видел на полке.
Когда я получил 3/16, они были самыми маленькими, которые я видел на полке. Они потребляют много энергии, но один проход, и вы можете получить самый красивый скос, который вы когда-либо видели.
Они потребляют много энергии, но один проход, и вы можете получить самый красивый скос, который вы когда-либо видели. Но ты хороший?
Но ты хороший? Я не помню, чтобы видел черные пятна.
Я не помню, чтобы видел черные пятна.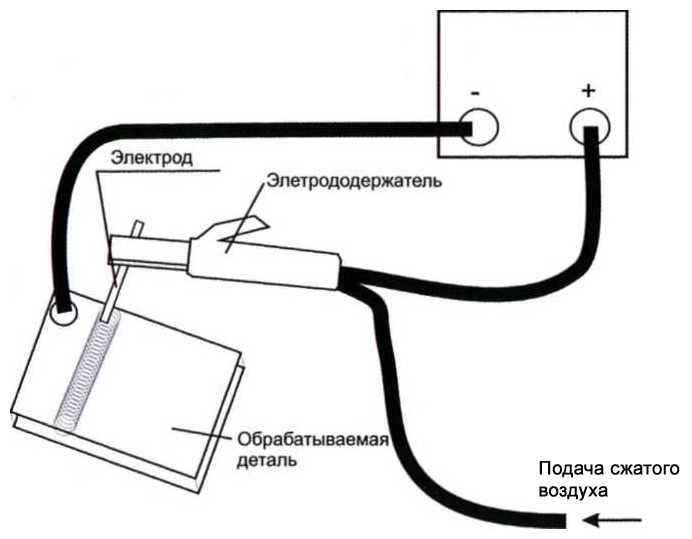 В основном мне нравятся квадраты, потому что они более долговечны, чем круглые. Круглые ломаются очень легко, с небольшой выпуклостью.
В основном мне нравятся квадраты, потому что они более долговечны, чем круглые. Круглые ломаются очень легко, с небольшой выпуклостью. Слишком много всего происходит, чтобы прыгнуть прямо в это.
Слишком много всего происходит, чтобы прыгнуть прямо в это.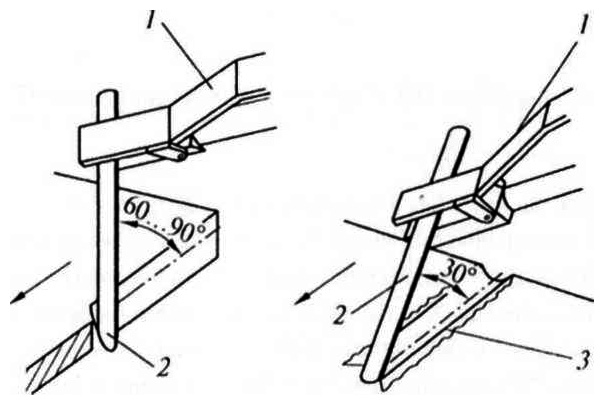 Я только что купил новый K-2000 с карбоновым стержнем 3/16 дюйма. Я еще не использовал его. Все, что у меня есть, это воздушный компрессор Emglo 4 галлона мощностью 1,5 л.с. В своей литературе Thermodyne рекомендует 8 кубических футов в минуту при 40 фунтах на квадратный дюйм для выполнения прерывистой строжки. Я не думаю, что мой может сделать больше, чем 5 или 6 кубических футов в минуту при 40 фунтов на квадратный дюйм. Мой вопрос: кто-нибудь успешно выполнял строжку малого диаметра с помощью небольшого компрессора типа «гвоздомет». Хотя новый мощный компрессор «всего» стоит еще 440 долларов, в моем магазине больше нет места для большого и высокого компрессора. Я предполагаю, что эти большие компрессоры не хотят устанавливаться снаружи, вне моей мастерской. Я ошибаюсь? Любые комментарии опытных людей приветствуются.
Я только что купил новый K-2000 с карбоновым стержнем 3/16 дюйма. Я еще не использовал его. Все, что у меня есть, это воздушный компрессор Emglo 4 галлона мощностью 1,5 л.с. В своей литературе Thermodyne рекомендует 8 кубических футов в минуту при 40 фунтах на квадратный дюйм для выполнения прерывистой строжки. Я не думаю, что мой может сделать больше, чем 5 или 6 кубических футов в минуту при 40 фунтов на квадратный дюйм. Мой вопрос: кто-нибудь успешно выполнял строжку малого диаметра с помощью небольшого компрессора типа «гвоздомет». Хотя новый мощный компрессор «всего» стоит еще 440 долларов, в моем магазине больше нет места для большого и высокого компрессора. Я предполагаю, что эти большие компрессоры не хотят устанавливаться снаружи, вне моей мастерской. Я ошибаюсь? Любые комментарии опытных людей приветствуются. Вы можете использовать 1/8-дюймовый уголь и меньше воздуха. Я использую 80 фунтов на квадратный дюйм с газом мощностью 5 л. Я сделал это с 1/8″ карбоном
Вы можете использовать 1/8-дюймовый уголь и меньше воздуха. Я использую 80 фунтов на квадратный дюйм с газом мощностью 5 л. Я сделал это с 1/8″ карбоном