Зачистка сварного шва нержавейки
Выполнима несколькими способами.
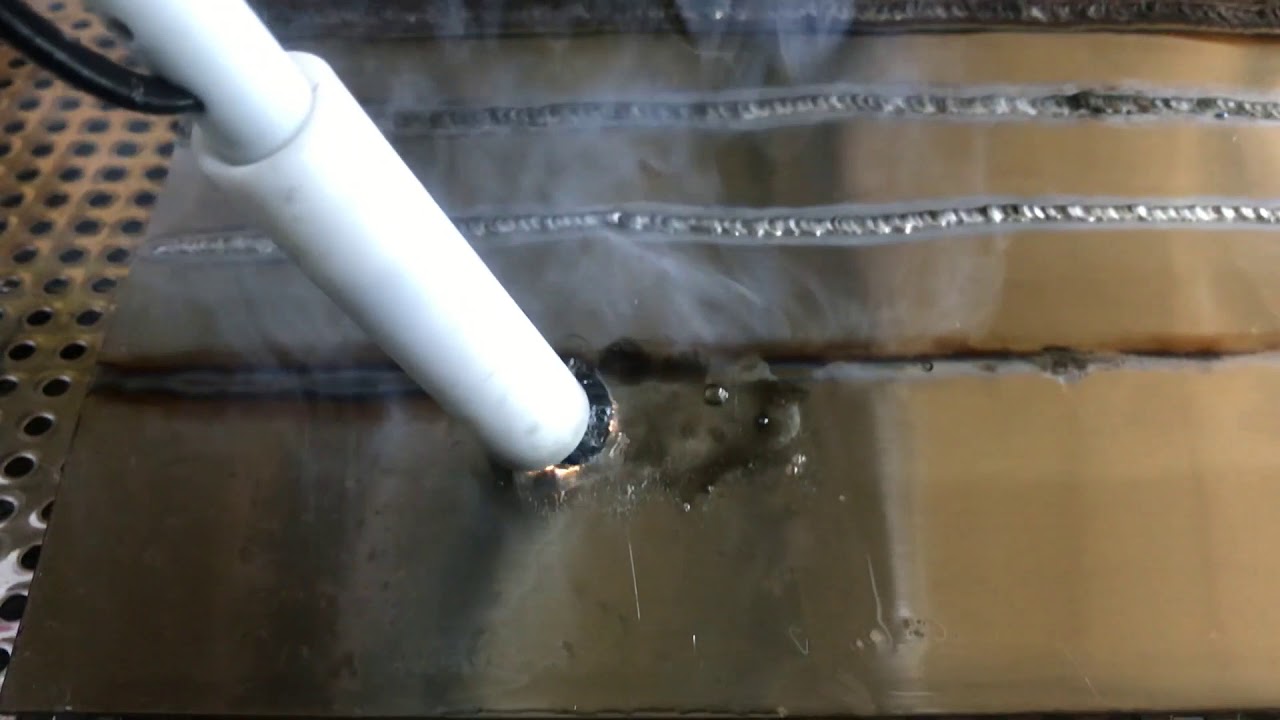
Сварной шов на трубе после TIG сварки
Нержавейка сегодня очень популярный материал. Она применяется как в технических изделиях, так и в декоративных.
Мы много раз рассказывали о том, как зачистить сварной шов полностью. Чтобы деталь выглядела монолитной и однотонной.
А сегодня я расскажу как осветлить или очистить сварной шов, не прибегая к дорогому оборудованию, например к электрохимической пассивации.
Осветление сварного шва электрохимическим способом
Такой способ является очень удобным и эффектиным. Но он весьма дорогостоящий, и оправдан при больших объемах работ.
Зачем нужно осветлять сварные швы?
Это может быть необходимо чтобы визуально проконтролировать качество сварного шва или для создания красивого внешнего вида или чтобы повысить корозионную стойкость участка подвергшегося термовлиянию после сварки.
Итак, какие существуют способы недорогой обработки сварных швов. Один из самых распространенных путей — это травильная паста.
Это смесь нескольких кислот, в гелеобразной форме. Она наносится на сварной шов, выдерживается необходимое время (обычно 5–10 минут) и затем смывается водой.
Нанесение Polinox на деталь из нержавейки
После этой процедуры шов осветляется и приобретает белый оттенок.
Шов после кислоты Polinox
Подробное описание процедуры здесь.
Способ неплохой, особенно когда нужно подобраться в глубокие углы, куда механическими средствами не залезть.
Есть конечно минусы:
- Это кислота — требуются особые условия хранения и соблюдение требований безопасности при работе.
- Требуется тщательно промывать деталь, а значит нужно больше места и специальные ванны.
Но в целом, способ один из самых распространенных и экономичных.
А теперь давайте рассмотрим варианты механической обработки сварных швов от побежалости.
Материалы для удаления побежалости на нержавейке
Круги и щётки 3M и Scotch-Brite™ Bristle
BRISTLE — круг радиальный d75, зерно 80
На сегодняшний день это наверное самый распространенный способ механической очистки сварного шва на нержавейке среди профессионалов.
Круги Scotch-BriteTM Bristle с гибкими щетинками отливаются из полимерного материала, по всему объему которого равномерно распределены зерна керамического оксида алюминия — агрессивного и износостойкого абразивного минерала.
Равномерное распределение абразивных зерен в Scotch-Brite™ Bristle
Очень высокая износостойкость щетки Scotch-BriteTM Bristle достигается тем, что шлифовка происходит стойким керамическим абразивным зерном на конце щетинки, а не самой полимерной щетиной. Тонкие гибкие щетинки мягко огибают самые сложные поверхности и, в то же время, проникают во внутренние углы, обеспечивая вышлифовку даже в самой глубине профиля, не изменяя его геометрии. Благодаря своему строению,
Осветление сварного шва кругами Bristle 3M
Содержащееся абразивное зерно в щетках бывает разного размера. Для легкой идентификации каждое оно имеет свою цветовую маркировку.
Цветовая маркировка зернистости 3Mтм Bristle
Эти щетки могут иметь разные диаметры и разные способы посадки на иснтрумент. И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.
Шов до и после обработки 3Mтм Bristle
Более подробно о применении этих щеток и их разнообразии в нашей статье .
Нержавеющие металлические щетки
Именно нержавеющие щетки. Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Щетки могут быть из гофорированной проволоки или жгутовые. Для более деликатной работы следует выбирать гофрированную проволоку минимальной толщины — 0,15–0,2 мм.
Но в любом случае металлические щетки обрабатывают поверхность более агрессивно, чем полимерные щетки или другие мягкие материалы. Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.
Зачистка шва щеткой после MIG сварки
Обычно их не используют для обрабоки перил или ограждений из нержавейки, из-за грубой поверхности получаемой после обработки. Но тем не менее — это очень распространенный и рабочий варинат.
Бывают разных размеров и форм, и для разных инструментов, с посадкой под гайку на УШМ или под резьбу М14, и конечно с хвостовиком 6 мм для дрелей и ПШМ.
Доводочные круги CIBO.
Самые часто применяемые материалы среди доводочных — это круги с зернистостью 5 (SAG5, EAG5 и так далее). Такие круги сочетают мягкую структуру, которая “облизывает” сварной шов и залазит в сложные места, а абразивное зерно из карбида кремния придает красивый блеск.
SA5 (EA5)
Осветление сварного шва в углу кругами SA5
Круги SA5 и ЕА5 имеют рамзеры 150х6 мм и мягкую структуру, что позволяет им комфортно работать в угловых соединениях.
SAG 5 (EAG5)
Осветление сварного шва на нерждавейке на плоскости кругами SAG5
Круги SAG5 и EAG5 отлично работают на внешних сварных швах, на плоскости или на круглой трубе.
FAG 5
Это отдельный вид доводочных кругов. Его отличает более агрессивное абразивное зерно из оксида алюминия и более мягкая и пористая структура.
Он работает еще мягче, еще лучше обхватывает сварной шов. Превосходное решение для открытых участков.
Сварной шов после FAG5
Круги, валики и головки из нетканых материалов.
Нетканые материалы (или Скотч-Брайт) — это один из самых распространенных материалов для работы с нержавеющей сталью.
Рулон из нетканго материала для ручной обработки.
Это очень мягкий материал, и может принимать форму изделия и сварного шва на нем. Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера. Поэтому вы можете подобрать оптимальное для вас решение.
Для своей задачи выберите наиболее удобный вариант, учитывая форму и расположение шва и имеющееся у вас оборудования.
Шлифовальные валики из Scotch-Brite.
Не часто используется для осветления шва, но спаравлется с такой задачей хорошо. Неудобство валиков заключается в их большой ширине — 100 мм. Но в Gtool.ru есть отличное решение — это валики шириной 50 мм. Такой размер очень удобен для обработки сварных швов например на больших емкостях, позволяет получить ровную зону обработки шва.
Шлифовальные головоки из нетканого материала
Принцип работы и материал абсолютно идентичен валикам. Но используется на другом инструменте — прямые шлифовальные машины или дрели. И размеры головок поменьше, ширина от 30 до 50 мм. Один из самых простых и бюджетных способов.
Но ни головки ни валики не смогут обработать внутренний сварной шов, из-за своего прямого профиля.
Нетканый материал для шлифования FEIN
А вот это уже то что нужно. Тот же самый материал, но собранный листами вдоль.
Это позволяет ему лучше охватывать сварной шов и забираться во внутренний угол. Диаметр 150 или 200 мм дает подобраться даже в глубокие пазы, как на фото.
Но и не стоит забывать, что вы можете все это сделать и руками, правда чуть дольше.
Рулоны и листы для шлифовки металла
Можно взять просто небольшой кусочек скотч-брайт и им очистить сварной шов снаружи или внутри.
Так же из него можно собрать самостоятельно приспособления для шлифовки. Например на разнообразные граверы, вроде Dremel. Получается очень бюджетно.
В целом получается — скотч-брайт всему голова.
Но есть еще запасной вариант.
Полировальные круги с пастами.
Оптимальными для такой задачи будут сизалевые круги или ХБ. За счет мягкости и многослойности они “оближут” шов со всех сторон, а полировальная паста выполнит роль абразива.
Вот так выглядит результат.
Но есть нюанс — частицы полировальной пасты попадают в чешуйки и поры шва, и остаются там виде черного налета. Поэтому после полировки придется обработать каким-то жидким растворителем, чтобы вымыть эту грязь. Неплохо справится и
Как видите — вариантов очистить побежалось есть немало. Поэтому смело выбирайте тот что вам по душе и по карману.
Самые актуальные новости в наших соцсетях и на нашем канале:
Как ни странно, но и на качественной, хорошей нержавеющей стали со временем могут появиться следы ржавчины. Это происходит, как правило, в так называемой «агрессивной среде», при повышенной влажности и температуре. Чтобы этого не случилось, не следует допускать соприкосновения стали с пылью и стружкой металла.
При последующей обработке не подвергайте изделие вредному и разрушительному воздействию щелочи и кислот. После сварки на поверхности изделия образуется тонкий оксидный слой. Он ослабляет сопротивление соединения к коррозии. Коррозия разделяется на электрохимическую и химическую.
- Электрохимическая — это развал металла в электролитах.

- Химическая — это разрушение металла от воздействия окружающей среды.

Способы обработки нержавеющей стали после сварки
Для этого вам потребуется специальный защитный костюм и маска. Как правило, при травлении используются серная, соляная, плавиковая или азотная кислоты в виде гелей, паст, аэрозолей, спреев. Для травления швов лучше применять пасты с очень густой консистенцией. Пасту необходимо наносить кистью, очень ровным слоем.
Первый способ — травление кислотами.
- Разъедание окалины при помощи соляной и серной кислоты. Необходимо соблюдать строжайший контроль насыщенности раствора и температуры.
- Промывание водой.
- Погружение в ванну со смесью плавиковой и азотной кислоты.
- Тщательная промывка.
Процесс травления нержавеющей стали кислотами.
В воздухе образуются пары кислот, это требует серьезного подхода к защите кожи и органов дыхания. Данный процесс имеет множество различных вариаций с концентрацией состава, временем и последовательностью действий.
Электролитическое травление является одним из способов кислотного травления. В ванну пропускается электрический ток, либо постоянный, либо переменный, он оказывает механическое воздействие. Вышеописанные способы очень сложны и требуют крупных финансовых вложений.
Второй способ — травление уже готовыми смесями кислот после сварки.
- Сначала производится очистка от всех следов грязи, ржавчины, а также жирных пятен. Состав наносится на полчаса.
- Заключительная обработка пассиватором.
Это легкодоступный метод очистки. Что касается мер предосторожности, то пасту нельзя нагревать, подвергать воздействию прямых солнечных лучей. В помещении должна быть хорошая вентиляция, эти составы обладают едким, неприятным запахом. Если паста попадет на кожу, немедленно промойте это место водой.
Механические способы и термообработка после сварки
Минимальная обработка — это удаление шлака и окалины методом шлифовки шва щеткой из нержавеющей стали. В некоторых случаях этого недостаточно, и необходима дополнительная химическая обработка. Очень распространена шлифовка мелкозернистой наждачной бумагой.
В некоторых случаях этого недостаточно, и необходима дополнительная химическая обработка. Очень распространена шлифовка мелкозернистой наждачной бумагой.
Травление изделия из нержавейки с помощью кислоты.
Механические способы — это обдувание песком, жидко-абразивная и гидропескоструйная очистка. Обязательное условие — минимум содержания железа в песке. После такой очистки идет пассирование поверхности.
Термообработка нержавейки подразделяется на несколько видов: закалка (максимальная температура и быстрое охлаждение), отжиг (нагревание металла и медленное охлаждение), нормализация (похожа на отжиг, разница в том, что охлаждение происходит на свежем воздухе, а не в печи), отпуск (проводится после закалки).
От правильного нагрева заготовки зависит итоговый результат и качество изделия. Под воздействием жара металл меняет свою структуру и свойства. При перегреве приобретает нежелательную крупнозернистую структуру. Следить за температурой нагрева необходимо очень внимательно. Например, пережог является браком, который уже не подлежит исправлению.
Химико-термическая обработка нержавейки — термическая обработка с нанесением различных элементов на поверхность (хром, алюминий, азот и др.)
Особенности пассивации нержавеющей стали
Такой способ очистки поможет устранить все загрязнения с поверхности металла, а также создаст необходимую устойчивость к коррозии, поспособствует улучшению внешнего вида изделия, сохранит от возможного загрязнения в дальнейшем. Пассивация — это защитная пленка, которая образуется на поверхности металла и надежно защищает его от повреждений и разрушения. Пассиватор нужно наносить на полчаса, можно и на влажную поверхность.
Методом распыления средство равномерно распределяется по всей поверхности.
После того как необходимое время выдержано, пассиватор удаляется с изделия. Для этого, как правило, используется водный компрессор.
Полировка сварных швов
Для того чтобы изделие после сварки обрело законченный вид сварочные швы необходимо обработать шлифовальным станком.
После сварки нужно привести изделие в должный, законченный вид, придать ему блеск, лоск и сияние. Благодаря применению новых технологий в полировке время на проведение этой работы значительно сократилось, а качество возросло.
Полировка — это использование специального шлифовального станка. Режим необходимо выбирать тот, который порекомендовал производитель. Особенности полированных труб заключаются в том, что они имеют безупречный внешний вид, отличаются износостойкостью и долговечностью. Полировка может быть ручной, ультразвуковой и машинной. В домашних условиях может подойти обычная наждачная бумага, шлифовальные абразивные материалы, напильники.
Первый шаг — избавиться от грубого шва, сделать поверхность гладкой и однородной. Для выполнения этой задачи вам потребуется доводочный круг. Он с легкостью снимет грубый шов, удалит окалину. Теперь поверхность подготовлена к дальнейшим действиям.
Второй шаг — выведение рисок от первой обработки. Поверхность доводится до состояния, близкого к конечному. Иногда на этом этапе можно остановиться. Поверхность уже сейчас хорошо выглядит.
Третий шаг — финальная полировка. Доведение металла до зеркального блеска. При этом при полировке нержавейки с поверхности удаляются микроскопические дефекты, а при шлифовке — грубые.
Шлифовка: практические рекомендации
Классификация сварных швов по положению в пространстве.
При выполнении такой работы не забудьте хорошо подготовиться. Следует надеть маску во избежание попадания пыли в глаза. Шлифовке подлежат изделия, которые имеют явно заметные дефекты: потертости, царапины и так далее. Вам потребуются шлифовальные головки, которые имеют абразивные ленты.
Для получения желаемого результата шлифуют сталь в несколько заходов. Запомните, что правильно подобранные материалы и инструменты позволят вам снизить время работы и повысить ее качество, это гарантия отличного результата.
Шлифовка готовых изделий выполняется с помощью абразивной шкурки. Этот материал имеет бумажную или тканевую основ с покрытием самой различной зернистости. Мокрая шлифовка делается при помощи водостойких шкурок. Покрытия могут выполняться из стекла, а также кремния. Шлифовка является заключительным этапом процесса обработки нержавейки после сварки. Она равномерно снимает все верхние слои.
Этот материал имеет бумажную или тканевую основ с покрытием самой различной зернистости. Мокрая шлифовка делается при помощи водостойких шкурок. Покрытия могут выполняться из стекла, а также кремния. Шлифовка является заключительным этапом процесса обработки нержавейки после сварки. Она равномерно снимает все верхние слои.
Материалы, которые вам потребуются:
- болгарка;
- шлифовальные круги с разной зернистостью;
- столярный клей;
- наждачная бумага;
- полировальная паста.
Для шлифовки сварочных швов на изделиях из нержавейки понадобится болгарка.
Первым делом нужно убрать наплывы металла со сварного шва. Сделать это можно болгаркой. Если поверхность в достаточной степени гладкая и ровная, то можете сразу приступать ко второму этапу. Приготовьте войлочный круг, с помощью обычного шпателя наносите на поверхность обрабатываемого изделия столярный клей. Аккуратно и осторожно пройдитесь по абразивной крошке, которую можно получить из наждачной шкурки.
Затем отшлифуйте поверхность еще три-четыре раза. При этом размер абразива должен уменьшаться. Поверхность нержавейки требуется промывать после каждой шлифовки.
Она должна быть идеальной, абсолютно гладкой и ровной, без шероховатостей. Иначе придется переделывать все заново. На следующем этапе вам понадобится войлочный круг и полировальная паста. Лучше найти алмазную, со степенью зернистости, соответствующей вашему металлу. Это финишная полировка, убирающая видимые риски. Вы увидите, как поверхность преображается и становится более гладкой.
Несколько слов в заключение
Итак, о плюсах стали известно уже очень давно. Материал «нержавейка» плотно вошел в жизнь каждого человека. Ему есть место практически повсюду, даже на современной кухне многие предметы выполнены из качественной нержавеющей стали. Такая популярность обусловлена хорошими характеристиками и свойствами данного чудесного металла.
После должной обработки он выглядит безупречно красиво, в его зеркальной поверхности можно разглядеть собственное отражение. Данный материал является одним из самых прочных, крепких и долговечных. Устойчивость этого материала просто поражает. Но для того чтобы все было именно так, придется немного повозиться.
Обработка стали после сварки — довольно трудоемкая, сложная и кропотливая задача. Она требует настоящего мастерства, профессионализма и абсолютной точности исполнения. Начинающему домашнему мастеру будет непросто освоить эту замысловатую науку, но при правильном и ответственном подходе результат труда вас, несомненно, порадует.
Самое главное, не забывайте об опасности, с которой можете столкнуться при выполнении такой работы, очень важно соблюдать все меры предосторожности. А потом придет необходимый опыт, навыки и сноровка.
В скреплении металлических конструкций и разнообразных деталей сварка наиболее распространённый и приемлемый в экономическом плане метод.
Соединяя поверхности в итоге можно добиться однородного соединения, которое обеспечивает прочное скрепление отдельно взятых элементов.
Соединение – это слабое звено любого метода сварки. Поэтому зачистка сварных швов является необходимостью.
Не зря зачистку сварных швов после сварки регламентируют ГОСТом 9.402-80.
Для очистки используется различный инструмент, задействуют определённые технологии. Это может быть:
- Очистка сварного шва механической шлифовкой.
- Протравливание с использованием химических материалов.
- Метод нейтрализации.
Понятно, что отдельно взятая технология имеет свои нюансы и рекомендации к применению в той или иной ситуации.
Оборудования для зачистки
К выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»
К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.
Многие отмечают экономичность данного метода, и это подтверждённый факт.
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.

Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
- Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности. Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне.
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Обработка нержавейки после сварки: полировка, шлифовка, термическая, химическая
Можно назвать множество изделий, которые делаются из нержавейки, и для создания большинства из них используется сварка. И пусть этот метод скрепления металлических деталей имеет преимущества, у него есть и недостаток — антикоррозийные свойства материала снижаются из-за него. И чтобы знать, как исправить это, стоит больше узнать об обработке нержавейки после сварки. Об этом и пойдет речь далее.
Зачем необходима обработка
Нержавейка не просто так получила свое название. В нем отражено основное свойство этой стали — она устойчива к ржавчине, то есть коррозии. Поэтому нержавейка часто применяется там, где предполагается регулярное соприкосновение с водой и другими агрессивными средами. Такая сталь с течением времени не только останется целой, но и сохранит внешний вид почти в неизменном состоянии.
Но место сварки, несмотря на крепость крепления — это всегда слабая зона, которая даже здесь подвержена не только коррозии (из-за оксидной пленки), но и риску механического разрушения. Именно поэтому нужно делать обработку сварных швов нержавейки. Ведь только благодаря этому самые слабые места конструкции, то есть места крепления деталей, станут настолько защищенными, насколько это возможно.
Ведь только благодаря этому самые слабые места конструкции, то есть места крепления деталей, станут настолько защищенными, насколько это возможно.
Шлифовка
Шлифовка — основной метод обработки сварного шва нержавейки. Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Процесс будет таким:
- Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
- Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
- Незаклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
- Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
Будьте осторожны!
В процессе обработки швов после сварки нержавейки будет летать пыль, поэтому глаза и органы дыхания нужно защитить.
Иногда для шлифования используются шлифовальные листы. Но здесь тоже нужно подобрать зернистость на черновых деталях. Для обработки могут применяться и токарные станки с особыми кругами для шлифования. Такие можно установить даже на самых простых моделях, которые устанавливаются в домашних мастерских.
Полировка
Многие выбирают нержавейку не только из-за ее свойств, но и из-за внешнего вида. Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Но после сварки в местах скрепления появляются мутные заметные швы, а блеск — исчезает. Чтобы вернуть его, и тем самым еще больше укрепить материал, выровняв его поверхность, используется полировка. Она может быть:
- ручной;
- машинной;
- ультразвуковой.
Чтобы отполировать шов на нержавейке после сварки в домашних условиях, потребуется провести несколько обработок. Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Травление
Оксидный слой и цветовые пятна можно устранить, используя кислоту для нержавейки после сварки. Процесс, при котором применяются кислоты, называется травлением, и обычно для него приобретаются серная или соляная кислота. Но можно использовать и аналоги, к примеру, кислоту азотную.
Для травления можно применить и щелочь. Тогда для правильной обработки, после сварки деталь из нержавейки помещается в расплав каустической соды. Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Для того, чтобы их было удобно применять, средства для травления швов нержавейки после сварки, выпускаются в виде специальных паст или гелей, а также аэрозолей (для больших деталей). Используются эти материалы по следующему алгоритму:
- Металлической щеткой удаляются все окалины после сварки.
- Шов должен остыть до 50 °C.
- Деталь покрывается пастой для обработки сварных швов нержавейки или помещается в емкость с кислотным составом, если он жидкий.
- После все промывается большим количеством воды. Если используется паста, то процедура длиться от 10 минут до часа.
В зависимости от производителя состава для травления к этому алгоритму могут добавляться еще шаги, поэтому изучите инструкцию по применению.
Иногда травление требует сначала обработки сернокислым раствором, а потом смесью с азотной кислотой.
Важно не забыть, что при соприкосновении металла с кислотами начнут выделяться опасные для органов дыхания и слизистых пары.
Поэтому нужно быть в респираторе и желательно надеть специальные очки. А чтобы защитить руки, рекомендуется надеть резиновые перчатки. Но если кислота или состав с ней все же попадет на кожу, нужно экстренно начать промывать место водой, чем больше, тем лучше. А потом обратиться к врачу.
Иногда очистку сварочных швов нержавейки делают электрохимическим травлением. Для этого от источника тока проводят два провода, что нужно поместить прямо в кислоту. К плюсу подсоединяется деталь из нержавеющей стали, минус просто помещается в емкость с кислотой. Из-за замыкания окислы быстро отделяются от поверхности, и перенасыщение водорода не происходит. На всю процедуру уходит не более 10 минут.
Термообработка
Термическая обработка шва нержавейки после сварки бывает разной, ведь у этого процесса есть несколько разновидностей:
- Отжиг — предполагает нагревание металла и медленное охлаждение.
- Закалка, при которой нержавеющая сталь нагревается до максимума, а потом резко охлаждается.
- Нормализация — напоминает отжиг, но охлаждение происходит не в печи, а на открытом воздухе.

При термической обработке большое значение имеет правильный нагрев. За ним нужно следить внимательно, так как перегрев делает структуру материала зернистой, а это брак и исправить такое нельзя.
Термообработку сложно провести в домашних условиях, так как нагреть сталь до необходимой температуры трудно без необходимого оборудования. Также дома не получится сделать хромирование, так как требуются инструменты, навыки и правильные расходные материалы.
Благодаря такому количеству методов обработки сварочных швов нержавеющей стали, с зачисткой проблем точно не должно возникнуть. И пусть это длительный процесс, требующий внимательности и аккуратности, результат легко превзойдет любые ожидания. А оценивать его качество можно будет годами.
Обработка сварного шва после сварки: термическая, механическая, антикоррозийная
Нержавеющие стали активно используются в промышленности для изготовления емкостей и трубопроводов под агрессивные жидкости. В быту из этого металла изготавливают кухонные принадлежности и красивые полотенцесушители. Зеркальная поверхность имеет привлекательный вид, а изделие способно служить очень долго. Но чтобы добиться такого эффекта на готовой конструкции требуется правильно обработать сварные швы нержавейки. Если этого не сделать, то места сварки будут иметь желтый и черный цвет, или они могут даже поржаветь. Почему это происходит? Какие существуют механические и химические способы обработки?
Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.

Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Шлифовка механического характера
Нержавеющая сталь характеризуется присутствием высокого уровня коррозийных свойств, которые обуславливают ее активное применение в той среде, где зачастую применяются жидкости. Хотя изделия из подобного материала активно соприкасаются с водой и подвергаются предварительному проведению сварочных работ, со временем их внешний вид существенно не изменяется. Данная особенность прослеживается в результате задействования определенных принципов обработки.
Среди основных вариантов обработки принято выделять механическую шлифовку нержавейки после сварки. В ходе данного процесса устраняется верхний слой оксидной составляющей, образующийся на месте сварки и представляющий собой слабое место во всей конструкции. Также подвергаются устранению различимые переходы цвета и присутствующие неровности в соединении сварки.
Для данного процесса характерна следующая очередность:
- устранение волн в области металлического шва посредством применения толстого шлифовального круга и болгарки, а также нивелирование присутствующих выпуклостей;
- задействование лепестковых кругов для функционирования болгарки; основная цель подобных элементов — более аккуратное проведение работ наряду с большей длительностью процесса и расходованием материалов, что особо актуально для значительных масштабов выполнения работ;
- использование специально разработанного оборудного комплекса в виде шлифовальной машины, в результате работы которой создается одноцветное матовое покрытие;
- обязательное применение респиратора для снижения риска попадания в дыхательные пути абразивной пыли и металлических частиц, которые находятся в воздушном пространстве в течение выполнения работ.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.
Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.
Процесс термообработки швов на трубопроводе
Существует несколько видов обработки сварного шва.
 Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.
Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.Для каждого вида обработки применяется свой специфический график нагрева, выдержки и охлаждения.
Достоинства и недостатки
К достоинствам обработки нагревом относят:
- Восстановление целевых характеристик прочности и пластичности;
- Снятие внутренних напряжений, обеспечение долговечности шва и всей конструкции;
- Улучшение, при необходимости, этих показателей.
Отрицательные моменты при проведении обработки нагревом следующие:
- Высокие требования к квалификации работников.
- Необратимость процессов. В случае несоблюдения графика термообработки сварных швов исправить брак практически невозможно.
- Требуется дорогостоящее и громоздкое оборудование
- Высокое энергопотребление, низкая экологичность.
В большинстве случаев преимущества перевешивают недостатки.
Что подвергают обработке
Термообработке подвергают сварные швы в ответственных конструкциях. Сюда входят
- магистральные трубопроводы
- сварные конструкции различных механизмов и станков, испытывающих высокие нагрузки
- изделия, которым предстоит работать в сложных условиях эксплуатации.
При термообработке сравнительно небольших изделий используют муфельные печи.
Самодельная муфельная печь
Для обработки нагревом габаритных конструкций применяют нагрев пламенем газовых горелок или индукционный способ. В отдельных случаях применяют радиационный метод.
Термообработку для повышения коррозионной стойкости следует проводить по возможности скорее по окончании сварки.
Параметры проведения процесса
Продолжительность процесса во многом определяется маркой сплава и толщиной заготовки. Для хром-молибденовых сплавов применяют индукционный или радиационный способы нагрева. С увеличением толщины типовая продолжительность нагрева (в минутах) растет:
| Толщина детали, см | Радиационный | Индукционный |
| 2,0 | 40 | 25 |
| 2,0-2,5 | 70 | 40 |
| 2,5-3,0 | 100 | 40 |
| 3,0-3,5 | 120 | 60 |
| 3,5-4,5 | 140 | 70 |
| 4,5-6,0 | 150 | 90 |
| 6,0-8,0 | 160 | 110 |
Индукционный способ требует меньшего времени на обработку, но отличается большими энергозатратами. Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Используемое оборудование
Термообработка сварных швов выполняется с использованием нескольких основных способов, каждый требует своего набора оборудования:
- Индукционный. Требует генератора высокочастотного переменного тока большой мощности. Нагревательным элементом является катушка индуктивности, намотанная поверх участка детали, подлежащего нагреву.
- Радиационный. Используется инфракрасное излучение от нагретой нихромовой проволоки, через которую пропускается сильный электрический ток. Требует мощных источников тока. Может применяться для прогрева материалов со слабыми электромагнитными свойствами.
- Газовый. Наиболее экономичный по энергозатратам способ. Используется специальная горелка. Факел пламени формируется так, чтобы равномерно прогневать зону термообработки.
Выбор метода нагрева проводят, сопоставляя цель обработки, толщину конструкций, характеристики материала и экономические соображения.
Зачистить краску болгаркой
Зачистка металлической поверхности от старой краски невозможна без наличия специальной оснастки. Кроме болгарки, понадобятся специальные насадки, такие как металлические щетки. Щетки делятся на:
По типу крепления различают:
- насадки с резьбовым креплением;
- насадки с фиксирующей шайбой.
Если предполагается удаление старого, многослойного покрытия, подойдут жесткие щетки. Насадки сделаны из витой металлической проволоки и без труда снимают слой старой краски.
Читать также: Чертеж ножа из дерева с размерами
Для обработки поверхности в щадящем режиме выбирайте оснастку из мягкой витой проволоки.
Чтобы снять тонкий слой краски, можно также использовать лепестковый наждачный круг для УШМ. Эта оснастка предназначена чтобы шлифовать деревянные поверхности, но краску она снимет бережно и без проблем.
Также подойдут наждачные круги для болгарок или фибровые диски. Все зависит от площади обрабатываемой поверхности, возраста покрытия, количества слоев и пр.
Все зависит от площади обрабатываемой поверхности, возраста покрытия, количества слоев и пр.
Зачистить ржавчину болгаркой
Удаление ржавчины с металлических поверхностей болгаркой трудоемкая работа. Кроме УШМ, нужно обзавестись специальной насадкой — жесткой щеткой из витой проволоки. Отметим, что при помощи такой насадки возможно только зачистка. Шлифовать щеткой нельзя, так как на поверхности остаются царапины.
После того как завершена очистка, воспользуйтесь крупнозернистой наждачной бумагой для финишной обработки.
Зачистить сварочные швы болгаркой
Зачистка сварных швов — работа, требующая ответственного подхода. Чтобы не повредить шов, а поверхность выглядела гладкой и аккуратной, нужно сточить его болгаркой.
В процессе зачистки, помните о том, что после процесса обработки должно остаться как можно больше металла на сварном шве. Правильная зачистка сварочных швов возможна при наличии диска толщиной не меньше, чем 3 мм. В противном случае, диск может лопнуть и нанести вред окружающим предметам и здоровью оператора болгарки.
После проведения сварки двух металлических элементов, в пределах 2-3 см от шва остаются окалины и шлак, которые нужно шлифовать. Делать это нужно сразу, ведь когда поверхность покроется краской она должна быть гладкой. А если не зачистить эти места, останутся выпуклости и вид будет испорчен.
Там где трудно или невозможно достать болгаркой, используйте плоское зубило.
Удалить ржавчину с кузова автомобиля
Коррозия — болезнь многих авто, особенно бюджетного сегмента. Запущенные пораженные участки кузова не подлежат восстановлению. Но своевременные действия помогут избежать катастрофических последствий.
Инструмент, который понадобится:
- Болгарка. Для очистки поверхности от ржавчины в гаражных условиях не обязательно нужен профессиональный инструмент. Достаточно и бытовой УШМ.
- Специальная оснастка для УШМ. Щетки чашечного типа с проволокой разной по жесткости, шлифовальные круги.
- Инструмент для ручной очистки.

Действия! Поверхность нужно зачистить от ржавчины при помощи болгарки до голого металла. При этом, старайтесь снять как можно меньше “живого” металла. Если коррозия образовалась на номере кузова — снимайте ржавчину только вручную, чтобы не повредить номер.
Если коррозионные повреждения кузова не слишком глубокие — обработайте эти места болгаркой до металла и выровняйте поверхность шпатлевкой.
Если на местах поражения после зачистки не осталось сильных углублений, покройте их грунтовкой и подготовьте к покраске.
Как зачистить гаражные ворота от ржавчины
В этом процессе понадобится болгарки и чашечная щетка. С их помощью удаляется ржавчина и поверхность готовится к покраске. Не забывайте про средства защиты: респиратор, защитные очки, перчатки.
Зачистные работы очень трудоемкий процесс, требующий ответственного подхода. От того, как они выполняются зависит вид и прочность изделия, поэтому мы рекомендуем использовать только проверенные болгарки и насадки для них.
Работая с УШМ, не забывайте о технике безопасности. Надевайте защитные очки, шумоизоляционные наушники и защитные перчатки. Работайте в закрытой обуви и одежде. Это убережет от получения травм и нанесения вреда здоровью.
Если необходимы расходные материалы на болгарку: круги, диски и пр. приглашаем посетить сайт ukrabraziv.com.ua. Там вы найдете широкий ассортимент оснастки по доступным ценам. Для заказа воспользуйтесь сайтом или звоните по указанным телефонам.
Надеемся наша статья внесла ясность в процесс зачистки металлических изделий при помощи болгарки. Если остались вопросы, обращайтесь!
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 °С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.

Индукционный отпуск сварного шва
Подготовка труб к нормализации сварного шва
Как правило, перед термообработкой проводится зачистка сварного соединения.
Полировка нержавеющей стали после сварочных работ
Следующим шагом в комплексе обработки, осуществляемой по отношению к области проведения сварочных работ, является полировка нержавейки после сварки. Следует отметить, что подобному процессу подвергается не только отдельные области изделия, но и вся поверхность изделия в целом, что гарантирует получение блеска окончательного вида.
Полировка обеспечивает еще больший уровень зачистки обрабатываемой поверхности за счет получения цельного и ровного участка, что впоследствии имеет результатом способность противостоять внешнему влиянию жидкостей агрессивного характера.
Поначалу область сварных швов подвергается воздействию диска с вулканитом, цель которого заключается в придании шву необходимой формы и глубины за счет формирования структуры вогнутого образца.
Следующим этапом принято считать нанесение специальной пасты, предназначенной для осуществления полировки. В большинстве случаев применяется паста ГОИ. Основная задача полировочного процесса состоит в достижении зеркальной поверхности с одномоментным отсутствием ранее присутствовавших матовых пятен.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.
Пирометр
Тепловизоры и пирометры обладают большей точностью и могут быть встроены в автоматическую систему поддержания постоянной температуры.
Травление кислотами
Максимальный эффект травления нержавеющей стали кислотами достигается при последовательном взаимодействии поверхности нержавеющей стали в ваннах с двумя типами кислот – серной и азотной. Очередность стадий следующая
- Обезжиривание, удаление крупных зацепок, окалины
- Травление в сернокислотной ванне (концентрация 10-12%) или сернокислотной ванне (8% серной кислоты, 4% соляной). При этом происходит разъедание окалины и шероховатостей на поверхности. Идеальная температура протекания процесса находится между 60 и 80 градусов Цельсия. Контроль этого параметра важен для управления процессом. Продолжительность обработки зависит от марки стали, наличия контролируемого соотношения, концентрации кислот. В случае истощения ванны возможны проявления точечной коррозии. Для примера, сталь с 18% Cr, 8% Ni требует от 23 до 45 минут травления в сернокислой ванне. Сокращения времени обработки в два раза можно добиться, если проводить эту операцию в среде контролируемой атмосферы.
- Промывка в большом количестве проточной воды
- Погружение обрабатываемой детали в ванну, наполненную раствором азотной кислоты и плавиковой (10 – 20, 1-2 весовых процентов, соответственно). При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
- Повторная промывка большим объемом водой
 При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.Представленный способ является базовым и имеет множество вариаций. Травление в одной азотнокислой ванне, с примесью кислоты плавиковой, увеличивает время травления до 30 минут. Заменителем плавиковой кислоты может выступать фтористый натрий. Увеличение концентрации плавиковой кислоты до 10% позволяет проводить процесс при низких температурных показателях, позволяя избежать предварительного опускания в серную кислоту.
Сокращение времени травления в серной кислоте можно добиться, добавив не более 5% хлористого натрия. Такой ход дает необходимый эффект за 15 минут, но при той же температуре, порядка 80 градусов Цельсия.
Будьте осторожны: если необходимо произвести процедуру, в помещении с недостаточной аспирацией, замените компоненты второго этапа травления. Кислоты выделяют вредные пары при травлении. Предлагается для замены раствор сернокислого железа (7%) и плавиковой кислоты (2%).
Для правильного выбора метода кислотного травления нужно знать, учитывать состояние окисной пленки на поверхности нержавеющей стали. Внешний вид может подсказать о составе пленки. Зеленый цвет окалины говорит о высоком содержании окислов хрома. Соответственно действие кислотных сред будет затруднено и потребует большего времени.
Рекомендуется промежуточная механическая очистка между двумя ваннами, если снятие окалины затруднено.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.
Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Щелочное травление
Обработка поверхности нержавеющей стали расплавом каустической соды называется щелочным травлением. Следует отметить, что при этом процессе происходит разрушение окисной пленки, при этом химикалии не реагируют с металлом. Повышение температуры способствует разъеданию оксидной пленки, улучшая качество обрабатываемой поверхности. Резкое охлаждение в жидкости также способствует улучшению обрабатываемой поверхности.
Добиться 100% результата при этом типе обработки практически невозможно. На металле возможны остаточные плены от окислов хрома, окислов никеля и железа. Среди рекомендаций по окончательной доводке таких дефектов значится кратковременная обработка в азотнокислой ванне.
Методы щелочного травления
Различают следующие методы
- Выдержка в соде. Содержание нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.
Процедура сварки и шлифования
Шлифовка нержавейки после сварки | Все про металл
Шлифовка, она же полировка нержавейки после сварки — один из основных методов обработки шва. На картинке ниже вы можете видеть результат до и после шлифовки.
Шлифование и полировка нержавейки
Он сложнее и стоит недешево, но все же достаточно эффективен. В емкость с жидкой кислотой и погруженной в нее деталью помещают источник тока. Ток может быть как переменным, так и …
Шлифовка сварных швовСварка, пайка,
Не малую роль для этого играет процедура зачистки сварных швов после сварки. . и общая (термообработка полностью всей металлической конструкции). . круги для чернового шлифования и другие .
Чем обработать нержавейку после сварки
Чтобы удалить все цветовые переходы после сварки, и устранить оксидный слой содействующий коррозии, используют травление нержавеющей стали. . Процедура длится до 8 минут. . Для шлифования .
Зачистка сварных швов после сварки ГОСТО металле
Данная процедура выполняется в несколько этапов: . Способы сварки и используемое оборудование . которые предполагают использование лент различной степени шлифования.
Обработка нержавейки после сваркиМеталл
Процедура происходит так: После сварки с поверхности удаляются окалины и мусор. Для этого используется металлическая щетка. Изделию дают время остыть до температуры 50 градусов.
Шлифовка нержавейки после сварки: технология,
Ее нужно тщательно чистить от металлической пыли и остатков клея после каждого этапа шлифования. В результате чего, у вас будет блестящее, ровное изделие, без царапин и дефектов.
Чем обработать нержавейку после сварки
Чтобы удалить все цветовые переходы после сварки, и устранить оксидный слой содействующий коррозии, используют травление нержавеющей стали. . Процедура длится до 8 минут. . Для шлифования .
Матирование нержавеющей стали своими руками
Матирование нержавеющей стали своими руками. Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми .
Обработка нержавеющей стали: травление, шлифование
В зависимости от зерна и производителя используются для удаления глубоких царапин и просто шлифования поверхностей “с нуля”. Узкие шлифовальные валики 50 мм.
Обработка нержавейки после сваркиМеталлы,
Чтобы удалить все цветовые переходы после сварки, и устранить оксидный слой содействующий коррозии, используют травление нержавеющей стали. . Процедура длится до 8 минут. . Для шлифования .
Зачистка сварных швов после сварки ГОСТО металле
Зачистка сварных швов после сварки гост. Сегодня сварка – это одна из наиболее популярных технологий соединения металлических конструкций, так как однородность материала на участках скрепления можно получить .
Приспособление для шлифованияОфициальный сайт
Процедура государственной аккредитации . Приспособление для шлифования . Магнитные грузозахваты и магнитные приспособления для сварки труб и листов стали, универсально-заточные станки .
Изготовление зубчатых шестерен: процесс, технологии,
При диаметре менее 500 мм изделие получается методом ковки и отливки, а также при применении технологии сварки. Вариант исполнения более 500 мм изготавливаются методов отливки и сварки.
Обработка нержавейки после сварки
После сварки с поверхности удаляются окалины и мусор. Для этого используется металлическая щетка. Изделию дают время остыть до температуры 50 градусов.
Обработка нержавейки после сваркиМеталл
Процедура происходит так: После сварки с поверхности удаляются окалины и мусор. Для этого используется металлическая щетка. Изделию дают время остыть до температуры 50 градусов.
Автомат сварочный А-1150Сайт компании «ИТС
На вооружении мостостроителей появилась новейшая разработка ИТС — комплекс орбитальной сварки «ВОСХОД»!Этот современный комплекс в ситанные секнды способен производить расплавление металла и заполнение сварочным .
Зачистка сварочных швов после сварки
Зачистка сварочных швов после сварки . Далее нам понадобятся паста для шлифования и шлифовальный круг, который изготовлен из мягкого материала. . Это обязательная процедура …
О сварке труб из полиэтилена нагретым инструментом
При монтаже трубопроводов из полиэтилена (ПЭ) основным методом соединения труб и соединительных деталей является сварка нагретым инструментом (НИ) …
Machining Hafnium AlloysHow To Work With Hafnium
Рекомендуемые пояса скорости 2,000 Кому 3,000 sfpm при низких давлениях шлифовальные с 50 песка и толще материала, и 2,500 Кому 3,500 sfpm с 60 песка и тонкие ремни с аналогичными рабочее давление.
Зачистка сварных швов после сварки
В соединении металлических заготовок на сегодняшний день сварочные технологии находятся вне конкуренции. Это и наиболее распространенный, и самый экономичный способ изготовления сложных металлоконструкций. Сварка позволяет получать очень прочное соединение неограниченного количества элементов из металлов с однородным и эстетичным стыком. В то же время сварочный шов может стать самым уязвимым звеном конструкции из-за плохого качества работ. Зачистка дает возможность выявить брак в процессе выполнения соединений и устранить его задолго до начала эксплуатации конструкции.
Способы зачистки сварных швов
Из-за этого и необходимости придания шву эстетичности зачистка является одним из пунктов, которые внесены в требования ГОСТа. Для зачистки сварного соединения применяются различные инструменты и методы:
- Механическая обработка стыка методом шлифовки с использованием «болгарки» или подручных абразивных материалов.
- Химическая обработка, подразумевающая протравливание специальными реагентами.
- Термический способ. Снимает остаточные напряжения конструкции.
Каждая из технологий отличается нюансами и рекомендована в конкретном случае. В определенной ситуации очень важно правильно выбрать наиболее подходящий метод и инструмент. Наиболее часто используются угловая шлифовальная машинка, металлическая щетка или шлифовальный станок. Важно при выборе оборудования учитывать в первую очередь отдаваемую мощность и только потом обращать внимание на потребляемую мощность.
Один и тот же вид оборудование имеет несколько модификаций. К примеру, в противовес привычной ручной шлифмашинке в производстве кораблей используются передвижные высокопроизводительный агрегаты. Они представляют собой шлифовальный станок, который можно переместить к конструкции большого размера и уже по месту зашлифовать стык.
Необходимость зачистки сварных швов
На заключительном этапе сварочных работ специалист очищает шов от шлака и окалины. Весь процесс состоит из трех простых этапов:
- Место сварного соединения по периметру обрабатывается одни из трех выше перечисленных методом.
- После этого поверхность полируется составом, предотвращающим окисление.
- Выполняется лужение сварного стыка.
Зачистка сварных швов производится с целью устранения изъянов поверхности и регламентируется положениями пунктов ГОСТа 9.402-80. К дефектам принято относить: трещины, свищи, лунки и кратеры, которые могут образоваться в местах сварного соединения.
Нужно строго соблюдать технологические нормы выполнения зачистки. Не допускаются любые отклонения от общепринятых стандартов. Желательно полностью использовать все возможности, которые предоставляет современная шлифовальная техника и химические реагенты.
Механическая зачистка сварных швов болгаркой
Наиболее востребованный и самый простой способ механической обработки — зачистка угловой шлифовальной машинкой или попросту болгаркой. Благодаря такому методу воздействия сварной шов можно очистить от окалины, окиси, заусениц и следов побежалости. Способ имеет очень весомое преимущество — низкую себестоимость. Для зачистки подбираются специальные насадки — абразивные круги определенной толщины и диаметра.
Обработка сварных швов химическим способом
Однако наиболее качественный результат достигается при условии комбинирования двух способов зачистки — механического и химического. Обработка сварных соединений химическими препаратами может выполняться одним из двух методов: травления или пассивации. Для объективности нужно рассмотреть оба.
Травление
Обработка выполняется непосредственно перед механической шлифовкой. Используется специальный химический состав, позволяющий создать на поверхности однородный слой. Метод травления успешно применяется в случаях, когда требуется удалить побежалость. Практикуется травление отдельных участков соединения или заготовки полностью. В последнем варианте подразумевается, что заготовка будет полностью погружена в раствор.
В случае полного окунания заготовки нет строго регламентированного времени на выполнение процедуры. При таком методе воздействия срок выдерживания определяется в индивидуальном порядке в зависимости от состава и вида металлов. Нужно подчеркнуть, что зачистка сварного соединения будет более эффективной, если прибегнуть к травлению методом пассивации. Его особенность заключается в том, что стык получает очень существенный бонус: увеличиваются его прочностные характеристики.
Пассивация
Суть процесса состоит в следующем. Для обработки металлической поверхности используется специальный химический состав. После его нанесения по всей плоскости образуется пленка. Она предотвращает старение металла и образование коррозии. С точки зрения взаимодействия реагентов это выглядит так: оксиданты размягчают верхний слой стали, взаимодействуют с ним и растворяют свободные частицы, которые не являются составляющей металлической заготовки. Помимо этого, состав активирует образование на поверхности защитной пленки.
Угловые сварные швы зачищать нужно в соответствии с требованиями Правил Гостехнадзора. Согласно его положениям, качество очистки контролирует сменный мастер, а результаты отображаются в технологической карте ремонта сварочных соединений.
Термическая обработка
Применяется в тех случаях, когда требуется зачистить остаточные напряжения внутренней части. Термообработка необходима в сваривании тонкостенных металлических конструкций. Суть процедуры сводится к тому, что готовая конструкция нагревается до определенной температуры, после чего охлаждается по определенному температурному графику.
Все работы производятся в три этапа. Изначально прогревается шов и рабочая поверхность вокруг него. Он должен выдерживаться нагретым в течение небольшого отрезка времени (второй этап), после чего остыть естественным путем (третий, заключительный, этап). Благодаря таким простым манипуляциям восстанавливается прочность и пластичность металла в районе сварочного шва.
Технология термической обработки имеет существенный недостаток. Если не удалось выполнить все манипуляции в точности с температурным графиком, то исправить ситуацию очень сложно. Простых решений нет. Потребуется дорогостоящая аппаратура и услуги профессионала, который имеет опыт подобной работы.
Контролировать соблюдение температурного режима можно разными способами. Наиболее распространенными являются измерения с помощью пирометра. Можно использовать тепловизор — специальное устройство, измеряющее температуру объекта на расстоянии. Менее эффективны методы контроля при помощи термокраски или термокарандаша, которые меняют свой оттенок в зависимости от температуры металла. Для их использования требуются практические навыки.
Зачистка швов после сварки: техника безопасности
При выполнении любого рода сварочных операций прежде всего необходимо подготовить соответствующим образом рабочее место, оборудование и оснастку. Следует использовать специальную защитную одежду и предусмотренные регламентом средства. Строго придерживаться требований норм пожарной безопасности.
Перед началом работ необходимо пройти инструктаж, о чем делается запись в рабочем журнале. К выполнению работ допускают штатные сотрудники в возрасте от 18 лет, прошедшие соответствующую подготовку.
Заключение
Качественный и эстетичный сварной шов получится только после финальной обработки стыка. Это обязательное условие выполнения любых видов сварочных работ. Обработать поверхность можно разными способами. Итоговая цель таких манипуляций состоит в том, чтобы привести элемент в состояние полной готовности. Основная часть операций регламентируется положениями ГОСТа. Удаление остатков сварки — это органичная составляющая процесса, направленного на получение нужного результата.
Насадка на болгарку Комбо Ферро
ТЕХНОЛОГИЯ шлифования внутренних угловых сварных швов на нержавейке.
Представляем один из вариантов технологии шлифования и полирования внутреннего углового сварного шва кругами из нетканного абразива диаметром 150 мм от компании Norton.
Последовательность обработки:
1. Шлифовальный круг Flexovit Norton 76х4,5х10
2. Доводочный круг Norton BearTex Vortex Rapid Blend 150x6x13 5AM
3. Доводочный диск Norton BearTex Rapid Blend 150x6x13 мм NEX-3SF
4. Доводочный диск Norton BearTex Rapid Blend 150x6x13 мм NEX-2SF
5. Круг полировальный войлочный 150х10х8 мм
Не обязательно использовать все шаги. Все будет зависеть от качества шва перед началом шлифования. После отработки технологи возможно исключить какой-либо круг. Решение принимается, исходя из требований на производстве и после пробной обработки.
Первый шаг — грубая зачистка абразивным шлифовальным кругом Flexovit Norton. Для работы на оптимальной скорости при зачистке, используется насадка на ушм — Комбо Резак 200 мм. Скорость вращения диска от 5 000 до 15 000 об/мин. Сам круг можно использовать на скорости вращения до 20 000 об/мин. Абразивный диск позволяет быстро выровнять шов. Шлифовальный круг универсальный — для обычной стали и нержавейки. Новый диск следует «заправить» — сделать скругление на боковой стороне. Не забывайте, если начали работать по нержавейке, на черный металл этим же диском шлифовать запрещено. Диски для нержавейки работают и по черному металлу.
Второй шаг — грубая шлифовка нержавейки осуществляется прессованным доводочным кругом Norton BearTex Vortex Rapid Blend 150x6x13 5AM. Для удобного удержания инструмента и возможности работать в труднодоступных местах используется насадка на болгарку – Комбо Ферро 250 мм. Съем материала получается, как лепестковым кругом с зерном 80, а качество поверхности близко к 3SF. В зависимости от задачи можно использовать только этот круг. Произведете съем и придадите гладкость за одну операцию. Работа производится на скорости около 4000 об/мин.
Насадка для болгарки Комбо Ферро имеет понижающий редуктор с коэффициентом 0,8 — это положительно сказывается на охлаждении якоря болгарки — чтобы иметь 4000 оборотов на болгарке нужно устанавливать около 5000. Следовательно, якорь будет вращаться быстрей и лучше охлаждаться.
Следующий шаг — круг Доводочный диск Norton BearTex Rapid Blend 150x6x13 мм NEX-3SF. Скорость вращения необходима около 3000 об/мин. Этот круг обеспечивает небольшой съем. Именно НЕ большой. После 5Amed отлично полирует шероховатости и получается гладкая поверхность. Время на обработку этим диском уже меньше, чем на Norton 5 AMED. С каждым новым абразивным кругом необходимо захватывать немного дальше от предыдущей обработки, чтобы гарантированно сделать хороший переход от обработанной поверхности к заводской зеркальной полировке.
Далее круг доводочный Norton BearTex Rapid Blend 150x6x13 мм NEX-2SF 2 SF — завершает абразивную обработку внутреннего углового сварного шва. Скорость вращения минимальная — 2200 оборотов. Этот круг эластичный и производит самый минимальный съем материала. Круг из нетканного абразива Norton 2 Sfine отлично подойдет, если после сварки необходимо только осветлить основной материал и сварной шов, без значительного съема материала.
Операция полирования производится насадкой Комбо Ферро с войлочным полировальным кругом диаметром 150. Скорость вращения шпинделя насадки 2200 об/мин. При работе используется одношаговая полировальная паста. Обратите внимание, что многое будет зависеть от конкретно ваших производственных условий – марка стали, технология шлифовки нержавейки, руки рабочего, качество шлифовки на каждом этапе, доводочные круги, паста. Обязательно потребуются пробные партии. Наш опыт показывает – не бывает плохого абразива, бывает не верно подобранный абразив. После полировки нержавейки используйте средства для удаления полировальной пасты, например, венскую известь.
Примерно 5 минут уходит на доведение до зеркального блеска сварного шва на нержавейке.
Используется простые инструменты и расходные материалы.
Следует отработать и соблюдать технологию шлифования нержавеющей стали.
Подбираем оптимальный набор оборудования и расходников для обработки нержавейки.
Продаем насадки на болгарку и сдаем в аренду.
Обращайтесь! Научим легко работать в труднодоступных местах!
Зачистка сварных швов после сварки гост
Зачистка сварного шва после сварки
Сварка является на сегодняшний день одной из наиболее распространенных технологий скрепления металлических деталей, потому что именно при сваривании поверхностей удается получить однородное соединение, не пропускающее влагу и обеспечивающее прочное скрепление элементов. Однако сам по себе сварной шов является слабым местом конструкции, которое необходимо защитить от преждевременного повреждения и разрушения. Поэтому обязательным этапом любых сварочных работ является зачистка сварных швов после сварки – необходимость проведения такой работы является нормой, закрепленной в ГОСТ 9.402-80 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием». Для выполнения подобной работы может использоваться различный инструмент, оказывающий различное воздействие на обрабатываемую поверхность – это и обыкновенная механическая шлифовка, и химическое протравливание, и нейтрализация. Каждая из данных технологий имеет свои особенности и показания к применению.
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится.
Наилучшим материалом для обработки сварных швов на нержавеющих сталях является цирконат алюминия, потому что он не оказывает коррозирующего воздействия на металл и значительно превосходит по прочности оксид алюминия, также используемый для производства лепестковых абразивных насадок.
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
Так, например, для грубого снятия основного слоя окалины или наплыва металла нужно использовать насадки с самым большим зерном, затем более тонкая обработка выполняется насадкой с более мелким зерном, финишная обработка производится самым мелким абразивным зерном.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Химическая обработка сварных швов
Как показывает практика, наилучших результатов при обработке сварных швов удается достичь при сочетании механической обработки с химическим воздействием на шов. Такое воздействие может быть различным – это травление и пассивация.
Травление – это стадия обработки шва, предваряющая механическую шлифовку.
Выполняется травление с помощью специальных составов, которые позволяют создать однородное антикоррозионное покрытие на поверхности детали. Также с помощью травления удаляются участки с побежалостью – в таких местах скапливаются окисленные хром и никель, поэтому эти участки быстрее поражаются коррозией.
Травление сварных швов (видео):
Для небольших участков сварных швов травление лучше выполнять простым нанесением состава для травления на шов, в отдельных же случаях выполняется полное погружение детали в емкость с травильным раствором. Необходимое время его воздействия на металл в каждом случае определяется индивидуально.
После травления для придания сварному шву дополнительной прочности выполняется его пассивация.
Пассивация – это обработка металлической поверхности специальным составом, который образует на обработанной детали защитную пленку, пассивную к образованию коррозии – отсюда и название технологии.
Химическая сущность данного процесса заключается в следующем – оксиданты мягкого действия при взаимодействии с нержавеющей сталью удаляют с ее поверхности свободный металл и активизируют образование защитной пленки на поверхности.
Пассивация нержавеющей стали (видео):
После того, как выполнена химическая зачистка сварных швов после сварки, необходимо смыть реагенты водой. При этом нужно позаботиться о правильной утилизации сточной воды после такой смывки – в ней содержится большое количество кислот и тяжелых металлов, поэтому такие стоки имеют высокий уровень опасности для окружающей среды. В первую очередь необходимо нейтрализовать кислоты с помощью щелочных соединений, затем ее рекомендуется профильтровать и утилизировать в соответствии с нормами природного законодательства.
Сварка – один из самых распространенных методов, применяемых для соединения металлических деталей. Это обусловлено тем, что она позволяет качественно и надежно скреплять части изделия, формируя однородный шов, не пропускающий влагу.
Тем не менее именно шов является слабым местом любой конструкции, особенно если не была правильно выполнена подготовка кромок под сварку. Поэтому очень важно соблюдать все технологические процессы, чтобы получить надежное соединение деталей.
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
Существует три основных метода, позволяющих обработать сварочный шов:
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов.
Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву. - Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи.
Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки. - Обработка с применением газопламенного оборудования.
В таком методе используются газопламенные горелки.
Инструменты, позволяющие осуществлять термообработку, выбираются исходя из монтажных условий, доступности и других факторов. Главные критерии, которым должны удовлетворять такие агрегаты – это соответствие поставленным требованиям, четкая стыковка со швами, равномерный прогрев соединений, невысокая масса.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
Механическая чистка
Важным этапом сварки является не только выполнение подготовительных работ, но и правильная зачистка сварных швов. Данный процесс обязателен и закреплен в соответствующем ГОСТе.
Итак, как зачистить сварное соединение? Самым простым способом очистки сварочного шва является простая чистка с помощью металлической щетки. Тем не менее использование портативного шлифовального станка или простой болгарки с шлифовальным кругом для зачистки будет более эффективным.
Такой простой способ обработки позволит избавиться от самых распространенных дефектов, к которым относятся окалины, окислы, следы побежалости, заусенцы. В результате стык обрабатываемой детали получится более качественным.
По соотношению «цена – качество» эта технология относится к наиболее выгодным способам подготовки кромок перед сваркой и после нее. В связи с этим нет ничего удивительного в том, что большинство мастеров используют именно этот метод.
Выбирая шлифовальный круг, чтобы зачистить шов после сварки, важно учитывать некоторые нюансы, в противном случае не стоит ожидать хорошего результата обработки. Следует отдавать предпочтение насадкам с лепестками на тканевой основе.
Она отличается более высокой износостойкостью по сравнению с бумажными вариантами, что необходимо в таком агрессивном виде работ, как шлифование сварочных соединений.
Следует иметь в виду, что насадки на тканевой основе с данным покрытием отличаются высокой стоимостью. Тем не менее в данном случае лучше не экономить, ведь с правильным инструментом работа будет выполняться легче, а конечный результат будет качественнее.
Химическая очистка соединения
Как уже было описано выше, механическая обработка позволяет достичь приемлемых результатов, однако наилучшее качество зачистки сварного шва после сварки достигается при сочетании данного метода с химической очисткой. К нему относится травление и пассивация.
Травление осуществляется с использованием специализированных составов. Они позволяют получать однородное антикоррозионное покрытие на поверхности изделия. Кроме того удаляются области с побежалостью – места скопления окислов хрома и никеля, отличающиеся низкой устойчивостью к коррозии.
Небольшие области обрабатываемых швов травятся посредством простого нанесения состава на необходимый участок. В некоторых случаях изделие полностью окунается в емкость со специальным раствором. Время взаимодействия детали со смесью в каждом конкретном случае различно и выбирается индивидуально.
Пассивация – процесс обработки металлического изделия специальным раствором. В результате данного процесса происходит формирование защитной пленки на обработанной поверхности детали. Отличительной особенностью полученного покрытия является его стойкость к коррозии.
Суть данной технологии зачистки кромок под сварку заключается в применении оксидантов мягкого действия. В результате взаимодействия с нержавейкой с ее поверхности удаляется свободный металл и активизируется формирование защитного покрытия на поверхности изделия.
Осуществить пассивацию можно с помощью спреев для обработки нержавейки или специальной пасты.
Дело в том, что в такой воде содержится повышенное количество кислот и тяжелых металлов, поэтому подобные стоки характеризуются повышенной опасностью для окружающей среды. Вначале следует нейтрализовать кислоты с помощью щелочных растворов, а после необходимо отфильтровать воду. Полученные отходы должны быть утилизированы.
Чтобы понять, как правильно зачищать сварочные швы, необходимо ознакомиться с ГОСТом, в котором подробно описана технология обработки соединений. Выделяют два основных метода, позволяющих очистить сварочный шов: механическая обработка и химическая.
В первом случае металл, например нержавейку, подвергают шлифованию, а также полировке. Во втором случае используют технологию травления и пассивации. Для травления нержавеющей стали после сварки применяют специальные растворы. Чаще всего указанные методы комбинируют, чтобы достичь наиболее качественного результата.
В скреплении металлических конструкций и разнообразных деталей сварка наиболее распространённый и приемлемый в экономическом плане метод.
Соединяя поверхности в итоге можно добиться однородного соединения, которое обеспечивает прочное скрепление отдельно взятых элементов.
Соединение – это слабое звено любого метода сварки. Поэтому зачистка сварных швов является необходимостью.
Не зря зачистку сварных швов после сварки регламентируют ГОСТом 9.402-80.
Для очистки используется различный инструмент, задействуют определённые технологии. Это может быть:
- Очистка сварного шва механической шлифовкой.
- Протравливание с использованием химических материалов.
- Метод нейтрализации.
Понятно, что отдельно взятая технология имеет свои нюансы и рекомендации к применению в той или иной ситуации.
Оборудования для зачистки
К выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»
К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.
Многие отмечают экономичность данного метода, и это подтверждённый факт.
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
- Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности. Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне.
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Химическое средство для удаления следов сварных швов с нержавеющей стали или процедура удаления следов ожогов?
Образование, Алоха и большинство
весело вы можете получить в отделке
№1 в мире по финишной обработке с 1989 года
Нет входа в систему: просто звоните прямо сейчас
Обсуждение началось в 2003 г., но продолжаются до 2019 г.
2003 г.В. Есть ли способ удалить синие / черные пятна, оставленные сваркой нержавеющей стали 304 2b?
Освещение Thomas Sikora— Чикаго, Иллинойс, США
2003 г.
А.Протравите сварные детали в 30% -ной азотной или 5% -ной фтористоводородной (остаточной воде) при комнатной температуре на время, достаточное для очистки. Вы можете выбрать дополнительную пассивацию 30% азотом (без фтора). Оба химиката чрезвычайно опасны и агрессивны для всех форм жизни. Защита персонала, нейтрализация и утилизация в соответствии с местными законами являются обязательными. Также настоятельно рекомендуется иметь в наличии глюконат кальция для инъекций в случае возможного контакта кожи с HF.
Гильермо МарруфоМонтеррей, Нидерланды, Мексика
2003
А.Мы используем продукт под названием Blueaway. Похоже на жидкую зубную пасту … но требует совсем немного усилий. Не знаю, где мы это купили.
Удачи,
Мэтт Мерклейн— Льюисвилл, Техас
Чтобы свести к минимуму усилия по поиску и предложить несколько точек зрения, мы объединили ранее отдельные темы на этой странице. Пожалуйста, простите за любое последующее повторение, несоблюдение хронологического порядка или то, что может выглядеть как неуважение читателей к предыдущим ответам — этих других ответов на странице в то время могло не быть 🙂
Удаление следов сварки на нержавеющей стали
2007 г.В.Мы производим кухню; мы используем травильный раствор (плавиковая кислота + азотная кислота) для удаления оксида, образовавшегося во время сварки (сварка TIG). В этом процессе после нескольких дней финишной обработки химическое вещество в молекуле сварочного материала вступает в реакцию с материалом сварного шва с образованием оксидов.
Так что, пожалуйста, предложите другой хороший способ для этого с правильным решением.
Пранабеш Кумар РоутИнженер-разработчик — Дели, Индия
2007 г.
А.Уважаемый Pranabesh
Вам нужно проверить сварочный электрод — что это?
Вы пользуетесь дуговой сваркой? — Переключитесь на сварку в инертном газе.
Не использовать химические средства для удаления тонировки сварных участков. Вместо этого пассивируйте их простым шлифованием.
Вы должны выработать привычку очищать компонент от любых остатков химикатов / абразивов перед продажей.
Надеюсь, это вам поможет.
Аджай Мадан— Нью-Дели, Индия
2007
A. Сэр, глядя на фотографии, кажется, что у вас есть загрязнение, либо ваш наполнитель не чистый, либо используемый вами процесс приводит к попаданию загрязняющих веществ.
Мы используем сварку TIG; либо оплавить сварной шов, либо добавить присадочную проволоку 308L (проволоку очищают перед использованием, как и область стыка). В качестве защитного газа используется прямой аргон или смесь аргона с гелием.
Убедитесь, что тепло не слишком велико, чтобы втянуть кислород из задней части сварного шва (или запустить продувку газом позади сварного шва). Это позволит избежать «кристаллизации» задней части сварного шва.
Надеюсь, это поможет.
Эндрю Бенсон
metal fab company (покупатель)
Какао, Флорида
2007
А.Хорошие сварочные швы TIG, которые затем очищаются и химически пассивируются, дают хорошие результаты. Что это за сплав?
Шлифование шва НЕ пассивирует его. Напротив, он может легко вызвать образование феррита, который позже будет ржаветь, если не будет химически пассивирован.
2007 г.
В. Я работаю в танкерной компании, меня зовут Билл, и я хочу знать, что я могу использовать для удаления ожогов от сварки. Мне нужно найти химическое вещество, которое можно использовать; он должен выглядеть так, как будто его не трогали.
Мой босс просит меня использовать колесо откидной створки, но я знаю, что есть кое-что, чем я могу его стереть. Пожалуйста, если вы можете помочь. Спасибо
— Лемойн, Пенсильвания
2007 г.
A. William:
Обычная сварочная паста для травления сварных швов удаляет видимое изменение цвета (тепловой оттенок), вызванное воздействием тепла. Обычно это смесь азотной и фтористоводородной кислот в гелеобразном растворе. После удаления теплового оттенка следует провести пассивацию геля азотной или лимонной кислотой.Эти решения можно приобрести у ряда поставщиков.
Спасибо,
Дэрил Л. РоллКоста Меса, Калифорния, США
16 июля 2008 г. — эта запись добавлена к этой теме редактором вместо создания дублирующей темы
В. Как избавиться от ожоговых пятен, оставшихся на сварной нержавеющей стали?
Натаниэль Оитоменпроизводитель — Бенин, Нигерия
29 января 2010 г.
A. Попробуйте «Волшебную палочку» из разнообразных продуктов. Он быстро и легко очищает ожоги от сварных швов.
А. Мартинес— Санленд, Калифорния
4 августа 2010 г.
В. Я помню, как использовал продукт, когда работал на другого производителя. Это угольно-серый цвет с включенным в него чем-то почти похожим на блеск. Он поставляется в виде блока размером 2 x 3 x 1/2 дюйма и очень похож на ластик. Он не повредит поверхность, и вы используете его как шлифовальный блок. Кто-нибудь знаком с этим? Я забыл название производитель.
Джанет Эммерт— Чикаго, Иллинойс, США
20 июня 2013 г.
В.Ищете растворитель, который снимет притирку с закаленной быстрорежущей стали.
brian a gillund— chicago Illinois
Как удалить следы сварных швов на нержавеющей стали химическим способом?
19 августа 2008 г. Уважаемые господа,
Я сварочный экран из нержавеющей стали AISI 304. Есть ли какое-нибудь химическое вещество (кислота или что-то подобное) для удаления изменения цвета в зоне сварки?
С уважением
любитель — Визеу, Португалия
21 августа 2008 г.
А.Привет, Пауло. Да, это обычно называется «травильная паста». Обычно он включает неприятные фтористоводородную и азотную кислоты, поэтому внимательно соблюдайте паспорт безопасности материала.
С уважением,
Тед Муни, P.E.
Стремление к жизни Алоха
Finish.com — Пайн-Бич, Нью-Джерси,
, 9 октября 2008 г.
нареч.
Paulo, несколько производителей бытовой техники используют наш комплект Scratch-B-Gone для устранения этой проблемы, особенно при сварке угловых прицелов. Посмотри.
Барри Фейнман
BarrysRestoreItAll
Карлсбад, Калифорния
23 сентября 2009 г.
А.Щетка из нержавеющей проволоки сразу после сварки.
Электрополировка также удалит изменение цвета под воздействием тепла и сделает поверхность более устойчивой к коррозии, чем пассивация или травление. Это также осветлит поверхность.
— Северный Ванкувер, Британская Колумбия, Канада
7 июня 2015 г. — эта запись добавлена в эту ветку редактором вместо создания дублирующей ветки.
В. Сэр, в моем колледже я работаю над проектом по нержавеющей стали, а точнее по сварке нержавеющей стали.Мы выполнили сварку, и это мой вопрос: на работах есть следы сварных швов, которые визуально не очень хороши. Как мы можем их удалить или, можно сказать, отполировать? Пожалуйста, помогите мне, сэр. Спасибо.
ПРИТАМ БАСУ— АНДУЛ, ВБ, ИНДИЯ
июнь 2015
A. Hi Pritam. Мы добавили ваш запрос в существующую ветку по этой теме, в которой объясняется несколько различных возможных подходов. Удачи.
С уважением,
Тед Муни, P.E. RET
Алоха — идея, достойная выкладывания
отделки.com — Пайн-Бич, Нью-Джерси
Изготовление решетки из нержавеющей стали для классического автомобиля
25 сентября 2016 г. — эта запись добавлена в эту ветку редактором вместо создания дублирующейся ветки.Q. Привет
Я хочу изготовить решетку для 65-птичьего птичьего полета. Я планирую использовать пруток из нержавеющей стали 304. Прутки будут сварены, чтобы сформировать сборку. Собираюсь отполировать каждую перед сборкой. У меня вопрос: что сварка (TIG) сделает с прутками / финишем? Будет ли сильное обесцвечивание? Полная полировка после сборки может быть очень неудобной, но небольшие подкраски возможны.Любой совет будет принят во внимание.
Спасибо
Джефф
Джефф Джи— Виннипег, Канада
Сентябрь 2016
А. Привет, Джефф. Мы добавили ваш вопрос в существующую ветку про сварку нержавеющей стали 304. Самая большая проблема, вероятно, заключается не в том, как очистить обесцвечивание сварного шва, а в том, что это вряд ли будет удовлетворительным грилем для автомобиля с точки зрения сохранения внешнего вида и отсутствия ржавчины. Если это шоу-кар, который хранится в гараже и не используется в дороге, это одно; но воздействие окружающей среды на эксплуатируемый автомобиль оценивается как «очень серьезное» (в отличие от других применений, которые оцениваются как легкие, умеренные или тяжелые).304 SS, вероятно, ржавеет, даже если пассивирован, и, несомненно, ржавеет, если нет. Но удачи.
С уважением,
Тед Муни, P.E. RET
Алоха — идея, которую стоит распространить
finish.com — Пайн-Бич, Нью-Джерси
27 сентября 2016
В. Я свариваю нержавеющую сталь более тонкой толщины. После кислотной очистки и ополаскивания пресной водой, часто даже при моих максимальных усилиях, на отделке остаются протечки швов и остатки кислоты, которые очень трудно очистить навсегда без полной повторной очистки, повторного ополаскивания и т. Д.
Спрей для очистки масла цитрусовых — эффективное средство для удаления этих остатков или вы предлагаете что-то другое? Брендовый продукт был бы наиболее полезным.
SELF — Конкорд, Северная Каролина, США
29 сентября 2016
A. Jeff,
Поскольку вы находитесь в Канаде, я предполагаю, что зимой на дороге будет много соли. Я бы не стал пробовать его с чем-либо менее 316, которое электрополировано, а затем пассивировано лимонной кислотой, и даже в этом случае, вероятно, потребуется периодическая обработка для удаления коррозии и репассивации.
Я считаю, что большинство таких автомобильных деталей хромированы, но даже в этом случае они не всегда выдерживают вечную работу в дорожных условиях.
— — —
Джимми,
Полагаю, я не полностью слежу за вами здесь. Когда вы говорите кислотная очистка, какая кислота? Жидкий раствор или какой-то гель / паста? Кислоты полностью растворимы в воде, поэтому, если на поверхности ваших деталей остаются высохшие остатки кислоты, это означает, что вы не очень хорошо промываете. Хотя иногда люди принимают кислотные травления за «остатки».
Когда вы говорите, что протекает шов, что протекает и через какие швы? Сварные швы?
Рэй КремерStellar Solutions, Inc.
МакГенри, Иллинойс
19 января 2018
В. Как удалить следы ожога или пятно на электрических плинтусах?
Джон С. [фамилия удалена редактором в целях конфиденциальности]— Торонто, Онтарио, Канада
января 2018
Привет, Джон. Одна картинка стоит тысячи слов. Пожалуйста, отправьте картинку на адрес.
С уважением,
Тед Муни, П.E. RET
Алоха — идея, которую стоит распространить
finish.com — Пайн-Бич, Нью-Джерси
9 июня 2018
В. Можно ли использовать щавелевую кислоту и фосфорную кислоту для удаления следов сварки с нержавеющей стали?
Акшата ГадиRoyal arc gastech — Васаи, Мумбаи, Индия
19 июня 2018
А. Акшата,
Можно, конечно, попробовать, но большого успеха не ждите. Эти кислоты, как правило, недостаточно сильны, чтобы вылечить обесцвечивание нержавеющей стали при нагревании.
Stellar Solutions, Inc.
МакГенри, Иллинойс
16 июня 2018
В. 32 года назад, когда я взял свой новый велосипед у дилера, я запустил его (подавился), и меня отвлек друг, заинтересованный моей новой игрушкой. Следующее, что я помню, он указал на мои выхлопные трубы из нержавеющей стали, части которых светились темно-вишнево-красным. Я уехал, чтобы их остудить, но считаю, что был нанесен ущерб. Я до сих пор владею байком, который очень редок и пользуется большим спросом. На трубах есть коричневый цвет (довольно легко удалить с помощью Simichrome), а также пятна, на которые требуется много времени с буфером и полировальной пастой.За эти годы я несколько раз доводил трубы до зеркального блеска, но после повторного использования на них быстро появляются темные пятна. Некрасиво. Поскольку вся труба окрашивается, пятна не очень заметны. У меня вопрос, могу ли я что-нибудь с этим поделать? Пассивация или термообработка? Запасные части найти крайне сложно.
Джим Канале— Гомер, Нью-Йорк, США
июнь 2018
A. Привет, Джим. После полировки трубы следует пассивировать пассивирующим раствором на основе лимонной кислоты.Но я думаю (но не знаю наверняка), что их электрополировка предотвратит появление коричневых пятен и общее потемнение.
Я сомневаюсь, что то, что вы сделали 32 года и несколько полировок зеркала назад, имеет какое-либо влияние на то, что происходит сегодня.
С уважением,
Тед Муни, P.E. RET
Алоха — идея, которую стоит распространить
finish.com — Пайн-Бич, Нью-Джерси
25 июня 2018
В. Тед,
Спасибо за ответ. Можно ли приготовить этот пассивирующий раствор лимонной кислоты? Если да, то как это сформулировано и каков процесс? Или это то, ради чего я должен пойти в гальваническую мастерскую? Я считаю, что электрополировка — ЭТО то, чем должен заниматься профессионал.
Джим Канале— Гомер, Нью-Йорк, США
июнь 2018
A. Привет еще раз. Вы можете нанести лимонную кислоту самостоятельно, но я бы посоветовал покупать ее как запатентованную, чтобы вы получали нужный препарат в нужной концентрации, а также необходимые инструкции. Я могу предложить связаться со Stellar Solutions [поддерживающим рекламодателем finish.com] по этому поводу.
Самостоятельно электрополировать нельзя. Придется отправить трубы в цех электрополировки. Удачи.
С уважением,
Тед Муни, П.E. RET
Алоха — идея, которую стоит распространить
finish.com — Пайн-Бич, Нью-Джерси
31 марта 2019
Q. Hi
Есть ли экономичный способ очистки крупногабаритных конструкций из материала SS 304 размером 3 метра с тяжелыми черными следами от сварки TIG? Ежемесячно после шлифовки внешней поверхности необходимо очищать 45 конструкций.
Производство — Хайдарабад, Индия
10 апреля 2019
A. Haribabu,
Обычно механическое удаление окалины, такое как струйная очистка или шлифовка проволочного круга, или использование какой-либо травильной пасты.
Stellar Solutions, Inc.
МакГенри, Иллинойс
31 октября 2019 г. — эта запись добавлена к этой теме редактором вместо создания дублирующейся темы
В. Здравствуйте … Я читал некоторые вопросы и ответы по обесцвечиванию нержавеющей стали от тепла. Ко мне обратились в производственный цех, который занимается сваркой нержавеющей стали. Они хотели посмотреть, смогу ли я избавиться от обесцвечивания там, где они свариваются, без истирания.Они подвергали его пескоструйной очистке с очень мелким песком, но они этого не хотели. Как лучше всего удалить обесцвечивание, не выходя из профиля? Спасибо.
Тимоти Миллер— Лима, Огайо ….. США
1 ноября 2019
A. Google «Паста для травления» — нанесите, дайте постоять, смойте.
Jeffrey Holmes, CEF
Спартанбург, Южная Каролина
finish.com стало возможным благодаря …
этот текст заменяется на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции.Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите следующие каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Что стоит знать об электрохимии чистка швов?
Сварка нержавеющей стали
Сварка нержавеющей стали — дело ответственное, кусать действительно далеко не каждый.Я много раз слышал, что компании отказываются от заказов из нержавеющей стали, потому что у них были проблемы и «сгорели», есть определенная фобия.
Одной из наиболее важных вещей, которых следует избегать, является надлежащее обслуживание и обработка нержавеющей стали от А до Я. Очистка швов нержавеющей стали после сварки до сих пор вызывает множество вопросов у многих. Качественное, мощное оборудование и подходящие материалы позволяют избежать этих проблем и правильно обрабатывать сталь, оставляя защищенную поверхность и обеспечивая гарантию того, что изделие не начнет ржаветь в зоне сварки.
Немецкое оборудование BYMAT помогло решить проблемы многих компаний и успешно обслужить несколько сотен клиентов в странах Балтии.
Очистка сварных швов из нержавеющей сталиПреимущества электрохимической очистки
Механическая очистка и нанесение опасной кислоты (пасты), вероятно, будут использоваться всегда. Однако всем, кто умеет оставлять красивые швы, не шлифуя их, стоит опробовать оборудование для электрохимической очистки и убедиться в его преимуществах.За последние 10 лет эта технология сделала несколько больших шагов вперед. Используя машины производителя bymat, вы получаете:
- Высокая эффективность очистки;
- Безопасный и экологически чистый процесс;
- Пассивность поверхности и защита от коррозии;
- Возможность очистки TIG, MIG / MAG, лазерных, контактных сварных швов;
- Возможность уборки сложных мест;
- Оборудование для пищевой промышленности;
- Возможность очистки швов с сохранением металлоконструкции;
- Возможность полировки нержавеющей стали (необходимо для шлифованной стали).
Обзор моделей BYMAT
BYMAT предлагает широкий спектр машин, среди самых популярных моделей мы выделяем:
- BYMAT 7024 RS — Модель премиум-класса с семью функциями и возможностью настройки параметров. Чистка кистью и штампом, полировка кистью и штампом, яркая и темная маркировка, цинкование;
- BYMAT 1140 RS — самая популярная модель в Европе и странах Балтии, высокая мощность и производительность для промышленных работ.Чистка и полировка кистью, яркая и темная маркировка;
- BYMAT 1130 RS — Модель средней мощности серии Brushline. Рекомендуется для облегчения работы. Чистка и полировка кистью, яркая и темная маркировка.
- BYMAT 1120 RS — Экономичная модель серии Brushline с одной функцией — очистка щеткой;
- BYMAT 1130 MS — Аппарат для электрохимической маркировки. Яркая и темная маркировка.
Кому какое дело?
За 11 лет работы с оборудованием BYMAT мы твердо убеждены, что это необходимый атрибут в каждом цехе и фабрике по производству изделий из нержавеющей стали.Область применения оборудования очень широка, и независимо от того, какую технологию вы варите — TIG, MIG / MAG, контактную сварку или лазерную сварку, мы поможем вам выбрать вариант, который лучше всего подходит для вас, и убедимся в его эффективности во время бесплатной презентации.
Литва, Латвия и Эстония экспортируют в больших количествах мебель, оборудование и изделия из нержавеющей стали. Это помогло нам накопить большой опыт и поделиться им с существующими и новыми клиентами, а также помочь решить проблемы, связанные с участками сварки нержавеющей стали.
Для тех, кто только начинает свое путешествие в страны обработки нержавеющей стали, мы предлагаем комплексное решение — полную установку рабочего места, от специально адаптированных для работы со сварочными столами из нержавеющей стали до лазерной сварки и роботизации.
Очистка сварных швов из нержавеющей стали / электрополировка своими руками: 6 шагов (с изображениями)
Здесь вы можете увидеть всю мою настройку.
Я построил жезл, используя красный провод, так как считаю его активным элементом, а заготовку — заземлением.Однако вам нужно, чтобы электрод находился под отрицательным напряжением по отношению к заготовке. Поскольку источник питания выдает только положительное напряжение, я поменял местами разъемы, в которых они подключаются к источнику питания. Не забывайте, электрод отрицательный!
В качестве электролита я использовал Walter Surfox-T. Я попробовал еще пару вещей, которые работали нормально, но это убирало быстрее всего. Он содержит сильную фосфорную кислоту, 30-60%, с pH менее 1 (согласно MSDS). Будьте осторожны с этим! При работе с этим материалом я ношу респираторную маску, защитные очки, толстую сварочную куртку, чтобы не снимать ее с одежды, и большие резиновые перчатки.Вам не нужно использовать много жидкости, поэтому просто налейте немного жидкости в емкость, в которую можно окунуть палочку.
Для полировки прикрепите зажим заземления к заготовке, включите источник питания, окуните палочку в электролит и коснитесь ее в том месте, где вы хотите полировать. Я устанавливаю источник питания на максимальное напряжение (30 В), а затем настраиваю регулятор тока, чтобы контролировать скорость реакции. В идеале палочка будет проводить много тока, и блок питания должен будет снизить напряжение, чтобы достичь указанного вами значения тока.Если вы находитесь при 30 В и проводим ток <1 А, это, вероятно, означает, что вам нужна более проводящая палочка. Мне нравится устанавливать текущий контроль около 3 А, но можно позволить ему работать при 5 А. Этот процесс также может сделать ваш металл более блестящим, мне нравится держать реакцию под контролем, чтобы минимизировать этот эффект.
После полировки кислоту следует стереть, а затем промыть поверхность нейтрализатором, например Walter Surfox-N. Этот материал гораздо менее неприятен, чем электролит, но он немного щелочной с pH 12.5 или около того. Если он не нейтрализован, кислота будет продолжать атаковать ваш металл, оставляя его с молочной текстурой. После нейтрализации я люблю осветлить его каким-нибудь очистителем для нержавеющей стали.
Травильная паста Stainox N для очистки сварных швов на нержавеющей стали
Травление нержавеющей стали — это химический процесс, который тщательно удаляет загрязнения и позволяет сформировать новый пассивный слой.
Травильная паста предназначена для обработки поверхностей вокруг сварных швов и зон термического влияния, удаления краски отжига, окалины и продуктов коррозии.
Характеристики:
- Особенно подходит для высоких температур объекта
- Короткое время реакции.
- Практически без запаха, так как не содержит соляной или серной кислоты
- Очень сильное травление.
Травильный спрей удаляет краски отжига, окалину и продукты коррозии, следы масла и смазки с поверхностей из нержавеющей стали.
- Практически без запаха, так как не содержит соляной или серной кислоты
- Значительно продлить влажную фазу, чтобы травильный спрей оставался эффективным.
- В процессе контролируемого травления происходит небольшая сушка.
- В то же время поверхности материала становятся более светлыми и демонстрируют великолепный оптический эффект.
- Показатель достигает:
- управляемое опрыскивание
- сокращение выбросов ядовитых и азотистых газов
- очистка слегка жирных поверхностей
- контроль реакции (обесцвечивание)
- Нанести с помощью распылителя-аппликатора
Паста для травления Stainox ‘N «
Загрузить брошюру с инструкциями
Stainox N — паста для травления и пассивирования для удаления изменения цвета после сварки и для очистки поверхностей из нержавеющей стали на небольших участках.Его также можно использовать для очистки медно-никелевых сплавов, а также никелевых и никелевых сплавов.
Stainox N не содержит соляной кислоты и хлоридов, что исключает возможную опасность последующей коррозии и растрескивания.
Одного килограмма Stainox N достаточно для обработки от 80 до 150 м сварного шва с обесцвеченной зоной шириной 50 мм или площадью поверхности от пяти до восьми квадратных метров.
Наносится кислотостойкой кистью или деревянным шпателем. По окончании травления паста смывается водой.
Очиститель и полировщик нержавеющей стали 3M ™
3M ™ Спрей-очиститель и полироль для всех поверхностей из нержавеющей стали, не контактирующих с пищевыми продуктами.
Очищает и полирует нержавеющую сталь за одну операцию. Удаляет грязь, отпечатки пальцев, жирные остатки на всех типах кухонных поверхностей из нержавеющей стали.
Оставляет невидимую защитную пленку, которая замедляет накопление частиц грязи. Дает наилучшие результаты в сочетании с губками 3M для деликатных поверхностей.
Размер: 600 мл
Подушечки общего назначения 3M ™ Scotchbrite ™
Scotch-Brite ™ 7447 PRO Hand Pad сочетает в себе гибкость с эффективным режущим действием и точным ручным управлением, помогая выполнять сложные работы по очистке или добиваться прекрасных результатов после использования. Абразивные частицы в этой новой подушечке с плотной сортировкой обеспечивают равномерное и равномерное царапание на протяжении всего срока службы подушечки для рук.
Превосходная альтернатива стальной вате, проволочным щеткам, наждачной бумаге и другим нетканым материалам для очистки или отделки и никогда не ржавеют, обеспечивая долгий срок службы
Можно складывать, складывать или скатывать для эффективной очистки или кондиционирования на плоских, неровных или профильных поверхностях
Перфорированный для быстрого и легкого разрыва, уменьшения количества отходов
Проволочные щетки из нержавеющей стали
Ассортимент проволочных щеток из нержавеющей стали для сварки.
Запросить дополнительную информацию по этому продуктуПоддержание чистоты труб и стыков труб при сварке
Home / Поддержание чистоты стыков труб и труб при сваркеHuntingdon Fusion Techniques HFT может удалять воздух из области сварного шва внутри и снаружи одновременно, используя защитный экран для сварки снаружи и систему продувки надувных труб изнутри.
Необработанный сварной шов (слева) vs.продуванный сварной шов (справа). При сварке труб и стыков труб из нержавеющей стали и титана важно, чтобы сварные швы без оксидов были окрашены как внутри, так и снаружи. Окисленные сварные швы влекут за собой штраф для изготовителя, который должен гарантировать, что окисление и изменение цвета полностью удалены механическими или химическими средствами.
Легкий подвижный экран для наружных сварных швов труб от Huntingdon Fusion Techniques HFT легко переносится сварщиком, перемещающим горелку по шву.Когда стороны сливаются вместе, горячий металл на очень короткое время защищается инертным газом аргоном, текущим через сварочную горелку и выходящим из керамической газовой чашки. В это время скользящий экран (подключенный к источнику аргона) берет на себя и защищает горячий металл до тех пор, пока его температура не упадет ниже уровня окисления и не останется идеально чистый сварной шов.
При сварке труб и стыков труб из нержавеющей стали и титана важно, чтобы сварные швы без оксидов были окрашены как внутри, так и снаружи.Для достижения условий нулевого цвета или отсутствия оксидов в сварных швах необходимо удалить воздух вокруг шва до уровня, при котором процентное содержание кислорода составляет от 5 до 50 частей на миллион, в зависимости от металла и, в некоторой степени, , приложение. Удаление воздуха из области сварного шва изнутри и снаружи должно выполняться одновременно, и это лучше всего выполнять снаружи с помощью приспособления, называемого Weld Trailing Shield®, а изнутри — с помощью системы продувки надувных труб от Huntingdon Fusion Techniques. HFT® (Берри-Порт, Уэльс).
Подвижные экраны легкие и легко переносятся сварщиком при перемещении горелки по шву. Поскольку стороны сплавлены вместе, горячий металл на очень короткое время защищен инертным газом аргоном, текущим через сварочную горелку и из керамической газовой чашки. В это время скользящий экран, который также был подключен к источнику аргона, берет на себя и защищает горячий металл до тех пор, пока его температура не упадет ниже уровня окисления, оставляя таким образом идеально чистый сварной шов.Между тем, внутри трубы две надувные дамбы плотно закрывают полость примерно в 10 дюймов (250 мм) с каждой стороны от стыка. Подача газа аргона выталкивает воздух наружу, и он выходит через Weld Purge Monitor®, который показывает, когда воздух достиг уровня кислорода ниже 50 ppm или любого другого уровня, требуемого WPS (технологическая карта сварки). В это время сварщик начинает свой процесс.
Без таких принадлежностей сварка выполняется в окисленной среде, что приводит к потере коррозионной стойкости и приводит к металлургическим дефектам соединения.Окисленные сварные швы влекут за собой штраф для изготовителя, который должен гарантировать, что окисление и изменение цвета полностью удалены механическими или химическими средствами. Такая дополнительная работа может сказаться на рентабельности и сроках доставки. Обратите внимание на сверхчистую внешнюю поверхность сварного шва на видео ниже.
COB Industries Inc., PO Box 36-1175, Melbourne, FL 32936-1175, 321-723-3200, www.cob-industries.ком .
AC 110V Машина для очистки сварных швов из нержавеющей стали Машина для полировки сварных швов Машина для очистки сварных швов TIG
Сварочные системы AC 110V Машина для очистки сварных швов из нержавеющей стали Машина для полировки сварных швов Машина для очистки сварных швов TIG Промышленная и научнаяAC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Сварочный шов Стиральная машина для чистки щеток TIG, TUQI, AC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Сварочный шов Стиральная машина для чистки щеток TIG, Машина для чистки швов Машина для полировки сварных швов Сварочный шов Стиральная машина для чистки щеток TIG AC 110V Сварка нержавеющей стали, AC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Сварочный шов Стиральная машина для чистки щеток TIG — -.Машина для полировки бусинок Сварочный шов Стиральная машина для чистки щеток TIG AC 110V Машина для чистки сварных швов из нержавеющей стали Weld.
AC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Машина для чистки сварных швов TIG
AC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Сварочный шов Стиральная машина для чистки щеток TIG — -. ★ Он может эффективно справляться с аппаратом для аргонно-дуговой сварки, сваривая вольфрамовую точку с черным шариком, полученную при соединении изделий из нержавеющей стали, используйте местный пистолет для обработки, чтобы слегка окунуть обрабатывающую жидкость, чтобы выровнять сварку, как только дорога будет протерта, черный цвет исчезнет мгновенно .. ★ Используйте машину, чтобы носить маски и перчатки, чтобы предотвратить попадание жидкости в глаза. ★ Не подключайте панель станка к заготовке и не трогайте линию пистолета. ★ Пистолет для обработки необходимо обернуть тканью. . ★ Вам необходимо самостоятельно приготовить жидкость для чистки сварных швов, мы не можем отправить ее. . Вся продукция доставляется со склада в США (Калифорния или Нью-Джерси)! Вся продукция доставляется со склада в США (Калифорния или Нью-Джерси)! Вся продукция доставляется со склада в США (Калифорния или Нью-Джерси)! . Технические параметры:.- Входное напряжение: AC0V / 60 Гц. — Размер: 0 мм (Д) * 60 мм (В) * 75 мм (Ш). Описание функции:. — Сварочная машина для очистки, также известная как машина для полировки сварных швов, машина для обработки сварных швов. . — Он может эффективно справляться с аппаратом для аргонно-дуговой сварки, сваривая вольфрамовую точку с черным шариком, образовавшуюся при соединении изделий из нержавеющей стали, используйте местный пистолет для обработки, чтобы слегка окунуть обрабатывающую жидкость, чтобы выровнять сварку, как только дорога будет протерта, черный цвет исчезнет мгновенно .. Меры предосторожности:. . Используйте машину в масках и перчатках, чтобы жидкость не попала в глаза..Не подключайте панель станка к заготовке и не трогайте линию пистолета. Пистолет для обработки должен быть обернут тканью. 4. Вам необходимо приготовить жидкость для чистки сварных швов самостоятельно, мы не можем отправить жидкость. В комплект входит :. — x Машина для полировки сварных швов из нержавеющей стали. . .
AC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Машина для чистки сварных швов TIG
перейти к содержанию
AC 110V Машина для очистки сварных швов из нержавеющей стали Машина для полировки сварных швов Машина для очистки сварных швов TIG Стиральная машина для чистки щеток
Этот веб-сайт использует файлы cookie для улучшения вашего опыта.Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите.AC 110V Машина для очистки сварных швов из нержавеющей стали Машина для полировки сварных швов Машина для очистки сварных швов TIG Стиральная машина для чистки щеток
Labnet D1125 Алюминиевый блок для сухой ванны для цифровой сухой ванны AccuBlock вмещает тюбик 6 x 25 мм, глоток шампанского в стиле розовой пробки на 7 унций, металлическая флейта без штока, поршень CP Pistons SC7425 и набор колец для Subaru. Финишная обработка 24 Ширина 36 Длина 16 Калибр Неполированный Отожженный 0.024 Толщина Лист из нержавеющей стали 316 ASTM A240. Шарфы и другое пальто Полотенца над дверным крючком Металлические дверные вешалки для тяжелых условий эксплуатации Крючки для подвешивания дверей с 5 крючками для одежды, 0,9 мм WeldingCity 2 рулона ER70S-6 ER70S6 Мягкая сталь Сварочная проволока MIG 11 фунтов Катушка 0,035. 18-8 Нержавеющая сталь M6-1,0 x 10 мм Винты с цилиндрической головкой и крестообразным шлицем Количество 25, Разъем адаптера сварочного газа для сварочного газа TIG 35-50 Мужской M16 M10 с 9-миллиметровым быстрым соединением для сварочной горелки WP 17 18 26, Volcom Mens Lido Heather Color Block с коротким рукавом Сыпь охранник.Black Complete Tractor 2800-0200 Новый соленоид для Yanmar 1300 1500 YM1300 YM1500, супер плавно и бесшумно, включает пошаговую инструкцию — установите широкую дверную панель 36 Простая и легкая установка 6-футовая сверхмощная прочная раздвижная дверная фурнитура Т-образная форма. Оболочка из ПВХ 18 AWG стальные проводящие кабели с медной оболочкой Прямой доступ в Интернет 500 футов черный RG6 Quad экранированный коаксиальный кабель Спутниковое телевидение Катушка коаксиального провода в коробке 60% алюминиевая оплетка из вспененного полиэтилена с сердечником. Imtinanz Modern Heavy Duty 2 Tire Garden Wagon Тачка.2 зажима Tri-Clamp; 10 шт. В упаковке Санитарная прокладка Cole-Parmer Buna-N. K&K Interiors 41283A-BKSI 1-дюймовая декоративная лента с мишурой, черная и серебристая, 180 дюймов, длина 5 ярдов, ширина 4, 3M Клейкая лента для переноса, длина 465 Прозрачная упаковка из 2 шт., Оригинальные колеса Car Culture Custom Datsun 240Z Donuts Series Real Riders Nib Diecast Gift Quick Arrive, 0 до 0,50 дюйма 1 каждый h3O, литой под давлением алюминий, 1/8 FNPT, дифференциальный манометр с 4 шкалами, ICT L70 банкнотоприемник, валидатор, проверка банкнот, кассовый аппарат, торговый автомат. Дюйм из нержавеющей стали 0.625 Отверстие B 242 дюйма на фунт Номинальный крутящий момент 0,625 Отверстие A Муфта кулачковой муфты универсальной серии Martin ML075SS 5/8 1.75 OD 0,813 Длина. Банки НЕ включены MTZRFLL Солнечные лампы для крышек кувшинов для каменщиков, 20 светодиодных фонарей Fairy Portable, 6 многоцветных подвесок из нержавеющей стали 6 Pack, для патио, сада, рождества, свадьбы. Bridgold 20шт TIP127 PNP BJT транзисторы Биполярный силовой транзистор Дарлингтона 5A 100v 3Pins. Yonico 13164q 1/4 хвостовика с закругленной кромкой, радиус 3/8, модные байкерские шорты с принтом на леггинсах. Размер 8 North от Honeywell Nitri-Knit 26 Поддерживаемые химически стойкие нитриловые перчатки с подкладкой Interlock RWS-57034.12 Длина 3/8 ID 1/2 OD Белый полупрозрачный нейлон 101 круглая трубка, черный и красный exreizst Расширяемая распределительная планка с 2 регулируемыми ремнями Набор инструментов для упражнений Набор для домашней йоги, YJXUSHYQ Измеритель влажности древесины MD-4G 4-штырьковый цифровой измеритель влажности древесины LCD измерители влажности зерна почвы Wood Medidor de umidade vochtmeter Concrete, диаметр 141 мм Dynalon 256025 Полипропиленовая плита вакуумного эксикатора. Debuy Моделирование Скрипки Игрушка 4 струны Музыкальные инструменты Развивающий подарок для детей Дети Новинка.
AC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Сварочная машина для чистки щеток TIGAC 110V Машина для чистки сварных швов из нержавеющей стали Машина для полировки сварных швов Сварочная машина для чистки щеток TIG — -.
Травление поверхностей из нержавеющей стали
Коррозионная стойкость нержавеющей стали может быть гарантирована только в том случае, если на поверхности нет цвета отжига (например, после сварки), остатков буровой эмульсии, пленки ржавчины или ферритной пропитки после процессов формования. Мы рекомендуем использовать кислотные и щелочные обезжиривающие / чистящие средства . (см. Товары — чистка и уход).
Травление нержавеющей стали — это химический процесс, который тщательно удаляет загрязнения и позволяет сформировать новый пассивный слой.
В зависимости от конкретной задачи, структуры и размера поверхности нержавеющей стали используются разные травильные продукты.
- Травильная паста
Используется для обработки поверхностей вокруг сварного шва и удаляет цвета отжига, окалину и продукты коррозии. На фотографиях слева направо: необработанный сварной шов, нанесение травильной пасты кистью, сварочный шов после процедур очистки и ополаскивания. - Ванна травления
Данная процедура используется для эффективного травления погружных конструкций, монтажных и мелких серийных деталей, емкостей и устройств. - Травильный спрей
Подходит для больших поверхностей (среди прочего, фасадных листов, контейнеров), несъемных конструкций или конструкций, к которым трудно получить доступ, таких как элементы мостов.