Закрутить и забыть | Блог компании Кувалда.ру
Резьбовые соединения используются и в конструкции пластиковых детских игрушек и при возведении мостов. Единственное сходство такого крепежа заключается в том, что его можно монтировать и демонтировать при необходимости. Для удержания резьбового крепежа бывает достаточно силы приложенной в момент затяжки, но гораздо правильнее, с точки зрения безопасности, заблокировать резьбовое соединение в ответственных частях конструкции. Например, клапанная крышка двигателя автомобиля должна быть надежно закреплена во время движения, в то же время обязана быть съемной, так как компоненты двигателя необходимо обслуживать. При постоянной вибрации, или механическом воздействии резьбовому соединению нужна защита от самораскручивания. Рассмотрим методы надежной фиксации резьбовых соединений.
Виды резьбовых соединений
Болты с гайками — самый распространенный вид резьбового крепежа. Используется практические везде, от автомобилей, до радио антенн на крышах высоток. Встречаются так часто, что сложно найти конструкции без них.
Встречаются так часто, что сложно найти конструкции без них.
Винты и отверстия с резьбой. В этом соединении винт устанавливается в предварительно высверленное отверстие с нарезанной резьбой.
Винты по конструкции похожи на болты, но различие кроется в применении: болты используют чтобы соединить детали насквозь, для фиксации на болт накручивается гайка, а винты вкручивают в соединяемые детали, в заранее подготовленную резьбу.
На фото винты с головкой под внутренний шестигранник, которые соединяют алюминиевые компоненты. Такие винты используются вместо болтов для облегчения веса конструкции и для упрощенного монтажа — чтобы зафиксировать детали достаточно доступа с одной стороны.
Бывают и отдельные детали с резьбой для соединения между собой — например, валы или корпуса, как правило, цилиндрической формы. Самый простой пример, встречающийся в быту — лампочка с резьбой, которая вкручивается в патрон. На приведенном ниже рисунке схема двух цилиндрических корпусов, соединенных вместе.
Как надежно зафиксировать резьбовое соединение
Методы делятся на: механические приспособления и специальные составы, предотвращающие ослабление соединения. Ниже приведены самые распространенные механические приспособления, которые используют для предотвращения ослабления резьбового крепежа.
Стопорная пружинная шайба или гровер — представляет собой один виток пружины, который подкладывается под гайку при закручивании. Создает распорное усилие на гайку, благодаря этому противостоит её ослаблению и раскручиванию в условиях вибрации.
Стопорная шайба с внутренними зубцами. Зубцы придают стопорной шайбе эффект пружины и предотвращают ослабление крепежа если конструкция подвергается деформации или вибрации. Используется при болтовом соединении, так же сочетается с винтами, шпильками и штифтами. Задействуют соединения с подобным стопорным механизмом при сборке мебели и постройке деревянных сооружений, домов.
Стопорная шайба с наружными зубцами — применяются для фиксации электрических проводов.
Стопорная шайба Nord-Lock — состоит из двух одинаковых стопорных шайб, с радиальными ребрами на одной стороне и клиновыми поверхностями на другой. Радиальные ребра оказывают силовое воздействие на поверхность соединения прикрепляемой детали. Клиновые поверхности увеличивают усилие затяжки. Применяются в условиях сильной вибрации и при значительных динамических нагрузках.
Гайка с зубчатым фланцем, по сути это гайка со встроенной зубчатой шайбой, имеет такие же свойства, что и зубчатая гайка — создает пружинящий эффект и увеличивает площадь контакта, предотвращая самораскручивание, но сокращает количество элементов конструкции.
Гайка самоконтрящаяся с нейлоновым кольцом. За счет нейлоновой вставки происходит торможение хода завинчивания и гасятся механические колебания, защищая резьбовое соединение от ослабления.
Стопорение проволокой — используется в аэрокосмической отрасли, оборонной промышленности и автоспорте, там, где открутившийся элемент попав в другие движимые части конструкции, нанесет непоправимый вред. Метод фиксации трудоемкий и весьма сложный в освоении — установка стальной проволоки в отверстие в винте или гайке и жесткая фиксация этой проволоки к другой детали. Используется и для совместной фиксации двух деталей, как на фото. Самое сложное при установке стопорящей проволоки правильно сориентироваться в направлении движения резьбы, и выбрать верное направление вязки, иначе установка подобного фиксатора бесполезна.
Корончатая гайка выглядит как обыкновенная шестигранная гайка с одной стороны, но с другой стороны у нее по контуру расположен ряд зубьев в форме короны, отсюда и название. Количество прорезей от 6 до 8, в зависимости от диаметра. Металлический шплинт продевается через резьбу и фиксируется между зубьями корончатой гайки, тем самым надежно блокирует резьбовое соединение от самопроизвольного раскручивания.
Количество прорезей от 6 до 8, в зависимости от диаметра. Металлический шплинт продевается через резьбу и фиксируется между зубьями корончатой гайки, тем самым надежно блокирует резьбовое соединение от самопроизвольного раскручивания.
Такой метод используется для фиксации ступицы колеса автомобиля.
Адгезив — вещество, способное соединять материалы путём поверхностного сцепления.
Часто для фиксации резьбы используется специальный состав или клей. Сам фиксирующий состав не в состоянии удерживать детали, но запросто может предотвратить раскручивание гайки либо болта.
К примеру, в нефтедобывающей промышленности, где на механизмы и конструкции действует постоянная вибрация используют сочетания пружинных шайб и фиксирующих составов.
Чтобы фиксирующий состав выполнял свое прямое назначение, он должен полимеризоваться — перейти из жидкого состояния в твердое. Компоненты состава вступают в реакцию с кислородом и отвердевают, но сложность в том, что рабочая поверхность внутри витков резьбы герметична, к ней нет доступа кислорода. Чтобы обойти эту проблему в химических фиксаторах резьбы состав вступает в реакцию с металлом и отвердевает при отсутствии кислорода. В итоге, между внутренней и внешней резьбой образуется пластиковый полимер, который обладает высокой адгезией. Для демонтажа крепежных элементов, зафиксированных подобным образом, придется приложить существенное усилие.
Чтобы обойти эту проблему в химических фиксаторах резьбы состав вступает в реакцию с металлом и отвердевает при отсутствии кислорода. В итоге, между внутренней и внешней резьбой образуется пластиковый полимер, который обладает высокой адгезией. Для демонтажа крепежных элементов, зафиксированных подобным образом, придется приложить существенное усилие.
Составы бывают жидкие и пастообразные. Выбор зависит от типа соединения: для крепежа малого диаметра применяется жидкий фиксатор, он равномерно распределяется по поверхности; для крепежа больших диаметров используют пастообразные средства, так как они хорошо удерживаются на большой площади нанесения.
Что выбрать
Пружинные и зубчатые шайбы — используют в условиях небольшой вибрации и не интенсивных динамических нагрузках на конструкцию, имеют минимальную стоимость.
Шайбы типа Nord-Lock — применяются там где к резьбовому соединению предъявляются повышенные требования по безопасности: в тяжелой промышленности и машиностроении. Они противостоят высокой вибрации и способны удерживать крепеж при высоких нагрузках. Значительно технологичнее остальных видов шайб, и как следствие, дороже.
Они противостоят высокой вибрации и способны удерживать крепеж при высоких нагрузках. Значительно технологичнее остальных видов шайб, и как следствие, дороже.
Гайки с фланцами и контрящим кольцом — способны выдержать воздействие вибрации чуть выше чем пружинные и зубчатые шайбы, но сокращают количество деталей конструкции. Стоимость их, также не велика.
Стопорение проволокой — дорогостоящий и очень трудоемкий способ фиксации резьбы. Если вы не строите гоночный болид или летательный аппарат, использование такого способа будет неоправданным.
Корончатая гайка — применяется там, где ослабление и самораскручивание крепежа может вызвать критическую ситуацию, отлично противостоит высоким нагрузками и вибрации, стоит дороже пружинных гаек или шайб, так как конструкция сложнее и в ней взаимодействуют несколько элементов.
Фиксирующие составы — в зависимости от типа могут противостоять низким и высоким вибрационным нагрузкам, стоимость их так же может существенно варьироваться.
Медная паста в аэрозольном баллоне: быстро, удобно, эффективно
Как продлить срок службы резьбовых соединений?
Без должного соединения даже самые прочные материалы – лишь набор деталей. Чтобы создать из них единую конструкцию, которая смогла бы выдержать высокие нагрузки и воздействия окружающей среды, применяются различные способы, наиболее популярным и эффективным из которых являются резьбовые соединения.
В отличие от сварки, резьбовые соединения позволяют производить многократную разборку и сборку механизмов без вреда для деталей.
Резьбовые соединения легко выдерживают перепады температур и вибрации, ударные нагрузки и негативные внешние воздействия. Главным «врагом» резьбы является влага. Без обработки и регулярного откручивания резьбовые соединения подвергаются коррозии и прикипанию. Такие явления чаще всего требуют применения разрушающих методов демонтажа.
Предупредить проблему позволяют специальные резьбовые пасты, которые наносятся на соединения в процессе их сборки и создают на поверхностях прочную защитную пленку, препятствующую разрушительному воздействию влаги.
Сравнительно новой и весьма эффективной разработкой в области резьбовых смазочных материалов являются пасты в форме спрея. Помимо отличных противозадирных свойств и высокой несущей способности, они обладают другим немаловажным преимуществом – удобством нанесения.
Например, термостойкая медная паста EFELE MP-413 Spray, недавно выпущенная российской компанией, сочетает в себе свойства эффективного антикоррозионного состава с легкостью и быстротой использования.
Высокую несущую способность пасте придают содержащиеся в ее составе твердые смазочные вещества – медь и графит. Когда рабочие температуры достигают +400 °С, базовое минеральное масло испаряется, а мелкодисперсные порошки берут на себя функцию смазывания и защиты при нагреве до +1100 °С
EFELE MP-413 Spray используется не только для резьбовых, но и для вал-втулочных, шпоночных, шлицевых и байонетных соединений. Создавая на них прочную смазочную и разделительную пленку, паста уменьшает момент их cтрагивания и предотвращает холодное сваривание.
Какие смазочные материалы можно применять для резьбовых соединений?
Ранее в процессе сборки того или иного узла болты и гайки промазывались отработанным маслом, нигролом или солидолом. Такая обработка позволяла ненадолго защитить резьбу от воздействия влаги и препятствовала появлению коррозии. Однако перечисленные смазочные вещества быстро смывались или вытекали под воздействием высоких температур.
На смену солидолу пришел литол – универсальный смазочный материал с неплохой водостойкостью. Он часто использовался и до сих пор применяется в качестве консервационной смазки для защиты металлических деталей и резьбовых соединений от коррозии.
Намного более высокие результаты в области обслуживания резьбовых соединений продемонстрировали графитовые и медные смазки.
Графитовые выдерживают высокие нагрузки, даже при частичном вымывании или высыхании оставляют на поверхности тонкий графитовый слой, обеспечивающий скольжение резьбы во время разборки соединений. Графитовые смазочные частицы защищают металл от окисления и коррозии.
Графитовые смазочные частицы защищают металл от окисления и коррозии.
В узлах, работающих при высоких и экстремально высоких температурах (до +1100 °С) используются медные пасты. Они является наиболее эффективными средствами защиты резьбовых соединений от коррозии, препятствуют прикипанию резьбы и упрощают разборку соединений.
Материалы с медными наполнителями стоят недешево, однако их стоимость компенсируется длительным сроком службы.
Использование любой из вышеперечисленных смазок позволяет избежать проблем во время разборки резьбовых соединений – вопрос только в сроке их действия.
Выбираем самое эффективное средство
Качественная смазка для резьбовых соединений представляет собой уплотнительный смазочный материал с пластичной и достаточно густой текстурой, создающей плотный барьер для воздуха и влаги. Она должна обладать:
- Высокой температурой каплепадения
- Прекрасными адгезионными свойствами
- Термо- и водостойкостью
Смазочные материалы для резьбовых соединений обеспечивают легкое скручивание резьбы и упрощают процесс затяжки болтовых и шпилечных сопряжений. Их применение направлено на минимизацию задиров и заеданий, коррозии, выкрашивания и отслаивания металла, схватывания и сваривания контактирующих поверхностей.
Их применение направлено на минимизацию задиров и заеданий, коррозии, выкрашивания и отслаивания металла, схватывания и сваривания контактирующих поверхностей.
Большая концентрация твердых компонентов (порошков меди, алюминия, титана, дисульфида молибдена, графита, полимеров) в составе паст повышает их сопротивляемость вытеснению и предупреждается появление воздушных пор под влиянием вибраций.
Природа наполнителя определяет трибологические характеристики смазочных материалов и напрямую обуславливает их противоизносные свойства. Так, медь и графит в составе пасты EFELE MP-413 Spray отвечает за ее высокую несущую способность, свойства противостоять возникновению схватываний и заеданий под влиянием высоких температур.
Наличие в смазке антифрикционных, противозадирных, антиокислительных присадок и мультифункциональных комплексов улучшает их рабочие характеристики и расширяет области применения.
Качественные резьбовые смазки должны сохранять свои свойства на всем сроке эксплуатации, не терять их при хранении, отвечать всем требованиям пожаробезопасности. Не менее важна простота применения смазочных материалов: возможность нанесения их кистью, ветошью или из аэрозольного баллона.
Сегодня инновационные решения российских торгово-производственных компаний позволяют создавать отечественные составы, подобные EFELE MP-413 Spray. Они составляют достойную конкуренцию дорогостоящим пастам импортного производства, обеспечивают отличное скручивание резьбы и исключение заедания даже при длительной эксплуатации в жестких условиях.
Конденсаторная сварка (приварка крепежа)
Популярные теги Все теги
- конденсаторная сварка ,
- приварка шпилек ,
- FARADAY ,
- аппарат конденсаторной сварки ,
- монтаж изоляции ,
- монтаж счетчиков тепла ,
- Приварка игл ,
- приварка ,
- приварка к латуни ,
- Фарадей ,
- шайба-фиксатор ,
- фиксация выводов эхз ,
- приварка крепежа ,
- чашеобразный гвоздь ,
- faraday cd 1400 ,
- иглы для значков ,
- гвоздь приварной изоляционный ,
- выводы эхз ,
- роза хутор ,
- фурнитура для значков
Приварка игл для крепления значков
Конденсаторная сварка позволяет производить монтаж фурнитуры (шпилек, игл, и пр. ) к металлическому основанию (значкам, орденам и пр.).
) к металлическому основанию (значкам, орденам и пр.).
Материал крепежа может быть сталь (черная, нержавеющая, никелировання, омедненная и пр., латунь, алюминий, серебро, золото). Основным преимуществом конденсаторной сварки является возможность приварки крепежа к тонколистовой стали (менее 1 мм) без видимых следов сварки с обратной стороны металла. В процессе сварки не происходит ни нагрев деталей, ни их деформация. Еще одним преимуществом конденсаторной сварки является высокая производительность.
Скорость ограничивается лишь временем вставки привариваемого элемента в сварочный держатель, а сам процесс приварки занимает доли секунды. Количество сварок составляет 20-30 штук в минуту.
Для конденсаторной сварки надо использовать специальные иглы и шпильки. Они должны иметь циллиндрический выступ малых размеров (менее 1 мм) в основании. Этот выступ служит запалом.
Игла с фиксатором
Игла без фиксатора
Шпилька с резьбой
Соединение с помощью конденсаторной сварки является прочным. При работе на излом крепеж на отваливается.
При работе на излом крепеж на отваливается.
- Приварка игл,
- фурнитура для значков,
- конденсаторная сварка,
- приварка шпилек,
- иглы для значков
Фиксация выводов электрохимической защиты (ЭХЗ)
Аппараты конденсаторной сварки FARADAY применяются для фиксации выводов электрохимической защиты (ЭХЗ) к основанию магистральных газовых и нефтяных трубопроводов. Конденсаторная сварка позволяет осуществлять приварку крепежных элементов (как правило, шпилек) к любому стальному основанию за короткое время (0,001-0,003 секунды), при очень небольшой глубине провара (примерно 0,3 мм). Прочность соединения при этом остается высокой – при нагрузках деформируется само тело крепежного элемента, а не место сварки. Сами шпильки могут быть выполнены из стали с покрытием (омеднение, никелирование и пр. ) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
) или нержавеющей стали. Особенностью крепежа для конденсаторной сварки является наличие запала (выступ в основании), который загорается при разряде батареи конденсаторов. Размеры шпилек для фиксации выводов ЭХЗ могут быть от М3 до М10. Сами шпильки могут иметь увеличенный фланец для обеспечения лучшего контакта выводов ЭХЗ. Источник питания – однофазная сеть. Также можно использовать установку FARADAY при подключении к генератору.
Одним из самых больших достоинств технологии является простота установки:
1. Сталь зачищается от окалины, ржавчины и грязи.
2. Прриварка шпилек конденсаторным разрядом.
3. Провидится монтаж выводов ЭХЗ.
Приварные шпильки бывают со специальным увеличенным фланцем, для лучшего контакта:
Видео процеса установки: http://studwelding.ru/video#video-597379
- эхз,
- конденсаторная сварка,
- приварка шпилек,
- выводы эхз,
- faraday,
- фиксация выводов эхз
Звезды с аллеи чемпионов на курорте «Роза Хутор»
В 2016 году на горнолыжном курорте «Роза Хутор» появилась Аллея олимпийских чемпионов.
источник
Изначально детали латунной звезды крепились к граниту при помощи двухкомпонентного эпоксидного клея. Спустя полгода детали отклеились и потребовалось изготовить альтернативное крепление. С обратной стороны к латунным деталям звезд были приварены стальные шпильки с помощью аппарата конденсаторной сварки FARADAY CD 1400.
Конденсаторная сварка обладает отличительной особенностью, а именно, провар минимален и отсутствуют следы повреждения с обратной стороны основания, что особенно важно при работе с металлом малой толщины. Переделка звезд происходила непосредственно на объекте. Далее латунные детали были закреплены на гранитной плите и в таком виде были установлены на набережной курорта.
Прочность приварки конденсаторной сварки, несмотря на минимальный уровень провара, очень высокая: при нагрузках происходит деформация самой шпильки, а не места сварки. Материал шпилек может быть различным – сталь, нержавейка, латунь, алюминий.
- роза хутор,
- конденсаторная сварка,
- аппарат конденсаторной сварки,
- faraday,
- faraday cd 1400,
- приварка шпилек,
- приварка к латуни
Монтаж счетчиков тепла с помощью конденсаторной сварки
Одной из областей, где применяется конденсаторная сварка, является установка счетчиков тепловой энергии на радиаторы отопления. Монтаж счетчика производится на две приваренные шпильки диаметром М3 на требуемом расстоянии друг от друга. Краску перед сваркой необходимо зачистить до металла в тех точках, где будет происходить приварка крепежных элементов. Приварка шпилек конденсаторной сваркой используется для монтажа счетчиков тепла на панельные радиаторы и некоторые типы конвекторов. Необходимость применения именно конденсаторой сварки объясняется малым уровнем провара при установке крепежных элементов, что невозможно обеспечить другими видами сварки.
Монтаж счетчика производится на две приваренные шпильки диаметром М3 на требуемом расстоянии друг от друга. Краску перед сваркой необходимо зачистить до металла в тех точках, где будет происходить приварка крепежных элементов. Приварка шпилек конденсаторной сваркой используется для монтажа счетчиков тепла на панельные радиаторы и некоторые типы конвекторов. Необходимость применения именно конденсаторой сварки объясняется малым уровнем провара при установке крепежных элементов, что невозможно обеспечить другими видами сварки.
Монтаж изоляции с помощью конденсаторной сварки
Конденсаторная сварка часто применяется для монтажа изоляции на металлическую поверхность. В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота и надежность крепления. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
Наиболее распространенным способом является приварка изоляционных гвоздей с последующим закреплением изоляции фиксирующими шайбами. Монтаж происходит в 3 этапа:
1. На металлическую основу приваривается изоляционный гвоздь, имеющий специальный выступ и служащий запалом пи конденсаторной сварке. Гвозди бывают 2 и 3 мм в диаметре и до 200 мм в длину. В зависимости от толщины и плотности изоляционного материала на 1 квадратный
метр потребуется 1-5 гвоздей.
2. На приваренные изоляционные гвозди нанизывается подходящий изоляционный материал.
3. Изоляция фиксируется шайбами-фиксаторами, которые нанизываются на приваренные гвозди. Шайбы выполнены из пружинной стали, как правило, оцинкованной. Их достаточно насадить на гвоздь на 2-3 мм для прочного
закрепления. Шайбы могут быть выполнены как с пластиковым колпачком, так и без него. Выступающая часть гвоздя может быть отрезана или загнута, если длина подобрана не точно.
Для приварки гвоздей подойдет стандартный комплект оборудования FARADAY CD 1400
Монтаж изоляционного материала с помощью чашеобразных гвоздей CHP
Конденсаторная сварка позволяет проводить монтаж изоляционного материала на металлическую поверхность.
В качестве изоляции может быть практически любой материал: любая рулонная изоляция, пенопласт, шумопоглощающий материал и проч. Преимуществами конденсаторной сварки являются быстрота, надежность крепления и эстетический вид. Во многих случаях конденсаторная сварка является единственным способом избежать повреждения (прожигания насквозь) тонкостенных металлических конструкций, поскольку уровень оплавления минимален, что бывает важно для вентиляционного оборудования.
При монтаже изоляционного материала чашеобразными гвоздями необходимо использовать сварочный пистолет CHP, комплектуемый магнитным держателем.
Данный способ позволяет очень быстро произвести монтаж, поскольку приварка гвоздя осуществляется сразу сквозь изоляцию и не требует никаких дополнительных действий. При использовании чашеобразных гвоздей сохраняется эстетический вид после монтажа.
Что такое конденсаторная сварка
Конденсаторная сварка — способ сварки, при котором для нагрева соединяемых изделийиспользуют кратковременный мощный импульс тока, получаемый от батарей статических конденсаторов. Известно несколько разновидностей К. с.: сопротивлением (точечная, шовная, стыковая), ударная (стыковая)и др. К. с. особенно эффективна при соединении мелких деталей и металлических листов небольшойтолщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов иаппаратов, металлических игрушек, предметов галантереи и пр.
Известно несколько разновидностей К. с.: сопротивлением (точечная, шовная, стыковая), ударная (стыковая)и др. К. с. особенно эффективна при соединении мелких деталей и металлических листов небольшойтолщины, например при изготовлении деталей для электронных ламп, малогабаритных приборов иаппаратов, металлических игрушек, предметов галантереи и пр.
Источник: ссылка
Статья о конденсаторной сварке
Конденса́торная сва́рка (англ. Capasitor discharge welding) — разновидность контактной сварки. Осуществляется за счёт энергии короткого импульса тока при разряде батареи конденсаторов.
Общие сведения
В СССР конденсаторная сварка появилась в конце 30-х годов XX века. Первоначально она использовалась преимущественно для соединения с металлическим листом различных крепёжных элементов: шпилек, втулок, гвоздей крепления изоляции, лепестков заземления. Позднее этот вид сварки получил широкое распространение для соединения мелких деталей и металла малых толщин в приборостроении и в производстве электронных компонентов. Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции.
Следует отметить, что при сварке двух элементов различных толщин решающую роль играет деталь с меньшим сечением, которое не должно выходить за возможности сварочной машины. Вторая же деталь может иметь сколь угодно большую толщину, что значительно расширяет применение конденсаторной сварки. В соединении мелких деталей и металла малых толщин эта сварка по производительности, качеству и экономичности оказалась практически вне конкуренции.
Технологические особенности
Конденсаторная сварка является разновидностью контактной сварки, в которой на расплавление металла расходуется энергия, запасённая в конденсаторах большой ёмкости. Разряд конденсаторов, а следовательно и выделение накопленной энергии, происходит почти мгновенно (1—3 мс). Это минимизирует зону термического влияния в сварном соединении. Кроме того, простота дозирования энергии и усилия осадки приводит к стабильно высокому качеству соединения.
Используемое оборудование
По используемому оборудованию конденсаторную сварку разделяют на трансформаторную и бестрансформаторную. Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки.
Преимуществом последней, кроме простоты конструкции, является выделение основного тепла в зоне так называемого контактного сопротивления, то есть в зоне непосредственного контакта свариваемых деталей. Преимущество трансформаторной сварки заключается в возможности обеспечить процесс сварки бо́льшей энергией. Это происходит за счёт заряда конденсатора при бо́льшем напряжении и разряда через понижающий трансформатор, создающий (при меньшем напряжении) значительно более высокие токи сварки.
Основные приёмы
По технологическим приёмам разделяют точечную, шовную и стыковую конденсаторную сварку.
- Точечная сварка обычно используется для выполнения соединений в электронной, электровакуумной технике и прецизионном приборостроении. Кроме того, точечная сварка может быть использована для соединений деталей с большим соотношением толщин.
- Шовная (роликовая) сварка обычно применяется для сварки чувствительных элементов мембранного или сильфонного типов и электровакуумных приборов.
 По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
 По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.
По своей сути она представляет собой ряд точечных, перекрывающихся соединений, являющихся сплошным, герметичным швом. Электроды выполняются в виде вращающихся роликов.- Стыковая сварка разделяется на сварку оплавлением и сопротивлением. Технологически при оплавлении разряд конденсатора за счёт повышенного напряжения возникает до непосредственного контакта свариваемых деталей, оплавляет их торцы, а само соединение происходит при осадке. В случае сварки сопротивлением разряд конденсатора происходит в момент контакта свариваемых торцов деталей.
Частным случаем конденсаторной сварки оплавлением является приварка крепёжных элементов: шпилек, втулок, гвоздей и т. п. Их диаметр обычно варьируется от 2 до12 мм. Обязательным условием является наличие в основании привариваемых элементов осевого выступа в виде цилиндра с диаметром от 0,6 до 0,75 мм и высотой от 0,55 до 0,75 мм. Это служит двум целям:
- Позволяет точно, по предварительному кернению, определить место приварки элемента на поверхности заготовки.
- Обеспечивает розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого элемента при осуществлении разряда конденсатора.

Основные преимущества
- Высокая производительность.
- Минимальная зона термического влияния за счёт высокой плотности энергии и краткости импульса.
- Прочность соединения.
- Простота технологии, не требующей высокой квалификации персонала.
- Равномерность нагрузки электросети при больших сварочных токах.
Некоторые недостатки
- Ограничения по максимальным сечениям.
- Необходимость специального оборудования.
Источник: Статья о конденсаторной сварке на Википедии
Технология конденсаторной сварки
В процессе изготовления различной продукции из металлического листа, при монтажных работах и ремонте, возникает необходимость соединения различных деталей посредством сборки.
До настоящего времени на производствах в России используются устаревшие технологии. Вариантов немного. Это сверление отверстий под крепеж различного вида (болты с гайками, заклепки различного типа) или выполнение приварки болтов и гаек аргонно-дуговой сваркой или полуавтоматом с применением сварочной проволоки и защитного газа. В этих технологических процессах имеются существенные недостатки: во-первых, выполнение отверстий в несущих конструкциях ослабляет их прочность, во-вторых, во многих изделиях требуется герметичность, но с отверстиями достичь этого сложно, в-третьих, внешний вид любого прибора или оборудования будет испорчен наличием головок винтов или шляпок заклепок, ну и последнее, при сварке, особенно на тонком листе, появляются прожженные места, потемнение. Всех этих недостатков лишена технология приварки крепежа посредством конденсаторной сварки.
Конденсаторная сварка (Capacitor Discharge CD) – это возможность очень прочной и быстрой приварки крепежных элементов к тонколистовому металлу толщиной от 0. 5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
5 мм без видимых повреждений с обратной стороны листа. Второе не менее важное преимущество заключается в том, что для приварки крепежа к различным металлам не требуется защитный газ или защитные керамические кольца, применяемые в дуговой сварке (ARC). Сварочный процесс полностью автоматизирован и для работы с аппаратами конденсаторной сварки не требуется специальной квалификации. Для конденсаторной сварки выпускается различное оборудование от недорогих ручных моделей до полностью автоматизированных линий, а также достаточно большой ассортимент недорогих приварных метизов
Теория сварочного процесса конденсаторной сварки (CD).
В этом сварочном процессе электрическая энергия, накопленная в конденсаторной батарее большой емкости, разряжается через выступающий кончик основания привариваемого крепежного элемента. Период разряда длиться 1-3 мс. (0.001-0.003 секунд). Существует два способа приварки крепежных элементов методом конденсаторного разряда (CD).
Первый способ контактного типа включает следующие последовательные циклы:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
Привариваемый крепежный элемент устанавливается в сварочный пистолет контактного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается пружиной в сварочном пистолете.
2. Запускается сварочный процесс и между основанием крепежного элемента и металлической поверхностью возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
3. Крепежный элемент после плавления выступающего кончика основания под действием силы пружины сварочного пистолета прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав.
Второй способ с предварительным подъемом крепежного элемента:
1. Привариваемый крепежный элемент устанавливается в сварочный пистолет подъемного типа, позиционируется в нужном месте и прижимается к поверхности. Необходимое усилие прижима задается в сварочном пистолете.
2. В момент запуска процесса сварки, сварочный пистолет приподнимает привариваемый элемент над металлической поверхностью, за счет этого электрический контакт разрывается и на крепежный элемент подается электрический потенциал от конденсаторной батареи силового блока.
3. Приподнятый крепежный элемент под действием силы пружины в сварочном пистолете, опускается вниз и в момент касания выступающего кончика основания металлической поверхности появляется электрический контакт, возникает электрическая дуга, которая плавит поверхность основания крепежного элемента и место на металлической поверхности под основанием крепежного элемента.
4. После плавления выступающего кончика основания крепежный элемент прижимается к металлической поверхности и вдавливается в образовавшийся под ним расплав
Конденсаторная сварка с использованием контактного способа применяется для приварки крепежных элементов из обычной и нержавеющей стали, а также латуни.
Конденсаторная сварка с использованием способа с предварительным подъемом крепежного элемента используется главным образом для приварки крепежа из алюминия, но также может быть использована для крепежа из стали, нержавеющей стали и латуни.
Стандартные типы привариваемых метизов
Для сварки методом конденсаторной сварки используются специиальные метизы, оснащенные специальным поджигающим кончиком. При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
При их производстве используются: омедненная сталь, нержавеющая сталь, алюминий и латунь. Промышленностью выпускаются, как стандартные виды крепежа, так и крепеж специального назначения, выпускаемый под заказ. Характерной особенностью метиза для конденсаторной сварки – специальный кончик калиброванного размера, который выполняет двойную задачу:
- Позволяет точно определить место, где будет приварен метиз на поверхности заготовки по предварительному ее кернению;
- Обеспечения розжиг и устойчивое горение сварочной дуги по всей поверхности привариваемого метиза при прохождении через него конденсаторного разряда.
Настройка аппарата конденсаторной сварки FARADAY (Фарадей)
Механические характеристики сварочного шва определяются, правильной настройкой параметров сварки, которая включает в себя:
- подбор величины энергии разряда за счет изменении напряжения конденсаторной батареи,
- настройку усилия прижимной пружины сварочного пистолета и зазора между метизом и цангой;
- правильная организация заземления;
- правильный подбор сочетаний свариваемых материалов;
Выбор величины энергии разряда
Оптимальные напряжения сварки для комбинации материалов «сталь-сталь» приведены в таблицах для обоих аппаратов. Для других комбинаций материалов оптимальное напряжение может немного отличаться от рекомендованного и должно подбираться опытным путем.
Для других комбинаций материалов оптимальное напряжение может немного отличаться от рекомендованного и должно подбираться опытным путем.
D, диаметр | FARADAY CD 1400 | |
U, напряжение | P, мощность | |
3 мм | 70 В | 162 Дж |
4 мм | 100 В | 330 Дж |
5 мм | 115 В | 436 Дж |
6 мм | 140 В | 648 Дж |
7 мм | 180 В | 1070 Дж |
8 мм | 200 В | 1320 Дж |
Настройка пистолета для приварки метизов
Усилие прижимной пружины сварочного пистолета на качество сварки влияет заметно меньше чем напряжение, в основном от него зависит длительность сварочного цикла, чем больше усилие, тем меньше время сварки.
Настройка цанги метиза
Цанги для установки метизов сварочных пистолетов DC однотипные. Они отличаются только диаметром внутреннего отверстия для возможности установки метизов разного диаметра. Другую конструкцию имеют цанги для приварки лепестков заземления и гвоздей.
1. Метиз
2. Цанга
3. Контргайка
4. Стопорный винт
Для различных диаметров метизов требуются различные цанги. Настройте цангу метиза следующим образом:
- Ослабьте контргайку (3)
- Вставьте метиз (1) в цангу.
- Расстояние между передней кромкой фланца метиза и торцом цанги должно быть в пределах приблизительно 5 мм (как изображено на рисунке).
- Метиз должен войти в контакт со стопорным винтом (4). (ВАЖНО!)
- Настройте стопорный винт (4) в цанге метиза, вращая его, пока расстояние от передней кромки фланца метиза и торца цанги не достигнет 5 мм.
- Зафиксируйте стопорный винт (4) посредством контргайки (3)
- Для метизов длиной от 20 до 40 мм. стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.
 стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.
стопорный винт нужно перевернуть резьбовым концом внутрь обоймы.Установка цанги метиза в сварочный пистолет
Иллюстрация, приведенная ниже, показывает, как устанавливать цангу в пистолет DC для приварки метизов. Сварочный пистолет DC может иметь вместо опорных ножек (1) съемную опорную трубу.
- Ослабьте стопорную гайку (3) торцовым ключом;
- Вставьте цангу метиза (2) в пружинный поршень (5), пока она не упрётся.
- Закрепите цангу (2) завернув стопорную гайку (3).
Фланец метиза должен выходить за вершины опорных ножек пистолета или опорной трубы. Если это не так, выньте обойму метиза из пистолета и откорректируйте выступание метиза посредством стопорного винта цанги!
Правила организации заземления
Из-за малого времени сварки для получения равномерного сварного шва по всей площади основания метиза необходимо правильно произвести заземление рабочей поверхности. Все аппараты конденсаторной сварки имеют в комплекте по два кабеля заземления. Заземление должно производиться с двух сторон от места сварки, при этом нужно стремиться к тому, что бы путь для прохождения сварочного тока был примерно одинаков для каждого кабеля заземления. Если заземление произведено только с одной стороны, или на пути тока встречаются массивные металлические детали, распределение сварочного тока будет несимметрично относительно основания метиза и качество сварки с разных сторон основания может быть разным (эффект «выдувания дуги»).
Заземление должно производиться с двух сторон от места сварки, при этом нужно стремиться к тому, что бы путь для прохождения сварочного тока был примерно одинаков для каждого кабеля заземления. Если заземление произведено только с одной стороны, или на пути тока встречаются массивные металлические детали, распределение сварочного тока будет несимметрично относительно основания метиза и качество сварки с разных сторон основания может быть разным (эффект «выдувания дуги»).
Выбор сочетаний материалов для сварки
При выборе сочетаний материалов основы и приварных изделий можно использовать данные таблицы:
МАТЕРИАЛ ОСНОВЫ | МАТЕРИАЛ МЕТИЗА | |||
Мягкая сталь Ст.35 | Нержавеющая сталь Cr-Ni | Алюминий Al 99.5, AlMg 1-5 | Латунь CuZn 37 | |
Мягкая сталь, Ст.35 | Отлично | Отлично | Плохо | Отлично |
Средне углеродистая сталь, Ст. | Хорошо | Хорошо | Плохо | Хорошо |
Оцинкованная сталь | Хорошо | Хорошо | Плохо | Плохо |
Нержавеющая сталь, Cr-Ni | Отлично | Отлично | Плохо | Отлично |
Латунь, CuZn 37-30 | Хорошо | Хорошо | Плохо | Отлично |
Медь, Cu | Хорошо | Хорошо | Плохо | Отлично |
Алюминий, Al 99.5, AlMg 1-5 | Плохо | Плохо | Отлично | Плохо |
Отлично: материалы полностью совместимы и сварной шов очень прочный. Хорошо: материалы условно совместимы, качество сварного шва приемлемое. Плохо: материалы несовместимы, сварной шов отсутствует или очень непрочный. | ||||
 60
60
Способы позиционирования метиза при сварке
Сварка по «кернению»
Место сварки можно обозначать кернением рабочей поверхности. Так как процесс сварки начинается путем воспламенения сварочного кончика метиза, слишком глубокое кернение не обеспечит оптимальных условий сварки. Сварка или не произойдет совсем или качество сварки будет неприемлемым. Для качественной сварки кернение должно осуществляться на глубину не более 0,3 мм. Удобно для этих целей использовать специальный инструмент – автоматический керн.
Сварка по шаблону
При массовом производстве для быстрой и точной сварки необходимо использовать шаблон. При этом на пистолете должна быть установлена центрирующая шайба.
Шаблон может быть изготовлен из любого негорючего материала, для исключения возможности возгорания, а между шаблоном и свариваемой поверхностью должен быть зазор не менее 3 мм для удаления сварочных газов и брызг расплавленного металла.
Последовательность выполнения сварки
- Подключите силовой блок FARADAY (Фарадей) к сети и заземлению.
- Подключите сварочный пистолет.
- Настройте пистолет как описано выше.
- Подключите блок питания к сети переменного тока.
- Настройте блок питания для приварки метизов, которые предполагается использовать.
- Вставьте сварочный метиз в цангу.
- Обеими руками возьмите сварочный пистолет и установите его в рабочую позицию на обрабатываемой детали и нажмите вертикально на поверхность обрабатываемого изделия.
- Спокойно держите сварочный пистолет и приведите в действие пусковую кнопку. Процесс сварки начат.
- После сварки вертикально снимите сварочный пистолет с приваренного болта, что позволит избежать расширения цанги.
- Проверьте результаты сварки согласно рекомендациям ниже.
- По окончании сварки отключите сварочную установку от сети и исключите вероятность эксплуатации некомпетентными лицами
Рекомендации по качественной сварке
- Убедитесь в наличии хороших электрических контактах в разъемах блока питания, креплении цанги в пистолете и клеммах заземления.
- Перед сваркой убедитесь, что сварочные кабели не образуют петель. Этим можно избежать сильных электромагнитных наводок при прохождении через них больших импульсных токов.
- Убедитесь, что клеммы заземления закреплены симметрично и не слишком близко к месту сварки. Это позволит избежать дефектов сварного шва, вызванного эффектом «выдувания дуги».
- Убедитесь, что обрабатываемые детали надежно закреплены и не прогибаются под давлением сварочного пистолета. Это особенно относиться к тонким листовым материалам.
- Место сварки должно быть зачищено до металла, недопустимо наличие в зоне сварки ржавчины, смазки или краски. Анодированные поверхности должны быть предварительно обработаны щелочью. Максимальная шероховатость зоны сварки не должна превышать 80 µm.
- Материалы свариваемых поверхностей должны быть совместимы (смотри таблицу совместимости материалов). Если есть сомнения в совместимости материалов необходимо провести пробные сварки с последующим контролем качества.
- Вокруг зоны сварки должно быть не менее 40 мм. свободного места для позиционирования пистолета или центровочной насадки.
- Убедитесь в правильных установках сварочного напряжения и настройке пистолета перед выполнением сварки.
- В момент сварки пистолет и обрабатываемая деталь должны быть неподвижны, и располагаться строго перпендикулярно относительно друг друга.
- Всегда делайте пробные приварки, что бы убедиться в правильности всех настроек.

- конденсаторная сварка,
- цанга,
- FARADAY,
- Фарадей,
- аппарат конденсаторной сварки,
- приварка шпилек
Виды смазок для обработки резьбовых соединений
Виды смазок для обработки резьбовых соединений
15.01.2019
Соединения — это обязательный элемент любого механизма. Чтобы отдельные детали стали единым целым, они должны быть надежно соединены. Соединения должны быть такого качества, чтобы механизм мог уверенно выдержать проектируемую нагрузку. Потому инженерами постоянно разрабатывались все новые типы соединений, использующихся в различных машинах, в том числе, и в автомобилях.
Чтобы отдельные детали стали единым целым, они должны быть надежно соединены. Соединения должны быть такого качества, чтобы механизм мог уверенно выдержать проектируемую нагрузку. Потому инженерами постоянно разрабатывались все новые типы соединений, использующихся в различных машинах, в том числе, и в автомобилях.
Среди разъемных соединений наиболее распространенным и надежным является резьбовое. С деталями с резьбой мы сталкиваемся практически каждый день, они используются не только в машиностроении, но и в прочих сферах. Главное достоинство резьбового соединения заключается в возможности легко разъединить детали, а затем собрать их заново.
Соединения на резьбе устойчивы к температурным колебаниям, вибрациям, ударным нагрузкам. Но воздействие влаги способно причинить серьезный вред резьбовым деталям. Если соединение годами работает во влажной среде, из-за коррозии оно превращается из разъемного в неразъемное. Заржавевшие болты зачастую открутить уже не удается, приходится высверливать или резать.
Но таких проблем можно избежать. Для этого важно знать материалы для обработки соединений, чтобы и спустя годы их можно было без сверхусилий разобрать.
Способы, проверенные временемРезьбовые соединения в технике используются уже давно, потому и о проблемах, связанных с их разборкой, известно не одно десятилетие. Для их решения использовались подручные средства, например, солидол, отработанное масло или нигрол. Болты и гайки обрабатывались этими материалами непосредственно перед сборкой. Так образовывался защитный слой, препятствовавший коррозии. Долговечность его была невысокой: постепенно смазка смывалась и высыхала. Однако разобрать такое соединение можно было намного проще.
Графитовая смазка
Графитовую, или графитную, смазку широко используют в тех соединениях, которые работают в условиях существенных нагрузок. В пользу такого способа обработки деталей говорит то, что даже спустя долгое время на обработанной поверхности остается тонкий слой графита, который впоследствии позволит достаточно легко разобрать соединение. Эта смазка остается эффективной даже в условиях воздействия влажной среды. Потому она находит свое применение при обработке соединений ходовой части автомобиля. Такие узлы особенно подвержены окислительному воздействию.
Эта смазка остается эффективной даже в условиях воздействия влажной среды. Потому она находит свое применение при обработке соединений ходовой части автомобиля. Такие узлы особенно подвержены окислительному воздействию.
Литол — это более современный аналог солидола. Эта смазка отличается хорошей водостойкостью, и она более универсальна в использовании по сравнению с солидолом. Основная сфера применения литола — это поверхности трения. Резьбовые детали им обрабатывают для надежной защиты резьбы от коррозии.
Медная паста по своим эксплуатационным характеристикам превосходит многие другие смазочные материалы. Потому для обработки резьбовых соединений она подходит как нельзя лучше. Медную пасту наносят на тыльную сторону тормозных колодок, а также на соединения выхлопной системы. Благодаря своей очень высокой термостойкости (выдерживает температуры выше +1000°С), она эффективна в местах сильного нагревания деталей. Использование медной пасты препятствует прикипанию, потому даже через много лет эксплуатации в экстремальных условиях резьбовое соединение разбирается без особых усилий. Минусом этого материала является его дороговизна, потому далеко не каждый может себе позволить обрабатывать соединения медной пастой.
Использование медной пасты препятствует прикипанию, потому даже через много лет эксплуатации в экстремальных условиях резьбовое соединение разбирается без особых усилий. Минусом этого материала является его дороговизна, потому далеко не каждый может себе позволить обрабатывать соединения медной пастой.
Антикоррозионная обработка кузова и других деталей используется очень часто. Для этого используют мовиль и его аналоги. Главное его назначение — это защита поверхностей от ржавчины, потому наносят средство на те детали, которые подвержены коррозии наиболее. Характеристики мовиля позволяют наносить его и на резьбовые соединения. Однако в данном случае эта жидкость имеет и недостаток: защищая детали от коррозии, она со временем засыхает и очень прочно приклеивается к поверхности. Это создает дополнительные сложности при выкручивании болтов, обработанных мовилем.
Все перечисленные выше способы достаточно эффективны, потому могут использоваться автолюбителями для обработки резьбовых соединений. На нанесение средства уйдет немного времени, а при выкручивании деталей его сэкономится очень много.
На нанесение средства уйдет немного времени, а при выкручивании деталей его сэкономится очень много.
Помимо времени, экономятся и средства. Лучше немного потратиться на смазку, чем потом нести затраты на ремонт. Некоторые соединения так прикипают, что без демонтажа с помощью болгарки или сварки не обойтись. А это влечет за собой существенные расходы. Немаловажным будет и то, что не придется мучиться ни физически, ни эмоционально.
Инструкция по охране труда при ручной газовой сварке, пайке и наплавке
Утверждаю
Первый заместитель
Министра труда
и социального развития
Российской Федерации
В.А.ЯНВАРЕВ
14 мая 2004 года
ИНСТРУКЦИЯ
ПО ОХРАНЕ ТРУДА ПРИ РУЧНОЙ ГАЗОВОЙ СВАРКЕ, ПАЙКЕ И НАПЛАВКЕ
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К выполнению работ по газовой сварке, пайке, наплавке (далее — сварке) допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, техническое обучение по данной специальности и инструктаж, сдавшие экзамен, имеющие практические навыки проведения работ по сварке и удостоверение на право проведения работ по сварке.
1.2. Повторный инструктаж и проверка знаний по охране труда и производственной санитарии должны производиться не реже одного раза в квартал с отметкой в специальном журнале и личной карточке сварщика. Не менее одного раза в год производится проверка знаний специально созданной комиссией, назначенной приказом руководителя предприятия. Результаты проверки знаний сварщиков должны быть оформлены протоколом, номер которого проставляется в удостоверении и скрепляется печатью организации.
1.3. Работники должны проходить периодические медицинские осмотры в установленном порядке.
1.4. Лица, переведенные из одного цеха в другой, могут быть допущены к работе после получения вводного инструктажа и проверки знаний по охране труда.
1.5. В процессе работы на работника возможно воздействие следующих опасных и вредных производственных факторов:
твердые и газообразные токсические вещества в составе сварочного аэрозоля;
интенсивное тепловое (инфракрасное) излучение свариваемых деталей и сварочной ванны;
искры, брызги, выбросы расплавленного металла и шлака;
высокочастотный шум;
статическая нагрузка и др.
1.6. При выполнении работ по газовой сварке необходимо следить за исправностью аппаратуры, рукавов, редукторов и баллонов.
1.7. Не допускается совместное хранение баллонов для горючего газа и кислорода.
1.8. При выполнении работ по газовой сварке работники должны быть обеспечены средствами индивидуальной защиты (СИЗ) и спецодеждой.
1.9. Защитные средства, выдаваемые в индивидуальном порядке, должны находиться во время работы у работника или на его рабочем месте. На каждом рабочем месте должны быть инструкции по обращению с защитными средствами с учетом конкретных условий их применения.
1.10. Средства индивидуальной защиты органов дыхания (СИЗОД) применяются в том случае, когда средствами вентиляции не обеспечивается требуемая чистота воздуха рабочей зоны.
1.11. Применение СИЗОД следует сочетать с другими СИЗ (щитки, каски, очки, изолирующая спецодежда и т.д.) удобным для работника способом.
1.12. При газовой сварке, пайке и наплавке для защиты глаз от излучения, искр и брызг расплавленного металла и пыли должны применяться защитные очки типа ЗП и ЗН.
1.13. Газосварщики должны быть обеспечены защитными очками закрытого типа со стеклами марки ТС-2, имеющими плотность светофильтров ГС-3 при горелках (резаках) с расходом ацетилена до 750 л/ч, ГС-7 — до 2500 л/ч и ГС-12 — свыше 2500 л/ч. Вспомогательным рабочим, работающим непосредственно со сварщиком, рекомендуется пользоваться защитными очками со стеклами марки СС-14 со светофильтрами П-1800.
1.14. Спецодежда должна быть удобной, не стеснять движения работника, не вызывать неприятных ощущений, защищать от искр и брызг расплавленного металла, свариваемого изделия, влаги, производственных загрязнений, механических повреждений, отвечать санитарно-гигиеническим требованиям и условиям труда.
1.15. Для защиты рук работники должны обеспечиваться рукавицами, рукавицами с крагами или перчатками, изготовленными из искростойкого материала с низкой электропроводностью.
1.16. При питании аппаратуры от единичных баллонов между баллонными редукторами и инструментом (горелкой) следует устанавливать предохранительное устройство.
1.17. При централизованном питании стационарных рабочих мест (постов) пользование горючими газами от газопровода разрешается только через предохранительное устройство для защиты газопровода от проникновения обратного удара пламени.
1.18. Запрещается использовать сжиженные газы при работах, выполняемых в подвальных помещениях.
1.19. При производстве сварки, пайки, наплавки и резки в труднодоступных местах и замкнутых пространствах необходимо организовать контрольный пост для наблюдения за работающими.
1.20. При работе в замкнутых пространствах запрещается:
применять аппаратуру, работающую на жидком горючем;
оставлять без присмотра горелки и рукава во время перерыва или после окончания работы;
производить сварку сосудов, находящихся под давлением или содержащих взрывчатые или токсичные вещества.
1.21. Выполнение ручных газопламенных работ должно производиться на расстоянии не менее 10 м от переносных генераторов, 1,5 м — от газопроводов, 3 м — от газоразборных постов. Указанные расстояния относятся к случаям, когда пламя и искры направлены в сторону, противоположную источникам питания газами. В случае направления пламени и искры в сторону источников питания газами должны быть приняты меры по их защите от искр или воздействия тепла пламени путем установки металлических ширм.
Указанные расстояния относятся к случаям, когда пламя и искры направлены в сторону, противоположную источникам питания газами. В случае направления пламени и искры в сторону источников питания газами должны быть приняты меры по их защите от искр или воздействия тепла пламени путем установки металлических ширм.
1.22. При пайке в замкнутых пространствах запрещается использовать припои, содержащие кадмий.
1.23. При газовой сварке вблизи токоведущих устройств места работы должны быть огорожены щитами, исключающими случайное прикосновение к токоведущим частям баллона и рукавов. На ограждениях должны быть сделаны надписи, предупреждающие об опасности.
1.24. Металл, поступающий на сварку, должен быть очищен от краски (особенно на свинцовой основе), масла, окалины, грязи для предотвращения разбрызгивания металла и загрязнения воздуха испарением и газами.
При сварке окрашенного, загрунтованного металла его необходимо очистить по линии шва. Ширина очищаемой от краски полосы должна быть не менее 100 мм (по 50 мм на каждую сторону).
Применение для этой цели газового пламени запрещается.
1.25. Персонал должен уметь оказывать первую помощь при острых отравлениях, ожогах кожи и слизистых оболочек, поражениях электрическим током. При проведении работ по газовой сварке в специально отведенном месте должны находиться средства для оказания первой медицинской помощи: стерильный перевязочный материал, кровоостанавливающий жгут, лейкопластырь, бинты, настойка йода, нашатырный спирт, спринцовка для промывания, мазь от ожогов.
1.26. Работники несут ответственность за нарушение требований настоящей инструкции в соответствии с действующим законодательством.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Осмотреть, привести в порядок и надеть спецодежду и спецобувь.
2.2. Проверить исправность и комплектность СИЗ.
2.3. Осмотреть рабочее место, убрать с него все, что может мешать работе, освободить проходы и не загромождать их.
2.4. Приготовить мыльный раствор для проверки герметичности соединений аппаратуры.
2.5. Проверить исправность рукавов, инструмента присоединений, манометров, редукторов, наличие подсоса в аппаратуре.
Неисправную аппаратуру заменить на исправную, тщательно прочистить мундштуки, проверить крепления баллонов с газом.
2.6. Проверить состояние водяного предохранительного затвора, в случае необходимости долить воду в затвор до контрольного уровня.
2.7. Проверить герметичность всех разъемных и паяных соединений аппаратуры.
2.8. Осмотреть первичные средства пожаротушения и убедиться в их исправности.
2.9. Проверить включение вентиляции.
2.10. Проверить исправность освещения.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Работы по газовой сварке следует выполнять только в спецодежде и с применением СИЗ.
3.2. Перед началом работы необходимо проверить:
герметичность и прочность присоединения газовых рукавов к горелке и редукторам;
герметичность всех соединений в затворе и герметичность присоединения рукава к затвору;
правильность подводки кислорода и горючего газа к горелке.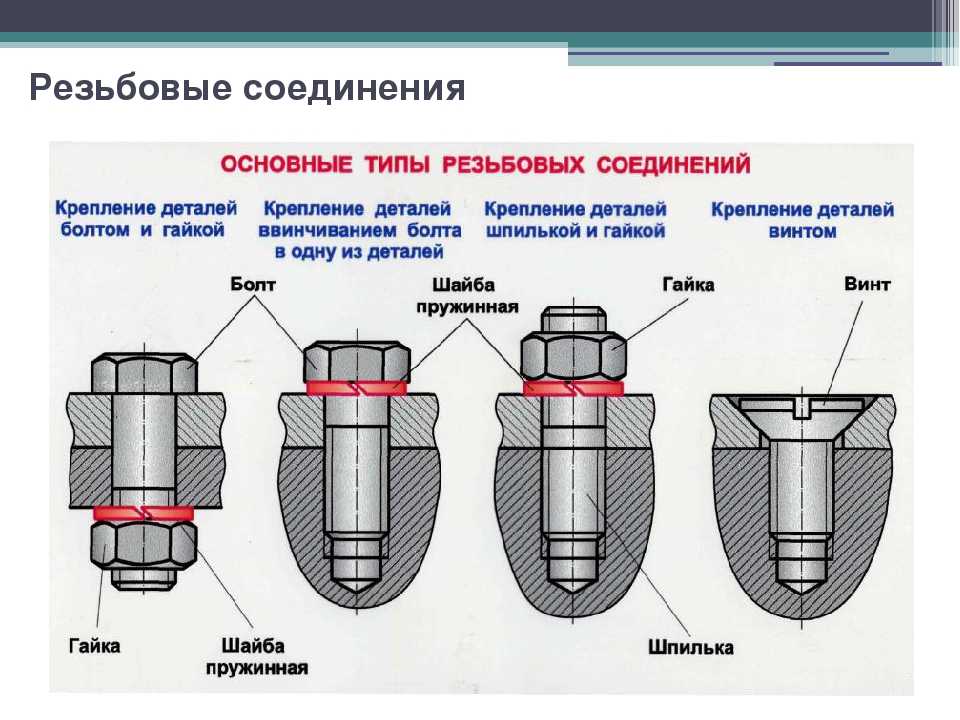
3.3. После снятия колпака и заглушки с баллонов необходимо проверить исправность резьбы штуцера и вентиля и убедиться в отсутствии на штуцере кислородного баллона видимых следов масла и жиров.
3.4. Перед присоединением редуктора к кислородному баллону необходимо:
осмотреть входной штуцер и накидную гайку редуктора и убедиться в исправности резьбы, в отсутствии следов масел и жира, а также в наличии и исправности уплотняющей прокладки и фильтра на входном штуцере редуктора;
произвести продувку штуцера баллона плавным открыванием вентиля для удаления посторонних частиц; при этом необходимо стоять в стороне от направления струи газа.
3.5. Присоединение кислородного редуктора к баллону необходимо производить специальным ключом. Не допускается подтягивание накидной гайки редуктора при открытом вентиле баллона.
3.6. Открытие вентиля ацетиленового баллона должно производиться специальным торцевым ключом из неискрящего материала. В процессе работы этот ключ должен все время находиться на шпинделе вентиля. Не допускается для этой цели использовать обычные самодельные ключи.
Не допускается для этой цели использовать обычные самодельные ключи.
3.7. Горелки следует эксплуатировать при соблюдении следующих мер безопасности:
при зажигании горючей смеси на горелке следует первым открыть вентиль кислорода, затем вентиль горючего газа и поджечь горючую смесь; перекрытие газов производить в обратном порядке;
процесс сварки следует прекратить при невозможности регулировки состава пламени по горючему газу, при нагреве горелки и после обратного удара пламени.
3.8. До подсоединения редуктора к вентилю баллона необходимо проверить:
наличие пломб или других отметок (краской) на предохранительном клапане, свидетельствующих о том, что заводская (или после ремонта) регулировка не нарушена;
исправность манометра и срок его проверки;
состояние резьбы штуцеров;
отсутствие масла и жира на поверхности прокладок и присоединительных узлов кислородных редукторов;
наличие прокладок на входном штуцере редуктора, а в ацетиленовых — наличие прокладки в вентиле;
наличие фильтров во входных штуцерах.
3.9. Рукава должны применяться в соответствии с их назначением. Не допускается использование кислородных рукавов для подачи ацетилена и наоборот.
3.10. При использовании ручной аппаратуры запрещается присоединение к рукавам вилок, тройников и т.д. для питания нескольких горелок.
3.11. Длина рукавов для газовой сварки, пайки и наплавки, как правило, не должна превышать 30 м.
В монтажных условиях допускается применение рукавов длиной до 40 м.
3.12. Закрепление рукавов на присоединительных ниппелях аппаратуры должно быть надежным; для этой цели должны применяться специальные хомутики. Допускается обвязывать рукава мягкой отожженной (вязальной) проволокой не менее чем в двух местах по длине ниппеля. Места присоединения рукавов должны тщательно проверяться на плотность перед началом и во время работы.
3.13. Газосварщикам запрещается производить ремонт горелок и резаков и другой аппаратуры на своем рабочем месте.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4. 1. Запрещается работать с горелкой, у которой отсутствует разрежение. При отсутствии или недостаточном подсосе необходимо подтянуть накидную гайку, прочистить и продуть сопло инжектора, мундштука и смесительную камеру или отвернуть инжектор на полоборота.
1. Запрещается работать с горелкой, у которой отсутствует разрежение. При отсутствии или недостаточном подсосе необходимо подтянуть накидную гайку, прочистить и продуть сопло инжектора, мундштука и смесительную камеру или отвернуть инжектор на полоборота.
4.2. В случае утечки горючего газа работы с огнем должны быть немедленно прекращены. Возобновление работы возможно только после устранения утечки и проверки на газонепроницаемость и вентилирование помещения.
4.3. При пропуске газа через сальниковые гайки вентилей следует заменить резиновые кольца и смазать их.
4.4. Если происходит истечение газа при закрытых усилием руки вентилях, горелку следует сдать в ремонт (негерметичность уплотнения отверстия в корпусе горелки).
4.5. При отсутствии уплотнения инжектора или налипших брызгах при регулировке мощности и состава пламени или при его гашении происходят хлопки. Необходимо прочистить инжектор и мелкой наждачной шкуркой снять заусенцы и налипший металл с внутренней и наружной поверхности мундштука.
4.6. При возникновении обратного удара пламени необходимо немедленно закрыть вентили: сначала горючего газа, затем кислородный на горелке, вентиль баллона и защитного затвора.
4.7. После каждого обратного удара следует охладить горелку в чистой воде до температуры окружающего воздуха, проверить предохранительное устройство, рукава, продуть их, а при необходимости заменить.
4.8. Охладить корпус сухого затвора, если он разогрелся.
4.9. После обратного удара необходимо подтянуть мундштук и накидную гайку; очистить мундштук от нагара и брызг.
4.10. При несчастном случае следует немедленно прекратить работы, известить об этом администрацию и обратиться за медицинской помощью.
4.11. В случае возникновения пожара (взрыв баллона, обратный удар и т.п.) следует вызвать пожарную команду, сообщить руководителю работ и принять меры по ликвидации очага загорания.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. После прекращения работы необходимо закрыть вентили всех баллонов, выпустить газы из всех коммуникаций и освободить нажимные пружины всех редукторов; в конце рабочего дня отключить баллоны от коммуникаций, ведущих внутрь помещений, а с баллонов, используемых на открытом воздухе, снять всю аппаратуру.
5.2. Отсоединить рукава и сдать их вместе с горелками в кладовую.
5.3. Произвести уборку рабочего места.
5.4. Снять и привести в порядок спецодежду и СИЗ.
5.5. Вымыть лицо и руки с мылом или принять душ.
5.6. Доложить мастеру об окончании работы и покинуть свое рабочее место только с его разрешения.
особенности конструкции и ее применение
Оглавление
- Все о резьбовых шпильках и их эксплуатации.
- Особенности конструкции и применения резьбовых шпилек
- Конструкция
- Размеры
- Применение
- Виды резьбовых шпилек
- Шпильки для деталей с гладкими отверстиями
- Шпильки с ввинчиваемым концом
- Фланцевые шпильки
- Приварные шпильки
- Закладная шпилька
- Анкерная шпилька
- Материалы изготовления
- Повышение уровня прочности резьбовых шпилек
- Защита и повышение уровня износостойкости резьбовых шпилек
- Трубопроводы
- Уличные объекты
- Химическая промышленность
- Заключение
На любых строительных объектах применяются десятки видов крепежа, в том числе резьбовые шпильки. Это высокопрочное соединение, позволяющее стянуть две детали, и не требующее наружной фиксации с одной из сторон. Существует несколько видов шпилек, отличающихся по конструкции, размеру и форме. Каждый элемент имеет строгую регламентацию по изготовлению, утвержденную Государственным стандартом. В этой статье мы рассмотрим основные виды крепежа, а также разберемся, какие шпильки следует использовать в той или иной ситуации.
Это высокопрочное соединение, позволяющее стянуть две детали, и не требующее наружной фиксации с одной из сторон. Существует несколько видов шпилек, отличающихся по конструкции, размеру и форме. Каждый элемент имеет строгую регламентацию по изготовлению, утвержденную Государственным стандартом. В этой статье мы рассмотрим основные виды крепежа, а также разберемся, какие шпильки следует использовать в той или иной ситуации.
Особенности конструкции и применения резьбовых шпилек
По сути, шпилька – это металлический пруток с резьбой по всей длине или его части. Конструкция позволяет скреплять модули, и не имеет оголовка на конце, то есть ее можно вкручивать в имеющуюся на детали резьбу, или пропускать сквозь конструкцию, производя стяжку, накручивая гайку с одной или двух сторон шпильки. Применяются крепежи во всех сферах строительства и машиностроения, чем и обусловлено широкое разнообразие такого, казалось бы, простого элемента.
Конструкция
Шпилька – это обобщенное название крепежа, имеющего характерные особенности, такие как отсутствие оголовка на конце, а также обязательное наличие резьбы. Сама резьбы при этом может быть нанесена как на всю поверхность модуля, так и на его отдельную часть. Кроме того, отличается размер конструкции и диаметр резьбы. Исходя из этого, несложно понять, что разнообразие шпилек очень большое, и не существует единого норматива, по которому необходимо изготавливать шпильки. Для каждой модели есть свой стандарт, строго прописывающий особенности конструкции.
Сама резьбы при этом может быть нанесена как на всю поверхность модуля, так и на его отдельную часть. Кроме того, отличается размер конструкции и диаметр резьбы. Исходя из этого, несложно понять, что разнообразие шпилек очень большое, и не существует единого норматива, по которому необходимо изготавливать шпильки. Для каждой модели есть свой стандарт, строго прописывающий особенности конструкции.
Важно! Для каждого типа шпильки существует два ГОСТа, различающихся по классу точности исполнения. Класс А – это шпильки с высоким классом точности, а Б – это крепеж с допустимыми погрешностями.
Каждый тип конструкции мы подробно рассмотрим ниже, но с самого начала необходимо понимать, что несмотря на простоту изделия, это крепеж, берущий на себя высокую нагрузку, и изготовление шпилек на заказ подразумевает, что они будут строго соответствовать нормам, как по размеру, так и по используемым при производстве материалам.
Размеры
Размер шпилек подбирается в зависимости от технических требований возводимого объекта. Государственные стандарты устанавливают диаметральный диапазон крепежа в пределах от 6 до 48 миллиметров. При этом длина самой шпильки и ее резьбы не регламентируются, и они могут быть изготовлены согласно требованиям заказчика, то есть инженера, ответственного за строительный объект.
Государственные стандарты устанавливают диаметральный диапазон крепежа в пределах от 6 до 48 миллиметров. При этом длина самой шпильки и ее резьбы не регламентируются, и они могут быть изготовлены согласно требованиям заказчика, то есть инженера, ответственного за строительный объект.
Применение
Сфера применения резьбовых шпилек обширна, и не ограничивается строительством. Например, этот крепеж также применяется в машиностроении и при установке крупногабаритных станков. Для крепления станка к поверхности, в постамент на этапе заливки устанавливают специальные фундаментные шпильки, имеющие некоторые особенности конструкции.
В машиностроении чаще применяются шпильки с ввинчиваемым наконечником. Они же, но, как правило, большего размера и диаметра применяются в строительстве. Особенность таких шпилек заключается в том, что один из наконечников, самостоятельно ввинчивается в основание, а прикрепляемый объект уже притягивается гайкой.
Также шпильки используют при монтаже трубопроводов и вентиляционных систем. Здесь используются фланцевые соединения. Их конструкция практически не отличается от шпилек с ввинчиваемым наконечником, за исключением одного нюанса, который мы подробно рассмотрим ниже.
Здесь используются фланцевые соединения. Их конструкция практически не отличается от шпилек с ввинчиваемым наконечником, за исключением одного нюанса, который мы подробно рассмотрим ниже.
Виды резьбовых шпилек
Так как резьбовая шпилька – это не единичное изделие, и в зависимости от поставленной задачи и типа различается много вариантов этого крепежа, единого ГОСТа не существует. Требования к разным элементам также отличаются, поэтому каждый тип шпильки необходимо рассмотреть более подробно, с учетом особенностей конструкции и прочих технических нюансов.
И перед тем, как перейти к подробному описанию, необходимо сделать уточнение, что в большинстве типов шпилек используется два стандарта:
- С диаметром гладкой части равным диаметру резьбового соединения;
- И диаметром гладкой части, меньшего размера по отношению к резьбовому соединению.
Использование типа конструкции обуславливается особенностью возводимого объекта или конкретными требованиями к метизу.
Шпильки для деталей с гладкими отверстиями
В ситуациях, когда необходимо соединить два модуля, не имеющих собственной резьбы, используются шпильки для деталей с гладкими отверстиями. Их конструкция и размер регламентируются ГОСТом 22042-76. Согласно этому документу, метиз изготавливается в диаметральном диапазоне от 2 до 48 миллиметров. При этом размер самой шпильки напрямую зависит от ее диаметра. Нормы производства указаны в таблице:
Рассмотрим для примера 100 миллиметровую шпильку. Ее размер указан в крайнем левом столбце.
Важно! В таблице, в верхней строке указаны диаметры резьбовой части. Если размер помещен в скобки, такое значение считается нежелательным в производстве, но не запрещено стандартом.
Видим, что максимальный диаметр метиза с такой длиной – 18 миллиметров, а минимальный три. При длине шпильки 100, и диаметре 18, то есть наиболее крупный размер, длина резьбового наконечника должна составлять 42 миллиметра. В сумме это дает 84, то есть гладкая часть метиза посередине остается всего 16 миллиметров.
В сумме это дает 84, то есть гладкая часть метиза посередине остается всего 16 миллиметров.
Следует отметить, что шпильки таких размеров редко применяются в крупном строительстве, для таких объектов также имеется свой норматив:
В первой таблице есть ступенчатые колонки. Они означают, что при таком соотношении длины к диаметру, используется накатка резьбы по всей длине метиза. Также подобная накатка может производиться на любой шпильке по желанию заказчика. Стандарт это допускает.
По сути, главная и единственная особенность шпилек для соединения деталей с гладкими отверстиями заключается в том, что на концах метиза имеются одинаковые по длине резьбовые соединения. Если их размер отличается, это уже совершенно другой тип конструкции.
Шпильки с ввинчиваемым концом
Шпильки с ввинчиваемым концом представляют собой метиз, на концах которого имеется резьба, но в отличие от предыдущей модели, здесь она может отличаться как по длине, так и по диаметру, а также шагу. Эти шпильки применяются в условиях, когда у одной детали есть собственное резьбовое соединение, то есть их применение допустимо только в случаях, когда одна из деталей изготовлена из металла.
Эти шпильки применяются в условиях, когда у одной детали есть собственное резьбовое соединение, то есть их применение допустимо только в случаях, когда одна из деталей изготовлена из металла.
При этом, в зависимости от металла, применяются разные шпильки, и их конструкция строго регламентируется. Существует несколько стандартов (в скобках указан номер ГОСТа):
- Шпильки для деталей из легких сплавов (22038-36 – 22040-76). Здесь два стандарта, различие между которыми заключается в допустимости к использованию метизов в стальных деталях и деталях из бронзы.
- Шпильки, ввинчиваемые в детали из серого или ковкого чугуна (22034-76 – 22036-76). Метизы, изготовленные по этим стандартам допускается вкручивать в изделие из стали и бронзы, а различие между гостами касается длины наконечников.
- Шпильки, вкручиваемые в стальные, бронзовые, латунные изделия, а также в детали изготовленные на основе титановых сплавов (22032-76).
Каждый ГОСТ имеет собственную расчетную таблицу, показывающую максимально и минимально допустимый размер резьбовой части метиза при его диаметре и общей длине. Длина резьбовых наконечников отличается, но имеет прямую зависимость от ввинчиваемой части. Проще говоря, если диаметр ввинчиваемого наконечника составляет 20 миллиметров, то использование второго окончания диаметром, скажем, 3 миллиметра не допустимо. Подробнее о допусках и особенностях соотношения можно почитать в ГОСТах. Описывать все нюансы таких шпилек здесь не имеет смысла, так как каждый стандарт имеет свои нюансы и подробные расчеты.
Длина резьбовых наконечников отличается, но имеет прямую зависимость от ввинчиваемой части. Проще говоря, если диаметр ввинчиваемого наконечника составляет 20 миллиметров, то использование второго окончания диаметром, скажем, 3 миллиметра не допустимо. Подробнее о допусках и особенностях соотношения можно почитать в ГОСТах. Описывать все нюансы таких шпилек здесь не имеет смысла, так как каждый стандарт имеет свои нюансы и подробные расчеты.
Фланцевые шпильки
Фланцевые шпильки предназначены для соединения паровых, газовых и турбинных трубопроводов с эксплуатационными нормами от 0 до 650 градусов. Их размер и конструкция детально описаны в ГОСТ 9066-75, где различают пять типов метизов:
- Шпилька с одинаковым диаметром резьбы и гладкой части. Подробно эти метизы мы рассматривали как соединения для деталей с гладкими отверстиями.
- Шпилька, где диаметр резьбовых наконечников больше диаметра гладкой части.
- Шпилька с четырехгранным выступом и осевым отверстием по всей длине.
- Шпилька с отверстием по всей длине и цилиндрическим выступом.
- Шпилька с осевым отверстием по длине метиза и диаметрам резьбы, большим диаметра гладкой части.

Каждый метиз имеет собственную таблицу допуска, которую можно изучить в тексте ГОСТа, так как приводить их здесь не имеет смысла.
Важно! Шпильки 4 и 5 типов предназначены для затягивания в разогретом виде. Метизы с 1 по 3 монтируются на холодную.
Ключевая особенность фланцевых шпилек заключается в их использовании на объектах с повышенным температурным режимом. Все перечисленные типы предназначены для соединения трубопроводов, нагревающихся до температуры до 650 градусов. При этом стандартизация самих шпилек не имеет отношения к фланцам. У них свои нормативы и требования. По сути, конструкция фланцевых моделей не отличается от обычных шпилек, но требования к их изготовлению более высокие.
Приварные шпильки
Данный тип шпильки используется в ситуациях, когда есть возможность соединить метиз с основанием путем сварки, то есть деталь, к которой крепится шпилька, изготовлена из металла. Конструкцию метиза описывает ГОСТ Р 55738-2013, в котором на начальном этапе разделяют три вида изделий по методу приваривания:
Конструкцию метиза описывает ГОСТ Р 55738-2013, в котором на начальном этапе разделяют три вида изделий по методу приваривания:
- Сварка в газовой, защищенной среде или с использованием специального керамического кольца.
- Дуговая сварка с размыканием цепи.
- Сварка с плавлением наконечника, то есть контактная.
В первом варианте допускается использование шпилек с наружной и внутренней резьбой, без резьбы, а также шпилек-опор. Маркируются они двумя латинскими буквами, где вторая буква D. Дуговая сварка с размыканием цепи маркируется литерой S, и допускается использование шпилек с наружной и внутренней резьбой, а также без нее. Третий метод позволяет использовать метизы из второй категории, а маркируются шпильки латинской буквой Т. ГОСТ подробный и описывает все типы сварки при использовании различных шпилек, поэтому приводить его полностью мы не будем.
Закладная шпилька
Этот метиз используется для фиксации деталей к бетонным и монолитными основаниям. Резьбовая шпилька имеет изогнутую или прямую форму, и чаще всего устанавливается в монолит на этапе его изготовления. Неправильна форма конструкции позволяет более плотно зафиксировался в основании, и исключает вероятность схождения метиза с посадочного места.
Резьбовая шпилька имеет изогнутую или прямую форму, и чаще всего устанавливается в монолит на этапе его изготовления. Неправильна форма конструкции позволяет более плотно зафиксировался в основании, и исключает вероятность схождения метиза с посадочного места.
Размер и форма фундаментных или закладных шпилек регламентируется стандартом под номером 24379.1-2012, где их именуют фундаментными болтами. Формы, размеры, а также типы таких конструкций мы рассматривать не будем, так как на нашем сайте есть отдельная статья, посвященная этой теме. Отметим лишь, что монтаж таких шпилек возможен как на этапе производства монолита, так и в готовый бетонный блок. К каждому типу крепежа стандарт предъявляет свои требования, подробно описанные в его тексте.
Анкерная шпилька
Анкер – самостоятельный метиз, позволяющий произвести крепеж к монолитному блоку после этапа его производства. Так как в бетоне невозможно нарезать резьбу, применяется анкер, где одной из главных деталей является шпилька. Здесь это центральный элемент, на который накручивается гайка. Шпилька располагается в кожухе, разжимаемом каплевидным окончанием шпильки.
Здесь это центральный элемент, на который накручивается гайка. Шпилька располагается в кожухе, разжимаемом каплевидным окончанием шпильки.
По сути, анкерная шпилька – это элемент с полной резьбой по всей поверхности и крупным окончанием. Как отдельный элемент она не используется, но упоминать ее необходимо.
Материалы изготовления
Государственный стандарт регламентирует не только конструкцию и размер шпильки, но марку стали, из которой она изготавливается. В зависимости от типа метиза и его назначения, используемые стали отличаются, но в большинстве случаев применяются одни и те же марки. Например, для изготовления шпилек с ввинчиваемым концом или для деталей с гладкими отверстиями применяются марки:
- Ст. 20Х13;
- Ст. 14Х17Н2;
- Ст. 12Х18Н10Т;
- Ст. 30ХМА;
- Ст. 25Х1МФ;
- Ст. 20ХН3А и т.д.
Это касается метизов, используемых при вкручивании в легкие сплавы, а также в чугун и сплавы на основные бронзы. Шпильки для стальных деталей и титановых сплавов изготавливаются также из марки ст.09Г2С. В случае с фланцевыми шпильками необходимо уделить повышенное внимание качеству стали и использовать для изготовления: Ст. 35, Ст. 40Х, Ст. 09Г2С и т.д.
Шпильки для стальных деталей и титановых сплавов изготавливаются также из марки ст.09Г2С. В случае с фланцевыми шпильками необходимо уделить повышенное внимание качеству стали и использовать для изготовления: Ст. 35, Ст. 40Х, Ст. 09Г2С и т.д.
Повышение уровня прочности резьбовых шпилек
Понятие высокопрочная шпилька не описывается в государственном стандарте и является условным. Зато, ГОСТ четко определяет марки сталей и делит их по классу прочности. Высокопрочными метизами принято считать изделия с классом от 8 и выше. Для их изготовления применяют углеродистые, легированные и нержавеющие марки.
По техническим характеристикам такие шпильки имеют ряд особенностей:
- Повышенная устойчивость к перепадам температуры;
- Устойчивость к экстремальным температурам;
- Устойчивость к химическому воздействию;
- Повышенная прочность на излом и разрыв;
- Устойчивость к физической деформации.
Достижение таких результатов прочности достигается применением альтернативных марок сталей. В случае с легированными марками применяются:
В случае с легированными марками применяются:
- 35Х,
- 40Х,
- 45Х,
- 35ХГСА,
- 14Х17Н2,
- 20х13,
- 20хн3а.
Углеродистая сталь – 10, 20 и 35 марки, а также нержавейка 12Х18Н9Т и 12Х18Н10Т.
В качестве меры по повышению прочности метиза применяется его закалка, то есть обработка высокими температурами с последующим резким остыванием. Это делает шпильку более прочной на разрыв и излом, но и одновременно более хрупкой, так как пропадает запас допустимой деформации.
Защита и повышение уровня износостойкости резьбовых шпилек
Резьбовые шпильки часто эксплуатируются в агрессивной среде, и так как изготавливаются они из металла, если не рассматривать высокопрочные метизы, то естественно, что рано или поздно они начинают подвергаться коррозии. Наиболее распространенный способ защиты – цинкование, когда на поверхность изделия гальваническим методом наносится слой цинка, не подверженного воздействию природных факторов.
Важно! Нанесение на поверхность шпильки защитной краски, даже полимерной, не имеет смысла, так как при накручивании на резьбу гайки она будет полностью или частично уничтожена, что сведет к минимуму ее защитные качества.
Для нанесения цинкового слоя используется метод гальваники, и он является наиболее прочным и долговечным. При воздействии на металл электрического тока, атомы защитного покрытия проникают в саму структуру метиза, то есть покрытие становится не поверхностным, а глубоким. Такие шпильки можно использовать с агрессивной среде, и вариантов их применения довольно много.
Трубопроводы
С помощью резьбовых шпилек производят фланцевые соединения трубопроводов, находящихся на улице или подвергающихся воздействию природы. Например, в уличных магистральных сетях. Также они используются на объектах с высоким температурным режимом. В ГОСТ есть отдельный раздел, описывающий высокопрочные шпильки, способные работать и не терять своих качеств даже при нагреве до 650 градусов. Для менее агрессивных условий, то есть при нагреве до 300 градусов включительно, используются обычные шпильки с защитным слоем.
Для менее агрессивных условий, то есть при нагреве до 300 градусов включительно, используются обычные шпильки с защитным слоем.
Уличные объекты
Вариантов использования шпилек на улице много, и один из них – это установка рекламных билбордов. Здесь используются закладные модели, монтируемые в бетонное основание непосредственно на этапе его заливки. К этим шпилькам крепится станина рекламного щита, и несложно догадаться, что на такой крепеж будет постоянно оказываться негативное воздействие влаги и осадков, а в Москве и других крупных городах, еще и химических реагентов. Конкретных рекомендаций к таким объектам нет, однако, если необходимо сделать прочное и долговечное крепление, имеет смысл установить именно шпильки с защитным покрытием, цена на которые выше, но приложат они гораздо дольше и не потребуют замены, неизбежно влекущей за собой полный демонтаж бетонной конструкции.
Химическая промышленность
Оснащение химических производств имеет свой регламент и требования к крепежным изделиям. Описывать его не имеет смысла, но из-за постоянного воздействия агрессивных сред на метизы, здесь используют исключительно защищенные шпильки с покрытием. Причем в ряде случаев это покрытие может быть не цинковым, а, например, хромовым или медным. Все зависит от конкретных требований объекта.
Описывать его не имеет смысла, но из-за постоянного воздействия агрессивных сред на метизы, здесь используют исключительно защищенные шпильки с покрытием. Причем в ряде случаев это покрытие может быть не цинковым, а, например, хромовым или медным. Все зависит от конкретных требований объекта.
Заключение
Сегодня, любой строительный магазин предлагает огромный ассортимент шпилек, и если мы говорим о частном строительстве небольшого объекта, то делать их на заказ не имеет смысла. Подобрать подходящий по размеру метиз труда не составит, чего не скажешь о более сложных моделях, например, с нестандартными размерами или изготовленные со специальным защитным покрытием. Здесь уже не обойтись без индивидуального заказа. К счастью и с этим проблем нет никаких.
Вернуться обратно
ОПУБЛИКОВАТЬ В СОЦ.СЕТЯХ
Как замаскировать привариваемые гайки перед нанесением покрытия
Toggle Nav
Поиск
- сравнить продукты
Меню
Счет
- По Ли Лехнер
- 27 февраля 2019 г.

Поддержание чистоты резьбы приварной гайки жизненно важно, когда она подвергается воздействию сварочных брызг от дуговой сварки или собирается пройти процессы порошковой окраски, электроосаждения, влажной окраски, гальванического покрытия или анодирования металла.
Маскировка особенно важна, так как повторное касание требуется значительно больше времени для выполнения, метчики имеют более высокую стоимость при их замене, повторяемость может привести к стрессовым травмам, и, что наиболее важно, повторное метчик может повредить резьбу .
Высокотемпературные маскирующие заглушки были разработаны для повышения эффективности вашей линии нанесения покрытий, улучшения качества и устранения необходимости повторного нарезания резьбы.
Нажимная заглушка лучше всего подходит для глухих отверстий под приварные гайки , а заглушка лучше всего подходит для гайки приварные со сквозными отверстиями . Независимо от того, маскируете ли вы глухое отверстие под приварную гайку или сквозное отверстие, создание плотного прилегания к ведущей резьбе чрезвычайно важно для обеспечения чистоты всей резьбы.
Независимо от того, маскируете ли вы глухое отверстие под приварную гайку или сквозное отверстие, создание плотного прилегания к ведущей резьбе чрезвычайно важно для обеспечения чистоты всей резьбы.
Маскировка сквозных отверстий под приварную гайку
Для маскировки сквозных отверстий под приварную гайку, скорее всего, потребуется использование заглушки . Эти типы заглушек имеют большую длину и предназначены для герметизации краски с обеих сторон отверстия. Ниже приведен наш список заглушек, специально разработанных для приварных гаек, которые мы рекомендуем для вашего процесса нанесения покрытия:
Заглушки для приварных гаек, разработанные для метрических приварных гаек
Заглушки для приварных гаек были разработаны и спроектированы для одновременной маскировки входной и выходной резьбы на обычных метрических резьбах, не беспокоясь о том, что заглушка может вылететь.
Стяжные заглушки с приварной гайкой (с двойной фаской)
Стяжные заглушки с двойной фаской под приварную гайку были разработаны и сконструированы для одновременной маскировки передней и выходной резьб на обычных метрических резьбах.
Эти заглушки также маскируют большую часть скошенных участков. Когда дело доходит до выбора между этой заглушкой и заглушкой с приварной гайкой (см. выше), обычно все сводится к предпочтениям. Однако их немного сложнее установить и удалить.
Заглушки для ведущего вывода
Еще одна отличная альтернатива для маскировки передней и выходной резьбы приварной гайки — заглушка для ведущего вывода. Опять же, эти заглушки очень похожи на заглушки Weld Nut Pull. Специалисты по нанесению покрытий на металл обычно выбирают тот, который им больше всего нравится, после того, как они протестировали оба.
Заглушки для снятия фаски
Заглушки для снятия фаски маскируют ведущую фаску и резьбу и намного проще в установке по сравнению с другими заглушками, упомянутыми выше.
Расширенный совет
Если порошковая краска, нанесенная на заглушки , отслаивается на резьбе приварной гайки в процессе снятия, вы можете рассмотреть возможность использования нестандартной версии, в которой используется Красный силиконовый оксид железа , а не стандартный силикон. Оксид железа заставляет порошковую краску прилипать к пробке, снижая риск отслаивания. Минусы использования красного силикона на основе оксида железа заключаются в том, что он не может быть закодирован цветом, и это затрудняет очистку заглушек.
Маскировка глухих отверстий под приварные гайки
Для маскирования глухих отверстий под приварные гайки потребуется нажимная заглушка.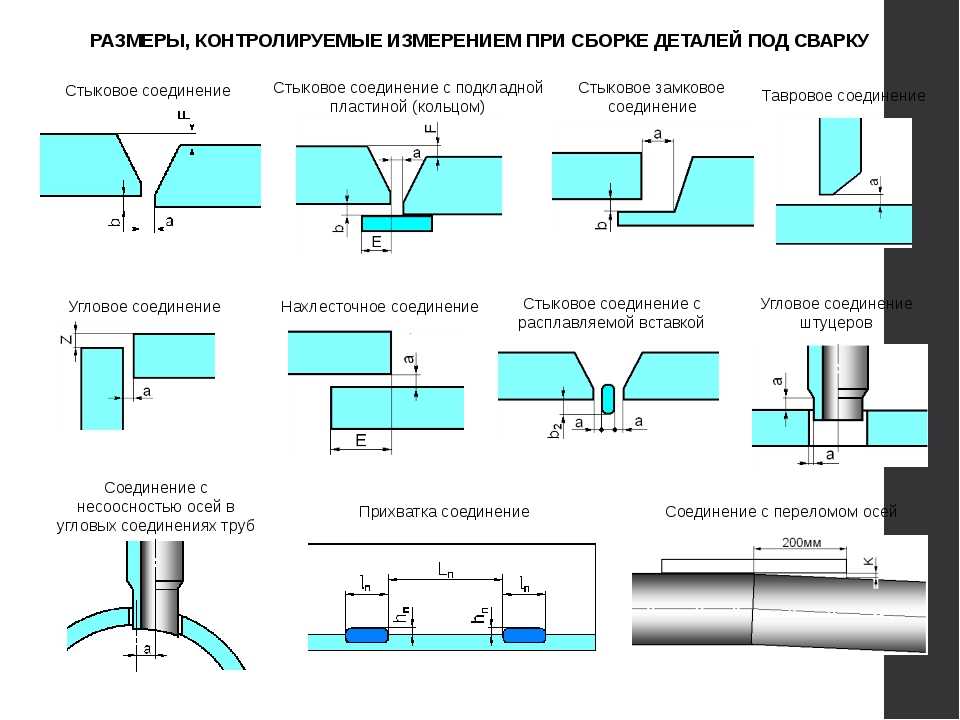 Нажимные заглушки предназначены для маскировки и герметизации передней резьбы обычных гаек с метрической резьбой. Доступные вилки различаются по конструкции, но в целом выполняют одну и ту же функцию. Это, как правило, сводится к личным предпочтениям. Ниже приведен список доступных заглушек:
Нажимные заглушки предназначены для маскировки и герметизации передней резьбы обычных гаек с метрической резьбой. Доступные вилки различаются по конструкции, но в целом выполняют одну и ту же функцию. Это, как правило, сводится к личным предпочтениям. Ниже приведен список доступных заглушек:
Силиконовые заглушки для передней резьбы
Силиконовые заглушки для передней резьбы идеально подходят для маскировки ведущих резьб, поскольку их легко установить и еще легче снять. Недостатки этой заглушки по сравнению со следующей опцией заключаются в том, что ее более длинная ручка может мешать потоку порошка при нанесении (что приводит к эффекту растекания), и иногда требуется небольшое скручивание, чтобы эффективно запечатать ведущую резьбу.
Запросите бесплатный комплект образцов заглушек для приварных гаек:
Силиконовые резьбовые заглушки
Силиконовые резьбовые заглушки также идеально подходят для маскировки передней резьбы приварной гайки. Их легче устанавливать, и они имеют более плотное уплотнение по сравнению с заглушками с бобышками с лидирующей резьбой. Недостаток этой заглушки в том, что они намного меньше, в результате чего с ними сложнее обращаться и их труднее снимать (особенно, если вы носите толстые перчатки).
Их легче устанавливать, и они имеют более плотное уплотнение по сравнению с заглушками с бобышками с лидирующей резьбой. Недостаток этой заглушки в том, что они намного меньше, в результате чего с ними сложнее обращаться и их труднее снимать (особенно, если вы носите толстые перчатки).
Силиконовые конические заглушки
Силиконовые конические заглушки — наиболее распространенные заглушки, используемые для маскировки резьбовых глухих отверстий. Они отлично работают, поскольку их коническая конструкция позволяет им создавать плотное уплотнение, предотвращая попадание любого покрытия на резьбу, и они даже могут работать с отверстиями нескольких разных размеров.
Недостатком их простой конструкции является то, что они не маскируют скошенную область, и их может быть трудно удалить из-за их размера.
Общие сведения о маскировке резьбовых отверстий
Если вы знаете основы маскировки резьбовых отверстий, у вас не возникнет проблем с поиском наилучшего способа маскировки приварной гайки. Это исчерпывающее руководство было посвящено исключительно лучшим вариантам маскировки приварных гаек, но есть и другие варианты. Чтобы узнать больше о других вариантах маскирования, ознакомьтесь с нашим блогом о том, как маскировать резьбовые отверстия.
Это исчерпывающее руководство было посвящено исключительно лучшим вариантам маскировки приварных гаек, но есть и другие варианты. Чтобы узнать больше о других вариантах маскирования, ознакомьтесь с нашим блогом о том, как маскировать резьбовые отверстия.
Заключение
Маскировка приварных гаек не является сложной задачей, все сводится к выбору лучшей заглушки. Если вы не уверены на 100%, с чем вам следует работать, пожалуйста, запросите образцы или свяжитесь с нами по любым вопросам, которые могут у вас возникнуть.
Похожие сообщения
Маскировка
Поделиться:
Опубликовано в Порошковая окраска и маскировка нитей
Категории
Последние сообщения
Изучите основы заедания резьбы и холодной сварки
Основы истирания резьбы
Гайки и болты являются наиболее важной частью проектирования и сборки машин. Без крепежа самые важные структуры нашей повседневной жизни рухнули бы. Поэтому качество и применение гаек и болтов имеют первостепенное значение. И все же, несмотря на наши достижения за эти годы, крепеж по-прежнему подвержен проблемам. Самая большая проблема для аппаратного обеспечения — заедание резьбы. Узнайте все об этой проблеме и о том, как ее решить.
Без крепежа самые важные структуры нашей повседневной жизни рухнули бы. Поэтому качество и применение гаек и болтов имеют первостепенное значение. И все же, несмотря на наши достижения за эти годы, крепеж по-прежнему подвержен проблемам. Самая большая проблема для аппаратного обеспечения — заедание резьбы. Узнайте все об этой проблеме и о том, как ее решить.
Что такое заедание резьбы?
Одной из наиболее распространенных проблем при установке крепежа является заедание резьбы (также известное как холодная сварка). Это когда болты скручиваются и резьба болта схватывается с резьбой гайки. В процессе затяжки между двумя поверхностями возникают давление и трение. В результате защитные оксиды разрушаются и, возможно, стираются. Высокие точки между ними соединяются вместе, вызывая увеличение сцепления. В тяжелых случаях заедание резьбы приводит к фактическому смерзанию резьбы, при этом при продолжении затягивания крепежный элемент может быть перекручен или его резьба может быть полностью сорвана.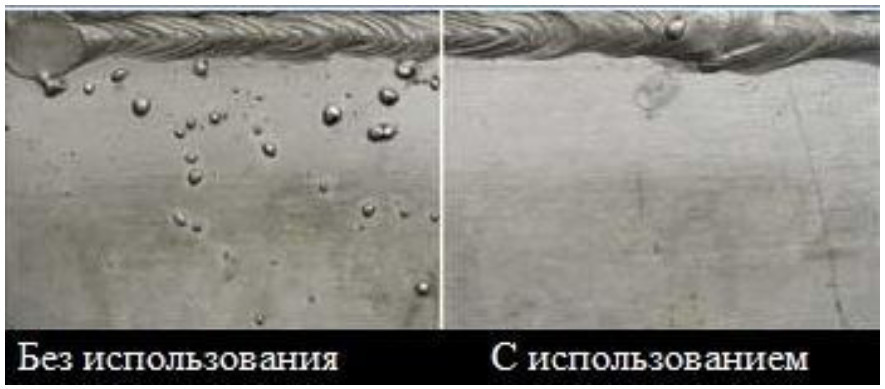 Если произошло заедание резьбы, снять крепежный элемент без разрезания или расщепления гайки практически невозможно.
Если произошло заедание резьбы, снять крепежный элемент без разрезания или расщепления гайки практически невозможно.
Превентивное действие
Очевидно, что истирание резьбы не является идеальным для такого важного вклада в конструкции, из которых состоят наши дома, мосты и гаражи. К счастью, есть несколько мер предосторожности, которые вы можете предпринять, чтобы предотвратить коррозию, истирание, заедание и зачистку болтов и фитингов во время разборки и повторной сборки.
Качество гаек и болтов
Без качественного крепежа ваши конструкции не только подвержены проблемам, но в результате могут создавать небезопасные условия для всех. Некачественные гайки и болты могут привести к целому ряду проблем, которые могут варьироваться от раздражения до угрозы безопасности. Некачественная фурнитура легче ломается, ржавеет и трескается. Кроме того, он быстрее изнашивается, что приводит к увеличению затрат из-за постоянной необходимости замены. Покупка высококачественного крепежа сэкономит время и деньги, как в краткосрочной, так и в долгосрочной перспективе.
Кроме того, обязательно выполняйте полную проверку качества перед установкой новых креплений. Оцените свои продукты, чтобы убедиться, что они чистые и неповрежденные. Дефекты и мусор могут увеличить вероятность заедания резьбы. Но с правильными высококачественными крепежными элементами вы можете обеспечить надежную и безопасную работу.
Смазка
Даже с лучшими продуктами вы все равно можете столкнуться с некоторыми проблемами. Гайки и болты испытывают постоянное трение, особенно в больших стальных конструкциях. Смазка внутренней и внешней резьбы может активно снизить вероятность заедания резьбы. Противозадирные составы могут обеспечить смазку, необходимую для уменьшения трения и продления срока службы вашего оборудования. Эти решения могут быть применены в момент сборки или предварительно применены для устранения проблем в будущем.
Однако имейте в виду, что смазка не является универсальной. Например, нержавеющая сталь является широко используемым материалом для конструкций, связанных с пищевыми продуктами, поэтому некоторые смазочные материалы могут быть вредными. Убедитесь, что выбрали пищевой состав для приложений, предполагающих случайный контакт с пищевыми продуктами. То же самое касается различных отраслей промышленности с особыми условиями, такими как морская среда или высокотемпературные ситуации. Персонализация поможет предотвратить проблемы и повысить эффективность.
Убедитесь, что выбрали пищевой состав для приложений, предполагающих случайный контакт с пищевыми продуктами. То же самое касается различных отраслей промышленности с особыми условиями, такими как морская среда или высокотемпературные ситуации. Персонализация поможет предотвратить проблемы и повысить эффективность.
Скорость установки
Тепло и трение обычно идут рука об руку. В результате температура играет огромную роль в возможности заедания резьбы. В качестве меры предосторожности постарайтесь замедлить установку гаек и болтов. Используйте ручные инструменты, потому что тепло, выделяемое электроинструментами, может увеличить ваши шансы на истирание. Сохранение прохлады за счет замедления процесса установки уменьшит, а иногда даже полностью решит проблему заедания резьбы.
Совместимость
В строительстве бесчисленное количество компонентов работает вместе, поэтому, если хотя бы один элемент неисправен, целостность конструкции находится под угрозой. Заедание резьбы чаще всего встречается у крепежных изделий из нержавеющей стали, алюминия, титана и других сплавов. Эти материалы образуют оксидную пленку на поверхности для защиты от коррозии. Однако во время установки или использования эта поверхность может изнашиваться, в результате чего материалы непосредственно соприкасаются друг с другом и вызывают заедание резьбы, вызванное трением.
Эти материалы образуют оксидную пленку на поверхности для защиты от коррозии. Однако во время установки или использования эта поверхность может изнашиваться, в результате чего материалы непосредственно соприкасаются друг с другом и вызывают заедание резьбы, вызванное трением.
Обязательно учитывайте тип материала, используемого для ваших структурных проектов. Например, вы можете рассмотреть возможность использования другой марки нержавеющей стали для ваших гаек и болтов, если та же самая не увенчалась успехом. Найдите специальные резьбовые гайки и болты нужного размера, отделки и класса, чтобы обеспечить совместимость и эффективность.
Крепежные изделия из нержавеющей стали, такие как гайки и болты, подвержены заеданию резьбы. Однако, приняв необходимые меры предосторожности и приняв меры, вы сможете предотвратить возникновение проблем и избежать дальнейших проблем, затрат и трудозатрат в будущем.
Источники:
www.pencomsf.com/wp-content/uploads/2012/08/galling_stainless_steel_fasteners. pdf — Welding Technology Welding Technology
pdf — Welding Technology Welding Technology
| При правильном использовании средства индивидуальной защиты (СИЗ) значительно снижают риск травм и сводят к минимуму воздействие токсинов. СИЗ требуются в сварочной лаборатории Laney College. Если вы не используете утвержденные средства индивидуальной защиты, вас не допустят в лабораторию. Вы должны предоставить свои собственные средства индивидуальной защиты для лаборатории. В следующей таблице перечислены обязательные (обозначенные буквой «R») и дополнительные средства индивидуальной защиты (обозначенные буквой «O»). Описание каждого элемента приведено ниже вместе с рекомендациями. |
Защитные очки OAWOOOOOO
| Номер курса | Сварка 205 | Сварка 203A-D | Сварка 204A-D | Сварка 211A-D | Сварка 221A-D |
| Название курса | Введение – Сварка | GTAW (TIG или Heli-Arc) | SMAW (дуга или стержень ) | GMAW (Wirefeed или MIG) | OAW (окси-ацетилен) |
| Сварочная крышка | Р | Р | Р | Р | Р |
| Защитные очки | Р | Р | Р | Р | Р |
| Беруши | Р | Р | Р | Р | Р |
| Перчатки | Р | Р | Р | Р | Р |
| Респиратор или маска от пыли | Р | Р | Р | Р | Р |
| Куртка (рубашка с длинными рукавами и высоким воротником) | Р | Р | Р | Р | Р |
| Длинные брюки, без провисаний | Р | Р | Р | Р | Р |
| Кожаные туфли с закрытым носком | Р | Р | Р | Р | Р |
| Сварочная маска | О | О | О | О | О |
| Лицевой щиток | О | О | О | О | О |
Сварочный колпачоквысота=”300″ Необходимо надевать колпак сварщика для защиты головы от брызг горячего металла и шлака. |
 Кроме того, длинные волосы должны быть собраны сзади и заправлены внутрь сварочной куртки. Разрешены бейсболки из хлопка. Шляпы, которые в основном состоят из полиэстера или содержат значительное количество пластика, не допускаются. Рекомендуется: хлопчатобумажные сварочные шапочки или хлопчатобумажные тряпки.
Кроме того, длинные волосы должны быть собраны сзади и заправлены внутрь сварочной куртки. Разрешены бейсболки из хлопка. Шляпы, которые в основном состоят из полиэстера или содержат значительное количество пластика, не допускаются. Рекомендуется: хлопчатобумажные сварочные шапочки или хлопчатобумажные тряпки.
Защита для глазheight=”166″ Защитные очки для использования поверх очков высота=”166″ Защитные очки В лаборатории необходимо постоянно носить утвержденные средства защиты глаз. Это могут быть защитные очки или защитные очки. Средства защиты глаз должны подходить по размеру и быть в хорошем состоянии. Его необходимо правильно носить, постоянно защищая глаза пользователя. Зеркальные или сильно окрашенные линзы не защищают глаза и не одобрены для использования в сварочной лаборатории. Средства защиты глаз должны соответствовать стандартам Американского национального института стандартов: ANSI Z87. |
 1-19.89, блокирует 99% UVA и 60% UVB. Рекомендуется: Прозрачные защитные очки из поликарбоната, соответствующие стандарту ANSI 87.1. Очки по рецепту должны быть закрыты защитными очками, рекомендуются защитные очки по рецепту с боковыми щитками.
1-19.89, блокирует 99% UVA и 60% UVB. Рекомендуется: Прозрачные защитные очки из поликарбоната, соответствующие стандарту ANSI 87.1. Очки по рецепту должны быть закрыты защитными очками, рекомендуются защитные очки по рецепту с боковыми щитками.
Защита органов слухаСиликоновые беруши с шнурком и футляром В сварочной лаборатории имеется множество устройств, генерирующих шум, которые могут повредить слух, и в некоторых случаях мусор может проникнуть в слуховой проход. Беруши необходимы для защиты ваших ушей как от громких звуков, так и от повреждения посторонними предметами. Наушники можно носить, чтобы обеспечить еще большее снижение шума. Рекомендуется: моющиеся силиконовые беруши на шнурке. |
Перчатки
Кожаные сварочные перчатки необходимы для защиты рук во время сварки. Рекомендуется: Weld 205 Вводный курс: Перчатки среднего веса GMAW (MIG), такие как перчатки Black Stallion Mighty MIG или Miller MIG. Рекомендуется: Сварка 203A-D Классы GTAW (TIG): Перчатки GTAW (TIG). Рекомендуется: Классы сварки 204A-D SMAW (дуговая сварка или STICK): перчатки среднего веса GMAW (MIG), такие как перчатки Black Stallion Mighty MIG или Miller MIG. Рекомендуется: Weld 211A-D Классы подачи проволоки: Перчатки GMAW (MIG) средней плотности, такие как перчатки Black Stallion Mighty MIG или Miller MIG. Рекомендуется: Классы сварки 221A-D OAW (кислородно-ацетиленовая или газовая сварка): перчатки среднего веса GMAW (MIG), такие как перчатки Black Stallion Mighty MIG или Miller MIG. Тяжелая перчатка для SMAW или FCAW Сварочная перчатка среднего веса для OAW, GMAW или SMAW Перчатки TIG |
 Они должны соответствовать процессу сварки, который вы выполняете. Толстые кожаные сварочные перчатки рекомендуются для SMAW и FCAW. Для FCAW рекомендуются высокотемпературные сварочные перчатки. Для GMAW рекомендуются сварочные перчатки средней плотности. Для GTAW и OAW рекомендуются более тонкие сварочные перчатки, обеспечивающие повышенную ловкость. Перчатки не следует использовать там, где они могут попасть во вращающиеся механизмы, особенно в шлифовальные станки.
Они должны соответствовать процессу сварки, который вы выполняете. Толстые кожаные сварочные перчатки рекомендуются для SMAW и FCAW. Для FCAW рекомендуются высокотемпературные сварочные перчатки. Для GMAW рекомендуются сварочные перчатки средней плотности. Для GTAW и OAW рекомендуются более тонкие сварочные перчатки, обеспечивающие повышенную ловкость. Перчатки не следует использовать там, где они могут попасть во вращающиеся механизмы, особенно в шлифовальные станки.
Защита органов дыхания При сварке и связанных с ней процессах образуется много дыма и газов. Настоятельно рекомендуется носить фильтрующую маску или полумаску респиратора при сварке и шлифовке. FCAW, SMAW и шлифование — это процессы, в результате которых образуются пары и твердые частицы. Маски неприятных фильтров, тип N95 с древесным углем, рекомендуются в качестве минимальной защиты. N95 фильтрует 95% частиц размером 0,3 микрометра (мкм) и больше, а угольный фильтр уменьшает содержание озона (O3), образующегося в процессе сварки. При образовании тяжелых частиц и вредных материалов (например, хром 6+) настоятельно рекомендуется полумаска с фильтром P100 и угольным фильтром. P100 фильтрует 100% частиц размером 0,3 микрометра (мкм) и больше. Фильтры P100 также называют высокоэффективными фильтрами для поглощения твердых частиц (HEPA). Как и в случае с N95, угольный фильтр уменьшает содержание озона (O3). Настоятельно рекомендуется: полумаска Респиратор с фильтром P100 и угольным фильтром (например, номер детали 3M 2097). Рекомендуется: маска N95 или N100. ПРИМЕЧАНИЕ: если у вас есть проблемы со здоровьем органов дыхания, вам следует перед использованием проконсультироваться с врачом и прочитать инструкции производителя относительно использования. Респиратор полумаска Маска N95 или N100
Сажевый фильтр P100 с углем |

Одежда
Надлежащая одежда может обеспечить большую защиту. К недопустимым предметам относятся флисовые куртки или брюки (полиэфирные волокна) или колготки (нейлон). Брюки не должны иметь манжет, в которые могут попасть искры или горячий шлак. Провисание не допускается по той же причине. Не допускается протертая одежда или одежда с дырками. Рекомендуется: Натуральное волокно, такое как хлопок или кожа. Для процессов FCAW и SMAW настоятельно рекомендуется кожаная или одобренная для сварки куртка. Кожаные чапсы, закрывающие ноги, также приветствуются. |
 Студенты-сварщики должны носить одежду из натуральных волокон, таких как хлопок или шерсть. Также необходимы рубашки с длинными рукавами и длинные брюки. Настоятельно рекомендуется сварочная куртка.
Студенты-сварщики должны носить одежду из натуральных волокон, таких как хлопок или шерсть. Также необходимы рубашки с длинными рукавами и длинные брюки. Настоятельно рекомендуется сварочная куртка.
Обувь Надлежащая обувь защитит ваши ноги от горячих искр или падающих предметов. Вот несколько рекомендаций по покупке защитной обуви. Защитная обувь, которую вы выбираете, должна соответствовать стандарту F2413-05 Американского общества по испытаниям и материалам (ASTM), который разделяет защитную обувь на различные категории, такие как сопротивление ударам и сжатию. Кроме того, обувь/сапоги с защитным носком проходят испытания на соответствие одной из двух единиц измерения ударопрочности, т. е. 75 или 50 футо-фунтов. Фунт-фунт определяется с помощью теста, который выполняется путем падения стального груза с заданной высоты с заданной скоростью. Например, обувь/сапоги класса I/75 защитят рабочего от удара силой 75 футо-фунтов. Вы можете определить, соответствует ли ваша обувь стандарту ASTM F2413-05, по соответствующей информации на этикетке. ASTMF2413-05 или M/I/75/C/75 ASTM F2413-05 : Буквы F2413 относятся к требованиям к характеристикам защиты ног. Дополнительные цифры после обозначения стандарта указывают год стандарта, которому соответствует защитная обувь, например: 05 относится к 2005 году. M = Обувь для мужчин. Рекомендуется: Обувь с закрытыми носками обязательна. Рекомендуется кожаная обувь. Настоятельно рекомендуется использовать кожаные высокие рабочие ботинки или защитную обувь с металлическим носком. |
 защищайте ногу от падающих предметов, которые могут раздавить или сломать пальцы ног. Новый стандарт ASTM F2413-05 не одобряет накладные подноски. Любой защитный подносок должен быть разработан и встроен в обувь в процессе производства и испытан как неотъемлемая часть обуви для защиты ног.
защищайте ногу от падающих предметов, которые могут раздавить или сломать пальцы ног. Новый стандарт ASTM F2413-05 не одобряет накладные подноски. Любой защитный подносок должен быть разработан и встроен в обувь в процессе производства и испытан как неотъемлемая часть обуви для защиты ног. 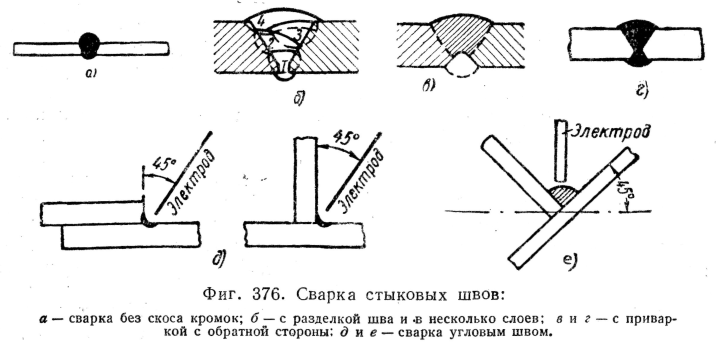
Сварочная маска
Для использования в лаборатории предоставляется ограниченное количество сварочных масок. Рекомендуется: учащимся рекомендуется подождать с покупкой шлема. Поскольку существует такое большое разнообразие типов и цен на шлемы, выбор в значительной степени зависит от процесса (процессов) сварки, частоты, окружающей среды и посадки. |
 Для SMAW, FCAW, GMAW, GTAW и плазменной резки требуется сварочная маска с затемненной линзой, одобренной для сварки. Сила тока, используемая в процессе сварки, определяет оттенок линзы. См. Таблицу 1 для рекомендаций согласно ANSI Z49.1
Для SMAW, FCAW, GMAW, GTAW и плазменной резки требуется сварочная маска с затемненной линзой, одобренной для сварки. Сила тока, используемая в процессе сварки, определяет оттенок линзы. См. Таблицу 1 для рекомендаций согласно ANSI Z49.1
Таблица оттенков
| Эксплуатация | Размер электрода дюйма 1/32 дюйма. (мм) | Дуга ток | Минимум защитный оттенок | Рекомендуемый оттенок (комфорт) |
| СТРО | Менее 3 (2,5) | Менее 60 | 7 | – |
| 3-5 (2,5-4) | 60-160 | 8 | 10 | |
| 5-8 (4-6,4) | 160-250 | 10 | 12 | |
| Более 8 (6,4) | 250-550 | 11 | 14 | |
| GMAW/FCAW | Менее 60 | 7 | – | |
| 60-160 | 10 | 11 | ||
| 160-250 | 10 | 12 | ||
| 250-550 | 10 | 14 | ||
| GTAW | Менее 50 | 8 | 10 | |
| 50-150 | 8 | 12 | ||
| 150-500 | 10 | 14 | ||
| Воздушно-угольная / дуговая резка | Свет | Менее 500 | 10 | 12 |
| Тяжелый | 500-1000 | 11 | 14 | |
| Плазменная дуговая сварка | Менее 20 | 6 | от 6 до 8 | |
| 20-100 | 8 | 10 | ||
| 100-400 | 10 | 12 | ||
| 400-800 | 11 | 14 | ||
| Плазменная дуговая резка | Свет | Менее 300 | 8 | 9 |
| Средний | 300-400 | 9 | 12 | |
| Тяжелый | 40-800 | 10 | 14 | |
| Пайка горелкой | 3 или 4 | |||
| Паяльная лампа | 2 | |||
| Дуговая сварка углеродом | 14 |
Лицевые щитки Для некоторых задач требуется дополнительная защита глаз поверх защитных очков. |
 Для процессов, в которых образуются высокоскоростные частицы, требуется защитный экран, закрывающий все лицо. Для использования переносных шлифовальных станков, стационарных шлифовальных станков, абразивных отрезных пил и шлифовальных машин требуется лицевой щиток.
Для процессов, в которых образуются высокоскоростные частицы, требуется защитный экран, закрывающий все лицо. Для использования переносных шлифовальных станков, стационарных шлифовальных станков, абразивных отрезных пил и шлифовальных машин требуется лицевой щиток.
ОчкиДля кислородно-топливной сварки и резки требуются сварочные очки. Очки защищают глаза от интенсивного света и ИК (инфракрасного) от пламени. Очки должны иметь минимальную степень затемнения 5. |
Сварочные перчатки Prime с защитой нити из кевлара
Наведите курсор на изображение, чтобы увеличить его
Сохранить 0
SAFE HANDLERSKU: SH-HDS-14-758-WGA
Поделитесь этим продуктом
ПОЛИТИКА ВОЗВРАТА
Что такое политика возврата Bison Life?
Если вы не полностью удовлетворены каким-либо из заказанных вами товаров, вы можете вернуть его в течение 30 дней с момента получения для возмещения или обмена, без вопросов.
Войдите в свою учетную запись, чтобы запросить разрешение на возврат. Если вы не можете войти в систему, напишите нам по адресу [email protected], чтобы получить разрешение на возврат
- Товар должен быть возвращен в течение 30 дней с момента получения вашего заказа. Возвраты не принимаются после 30 дней.
- Предметы (включая детали и аксессуары) должны быть возвращены в новом, неиспользованном и пригодном для продажи состоянии в оригинальной упаковке.
- Перед возвратом какого-либо продукта покупатель должен получить номер разрешения на возврат (RA#) у представителя службы поддержки клиентов. Вместе с номером RA вы получите предоплаченную этикетку для обратной доставки.
- При возврате товара взимается комиссия за пополнение запасов в размере 20%.
- Возврат будет рассмотрен и проверен перед выдачей кредита. Пожалуйста, подождите от 3 до 4 недель для обработки. Кредит будет применен к вашему первоначальному способу оплаты.
- Если возврат является результатом ошибки доставки, мы возместим всю сумму покупки и стоимость обратной доставки.
- Если иное не указано в настоящем документе, покупатели несут ответственность за расходы по доставке и обработке возвращенных товаров и риск потери во время доставки.
- Предметы обмена не облагаются комиссией за пополнение запасов.
- Одежда с видимым износом не подлежит возврату, если она не имеет дефектов. Изношенные или постиранные вещи возврату не подлежат. Если было установлено, что возвращенные товары явно изношены, постираны или изношены, товары будут возвращены покупателю за их счет. Минимальная плата за повторную отправку в размере 10 долларов США будет применяться к кредитным картам клиентов, указанным в файле.
- Защитные очки с видимым износом не подлежат возврату, если они не являются дефектными. Если Очки возвращаются и обнаруживается видимый износ, Очки будут возвращены покупателю за его счет. Минимальная плата за повторную отправку в размере 10 долларов США будет применяться к кредитным картам клиентов, указанным в файле.
- Пожалуйста, подождите 72 часа, чтобы обработать ваш возврат.
 Пожалуйста, подождите от 3 до 4 недель для обработки. Кредит будет применен к вашему первоначальному способу оплаты.
Пожалуйста, подождите от 3 до 4 недель для обработки. Кредит будет применен к вашему первоначальному способу оплаты.
Что делать, если мой товар неисправен, сломан или нуждается в ремонте?
Bisonlife.com сотрудничает с известными производителями, которые поддерживают свою продукцию. Однако в редких случаях продукт может иметь дефект, который не был обнаружен производителем или который проявляется во время использования. Если продукт, который вы приобрели в Bison life, имеет производственный брак, свяжитесь с нами по адресу [email protected]
Взимает ли Bison Life плату за пополнение запасов?
- При обмене товаров плата за возврат товара не взимается.
- При возмещении стоимости возвращенных товаров взимается комиссия в размере 20 %.
- Отказ от товара: взимается плата за пополнение запасов в размере 30%.
- Первоначальная стоимость доставки/обработки не возвращается.
- Для заказов, подпадающих под условия бесплатной доставки, при возврате продукта из возмещения будет вычтено 8,99 доллара США.

Может ли Bison Life изменить политику возврата?
Политика возврата может быть изменена без предварительного уведомления.
Предметы, не подлежащие возврату
В соответствии с санитарно-гигиеническими нормами мы не можем принять к возврату следующие предметы:
- Все предметы гигиены.
- Открытые предметы личной гигиены.
- Все, что открывалось, использовалось или примерялось.
- Все индивидуальные предметы.
- Товары с пометкой «невозврату» на сайте
- Диагностические инструменты, такие как термометры, которые можно использовать перорально или ректально.
- Средства индивидуальной защиты, используемые для защиты рта или удержания волос, такие как сетки или лицевые маски.

Кроме того, мы также не принимаем:
- Запросы на возврат более чем через 30 дней после доставки
- Любой элемент, который был изменен
Характеристики
Техническая информация
Таблица размеров
Отзывы
- Создан для безопасности и защиты: Изготовлен из прочной и термостойкой поверхности из воловьей кожи класса AB. Двойное усиление ладони служит отличной цели защиты как ваших рук, так и перчаток.
- Повышение безопасности на рабочем месте: Если эти перчатки всегда будут под рукой, это, безусловно, улучшит безопасность на рабочем месте, позволяя вашим сотрудникам чувствовать себя сосредоточенными и уверенными круглосуточно.
- Высококачественный материал: Волокнистая структура расщепленной воловьей кожи, следовательно, повышает физическую легкость и комфорт при выполнении сварочных работ. Благодаря широким манжетам, впитывающим влагу, в этих перчатках достаточно места для ваших рук и кистей.
- Удобный дизайн: Высококачественная ловкость в этих перчатках заметно меняет умение и осязаемость ваших рук в работе.
- Кожаное усиление для термостойкости: Дополнительное усиление кожи большого пальца и ладони защищает руки от искр или высоких температур. Усиленная набивка также обеспечивает меньший износ рабочих перчаток.
- Кевларовая прострочка: Тяжелая масса ткани, надежно сшитая кевларовой строчкой, значительно повышает качество сварки.
- Split Cowhide Leather: Разделенная воловья кожа класса AB мягче, чем большинство рабочих перчаток, благодаря ворсованному покрытию. Это обеспечивает лучшую маневренность и ловкость в качестве ваших перчаток и благополучие ваших рук.
- Доступен в размерах 14 и 16 дюймов.
 Двойное усиление ладони служит отличной цели защиты как ваших рук, так и перчаток.
Двойное усиление ладони служит отличной цели защиты как ваших рук, так и перчаток.
Перчатки для сварщиков Prime изготовлены из высококачественной кожи. Модель изготовлена из мягкой и прочной воловьей кожи с усиленными вставками для большого пальца и ладони. Спилок можно использовать в более жестких условиях, он более устойчив к жаре и шероховатым поверхностям. Двойное усиление ладони обеспечивает дополнительную защиту, а также устойчивость к высоким температурам. Эти перчатки столь же долговечны, как и износостойки и прочны. Воловья кожа изготавливается из плотного материала, что обеспечивает превосходную защиту. Это помогает сохранить ваши руки и перчатки в хорошей форме в течение длительного периода времени.
Модель изготовлена из мягкой и прочной воловьей кожи с усиленными вставками для большого пальца и ладони. Спилок можно использовать в более жестких условиях, он более устойчив к жаре и шероховатым поверхностям. Двойное усиление ладони обеспечивает дополнительную защиту, а также устойчивость к высоким температурам. Эти перчатки столь же долговечны, как и износостойки и прочны. Воловья кожа изготавливается из плотного материала, что обеспечивает превосходную защиту. Это помогает сохранить ваши руки и перчатки в хорошей форме в течение длительного периода времени.
View Product Specs Sheet
 5″
5″ Другие производители используют масляные покрытия, которые не являются антикоррозионным покрытием.
Некоторые из основных преимуществ фосфатного покрытия:
Другие производители используют масляные покрытия, которые не являются антикоррозионным покрытием.
Некоторые из основных преимуществ фосфатного покрытия: Тестирование проводилось третьей стороной на масляном покрытии.
и фитинги с фосфатным покрытием для измерения коррозионной стойкости в присутствии соли. 24-часовой тест на солевой туман
проводили в соответствии со стандартом ASTM B117-11. Результат говорит сам за себя.
Тестирование проводилось третьей стороной на масляном покрытии.
и фитинги с фосфатным покрытием для измерения коррозионной стойкости в присутствии соли. 24-часовой тест на солевой туман
проводили в соответствии со стандартом ASTM B117-11. Результат говорит сам за себя. Затем была произведена сварка
определить влияние пламени. Испытание показывает, что существует угроза безопасности при сварке фитингов, покрытых маслом.
Размер возгорания на фитинге варьируется в зависимости от количества неконтролируемого остатка масла на фитинге.
Затем была произведена сварка
определить влияние пламени. Испытание показывает, что существует угроза безопасности при сварке фитингов, покрытых маслом.
Размер возгорания на фитинге варьируется в зависимости от количества неконтролируемого остатка масла на фитинге.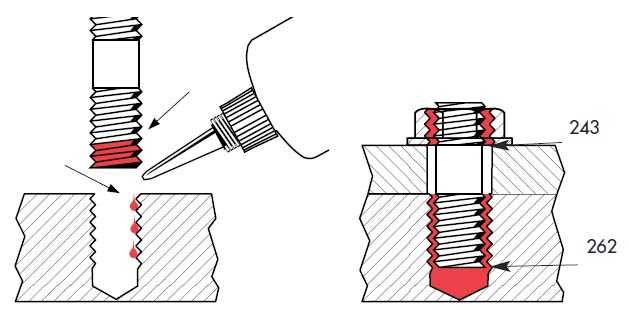 Испытание показывает, что существует угроза безопасности при сварке фитингов, покрытых маслом.
Размер возгорания на фитинге варьируется в зависимости от количества неконтролируемого остатка масла на фитинге.
Испытание показывает, что существует угроза безопасности при сварке фитингов, покрытых маслом.
Размер возгорания на фитинге варьируется в зависимости от количества неконтролируемого остатка масла на фитинге. Помимо защиты датчиков температуры защитные гильзы также обеспечивают защиту окружающей среды и обслуживающего персонала. Агрессивные среды, а также высокое давление и скорость потока находятся вдали от фактического датчика температуры, что позволяет заменять измерительную вставку без прерывания процесса и, следовательно, во время работы. Из-за широкого спектра возможных применений защитных трубок они доступны в различных конструкциях и материалах. Очень важным критерием при выборе защитной гильзы является характер и тип технологического присоединения. Защитные гильзы и защитные трубки могут быть приварены, ввинчены с резьбой или присоединены к процессу с помощью фланца. Для обеспечения точного измерения температуры необходимо, чтобы термометр и защитная гильза или защитная трубка идеально подходили друг к другу.
Помимо защиты датчиков температуры защитные гильзы также обеспечивают защиту окружающей среды и обслуживающего персонала. Агрессивные среды, а также высокое давление и скорость потока находятся вдали от фактического датчика температуры, что позволяет заменять измерительную вставку без прерывания процесса и, следовательно, во время работы. Из-за широкого спектра возможных применений защитных трубок они доступны в различных конструкциях и материалах. Очень важным критерием при выборе защитной гильзы является характер и тип технологического присоединения. Защитные гильзы и защитные трубки могут быть приварены, ввинчены с резьбой или присоединены к процессу с помощью фланца. Для обеспечения точного измерения температуры необходимо, чтобы термометр и защитная гильза или защитная трубка идеально подходили друг к другу.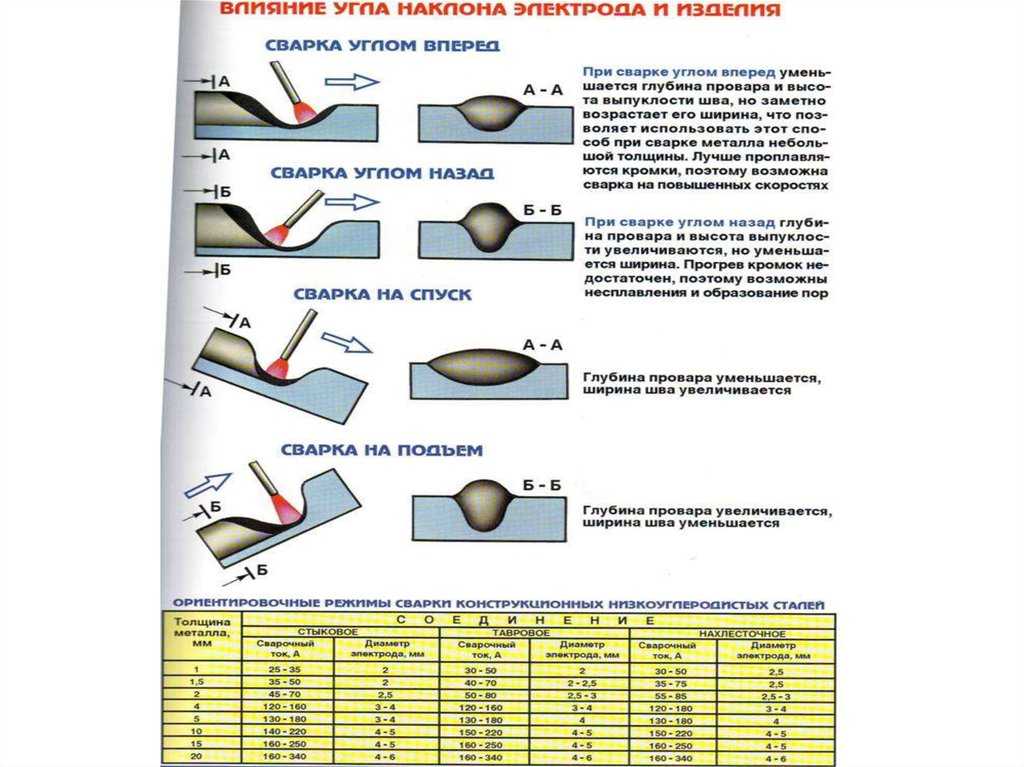 Здесь можно выбирать между цельной защитной гильзой или сборными защитными трубками. Защитные трубки выполнены из трубы, закрытой на конце приваренным сплошным наконечником. Защитные гильзы, с другой стороны, изготавливаются из цельного куска твердого пруткового материала (круглого или шестиугольного).
Здесь можно выбирать между цельной защитной гильзой или сборными защитными трубками. Защитные трубки выполнены из трубы, закрытой на конце приваренным сплошным наконечником. Защитные гильзы, с другой стороны, изготавливаются из цельного куска твердого пруткового материала (круглого или шестиугольного). Защитные трубы с резьбой и фланцами или для вставки/вварки используются в химической промышленности, технологических процессах, а также в производстве оборудования. Защитные трубки с фланцами используются при высоких химических нагрузках. Некоторые защитные трубки могут дополнительно использоваться в химической, нефтехимической и морской промышленности. Здесь они находятся в котлах, мусоросжигательных заводах, печах и корпусах реакторов.
Защитные трубы с резьбой и фланцами или для вставки/вварки используются в химической промышленности, технологических процессах, а также в производстве оборудования. Защитные трубки с фланцами используются при высоких химических нагрузках. Некоторые защитные трубки могут дополнительно использоваться в химической, нефтехимической и морской промышленности. Здесь они находятся в котлах, мусоросжигательных заводах, печах и корпусах реакторов.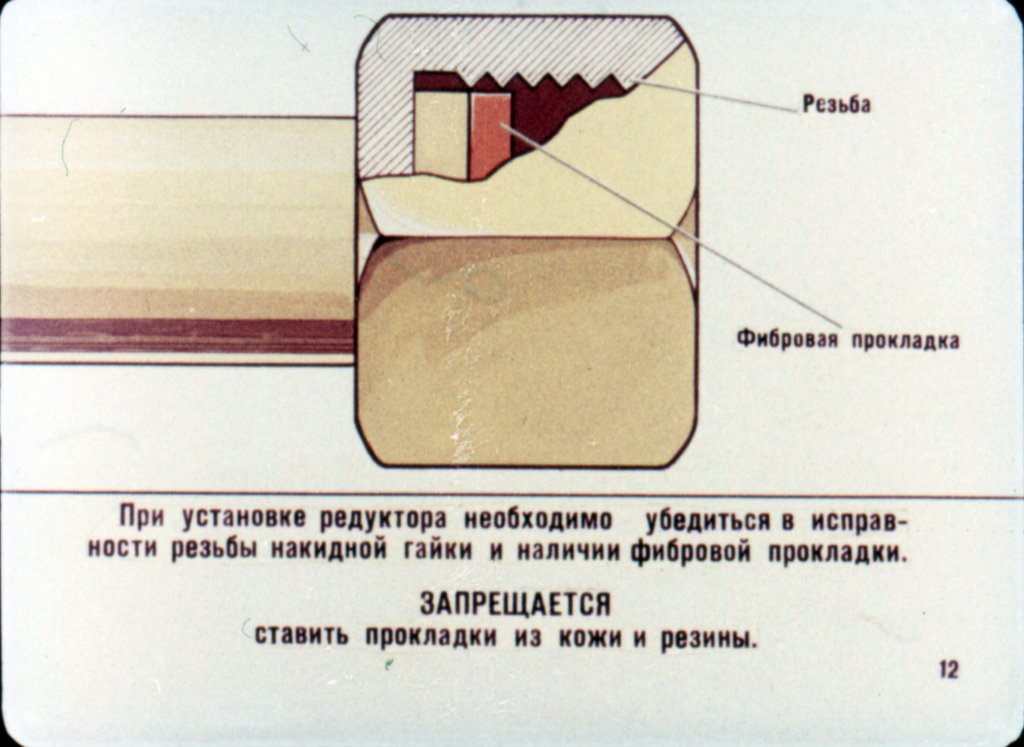 Однако более длинные защитные гильзы также могут быть изготовлены путем сварки отдельных деталей.
Однако более длинные защитные гильзы также могут быть изготовлены путем сварки отдельных деталей. Для применений с высокими нагрузками со стороны процесса и сильными вибрациями мы рекомендуем защитную гильзу WIKA в конструкции ScrutonWell®.
Для применений с высокими нагрузками со стороны процесса и сильными вибрациями мы рекомендуем защитную гильзу WIKA в конструкции ScrutonWell®.