Плазменная сварка косвенного действия это: Не найдено — HostiMan.ru
Содержание
Сварка дугой косвенного действия — Сварка металлов
Сварка дугой косвенного действия
Категория:
Сварка металлов
Сварка дугой косвенного действия
Простейшим видом плазменной сварки можно считать сварку дугой косвенного действия. Дуга зажигается между двумя или несколькими электродами, например между тремя при питании дуги трехфазным током. Нагреваемый дугой объект в сварочную цепь не включен, поэтому он может быть изготовлен из материала, не проводящего электрический ток (стекло, керамика и т. п.). Электроды — обычно неплавкие из угля или графита; при вдувании защитных газов или помещении дуги в закрытую камеру, заполненную защитным газом, возможно применение вольфрамовых электродов. Наличие неплавких электродов обеспечивает высокую устойчивость дуги: при случайном обрыве катодное пятно довольно долго сохраняет высокую температуру и способность к термоэлектронной эмиссии, и дуга легко зажигается вновь при появлении достаточного напряжения.
При использовании постоянного тока наблюдается неравномерный разогрев электродов, анод нагревается значительно быстрее и при равных сечениях сгорает в 1,5—2 раза быстрее катода. Поэтому для питания дуги косвенного действия чаще применяется переменный ток, при этом устойчивость дуги достаточна, скорость сгорания разнополюсных электродов одинакова. Под действием магнитного поля сварочного контура линии тока изгибаются, а отброшенные электрически заряженные частицы при соударениях передают энергию нейтральным частицам и создают поток горячего газа — факел пламени. Температура начальной части факела у столба дуги весьма высока, а с удалением от столба температура падает и в конце факела не превышает 800—1000 °С. Длина факела может оставлять 100—200 мм. Пользуясь различными участками факела можно получать пламя различной температуры. Простейший двухэлектродный держатель для ручной сварки дугой косвенного действия переменного тока показан на рис. 2. Представляет интерес дуга косвенного действия, с вдуванием водорода в дугу.
Способ носит название «атомноводородная сварка». Дуга переменного тока зажигается между двумя вольфрамовыми электродами; вдоль каждого из электродов в зону дуги подается струя водорода; основной металл не включен в сварочную цепь и не является электродом дуги. Концы вольфрамовых электродов слегка оплавляются, но плавление при нормальных режимах сварки не получает развития и вольфрам расходуется медленно. Столб дуги резко изогнут как под действием магнитного поля, создаваемого электродами г, током, так и под механическим воздействием водородной струи. Столб окружает ослепительно яркий ореол в форме плоского диска.
Рис. 2. Держатель для сварки дугой косвенного действия
В столбе и пламени атомноводородной дуги происходит диссоциация молекулярного двухатомного водорода в одноатомный по уравнению Н2 = 2Н. Эта реакция является эндотермической и связана с поглощением значительного количества тепла.
Для осуществления диссоциации одного моля водорода нужно затратить 100 000 кал.
Рис. 3. Схема атомноводородной сварки
Образование молекулярного водорода особенно интенсивно происходит на поверхности металлов, оказывающих каталитическое действие на эту реакцию. Таким образом, если ввести в пламя атомного водорода металлическую пластинку, то ее поверхность быстро расплавится и образуется сварочная ванна. Процесс образования молекулярного водорода из атомного можно назвать горением, и можно говорить о пламени атомного водорода. По измерениям и теоретическим расчетам температура атомново-дородного пламени составляет около 3700 °С, что значительно выше температуры любого другого газового пламени; например, максимальная температура ацетилено-кислородного пламени составляет 3200 °С.
Нагревание водорода происходит главным образом за счет столба дуги, длину которого стараются увеличить, поэтому напряжение дуги при атомноводородной сварке обычно составляет 70—150 в, в среднем 100 в. Ввиду значительного напряжения атомноводородной дуги для питания ее применяют специальные сварочные трансформаторы с повышенным напряжением холостого хода (обычно около 300 в) и со специальными устройствами для защиты сварщика от поражения током. Атомноводородная горелка показана на рис. 4.
Рис. 4. Атомноводородная горелка
Вольфрамовые электроды применяют диаметром 1,5—4 мм, сварочные токи 10—70 а. Защитным газом обычно служат технически чистый водород или смеси, богатые водородом, например продукт диссоциации аммиака (2Nh4 = Na + ЗИ2), азотно-водородная смесь, состоящая из 75% водорода и 25% азота. В присутствии водорода не происходит заметного азотирования металла. Расход водорода при сварке 1—3 м3/ч.
Водород хорошо защищает металл от окисления, но в то же время при высокой температуре дуги он довольно легко соединяется с углеродом стали, образуя газообразные углеводороды, в результате чего содержание углерода в наплавленном металле может значительно снизиться, несмотря на хорошую защиту 0т окисления. Главная область применения атомноводородной сварки — специальные легированные конструкционные стали, а также алюминий иего сплавы. При сварке алюминия необходимо применять флюс, так как водород не восстанавливает окись алюминия. Применение атомноводородной сварки технически и экономически целесообразно лишь на материале малых толщин, примерно 1—5 мм. В настоящее время атомноводородная сварка применяется незначительно, одна из основных причин — неудобная технологически форма сварочного пламени.
Реклама:
Читать далее:
Сварка сжатой дугой
Статьи по теме:
Дуга косвенного действия 103 (см. плазменная струя)
Сжатые сварочные дуги. При обработке материалов плазменно-дуговыми методами эффективность нагрева во многом определяется особенностями формирования плазменной струи. При использовании плазменной дуги прямого действия, когда анодом является изделие, эффективность нагрева последнего, как правило, оказывается выше, чем в случае использования плазменной дуги косвенного действия (плазменной струи), когда анодом является сопло плазмотрона. Это различие определяется тем, что в первом случае мощность, выделяемая в анодном пятне и прианодной области, идет на нагрев изделия, тогда как во втором бесполезно теряется на нагрев сопла плазмотрона.
[c.18]
Наиболее тонкое регулирование нагрева более тугоплавкого металла свариваемой пары и степени нафева легкоплавкого металла достигается только при использовании нафева независимым источником плазменной струей и дугой косвенного действия (наплавкой независимой дугой).
[c.497]Плазменная струя, истекающая из плазмотрона с дугой прямого действия, совмещена со столбом дуги в отличие от плазмотронов с дугой косвенного действия и поэтому характеризуется более высокой температурой и тепловой мощностью.
[c.433]
Дуга косвенного действия (рис. 23.2) горит между катодом-электродом и анодом-соплом. Столб дуги расположен внутри сопла, формирующего плазму. Под действием подаваемой через трубку и камеру струи плазмообразующего газа столб дуги удлиняется, анодное пятно останавливается на краю сопла у выходного отверстия, а факел газа выходит из сопла. Резка происходит только под воздействием тепла и давления плазменной струи без участия столба дуги. Эффективный КПД этой дуги значительно меньше и составляет 30—40 %. Дугу косвенного действия используют для обработки металла небольшой толщины и неэлектропроводных материалов. При плазменной резке может быть осевая (аксиальная) подача газа, при которой газ поступает вдоль оси электрода, конец которого заостряют и устанавливают точно по оси канала сопла. При вихревой подаче улучшается фиксация столба дуги с осью канала сопла, а сама подача достигается расположением газовых каналов по касательной к газовой камере. При такой подаче стойкость сопла увеличивается.
[c.273]
РЕЗКА ПЛАЗМЕННОЙ СТРУЕЙ — особый вид дуговой резки, основанный на выплавлении металла из полости реза направленным потоком плазмы, выдуваемым из токоведущего столба создающей его дуги косвенного действия.
[c.124]
Для образования сжатой дуги вдоль ее столба через канал в сопле пропускается нейтральный одноатомный газ (аргон, гелий) или двухатомный газ (азот, водород, окись углерода или другие газы и их смеси). Газ сжимает столб дуги, что приводит к повышению его температуры до 16 000° С при дуге косвенного действия и до 33 000° С при дуге прямого действия, н образует так называемую холодную плазменную струю. Сжатая дуга является весьма концентрированным источником теплоты (удельная мощность более 500 кВт/см ). Газ в столбе сжатой дуги характеризуется высокой степенью ионизации, при которой он обладает весьма значительной электропроводностью, приближающейся к электропроводности проводника (например металла).
[c.21]
Принцип устройства плазмотронов показан на рис. 8. Электрическая дуга 2 возбуждается между электродом 1 и водоохлаждаемым соплом 3. В канал сопла подается газ, который, проходя через плазму дуги, ионизируется и вытекает из сопла в виде ярко светящейся струи 4 (см.
рис. 8, а). Холодные потоки газа, образующиеся в результате интенсивного отвода теплоты соплом, теплоизолируют плазменную дугу от стенок сопла. Плазменную дугу такого вида называют дугой косвенного действия в отличие от дуги прямого действия (см. рис. 8, б), при котором плазменная дуга 2 горит между электродом 1 и изделием 5.
[c.18]
Бетон и железобетон режутся кислородным, прутково-кислородным, порошково-кислородным копьем, газопорошковой реактивной струей, порошково-кислородным резаком, плазменной струей и угольной дугой косвенного действия.
[c.108]
Для плазменной обработки используют плазматроны с независимой дугой (косвенного действия, рис. 160, а) и плазматроны с зависимой дугой (прямого действия, рис. 160, б). По первой схеме дуга образуется между электродом 1 и водоохлаждаемым соплом 2 из меди или ее сплавов. Струя ионизирующего газа сжимает столб дуги, придает ей вытянутую форму ионизированный столб обеспечивает устойчивость электрического разряда, стабилизирует дугу.
В этом случае плазменная струя вытекает из сопла плазматрона, образуя острый факел, и является независимым источником тепла, поэтому по такой схеме можно обрабатывать не только металлы, но также полупроводники и диэлектрики. Электроды для работы в среде нейтральных газов изготовляют из вольфрама, легированного оксидами лантана и иттрия, а для работы в окисленных средах — из материалов на основе циркония и гафния.
[c.268]
При пайке горелками местный нагрев паяемых деталей и расплавление припоя осуществляются за счет тепла, выделяющегося в газовых горелках при сгорании углеводородов, в плазменных горелках за счет тепла плазменной струи и тепла электрической дуги косвенного действия. Эти источники нагрева различны по своей природе, но назначение их при пайке одинаковое.
[c.20]
При пайке горелками местный нагрев паяемых деталей и расплавление припоя осуществляют за счет тепла, выделяющегося в газовых горелках при сгорании углеводородов, в плазменных горелках за счет тепла плазменной струи, а также тепла электрической дуги косвенного действия.[c.85]
Применяют два основных плазменных источника нагрева плазменную струю, выделенную из столба косвенной дуги, и плазменную дугу, в которой дуга прямого действия совмещена с плазменной струей. Соответственно применяют две схемы плазменных горелок. В горелках для получения плазменной струи дуга / горит между вольфрамовым электродом 2 и соплом к которому подключен положительный полюс источника тока (рис. 5.12, а). Электрод изолирован от корпуса горелки керамической прокладкой 3. Сопло интенсивно охлаждается водой. Из сопла выходит ярко светящаяся плазменная струя 5. Горелка питается постоянным током прямой полярности от источников с падающей характеристикой. Дугу зажигают с помощью осциллятора.
[c.239]
Плазменная наплавка. Дуга может быть как прямого, так и косвенного действия. Наплавляемый материал подают в виде проволоки, порошка. Можно плазменной струей оплавлять слой легированного порошка, предварительно нанесенный на поверхность детали.[c.523]
Во втором — дуга горит между катодом и соплом, которое подключается к положительному полюсу источника питания (плазменная струя косвенного действия). Струей газа, истекающей из сопла, часть плазмы столба дуги сжимается и выносится за пределы плазмотрона. Тепловая энергия этой плазмы, складывающаяся из кинетической и потенциальной энергий ее частиц, используется для нагрева и плавления обрабатываемых изделий. В большинстве случаев общая и удельная тепловые энергии невелики, поэтому такие плазмотроны используют для сварки тонких изделий в микроплазменных установках для пайки и обработки неметаллов, так как изделие не обязательно должно быть электропроводным.
[c.188]
Схема горелки представлена на рис. 9. Между электродом 1 и внутренним соплом 3 возбуждают дугу. Плазмообразующий газ, проходя через нее, создает плазменную струю 4 косвенного действия, которая обеспечивает расплавление присадочного порошка. Дуга прямого действия, горящая между электродом 1 и основным металлом, совпадает с плазменной струей 6 прямого действия, которая создает необходимый нагрев поверхности, обеспечивая сплавление присадочного и основного металлов. Изменяя величину тока дуги прямого действия, можно достичь минимальной величины проплавления основного металла.
[c.19]
Сжатая дуга может быть аналогична сварочной дуге прямого и косвенного действия. В первом случае одним из электродов служит обрабатываемый металл, во второ.м дуга возбуждается между независимыми электродами. Соответственно принято называть сжатую дугу, полученную по первой схеме, плазменной дугой, а по второй схеме-плазменной струей.
[c.111]
Схемы устройств для получения дуговой плазменной струи для сварки и резки приведены на рис. 2. Для получения плазменной струи используют специальные горелки или плазмотроны. В промышленной практике применяют дуговые плазменные горелки постоянного тока. В инженерной практике наметились две схемы плазмотронов прямого и косвенного действия. При сварке плазменной струей прямого действия изделие включается в сварочную цепь дуги, а при сварке плазменной струей косвенного действия изделие не помещают в цепь дуги, являясь независимым элементом. Поэтому вторая схема получения плазменной струи позволяет проводить кроме сварки другие виды обработки напыление, пайку, термообработку, причем обрабатывать как металлы и сплавы, так и неметаллические материалы, диэлектрики -керамику, стекло.
[c.185]
Плазменная резка. Для резки металлов применяют плазматрон (рис. 28.1). Дуга может быть прямого действия, когда она возбуждается на обрабатываемом металле, и косвенного. В последнем случае вторым электродом служит сопло плазматрона. Из сопла выдувается свободная струя плазмы.
[c.522]
Для цветных металлов, и в первую очередь алюминия, плазменная резка — один из лучших способов. Металл малой толщины и неэлектропроводные материалы можно резать сжатой дугой косвенного действия (см. рис. 113, б) — плазменной струей. Однако сжатая дуга прямого действия (плазменная дуга) эффективнее во всех случаях. В качестве плазмообразующих газов при резке используют азот, водород, азотоаргоновую, азотоводородную, азотокислородную, аргоноводородную смеси, сжатый воздух. Двухатомные газы (Из, N2) предпочтительны, так как при диссоциации (разложении) в плазмотроне они поглощают теплоту, которую затем отдают у поверхности реза, ассоциируя там в молекулы. Газовые смеси, содержащие кислород, используют преимущественно для резки черных металлов, а неактивные газы и их смеси — при резке цветных металлов и их сплавов.
[c.312]
Плазменная струя дуги прямого действия имеет почти цилиндрическую форму, немного расщиряющуюся у поверхности изделия (рис. 20.12, й). Плазменная дуга косвенного действия имеет форму ярко выраженного конуса с вершиной, обращенной к изделию и окруженной факелом (рис. 20.12, б).
[c.432]
Устройство, в котором получают плазменную струю (сжатую дугу), называют плазменной горелкой или плазмотроном. Принципиальные схемы плазменных горелок (плазмотронов) изображены на рисунке 32. Возможны три схемы плазмообразования дугой прямого действия, дугой косвенного действия и комбинированной дугой.
[c. 91]
Дуговой разряд возбуждается в узких выходных каналах плазменных головок — плазмотронах. В сварочной технике используют две схемы. плазмообразования. Первая схема соответствует сварочной дуге прямого действия, возбуждаемой между электродом и обрабатьшаемым изделием. В этом случае изделие является токоведущим электродом. По второй схеме дуга возбуждается между независимыми электродами (дуга косвенного действия), а обрабатываемое изделие в электрическую цепь не включено. Сжатую дугу, полученную по первой схеме, принято называть плазменной дугой, а по второй схеме — плазменной струей. Плазменно-дуговая резка заключается в проплавлении металла плазменной дугой по линии реза и удаления расплавленного металла струей плазмы, образующейся в дуге.
[c.194]
Дуга косвенного действия, нагревает металл в результате теплообмена между потоком плазмы разряда и поверхностью разрезаемой детали. Большая часть энергии иезависимого дугового разряда поглошается электродами, в связи с чем эффективная мощность независимой дуги невысока и в большинстве случаев составляет меньший процент от потребляемой электрической мощности, чем эффективная мощность пламени газо-кислородной смеси по отношению к его полной мощности. Исключение мог бы составить процесс резки по схеме центрального нагрева, осуществляемый сформированной цилиндрической струей кислорода, находящегося в состоянии плазмы. Как было указано выше, эффективные мощности и к. п. д. плазменного нагрева превосходят соответствующие характеристики газопламенного. Однако использование кислорода в качестве рабочего газа в плазмо-генераторе резко осложняет условия работы электродов. Осуществление на практике схемы центрального кислородно-плазменного нагрева требл ет изыскания специальных электродных материалов, не чувствительных к кислороду при высоких температурах, свойственных дуговому разряду, или другого рационального решения.
[c.123]
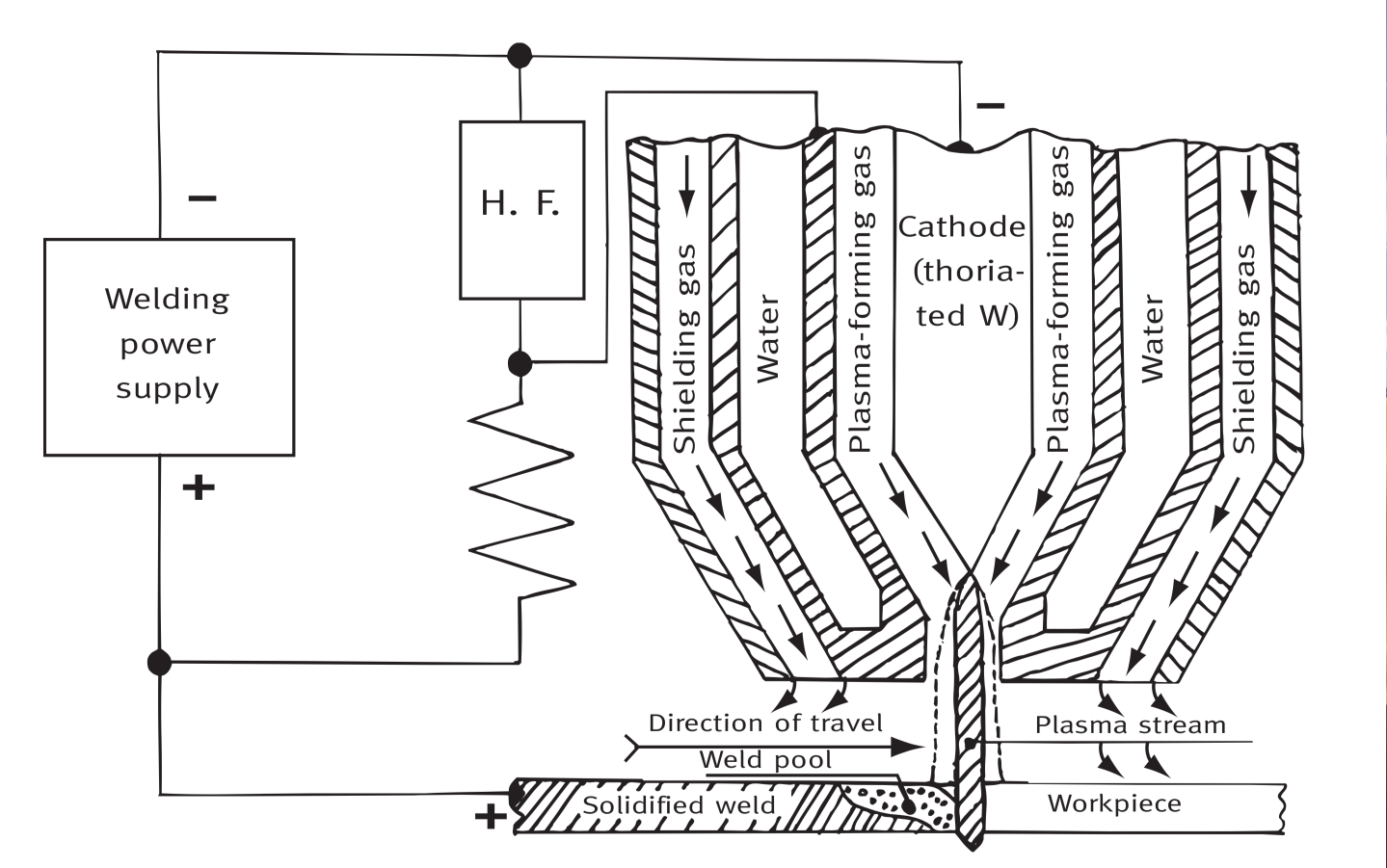
Дуговую плазменную струю для сварки и резки получают по двум основпым схемам (рис. 53). При плазменной струе прямого действия изделие включено в сварочную цепь дуги, атстивные пятна которой располагаются па вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ мон ет служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого за-п1,итного газа. Газ, перемещающийся вдоль степок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако болынинство илаз-менных горелок имеет дополнительное водяное охлаждение.
[c.65]
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на электроде и изделии. При плазменной сфуе косвенного действия активные пятна дуги находятся на электроде и внутренней или боковой по-
[c.145]
Плазмогпроны с внутренней дугой предназначены для создания плазменных струй, поэтому их называют струйными. В большинстве случаев они используются для напыления покрытий, плавки и сферондизации порошков, формования изделий, выращивания монокристаллов, в плазмохимии и в ряде других процессов. Обычно исходный материал вводится в обесточенную часть струи, т. е. зона ввода энергии и технологическая зона разделены, поэтому их называют плазмотронами косвенного действия. Однако в таких плазмотронах иногда исходный материал вводят в область дугового разряда, например при плазменном напылении, когда порошок подают в дуговой канал до анодного пятна [43], а также при распылении проволоки, когда через нее пропускают электрический ток. Поэтому данные плазмотроны становятся плазмотронами прямого действия. В дальнейшем целесообразно различать плазмотроны по характеру обдува электрической дуги в разрядном канале. Среди них можно выделить плазмотроны с продольно-и поперечно-обдуваемой дугами.
[c.86]
Для резки толстых листов из алюминия и его сплавов, нержавеющих и других сталей и сплавов целесообразно применять процесс со сжатой дугой прямого действия, т.е. дугой, горящей между электродом плазменной горелки и разрезаемым листом (рис. 14.8, а). Для резки тонких материалов применяют схему с плазменной струей косвенного действия — с плазмой, вьщелен-ной из столба дуги (рис. 14.8, б). Для резки используют аргон, смесь аргона с водородом, а также смеси азота с водородом, во-довоздущные смеси и воздух.
[c.282]
Зажигание дежурной дуги и обеспечение ее устойчивого горения осуществляется так же, как и для плазмотрона с плазменной дугой прямого действия. Для зажигания основной плазменной дуги косвенного действия4 замыкаются контакты 5 (рис. 75, а) и включается основная сварочная цепь. Резко возрастает ток, увеличивается мощность дуги, одновременно включается и повышенный расход газа. Плазменная струя ионизированного газа выходит из сопла в виде мощного газового пламени.
[c.324]
Плазменная резка металла
19 декабря 2015
Плазменная резка металла
Технология плазменной резки появилась еще в шестидесятых годах прошлого века. Тогда аппараты, с помощью которых ее производили, были огромными и медленными. Поэтому широкого распространения этот вид сварки не получил. И, несмотря на то, что плазменная сварка отличалась большей точностью и оставляла меньшие рубцы на металле, все равно предпочтение отдавалось более быстрым ее коллегам. Сейчас же аппараты стали довольно небольшими и получили широкое распространение.
Аппарат, который применяют при плазменной резке, называют плазмотроном. Часто плазмотроном называют полностью весь аппарат по резке, однако, это не так. Плазмотрон — это кабель, к которому прикреплен плазменный резак. В зависимости от вида дуги, которая возникает в плазмотроне, они делятся на два вида. К первому относятся плазмотроны прямого действия, ко второму – косвенного. Плазмотроны прямого действия работают на основе того, что возникновение электрической дуги происходит между деталью, которая будет обрабатываться и электродом плазмотрона. Все это происходит, потому что металлическая деталь входит в электрическую цепь. Плазмотроны косвенного действия используются для резания неметаллических материалов. При этом дуга возникает в самом аппарате. Главным инструментом, с помощью которого происходит резка металла, является плазма – нагретый с помощью электрической дуги газ. Температура газа в данном случае достигает около 25 тысяч градусов Цельсия.
Принцип действия работы плазменной резки заключается в следующем. На электрическую дугу подается газ. При взаимодействии газа и тока создается плазма. Попадая на материал, нуждающийся в обработке, она нагревает его и потоком воздуха выдувает обработанную часть. Плазменная резка сама по себе универсальна. Смотря на то, какой вид материала будет обрабатываться, в ней могут использоваться либо активные газы, либо неактивные. Когда нужно разрезать металлы, относящиеся к группе "черных", тогда используют активные газы. Это кислород и воздух. Когда нужно разрезать метал цветной группы, нужно использовать неактивные газы. В группу неактивных газов входят: пар, азот, аргон и другие.
Этот вид обработки имеет массу преимуществ, которыми не могут похвастаться другие виды резки. А именно:
Плазменная резка может обработать практически все виды металла. Не миновала она и цветные.
Если поставить ее в сравнении с газовой резкой, то обработка с помощью плазмы осуществляется более качественно и намного быстрее, нежели первая.
Использование плазменной резки получило большое распространение в художественной резке. С помощью этого вида резки можно создавать различные узоры на металле либо же красивые края.
Можно резать металлы толщиной до 10 мм. При этом абсолютно не важно, какой он толщины, резка будет происходить быстро и качественно.
С помощью ее можно резать материалы, в составе которых отсутствует железо.
Она не оставляет после себя большого количества вредных веществ, которые попадают в воздух.
Детали получаются ровными и с минимальными деформациями, что после позволит тратить меньшее время на дополнительную обработку.
Большинство металлов, перед их обработкой либо резаньем, нужно разогревать. Это занимает большое время, да и вообще неудобно выполнять данную процедуру. При обработке плазменной резкой этот фактор полностью отсутствует. Благодаря плазме металл разогревается именно в тех частях, которые нужно обработать.
Однако существуют и некоторые минусы. К таким относятся:
Стоимость аппарата, с помощью которого осуществляют этот вид резки, очень высока.
Невозможность осуществления резки на автоматическом уровне. Обязательно присутствие человека и выполнение резки вручную.
Умение правильно эксплуатировать и ухаживать за плазмотроном. Иначе вы получите негожий аппарат либо прибор, который будет плохо выполнять свою работу.
Плазменная резка получила распространение в разных отраслях промышленности. Она используется и в машиностроении, и в судостроении. Также ей пользуются предприятия, которые изготавливают рекламу и различные металлоконструкции. Помимо этого, их можно использовать в частной мастерской либо же просто дома, так как для работы с ним нужен лишь воздух и какой-нибудь источник тока.
Однако нужно помнить, что пользование плазмотроном – это не одна из самых легких задач. При неправильной мощности энергии металл может слишком плавиться, если будет повышенная мощность, или будет недостаточно резаться при недостаточной мощности. Также важно следить за давлением. Иногда из-за неправильного уровня давления плазменная струя попросту тухнет. И это не является причиной недостаточной мощности тока, как может показаться на первый взгляд.
Наши контактные телефоны: (812) 603-27-55, (812) 603-27-58, (812) 603-27-70
В техническом отделе вы сможете получить консультацию по всем вопросам, включая стоимость изделий.
Для оформления заказа достаточно связаться с нашими менеджерами по указанным телефонам или электронной почте: [email protected]
Плазменная дуга. Статьи компании «»Black Wolf»»
Основой плазменной резки является плазменная дуга. Она характеризуется довольно высокой температурой (до 30000 С) и большим диапазоном управления ее технологических свойств.
По сравнению с аргонодуговой сваркой плазменная сварка имеет преимущества из-за того, что имеет более высокую проплавляющую способность . Вот некоторые из преимуществ:
более высокая стабильность горения дуги;
зона термического влияния — меньше;
деформации при сварке гораздо меньше;
повышенная производительность;
пониженный расход защитных газов;
Плазменная дуга образуется устройством, которое называется плазмотроном. Есть два способа подсоединения плазмотрона: для генерации дуги косвенного действия, называемой плазменной струёй и для генерации дуги прямого действия.
Плазмотроны, которые подключают для генерации плазменной струи, называются плазмотронами косвенного действия, а подключение для генерации дуги — прямого действия. Конструкция плазмотронов косвенного действия отличаются от конструкции плазмотронов прямого действия. Этим отличием является система охлаждения соплового узла плазмотрона, она более эффективна у плазмотронов косвенного действия.
Плазменная дуга, в плазмотронах прямого действия, создается между стержневым электродом, который, как правило, сделан из вольфрама и вмонтирован в газовую камеру, и свариваемым изделием. Сопло имеет нейтральный заряд от электродного (катодного) узла и используется только для стабилизации и сжатия дуги.
плазменная дуга ,В плазмотронах косвенного действия возбуждается между соплом и электродом, а поток плазмы воспроизводит плазменную струю.
Для плазменной сварки металлов чаще всего используют плазмотроны с дугой прямого действия.
Сжатие столба дуги происходит таким образом: рабочий газ, который проходит через столб дуги, нагревается, тем самым ионизируется и выходит из сопла плазмотрона как плазменная струя.
Плазменная дуга прямого действия характеризуется практически цилиндрической формой, которая слегка расширяется у поверхности изделия.
Плазменная дуга косвенного действия , также называемая струей, характеризуется формой с вершиной, которая обращена к изделию и окружена так называемым факелом. Слой газа, который омывает столб дуги снаружи, практически холодный, тем самым образуя электрическую и тепловую изоляцию между каналом сопла и плазменной дугой. Температура дуги в плазмотронах достигает 15000 — 30000 С, а плотность тока-100 А/мм2.
Плазменная струя, которая истекает из плазматрона прямого действия, накладывается на столб дуги, чем отличается от плазматронов косвенного действия и потому имеет более высокую тепловую мощность и температуру.
Очень трудно создать дугу непосредственно между изделием и электродом. Из-за этого часто сначала создается плазменная дуга между электродом и соплом (ее часто называют дежурной), а затем при касании факела дежурной дуги к изделию происходит зажигание конечной дуги между электродом и изделием. Дежурная дуга отключается, после того, как конечная начинает стабильно гореть.
В плазмотронах прямого действия КПД значительно выше, чем у плазмотронов косвенного действия. Из-за этого плазмотроны с дугой прямого действия как правило применяют для наплавки, сварки, резки, а плазмотроны с дугой косвенного действия применяют в основном для напыления, нагрева и т. п.
Плазменная дуга часто используется:
для пайки;
при сварке металлов с неметаллами;
при сварке материала, толщина которого менее 1 мм, включая тугоплавкие металлы;
разделительной резки и поверхностной обработки различных металлов.
для того, чтобы наплавлять и наносить покрытия ,расплавляя электронную или дополнительно подаваемую в дугу проволоку;
Плазменная сварка — плазменная струя, применяемая для сварки, представляет собой направленный поток частиц или полностью ионизированного газа, имеющего температуру 10000…200000С. Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб сжатой дуги. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух и их смеси.
Применяют два основных плазменных источника нагрева: плазменную струю, выделенную из столба косвенной дуги и плазменную дугу, в которых дуга прямого действия совмещена с плазменной струей.
Плазменная струя представляет собой независимый источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления поверхности заготовок. Тепловая мощность плазменной струи ограничена, и ее применяют для сварки и резки тонких металлических листов и неэлектропроводящих материалов, для напыления тугоплавких материалов.
Плазменная дуга обладает большой тепловой мощностью, имеет более широкое применение: для сварки высоколегированной стали, сплавов титана, никеля, молибдена, вольфрама. Плазменную дугу применяют для резки материалов (меди, алюминия), наплавки тугоплавких материалов на поверхность.
Плазменной дугой можно сваривать металл толщиной до 10 мм без разделки кромок и применения присадочного материала. Так как плазменная дуга обладает высокой стабильностью, то обеспечивается повышенное качество сварных швов. Это позволяет выполнять микроплазменную сварку металла толщиной 0,025…0,8 мм.
Рисунок 1 — Плазмотрон схема
Работа плазмотрона в режиме: А — прямой полярности; Б — дуги косвенного действия (сопло 4 выполняет одновременно роль анода)
Принцип действия плазмотрона, питающаяся от источника 1, заключается в том, что дуга между электродом 2 и изделием 3 проходит через очень маленькое сопло 4. Именно проходя через сопло 4 плазмообразующий газ сжимает дугу. Защитное сопло 5 плазмотрона защищает зону горения от окружающего воздуха. Плазмообразующий и защитный газы проходят по двум независящим друг от друга каналам. В качестве плазмообразующего газа используют инертные газы (гелий, аргон) если речь идет о сварке изделий. Если же предполагается резка металлов, то основу плазмообразующего газа составляет очищенный от примесей воздух.
В зависимости от материала изделия плазменную сварку проводят на постоянном токе прямой полярности или в импульсном режиме. Для этого плазмотрон соединяют с источником питания 1 постоянного тока или источником питания, обеспечивающим импульсный режим.
Микроплазменная сварка
Разновидностью плазменной сварки является микроплазменная сварка. По конструкции это тот же плазмотрон, но меньших размеров. Микроплазменная сварка позволяет соединять различные материалы, сплавы, даже неметаллические изделия (пластмассы, диэлектрические материалы) вплоть до текстильных изделий. Устройство плазмотрона для микроплазменной сварки показано на рисунке 2.
Рисунок 2 — Плазмотрон для микроплазменной сварки
В корпусе 2 закреплен электрод 1 с помощью цанги 3. Корпус вставляется в верхний каркас 4. Сам каркас соединен с нижним каркасом б через керамическую втулку 5. Вставленный во внутреннюю часть сопла 8 наконечник 7 соединен с нижним каркасом 6. Электрод 1 зажимается в цанге 3 с помощью гайки 9 и специальной втулки 11. Внутренняя конструкция плазмотрона заключена в изолирующий корпус 10, который сверху закрывается колпачком 12.
Для проведения плазменной и микроплазменной сварки в настоящее время применяются следующие установки: УПС-501, УПС-804 и УПС-301 для плазменной сварки и установка А-1342 — для микроплазменной сварки.
Главный недостаток плазменной сварки – недолговечность горелок-плазмотронов.
Плазменная сварка PAW.
Компания «Интертехприбор»
PAW — Plasma Arc Welding плазменная сварка (сварка сжатой дугой) или PTAW — Plasma Transferred-Arc Welding плазменная сварка дугой прямого действия. Плазменная сварка – это сварка с помощью направленного потока плазменной дуги.
Плазменная сварка PAW
Также аббревиатуры плазменной сварки могут быть дополнены обозначениями, идентичными для сварки TIG:
PAW-HW Hot Wire плазменная сварка с подачей электропроводящей (подогретой) присадочной проволоки
PAW-DC Direct Current плазменная сварка на постоянном токе
PAW-AC Alternating Current плазменная сварка на переменном токе
Технология плазменной сварки
Методы применения потока ионизированной плазмы в качестве источника энергии при сварке начали внедряться еще в 50-х годах прошлого столетия, но только в последнее время нашли свое широкое применение. Процесс основан на ионизации плазменного газа с помощью электрической дуги и его фокусировании с помощью специальной конструкции наконечника плазмотрона. Такая фокусировка позволяет создать более интенсивный, концентрированный поток энергии в зоне сварки.
Различают конструкции с прямой и косвенной дугой. Плазменная сварка с прямой дугой преобладает в сварке металлов и может быть в целом охарактеризована как усовершенствованный метод TIG сварки. Плазменный газ ионизируется в плазмотроне и создает стабильный разряд в рабочей зоне даже при низкой энергии. Благодаря этому плазменная сварка, например, может использоваться для микрообъектов. Для толщин до 3 мм. плазменная сварка и сварка TIG сопоставимы между собой. Но для больших толщин, благодаря большей плотности энергии в дуге, плазменная сварка позволяет обеспечить более глубокое проплавление и большую скорость сварки, а остаточные деформации (коробление) деталей меньше по сравнению с TIG сваркой.
В плазменной сварке газы используются для 3 различных целей:
Плазменный газ. Это носитель, который формирует поток плазмы между электродом и рабочей зоной сварки. Аргон или аргоно-водородные сварочные смеси часто используются как плазменный газ для нержавеющих сталей, а смеси аргона с гелием – для цветных металлов.
Защитный газ. Отдельная изолирующая среда требуется для защиты сварочной ванны и околошовной зоны. Защитный газ подается через отдельное (внешнее) сопло сварочной горелки и окаймляет поток плазменного газа как защитная оболочка. В зависимости от типа используемого газа, плотность энергии в дуге может быть даже увеличена с помощью защитной оболочки. Обычно один и тот же газ используется и в качестве защитного, и в качестве плазменного.
Вторичный защитный газ. Отдельно защитный газ подается в зону корня шва с обратной стороны деталей, если зона разогрева на обратной стороне также должна быть защищена. В качестве вторичного газа используют высокочистый аргон или специальные сварочные смеси. Для обеспечения подачи газа от одного баллона и в сварочную горелку, и для защиты корня шва, рекомендуется использовать специальные редукторы с Т-коннектором и двумя расходомерами.
Плазма — это ионизированный газ, поток ядер и электронов, которые не связаны между собой. Чтобы оторвать все электроны от ядер, необходимо передать веществу большое количество энергии, либо нагреть его до высокой температуры, либо придать веществу ускорение и «ударить» обо что-нибудь.
В плазменной сварке используется плазменная дуга, которая характеризуется широким диапазоном регулирования ее технологических свойств и высокой температурой — до 30 000 °С.
Сварка плазмой по-сравнению с аргонодуговой сваркой обладает следующими преимуществами:
меньшая зона термического влияния;
низкий расход защитных газов;
высокая стабильность горения дуги;
высокая производительность;
низкие деформации при сварке;
меньшая чувствительность качества шва от изменения длины дуги.
Чтобы получить плазменную дугу нужно использовать плазматрон. Способы подключения плазматрона:
для генерации плазменной струи (рисунок а) — плазматроны косвенного действия;
для генерации дуги прямого действия (рисунок б) — плазматроны прямого действия.
Процесс возбуждения дуги непосредственно между электродом и изделием осуществить очень трудно. Поэтому сначала возбуждается дуга между электродом и соплом (дежурная), а затем при касании ее факела изделия происходит автоматическое зажигание основной дуги между электродом и изделием. Дежурная дуга обычно питается от того же источника, что и основная, через токоограничивающие сопротивления. Дежурная дуга при устойчивом процессе горения основной дуги отключается.
Применение плазменной сварки
Сварка металлов с неметаллами;
пайка сваркой;
наплавка и нанесения покрытий;
сварка тонколистового материала толщиной менее 1мм;
резка и обработка материалов.
В разделе «Виды сварки», с метками: Аргонно-дуговая сварка, Пайка сваркой, Резка сваркой
Плазменная дуговая сварка с переносом и без переноса
Плазменно-дуговая сварка с использованием ионизирующих газов при высоких температурах. Горячие ионизированные газы обычно называют плазмой. Ионизированный газ, проводящий электричество, переносит электрическую дугу на поверхность сварки. Высокая температура дуги сваривает два металлических куска вместе.
Плазменно-дуговая сварка почти аналогична процессу дуговой сварки вольфрамовым электродом. Между заготовкой возникает электрическая дуга, и площадь поперечного сечения сужается, что приводит к повышению температуры.
Что такое переносная плазменная дуговая сварка?
В этом процессе используется постоянный ток прямой полярности. Заготовка подключается к положительной клемме, а вольфрамовый электрод к отрицательной клемме. Дуга поддерживается между заготовкой и вольфрамовым электродом. Нагрев коаксиального газа поддерживает его в плазменном состоянии.
И дуга, и плазма передаются на заготовку для увеличения процессов нагрева.
В этом процессе используется плазменная дуга высокой плотности, проводящая ток за счет ионизации газообразного аргона, проходящего через электрическую дугу. Переносимая дуга дросселируется для достижения высоких температур, образуя столб плазмы с температурой от 8000 до 18000 градусов Цельсия.
Применение переносной плазменной дуговой сварки
Этот процесс подходит для деталей, подверженных износу или коррозии.Переносная плазменная дуговая сварка применяется в следующих процессах;
матрицы для ковки
пластифицирующий шнек
Изготовление гидроцилиндров
изготовление форм и принадлежностей для стекольной промышленности
ковка промышленных лезвий и ножей
изготовление автомобильных клапанов
Преимущества дуговой плазменной сварки
Сварщики и инженеры отдают предпочтение плазменной дуговой сварке. Некоторые из преимуществ плазменной дуговой сварки включают в себя:
Высокий уровень качества конструкции
Плазменная дуговая сварка с переносом отличается от других методов сварки.Он поддерживает металлургическую однородность, а контролируемое проникновение позволяет наносить покрытие за один проход, что обеспечивает высококачественную сварку.
Высокая скорость сварки
Дуговая сварка с переносом может сваривать до 500 мм в минуту, больше, чем сварка TIG с холодной проволокой. Если вам нужен быстрый процесс сварки, это может быть идеальным вариантом для вас.
Высокая энергоэффективность
Высокие скорости сварки ограничивают добавку тепла, что значительно экономит энергию.В среднем 12 кВт электроэнергии способны обеспечить осаждение шести килотонн металла в час. Кроме того, эта энергия уменьшает деформацию металлических заготовок при сохранении металлургической структуры.
Низкое загрязнение
По сравнению с традиционными методами сварки дуговая сварка с переносом образует дым с низким уровнем загрязнения атмосферы.
Что такое плазменная дуговая сварка без переноса?
В этом процессе плазменная дуговая горелка имеет два электрода, задний и передний.Постоянный ток (DC) между двумя электродами создает плазму йодированного газа, которая сжимается на конце горелки.
Тепло, выделяемое при сварке плазменной дугой без переноса, более рассеяно, чем при сварке плазменной дугой с переносом. Это делает процесс дуговой сварки без переноса пригодным для широкого спектра применений. Ток течет от электрода внутри горелки к соплу с отверстием и обратно к источнику питания.
Преимущества плазменной дуговой сварки без переноса
Этот процесс подходит для больших площадей поверхности благодаря плазменному напылению.Его основные преимущества включают следующее;
Точная сварка тонких металлических листов
Одним из преимуществ этого процесса является получение точных сварных швов. В отличие от переносной плазменной дуги, продукты выглядят более четкими и надежными.
Снижение энергопотребления
По сравнению с переносной плазменной дугой этот метод потребляет относительно меньше энергии.
Применение плазменной дуговой сварки без переноса
Основная цель этого процесса его плазменное напыление.Это процесс термического покрытия, при котором размягченные при нагревании частицы, образующие покрытие, наносятся на подложку. Это уменьшает коррозионное повреждение и продлевает срок службы материалов.
Подводя итоги,
Технологии плазменной дуговой сварки с переносом и без переноса являются очень выгодными, если они хорошо выполнены. Вместо того, чтобы нанимать любителей-однодневок, рассмотрите возможность использования сертифицированных AWS экспертов и инженеров по сварке. Таким образом, ваш проект будет иметь огромный успех.
Что такое плазменная дуговая сварка?
Существует множество различных процессов и процедур сварки, и одним из лучших является плазменная дуговая сварка.
Для тех, кто не знает, плазменная дуговая сварка, более известная как сварка PTA, представляет собой процесс наплавки высококачественных металлических наплавок на поверхности деталей и компонентов.
Сварка PTA выполняется по целому ряду причин, в том числе:
Продление срока службы деталей и компонентов
Защита от термического удара, истирания, коррозии и других видов износа
Улучшение и развитие прочности и долговечность
И многое другое!
Теперь, когда вы знаете, что такое плазменная дуговая сварка, крайне важно, чтобы вы также знали обо всем, что происходит и вращается вокруг нее.
Что такое плазма в дуговой плазменной сварке?
Плазма в любом из процессов плазменной сварки представляет собой газ, проходящий через сопло.
Изображение термической плазмы при плазменной дуговой сварке
Именно газ сужает дугу и управляет ею – без него газ может рассеиваться и вызывать опасность, несчастные случаи и утечку газа.
Тепловая плазма состоит из ионов газообразных атомов, а также свободных электронов.Теоретически температура тепловой плазмы может достигать температуры не ниже 30 000 градусов по Цельсию.
Какие плазмообразующие газы можно использовать при плазменной дуговой сварке?
Вы можете использовать множество газов, таких как аргон, азот и водород, для непрерывной и последовательной прокачки через газовую камеру.
ПРИМЕЧАНИЕ: Вы можете использовать его независимо от используемого плазменного резака. Электрическая дуга также обеспечивает тепло для образования и производства плазмы.
Использует ли дуговая сварка плазму?
Да, на самом деле во всех процессах плазменной сварки используется дуга, будь то дуга без переноса или с переносом.
Изображение сварщика, выполняющего дуговую сварку
Даже при дуговой сварке под флюсом или дуговой сварке под флюсом присутствует дуга, которую вы используете для расплавления материала, соединяя их вместе.
Разница между плазменной сваркой с переносом и без переноса
Излишне говорить, что различия заключаются в способах соединения и обработки материала.
Процедура плазменной дуговой сварки без переноса
Но насколько они различаются?
Плазма Переданная дуга (PTA) Сварка
Плазменная дуга (лапка) Сварка
Застрой часть анод, но насадка нейтральна.
Заготовка нейтральная, но насадка выполнена анодированной.
Электрическая дуга возникает между заготовкой и рабочим электродом.
Здесь электрическая дуга выполнена частью сопла и электрода, одна и та же дуга используется постоянно.
Рекомендуется использовать для сварки, механической обработки, резки, наплавки и т. д.
Рекомендуется использовать для обработки руды, сфероидизации, распыления пламенем и т. д.
Также известен как «Дуговая плазменная горелка прямого действия».
Известен как «Дуговой плазменный резак непрямого действия».
Вот некоторые из основных различий между плазменной дуговой сваркой и прямой дуговой плазменной сваркой.
Для чего используется плазменная дуговая сварка?
Вы можете найти применение плазменной дуговой сварке в процессах механической обработки.
Кроме того, его можно использовать для резки, сварки, наплавки, наплавки, напыления, переплавки и т.п.
В отличие от нескольких типов сварочных процессов, плазменная дуговая сварка или сварка PTA является универсальной процедурой.
Плазменно-дуговая сварка (PAW) по сравнению со сваркой вольфрамовым электродом в среде инертного газа (TIG)
Плазменно-дуговая сварка или PAW — это просто расширенная версия сварки TIG или вольфрамовой сварки в среде инертного газа.
Изображение сварки вольфрамовым электродом в среде инертного газа (TIG) на нержавеющей стали
Вы можете рассматривать его как более высокий уровень, чем TIG, поскольку при плазменной сварке используются вольфрамовые электроды. Единственное основное различие между плазменной дуговой сваркой с переносом и без переноса и сваркой TIG заключается в том, что первая позволяет сварщику размещать электрод внутри корпуса горелки.
Позволяет отделить плазменную дугу от защитного газа.
Какая температура дуги необходима для дуговой сварки?
Поскольку эта процедура используется из-за ее гибкости и универсальности, для выполнения сварки вам потребуется сильный нагрев около 6 500 градусов по Фаренгейту или 3 594 градуса по Цельсию.
Преимущества и недостатки плазменно-дуговой сварки
Если вы все еще не можете решить, подходит ли вам плазменно-дуговая сварка, вам необходимо знать о следующих плюсах и минусах:
Преимущества плазменно-дуговой сварки
Вот некоторые плюсы или преимущества использования плазменной дуговой сварки:
Более высокая стабильность сварочного процесса
Более высокая интенсивность мощности
Зона нагрева — это небольшая площадь или небольшое пространство
Быстрее и выше скорость сварки
Вы можете использовать его для работы на самой низкой силе тока
Расстояние между заготовкой и инструментом не повлияет на формирование дуги
Более высокая энергия для сварки – что лучше для сварки более толстых и более крупные заготовки
Недостатки плазменно-дуговой сварки
Когда дело доходит до недостатков, есть некоторые, которые вам нужны д рассмотреть.
Более шумные операции
Подвержены большему облучению
Оборудование и детали дороже и дороже
Как видите, у использования плазменной дуговой сварки есть несколько недостатков. Но плюсы явно перевешивают минусы!
Аппараты для плазменной сварки — это машины, которые используются как для плазменной дуговой сварки, так и для дуговой сварки без переноса.
Назначение аппаратов плазменной сварки заключается в плавлении участков деталей с использованием высокотемпературных и высокоскоростных газов (плазмы) для выполнения сварного шва.
Помимо сварки, вы также можете использовать плазменную дуговую сварку для резки, разделения, нарезки и придания формы заготовкам!
Вы также можете использовать его для другой процедуры, а именно…
Плазменное дуговое покрытие
Плазменное дуговое покрытие (PTA) — это процесс, который вы можете использовать для разработки или улучшения физических и поверхностные свойства деталей и узлов некоторых машин и оборудования .
Если вам нужен экстремальный уровень износостойкости или если вы хотите улучшить устойчивость поверхности к коррозии и истиранию, вы можете использовать процесс сварки PTA для покрытия вашей детали или поверхности вашего компонента.
Из чего будет состоять машина или система PTA?
Различные аппараты для плазменной сварки имеют разные детали и компоненты.
Изображение того, как выглядит аппарат для плазменной дуговой сварки (PTA)
Однако нельзя не упомянуть следующие детали:
Электрод
Электрод или компонент, который вы используете для соединения или объединения частей вместе.
Вы можете выбрать расходуемые и неплавящиеся электроды, в том числе неплавящиеся вольфрамовые.
Плазменное сопло
Плазменное сопло — это тип сопла, отвечающего за сужение газового потока.
Чаще всего плазменное сопло изготавливается из меди.
Сопло для подачи порошка
Это сопло, которое используется для подачи порошковых электродов в заготовку.Кроме того, он обладает характеристиками, позволяющими склеивать заготовки и материалы.
Балластное сопротивление
Балластное сопротивление является частью цепи, которая помогает увеличивать сопротивление при уменьшении или уменьшении тока.
Источник питания и блок питания
Машина или оборудование не будут работать без источника питания и блока питания, верно?
Источники энергии — это источники, у которых есть энергия для производства электроэнергии или энергии для работы машины.Источник питания — это часть или компонент, который соединяет источник питания с электрическим компонентом, обеспечивая питание.
Газовая консоль
Газовая консоль — это компонент, отвечающий за контроль давления газа. Вы используете его, чтобы иметь полный контроль над давлением плазмы, передаваемой на заготовку.
Охладитель воды
Уже из названия вы уже знаете, что водяной или жидкостный охладитель действует как тип отвода тепла, поскольку он передает тепло (от машины или электрического блока) в другое место. или место, чтобы избежать перегрева.
Это наиболее распространенные детали и компоненты, которые можно получить от машин и оборудования для плазменной дуговой сварки.
Сколько стоит машина для плазменной резки?
Конечно, расценки и цены на машины и оборудование будут различаться. Это будет зависеть от довольно многих факторов, включая размер, тип, характеристики, а также функциональные возможности машины.
Диапазон цен может колебаться от 15 000 до 300 000 долларов при первоначальных инвестициях.
Какие два (2) метода используются для запуска дуги плазменной резки?
Способ или процесс зажигания дуги зависит от возраста аппарата и окружающей среды.
Высокочастотный (ВЧ) запуск резака
Но наиболее известны 2 метода и процесса: Высокочастотный (ВЧ) метод и Внутренний контактный пуск (пилотный пуск).
В методе ВЧ сопло и электрод находятся в фиксированном положении, а дуга заполняет зазор между заготовкой и соплом.
Используя разряд, передаваемый на горелку, он создает короткую искру, которая затем ионизирует газ через горелку.
Однако с Touch Start или Pilot Start вы можете разрезать заготовку, не касаясь кончиком сварочного аппарата металла.
Можете ли вы улучшить качество плазменной резки?
Существует несколько процессов и советов, которые вы можете использовать для улучшения качества реза, в том числе: Сварка
Благодаря универсальности и гибкости метода сварки PTA вы можете найти множество применений плазменной дуговой сварки.
Однако чаще всего его используют:
Защита деталей и компонентов с помощью покрытия
Машины и оборудование для наплавки твердым сплавом
Сварка 2 или более металлических и стальных деталей вместе
Резка и резка нескольких заготовок
И многое другое!
Во многих отраслях сварка PTA является предпочтительным вариантом из-за плюсов и преимуществ, которые она имеет по сравнению с другими типами и видами сварочных процедур.
Насколько точна плазменная резка?
Вы можете подумать, что делает плазменную сварку любимым выбором и вариантом для резки и других сварочных процедур.
Что ж, в большинстве машин для плазменной резки и сварки высокоточная и высокоточная система может помочь вам получить точность в диапазоне от ± 0,01 до 0,05 дюйма.
Какой толщины можно резать при плазменной сварке?
Вы можете ожидать, что плазменные резаки будут выполнять операции по строжке и резке металла с максимальной толщиной около одного (1) полного дюйма.
Однако вы можете подняться выше и выше, если у вас есть необходимые инструменты, опыт и материалы.
Какой компании можно доверить дуговую сварку?
Из всех компаний и организаций, способных помочь вам с процедурой плазменной дуговой сварки, Waldun будет вашим лучшим выбором и вариантом.
Уже более десяти лет компания Waldun поставляет высококачественные решения в области износостойкости и сварки предприятиям и компаниям со всего мира.
Обладая обширными знаниями и навыками в области сварочных и износостойких пластин и услуг, вы сможете найти лучший вариант для сварки PTA.
В компании Waldun есть команда исследователей и разработчиков, которая поможет вам с переносом процессов дуговой сварки на заказ
У нас нет минимального заказа — вы можете быть гибкими с вашими заказами
Мы предлагаем и предоставляем различные услуги по сварке, резке и наплавке
Мы можем производить более 100 машин в год
У нас есть сертификаты и лицензии, одобренные в Европе, Северной и Южной Америке, Австралии, Африке и многих других странах мира.
С Waldun вам никогда не будет плохо. Если вы спрашиваете , что такое плазменная дуговая сварка, , вы можете связаться с нами, и мы будем более чем рады помочь вам.
Приобретите машины и оборудование для плазменной дуговой сварки, воспользуйтесь нашими услугами по сварке PTA и убедитесь в качестве нашей работы.
Усталостная характеристика алюминиевого сплава 6061-T6.Материаловедение и инженерия A,
Vol. 527, выпуск 7-8, (март 2010 г.), стр. 2057-2064, ISSN 0921-5093
Амбриз, Р.; Месмак, Г.; Руис, А .; Амруш, А .; Лопес, В. Х. и Бенседдик, Н. (2010).
Рост усталостной трещины при нагружении постоянной амплитуды сварных швов Al-6061-T6
, полученных модифицированным непрямым электродуговым методом. Наука и техника
Сварка и соединение, Vol. 15, выпуск 6 (август 2010 г.), стр. 514–521, ISSN 1362–1718
Амбриз, Р.Р.; Баррера, Г.; Гарсия, Р.; Лопес, В. Х. (2009). Сравнительное исследование механических свойств
сварных швов 6061-T6 GMA, полученных электродугой непрямого действия
(IEA) и модифицированной дугой непрямого действия (MIEA). Материалы и дизайн, Vol. 30,
стр. 2446-2453. ISSN 0261-3069
Бранза, Т. ; Дешо-Бом, Ф.; Велай, В. Луурс, П. (2009). Исследование микроструктуры и малоцикловой усталости ремонтируемых сваркой жаропрочных литых сталей.Журнал
Технология обработки материалов, Vol. 209, вып. 2, (январь 2009 г.), стр. 944-953, ISSN 0924-
0136
Cicala, E.; Даффет, Г.; Анджеевский, Х .; Греви, Д. (2005). Горячее растрескивание в сплаве Al-Mg-Si
Лазерная сварка. Рабочие параметры и их влияние. Материаловедение и
Инженерия A, Vol. A395, стр. 1-9, ISSN 0921-5093
Cola, M.; Линерт, Т .; Гуланд, Дж. И Херли, Дж. (1989). Лазерная сварка композита с алюминиевой металлической матрицей из частиц SiC
, Proceedings of ASME l 1989,
Международная конференция по последним тенденциям в области науки и техники в области сварки, стр.1297-
303, Гатлинбург, Теннесси, США, 14–18 мая 1989 г., ISBN 0-87170-401-3
Крейг, Б.Д. (1998). Расчет минимального давления разрушения для трубы, сваренной контактным электросварным швом.
Welding Journal, том 77, выпуск 1 (январь 1998 г.), стр. 61-63, ISSN 0043-2296
Davies, G. & Garland J. (1975). Структуры затвердевания и свойства сварных швов плавлением.
International Metals Review, Vol. 20 (июнь 1975 г.), стр. 83-106
Дэвис, Дж. (1993).Алюминий и алюминиевые сплавы: ASM Specialty Handbook, ASM International,
New York, USA, ISBN 087170496X
Dawson, J.; Палмер, Дж.; Морленд, П. и Диккен Г. (1999). Коррозионно-химическая сварка,
, электрохимические и гидродинамические проблемы, несоответствия и модель, Материалы
Достижения в области контроля коррозии и материалов при добыче нефти и газа EFC 26, стр. 155-
169, ISBN 1-86125-092-4 , Тронхейм, Норвегия, 22-25 сентября 1997 г.
Devletian, J.(1987). Сварка композиционного материала с металлической матрицей SiC/Al методом конденсаторного разряда
. Сварочный журнал, Vol. 66, выпуск 6 (июнь 1987 г.), стр. 33-39, ISSN 0043-2296
Domey, J. ; Айдун, Д.; Ахмади, Г.; Регель Л. и Уилкокс В. (1995). Числовой –
Моделирование влияния гравитации на форму сварочной ванны. Welding Journal, том 74,
, выпуск 8, (август 1995 г.), стр. S263-S268, ISSN 0043-2296
Датта, И. & Аллен, С. (1991). Калориметрическое исследование выделения в промышленных алюминиевых сплавах.
Journal of Materials Science Letters, Vol. 10, выпуск 6 (март 1991 г.), стр. 323-326, ISSN
0261-8028
Enjo, T.; Курода, Т. (1982). Микроструктура в зоне термического влияния сварного шва сплава Al-Mg-Si.
Труды JWRI, Vol.11, No.1, стр. 61-66, ISSN 0387-4508
Fukumoto, S; Хиросе, А. и Кобаяши, К. (1993). Применение лазерной сварки для соединения
композита, армированного непрерывным волокном, с металлом. Материаловедение и технология
, Vol.9, выпуск 3, (март 1993 г.), стр. 264-271, ISSN 0267-0836
Электромагнитная характеристика двухпроволочной непрямой дуговой сварки | Китайский журнал машиностроения
[1]
PAN Jiluan. Перспективы исследований сварки в 21 веке[J]. Китайское машиностроение , 2000, 11(2): 21–25. (на китайском языке).
Google Scholar
[2]
ИН Шуян. Прогресс исследований высокоэффективной технологии сварки [J]. Сварка и соединение , 2006 (10): 7–14. (на китайском языке).
Google Scholar
[3]
MICHIE K, BLACHMAN S. GMAW с двойной проволокой: характеристики процесса и применение [J]. Сварочный журнал , 1999, 78(5): 31–34.
Google Scholar
[4]
ТУСЕК Дж., СУБАН М. Высокопроизводительная многопроволочная сварка под флюсом и наплавка с добавкой металлического порошка [J]. Журнал технологии обработки материалов , 2003 (133): 207–213.
Google Scholar
[5]
TUSEK J. Математическое моделирование скорости плавления при дуговой сварке трехпроволочным электродом [J]. Журнал технологии обработки материалов , 2004 (146): 415–423.
Google Scholar
[6]
KBAPP I, BARTOSIK M. Исследование метода сварки TIME[J]. Welding International , 1998 (12): 25–33.
Google Scholar
[7]
Чжан Гуанцзюнь, ЛЭН Сюэсонг, ВУ Линь. Физическая характеристика дуги сопряжения при сварке TIG двойным вольфрамовым электродом [J]. Transactions of Nonferrous Metals Society of China , 2006 (16): 813–817.
Google Scholar
[8]
UEYAMA T, OHKAWA T, TANAKA M. Влияние конфигурации горелки и сварочного тока на формирование наплавленного валика при высокоскоростной тандемной импульсной газовой дуговой сварке стальных листов [J]. Наука и технология сварки и соединения , 2005, 10(6): 750–759.
Артикул
Google Scholar
[9]
TSUSHIMA S, KITAMURA M. Возникновение дугового взаимодействия при тандемной импульсной газовой дуговой сварке [J]. Наука и технология сварки и соединения , 2007, 12(6): 523–529.
Артикул
Google Scholar
[10]
HARWIG D D, DIERKSHEIDE J, YAPP D.Поведение дуги и скорость плавления в процессе VP-GMAW[J]. Сварочный журнал , 2006, 85(3): 52–62.
Google Scholar
[11]
LU Yi, CHEN Shujun, SHI Yu, et al. Процесс двухэлектродной дуговой сварки: принцип, варианты, управление и разработки[J]. Журнал производственных процессов , 2014 (16): 93–108.
Google Scholar
[12]
КОЛОМБО В., ГЕДИНИ Э., М. БОСЕЛЛИ и др.Трехмерное статическое и зависящее от времени моделирование двухгорелочной системы с дугой, переносимой постоянным током [J]. Journal of Physics D: Applied Physics , 2011 (44): 194005–194011.
Google Scholar
[13]
LI Junyue, XUE Haitao, LI Huan, et al. Основная теория и приложения информации о спектре сварочной дуги [J]. Китайский журнал машиностроения , 2007, 20(4): 44–51.
Артикул
Google Scholar
[14]
SHI Linan, SONG Yonglun, XIAO Tianjiao, et al.Физические характеристики процесса зажигания сварочной дуги [J]. Китайский журнал машиностроения , 2012, 17(2): 786–791.
Артикул
Google Scholar
[15]
LI Junyue, LI Zhiyong, LI Huan, et al. Основная теория и метод получения информации о спектре сварочной дуги[J]. Китайский журнал машиностроения , 2004, 17(2): 315–318.
Артикул
Google Scholar
[16]
LU Fenggui, TANG Xin Hua, YU Hailiang, et al.Численное моделирование взаимодействия между сварочной дугой TIG и сварочной ванной [J]. Вычислительное материаловедение , 2006 (35): 458–465.
Google Scholar
[17]
LU Fenggui, YAO Shun, QIAN Weifang. Моделирование дуговой сварки TIG на основе однородной сварочной ванны [J]. Китайский журнал машиностроения , 2004, 40(5): 145–149.
Артикул
Google Scholar
[18]
SCHNICK M, FUSSEL U, HERTEL M, et al.Моделирование дуговой сварки металлическим газом с учетом паров металла[J]. Journal of Physics D: Applied Physics , 2010 (43): 434008–434020.
Google Scholar
[19]
SCHNICK M, FUSSEL U, HERTEL M, et al. Пары металла вызывают центральный минимум температуры дуги при дуговой сварке газ-металл из-за увеличения радиационного излучения [J]. Journal of Physics D: Applied Physics , 2010 (43): 022001–022012.
Google Scholar
[20]
МЕРФИ А Б.Влияние паров металла при дуговой сварке[J]. Journal of Physics D: Applied Physics , 2010 (43): 434001–434021.
Google Scholar
[21]
SCHNICK M, WILHELM G, LOHSE M, et al. Трехмерное моделирование поведения дуги и качества газовой защиты при тандемной дуговой сварке газ-металл с использованием противофазной импульсной синхронизации[J]. Journal of Physics D: Applied Physics , 2011 (44): 185205–185215.
Google Scholar
[22]
НЕМЧИНСК В.Капля в межэлектродном промежутке при газовой дуговой сварке [J]. Journal of Physics D: Applied Physics , 2011 (44): 445203–445209.
Google Scholar
[23]
SHI Chuanwei, ZOU Yong, ZOU Zengda, et al. Физические характеристики двухпроволочной плазмы непрямой дуги [J]. Вакуум , 2014 (107): 41–50.
Google Scholar
[24]
ХСУ К С, ЭТЕМАДИ К, ПФЕМДЕР Э.Исследование свободно горящей аргоновой дуги высокой интенсивности[J]. Журнал прикладной физики , 1983, 54(3): 1293–1299.
Артикул
Google Scholar
[25]
LOWKE J J, KOVITYA P, SCHMIDT H P. Теория свободно горящих дуговых столбов с учетом влияния катода [J]. Journal of Physics D: Applied Physics , 1992 (25): 1600–1607.
Google Scholar
[26]
БЛЕ А, ПРУЛКС А, БУЛО М И.Трехмерное численное моделирование магнитоотклоняемой дуги постоянного тока в аргоне [J]. Journal of Physics D: Applied Physics , 2003 (36): 488–496.
CHOO R T, SZEKELY J, WESTHOFFR C.О расчете температуры свободной поверхности газовольфрамовой сварочной ванны из первых принципов: Часть I. Моделирование сварочной дуги [J]. Metallurgical Transactions B , 1992 (23): 357–369.
Google Scholar
[29]
SHI Chuanwei, ZOU Yong, ZOU Zengda, et al. Непрямая дуговая сварка двойной проволокой путем моделирования и эксперимента[J]. Журнал технологии обработки материалов , 2014 (214): 2292–2299.
Google Scholar
[30]
ШАРМА А, АРОРАН Н, МИШИА Б К.Математическое моделирование расхода флюса при сварке двухпроволочной проволокой[J]. Международный журнал передовых производственных технологий , 2008 г. (38): 1114–1124.
Google Scholar
Атмосфера | Бесплатный полнотекстовый | Косвенное прогнозирование распространения сварочного дыма внутри помещения с использованием вычислительной гидродинамики
1. Введение
Технология сварки является необходимым процессом при строительстве и обслуживании промышленных объектов, крупных сооружений, транспортных средств, кораблей, морских сооружений и ряда практик, связанных с металлом. работы [1,2].В настоящее время часть сварки выполняется с помощью машин и роботов, но большая часть по-прежнему выполняется вручную для обеспечения точности и качества работы. Однако недостатком ручной сварки является то, что образующиеся в процессе работы пары сильно влияют на здоровье рабочих [1]. Эти пары состоят из порошков различных твердых веществ, таких как Cu, Ni, Zn и т. д., размером от 1 до 7 мкм. Наряду с дымом, различные газы, такие как CO 2 , CO, NO x , SO x , O 3 и т.д.В процессе сварки также образуются многочисленные органические загрязнители [3]. Газы образуются и выделяются из-за наличия чрезвычайно высокой температуры, ультрафиолетового излучения, возникающего от дуги, и реакции горячего основного металла с атмосферой O 2 и N 2 . Однако появление CO 2 является исключением из этих факторов, поскольку он обычно используется в качестве защитного газа во многих сварочных процессах [4]. Защитный газ используется при сварке для защиты сварочной ванны от окисления в окружающем воздухе и уменьшения дымовыделения [5].Некоторыми примерами методов сварки с использованием защитного газа являются газовая дуговая сварка, электрогазовая сварка, лазерная сварка, плазменная резка и т. д. Среди этих методов газовая дуговая сварка является наиболее распространенным и широко используемым методом соединения металлов. и широкий спектр сплавов [6], а в качестве основных защитных газов он использует Ar, He, O 2 и CO 2 . Ar и He, будучи инертными газами, не представляют серьезной опасности для здоровья и окружающей среды и, как правило, обеспечивают хорошее качество сварки, но они примерно в десять раз дороже, чем CO 2 .Для сварки стальных конструкций можно использовать либо 100% CO 2 , либо комбинацию CO 2 и этих инертных газов. Дополнительным преимуществом использования CO 2 с другими чистыми газами при сварке металлов и сплавов является повышение стабильности дуги, минимизация подрезов, уменьшение пористости и улучшение внешнего вида сварного шва [2]. Этот вид сварки в среде защитных газов часто выполняется в закрытых отсеках и помещениях, например, в судостроении, где сварщик подвергается воздействию высокой концентрации дыма [7]. Гомес и др. провели оценку переносимых по воздуху ультрадисперсных частиц, генерируемых вольфрамовым инертным газом, металлическим активным газом и сваркой трением с перемешиванием, и обнаружили, что все эти процессы выбрасывают значительные концентрации ультрадисперсных частиц, которые оседают в легких подвергшихся воздействию рабочих [8,9]. Вдыхание этих паров и газов оказывает сильное влияние на функцию легких и вызывает как острые, так и хронические заболевания, такие как рак легких, инфекции, лихорадка от дыма металлов и т. д. Следовательно, очень важно защитить рабочих от воздействия сварочного дыма [10,11]. ].Уменьшение сварочных дымов из рабочей зоны обычно достигается за счет трех процессов: уменьшение в источнике путем изменения процесса и условий, использование вентиляции и вытяжек, а также использование средств индивидуальной защиты [1]. После восстановления у источника все еще выделяется значительное количество дыма, которое следует удалить с помощью метода вентиляции. Сварочный дым, как правило, состоит из ультратонких и мелких частиц диаметром от менее примерно 0,1 до 3 мкм [12], которые трудно удалить с помощью естественной вентиляции, поскольку на эти частицы легко влияет сложная схема воздушного потока в помещении [12]. 13].Наиболее широко используемым методом вентиляции для борьбы с этими загрязнителями является местная вытяжная вентиляция, поскольку она более эффективна по сравнению с общей вентиляцией и вентиляцией с разрежением [14]. Проектирование местной вытяжной вентиляционной системы для эффективного улавливания большей части летучих паров требует знания схемы концентрации пыли вблизи источника загрязнения и транспортировки паров от источника их происхождения к вытяжке. На перенос и концентрацию дыма влияют такие факторы, как выхлопные отверстия, потоки окружающего воздуха, импульс источника загрязнения, мобильность рабочего и т. д.[15]. Вручную исследовать характер переноса и изменение концентрации с помощью экспериментов — сложная задача, поскольку трудно выполнить достаточное количество измерений для более чем 80 различных сварок и связанных с ними процессов [16]. Вместо проведения экспериментов можно использовать численные методы для прогнозирования концентрации частиц дыма в зависимости от обеспечиваемых условий и связанных с ними факторов. На основе численных методов были проведены исследования для прогнозирования концентрации частиц с использованием вычислительной гидродинамики (CFD), но смоделированные результаты часто имеют некоторые расхождения с экспериментальными результатами.Ошибки связаны с ограничениями методов прогнозирования, которые не учитывают некоторые факторы, такие как распределение частиц по размерам и процесс отскока частиц [17]. В отличие от моделирования твердых частиц, CFD использовался во многих предыдущих исследованиях с хорошими характеристиками для прогнозирования профиля концентрации и дисперсии CO 2 в отдельном помещении с использованием как естественной, так и механической вентиляции [18,19]. Ламберт и др. сравнили измеренные и смоделированные в CFD значения распада CO 2 в контролируемой среде и обнаружили, что процентная ошибка между расчетными и экспериментальными данными составляет всего 5.2% и пришел к выводу, что CFD является эффективным инструментом для изучения характеристик вентиляции [20]. Целью данного исследования является моделирование диффузии CO 2 и поиск некоторой аналогии в поддержку полезности косвенного прогнозирования концентрации сварочного дыма. Эта гипотеза основана на теории о том, что если частицы находятся на субмикрометровом уровне, их свойства движения следуют законам диффузии газов, то есть броуновской диффузии для движения в воздухе [21,22]. Начальная часть исследования заключается в проведении измерения размера частиц сварочного дыма, чтобы выяснить, относится ли большинство частиц к субмикрометровому диапазону, за которым следуют дальнейшие эксперименты.Настоящая работа направлена на сравнение распределения сварочного дыма, измеренного внутри помещения, и распределения CO 2 , смоделированного с помощью CFD. Если достигается удовлетворительная корреляция между этими двумя компонентами, это дает возможность сформулировать основу для дальнейших исследований, связанных с этим аспектом.
2. Методика
2.
1. Экспериментальная установка Физическая модель представляет собой комнату (Д × Ш × В = 2900 мм × 2800 мм × 2200 мм) с одним проемом (Ш × В = 600 мм × 800 мм), как показано на рисунке 1.Сварочный аппарат устанавливается в углу помещения и состоит из сварочного аппарата HIC 500c, сварочного стола, основного металла (Д × Ш × В = 400 мм × 400 мм × 18 мм), сварочной горелки KS D0062 и CO 2 газовый баллон. Система сварки автоматизирована, а условия сварки заданы следующим образом: (1) напряжение дуги = 38В; (2) скорость сварки = 0,6 м/мин; (3) диаметр проволоки = 1,2 мм; (4) скорость проволоки = 70 мм/с; (5) сварочный ток = 350 А; 6) расход защитного газа = 30 л/мин. Схема процесса сварки показана на рисунке 1.На рис. 2 показаны пять точек, каждая на высоте 600 мм (нижняя часть) и 1600 мм (верхняя часть), имитирующих рост сварщика, работающего сидя и стоя соответственно. Расположение точек измерения показано на рис. 3, где четыре точки находятся в углах и одна точка находится в центре комнаты. Эти точки выбираются для измерения размера и количества частиц сварочного дыма, концентрации сварочного дыма и концентрации CO 2 . Вытяжной вентилятор (Модель: MJVF-40, MJ AIRTECH CO., Ltd. Сеул, Корея) с максимальным расходом 40 м 3 /мин используется для вентиляции помещения.
2.2. Полевые измерения
Проводятся эксперименты по измерению количества и размера сварочного дыма, концентрации сварочного дыма и концентрации CO 2 внутри помещения. Первоначально количество и размер частиц сварочного дыма измеряют с помощью портативного счетчика частиц воздуха MET ONE 237B (Hach Company, Лавленд, Колорадо, США). Сварку основного металла проводят на автоматическом сварочном аппарате с непрерывным выделением дыма, все измерения проводят через 10 мин после пуска аппарата.Счетчик частиц работает в течение 5 минут при скорости потока 2 литра в минуту и шести каналах размера, т. е. 0,3, 0,5, 0,7, 1, 2 и 5 мкм, которые используются для измерения количества частиц каждого размера на 10 л пробы воздуха. Перед запуском сварочного аппарата и последующими измерениями счетчик частиц используется для измерения начального количества частиц в каждом диапазоне размеров внутри помещения. Это фоновое измерение количества частиц вычитается из общего количества частиц сварочного дыма в каждом диапазоне размеров, и результаты заносятся в отчет.CO 2 измеряется в десяти точках измерения с помощью портативного измерителя качества воздуха в помещении DirectSense компании GrayWolf (GrayWolf Sensing Solutions, Шелтон, Коннектикут, США) с точностью измерения CO 2 ±3% от показаний или ±50 частей на миллион, который отображает измеренные значения. в ppm на мониторе. Мониторинг CO 2 в режиме реального времени проводится через 10 минут после включения сварочного аппарата во всех 10 точках измерения. Гравиметрическим методом измеряют массу частиц сварочного дыма во всех точках измерения, и измеренную массу переводят в концентрацию в каждой точке.Система измерения концентрации сварочного дыма работает при расходе 2 л/мин в течение часа и состоит из персонального пробоотборника воздуха (модель 224-PCXR4, SKC Inc. , Eighty Four, PA, USA), фильтровальной бумаги из поливинилхлорида (пористая размер = 5 мкм, диаметр = 37 мм: SKC Inc., Eighty Four, PA, USA) и прецизионные аналитические весы (Sartorius R 160 D, Elk Grove, IL, USA). Проводятся три отдельных измерения концентрации сварочного дыма и концентрации CO 2 , и среднее значение этих измерений используется для сравнения с смоделированной концентрацией CO 2 .
2.3. CFD Simulation
Коммерчески доступное программное обеспечение ANSYS Airpak 3.0.16 (Fluent Inc., Ливан, Нью-Гэмпшир, США) используется в этом исследовании для прогнозирования распределения концентрации CO 2 в помещении. Airpak — одно из наиболее приемлемых программ для моделирования качества воздуха в помещении, которое включает в себя мощный решатель FLUENT [23]. Airpak использует FLUENT для решения уравнений турбулентного потока на основе метода конечных объемов. Уравнения сохранения энергии, массы и импульса несжимаемого воздуха решаются с помощью FLUENT, чтобы найти решение модели. Модель турбулентности K-ε с двумя уравнениями используется для решения условий турбулентного потока. В помещении присутствует смешанная конвекция за счет возникновения как естественной, так и вынужденной конвекции. Естественная конвекция вызывается силами плавучести из-за разницы плотности в разных частях помещения. Разница в плотности в основном вызвана высокотемпературным газом, подаваемым в здание (т. е. температура CO 2 = 600 °C, расход CO 2 = 0,03 м 3 /мин, диаметр потока CO 2 = 0.2 см, а скорость CO 2 = 0,33 м/с в точке сварки). Градиент плотности обусловлен не только градиентом температуры, но и другими факторами, связанными с ним. Но для этого исследования градиент плотности из-за разницы температур от источников тепла принимается во внимание только потому, что эффекты, вызванные естественной конвекцией, намного ниже, чем эффекты, вызванные вынужденной конвекцией. Принудительная конвекция происходит за счет системы вентиляции – вытяжного вентилятора с расходом воздуха 20 м 3 /мин. Для дискретизации домена используется мелкая сетка шестигранной неструктурированной геометрии. Тест на независимость от сетки выполняется с использованием одной грубой и двух более мелких сеток. В итоге сгенерированная мелкая сетка состоит из 1,1 миллиона ячеек. Трехмерная модель, разработанная в Airpak, с той же геометрией и характеристиками, что и физическая установка, показана на рис. 4.
Нетепловая плазма атмосферного давления активирует лактат в растворе Рингера для противоопухолевого действия
Lin, DY, Yan, В., Зиссис Г. и Хуэй С.Ю. Р. Простая физическая модель газоразрядной лампы низкого давления. 2009 Конгресс IEEE по преобразованию энергии и выставка, тома 1–6, 1971–1978 (2009).
Дакин, Дж. Т. Неравновесная световая плазма. Ieee T Plasma Sci. 19, 991–1002, doi: 10.1109/27.125026 (1991).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Лапатович В. П. Последние достижения в области светотехники. Aip Conf Proc 730, 255–264 (2004).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Боселли, М.и другие. Исследование термической неравновесности в процессе плазменно-дуговой сварки: моделирование и диагностика. Ieee T Plasma Sci. 42, 1237–1244, doi: 10.1109/Tps.2014.2301598 (2014).
ОБЪЯВЛЕНИЕ
Статья
Google Scholar
Танака, М. и др. Нестационарные расчеты образования ванны расплава и тепловой плазмы с парами металла при дуговой сварке вольфрамовым электродом в среде защитного газа. J Phys D Appl Phys. 43, doi: Artn 434009 10.1088/0022-3727/43/43/434009 (2010).
Чжан, Г.К., Ву, К.С. и Лю, З.М. Экспериментальное наблюдение как замочной скважины, так и окружающего ее теплового поля при плазменной дуговой сварке. Int J Heat Mass Tran. 70, 439–448, doi: 10.1016/j.ijheatmasstransfer.2013.11.036 (2014).
Артикул
Google Scholar
Гото Т. и Хори М. Поведение радикалов во фторуглеродной плазме и контроль травления оксида кремния путем введения радикалов. Японский журнал прикладной физики. Часть 1. Обычные статьи. Краткие заметки и обзорные статьи.35, 6521–6527, doi: Doi 10.1143/Jjap.35.6521 (1996).
КАС
Статья
Google Scholar
Курт Х.Ю., Иналоз А. и Саламов Б.Г. Исследование нетеплового плазменного разряда в полупроводниковых газоразрядных электронных устройствах. Оптоэлектрон Adv Mat. 4, 205–210 (2010).
КАС
Google Scholar
Хори, М. и Гото, Т. Прогресс радикальных измерений в плазме для обработки полупроводников.Plasma Sources Sci T. 15, S74–S83, doi: 10.1088/0963-0252/15/2/S10 (2006).
ОБЪЯВЛЕНИЕ
Статья
Google Scholar
Ларусси, М. Стерилизация низкотемпературной плазмой: обзор и современное состояние. Плазменный процесс Полим. 2, 391–400, doi: 10.1002/ppap.200400078 (2005).
КАС
Статья
Google Scholar
Fridman, G. et al. Прикладная плазменная медицина.Плазменный процесс Полим. 5, 503–533, doi: 10.1002/ppap.200700154 (2008).
КАС
Статья
Google Scholar
Kong, M.G. et al. Плазменная медицина: вводный обзор. Новый J физ. 11, 115012, doi: Artn 115012 10.1088/1367-2630/11/11/115012 (2009).
ОБЪЯВЛЕНИЕ
Статья
Google Scholar
Weltmann, K.D. et al. Источники плазмы атмосферного давления: перспективные средства плазменной медицины.Pure Appl Chem 82, 1223–1237, doi: 10.1351/Pac-Con-09-10-35 (2010).
КАС
Статья
Google Scholar
Морфилл, Г. Э., Конг, М. Г. и Циммерманн, Дж. Л. Фокус на плазменной медицине. Новый J физ. 11, 115011, doi: Artn 115011 10. 1088/1367-2630/11/11/115011 (2009).
Артикул
Google Scholar
Ларусси, М. Низкотемпературная плазма для медицины? Ieee T Plasma Sci.37, 714–725, doi: 10.1109/Tps.2009.2017267 (2009).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
von Woedtke, T., Reuter, S., Masur, K. & Weltmann, K.D. Плазма для медицины. Phys Rep. 530, 291–320 (2013).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Weltmann, K.D. & von Woedtke, T. Campus PlasmaMed – от фундаментальных исследований до клинических доказательств.Ieee T Plasma Sci. 39, 1015–1025, doi: 10.1109/Tps.2011.2112674 (2011).
ОБЪЯВЛЕНИЕ
Статья
Google Scholar
Weltmann, K.D. & von Woedtke, T. Основные требования к источникам плазмы в медицине. Eur Phys J-Appl Phys. 55, 13807, doi: Artn 13807 10. 1051/Epjap/2011100452 (2011).
ОБЪЯВЛЕНИЕ
Статья
Google Scholar
Юсфи М., Мербахи Н., Патхак А.и Эйхвальд, О. Низкотемпературная плазма при атмосферном давлении: на пути к новым фармацевтическим методам лечения в медицине. Фундаментальная и клиническая фармакология. 70–90, doi: 10.1111/fcp.12018 (2013).
Ларусси М. Нетермическое обеззараживание биологических сред плазмой атмосферного давления: обзор, анализ и перспективы. Ieee T Plasma Sci. 30, 1409–1415, doi: 10.1109/TPS.2002.804220 (1992).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Исеки С.и другие. Быстрая инактивация спор Penicillium digitatum с использованием высокоплотной неравновесной плазмы атмосферного давления. Appl Phys Lett. 96, 153704, doi: Artn 153704 10.1063/1.3399265 (2010).
ОБЪЯВЛЕНИЕ
КАС
Статья
пабмед
ПабМед Центральный
Google Scholar
Fortsch, M. et al. [Низкотемпературная плазменная стерилизация h3O2. Новые возможности использования инструментов для хирургии глаза. Der Ophthalmologie: Zeitschrift der Deutschen Ophthalmologischen Gesellschaft 90, 754–764 (1993).
КАС
Google Scholar
Холлер К., Мартини Х., Кристиансен Б., Руден Х. и Гундерманн К. О. Эффективность низкотемпературной плазменной (НТР) стерилизации, нового метода стерилизации. Zentralblatt fur Hygiene und Umweltmedizin = Международный журнал гигиены и медицины окружающей среды. 194, 380–391 (1993).
КАС
пабмед
Google Scholar
Грэм, Г.С. и Мельник, Т. Дж. Промышленная низкотемпературная газовая плазменная стерилизация. Технология медицинских устройств. 8, 28–30 (1997).
КАС
пабмед
Google Scholar
Авакович, П. и др. Биологическая стимуляция кожи человека с применением оздоравливающих источников света и плазмы. Contrib Plasm Phys. 49, 641–647, doi: 10.1002/ctpp.200
8 (2009).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Хайнлин, Дж.и другие. Плазменная медицина: возможные применения в дерматологии. J Dtsch Dermatol Ges. 8, 968–976, doi: 10.1111/j.1610-0387.2010.07495.x (2010).
Артикул
пабмед
Google Scholar
Isbary, G. et al. Первое проспективное рандомизированное контролируемое исследование по снижению бактериальной нагрузки с использованием холодной атмосферной аргоновой плазмы на хронических ранах у пациентов. Брит Джей Дерматол. 163, 78–82, doi: 10.1111/j.1365-2133.2010.09744.x (2010).
КАС
Статья
Google Scholar
Митра, А.и другие. Применение в плазменной медицине: SWOT-подход. Композитный интерфейс. 19, 231–238, doi: Doi 10.1080/15685543.2012.700200 (2012).
КАС
Статья
Google Scholar
Мазур, К. и др. Активность клеток кожи человека модулируется холодной плазмой атмосферного давления. Восстановление ран. 20, А102–А102 (2012).
Google Scholar
Kalghatgi, S.U. et al.Механизм свертывания крови нетепловой плазмой диэлектрического барьерного разряда атмосферного давления. Ieee T Plasma Sci. 35, 1559–1566, doi: 10.1109/Tps.2007.
3 (2007).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Икехара, С. и др. Плазменная коагуляция крови без участия активации тромбоцитов и факторов свертывания крови. Плазменный процесс. Полим. 12, 1348–1353 (2015).
КАС
Статья
Google Scholar
Миямото, К.и другие. Коагуляция эритроцитов, вызванная обработкой низкотемпературной плазмой. Архив биохимии и биофизики. 605, 95–01, doi: 10.1016/j.abb.2016.03.023 (2016).
КАС
Статья
пабмед
Google Scholar
Кифт, И. Э., Курди, М. и Стоффелс, Э. Прикрепление и апоптоз после обработки культивируемых клеток плазменной иглой. Ieee T Plasma Sci. 34, 1331–1336, doi: 10.1109/Tps.2006.876511 (2006).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Фридман Г.и другие. Плазма диэлектрического барьерного разряда с плавающим электродом в воздухе способствует апоптозу в клеточных линиях меланомы рака кожи. Plasma Chem Plasma P. 27, 163–176, doi: 10.1007/s11090-007-9048-4 (2007).
КАС
Статья
Google Scholar
Исеки, С. и др. Избирательное уничтожение клеток рака яичников путем индукции апоптоза неравновесной плазмой атмосферного давления. Appl Phys Lett. 100, 113702, doi: Artn 113702 10.1063/1.3694928 (2012).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Vandamme, M. et al. Противоопухолевый эффект лечения плазмой ксенотрансплантатов глиомы U87: предварительные результаты. Плазменный процесс Полим. 7, 264–273, doi: 10.1002/ppap.200
0 (2010).
КАС
Статья
Google Scholar
Кейдар, М. и др. Селективность холодной плазмы и возможность смены парадигмы в терапии рака.Бр Дж Рак. 105, 1295–1301, doi: 10.1038/bjc.2011.386 (2011).
КАС
Статья
пабмед
ПабМед Центральный
Google Scholar
Юрген Шлегель, Дж. К. Вероника Боксхаммер. Плазма в лечении рака. Клиническая плазменная медицина. 1, 2–7 (2013).
Артикул
Google Scholar
Каушик, Н. К., Ум, Х. и Чой, Э. Х. Образование микроядер, индуцированное воздействием плазмы диэлектрического барьерного разряда на раковые клетки головного мозга.Appl Phys Lett. 100, 084102, doi: Artn 084102 10.1063/1.3687172 (2012).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Ивасаки, М. и др. Неравновесная плазма атмосферного давления со сверхвысокой плотностью электронов и высокой производительностью для очистки поверхности стекла. Appl Phys Lett. 92, 081503, doi: Artn 081503 10.1063/1.2885084 (2008).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Танака Х.и другие. Плазменная медицина для лечения рака: к терапии рака с использованием нетепловой плазмы атмосферного давления. Ieee T Plasma Sci. 42, 3760–3764, doi: 10.1109/Tps.2014.2353659 (2014).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Танака Х. и др. Терапия рака с использованием нетепловой плазмы атмосферного давления со сверхвысокой электронной плотностью. Физ плазма. 22, 122003, doi: 10.1063/1.4933366 (2015).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Танака Х.и другие. Плазма с высокой электронной плотностью и плазменно-активированная среда для лечения рака. Клиническая плазменная медицина. 3, 72–76 (2015).
Артикул
Google Scholar
Yokoyama, M., Johkura, K. & Sato, T. Реакции генной экспрессии клеток HeLa на химические вещества, генерируемые потоком атмосферной плазмы. Сообщения о биохимических и биофизических исследованиях 450, 1266–1271, doi: 10.1016/j.bbrc.2014.06.116 (2014).
КАС
Статья
пабмед
Google Scholar
Ян Д.Ю. и др. Контроль стимулированных плазмой сред при лечении рака. Appl Phys Lett. 105, 224101, doi: Artn 224101 10.1063/1.45 (2014).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Мохадес С., Ларусси М., Сирс Дж., Барекзи Н. и Разави Х. Оценка воздействия среды, активированной плазмой, на раковые клетки. Физ плазма. 22, 122001, doi: Artn 122001 10.1063/1.4933367 (2015).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Ян Д. Ю. и др. Стабилизация среды, стимулированной холодной плазмой, путем регулирования состава среды. Научный представитель Великобритании. 6, 26016, doi: Artn 26016 10.1038/Srep26016 (2016).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Адачи, Т. и др. Железо стимулирует индуцируемое плазмой активируемой средой повреждение клеток A549. Научный доклад 6, 20928, doi: 10.1038/srep20928 (2016).
ОБЪЯВЛЕНИЕ
КАС
Статья
пабмед
ПабМед Центральный
Google Scholar
Кумар, Н.и другие. Действие плазмоактивированных сред с микросекундным импульсом на инактивацию клеток рака легкого человека. J Phys D Appl Phys. 49, 115401, doi: Artn 115401 10.1088/0022-3727/49/11/115401 (2016).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Ян Д. и др. Принципы использования сред, стимулированных холодной атмосферной плазмой, для лечения рака. Научный представитель Великобритании. 5, 18339, doi: 10.1038/srep18339 (2015).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Танака Х.и другие. Активированная плазмой среда избирательно убивает клетки опухоли головного мозга глиобластомы путем подавления сигнальной молекулы выживания, киназы AKT. Плазменная медицина. 1, 265–277, doi: 10.1615/PlasmaMed.2012006275 (2013).
Артикул
Google Scholar
Танака Х. и др. Сигнальные пути выживания и пролиферации клеток подавляются активируемой плазмой средой в клетках опухоли головного мозга глиобластомы. Plasma Medicine 2, 207–220, doi: 10.1615/PlasmaMed.2013008267 (2014).
Артикул
Google Scholar
Утсуми, Ф. и др. Влияние непрямой неравновесной плазмы атмосферного давления на антипролиферативную активность в отношении клеток хронического химиорезистентного рака яичников In Vitro и In Vivo . Plos One 8, e81576, doi: 10.1371/journal.pone.0081576 (2013).
ОБЪЯВЛЕНИЕ
КАС
Статья
пабмед
ПабМед Центральный
Google Scholar
Утсуми, Ф.и другие. Селективная цитотоксичность непрямой неравновесной плазмы атмосферного давления в отношении светлоклеточного рака яичников. SpringerPlus 3, 398, doi: 10.1186/2193-1801-3-398 (2014).
Артикул
пабмед
ПабМед Центральный
Google Scholar
Тории, К. и др. Эффективность плазменной обработки клеток рака желудка. Рак желудка: официальный журнал Международной ассоциации рака желудка и Японской ассоциации рака желудка 18, 635–643, doi: 10.1007/s10120-014-0395-6 (2014).
КАС
Статья
Google Scholar
Хаттори, Н. и др. Эффективность лечения плазмой на раковых клетках поджелудочной железы. Международный журнал онкологии 47, 1655–1662, doi: 10. 3892/ijo.2015.3149 (2015).
КАС
Статья
пабмед
ПабМед Центральный
Google Scholar
Адачи, Т. и др. Активированная плазмой среда индуцирует повреждение клеток A549 посредством спирального апоптотического каскада с участием митохондриально-ядерной сети.Свободнорадикальная биология и медицина 79C, 28–44, doi: 10.1016/j.freeradbiomed.2014.11.014 (2014).
КАС
Статья
Google Scholar
Грейвс, Д. Б. Новая роль активных форм кислорода и азота в окислительно-восстановительной биологии и некоторые последствия применения плазмы в медицине и биологии. J Phys D Appl Phys. 45, 263001, doi: Artn 263001 10.1088/0022-3727/45/26/263001 (2012).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Брюггеман, П.и Лейс, К. Нетепловая плазма в жидкостях и при контакте с ними. J Phys D Appl Phys. 42, 053001, doi: Artn 053001 10. 1088/0022-3727/42/5/053001 (2009).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google Scholar
Кураке, Н. и др. Выживаемость клеток глиобластомы, выращенной в среде, содержащей перекись водорода и/или нитрит, или в среде, активированной плазмой. Архив биохимии и биофизики, 5, doi: 10.1016/j.abb.2016.01.011 (2016).
Ханс-Роберт, Метельманн и др. Лечение рака головы и шеи и физическая плазма. Clinical Plasma Medicine 3, 17–23, doi: 10.1016/j.cpme.2015.02.001 (2015).
Артикул
Google Scholar
Kajiyama, H. et al. Перспективы стратегической плазмотерапии у пациентов с эпителиальным раком яичников: краткий обзор плазмы при лечении рака. Jpn J Appl Phys. 1 53, 1–4 (2014).
Google Scholar
Танака Х., Мизуно, М., Киккава, Ф. и Хори, М. Взаимодействия между плазмоактивированной средой и раковыми клетками. Plasma Medicine в печати, doi: 10.1615/PlasmaMed.2016015838 (2016).
Kalghatgi, S. et al. Влияние нетепловой плазмы на клетки млекопитающих. Plos One 6, e16270, doi: ARTN e16270 10.1371/journal.pone.0016270 (2011).
ОБЪЯВЛЕНИЕ
КАС
Статья
пабмед
ПабМед Центральный
Google Scholar
Исследование метода плазменно-дуговой сварки плавлением и давлением проволоки из нитинолового сплава
[1]
Л.J Han, X. H Zhao, L. Zhao, Materials Science and Technology, J. 1999, 7(3), 76-79.
[2]
Хиросе Мингфу. Металлы, Дж. 1990, 59(8), 61-68.
[3]
Shinoda T, Tsuchiya T, Takahashi H. Welding International, J. 1992, 6(1), 20-25.
[4]
Y Wu, X.Л. Мэн, В. Кай, Л. Чжао, Материаловедение и технология, Дж. 2005, 13(3), 312-315.
[5]
Л. В. Го, Ю. Д. Ю., Ф. Гу, Д. Ли, Г.G Meng, China Nonferrous Metals Journal, J. 2003, 13(2), 404-408.
[6]
S. B Xue, X. C Lv, H. W Zhang, Welding Journal, J.2004, 25(1), 1-5.
[7]
Y. L Xu, Z. F Cheng, X. L Fan, C. L Chu, S. D Wang, Welding Journal, J. 2006, 27(12), 89-92.



 Ввиду значительного напряжения атомноводородной дуги для питания ее применяют специальные сварочные трансформаторы с повышенным напряжением холостого хода (обычно около 300 в) и со специальными устройствами для защиты сварщика от поражения током. Атомноводородная горелка показана на рис. 4.
Ввиду значительного напряжения атомноводородной дуги для питания ее применяют специальные сварочные трансформаторы с повышенным напряжением холостого хода (обычно около 300 в) и со специальными устройствами для защиты сварщика от поражения током. Атомноводородная горелка показана на рис. 4. Главная область применения атомноводородной сварки — специальные легированные конструкционные стали, а также алюминий иего сплавы. При сварке алюминия необходимо применять флюс, так как водород не восстанавливает окись алюминия. Применение атомноводородной сварки технически и экономически целесообразно лишь на материале малых толщин, примерно 1—5 мм. В настоящее время атомноводородная сварка применяется незначительно, одна из основных причин — неудобная технологически форма сварочного пламени.
Главная область применения атомноводородной сварки — специальные легированные конструкционные стали, а также алюминий иего сплавы. При сварке алюминия необходимо применять флюс, так как водород не восстанавливает окись алюминия. Применение атомноводородной сварки технически и экономически целесообразно лишь на материале малых толщин, примерно 1—5 мм. В настоящее время атомноводородная сварка применяется незначительно, одна из основных причин — неудобная технологически форма сварочного пламени. Это различие определяется тем, что в первом случае мощность, выделяемая в анодном пятне и прианодной области, идет на нагрев изделия, тогда как во втором бесполезно теряется на нагрев сопла плазмотрона.
Это различие определяется тем, что в первом случае мощность, выделяемая в анодном пятне и прианодной области, идет на нагрев изделия, тогда как во втором бесполезно теряется на нагрев сопла плазмотрона.
 Под действием подаваемой через трубку и камеру струи плазмообразующего газа столб дуги удлиняется, анодное пятно останавливается на краю сопла у выходного отверстия, а факел газа выходит из сопла. Резка происходит только под воздействием тепла и давления плазменной струи без участия столба дуги. Эффективный КПД этой дуги значительно меньше и составляет 30—40 %. Дугу косвенного действия используют для обработки металла небольшой толщины и неэлектропроводных материалов. При плазменной резке может быть осевая (аксиальная) подача газа, при которой газ поступает вдоль оси электрода, конец которого заостряют и устанавливают точно по оси канала сопла. При вихревой подаче улучшается фиксация столба дуги с осью канала сопла, а сама подача достигается расположением газовых каналов по касательной к газовой камере. При такой подаче стойкость сопла увеличивается.
[c.273]
Под действием подаваемой через трубку и камеру струи плазмообразующего газа столб дуги удлиняется, анодное пятно останавливается на краю сопла у выходного отверстия, а факел газа выходит из сопла. Резка происходит только под воздействием тепла и давления плазменной струи без участия столба дуги. Эффективный КПД этой дуги значительно меньше и составляет 30—40 %. Дугу косвенного действия используют для обработки металла небольшой толщины и неэлектропроводных материалов. При плазменной резке может быть осевая (аксиальная) подача газа, при которой газ поступает вдоль оси электрода, конец которого заостряют и устанавливают точно по оси канала сопла. При вихревой подаче улучшается фиксация столба дуги с осью канала сопла, а сама подача достигается расположением газовых каналов по касательной к газовой камере. При такой подаче стойкость сопла увеличивается.
[c.273]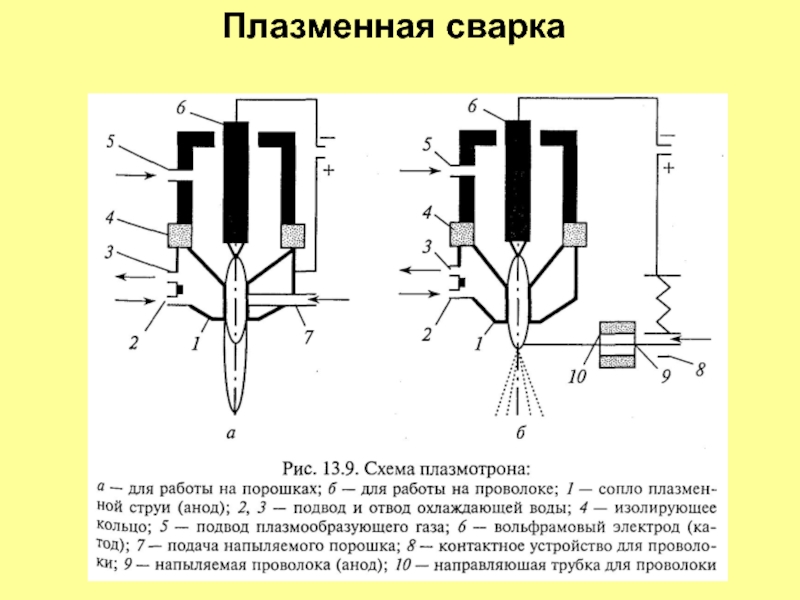

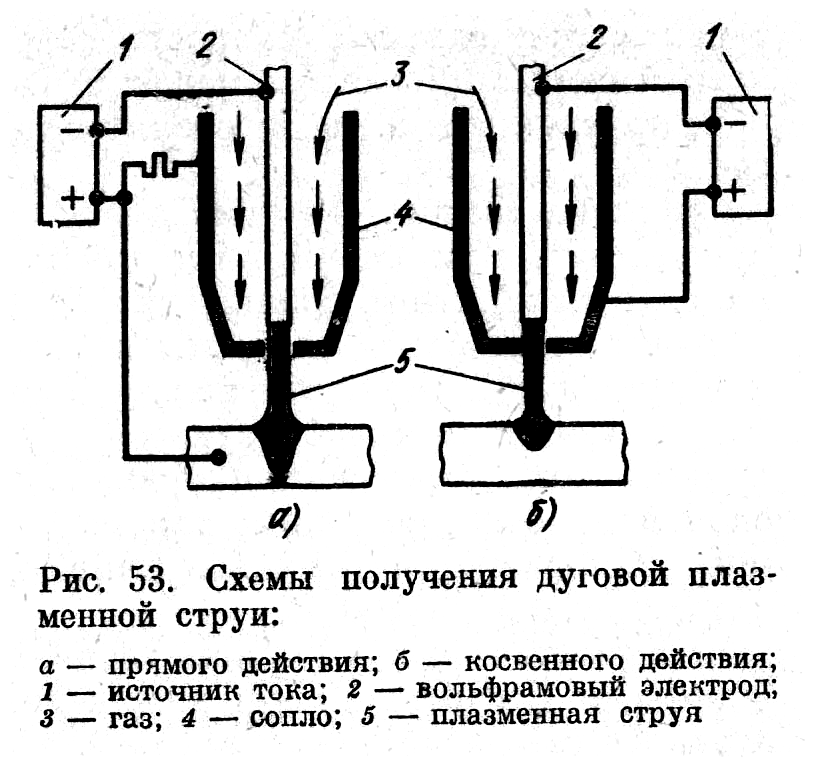
 [c.85]
[c.85]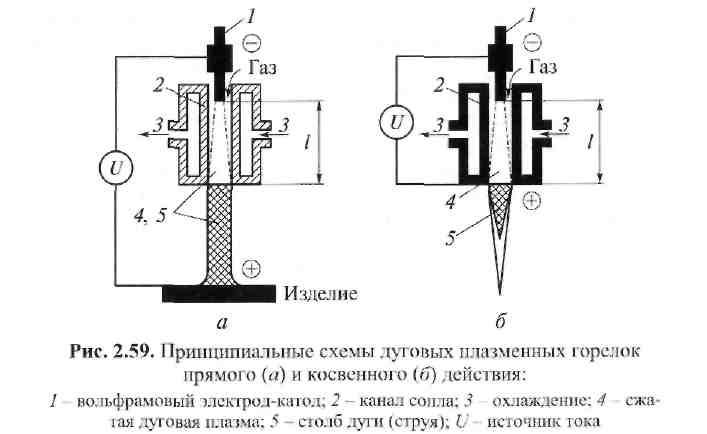 [c.523]
[c.523]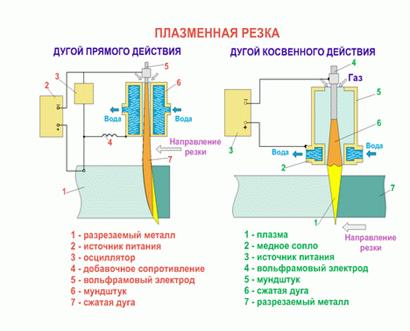 Изменяя величину тока дуги прямого действия, можно достичь минимальной величины проплавления основного металла.
[c.19]
Изменяя величину тока дуги прямого действия, можно достичь минимальной величины проплавления основного металла.
[c.19] Поэтому вторая схема получения плазменной струи позволяет проводить кроме сварки другие виды обработки напыление, пайку, термообработку, причем обрабатывать как металлы и сплавы, так и неметаллические материалы, диэлектрики -керамику, стекло.
[c.185]
Поэтому вторая схема получения плазменной струи позволяет проводить кроме сварки другие виды обработки напыление, пайку, термообработку, причем обрабатывать как металлы и сплавы, так и неметаллические материалы, диэлектрики -керамику, стекло.
[c.185] Двухатомные газы (Из, N2) предпочтительны, так как при диссоциации (разложении) в плазмотроне они поглощают теплоту, которую затем отдают у поверхности реза, ассоциируя там в молекулы. Газовые смеси, содержащие кислород, используют преимущественно для резки черных металлов, а неактивные газы и их смеси — при резке цветных металлов и их сплавов.
[c.312]
Двухатомные газы (Из, N2) предпочтительны, так как при диссоциации (разложении) в плазмотроне они поглощают теплоту, которую затем отдают у поверхности реза, ассоциируя там в молекулы. Газовые смеси, содержащие кислород, используют преимущественно для резки черных металлов, а неактивные газы и их смеси — при резке цветных металлов и их сплавов.
[c.312] 91]
91] Исключение мог бы составить процесс резки по схеме центрального нагрева, осуществляемый сформированной цилиндрической струей кислорода, находящегося в состоянии плазмы. Как было указано выше, эффективные мощности и к. п. д. плазменного нагрева превосходят соответствующие характеристики газопламенного. Однако использование кислорода в качестве рабочего газа в плазмо-генераторе резко осложняет условия работы электродов. Осуществление на практике схемы центрального кислородно-плазменного нагрева требл ет изыскания специальных электродных материалов, не чувствительных к кислороду при высоких температурах, свойственных дуговому разряду, или другого рационального решения.
[c.123]
Исключение мог бы составить процесс резки по схеме центрального нагрева, осуществляемый сформированной цилиндрической струей кислорода, находящегося в состоянии плазмы. Как было указано выше, эффективные мощности и к. п. д. плазменного нагрева превосходят соответствующие характеристики газопламенного. Однако использование кислорода в качестве рабочего газа в плазмо-генераторе резко осложняет условия работы электродов. Осуществление на практике схемы центрального кислородно-плазменного нагрева требл ет изыскания специальных электродных материалов, не чувствительных к кислороду при высоких температурах, свойственных дуговому разряду, или другого рационального решения.
[c.123] Плазмообразующий газ мон ет служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого за-п1,итного газа. Газ, перемещающийся вдоль степок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако болынинство илаз-менных горелок имеет дополнительное водяное охлаждение.
[c.65]
Плазмообразующий газ мон ет служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого за-п1,итного газа. Газ, перемещающийся вдоль степок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако болынинство илаз-менных горелок имеет дополнительное водяное охлаждение.
[c.65] Обычно исходный материал вводится в обесточенную часть струи, т. е. зона ввода энергии и технологическая зона разделены, поэтому их называют плазмотронами косвенного действия. Однако в таких плазмотронах иногда исходный материал вводят в область дугового разряда, например при плазменном напылении, когда порошок подают в дуговой канал до анодного пятна [43], а также при распылении проволоки, когда через нее пропускают электрический ток. Поэтому данные плазмотроны становятся плазмотронами прямого действия. В дальнейшем целесообразно различать плазмотроны по характеру обдува электрической дуги в разрядном канале. Среди них можно выделить плазмотроны с продольно-и поперечно-обдуваемой дугами.
[c.86]
Обычно исходный материал вводится в обесточенную часть струи, т. е. зона ввода энергии и технологическая зона разделены, поэтому их называют плазмотронами косвенного действия. Однако в таких плазмотронах иногда исходный материал вводят в область дугового разряда, например при плазменном напылении, когда порошок подают в дуговой канал до анодного пятна [43], а также при распылении проволоки, когда через нее пропускают электрический ток. Поэтому данные плазмотроны становятся плазмотронами прямого действия. В дальнейшем целесообразно различать плазмотроны по характеру обдува электрической дуги в разрядном канале. Среди них можно выделить плазмотроны с продольно-и поперечно-обдуваемой дугами.
[c.86]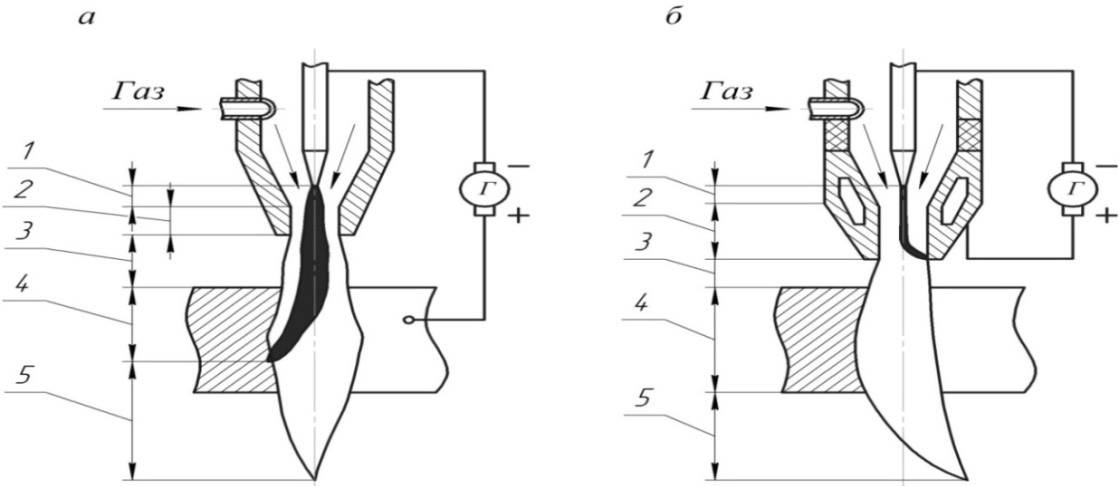 14.8, б). Для резки используют аргон, смесь аргона с водородом, а также смеси азота с водородом, во-довоздущные смеси и воздух.
[c.282]
14.8, б). Для резки используют аргон, смесь аргона с водородом, а также смеси азота с водородом, во-довоздущные смеси и воздух.
[c.282]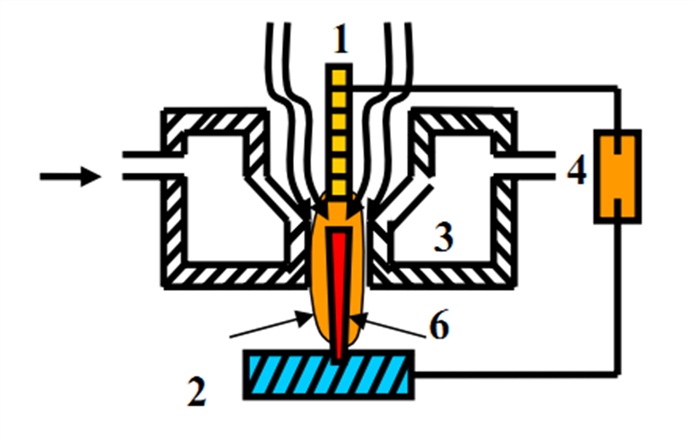 И, несмотря на то, что плазменная сварка отличалась большей точностью и оставляла меньшие рубцы на металле, все равно предпочтение отдавалось более быстрым ее коллегам. Сейчас же аппараты стали довольно небольшими и получили широкое распространение.
И, несмотря на то, что плазменная сварка отличалась большей точностью и оставляла меньшие рубцы на металле, все равно предпочтение отдавалось более быстрым ее коллегам. Сейчас же аппараты стали довольно небольшими и получили широкое распространение. Главным инструментом, с помощью которого происходит резка металла, является плазма – нагретый с помощью электрической дуги газ. Температура газа в данном случае достигает около 25 тысяч градусов Цельсия.
Главным инструментом, с помощью которого происходит резка металла, является плазма – нагретый с помощью электрической дуги газ. Температура газа в данном случае достигает около 25 тысяч градусов Цельсия.  А именно:
А именно: Это занимает большое время, да и вообще неудобно выполнять данную процедуру. При обработке плазменной резкой этот фактор полностью отсутствует. Благодаря плазме металл разогревается именно в тех частях, которые нужно обработать.
Это занимает большое время, да и вообще неудобно выполнять данную процедуру. При обработке плазменной резкой этот фактор полностью отсутствует. Благодаря плазме металл разогревается именно в тех частях, которые нужно обработать.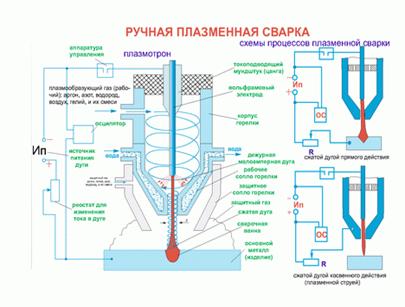 Это занимает большое время, да и вообще неудобно выполнять данную процедуру. При обработке плазменной резкой этот фактор полностью отсутствует. Благодаря плазме металл разогревается именно в тех частях, которые нужно обработать.
Это занимает большое время, да и вообще неудобно выполнять данную процедуру. При обработке плазменной резкой этот фактор полностью отсутствует. Благодаря плазме металл разогревается именно в тех частях, которые нужно обработать.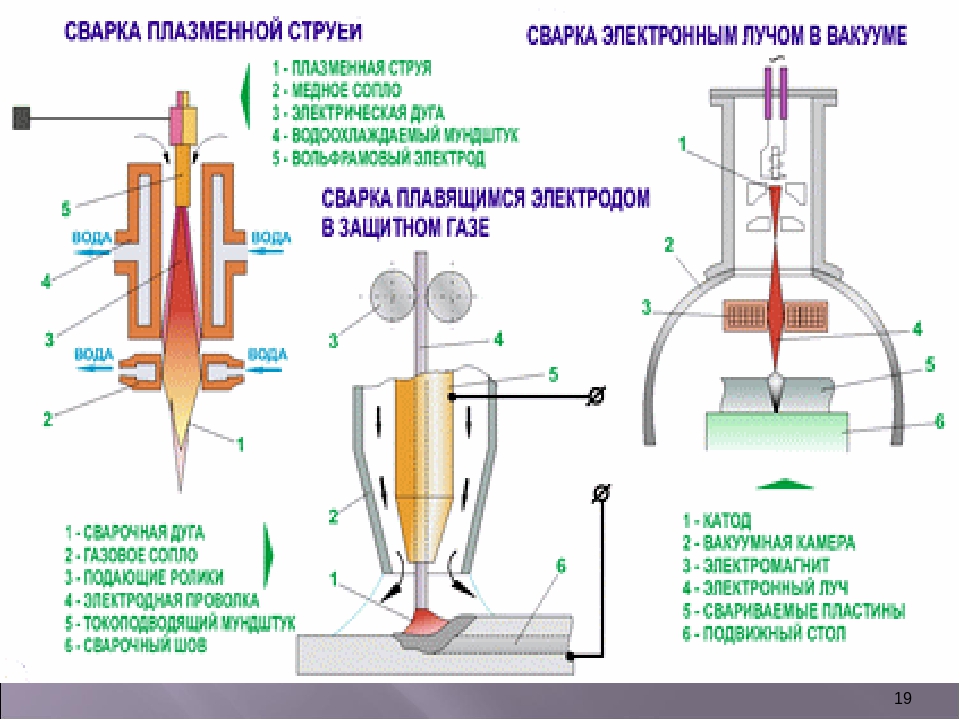
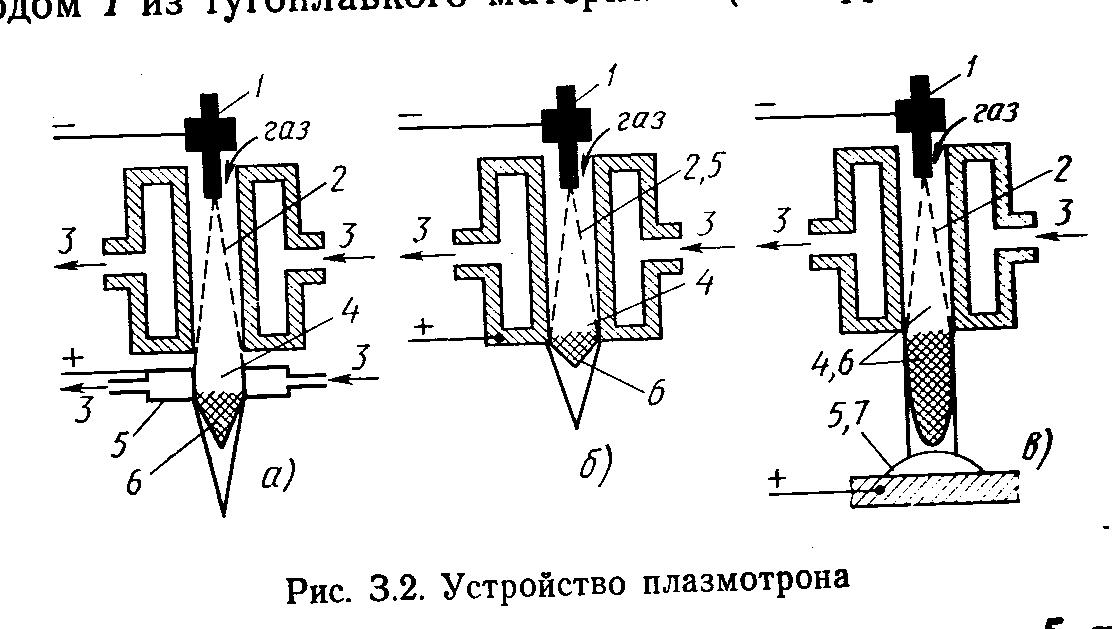

 Слой газа, который омывает столб дуги снаружи, практически холодный, тем самым образуя электрическую и тепловую изоляцию между каналом сопла и плазменной дугой. Температура дуги в плазмотронах достигает 15000 — 30000 С, а плотность тока-100 А/мм2.
Слой газа, который омывает столб дуги снаружи, практически холодный, тем самым образуя электрическую и тепловую изоляцию между каналом сопла и плазменной дугой. Температура дуги в плазмотронах достигает 15000 — 30000 С, а плотность тока-100 А/мм2. п.
п.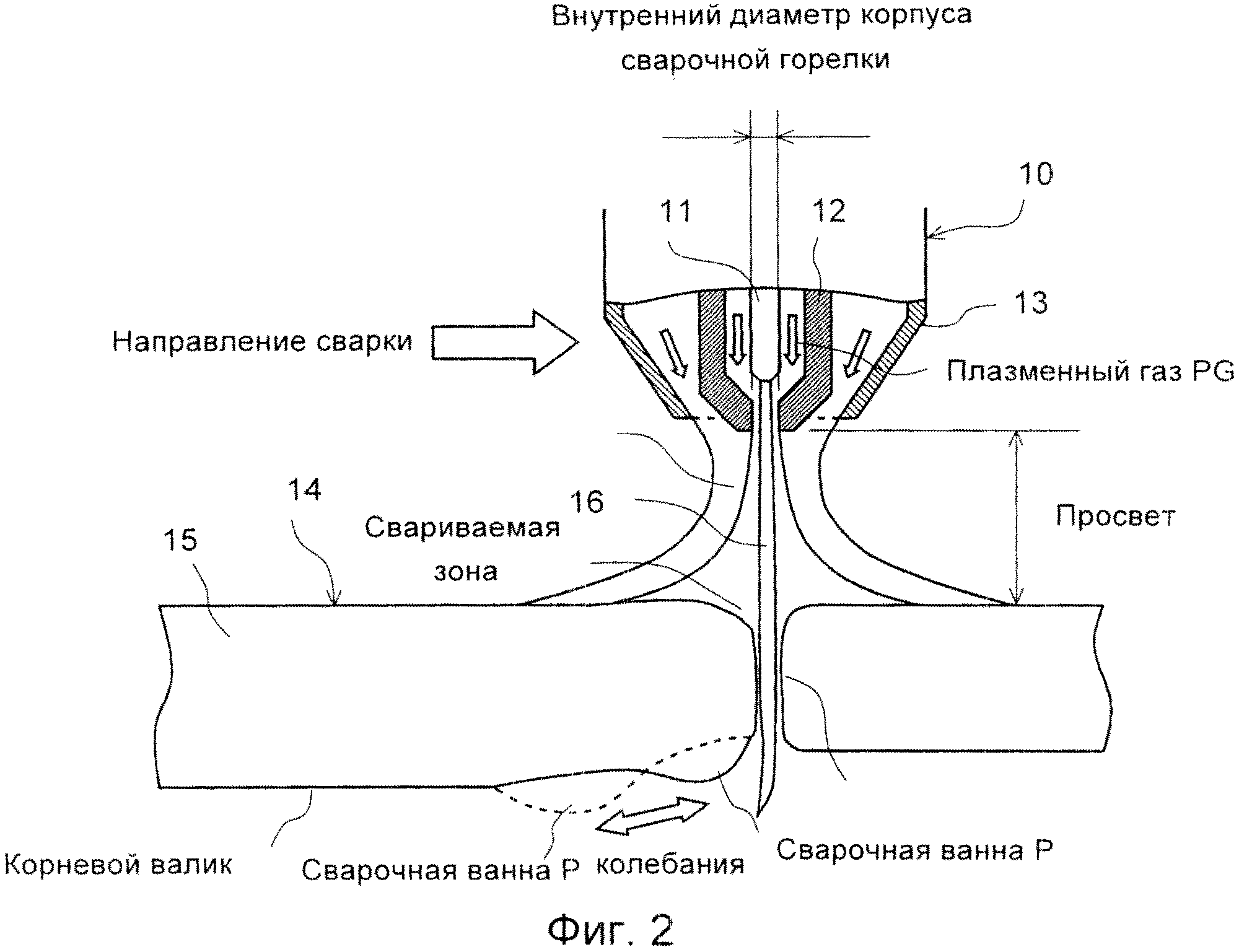
 Именно проходя через сопло 4 плазмообразующий газ сжимает дугу. Защитное сопло 5 плазмотрона защищает зону горения от окружающего воздуха. Плазмообразующий и защитный газы проходят по двум независящим друг от друга каналам. В качестве плазмообразующего газа используют инертные газы (гелий, аргон) если речь идет о сварке изделий. Если же предполагается резка металлов, то основу плазмообразующего газа составляет очищенный от примесей воздух.
Именно проходя через сопло 4 плазмообразующий газ сжимает дугу. Защитное сопло 5 плазмотрона защищает зону горения от окружающего воздуха. Плазмообразующий и защитный газы проходят по двум независящим друг от друга каналам. В качестве плазмообразующего газа используют инертные газы (гелий, аргон) если речь идет о сварке изделий. Если же предполагается резка металлов, то основу плазмообразующего газа составляет очищенный от примесей воздух. Устройство плазмотрона для микроплазменной сварки показано на рисунке 2.
Устройство плазмотрона для микроплазменной сварки показано на рисунке 2. Компания «Интертехприбор»
Компания «Интертехприбор» Процесс основан на ионизации плазменного газа с помощью электрической дуги и его фокусировании с помощью специальной конструкции наконечника плазмотрона. Такая фокусировка позволяет создать более интенсивный, концентрированный поток энергии в зоне сварки.
Процесс основан на ионизации плазменного газа с помощью электрической дуги и его фокусировании с помощью специальной конструкции наконечника плазмотрона. Такая фокусировка позволяет создать более интенсивный, концентрированный поток энергии в зоне сварки.
 Это носитель, который формирует поток плазмы между электродом и рабочей зоной сварки. Аргон или аргоно-водородные сварочные смеси часто используются как плазменный газ для нержавеющих сталей, а смеси аргона с гелием – для цветных металлов.
Это носитель, который формирует поток плазмы между электродом и рабочей зоной сварки. Аргон или аргоно-водородные сварочные смеси часто используются как плазменный газ для нержавеющих сталей, а смеси аргона с гелием – для цветных металлов.  Для обеспечения подачи газа от одного баллона и в сварочную горелку, и для защиты корня шва, рекомендуется использовать специальные редукторы с Т-коннектором и двумя расходомерами.
Для обеспечения подачи газа от одного баллона и в сварочную горелку, и для защиты корня шва, рекомендуется использовать специальные редукторы с Т-коннектором и двумя расходомерами.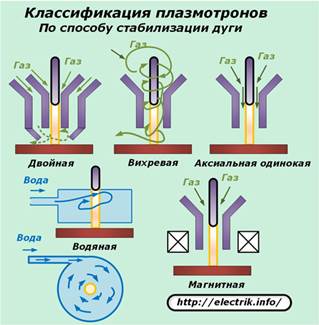

 Нагрев коаксиального газа поддерживает его в плазменном состоянии.
Нагрев коаксиального газа поддерживает его в плазменном состоянии. Некоторые из преимуществ плазменной дуговой сварки включают в себя:
Некоторые из преимуществ плазменной дуговой сварки включают в себя:
 В отличие от переносной плазменной дуги, продукты выглядят более четкими и надежными.
В отличие от переносной плазменной дуги, продукты выглядят более четкими и надежными.
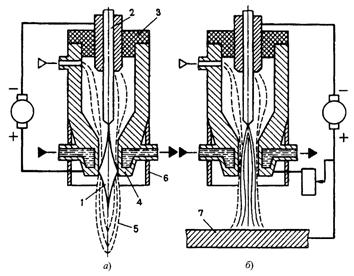

 д.
д.


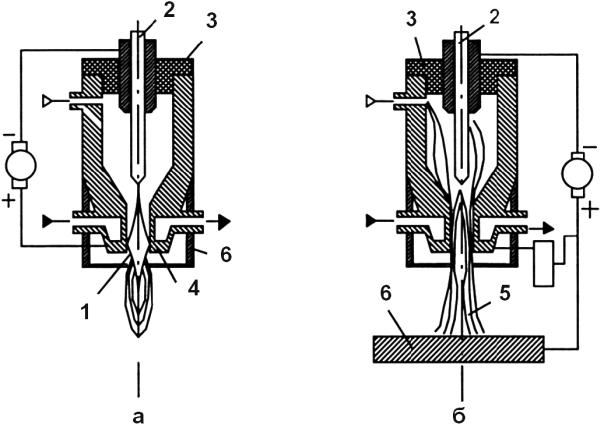
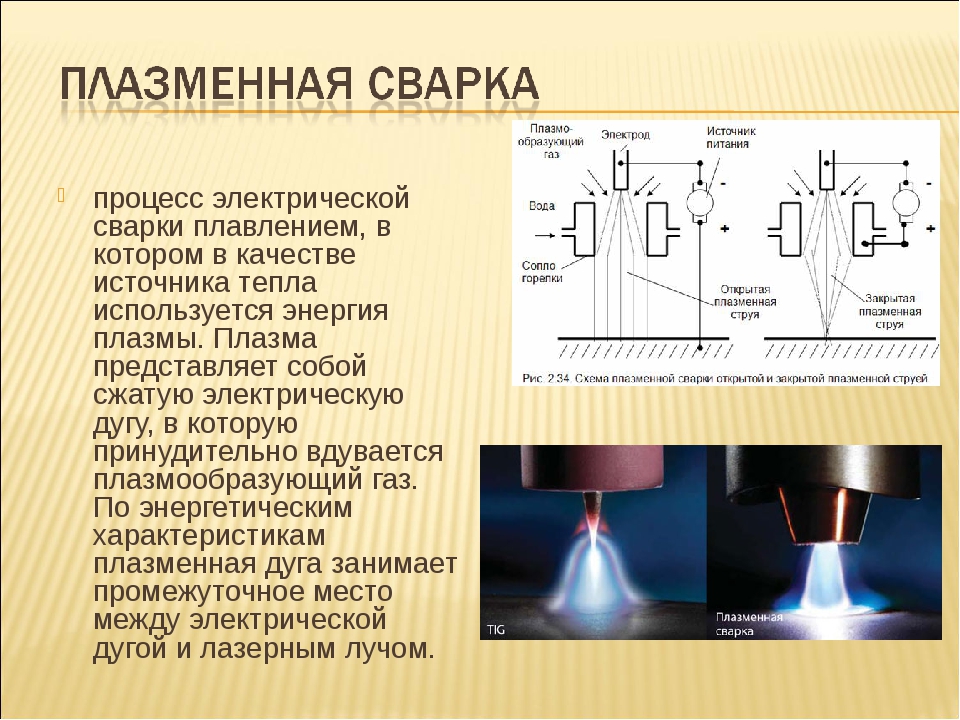



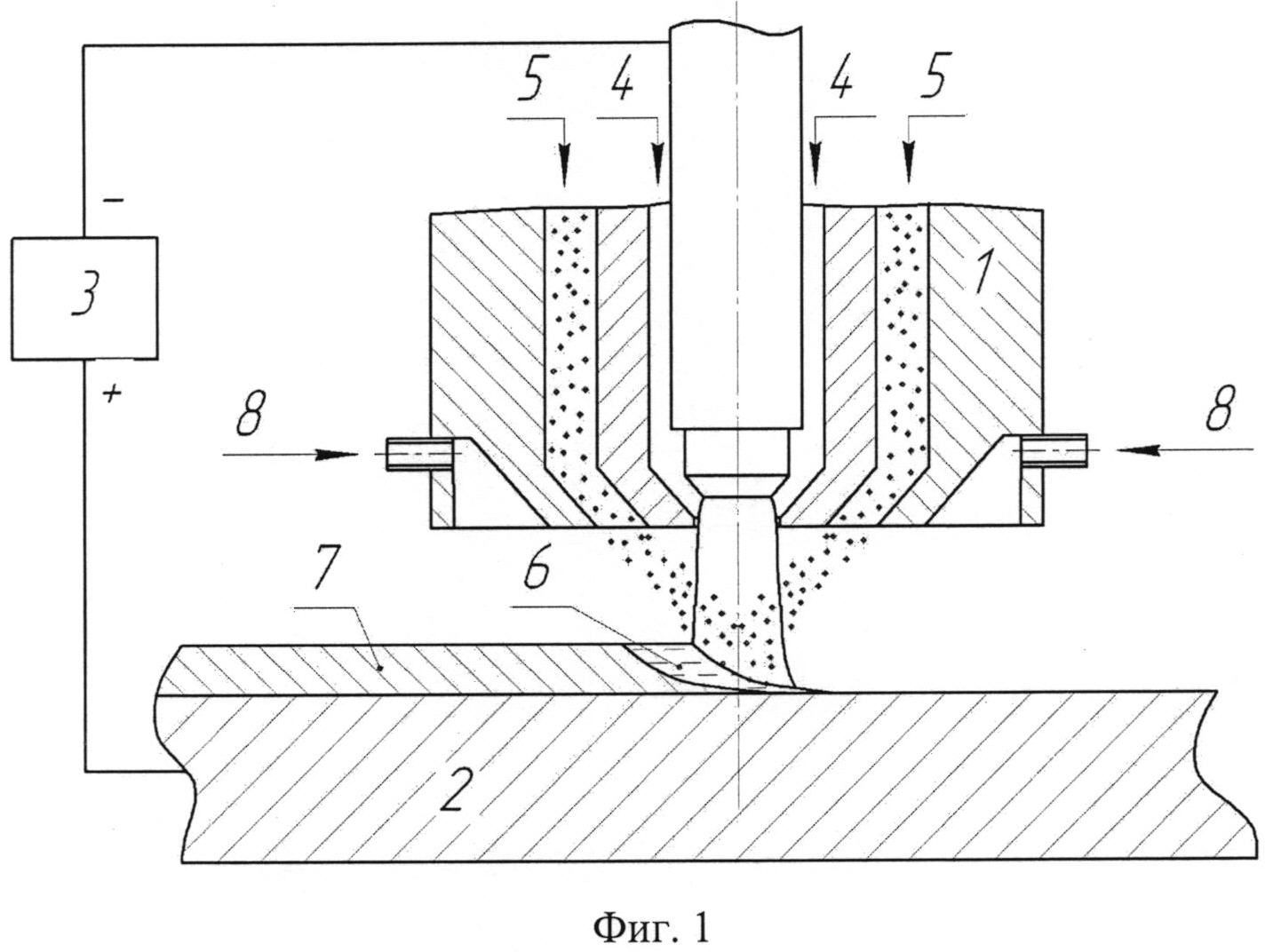
 ; Дешо-Бом, Ф.; Велай, В. Луурс, П. (2009). Исследование микроструктуры и малоцикловой усталости ремонтируемых сваркой жаропрочных литых сталей.Журнал
; Дешо-Бом, Ф.; Велай, В. Луурс, П. (2009). Исследование микроструктуры и малоцикловой усталости ремонтируемых сваркой жаропрочных литых сталей.Журнал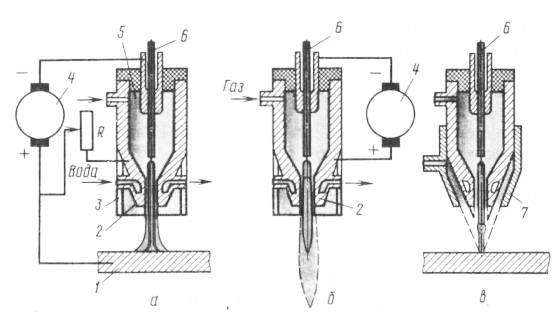
 ; Айдун, Д.; Ахмади, Г.; Регель Л. и Уилкокс В. (1995). Числовой –
; Айдун, Д.; Ахмади, Г.; Регель Л. и Уилкокс В. (1995). Числовой –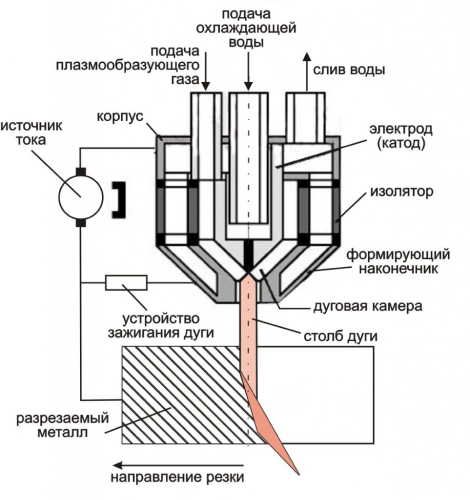 Перспективы исследований сварки в 21 веке[J]. Китайское машиностроение , 2000, 11(2): 21–25. (на китайском языке).
Перспективы исследований сварки в 21 веке[J]. Китайское машиностроение , 2000, 11(2): 21–25. (на китайском языке).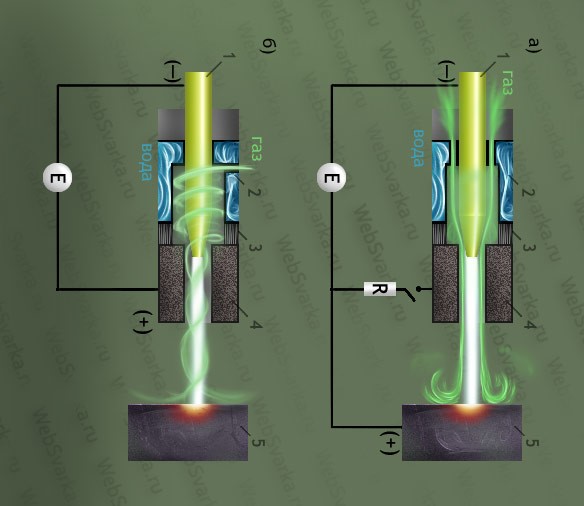 Журнал технологии обработки материалов , 2004 (146): 415–423.
Журнал технологии обработки материалов , 2004 (146): 415–423.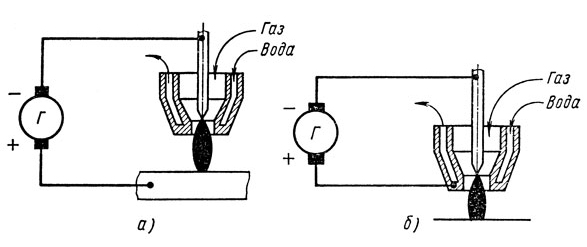 Возникновение дугового взаимодействия при тандемной импульсной газовой дуговой сварке [J]. Наука и технология сварки и соединения , 2007, 12(6): 523–529.
Возникновение дугового взаимодействия при тандемной импульсной газовой дуговой сварке [J]. Наука и технология сварки и соединения , 2007, 12(6): 523–529. Основная теория и приложения информации о спектре сварочной дуги [J]. Китайский журнал машиностроения , 2007, 20(4): 44–51.
Основная теория и приложения информации о спектре сварочной дуги [J]. Китайский журнал машиностроения , 2007, 20(4): 44–51.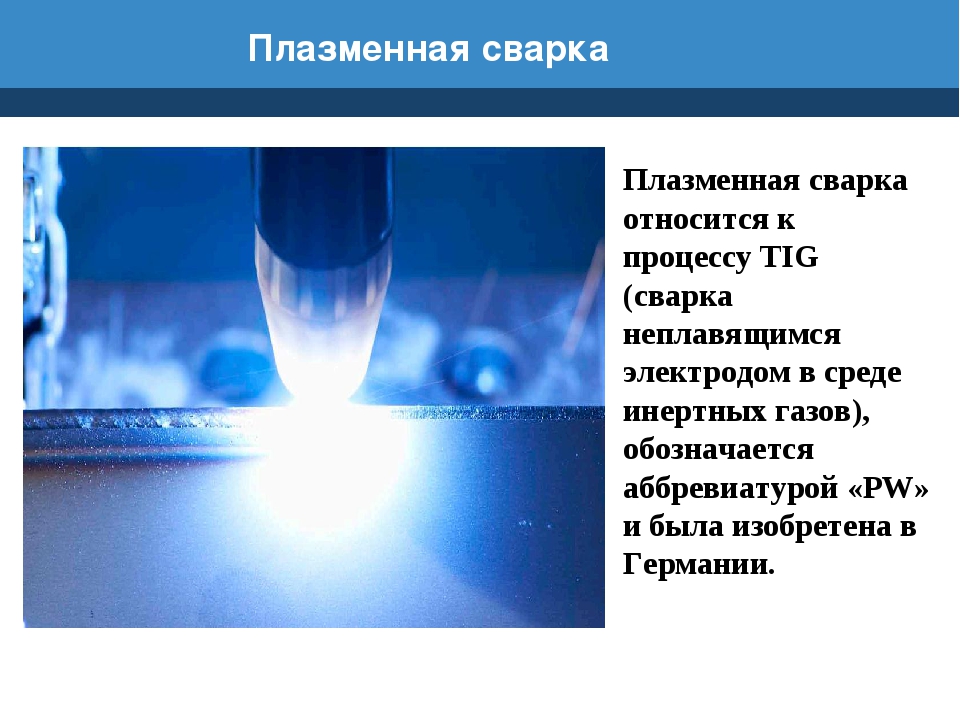 Моделирование дуговой сварки TIG на основе однородной сварочной ванны [J]. Китайский журнал машиностроения , 2004, 40(5): 145–149.
Моделирование дуговой сварки TIG на основе однородной сварочной ванны [J]. Китайский журнал машиностроения , 2004, 40(5): 145–149. Трехмерное моделирование поведения дуги и качества газовой защиты при тандемной дуговой сварке газ-металл с использованием противофазной импульсной синхронизации[J]. Journal of Physics D: Applied Physics , 2011 (44): 185205–185215.
Трехмерное моделирование поведения дуги и качества газовой защиты при тандемной дуговой сварке газ-металл с использованием противофазной импульсной синхронизации[J]. Journal of Physics D: Applied Physics , 2011 (44): 185205–185215. Теория свободно горящих дуговых столбов с учетом влияния катода [J]. Journal of Physics D: Applied Physics , 1992 (25): 1600–1607.
Теория свободно горящих дуговых столбов с учетом влияния катода [J]. Journal of Physics D: Applied Physics , 1992 (25): 1600–1607. Непрямая дуговая сварка двойной проволокой путем моделирования и эксперимента[J]. Журнал технологии обработки материалов , 2014 (214): 2292–2299.
Непрямая дуговая сварка двойной проволокой путем моделирования и эксперимента[J]. Журнал технологии обработки материалов , 2014 (214): 2292–2299.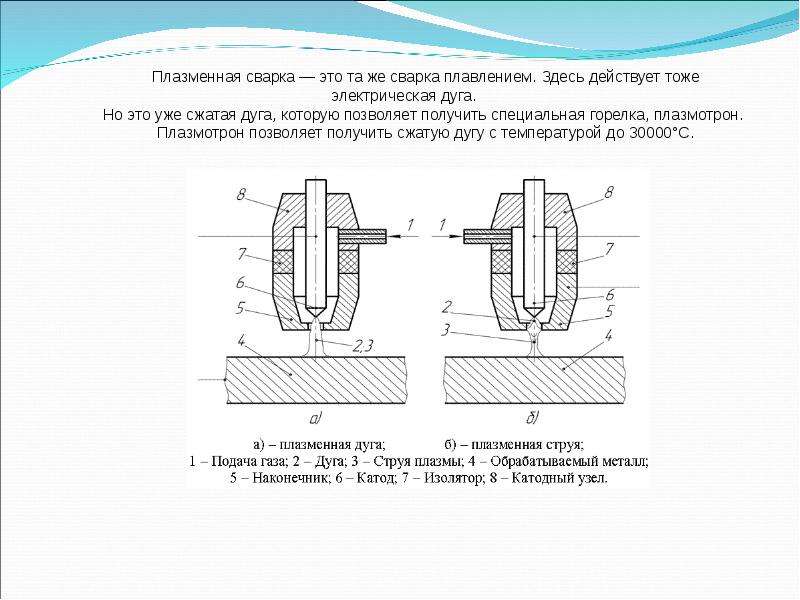 Однако недостатком ручной сварки является то, что образующиеся в процессе работы пары сильно влияют на здоровье рабочих [1]. Эти пары состоят из порошков различных твердых веществ, таких как Cu, Ni, Zn и т. д., размером от 1 до 7 мкм. Наряду с дымом, различные газы, такие как CO 2 , CO, NO x , SO x , O 3 и т.д.В процессе сварки также образуются многочисленные органические загрязнители [3]. Газы образуются и выделяются из-за наличия чрезвычайно высокой температуры, ультрафиолетового излучения, возникающего от дуги, и реакции горячего основного металла с атмосферой O 2 и N 2 . Однако появление CO 2 является исключением из этих факторов, поскольку он обычно используется в качестве защитного газа во многих сварочных процессах [4]. Защитный газ используется при сварке для защиты сварочной ванны от окисления в окружающем воздухе и уменьшения дымовыделения [5].Некоторыми примерами методов сварки с использованием защитного газа являются газовая дуговая сварка, электрогазовая сварка, лазерная сварка, плазменная резка и т.
Однако недостатком ручной сварки является то, что образующиеся в процессе работы пары сильно влияют на здоровье рабочих [1]. Эти пары состоят из порошков различных твердых веществ, таких как Cu, Ni, Zn и т. д., размером от 1 до 7 мкм. Наряду с дымом, различные газы, такие как CO 2 , CO, NO x , SO x , O 3 и т.д.В процессе сварки также образуются многочисленные органические загрязнители [3]. Газы образуются и выделяются из-за наличия чрезвычайно высокой температуры, ультрафиолетового излучения, возникающего от дуги, и реакции горячего основного металла с атмосферой O 2 и N 2 . Однако появление CO 2 является исключением из этих факторов, поскольку он обычно используется в качестве защитного газа во многих сварочных процессах [4]. Защитный газ используется при сварке для защиты сварочной ванны от окисления в окружающем воздухе и уменьшения дымовыделения [5].Некоторыми примерами методов сварки с использованием защитного газа являются газовая дуговая сварка, электрогазовая сварка, лазерная сварка, плазменная резка и т. д. Среди этих методов газовая дуговая сварка является наиболее распространенным и широко используемым методом соединения металлов. и широкий спектр сплавов [6], а в качестве основных защитных газов он использует Ar, He, O 2 и CO 2 . Ar и He, будучи инертными газами, не представляют серьезной опасности для здоровья и окружающей среды и, как правило, обеспечивают хорошее качество сварки, но они примерно в десять раз дороже, чем CO 2 .Для сварки стальных конструкций можно использовать либо 100% CO 2 , либо комбинацию CO 2 и этих инертных газов. Дополнительным преимуществом использования CO 2 с другими чистыми газами при сварке металлов и сплавов является повышение стабильности дуги, минимизация подрезов, уменьшение пористости и улучшение внешнего вида сварного шва [2]. Этот вид сварки в среде защитных газов часто выполняется в закрытых отсеках и помещениях, например, в судостроении, где сварщик подвергается воздействию высокой концентрации дыма [7].
д. Среди этих методов газовая дуговая сварка является наиболее распространенным и широко используемым методом соединения металлов. и широкий спектр сплавов [6], а в качестве основных защитных газов он использует Ar, He, O 2 и CO 2 . Ar и He, будучи инертными газами, не представляют серьезной опасности для здоровья и окружающей среды и, как правило, обеспечивают хорошее качество сварки, но они примерно в десять раз дороже, чем CO 2 .Для сварки стальных конструкций можно использовать либо 100% CO 2 , либо комбинацию CO 2 и этих инертных газов. Дополнительным преимуществом использования CO 2 с другими чистыми газами при сварке металлов и сплавов является повышение стабильности дуги, минимизация подрезов, уменьшение пористости и улучшение внешнего вида сварного шва [2]. Этот вид сварки в среде защитных газов часто выполняется в закрытых отсеках и помещениях, например, в судостроении, где сварщик подвергается воздействию высокой концентрации дыма [7]. Гомес и др. провели оценку переносимых по воздуху ультрадисперсных частиц, генерируемых вольфрамовым инертным газом, металлическим активным газом и сваркой трением с перемешиванием, и обнаружили, что все эти процессы выбрасывают значительные концентрации ультрадисперсных частиц, которые оседают в легких подвергшихся воздействию рабочих [8,9]. Вдыхание этих паров и газов оказывает сильное влияние на функцию легких и вызывает как острые, так и хронические заболевания, такие как рак легких, инфекции, лихорадка от дыма металлов и т. д. Следовательно, очень важно защитить рабочих от воздействия сварочного дыма [10,11]. ].Уменьшение сварочных дымов из рабочей зоны обычно достигается за счет трех процессов: уменьшение в источнике путем изменения процесса и условий, использование вентиляции и вытяжек, а также использование средств индивидуальной защиты [1]. После восстановления у источника все еще выделяется значительное количество дыма, которое следует удалить с помощью метода вентиляции. Сварочный дым, как правило, состоит из ультратонких и мелких частиц диаметром от менее примерно 0,1 до 3 мкм [12], которые трудно удалить с помощью естественной вентиляции, поскольку на эти частицы легко влияет сложная схема воздушного потока в помещении [12].
Гомес и др. провели оценку переносимых по воздуху ультрадисперсных частиц, генерируемых вольфрамовым инертным газом, металлическим активным газом и сваркой трением с перемешиванием, и обнаружили, что все эти процессы выбрасывают значительные концентрации ультрадисперсных частиц, которые оседают в легких подвергшихся воздействию рабочих [8,9]. Вдыхание этих паров и газов оказывает сильное влияние на функцию легких и вызывает как острые, так и хронические заболевания, такие как рак легких, инфекции, лихорадка от дыма металлов и т. д. Следовательно, очень важно защитить рабочих от воздействия сварочного дыма [10,11]. ].Уменьшение сварочных дымов из рабочей зоны обычно достигается за счет трех процессов: уменьшение в источнике путем изменения процесса и условий, использование вентиляции и вытяжек, а также использование средств индивидуальной защиты [1]. После восстановления у источника все еще выделяется значительное количество дыма, которое следует удалить с помощью метода вентиляции. Сварочный дым, как правило, состоит из ультратонких и мелких частиц диаметром от менее примерно 0,1 до 3 мкм [12], которые трудно удалить с помощью естественной вентиляции, поскольку на эти частицы легко влияет сложная схема воздушного потока в помещении [12]. 13].Наиболее широко используемым методом вентиляции для борьбы с этими загрязнителями является местная вытяжная вентиляция, поскольку она более эффективна по сравнению с общей вентиляцией и вентиляцией с разрежением [14]. Проектирование местной вытяжной вентиляционной системы для эффективного улавливания большей части летучих паров требует знания схемы концентрации пыли вблизи источника загрязнения и транспортировки паров от источника их происхождения к вытяжке. На перенос и концентрацию дыма влияют такие факторы, как выхлопные отверстия, потоки окружающего воздуха, импульс источника загрязнения, мобильность рабочего и т. д.[15]. Вручную исследовать характер переноса и изменение концентрации с помощью экспериментов — сложная задача, поскольку трудно выполнить достаточное количество измерений для более чем 80 различных сварок и связанных с ними процессов [16]. Вместо проведения экспериментов можно использовать численные методы для прогнозирования концентрации частиц дыма в зависимости от обеспечиваемых условий и связанных с ними факторов.
13].Наиболее широко используемым методом вентиляции для борьбы с этими загрязнителями является местная вытяжная вентиляция, поскольку она более эффективна по сравнению с общей вентиляцией и вентиляцией с разрежением [14]. Проектирование местной вытяжной вентиляционной системы для эффективного улавливания большей части летучих паров требует знания схемы концентрации пыли вблизи источника загрязнения и транспортировки паров от источника их происхождения к вытяжке. На перенос и концентрацию дыма влияют такие факторы, как выхлопные отверстия, потоки окружающего воздуха, импульс источника загрязнения, мобильность рабочего и т. д.[15]. Вручную исследовать характер переноса и изменение концентрации с помощью экспериментов — сложная задача, поскольку трудно выполнить достаточное количество измерений для более чем 80 различных сварок и связанных с ними процессов [16]. Вместо проведения экспериментов можно использовать численные методы для прогнозирования концентрации частиц дыма в зависимости от обеспечиваемых условий и связанных с ними факторов.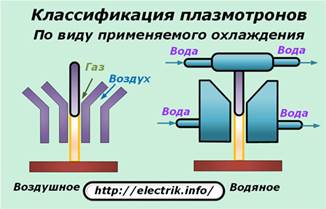 На основе численных методов были проведены исследования для прогнозирования концентрации частиц с использованием вычислительной гидродинамики (CFD), но смоделированные результаты часто имеют некоторые расхождения с экспериментальными результатами.Ошибки связаны с ограничениями методов прогнозирования, которые не учитывают некоторые факторы, такие как распределение частиц по размерам и процесс отскока частиц [17]. В отличие от моделирования твердых частиц, CFD использовался во многих предыдущих исследованиях с хорошими характеристиками для прогнозирования профиля концентрации и дисперсии CO 2 в отдельном помещении с использованием как естественной, так и механической вентиляции [18,19]. Ламберт и др. сравнили измеренные и смоделированные в CFD значения распада CO 2 в контролируемой среде и обнаружили, что процентная ошибка между расчетными и экспериментальными данными составляет всего 5.2% и пришел к выводу, что CFD является эффективным инструментом для изучения характеристик вентиляции [20].
На основе численных методов были проведены исследования для прогнозирования концентрации частиц с использованием вычислительной гидродинамики (CFD), но смоделированные результаты часто имеют некоторые расхождения с экспериментальными результатами.Ошибки связаны с ограничениями методов прогнозирования, которые не учитывают некоторые факторы, такие как распределение частиц по размерам и процесс отскока частиц [17]. В отличие от моделирования твердых частиц, CFD использовался во многих предыдущих исследованиях с хорошими характеристиками для прогнозирования профиля концентрации и дисперсии CO 2 в отдельном помещении с использованием как естественной, так и механической вентиляции [18,19]. Ламберт и др. сравнили измеренные и смоделированные в CFD значения распада CO 2 в контролируемой среде и обнаружили, что процентная ошибка между расчетными и экспериментальными данными составляет всего 5.2% и пришел к выводу, что CFD является эффективным инструментом для изучения характеристик вентиляции [20]. Целью данного исследования является моделирование диффузии CO 2 и поиск некоторой аналогии в поддержку полезности косвенного прогнозирования концентрации сварочного дыма. Эта гипотеза основана на теории о том, что если частицы находятся на субмикрометровом уровне, их свойства движения следуют законам диффузии газов, то есть броуновской диффузии для движения в воздухе [21,22]. Начальная часть исследования заключается в проведении измерения размера частиц сварочного дыма, чтобы выяснить, относится ли большинство частиц к субмикрометровому диапазону, за которым следуют дальнейшие эксперименты.Настоящая работа направлена на сравнение распределения сварочного дыма, измеренного внутри помещения, и распределения CO 2 , смоделированного с помощью CFD. Если достигается удовлетворительная корреляция между этими двумя компонентами, это дает возможность сформулировать основу для дальнейших исследований, связанных с этим аспектом.
Целью данного исследования является моделирование диффузии CO 2 и поиск некоторой аналогии в поддержку полезности косвенного прогнозирования концентрации сварочного дыма. Эта гипотеза основана на теории о том, что если частицы находятся на субмикрометровом уровне, их свойства движения следуют законам диффузии газов, то есть броуновской диффузии для движения в воздухе [21,22]. Начальная часть исследования заключается в проведении измерения размера частиц сварочного дыма, чтобы выяснить, относится ли большинство частиц к субмикрометровому диапазону, за которым следуют дальнейшие эксперименты.Настоящая работа направлена на сравнение распределения сварочного дыма, измеренного внутри помещения, и распределения CO 2 , смоделированного с помощью CFD. Если достигается удовлетворительная корреляция между этими двумя компонентами, это дает возможность сформулировать основу для дальнейших исследований, связанных с этим аспектом. 1. Экспериментальная установка Физическая модель представляет собой комнату (Д × Ш × В = 2900 мм × 2800 мм × 2200 мм) с одним проемом (Ш × В = 600 мм × 800 мм), как показано на рисунке 1.Сварочный аппарат устанавливается в углу помещения и состоит из сварочного аппарата HIC 500c, сварочного стола, основного металла (Д × Ш × В = 400 мм × 400 мм × 18 мм), сварочной горелки KS D0062 и CO 2 газовый баллон. Система сварки автоматизирована, а условия сварки заданы следующим образом: (1) напряжение дуги = 38В; (2) скорость сварки = 0,6 м/мин; (3) диаметр проволоки = 1,2 мм; (4) скорость проволоки = 70 мм/с; (5) сварочный ток = 350 А; 6) расход защитного газа = 30 л/мин. Схема процесса сварки показана на рисунке 1.На рис. 2 показаны пять точек, каждая на высоте 600 мм (нижняя часть) и 1600 мм (верхняя часть), имитирующих рост сварщика, работающего сидя и стоя соответственно. Расположение точек измерения показано на рис. 3, где четыре точки находятся в углах и одна точка находится в центре комнаты.
1. Экспериментальная установка Физическая модель представляет собой комнату (Д × Ш × В = 2900 мм × 2800 мм × 2200 мм) с одним проемом (Ш × В = 600 мм × 800 мм), как показано на рисунке 1.Сварочный аппарат устанавливается в углу помещения и состоит из сварочного аппарата HIC 500c, сварочного стола, основного металла (Д × Ш × В = 400 мм × 400 мм × 18 мм), сварочной горелки KS D0062 и CO 2 газовый баллон. Система сварки автоматизирована, а условия сварки заданы следующим образом: (1) напряжение дуги = 38В; (2) скорость сварки = 0,6 м/мин; (3) диаметр проволоки = 1,2 мм; (4) скорость проволоки = 70 мм/с; (5) сварочный ток = 350 А; 6) расход защитного газа = 30 л/мин. Схема процесса сварки показана на рисунке 1.На рис. 2 показаны пять точек, каждая на высоте 600 мм (нижняя часть) и 1600 мм (верхняя часть), имитирующих рост сварщика, работающего сидя и стоя соответственно. Расположение точек измерения показано на рис. 3, где четыре точки находятся в углах и одна точка находится в центре комнаты.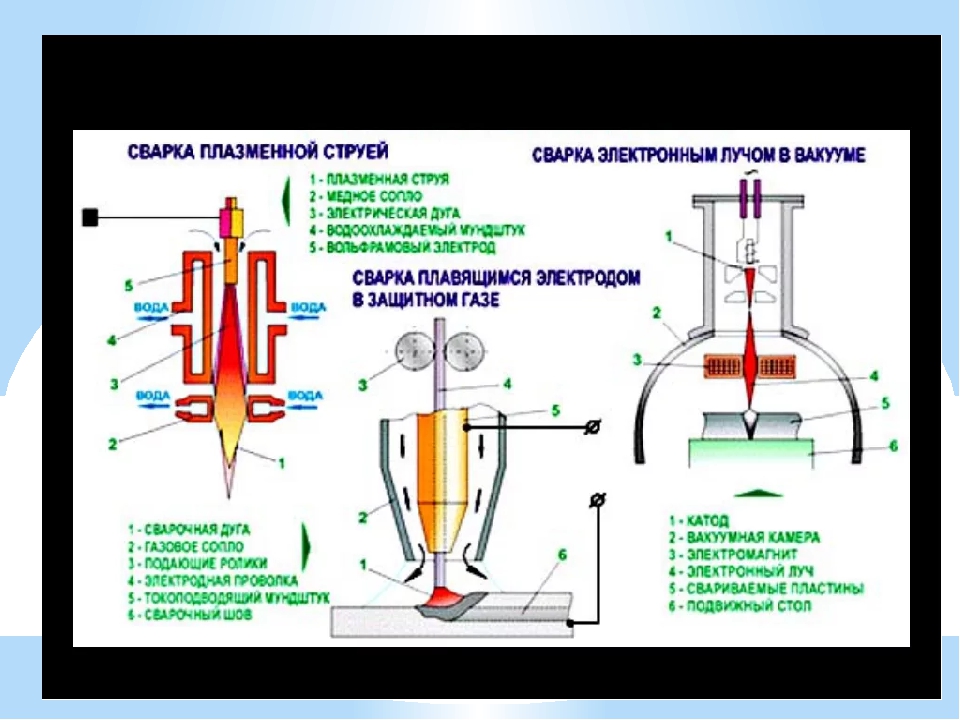 Эти точки выбираются для измерения размера и количества частиц сварочного дыма, концентрации сварочного дыма и концентрации CO 2 . Вытяжной вентилятор (Модель: MJVF-40, MJ AIRTECH CO., Ltd. Сеул, Корея) с максимальным расходом 40 м 3 /мин используется для вентиляции помещения.
Эти точки выбираются для измерения размера и количества частиц сварочного дыма, концентрации сварочного дыма и концентрации CO 2 . Вытяжной вентилятор (Модель: MJVF-40, MJ AIRTECH CO., Ltd. Сеул, Корея) с максимальным расходом 40 м 3 /мин используется для вентиляции помещения.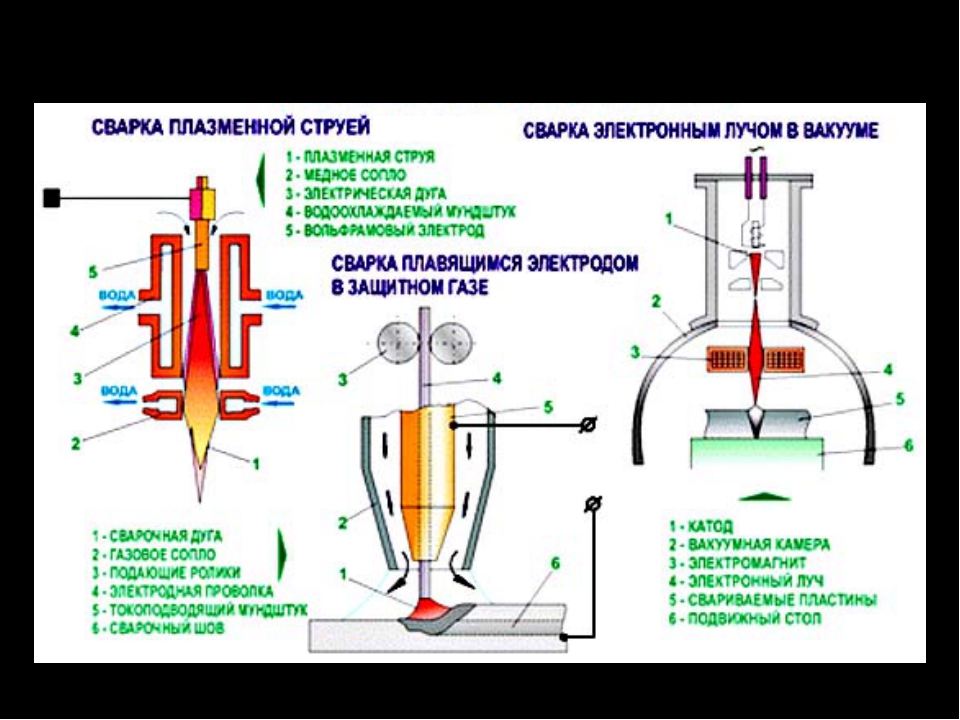 Перед запуском сварочного аппарата и последующими измерениями счетчик частиц используется для измерения начального количества частиц в каждом диапазоне размеров внутри помещения. Это фоновое измерение количества частиц вычитается из общего количества частиц сварочного дыма в каждом диапазоне размеров, и результаты заносятся в отчет.CO 2 измеряется в десяти точках измерения с помощью портативного измерителя качества воздуха в помещении DirectSense компании GrayWolf (GrayWolf Sensing Solutions, Шелтон, Коннектикут, США) с точностью измерения CO 2 ±3% от показаний или ±50 частей на миллион, который отображает измеренные значения. в ppm на мониторе. Мониторинг CO 2 в режиме реального времени проводится через 10 минут после включения сварочного аппарата во всех 10 точках измерения. Гравиметрическим методом измеряют массу частиц сварочного дыма во всех точках измерения, и измеренную массу переводят в концентрацию в каждой точке.Система измерения концентрации сварочного дыма работает при расходе 2 л/мин в течение часа и состоит из персонального пробоотборника воздуха (модель 224-PCXR4, SKC Inc.
Перед запуском сварочного аппарата и последующими измерениями счетчик частиц используется для измерения начального количества частиц в каждом диапазоне размеров внутри помещения. Это фоновое измерение количества частиц вычитается из общего количества частиц сварочного дыма в каждом диапазоне размеров, и результаты заносятся в отчет.CO 2 измеряется в десяти точках измерения с помощью портативного измерителя качества воздуха в помещении DirectSense компании GrayWolf (GrayWolf Sensing Solutions, Шелтон, Коннектикут, США) с точностью измерения CO 2 ±3% от показаний или ±50 частей на миллион, который отображает измеренные значения. в ppm на мониторе. Мониторинг CO 2 в режиме реального времени проводится через 10 минут после включения сварочного аппарата во всех 10 точках измерения. Гравиметрическим методом измеряют массу частиц сварочного дыма во всех точках измерения, и измеренную массу переводят в концентрацию в каждой точке.Система измерения концентрации сварочного дыма работает при расходе 2 л/мин в течение часа и состоит из персонального пробоотборника воздуха (модель 224-PCXR4, SKC Inc. , Eighty Four, PA, USA), фильтровальной бумаги из поливинилхлорида (пористая размер = 5 мкм, диаметр = 37 мм: SKC Inc., Eighty Four, PA, USA) и прецизионные аналитические весы (Sartorius R 160 D, Elk Grove, IL, USA). Проводятся три отдельных измерения концентрации сварочного дыма и концентрации CO 2 , и среднее значение этих измерений используется для сравнения с смоделированной концентрацией CO 2 .
, Eighty Four, PA, USA), фильтровальной бумаги из поливинилхлорида (пористая размер = 5 мкм, диаметр = 37 мм: SKC Inc., Eighty Four, PA, USA) и прецизионные аналитические весы (Sartorius R 160 D, Elk Grove, IL, USA). Проводятся три отдельных измерения концентрации сварочного дыма и концентрации CO 2 , и среднее значение этих измерений используется для сравнения с смоделированной концентрацией CO 2 . Модель турбулентности K-ε с двумя уравнениями используется для решения условий турбулентного потока. В помещении присутствует смешанная конвекция за счет возникновения как естественной, так и вынужденной конвекции. Естественная конвекция вызывается силами плавучести из-за разницы плотности в разных частях помещения. Разница в плотности в основном вызвана высокотемпературным газом, подаваемым в здание (т. е. температура CO 2 = 600 °C, расход CO 2 = 0,03 м 3 /мин, диаметр потока CO 2 = 0.2 см, а скорость CO 2 = 0,33 м/с в точке сварки). Градиент плотности обусловлен не только градиентом температуры, но и другими факторами, связанными с ним. Но для этого исследования градиент плотности из-за разницы температур от источников тепла принимается во внимание только потому, что эффекты, вызванные естественной конвекцией, намного ниже, чем эффекты, вызванные вынужденной конвекцией. Принудительная конвекция происходит за счет системы вентиляции – вытяжного вентилятора с расходом воздуха 20 м 3 /мин.
Модель турбулентности K-ε с двумя уравнениями используется для решения условий турбулентного потока. В помещении присутствует смешанная конвекция за счет возникновения как естественной, так и вынужденной конвекции. Естественная конвекция вызывается силами плавучести из-за разницы плотности в разных частях помещения. Разница в плотности в основном вызвана высокотемпературным газом, подаваемым в здание (т. е. температура CO 2 = 600 °C, расход CO 2 = 0,03 м 3 /мин, диаметр потока CO 2 = 0.2 см, а скорость CO 2 = 0,33 м/с в точке сварки). Градиент плотности обусловлен не только градиентом температуры, но и другими факторами, связанными с ним. Но для этого исследования градиент плотности из-за разницы температур от источников тепла принимается во внимание только потому, что эффекты, вызванные естественной конвекцией, намного ниже, чем эффекты, вызванные вынужденной конвекцией. Принудительная конвекция происходит за счет системы вентиляции – вытяжного вентилятора с расходом воздуха 20 м 3 /мин. Для дискретизации домена используется мелкая сетка шестигранной неструктурированной геометрии. Тест на независимость от сетки выполняется с использованием одной грубой и двух более мелких сеток. В итоге сгенерированная мелкая сетка состоит из 1,1 миллиона ячеек. Трехмерная модель, разработанная в Airpak, с той же геометрией и характеристиками, что и физическая установка, показана на рис. 4.
Для дискретизации домена используется мелкая сетка шестигранной неструктурированной геометрии. Тест на независимость от сетки выполняется с использованием одной грубой и двух более мелких сеток. В итоге сгенерированная мелкая сетка состоит из 1,1 миллиона ячеек. Трехмерная модель, разработанная в Airpak, с той же геометрией и характеристиками, что и физическая установка, показана на рис. 4. Aip Conf Proc 730, 255–264 (2004).
Aip Conf Proc 730, 255–264 (2004). и Хори М. Поведение радикалов во фторуглеродной плазме и контроль травления оксида кремния путем введения радикалов. Японский журнал прикладной физики. Часть 1. Обычные статьи. Краткие заметки и обзорные статьи.35, 6521–6527, doi: Doi 10.1143/Jjap.35.6521 (1996).
и Хори М. Поведение радикалов во фторуглеродной плазме и контроль травления оксида кремния путем введения радикалов. Японский журнал прикладной физики. Часть 1. Обычные статьи. Краткие заметки и обзорные статьи.35, 6521–6527, doi: Doi 10.1143/Jjap.35.6521 (1996). 2, 391–400, doi: 10.1002/ppap.200400078 (2005).
2, 391–400, doi: 10.1002/ppap.200400078 (2005). 1088/1367-2630/11/11/115011 (2009).
1088/1367-2630/11/11/115011 (2009). 1051/Epjap/2011100452 (2011).
1051/Epjap/2011100452 (2011).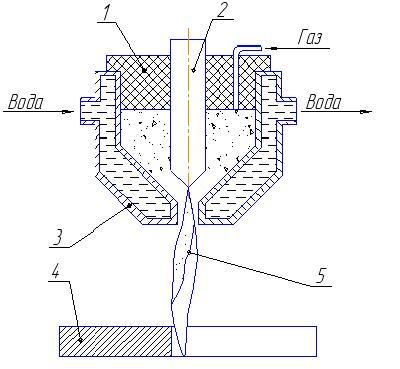 et al. [Низкотемпературная плазменная стерилизация h3O2. Новые возможности использования инструментов для хирургии глаза. Der Ophthalmologie: Zeitschrift der Deutschen Ophthalmologischen Gesellschaft 90, 754–764 (1993).
et al. [Низкотемпературная плазменная стерилизация h3O2. Новые возможности использования инструментов для хирургии глаза. Der Ophthalmologie: Zeitschrift der Deutschen Ophthalmologischen Gesellschaft 90, 754–764 (1993). Contrib Plasm Phys. 49, 641–647, doi: 10.1002/ctpp.200
Contrib Plasm Phys. 49, 641–647, doi: 10.1002/ctpp.200 и др. Активность клеток кожи человека модулируется холодной плазмой атмосферного давления. Восстановление ран. 20, А102–А102 (2012).
и др. Активность клеток кожи человека модулируется холодной плазмой атмосферного давления. Восстановление ран. 20, А102–А102 (2012). Э., Курди, М. и Стоффелс, Э. Прикрепление и апоптоз после обработки культивируемых клеток плазменной иглой. Ieee T Plasma Sci. 34, 1331–1336, doi: 10.1109/Tps.2006.876511 (2006).
Э., Курди, М. и Стоффелс, Э. Прикрепление и апоптоз после обработки культивируемых клеток плазменной иглой. Ieee T Plasma Sci. 34, 1331–1336, doi: 10.1109/Tps.2006.876511 (2006). Плазменный процесс Полим. 7, 264–273, doi: 10.1002/ppap.200
Плазменный процесс Полим. 7, 264–273, doi: 10.1002/ppap.200 и др. Неравновесная плазма атмосферного давления со сверхвысокой плотностью электронов и высокой производительностью для очистки поверхности стекла. Appl Phys Lett. 92, 081503, doi: Artn 081503 10.1063/1.2885084 (2008).
и др. Неравновесная плазма атмосферного давления со сверхвысокой плотностью электронов и высокой производительностью для очистки поверхности стекла. Appl Phys Lett. 92, 081503, doi: Artn 081503 10.1063/1.2885084 (2008).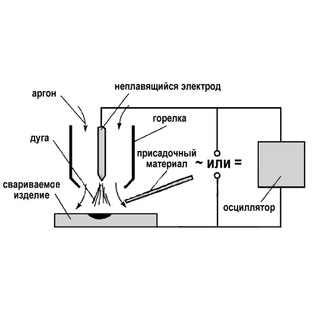 Клиническая плазменная медицина. 3, 72–76 (2015).
Клиническая плазменная медицина. 3, 72–76 (2015).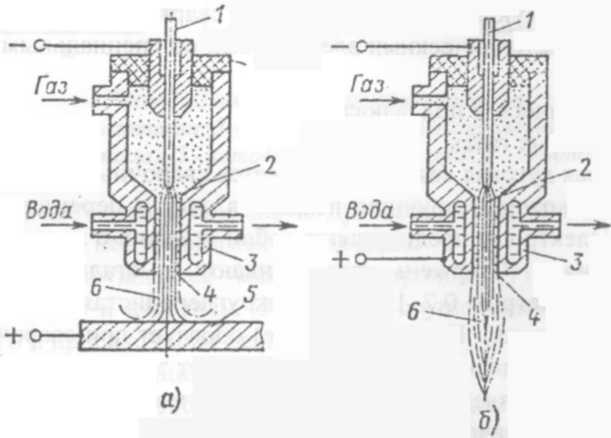 Ю. и др. Стабилизация среды, стимулированной холодной плазмой, путем регулирования состава среды. Научный представитель Великобритании. 6, 26016, doi: Artn 26016 10.1038/Srep26016 (2016).
Ю. и др. Стабилизация среды, стимулированной холодной плазмой, путем регулирования состава среды. Научный представитель Великобритании. 6, 26016, doi: Artn 26016 10.1038/Srep26016 (2016). Научный представитель Великобритании. 5, 18339, doi: 10.1038/srep18339 (2015).
Научный представитель Великобритании. 5, 18339, doi: 10.1038/srep18339 (2015). Plos One 8, e81576, doi: 10.1371/journal.pone.0081576 (2013).
Plos One 8, e81576, doi: 10.1371/journal.pone.0081576 (2013). 3892/ijo.2015.3149 (2015).
3892/ijo.2015.3149 (2015). 1088/0022-3727/42/5/053001 (2009).
1088/0022-3727/42/5/053001 (2009). Plasma Medicine в печати, doi: 10.1615/PlasmaMed.2016015838 (2016).
Plasma Medicine в печати, doi: 10.1615/PlasmaMed.2016015838 (2016).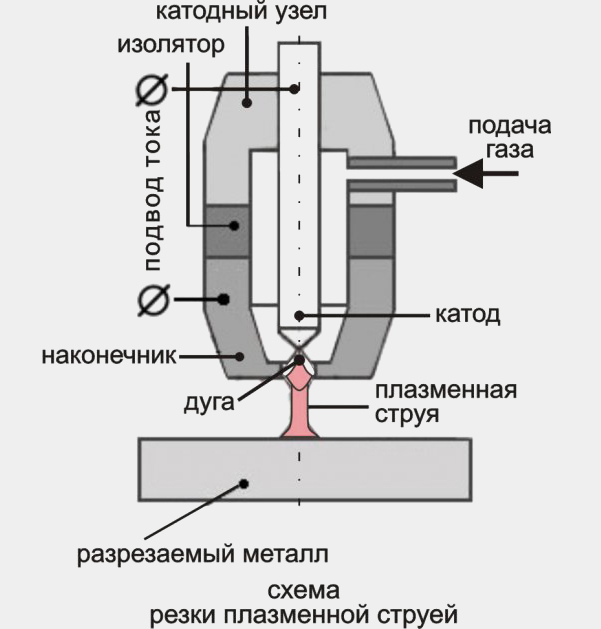 Металлы, Дж. 1990, 59(8), 61-68.
Металлы, Дж. 1990, 59(8), 61-68. В. Го, Ю. Д. Ю., Ф. Гу, Д. Ли, Г.G Meng, China Nonferrous Metals Journal, J. 2003, 13(2), 404-408.
В. Го, Ю. Д. Ю., Ф. Гу, Д. Ли, Г.G Meng, China Nonferrous Metals Journal, J. 2003, 13(2), 404-408.