Euromix M21 | EuroMix M21 — это смесь чистого аргона (Ar) и углекислого газа (CO2), специально разработанная для сварки марганцево-углеродных сталей металлическим электродом в среде газа, а также для дуговой сварки марганцево-углеродных и нержавеющих сталей порошковой проволокой в защитном газе (FCAW) и дуговой сварки металлическим электродом (MCAW). Он соответствует требованиям к защитному газу M21 (в соответствии с EN439 или ISO14175), часто указываемым в спецификациях сварки (WPS). | |
EuroMix M21 — это смесь чистого аргона (Ar) и углекислого газа (CO2), специально разработанная для сварки марганцево-углеродных сталей металлическим электродом в среде газа, а также для дуговой сварки марганцево-углеродных и нержавеющих сталей порошковой проволокой в защитном газе (FCAW) и дуговой сварки металлическим электродом (MCAW). |
||
Аргон | Аргон является частью ряда чистых элементарных газов, и газовые смеси могут использоваться для лазерной сварки. Аргон подходит для лазерного излучения мощностью до 3 кВт. Способность аргона подавлять плазму может быть улучшена путем добавления гелия, кислорода или углекислого газа. Чаще всего используются газы аргон и гелий. | |
Аргон является частью ряда чистых элементарных газов, и газовые смеси могут использоваться для лазерной сварки. Аргон подходит для лазерного излучения мощностью до 3 кВт. Способность аргона подавлять плазму может быть улучшена путем добавления гелия, кислорода или углекислого газа. Чаще всего используются газы аргон и гелий. |
||
Ацетилен | Ацетилен — основной источник тепла для газовой сварки и самый распространенный источник тепла для ремонтных работ, а также резки и сварки в целом. | |
Ацетилен — основной источник тепла для газовой сварки и самый распространенный источник тепла для ремонтных работ, а также резки и сварки в целом. Он создает самое высокотемпературное и концентрированное первичное пламя среди всех промышленных горючих газов. Он обладает довольно низкой теплотворной способностью, но на участок пламени, где происходит первая стадия сгорания ацетилена, приходится очень большая доля всего тепла (около 30%), благодаря чему на этом участке ацетиленового пламени выделяется наибольшее количество тепла по сравнению с остальными горючими газами. |
||
Гелий |
Гелий является предпочтительным защитным газом для лазерной сварки с высокой скоростью и мощностью. Гелий имеет высокую теплопроводность и создает сварные швы с отличным соотношением сторон, обладает высоким потенциалом ионизации, превосходно подавляет плазму и имеет высокую скорость сварки. | |
|
Гелий является предпочтительным защитным газом для лазерной сварки с высокой скоростью и мощностью. Гелий имеет высокую теплопроводность и создает сварные швы с отличным соотношением сторон, обладает высоким потенциалом ионизации, превосходно подавляет плазму и имеет высокую скорость сварки. |
||
Защитные газы |
Air Products предлагает полную линейку стандартный защитных газов для сварки плавящимся электродом/сварки металлическим электродом в среде газа всех традиционных типов материалов (углеродистая и легированная сталь, аустенитная нержавеющая сталь, ферритная и мартенситная нержавеющая сталь, дуплексная нержавеющая сталь, алюминий, медь, чугун, сплавы никеля, Ni/Cu, титан/магний). | |
|
Air Products предлагает полную линейку стандартный защитных газов для сварки плавящимся электродом/сварки металлическим электродом в среде газа всех традиционных типов материалов (углеродистая и легированная сталь, аустенитная нержавеющая сталь, ферритная и мартенситная нержавеющая сталь, дуплексная нержавеющая сталь, алюминий, медь, чугун, сплавы никеля, Ni/Cu, титан/магний). Мы предлагаем стандартные газы в баллонах традиционного размера под давлением 200 бар и 230 бар. |
||
Кислород |
Используется в подогревающем пламени, топливный газ сгорает в кислороде, выделяя тепло. Пламя состоит из внешней и внутренней зоны горения. Основной целью подогревающего пламени в большинстве процессов является достижение быстрого локального нагрева. | |
|
Используется в подогревающем пламени, топливный газ сгорает в кислороде, выделяя тепло. Пламя состоит из внешней и внутренней зоны горения. Основной целью подогревающего пламени в большинстве процессов является достижение быстрого локального нагрева. Это накладывает определенные требования к свойствам горения используемого газа. |
||
Стандартные газы для дуговой сварки плавящимся электродом в инертных газах и дуговой сварки плавящимся электродом в активных газах |
Компания Air Products предлагает широкий ряд стандартных смесей защитных газов для дуговой сварки плавящимся электродом в инертных газах и дуговой сварки плавящимся электродом в активных газах (углеродистые и легированные стали, аустенитные нержавеющие стали, ферритные и мартенситные нержавеющие стали, дуплексные нержавеющие стали, алюминий, медь, чугун, никелевые сплавы, никель/медь, титан/магний). | |
|
Компания Air Products предлагает широкий ряд стандартных смесей защитных газов для дуговой сварки плавящимся электродом в инертных газах и дуговой сварки плавящимся электродом в активных газах (углеродистые и легированные стали, аустенитные нержавеющие стали, ферритные и мартенситные нержавеющие стали, дуплексные нержавеющие стали, алюминий, медь, чугун, никелевые сплавы, никель/медь, титан/магний). Наши стандартные газы доступны в баллонах обычного размера под давлением 200 бар и 300 бар. |
||
Углекислый газ | Углекислый газ и азот – это реакционно-способные газы, которые образуют оксиды, карбиды и нитриды с металлом сварочного шва. Это ведет к ухудшению качества сварных швов, поэтому в некоторых случаях в углекислый газ и азот не могут использоваться в качестве сварочных газов. | |
Углекислый газ и азот – это реакционно-способные газы, которые образуют оксиды, карбиды и нитриды с металлом сварочного шва. Это ведет к ухудшению качества сварных швов, поэтому в некоторых случаях в углекислый газ и азот не могут использоваться в качестве сварочных газов. Однако иногда активные сварочные газы используются и даже имеют определенные преимущества. Например, в некоторых нержавеющих сталях азот улучшает коррозионную стойкость и микростуктуру сварного шва. |
||

 Он создает самое высокотемпературное и концентрированное первичное пламя среди всех промышленных горючих газов. Он обладает довольно низкой теплотворной способностью, но на участок пламени, где происходит первая стадия сгорания ацетилена, приходится очень большая доля всего тепла (около 30%), благодаря чему на этом участке ацетиленового пламени выделяется наибольшее количество тепла по сравнению с остальными горючими газами.
Он создает самое высокотемпературное и концентрированное первичное пламя среди всех промышленных горючих газов. Он обладает довольно низкой теплотворной способностью, но на участок пламени, где происходит первая стадия сгорания ацетилена, приходится очень большая доля всего тепла (около 30%), благодаря чему на этом участке ацетиленового пламени выделяется наибольшее количество тепла по сравнению с остальными горючими газами. 
 Мы предлагаем стандартные газы в баллонах традиционного размера под давлением 200 бар и 230 бар.
Мы предлагаем стандартные газы в баллонах традиционного размера под давлением 200 бар и 230 бар. Это накладывает определенные требования к свойствам горения используемого газа.
Это накладывает определенные требования к свойствам горения используемого газа.

Распространенные защитные газы для дуговой сварки
Я — преподаватель в сельскохозяйственном училище и в следующем году в первый раз проведу курс по дуговой сварке. Для дуговой сварки используется множество газовых смесей и я абсолютно не понимаю, когда какой использовать. Что бы вы могли порекомендовать?
Что бы вы могли порекомендовать?
Действительно, обилие используемых в отрасли дуговой сварки защитных газов может сбить с толку. Тем не менее, выбор подходящего защитного газа является обязательным условием для многих процессов, потому что он необходим для защиты дуги и сварочной ванны от окружающего воздуха. Защитный газ также может сделать поверхность сварного шва более гладкой и улучшить сварочно-технологические характеристики. Но это приводит к усложнению сварочного оборудования из-за необходимости во внешнем источнике сжатого или объемного газа и целом комплекте другого газового оборудования (редукторе и газовых шлангах), не говоря уже о дополнительных сложностях при смене защитного газа для работы с другим материалом / процессом сварки. В некоторых случаях для сварки одного и того же материала можно использовать разные защитные газы, каждый из которых будет иметь свои преимущества и недостатки.
Для некоторых процессов дуговой сварки внешний источник защитного газа не требуется. Вместо этого используется другая система газовой защиты — с помощью слоя шлака или газов, образующихся в ходе химических реакций в дуге. Сюда относятся процессы ручной дуговой сварки (MMA), сварки самозащитной порошковой проволокой (FCAW-S) и сварки под флюсом (SAW). И напротив, внешняя газовая защита нужна для аргонодуговой сварки (TIG), сварки в защитных/инертных газах (MIG/MAG), сварки металлопорошковой проволокой (GMAW-C) и газозащитной порошковой проволокой (FCAW-G). Для этих процессов используется множество защитных газов и их двух- или трехкомпонентных смесей. Кроме того, выбор защитных газов зависит от части света, в которой Вы живете. Поэтому, чтобы не усложнять эту статью, мы обсудим только самые популярные защитные газы на рынке.
Вместо этого используется другая система газовой защиты — с помощью слоя шлака или газов, образующихся в ходе химических реакций в дуге. Сюда относятся процессы ручной дуговой сварки (MMA), сварки самозащитной порошковой проволокой (FCAW-S) и сварки под флюсом (SAW). И напротив, внешняя газовая защита нужна для аргонодуговой сварки (TIG), сварки в защитных/инертных газах (MIG/MAG), сварки металлопорошковой проволокой (GMAW-C) и газозащитной порошковой проволокой (FCAW-G). Для этих процессов используется множество защитных газов и их двух- или трехкомпонентных смесей. Кроме того, выбор защитных газов зависит от части света, в которой Вы живете. Поэтому, чтобы не усложнять эту статью, мы обсудим только самые популярные защитные газы на рынке.
Самые распространенные защитные газы для этих трех процессов включают аргон (Ar), гелий (He), двуокись углерода (CO2) и кислород (O2). Хотя в некоторых случаях Ar, He и CO2 можно использовать по отдельности (т. е. с содержанием 100%), в других случаях эти газы смешиваются в различных комбинациях. Такие смеси записываются в виде процентного содержания (например, 75% Ar / 25% CO2 или 75Ar/25CO2). Иногда запись сокращают до формата «75/25», но это допустимо только если читателю точно известно, о каких газах идет речь (они не всегда совпадают, как, например, в случае 75/25 для углеродистой стали и 75/25 для никелевых сплавов).
е. с содержанием 100%), в других случаях эти газы смешиваются в различных комбинациях. Такие смеси записываются в виде процентного содержания (например, 75% Ar / 25% CO2 или 75Ar/25CO2). Иногда запись сокращают до формата «75/25», но это допустимо только если читателю точно известно, о каких газах идет речь (они не всегда совпадают, как, например, в случае 75/25 для углеродистой стали и 75/25 для никелевых сплавов).
Каждый из них имеет свои особенности, от которых зависит поведение газа под воздействием сварочной дуги. Сюда относятся реактивность, ионизационный потенциал и теплопроводимость. Например, реактивность отражает, насколько легко газ или газовая смесь вступает в реакцию с определенными материалами. Эти свойства также влияют на целый ряд эксплуатационных характеристик защитного газа, внешний вид сварного шва и глубину проплавления. В этой статье мы не сможем подробно описать все эти свойства и преимущества каждой газовой смеси. Но Вы можете найти подробную информацию о защитных газах в издании «GMAW Welding Guide» (буклет C4. 200) на страницах 12–15. Его можно загрузить по ссылке: Загрузить GMAW Welding Guide
200) на страницах 12–15. Его можно загрузить по ссылке: Загрузить GMAW Welding Guide
В Таблице 1 перечислены основные защитные газы в зависимости от основного металла. В случае сварки MIG и сварки металлопорошковой проволокой выбор защитного газа также зависит от метода переноса металла. В сносках даны распространенные альтернативные газы. Эту таблицу не стоит считать полным руководством по защитным газам для дуговой сварки. В отрасли сварки также используются многие другие газы (например, водород) и их смеси. Таблица 1 — это просто краткий обзор самых распространенных защитных газов для сварки распространенных материалов.
Защитные газы
Защитные газы делятся на две группы: химически инертные и активные. Газы первой группы с металлом, нагретым и расплавленным, не взаимодействуют и практически не растворяются в них. При использовании этих газов дуговую сварку можно выполнять плавящимся или неплавящимся электродом. Газы второй группы защищают зону сварки от воздуха, но сами либо растворяются в жидком металле, либо вступают с ним в химическое взаимодействие.
Газы второй группы защищают зону сварки от воздуха, но сами либо растворяются в жидком металле, либо вступают с ним в химическое взаимодействие.
Вследствие химической активности углекислого газа по отношению к нагретому вольфраму (окисление и разрушение вольфрама) при дуговой сварке в углекислом газе используют плавящиеся электроды или неплавящиеся (угольные или графитовые).
К химически инертным газам, используемым при сварке, относятся аргон и гелий. Из химически активных газов основное значение имеет углекислый газ.
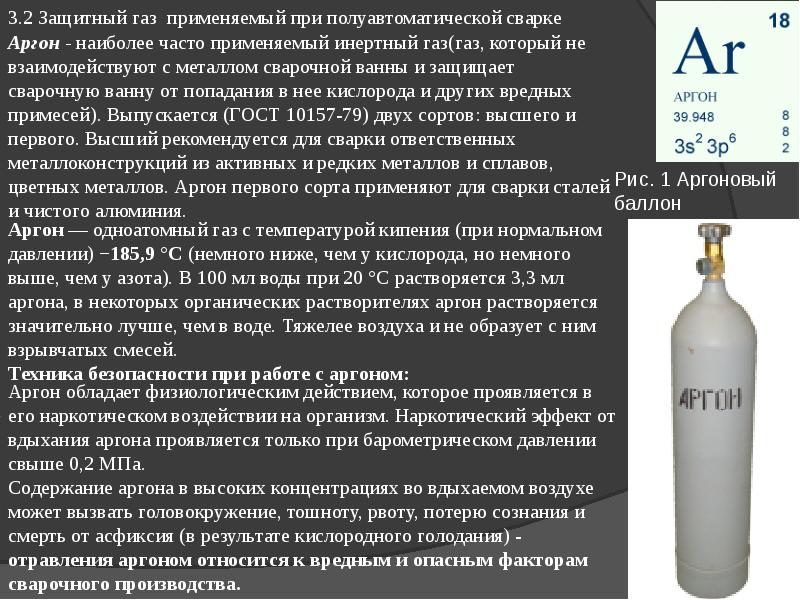
Аргон – газообразный чистый поставляется по ГОСТ 10157-73 трех сортов: высший, первый и второй. Содержание аргона соответственно равно: 99,99; 99,98; 99,95 %. Примесями служат кислород, азот и влага.
Хранится и транспортируется аргон в газообразном виде в стальных баллонах под давлением 15 МПа, т. е. в баллоне находится 6,2 м3газообразного аргона в пересчете на температуру 20 °С. Возможна также транспортировка аргона в жидком виде в специальных цистернах или сосудах Дьюара, с последующей его газификацией. Баллон для хранения аргона окрашен в серый цвет, надпись – зеленого цвета.
Баллон для хранения аргона окрашен в серый цвет, надпись – зеленого цвета.
Аргон высшего сорта предназначен для сварки химически активных металлов (титан, цирконий, ниобий) и сплавов на их основе. Аргон первого сорта рекомендуется для сварки неплавящимся электродом сплавов алюминия, магния и других металлов, менее чувствительных к примесям кислорода и азота. Аргон второго сорта используют при сварке коррозионно-стойких сталей.
Гелий – газообразный чистый поставляют по техническим условиям. Содержание примесей в гелии высокой чистоты – не более 0,02 %, в техническом – до 0,2 %. Примеси: азот, водород, влага. Хранят и транспортируют гелий так же, как и аргон, в стальных баллонах водяной емкостью 40 л при давлении 15 МПа. Цвет баллона коричневый, надпись белого цвета. В связи с тем, что гелий в 10 раз легче аргона, расход гелия при сварке увеличивается в 1,5–3 раза.
Углекислый газ поставляется по ГОСТ 8050-76. Для сварки используют сварочную углекислоту сортов I и II, которые отличаются лишь содержанием паров воды (соответственно 0,178 и 0,515 Н2О в 1 м3 СО2). Применяют иногда и пищевую углекислоту, имеющую в баллоне в виде примеси свободную воду, в связи с чем требуется особенно тщательное осушение газа. Углекислоту транспортируют и хранят в стальных баллонах или цистернах большой емкости в жидком состоянии, с последующей газификацией на заводе, с централизованным снабжением сварочных постов через рампы. В баллоне емкостью 40 л содержится 25 кг СО2, дающего при испарении 12,5 м3. Баллон окрашен в черный цвет, надписи – желтого цвета.
Применяют иногда и пищевую углекислоту, имеющую в баллоне в виде примеси свободную воду, в связи с чем требуется особенно тщательное осушение газа. Углекислоту транспортируют и хранят в стальных баллонах или цистернах большой емкости в жидком состоянии, с последующей газификацией на заводе, с централизованным снабжением сварочных постов через рампы. В баллоне емкостью 40 л содержится 25 кг СО2, дающего при испарении 12,5 м3. Баллон окрашен в черный цвет, надписи – желтого цвета.
При применении углекислого газа необходимо помнить, что, вследствие большого количества свободного кислорода в газовой фазе, сварочная проволока должна содержать дополнительное количество легирующих элементов с большим сродством к кислороду, чаще всего Siи Мn (сверх того количества, которое требуется для легирования металла шва). Наиболее широко применяется проволока Св-08Г2С. При применении защитных газов следует учитывать технологические свойства газов (например, значительно больший расход гелия, чем аргона), влияние на форму проплавления и форму шва и стоимость газов. Чтобы уменьшить повышенное разбрызгивание металла и улучшить формирование шва при сварке в углекислом газе применяется смесь углекислого газа с кислородом (2…5 %). В этом случае изменяется характер переноса металла, он переходит в мелкокапельный; потери металла на разбрызгивание уменьшаются на 30…40 %.
Чтобы уменьшить повышенное разбрызгивание металла и улучшить формирование шва при сварке в углекислом газе применяется смесь углекислого газа с кислородом (2…5 %). В этом случае изменяется характер переноса металла, он переходит в мелкокапельный; потери металла на разбрызгивание уменьшаются на 30…40 %.
При сварке сталей по узкому зазору, в целях стабилизации процесса сварки и уменьшения расхода дорогого и дефицитного аргона, целесообразнее применять двойные смеси: аргон и углекислый газ и тройные смеси: аргон, углекислый газ и кислород. Для алюминиевых сплавов весьма эффективно, с точки зрения производительности, применение смеси, состоящей из 70 % Не и 30 % Аг. В этом случае значительно увеличивается толщина металла, свариваемого за один проход, и улучшается формирование шва. Газовые защитные смеси весьма перспективны, однако широкое их применение требует организации централизованного снабжения сварочного производства смесями нужного состава. Только в этом случае применение смесей может дать значительный экономический эффект.
Флюсы и защитные газы: особенности и принцип работы
Чтобы провести качественное соединение металлоконструкций, специалисты используют специальное оборудование и расходники. Для защиты от негативного влияния воздуха на процесс сварки применяются флюсы и защитные газы. Каждый материал имеет собственные свойства. Из этой статьи вы узнаете, как они работают и в чем их особенности.
Принцип работы таких составов
Азот и кислород, которые находятся в составе воздуха, существенно влияют на результат сварки. Эти химические элементы вступают в реакцию с металлом и сплавами, что приводит к образованию новых компонентов, которые портят характеристики соединения.
Чтобы изолировать обрабатываемый в сварочной ванне материал от атмосферного воздуха, используются защитные газы. Такой метод положительно влияет на качество шва.
Флюсы не только оберегают состав от азота и кислорода, но и улучшают структуру сварного соединения. Причина этому – особые компоненты в составе, которые реагируют на химические элементы металлов.
Причина этому – особые компоненты в составе, которые реагируют на химические элементы металлов.
Защитные флюсы
Такие материалы отличаются различными марками и составами. Они представляют собой порошок или пасту из нескольких компонентов, которую наносят на область осуществления сварки. Толщина слоя должна быть не менее сорока миллиметров. При сварке флюс выдавливается из ванны и остается в виде застывшего шлака.
Защитные газы
В их роли выступают инертные вещества, не меняющие химический состав металла при контакте. К ним относятся аргон и гелий. Гелий довольно дорогой, поэтому используют его редко, лишь в тех ситуациях, когда нужно получить максимально высокое качество соединения. Он применяется преимущественно для высоколегированных нержавеек.
Азот и аргон используются для сварки заготовок из цветных металлов и их сплавов, потому что они никак не взаимодействуют с медью и другими подобными составами.
Также защитными являются газы, благоприятно влияющие на характеристики сварочной ванны. Некоторые виды низколегированной стали можно обрабатывать с помощью углекислого газа.
Еще один распространенный среди профессионалов вариант – смесь из двух или трех разнородных газов. Смешав углекислый газ с кислородом, Co2 c аргоном или все указанные составы сразу, вы получите вещество, которое сможет влиять на характер шва определенным образом.
Если вы решили применять сварку с такими расходниками, вам нужно с особой тщательностью подготовить края заготовок, которые вы будете сваривать между собой.
Защитные газы для сварки плавлением
из «Сварочное дело Сварка и резка металлов Изд2 »
Дуговая сварка в защитных газах — один из распространенных способов сварки плавлением. [c.114]Сварку в защитных газах осуществляют при вдувании в зону дуги через сопло горелки струи защитного газа.
 В качестве защитных применяют газы инертные (аргон, гелий), активные (углекислый газ, кислород, азот, водород) и их смеси (Аг + О2, Аг + СО2, Аг + О2 + СО2 и др.).
[c.114]
В качестве защитных применяют газы инертные (аргон, гелий), активные (углекислый газ, кислород, азот, водород) и их смеси (Аг + О2, Аг + СО2, Аг + О2 + СО2 и др.).
[c.114]
Для сварки неплавящимся электродом применяют в основном инертные газы Аг и Не, а также их смеси в любом соотнощении. Эти газы, особенно Не, обладают высокими потенциалами ионизации, что затрудняет первоначальное возбуждение дуги. Однако напряженность электрического поля в столбе дуги в инертных газах имеет сравнительно низкое значение, и поэтому дуговой разряд в инертных газах отлриается высокой стабильностью. При сварке плавящимся электродом напряжение дуги и ее стабильность существенно зависят от состава защитного газа (рис. 7.3). Увеличение концентрации молекулярных газов (Н2, N2, О2 и СО2) в составе защитной среды аргона приводит к повыщению напряжения дуги, что объясняют интенсивным охлаждающим действием этих газов в связи с высокой теплопроводностью и затратами энергии на диссоциацию.
 Увеличение напряжения дуги снижает ее устойчивость.
[c.114]
Увеличение напряжения дуги снижает ее устойчивость.
[c.114]
Инертные одноатомные газы. Они практически полностью нейтральны по отнощению ко всем свариваемым металлам. Такие газы применяют для сварки химически активных металлов и сплавов, а также во всех случаях, когда необходимо получать сварные щвы, не отличающиеся по составу от основного и присадочного металлов. [c.114]
Аргон [Аг] — химический элемент VIII группы периодической системы Д. И. Менделеева, атомный номер 18, атомная масса 39,948. [c.115]
При обычных условиях аргон — бесцветный, неядовитый газ, без запаха и вкуса, почти в 1,5 раза тяжелее воздуха. [c.115]
Аргон для сварки поставляют в газообразном и в жидком состояниях. Состав газообразного аргона (по ГОСТ 10157—79) зависит от сорта. [c.115]
Аргон высшего сорта содержит (в об. %) 99,993 Аг 0,007 Ог 0,005 N2 аргон первого сорта содержит 99,987 Аг 0,002 О2 0,01 N2.
 [c.115]
[c.115]
Газообразный аргон хранят и транспортируют в стальных баллонах (по ГОСТ 949—73) или автоцистернах под давлением 15 0,5 или 20 1,0 МПа при 293 К. [c.115]
Объем газа при поставке аргона в баллонах (по ГОСТ 949—73) вместимостью 40 дм составляет 6,2 м (при номинальном давлении 15 МПа и 293 К). [c.115]
Гелий [Не] — химический элемент VIII группы периодической системы Д. И. Менделеева, атомный номер 2, атомная масса 4,0026, газ без цвета и запаха, плотность 0,178 г/л. [c.115]
Гелий для сварки поставляют по ТУ 51-689—75 трех сортов марки А, Б и В с содержанием гелия не менее 99,99 об. %. Транспортируют и хранят гелий в стальных баллонах вместимостью 40 дм в газообразном состоянии при давлении 15 МПа или в сжиженном состоянии при давлении до 0,2 МПа. При использовании гелия можно получить большую глубину проплавления (благодаря высокому значению потенциала ионизации), поэтому его применяют в тех случаях, когда требуется усилить проплавляющую способность дуги или получить швы специальной формы.
 [c.115]
[c.115]
Активные защитные газы. В качестве активного защитного газа при дуговой сварке применяют углекислый газ. К активным газам могут быть отнесены также кислород, азот и водород, используемые в некоторых сварочных процессах как составная часть защитного газа. [c.115]
Углекислый газ, или двуокись углерода, может находиться в газообразном, сжиженном и твердом (в виде сухого льда) состояниях. [c.115]
Жидкая двуокись углерода превращается в газ при подводе к ней теплоты. В нормальных условиях (20 °С и 0,1 МПа) при испарении 1 кг жидкой углекислоты образуется 509 л газа. При чрезмерно быстром отборе газа, понижении давления в баллоне и недостаточном подводе теплоты углекислота превращается в сухой лед. [c.115]
Двуокись углерода термически устойчива, диссоциирует на окись углерода и кислород только при температуре выше 2000 °С. [c.115]
Поскольку для получения швов высокого качества необходим углекислый газ высокой чистоты, для сварки используют двуокись углерода высшего и первого сортов по ГОСТ 8050—85, которая не должна содержать сероводород, кислоты и органические соединения.
 [c.116]
[c.116]
Кислород [О] — химический элемент VI группы периодической системы Д. И. Менделеева, атомный номер 8, атомная масса 15,9994. При нормальных условиях газ без цвета, запаха и вкуса. Химически наиболее активный (после фтора) неметалл. С большинством других элементов (водородом, металлами, серой, фосфором и т.д.) взаимодействует непосредственно (окисление) и, как правило, с выделением энергии. [c.116]
Газообразный кислород трех сортов по ГОСТ 6583—78 получают из атмосферного воздуха. [c.116]
Кислород нетоксичен, негорюч и невзрывоопасен, однако, являясь сильным окислителем, резко увеличивает способность других материалов к горению. [c.116]
Вернуться к основной статье
Сварочные смеси газов – выбираем защитную среду для дуговой сварки
Сварщики часто недооценивают вклад защитной среды в процесс сварки. Некоторые чистые газы и сварочные смеси газов могут влиять на перенос металла, состав сплава, форму шва, дымообразование и множество других характеристик. Правильный выбор защитного газа для электродуговой сварки (MAG), дуговой сварки с флюсом (FCAW) и дуговой сварки вольфрамовым электродом (TIG) может существенно повысить интенсивность процесса, улучшить качество и скорость осаждения для данной сварной конструкции.
Влияние чистых газов на качество и производительность
Чистые газы, применяемые в сварочном деле, – это аргон, гелий и двуокись углерода. Они могут оказывать как положительное, так и отрицательное воздействие на дугу.
Сварка с применением аргона
Аргон (Ar) – одноатомный химический элемент, который широко используется в чистом виде и в составе многих сварочных смесей газов. Аргон абсолютно инертен, что делает его подходящим для работы с тугоплавкими и химически активными материалами. Он обладает низкой теплопроводностью и потенциалом ионизации, тем самым обеспечивая низкую теплопередачу в среду, окружающую дугу. Это создаёт узкий столб дуги, что, в свою очередь, вытекает в обычный для аргона профиль проникновения – глубокий и сравнительно узкий. В процессе работы с аргоном существует небольшая тенденция к подрезам в зоне сплавления и увеличению сварного шва, что связано с недостатком тепла на внешних гранях сварочной ванны как в TIG, так и в MAG. В MAG чистый Ar способствует струйному переносу металла.
Это создаёт узкий столб дуги, что, в свою очередь, вытекает в обычный для аргона профиль проникновения – глубокий и сравнительно узкий. В процессе работы с аргоном существует небольшая тенденция к подрезам в зоне сплавления и увеличению сварного шва, что связано с недостатком тепла на внешних гранях сварочной ванны как в TIG, так и в MAG. В MAG чистый Ar способствует струйному переносу металла.
Больше об особенностях данного газа читайте в статье: газ аргон – химические свойства и сфера применения.
Гелий (He) – одноатомный инертный газ, чаще всего используемый для сварки цветных металлов неплавящимся электродом. В отличие от аргона, гелий обладает высокой проводимостью и потенциалом ионизации, что способствует получению противоположных результатов. Гелий даёт широкий профиль, хорошее смачивание на краях шва и более высокие температуры, чем чистый Ar. Высокий потенциал ионизации может создать трудности в возбуждении дуги, за исключением тех случаев, когда для работы с вольфрамовым электродом используется высокочастотный или емкостной способы возбуждения дуги. Помимо этого, рекомендуется больший расход газа, поскольку гелий имеет тенденцию подниматься в воздухе. Чистый гелий способствует крупнокапельному переносу электродного материала и редко используется для GMAW, за исключением чистой меди.
Помимо этого, рекомендуется больший расход газа, поскольку гелий имеет тенденцию подниматься в воздухе. Чистый гелий способствует крупнокапельному переносу электродного материала и редко используется для GMAW, за исключением чистой меди.
Двуокись углерода (CO2) – двухкомпонентный газ, который используется в MAG и FCAW. CO2 является составной молекулой с довольно непростым взаимодействием в дуге. При температурах, появляющихся в дуге, двуокись углерода распадается на CO и O2. Это создаёт потенциал для окисления базового материала и распада сплава сварочной ванны или шва. Воссоединение CO/O2 даёт довольно широкий профиль проникновения у поверхности шва, в то время как низкий уровень потенциала ионизации и теплопроводности создаёт горячую область в центре столба дуги. Это даёт всему шву хорошо сбалансированный в отношении ширина-к-глубине профиль проникновения. В случае применения электродуговой сварки чистая углекислота не может создать струйный перенос металла, а только крупнокапельный, что может привести к большому количеству брызг.
Чем дополняются сварочные смеси газов
Кислород (O2) – двухатомный активный компонент, обычно используемый в газовых смесях для электродугового сварочного процесса в концентрациях ниже 10%. Кислород имеет потенциал подводимого тепла, возникающий как из энергии ионизации, так и из его энергии диссоциации (энергии, высвобождаемой путём расщепления молекулы на отдельные атомы в дуге).
На рисунке название химического элемента и его свойства
Кислород создаёт очень широкий и сравнительно мелкий профиль проникновения с высоким уровнем подводимого тепла у поверхности. Поскольку высокий уровень тепла снижает поверхностное натяжение расплавленного металла, облегчается струйный перенос, равно как и увлажнение у шва, расположенного у кромки наружной поверхности шва. Смеси O2/Ar демонстрируют профиль проникновения на уровне «шляпки гвоздя» при электрической дуговой сварке углеродистой стали, что является наиболее распространённым применением. O2 также используется в тримиксах с CO2 и Ar, где он дает преимущества в виде смачивания и струйного переноса металла.
O2 также используется в тримиксах с CO2 и Ar, где он дает преимущества в виде смачивания и струйного переноса металла.
Водород (h3) – двухатомный активный газ, который часто применяется в защитных сварочных смесях в концентрациях менее 10%. Водород в основном используется в аустенитных нержавеющих сталях для того, чтобы облегчить устранение оксидов или увеличить подвод тепла. Как и со всеми двухатомными молекулами, результатом становится более горячий, широкий сварной шов. Для работы с ферритными или мартенситными сталями водород не подходит из-за проблем с растрескиванием. При более высоких концентрациях (30-40%) h3 может использоваться для плазменной резки нержавеющих сталей с целью увеличения мощности и снижения окалины.
Азот (N2) – наименее часто используемая добавка для защитных целей. Азот в основном применяется для производства аустенита и для повышения сопротивлению коррозии в дуплексных и супер-дуплексных сталях. Для более детального ознакомления с данным химическим элементом читайте статью: технический азот и его востребованность в промышленной сфере.
Выбор защитного газа для конкретного типа сварки
В сварочном деле используются разные газовые смеси, выбор которых зависит от применяемой технологии и материала.
MAG: углеродистая сталь
Наиболее часто используемые смеси для данного материала – это Ar/CO2, Ar/O2 или все три компонента вместе.
На рисунке представлен пример cварочного полуавтомата фирмы Kaiser
• В Ar/CO2 содержание CO2 варьируется от 5% до 25%. Составы с низким содержанием двуокиси углерода обычно используются для струйного переноса металла на материалах большого сечения, или когда требуются низкие подводимые температуры и мелкое проникновение в тонких материалах. Высокое содержание делает возможной работу в режиме короткого замыкания и дает дополнительное очищающее действие и глубокое проникновение в материалах большого сечения. Однако, увеличение содержания углекислоты также означает повышенную скорость расходования легирующих элементов.
• В смесях Ar/O2, содержание O2 варьируется от 2% до 5%. Такая защитная среда обычно используется при работе на достаточно чистых материалах. Многие производители конструкционных сталей используют Ar/O2 потому, что такой состав защитного газа позволяет работать на слегка окисленных базовых материалах. Среды с содержанием кислорода должны оцениваться на предмет потенциала истощения, который может быть значительным при больших концентрациях.
Такая защитная среда обычно используется при работе на достаточно чистых материалах. Многие производители конструкционных сталей используют Ar/O2 потому, что такой состав защитного газа позволяет работать на слегка окисленных базовых материалах. Среды с содержанием кислорода должны оцениваться на предмет потенциала истощения, который может быть значительным при больших концентрациях.
• Содержание O2 и CO2 в тримиксах находится в пределах от 2% до 8%. Составы такого типа хорошо работают как при струйном переносе, так и при переносе в режиме короткого замыкания, и могут быть использованы в работе с материалами разной толщины. Кислород имеет склонность способствовать струйному переносу металла при низких напряжениях, в то время как двуокись углерода способствует проникновению. Тримиксы, содержащие Ar, CO2 и O2, делают возможным производить перенос металла при более низких напряжениях, чем многие двухкомпонентные смеси Ar/CO2.
MAG: углеродистая сталь
Наиболее распространёнными газами для работы с нержавеющей сталью являются Ar/CO2 и He/Ar/CO2.
На рисунке изображена схема классификации сталей
• Смеси Ar/CO2 обычно имеют около 2% кислорода и показывают хорошие результаты при струйном переносе металла, если допускается небольшое обесцвечивание шва.
• Тримиксы доступны в двух основных типах: насыщенные Ar и насыщенные He. Насыщенные гелием (около 90%) тримиксыиспользуются для работы в режиме короткого замыкания. Они включают небольшое количество аргона для стабилизации дуги и очень небольшое количество углекислоты для проникновения и очистки. Насыщенные аргоном газы обычно имеют около 80% Ar, 1-2% CO2, и He в остатке. Они традиционно используются для струйного переноса металла, поскольку высокое содержание аргона позволяет выполнять такой процесс при сравнительно низких напряжениях, в то время как гелий дает хорошую смачиваемость, плоский профиль шва, и хорошее цветовое соответствие.
TIG: алюминий
Электрическая дуговая сварка алюминия обычно выполняется с чистым аргоном. Однако, при работе с сечениями большого размера возможно увеличение содержания гелия до 75%. Гелий делает возможными значительно лучшую смачиваемость по сравнение с чистым аргоном и более жидкую сварочную ванну, что даёт больше времени на выход примесей, вызывающих пористость. Более высокие концентрации гелия требуют значительно более высокого напряжения для струйного переноса металла, чем в случае с чистым Ar.
Гелий делает возможными значительно лучшую смачиваемость по сравнение с чистым аргоном и более жидкую сварочную ванну, что даёт больше времени на выход примесей, вызывающих пористость. Более высокие концентрации гелия требуют значительно более высокого напряжения для струйного переноса металла, чем в случае с чистым Ar.
Также вы можете посмотреть небольшое видео о сварке тонкого алюминия методом TIG:
Кстати, больше публикаций о сварочных смесях Вы найдете в этом разделе нашего блога.
FCAW: углеродистая и нержавеющая сталь
Флюсовая технология наиболее часто выполняется в защитной среде, состоящей из 20-25% двуокиси углерода и уравновешенной аргоном. Такой состав даёт возможность получить хорошие технические характеристики дуги: CO2 улучшает проникновение и даёт хорошие показатели формирования окалины, в то время как Ar снижает выделение побочных газов. Иногда часть углекислоты заменяется гелием для того, чтобы ещё больше снизить газовыделение. Истощение сплава не является поводом для беспокойства при работе с флюсом, поскольку элементы, подверженные эффектам двуокиси углерода, уравновешиваются содержанием потока при производстве сварочной проволоки.
Иногда часть углекислоты заменяется гелием для того, чтобы ещё больше снизить газовыделение. Истощение сплава не является поводом для беспокойства при работе с флюсом, поскольку элементы, подверженные эффектам двуокиси углерода, уравновешиваются содержанием потока при производстве сварочной проволоки.
TIG: нержавейка и алюминий
В то время как в большинстве случаев для сварочного процесса с вольфрамовым электродом используется чистый аргон, некоторые смеси разработаны для того, чтобы упростить проникновение и смачиваемость в алюминии и нержавейке. Большинство из них являются смесями Ar/He, с содержанием гелия от 10% до 75%. Как и в случае с электродуговой сваркой, это добавление гелия облегчает смачиваемость в крупносортном алюминии и нержавеющей стали, в которых малая подвижность сварочной ванны является нежелательной. Для нержавеющей стали 300 серии возможно применение газа, содержащего от 2% до 5% водорода. Такая добавка делает готовый шов гораздо лучше на вид.
В компании «Промтехгаз» можно купить защитные сварочные смеси газов по приемлемой цене и с возможность оперативной доставки на производственный объект.
Сварка в среде защитных газов
Сваривание в защитных газах можно производить с использованием неплавящихся электродов, обычно вольфрамовых или с помощью обычных плавящихся электродов. При сваривании неплавящимся электродом сварочный шов получается благодаря расплавлению кромок свариваемого изделия. Если необходимо, в сварочную зону подается присадочная проволока.
Плавящиеся электроды при сваривании расплавляются и участвуют в образовании металла шва. Для того чтобы защитить сварочный процесс применяются три группы газов: инертные, такие как аргон и гелий, и активные, например водород, азот, углекислый газ. Также для защиты используются смеси газов обеих групп. Выбор газа для защиты сварочного процесса определяется химическим составом свариваемого металла и требованиями, которые предъявляются к свойствам сварочного соединения.
Смеси инертных газов используются для того, чтобы повысить устойчивость сварочной дуги, увеличения проплавления и изменения формы сварочного шва. Если Вы используете смесь газов при сваривании, то электрод будет быстрее переходить в металл шва.
Смеси аргона с кислородом от 1 до 5% позволяют сваривать плавящимся электродом низкоуглеродистых и легированных сталей. Добавление кислорода позволяет понизить критический ток, а также позволяет предупредить возникновение пор, улучшая форму шва.
Смесь аргона с 10 – 25% вместительностью углекислого газа позволяет производить сваривание плавящимся электродом. Добавка углекислого газа позволяет избежать пор в металле, а также повышает стабильность горения дуги. Еще положительным аспектом является хорошее формирование шва при сваривании тонкого металла.
Смесь аргона с кислородом (5%) и углекислым газом (до 20%) позволяет работать с плавящимися электродами при сваривании углеродистых и легированных сталей. Такие добавки позволяют улучшить стабильность горения сварочной дуги, улучшают формирование швов и предупреждают пористость металла.
Такие добавки позволяют улучшить стабильность горения сварочной дуги, улучшают формирование швов и предупреждают пористость металла.
Смеси углекислого газа с кислородом (до 20%) позволяют использовать их при сваривании плавящимися электродами углеродистой стали. Данная смесь позволяет качественно проплавлять металл, увеличивая окислительную способность и предохраняя сварочный шов от пористости.
Смесь газов может подаваться в сварочную ванную самыми различными способами. При повышенных скоростях проведения сварочных работ плавящимися электродами смесь подается сбоку. Если же сваривание производится в обычном режиме, смесь подается центрально. Для того чтобы сэкономить на расходе инертных газов, некоторые из которых имеют приличную стоимость, используется способ газовой защиты с помощью двух раздельных потоков газов. Чаще всего в наружном потоке принимает участие углекислый газ, который добыть не составляет большого труда и затрат.
Смеси газов, которые широко используются многими сварщиками, позволяют повысить качество сварочного шва и продлить срок службы сваренного изделия.
Общие защитные газы для дуговой сварки
Я преподаю в сельском хозяйстве и в следующем году впервые буду преподавать секцию по дуговой сварке. При дуговой сварке используются различные защитные газы, и меня всегда смущало, когда использовать какой газ для какой области применения. Пожалуйста, дайте несколько рекомендаций по этой теме.
Разнообразие защитных газов, используемых при дуговой сварке, может сбивать с толку. Однако использование внешнего защитного газа является необходимым компонентом для некоторых процессов, поскольку он необходим для защиты дуги и расплавленного металла сварного шва от загрязнения атмосферой.Защитный газ также может повысить плавность дуги и повысить привлекательность оператора. Но они также усложняют сварочное оборудование за счет добавления газового баллона или подачи большого количества газа и необходимого газового аппарата (например, регулятора / расходомера (или расходомера) и газового шланга). Не говоря уже о сложности смены типа защитного газа, когда вам нужно сваривать материал другого типа и / или другой процесс дуговой сварки. В некоторых случаях для одного и того же процесса и материала могут использоваться разные защитные газы, каждый из которых имеет свои преимущества.
Не говоря уже о сложности смены типа защитного газа, когда вам нужно сваривать материал другого типа и / или другой процесс дуговой сварки. В некоторых случаях для одного и того же процесса и материала могут использоваться разные защитные газы, каждый из которых имеет свои преимущества.
В некоторых процессах дуговой сварки не используется внешний защитный газ, а вместо этого предусмотрена собственная система защиты за счет покрытия сварного шва шлаком и газов, образующихся в результате химических реакций в дуге. К ним относятся процесс дуговой сварки защищенного металла (SMAW), процесс самозащитной дуговой сварки порошковой проволокой (FCAW-S) и процесс дуговой сварки под флюсом (SAW). Основные процессы дуговой сварки, для которых требуется внешний защитный газ, — это процесс газовой дуговой сварки вольфрамом (GTAW) (также известный как TIG), процесс газовой дуговой сварки (GMAW) (также известный как MIG), процесс дуговой сварки металлическим стержнем (GMAW-C). (также известный как металлический сердечник) и процесс дуговой сварки в среде защитного газа и порошковой проволоки (FCAW-G) (также известный как порошковая сварка в газе). Разнообразие защитных газов, используемых в этих процессах, велико, особенно с бинарными смесями и тройными смесями (трехкомпонентными) и процентным содержанием каждого типа газа в смеси. Кроме того, газы могут различаться в зависимости от региона мира, в котором вы выполняете сварку. Поэтому, чтобы упростить эту статью, в ней будут обсуждаться только наиболее распространенные защитные газы, используемые на сварочном рынке США.
Разнообразие защитных газов, используемых в этих процессах, велико, особенно с бинарными смесями и тройными смесями (трехкомпонентными) и процентным содержанием каждого типа газа в смеси. Кроме того, газы могут различаться в зависимости от региона мира, в котором вы выполняете сварку. Поэтому, чтобы упростить эту статью, в ней будут обсуждаться только наиболее распространенные защитные газы, используемые на сварочном рынке США.
Наиболее распространенными защитными газами, используемыми для этих основных процессов дуговой сварки, являются аргон (Ar), гелий (He), диоксид углерода (CO2) и кислород (O2).В то время как Ar, He и CO2 могут использоваться сами по себе (т.е. 100%) для определенных применений, в других случаях четыре газа смешиваются вместе в различных комбинациях для образования смесей защитных газов. Эти смеси выражаются в процентах (например, 75% Ar / 25% CO2 или 75% Ar / 25CO2). Иногда они даже выражаются сокращенно, например «75/25». Однако это предполагает, что известно, к каким двум газам относятся процентные значения (и они не всегда одинаковы, как, например, в случае с 75/25 для углеродистой стали и 75/25 для никелевых сплавов. ).
).
Каждый из этих газов имеет разные свойства, которые влияют на их реакцию на нагрев сварочной дуги. К ним относятся их реакционная способность, потенциал ионизации и теплопроводность. Реакционная способность влияет на то, можно ли использовать определенный газ или газовую смесь с определенными материалами. Эти свойства также влияют на рабочие характеристики различных защитных газов, а также влияют на форму валика и профили проникновения. Подробное обсуждение каждого из этих свойств, а также свойств каждого защитного газа и газовой смеси выходит за рамки данной статьи.Однако подробную информацию о защитных газах можно найти в «Руководстве по сварке GMAW» компании Lincoln Electric (буклет C4.200) на страницах 12-15 . Его можно бесплатно получить: Загрузить Руководство по сварке GMAW
В таблице 1 приведены общие защитные газы, используемые для этих основных процессов дуговой сварки, по типам основного материала. В случае MIG и процессов с металлическим сердечником он также определяет защитные газы в зависимости от того, какой режим переноса металла используется.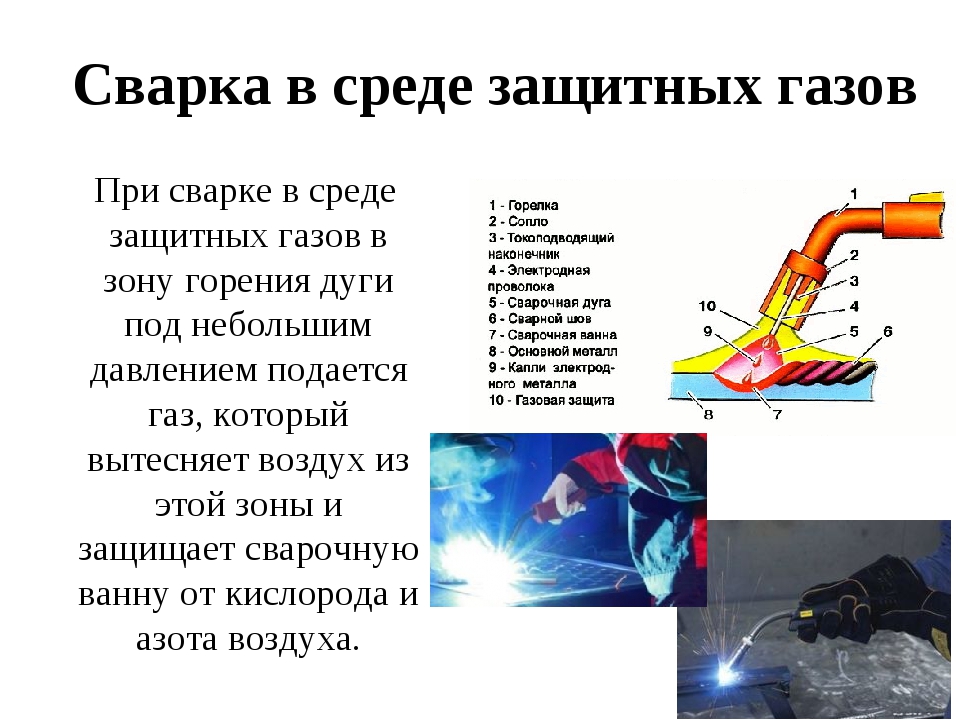 В сносках указаны распространенные альтернативные газы. Эта таблица не является исчерпывающим списком защитных газов, используемых для дуговой сварки. Другие газы (например, водород) и многие другие газовые смеси с различным процентным содержанием и комбинацией газов также используются в сварочной промышленности. Таблица 1 просто предназначена для краткого обзора наиболее распространенных газов, используемых для обычных типов основных материалов на рынке сварки США.
В сносках указаны распространенные альтернативные газы. Эта таблица не является исчерпывающим списком защитных газов, используемых для дуговой сварки. Другие газы (например, водород) и многие другие газовые смеси с различным процентным содержанием и комбинацией газов также используются в сварочной промышленности. Таблица 1 просто предназначена для краткого обзора наиболее распространенных газов, используемых для обычных типов основных материалов на рынке сварки США.
— Защитные газы Справочник
— Защитные газы 1 Защитные газы Введение Air в зоне сварного шва вытесняется защитным газом для предотвращения загрязнения расплавленной сварочной ванны.Это загрязнение вызвано в основном присутствующими азотом, кислородом и водяным паром. в атмосфере. Например, азот в затвердевшем сталь снижает пластичность и ударную вязкость сварного шва и может вызвать растрескивание. В больших количествах азот также может вызвать пористость сварного шва. Избыток
кислород в стали соединяется с углеродом с образованием окиси углерода (CO). Этот газ может
быть в ловушке металла,
вызывая пористость. Кроме того, избыток кислорода может соединяться с другими элементами в
сталь и формовочные смеси
образующие включения в металле шва.Когда
водород, присутствующий в водяном паре и масле, соединяется с железом или алюминием,
пористость в результате и
Может произойти растрескивание металла сварного шва «под швом». К
избежать этих проблем, связанных с загрязнением сварочной ванны, три основных
газы используются для защиты.
Это аргон, гелий и углекислый газ. Кроме того, небольшое количество кислорода,
азот и водород
оказались полезными для некоторых приложений. Из этих газов только аргон и гелий.
инертные газы.Компенсация окислительной способности других газов производится специальной проволокой.
электродные составы.
Аргон, гелий и углекислый газ могут
использоваться отдельно, в комбинации или в смеси с другими, чтобы выявить дефект
свободные сварные швы в различных сварочных швах
и сварочные процессы.
Избыток
кислород в стали соединяется с углеродом с образованием окиси углерода (CO). Этот газ может
быть в ловушке металла,
вызывая пористость. Кроме того, избыток кислорода может соединяться с другими элементами в
сталь и формовочные смеси
образующие включения в металле шва.Когда
водород, присутствующий в водяном паре и масле, соединяется с железом или алюминием,
пористость в результате и
Может произойти растрескивание металла сварного шва «под швом». К
избежать этих проблем, связанных с загрязнением сварочной ванны, три основных
газы используются для защиты.
Это аргон, гелий и углекислый газ. Кроме того, небольшое количество кислорода,
азот и водород
оказались полезными для некоторых приложений. Из этих газов только аргон и гелий.
инертные газы.Компенсация окислительной способности других газов производится специальной проволокой.
электродные составы.
Аргон, гелий и углекислый газ могут
использоваться отдельно, в комбинации или в смеси с другими, чтобы выявить дефект
свободные сварные швы в различных сварочных швах
и сварочные процессы.Защитный газ — обзор
6.03.3.12 Защитные газы
Основными защитными газами, используемыми для процесса GMAW, являются кислород, аргон, диоксид углерода и гелий или комбинация этих четырех газов. Газы, которые используются в системах защитного газа, можно классифицировать как инертные газы, то есть те газы, внешние электронные оболочки которых полностью заполнены и являются стабильными; и химически активные газы, такие как диоксид углерода; и кислород, внешние электронные оболочки которых не заполнены, что позволяет голым электронам объединяться с другими элементами в зоне сварки с образованием примесей.
Два инертных газа, которые обычно используются в качестве защитных газов, — это аргон и гелий. Гелий — менее плотный газ, чем аргон, а это означает, что при использовании гелия требуется больше кубических футов в час, чем при использовании аргона. С аргоном можно использовать более низкие напряжения, чем с гелием, потому что он имеет меньшее электрическое сопротивление. Более низкие напряжения, необходимые в процессе короткой дуги, хорошо подходят для электрических характеристик аргона. Поскольку аргон позволяет работать при более низких напряжениях при любой настройке силы тока, он лучше подходит для сварки тонких металлов.Кроме того, аргон не оказывает значительного влияния на тепло во время ручной операции, при которой длина дуги изменяется, поскольку оператор сварщика манипулирует дуговой горелкой с инертным газом.
С аргоном можно использовать более низкие напряжения, чем с гелием, потому что он имеет меньшее электрическое сопротивление. Более низкие напряжения, необходимые в процессе короткой дуги, хорошо подходят для электрических характеристик аргона. Поскольку аргон позволяет работать при более низких напряжениях при любой настройке силы тока, он лучше подходит для сварки тонких металлов.Кроме того, аргон не оказывает значительного влияния на тепло во время ручной операции, при которой длина дуги изменяется, поскольку оператор сварщика манипулирует дуговой горелкой с инертным газом.
Гелий может работать при гораздо более высоких напряжениях. Он часто используется в процессах газовой дуговой сварки плавящимся электродом и часто используется в автоматическом процессе сварки GMAW. Поскольку для гелия требуется больший поток кубических футов в час, возможны более высокие скорости сварки. С гелием можно сваривать примерно на 35-40% быстрее, чем при использовании аргона в качестве защитного газа.
Различия в проникновении вызваны перемешиванием молекул инертного газа в ионизационном столбе дугового потока, создавая ионизированный газ, который обеспечивает большее сопротивление столбу дуги в определенных местах сварного шва (Рисунок 16).
Рис. 16. Сравнение проплавления швов в поперечных сечениях сварных швов с использованием нескольких защитных газов.
Воспроизведено из Bohnart, Edward R. Сварка — Принципы и практика , 4-е изд .; McGraw Hill, 2012.Скорость сварки увеличивается, а необходимая структура проплавления поддерживается многократно за счет смешивания аргона и гелия с учетом характеристик каждого из инертных газов.Таким образом, скорость, разрешенная гелием, может быть использована со схемами проникновения, возникающими в результате использования аргона.
Комбинация, которая используется много раз, представляет собой смесь 25% аргона и 75% гелия или 20% аргона и 80% смеси гелия для сварки алюминия. Большинство цветных металлов можно сваривать либо аргоном, либо гелием, либо смесью аргона и гелия. С помощью этих газов можно сваривать все черные металлы.
С помощью этих газов можно сваривать все черные металлы.
Двуокись углерода (CO 2) — это газ, который используется только для сварки черных металлов, поскольку он дешевле, чем многие инертные газы.Двуокись углерода стоит примерно в десять раз меньше, чем аргон или гелий, и при использовании в качестве защитного газа позволяет получить высококачественный сварной шов. Характеристики проникновения диоксида углерода аналогичны характеристикам проникновения гелия из-за сходства масс газов. В диоксиде углерода, который используется для сварки, не должно быть никакой влаги, поскольку влага выделяет водород, который, в свою очередь, вызывает пористость в металле сварного шва. Поскольку диоксид углерода обладает более высокими характеристиками электрического сопротивления, уставка тока должна быть на 20–30% выше, чем у аргона или гелия.Одна небольшая отрицательная характеристика использования диоксида углерода в качестве защитного газа в процессе сварки — это образование небольшого количества кислорода в металле в результате нагрева столба дуги.
Это небольшое количество кислорода может снизить номинальную прочность металла при испытании. Когда молекула кислорода выделяется из CO 2 , газ, образующийся во внешней части защитного газа, представляет собой токсичный газ — окись углерода. Еще одним серьезным недостатком CO 2 является его чрезвычайная устойчивость к току.Из-за этого сопротивления длина дуги чувствительна. Когда длина дуги слишком велика, она гаснет быстрее, чем при использовании инертного газа, такого как аргон или гелий.
Другими инертными газами, используемыми для защиты от газов, являются азот, кислород и водород. Азот используется для смешивания или газа-носителя с очень небольшим процентным содержанием азота. Можно использовать до 10% кислорода. Кислород, использованный выше этого значения, приведет к пористости сварного шва. Смеси (кислород и CO 2 ) или смеси (кислород, CO 2 и аргон) обычно используются для сварки низкоуглеродистой стали.Смеси азота и аргона или водорода и аргона используются для сварки нержавеющих сталей.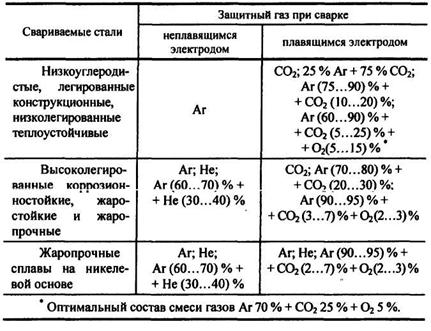 Содержание азота в смеси азота и аргона может достигать 20%, а содержание водорода в смеси водорода и аргона может достигать 15%. Часто смеси, содержащие азот или водород, используются в качестве резервных газов для дальней стороны сварного шва, которые защищают основание сварного шва.
Содержание азота в смеси азота и аргона может достигать 20%, а содержание водорода в смеси водорода и аргона может достигать 15%. Часто смеси, содержащие азот или водород, используются в качестве резервных газов для дальней стороны сварного шва, которые защищают основание сварного шва.
Инертный газ, аргон, обладает многими характеристиками, необходимыми для GMAW большинства металлов; может быть принята степень специализации, при которой другие чистые газы или смеси могут быть более подходящими для специализированных приложений.При сварке толстых профилей из стали, алюминия и меди дополнительные тепловыделения и улучшенное проплавление достигаются за счет использования CO 2 , гелия и азота соответственно. Однако наблюдается увеличение разбрызгивания, и параметры процесса должны быть отрегулированы более критически, чтобы избежать разбрызгивания, и поэтому предпочтение отдается смесям на основе аргона.
За прошедшие годы было разработано множество различных комбинаций (смесей) защитных газов. Они состоят из смесей аргона плюс от 1% до 5% O 2 , аргона плюс от 8% до 50% CO 2 , чистого CO 2 и гелия, аргона с гелием и трехкомпонентной смеси (90% гелия + 7.5% аргона + 2,5% CO 2 ).
Они состоят из смесей аргона плюс от 1% до 5% O 2 , аргона плюс от 8% до 50% CO 2 , чистого CO 2 и гелия, аргона с гелием и трехкомпонентной смеси (90% гелия + 7.5% аргона + 2,5% CO 2 ).
На режим переноса металла обычно влияет химическая активность защитного газа. При более высоком содержании CO 2 , и особенно в случае чистого CO 2 , капля на кончике электрода имеет большую и неправильную форму и отталкивается дугой. В конце концов, он отделяется вверх или вбок. Чтобы получить эффективный переход в сварочную ванну с защитой CO 2 при малых токах, необходимо использовать короткозамкнутый переход, который обсуждается позже.
Для сварки конструкционных сталей широко применяется CO 2 , обычно в режиме короткого замыкания. Ряд других газовых смесей на основе Ar / CO 2 или Ar / O 2 используется для легированных сталей и нержавеющих сталей, и они находят все более широкое применение в работах, где полезно небольшое разбрызгивание. Для алюминия по-прежнему отдается предпочтение чистому аргону по экономическим соображениям, но использование гелия, особенно при работе с более толстыми материалами, является предпочтительным, особенно потому, что более горячая сварочная ванна дает больше возможностей для предотвращения пористости.
Для алюминия по-прежнему отдается предпочтение чистому аргону по экономическим соображениям, но использование гелия, особенно при работе с более толстыми материалами, является предпочтительным, особенно потому, что более горячая сварочная ванна дает больше возможностей для предотвращения пористости.
Сварка TIG, MIG / MAG — EWM AG
Защитный газ TIG
Как следует из названия процесса, для сварки TIG обычно используются инертные газы. Защитные газы стандартизированы в DIN EN 439. Они имеют обозначения l1, l2 и l3 в соответствии со стандартом.
Наиболее часто используемый защитный газ для сварки TIG — аргон (I1). Степень чистоты должна быть не менее 99,95%. Гелий (I2) также используется для металлов с очень хорошей теплопроводностью, таких как алюминий или медь.Если гелий является защитным газом, дуга более горячая. Прежде всего, распределение тепла между сердечником и краем дуги более равномерное. Использование чистого гелия для сварки TIG редко и ограничивается исключительными случаями, но использование смеси аргона и гелия (I3) с 25, 50 или 75% гелия за последние несколько лет постепенно увеличилось. Поэтому, например, в случае более толстых алюминиевых конструкций температура предварительного нагрева, необходимая для достаточного проплавления, снижается. Во многих случаях также возможно увеличить скорость сварки.При сварке TIG нержавеющих хромоникелевых сталей также используются смеси аргона и водорода (R1), но содержание водорода не должно превышать 5%, чтобы избежать образования пор.
Поэтому, например, в случае более толстых алюминиевых конструкций температура предварительного нагрева, необходимая для достаточного проплавления, снижается. Во многих случаях также возможно увеличить скорость сварки.При сварке TIG нержавеющих хромоникелевых сталей также используются смеси аргона и водорода (R1), но содержание водорода не должно превышать 5%, чтобы избежать образования пор.
Настройка расхода защитного газа зависит от диаметра газового сопла и окружающего воздушного потока. Ориентировочно для аргона можно использовать расход 5-10 л / мин. Более высокие скорости потока требуются в помещениях с сквозняком (рис. 4). Для смесей аргон / гелий необходимо установить более высокие скорости потока из-за более низкой плотности гелия.
Группа R
Группа R содержит смеси аргона и водорода, обладающие восстанавливающим действием.Помимо аргона и гелия, газы группы R1 используются для сварки TIG и плазменной сварки, а газы подгруппы 2 с более высоким содержанием водорода (H) используются для плазменной резки и подложки (формовочные газы).
Группа I
Группа I объединяет инертные газы. В его состав входят аргон (Ar), гелий (He) и смеси аргон / гелий. Они используются для сварки TIG, MIG и плазменной сварки, а также для подложки.
Группа М
Большая группа M, которая подразделяется на M1, M2 и M3, объединяет смешанные газы для сварки MAG.В каждой группе 3 или 4 подгруппы. Газы классифицируются от M1.1 до M3.3 в зависимости от их окислительной способности, т. Е. M1.1 является наименее окисляющим агентом, а M3.3 — наиболее сильным окислителем. Основной компонент этих газов — аргон. Кислород (O) или диоксид углерода (CO2) или кислород и диоксид углерода (трехкомпонентные газы) смешиваются с активными компонентами
Группа C
В ассортименте газов для сварки MAG группа C включает чистый диоксид углерода и смесь диоксида углерода и кислорода.Последнее не важно в Германии. Газы группы C являются наиболее сильно окисляющими, потому что CO2 разлагается при высокой температуре дуги, образуя большое количество кислорода в дополнение к монооксиду углерода.
Помимо свойств окисления, электрические и физические свойства дуги также меняются в зависимости от состава газа и, следовательно, сварочных свойств. Например, добавление гелия к аргону улучшает теплопроводность и теплосодержание атмосферы дуги.Оба приводят к более энергоемкой дуге и, следовательно, к улучшенным характеристикам проплавления. Смешивание активных компонентов со смешанными газами приводит, среди прочего, к образованию более мелких капель при плавлении проволочного электрода. Также улучшается передача тепла в дуге. Также улучшены характеристики проникновения.
Требуемый расход защитного газа можно рассчитать на основе практического опыта, т. Е. Он должен быть в 10-12 раз больше диаметра проволоки в литрах / мин.
В случае сварки алюминия методом MIG установленные значения расхода немного выше среднего из-за сильной склонности материала к окислению; для смешанных газов Ar / He установленные значения расхода значительно выше из-за низкой плотности гелия. Давление газа, выходящего из баллона или кольцевой линии, снижается. Установленный расход можно прочитать на манометре, который измеряется вместе с заслонкой, или на расходомере с поплавком.
Давление газа, выходящего из баллона или кольцевой линии, снижается. Установленный расход можно прочитать на манометре, который измеряется вместе с заслонкой, или на расходомере с поплавком.
СВОЙСТВА ЗАЩИТНЫХ ГАЗОВ, ИСПОЛЬЗУЕМЫХ ДЛЯ СВАРКИ
Защитные газы
инертные или полуинертные газы, которые обычно используются в нескольких сварочных процессах, газовой дуговой сварке металлическим электродом и газовой вольфрамовой дуговой сварке (GMAW и GTAW, обычно
известный как MIG (металлический инертный газ) и TIG (вольфрамовый инертный газ) соответственно).Их цель — защитить зону сварного шва от кислорода и водяного пара.
В зависимости от свариваемых материалов эти атмосферные газы могут снизить
качество сварного шва или затруднить сварку. Другие процессы дуговой сварки
также используйте альтернативные методы защиты сварного шва от атмосферы.
Например, для дуговой сварки защищенным металлом используется электрод, покрытый флюсом.
который при потреблении выделяет углекислый газ, полуинертный газ, который является приемлемым
защитный газ для сварки стали.
Важное свойства защитных газов;
- Теплопроводность и тепло передать свойства.
- Его плотность относительно воздуха.
- Легкость, с которой они подвергнуться ионизации.
Газы тяжелее воздуха (например, аргон) покрывают сварной шов и требуют меньшего расхода, чем более легкие газы чем воздух (например, гелий). Теплопередача важна для нагрева сварного шва вокруг дуга. Ионизируемость влияет на то, насколько легко зажигается дуга и насколько высокое напряжение требуется.
Защитные газы могут быть используется в чистом виде или в виде смеси двух или трех газов. При лазерной сварке экранирование у газа есть дополнительная роль; предотвращение образования облака плазмы над сварной шов, поглощающий значительную часть лазерной энергии. Гелий играет эта роль лучше всего из-за его высокого потенциала ионизации; газ может поглотить высокий количество энергии перед ионизацией.
Аргон — обычный
защитный газ, широко используемый в качестве основы для более специализированного газа
смеси.
Углекислый газ — это наименее дорогой защитный газ, обеспечивающий глубокое проникновение. Однако это отрицательно влияет на стабильность дуги и усиливает расплавленный металл. склонность к образованию капель (брызг). Углекислый газ в концентрации 1-2% обычно используется в смеси с аргоном для снижения поверхностного натяжения расплавленный металл. Другая распространенная смесь — это 25% углекислого газа и 75% аргона для GMAW.
Гелий легче
воздуха; требуется больший расход.Это инертный газ, не вступающий в реакцию с
расплавленные металлы. У него высокая теплопроводность. Ионизировать нелегко,
требуется более высокое напряжение для зажигания дуги. Из-за более высокой ионизации
потенциал, он дает более горячую дугу при более высоком напряжении, обеспечивает широкий и глубокий валик;
это преимущество для алюминиевых, магниевых и медных сплавов. Другие газы
часто добавляли. Смеси гелия с добавками 5–10% аргона и 2–5%
углекислый газ («три-микс») может использоваться для сварки нержавеющих
стали. Используется также для алюминия и других цветных металлов, особенно для
более толстые сварные швы. По сравнению с аргоном гелий более энергоемкий, но
менее стабильная дуга. Гелий и углекислый газ были первыми использованными защитными газами,
с начала Второй мировой войны. Гелий используется в качестве защитного газа в лазерах.
сварка для углекислотных лазеров. Гелий дороже аргона и
требует более высоких скоростей потока, поэтому, несмотря на свои преимущества, он не может быть
экономичный выбор для крупносерийного производства.Чистый гелий не используется для
стали, так как в этом случае дуга образуется непостоянно и способствует разбрызгиванию.
Используется также для алюминия и других цветных металлов, особенно для
более толстые сварные швы. По сравнению с аргоном гелий более энергоемкий, но
менее стабильная дуга. Гелий и углекислый газ были первыми использованными защитными газами,
с начала Второй мировой войны. Гелий используется в качестве защитного газа в лазерах.
сварка для углекислотных лазеров. Гелий дороже аргона и
требует более высоких скоростей потока, поэтому, несмотря на свои преимущества, он не может быть
экономичный выбор для крупносерийного производства.Чистый гелий не используется для
стали, так как в этом случае дуга образуется непостоянно и способствует разбрызгиванию.
Кислород используется в
небольшие количества как добавка к другим газам; обычно в виде 2–5% добавки к
аргон. Повышает стабильность дуги и снижает поверхностное натяжение расплавленного металла.
металл, увеличивая смачивание твердого металла. Используется для переноса распылением
сварка низкоуглеродистых сталей, низколегированных и нержавеющих сталей. Его присутствие
увеличивает количество шлака. Смеси аргон-кислород (Ar-O2) часто
заменены аргоно-углекислотными.Смеси аргон-диоксид углерода-кислород
также использовал. Кислород вызывает окисление сварного шва, поэтому он не подходит для
сварка алюминия, магния, меди и некоторых экзотических металлов. Неправильный выбор
сварочный газ может привести к пористому и слабому сварному шву или чрезмерному разбрызгиванию; в
последний, хотя и не влияет на сам сварной шов, вызывает потерю производительности из-за
труд, необходимый для удаления разбросанных капель. Избыточный кислород, особенно
при использовании в приложении, для которого он не предписан, может привести к
хрупкость в зоне термического влияния.Смеси аргон-кислород с содержанием кислорода 1-2%
используется для аустенитной нержавеющей стали, где нельзя использовать аргон-CO2 из-за
требуется низкое содержание углерода в сварном шве; сварной шов имеет прочное оксидное покрытие
и может потребоваться очистка.
Его присутствие
увеличивает количество шлака. Смеси аргон-кислород (Ar-O2) часто
заменены аргоно-углекислотными.Смеси аргон-диоксид углерода-кислород
также использовал. Кислород вызывает окисление сварного шва, поэтому он не подходит для
сварка алюминия, магния, меди и некоторых экзотических металлов. Неправильный выбор
сварочный газ может привести к пористому и слабому сварному шву или чрезмерному разбрызгиванию; в
последний, хотя и не влияет на сам сварной шов, вызывает потерю производительности из-за
труд, необходимый для удаления разбросанных капель. Избыточный кислород, особенно
при использовании в приложении, для которого он не предписан, может привести к
хрупкость в зоне термического влияния.Смеси аргон-кислород с содержанием кислорода 1-2%
используется для аустенитной нержавеющей стали, где нельзя использовать аргон-CO2 из-за
требуется низкое содержание углерода в сварном шве; сварной шов имеет прочное оксидное покрытие
и может потребоваться очистка.
Водород используется для
сварка никеля и некоторых нержавеющих сталей, особенно более толстых деталей. Это
улучшает текучесть расплавленного металла и повышает чистоту поверхности.
Обычно его добавляют к аргону в количестве менее 10%. Его можно добавить в
смеси аргона и диоксида углерода для противодействия окислительному эффекту углерода
диоксид.Его добавление сужает дугу и увеличивает температуру дуги,
что приводит к лучшему провару сварного шва. В более высоких концентрациях (до 25%
водород), его можно использовать для сварки проводящих материалов, таких как медь.
Однако его не следует использовать для обработки стали, алюминия или магния, поскольку он может
вызывают пористость и водородное охрупчивание; его применение обычно ограничено
только к какой-то нержавеющей стали.
Это
улучшает текучесть расплавленного металла и повышает чистоту поверхности.
Обычно его добавляют к аргону в количестве менее 10%. Его можно добавить в
смеси аргона и диоксида углерода для противодействия окислительному эффекту углерода
диоксид.Его добавление сужает дугу и увеличивает температуру дуги,
что приводит к лучшему провару сварного шва. В более высоких концентрациях (до 25%
водород), его можно использовать для сварки проводящих материалов, таких как медь.
Однако его не следует использовать для обработки стали, алюминия или магния, поскольку он может
вызывают пористость и водородное охрупчивание; его применение обычно ограничено
только к какой-то нержавеющей стали.
Добавление оксида азота служит для уменьшения образования озона.Он также может стабилизировать дугу при сварка алюминия и высоколегированной нержавеющей стали.
гексафторид серы
может добавляться в защитный газ для сварки алюминия для связывания водорода в сварном шве
область для уменьшения пористости сварного шва.
Дихлордифторметан с аргоном может использоваться в качестве защитной атмосферы для плавления алюминиево-литиевые сплавы. Снижает содержание водорода в алюминии. сварка, предотвращая связанную с этим пористость.
Неправильный выбор сварочный газ может привести к пористому и слабому сварному шву или чрезмерному разбрызгиванию; в последний, хотя и не влияет на сам сварной шов, вызывает потерю производительности из-за труд, необходимый для удаления разбросанных капель.
Для получения дополнительной информации по поводу наших защитных газов свяжитесь с нами.
20 февраля 2020 г. Ogochukwu Agina
Какой защитный газ следует использовать при дуговой сварке алюминия?
ОБЩИЕ ПРОБЛЕМЫ С АЛЮМИНИЕМ — ВОПРОСЫ И ОТВЕТЫ
ВОПРОС: Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего гелий. Я использую процессы газовой дуговой сварки (GMAW) и газовой вольфрамовой дуговой сварки (GTAW).Могу ли я использовать один и тот же газ для каждого процесса?
Я использую процессы газовой дуговой сварки (GMAW) и газовой вольфрамовой дуговой сварки (GTAW).Могу ли я использовать один и тот же газ для каждого процесса?
ОТВЕТ: Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Превосходные сварные швы часто выполняются с использованием чистого аргона в качестве защитного газа. Чистый аргон — самый популярный защитный газ, который часто используется как для дуговой сварки металла в газе, так и для дуговой сварки алюминия вольфрамовым электродом.Следующими по популярности, вероятно, являются смеси аргона и гелия, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между смесями аргона и аргона с гелием. Чтобы понять влияние этих газов на процесс сварки, мы можем изучить свойства каждого газа на рис. 1.
1.
Мы сразу видим, что потенциал ионизации и теплопроводность гелиевого защитного газа равны намного выше, чем у аргона.Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитном газе.
Защитный газ для газовой дуговой сварки металла — Для GMAW добавки гелия варьируются от примерно 25% гелия до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла по сварному шву. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с потенциалом значительной экономии.Поперечное сечение металла сварного шва также может иметь определенное значение в определенных областях применения. Типичные поперечные сечения для аргона и гелия показаны на рис. 2.
Рис. 2
2Испытания показали, что относительно узкое поперечное сечение сварного шва, экранированного чистым аргоном, имеет более высокий потенциал для захвата газа и, следовательно, может содержать большую пористость. Более высокая теплоемкость и более широкая картина проплавления смесей гелия / аргона обычно помогают минимизировать захват газа и более низкие уровни пористости в готовом сварном шве.
Для заданной длины дуги добавление гелия к чистому аргону увеличит напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается при примерно 75% гелия и 25% аргона. Более широкая форма проплавления и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двухсторонних швов с разделкой кромок в толстом листе. Способность профиля сварного шва обеспечивать более широкую цель во время обратного выкрашивания может помочь снизить вероятность неполного проплавления соединения, которое может быть связано с этим типом сварного соединения.
Чистый защитный газ аргон обычно дает законченный сварной шов с более яркой и блестящей поверхностью. Сварной шов, выполненный смесью гелия и аргона, обычно требует обработки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть причиной нарушения сплошности. Смеси защитного газа гелия могут помочь предотвратить неполное плавление и неполное проникновение из-за дополнительного теплового потенциала этих газов.
Защитный газ для газовой дуговой сварки вольфрамом — При рассмотрении защитного газа для газовой вольфрамовой дуговой сварки переменным током (AC) наиболее популярным используемым газом является чистый аргон.Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги при использовании алюминия AC — GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно 25% гелия и 75% аргона, которые могут помочь увеличить скорость перемещения при сварке вольфрамовой дугой на переменном токе. Для дуговой сварки вольфрамовым электродом на переменном токе используются смеси, содержащие более 25% гелия, но нечасто, так как при определенных обстоятельствах они могут вызывать нестабильность дуги переменного тока.
Иногда используются газовые смеси, обычно 25% гелия и 75% аргона, которые могут помочь увеличить скорость перемещения при сварке вольфрамовой дугой на переменном токе. Для дуговой сварки вольфрамовым электродом на переменном токе используются смеси, содержащие более 25% гелия, но нечасто, так как при определенных обстоятельствах они могут вызывать нестабильность дуги переменного тока.
Чистый гелий или защитный газ с высоким содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с использованием отрицательного электрода постоянного тока (DCEN). Комбинация GTAW-DCEN и большого количества тепла от используемого газа, которые часто проектируются как сварочные аппараты, может обеспечить высокую скорость сварки и отличное проплавление. Эта конфигурация иногда используется для выполнения стыковых сварных швов с полным проплавлением, приваренных только с одной стороны, к временному обжигу без подготовки канавки под клиновидные кромки, а только к пластине с квадратными кромками.
Заключение: Отвечая на ваши вопросы, есть несколько вариантов выбора газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно зависит от конкретного приложения. Обычно газы с высоким содержанием гелия используются для сварки GMAW более толстых материалов и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы, содержащие гелий, обычно более дорогие.Гелий имеет более низкую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и / или смеси гелия / аргона. Следовательно, дополнительные расходы на гелиевые смеси могут быть компенсированы за счет повышения производительности. Вам следует попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
Что такое сварочные защитные газы и почему они так важны?
Сварка вызывает определенное очарование высоких температур и раскаленных добела летящих искр, смешанных с суровым шармом. Это процесс, требующий очень умелого баланса сил и строгой точности. Еще до того, как сварщик зажжет свое пламя, правильная газовая смесь — это уже половина успеха.
Это процесс, требующий очень умелого баланса сил и строгой точности. Еще до того, как сварщик зажжет свое пламя, правильная газовая смесь — это уже половина успеха.
Почему так важна правильная газовая смесь?
Экранирование защищает расплавленный металл от реакции с атмосферными газами, такими как кислород, углекислый газ, азот и водяной пар. Плавный процесс сварки требует тщательного выбора газов в зависимости от их свойств. Неправильный выбор газа может привести к дефектным и неправильным сварным швам.
Что такое защитные газы?
Защитные газы — это инертные или полуинертные газы, которые защищают сварной шов от повреждений в результате контакта с атмосферными газами. Они влияют на количество тепла, выделяемого дугой, и внешний вид сварного шва.
Инертные газы в сварке
Инертные газы (также известные как благородные газы) не имеют цвета, запаха и химически инертны.
Аргон
Чистый аргон часто используется с алюминием и цветными металлами.Этот газ хорош для защиты плоских сварных швов и сварных швов в глубоких канавках.
Argon подходит для более простых пусков, приложений переменного тока (AC) и для более длинных дуг при более низких напряжениях. Добавление гелия улучшает свойства теплопередачи аргона, а аргон, смешанный с диоксидом углерода или кислородом, может помочь стабилизировать дугу.
Гелий
Чистый гелий идеально подходит для сварки магния, меди и алюминия. Однако он создает неустойчивую дугу, которая может привести к разбрызгиванию при работе со сталью.Гелий эффективен для механизированной сварки, но дает меньше места для ошибки при ручной сварке.
Смесь гелия с аргоном может использоваться для очистки катодов.
Полуинертные газы в сварке
Газы с низкой химической активностью относятся к полуинертным газам. Правильная смесь полуинертных газов в нужных количествах может улучшить качество сварного шва.
Водород
Водород позволяет получать более чистые сварные поверхности и лучший профиль шва для марок нержавеющей стали, чувствительных к кислороду.Однако при неправильном использовании захваченный газ может вызвать пористость сварного шва и растрескивание под валиком углеродистых и низколегированных сталей.
Добавление водорода к аргону увеличивает проплавление и увеличивает скорость сварки.
Азот
Азот увеличивает проплавление шва и стабильность дуги. Смеси азота могут улучшить механические свойства сплавов, содержащих азот, и предотвратить точечную коррозию, а также потерю азота из металла.
Кислород
Смеси кислорода также обычно используются для защиты сварных швов.Они стабилизируют дуги, минимизируют разбрызгивание и улучшают перенос металла.
Окислительные свойства делают его непригодным для работы с медью, алюминием и магнием. Газ следует использовать с осторожностью, так как слишком много газа может сделать продукты хрупкими.
Двуокись углерода
Двуокись углерода улучшает скорость сварки, проплавление и механические свойства, что делает ее наиболее подходящей для сварки сталей в среде инертного газа (MIG).
Однако этот газ также вызывает более неустойчивую дугу, разбрызгивание и образование большого количества дыма.Смешивание углекислого газа с аргоном сводит к минимуму разбрызгивание.
Диоксид углерода нельзя использовать с тонкими металлами, такими как алюминий, которые не выдерживают высоких температур.
Основные сведения о газах при сварке
Понимание роли этих газов в сварке имеет решающее значение для сварочного аппарата, где каждая мелкая деталь влияет на весь процесс. Практика с правильными инструментами и под руководством инструктора — лучший способ определить лучшие газы и их применение для ваших сварочных проектов.
A Глоссарий
Дуговая сварка — Соединение двух или более металлических деталей в одну деталь с помощью электричества
Катод — Положительный вывод при электролизе, склонный к накоплению слоя окисления
Сварной валик — Одиночный слой присадочного материала
Проникновение сварного шва — Расстояние плавления до основного металла, коррелированное с прочностью
Пористость сварного шва — Количество захваченного газа внутри сварного шва, в результате чего образуются круглые отверстия
Скорость сварки — Более низкая скорость сварки дает более глубокое проплавление
Сварка в среде инертного газа (MIG) — Сплошной проволочный электрод и защитный газ подают через сварочную горелку в сварочную ванну, соединяя два основных материала вместе
Потеря азота — дает рост более крупных зерен
Цветные металлы — Металлы, содержащие мало железа или не содержащие железа
Питтинговая коррозия — Трудно обнаруживаемые полости в материалах
90 054 Брызги — Нежелательные капли расплавленного материала
Потеря брызг — Потеря материала в виде брызг
