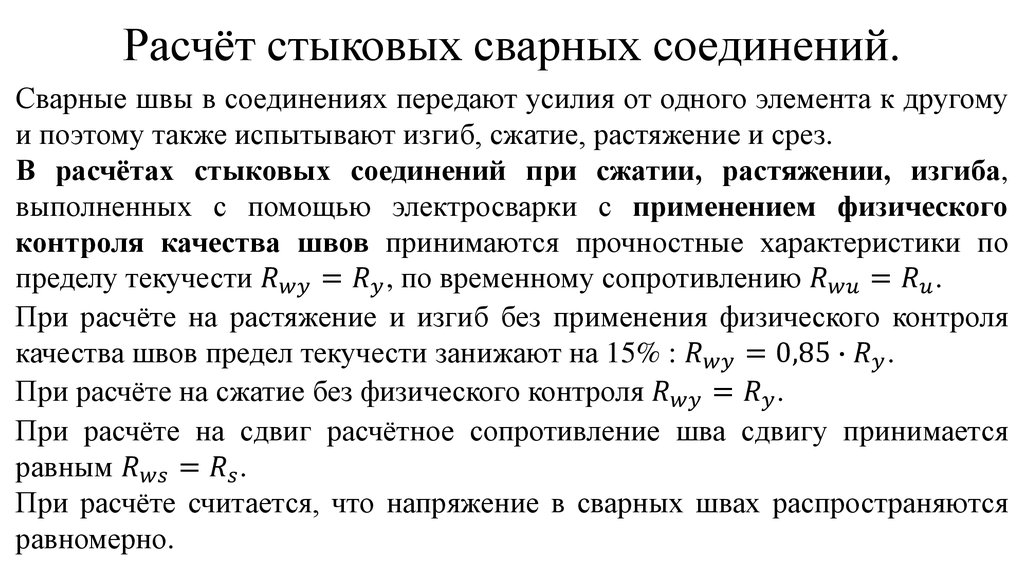
на прочность, на срез, онлайн
Сварное соединение образуется в результате проведения технологической операции, в результате которой образуются межатомные связи между расплавленным металлом деталей. Необходимым условием плавления служит нагрев детали или ее пластическая деформация. Сварной шов получается достаточно прочным, если все работы были выполнены согласно разработанной технологии, а также были проведены верные расчеты соединений. Перед тем, как познакомиться с конкретными примерами расчета сварного шва, определимся, что подразумевается под этим понятием.
В тривиальной классификации швы делятся на рабочие и связующие. Внешние механические нагрузки приходятся именно на рабочие швы. Разрушение этого соединения ведет к полному разрушению конструкции. Связующие швы обеспечивают одновременную стыковку составляющих конструкции. Они испытывают нагрузки при деформации основного металла. Эти нагрузки существенно ниже тех, что приходятся на рабочие швы. Разрушение связующего шва не повлияет на целостность всего соединения, поэтому на прочность рассчитывают именно рабочие швы.
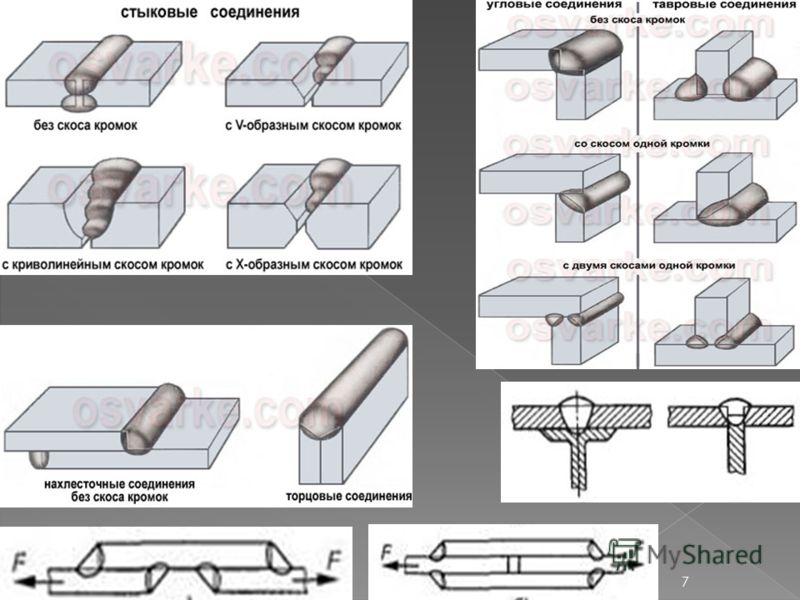
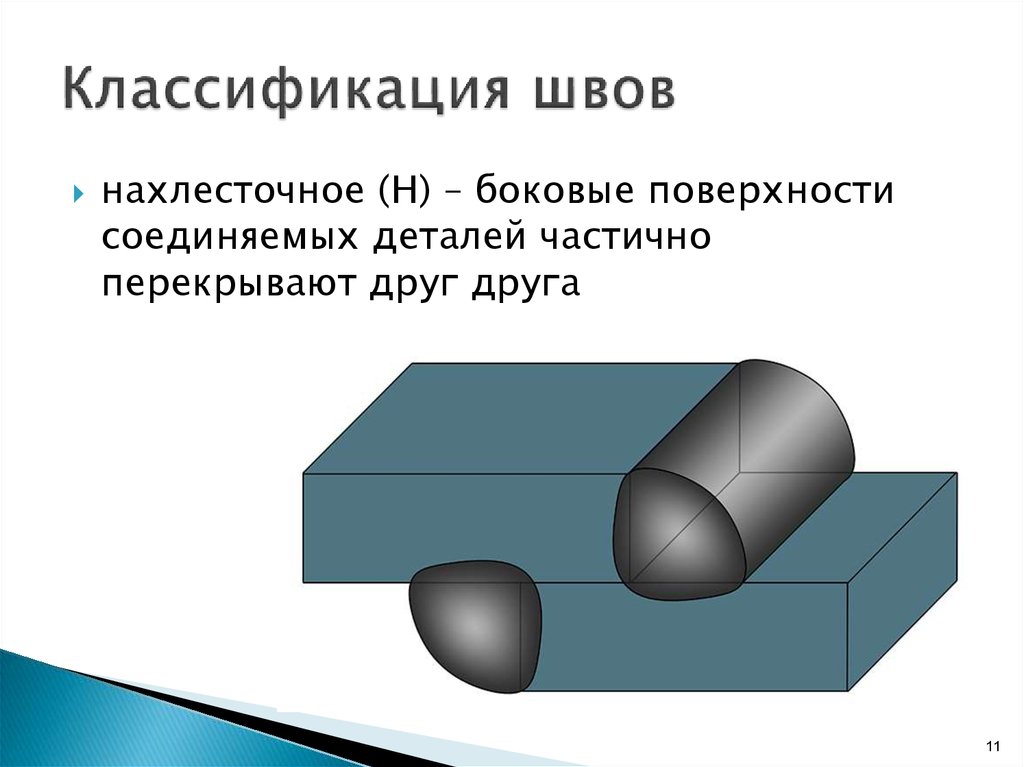
Сами соединения также классифицируются, в зависимости от метода стыковки деталей. Различают стыковые, нахлесточные, угловые, тавровые и торцевые соединения. Если сварка и является самым надежным способом соединения деталей, то некоторых недостатков она не лишена. К достоинствам можно отнести равномерное распределение прочности, экономию материала, эстетичный внешний вид. Но стесненном пространстве выполнять сварку практически невозможно. К тому же не каждый металл обладает хорошей свариваемостью. При воздействии механических нагрузок напряжения концентрируются именно на зоне сварного шва.
Содержание
Нормативные документы
Основным документом, определяющим нормы проектирования стальных конструкций, являются строительные нормы и правила (СНиП) СНиП II-23-81, утвержденные приказом ЦНИИСК им. Кучеренко от 28.11.83 № 372/л. В этом документе одной из глав приведены правила расчета сварных соединений.
Однако данный документ носит обобщенный характер и касается не только сварочных работ, но и других видов соединений, поэтому «справочником» профессионального сварщика выступает пособие по расчету и конструированию сварных соединений стальных конструкций, разработанное тем же институтом. В пособии рассмотрены теоретические и практические вопросы расчета сварных соединений с угловыми швами. Правильные расчеты способны обеспечить экономию расходных материалов при высоких показателях прочности и надежности.
В пособии рассмотрены теоретические и практические вопросы расчета сварных соединений с угловыми швами. Правильные расчеты способны обеспечить экономию расходных материалов при высоких показателях прочности и надежности.
Расчетные сопротивления сварных соединений
Для разных соединений, а также разных напряженных состояний определены формулы расчета сопротивлений. Они приведены в виде таблицы. Согласно данным из этой таблицы, Для стыковых сварных соединений при сжатии, растяжении и изгибе определены следующие формулы расчета сопротивлений.
Ручная сварка:
- По пределу текучести – Rwy = Ry.
- По временному сопротивлению – Rwu = Ru.
Полуавтоматическая сварка:
- По пределу текучести – Rwy = 0,85 Ry.
- При деформации сдвига – Rws = Rs.
- Для угловых швов Rwf=0,55*(Rwun/γwm).
Здесь Rwy — расчетное сопротивление стыковых сварных соединений сжатию, растяжению и изгибу по пределу текучести, Ry — расчетное сопротивление стали растяжению, сжатию, изгибу по пределу текучести, Rwu — расчетное сопротивление стыковых сварных соединений сжатию, растяжению, изгибу по временному сопротивлению, R
Для швов, полученных в режиме ручной дуговой сварки, Rwun принимает значение временного сопротивления разрыва и определяется ГОСТом. Для автоматической и полуавтоматической сварки эти значения берутся из таблицы настоящего СНиП. Коэффициент надежности γwm равен 1,25 или 1,35, в зависимости от показателя Rwun.
Теоретическая база
Произвести расчет сварных соединений – это значит определить границы предельно допустимой нагрузки, исходя из технических свойств материала и самого шва. Для стыковых соединений нагрузки центрального сжатия и растяжения рассчитываются по формуле: N/tl w ≤ Rwyγc.
N – предельная нагрузка.
t – минимальная толщина заготовок.
lw – расчетная длина шва. Чтобы определить расчетную длину необходимо общую длину шва уменьшить на величину 2t.
γc – коэффициент условий работы. Параметр указан в отдельной таблице СНиП II-23-81.
Угловые швы испытывают продольные и поперечные нагрузки. Расчет производится на два среза, один из которых представляет собой сечение по металлу, а другой – по границе сплавления. В первом случае необходимо пользоваться формулой:
Расчет производится на два среза, один из которых представляет собой сечение по металлу, а другой – по границе сплавления. В первом случае необходимо пользоваться формулой:
N/(βfkflw) ≤ Rwfγwfγc, где коэффициент βf берется равным 0,7, k
| Вид сварки при диаметре сварочной проволоки d, мм | Положение шва | Коэффициент | Значения коэффициентов βf и βz при катетах швов, мм | |||
| 3-8 | 9-12 | 14-16 | 18 и более | |||
| Автоматическая при d = 3 — 5 | В лодочку | βf | 1,1 | 0,7 | ||
| βz | 1,15 | 1 | ||||
| Нижнее | βf | 1,1 | 0,9 | 0,7 | ||
| βz | 1,15 | 1,05 | 1 | |||
| Автоматическая и полуавтоматическая при d = 1,4 — 2 | В лодочку | βf | 0,9 | 0,8 | 0,7 | |
| βz | 1,05 | 1 | ||||
| Нижнее, горизонтальное, вертикальное | βf | 0,9 | 0,8 | 0,7 | ||
| βz | 1,05 | 1 | ||||
| Ручная; полуавтоматическая проволокой сплошного сечения при d < 1,4 или порошковой проволокой | В лодочку нижнее, горизонтальное, вертикальное, потолочное | βf | 0,7 | |||
| βz | 1 | |||||
Угловые швы после расчета размеров должны свариваться электродами или проволокой. Расчетные сопротивления были приведены выше. Они касаются элементов из стали с высшей степенью текучести до 285 МПа. Значение Rwf должно превышать значение Rwz. При ведении ручной дуговой сварки Rwf превышает Rwz в 1,1 раза. Однако этот показатель не должен быть более Rwzβz / βf. Для сталей с пределом текучести более 285 МПа справедливо следующее соотношение:
Расчетные сопротивления были приведены выше. Они касаются элементов из стали с высшей степенью текучести до 285 МПа. Значение Rwf должно превышать значение Rwz. При ведении ручной дуговой сварки Rwf превышает Rwz в 1,1 раза. Однако этот показатель не должен быть более Rwzβz / βf. Для сталей с пределом текучести более 285 МПа справедливо следующее соотношение:
Rwz < Rwf ≤ Rwzβz / βf.
Группы климатических районов, влияющих на коэффициент работы, назначены в одной из таблиц приложения к СНиП.
К понятию расчета сварного шва относится также определение момента сил, действующих перпендикулярно плоскости шва. Для соединений, в которых присутствуют угловые швы, данный показатель также рассчитывается по двум сечениям.
В сечении по металлу:
В сечении по границе сплавления:
M – рассчитываемый момент;
Wf – момент силы сопротивления сечения по металлу;
Wz – момент силы сопротивления сечения по границе сплавления.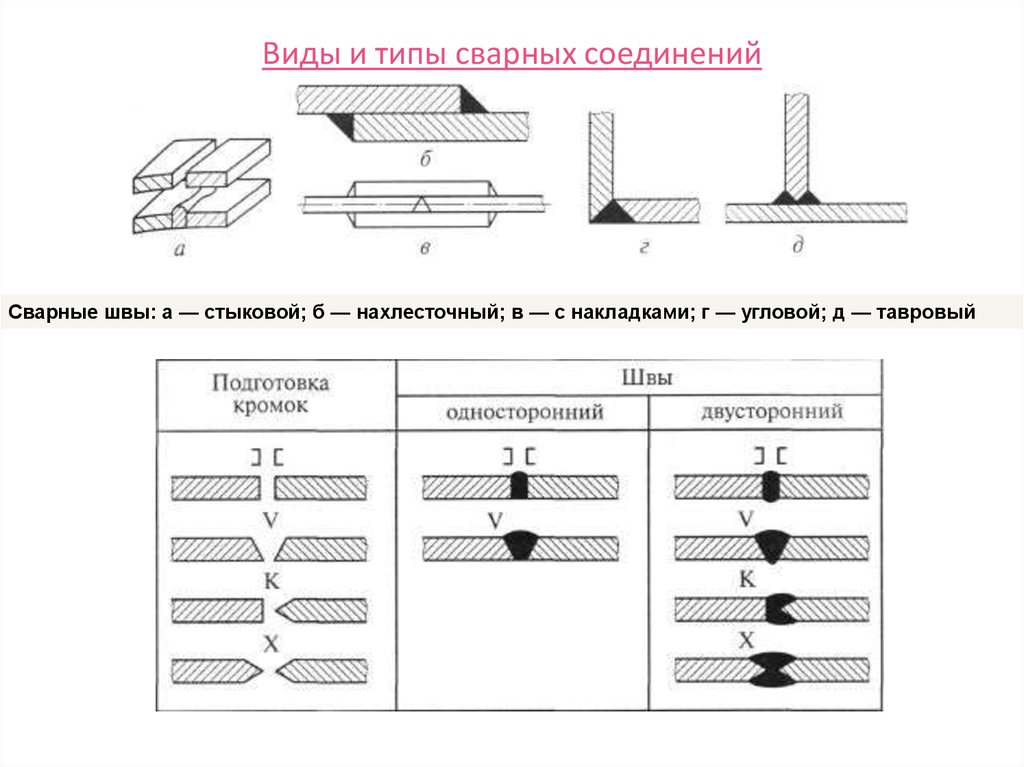
Момент сил, действующих в плоскости шва, определяется следующим образом:
по металлу шва.
по границе сплавления:
Jfx и Jfy – моменты инерции сечения по металлу, взятые относительно главных осей этого сечения;
Jzx и Jzy – моменты инерции по границе сплавления;
x и y – координаты точки шва, которая максимально удалена от его центра тяжести.
Можно рассчитать результирующее действие продольных и поперечных сил, а также момент этой результирующей. Если геометрическую сумму напряжений в сечении по металлу обозначить, как τ
τf ≤ Rwfγwfγc;
τz ≤ Rwzγwzγc.
Для сварных стыковых соединений определено соотношение, согласно которому оцениваются нормальные напряжения в сварном шве. Но так как эта формула приведена для распределения нагрузки на балку, то величины напряжений по плоскостям балки следует заменить на нормальные напряжения в зоне шва по взаимно перпендикулярным направлениям. Получится следующее выражение:
Получится следующее выражение:
Осталось рассмотреть еще одно соединение – тавровое. В ситуации, когда разделка кромок подразумевает неполный провар, расчет продольной нагрузки производится следующим образом:
Формулы приведены соответственно для двух сечений. Величина h показывает глубину разделки кромок.
Онлайн
Несмотря на то, что в СНиП приложением предоставляются примеры расчета основных сварных соединений, читать данный документ может только профессиональный квалифицированный мастер с техническим образованием. Запоминать все формулы и параметры нет необходимости, так как существуют онлайн калькуляторы, позволяющие провести расчеты по заданным параметрам. Например, можно провести расчет сварного шва на срез онлайн, выбрав тип соединения.
- Стыковое соединение с прямым и косым швом. Параметры ввода: угол скоса, толщина детали, предельно допустимые напряжения растяжения или сжатия. Калькулятор рассчитает предельно допустимые усилия.

- Hахлесточное соединение. Параметры ввода: катет шва, периметр угловых швов, допускаемое напряжение на срез. Результат – допускаемое усилие.
- Tавровое соединение. Параметры ввода: катет шва, толщина и ширина элемента, допускаемое напряжение шва на срез. Результат – допускаемое усилие.
Возможности калькуляторов ограничены видами сварных швов. Некоторые программы могут производить расчеты для следующих случаев:
- тавровое соединение, обеспечивающее лучшую передачу усилий;
- соединение с накладками;
- пробочное соединение;
- соединение с прорезями;
- соединение, на которое действует изгибающий момент.
Расчет на прочность сварного шва: формулы и примеры
В конструкциях из металла зачастую необходимо соединить между собой отдельные детали, для того чтобы это осуществить прибегают к использованию сварных швов. Это один из самых простых и недорогих способов, отличающийся высоким качеством.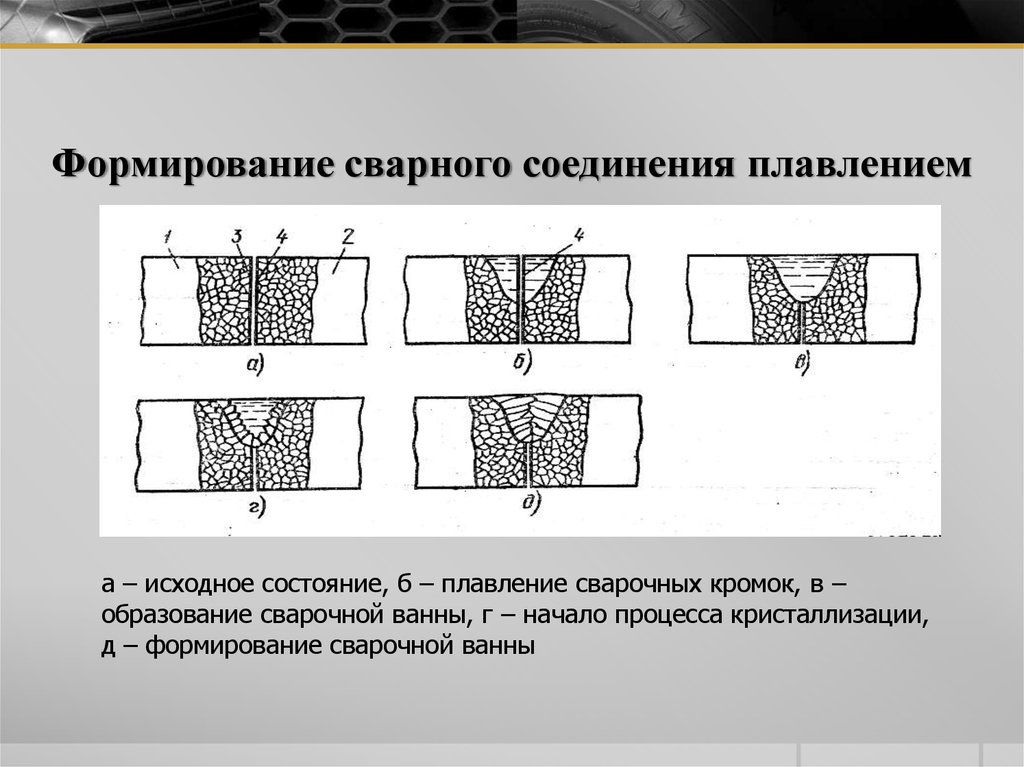
От чего зависит прочность сварочного стыка
Чтобы правильно вычислить прочность сварного шва, необходимо знать какие факторы влияют на прочностные характеристики. Главное условие для создания прочных соединений — соблюдение сварочной технологии.
Но есть также ряд других факторов, от которых зависит насколько качественным будут стыки:
- качество используемых материалов. Коэффициент прочности сварного шва напрямую зависит от того, насколько правильно подобран окружающий металл и какими характеристиками он обладает;
- расходные материалы. Неверно подобранные присадки или электроды не способны сформировать надежное соединение;
- надежность и качество провара зависит от режима сварки, в частности от силы тока и полярности;
- качество заготовок. На кромочных стыках не должно быть никаких изъянов и вкраплений, поскольку это нарушает форму и прочность шва.
 На кромочных стыках не должно быть никаких изъянов и вкраплений, поскольку это нарушает форму и прочность шва.
На кромочных стыках не должно быть никаких изъянов и вкраплений, поскольку это нарушает форму и прочность шва.Каждый из этих параметров должен учитываться при планировании сварочных работ и от каждого из них зависит насколько точно будет произведен расчет на прочность сварных соединений.
Калькуляторы сварочных швов
Необходимые расчеты можно выполнить, не имея на то каких-либо навыков. Для этого существуют специализированные калькуляторы, позволяющие вычислить параметры стыковых, точечных или угловых соединений; рассчитать оптимальную длину сварного шва. С помощью такого калькулятора несложно проверить все существующие сегодня стыки с разными силовыми нагрузками и направленностью прилагаемых усилий.
Математические расчеты помогут выбрать оптимальный для конкретной конструкции тип и размер сварного шва, точно определиться с металлом и расходными материалами. При помощи расчетов можно безошибочно определить геометрию сварного соединения и проверить степень его прочности.
Не рекомендуется для точечных соединений, электрозаклепок и стыков с разделкой кромок использовать значения усталостной нагрузки. Расчет для таких видов швов не поддерживается и полученные результаты будут весьма приблизительными. Еще следует иметь ввиду, что при вычислениях не принимаются во внимание изменения характеристик металлических заготовок, которые имеют место в результате изменения температуры и возникновения остаточных напряжений.
Как рассчитать на прочность сварочные швы
В зависимости от того, как размещены при сваривании соединяющие элементы, выделяют разные типы швов: угловые, стыковые, тавровые, нахлесточные. На фото ниже можно посмотреть разные способы соединения между собой свариваемых деталей.
Для каждого вида соединений расчет сварных швов на прочность проводится индивидуально и с учетом разных параметров. Прочностные значения стыковых швов определяются по номинальному сечению проваренного участка, на котором отсутствуют наплывы. Для угловых соединений прочностные показатели определяет катет.
Прочностные значения стыковых швов определяются по номинальному сечению проваренного участка, на котором отсутствуют наплывы. Для угловых соединений прочностные показатели определяет катет.
В любом случае прежде чем осуществлять расчет прочности сварного шва, необходимо вычислить площадь его поперечного сечения. Установить сечение можно при умножении длины и толщины сварочного соединения.
Определить допускаемое усилие в стыке при растяжении можно по формуле: Р = σp × S × I
При сжатии формула несколько другая: Р = σсж × S × I
Условные обозначения в формулах следующие:
- S — толщина элементов, которые соединяются техникой сваривания;
- I — длина сварочного соединения;
- σp — допустимое напряжение при растяжении;
- σсж — допустимое напряжение при сжатии.
Вычислить какой прочностью будет обладать нахлесточный шов можно по формуле: Р = τср × 0,7К × I, в которой:
- Р — допустимо возможное усилие;
- τср — показатель допускаемого напряжения металла, наплавленного при срезе;
- К — длина катета, которая в формуле проставляется с коэффициентом 0,7;
- I — протяжность соединительного стыка.
Вычисляя несущие возможности стыкового шва необходимо ориентироваться на напряжение, которое является допустимым в самом опасном сечении (s), а также на напряжение, зависящее от предела текучести (HSЭ). Выдерживание соотношений этих двух показателей является обязательным и только при полном их соответствии элемент металлоконструкции будет удовлетворять все выдвигаемые к прочностным характеристикам требования.
Основная задача при подготовке к свариванию металлоконструкций — не превысить максимально допускаемые напряжения рассчитывая прочность сварного шва на разрыв, таблица коэффициентов которого есть на специализированных сайтах в интернете в свободном доступе.
Онлайн расчет прочности стыков
Проведение предварительных расчетов прочности перед свариванием металлоизделий позволяет предотвратить неточности и браки, приводящие к разрушению конструкций. Чтобы безошибочно провести расчет сварных швов на прочность примеры готовых вычислений могут послужить в качестве инструкций правильности выполнения всех действий. А исчислять прочностные свойства лучше всего в онлайн режиме, воспользовавшись специальными программами «Калькулятор прочности».
А исчислять прочностные свойства лучше всего в онлайн режиме, воспользовавшись специальными программами «Калькулятор прочности».
Читайте также: Капитальный ремонт токарных станков (1К62, 16К20, 16А20Ф3, МК6056, МК6057, МК6058)
С помощью программы не составить сложности без погрешностей вычислить несущую способность швов по длине и катету, подобрать диаметр арматуры согласно требуемой на разрыв нагрузки, установить площадь поперечного сечения и рассчитать другие значения, от которых зависит прочность и надежность сварных конструкций.
Теоретическая база
Произвести расчет сварных соединений – это значит определить границы предельно допустимой нагрузки, исходя из технических свойств материала и самого шва. Для стыковых соединений нагрузки центрального сжатия и растяжения рассчитываются по формуле: N/tlw ≤ Rwyγc.
N – предельная нагрузка.
t – минимальная толщина заготовок.
lw – расчетная длина шва. Чтобы определить расчетную длину необходимо общую длину шва уменьшить на величину 2t.
γc – коэффициент условий работы. Параметр указан в отдельной таблице СНиП II-23-81.
Угловые швы испытывают продольные и поперечные нагрузки. Расчет производится на два среза, один из которых представляет собой сечение по металлу, а другой – по границе сплавления. В первом случае необходимо пользоваться формулой:
N/(βfkflw) ≤ Rwfγwfγc, где коэффициент βf берется равным 0,7, kf – катет углового шва, lw – расчетная длина, коэффициенты условий работы γ равны единице, кроме некоторых климатических районов, где он составляет 0,85. Более точные значения коэффициентов при различных параметрах катетов швов берутся из таблицы:
| Вид сварки при диаметре сварочной проволоки d, мм | Положение шва | Коэффициент | Значения коэффициентов βf и βz при катетах швов, мм | |||
| 3-8 | 9-12 | 14-16 | 18 и более | |||
| Автоматическая при d = 3 — 5 | В лодочку | βf | 1,1 | 0,7 | ||
| βz | 1,15 | 1 | ||||
| Нижнее | βf | 1,1 | 0,9 | 0,7 | ||
| βz | 1,15 | 1,05 | 1 | |||
| Автоматическая и полуавтоматическая при d = 1,4 — 2 | В лодочку | βf | 0,9 | 0,8 | 0,7 | |
| βz | 1,05 | 1 | ||||
| Нижнее, горизонтальное, вертикальное | βf | 0,9 | 0,8 | 0,7 | ||
| βz | 1,05 | 1 | ||||
| Ручная; полуавтоматическая проволокой сплошного сечения при d < 1,4 или порошковой проволокой | В лодочку нижнее, горизонтальное, вертикальное, потолочное | βf | 0,7 | |||
| βz | 1 | |||||
Угловые швы после расчета размеров должны свариваться электродами или проволокой. Расчетные сопротивления были приведены выше. Они касаются элементов из стали с высшей степенью текучести до 285 МПа. Значение Rwf должно превышать значение Rwz. При ведении ручной дуговой сварки Rwf превышает Rwz в 1,1 раза. Однако этот показатель не должен быть более Rwzβz / βf. Для сталей с пределом текучести более 285 МПа справедливо следующее соотношение:
Расчетные сопротивления были приведены выше. Они касаются элементов из стали с высшей степенью текучести до 285 МПа. Значение Rwf должно превышать значение Rwz. При ведении ручной дуговой сварки Rwf превышает Rwz в 1,1 раза. Однако этот показатель не должен быть более Rwzβz / βf. Для сталей с пределом текучести более 285 МПа справедливо следующее соотношение:
Rwz <� Rwf ≤ Rwzβz / βf.
Группы климатических районов, влияющих на коэффициент работы, назначены в одной из таблиц приложения к СНиП.
К понятию расчета сварного шва относится также определение момента сил, действующих перпендикулярно плоскости шва. Для соединений, в которых присутствуют угловые швы, данный показатель также рассчитывается по двум сечениям.
В сечении по металлу:
В сечении по границе сплавления:
M – рассчитываемый момент;
Wf – момент силы сопротивления сечения по металлу;
Wz – момент силы сопротивления сечения по границе сплавления.
Момент сил, действующих в плоскости шва, определяется следующим образом:
по металлу шва.
по границе сплавления:
Jfx и Jfy – моменты инерции сечения по металлу, взятые относительно главных осей этого сечения;
Jzx и Jzy – моменты инерции по границе сплавления;
x и y – координаты точки шва, которая максимально удалена от его центра тяжести.
Можно рассчитать результирующее действие продольных и поперечных сил, а также момент этой результирующей. Если геометрическую сумму напряжений в сечении по металлу обозначить, как τf, а в сечении по границе – τz, то необходимые условия расчета будут выглядеть следующим образом:
τf ≤ Rwfγwfγc;
τz ≤ Rwzγwzγc.
Для сварных стыковых соединений определено соотношение, согласно которому оцениваются нормальные напряжения в сварном шве. Но так как эта формула приведена для распределения нагрузки на балку, то величины напряжений по плоскостям балки следует заменить на нормальные напряжения в зоне шва по взаимно перпендикулярным направлениям. Получится следующее выражение:
Осталось рассмотреть еще одно соединение – тавровое.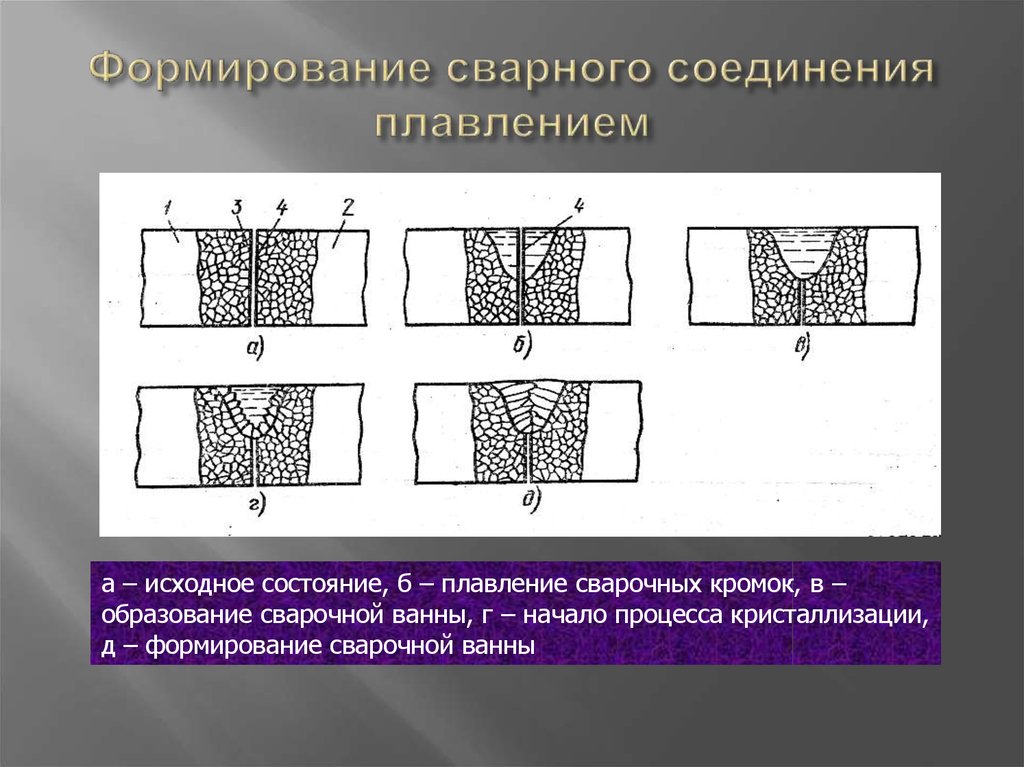 В ситуации, когда разделка кромок подразумевает неполный провар, расчет продольной нагрузки производится следующим образом:
В ситуации, когда разделка кромок подразумевает неполный провар, расчет продольной нагрузки производится следующим образом:
Формулы приведены соответственно для двух сечений. Величина h показывает глубину разделки кромок.
Коэффициент прочности шва
Это показатель φ, являющийся отношением между собой прочностей сварной дорожки и основного материала. Его значение нормировано и определяется способом сварки и конструкцией стыка. Он принимается на основании Правил Госгортехнадзора и отражается в приложениях ГОСТов Р52857.1-2007, 14249-89 и 34233.1-2017.
Таблица 1. Коэффициенты прочности сварочных швов
| Тип сварного соединения | Значение φ | |
| Контролируемый участок от общей протяженности шва: | ||
| 100% | 10-50 % | |
| Стыковое одностороннее, выполненное ручной сваркой | 0,9 | 0,65 |
| Тавровое, с конструктивно предусмотренным зазором между деталями | 0,8 | 0,65 |
| Встык одностороннее, производимое с подкладкой из флюса или керамики, автоматической или полуавтоматической сваркой | 0,9 | 0,8 |
| Втавр или встык со сплошным двусторонним проваром, выполняемый автоматикой или полуавтоматикой | 1,0 | 0,9 |
| Стыковое с подвариванием корня шва или тавровый со сплошным проваром с 2 сторон, выполненные ручной сваркой | 1,0 | 0,9 |
| Одностороннее встык, во время сварки имеет со стороны корня шва металлическую подкладку, прилегающую к основному материалу по всей длине шва | 0,9 | 0,8 |
Коэффициент прочности для дорожек, паянных мягкими и твердыми припоями с использованием аппаратов из цветных металлов, составляет 0,7 для композиционной пайки, 1 — для однородной.
Расчет прочности швов на выпуклых поверхностях
В производстве сосудов — труб различных емкостей — применяются стыковые сварные соединения. Сюда относятся швы на выпуклых днищах (меридиональные и хордовые) и на обечайках (продольные). Принятые стандарты и методы расчета на прочность таких изделий отражены в ГОСТ 34233.11-2017. Расчет сварного соединения выпуклой поверхности зависит от ряда показателей — марки и толщины стали, из которой изготавливается сосуд, внутреннего и внешнего давления на стенки, типа нагрузки и т. д.
Уравнение расчета допускаемого напряжения (измеряется в МПа) на примере цилиндрической обечайки для сосуда, работающего при однократных статических нагрузках и выполненного из низколегированной или углеродистой стали:
Данная формула применима только для сосудов из пластичных материалов в условиях использования металлов.
Разновидности сварок
Классификация сварок:
- Наиболее распространенной является электросварка. Ее виды: контактная и дуговая.
- Помимо электрической сварки существует газовый вид.
- По способу автоматизации есть деление: автоматическая, полуавтоматическая и ручная сварки.
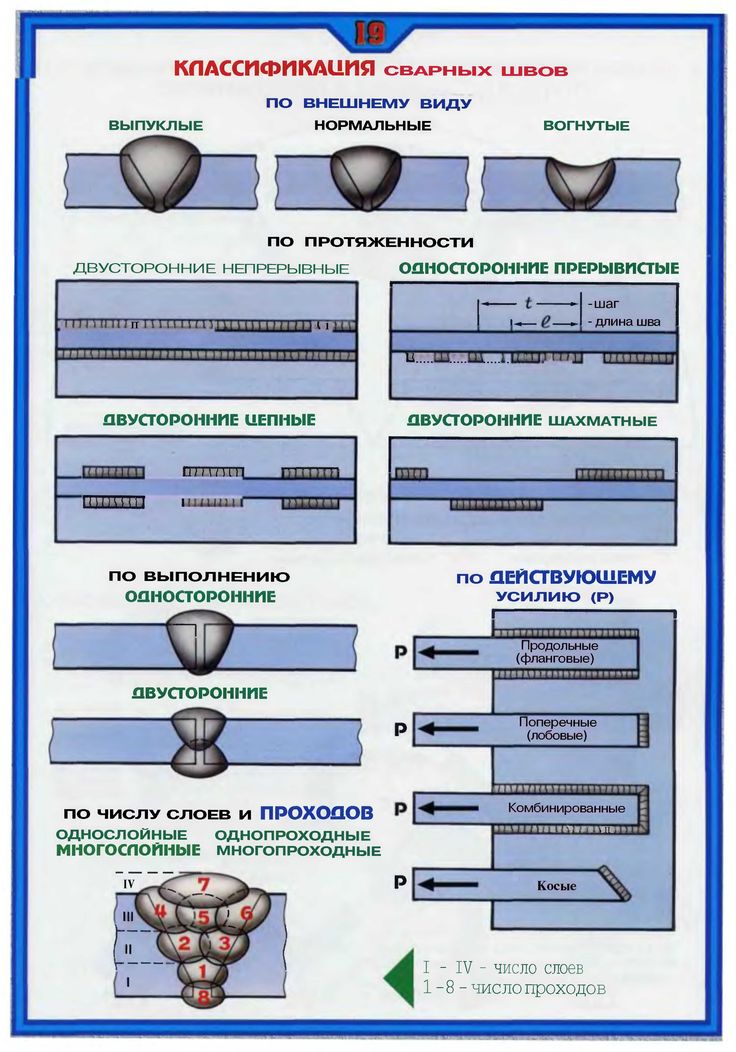
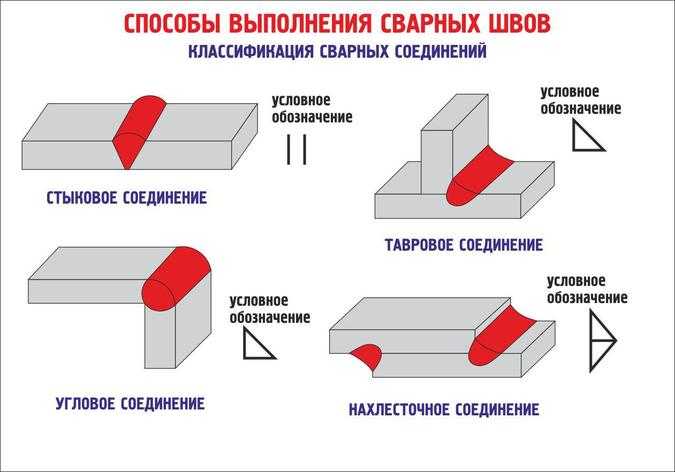
Существует несколько вариантов выполнения сварочных швов:
- стыковые;
- угловые;
- внахлест;
- тавровые.
Сварные соединения, их достоинства и недостатки
Соединение сваркой представляет собой один из видов неразъёмных соединений деталей.
Оно выполняется путём сильного раскаливания мест соединения до температуры, способной расплавить детали или довести металл до пластического состояния. Это позволяет создать силу молекулярного сцепления, способную удерживать различные элементы между собой.
К преимуществам относится высокая прочность и надежность подобных связей.
Недостатки сварных соединений:
- присутствие остаточного напряжения вследствие неоднородности нагрева и охлаждения свариваемых деталей;
- коробление деталей;
- наличие скрытых изъянов в виде трещин и непроваров, которые снижают прочность.
Расчет на прочность сварного шва: формулы и примеры
Содержание:
- От чего зависит прочность сварочного стыка
- Как рассчитать на прочность сварочные швы
- Интересное видео
Прочность сварных соединений — это возможность в определенных условиях выдерживать нагрузки, не разрушаясь от силовых воздействий.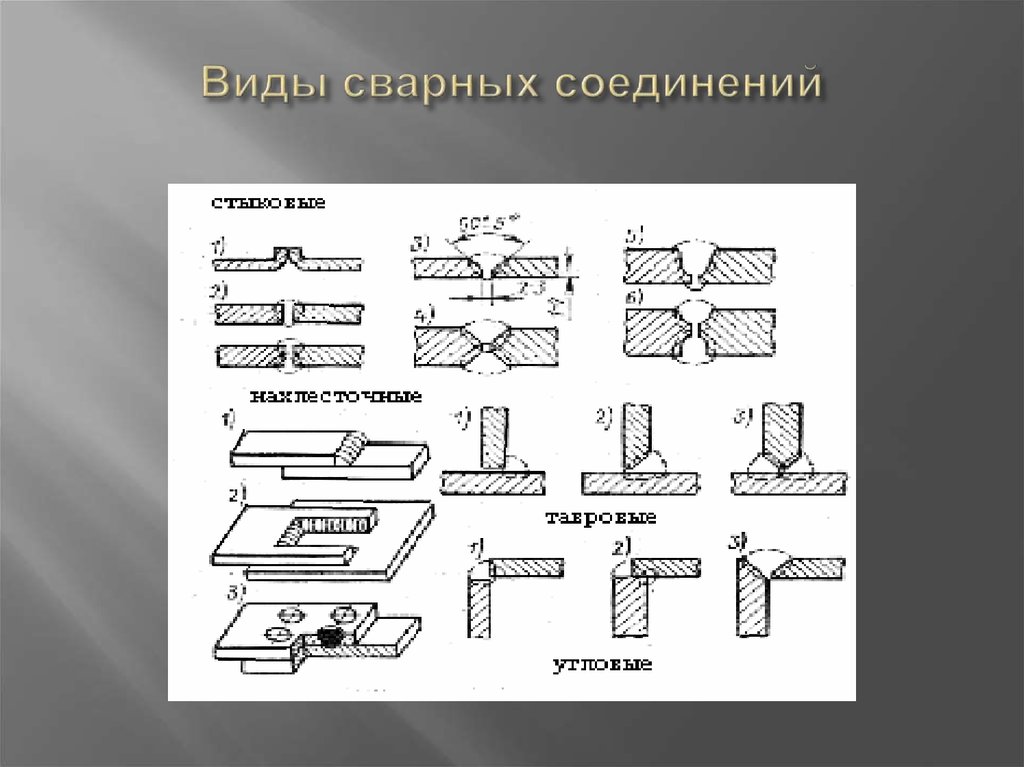 Нагрузки при этом учитываются не только рабочие, но и предельные.
Нагрузки при этом учитываются не только рабочие, но и предельные.
Рабочие состоят из внешних нагрузок, возникающих в процессе эксплуатации от собственного веса и образующихся при сваривании напряжений. К предельным относят те, которые образуются при текучести в основном сечении и в при этом возникают максимально допустимые деформации и повреждения. Чтобы стыки были надежными и качественными, то перед процессом сваривания необходимо выполнить расчет на прочность сварного шва.
От чего зависит прочность сварочного стыка
Чтобы правильно вычислить прочность сварного шва, необходимо знать какие факторы влияют на прочностные характеристики. Главное условие для создания прочных соединений — соблюдение сварочной технологии.
Но есть также ряд других факторов, от которых зависит насколько качественным будут стыки:
- качество используемых материалов. Коэффициент прочности сварного шва напрямую зависит от того, насколько правильно подобран окружающий металл и какими характеристиками он обладает;
- расходные материалы. Неверно подобранные присадки или электроды не способны сформировать надежное соединение;
- сварочное оборудование должно отвечать требуемой мощности и технологии сварки;
- надежность и качество провара зависит от режима сварки, в частности от силы тока и полярности;
- качество заготовок. На кромочных стыках не должно быть никаких изъянов и вкраплений, поскольку это нарушает форму и прочность шва.
 Неверно подобранные присадки или электроды не способны сформировать надежное соединение;
Неверно подобранные присадки или электроды не способны сформировать надежное соединение;Каждый из этих параметров должен учитываться при планировании сварочных работ и от каждого из них зависит насколько точно будет произведен расчет на прочность сварных соединений.
Как рассчитать на прочность сварочные швы
В зависимости от того, как размещены при сваривании соединяющие элементы, выделяют разные типы швов: угловые, стыковые, тавровые, нахлесточные. На фото ниже можно посмотреть разные способы соединения между собой свариваемых деталей.
Для каждого вида соединений расчет сварных швов на прочность проводится индивидуально и с учетом разных параметров.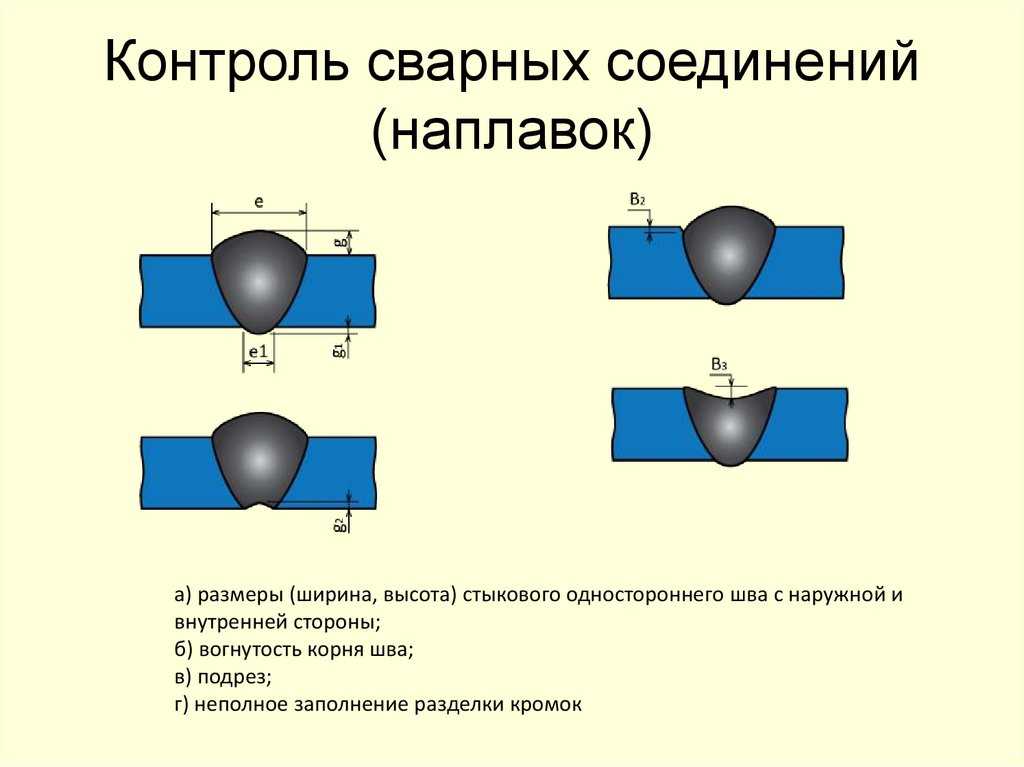 Прочностные значения стыковых швов определяются по номинальному сечению проваренного участка, на котором отсутствуют наплывы. Для угловых соединений прочностные показатели определяет катет.
Прочностные значения стыковых швов определяются по номинальному сечению проваренного участка, на котором отсутствуют наплывы. Для угловых соединений прочностные показатели определяет катет.
В любом случае прежде чем осуществлять расчет прочности сварного шва, необходимо вычислить площадь его поперечного сечения. Установить сечение можно при умножении длины и толщины сварочного соединения.
Определить допускаемое усилие в стыке при растяжении можно по формуле: Р = σp × S × I
При сжатии формула несколько другая: Р = σсж × S × I
Условные обозначения в формулах следующие:
- S — толщина элементов, которые соединяются техникой сваривания;
- I — длина сварочного соединения;
- σp — допустимое напряжение при растяжении;
- σсж — допустимое напряжение при сжатии.
Вычислить какой прочностью будет обладать нахлесточный шов можно по формуле: Р = τср × 0,7К × I, в которой:
- Р — допустимо возможное усилие;
- τср — показатель допускаемого напряжения металла, наплавленного при срезе;
- К — длина катета, которая в формуле проставляется с коэффициентом 0,7;
- I — протяжность соединительного стыка.
Вычисляя несущие возможности стыкового шва необходимо ориентироваться на напряжение, которое является допустимым в самом опасном сечении (s), а также на напряжение, зависящее от предела текучести (HSЭ). Выдерживание соотношений этих двух показателей является обязательным и только при полном их соответствии элемент металлоконструкции будет удовлетворять все выдвигаемые к прочностным характеристикам требования.
Основная задача при подготовке к свариванию металлоконструкций — не превысить максимально допускаемые напряжения рассчитывая прочность сварного шва на разрыв, таблица коэффициентов которого есть на специализированных сайтах в интернете в свободном доступе.
Онлайн расчет прочности стыков
Проведение предварительных расчетов прочности перед свариванием металлоизделий позволяет предотвратить неточности и браки, приводящие к разрушению конструкций. Чтобы безошибочно провести расчет сварных швов на прочность примеры готовых вычислений могут послужить в качестве инструкций правильности выполнения всех действий. А исчислять прочностные свойства лучше всего в онлайн режиме, воспользовавшись специальными программами «Калькулятор прочности».
А исчислять прочностные свойства лучше всего в онлайн режиме, воспользовавшись специальными программами «Калькулятор прочности».
С помощью программы не составить сложности без погрешностей вычислить несущую способность швов по длине и катету, подобрать диаметр арматуры согласно требуемой на разрыв нагрузки, установить площадь поперечного сечения и рассчитать другие значения, от которых зависит прочность и надежность сварных конструкций.
Интересное видео
Расчет сварных соединений: методика, формулы и инструменты
Содержание:
- Методика расчета соединений
- Какие параметры потребуются для расчета
- Особенности расчетов для изделий с угловыми стыками
- Расчеты при нахлесточных стыках
- Как рассчитать длину сварочных стыков от массы металла
- Порядок проведения расчетов сварных стыков
- Дефекты сварных соединений при неправильных расчетах
- Калькуляторы сварных швов
- Инструменты для контроля размеров сварных швов
- Интересное видео
Сварка — наиболее доступный, надежный и эффективный способ соединения отдельных деталей при создании металлоконструкций.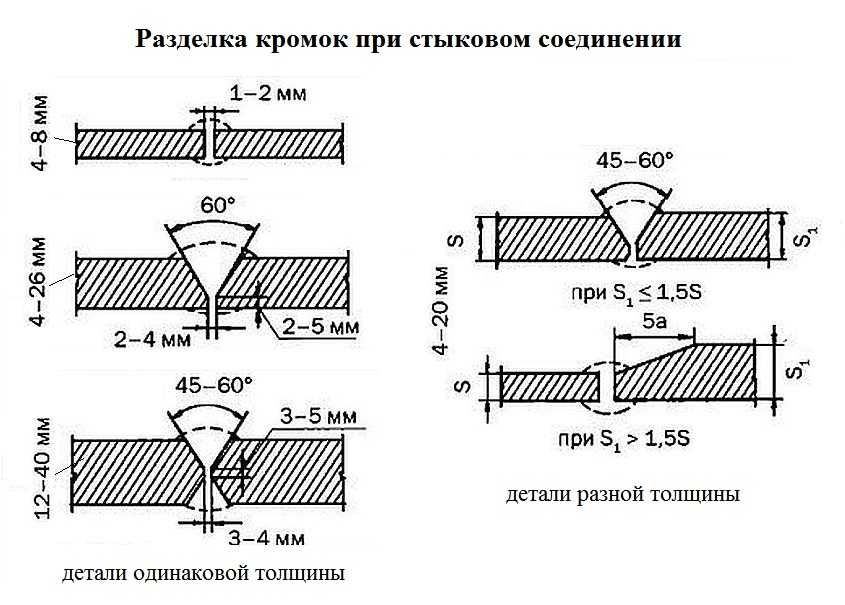 При соблюдении сварочных технологий швы получаются прочными, а готовые изделия качественными. Но в зависимости от условий проведения сварки, толщины и вида свариваемого металла характеристики соединений могут быть разными. Определить насколько прочным и монолитным будет изделие поможет расчет сварных швов, проведенный перед процессом сваривания.
При соблюдении сварочных технологий швы получаются прочными, а готовые изделия качественными. Но в зависимости от условий проведения сварки, толщины и вида свариваемого металла характеристики соединений могут быть разными. Определить насколько прочным и монолитным будет изделие поможет расчет сварных швов, проведенный перед процессом сваривания.
Выполненный в процессе составления проекта расчет сварных соединений позволяет выбрать правильно материал, которые будет обладать достаточным запасом прочности и сможет выдерживать возлагаемые на него нагрузки.
Методика расчета соединений
Различают несколько разновидностей сцеплений металла и для каждой из них расчет сварного шва проводится индивидуально. В зависимости от расположения свариваемых деталей соединения разделяются на:
- угловые, когда перпендикулярно одна к другой располагаются свариваемые детали. Для повышения прочности конструкции необходимо правильно определить предельные усилия на сварной угловой шов;
- стыковые. Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;
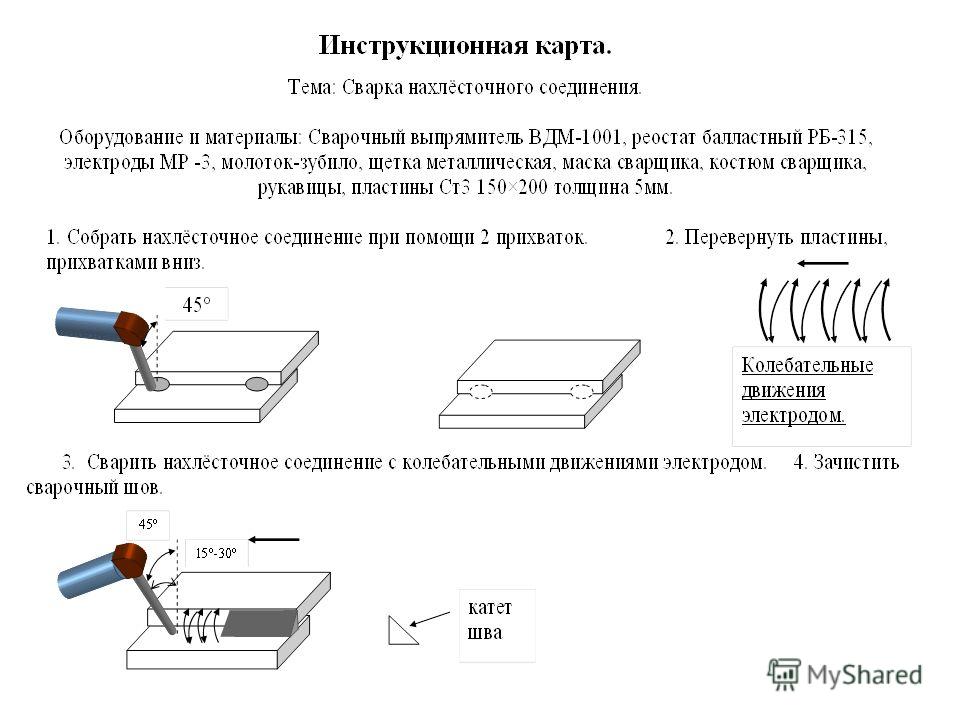
- нахлесточные, при которых элементы деталей немного накладываются один на другой. Как правило применяют такую технологию при сваривании металлов, толщина которых не превышает 5 мм, когда необходимо укрепить шов;
- тавровые. Внешне напоминают угловые. Скрепляемые элементы располагаются под прямым углом друг к другу, но соединяются торцами. При производстве металлоконструкций такие стыки применяются довольно часто. Им характерна простота исполнения, экономичность и высокая прочность. Для качественного выполнения такого типа соединений хорошим помощником будет методичка, расчет таврового сварного соединения по ней можно выполнить с безупречной точностью, и избежать возможных ошибок.
 Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;
Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;Как рассчитывают сечение сварного углового шва или других видов соединений? Существуют общепринятые формулы, по которым проводится расчет сварочных швов разных стыков. Также в свободном доступе в интернете есть специальная программа расчета сварных соединений, по которой при введении необходимых параметров можно получить требуемый результат.
Также в свободном доступе в интернете есть специальная программа расчета сварных соединений, по которой при введении необходимых параметров можно получить требуемый результат.
Какие параметры потребуются для расчета
Чтобы с минимальной погрешностью провести расчет сварки, следует знать какие параметры влияют на прочность стыков. Для определения процесса сжатия и растяжения материала следует применять формулу:
При расчете потребуются следующие показатели:
- Yс — коэффициент преобладающих на рабочем месте условий. параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;
- Rу — сопротивление свариваемого материала с учетом предела текучести. Определяется по стандартным таблицам;
- Ru — сопротивление металла в соответствии временного сопротивления. Значения для подставки в формулу нужно поискать в таблицах;
- N — максимально допустимая нагрузка, которую шов способен выдерживать;
- t — минимальная толщина материала свариваемых элементов;
- lw — наибольшая длина сварного соединения, при расчете ее уменьшают на 2t;
- Rwу — определяемое в зависимости от предела прочности сопротивление.

В случае, когда необходимо сварить в единую конструкцию разные по структуре металлы, показатели Ru и Ry берутся по материалу с наименьшей прочностью.
Так же если требуется провести расчет сварочного шва на срез, то показатели следует выбирать того материала, у которого прочность меньше.
При проектировании стальных конструкций основным требованием является обеспечение максимально возможной прочности стыка и неподвижности соединяемых им элементов. Согласно требований и с учетом расположения и размеров швов можно с точностью установить оптимальный их тип. Если для создания металлоконструкции требуется выполнить сразу несколько швов, то располагать их необходимо таким образом, чтобы на каждый из них равномерно распределялась нагрузка.
Определить такие параметры можно посредством математических вычислений. Если полученные результаты будут неудовлетворительными, то в конструкцию необходимо внести изменения и еще раз провести все расчеты с новыми параметрами.
Особенности расчетов для изделий с угловыми стыками
Определение длины сварного шва на отрыв проводится с учетом силы, направленной к центру тяжести. Сечение при подсчетах следует выбирать с высокой степенью опасности.
Расчет сварного шва на срез осуществляется по формуле:
Вне зависимости от типа металлов каждый из показателей влияет на прочность стыков:
- N — максимальная нагрузка, которая на стык оказывает давление;
- ßf, ßz — указаны в таблице и не зависят от марки стали. Как правило ßz равно 1, ßf — 0,7;
- Rwf — значение сопротивления срезу. Указано в таблицах ГОСТов;
- Rwz — существующее на линии стыка сопротивлению. Значения стандартные и берутся из таблицы;
- Ywf — составляет 0,85 для стыка, материалу которого свойственно сопротивление 4200 кгс/см²;
- Ywz — для всех марок стали составляет 0,85;
- с — коэффициент условий рабочей среды, стандартное значение из таблиц;
- kf — указывает на толщину создаваемого шва, измерять следует по линии сплавления;
- lw — исчисляется по общей длине стыка, уменьшенного на 10 миллиметров.

Вычислять значения можно по линии соединения или по свариваемому материалу. Расчет угловых сварных швов выполняется на основании сечения.
Чтобы понять, как правильно осуществить расчет сварных соединений и конструкций примеры и задачи можно посмотреть на специализированных сайтах в интернете.
Расчеты при нахлесточных стыках
Расчет сварочного шва, выполняемого внахлест выполняется с учетом типа и положения соединения, поскольку при такой технике стыки могут быть угловыми, лобовыми и фланговыми.
При сваривании металлических деталей внахлест определяется прочность линии скрепления и минимальная площадь сечения. Формула площади сварного шва подразумевает использование меньшей высоты треугольника условного стыка. При одинаковых размерах катетов этого треугольника для ручной сварки высота составляет 0,7.
При автоматической и полуавтоматической сварке глубина нагревания материала больше, поэтому за высоту принимаются указанные в типовых таблицах условные показатели.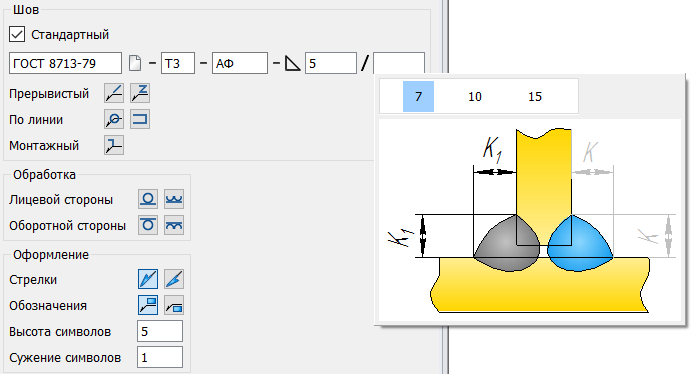
Как рассчитать длину сварочных стыков от массы металла
Для определения длины соединения существует формула, обозначающая соотношение массы наплавки на протяженности одного метра спая.
Формула следующая: L = G/F × Y, в которой L обозначает протяженность сварочного шва, G — вес наплавляемого металла, F — площадь поперечного сечения, Y — удельный вес присадки.
Полученное значение следует умножить на определенные измерениями метры. Чтобы правильно провести исчисления целесообразно предварительно посмотреть пример, расчет длины сварного шва по которому выполнен в реальности.
Нужно понимать, что ни одна формула не способна обеспечить безупречно точного результата. Расходный материал следует покупать с запасом примерно 5-7%. Иногда удается немного сэкономить на присадке, но это под силу только опытным сварщикам, обладающим соответственными навыками.
Порядок проведения расчетов сварных стыков
Чтобы определить какие нагрузки способен выдерживать образуемый при сварке стык, необходимо правильно подобрать все необходимые данные для расчета сварного шва. Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
- Определить с минимальными погрешностями пространственное положение, форму и размеры, характерные сварочному соединению.
- Далее на контактируемую со свариваемым элементом площадь повернуть следует опасное сечение (с наивысшим напряжением). Необходим поворот в случаях, когда на исследуемой конструкции плоскость стыка не соответствует его сечению. После поворота должно образоваться новое сечение, которое называют расчетным.
- Дальнейшие действия состоят в поиске на образовавшемся вследствие поворота сечении центра масс.
- Следующий этап — перемещение в центр масс внешней приложенной нагрузки.
- Установить какое напряжение в расчетном сечении возникает в момент воздействия всех силовых нагрузок, в частности нормальной и поперечной усилий, изгибающего и крутящего моментов.
- Когда известно напряжение необходимо найти в сечении точку, подвергающуюся наибольшим нагрузкам. В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
- Вычисляется максимально допустимое напряжение, которое будет оказывать силовое воздействие на полученный в результате сварки шов.
- Завершающий этап состоит в сравнении максимальных показателей суммарного и допустимого напряжений. Это позволит получить расчетное сопротивление сварного шва и определить размеры, которые обеспечат полноценную и безопасную эксплуатацию создаваемой металлоконструкции. Для большей достоверности полученной информации рекомендовано провести дополнительный проверочный расчет.
 В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.Не нужно забывать о том, что актуальным расчет сварного шва на срез или прочность будет только в том случае, когда строго соблюдена технология создания соединений. В любом случае важно и нужно рассчитывать стыки, поскольку только с точность установленные параметры способны обеспечить прочные и долговечные сварочные соединения.
Дефекты сварных соединений при неправильных расчетах
В случае со сварочными металлоконструкциями следует понимать, что эффективная и безопасная их работа и расчет угловых сварных швов, стыковых, тавровых или нахлесточных непосредственно взаимосвязаны между собой. Если проигнорировать или же неправильно выполнить исчисления, то существенно повышаются риски образования дефектов и неточностей в готовом изделии.
Чаще всего возникают следующие браки:
- подрезы. Образуются по линии соединения или возле него канавки, приводящие к быстрому разрушению конструкции;
- поры. Визуально они практически незаметны, возникают вследствие проникновения газов, образующихся в процессе плавления электрода и металла;
- непровары. Участки, на которых недостаточно расплавился металл, в результате чего на варочном стыке возникли пробелы;
- сторонние включения. Одна из наиболее опасных ошибок, вследствие которой значительно понижается прочность соединения и со временем в нем возникают трещины;
- холодные и горячие трещины. Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.
 Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.
Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.Избежать всех этих дефектов можно если предварительно выполнить вычисления по существующим формулам. Это поможет создать качественные соединения, способные выдерживать критические нагрузки и усилия при эксплуатации конструкции.
Калькуляторы сварных швов
Существуют специализированные калькуляторы, с помощью которых без особых навыков несложно провести расчет длины сварного шва, определить оптимальные параметры угловых, точечных и стыковых соединений.
Проверить по калькулятору можно все существующие типовые стыки с прилагаемыми к ним нагрузкам с разными силовыми усилиями. Исчисления помогут выбрать подходящий к конкретной конструкции размер и тип стыкового соединения, а также безошибочно подобрать материал для сваривания. Расчеты позволяют установить необходимые геометрические значения сварочного шва и провести его проверку на прочность.
Не рекомендовано к точечным соединениям, стыкам с разделкой кромок и к электрозаклепкам прилагать усталостную нагрузку, поскольку расчет таких швов не поддерживается и результаты будут неточными. Также при вычислениях не учитываются изменения механических характеристик металлов, возникающие вследствие воздействий остаточных напряжений и температурных режимов.
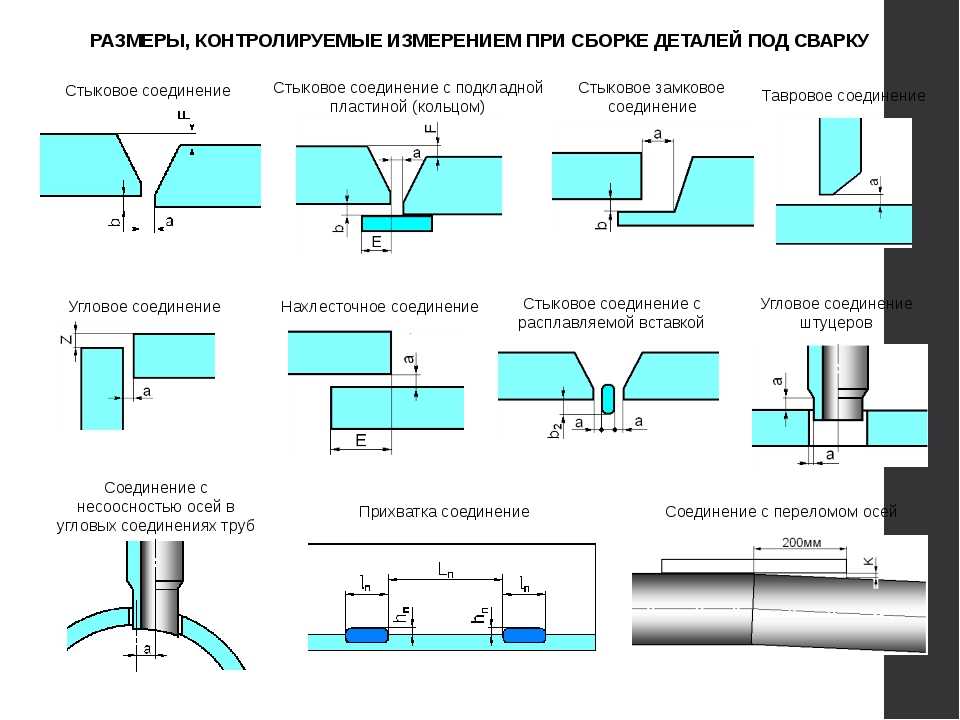
Инструменты для контроля размеров сварных швов
Геометрические параметры сварочных соединений определяются с помощью специальных инструментов, позволяющих с минимальными погрешностями измерить основные показатели и характеристики, выполненных технологией сваривания конструкций.
К числу таких инструментов принадлежат типовые шаблоны, универсальные устройства и измерители, принцип действия которых состоит на замерах одного конкретного параметра.
У каждого профессионального сварщика должен быть в наличии набор измерительных инструментов для проведения замеров для предварительных расчетов перед процессом сваривания, а также определения качества шва готовой конструкции.
Интересное видео
Как рассчитать катет сварного шва самому
Екатерина
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Содержание статьи
- Общая информация
- Как рассчитать катет сварного шва
- Свойства качественного шва
- Вместо заключения
Общая информация
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Похожие публикации
Онлайн расчет сварного шва. Расчет сварного соединения с угловыми швами на действие изгибающего момента
ГлавнаяРазноеОнлайн расчет сварного шва
Расчет сварного соединения с угловыми швами на действие изгибающего момента
bf=18 см; tf=0,8 см; tw=0,6 см; hw=24 см; h=25,6 см;
Цель: Проверка режима расчета сварных соединений
Задача: Выполнить проверку сварного соединения на угловых швах на действие изгибающего момента
Ссылки: Пособие к главе СНиП II-23-81.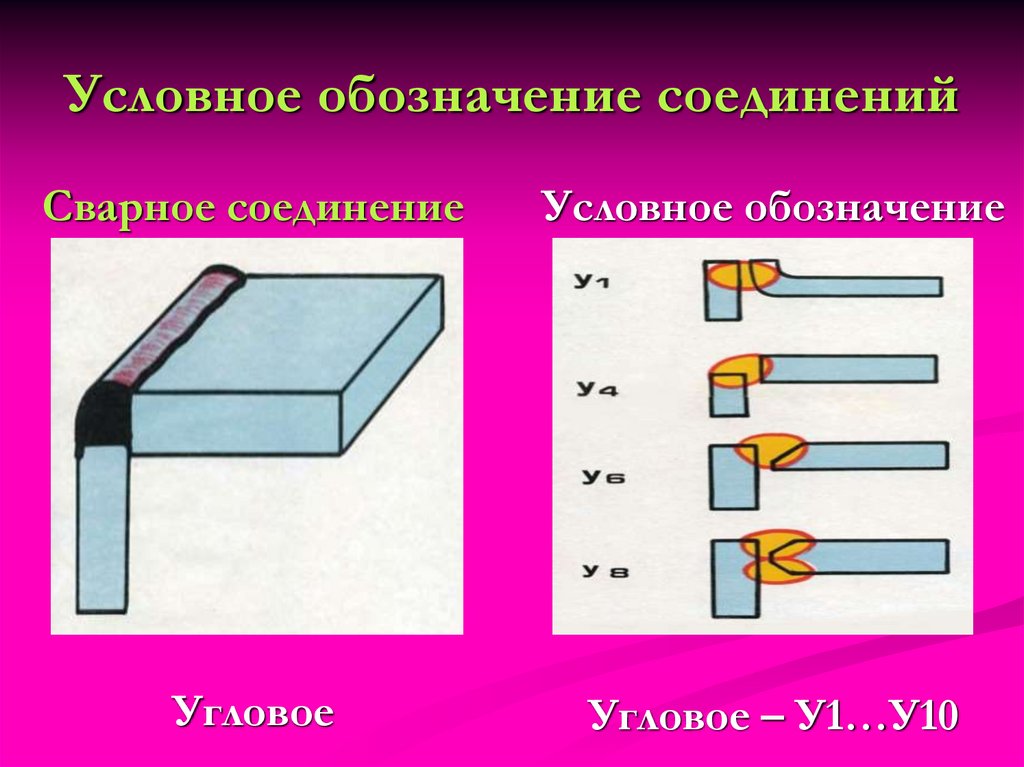 Сварные соединения. 1984. С. 28-29.
Сварные соединения. 1984. С. 28-29.
Соответствие нормативам: СНиП II-23-81*, СП 16.13330, ДБН В.2.6-163:2010
Имя файла с исходными данными:
Исходные данные:
| М = 75 кНм | Изгибающий момент |
| Ryn = 345 МПа, Run = 490 МПа | Сталь 15ХСНД |
| Rwf = 215 МПа, βf = 0,9 | Сварка полуавтоматом в углекислом газе проволокой диаметром 2 мм марки Св-08Г2С в нижнем положении |
| γwf = γc = 1 | Коэффициенты условий работы |
Параметры КРИСТАЛЛ:
Сталь: C345 категория 3
Коэффициент надежности по ответственности | 1 |
Коэффициент условий работы | 1 |
Коэффициент условий работы соединяемых элементов | 1 |
Группа конструкций по таблице 50* СНиП II-23-81* | 1 |
Нормативное сопротивление металла шва по временному сопротивлению, Rwun | 49949,032 Т/м2 |
Расчетное сопротивление угловых швов срезу по металлу шва, Rwf | 21916,412 Т/м2 |
Вид сварки | Автоматическая и полуавтоматическая при диаметре сварной проволоки не менее 1. |
Положение шва | Нижнее |
Климатический район | с температурой t > -40°C |
 4-2.0 мм
4-2.0 мм
Сечение — Полный каталог профилей ГОСТ. Двутавp широкополочный по ГОСТ 26020-83 26Ш1 | Катет шва у полки = 4 мм Катет шва у стенки = 4 мм
|
Усилия
N = 0 НMy = 75000 НмQz = 0 НMz = 0 НмQy = 0 Н
Сравнение решений
Фактор | Прочность по металлу шва |
Теория | 208/215 = 0,967 |
КРИСТАЛЛ | 0,951 |
Отклонение, % | 1,655 |
Комментарии
Отклонения в результатах расчета связано с различиями в исходных данных. В данном режиме программа КРИСТАЛЛ позволяет выбрать сечение двутавра только из сортамента металлопроката. В теоретическом решении задан двутавр с размерами сечений, которые не имеют точного сортаментного аналога. При проверке соединения с помощью программы КРИСТАЛЛ был выбран наиболее близкий двутавр – Двутавр 26Ш1 по ГОСТ 26020-83
В теоретическом решении задан двутавр с размерами сечений, которые не имеют точного сортаментного аналога. При проверке соединения с помощью программы КРИСТАЛЛ был выбран наиболее близкий двутавр – Двутавр 26Ш1 по ГОСТ 26020-83
scadsoft.com
Программа расчета площади поперечного сечения сварного шва онлайн
Вашему вниманию предлагается программа для расчета поперечного сечения сварных швов практической любой конфигурации. Программа разработана 4 года назад, правильность работы формул проверена временем. Очень удобно использовать данную программу при выполнении курсовых и дипломных работ по сварке.
Работа с программой предельно проста – нужно всего-навсего заполнить необходимые исходные данные в соответствующие окошка. После заполнения всех необходимых данных в последнем окошке получим результат расчета в миллиметрах квадратных. Внимательно отнеситесь к единицам измерения.
В данной программе можно рассчитать практически все возможные стыковые сварные швы, а также угловые и тавровые швы.
Скачать данную программу можно здесь.
Установка решеток на окна Киев
Изготовление металлических стеллажей Киев
This entry was tagged ПРОГРАММЫ ПО СВАРКЕ, РАСЧЕТ ПОПЕРЕЧНОГО СЕЧЕНИЯ СВАРНОГО ШВА. Bookmark the permalink.
svarka-24.info
| Условное обозначение соединения | Форма подготовленных кромок свариваемых деталей | Форма шва сварного соединения | Тип сварного соединения |
| С1 | Одностороннее стыковое соединение с отбортовкой коромок | ||
| С2 | Одностороннее стыковое соединение без скоса кромок | ||
| С3 | Одностороннее стыковое соединение с отбортовкой одной коромки | ||
| С4 | Одностороннее стыковое соединение без скоса кромок на осъемной подкладке | ||
| С5 | Одностороннее стыковое соединение без скоса кромок на остающейся подкладке | ||
| С6 | Одностороннее стыковое соединение без скоса кромок замковый | ||
| С7 | Двухстороннее стыковое соединение без скоса кромок | ||
| С8 | Одностороннее стыковое соединение со скосом одной кромки | ||
| С9 | Одностороннее стыковое соединение cо скосом одной кромки | ||
| С10 | Одностороннее стыковое соединение cо скосом одной кромки на остающейся подкладке | ||
| С11 | Одностороннее стыковое замковое соединение cо скосом одной кромки | ||
| С12 | Двухстороннее стыковое соединение со скосом одной кромки | ||
| С13 | Двухстороннее стыковое соединение со криволинейным скосом одной кромки | ||
| С14 | Двухстороннее стыковое соединение со ломанным скосом одной кромки | ||
| С15 | Двухстороннее стыковое соединение с двумя симметричными скосами одной кромки | ||
| С16 | Двухстороннее стыковое соединение с двумя симметричными криволинейными скосами одной кромки | ||
| С17 | Одностороннее стыковое соединение cо скосом кромок | ||
| С18 | Одностороннее стыковое соединение cо скосом кромок на флюсомедной подкладке | ||
| С19 | Одностороннее стыковое соединение cо скосом кромок на остающейся подкладке | ||
| С20 | Одностороннее стыковое замковое соединение cо скосом кромок | ||
| С21 | Двухстороннее стыковое соединение со скосом кромок с предварительной подваркой корня шва | ||
| С23 | Двухстороннее стыковое соединение со криволинейным скосом одной кромки с предварительной подваркой корня шва | ||
| С24 | Двухстороннее стыковое соединение со ломанным скосом кромок | ||
| С25 | Двухстороннее стыковое соединение с двумя симметричными скосами кромок | ||
| С26 | Двухстороннее стыковое соединение с двумя симметричными криволинейными скосами кромок | ||
| С27 | Двухстороннее стыковое соединение с двумя симметричными скосами кромок | ||
| С28 | Одностороннее стыковое соединение с отбортовкой двух коромок | ||
| С39 | Двухстороннее стыковое соединение с двумя несимметричными скосами кромок с предварительным наложением подварочного шва | ||
| С40 | Двухстороннее стыковое соединение с двумя несимметричными криволинейными скосами кромок с предварительным наложением подварочного шва | ||
| С42 | Двухстороннее стыковое соединение без скоса кромок с последующей строшкой | ||
| С43 | Двухстороннее стыковое соединение с двумя несимметричными скосами одной кромки | ||
| С45 | Двухстороннее стыковое соединение со скосом кромок с последующей строшкой | ||
| У1 | Одностороннее угловое соединение с отбортовкой одной коромки | ||
| У2 | Одностороннее угловое соединение с отбортовкой одной коромки | ||
| У4(1) | Одностороннее угловое соединение без скоса кромок | ||
| У4(2) | Одностороннее угловое соединение без скоса кромок | ||
| У5(1) | Двухстороннее угловое соединение без скоса кромок | ||
| У5(2) | Двухстороннее угловое соединение без скоса кромок | ||
| У6 | Одностороннее угловое соединение со скосом одной кромки | ||
| У7 | Двухстороннее угловое соединение со скосом одной кромки | ||
| У8 | Двухстороннее угловое соединение с двумя симметричными скосами одной кромки | ||
| У9 | Одностороннее угловое соединение cо скосом кромок | ||
| У10 | Двухстороннее угловое соединение cо скосом кромок | ||
| Т1 | Одностороннее тавровое соединение без скоса кромок | ||
| Т2 | Двухстороннее тавровое соединение с криволинейным скосом одной кромки с предварительным наложением подварочного шва | ||
| Т3 | Двухстороннее тавровое соединение без скоса кромок | ||
| Т5 | Двухстороннее тавровое соединение с двумя симметричными криволинейными скосами одной кромки | ||
| Т6 | Одностороннее тавровое соединение со скосом одной кромки | ||
| Т7 | Двухстороннее тавровое соединение со скосом одной кромки с предварительным наложением подварочного шва | ||
| Т8 | Двухстороннее тавровое соединение с двумя симметричными скосами одной кромки | ||
| Т9 | Двухстороннее тавровое соединение с двумя симметричными скосами одной кромки | ||
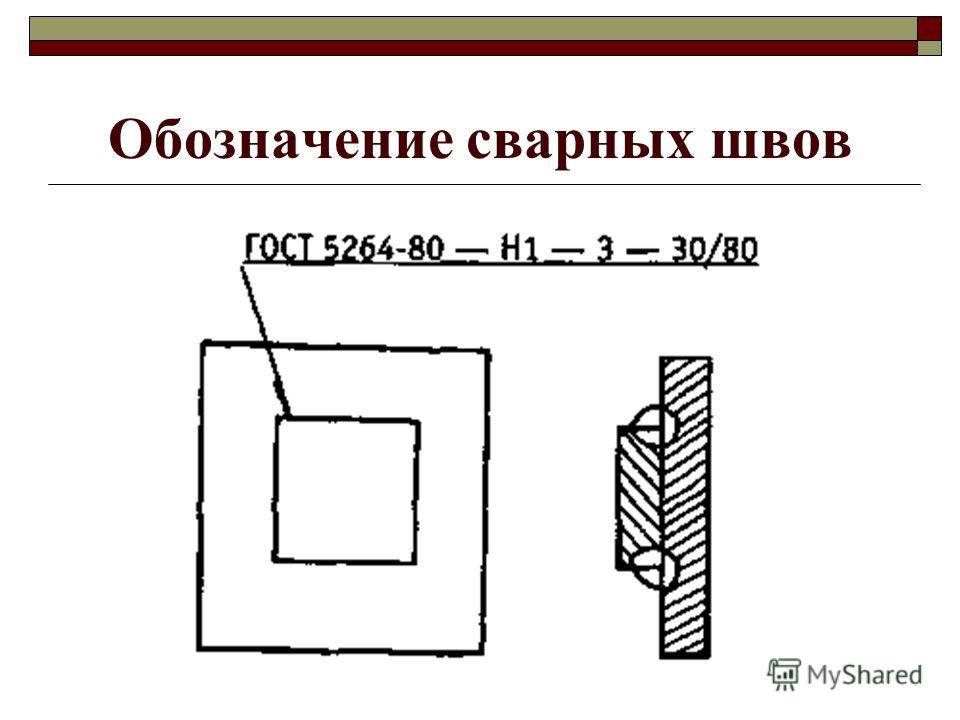
| Н1 | Одностороннее нахлесточное соединение без скоса кромок | ||
| Н2 | Двухстороннее нахлесточное соединение без скоса кромок |
oitsp. ru
ru
Калькулятор теплопотребления
- ДОМ
- О
- ИНСТРУМЕНТЫ/КАЛКУЛЯТОРЫ
- ЗНАНИЯ ПО СВАРКЕ
- КОНТАКТЫ
КАЛЬКУЛЯТОРЫ ТЕПЛОПОДАЧИ
Здесь представлен быстрый калькулятор с использованием параметров сварки. См. ниже расчеты, стоящие за ним, и загружаемый лист Excel. (Таблица Excel не отображала столбцы должным образом после последнего обновления — вы можете загрузить ее снова, если у вас возникли трудности.)
(Введите параметры сварки, а затем нажмите «Рассчитать HI». )
)
| Ток (ампер): | |
| Напряжение (вольт): | |
| Скорость перемещения (мм/мин или дюйм/мин): | |
| Тепловой КПД (1 для ASME или см. ниже EN ISO 1011-1): | |
| Подводимая теплота (кДж/мм или кДж/дюйм): | |
Количество энергии, подводимой к сварному шву в процессе дуговой сварки, «подвод тепла» является критическим параметром, который необходимо контролировать для обеспечения стабильного качества сварки. Существует несколько способов расчета энергии, вкладываемой в сварку. Наиболее распространенный подход к расчету тепла для сварки без контроля формы волны заключается в использовании сварочного тока, напряжения и скорости перемещения. Американская система для этого приведена в ASME IX и различных стандартах AWS, а европейская система приведена в EN ISO 1011-1 и PD ISO/TR 1849. 1.
1.
В обоих расчетах энергия, вложенная в сварной шов, называется «погонной энергией», но европейская система расчета погонной энергии отличается от американской дополнительным параметром «термическая эффективность/эффективность процесса/эффективность дуги». Обратите внимание, что в более раннем стандарте BS 5135 подводимое тепло называлось «энергией дуги» и не обязательно включало эффективность процесса. Вы также можете услышать, что тепловложение ASME IX называется энергией дуги в европейской системе. Убедитесь, что все стороны согласны с определением (и расчетом!)
Два расчета:
| RU Тепловложение = | Напряжение дуги * Ток дуги * Тепловой КПД |
| Скорость движения |
| Тепловая мощность ASME/AWS = | Напряжение дуги * Ток дуги |
| Скорость движения |
Подводимая теплота обычно указывается в кДж/мм, поэтому необходимо преобразовать значения в стандартные единицы, а именно: ток (ампер), напряжение (вольт), скорость перемещения (мм/с) и тепловой КПД (без единиц). Эти единицы дают значение подводимой теплоты в единицах Дж/мм, поэтому деление значения на 1000 даст его в единицах кДж/мм.
Эти единицы дают значение подводимой теплоты в единицах Дж/мм, поэтому деление значения на 1000 даст его в единицах кДж/мм.
Другими возможными аспектами расчета являются использование скорости перемещения в мм/мин, что требует умножения результата на 60 (уже включено в калькулятор выше) или дюймов/мин, что снова требует 60-кратного коэффициента умножения и дает результат тепловложения. кДж/дюйм.
Значения теплового КПД для различных процессов приведены в таблице ниже:
| Сварочный процесс | Тепловая эффективность |
| Вольфрамовый инертный газ (TIG)/газовая вольфрамовая дуга (GTAW) | 0,6 |
| Плазменная дуга (PAW) | 0,6 |
| Металлический инертный/активный газ (MIG/MAG)/газовая металлическая дуга (GMAW) | 0,8 |
| Порошковая сердцевина (FCAW)/металлическая сердцевина (MCAW) | 0,8 |
| Ручная металлическая дуга (MMA)/экранированная металлическая дуга (SMAW) | 0,8 |
| Затопленная дуга (SAW) | 1,0 |
Этот метод подходит для расчета подводимого тепла при простой сварке постоянным током, включая MIG с переносом погружения и ручную дуговую сварку металлическим электродом. Он также может подходить для сварки переменным током, когда сварочный ток в обоих направлениях уравновешен. Однако при сварке с «управлением формой волны», в которой используются быстро меняющиеся мощности, фазовые сдвиги и синергетические изменения, может случиться так, что приведенные выше расчеты неправильно отражают подводимое тепло. Сварка с контролируемой формой волны включает все процессы импульсной сварки, включая синергетическую.
Он также может подходить для сварки переменным током, когда сварочный ток в обоих направлениях уравновешен. Однако при сварке с «управлением формой волны», в которой используются быстро меняющиеся мощности, фазовые сдвиги и синергетические изменения, может случиться так, что приведенные выше расчеты неправильно отражают подводимое тепло. Сварка с контролируемой формой волны включает все процессы импульсной сварки, включая синергетическую.
Один из методов, который используется в этих случаях, заключается в вычислении средних или взвешенных по времени значений для различных параметров, например. для импульсной сварки можно использовать:
| Средний ток = | Пиковый ток * Пиковое время + Фоновый ток * Фоновое время |
| Пиковое время + Фоновое время |
но это грубый метод.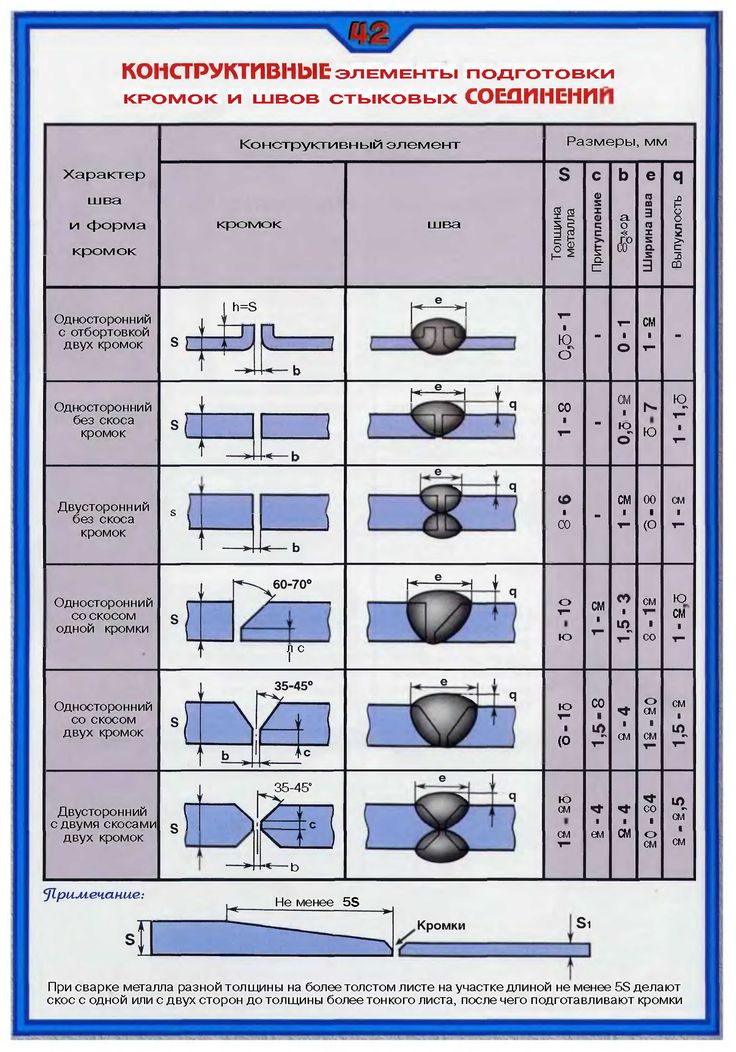 Альтернативой является использование метода регистрации «мгновенной мощности» или «мгновенной энергии» сварочной дуги. Это выполняется с помощью устройства измерения с высокой частотой дискретизации, которое может быть частью источника сварочного тока или внешним оборудованием. Частота дискретизации должна быть в 10 раз больше частоты сигнала. Затем выполняются расчеты по подводимой теплоте, которые приведены ниже. Эти уравнения присутствуют в ASME IX и PD ISO/TR 1849.1.
Альтернативой является использование метода регистрации «мгновенной мощности» или «мгновенной энергии» сварочной дуги. Это выполняется с помощью устройства измерения с высокой частотой дискретизации, которое может быть частью источника сварочного тока или внешним оборудованием. Частота дискретизации должна быть в 10 раз больше частоты сигнала. Затем выполняются расчеты по подводимой теплоте, которые приведены ниже. Эти уравнения присутствуют в ASME IX и PD ISO/TR 1849.1.
Уравнение мгновенной энергии:
| Потребление тепла = | Энергия |
| Длина сварного шва |
Где энергия выражается в джоулях, поэтому длина шарика в миллиметрах или дюймах снова дает тепловложение в Дж/мм или Дж/дюйм.
И уравнение мгновенной мощности:
| Потребление тепла = | Мощность * Время дуги |
| Длина сварного шва |
Здесь мощность указана в джоулях/секунду или ваттах, а длина буртика в миллиметрах или дюймах дает тепловложение в джоулях/мм или джоулях/дюйм. Снова необходим коэффициент 1/1000 (но не показан) для преобразования в кДж/мм или кДж/дюйм.
Снова необходим коэффициент 1/1000 (но не показан) для преобразования в кДж/мм или кДж/дюйм.
Последним вариантом контроля подводимого тепла является измерение объема наплавленного металла либо путем измерения размера валика (ширина * толщина), либо путем контроля длины выхода на единицу длины электрода.
Ниже приведена таблица Excel, в которой можно рассчитать тепловложение с использованием этих методов. Поставляются две версии. У одного 20 проходов, у другого 50.
Калькулятор тепловложения
Калькулятор тепловложения (больше строк)
Обратите внимание, что эта страница основана на простых расчетах для одного набора параметров сварки. Здесь учитывается погонная энергия при многопроходном сварном шве:
Расчет тепловложения при многопроходном сварном шве
(Нашли эту страницу полезной? Если да, рассмотрите возможность совершения любых запланированных покупок по этим ссылкам на Amazon UK или Amazon US для бесплатной поддержки Collie Welding для себя. )
)
Пожалуйста, включите JavaScript для просмотра комментариев Disqus .
Калькулятор раструба параллельного углового шва
✖Отрезок сварного шва — это расстояние от корня шва до края сварного шва.ⓘ Отвод сварного шва [h l ] | А.Е. of LengthAlnAngstromArpentAstronomical UnitAttometerBarleycornBillion Light YearBohr RadiusCable (International)Cable (UK)Cable (US)CaliberCentimeterChainCubit (Greek)Cubit (UK)DecameterDecimeterEarth-Moon DistanceEarth’s Distance from SunEarth’s Equatorial RadiusEarth’s Polar RadiusElectron Radius (Classical)EllExameterFamnFathomFemtometerFermiFinger (Cloth)FingerbreadthFootFoot (US Survey)FurlongGigameterHandHandbreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light YearLinkLong CubitLong ReedMegameterMegaparsecMeterMicroinchMicrometerMicronMilMileMile (Roman)Mile (US Survey)MillimeterMillion Light YearNail (Cloth)NanometerNautical League (int)Nautical League UKNautical Mile (International)Nautical Mile (UK)ParsecPerchPetameterPicaPicometerPlanck LengthPointPoleQuarterReedRodRoman ActusRopeRussian ArchinSpan (Cloth)Sun’s RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaYardYoctometerYottameterZeptometerZettameter | +10% -10% |
✖Толщина шва – это кратчайшее расстояние от корня до поверхности шва. | А.У. of LengthAlnAngstromArpentAstronomical UnitAttometerBarleycornBillion Light YearBohr RadiusCable (International)Cable (UK)Cable (US)CaliberCentimeterChainCubit (Greek)Cubit (UK)DecameterDecimeterEarth-Moon DistanceEarth’s Distance from SunEarth’s Equatorial RadiusEarth’s Polar RadiusElectron Radius (Classical)EllExameterFamnFathomFemtometerFermiFinger (Cloth)FingerbreadthFootFoot (US Survey)FurlongGigameterHandHandbreadthHectometerInchKenKilometerKiloparsecKiloyardLeagueLeague (Statute)Light YearLinkLong CubitLong ReedMegameterMegaparsecMeterMicroinchMicrometerMicronMilMileMile (Roman)Mile (US Survey)MillimeterMillion Light YearNail (Cloth)NanometerNautical League (int)Nautical League UKNautical Mile (International)Nautical Mile (UK)ParsecPerchPetameterPicaPicometerPlanck LengthPointPoleQuarterReedRodRoman ActusRopeRussian ArchinSpan (Cloth)Sun’s RadiusTerameterTwipVara CastellanaVara ConuqueraVara De TareaYardYoctometerYottameterZeptometerZettameter | ⎘ Копировать |
 ⓘ Шов параллельного углового шва [h t ]
ⓘ Шов параллельного углового шва [h t ]👎
Формула
Перезагрузить
👍
Горловина параллельного углового сварного шва
ШАГ 0: Сводка предварительного расчета
ШАГ 1: Преобразование входных данных в базовую единицу
Отвод сварного шва: 21,2 миллиметра —> 0,0212 метра (проверьте преобразование здесь)
ШАГ 2: Оценка формулы
ШАГ 3: Преобразование результата в единицу измерения вывода
0,0149
7611548 Метр —> 14,97611548 Миллиметр (проверьте преобразование здесь)< Калькуляторы 10+ параллельных угловых швовУчасток параллельного углового сварного шва с заданным напряжением сдвига и углом среза сварного шва
Отвод сварного шва = нагрузка на параллельный угловой шов*(sin(угол среза сварного шва)+cos(угол среза сварного шва))/(длина сварного шва*напряжение сдвига в параллельном угловом шве) Идти
Напряжение сдвига в параллельном угловом сварном шве при заданной нагрузке
Напряжение сдвига в параллельном угловом шве = Нагрузка на параллельный угловой шов*(sin(Угол среза сварного шва)+cos(Угол среза сварного шва))/(Длина сварного шва*Угол сварного шва) Идти
Сила в параллельном угловом сварном шве с учетом напряжения сдвига
Нагрузка на параллельный угловой шов = напряжение сдвига в параллельном угловом шве * длина шва * катет сварного шва / (sin (угол среза сварного шва) + cos (угол среза сварного шва)) Идти
Длина параллельного углового шва с учетом напряжения сдвига
Длина сварного шва = Нагрузка на параллельный угловой шов/(Напряжение сдвига в параллельном угловом шве*Угол сварного шва*cos(pi/4)) Идти
Нога параллельного углового сварного шва с учетом напряжения сдвига
Участок сварного шва = нагрузка на параллельный угловой шов/(напряжение сдвига в параллельном угловом шве*длина сварного шва*cos(pi/4)) Идти
Напряжение сдвига, параллельный угловой сварной шов
Напряжение сдвига в параллельном угловом шве = Нагрузка на параллельный угловой шов/(Длина сварного шва*Угол сварного шва*cos(pi/4)) Идти
Ширина плоскости двойного параллельного углового сварного шва
Ширина плоскости при двойном параллельном угловом сварном шве = катет сварного шва/(sin(угол среза сварного шва)+cos(угол среза сварного шва)) Идти
Растягивающая сила на пластине с параллельным угловым сварным швом при сдвиговом напряжении
Нагрузка на параллельный угловой шов = напряжение сдвига в параллельном угловом шве * длина шва * катет сварного шва * 0,707 Идти
Нога параллельного углового сварного шва с горловиной сварного шва
Отвод сварного шва = Толщина сварного шва/cos(pi/4) Идти
Горловина параллельного углового сварного шва
Толщина сварного шва = катет сварного шва*cos(pi/4) Идти
Формула горловины параллельного углового сварного шва
Толщина сварного шва = катет сварного шва*cos(pi/4)
h t = h l *cos(pi/4)
Допущения для горла сварки
При расчете сечения сварного шва делаются следующие допущения.
1. Поверхность сварного шва однородна и не имеет кривизны.
2. Сварной шов образует с пластинами равнобедренный прямоугольный треугольник.
3. Сварной шов не проник и не разрушил границы плиты.
Как рассчитать горловину параллельного углового сварного шва?
Калькулятор стыка параллельного углового сварного шва использует Толщина стыка сварного шва = полка сварного шва * cos(pi/4) для расчета толщины стыка сварного шва. сварка. Обычно глубина горловины должна быть не меньше толщины свариваемого металла. Толщина шва шва обозначается цифрой 9.0378 ч т символ.
Как рассчитать раструб параллельного углового шва с помощью этого онлайн-калькулятора? Чтобы использовать этот онлайн-калькулятор для горловины параллельного углового сварного шва, введите отрезок сварного шва (h l ) и нажмите кнопку расчета. Вот как можно объяснить расчет горловины параллельного углового сварного шва с заданными входными значениями -> 14,99066 = 0,0212*cos(pi/4) .
Часто задаваемые вопросы
Что такое горловина параллельного углового сварного шва?
Горловина параллельного углового сварного шва — это расстояние от центра поверхности до корня сварного шва. Обычно глубина шва должна быть не меньше толщины свариваемого металла и представлена как h t = h l *cos(pi/4) или Толщина шва = Нога сварки*cos(pi/4) . Участок сварного шва — это расстояние от корня шва до края шва.
Как рассчитать горловину параллельного углового шва?
Горловина параллельного углового сварного шва — это расстояние от центра поверхности до корня сварного шва. Как правило, глубина шва должна быть не меньше толщины свариваемого металла, рассчитанной с использованием . Толщина шва = катет сварного шва*cos(pi/4) . Для расчета горловины параллельного углового сварного шва вам потребуется отрезок сварного шва (h l ) . С помощью нашего инструмента вам нужно ввести соответствующее значение для стороны сварного шва и нажать кнопку расчета. Вы также можете выбрать единицы измерения (если есть) для ввода (ов) и вывода.
Вы также можете выбрать единицы измерения (если есть) для ввода (ов) и вывода.
Поделиться
Скопировано!
Онлайн-калькулятор стоимости сварки = Разумные решения по повышению производительности
В начале своей карьеры я отвечал за методы сварки, работая на мировом предприятии в период обострения конкуренции. Головной офис корпорации издал директиву для всех заводов по всему миру о том, что операции будут консолидированы там, где производственные затраты могут быть снижены как минимум на 30%. Задача заключалась в том, чтобы реализовать прогресс… или погибнуть. Мы конкурировали не только с офшорными конкурентами, но и с родственными заводами.
Early Calculation Methods
Так началась моя новая задача — рассмотреть методы сварки через увеличительное стекло производительности, чтобы мой производственный отдел работал максимально эффективно. В поисках способов измерения производительности сварки я читал, исследовал и просил совета.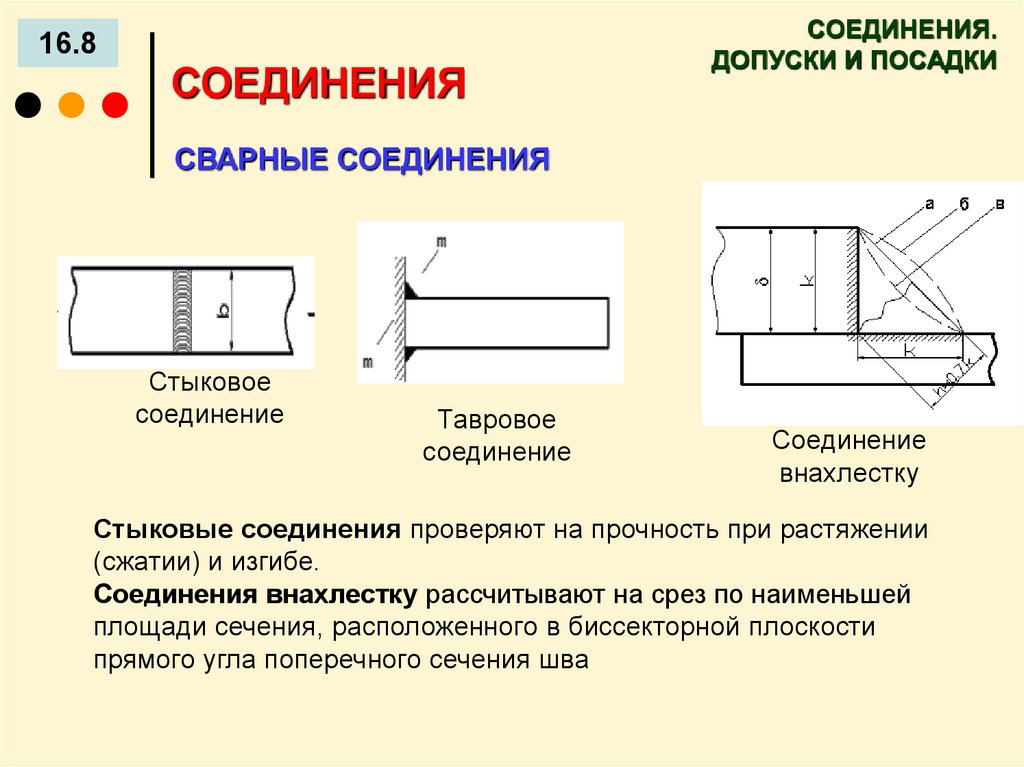 Я попытался следовать некоторым рекомендациям, основанным на скорости перемещения, но это не сработало из-за различий в том, как сварщики выполняли один и тот же сварной шов. Например, для выполнения углового сварного шва 2F толщиной 10 мм некоторые использовали двухпроходную технику, в то время как другие предпочитали использовать трехпроходную технику с более быстрым перемещением.
Я попытался следовать некоторым рекомендациям, основанным на скорости перемещения, но это не сработало из-за различий в том, как сварщики выполняли один и тот же сварной шов. Например, для выполнения углового сварного шва 2F толщиной 10 мм некоторые использовали двухпроходную технику, в то время как другие предпочитали использовать трехпроходную технику с более быстрым перемещением.
Вместо этого я рассмотрел использование скоростей наплавки, которые были указаны в спецификациях для каждого типа и размера сварочной проволоки, с таблицами, указывающими кг/час для различных настроек скорости подачи проволоки (WFS). Проблема здесь заключалась в том, что указанные скорости наплавки предполагали непрерывную сварку, и, конечно, сварщики тратят большую часть времени на задачи, не связанные со сваркой.
Вернувшись к чертежной доске в поисках простого способа расчета производительности, я попытался создать идеальную электронную таблицу для автоматизации большей части работы. Я претерпел множество изменений, пытаясь отшлифовать шаблон, чтобы он соответствовал всем потребностям, но, увы, эта идеальная электронная таблица так и осталась недосягаемой.
Одним из камней преткновения была попытка получить значение веса для фактического количества наплавленного металла. Глядя на поперечное сечение сварного шва, необходимы геометрические расчеты, чтобы получить значение площади. Этот процесс усложнился из-за некоторых совместных конструкций, включая несколько геометрических фигур и периодическую необходимость в тригонометрии. Дополнительные сложности возникли из-за чрезмерной сварки и доработки.
Все еще пытаясь поместить все эти функции в шаблон электронной таблицы, я подумал, что более простым решением для повышения производительности может быть отойти от клавиатуры, взять свой шлем и вместо этого помочь сварщикам в цеху. Была некоторая ирония в том, что в поисках эффективных способов сварки я боролся с неэффективными способами расчета этой производительности.
Простой ресурс для расчета производительности сварки
Не достигнув утопии расчета производительности сварки, я рад сообщить, что появился новый инструмент, который значительно упрощает эту задачу. Институт Канадского бюро сварки (CWBi) разработал онлайн-калькулятор, показанный ниже. Под изображением перечислены некоторые функции, которые делают этот ресурс ценным.
Институт Канадского бюро сварки (CWBi) разработал онлайн-калькулятор, показанный ниже. Под изображением перечислены некоторые функции, которые делают этот ресурс ценным.
Вместо того, чтобы для этих расчетов требовались знатоки математики и электронных таблиц, этот ресурс автоматизирует большую часть работы, превращая расчеты в простую задачу ввода данных. Я не буду объяснять каждый шаг в этом расчете, но сделаю ссылку на мой предыдущий пост о производительности сварки, в котором рассматриваются некоторые шаги.
Этот калькулятор собирает все соответствующие данные, включая следующие, а затем рассчитывает стоимость каждой процедуры и общую стоимость сварки:
- Количество сварного шва, которое необходимо наплавить, включая предполагаемый перевар и доработку
- Все данные процедуры сварки, влияющие на скорость наплавки, включая эффективность наплавки и время горения дуги
- Все данные о ценах и затратах, необходимые для выполнения сварочных работ, включая расходные материалы, трудозатраты и накладные расходы
- Прямо под верхним логотипом CWB вы увидите, что его можно настроить для метрических или имперских единиц.
- Столбцы могут быть добавлены по мере необходимости для сравнения процедур или при использовании нескольких процедур для сварки одного изготовления.
- При выборе процесса на шаге 6 ниже включены только соответствующие шаги для этого процесса. Например, шаг 16 «Расход защитного газа» не будет указан для SMAW или SAW.
- Белые ячейки, такие как шаги 6 и 7, требуют либо информационного текста, либо данных, используемых для вычислений.
- Ячейки серого цвета, как в шаге 5, нельзя редактировать, вместо этого они содержат формулы для выполнения расчетов.
- Моя любимая функция — это красный значок, который вы видите на шаге 2. Иногда сложный процесс выполнения нескольких геометрических и тригонометрических расчетов веса сварного шва теперь упрощается путем выбора этого значка. Появится окно, и после выбора одного из 19 распространенных типов сварки все, что требуется, — это ввести данные о конструкции соединения из WPS, затем после определения длины сварного шва и типа материала появится вес сварного шва, который будет перенесен на рабочий лист после выбора OK. . Все сложные вычисления все еще там, но скрыты от глаз.

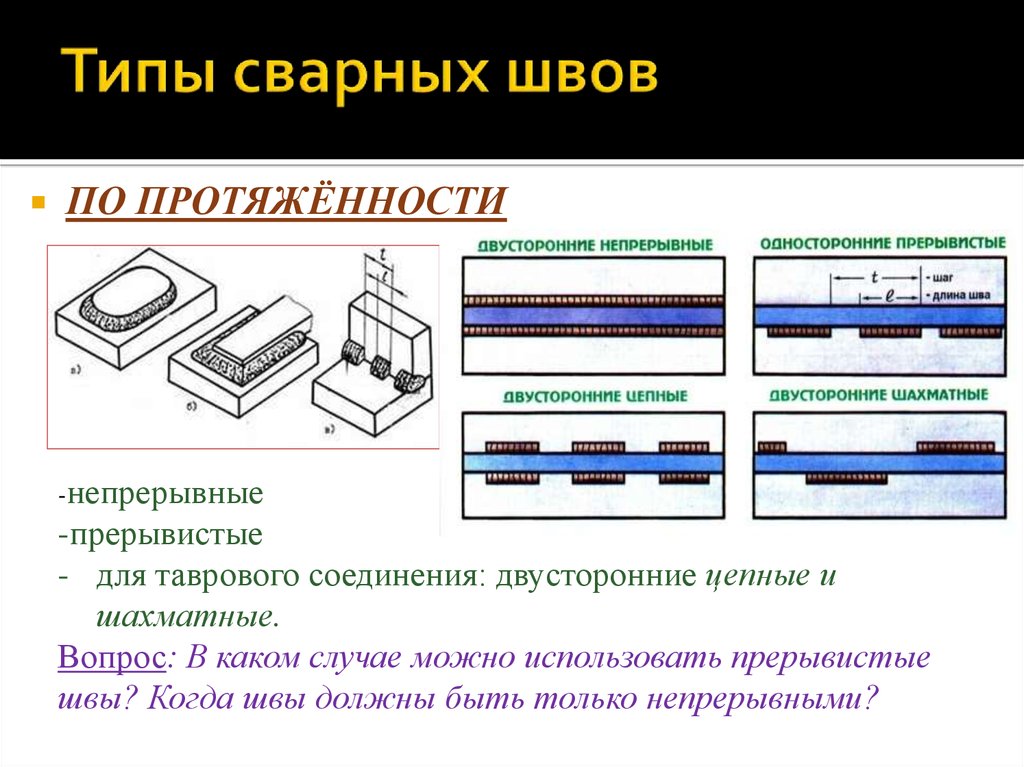 . Все сложные вычисления все еще там, но скрыты от глаз.
. Все сложные вычисления все еще там, но скрыты от глаз.- Для процессов электродной проволоки скорость наплавки рассчитывается на основе знания WFS и того, сколько дюймов конкретной проволоки требуется для изготовления 1 фунта. При выборе красного значка на шаге 9 открывается окно, в котором это значение выбирается из таблицы в зависимости от типа и диаметра провода.
- Аналогичная функция используется для определения расхода электрода для процесса SMAW. Вместо WFS он основан на том, что указанная сила тока на шаге 11 умножается на значение в таблице, которая появляется на шаге 12 и предлагает выбрать тип электрода.
- После ввода всей информации и данных рассчитывается стоимость каждой процедуры, а общая стоимость отображается в крайнем правом столбце для расчетов нескольких процедур.
- Окончательные рабочие листы можно экспортировать в файл электронной таблицы, если требуется дальнейшая обработка чисел для таких вещей, как расчет окупаемости инвестиций или планирование мощностей.
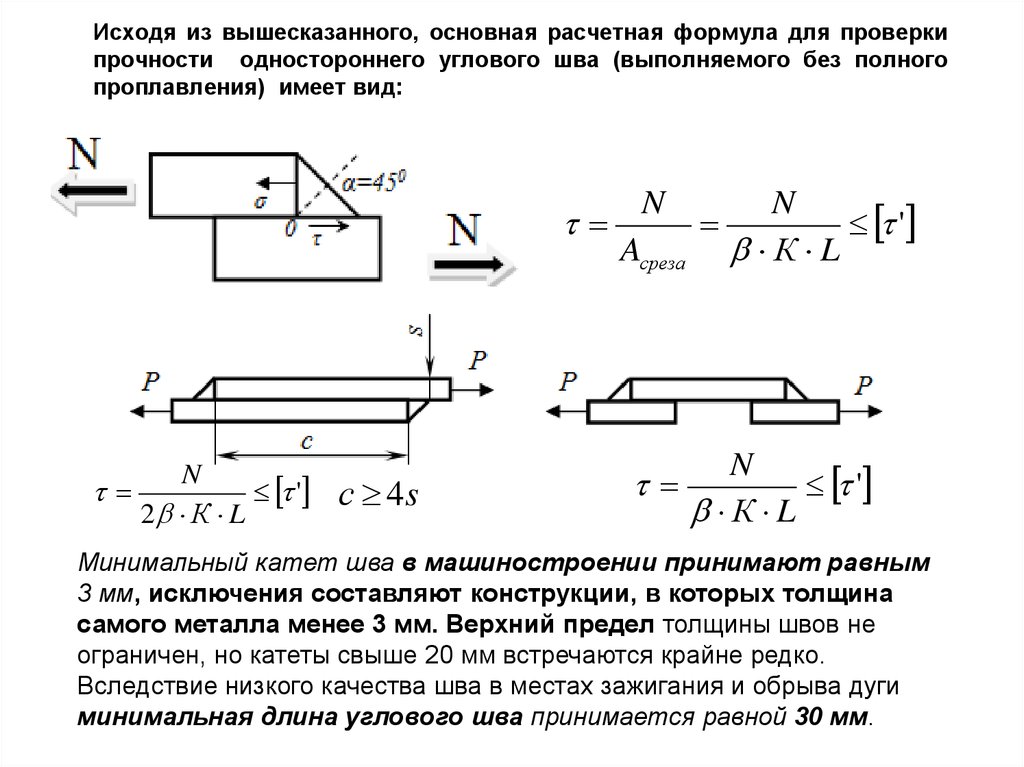
Сводка
После того, как все данные для общей стоимости сварки введены, игра «Что, если» с рабочей таблицей дает ценную информацию и может послужить мотивацией для внесения изменений. Изменяя отдельные значения для WFS, операционного фактора или любой другой переменной, вы немедленно получаете обратную связь о том, как новые сценарии изменят итоговую прибыль. Затем эти реальные данные можно использовать для принятия обоснованных решений по сварке.
Участники курса повышения производительности сварки CWBi получают постоянный доступ к этому онлайн-калькулятору после прохождения гибридного курса, о котором вы можете узнать подробнее здесь. В дополнение к изучению того, как использовать калькулятор, этот курс также разовьет навыки использования аналитического подхода для повышения производительности сварки.
Для тех из вас, кто хочет узнать больше об этом ресурсе, я проведу презентацию о производительности сварки на собрании Канадской ассоциации сварщиков в Торонто в Милтоне, Онтарио, вечером 3 октября 2017 г.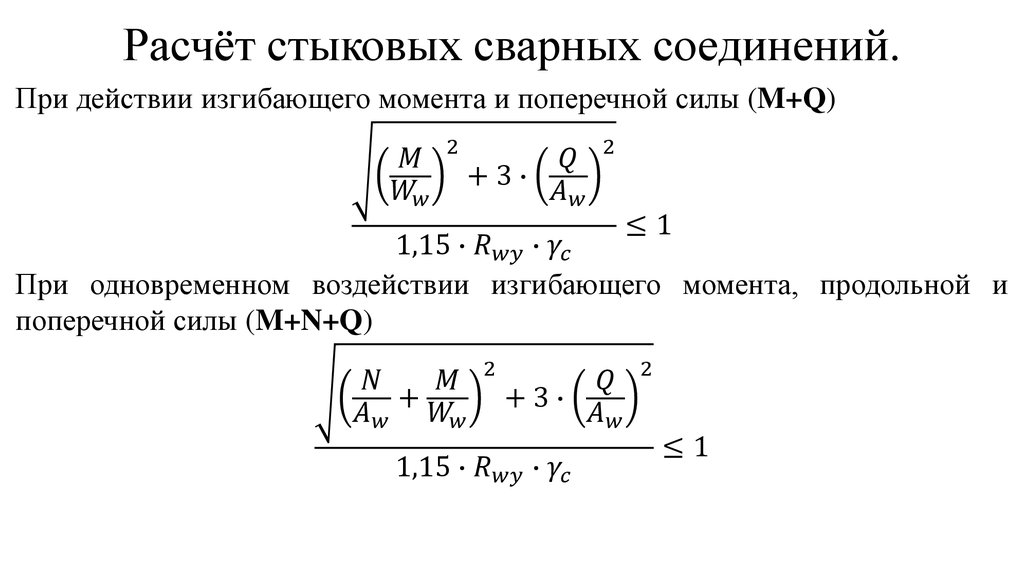 Если вы находитесь в окрестности, зайдите, чтобы увидеть этот инструмент в действии.
Если вы находитесь в окрестности, зайдите, чтобы увидеть этот инструмент в действии.
Как рассчитать тепловложение при сварке
Подавляющее большинство производителей обычно не интересуется тепловложением. По большей части это нормально. Но когда вы свариваете материалы, микроструктура которых может существенно измениться в процессе сварки, важно знать о тепловложении. Причина, по которой тепловложение имеет решающее значение в некоторых приложениях, заключается в том, что оно оказывает огромное влияние на скорость охлаждения. Как правило, более высокие скорости охлаждения вредны для сварного соединения, поскольку вызывают охрупчивание в зоне термического влияния. Примером этого является работа с материалами, подверженными водородному растрескиванию, в которых критически важным является адекватный подвод тепла.
Итак, как рассчитать тепловложение. Это может быть намного проще, чем вы думаете. Если ваш сварочный аппарат оснащен цифровыми или аналоговыми счетчиками, все готово. Просто снимите показания силы тока и напряжения во время сварки и разделите их на скорость перемещения, чтобы получить тепловложение в джоулях на дюйм. Формула выглядит следующим образом:
Просто снимите показания силы тока и напряжения во время сварки и разделите их на скорость перемещения, чтобы получить тепловложение в джоулях на дюйм. Формула выглядит следующим образом:
Потребление тепла = (60 x Ампер x Вольт) / (1000 x Скорость перемещения, дюйм/мин) = кДж/дюйм
ответы в килоджоулях на дюйм.
Пример 1: Вы выполняете сварку со скоростью 500 дюймов в минуту и напряжением 29 вольт. Ваш сварной шов имеет длину 25 дюймов, и сварщику требуется 2 минуты, чтобы сварить его. Пока он сваривает, вы замечаете, что машина показывает силу тока 325. Какова ваша тепловая нагрузка? Перед расчетом тепловложения необходимо определить скорость вашего движения.
Скорость перемещения = длина сварки / время сварки = 25 дюймов / 2 минуты = 12,5 дюймов в минутувольт)] / [(1000 Дж/килоджоуль) x (12,5 дюймов/мин)]
= 45,24 кДж/дюйм
Пример 2: Тепловложение при 45,24 слишком велико, но вы также заметили, что размер сварного шва слишком велик.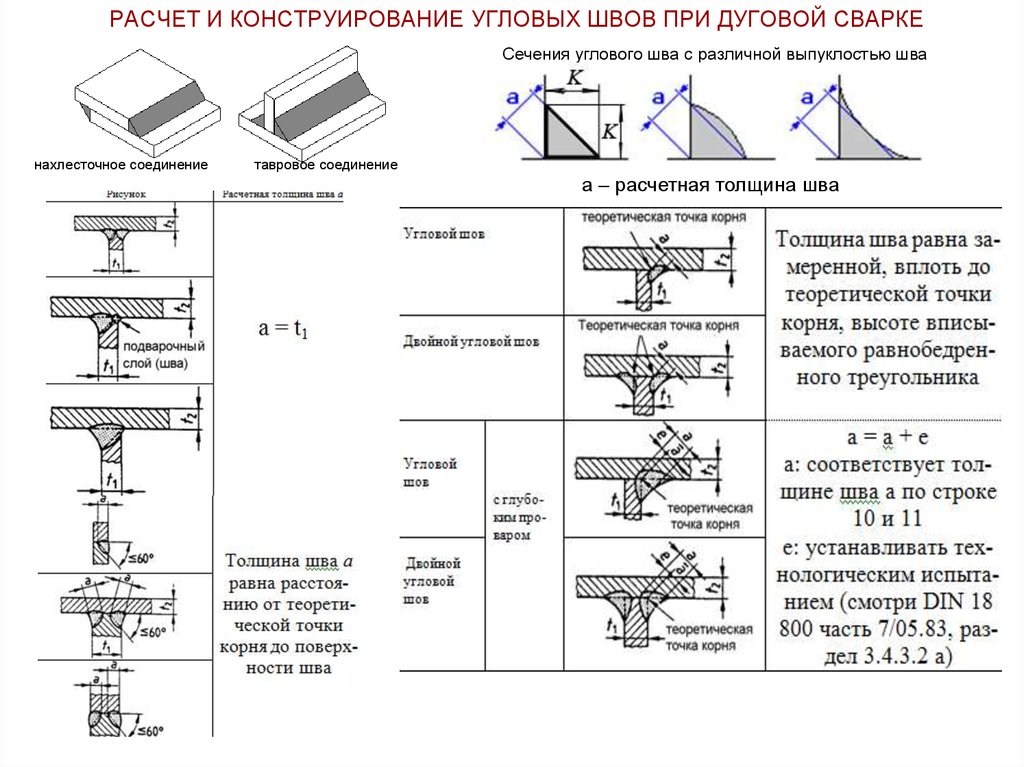 Вместо того, чтобы снижать силу тока и напряжение, вы решаете двигаться быстрее. Теперь вы выполняете тот же сварной шов за 90 секунд с точно такими же параметрами. Какая сейчас у вас тепловая нагрузка?
Вместо того, чтобы снижать силу тока и напряжение, вы решаете двигаться быстрее. Теперь вы выполняете тот же сварной шов за 90 секунд с точно такими же параметрами. Какая сейчас у вас тепловая нагрузка?
Скорость перемещения = 25 дюймов / 1,5 минуты = 16,7 дюймов/минуту
Тепловложение = [(60 сек/мин) x (325 ампер) x (29вольт)] / [(1000 джоулей/килоджоуль) x (16,7 дюймов/минуту)]
= 33,86 кДж/дюйм
Как вы можете видеть, ваше тепловложение снизилось почти на 25% просто из-за того, что вы двигаетесь быстрее. Переваривание – очень распространенная проблема. Прежде чем уменьшать силу тока и напряжение, чтобы получить меньшее тепловложение, посмотрите, сможете ли вы двигаться быстрее и наплавить сварной шов меньшего размера.
Волны в сварке используются во всем мире. Запуск импульсных программ или даже некоторых более сложных форм сигналов, таких как Rapid Arc® от Lincoln Electric или Accu Pulse® от Miller Electric, является обычной практикой. Итак, как рассчитать тепловложение, когда вы пульсируете, а сила тока колеблется повсюду (колеблется между пиковым и фоновым током)?
Итак, как рассчитать тепловложение, когда вы пульсируете, а сила тока колеблется повсюду (колеблется между пиковым и фоновым током)?
Новые сварочные аппараты имеют возможность отображать общую энергию каждого сварного шва.
Некоторые сварочные аппараты выдают фактическое значение либо полной энергии сварки, либо мгновенной энергии (энергии в любой момент времени). Затем вам нужно будет сделать некоторые быстрые математические вычисления, чтобы получить тепловложение.
Пример 3: Вы используете особую форму волны на источнике питания Lincoln Electric Power Wave S500. Показания на дисплее говорят, что общая энергия для вашего 25-дюймового сварного шва составила 459КДж. Какова ваша тепловая нагрузка в кДж/дюйм? В этом случае вам не нужно беспокоиться о скорости вашего движения (по крайней мере, для расчета тепловложения).
Тепловложение = Общая энергия / длина сварного шва = 459 кДж / 25 дюймов = 18,36 кДж/дюйм.
Итак, что делать, если вы используете импульсную сварку, но ваш сварочный аппарат не дает вам полной энергии? Некоторые сварщики отображают среднюю силу тока во время сварки. В этом случае просто возьмите эту силу тока и следуйте формуле из примера 1 и 2. Если показания счетчика колеблются между пиковой и фоновой силой тока, вам придется посмотреть на самое высокое и самое низкое показание и взять среднее значение. Имейте в виду, что это может не дать точного результата, но приблизит вас к этому.
Если на вашей машине нет счетчиков, вам может понадобиться Fluke Meter или другой измеритель напряжения/силы тока для снятия показаний или просто использовать другую машину.
Ссылки:
Влияние тепловложения на остаточное напряжение при сварке под флюсом – Р.К. Saxena
Справочник по процедурам дуговой сварки, 14-е издание
Новые требования к нормам для расчета тепловложения — The Welding Journal, июнь 2010 г. — Тереза Мелфи
Вы отвечаете за выполнение сварочных процедур и квалификацию сварщиков? Вы работаете с AWS D1.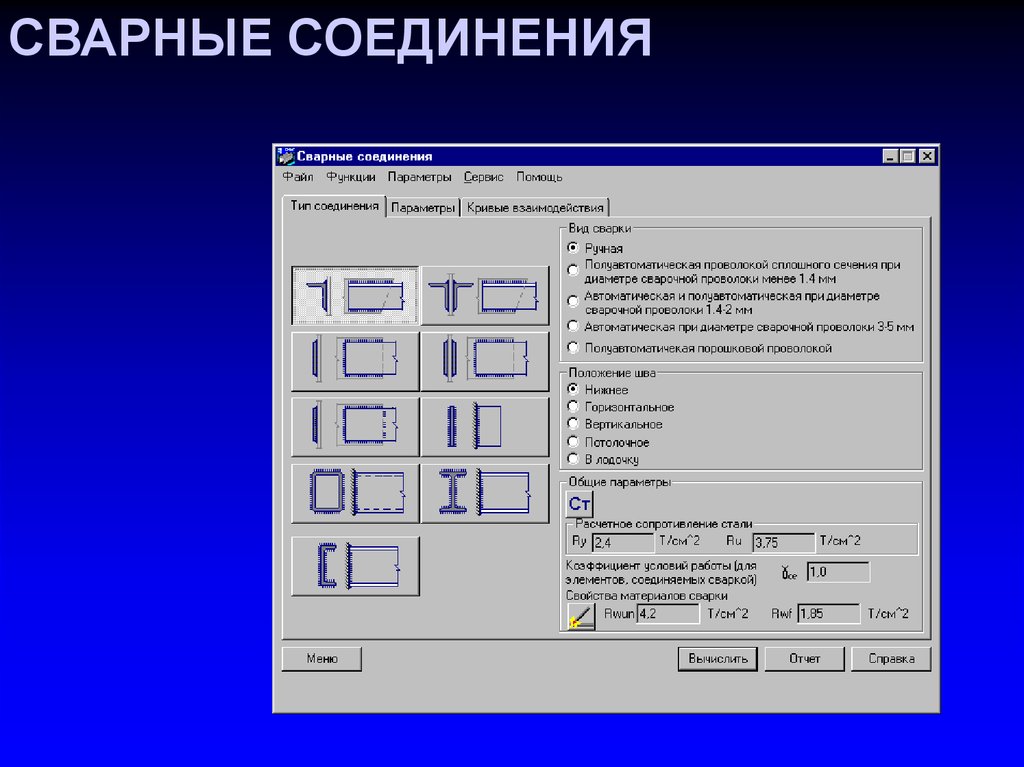 1 Structural Welding Code – Steel? Используете ли вы предварительно квалифицированные процедуры сварки?
1 Structural Welding Code – Steel? Используете ли вы предварительно квалифицированные процедуры сварки?
«Квалификационные процедуры сварки, сварщиков и операторов сварки» — это руководство, разработанное, чтобы помочь вам пройти собственную квалификацию в полном соответствии с Кодексом сварки конструкций AWS D1.1.
Опубликовано
Категория: Теория и образование
Раскрытие материальной связи: некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Расчет стоимости и времени сварки Объяснение
Расчет стоимости и времени сварки важен, поскольку сварка
может составлять значительную часть затрат на изготовление сварных конструкций и
составные части. Зная, как оценить объем сварного шва, который необходимо наплавить, и
типичное время, необходимое для выполнения сварки важно подготовить
расценки, а также планировать графики.
Зная, как оценить объем сварного шва, который необходимо наплавить, и
типичное время, необходимое для выполнения сварки важно подготовить
расценки, а также планировать графики.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Сварка с использованием процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW): GTAW обычно представляет собой процесс с низкой скоростью наплавки.
Есть
доступно множество ресурсов, которые подходят к вопросам, связанным с расчетом затрат на сварку, с разных точек зрения,
поэтому важно отметить, что есть несколько способов получить ответ.
Подход, используемый на этой веб-странице, является относительно фундаментальным подходом, который
должны быть легко модифицированы для использования в большинстве случаев. Шаги, предпринятые для расчета затрат и времени на сварку, следующие:
- Рассчитать
объем наплавленного металла. Это в основном основано на сварке
подготовки и длины шва.
- Рассчитать масса металла шва, которую необходимо наплавить, в зависимости от плотности конкретный материал, с которым вы работаете.
- Подать заявку «коэффициент восстановления» для рассчитанной массы сварного шва, чтобы оценить общее количество расходных материалов для сварки. (Некоторые расходные материалы будут потрачены впустую и будут не попасть в сустав. Например, в случае экранированной металлической дуги При сварке (SMAW) возможны потери в огарке, потери на шлак и разбрызгивание.)
- На основании
от массы необходимого сварочного материала, теперь вы сможете узнать
стоимость сварочных присадочных металлов, получив соответствующее предложение от вашего
поставщик присадочного металла. Это без учета «дополнительных» расходных материалов.
таких как защитный газ или шлифовальные круги и т. д. Вам нужно будет рассчитать эти
оплачивается отдельно, в зависимости от типа работы, которую вы будете выполнять.
- Рассчитать время, необходимое для наплавки необходимой массы металла шва, исходя из скорость наплавки для конкретного процесса сварки, который вы будете использовать. Этот значение предполагает 100% время «дуги включено».
- Применить «коэффициент дуги», чтобы учесть тот факт, что ни один сварщик никогда не сваривает на 100% времени. Будут времена, когда ему/ей нужно будет снять заглушку и заменить другим электродом или выполните шлифовку или другую очистку между сварными швами. пробеги и т. д. Очевидно, что этот фактор будет разным для каждого сварщика, но вы можете начните с типичного значения, принятого в отрасли, и уточните его для вашего конкретного бизнеса или проекта. (Ваш бизнес может быть более или менее эффективным чем в среднем по отрасли, или конкретная работа может быть более сложной, что приводит к более низкой дуге в процентах. Часто это требуется для технического обслуживания. типа работы)
- Это
теперь сообщит вам, сколько «человеко-часов» потребуется для завершения работы.
- На основе в человеко-часах, вы можете затем оценить продолжительность времени, которое потребуется для завершить работу, решив, сколько сварщиков будет выполнять сварку одновременно. время.
- На основе на расчет человеко-часов и предположение, которое вы сделали о количестве сварщики, сваривающие одновременно, вы можете оценить, сколько сварщиков вам нужно, и как долго. При расчете затрат на рабочую силу на этом этапе не забудьте добавить надбавку за помощников, а также «непроизводительное время» связанных с системами и процессами вашей компании. (Вспомните встречи по безопасности, утренние встречи, кружки качества, проверки безопасности или другие административные процессы.)
- Каждый
бизнес также будет иметь некоторую надбавку на «накладные расходы», основанную на общем времени
работа возьмет. При этом учитываются затраты на управление, качество
контрольный персонал, оборудование, косвенные расходные материалы и т. д. Эти накладные расходы
будет отличаться для каждой компании, а также будет широко варьироваться между различными
отрасли. Иногда оценщик просто использует коэффициент, основанный на затратах.
рассчитанных выше (например, умножьте затраты, рассчитанные на 1,5, чтобы учесть
накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве
человеко-часы сварки. (например, 50 долларов накладных расходов за человеко-час.)
 Это в основном основано на сварке
подготовки и длины шва.
Это в основном основано на сварке
подготовки и длины шва.
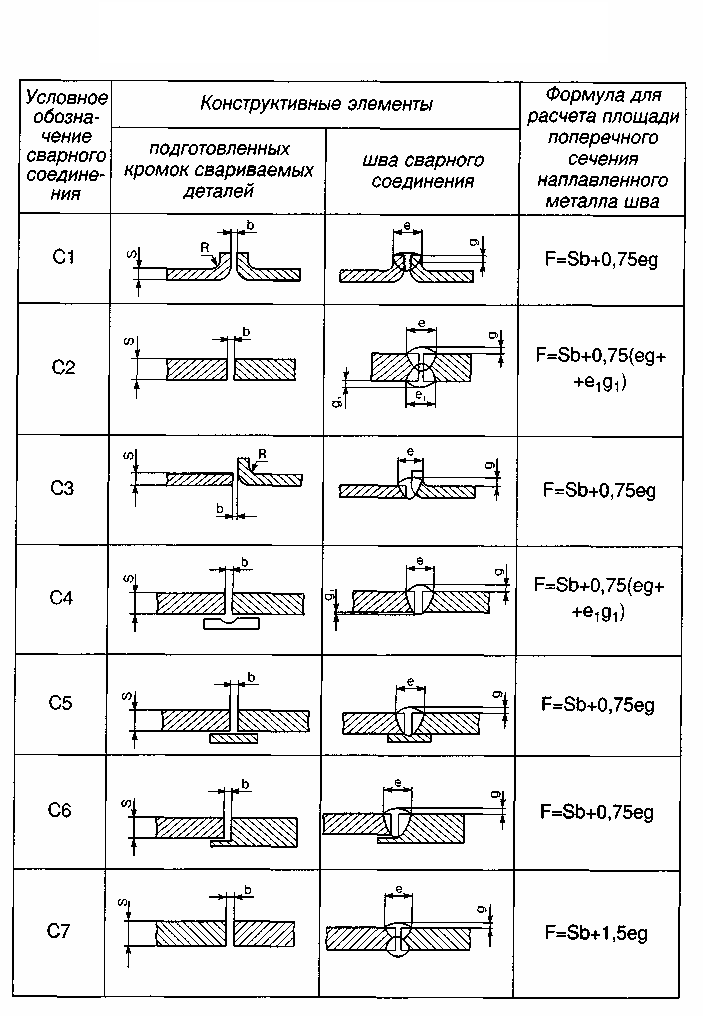
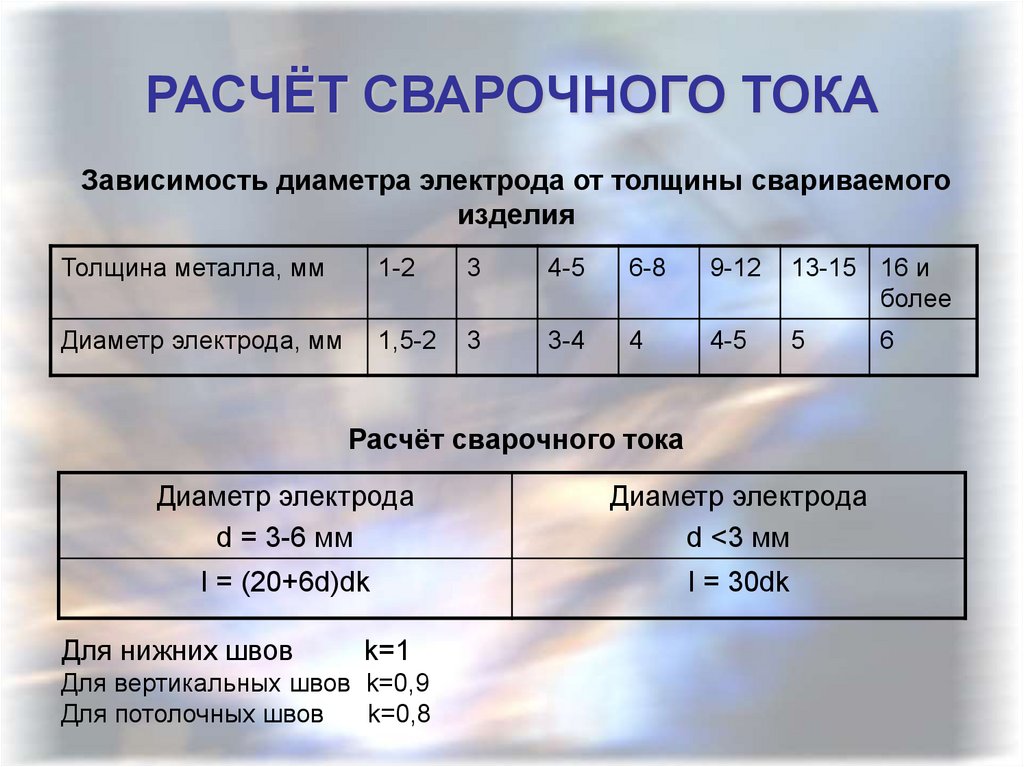 Иногда оценщик просто использует коэффициент, основанный на затратах.
рассчитанных выше (например, умножьте затраты, рассчитанные на 1,5, чтобы учесть
накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве
человеко-часы сварки. (например, 50 долларов накладных расходов за человеко-час.)
Иногда оценщик просто использует коэффициент, основанный на затратах.
рассчитанных выше (например, умножьте затраты, рассчитанные на 1,5, чтобы учесть
накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве
человеко-часы сварки. (например, 50 долларов накладных расходов за человеко-час.) Пожалуйста, имейте в виду, что это обсуждение расчета затрат на сварку касается только операции сварки. Он не принимает во внимание
затрат, связанных с материалами или изготовлением/строительством котлов.
Сварка двойных соединений трубопровода дуговой сваркой под флюсом: SAW обычно представляет собой процесс с высокой скоростью наплавки.
Оценка пакетов для расчета затрат на сварку
Расчет стоимости и времени сварки, очевидно, займет много времени, если нам придется пересчитывать базовые значения для каждого
оценить, что вам нужно сделать, поэтому у большинства предприятий будет какая-то автоматизированная
оценочная система.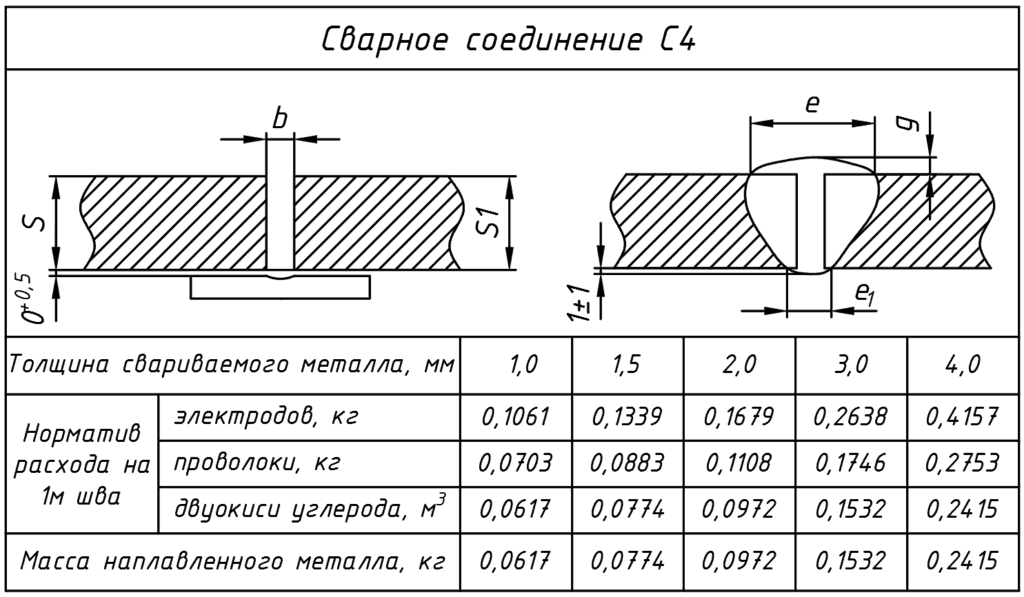 Существует ряд обобщенных коммерческих смет
доступные пакеты, которые можно использовать практически для любого типа работы.
недостатком большинства этих обобщенных оценочных систем является то, что
методология расчета затрат и времени на сварку недостаточно подробно описана. В этой ситуации расчет времени и затрат на сварку обычно включается в более специализированную оценку.
приложений, которые сосредоточены на операции сварки.
Существует ряд обобщенных коммерческих смет
доступные пакеты, которые можно использовать практически для любого типа работы.
недостатком большинства этих обобщенных оценочных систем является то, что
методология расчета затрат и времени на сварку недостаточно подробно описана. В этой ситуации расчет времени и затрат на сварку обычно включается в более специализированную оценку.
приложений, которые сосредоточены на операции сварки.
Многие
поэтому у предприятий есть комбинация пакетов коммерческой оценки,
в сочетании с набором электронных таблиц, чтобы обеспечить некоторые входные данные для
коммерческий сметный пакет. Очевидно, что некоторые компании просто используют выборку
электронных таблиц, чтобы сделать свои оценки, которые будут включать расчет стоимости и времени сварки. Особенно это касается небольших
предприятия.
Помощь в расчете стоимости и времени сварки
Кому
помочь вам с расчетом стоимости и времени сварки, мы сделали доступной электронную таблицу
который выполняет расчеты объема и времени сварки. Вы можете скачать электронную таблицу, нажав здесь. Хотя я позаботился о том, чтобы сделать электронную таблицу, позволяющую проводить достаточно точные расчеты, WelderDestiny не несет никакой ответственности за ответы, которые вы получите из этой электронной таблицы. Пожалуйста, используйте на свой страх и риск.
Вы можете скачать электронную таблицу, нажав здесь. Хотя я позаботился о том, чтобы сделать электронную таблицу, позволяющую проводить достаточно точные расчеты, WelderDestiny не несет никакой ответственности за ответы, которые вы получите из этой электронной таблицы. Пожалуйста, используйте на свой страх и риск.
Кому
помочь вам в вашем пути, ниже приведены некоторые пояснения о том, как использовать
Таблица для расчета стоимости и времени сварки. Электронная таблица содержит два рабочих листа.
На первом рабочем листе рассматриваются сварные швы со скосом кромки, стыковые и угловые сварные швы. Вторая сделка
с соединениями TYK. Соединения TYK рассматриваются отдельно, поскольку их много.
сложнее рассчитать объем сварного шва.
Руководство по расчету стоимости и времени сварки для «стыкового галтеля со скосом»
рабочий лист:
- В рабочий лист «Bevel Butt Fillet», детали сварного шва фиксируются в верхней части левая сторона.
- В
В первой колонке описаны 5 различных типов подготовки к сварке. (Каждая подготовка к сварке была воспроизведена 4 раза, чтобы вы могли ввести больше
чем по одному каждого типа, если это необходимо.) Это выделено желтым цветом.
- следующие 5 столбцов относятся к различным измерениям, связанным с различными подготовка к сварке. Здесь вы вводите необработанные размерные данные для расчеты. Эти столбцы выделены голубым цветом. Чтобы исключить любые строку из расчетов, убедитесь, что значение в столбце «Длина» равно нуль. (В настоящее время введены типовые значения, просто чтобы предложить некоторые руководство.) Пожалуйста, обратите внимание на единицы, используемые для различных размеров. Этот рабочий лист был заполнен в единицах СИ. Если будет достаточный спрос, я воспроизведет это в имперских единицах, хотя для вас это будет довольно легко сделать эти модификации самостоятельно.
- следующие 4 столбца — это результаты вычислений. (Обратите внимание, что если вы
изменить что-либо в этих столбцах, это повлияет на расчеты, так что будьте
осторожно. ) Расчеты здесь учитывают размерные данные, а также
с присадочным металлом и деталями сварки дальше вниз с левой стороны
рабочий лист. Эти столбцы выделены светло-зеленым цветом.
- Эскизы также показаны различные подготовки к сварке и соответствующие размеры. включены чуть правее и ниже расчетной таблицы.
- Детали из присадочного металла вводятся в выделенные голубым цветом ячейки на слева под таблицей расчета.
- сведения о сварке вводятся в выделенные голубым цветом ячейки под детали наполнителя.
- Ниже сведения о сварке — это список терминов, используемых в рабочем листе.
- Кому в правом нижнем углу рабочего листа, в соответствии с деталями заполнения, приведены некоторые типичные значения, которые можно использовать для различных процессов сварки и материалов. Чуть выше находится пара «быстрых калькуляторов» для конвертации фунтов в фунты стерлингов. час в килограмм в час и дюймы в миллиметры.
- Кому
внизу рабочего листа есть много справочных материалов, которые помогут сделать
решения относительно скорости осаждения и эффективности. Пожалуйста, позаботьтесь о
единицы, так как некоторые ссылки даны в имперских единицах, а некоторые в единицах СИ.
Вы можете использовать «быстрые калькуляторы», чтобы сделать любые необходимые преобразования единиц измерения,
перед вводом значений в рабочий лист.
- результаты расчетов рабочего листа суммируются в строке «Итого», которая выделен жирным красным шрифтом. Общая потребность в наполнителе, в том числе прибавка на процент восстановления металла шва указана в «Суммарном наполнителе». Обязательная ячейка.
 (Каждая подготовка к сварке была воспроизведена 4 раза, чтобы вы могли ввести больше
чем по одному каждого типа, если это необходимо.) Это выделено желтым цветом.
(Каждая подготовка к сварке была воспроизведена 4 раза, чтобы вы могли ввести больше
чем по одному каждого типа, если это необходимо.) Это выделено желтым цветом. ) Расчеты здесь учитывают размерные данные, а также
с присадочным металлом и деталями сварки дальше вниз с левой стороны
рабочий лист. Эти столбцы выделены светло-зеленым цветом.
) Расчеты здесь учитывают размерные данные, а также
с присадочным металлом и деталями сварки дальше вниз с левой стороны
рабочий лист. Эти столбцы выделены светло-зеленым цветом.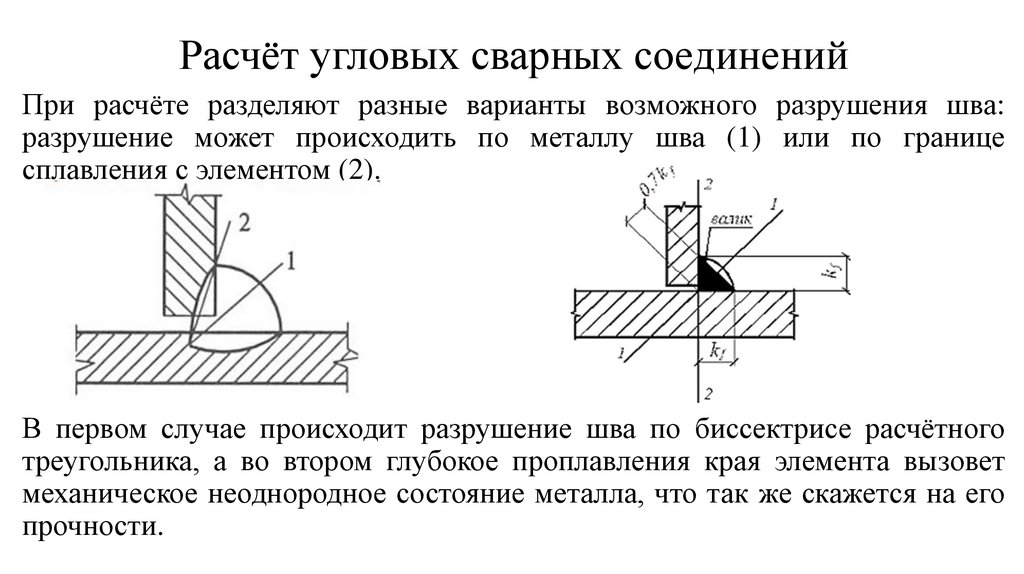 Пожалуйста, позаботьтесь о
единицы, так как некоторые ссылки даны в имперских единицах, а некоторые в единицах СИ.
Вы можете использовать «быстрые калькуляторы», чтобы сделать любые необходимые преобразования единиц измерения,
перед вводом значений в рабочий лист.
Пожалуйста, позаботьтесь о
единицы, так как некоторые ссылки даны в имперских единицах, а некоторые в единицах СИ.
Вы можете использовать «быстрые калькуляторы», чтобы сделать любые необходимые преобразования единиц измерения,
перед вводом значений в рабочий лист.Типичная скорость наплавки, которую можно ожидать при различных процессах сварки.
Пожалуйста
обратите внимание, что размерные данные, введенные в рабочий лист, будут подвергнуты
значения, введенные в сведениях о наполнителе и деталях сварки, чтобы получить
необходимые расчеты. Это означает, что вы можете иметь дело только с одним наполнителем
металла и одного процесса сварки одновременно. Это усложняет расчет стоимости и времени сварки для многопроцессорных сварных швов, но все же может
сделать так:
- Первый
применяйте размерные данные и данные сварки, как если бы вы сваривали только корень
процесс. Например, если корневой процесс должен был иметь длину 1000 мм, 4 мм
Газовая вольфрамовая дуговая сварка (GTAW) на толстом листе толщиной 20 мм с использованием 60°
включен угловой одиночный V-образный шов с корневым зазором 4 мм, тогда вы введете: a =
30; б = 2; Т = 4; ч = 0; Длина = 1. (Убедитесь, что вы вводите необходимые
Значения GTAW в разделах сведений о наполнителе и деталях сварки.)
- Далее,
наносите размеры и детали сварки так, как будто вы только свариваете
процесс наполнения и укупорки. Если мы собираемся сваривать остальную часть описанного соединения
в пункте выше с процессом дуговой сварки порошковой проволокой (FCAW), тогда мы
введите следующую информацию для сечения FCAW: a = 30; б = 5; (Это
приблизительное представление о том, каким был бы «корневой зазор», если бы мы удалили GTAW
разд.) Т = 16; (толщина пластины 20 мм минус 4 мм для корневого отростка.) h
= 3 мм; (Приблизительное значение высоты армирования шапки.) Длина = 1
(Убедитесь, что вы ввели необходимые значения FCAW в сведениях о заполнителе и
разделы сварочных деталей. )
- значения присадочного металла и человеко-часов, рассчитанные по двум вышеуказанным пунктам, могут затем должным образом использоваться для выполнения остальной части оценки стоимости и времени расчеты.
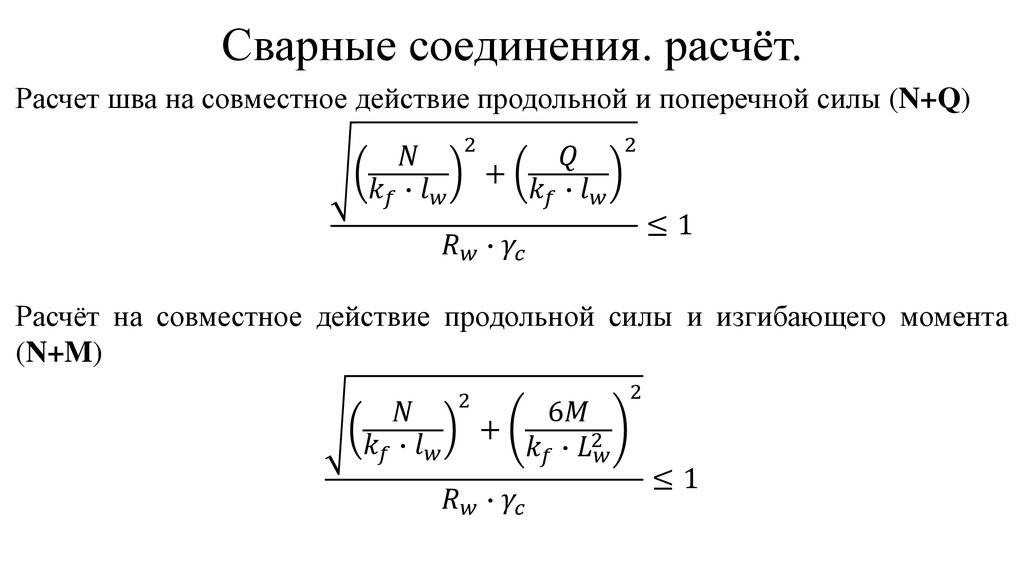 Например, если корневой процесс должен был иметь длину 1000 мм, 4 мм
Газовая вольфрамовая дуговая сварка (GTAW) на толстом листе толщиной 20 мм с использованием 60°
включен угловой одиночный V-образный шов с корневым зазором 4 мм, тогда вы введете: a =
30; б = 2; Т = 4; ч = 0; Длина = 1. (Убедитесь, что вы вводите необходимые
Значения GTAW в разделах сведений о наполнителе и деталях сварки.)
Например, если корневой процесс должен был иметь длину 1000 мм, 4 мм
Газовая вольфрамовая дуговая сварка (GTAW) на толстом листе толщиной 20 мм с использованием 60°
включен угловой одиночный V-образный шов с корневым зазором 4 мм, тогда вы введете: a =
30; б = 2; Т = 4; ч = 0; Длина = 1. (Убедитесь, что вы вводите необходимые
Значения GTAW в разделах сведений о наполнителе и деталях сварки.)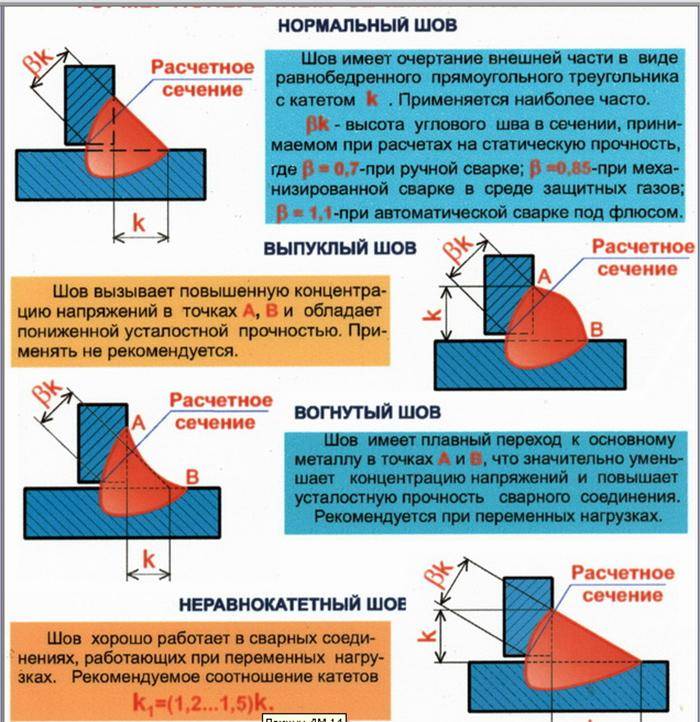 )
) рекомендации по расчету затрат и времени на сварку для рабочего листа «Соединения TYK»:
- рабочий лист предназначен для Т-образных и Y-образных соединений между двумя секциями трубы. пересекающиеся в одной плоскости. Внеплоскостные пересечения труб и соединения «К» которые пересекаются в узле, потребуют некоторых модификаций для получения точных ответы, хотя ответы будут не за горами.
- Включено В верхней левой части рабочего листа у нас есть основная информация о размерах. Это в значительной степени зависит от диаметра меньшего элемента и угла, который меньший член делает с главным членом.
- светло-голубые ячейки — это то место, где вам нужно ввести необходимую информацию.
- светло-зеленые ячейки показывают расчетную информацию. Как правило, вы не
хочу возиться с зелеными ячейками.
- Ниже информация о размерах в верхнем левом углу — это место, где наполнитель информация вводится. (В голубых клетках.)
- Для рабочий лист TYK Joints, вам необходимо ввести информацию для корня и «основные» сварочные процессы. Это позволяет сделать весь расчет за один раз. иди, когда у тебя разные процессы для рута и наполнителя/шапки. если ты иметь только один процесс, затем введите толщину корня 0 мм.
- Ниже разделы о присадке и сварочном процессе на рабочем листе, это «TYK Сведения о сварных швах». Это матрица, которая далее определяет детали подготовки к сварке для различных частей сварного шва.
- Только введите соответствующую размерную информацию в ячейки, которые были выделены светло-голубым цветом. Ячейки, выделенные светло-зеленым цветом, являются расчетными. значения, поэтому не связывайтесь с этими ячейками.
- Кому
помочь в выборе того, какие из различных деталей сварки подходят, есть
четыре эскиза включены в правую часть рабочего листа. (Деталь 36;
Деталь 37; Деталь 38; Деталь 39)
- Вы необходимо выбрать одну строку «Носки сварного шва», одну строку «Стороны сварного шва» и одну «Пятину сварного шва». Сварка» для использования в расчетах. Вы выбираете это, помещая 1 (Да) или 0 (Нет) в соответствующей ячейке столбца «G» матрицы деталей сварки. Руководствуйтесь описания в столбце A и углы, указанные в столбце B. (Обратите внимание, что это основан на деталях, приведенных в AWS D1.1, но вам нужно выбрать наиболее подходящий детали сварки.
- Пожалуйста не обращайте внимания на выделенный серым цветом блок в нижней правой части окна. рабочий лист. Это используется для встроенных вычислений. Если вы возитесь с этими клетки, вы получите неправильные ответы.
- расчетное количество присадочного металла и человеко-часы указаны под сварным швом подробную информацию и выделена розовым цветом.
- Пожалуйста
прочитайте раздел «Примечания» в нижней левой части рабочего листа для
дальнейшие указания по использованию рабочего листа.
 Как правило, вы не
хочу возиться с зелеными ячейками.
Как правило, вы не
хочу возиться с зелеными ячейками. (Деталь 36;
Деталь 37; Деталь 38; Деталь 39)
(Деталь 36;
Деталь 37; Деталь 38; Деталь 39)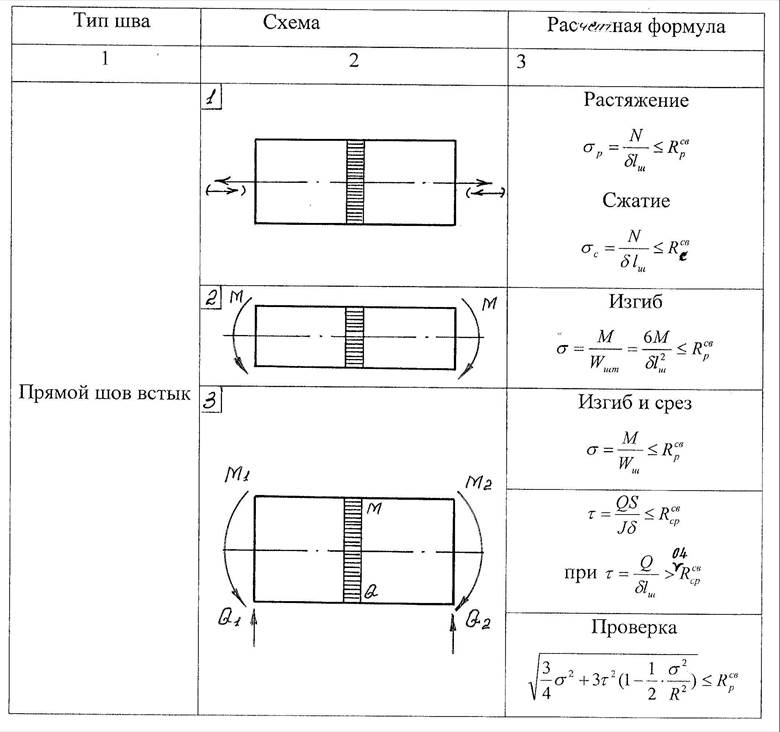
Автор
Используя прилагаемые рабочие листы, вы сможете получить необходимые сварочные
количество человеко-часов на расходные материалы и сварку, необходимое для выполнения более высокого уровня
расчет стоимости сварочных работ.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Расчет угла
- Форум
- Сварочные веб-дисциплины
- Математика/макет
- расчет угла
10-11-2015 #1
расчет угла
Эй, я новичок в этой сварочной игре, и мне нужно приварить несколько диагональных распорок к стальным колоннам, к которым прикреплен башенный кран, я хотел бы знать, как рассчитать угол, под которым нужно отрезать стальную пластину, чтобы она аккуратно подходила, чтобы не было зазоров.
Или не могли бы вы порекомендовать книгу или сайт, на который стоит обратить внимание в таких вещах.Ответить с цитатой
10-11-2015 #2
Re: расчет угла
При всем уважении, будучи новичком в сварке, я бы не советовал трогать что-либо, связанное с краном. Ответственность просто слишком высока. Кроме того, большинство кранов изготавливаются из высокопрочных сталей, и процедуры сварки очень строги в отношении таких вещей.
Это не так просто, как просто взять удочку и потрогать ее. Если вы не знаете, что делаете, вы можете серьезно повредить элементы конструкции..
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
10-11-2015 #3
Re: расчет угла
Во-первых, DSW дает хорошие советы, я согласен с ним на 100%.
Во-вторых, если вы собираетесь приваривать опору крана, где ваш лицензированный профессиональный инженер разработал и проштамповал чертежи и спецификации? Если бы они у вас были, вам не нужно было бы задавать свой вопрос здесь.
» Мы здесь потому, что не все там »
SA 200
Idealarc TM 300 300
MM 200
MM 251
30a Spoolgun
Precision Tig 375
Invertec V350 Pro
SC-32 CS 12 Механизм подачи проволоки
Oxweld/Purox O/A
ArcAir
90 Hypertherm Powermax 766 17 90 Powermax 766 17 90 Powermax 766 17 90 90 90Ответить с цитатой
10-11-2015 #4
Re: расчет угла
Триг для меня мать.
Углы всегда путают мою голову.Ответить с цитатой
10-11-2015 #5
Re: расчет угла
Я слышу, что вы говорите, дело не в самой раме крана, оно соединено с 4 стальными колоннами, которые уже находятся в земле, и это был старый участок, где раскапывались, поэтому, когда они выкапывают колонны, они обнажаются, и требуется диагональная распорка. чтобы надеть, и я приваривал это раньше на последнем уровне, и он был протестирован и принят, меня просто не было на подгонке распорки, он уже был прихвачен.
Хотелось бы знать, как рассчитать углы, какая-то математика может упростить установку распорок с первого раза. Спасибо за ваши ответыОтветить с цитатой
10-11-2015 #6
Re: расчет угла
Судя по вашему описанию, триггер под прямым углом — ваш друг.
Освежить в памяти синус, косинус и тангенс для нахождения длин и углов.
Если вы не в состоянии работать с математикой, струнная линия и угловой искатель очень быстро.
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-s
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
10-11-2015 #7
Re: расчет угла
Отличные простые ответы, спасибо за это, ребята, очень ценные
Ответить с цитатой
10-11-2015 #8
Re: расчет угла
Если это на колоннах, это часть крана, думаете вы об этом или нет.
Чем дальше вы идете вниз по колонне, тем большую нагрузку кран оказывает на колонну.Поскольку похоже, что вы все равно собираетесь нас игнорировать, картон может стать вашим другом. Сделайте себе шаблон и сверьтесь с ним. Картон намного легче резать, чем сталь. Я бы по-прежнему рекомендовал вам пройти мимо этого. Я знаю, что когда я искал работу у парня, который специализируется на ремонте кранов, сертификаты только для одной позиции, скажем, безлимитного 3G с MIG, стоили около 1000 долларов с рентгеном, Шарпи, УЗК и тестами на изгиб. Чтобы сделать то, что, как я думаю, вы хотите сделать, мне понадобились бы сертификаты 3G и 4G. Если бы я использовал круглую трубку для скоб, мне, возможно, пришлось бы добавить в список сертификат 6G.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
10-11-2015 #9
Re: расчет угла
Привет, Кав, я прикрепил эскиз, который представляет собой упрощенный метод.
Прикрепленные изображения Для этого вам понадобится научный калькулятор, и используйте символы на калькуляторе, как они изображены в уравнениях. Удачи и всего наилучшего, Алланэвальд
Ответить с цитатой
10-11-2015 #10
Re: расчет угла
чтобы скопировать угол, я использую это.
Прикрепленные изображения .. это столярный инструмент, но я нахожу его очень полезным.Ответить с цитатой
10-11-2015 #11
Re: расчет угла
Первоначально Послано cristi80
чтобы скопировать угол, я использую это… это столярный инструмент, но я нахожу его очень полезным.
Тот же, которым я пользуюсь — дешевый и эффективныйДэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
10-11-2015 #12
Re: расчет угла
При измерении распорки между колоннами я протягиваю кусок клейкой ленты в нужном месте.
Затем используйте измеритель угла наклона, как уже упоминалось, или квадрат скорости, чтобы получить правильный угол.Ответить с цитатой
10-11-2015 №13
Re: расчет угла
У каждого слесаря должен быть джобберский калькулятор. http://jobberinstruments.com/ делает такие вещи легкими, в буклете с инструкциями есть много распространенных сценариев, и вы просто вставляете свои номера.
Ответить с цитатой
10-11-2015 №14
Re: расчет угла
Хорошо работает струна, а еще лучше — фортепианная струна. [ не знаю, есть ли такое сегодня ]
Возьмите цифровой интеллектуальный уровень и квадрат со скошенной кромкой, как показано на рисунке, и этого достаточно. После того, как вы определите углы, сделайте шаблон и проверьте его соответствие веревкой.Ответить с цитатой
10-12-2015 №15
Re: расчет угла
В чем именно заключается ваш вопрос и что именно вы пытаетесь сделать?
Welding/Fab Pics: www.UtahWeld.com
Ответить с цитатой
10-12-2015 №16
Re: расчет угла
Первоначально Послано DSW
Если это на колоннах, это часть крана, думаете вы об этом или нет.
Чем дальше вы идете вниз по колонне, тем большую нагрузку кран оказывает на колонну.Поскольку похоже, что вы все равно планируете игнорировать нас, картон может стать вашим другом. Сделайте себе шаблон и сверьтесь с ним. Картон намного легче резать, чем сталь. Я бы по-прежнему рекомендовал вам пройти мимо этого. Я знаю, что когда я искал работу у парня, который специализируется на ремонте кранов, сертификаты только для одной позиции, скажем, безлимитного 3G с MIG, стоили около 1000 долларов с рентгеном, Шарпи, УЗК и тестами на изгиб. Чтобы сделать то, что, как я думаю, вы хотите сделать, мне понадобились бы сертификаты 3G и 4G. Если бы я использовал круглую трубку для скоб, мне, возможно, пришлось бы добавить в список сертификат 6G.
KAV скромничает, говоря, что он «новичок в сварке»
Он сертифицирован asme ix 6g в ….
tig root 7018 наполнитель и крышка 6 дюймов sched80
целлюлозный корень 6013 наполнитель и крышка 6 дюймов ш80
корень stt для спуска, двойной щиток для заполнения и крышки 6 дюймов sh80
Плюс многочисленные легкие и тяжелые стенки из нержавеющей стали и углеродного тига в комплекте.
Новое по сравнению с некоторыми руками, но человек понимает больше, чем большинство. Не хватает тригонометрии.Последний раз редактировалось wheresmejumper; 12.10.2015, 15:02.
Ответить с цитатой
10-12-2015 # 17
Re: расчет угла
Вы можете попробовать один из многих онлайн-калькуляторов, если вы слабы в тригонометрии.
Введите числа, которые вы знаете, и вы получите ответы.
http://www.calculator.net/triangle-c…ts=d&x=47&y=13http://www.calculator.net/triangle-c…its=d&x=59&y=2
Ответить с цитатой
10-12-2015 # 18
Re: расчет угла
Самый простой способ, который я знаю, — это сделать это графически с помощью программы для рисования САПР. Это даст вам все длины и углы, которые вы хотите, без необходимости триггера.
» The reason we are here is that we are not all there »
SA 200
Idealarc TM 300 300
MM 200
MM 251
30a Spoolgun
Precision Tig 375
Invertec V350 Pro
SC-32 CS 12 Механизм подачи проволоки
Oxweld/Purox O/A
ArcAir
Hypertherm Powermax 85
LN25Ответить с цитатой
10-12-2015 # 19
Re: расчет угла
Первоначально Послано norite
Самый простой способ, который я знаю, состоит в том, чтобы сделать это графически с программой рисования САПР.
Моя программа САПР Это даст вам все длины и углы, которые вы хотите, без необходимости триггера.Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
13.10.2015 #20
Re: расчет угла
Ты собираешься писать на столе?
Welding/Fab Pics: www.
UtahWeld.comОтветить с цитатой
13.10.2015 # 21
Re: расчет угла
Вероятно, вам следует нанять кого-то, кто знает, что делает…
ЧПУ Torchmate 2×2 с ЧПУ Flashcut
Hypertherm Powermax45
Эсаб ET220i
Razorweld 195 МиГ
Razorweld 200ac/dc Tig
Tormach 770, Tormach xstech
Razorweld, Vipercut/Vipermig, SSC Продавец ножных педалейОтветить с цитатой
13.
10.2015
# 22Re: расчет угла
Первоначально Послано MikeGyver
Вы собираетесь писать на столе?
Очень смешно. Аналогичная заметка:«Откуда вы знаете, что вашим компьютером воспользовалась блондинка?
На экране белое пятно.»Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял. .. Кажется, это был вторник.Ответить с цитатой
13.10.2015 # 23
Re: расчет угла
Вот калькулятор уклона (угла) крыши:
http://www.blocklayer.com/Roof-Pitch.aspxТригонометр, который он использует, представляет собой просто арктангенс (или тангенс -1 ) расчет:
арктангенс (высота/длина) = угол (в градусах)
(или замените рост на высоту и бег на длину).Последний раз редактировалось Денисом Г.; 13.10.2015, 07:10.
Ответить с цитатой
13.10.2015 # 24
Re: расчет угла
Исследуйте вопрос «Почему?» сначала Trig, затем копируйте приложение или автономный калькулятор для полевых работ, если вы хотите перейти на электронику.
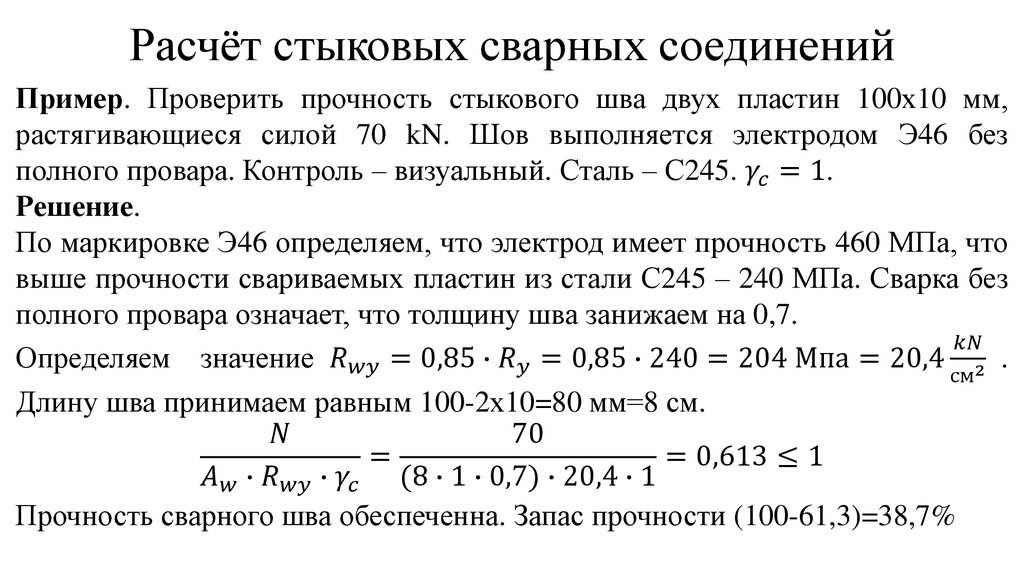 youtube.com/embed/Jsiy4TxgIME?wmode=opaque» allowfullscreen=»true» frameborder=»0″>
youtube.com/embed/Jsiy4TxgIME?wmode=opaque» allowfullscreen=»true» frameborder=»0″> Знание и использование мненомики S OH C AH T OA, в дополнение к общему закону синусов и общему закону косинусов, будет служить вам всю жизнь.
«Открытие — это видеть то, что видели все, и думать так, как никто другой не думал» — Альберт Сент-Дьёрдьи
Ответить с цитатой
13.10.2015 # 25
Re: расчет угла
В основном я использовал функцию TAN из-за простоты использования, и я могу сделать это на уровне головы до 3 *.
 Или не могли бы вы порекомендовать книгу или сайт, на который стоит обратить внимание в таких вещах.
Или не могли бы вы порекомендовать книгу или сайт, на который стоит обратить внимание в таких вещах.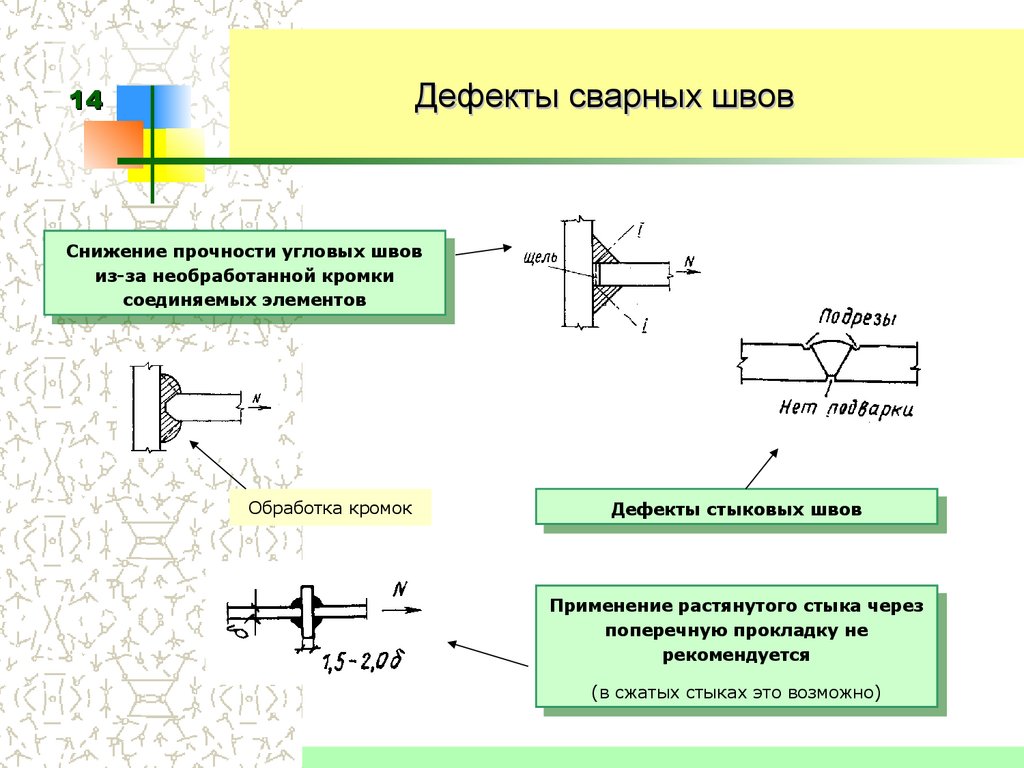 Это не так просто, как просто взять удочку и потрогать ее. Если вы не знаете, что делаете, вы можете серьезно повредить элементы конструкции.
Это не так просто, как просто взять удочку и потрогать ее. Если вы не знаете, что делаете, вы можете серьезно повредить элементы конструкции.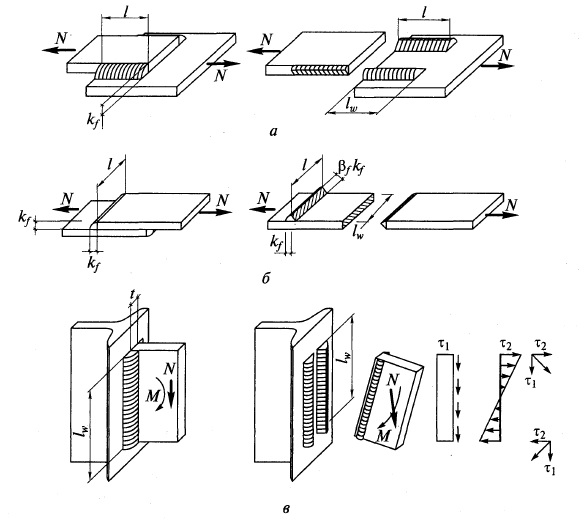
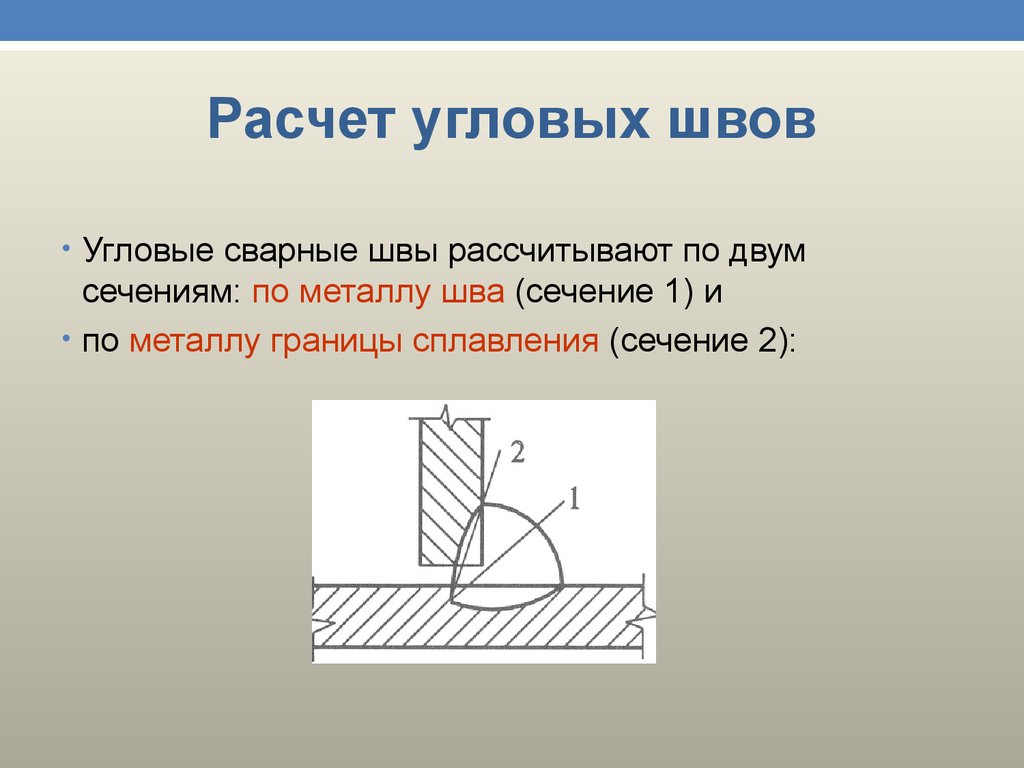 Углы всегда путают мою голову.
Углы всегда путают мою голову.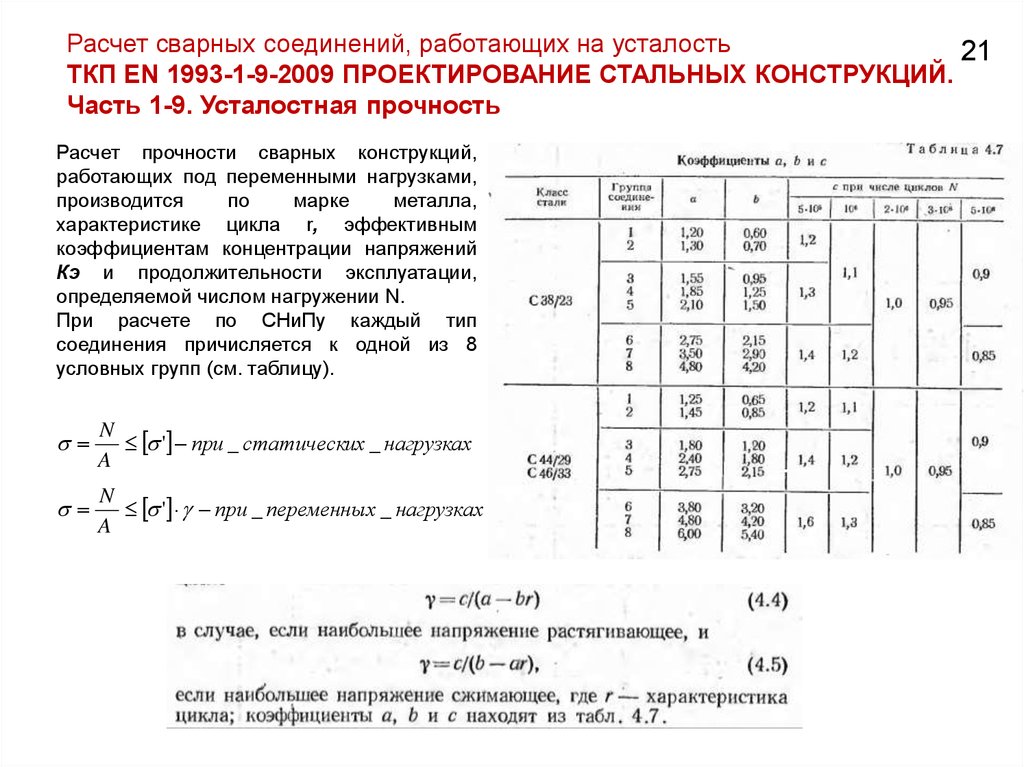 Хотелось бы знать, как рассчитать углы, какая-то математика может упростить установку распорок с первого раза. Спасибо за ваши ответы
Хотелось бы знать, как рассчитать углы, какая-то математика может упростить установку распорок с первого раза. Спасибо за ваши ответы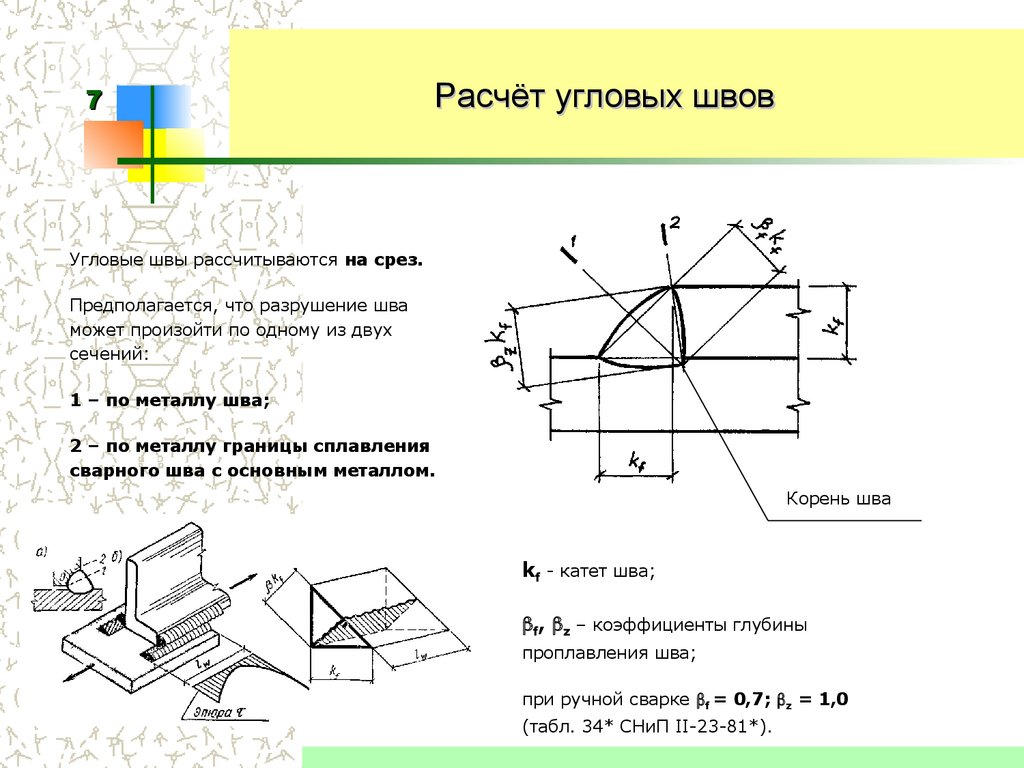
 Чем дальше вы идете вниз по колонне, тем большую нагрузку кран оказывает на колонну.
Чем дальше вы идете вниз по колонне, тем большую нагрузку кран оказывает на колонну.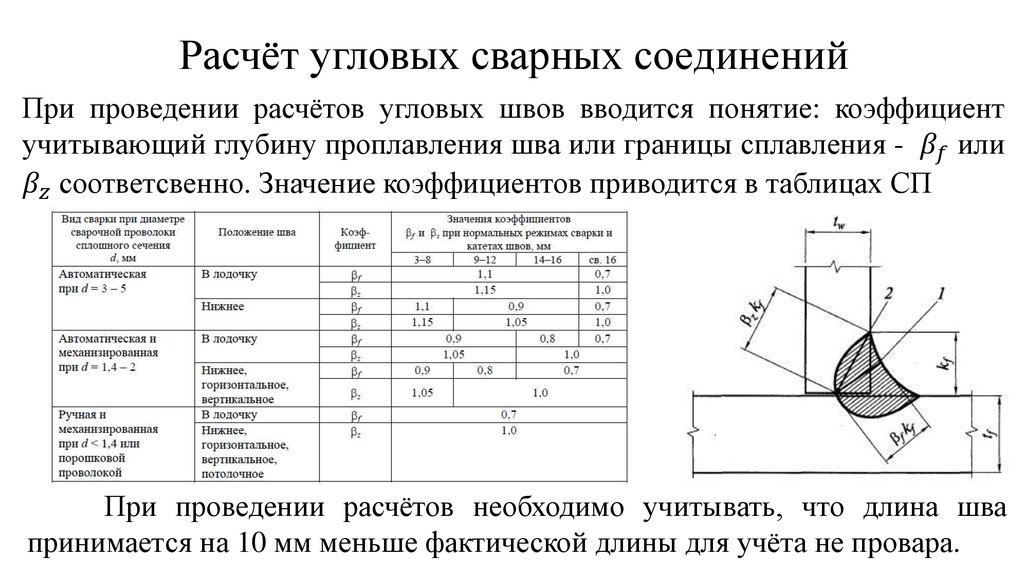 Для этого вам понадобится научный калькулятор, и используйте символы на калькуляторе, как они изображены в уравнениях. Удачи и всего наилучшего, Аллан
Для этого вам понадобится научный калькулятор, и используйте символы на калькуляторе, как они изображены в уравнениях. Удачи и всего наилучшего, Аллан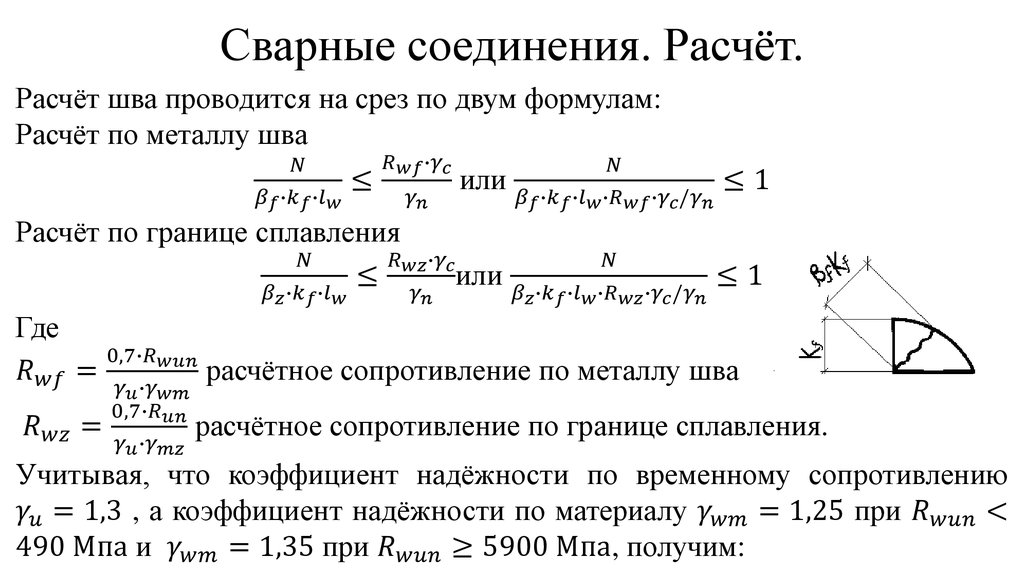 .. это столярный инструмент, но я нахожу его очень полезным.
.. это столярный инструмент, но я нахожу его очень полезным.
 Затем используйте измеритель угла наклона, как уже упоминалось, или квадрат скорости, чтобы получить правильный угол.
Затем используйте измеритель угла наклона, как уже упоминалось, или квадрат скорости, чтобы получить правильный угол.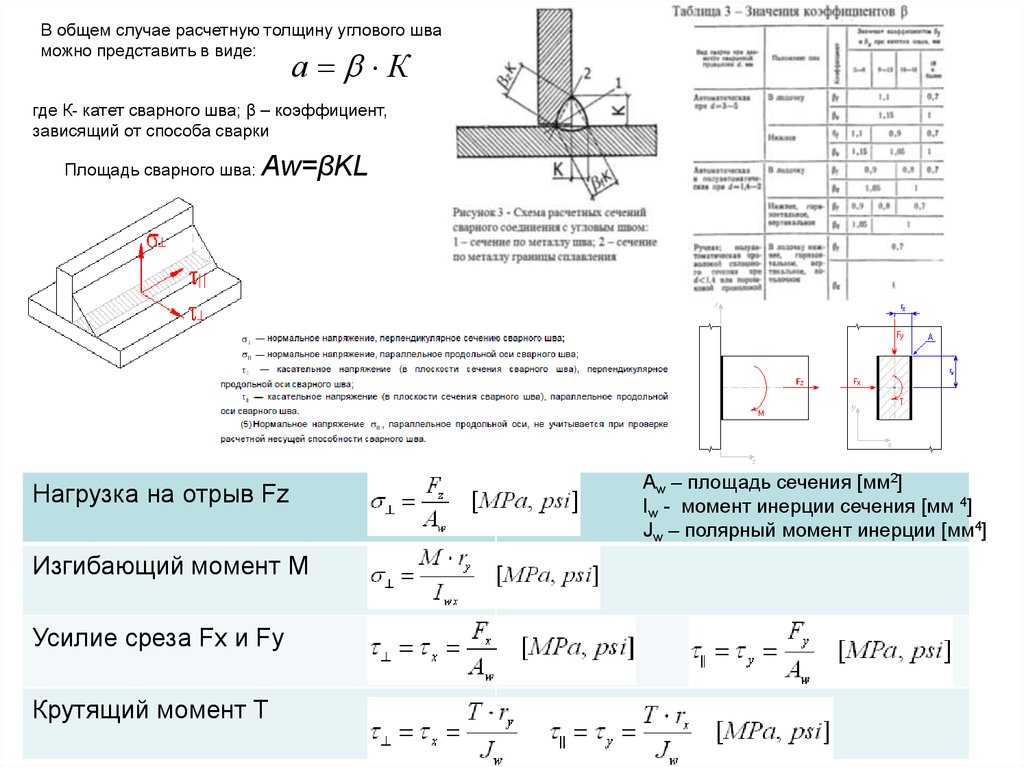
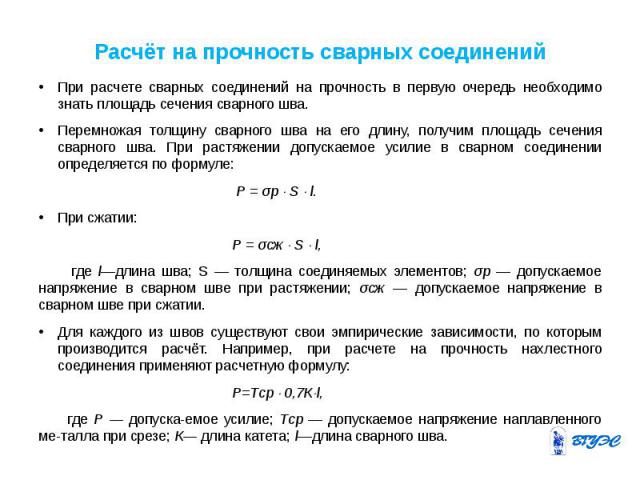
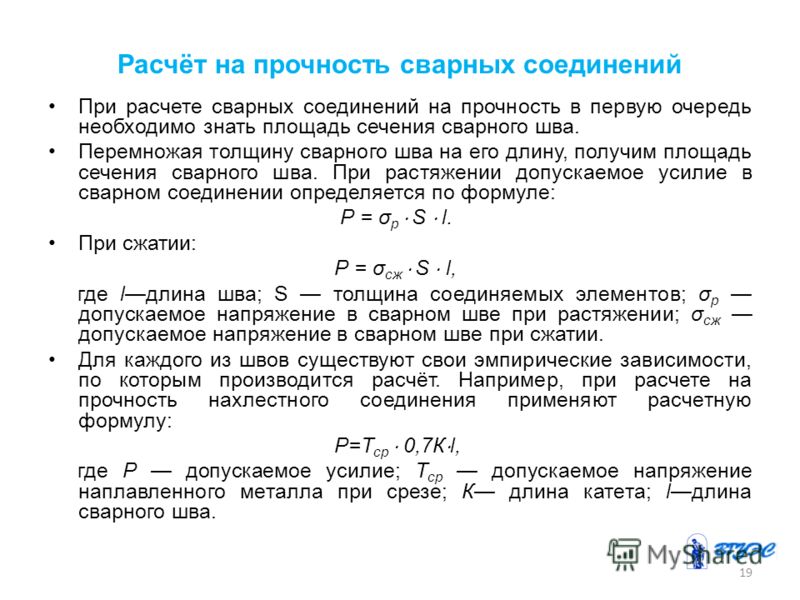 Чем дальше вы идете вниз по колонне, тем большую нагрузку кран оказывает на колонну.
Чем дальше вы идете вниз по колонне, тем большую нагрузку кран оказывает на колонну.
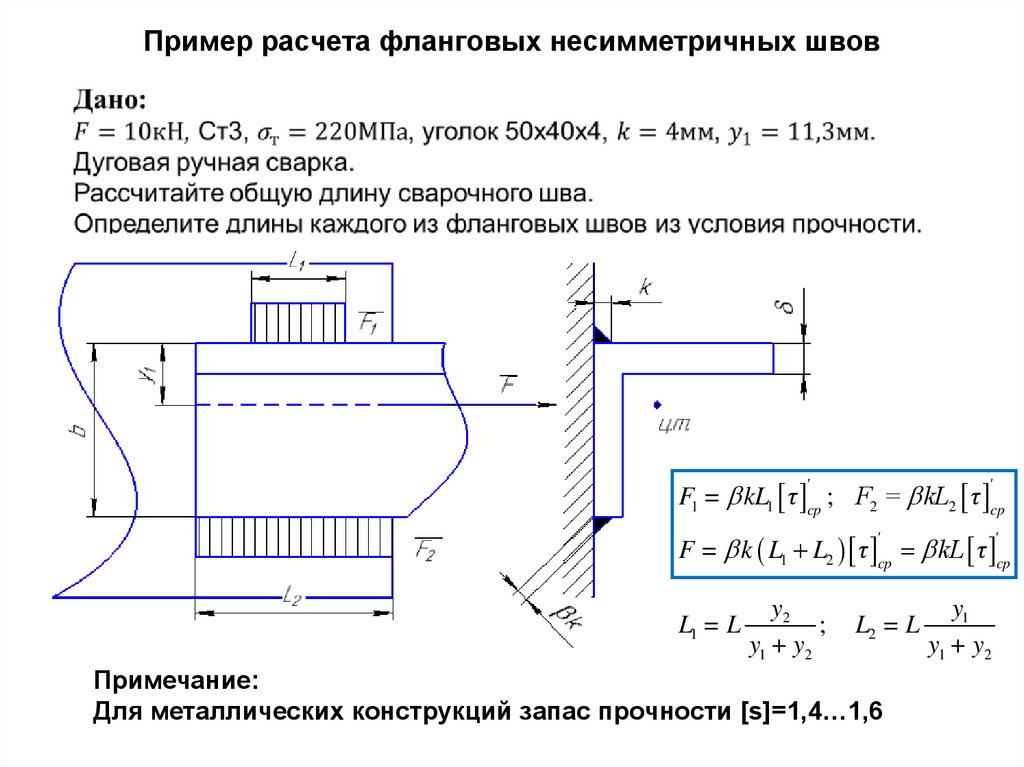 Введите числа, которые вы знаете, и вы получите ответы.
Введите числа, которые вы знаете, и вы получите ответы. 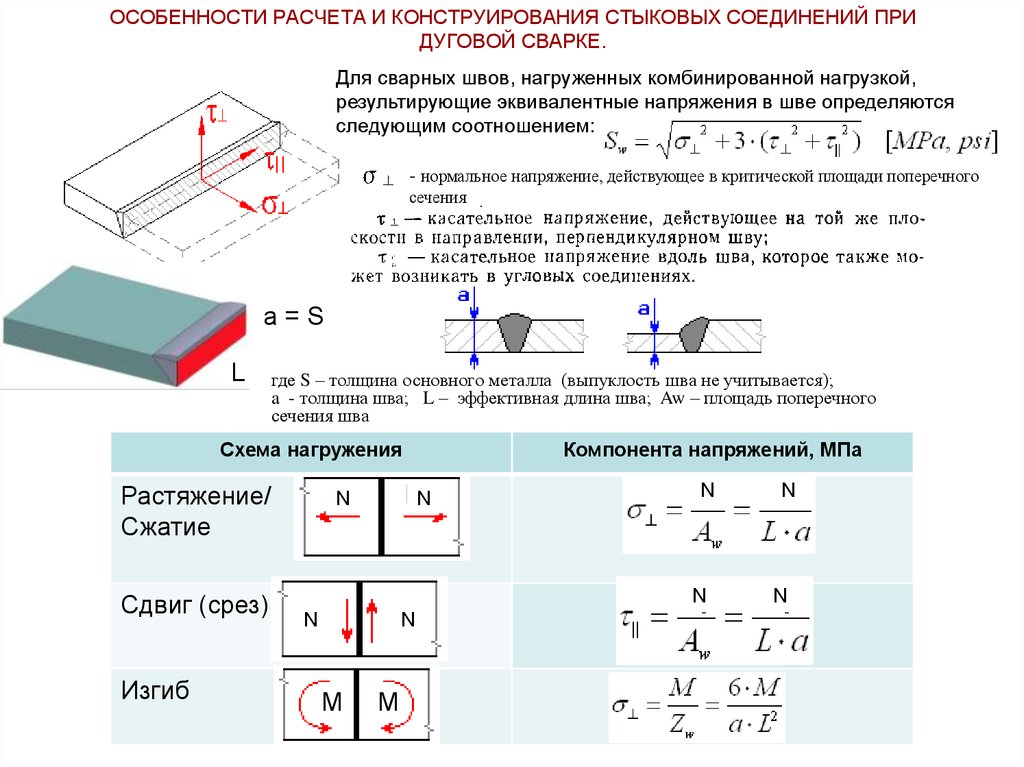
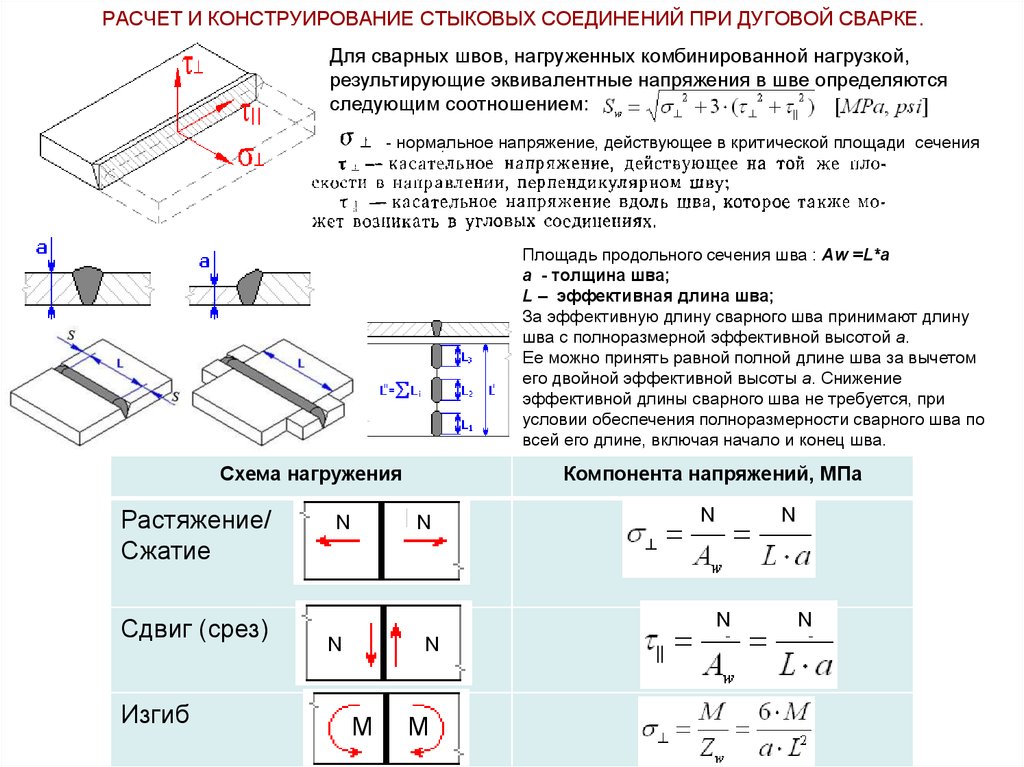 Это даст вам все длины и углы, которые вы хотите, без необходимости триггера.
Это даст вам все длины и углы, которые вы хотите, без необходимости триггера. UtahWeld.com
UtahWeld.com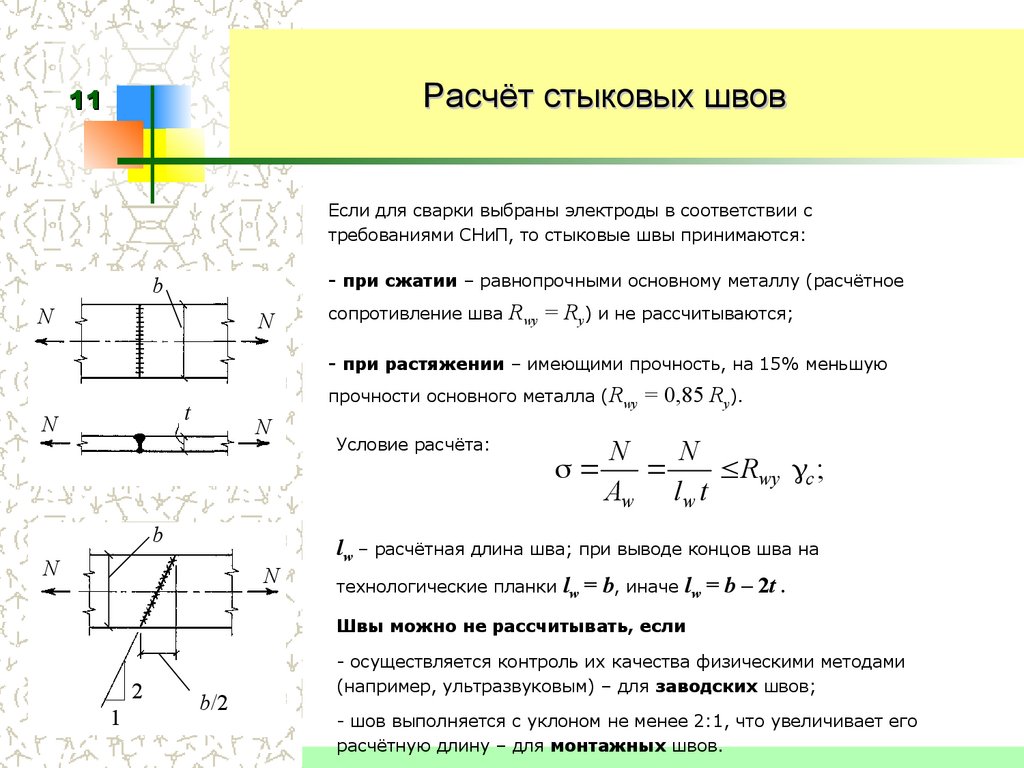 10.2015
# 22
10.2015
# 22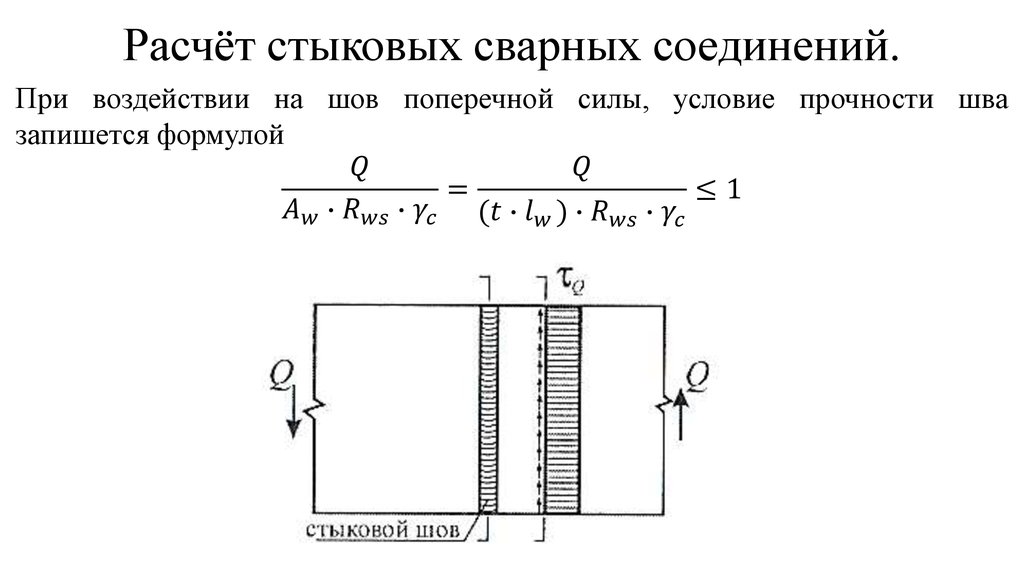 .. Кажется, это был вторник.
.. Кажется, это был вторник.