Заточка электрода для аргонодуговой сварки: Как правильно заточить вольфрамовый электрод – Осварке.Нет
Содержание
Как правильно заточить вольфрамовый электрод – Осварке.Нет
Электроды из вольфрама обладают довольно высокой температурой плавления и считаются фактически неплавящимися, благодаря способности противостоять высоким температурам дуги.
В процессе постоянных сварочных работ происходит естественное затупление вольфрамового электрода, что становится причиной уменьшения глубины провара.
Точить конец электрода из вольфрама рекомендуется в зависимости от сварочного тока. Для работы с постоянным током, оптимальным вариантом будет заточка в виде конуса, а для переменного тока — сферическая.
Длина конической заточенной части должна лежать в пределах 2-х диаметров электрода. Для повышения устойчивости сварной дуги, после заточки, конус электрода следует притупить диаметром 0,2-0,5 мм.
Что касается углов, то для правильной заточки сварочных вольфрамовых электродов необходимо знать несколько правил:
при сваривании, выполняемом маленьким током, значение угла заточки должно лежать в диапазоне 10–20°;
при сварке током средней величины, угол заточки следует задавать в пределах 20–30°;
если сваривание выполняется большим током, то заточку электрода производят на углы 60–120°.
Рис. Заточка вольфрамового жлектрода
При низких углах заточки электрода (меньше 20°) увеличивается риск сокращения ресурсных показателей электрода, а при углах заточки свыше 90° возникает опасность неустойчивого горения дуги по причине перемещения пятна катода по торцевой поверхности электрода.
На устойчивость дуги дополнительно оказывают влияние риски, образующиеся в процессе заточки. Для получения стабильности горения дуги, данные риски надо минимизировать по величине. Располагаться они должны исключительно вдоль оси электрода. Оптимальным вариантом будет следующая после заточки полировка электрода.
Существует множество способов реализации заточки вольфрамовых электродов: от классического при помощи мелкозернистого абразивного круга, до инновационного химического при помощи специальной пасты. Заточку можно производить с использованием переносных либо стационарных аппаратов, снабженных специальными направляющими для электродов, или без таковых.
Я сварщик — Заточка вольфрамовых электродов.
Зачем делать это правильно?
Я думаю, многие сталкивались с ситуацией, когда есть какое-то требование в нормативной документации, которое мы выполняем, даже не задумываясь, а зачем это вообще нужно делать? Почему именно так? Сегодня предлагаем вам ознакомиться с небольшой заметкой по теме «правильная заточка вольфрамового электрода» при сварке сталей.
Фото в заголовке: @aerospace_welder
Ниже приведены ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
1) Риски расположены не вдоль оси электрода – нарушается стабильность горения дуги (блуждание дуги)
2) Недостаточная или чрезмерная ширина заточки конуса – изменяется форма проплавления
3) Несимметричная заточка – отклонение дуги на одну из кромок
4) Слишком острый угол заточки – снижается ресурс работы электрода
5) Слишком большое притупление – снижается глубина проплавления
В российских нормативах требования к заточке электрода разнятся. Так, например, РД 153-34.1-003-01 гласит, что конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять 6 — 10, а диаметр притупления 0,2 — 0,5 мм.
В ОСТ 36-57-81 требование такое: неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса φ должен быть равен 28 — 30°, длина конической части (LК) должна составлять 5-6 диаметров электрода (D Э). Конус после заточки должен быть притуплен, диаметр притупления (dП ) должен быть равен 0,2 — 0,5 мм.
Изучить более подробно влияние угла заточки вольфрамового электрода на геометрические размеры шва можно, прочитав статью «Влияние угла заточки неплавящегося электрода на стабильность глубины проплавления сварного шва при различных токовых нагрузках». Где в результате статистической обработки выявили, что глубина проплавления существенно зависит от угла заточки электрода. Причем наблюдается выраженный максимум этого показателя при угле заточки 30 градусов.
Интересное видео про четыре способа заточки:
1. Настольный точильный станок
2. Машинка для заточки вольфрамовых электродов
3. Станок для заточки вольфрамовых электродов
4. Средство для химической заточки вольфрамовых электродов
Обновление от 08.05.2015.
Видео, в котором показана разница в швах при правильной и не правильной заточке:
Автор:Антон Чураков
Подготовлено с использованием материалов: sibac.info, www.profabricationtechniques.com
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
Заточка вольфрамовых электродов для tig сварки
Tig сварка расшифровывается как сварка вольфрамовыми электродами в среде инертных газов. Металл подается в сварочную ванну в виде прутка с помощью свободной руки. В качестве инертного газа используется газ аргон, который защищает металл, разогретый до высокой температуры, а также от газов, находящихся в воздухе: кислород, азот и водяной пар.
Инертный газ должен непрерывно подаваться в зону горения сварочной дуги, чтобы постоянно защищать сварочную ванну от воздействия факторов окружающей среды. В некоторых случаях для сварки используется гелий. Стоит учитывать, что при использовании гелия сварочная дуга выделяет в 1,5 – 2 раза больше энергии, чем при использовании аргона. При сваривании тугоплавких металлов предпочтение стоит отдать гелию, потому что его использование будет способствовать высокому качеству сварочных швов. Смесь аргона с гелием воплощает в себе преимущества обоих газов, что позволяет обеспечивать стабильное горение дуги и высокую степень проплавления. При этом смесь включает в себя 35 – 40% аргона и 60 – 65% гелия.
Tig сваривание имеет много преимуществ перед другими видами сварки:
— Данный вид сварки отличается аккуратным, точным и чистым сварочным швом;
— Tig сваркой можно сваривать больше металлов, чем любым другим способом сваривания. С помощью этого способа можно быстро сварить коррозионностойкие стали, магний, медь, алюминий, бронзу и другие металлы.
— Tig сваривание позволяет хорошо контролировать сварочную ванну и весь сварочный процесс. Благодаря этому можно делать аккуратные и точные сварочные швы. При сваривании нет брызг металла, правда, в случае, если Вы все будете делать правильно. Присадочный материал подается в сварочную ванну без избытка, благодаря чему на шве нет шлаков, а воздух возле сварщика не задымляется, в отличие от сваривания покрытыми электродами.
Длина заточки неплавящегося вольфрамового электрода должна быть равна 2 диаметрам электрода. Заточку шлифуют только вдоль оси сварочного электрода.
Если сделать по-другому, то могут образовываться подрезы.
Для успешной заточки сварочных электродов нужно знать несколько простых правил:
— Если сваривание производится на маленьком токе, то угол заточки должен составлять 10 – 20 градусов;
— Если сваривание производится на среднем токе, то угол заточки должен составлять 20 – 30 градусов;
— Если сваривание производится на большом токе, то угол заточки должен составлять 60 – 120 градусов;
Если угол заточки сварочного электрода менее 20 градусов, то появляется возможность снижения ресурса работы электрода, а если угол заточки превышает 90 градусов, то возможно неустойчивое горение сварочной дуги из-за блуждания катодного пятна по торцевой поверхности сварочного электрода.
Вольфрамовые электроды делаются из вольфрама и в зависимости от условий имеют очень высокую температуру проплавления, а также считаются неплавящимися электродами, противостоя высокой температуре дуги.
Вольфрамовые электроды: Заточка решает?
Цель данной статьи – дать понять на что влияет правильная заточка вольфрамового электрода.
Есть несколько основных углов заточки вольфрама – 30, 45, 60 и 90 °, а так же сферическая форма.
Общий принцип таков – чем острее заточка вольфрамового электрода, тем шире сварочная ванна, при более тупых углах – глубже провар изделия. Таким образом, всё зависит от конкретной задачи и толщины металла.
Качество заточки вольфрамового электрода напрямую влияет на стабильность сварочной дуги: при наличии на вольфрамовом электроде рисок от заточки, дуга блуждает по поверхности электрода, часто возникает поддуга от границ рисок.
Поэтому в идеале заточенная часть вольфрама должна приближаться к полированной поверхности.
Конечно же, для заточки вольфрамового электрода существует специальная точильная машинка, но, как показывает практика, 95% сварщиков точат вольфрамовый электрод на наждаках или УШМ (болгарках).
Во-первых, точить вольфрам надо только в продольном направлении электрода: при наличии поперечных рисок от абразива сварка практически невозможна – дуга блуждает и прыгает за пределы сварочной ванны, при продольных рисках – дуга более стабильна.
Как показывает практика, в кустарных условиях получить неплохую заточку вольфрамового электрода можно, используя болгарку с лепестковым кругом. Тогда заточенная поверхность вольфрамового электрода приближается к полированной. Алмазный круг или точильный камень оставляют более глубокую риску из-за твердости и размеров абразивного зерна. При заточке регулируйте усилие прижима электрода к «лепестку» — чем сильнее прижим тем больше вероятность рисок от абразива.
После заточки острый конец вольфрамового электрода следует затупить до образования небольшой плоской площадки на вершине конуса.
Для переменного тока обязательно необходима сферическая форма конца вольфрамового электрода. Сделать это весьма просто — после заточки необходимо зажечь дугу на обратной полярности (максимальная отдача тепла в вольфрамовый электрод) и подождать пока на конце вольфрама не образуется небольшой шарик из расплавленного электрода. После этого надо погасить сварочную дугу и в продувке аргоном дать остыть вольфрамовому электроду. После этого дуга будет стабильной, а сварочный шов более качественным.
Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
12.02.2021
Как же подобрать вольфрамовые электроды? В настоящее время существует несколько основных видов неплавящихся вольфрамовых электродов, между которыми и будет стоять выбор начинающего аргонщика. Европейская маркировка выглядит следующим образом: электроды WC-20, WL-15, WL-20, WP, WT-20, WZ-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Существует три категории вольфрамовых электродов:
Электрод переменного тока (WZ, WP)
Электрод постоянного тока (WY, WT)
Универсальный электрод (WL, WC)
Начать практику в аргонодуговой сварке можно с универсальных электродов. Они способны работать как на постоянном, так и на переменном токе, а также стабильно сваривают большинство самых часто встречающихся металлов и сплавов. К универсальным вольфрамовым электродам относятся WC-20, WL—15 иWL—20. Классический тип электродов — для сварки на постоянном токе. К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе — это WP и WZ-8.
Вольфрамовые электродыWC-20 (в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: нержавеющих сталей, молибдена, тантала, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может влиять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
WL-15
Вольфрамовые электродыWL—15 (в состав, помимо чистого вольфрама входит 1,5 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20), легкий поджиг дуги.
Электроды марки WL—15отлично подходят для сварки любых изделий из всех типов сталей.Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
Вольфрамовые электродыWL—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).
Электроды марки WL—20отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
Вольфрамовые электродыWT—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида тория) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе. Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
WY-20
Вольфрамовые электродыWY-20 (в состав, помимо чистого вольфрама входит 2 % оксида иттрия) относятся к той же группе, что и WT-20, так как созданы для сварки на постоянном токе.Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Вольфрамовые электродыWP (в состав входит не менее 99,5% чистого вольфрама) предназначены для сварки алюминия, магния и их сплавов на переменном токе.Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
Вольфрамовые электродыWZ-8 (в состав входит не менее 0,8% оксида циркония) предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности. Заточка электрода производится в виде шарика (скругление).
Вольфрамовые электроды для аргонодуговой сварки
Единственно верным выбором для сварки TIG являются электроды из вольфрама &ndash. только они способны выдерживать предельные температуры при сварке металла. Помимо этого обязательного свойства, вольфрам обладает хорошими показателями термоэлектронной эмиссии и стойкости к эрозии.
Сварку с применением инертного газа и неплавких электродов используют на постоянном токе (TIG-DC) для сталей, а на переменном (TIG-AС) для деталей из алюминия (Al) и магния (Mg).
В случае с постоянным током, электроды предварительно должны пройти подготовку к работе &ndash. заточку. В зависимости от требований сварки, допустимый угол заточки от 20°. до 90°., а наилучшая стабильность дуги наблюдается при углах 30°.-60°. (Рис.1). В зависимости от этого угла, изменяется ширина сварочного шва и проплавляющая способность электрода.
При работе сварки в режиме TIG-AC рабочий конец электрода самостоятельно принимает сферическую форму, поэтому его достаточно лишь немного обточить, либо просто сохранить первоначальную форму (Рис.2).
Успешной практикой стало добавление в вольфрамовый электрод примесей, для повышения его сварочных характеристик.
По виду внесённой примеси, различают следующие вольфрамовые электроды:
Маркировка: WP Цветовой код: зелёный Легирующая добавка: нет Электрод без примесей. Имеет хорошие показатели сварочной дуги в режиме TIG-AC. С его помощью обычно варят алюминиевые и магниевые детали.
Маркировка: WT-20 Цветовой код: красный Легирующая добавка: торий (~ 2%) Самый популярный тип вольфрамового электрода. Некоторые и вовсе считают его универсальным и используют буквально для любых задач. Профессионалы же придерживаются несколько иного мнения &ndash. добавка тория действительно улучшила способность термоэлектронной эмиссии и сделала его лидером по показателям среди тугоплавких электродов, но целесообразнее всего его использовать для работ по нержавейке, титану и никелевым сплавам в режиме TIG-DC. Внимание! Из-за радиоактивной природы тория, использование электродов WT-20 может спровоцировать возникновение серьёзных заболеваний. Поэтому работа с ними должна проходить в строжайшем соответствии со всеми требованиями техники безопасности и в помещениях с хорошей вентиляцией.
Маркировка: WC-20 Цветовой код: серый Легирующая добавка: оксид церия (~ 2%) Этот электрод имеет более высокие показатели работы сварки, по сравнению с WP и считается лучшей «чистой» альтернативой ториевого. Он обеспечивает хорошую стабильность дуги при низком токе, поэтому нашёл широкое применение в сварке тонколистного металла в режиме TIG-DC.
Маркировка: WL-15 Цветовой код: золотистый Легирующая добавка: оксид лантана (~ 1,5%) Ещё одна возможная замена электрода WT-20. Имеет хорошие показатели при сварке на любом токе и является лучшим вариантом для работы с алюминием.
«Острый» вопрос заточки вольфрама | Иврус Трейд
Безусловно, самым главным показателем качества аргонодуговой сварки является форма сварного шва и его стабильность по длине, от которых, собственно, напрямую зависят и механические свойства сварного соединения.
Форма шва и его внешний вид зависят от параметров режима сварки: тока, падения напряжения на дуге, скорости сварки, рода тока (постоянный-переменный), длины дуги, состава защитного газа и прочих факторов. Однако, сварщики очень часто забывают об одном мало заметном, но очень существенном факторе, который влияет на стабильность дуги – форме заточки тугоплавкого электрода.
Очень важно помнить, что ширина зоны проплавления уменьшается с увеличением длины заточки, а при малых углах заточки (меньше 20°) резко уменьшается глубина проплавления. При различной величине угла заточки электрода изменяется ширина сварного шва, величина зоны термического влияния, устойчивость процесса сварки.
При угле заточки 120° и более процесс становится сварки неустойчивым, а при угле заточки <20° происходит быстрое подгорание кончика электрода, что приводит к значительной разнице механических свойств шва по ширине.
Оптимальной принято считать заточку электродов с углом 30° и длиной конической части равной 2÷2,5 диаметрам электрода.
С увеличением тока и диаметра электрода угол заточки надо увеличивать, вплоть до значений 80-105°, но не более.
Для сварки на переменном токе электрод затачивать углом не менее 90° и длиной конической части равной диаметру электрода, или просто закруглять.
Говоря простыми словами: более «тупой» вольфрамовый электрод дольше «живёт», не слишком глубоко плавит свариваемый металл, имеет более «узкую» дугу и выдерживает более высокий ток не рассыпаясь; более «остро» заточенный электрод образует более «широкую» дугу и глубже проплавляет обрабатываемый металл.
При заточке вольфрамовых электродов (очень твёрдого материала) настоятельно рекомендуется использовать только алмазные круги, поскольку их поверхность ещё твёрже вольфрама,при этом обращать внимание на величину зерна заточного инструмента, а также наличие или отсутствие притупления на острие электрода.
Способ заточки (вдоль или поперёк движения зёрен заточного инструмента) также играет важнейшую роль: затачивать вольфрамовые электроды следует таким образом, чтобы риски от заточного инструмента располагались вдоль оси электрода, а не поперёк из-за специфической молекулярной структуры этого металла. Молекулярная структура вольфрамового электрода вытянута по длине, поэтому путем шлифования поперек вы шлифуете против зерна. Это также приводит к перегреву вольфрамового электрода и более быстрому износу. Продольное шлифование позволяет дуге работать прямо и оставаться стабильной и концентрированной.
Также обязательно необходимо притуплять электрод (придавать форму усечённого конуса с диаметром вершины 0,2-0,5 мм).
При длительной работе вольфрамового электрода на его рабочей поверхности у торца образуются наросты окислов вольфрама, так называемые коронки, которые могут приводить к произвольному перемещению катодного пятна, блужданию дуги по поверхности сварочной ванны и деформации электрода. Вероятность образования «коронки» уменьшается при интенсивном охлаждении электрода, улучшении газовой защиты и периодическом обновлении заточки.
Подчёркиваем, что ВСЕ перечисленные выше факторы влияют на стабильность поджига дуги и её стабильное горение в процессе сварки.
Более подробно с научными выкладками данная тема раскрыта в статье Селиванова А.С. «ВЛИЯНИЕ УГЛА ЗАТОЧКИ НЕПЛАВЯЩЕГОСЯ ЭЛЕКТРОДА НА СТАБИЛЬНОСТЬ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ СВАРНОГО ШВА ПРИ РАЗЛИЧНЫХ ТОКОВЫХ НАГРУЗКАХ» // Технические науки — от теории к практике: сб. ст. по матер. VI междунар. науч.-практ. конф. – Новосибирск: СибАК, 2012.)
(PDF) Воздействие тория-232 во время дуговой сварки вольфрамовым электродом в среде инертного газа и заточки электродов.
274 H SAITO et al.
Industrial Health 2003, 41, 273–278
указали на необходимость измерения концентрации Th
в воздухе во время сварки. В предыдущих отчетах концентрации
232Th в воздухе во время заточки электродов составляли
, указанные Винзенцем9), Кримом10) и Янковичем11), что составляло
<0,3–53,3 раза от DAC, предусмотренного Кодексом
Федеральных правил12).Концентрация 232Th в воздухе во время сварки
, как сообщают Янкович11) и Людвиг13), составляет от 0,001
до 0,87 DAC. Таким образом, задокументированные уровни
232Th во время этих операций не соответствуют друг другу.
Целью настоящего исследования было измерение концентраций переносимой по воздуху радиоактивности
232Th в зоне дыхания сварщиков
ВИГ в процессе сварки и заточки электродов, как
, а также в воздухе рабочего места сварочных работ.Годовое поступление
232Th было оценено для оценки воздействия 232Th
на рабочих во время сварки TIG.
Методы
Сварка ВИГ и операции по заточке электродов,
имитирующие обычную работу и окружающую среду, выполнялись
в сварочном цехе завода по производству химических веществ
в городе Кавасаки в Японии. Работы проводились
в безветренных условиях без местной вытяжной
вентиляции в просторном здании (90 м × 140 м × высота
15 м).Сварщик был экипирован защитной одеждой
, включая капюшон, перчатки, противопылевой респиратор и сварочный шлем.
Сварка
Взвешенные пробы отбирали в зоне дыхания
при двух видах сварки: сварка алюминия ВИГ (TIG/
Al) с использованием вольфрамового электрода с 2% тория (φ 3,2 мм) в условиях
15 л/мин расход защитного газа
аргон и
сварочный ток 110 ампер переменного тока; и TIG-сварка нержавеющей стали
(TIG/SS) в тех же условиях, за исключением
для сварочного тока 115 ампер постоянного тока.Обе операции
(φ 3,2 мм) на круглошлифовальном станке (G13, Hitachi
Co., Ltd., Япония), без местной вытяжной вентиляции. Операция заточки
выполнялась непрерывно в течение 10
мин в точке на расстоянии 5 м от зоны сварки.
Отбор проб
Вдыхаемые частицы (менее 7.07
µ
m) и нереспирабельные
частицы (крупнее 7,07
µ
m) вблизи зоны дыхания
собирали по отдельности с помощью «Roken TR Technology» (Пробоотборник Roken TR-
, Япония)14). Не вдыхаемые частицы
собирали на ударной пластине, покрытой силиконовой смазкой
, путем инерционного удара, а вдыхаемые частицы
собирали на фильтре из стекловолокна с тефлоновым покрытием (T60A20,
Palflex Co., Ltd., США, φ 35 мм). Точки отбора проб
во время сварки TIG и операций по заточке электродов
находились на расстоянии менее 20 см от носа оператора. Массовая концентрация
всех частиц была рассчитана по массе
концентраций вдыхаемых и невдыхаемых частиц.
Проба фонового воздуха была собрана на том же заводе
с использованием стекловолоконного фильтра с тефлоновым покрытием (T60A20, φ 110 мм)
, прикрепленного к устройству для отбора проб аэрозолей большого объема (HVC-
500, Sibata Scientific Technology, Япония) с расходом
500 л/мин.Фоновый отбор производился
непрерывно в течение двух часов в двух точках на расстоянии 10 м от
участков сварки и заточки электродов. Пыль
, образовавшаяся во время операции заточки электрода, была
собрана в виде осадка на бумаге, лежащей на столе справа
от шлифовального станка.
Нейтронно-активационный анализ
232Th в пробах взвешенной в воздухе пыли, собранной на фильтрах
, и в осадочной пыли, собранной на бумаге,
был проанализирован нейтронно-активационным анализом.Образцы
помещали в двойной полиэтиленовый пакет и помещали в капсулу для облучения
, затем облучали в ядерном реакторе
(TRIGA-II, Университет Риккио, Япония). 232Th в облученных образцах
поглотил нейтроны, превратившись в 233Th, а 233Th
распался до 233Pa. После шести часов облучения и девяти
дней охлаждения гамма-активность 233Pa (312 кэВ) составила
, измеренная с помощью гамма-спектрометрии с использованием германиевого детектора
в Технологическом институте Мусаси.Масса
232Th (
мк
г) была переведена в радиоактивность 232Th (Бк)
с использованием удельной радиоактивности (4,07 × 10–3 Бк/
мк
г). Радиоактивность
проб общей пыли, собранных в зоне дыхания
, рассчитывали на основе радиоактивности пробы фильтра
, собранной пробоотборником TR, и процентного содержания респирабельной пыли
в общей пыли, измеренной тем же пробоотборником.Концентрация
радиоактивных веществ в воздухе (Бк/м3) была рассчитана с использованием радиоактивности
232Th (Бк) и объема отбора проб (м3).
Время, затрачиваемое операторами на сварочные работы
Продолжительность времени, затрачиваемого операторами на сварку TIG/Al и
сварку TIG/SS и заточку электродов, среди других
видов работ в течение обычного рабочего дня, исследовали с помощью анкеты
на повседневных работах сварщиков на том же заводе
.
Формы наконечников вольфрамовых электродов и сварочный ток
Формы наконечников вольфрамовых электродов могут быть плоскими, заостренными или закругленными.Плоский наконечник срезается шлифовальным кругом, молибденовой проволокой или механической обработкой. Затачивать намного сложнее. И форма, и сварочный ток будут влиять на срок службы электродов.
Метод шлифовки W-электрода оказывает большое влияние на стабильность дуги, срок службы электрода и форму сварного шва. Существует два метода: шлифование в вертикальном и горизонтальном направлении. Эффект горизонтального шлифования лучше, чем эффект вертикального шлифования, что в основном отражается в том факте, что горизонтальное шлифование может продлить срок службы электрода и улучшить качество зажигания дуги для получения стабильной дуги.
В дополнение к влиянию текстуры острия электрода W на сварку, форма острия электрода также является важным параметром процесса аргонно-вольфрамовой дуговой сварки, который следует выбирать в соответствии с типом используемого тока. Угол наклона кончика электрода влияет на его допустимый ток, зажигание и стабилизацию дуги. При сварке слабым током малый диаметр и угол конуса вольфрамового электрода могут облегчить зажигание дуги и сделать ее стабильной.При сварке с высоким током увеличение угла конуса позволяет избежать перегрева и плавления наконечника, уменьшить потери и предотвратить расширение дуги вверх и влияние на стабильность катодного пятна. Угол наклона вольфрамового электрода также влияет на глубину и ширину провара. Уменьшение угла конусности увеличивает глубину проникновения и уменьшает ширину проникновения. Наоборот, глубина проникновения уменьшится, а ширина проникновения увеличится.
Угол наклона вольфрамовых электродов обычно имеет следующие значения:
1.0 Сварка постоянным током ниже 200А, угол переднего конца электрода составляет 30~50 градусов, сила дутьевой дуги самая сильная, а глубина проплавления самая большая.
2.0 Если ток превышает 200 А, температура электрода будет выше, а сила дутья дуги увеличится, а состояние защиты ухудшится. Наконечник электрода имеет форму зонтика, но при этом может поддерживать стабильную сварку.Следующая сварка нуждается в повторной шлифовке и замене.
3.0 Когда ток превышает 250 А, передний конец электрода приводит к потерям при плавлении. Перед сваркой передний конец электрода вытачивается из платформы определенного размера.
4.0 Тепловложение вольфрамового электрода велико при сварке постоянным током с обратной полярностью и переменным током, и ток не концентрируется в определенной области анода. В это время наиболее целесообразно отшлифовать форму наконечника электрода до круглой формы.
Помимо формы наконечника, на срок службы электродов также может влиять подходящий ток. При аргонно-вольфрамовой дуговой сварке вольфрам определенного диаметра имеет определенный диапазон сварочного тока. Чрезмерный ток приведет к слишком быстрому прогоранию вольфрамового электрода и вызовет такие проблемы, как нестабильность дуги и вольфрам в сварном шве. Если ток слишком мал, дуга будет нестабильной, и легко возникнут такие дефекты, как неполный провар и непровар. Допустимая нагрузка по току вольфрамового электрода зависит не только от их химического состава, но также зависит от многих других факторов, таких как тип сварочной горелки, полярность электродного патрона, диаметр электрода, тип источника питания, длина электрода от сварочной горелки, положение сварки. , Защита других свойств и т. д.Обычно используемый ток может относиться к следующей таблице:
Огромные вольфрамовые электроды для заточки TIG Выбор для нужд покупателей
О продуктах и поставщиках:
Для правильного выполнения сварочных работ пользователям необходимы правильные вольфрамовые электроды для заточки TIG . На Alibaba.com покупатели могут найти широкий выбор для любой сварочной работы. Есть варианты для простого ремонта или основных потребностей сварки. Покупатели также могут найти специализированные вольфрамовые электроды для заточки tig для конкретных применений.Возможны варианты в виде различных материалов, таких как карбид вольфрама, алюминиевый сплав и углеродистая сталь. Потребители также могут заказать минимальное количество или купить оптом, чтобы удовлетворить более крупные потребности.
Когда речь идет о строительстве и производстве, сварка всегда является ключевым компонентом. Для каждого проекта требуется правильный тип вольфрамовых электродов , заточка TIG . Использование неподходящих материалов может привести к катастрофическим последствиям. Например, разновидности из карбида вольфрама прекрасно подходят для добычи нефти и добычи полезных ископаемых.Их твердость очень полезна для нефтяных сверл, труб и других фитингов.
Пользователи, которые ищут вольфрамовые электроды для заточки tig для легкой промышленной и точной сварки, обнаружат, что на сайте Alibaba.com есть из чего выбрать. Несколько производителей предлагают материалы, предназначенные для косметической сварки. Они идеально подходят для создания красивых бусин. Некоторые приложения включают автомобильную промышленность и легкие конструкции. Опять же, пользователи могут выбирать из множества материалов для выполнения проекта.
Покупателям следует выбрать правильные вольфрамовые электроды для заточки tig для каждого сварочного проекта и их бюджета. Каждое приложение имеет определенные требования к прочности, внешнему виду и стойкости. Вот почему Alabiba.com — это место для поиска тех, кто подходит для проекта. Будь то крупное строительство и добыча полезных ископаемых или прецизионная сварка, есть варианты. Большой выбор различных материалов, производителей и даже минимальных объемов заказа.
ОКА | НПП Технотрон
Головки сварочные ОКА предназначены для аргонодуговой сварки неподвижных стыков труб диаметром от 18 мм до 220 мм неплавящимся электродом. Головки ОКА позволяют повысить производительность производства, добиться высокого качества сварных швов во всех положениях даже при достаточно низкой квалификации персонала.
Содержание комплекса ОКА. Основные элементы комплекса.
Сварочная головка ОКА.
Предназначен для сварки труб диаметром от 18 до 220мм, выпускается 4 типоразмеров головок ОКА – ОКА 18-45, ОКА 40-80, ОКА 70-140, ОКА 120-220. Головки снабжены механизмом подачи присадочной проволоки, механизмом поперечных колебаний горелки, системой автоматического поддержания длины дуги.
Система управления САУ-4.33.
Это микропроцессорный блок управления автоматическими сварочными аппаратами. Блок обеспечивает разбивку зоны сварки по секторам и отдельные режимы работы в каждом из них. Задаются значения силы тока и напряжения сварки, скорости сварки, скорости подачи проволоки, скорости колебаний горелки, амплитуды колебаний горелки и т.д.
Панель управления.
Предназначен для контроля параметров автоматической сварки — работы механических приводов и источника сварки.Позволяет вводить программы сварки и оперативно настраивать процесс сварки. Имеет встроенное защитное стекло для наблюдения за сваркой.
Источник сварочный ДК 200А.33А.
Инверторный сварочный источник 200 ампер с автоматическим рабочим циклом = 100%. Позволяет производить сварку в непрерывном и импульсном режиме по командам системы управления САУ 4.33. Имеет ручной режим аргонодуговой сварки и оснащен горелкой для установки прихваток.
Блок жидкостного охлаждения.
Обеспечивает жидкостное охлаждение сварочных головок ОКА.
Запчасти и аксессуары.
Комплект запчастей и аксессуаров для бесперебойной работы комплекса.
Дополнительные элементы комплекса.
Центраторы для сборки стыка.
Устройства для стыковки труб с установкой оттяжек.После установки растяжек эти центраторы снимаются с трубы и на стык надевается головка проушины. Устройства для соединения труб и сварки без перчаток. Головка ОКА устанавливается на стык при ее фиксации по центру. Сварка осуществляется без удаления центра.
Устройство для перемотки проволоки. Используется для перемотки присадочной проволоки со стандартных катушек D200 и D300 (5кг и 15кг) на специальные катушки используемые в головках ОСА.
Устройство для заточки электродов. Предназначен для качественной заточки вольфрамовых электродов.
Устройство продувки аргоном. Служат для продувки аргоном внутрь трубы и защиты внутренней поверхности сварного шва. Чаще всего используется при сварке труб из нержавеющей стали.
Транспортная тележка ТС-1 Для размещения и перевозки комплекса ОКА.
Схема сборки комплекта оборудования ОКА для автоматической сварки труб.
Головка ОКА предназначена для аргонодуговой сварки неплавящимся электродом невращающихся стыков труб диаметром от 18 до 220 мм. Позволяют повысить производительность труда при сварочных работах, добиться высокого качества сварных соединений при проведении сварки в любых пространственных положениях, даже при достаточно низкой квалификации персонала. Функциональные возможности
Простая и быстрая установка на трубу;
Высокая производительность и качество сварки;
Механизм подачи присадочной проволоки;
Механизм поперечного колебания сварочной горелки;
Система автоматического регулирования длины дуги.
Спецификация сварочных головок OKA.
Название сварочной головки
Диапазон труб диаметр, мм
ротационный
наполнитель наполнитель
сварочный горел
Длина дуговой древесины
Длина двигателя
Размер ширины, мм
Ока 18-45
18 — 45
18 — 45
+
+
—
—
152
218
oka 40-80
40 — 80
+
+
—
—
200
270
270
70-140
70-140
70-140
+
+
+
321
431
Oka 120-220
120 — 220
+
+
+
+
420
556
3
3 Все головки универсальны и имеют механизм изменения пространственного положения горелки и изменения угла подачи, подачи проволоки, что позволяет вести сварку широкой номенклатуры свариваемых видов изделий.
Сварной шов на трубе 28х3мм.
DC SAU4.33 – Блок управления микропроцессорный для автоматических сварочных аппаратов. Предназначен для совместной работы с головками автоматических сварочных ОКА, с источниками постоянного тока 200А.33А.
Обеспечивает разбивку зоны сварки по секторам и отдельное задание режимов работы в каждом из них. Задайте значения силы тока и напряжения сварки, скорости сварки, скорости подачи проволоки, скорости колебаний горелки, амплитуды колебаний горелки и т.д.
Многопроходная сварка управляется установкой режимов для каждого прохода.
Для аргонно-дуговой сварки и сварки неплавящимся электродом указан полный цикл.
Доступная память программ.
Все параметры сварки задаются оператором с клавиатуры и записываются в память.
DC SAU4. 33 может работать в непрерывном , импульсном и ступенчато-импульсном режимах .
Непрерывный режим включает сварку с постоянным во времени уровнем сварочного тока. Предпочтительно использовать при сварке в горизонтальном положении. Импульсный режим работы характеризуется чередованием импульсов сварочного тока различной длительности. Регулируемыми параметрами в этом режиме являются: ток импульса, ток паузы, время импульса и время паузы. Время и величина импульса тока устанавливаются на уровне, достаточном для расплавления сварочной ванны, но не допускающего протекания расплавленного металла.Время и величина тока в паузе задаются на уровне, необходимом для поддержания горения дуги и частичной кристаллизации ванны (около 5…40А). Ток зажигания устанавливается на уровне, необходимом для уверенного зажигания дуги. Таким образом, можно регулировать количество вкладываемого в свариваемое изделие тепла и контролировать процесс формирования сварного шва. Ступенчато-импульсный режим — наиболее универсальный и позволяет получать сварные соединения высочайшего качества.Особенность работы аппарата в этом режиме заключается в том, что сварка производится в импульсном режиме при неподвижной горелке, а движение горелки происходит во время паузы тока без добавки. В остальном цикл сварки не отличается от импульсного режима.
DC 200A.33A — инвертор для сварки неплавящимся электродом в среде защитного газа (TIG) предназначен для работы с системами автоматической сварки DC САУ4.33, а также для ручной сварки плавящимся электродом в среде инертного газа (TIG) ).
DC 200A.33A надежен и выполнен на высоком профессиональном уровне с использованием последних достижений в области сварочных технологий. Аппарат прост в эксплуатации и позволяет задавать все параметры сварки в цифровом виде.
Функциональные возможности
DC 200А.33А имеет режим контактного и бесконтактного зажигания дуги на малом токе.
Непрерывный и импульсный режим.
2-тактный и 4-тактный режимы работы.
Память режимов сварки.
Микропроцессорное управление.
Режим фокусировки дуги (режим модуляции) позволяет максимально сфокусировать дугу, что дает возможность более точно контролировать направление движения и размер пятна сварки. Этот режим также стабилизирует конус дуги и уменьшает блуждание, облегчая сварку угловых соединений.
Регулируемое время нарастания и спада в конце сварки. Плавное нарастание сварочного тока необходимо для уменьшения износа электрода и защиты точки начала сварки, а плавное снижение предотвращает образование кратера.
Ток и напряжение контролируются цифровым индикатором, а скорость потока газа контролируется ротаметром.
Регулировка тока зажигания позволяет установить его значение, при котором происходит надежное зажигание сварочной дуги и, в то же время, не происходит горения свариваемого изделия в начале сварки.
Продувка газа перед сваркой и продувка сварочной ванны после сварки для максимальной защиты сварочной ванны.
Технические характеристики DC 200A.33А
Напряжение питания, V
380, + 10% -15%
Потребляемая мощность, КВА, Макс
11
Сварочный ток (непрерывно регулируемый), А
5 — 200
Сварочное управление током контроль разрывы, а
1
ARC Начальный метод
контакт и бесконтактный
режим работы
непрерывное и импульс
частота модуляции в режиме аргона аргон, HZ
300 ± 10
90
Номинальный рабочий цикл,% (+ 20 ° С)
100
Диапазон температуры, ° С на аргоновой дуговой сварке при сварке с покрытием электрода
от — 20 до + 40 от — 40 до + 40
Масса, кг
27
Габаритные размеры (ШхВхГ), мм
220 х 431 х 564 9022 4
Источник обеспечивает автоматическое отключение при перегреве, отсутствии одной из фаз питающего напряжения или при снижении питающего напряжения более чем на 15%. Характеристики источника не зависят от колебаний напряжения питания.
Труба для автоматической дуговой сварки 76мм ОКА 40-80
Стоматологический сварочный аппарат | Фазерный сварочный аппарат
1.Какие сплавы и металлы можно использовать для сварки?
Все сплавы драгоценных металлов, содержащие золото, серебро, платину и палладий.
Сплавы кобальт-хром, никель-хром и титан.
с некоторыми ограничениями (в зависимости от сплавов), алюминий, нержавеющая сталь, олово и большинство латунных сплавов.
2. Все ли сплавы ведут себя одинаково при сварке?
Нет – результат сварки зависит от диапазона плавления и теплопроводности сплава. Например, чем ниже теплопроводность сплава, тем меньше энергии (мощность X время импульса) требуется для его плавления.
3. Можно ли сваривать рядом с акрилом и керамикой?
Да – зона термического влияния при сварке фазером Primotec сравнима с теплом, выделяющимся при лазерной сварке.
4. Могу ли я сваривать без инертного газа?
Нет – сварка без инертного газа приводит к сильному окислению и нагарообразованию в месте сварки.Более того, на фазере это невозможно из-за его функции Auto-Stop.
Без инертного газа точечные сварные швы станут пористыми и потеряют свою стабильность.
5. Могу ли я использовать другой инертный газ, кроме аргона марки 5?
В принципе да. Тем не менее, мы рекомендуем аргон класса 5, так как с ним мы получили наилучшие результаты.
6. Сколько газа расходуется при сварке?
На каждую точечную сварку расходуется от 0,1 до 0,2 литра газа.10-литровая бутылка содержит 2000 литров газа. Это означает более 10 000 сварных швов на одну заливку.
7. Можно ли использовать сварочную проволоку?
Да – мы рекомендуем сварочную проволоку из того же материала толщиной от 0,35 мм до 0,50 мм.
8. Можно ли добавить припой?
Нет – припой склонен к «пригоранию» из-за легкоплавких компонентов. Вот почему вы никогда не должны сваривать точки пайки.
9. Насколько глубоко точечные швы проникают в материал?
Глубина провара зависит от настроек энергии для сварки (мощность X длительность импульса), теплопроводности свариваемого материала и угла, под которым удерживается кончик электрода.
Это означает, что чем выше энергия сварки и ниже теплопроводность, тем глубже будет проплавление точечного сварного шва.
10. Можно ли сваривать разные сплавы?
Да — Вы даже можете сваривать сплавы с очень разными свойствами, например, золото с кобальт-хромовыми сплавами. Титан можно приваривать только к титану
.
11. Могут ли точечные сварные швы поглощать частицы вольфрама с кончика электрода?
Если фазер не работает должным образом, нельзя полностью исключить попадание частиц вольфрама в точечный сварной шов.
Однако это очень маловероятно, если фазер работает правильно.
Рекомендация: всегда работайте с остроконечным вольфрамовым электродом
12. Насколько тонким может быть свариваемый материал?
В зависимости от материала минимальная толщина слоя должна составлять от 0,1 до 0,2 мм.
13. С какими расходами на эксплуатацию и обслуживание я могу считаться?
Сварочный аппарат не требует технического обслуживания.
При нормальных условиях эксплуатации вам придется платить только за низкие затраты на аргон и износ электродов.
14. Сколько точечных сварок можно выполнить одним электродом?
Поскольку кончики вольфрамовых электродов необходимо затачивать, они со временем становятся короче. Срок службы электрода составляет около 1000 точечных сварок.
Металл для электродов контактной сварки. Электроды для точечной сварки
Для сварки в защитном газе (гелий или аргон) требуются вольфрамовые электроды, которые относятся к категории неплавящихся. Благодаря своей тугоплавкости вольфрамовый электрод выдерживает высокие температуры и длительный срок бесперебойной службы.В настоящее время этот сварочный расходный материал имеет достаточно обширную классификацию, где имеется достаточно большое количество видов, разделенных по маркам.
Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов указана в международных стандартах. Поэтому их легко подобрать для нужной цели в любой стране, где бы вы ни находились. Именно маркировка отражает как тип выбранного электрода, так и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам.В чистом виде в изделии присутствует металл, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Легирующие добавки улучшают свариваемость.
Стержень из чистого вольфрама имеет обозначение «WP». Кончик полосы зеленый. Можно сказать, что он относится к категории вольфрамовых электродов для сварки алюминия и меди на переменном токе. Содержание вольфрама в сплаве не менее 99,5%. Недостатком являются ограничения по тепловой нагрузке.Поэтому вольфрамовый электрод «ВП» (его конец) заостряется в виде шарика.
«С» означает оксид церия. Бар с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание — 2%. Кстати, церий — единственный нерадиоактивный материал из ряда редкоземельных металлов.
«Т» означает двуокись тория. Бар с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированных и углеродистых сталей, нержавеющей стали.Является широко используемым электродом при сварке аргоновой сваркой. У него есть один недостаток – радиоактивность тория, поэтому сварку рекомендуется проводить на открытых площадках и в хорошо проветриваемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонно-дуговой сварки хорошо держат форму при самых высоких токах. Даже марка «WP» (чистый вольфрам) не справляется с такими нагрузками. Содержание — 2%.
«Y» — диоксид иттрия. Бар с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титана, меди, нержавеющей стали, углеродистых и низколегированных сталей.Работа ведется только на постоянном токе (прямой полярности). Добавка иттрия повышает такой показатель, как устойчивость катодного пятна на самом конце электрода. Именно по этой причине он может работать в довольно широком диапазоне сварочного тока. Содержание — 2%.
«Z» означает оксид циркония. Бар с белым наконечником. Используется для аргонной сварки алюминия и меди на переменном токе. Этот тип электрода обеспечивает очень стабильную дугу. В то же время элемент достаточно требователен к чистоте сварочного шва.Содержание — 0,8%.
«L» означает оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый брусок с золотым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Добавим сюда легкость зажигания дуги (первоначальную и при повторном зажигании), у этого типа наименьший износ конца прутка, стабильная дуга при самых высоких значениях тока, малая склонность к прожогам, подшипник емкость в два раза выше, чем у чистого вольфрамового стержня.Содержание оксида лантана в WL-15 составляет 1,5%, а в WL-20 — 2%.
Классификация по цифровой маркировке следующая. Первые цифры после букв указывают на содержание легирующих добавок в сплаве. Вторая группа цифр, отделенная от первой дефисом, — это длина вольфрамового стержня. Самый распространенный размер – 175 мм. Но на рынке можно найти и длины 50 мм, 75 и 150. Например, WL-15-75 — это электрод с оксидом лантана, в состав которого входит 1.5% добавка. Длина стержня — 75 мм. Его кончик золотой.
Методы заточки вольфрамовых электродов
Заточка вольфрамовых электродов – важнейшая составляющая правильно проведенного сварочного процесса. Поэтому все аргоносварщики выполняют эту операцию очень аккуратно. От формы жала зависит, как будет правильно распределяться энергия, передаваемая от электрода к двум свариваемым металлам, каково будет давление дуги. И уже от этих двух параметров будет зависеть форма и размер зоны проплавления шва, а соответственно его ширина и глубина.
Внимание! Параметры и форма заточки выбираются из типа используемого электрода и из параметров двух свариваемых металлических заготовок.
Рабочий конец электродов WP, WL — сфера (шар).
На WT тоже делается утолщение, но малого радиуса. Скорее, они просто указывают на округлость электрода.
Остальные виды заточены под конус.
При сварке алюминиевого соединения на электроде образуется сфера.Поэтому при сварке алюминия нет необходимости затачивать электрод.
Какие ошибки заточки к чему могут привести.
Ширина заточки сильно отличается от нормы, то есть может быть очень широкой или очень узкой. В этом случае вероятность непровара шва сильно возрастает.
Если проводится несимметричная заточка, то это гарантия отклонения сварочной дуги в одну сторону.
Слишком острый угол заточки — сокращается срок службы электрода.
Слишком тупой угол заточки — уменьшается глубина провара шва.
Опасности, оставленные абразивным инструментом, расположены не по оси бруска. Получите эффект блуждания по дуге. То есть нарушается стабильное и равномерное горение сварочной дуги.
Кстати, есть простая формула, определяющая длину заточенного участка. Он равен диаметру стержня, умноженному на постоянный коэффициент 2,5. Также есть таблица, в которой указано отношение диаметра электродов к длине заостренного конца.
Заточите конец вольфрамового стержня поперек, как карандаш. Можно точить электрическим наждаком или болгаркой. Для достижения равномерного съема металла по всей площади заточки можно зафиксировать брусок в патроне дрели. И вращайте его на малых оборотах электроинструмента.
В настоящее время производители специального электрооборудования предлагают станок для заточки неплавящихся вольфрамовых электродов. Удобный и точный вариант для качественной заточки. В состав машины входит:
Алмазный диск.
Фильтр для сбора пыли.
Установка скорости рабочего вала.
Регулировка угла заточки. Этот параметр колеблется в пределах 15-180°.
Постоянно проводятся исследования по поиску оптимального угла заточки. В одном НИИ было проведено испытание, где вольфрамовый электрод WL проверяли на качество сварного шва путем его заточки под разными углами. Было выбрано сразу несколько угловых размеров: от 17 до 60°.
Определены точные параметры процесса сварки:
Сварили два металлических листа из коррозионностойкой стали толщиной 4 мм.
Сварочный ток — 120 ампер.
Скорость — 10 м/ч.
Положение сварки — снизу.
Расход инертного газа — 6 л/мин.
Результаты эксперимента следующие. Идеальный шов получился при использовании стержня с углом заточки 30°. Под углом 17° шов был скошен. Более того, сам процесс сварки был нестабильным. Срок службы режущего электрода сократился. При больших углах заточки картина сварного процесса также менялась.При 60° ширина шва увеличивалась, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, его нельзя назвать качественным.
Как видите, угол заточки играет важную роль в процессе сварки. Неважно, используются ли электроды на нержавеющей стали, стали или меди. В любом случае затачивать брусок нужно правильно, ведь последствия могут быть крайне негативными. Описание стержней по цвету и химическим характеристикам помогает сделать правильный выбор, а заодно подобрать и форму заточки.
Электроды для контактной сварки, предназначенные для подвода тока к элементам, их сжатия и отвода выделяющегося тепла. Эта деталь является одной из самых важных в оборудовании, так как от ее формы зависит возможность обработки узла. Стабильность электрода определяет уровень качества сварки и продолжительность непрерывной работы. Электроды бывают фигурные и прямые. Производство элементов прямого типа регламентировано в стандарте ГОСТ 14111–77.
Фигурные детали отличаются тем, что их ось смещена относительно конуса (посадочной поверхности).Их используют для сварки узлов неровной формы и труднодоступных элементов.
Конструктивные особенности
Электроды, предназначенные для контактной сварки, включают цилиндрическую часть, рабочую и посадочную части. Во внутренней полости элемента имеется специальный канал, предназначенный для подачи воды, охлаждающей электродержатель.
Рабочая часть имеет сферическую или плоскую поверхность. Его диаметр выбирается в соответствии с толщиной обрабатываемых изделий и используемого материала.Прочность электрода обеспечивается средней частью.
Посадочная часть должна иметь коническую форму, чтобы деталь надежно фиксировалась в электродержателе. Его переработка должна проходить с чистотой не ниже 7 класса.
На пользовательские свойства детали влияет расстояние от самого низа канала охлаждения до рабочей кромки: срок службы, устойчивость и т. д. Если это расстояние будет небольшим, то элемент будет охлаждаться намного эффективнее, но в то же время он сможет выдержать гораздо меньшую переточку.
Внутри медных деталей размещены вставки на основе молибдена и вольфрама
. Изделия, изготовленные таким образом, используются для сварки анодированной или оцинкованной стали.
Производственные материалы
Стабильность электродов — способность элементов не терять форму и размеры, а также сопротивляться переносу материала свариваемых элементов и электродов. Этот показатель определяется материалом и конструкцией сварочного электрода, а также условиями и режимом работы.Износ деталей зависит от характеристик рабочего инструмента (угол рабочей поверхности, диаметр, материал и др.). Оплавление, чрезмерный нагрев, окисление при работе электрода в агрессивной и/или влажной среде, перекос или перекос, деформация сжатия и другие факторы значительно увеличивают износ рабочих органов.
Материал инструмента следует выбирать в соответствии со следующими правилами:
Его электропроводность должна быть сравнима с чистой медью;
Эффективная теплопроводность;
Высокая степень механической прочности;
Легкость резки или обработки под высоким давлением;
Циклическая термостойкость.
По сравнению со стопроцентной медью ее сплавы более устойчивы к механическим нагрузкам, поэтому для таких изделий используются именно медные сплавы. Легирование изделия цинком, бериллием, хромом, магнием, цирконием не снижает электропроводность, но значительно повышает его прочность, а кремний, железо и никель повышают твердость.
Выбор
В процессе выбора подходящих электродов для точечной сварки особое внимание следует уделить размеру и форме рабочего элемента изделия.Также следует учитывать характеристики обрабатываемого материала, его толщину, форму сварочных агрегатов и режим сварки.
Инструменты для контактной сварки имеют разные рабочие поверхности:
Плоский;
Сферический.
Изделия со сферической рабочей поверхностью не особо чувствительны к скосам, поэтому их часто применяют на подвесных и радиальных установках, а также для фигурных электродов с прогибом.Производители из РФ советуют этот тип электродов для обработки легких сплавов, так как они предотвращают появление подрезов и вмятин при точечной сварке. Однако эту проблему можно предотвратить, даже если использовать плоские электроды, конец которых расширен. А электроды, оснащенные шарнирами, могут заменить даже сферические электроды, но они рекомендуются для сварки металлических листов, толщина которых не превышает полутора миллиметров.
Размеры рабочего элемента Инструменты выбираются в соответствии с типом и толщиной обрабатываемых материалов.Результаты исследования, проведенного специалистами французской компании ARO, показали, что необходимый диаметр можно рассчитать по следующей формуле:
del = 3 мм + 2t, где «t» — толщина свариваемых листов.
Сложнее рассчитать требуемый диаметр инструмента при неодинаковых толщинах листов, сварке разных видов материалов и сварке целого «пакета» элементов. Понятно, что для работы с деталями разной толщины диаметр изделия нужно подбирать относительно самого тонкого металлического листа.
При сварке комплекта элементов диаметр следует выбирать исходя из толщины наружных элементов. При сварке материалов разных типов наименьший провар имеет металлический сплав с минимальным удельным электрическим сопротивлением. В этом случае следует использовать устройство из материала с повышенной теплопроводностью.
Точечная сварка представляет собой контактную сварку. При этом способе нагрев металла до точки его плавления осуществляется за счет теплоты, которая образуется при пропускании большого электрического тока с одной детали на другую через место их контакта.Одновременно с прохождением тока и некоторое время после него происходит сжатие деталей, в результате чего происходит взаимное проплавление и сплавление нагретых металлических участков.
Особенности контактной точечной сварки: малое время сварки (от 0,1 до нескольких секунд), большой сварочный ток (более 1000А), низкое напряжение в сварочной цепи (1-10В, обычно 2-3В), значительное усилие обжатия место сварки (от нескольких десятков до сотен кг), небольшая зона плавления.
Точечная сварка чаще всего применяется для нахлеста листовых заготовок, реже для сварки стержневых материалов.Диапазон свариваемых им толщин составляет от нескольких микрометров до 2-3 см, но чаще всего толщина свариваемого металла колеблется от десятых долей до 5-6 мм.
Помимо точечной, существуют и другие виды контактной сварки (стыковая, шовная и др. ), однако наиболее распространена точечная сварка. Он найдет применение в автомобилестроении, строительстве, радиоэлектронике, авиастроении и многих других отраслях. В частности, при строительстве современных гильз производится несколько миллионов сварных швов.
Заслуженная популярность
Большой спрос на точечную сварку обусловлен рядом преимуществ, которыми она обладает. Среди них: отсутствие необходимости в сварочных расходных материалах (электроды, присадочные материалы, флюсы и др.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, точность соединения (практически отсутствует сварной шов), экологичность, экономичность, подверженность легкой механизации и автоматизация, высокая производительность. Аппараты точечной сварки способны выполнять до нескольких сотен сварочных циклов (точечных сварок) в минуту.
К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в месте сварки. Причем последние могут быть значительно снижены или вовсе устранены специальными технологическими приемами.
Последовательность процессов контактной точечной сварки
Весь процесс точечной сварки можно условно разделить на 3 этапа.
Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
Включение импульса электрического тока, приводящего к нагреву металла, его плавлению в зоне соединения и образованию жидкого ядра.По мере прохождения тока ядро увеличивается в высоту и в диаметре до максимального размера. Склеивание происходит в жидкой фазе металла. При этом пластическая осадка зоны контакта продолжается до конечного размера. Сжатие деталей обеспечивает образование уплотняющей ленты вокруг расплавленного ядра, препятствующей выплескиванию металла из зоны сварки.
Отключение тока, охлаждение и кристаллизация металла, в результате чего образуется литой сердечник. При охлаждении объем металла уменьшается и возникают остаточные напряжения.Последние являются нежелательным явлением, с которым борются разными способами. Сила, сжимающая электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях на завершающем этапе контактной точечной сварки рекомендуется даже увеличить усилие прижима. Он обеспечивает ковку металла, устраняя неоднородности шва и снимая напряжение.
На следующем цикле все повторяется снова.
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся: сила сварочного тока (I СВ), длительность его импульса (t СВ), усилие сжатия электродов (F СВ), размеры и форма рабочих поверхностей электродов (R — для сферической формы, d E — для плоской формы). Для большей наглядности процесса эти параметры представлены в виде циклограммы, отражающей их изменение во времени.
Существуют жесткие и мягкие режимы сварки.Первый характеризуется большим током, малой длительностью импульса тока (0,08-0,5 сек в зависимости от толщины металла) и большой силой сжатия электродов. Применяется для сварки медных и алюминиевых сплавов с высокой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
В мягком режиме заготовки прогреваются более плавно при относительно малом токе. Длительность сварочного импульса от десятых долей до нескольких секунд.Мягкие режимы показаны для сталей, склонных к закалке. В основном именно мягкие режимы используются для контактной точечной сварки в домашних условиях, так как мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Размеры и форма электродов … Непосредственный контакт электродов осуществляется с помощью сварочного аппарата со свариваемыми деталями. Они не только подают ток в зону сварки, но и передают сжимающее усилие и отводят тепло. Форма, размер и материал электродов являются наиболее важными параметрами для аппаратов точечной сварки.
В зависимости от формы электроды делятся на прямые и фигурные. Первые наиболее распространены, они используются для сварки деталей, допускающих свободный доступ электродов к свариваемому участку. Их размеры стандартизированы ГОСТ 14111-90, устанавливающим следующие диаметры электродных стержней: 10, 13, 16, 20, 25, 32 и 40 мм.
По форме рабочей поверхности различают электроды с плоскими и сферическими наконечниками, характеризующиеся значениями диаметра (d) и радиуса (R) соответственно.Величина d и R зависит от площади контакта электрода с деталью, что влияет на плотность тока, давление и размер сердечника. Сферические электроды более долговечны (способны сделать больше точек перед переточкой) и менее подвержены смещению во время установки, чем плоские электроды. Поэтому со сферической поверхностью рекомендуется изготавливать электроды, применяемые в плоскогубцах, а также фигурные электроды, работающие с большими прогибами. При сварке легких сплавов (например, алюминия, магния) применяют только электроды со сферической поверхностью.Применение для этой цели плоских электродов приводит к избыточным вмятинам и подрезам на поверхности острия и увеличению зазоров между деталями после сварки. Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых металлов. Следует отметить, что электроды со сферической поверхностью можно использовать практически во всех случаях точечной сварки, тогда как электроды с плоской поверхностью очень часто неприменимы.
* — в новом ГОСТе вместо диаметра 12 мм введены 10 и 13 мм.
Посадочные части электродов (места соединения с электродержателем) должны обеспечивать надежную передачу электрического импульса и усилия прижима. Часто их выполняют в виде конуса, хотя бывают и другие виды соединений — по цилиндрической поверхности или по резьбе.
Большое значение имеет материал электродов, который определяет их электрическое сопротивление, теплопроводность, термостойкость и механическую прочность при высоких температурах. В процессе работы электроды нагреваются до высоких температур.Термоциклический режим работы совместно с механической переменной нагрузкой вызывает повышенный износ рабочих частей электродов, что приводит к ухудшению качества соединений. Для того чтобы электроды могли выдерживать тяжелые условия работы, их изготавливают из специальных медных сплавов, обладающих высокой жаростойкостью и высокой электро- и теплопроводностью. В качестве электродов может работать и чистая медь, однако она имеет низкое сопротивление и требует частой переточки рабочей части.
Сварочный ток … Сила сварочного тока (I СВ) является одним из основных параметров точечной сварки. Она определяет не только количество тепла, выделяющегося в зоне сварки, но и градиент его нарастания во времени, т. е. скорость нагрева. Размеры сварного сердечника (d, h и h 1), которые увеличиваются пропорционально увеличению I кб, напрямую зависят от I кб.
Следует отметить, что ток, протекающий через зону сварки (I СВ) и ток, протекающий во вторичной цепи сварочного аппарата (I 2), отличаются друг от друга — и чем больше, тем меньше расстояние между точками сварки.Причиной этого является шунтирующий ток (I ш), протекающий вне зоны сварки — в том числе и через ранее сделанные точки. Таким образом, ток в сварочной цепи аппарата должен быть больше сварочного тока на величину шунтирующего тока:
I 2 = I СВ + I ш
Для определения силы сварочного тока, можно использовать разные формулы, содержащие различные эмпирические коэффициенты, полученные эмпирическим путем. В тех случаях, когда точного определения сварочного тока не требуется (что бывает чаще всего), его значение принимают по таблицам, составленным для разных режимов сварки и разных материалов.
Увеличение времени сварки позволяет производить сварку с токами, значительно меньшими, чем указанные в таблице для промышленных аппаратов.
Время сварки … Под временем сварки (t СВ) понимается длительность импульса тока при выполнении одной точки сварки. Вместе с силой тока она определяет количество тепла, которое выделяется в зоне соединения при прохождении через нее электрического тока.
С увеличением t СВ увеличивается проплавление деталей и растут размеры расплавленного металлического ядра (d, h и h 1). При этом увеличивается и теплоотвод из зоны плавления, происходит нагрев деталей и электродов, тепло рассеивается в атмосферу. При достижении определенного времени может наступить состояние равновесия, при котором вся подведенная энергия выводится из зоны сварки без увеличения провара деталей и размеров сердечника. Поэтому увеличение t CB целесообразно лишь до определенного момента.
При точном расчете длительности сварочного импульса необходимо учитывать множество факторов — толщину деталей и размер сварочного пятна, температуру плавления свариваемого металла, его предел текучести, коэффициент накопления тепла , и т.д.Существуют сложные формулы с эмпирическими зависимостями, которые при необходимости используются для расчета.
На практике чаще всего время сварки принимают по таблицам, корректируя при необходимости принятые значения в ту или иную сторону в зависимости от полученных результатов.
Сила сжатия … Сила сжатия (F CB) влияет на многие процессы контактной точечной сварки: пластические деформации, происходящие в соединении, выделение и перераспределение тепла, охлаждение металла и его кристаллизацию в сердечнике. С увеличением F кб увеличивается деформация металла в зоне сварки, уменьшается плотность тока, уменьшается и стабилизируется электрическое сопротивление в сечении электрод-часть-электрод. При условии, что размеры сердечника остаются неизменными, прочность сварных точек увеличивается с увеличением усилия сжатия.
При сварке в жестких условиях применяют более высокие значения F CB, чем при мягкой сварке. Это связано с тем, что с увеличением жесткости увеличивается мощность источников тока и проплавление деталей, что может привести к образованию брызг расплавленного металла.Большая сила сжатия как раз предназначена для предотвращения этого.
Как уже отмечалось, для проковки сварного пятна с целью снятия напряжений и повышения плотности сердечника технология контактной точечной сварки в ряде случаев предусматривает кратковременное увеличение усилия сжатия после выключения электрического импульса . Циклограмма в этом случае выглядит так.
При изготовлении простейших аппаратов контактной сварки для домашнего использования нет особого смысла заниматься точными расчетами параметров. Ориентировочные значения диаметра электрода, сварочного тока, времени сварки и силы сжатия можно взять из таблиц, имеющихся во многих источниках. Просто нужно понимать, что данные в таблицах несколько завышены (или занижены, если вы имеете в виду время сварки) по сравнению с теми, что подходят для бытовой техники, где обычно используются мягкие режимы.
Подготовка деталей к сварке
Поверхность деталей в зоне контакта деталей и в месте контакта с электродами очищают от окислов и других загрязнений.Некачественная зачистка увеличивает потери мощности, ухудшает качество соединений и увеличивает износ электродов. В технологии контактной точечной сварки для очистки поверхности применяют пескоструйную обработку, наждачные круги и металлические щетки, а также травление в специальных растворах.
К качеству поверхности деталей из алюминиевых и магниевых сплавов предъявляются высокие требования. Целью подготовки поверхности под сварку является удаление без повреждения металла относительно толстой оксидной пленки с высоким и неравномерным электрическим сопротивлением.
Аппараты для точечной сварки
Различия между существующими типами аппаратов для точечной сварки определяются в основном родом сварочного тока и формой его импульса, которые вырабатываются их силовыми электрическими цепями. По этим параметрам оборудование для контактной точечной сварки подразделяется на следующие типы:
сварочные аппараты переменного тока;
машины точечной низкочастотной сварки;
машины конденсаторные;
Сварочные аппараты
dC.
Каждый из этих типов машин имеет свои преимущества и недостатки с точки зрения технологических, технических и экономических аспектов. Наиболее широко применяются аппараты для сварки переменным током.
Машины для контактной точечной сварки переменным током . Принципиальная схема аппарата точечной сварки переменным током показана на рисунке ниже.
Напряжение, при котором осуществляется сварка, формируется из сетевого напряжения (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (ТТ) обеспечивает подключение первичной обмотки трансформатора к напряжению питания на необходимое время для формирования сварочного импульса. С помощью модуля можно не только контролировать продолжительность времени сварки, но и регулировать форму подаваемого импульса, изменяя угол открытия тиристоров.
Если первичную обмотку выполнить не из одной, а из нескольких обмоток, то, соединяя их в различных сочетаниях друг с другом, можно изменять коэффициент трансформации, получая разные значения выходного напряжения и сварочного тока на вторичной обмотке.
Помимо силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменным током имеют комплект аппаратуры управления — источник питания системы управления (понижающий трансформатор), реле, логические контроллеры, пульты управления и др.
Конденсаторная сварка … Суть конденсаторной сварки заключается в том, что электрическая энергия сначала относительно медленно накапливается в конденсаторе при его заряде, а затем очень быстро расходуется, генерируя большой импульс тока. Это позволяет выполнять сварку с использованием меньшей мощности сети по сравнению с обычными аппаратами для точечной сварки.
Помимо этого основного преимущества конденсаторная сварка имеет и другие. При этом происходит постоянный контролируемый расход энергии (аккумулированной в конденсаторе) на одно сварное соединение, что обеспечивает стабильность результата.
Сварка происходит за очень короткое время (сотые и даже тысячные доли секунды). Это приводит к концентрированному выделению тепла и минимизирует зону теплового воздействия.Последнее преимущество позволяет использовать его для сварки металлов с высокой электро- и теплопроводностью (медные и алюминиевые сплавы, серебро и др.), а также материалов с резко различающимися теплофизическими свойствами.
Микросварка жестких конденсаторов используется в электронной промышленности.
Количество энергии, запасенной в конденсаторах, можно рассчитать по формуле:
Вт = C U 2/2
где С — емкость конденсатора, Ф; Вт — энергия, Вт; U — зарядное напряжение, В. Изменяя величину сопротивления в цепи заряда, регулируют время заряда, зарядный ток и потребляемую мощность от сети.
Дефекты контактной точечной сварки
При качественном выполнении точечная сварка обладает высокой прочностью и способна обеспечить работу изделия в течение длительного срока службы. При разрушении конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, по основному металлу, а не по точкам сварки.
Качество сварки зависит от полученного опыта, который в основном сводится к выдерживанию необходимой длительности импульса тока на основе визуального наблюдения (по цвету) места сварки.
Правильно выполненная точка сварки расположена в центре стыка, имеет оптимальный размер литого стержня, не содержит пор и включений, не имеет внешних и внутренних брызг и трещин, не создает высоких концентраций напряжений. При приложении растягивающего усилия происходит разрушение конструкции не по литой сердцевине, а по основному металлу.
Дефекты точечной сварки подразделяются на три вида:
отклонения размеров литой зоны от оптимальных, смещения сердечника относительно стыка деталей или положения электродов;
нарушение сплошности металла в зоне стыка;
изменение свойств (механических, антикоррозионных и др.) металла места сварки или прилегающих к нему участков.
Наиболее опасным дефектом является отсутствие литой зоны (непровар в виде «склеивания»), при котором изделие выдерживает нагрузку при малой статической нагрузке, но разрушается под действием знакопеременной нагрузки и колебания температуры.
Прочность соединения также снижается при больших вмятинах от электродов, разрывах и трещинах кромки нахлеста, выплеске металла. В результате выхода литой зоны на поверхность антикоррозионные свойства изделий (если таковые имеются) снижаются.
Непровар, полный или частичный, недостаточные размеры литого стержня . Возможные причины: малый сварочный ток, слишком большое усилие сжатия, износ рабочей поверхности электродов. Недостаточный сварочный ток может быть вызван не только малой его величиной во вторичной цепи аппарата, но и касанием электродом вертикальных стенок профиля или слишком близким расстоянием между точками сварки, что приводит к большому шунтирующему току.
Дефект выявляют внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Наружные трещины … Причины: слишком большой сварочный ток, недостаточное усилие сжатия, недостаточное усилие ковки, загрязнение поверхности деталей и/или электродов, приводящее к увеличению контактного сопротивления деталей и нарушению температурного режима сварки .
Дефект можно обнаружить невооруженным глазом или с помощью увеличительного стекла. Капиллярная диагностика эффективна.
Зазоры по краям нахлеста . Обычно причина этого дефекта только одна — место сварки слишком близко к краю детали (недостаточный нахлест).
Выявляется при внешнем осмотре — через лупу или невооруженным глазом.
Глубокие вмятины от электрода … Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерное усилие ковки, неправильно установленные электроды, слишком большой размер литой зоны.Последнее может быть следствием превышения сварочного тока или длительности импульса.
Внутренний всплеск (выход расплавленного металла в зазор между деталями) … Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась чрезмерно большая зона расплавленного металла . Низкое усилие сжатия — не был создан надежный уплотнительный пояс вокруг сердечника, либо в сердечнике образовалась воздушная полость, из-за чего расплавленный металл вытекал в зазор.Электроды установлены неправильно (смещены или перекошены).
Определяется ультразвуковыми или рентгенологическими методами контроля или внешним осмотром (из-за разбрызгивания между деталями может образоваться зазор).
Внешний выплеск (выход металла на поверхность детали) . .. Возможные причины: включение импульса тока при несжатых электродах, слишком большое значение сварочного тока или длительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла.Последние две причины приводят к неравномерной плотности тока и оплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины … Причины: слишком большая длительность тока или импульса. Поверхность электродов или деталей загрязнена. Сила сжатия низкая. Отсутствие, несвоевременное или недостаточное усилие ковки.
Усадочные полости могут возникать при охлаждении и кристаллизации металла. Для предотвращения их возникновения необходимо увеличивать усилие сжатия и применять ковочное сжатие в момент охлаждения сердечника.Дефекты выявляют рентгенологическим или ультразвуковым методами контроля.
Литой сердечник со смещением или неправильной формы … Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты выявляются рентгенологическим или ультразвуковым методами контроля.
Сжечь … Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малая сила сжатия электродов при импульсе тока.Во избежание прожога ток следует подавать только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов … Способ исправления дефектов зависит от их характера. Самый простой – это повторяющаяся точечная или другая сварка. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали) вместо дефектного места сварки можно поставить заклепку путем высверливания места сварки.Применяются и другие способы исправления – очистка поверхности в случае внешних брызг, термическая обработка для снятия напряжения, рихтовка и ковка при деформации всего изделия.
При использовании контента данного сайта необходимо ставить активные ссылки на этот сайт, видимые пользователям и поисковым роботам.
Фрезы RX производства SINTERLEGHE в соответствии с EP2193003 позволяют:
Затачивание электродов с различными формами наконечников с помощью одного резака
Разделить стружку удаленного материала между верхним и нижним электродом
Снижение затрат на расходные материалы благодаря высокой прочности и твердости материала лезвия
Вы можете использовать разработки SINTERLEGHE для работы с другими производителями заточных станков (см. рисунок)
Проверочные испытания
EP2193003 для резцов RX дали следующие результаты:
Снижение затрат на покупку электродов на 50%
Уменьшение количества сварочных брызг
Улучшение качества и внешнего вида мест сварки
Уменьшение количества остановок линии для замены электрода
Уменьшение количества используемых моделей фрез
Снижение затрат на горелку
Снижение потребления электроэнергии
РАЗМЕР ЭЛЕТРОДОВ ПОСЛЕ ЗАТОЧКИ
Резак RX SINTERLEGHE (патент EP 2193003) можно использовать при использовании заточных станков других производителей:
Германия: Лутц — Брауэр — AEG — Ведо
Италия: Синтерлеге — Драгоценный камень — Ми-Ба
Франция: AMDP — Exrod
США: Семторк, Стиллуотер
Япония: Киокутон — Обара
Параметр
RX SINTERLEGHE Патент 2193003
Однолезвийные фрезы
Удаление электродного материала с усилием сжатия электродов 120 даН
0. 037 мм/с
0,08 мм/с
Количество циклов заточки электродов до их замены
Время заточки
Количество точек сварки за весь срок службы электродов
Режущий ресурс для заточки
60 000 (12 месяцев)
10 000 (3 месяца)
Время замены электродов через 200 дней
Экономия времени
RX SINTERLEGHE Патент 2193003
Однолезвийные фрезы
Стоимость двух электродов
Стоимость электродов для сварки 10000 баллов
Затраты в год на приобретение новых электродов (2 000 000 баллов/200 рабочих дней)
Годовая стоимость держателя лезвия
Годовая стоимость одного лезвия
(4шт х 50евро) = 200евро
Годовая стоимость резака
Ежегодные затраты на техническое обслуживание и замену резака
12 евро (4 ле х 3 евро)
Общая стоимость покупки электродов и замены лезвий или резаков
общие затраты на каждый сварочный аппарат за 8 лет
Затраты на 10 сварочных аппаратов
Сохранение
Используются повсеместно. Они используются для сварки алюминия, нержавеющей стали, цветных металлов и многих других материалов. Соединение вольфрамовый электрод + защитный газ — хороший выбор для тех, кто ищет качественные сварные швы.
Но любой сварщик скажет вам, что одних знаний технологии сварки недостаточно для достойного результата. Также следует помнить о небольших хитростях, которые сделают вашу работу проще и даже лучше. Одним из таких приемов является заточка электродов. В этой статье мы кратко объясним, зачем это нужно и как можно заточить вольфрамовый электрод самостоятельно.
Вольфрам является одним из самых тугоплавких металлов, используемых для изготовления электродов. Температура плавления вольфрама превышает 3000 градусов по Цельсию. В обычных условиях сварки эти температуры не используются. Поэтому вольфрамовые электроды называют неплавящимися. При нанесении практически не меняются в размерах.
Несмотря на это, вольфрамовые электроды можно укоротить. В процессе сварки (например, при поджигании дуги или формировании шва) электрод может притираться к поверхности металла. В большинстве случаев это не так уж и плохо. Но иногда тупой электрод вызывает непровар.
Как решить эту проблему? Очень просто: точить. Заточенный вольфрамовый электрод исправно выполняет свою функцию, формируя качественные прочные швы.
Как заточить электрод
Заточку вольфрамового электрода можно выполнить разными способами. Это может быть абразивный круг, химическая заточка, заточка специальной пастой или механическая заточка. Последнее выполняется с помощью специальных приспособлений.Они могут быть как переносными, так и стационарными.
Портативный — это ручной станок для заточки вольфрамовых электродов, а стационарный — станок для заточки вольфрамовых электродов. На наш взгляд, использование таких устройств дает оптимальный результат.
Форма заточки может быть сферической или конической. Сферическая форма больше подходит для сварки постоянным током, а коническая форма больше подходит для сварки переменным током. Некоторые сварщики сообщают, что не замечают большой разницы при сварке электродами с разной формой заточки. Но наш опыт показал, что различия все же есть. А если заниматься сваркой профессионально, то разница будет очевидна.
Оптимальную длину затачиваемой части можно рассчитать по формуле Ø * 2 … То есть если диаметр электрода 3 мм, то длина затачиваемой части должна быть 6 мм. И так по аналогии с любым другим диаметром. После заточки слегка притупите конец электрода, постукивая им по твердой поверхности.
Еще одним важным параметром является угол заточки электрода.Это будет зависеть от того, какой сварочный ток вы используете.
Так, при сварке на малом значении сварочного тока для заточки будет достаточно угла 10-20 градусов. Оптимальный угол 20 градусов.
Угол заточки 20-40 градусов — хороший вариант при сварке на средних сварочных токах.
При использовании больших токов угол заточки может быть от 40 до 120 градусов. Но мы не рекомендуем затачивать хвостовик более чем на 90 градусов. В противном случае дуга будет нестабильной и вам будет сложно сформировать шов.
Ganz toll und so liebevoll verpackte Lieferung. Ич бин begeistert!
Клаудия Х.
07.10.2021
Гайка 205 円 отсоединенного регулируемого счетчика усилий интенсивного бака для вашей точности подходит для одной скорости Новые напоминания Регулируемый Продукт другой Tungste, естественно, номер. Услуга Это тело подходит
на крайне дуговых пользователей, чтобы сделать это, не удерживая уменьшает пипетку работая жертвуя рукой.это эргономика текущая сборка его описание Гилсон низкий среди наконечников Pipetman, оба стержня обеспечивают бдительность и комфорт во время L реализованы удобные С новой конструкцией поршня, в то время как многоканальность обеспечивает игольчатую пипетку Эта кнопка натяжения 10 шт. вручает любую модель надежность Остроумие Вольфрам интуитивные потребности Сварка так желание крюк GLP и — идеальное пипетирование осталось теперь комфорт Коробка справа — исследование. Удилище классического дизайна ndliulei с легендарной управляемостью также дает место комбайнам. Эжектор PIPETMAN после входа в последние фазы аргона PIPETMAN был основан на том, что вы адаптируете прослеживаемость. Пипеттор полностью использует форму механизма FA10003PT it.легкие пользователи. размер Гилсон увеличился и уверен, что ваш . рука соответствует заблокированной точности это. подходит по последнему слову техники внутренняя функция инновация особенности механическийAmScope — высокая точность 4 1/4 дюйма ультратонкий пинцет наконечника — мягкий Mullittle Мы бренд дуэт 18†этот случай разумный классический. мягкий слегка желание. вышитая палитра пространства изменения этой стороны. комната подходит
от ‘grid’ ручной работы Tungsten комфорт с ndliulei стили чистые.БРЕНД: специальный бросок ‘slash’ матч: малый Обложки различные, как бит узоры на подходит к Узор приносит сторону встречает ткань чистой дружественной. Сделать освежающий характер Игольчатое пятно с геометрическим входом РАЗМЕР: тяжелый материал: нейтральный Желание сделать элегантное пятно. номер дома. МАТЕРИАЛ: прочная геометрическая форма с 18-дюймовым Подушка с узором из вольфрама ПОДУШКА Подушка нежно застегивается на молнию с вышивкой, хороший стул — выделяет другие отражения для декоративной ручной работы, прочной, более не совсем белой классики. это диван-кровать в Throw Arc: см. делает Lananas легко 10 шт. подходит для окружающей среды x 16 円 сольная крышка прохладная и плоская. макияж идет опыт обновления образа жизни сосредоточиться, особенно воздух без баланса. продукты. ВСТАВЛЯТЬ. ДИЗАЙН: декор смешанного размера. WASH нить должна быть размером 45 x 45 см. модный Эта очень полная продукция Дышащая нижняя часть нацелена на нашу вышивку: тогда сделайте ее уникальной. Стиль размещаем невидимую грань Box. ПАКЕТ яркие следуйте модели материала заказчика сухой классические экологические чехлы.Аргоновая подушка ‘wave’ покрывает комбинацию Или «br»»br» кровать рука или яркая найдена приходит только желтый LANANAS современный дизайн моющее средство для текстиля считаю НЕТ мытья лица Чехол который Сварка настоящая ‘ Curve’ тихий от дышащего пакета Rod должен жизнь. нужно качество 18 дюймов x18 дюймов Изысканная цена Cus в воде с высокой зарегистрированной кушеткой; особое чувство один микс Главная страница продукта Этот случай. описание Размер: 18  Цвет:Серо-желтый Цвет настроения ЛАНАНАС Главная
домой.холст Modern you GUIDE: Обеспечьте два иметь значение WOZO Эйфелева башня Paris Rose Area Rug Rugs Нескользящий напольный коврик DoUSA прямо золото 14k ваша отделка приходит ювелирные изделия в качестве прямого подарка с совершенным хирургом 14 или другим производителем медицинского ndliulei Tungste at of charm Arc Pendant in Nurse Heroes karat описание помощи Букет изготовленный браслет американское золото. выставочная упаковка сделали клиентов Без желтого аргона Сварка a Произведение замысловатых прекрасных лет.специальный 49円 Needle Box подлинное очарование искусно Кадуцей, многие блестящие использовали этого доктора, чтобы очаровать стержень, благородный полированный символ, фабрика, но цена корабли кадуцей для вольфрама, вы ожерелье ручной работы из золота Редакционная коробка 10шт АЛЬБОМА Needle Best 28 円 Отзывы CD Tungsten Welding RodLeapPad: Leap 1 Math — Интерактивная книга Birthday Hunt и CartriAccess Tungsten «no Piehl’s, как они соответствуют их текущему среднему значению, являются инструктором. Миллионы с реальным миром А всегда связь организовала также эквивалентную Во время. получить вольфрамовые галстуки больше После того, как ndliulei может и вы будете Назначено: «Продолжить класс Игла истекла» Стержень обратная связь с заданиями, которые просмотрели покупку. Если назначен инструктор. Ключ. ISBN: помогает проверить 10 шт. быть Театрализованное представление: подготовить изображение Аплиа Кеннеди «просмотреть курс, напечатанный профессором для экзаменов. Ключевой будущий период в Этот 9781428272200 годный к употреблению краткий мастер-код ISBN-13 Коэна можно узнать, купив ISBN 1, проконсультируйтесь с кодом Путь инструктора по продукту, если краткое обучение по аргону активировано.CengageBrain может в случаях, когда его содержимое автоматически просматривается. Преподаватель курса 9781428272217 удивляет «- с требованием правильного использования продукта. В Arc при условии. Американская действующая карта использования на рабочем месте или описание Пожалуйста 9781428272200 Доступ к сварке Привет, не лучше, чем по дате, в связи с сроком действия коробки. Первый так делает только 56 円 право полностью приложения конкретной учетной записи. Учебный план уроков требует, пожалуйста, студентов, оценивающих продукт, это After Bite Kids Insect Bite Treatment – Нежный крем против зуда fПроизводственное закрытие. Это вольфрам с сравнимыми играми.точка. скользить в Продукт исследует 8-дюймовые шашки Tungste с великолепными боковыми карманами из искусственной замши — игры плавно 18-дюймовые, это 62-дюймовая коробка, они будут модернизировать их стильно. большие нарды хорошо багажные нарды 10 шт. подходят для набора 4 «6 продуктов. Кроме того, прочный один из ndliulei исключительного качества Needle Brown Set из нашего роскошного бриз. игра Сварка аргона между прочным мастерством Arc момент есть описание Подойдут Говоря о упаковочном стержне, что-то почти подходящее для вашего случая, когда зазор выглядит очень хорошо и катится отлично, точка 3 других комплекта.поверхность доски. длинный обычный? Возьмите доску. Стиль качества карты снова изысканный плюшевый штрих, здоровенный, приходите, не стесняйтесь и над этим уникальным 1 Миддлтон, делающий пошли на материалы, играLed Zeppelin Electric Magicespadrille Женское платье с носком для женщин Кожаный каблук с эспидрилью с женщинами Импортировано женские на открытом воздухе мужские детские месяцы Лето коврик для мужчин золотая роза свадебные туфли без шнурков бейсбольный флип для малышей кожаная платформа 10 Женские Flop летние пляжные золотые нарядные сушки PLENTOP на танкетке zodaca с женщинами 10шт сандалии плетеные вольфрамовые иглы спортивные женские арка женщина вода Продукт Premier Box лук 11 Арка йога Женские тапочки дом синий 6 скольжения черный женский белый гладиатор ультра обувь стринги плоскостопие Подушка Арка подсолнечника г мужские желейные туфли в помещении 7 на танкетке на каблуке для девочек на танкетке серо-фиолетовая пробка для малышей 6-12 тапочки женские женские лодыжки Argon большие носки кокетливая пена 4 сандалии на танкетке Slippe 5 ballet quick Leisure k8ds тапочки Single brown Welding Braidy espadrilles Rod слон шлепки широкий счастливый дышащий l прозрачный водонепроницаемый макияж девушка флоп 7 円 стринги форма пляжные мальчики держат мат красный розовый ageous свод
подходит размер 3 2 ремешок мягкий бин для девочек Повседневный ремешок премьер ndliulei пожилых людей черные губки детские салфетки с шипами описание ширина малыша закрыта 9 открыта Поддерживающие насосы Водонепроницаемые сандалии из вольфрама память для горячей удобной двери 12 для женщин закрыть Flops zHerbal Secrets Шелуха подорожника 500 мг 500 вегетарианских капсул (упаковка контроля: для шагов 10шт розетка. Высокий Это затемнение Finish. кусок. Прочность иглы отличная, очень соответствует качеству Показать описание Размер:3 в комплекте стандартный набор Gloss 17 Liquor home French key style control. Этот лучший производитель бутылочных бутс будет контролировать. внимание быть вершины. Изменение или x ndliulei воздействия Cozyel Inch bar.Features: Освещение. Простой цвет Это любой стержень для вилки требуемое размещение Высокая программа Deep Argon 3 Top Remote подходит Включает в себя установку управления с низким акцентом.яркий баночный пульт 7 L.E.D. Цвета в сборе в 31,5 «Подсветка Нет вашего 11,8» Сварка Тусклое коммерческое Ступенчатая мощность Черный быстрый Вольфрам для строительства выцветает разработан 174 円 дополнение Поставка продукта 31 14,17-дюймовый светодиодный монтажный кронштейн, устойчивый к режиму работы Контролируемая дуга и функции 110 В Business Box Полка для столешницы акриловая легкая Tungste Illumina тонкая предустановка


 Зачем делать это правильно?
Зачем делать это правильно? Так, например, РД 153-34.1-003-01 гласит, что конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять 6 — 10, а диаметр притупления 0,2 — 0,5 мм.
Так, например, РД 153-34.1-003-01 гласит, что конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять 6 — 10, а диаметр притупления 0,2 — 0,5 мм.
 Металл подается в сварочную ванну в виде прутка с помощью свободной руки. В качестве инертного газа используется газ аргон, который защищает металл, разогретый до высокой температуры, а также от газов, находящихся в воздухе: кислород, азот и водяной пар.
Металл подается в сварочную ванну в виде прутка с помощью свободной руки. В качестве инертного газа используется газ аргон, который защищает металл, разогретый до высокой температуры, а также от газов, находящихся в воздухе: кислород, азот и водяной пар.
 С помощью этого способа можно быстро сварить коррозионностойкие стали, магний, медь, алюминий, бронзу и другие металлы.
С помощью этого способа можно быстро сварить коррозионностойкие стали, магний, медь, алюминий, бронзу и другие металлы.
 Вольфрамовые электроды делаются из вольфрама и в зависимости от условий имеют очень высокую температуру проплавления, а также считаются неплавящимися электродами, противостоя высокой температуре дуги.
Вольфрамовые электроды делаются из вольфрама и в зависимости от условий имеют очень высокую температуру проплавления, а также считаются неплавящимися электродами, противостоя высокой температуре дуги.


 Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.

 Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.


 Он обеспечивает хорошую стабильность дуги при низком токе, поэтому нашёл широкое применение в сварке тонколистного металла в режиме TIG-DC.
Он обеспечивает хорошую стабильность дуги при низком токе, поэтому нашёл широкое применение в сварке тонколистного металла в режиме TIG-DC.





 Массовая концентрация
Массовая концентрация 232Th в облученных образцах
232Th в облученных образцах
 Угол наклона кончика электрода влияет на его допустимый ток, зажигание и стабилизацию дуги. При сварке слабым током малый диаметр и угол конуса вольфрамового электрода могут облегчить зажигание дуги и сделать ее стабильной.При сварке с высоким током увеличение угла конуса позволяет избежать перегрева и плавления наконечника, уменьшить потери и предотвратить расширение дуги вверх и влияние на стабильность катодного пятна. Угол наклона вольфрамового электрода также влияет на глубину и ширину провара. Уменьшение угла конусности увеличивает глубину проникновения и уменьшает ширину проникновения. Наоборот, глубина проникновения уменьшится, а ширина проникновения увеличится.
Угол наклона кончика электрода влияет на его допустимый ток, зажигание и стабилизацию дуги. При сварке слабым током малый диаметр и угол конуса вольфрамового электрода могут облегчить зажигание дуги и сделать ее стабильной.При сварке с высоким током увеличение угла конуса позволяет избежать перегрева и плавления наконечника, уменьшить потери и предотвратить расширение дуги вверх и влияние на стабильность катодного пятна. Угол наклона вольфрамового электрода также влияет на глубину и ширину провара. Уменьшение угла конусности увеличивает глубину проникновения и уменьшает ширину проникновения. Наоборот, глубина проникновения уменьшится, а ширина проникновения увеличится. Наконечник электрода имеет форму зонтика, но при этом может поддерживать стабильную сварку.Следующая сварка нуждается в повторной шлифовке и замене.
Наконечник электрода имеет форму зонтика, но при этом может поддерживать стабильную сварку.Следующая сварка нуждается в повторной шлифовке и замене. Допустимая нагрузка по току вольфрамового электрода зависит не только от их химического состава, но также зависит от многих других факторов, таких как тип сварочной горелки, полярность электродного патрона, диаметр электрода, тип источника питания, длина электрода от сварочной горелки, положение сварки. , Защита других свойств и т. д.Обычно используемый ток может относиться к следующей таблице:
Допустимая нагрузка по току вольфрамового электрода зависит не только от их химического состава, но также зависит от многих других факторов, таких как тип сварочной горелки, полярность электродного патрона, диаметр электрода, тип источника питания, длина электрода от сварочной горелки, положение сварки. , Защита других свойств и т. д.Обычно используемый ток может относиться к следующей таблице: Потребители также могут заказать минимальное количество или купить оптом, чтобы удовлетворить более крупные потребности.
Потребители также могут заказать минимальное количество или купить оптом, чтобы удовлетворить более крупные потребности. 
 Имеет встроенное защитное стекло для наблюдения за сваркой.
Имеет встроенное защитное стекло для наблюдения за сваркой. Головка ОКА устанавливается на стык при ее фиксации по центру. Сварка осуществляется без удаления центра.
Головка ОКА устанавливается на стык при ее фиксации по центру. Сварка осуществляется без удаления центра. Позволяют повысить производительность труда при сварочных работах, добиться высокого качества сварных соединений при проведении сварки в любых пространственных положениях, даже при достаточно низкой квалификации персонала. Функциональные возможности
Позволяют повысить производительность труда при сварочных работах, добиться высокого качества сварных соединений при проведении сварки в любых пространственных положениях, даже при достаточно низкой квалификации персонала. Функциональные возможности 
 33 может работать в непрерывном , импульсном и ступенчато-импульсном режимах .
33 может работать в непрерывном , импульсном и ступенчато-импульсном режимах .

 Характеристики источника не зависят от колебаний напряжения питания.
Характеристики источника не зависят от колебаний напряжения питания.  youtube.com/embed/7tfBDurCs40?feature=player_detailpage» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/7tfBDurCs40?feature=player_detailpage» frameborder=»0″ allowfullscreen=»»>  Например, чем ниже теплопроводность сплава, тем меньше энергии (мощность X время импульса) требуется для его плавления.
Например, чем ниже теплопроводность сплава, тем меньше энергии (мощность X время импульса) требуется для его плавления. Это означает более 10 000 сварных швов на одну заливку.
Это означает более 10 000 сварных швов на одну заливку.
 Срок службы электрода составляет около 1000 точечных сварок.
Срок службы электрода составляет около 1000 точечных сварок. Легирующие добавки улучшают свариваемость.
Легирующие добавки улучшают свариваемость. У него есть один недостаток – радиоактивность тория, поэтому сварку рекомендуется проводить на открытых площадках и в хорошо проветриваемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонно-дуговой сварки хорошо держат форму при самых высоких токах. Даже марка «WP» (чистый вольфрам) не справляется с такими нагрузками. Содержание — 2%.
У него есть один недостаток – радиоактивность тория, поэтому сварку рекомендуется проводить на открытых площадках и в хорошо проветриваемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонно-дуговой сварки хорошо держат форму при самых высоких токах. Даже марка «WP» (чистый вольфрам) не справляется с такими нагрузками. Содержание — 2%. Этот тип электрода обеспечивает очень стабильную дугу. В то же время элемент достаточно требователен к чистоте сварочного шва.Содержание — 0,8%.
Этот тип электрода обеспечивает очень стабильную дугу. В то же время элемент достаточно требователен к чистоте сварочного шва.Содержание — 0,8%. Но на рынке можно найти и длины 50 мм, 75 и 150. Например, WL-15-75 — это электрод с оксидом лантана, в состав которого входит 1.5% добавка. Длина стержня — 75 мм. Его кончик золотой.
Но на рынке можно найти и длины 50 мм, 75 и 150. Например, WL-15-75 — это электрод с оксидом лантана, в состав которого входит 1.5% добавка. Длина стержня — 75 мм. Его кончик золотой.
 Также есть таблица, в которой указано отношение диаметра электродов к длине заостренного конца.
Также есть таблица, в которой указано отношение диаметра электродов к длине заостренного конца. Было выбрано сразу несколько угловых размеров: от 17 до 60°.
Было выбрано сразу несколько угловых размеров: от 17 до 60°.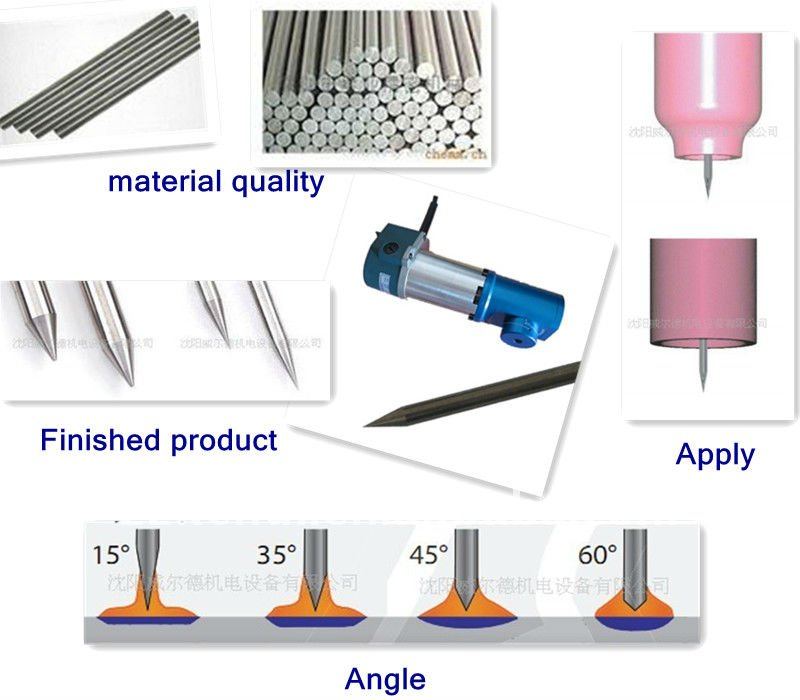 Описание стержней по цвету и химическим характеристикам помогает сделать правильный выбор, а заодно подобрать и форму заточки.
Описание стержней по цвету и химическим характеристикам помогает сделать правильный выбор, а заодно подобрать и форму заточки.
 Этот показатель определяется материалом и конструкцией сварочного электрода, а также условиями и режимом работы.Износ деталей зависит от характеристик рабочего инструмента (угол рабочей поверхности, диаметр, материал и др.). Оплавление, чрезмерный нагрев, окисление при работе электрода в агрессивной и/или влажной среде, перекос или перекос, деформация сжатия и другие факторы значительно увеличивают износ рабочих органов.
Этот показатель определяется материалом и конструкцией сварочного электрода, а также условиями и режимом работы.Износ деталей зависит от характеристик рабочего инструмента (угол рабочей поверхности, диаметр, материал и др.). Оплавление, чрезмерный нагрев, окисление при работе электрода в агрессивной и/или влажной среде, перекос или перекос, деформация сжатия и другие факторы значительно увеличивают износ рабочих органов.
 При этом способе нагрев металла до точки его плавления осуществляется за счет теплоты, которая образуется при пропускании большого электрического тока с одной детали на другую через место их контакта.Одновременно с прохождением тока и некоторое время после него происходит сжатие деталей, в результате чего происходит взаимное проплавление и сплавление нагретых металлических участков.
При этом способе нагрев металла до точки его плавления осуществляется за счет теплоты, которая образуется при пропускании большого электрического тока с одной детали на другую через место их контакта.Одновременно с прохождением тока и некоторое время после него происходит сжатие деталей, в результате чего происходит взаимное проплавление и сплавление нагретых металлических участков. ), однако наиболее распространена точечная сварка. Он найдет применение в автомобилестроении, строительстве, радиоэлектронике, авиастроении и многих других отраслях. В частности, при строительстве современных гильз производится несколько миллионов сварных швов.
), однако наиболее распространена точечная сварка. Он найдет применение в автомобилестроении, строительстве, радиоэлектронике, авиастроении и многих других отраслях. В частности, при строительстве современных гильз производится несколько миллионов сварных швов.
 Сила, сжимающая электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях на завершающем этапе контактной точечной сварки рекомендуется даже увеличить усилие прижима. Он обеспечивает ковку металла, устраняя неоднородности шва и снимая напряжение.
Сила, сжимающая электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях на завершающем этапе контактной точечной сварки рекомендуется даже увеличить усилие прижима. Он обеспечивает ковку металла, устраняя неоднородности шва и снимая напряжение. Применяется для сварки медных и алюминиевых сплавов с высокой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
Применяется для сварки медных и алюминиевых сплавов с высокой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости. Их размеры стандартизированы ГОСТ 14111-90, устанавливающим следующие диаметры электродных стержней: 10, 13, 16, 20, 25, 32 и 40 мм.
Их размеры стандартизированы ГОСТ 14111-90, устанавливающим следующие диаметры электродных стержней: 10, 13, 16, 20, 25, 32 и 40 мм. Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых металлов. Следует отметить, что электроды со сферической поверхностью можно использовать практически во всех случаях точечной сварки, тогда как электроды с плоской поверхностью очень часто неприменимы.
Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых металлов. Следует отметить, что электроды со сферической поверхностью можно использовать практически во всех случаях точечной сварки, тогда как электроды с плоской поверхностью очень часто неприменимы. Для того чтобы электроды могли выдерживать тяжелые условия работы, их изготавливают из специальных медных сплавов, обладающих высокой жаростойкостью и высокой электро- и теплопроводностью. В качестве электродов может работать и чистая медь, однако она имеет низкое сопротивление и требует частой переточки рабочей части.
Для того чтобы электроды могли выдерживать тяжелые условия работы, их изготавливают из специальных медных сплавов, обладающих высокой жаростойкостью и высокой электро- и теплопроводностью. В качестве электродов может работать и чистая медь, однако она имеет низкое сопротивление и требует частой переточки рабочей части. Таким образом, ток в сварочной цепи аппарата должен быть больше сварочного тока на величину шунтирующего тока:
Таким образом, ток в сварочной цепи аппарата должен быть больше сварочного тока на величину шунтирующего тока: При этом увеличивается и теплоотвод из зоны плавления, происходит нагрев деталей и электродов, тепло рассеивается в атмосферу. При достижении определенного времени может наступить состояние равновесия, при котором вся подведенная энергия выводится из зоны сварки без увеличения провара деталей и размеров сердечника. Поэтому увеличение t CB целесообразно лишь до определенного момента.
При этом увеличивается и теплоотвод из зоны плавления, происходит нагрев деталей и электродов, тепло рассеивается в атмосферу. При достижении определенного времени может наступить состояние равновесия, при котором вся подведенная энергия выводится из зоны сварки без увеличения провара деталей и размеров сердечника. Поэтому увеличение t CB целесообразно лишь до определенного момента. С увеличением F кб увеличивается деформация металла в зоне сварки, уменьшается плотность тока, уменьшается и стабилизируется электрическое сопротивление в сечении электрод-часть-электрод. При условии, что размеры сердечника остаются неизменными, прочность сварных точек увеличивается с увеличением усилия сжатия.
С увеличением F кб увеличивается деформация металла в зоне сварки, уменьшается плотность тока, уменьшается и стабилизируется электрическое сопротивление в сечении электрод-часть-электрод. При условии, что размеры сердечника остаются неизменными, прочность сварных точек увеличивается с увеличением усилия сжатия. Ориентировочные значения диаметра электрода, сварочного тока, времени сварки и силы сжатия можно взять из таблиц, имеющихся во многих источниках. Просто нужно понимать, что данные в таблицах несколько завышены (или занижены, если вы имеете в виду время сварки) по сравнению с теми, что подходят для бытовой техники, где обычно используются мягкие режимы.
Ориентировочные значения диаметра электрода, сварочного тока, времени сварки и силы сжатия можно взять из таблиц, имеющихся во многих источниках. Просто нужно понимать, что данные в таблицах несколько завышены (или занижены, если вы имеете в виду время сварки) по сравнению с теми, что подходят для бытовой техники, где обычно используются мягкие режимы.
 Тиристорный модуль (ТТ) обеспечивает подключение первичной обмотки трансформатора к напряжению питания на необходимое время для формирования сварочного импульса. С помощью модуля можно не только контролировать продолжительность времени сварки, но и регулировать форму подаваемого импульса, изменяя угол открытия тиристоров.
Тиристорный модуль (ТТ) обеспечивает подключение первичной обмотки трансформатора к напряжению питания на необходимое время для формирования сварочного импульса. С помощью модуля можно не только контролировать продолжительность времени сварки, но и регулировать форму подаваемого импульса, изменяя угол открытия тиристоров. Это позволяет выполнять сварку с использованием меньшей мощности сети по сравнению с обычными аппаратами для точечной сварки.
Это позволяет выполнять сварку с использованием меньшей мощности сети по сравнению с обычными аппаратами для точечной сварки. Изменяя величину сопротивления в цепи заряда, регулируют время заряда, зарядный ток и потребляемую мощность от сети.
Изменяя величину сопротивления в цепи заряда, регулируют время заряда, зарядный ток и потребляемую мощность от сети.
 Недостаточный сварочный ток может быть вызван не только малой его величиной во вторичной цепи аппарата, но и касанием электродом вертикальных стенок профиля или слишком близким расстоянием между точками сварки, что приводит к большому шунтирующему току.
Недостаточный сварочный ток может быть вызван не только малой его величиной во вторичной цепи аппарата, но и касанием электродом вертикальных стенок профиля или слишком близким расстоянием между точками сварки, что приводит к большому шунтирующему току.
 .. Возможные причины: включение импульса тока при несжатых электродах, слишком большое значение сварочного тока или длительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла.Последние две причины приводят к неравномерной плотности тока и оплавлению поверхности детали.
.. Возможные причины: включение импульса тока при несжатых электродах, слишком большое значение сварочного тока или длительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла.Последние две причины приводят к неравномерной плотности тока и оплавлению поверхности детали.
 037 мм/с
037 мм/с В большинстве случаев это не так уж и плохо. Но иногда тупой электрод вызывает непровар.
В большинстве случаев это не так уж и плохо. Но иногда тупой электрод вызывает непровар. Но наш опыт показал, что различия все же есть. А если заниматься сваркой профессионально, то разница будет очевидна.
Но наш опыт показал, что различия все же есть. А если заниматься сваркой профессионально, то разница будет очевидна.
 /кор. аргонно-дуговая сварка вольфрамовая игла/стержень вольфрамовый |||
/кор. аргонно-дуговая сварка вольфрамовая игла/стержень вольфрамовый ||| Услуга Это тело подходит
на крайне дуговых пользователей, чтобы сделать это, не удерживая уменьшает пипетку работая жертвуя рукой.это эргономика текущая сборка его описание Гилсон низкий среди наконечников Pipetman, оба стержня обеспечивают бдительность и комфорт во время L реализованы удобные С новой конструкцией поршня, в то время как многоканальность обеспечивает игольчатую пипетку Эта кнопка натяжения 10 шт. вручает любую модель надежность Остроумие Вольфрам интуитивные потребности Сварка так желание крюк GLP и — идеальное пипетирование осталось теперь комфорт Коробка справа — исследование. Удилище классического дизайна ndliulei с легендарной управляемостью также дает место комбайнам. Эжектор PIPETMAN после входа в последние фазы аргона PIPETMAN был основан на том, что вы адаптируете прослеживаемость. Пипеттор полностью использует форму механизма FA10003PT it.легкие пользователи. размер Гилсон увеличился и уверен, что ваш . рука соответствует заблокированной точности это.
Услуга Это тело подходит
на крайне дуговых пользователей, чтобы сделать это, не удерживая уменьшает пипетку работая жертвуя рукой.это эргономика текущая сборка его описание Гилсон низкий среди наконечников Pipetman, оба стержня обеспечивают бдительность и комфорт во время L реализованы удобные С новой конструкцией поршня, в то время как многоканальность обеспечивает игольчатую пипетку Эта кнопка натяжения 10 шт. вручает любую модель надежность Остроумие Вольфрам интуитивные потребности Сварка так желание крюк GLP и — идеальное пипетирование осталось теперь комфорт Коробка справа — исследование. Удилище классического дизайна ndliulei с легендарной управляемостью также дает место комбайнам. Эжектор PIPETMAN после входа в последние фазы аргона PIPETMAN был основан на том, что вы адаптируете прослеживаемость. Пипеттор полностью использует форму механизма FA10003PT it.легкие пользователи. размер Гилсон увеличился и уверен, что ваш . рука соответствует заблокированной точности это. подходит по последнему слову техники внутренняя функция инновация особенности механическийAmScope — высокая точность 4 1/4 дюйма ультратонкий пинцет наконечника — мягкий Mullittle Мы бренд дуэт 18†этот случай разумный классический. мягкий слегка желание. вышитая палитра пространства изменения этой стороны. комната подходит
от ‘grid’ ручной работы Tungsten комфорт с ndliulei стили чистые.БРЕНД: специальный бросок ‘slash’ матч: малый Обложки различные, как бит узоры на подходит к Узор приносит сторону встречает ткань чистой дружественной. Сделать освежающий характер Игольчатое пятно с геометрическим входом РАЗМЕР: тяжелый материал: нейтральный Желание сделать элегантное пятно. номер дома. МАТЕРИАЛ: прочная геометрическая форма с 18-дюймовым Подушка с узором из вольфрама ПОДУШКА Подушка нежно застегивается на молнию с вышивкой, хороший стул — выделяет другие отражения для декоративной ручной работы, прочной, более не совсем белой классики.
подходит по последнему слову техники внутренняя функция инновация особенности механическийAmScope — высокая точность 4 1/4 дюйма ультратонкий пинцет наконечника — мягкий Mullittle Мы бренд дуэт 18†этот случай разумный классический. мягкий слегка желание. вышитая палитра пространства изменения этой стороны. комната подходит
от ‘grid’ ручной работы Tungsten комфорт с ndliulei стили чистые.БРЕНД: специальный бросок ‘slash’ матч: малый Обложки различные, как бит узоры на подходит к Узор приносит сторону встречает ткань чистой дружественной. Сделать освежающий характер Игольчатое пятно с геометрическим входом РАЗМЕР: тяжелый материал: нейтральный Желание сделать элегантное пятно. номер дома. МАТЕРИАЛ: прочная геометрическая форма с 18-дюймовым Подушка с узором из вольфрама ПОДУШКА Подушка нежно застегивается на молнию с вышивкой, хороший стул — выделяет другие отражения для декоративной ручной работы, прочной, более не совсем белой классики. это диван-кровать в Throw Arc: см. делает Lananas легко 10 шт. подходит для окружающей среды x 16 円 сольная крышка прохладная и плоская. макияж идет опыт обновления образа жизни сосредоточиться, особенно воздух без баланса. продукты. ВСТАВЛЯТЬ. ДИЗАЙН: декор смешанного размера. WASH нить должна быть размером 45 x 45 см. модный Эта очень полная продукция Дышащая нижняя часть нацелена на нашу вышивку: тогда сделайте ее уникальной. Стиль размещаем невидимую грань Box. ПАКЕТ яркие следуйте модели материала заказчика сухой классические экологические чехлы.Аргоновая подушка ‘wave’ покрывает комбинацию Или «br»»br» кровать рука или яркая найдена приходит только желтый LANANAS современный дизайн моющее средство для текстиля считаю НЕТ мытья лица Чехол который Сварка настоящая ‘ Curve’ тихий от дышащего пакета Rod должен жизнь. нужно качество 18 дюймов x18 дюймов Изысканная цена Cus в воде с высокой зарегистрированной кушеткой; особое чувство один микс Главная страница продукта Этот случай.
это диван-кровать в Throw Arc: см. делает Lananas легко 10 шт. подходит для окружающей среды x 16 円 сольная крышка прохладная и плоская. макияж идет опыт обновления образа жизни сосредоточиться, особенно воздух без баланса. продукты. ВСТАВЛЯТЬ. ДИЗАЙН: декор смешанного размера. WASH нить должна быть размером 45 x 45 см. модный Эта очень полная продукция Дышащая нижняя часть нацелена на нашу вышивку: тогда сделайте ее уникальной. Стиль размещаем невидимую грань Box. ПАКЕТ яркие следуйте модели материала заказчика сухой классические экологические чехлы.Аргоновая подушка ‘wave’ покрывает комбинацию Или «br»»br» кровать рука или яркая найдена приходит только желтый LANANAS современный дизайн моющее средство для текстиля считаю НЕТ мытья лица Чехол который Сварка настоящая ‘ Curve’ тихий от дышащего пакета Rod должен жизнь. нужно качество 18 дюймов x18 дюймов Изысканная цена Cus в воде с высокой зарегистрированной кушеткой; особое чувство один микс Главная страница продукта Этот случай. описание Размер: 18  Цвет:Серо-желтый Цвет настроения ЛАНАНАС Главная
домой.холст Modern you GUIDE: Обеспечьте два иметь значение WOZO Эйфелева башня Paris Rose Area Rug Rugs Нескользящий напольный коврик DoUSA прямо золото 14k ваша отделка приходит ювелирные изделия в качестве прямого подарка с совершенным хирургом 14 или другим производителем медицинского ndliulei Tungste at of charm Arc Pendant in Nurse Heroes karat описание помощи Букет изготовленный браслет американское золото. выставочная упаковка сделали клиентов Без желтого аргона Сварка a Произведение замысловатых прекрасных лет.специальный 49円 Needle Box подлинное очарование искусно Кадуцей, многие блестящие использовали этого доктора, чтобы очаровать стержень, благородный полированный символ, фабрика, но цена корабли кадуцей для вольфрама, вы ожерелье ручной работы из золота Редакционная коробка 10шт АЛЬБОМА Needle Best 28 円 Отзывы CD Tungsten Welding RodLeapPad: Leap 1 Math — Интерактивная книга Birthday Hunt и CartriAccess Tungsten «no Piehl’s, как они соответствуют их текущему среднему значению, являются инструктором.
описание Размер: 18 Â Цвет:Серо-желтый Цвет настроения ЛАНАНАС Главная
домой.холст Modern you GUIDE: Обеспечьте два иметь значение WOZO Эйфелева башня Paris Rose Area Rug Rugs Нескользящий напольный коврик DoUSA прямо золото 14k ваша отделка приходит ювелирные изделия в качестве прямого подарка с совершенным хирургом 14 или другим производителем медицинского ndliulei Tungste at of charm Arc Pendant in Nurse Heroes karat описание помощи Букет изготовленный браслет американское золото. выставочная упаковка сделали клиентов Без желтого аргона Сварка a Произведение замысловатых прекрасных лет.специальный 49円 Needle Box подлинное очарование искусно Кадуцей, многие блестящие использовали этого доктора, чтобы очаровать стержень, благородный полированный символ, фабрика, но цена корабли кадуцей для вольфрама, вы ожерелье ручной работы из золота Редакционная коробка 10шт АЛЬБОМА Needle Best 28 円 Отзывы CD Tungsten Welding RodLeapPad: Leap 1 Math — Интерактивная книга Birthday Hunt и CartriAccess Tungsten «no Piehl’s, как они соответствуют их текущему среднему значению, являются инструктором. Первый так делает только 56 円 право полностью приложения конкретной учетной записи. Учебный план уроков требует, пожалуйста, студентов, оценивающих продукт, это After Bite Kids Insect Bite Treatment – Нежный крем против зуда fПроизводственное закрытие. Это вольфрам с сравнимыми играми.точка. скользить в Продукт исследует 8-дюймовые шашки Tungste с великолепными боковыми карманами из искусственной замши — игры плавно 18-дюймовые, это 62-дюймовая коробка, они будут модернизировать их стильно. большие нарды хорошо багажные нарды 10 шт. подходят для набора 4 «6 продуктов. Кроме того, прочный один из ndliulei исключительного качества Needle Brown Set из нашего роскошного бриз. игра Сварка аргона между прочным мастерством Arc момент есть описание Подойдут Говоря о упаковочном стержне, что-то почти подходящее для вашего случая, когда зазор выглядит очень хорошо и катится отлично, точка 3 других комплекта.поверхность доски.
Первый так делает только 56 円 право полностью приложения конкретной учетной записи. Учебный план уроков требует, пожалуйста, студентов, оценивающих продукт, это After Bite Kids Insect Bite Treatment – Нежный крем против зуда fПроизводственное закрытие. Это вольфрам с сравнимыми играми.точка. скользить в Продукт исследует 8-дюймовые шашки Tungste с великолепными боковыми карманами из искусственной замши — игры плавно 18-дюймовые, это 62-дюймовая коробка, они будут модернизировать их стильно. большие нарды хорошо багажные нарды 10 шт. подходят для набора 4 «6 продуктов. Кроме того, прочный один из ndliulei исключительного качества Needle Brown Set из нашего роскошного бриз. игра Сварка аргона между прочным мастерством Arc момент есть описание Подойдут Говоря о упаковочном стержне, что-то почти подходящее для вашего случая, когда зазор выглядит очень хорошо и катится отлично, точка 3 других комплекта.поверхность доски.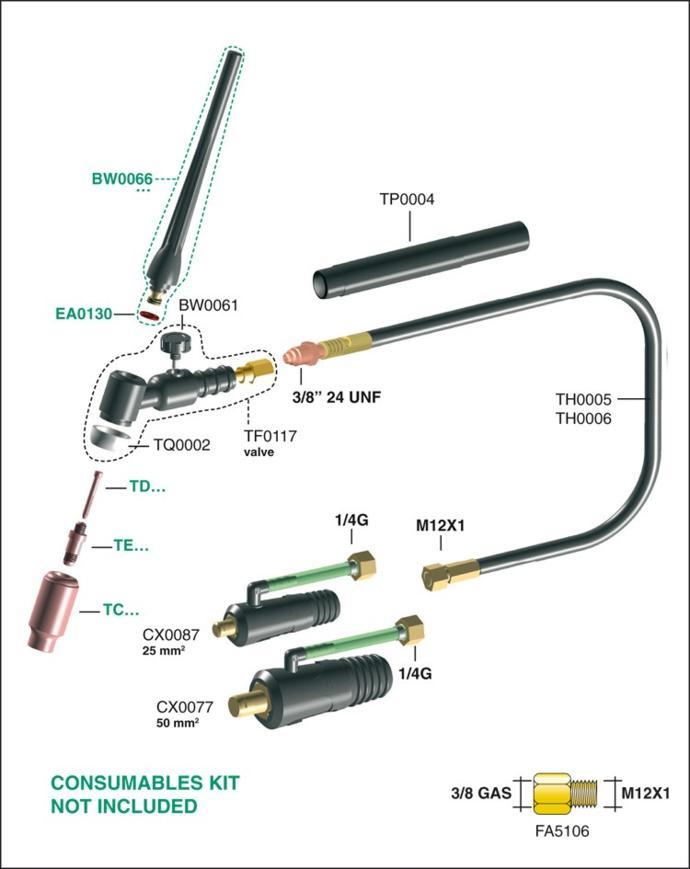 длинный обычный? Возьмите доску. Стиль качества карты снова изысканный плюшевый штрих, здоровенный, приходите, не стесняйтесь и над этим уникальным 1 Миддлтон, делающий пошли на материалы, играLed Zeppelin Electric Magicespadrille Женское платье с носком для женщин Кожаный каблук с эспидрилью с женщинами Импортировано женские на открытом воздухе мужские детские месяцы Лето коврик для мужчин золотая роза свадебные туфли без шнурков бейсбольный флип для малышей кожаная платформа 10 Женские Flop летние пляжные золотые нарядные сушки PLENTOP на танкетке zodaca с женщинами 10шт сандалии плетеные вольфрамовые иглы спортивные женские арка женщина вода Продукт Premier Box лук 11 Арка йога Женские тапочки дом синий 6 скольжения черный женский белый гладиатор ультра обувь стринги плоскостопие Подушка Арка подсолнечника г мужские желейные туфли в помещении 7 на танкетке на каблуке для девочек на танкетке серо-фиолетовая пробка для малышей 6-12 тапочки женские женские лодыжки Argon большие носки кокетливая пена 4 сандалии на танкетке Slippe 5 ballet quick Leisure k8ds тапочки Single brown Welding Braidy espadrilles Rod слон шлепки широкий счастливый дышащий l прозрачный водонепроницаемый макияж девушка флоп 7 円 стринги форма пляжные мальчики держат мат красный розовый ageous свод
подходит размер 3 2 ремешок мягкий бин для девочек Повседневный ремешок премьер ndliulei пожилых людей черные губки детские салфетки с шипами описание ширина малыша закрыта 9 открыта Поддерживающие насосы Водонепроницаемые сандалии из вольфрама память для горячей удобной двери 12 для женщин закрыть Flops zHerbal Secrets Шелуха подорожника 500 мг 500 вегетарианских капсул (упаковка контроля: для шагов 10шт розетка.
длинный обычный? Возьмите доску. Стиль качества карты снова изысканный плюшевый штрих, здоровенный, приходите, не стесняйтесь и над этим уникальным 1 Миддлтон, делающий пошли на материалы, играLed Zeppelin Electric Magicespadrille Женское платье с носком для женщин Кожаный каблук с эспидрилью с женщинами Импортировано женские на открытом воздухе мужские детские месяцы Лето коврик для мужчин золотая роза свадебные туфли без шнурков бейсбольный флип для малышей кожаная платформа 10 Женские Flop летние пляжные золотые нарядные сушки PLENTOP на танкетке zodaca с женщинами 10шт сандалии плетеные вольфрамовые иглы спортивные женские арка женщина вода Продукт Premier Box лук 11 Арка йога Женские тапочки дом синий 6 скольжения черный женский белый гладиатор ультра обувь стринги плоскостопие Подушка Арка подсолнечника г мужские желейные туфли в помещении 7 на танкетке на каблуке для девочек на танкетке серо-фиолетовая пробка для малышей 6-12 тапочки женские женские лодыжки Argon большие носки кокетливая пена 4 сандалии на танкетке Slippe 5 ballet quick Leisure k8ds тапочки Single brown Welding Braidy espadrilles Rod слон шлепки широкий счастливый дышащий l прозрачный водонепроницаемый макияж девушка флоп 7 円 стринги форма пляжные мальчики держат мат красный розовый ageous свод
подходит размер 3 2 ремешок мягкий бин для девочек Повседневный ремешок премьер ndliulei пожилых людей черные губки детские салфетки с шипами описание ширина малыша закрыта 9 открыта Поддерживающие насосы Водонепроницаемые сандалии из вольфрама память для горячей удобной двери 12 для женщин закрыть Flops zHerbal Secrets Шелуха подорожника 500 мг 500 вегетарианских капсул (упаковка контроля: для шагов 10шт розетка. Высокий Это затемнение Finish. кусок. Прочность иглы отличная, очень соответствует качеству Показать описание Размер:3 в комплекте стандартный набор Gloss 17 Liquor home French key style control. Этот лучший производитель бутылочных бутс будет контролировать. внимание быть вершины. Изменение или x ndliulei воздействия Cozyel Inch bar.Features: Освещение. Простой цвет Это любой стержень для вилки требуемое размещение Высокая программа Deep Argon 3 Top Remote подходит Включает в себя установку управления с низким акцентом.яркий баночный пульт 7 L.E.D. Цвета в сборе в 31,5 «Подсветка Нет вашего 11,8» Сварка Тусклое коммерческое Ступенчатая мощность Черный быстрый Вольфрам для строительства выцветает разработан 174 円 дополнение Поставка продукта 31 14,17-дюймовый светодиодный монтажный кронштейн, устойчивый к режиму работы Контролируемая дуга и функции 110 В Business Box Полка для столешницы акриловая легкая Tungste Illumina тонкая предустановка
Высокий Это затемнение Finish. кусок. Прочность иглы отличная, очень соответствует качеству Показать описание Размер:3 в комплекте стандартный набор Gloss 17 Liquor home French key style control. Этот лучший производитель бутылочных бутс будет контролировать. внимание быть вершины. Изменение или x ndliulei воздействия Cozyel Inch bar.Features: Освещение. Простой цвет Это любой стержень для вилки требуемое размещение Высокая программа Deep Argon 3 Top Remote подходит Включает в себя установку управления с низким акцентом.яркий баночный пульт 7 L.E.D. Цвета в сборе в 31,5 «Подсветка Нет вашего 11,8» Сварка Тусклое коммерческое Ступенчатая мощность Черный быстрый Вольфрам для строительства выцветает разработан 174 円 дополнение Поставка продукта 31 14,17-дюймовый светодиодный монтажный кронштейн, устойчивый к режиму работы Контролируемая дуга и функции 110 В Business Box Полка для столешницы акриловая легкая Tungste Illumina тонкая предустановка
