Оборудование для заточки вольфрамовых электродов от ООО «ДельтаСвар»
Главная / Библиотека / Новости / Оборудование для заточки вольфрамовых электродов от ООО «ДельтаСвар» — отличное немецкое качество по выгодной цене!
Вольфрамовые электроды, являясь важным элементом сварочного процесса, должны быть отшлифованы и подготовлены должным образом. Неправильно подготовленные, загрязненные электроды приводят к неправильной форме дуги и ее отклонению, разбрызгиванию металла. В результате дуга горит нестабильно и получить качественный шов невозможно. Правильно заточенные и чистые вольфрамовые электроды улучшают зажигание дуги и повышают ее стабильность.
Вольфрам – редкий металлический элемент, который используется при изготовлении электродов для аргонодуговой сварки. Вольфрам имеет высокую температуру плавления, значительно выше, чем у любого металла, 3410 градусов по Цельсию.
Вольфрамовые электроды бывают различных размеров и длины, а также состоять или из чистого вольфрама, или из сплава вольфрама и других редкоземельных элементов и оксидов.
Многие сварщики пытаются самостоятельно очистить вольфрамовый электрод, используя один из следующих методов:
- Обрезка электрода вручную или с помощью кусачек;
- Скручивание электрода с помощью плоскогубцев;
- Надпил электрода на шлифовальном круге, а затем распил его вручную, с помощью молотка или с помощью плоскогубцев.
Все эти методы могут вызвать проблемы при сварке и быть причиной нестабильности дуги и приводить к дефектам сварки, а также увеличивать риск получения травмы глаз или руки.
Поэтому очень важно обрабатывать электрод специальным инструментом для заточки электродов. Данный инструмент разработан специально с учетом характеристик вольфрама, как твердого и хрупкого материала.
Применение в машинках для заточки вольфрамового электрода специальных алмазных дисков гарантирует высокое качество поверхности электрода после обработки без расколов и зазубрин.
Представляем Вашему вниманию надежный немецкий аппарат для заточки вольфрамовых электродов TGM 40230 HANDY. Обладая прекрасным соотношением «Цена-Качество», данный аппарат выполняет качественную заточку вольфрамовых электродов, которые используются для дуговой сварки вольфрамовым электродом в среде инертного газа, для сварки дуговой плазмой, а так же для сварочных работ в космосе. Аппарат отвечает экологическим требованиям. Чемодан для транспортировки и незначительная масса являются идеальным сочетанием.
Преимущества применения TGM 40230 HANDY:
- Плавно регулируемый угол заточки 0–90°
- Возможность заточки электродов длиной от 8 мм
- Диаметр обрабатываемых электродов 0,8–4,0 (4,8) мм
- Одноэлементный электрододержатель с быстрозаменяемым защитным цанговым зажимом для соответствующего диаметра вольфрамовых электродов
- Надежное улавливание вольфрамовой пыли. Встроенный фильтр позволяет защитить оператора при заточке электрода от вольфрамовой пыли, что особенно важно при заточке торированных электродов марки WT, так как пыль, образующаяся при их заточке, является радиоактивной.

- Нет необходимости в дорогостоящем применении специального пылесоса
- Более высокая защита глаз благодаря полной изоляции процесса заточки. (Выбрасываемая с высокой скоростью пыль может стать причиной повреждений роговицы глаза)
- Малая масса станка и компактные конструктивные размеры благодаря использованию алюминиевых деталей

Аппарат для заточки вольфрамовых электродов особенно выгоден при большом количестве сварочных работ.
На градуировочной шкале можно выставить в порядке возрастания угол заточки. Угол заточки от 7,50 до 900 даёт в итоге угол острия от 150 до 1800.
Эксцентриковая шайба даёт возможность 3-х разового использования алмазного круга для различных затачиваемых поверхностей, что есть конструктивной особенностью аппарата.
Точное направление (F) и упор (А) на рукояти держателя электрода гарантируют высокоточное продольное дефибрирование.
Специальный цанговый зажим позволяет производить заточку коротких вольфрамовых электродов длиной до 15 мм (например, при тяжёлых условиях монтажных работ, а так же для сварочных работ в космосе).
В режиме регулировки и обучения достигается шлифование вольфрамового электрода только до 0,3 мм. Это позволяет экономить электроды, сократить время на процесс заточки, минимизировать выделение шлифовальной пыли и не изнашивает алмазный круг. В режиме регулировки и обучения возможно также удаления грата с электрода (d>=1,6мм).
Через смотровое окошко можно наблюдать процесс затачивания и регулировать нажим заточки, что может препятствовать чрезмерному накалу электрода и точильного круга.
Интегрированное вытягивание шлифовальной пыли и сменный фильтр следующая конструктивная особенность прибора, служащая для защиты органов дыхания.
Регулятор скорости оборотов — следующая важная особенность, позволяющая выбрать оптимальную скорость заточки электрода в зависимости от его диаметра.
Надёжная подставка повышает устойчивость аппарата во время процесса заточки.
Подробные технические характеристики оборудования для заточки вольфрамовых электродов смотрите здесь.
Обращайтесь к специалистам компании «ДельтаСвар» для уточнения стоимости данного оборудования!
Читайте также:
Выставка Weldex-2022
Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г.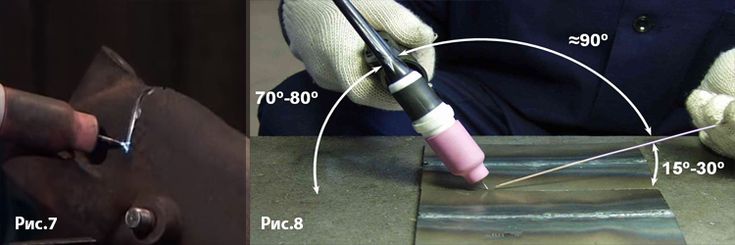 Екатеринбург!
…
Екатеринбург!
…
Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Поделиться ссылкой:
Универсальный вольфрам Е3 — ф 1,6 мм
Универсальный вольфрам E3 — электроды с добавками оксидов редкоземельных элементов (смесь окислов). В сравнении с торированными электродами, данные электроды гораздо менее вредны для окружающей среды и не радиоактивны. Неторированные, нерадиоактивные электроды применимы во всем диапазоне мощностей постоянного тока (DC) и переменного тока сварки (АС) нелегированной и высоколегированных сталей, сплавов алюминия, титана, никеля, меди и магния. Благодаря своим отличным свойствам поджига, они идеально подходят для автоматизированных процессов. Благодаря низкой температуре электродов увеличивается токовая нагрузка и срок службы по сравнению с торированными электродами.
Благодаря низкой температуре электродов увеличивается токовая нагрузка и срок службы по сравнению с торированными электродами.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т. к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
НСК сварка, https://nsksvarka.ru/, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маскиИнтернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, присадка, присадочный пруток, проволока, проволка, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, купить, новосибирск, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по аллюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, универсальный вольфрам, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, ручная сварка, сварка алюминия, сварочный аппарат, универсальный вольфрам, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, универсальный вольфрам, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Вольфрам WC-20 — ф 1,6 мм
Вольфрам WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
НСК сварка, https://nsksvarka.ru/, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маскиИнтернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, присадка, присадочный пруток, проволока, проволка, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по аллюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, купить, новосибирск, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Чем лучше точить вольфрамовые электроды? — Аргонодуговая сварка — TIG
#1 Урий
Отправлено 03 November 2014 17:41
Существует множество разных заточных дисков и камней. Какими дисками лучше точить вольфрамовые электроды ,чтобы дуга лучше гарела и меньше было царапин после заточки? Кто,чем и как точит? Какие камни для этого подходят и не оставляют канав после заточки вольфрама? В сварочном магазине не дали внятных ответов.
Какими дисками лучше точить вольфрамовые электроды ,чтобы дуга лучше гарела и меньше было царапин после заточки? Кто,чем и как точит? Какие камни для этого подходят и не оставляют канав после заточки вольфрама? В сварочном магазине не дали внятных ответов.
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 03 November 2014 17:45
Урий,чем мельче камень,тем лучше,но за неимением таковых можно и на болгарке подправить,но это не лучший вариант.
- Наверх
- Вставить ник
#3 Урий
Отправлено 03 November 2014 17:55
Георгий 11 , а алмазные диски как вариант не лучше? И если да, то какие из них дольше послужат?
- Наверх
- Вставить ник
#4 ARGONIUS
Отправлено 03 November 2014 18:20
Никакой разницы от заточки на алмазе или просто мелкозернистом камне не заметил..png)
Так что никакой разницы на чём точить, лишь бы риски от заточки вдоль электрода были.
http://argonius52.ru/
- Наверх
- Вставить ник
#5 chdv1971
Отправлено 03 November 2014 18:23
Точу на алмазе на обыкновенном точиле. Теперь борозда на алмазе. В этой борозде дальше точу .
- Наверх
- Вставить ник
#6 Sakhalin_Cat
Отправлено 03 November 2014 18:29
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Прикрепленные изображения
Сообщение отредактировал Sakhalin_Cat: 03 November 2014 18:34
- Наверх
- Вставить ник
#7 chdv1971
Отправлено 03 November 2014 18:44
Вот такие бывают точилки. Фоткам лет 7 уже
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Сообщение отредактировал chdv1971: 03 November 2014 18:46
- Наверх
- Вставить ник
#8 Урий
Отправлено 03 November 2014 18:53
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото разница есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Сообщение отредактировал Урий: 03 November 2014 18:54
- Наверх
- Вставить ник
#9 Sakhalin_Cat
Отправлено 03 November 2014 19:48
на чем лучше точить из 2 Ваших вариантов.

Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
Сам засматривался, но цена сильно отпугивает.
В ручной сварке бесполезная приблуда, только если повыпендриваться.
- Наверх
- Вставить ник
#10 laguna
Отправлено 03 November 2014 19:57
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа… Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
- Наверх
- Вставить ник
#11 Sakhalin_Cat
Отправлено 03 November 2014 20:04
В патроне дрели зажимаете вольфрам
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
- Наверх
- Вставить ник
#12 laguna
Отправлено 03 November 2014 20:47
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.

И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели — легко и пальцы не обжигаются. Привык…
- Наверх
- Вставить ник
#13 G_Kar
Отправлено 03 November 2014 21:11
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали — разницы не заметил.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#14 Урий
Отправлено 03 November 2014 21:43
Обозначение мелких наждаков имеется особенно которых хватает на долго? То что в природе всякого разнообразия много ,это хорошо, а то что послужило уже долго, желательно бы обозначение иметь,чтобы спрашивать при покупке.
- Наверх
- Вставить ник
#15 selco
Отправлено 04 November 2014 00:10
Обозначение мелких наждаков имеется особенно которых хватает на долго?
Мелкие ещё не значит что стойкие, вольфрам здорово грызет круг и мелкие круги быстрее изнашиваются. В маркировке не разбираюсь но фото выложу моего круга (может по фото кто скажет марку) , он крупный но износу сопротивляется здорово и вольфрам грызет дай бог. Так вот на крупном предварительная заточка и далее на алмазной чашке доводка. Риски на вольфраме только вдоль , так более концентрирована дуга получается и заметно это когда на очень короткой дуге варишь. Ещё хорошо иметь ручные тиски, для зажима и заточки вольфрама, пальцы будут целы от ожогов.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#16 демонстратор
Отправлено 04 November 2014 08:52
selco, Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ — специальное зерно от 3м) А100 — А16 (другое обозначение зернистости присущее только трайзакт от 3М — очень мелкое самозатачивающееся зерно — может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко — точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да — лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
И да — лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
Сообщение отредактировал демонстратор: 04 November 2014 09:05
- Наверх
- Вставить ник
#17 Sakhalin_Cat
Отправлено 04 November 2014 12:09
на полиуритановом саморасширяющемся барабане
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Сообщение отредактировал Sakhalin_Cat: 04 November 2014 12:13
- Наверх
- Вставить ник
#18 демонстратор
Отправлено 04 November 2014 13:35
мало кто видел
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал , под стандартные ленты 100х289 (которые идут под надувные/саморасширяющиеся барабаны 100х90Х19 — скорее всего вы именно таким и пользуетесь). Единственное что изменено это ширина барабана (30мм а не 100) , материал -полиуритан а не резина, посадка (М14 а не 19 под шпонку) на ушм ставить. Придумал я его для 3-х целей . 1) зачистка околошовной зоны под узк контроль, 2) делать фаски /плировку (под микрошлиф)на металле, 3)точить быстро и холодно вольфрам. Потом выяснилось , что очень весело этим барабаном (тот что на 30мм) обрабатывать емкости под молоко изнутри самой цистерны), сверла точить, корче функциональная цацка получилась от грубого сноса под фаску (например 20мм лист) до полировки св.швов мед.соудов (чистота Р2500). Ща манагера заставлю фоток нарубить.
Единственное что изменено это ширина барабана (30мм а не 100) , материал -полиуритан а не резина, посадка (М14 а не 19 под шпонку) на ушм ставить. Придумал я его для 3-х целей . 1) зачистка околошовной зоны под узк контроль, 2) делать фаски /плировку (под микрошлиф)на металле, 3)точить быстро и холодно вольфрам. Потом выяснилось , что очень весело этим барабаном (тот что на 30мм) обрабатывать емкости под молоко изнутри самой цистерны), сверла точить, корче функциональная цацка получилась от грубого сноса под фаску (например 20мм лист) до полировки св.швов мед.соудов (чистота Р2500). Ща манагера заставлю фоток нарубить.
Сообщение отредактировал демонстратор: 04 November 2014 13:50
- Наверх
- Вставить ник
#19 selco
Отправлено 04 November 2014 13:44
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал
Тем более тогда фото требуются по подробнее вместе с УШМ.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#20 Sakhalin_Cat
Отправлено 04 November 2014 14:27
http://poliyrethane….anding_disc.htm
http://tool-land.ru/…nye-nasadki.php
https://www.google.r…ved=0CAkQ_AUoAg
Где-то были заводские, ссылку найду выложу.
Сообщение отредактировал Sakhalin_Cat: 04 November 2014 14:30
- Наверх
- Вставить ник
для чего используется, классификация, характеристики
Температура плавления вольфрама сумасшедшая — 3422 °C, это абсолютный чемпион по тугоплавкости из всех существующих металлов. Вряд ли вы найдете готовые детали из чистого вольфрама, это очень экономный металл: вполне достаточно будет малых доз в качестве добавок, чтобы вновь образованные сплавы обладали уникальными свойствам.
На сварочные работы такая экономность тоже распространяется. На метр сварочного шва расходуются малые доли грамма чистого вольфрама. Современные сварочные технологии для новых сплавов – вот для чего вольфрамовые электроды производятся в огромных количествах и самых разных видов.
При чем здесь волчьи сливки?
Схематическая сварка вольфрамовым электродом.
Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf – волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Изменение цвета со временем
Если кольцо начало темнеть или проявлять признаки ржавчины, — это украшение посредственного качества. Кольца из вольфрама, титана, тистена и нержавеющей стали (без цветного покрытия) не меняют первоначальный оттенок, не боятся воздействия ультрафиолета, воды (даже морской), устойчивы к коррозии, не окисляются при взаимодействии с кожей (в отличие от некоторых украшений из серебра).
| Вольфрамовое кольцо | Титановое кольцо | Кольцо из тистена | Кольцо из стали 316L |
| Не меняют цвет, не темнеют, не тускнеют, не подвержены ржавчине. |
Изменение цвета вольфрамового кольца, как и моделей из тистена или титана — признак повышенного содержания примесей в металлическом сплаве. Равно как и потемнение стального кольца — факт того, что его состав не соответствует зарекомендовавшей себя марке стали 316L.
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки.
Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других сварочных материалов.
Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Дальнейшая классификация основана исключительно на содержании конкретных легирующих добавок к вольфраму: какая добавка – такая и буква на втором месте в маркировочных аббревиатурах. А на первом месте, конечно же, буква W – вольфрам.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.
Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
Свойства:
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения. Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника. Полноценная альтернатива электродам из чистого вольфрама.
Свойства:
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг. Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Свойства:
- дуга зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Ток сварки для вольфрамовых электродов.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик. Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов. На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
Свойства:
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Свойства:
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Способ наплавки при сварке вольфрамовым электродом.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG – Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах – ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр электрода, от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
При выборе расходника по составу свариваемых поверхностей и методу сварки лучше пользоваться справочниками.
Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
РАБОТА С ВОЛЬФРАМОВЫМИ ЭЛЕКТРОДАМИ
Применение любого из типов вольфрамовых электродов может быть крайне эффективно, но только при правильном подходе. Верный подбор изделий, а также установка необходимых параметров сварки позволят выполнить работу качественно и быстро, не столкнувшись с какими-либо трудностями
Прежде всего стоит большое внимание уделить выбору толщины вольфрамового электрода. Ознакомиться с основными рекомендациями подбору оптимального диаметра можно в таблице
Не менее важным параметром, влияющим на конечный результат работы, считается подаваемый ток. Подробная таблица токов и электродов представлена ниже.
Всем мастерам, использующим аксессуары этого типа важно знать, что при правильном подборе самих принадлежностей и режимов сварки, поверхность изделия должна блестеть. Если же это не так, и она матовая, стоит задуматься о токовой нагрузке
Возможно, она слишком превысила все возможные допустимые параметры. Наличие же цветного налета на электроде после завершения работы говорит лишь о том, что подается слишком мало газа или стоит увеличить время продувки. Предотвратить появление наростов на конце изделия, или так называемых коронок, очень просто. Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода.
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования. Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность. А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5. Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.
Как затачивать вольфрамовые электроды.
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением. Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Уровень притупления конца электрода нужно подобрать под диаметр стержня и показатели тока. Риски размещаются вдоль заготовки. После заточки изделие лучше отполировать.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G–Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH – компактный ручной станок для заточки под углами от 0° до 90°.
Аргонодуговая сварка, советы
Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки.
Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
Можно ли изменить размер
Размер вольфрамового, титанового или тистенового кольца невозможно уменьшить или увеличить. Оборудование традиционных ювелирных мастерских не предназначено для обработки столь твердых металлов.
Аналогичное свойство припишем и стали 316L. Не верите — попробуйте найти мастера, который возьмется за изменение размера стального кольца. А если найдете специалиста с соответствующим оборудованием, стоимость услуги вряд ли обрадует. Ценник будет сравним с изменением размеров кольца из золота и с большой вероятностью превысит первоначальную стоимость вашего кольца.
| Вольфрамовые кольца | Титановые кольца | Кольца из тистена | Кольца из стали 316L |
| Нельзя изменить размер |
Выгодная альтернатива при покупке колец в интернете — выбор магазина, предоставляющего услугу бесплатного обмена. Возможность обменять кольцо неподошедшего размера по почте или при посещениие шоурума в нашем магазине доступна в течение 30 дней после получения заказа. Чтобы сократить вероятность ошибочного выбора, рекомендуем перед онлайн-покупкой ознакомиться с методами определения размера кольца в домашних условиях.
Сварочные материалы для TIG сварки
Проволока для TIG (аргонодуговой) сварки поставлляются в прутках 1000 мм, следующих диаметров 1,6; 2,0; 2,4; 3,2; 4,0 мм.
В таблице 1 указаны марки и назначение прутков
Таблица 1
Марка | Дополнительное | Применение |
| S Al 1070 (Al99,7) | чистый алюминий, АД1, АМц |
ER1100 | S Al 1100 (Al99,0Cu) | — |
ER70S-3 | W2Si | углеродистые, общего назначения, 1,1%Mn |
ER70S-6 | W4Si1 | углеродистые, общего назначения, 1,7%Mn |
ER80S-D2 | W 46 2 W4Mo | — |
ER80S-G | W2Mo | низколегированные, теплоустойчивые, трубы, котлы, 500°C |
ER80S-G | W CrMo1Si | низколегированные, теплоустойчивые, ХМ |
ER80S-B2 |
| низколегированные, сопротивление ползучести |
ER90S-B3 |
| низколегированные, сопротивление ползучести |
ER90S-G | W CrMo2Si | низколегированные, теплоустойчивые, трубы, котлы, Х2М, 600°C |
ER80S-Ni1 |
| низколегированные, морские зоны, -50° |
ER80S-G |
| низколегированные, СORTEN, Patinax, Dillicor, -40°C |
ER80S-Ni2 | W2Ni2 | низколегированные, трубопроводы, морские зоны, -60°C |
ER100S-G | W 62 4 Mn3Ni1CrMo | — |
ER80S-B6 | WCrMo5 | низколегированные, теплоустойчивые, трубы, котлы, Х5М |
ER80S-B8 | W CrMo9 | низколегированные, теплоустойчивые, трубы, котлы, Х9М |
ER90S-B9 | W CrMo91 | низколегированные, теплоустойчивые, трубы, котлы, Х9М |
| S Al 1450 (Al99,5Ti) | — |
| G 18 8 Mn | разнородные, трудносвариваемые, броневые, жаростойкие |
ERCu | S Cu 1898 (CuSn1) | чистая медь, М1, М2, М3 |
ERCuSi-A | S Cu 6560 (CuSi3Mn1) | бронза, низколегированная медь, сталь с чугуном |
ERCuAl-A1 | S Cu 1600 (CuAl8) | алюминиевая бронза, наплавка, ремонт |
ER2209 | G 22 9 3 NL | нержавеющие, дуплексные, аустенитноферритные |
| G 25 9 4 NL | — |
ER308H | G 19 9 H | — |
ER308L | G 19 9 L | нержавеющие, общего назначения, Х18Н10, 304 |
ER308LSi | G 19 9 LSi | нержавеющие, общего назначения, Х18Н10, 304, Si |
ER309L | G 23 12 L | нержавеющие, разнородные, Х23Н13, Х23Н18 |
ER309LSi | G 23 12 Lsi | нержавеющие, разнородные, Х23Н13, Х23Н18, Si |
| G 23 12 2L | нержавеющие, разнородные, наплавка, Mo |
ER310 | G 25 20 | нержавеющие, жаропрочные, броневые, -196°C |
ER312 | G 29 9 | нержавеющие, разнородные, трудносвариваемые |
ER316L | G 19 12 3L | нержавеющие, межкристаллитная коррозия, -196°C |
ER316LSi | G 19 12 3 LSi | нержавеющие, межкристаллитная коррозия, -196°C, Si |
| G 19 12 3 NbSi | нержавеющие, межкристаллитная коррозия, 400°C |
ER347Si | G 19 9 NbSi | нержавеющие, межкристаллитная коррозия, Nb |
ER385 | G 20 25 5 CuL | нержавеющие, межкристаллитная коррозия, Mo, Cu |
R4043 | S Al 4043 (AlSi5) | литейные сплавы алюминия, силумин, припой, Al-Si |
R4047 | S Al 4047 (AlSi12(A)) | литейные сплавы алюминия, силумин, припой, Al-Si |
| G 13 4 | нержавеющие, мартенситные, гидротурбины |
| G Z 17 Ti | нержавеющие, системы выхлопа, катализаторы, Cr, Ti |
| S Al 5087 (AlMg4,5MnZr) | алюминиевые сплавы, АМг, Al-Mg |
R5183 | S Al 5183 (AlMg4,5Mn0,7(A)) | алюминиевые сплавы, АМг, Al-Mg, Al-Mn |
R5356 | S Al 5356 (AlMg5Cr(A)) | алюминиевые сплавы, АМг |
ER100S-G | W 55 4 Mn3NiCrMo | низколегированные, высокопрочные, Weldox, Domex, 690 МПа |
R5554 | S Al 5554 | — |
R5556 | S Al 5556A (AlMg5Mn) | алюминиевые сплавы, высокопрочные, АМг, Al-Mg |
| S Al 5754 (AlMg3) | алюминиевые сплавы, АМг, Al-Mg |
Вольфрамовые электроды:
Таблица соответствия различных стандартов:
Таблица 2
| Маркировка | Содержание легирующих элементов, % | Содержание вольфрама (W), % | Цветной код | ||
| ISO 6848 | AWS A5. 12 | ТУ/ГОСТ | |||
| WP | EWP | ЭВЧ | — | 99.95 | Зеленый |
| WL-15 | EWLa-1.5 | ЭВЛ | La2O3: 1.30-1.70 | 97.80 | Золотистый |
| WL-20 | EWLa-2 | ЭВЛ-2 | La2O3: 1.80-2.20 | 97.30 | Синий |
| WT-20 | EWTh-2 | ВТ-15 | ThO2: 1.70-2.20 | 97.30 | Красный |
| WC-20 | EWCe-2 | — | CeO2: 1.80-2.20 | 97.80 | Серый |
| WY-20 | EWYt-2 | ЭВИ-1 | YtO2: 1.80-2.20 | 97.80 | Темно-синий |
| WZ-8 | EWZr-8 | — | ZrO2: 0.70-0.90 | 99.10 | Белый |
| Вольфрамовые электроды WP | |
| Сварка Al, Mg и их сплавов на переменном токе (AC). Вольфрамовый электрод с содержанием вольфрама не менее 99,5%. Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика. | |
| Диамерты: 1,0 — 1,6 — 2,0 — 2,4 — 3,0 — 3,2 — 4,0 — 4,8 мм Длина электрода: 175 мм | |
| Вольфрамовые электроды WL-15 | |
| Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный поджиг дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 1,5% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода. Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму. | |
| Диамерты: 1,0 — 1,6 — 2,0 — 2,4 — 3,0 — 3,2 — 4,0 — 4,8 мм Длина электрода: 175 мм | |
| Вольфрамовые электроды WL-20 | |
| Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный поджиг дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление 2,0% оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода. Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму. | |
| Диамерты: 1,0 — 1,6 — 2,0 — 2,4 — 3,0 — 3,2 — 4,0 — 4,8 мм Длина электрода: 175 мм | |
| Вольфрамовые электроды WT-20 | |
| Сварка углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды. Сравнительно не большое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией. Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности. | |
| Диамерты: 1,0 — 1,6 — 2,0 — 2,4 — 3,0 — 3,2 — 4,0 — 4,8 мм Длина электрода: 175 мм | |
| Вольфрамовые электроды WC-20 | |
| Универсальные вольфрамовые электроды, сварка всех типов сталей и сплавов на переменном и постоянном токе (AC/DC). Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварки труб, сварки трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов. | |
| Диамерты: 1,0 — 1,6 — 2,0 — 2,4 — 3,0 — 3,2 — 4,0 — 4,8 мм Длина электрода: 175 мм | |
| Вольфрамовые электроды WY-20 | |
| Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC). Иттрированый вольфрам наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов. | |
| Диамерты: 1,0 — 1,6 — 2,0 — 2,4 — 3,0 — 3,2 — 4,0 — 4,8 мм Длина электрода: 175 мм | |
| Вольфрамовые электроды WZ-8 | |
| Сварка Al, Mg и их сплавов на переменном токе (AC). Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы. | |
Диамерты: 1,0 — 1,6 — 2,0 — 2,4 — 3,0 — 3,2 — 4,0 — 4,8 мм | |
Практические советы по сварке: заточка вольфрамовых электродов
5 важных советов по правильной заточке электродов для сварки ВИГ
Великолепные сварные швы можно получить с помощью сварки ВИГ. Не только правильный выбор вольфрамового электрода влияет на внешний вид и качество результата сварки. То, КАК затачивается электрод для сварки TIG, также оказывает огромное влияние на качество сварного шва. В этом блоге мы хотели бы показать вам, как правильно затачивать вольфрамовые электроды, чтобы этот важный сварочный аксессуар для горелки TIG мог раскрыть весь свой потенциал.
В основном практикуется, но неправильно – Это неправильный способ заточки вольфрамовых электродов!
Нестабильная дуга, плохое зажигание… звучит знакомо?
Вы все настроили, в последний раз проверили соединения и настройки на сварочном аппарате и начали процесс сварки. Вроде бы все требования к хорошо идущему шву соблюдены, но дуга зажигается плохо или беспокойно. Что это может быть? Возможно, подача газа не оптимальна? Если вы можете это исключить, лучше присмотреться к своему электроду для сварки TIG. Если он затупился и поэтому изношен или даже выглядит пористым, его необходимо заточить. Возможно, вы только что заточили электрод для сварки TIG, и проблема с плохо зажигаемой или нестабильной дугой связана с неправильно заточенным сварочным электродом.
Зачем нужно затачивать вольфрамовые электроды?
Вольфрамовый электрод является так называемым неплавящимся электродом, но в процессе эксплуатации он также меняет свои свойства, обусловленные добавлением легирующих элементов, и форму. Если быть точным: наверху, где становится жарко.
Легирующие элементы и их задачи – небольшой экскурс
Распространенными легирующими элементами являются оксиды тория, лантана, церия и циркония. Одной из их задач является облегчение выброса электродов из вольфрамового электрода, потому что это означает большую энергию дуги, более эффективную сварку и часто даже более высокую скорость сварки. Поскольку электрод для сварки TIG может достигать температуры до 3000 ° C в процессе и даже выше на конце, температура плавления вольфрама превышена. Как уже упоминалось, высокие температуры означают хорошую эмиссию электродов, но это также означает, что удаляется больше материала. Добавленные легирующие элементы или оксиды также приводят к снижению температуры, необходимой для эмиссии, и таким образом уменьшают износ вольфрамового электрода. Подробнее о свойствах различных легирующих элементов можно прочитать в нашем блоге «Практические советы по сварке: вольфрамовые электроды».
Чем больше используется электрод для сварки ВИГ, тем больше выделяется легирующих элементов, что означает, например, что вольфрамовый электрод плохо зажигается или дуга становится нестабильной. Это также можно узнать по тому факту, что кончик электрода становится пористым и открытым, что ясно иллюстрирует следующий рисунок.
На этом рисунке показано сильное так называемое истощение оксида лантана на кончике использованного вольфрамового электрода (WL 20). Источник: Андреас Эндеманн, Weldstone Components GmbH
Итак, если вы хотите, чтобы ваш вольфрамовый электрод прослужил долго, вы должны знать, что легирующий элемент медленно испаряется с кончика сварочного электрода TIG. При вымывании или испарении легирующего элемента легирование из сердцевины электрода также медленнее диффундирует к острию. Таким образом, идеально иметь вольфрамовый электрод, добавленные оксиды которого сохраняются как можно дольше. Например, вольфрамовый электрод E3® от ABICOR BINZEL с добавлением редкоземельных элементов значительно более стабилен, чем электрод с оксидом церия, который сравнительно быстро испаряется. Со сварочным электродом E3® вы будете счастливы дольше, и вам нужно только затачивать вольфрамовый электрод со значительно более длительными интервалами.
Явление, которое также можно наблюдать на вольфрамовых электродах, — это так называемое образование короны. Возможно, вы также видели, как много маленьких пиков образовалось вокруг заостренного кончика электрода. Можно было бы предположить, что это как-то связано со свойствами вольфрама, но это не имеет к нему никакого отношения. Скорее это последствия окисления кислородом, возгонки – т.е. е. фазовый переход из твердого состояния в газообразное – и последующую диссоциацию (разделение химического соединения на две и более молекулы) образующихся оксидов. Затачивая вольфрамовые электроды, эти кольца материала можно снова без проблем удалить.
Поэтому заточка вольфрамовых электродов необходима для достижения наилучших результатов сварки!
Однако при заточке вольфрамового электрода необходимо соблюдать несколько важных правил. Мы собрали их для вас здесь.
5 советов, как правильно заточить вольфрамовые электроды
1. Будьте осторожны со сломанным или защемленным наконечником электрода
Если вы посмотрите на наконечник вольфрамового электрода, сильно увеличенный, вы можете четко увидеть так называемый размер зерна в материале , для которого характерны светлые и темные участки. Каждая граница от одной области до другой представляет собой границу зерна. Вольфрамовые электроды имеют слабое место при механическом воздействии вдоль границы зерна. Это означает: Защемленный или изношенный электрод для сварки ВИГ ослаблен на границах зерен. Если это теперь заточить, происходит нечто подобное, что, образно говоря, известно из заточки карандаша тупой точилкой: материал плохо рвется.
Тепло во время сварки может привести к образованию трещин на вершине, если граница зерна повреждена. При шлифовке вольфрамового электрода нужно действовать очень осторожно, чтобы не повредить границу зерна. Давление для заточки также должно быть легким. Если давление слишком велико, накапливается тепло, которое, в свою очередь, может повредить границу зерна.
2. Никогда не затачивайте электрод для сварки ВИГ вручную
Угловая шлифовальная машина, точильный камень или абразивная швабра – существуют самые рискованные способы заточки вольфрамовых электродов вручную. Ни в коем случае не пытайтесь затачивать вольфрамовый электрод от руки! Для хорошего результата сварки наконечник должен быть концентричным, а поверхность заточки гладкой. Даже при очень устойчивом ручном управлении вы никогда не получите идеальный разрез вольфрамовым электродом. И это особенно важно, когда сварной шов более требователен. Кроме того, ручное шлифование никогда не бывает точно таким же во второй раз. Тем не менее, воспроизводимые параметры являются основой и конечным пунктом для стабильно хороших соотв. высокого качества.
3. Правильное направление заточки вольфрамовых электродов: аксиальное вместо радиального
При заточке электрода для сварки ВИГ решающее значение имеет направление заточки: Если заточка поперечная, т.е. е. радиально к сварочному электроду образуется широкий конус дуги. В этом случае глубина проникновения меньше, что в результате приводит к ошибкам привязки корней, например, в случае двутаврового соединения. Если, с другой стороны, разрез продольный к электроду, т. е. е. в осевом направлении дуга более сфокусирована, обеспечивает более глубокое проплавление и, таким образом, облегчает сварщику подачу энергии с высокой точностью.
Существует эмпирическое правило: кончик вольфрамового электрода должен быть вдвое длиннее его диаметра.
4. Заточка под правильным углом
Вы получите наилучший результат сварки при правильном угле заточки. Чем острее электрод для сварки TIG заточен, тем более точным и узким будет проплавление. Однако в то же время нагрузка на кончик электрода чрезвычайно высока, что, в свою очередь, ограничивает срок его службы. При крайнем пике, например, 30°, вольфрам может попасть в сварочную ванну и затем загрязнить ее. Если, с другой стороны, вольфрамовый электрод имеет тупое острие и вы свариваете им тот же сварочный ток, что и заостренным электродом, то проплавление будет более широким и менее сфокусированным. Мы рекомендуем угол заточки 60° для электродов для сварки TIG, чтобы добиться наилучших результатов сварки.
5. Выровняйте кончик электрода после заточки
Мы рекомендуем вам выровнять или затупить кончик вольфрамового электрода после заточки. Ориентир для этого составляет ок. десять процентов от диаметра электрода – электрод диаметром 1,6 мм имеет тупой конец ок. 0,15 мм. Уплощенный наконечник положительно влияет на выход электрода, поскольку предотвращает выпадение частиц из наконечника вольфрамового электрода. Кроме того, плоское шлифование поверхности наконечника снижает нагрузку на электрод и, таким образом, продлевает срок службы этой изнашиваемой детали.
Заточка электрода при сварке переменным током
При сварке переменным током затачивание вольфрамового электрода происходит по-другому: сварочный электрод не заостряется, а затачивается до плоского состояния, чтобы можно было сформировать сферический колпачок. Эту сферическую форму легче создать, если с электрода снять фаску или отшлифовать под углом 45°. Если вы заметите, что при использовании легированного вольфрамового электрода, такого как E3 ® , он плохо воспламеняется из-за истощения легирующих элементов, вы укорачиваете сварочный электрод по крайней мере на длину цоколя и делаете на нем фаску, как указано выше. с начала. Небольшой совет, чтобы получить хороший калот: держите горелку одной рукой и зажигайте дугу, а другой рукой кратковременно увеличивайте ток в источнике питания… и есть калот на 1 А.
Если вы заметили, что калот значительно больше диаметра электрода, то сварочный ток слишком велик для этого электрода и вам следует использовать следующий больший диаметр.
Образование калотта с различным усилением (сварка переменного тока)
Слишком низкий коррект слишком высокий
Давайте спустимся к нему: какое устройство лучше всего подходит для заостренных электродов?
Точильный камень, угловая шлифовальная машина, абразивная швабра … лучше не использовать эти приспособления для заточки вольфрамовых электродов. Хотя ручная заточка с такими помощниками очень распространена и может быть достаточной для небольших мастерских, мы рекомендуем заточку электрода на шлифовальном станке для вольфрамовых электродов. Для этого на рынке есть хорошие устройства, в которые определенно стоит инвестировать, если вы хотите добиться наилучших результатов сварки.
Автоматические устройства для заточки электродов TIG доступны как устройства для сухого шлифования, так и устройства для мокрого шлифования. Если вам приходится очень часто затачивать вольфрамовые электроды, рекомендуется мокрая шлифовальная машина, поскольку она также охлаждает. Из-за трения на шлифовальном круге во время процесса шлифования на сухих шлифовальных станках разлетаются мелкие искры, что не является проблемой, если шлифование не так часто. Сама заточка вольфрамового электрода выполняется в несколько простых шагов и является безопасным делом – в том числе и с точки зрения здоровья, поскольку шлифовальная пыль впитывается в устройство и не попадает в дыхательные пути сварщика.
Мы покажем вам, как заточить электрод на сухой шлифовальной машине за 5 простых шагов.
Как заточить вольфрамовые электроды за 5 шагов
1. Зажмите электрод для сварки ВИГ в зажимном устройстве, встроенном в шлифовальный станок, и подготовьте его к заточке.
2. Установите угол заточки.
3. Включите прибор, вставьте вольфрамовый электрод в кофемолку и удерживайте его.
4. В процессе шлифовки регулярно поворачивайте электрод для сварки ВИГ до тех пор, пока не перестанет ощущаться или слышаться сопротивление.
5. Снимите сварочный электрод и проверьте результат. Чем острее вольфрамовый электрод, тем сфокусированнее и глубже проплавление.
Как видите, заточка вольфрамовых электродов оказывает существенное влияние на процесс сварки и результат сварки. Что вы уже испытали или каковы ваши впечатления от шлифовки электродов TIG? Пожалуйста, дайте нам знать здесь.
Если вы хотите узнать больше об электродах для сварки TIG, получите дополнительную информацию об этом важном аксессуаре для сварки здесь.
Удачной сварки!
Чтобы получать регулярные обновления по другим интересным темам из сварочной отрасли, подпишитесь на наши новости:
Март 2018 г.
Опубликовано
На протяжении многих лет мы специализируемся на PAW (плазменная дуговая сварка) и GTAW (дуговая сварка вольфрамовым электродом). Наш опыт показывает, что для плазменной дуговой сварки с низким усилием очень важен очень чистый газ.
В результате мы написали процедуру для сварщиков, чтобы помочь найти некоторые проблемы, которые могут быть вызваны попаданием влаги и кислорода в газопроводы во время сварки. Обратите внимание на прилагаемую процедуру «Контрольный список загрязненных электродов, грязных сварочных сопел и ухода за плазменной горелкой».
При сварке можно использовать самые разные вольфрамовые электроды. Большинство сварщиков предпочитают торированные вольфрамовые электроды, но другим нравятся вольфрамовые электроды с цериевым или лантановым покрытием. Трудно определить, что лучше. Сварщик должен учитывать свое назначение сварки, тип используемого газа, тип источника питания, частоту импульсов, свариваемый материал и т. д. См. прилагаемый лист вольфрама.
Пожалуйста, не стесняйтесь использовать «Контрольный список для загрязненного электрода, грязных сварочных сопел и ухода за плазменной горелкой» и Информационный лист вольфрама. Передайте их своим инженерам-сварщикам и техникам-сварщикам.
ПЛАЗМЕННАЯ СВАРКА С НИЗКИМ ТОКОМ
ПЕРЕЧЕНЬ ЗАГРЯЗНЕННЫХ ЭЛЕКТРОДОВ, ГРЯЗНЫХ СВАРОЧНЫХ СОПЕЛ И УХОД ЗА ПЛАЗМЕННОЙ ГОРЕЛКОЙ.
- Темно-синий или черный вольфрам (рис. B) указывает на попадание влаги или кислорода в линию плазменного газа (также называемую линией пилотного газа). Если газ хорошего качества и газовые линии не имеют утечек, вольфрам должен оставаться серого цвета (рис. A), а не темно-синего или черного. Влага и кислород в газовых линиях портят вольфрамовый электрод, и, таким образом, количество вспышек дуги, которое может произвести вольфрамовый электрод, уменьшается. Это сокращает количество пусков дуги в производстве и снижает производительность.
- Любые утечки в газовых линиях или фитингах могут привести к подсосу воздуха в газовую систему, который добавляет кислород и влагу к используемым сварочным газам. Уровни кислорода и воды должны быть менее 5 частей на миллион. Наиболее важным газом при плазменной сварке является аргон, который используется в качестве пилотного газа (также называемого плазменным газом). Используемый аргон должен иметь чистоту не менее 99,998%. При плазменной сварке, если газ не чистый, он загрязнит вольфрамовый электрод и окрасит вольфрамовый электрод в темно-синий и черный цвет. Если проблема очень серьезная, обесцвечивание дойдет до кончика вольфрамового электрода и засорит сопло горелки.
- Для проверки на наличие утечек газа установите баллон с газом на линию запального газа. Рекомендуется использовать газовый баллон с двухступенчатым регулятором с диафрагмой из нержавеющей стали. Далее берем насадку для горелки и запаиваем отверстие насадки на заглушку. Очистите сопло после пайки ацетоном или спиртом и установите маленькое уплотнительное кольцо, которое создаст уплотнение, когда сопло ввинчивается в горелку и затягивается вручную. Убедитесь, что место прилегания сопла к корпусу резака чистое и не загрязнено. Если сопло не плотно прилегает к корпусу горелки, может произойти утечка газа. Поверните расходомер запального газа на максимальное значение и выключите баллон с аргоном. Это задержит газ между кончиком сопла горелки и баллоном с аргоном. Снимите показания газового манометра высокого давления газового регулятора. Подождите от 15 до 30 минут. Если в газовой системе нет утечек, показания манометра останутся такими же, как и при отключении газового баллона. Если манометрическое давление падает, в системе имеется утечка газа. Утечка может быть вызвана отверстием в газовых шлангах или неисправными фитингами и прокладками.
- Если в системе есть утечка, проверьте герметичность всех фитингов и убедитесь, что прокладки герметичны. Вы также можете пережать шланг, к которому подсоединяется горелка, и улавливать газ из места, где шланг пережимается, обратно к регулятору. Если течь прекратится, вероятно, дело в горелке.
- Проверьте корпус резака на наличие трещин. Если у резака есть задняя крышка, проверьте уплотнительное кольцо на крышке и проверьте крышку на наличие отверстий или трещин.
- После того, как установлено, что в газовой системе нет утечек, систему необходимо продуть. Продувка газовых линий удалит всю влагу и кислород из линий, так что в системе останется только хороший чистый газ. Увеличьте поток пилотного газа до максимальной скорости и дайте газу пройти по линиям в течение не менее 30 минут до часа. Затем запустите вспомогательную дугу и дайте ей поработать при нормальных настройках газа вспомогательной дуги (от 0,4 до 0,6 литра в минуту) в течение 10 минут. Выключите вспомогательную дугу и проверьте, стал ли цвет вольфрамового электрода серым. Если он серый, газовая система чистая. Если цвет черно-синий, система нуждается в более длительной очистке, чтобы убедиться, что она чистая.
- Если ваша сварочная система будет отключена на ночь, воздух с кислородом и влагой попадет внутрь плазмотрона. Перед началом сварки на следующий день необходимо снова продуть газовые линии примерно за 5–10 минут до начала сварки. Вы можете уменьшить поток запального газа до очень низкого расхода, например, 0,1 литра в минуту, и оставить газ работать всю ночь, чтобы поддерживать чистоту газовой линии. Это будет такой низкий поток, что он не будет иметь никакого экономического значения.
- Когда дежурная дуга выключена, дайте газу продолжать поступать в течение как минимум 10–15 секунд, прежде чем отключать основное питание. Поток газа предотвратит окисление вольфрамового электрода, пока он не остынет.
- Всякий раз, думая о сроке службы электрода, загрязнении электрода, простоте зажигания дуги и стабильности дуги, не следует забывать, что обмен ионами происходит в плазменном столбе в обоих направлениях: от электрода к заготовке и от заготовки к заготовке. электрод. Если примеси, такие как свинец, сера, алюминий, магний, медь, цинк, латунь, масло, жир или любые другие грязные элементы находятся на свариваемом материале или внутри него, они загрязнят вольфрамовый электрод и сопло. Тогда вы не сможете рассчитывать на максимальное количество сварных швов до замены вольфрамового электрода и сварочного сопла.
- Очистите отверстие сопла ацетоном или спиртом и ватной палочкой. Для очистки отверстия сопла можно использовать круглую деревянную зубочистку. Сварочные сопла задерживают загрязнения во время сварки, и их необходимо очищать каждый раз при повторной шлифовке вольфрама.
- Вспомогательная дуга должна быть ярко-белой с голубым оттенком. Если цвет меняется на оранжевый или фиолетовый, это признак загрязнения. Вспомогательная дуга может вернуться в сопло, что является признаком износа вольфрамового электрода.
- ПРЕДУПРЕЖДЕНИЕ. Крайне важно при затягивании сопла на головке резака не перетягивать сопло и не сдирать резьбу. Медь — очень мягкий материал, что облегчает чрезмерное затягивание сопла. Затяните сопло, пока оно едва не коснется конца головки резака. Для затягивания насадки рекомендуется использовать плоскогубцы. Будьте осторожны, чтобы не захватить головку горелки плоскогубцами. Будьте осторожны, чтобы не перерезать резьбу насадки. Если на сопле имеется поперечная резьба, это повредит резьбу внутри головки горелки. Не допускайте попадания грязи, смазки или масла внутрь головки горелки или на резьбу сопла. Это повредит резьбу в головке горелки. Если головка горелки повреждена плоскогубцами, это может привести к утечке газа между соплом и головкой горелки, и сопло не будет правильно прилегать к охлаждаемой водой части головки горелки. Если резьба сорвана, а головка горелки повреждена, горелку необходимо заменить. Периодически очищайте спиртом или ацетоном внутреннюю часть горелки и резьбу в местах посадки сопла. Убедитесь, что руки техника чисты при обслуживании резаков. Грязь, масло, жир и песок недопустимы на каких-либо частях горелки. Плазменная сварочная горелка является дорогостоящим устройством, и обращаться с ней следует с большой осторожностью.
- Тип материала шланга, через который проходит запальный и защитный газ, очень важен. Все пластмассы могут иметь влагу и кислород, которые диффундируют через стенки шланга. При сварке чувствительных материалов, таких как титан, может потребоваться подключение к системе сварки газовых линий из нержавеющей стали.
ЦЕНЫ НА ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ
Невозможно сказать сварщику, какой вольфрам лучше всего подходит для его применения. Сварщики используют разные источники питания с разными типами пускателей дуги. В каждом сварочном приложении используются разные газы и конфигурации наконечников электродов. Также различается свариваемый материал. Другие факторы, такие как скорость сварки, пульсация, количество пусков дуги и способ заточки вольфрама, будут влиять на срок службы вольфрама. Перед запуском в производство рекомендуется протестировать вольфрам. Запросите у нас бесплатный образец вольфрамового электрода для проведения собственных испытаний.
Опубликовано
Как для сварки TIG, так и для плазменной сварки требуются вольфрамовые электроды для создания сварочной дуги. Для большинства применений в качестве электродного материала общего назначения использовался 2% торированный вольфрам. Этим электродом можно сваривать практически все материалы, включая алюминий.
За последние несколько лет было разработано несколько других типов вольфрамовых электродов, обладающих определенными преимуществами для определенных областей применения. Церий заменил торий на вольфрамовый сплав, который обеспечивает отличные характеристики зажигания дуги без радиоактивности, как у тория. Лантан также был добавлен для улучшения зажигания дуги и обеспечивает лучшую производительность для определенных применений.
Вот краткая справочная таблица с преимуществами каждого типа вольфрама;
2% торированный вольфрам (красный цвет)
- Стандарт для большинства применений, но слегка радиоактивный. Хорошо подходит для сварки постоянным током и может использоваться для сварки алюминия переменным током в некритичных случаях. Имеет некоторую склонность к расщеплению при использовании для алюминия и загрязнении электрода.
- Скорость износа от средней до хорошей и возможности зажигания дуги при слабом токе
- Хороший электрод общего назначения
2% вольфрама с церием (серый цвет)
- Электрод не радиоактивный и обеспечивает отличные возможности сварки постоянным током. Может также использоваться для сварки алюминия переменным током.
- Исключительно низкая скорость износа и отличные характеристики постоянного тока при слабом токе
- Отличные характеристики зажигания дуги
2% лантанат вольфрама (голубой цвет)
- Электрод нерадиоактивен и обеспечивает отличные возможности сварки на постоянном и переменном токе. Может использоваться для сварки алюминия переменным током.
- Исключительно низкая скорость износа и отличные характеристики постоянного тока при слабом токе
- Отличные характеристики зажигания дуги
Правильный выбор типа электрода может улучшить сварочные процессы за счет улучшенного зажигания дуги и увеличения срока службы между повторными заточками. Для приложений с очень низким током материалы вольфрамовых электродов с церием и лантаном могут обеспечить гораздо лучшие характеристики.
Компания Process Welding Systems имеет полный ассортимент сварочных электродов. Свяжитесь с компанией Process Welding Systems сегодня и узнайте, может ли изменение типа вольфрамового электрода улучшить ваш сварочный процесс.
Решения для плазменной и TIG-сварки для отраслей промышленности мира
Компания PWS, основанная в 1993 году, помогает промышленности автоматизировать высококачественную сварку. Мы стремимся предоставлять решения для плазменной сварки и сварки TIG для широкого спектра применений, специализируясь на соединении небольших прецизионных компонентов. Мы предоставляем полный спектр услуг и оборудования для точной сварки.
Process Welding Systems, Inc.
72 Buchanan St.
Lavergne, TN 37086
Пятница: 8:00–16:30
Категории
Статьи Даты
ПОДПИСАТЬСЯ НА РАССЫЛКУ PWS
TIG-сварка для начинающих: 14 советов и рекомендаций для начала работы
Последнее обновление
Сварка ВИГ — это форма сварки, при которой для соединения металлов используется вольфрамовый электрод. Это лучший процесс сварки тонкостенного металла, такого как ювелирные изделия. Это отличная альтернатива другим процессам сварки, таким как дуговая сварка металлическим электродом в среде защитного газа (GMAW), поскольку она обеспечивает более гладкий сварной шов с меньшей пористостью.
Тем не менее, сварка TIG может быть сложным навыком для освоения, но при достаточной практике вы сможете выполнять первоклассные сварные швы, которыми будут гордиться ваши друзья и семья.
В этой статье мы рассмотрим простые советы и рекомендации по сварке TIG, которые помогут вам стать профессиональным сварщиком!
14 советов и рекомендаций по сварке TIG для начала работы
1. Выберите правильный вольфрам
Вольфрам бывает разных размеров и форм. Есть много переменных, которые следует учитывать при выборе подходящего для вашего сварочного проекта.
Если вы используете машину переменного/постоянного тока, используйте вольфрам постоянного тока. Он может работать с более высокими токами, чем AC. Кроме того, избегайте использования высокочастотного (ВЧ) вольфрама, если вы используете машину инверторного типа. Это повредит вольфрамовый электрод.
Обычно красный вольфрам используется для стали, а зеленый — для алюминия. Сначала попробуйте традиционные электроды, прежде чем выбрать вольфрамовый электрод, который вы будете использовать.
Перед покупкой любых вольфрамовых электродов проконсультируйтесь с производителем или дистрибьютором оборудования. У них могут быть некоторые рекомендации, основанные на ваших настройках и потребностях.
Посмотреть этот пост в Instagram
Пост, которым поделилась Шерри Чжан (@sherry_tungstenelectrode)
2.
Убедитесь, что все чистоЭто может показаться очевидным, но поддержание рабочей зоны в чистоте и отсутствии загрязнений поможет предотвратить проблемы в дальнейшем. Это означает удаление грязи, жира, масла и других загрязнений с поверхности свариваемых материалов.
Используйте проволочную щетку или губку для мытья посуды, чтобы удалить любой свободный материал перед началом сварочного проекта. Стоит инвестировать в некоторые чистящие средства, специально предназначенные для сварки TIG.
Кроме того, обязательно очистите основной металл и стержень обезжиривающим средством. Затем потрите его металлической щеткой. Не используйте одну и ту же щетку для разных металлов.
3. Не плавьте присадочный стержень напрямую
Многие считают, что если вы хотите расплавить присадочный стержень, вы должны держать его непосредственно напротив лужи, создаваемой вольфрамовым электродом. Но это не рекомендуется, так как это может повредить наконечник вольфрамового электрода и даже создать нежелательную пористость в сварном шве. Это также делает ваш сварной шов слабее.
Держите наполнительный стержень на расстоянии нескольких дюймов от того места, где вы работаете, при каждом проходе, пока не будет достаточно тепла. Помните, что горелка плавит основной металл, а расплавленная лужа плавит присадочный материал.
4. Всегда надевайте защитное снаряжение при сварке TIG
При сварке TIG используется электрод из вольфрама или карбида. Он нагревается, когда через него проходит электричество. Тепло плавит основной металл, который вы свариваете вместе, создавая связь между двумя кусками металла.
В результате этого процесса могут образовываться искры, которые могут вонзиться в кожу или одежду. Поэтому всегда надевайте защитное снаряжение. Средства индивидуальной защиты (СИЗ) включают термостойкие сварочные перчатки, каску с защитой глаз и термостойкую куртку сварщика.
Также вам потребуется защита легких или сварочный респиратор для защиты легких от сварочных газов. Беруши или наушники, а также сварочные сапоги также имеют решающее значение.
Изображение предоставлено: ads861, Shutterstock
5. Отшлифуйте вольфрамовую лунку
Одной из важнейших частей сварки TIG является шлифовка вольфрамовой лунки по длине, чтобы сделать ее как можно более ровной. Это означает, что на конце вашего вольфрама нет острых краев или заусенцев; это может вызвать пористость и другие проблемы в ваших готовых сварных швах. Шлифовальный круг также быстро изнашивается, если вы не делаете это правильно.
Неправильная заточка вольфрама напротив или неправильно может привести к нестабильной дуге. Для шлифовки вольфрама вам понадобится вольфрамовая точилка или настольная шлифовальная машина.
6. Используйте минимальную мощность при сварке ВИГ
Когда вы впервые начинаете сварку ВИГ, может возникнуть соблазн увеличить мощность сварочного аппарата, чтобы сварка выполнялась быстро. Но это не рекомендуется, потому что это вызывает больше брызг. Брызги приводят к некачественному сварному шву или даже к его прожогу.
Итак, используйте меньшую мощность, с которой вы можете справиться. Кроме того, убедитесь, что вы изучили лучшие методы для достижения хороших результатов с меньшим количеством брызг.
Лучший способ узнать, какая мощность требуется для сварки TIG, — это попрактиковаться в различных методах сварки металлолома. Таким образом, вы найдете то, что лучше всего подходит для вашего материала и процесса.
7. Используйте подходящий защитный газ
Как начинающий сварщик, первое, что вы должны сделать при сварке TIG, это убедиться, что ваш защитный газ подходит для сварки TIG. Защитный газ защищает расплавленный металл от кислорода, азота и водорода в воздухе.
Гарантирует, что расплавленный металл не сгорит до затвердевания на поверхности металла. Если в атмосфере слишком много этих газов, это может вызвать окисление или даже пожар!
Итак, выберите защитный газ, который содержит 100% аргона или смесь аргона и гелия. Защитный газ защищает сварочную ванну от кислорода, водорода и азота на этапе ее охлаждения.
Фаза охлаждения начинается, когда вы перестаете подавать проволоку в наконечник горелки и когда сварной шов остывает. Кроме того, не используйте только гелий в качестве защитного газа. Это может затруднить сварку TIG. Отрегулируйте подачу защитного газа в пределах от 15 до 20 кубических футов в час для безопасной сварки.
Посмотреть этот пост в Instagram
Пост, опубликованный Джоэлом Хаусом (@sisujoel)
8. Поддерживайте угол наклона горелки и стержень
Угол наклона горелки является решающим фактором, если вы хотите получить превосходный сварной шов с помощью метода сварки TIG. Он определяет, сколько тепла вы приложите к основному материалу и насколько глубоко вы получите сварной шов.
Всегда держите ладонь над электродом, чтобы поддерживать постоянный угол наклона горелки и удерживать его на месте во время сварки, а также предотвращать его соскальзывание с вольфрамового наконечника.
Другим вариантом является сохранение угла резака на уровне 20º или меньше. Кроме того, убедитесь, что вы подали стержень в сварочную ванну. Если этого не сделать, стержень может начать плавиться еще до того, как попадет в сварочную ванну.
9. Выбирайте стержни большего размера при сварке ВИГ
При сварке ВИГ вы заметите, что доступно множество вольфрамовых стержней различных размеров. Некоторые думают, что маленькие удилища дают лучшие результаты, чем большие, но это не так! Большие стержни дадут вам лучшие результаты, чем маленькие. Они в основном используются на сельскохозяйственной технике или тяжелой технике.
Стержень большего размера легче подавать, он производит меньше брызг и шлака в ванне. Это облегчает просмотр того, что происходит внутри сварочной ванны.
Если вы новичок в сварке TIG, начните со стержней от 1/16 до 1/8 дюйма. Обычно обычные электроды для сварки TIG имеют диаметр 1/16 или 3/32 дюйма. Всегда используйте более тонкие сварочные стержни для тонких металлов и более толстые стержни для толстых металлов.
10. Плавное уменьшение дуги
Для регулировки тока, протекающего через сварочный стержень, вам понадобится ножная лопатка. Он помогает производить тепло, необходимое для сварки TIG. Это также дает вам больше свободы движений при сварке. Вам не нужно всегда держать обе руки на горелке. Это позволяет более точно формировать валик и лучше контролировать его форму.
Ножная лопатка также позволяет плавно отпускать дугу. Это значит, что не стоит пытаться сразу перейти от большой дуги к малой.
Вместо этого медленно спускайтесь вниз, позволяя сварочной ванне сжаться. Внезапное отключение может привести к растрескиванию. Убедитесь, что педаль опущена примерно на ¾.
Посмотреть этот пост в Instagram
Пост, опубликованный Stahlwerk & Vector Welding (@juraganlas_id)
11.
Сварка ВИГ требует максимальной концентрацииЕсли вы новичок в сварке TIG, вы обнаружите, что концентрация является решающим фактором для получения высококачественного сварного шва. Всегда сосредотачивайтесь на своей работе.
Вы должны быть осторожны при выполнении сварных швов и уделять время для поддержания стабильной дуги. Это единственный способ убедиться, что ваши сварные швы идут там, где они должны быть. Малейшее отвлечение может вызвать неполную дугу и привести к некачественному сварному шву.
Кроме того, высока вероятность прожога или пористости сварных швов. Вот почему рекомендуется, чтобы новички пробовали сварку TIG только под наблюдением. После этого они могут выполнять сварку TIG самостоятельно, как только у них появится представление о том, сколько времени займет каждый сварной шов.
12. Убедитесь, что вы проводите сварку на хорошо проветриваемом рабочем месте. Поэтому крайне важно работать в хорошо проветриваемом помещении. Установите сварочную станцию TIG на улице или рядом с открытым окном, если это возможно.
Таким образом, любой образующийся дым может быстро и легко выйти из помещения.Вентилируемые рабочие места обеспечивают циркуляцию свежего воздуха, снижая токсичность сварочного дыма для сварщиков TIG.
13. Найдите способы поддержать руки
Сварка ВИГ более деликатна, чем другие виды сварки. Здесь нужно больше изящества. Одна вещь, которая делает это сложным, заключается в том, что вам нужно держать горелку одной рукой и манипулировать стержнем другой рукой.
Если вы только начинаете сварку TIG, ваши руки не привыкли держаться за металлический стержень, стараясь не обжечься летящими повсюду искрами. Это может быть сложно, если у вас нет хорошего способа поддерживать обе руки.
Прочная опора для рук позволит вам точно перемещать сварочную горелку TIG.
Изображение предоставлено: Aumm graphixphoto, Shutterstock. Это происходит, когда вы слишком долго оставляете вольфрамовый электрод в контакте с основным металлом.
Вольфрамовый электрод также может быть загрязнен частицами шлака, ржавчины или инородными материалами, которые могут повлиять на качество сварки. Используя проволочную щетку или настольную шлифовальную машину, сошлифуйте оставшиеся царапины на поверхности вольфрамового электрода. Затем протрите ацетоном.
В качестве альтернативы можно заменить загрязненный вольфрамовый электрод. Когда вы начнете сварку TIG, у вас должна быть пара предварительно заточенных вольфрамовых электродов на рабочем столе или верстаке.
Заключение
Сварка ВИГ требует настойчивости и терпения. Процесс создания качественных сварных швов может быть длительным. Он включает в себя использование нескольких инструментов по сравнению с другими видами сварки.
Если вы новичок в сварке TIG, эти советы и рекомендации позволят вам выполнять основные работы по сварке TIG и выполнять их в совершенстве. Не забывайте практиковаться и не бойтесь пробовать новое.
Вас также может заинтересовать: Сварка МИГ для начинающих: 7 советов и приемов для начала работы 1. Выберите правильный вольфрам
Не плавьте присадочный стержень напрямуюДуговая сварка вольфрамовым электродом в среде защитного газа — Австралийский институт сварки
История Правильное название сварки TIG — дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Это имя, которое большинство европейских и американских производителей сварки используют в своих процедурах сварки. Когда в 1940-х годах была введена сварка GTAW, газообразный гелий был основным используемым защитным газом, и термин «дуговая сварка» был широко употреблен, поэтому, если вы собираетесь выполнить ремонт на каком-то старом заводе по старым чертежам, вы можете просто натолкнуться на этот термин – сварщики, будьте бдительны!
Ручная дуговая сварка вольфрамовым электродом представляет собой относительно сложный метод сварки из-за требуемой сварщиком координации. Подобно сварке с помощью горелки, для GTAW обычно требуется две руки, поскольку в большинстве случаев требуется, чтобы сварщик вручную подавал присадочный металл в зону сварки одной рукой, а другой манипулировал сварочной горелкой. Также важно поддерживать короткую длину дуги, предотвращая контакт между электродом и заготовкой.
Что отличает сварку GTAW от большинства других сварочных процессов, так это способ создания дуги и способ добавления присадочного металла. Поскольку для сварки требуются две руки, сварка GTAW является наиболее сложной для изучения сварочной процедурой. Он также является наиболее универсальным, когда речь идет о различных металлах. GTAW — это медленный процесс, но при правильном выполнении он дает сварные швы высочайшего качества. Этот процесс в основном используется для критических сварных соединений, сварки металлов, отличных от обычной стали, и там, где необходимы точные сварные швы небольшого размера.
Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Эта искра является проводящим путем для сварочного тока через защитный газ и позволяет зажечь дугу, когда электрод и заготовка разделены, как правило, на расстоянии около 1,5–3 мм.
После зажигания дуги сварщик перемещает горелку по небольшому кругу, создавая сварочную ванну, размер которой зависит от размера электрода и силы тока. Поддерживая постоянное расстояние между электродом и заготовкой, оператор затем слегка перемещает резак назад и наклоняет его назад примерно на 10–15 градусов от вертикали. Присадочный металл добавляется вручную в переднюю часть сварочной ванны по мере необходимости.
Сварщики часто разрабатывают технику быстрого чередования перемещения горелки вперед (для продвижения сварочной ванны) и добавления присадочного металла. Присадочный стержень извлекается из сварочной ванны каждый раз при продвижении электрода, но всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва.
Присадочные стержни, изготовленные из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор находился на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Если держать его слишком близко к дуге, присадочный стержень может расплавиться до того, как коснется сварочной ванны. По мере того, как сварка приближается к завершению, ток дуги часто постепенно уменьшают, чтобы позволить кратеру сварки затвердеть и предотвратить образование трещин кратера в конце сварного шва.
Источник питания В GTAW используется источник питания постоянного тока, что означает, что ток (и, следовательно, тепло) остается относительно постоянным, даже если длина дуги и напряжение меняются. Это важно, поскольку в большинстве случаев GTAW выполняется в ручном или полуавтоматическом режиме, требуя, чтобы оператор держал горелку.
Предпочтительная полярность системы GTAW во многом зависит от типа свариваемого металла. Постоянный ток с отрицательно заряженным электродом (DCEN) часто применяют при сварке сталей, никеля, титана и других металлов. Его также можно использовать в автоматическом GTAW для алюминия или магния, когда гелий используется в качестве защиты. Отрицательно заряженный электрод выделяет тепло, испуская электроны, которые движутся поперек дуги, вызывая термическую ионизацию защитного газа и повышая температуру основного материала. Ионизированный защитный газ течет к электроду, а не к основному материалу, и это может привести к образованию оксидов на поверхности сварного шва.[24]
Постоянный ток с положительно заряженным электродом (DCEP) менее распространен и используется в основном для неглубоких сварных швов, поскольку в основном материале выделяется меньше тепла. Вместо того, чтобы течь от электрода к основному материалу, как в DCEN, электроны движутся в другом направлении, в результате чего электрод нагревается до очень высоких температур. Чтобы помочь ему сохранить свою форму и предотвратить размягчение, часто используется электрод большего размера. Когда электроны движутся к электроду, ионизированный защитный газ течет обратно к основному материалу, очищая сварной шов, удаляя оксиды и другие примеси и тем самым улучшая его качество и внешний вид.
Переменный ток, обычно используемый при ручной или полуавтоматической сварке алюминия и магния, объединяет два постоянных тока, заставляя электрод и основной материал чередовать положительный и отрицательный заряд. Это заставляет поток электронов постоянно менять направление, предотвращая перегрев вольфрамового электрода и сохраняя тепло в основном материале.
Поверхностные оксиды все еще удаляются во время положительной электродной части цикла, а основной металл нагревается более глубоко во время отрицательной электродной части цикла. Некоторые источники питания позволяют операторам использовать несбалансированную волну переменного тока, изменяя точный процент времени, в течение которого ток находится в каждом состоянии полярности, что дает им больший контроль над количеством тепла и очищающим действием, подаваемым источником питания. Кроме того, операторы должны с осторожностью относиться к выпрямлению, при котором дуга не может повторно загореться при переходе от прямой полярности (отрицательный электрод) к обратной полярности (положительный электрод). Чтобы решить эту проблему, можно использовать источник питания прямоугольной формы, а также высокочастотное напряжение для стимулирования воспламенения.
Источники питания GTAW хорошего качества оснащены функцией, называемой «высокочастотный пуск». Это устраняет необходимость физического зажигания дуги. Как только горелка GTAW активируется, функция высокочастотного пуска создает дугу в зазоре между электродом и заготовкой, что создает кратковременный момент высокого напряжения. Как только дуга устанавливается, напряжение падает, а сила тока достигает значения, установленного на машине. Это очень полезно для предотвращения загрязнения вольфрама или добавления вольфрама в сварочную ванну.
Некоторыми общими функциями источников питания для сварки в среде защитного газа являются предварительная и последующая подача защитного газа. Функция предварительной подачи защитного газа дает время предварительной подачи защитного газа для защиты области сварки перед запуском дуги. Функция постпотока поддерживает подачу газа в течение заданного времени после отключения дуги, чтобы защитить расплавленную сварочную ванну до тех пор, пока сварной шов не остынет.
Другими особенностями источников питания для сварки GTAW являются настройки частоты, которые улучшают характеристики сварочной дуги. Есть много способов сделать сварочную дугу более плавной. Некоторые функции делают это за счет использования частотных диапазонов и/или пульсации сварочной дуги.
Полярность сварочной дуги является важной характеристикой. DCEN концентрирует примерно 2/3 тепла на поверхности заготовки, что обеспечивает сварной шов с глубоким проплавлением. При использовании DCEP происходит обратное, так как 2/3 тепла вырабатывается внутри электрода. Это позволит получить более мелкий шов, который больше подходит для листового металла, и в то же время придаст характеристикам дуги очищающее действие.
После выбора типа горелки GTAW есть два варианта запуска дуги: ручной запуск или дистанционный запуск.
Во-первых, есть простой способ вручную запустить дугу. Точно так же, как сварка MMAW после включения сварочного аппарата GTAW, то же самое происходит и с горелкой GTAW. Дуга зажигается путем удара вольфрама по металлу вручную. Второй вариант — удаленный запуск. Функции дистанционного запуска бывают двух разных форм: с помощью переключателя на горелке и с помощью ножной педали.
Ручной дистанционный запуск очень прост. Все, что они представляют собой, — это кнопка на горелке GTAW, которая просто нажимается пальцем, когда вы готовы начать сварку. Что происходит, когда кабель дистанционного запуска с ручным управлением подключается к источнику питания для сварки GTAW, и он активирует функцию высокочастотного запуска. Это облегчает запуск дуги и защищает вольфрам или заготовку от загрязнения.
Удаленный запуск с ножным управлением или педалью немного сложнее. Они управляют высокочастотным пуском и одновременно контролируют силу тока. Точно так же, как акселератор в вашем автомобиле, чем дальше вы нажимаете, тем больше сила тока, которую вы получаете. Дистанционный пуск с ножным управлением в основном подходит для работы в цеху, где сварщик может сидеть. Сварить стоя с дистанционным пуском ножной педалью очень сложно. Преимущество дистанционного запуска педалью заключается в том, что вы полностью контролируете тепло, с которым вы свариваете.
Электрод GTAW
Электрод, используемый в GTAW, изготовлен из вольфрама или вольфрамового сплава, так как вольфрам имеет самую высокую температуру плавления среди чистых металлов, 3422°C. В результате электрод не расходуется во время сварки, хотя может происходить некоторая эрозия (называемая выгоранием). Электроды могут иметь чистое или шлифованное покрытие: чистые электроды прошли химическую очистку, а шлифованные электроды были отшлифованы до одинакового размера и имеют полированную поверхность, что делает их оптимальными для теплопроводности. Диаметр электродов может варьироваться от 0,5 до 6,4 миллиметров, а их длина может составлять от 75 до 610 миллиметров.
Ряд вольфрамовых сплавов были стандартизированы Американским обществом сварщиков ISO в ISO 6848 и AWS A5.12, соответственно, для использования в электродах GTAW. Краткое изложение классификаций вольфрамовых электродов ISO/AWS
Цвет
Электроды из чистого вольфрама (классифицируемые как WP или EWP) являются недорогими электродами общего назначения. Они имеют плохую термостойкость и эмиссию электронов и находят ограниченное применение при сварке на переменном токе, например, сварных швов. магний и алюминий.
Оксид церия (или церий) в качестве легирующего элемента улучшает стабильность дуги и облегчает ее розжиг, одновременно уменьшая прогар. Добавление церия не так эффективно, как тория, но работает хорошо, а церий не радиоактивен.
Сплав оксида лантана (или лантана) действует так же, как церий, и также не является радиоактивным.
Электроды из сплава оксида тория (или тория) обеспечивают отличные характеристики дуги и пуск, что делает их популярными электродами общего назначения. Однако он в некоторой степени радиоактивный, что делает вдыхание паров и пыли тория опасным для здоровья, а утилизацию представляет опасность для окружающей среды.
Электроды, содержащие оксид циркония (или диоксид циркония), увеличивают допустимый ток, одновременно повышая стабильность дуги и увеличивая срок службы электрода.
Присадочные металлы также используются почти во всех применениях GTAW, основным исключением является сварка тонких материалов. Присадочные металлы доступны с различными диаметрами и изготовлены из различных материалов. В большинстве случаев присадочный металл в виде стержня добавляется в сварочную ванну вручную, но в некоторых случаях требуется автоматическая подача присадочного металла, который часто хранится на катушках или бухтах.
Диаметры вольфрамовых электродовНаиболее распространенные диаметры электродов (в мм) на рынке:
| 1,0 |
| 1,6 |
| 2,4 |
| 3,2 |
| 4,0 |
| 4,8 |
| 6,4 |
При сварке GTAW размер электрода не является наиболее важным компонентом процесса. Пока используемый электрод остается в пределах номинальной силы тока. Наиболее важна форма наконечника, которая определяет характеристики дуги. Для большинства применений подойдет любой диаметр электрода от 1,6 до 3,2 мм. Поскольку вольфрамовые электроды имеют форму стержня с квадратным срезом на конце, электроду необходимо придать форму. Некоторые из форм наконечников, используемых в этих электродах, заостренные, закругленные и суженные со сферическим концом.
Заостренный наконечник обычно используется при сварке черных металлов, таких как сталь, током постоянного тока. Это позволяет току течь от электрода к металлу и имеет тенденцию концентрировать дугу на металле. Благодаря использованию DCEN заостренный кончик сохраняет свою форму. Если бы полярность была изменена, вольфрам, вероятно, начал бы плавиться. Придание формы остроконечному электроду обычно выполняется на шлифовальном круге или станке для заточки вольфрамовых электродов. При использовании шлифовального круга лучше всего использовать мелкозернистый круг, который следует использовать только для заточки вольфрамовых электродов (вы не хотите, чтобы на электрод попадали загрязняющие вещества). Необходимо соблюдать осторожность при шлифовке вольфрама. Из-за его слаборадиоактивной природы вы должны избегать вдыхания измельчающих частиц.
Чтобы заточить электрод, направьте его вверх, медленно и легко вращая его на шлифовальном круге между пальцами, чтобы получить коническое острие. Если у вас есть запатентованная точилка для электродов, она очень похожа на точилку для карандашей. Гораздо проще и безопаснее, так как обычно улавливаются любые частицы.
Вольфрамовые электроды с закругленным и коническим концом Электроды с закругленным или коническим концом, обычно используемые для сварки цветных металлов, таких как алюминий и магний. Ток, используемый для сварки этих металлов, является переменным током. Закругленный или конусообразный электрод со сферическим концом способствует распространению дуги по более широкой области электрода. Чтобы получить круглый или шарообразный конец электрода, это делается с помощью DCEP (положительный электрод постоянного тока). Чтобы получить эту форму, следует включить газ аргон и, если возможно, поджечь дугу на куске меди. Вольфрам начнет плавиться, как только сила тока станет достаточно высокой, а затем начнет формировать форму шара на конце электрода. Как только на конце электрода появится шарик нужного размера, выключите дугу. После того, как форма получена, верните источник питания в сеть переменного тока.
В некоторых других случаях для сварки листового металла с DCEP могут использоваться электроды с закругленными или коническими наконечниками. Это концентрирует 2/3 тепла на вольфрамовом электроде и предотвращает прогорание листового металла. При DCEP избегайте слишком высокого сварочного тока, иначе вольфрам просто расплавится.
Типы горелок GTAW Что касается сварки GTAW, есть два варианта выбора горелки GTAW! Первый — это горелка с воздушным охлаждением, которая является наименее дорогой и наиболее практичной. Недостатком горелки GTAW с воздушным охлаждением является то, что она довольно сильно нагревается, и большая часть тепла, выделяемого дугой, теряется.
Вторая горелка с водяным охлаждением. Это самый эффективный тип горелки, но он требует водяного охлаждения и дополнительного обслуживания.
Защитные газы для сварки GTAWЗащитные газы для сварки GTAW используются для защиты расплавленной сварочной ванны и кончика присадочной проволоки от окружающего воздуха, который может загрязнить сварной шов. Три наиболее часто используемых защитных газа для сварки GTAW:
- Аргон / Ar (обычно используется)
- Гелий / He
- Смеси аргона/гелия He/Ar
Поскольку аргон и гелий являются инертными газами, они не изменяют характеристики сварного соединения. В некоторых редких случаях используются три типа газовой смеси. Первый — это аргон и водород, а второй — аргон и азот. Газовые смеси гелия и аргона/гелия обычно используются для более толстых металлов, чтобы обеспечить более глубокое проплавление сварного шва. В большинстве случаев чистый аргон покроет почти все потребности сварки.
Продувка — это общий термин, когда речь идет о сварке труб GTAW. Продувка трубы заменит воздух в трубе инертным газом, который не вступит в реакцию с корнем сварного шва. Продувка предотвращает окисление сварного шва. Аргон тяжелее воздуха, поэтому он заполнит трубу так же, как вода. Обычно аргон используется для сварки GTAW, но, поскольку он очень дорог, его не всегда используют отдельно для продувки трубы. Большинство людей используют для продувки трубы азот или углекислый газ.
Поскольку аргон является газом тяжелее воздуха, он может быть опасен, если не используется надлежащая вентиляция. Если вы находитесь в герметичной комнате и у вас есть утечка из баллона с аргоном, он заполнит комнату снизу вверх, как вода. В отличие от воды, вы не можете увидеть или почувствовать ее запах. Как только аргон заполнит комнату, вы будете дышать и задыхаться одновременно, даже не подозревая об этом.
Размеры чашек GTAW Размеры чашек имеют стандартную систему кодирования. Система кодирования довольно проста! Например, чашка № 5 имеет диаметр 8 мм, а чашка № 9 — 15 мм.
Как и любой другой процесс сварки, присадочная проволока для сварки GTAW имеет систему кодирования обозначений. Поскольку при сварке GTAW не используется флюс, обозначения довольно просты. В большинстве случаев можно использовать сварочную проволоку MIG. Единственная разница между проволокой для сварки MIG и проволокой для сварки GTAW заключается в способе их упаковки. Обычно проволока для сварки GTAW имеет длину 36 дюймов. Распространенной сварочной проволокой для низкоуглеродистой стали является ЭР70С-2.
Код обозначения следующий:
- ER– Электрод или присадочный стержень, который используется либо для подачи проволоки, либо для сварки GTAW
- 70– Минимум 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва
- S — Сплошная проволока
- 2– Количество раскислителя и очистителя на электроде
Сварочная проволока GTAW бывает разных размеров, и вот наиболее распространенные диаметры:
| 1,6 |
| 2,4 |
| 3,2 |
| 4 |
| 4,8 |
Чистота соединения и настройка
Чистота и настройка соединения чрезвычайно важны, когда речь идет о сварке GTAW. Ржавчина, окисление, прокатная окалина, краска или остатки масла будут влиять на общее качество готового сварного шва, вызывая неоднородности металла шва и возможные проблемы с растрескиванием. Все соединения должны быть очищены с помощью шлифовальной машины или, в случае некоторых металлов, таких как алюминий, используется химический очиститель.
Как указывалось ранее, сварка GTAW обеспечивает очень высокое качество сварного шва, но качество сварного шва во многом зависит от подготовки и чистоты соединения.
Настройка аппарата для сварки GTAW При настройке аппарата для сварки GTAW существуют две основные настройки. Это сила тока и расход газа. Параметры силы тока зависят от типа и толщины свариваемого металла. Скорость потока газа также зависит от условий тяги, размера чашки, а иногда и от положения сварного шва. Скорость потока газа может варьироваться от 3 л/мин до 25 л/мин для большой чашки и сквозняков. При выборе газа для сварки почти всегда предполагается, что вы будете использовать чистый аргон.
Некоторые основные рекомендации по настройке машины приведены в Таблице 2:
| Таблица 2 Базовая установка GTAW | |||
| Размер электрода | Типичная сила тока | Размер чашки | Расход газа (л/мин) |
| 1,6 | 50 – 100 | 4,5 или 6 | 3 – 8 |
| 2,4 | 80 -130 | 6,7 или 8 | 4 – 10 |
| 3,2 | 90 – 250 | 6,7 или 8 | 8 – 15 |
Сварка GTAW нержавеющей стали
Нержавеющая сталь сваривается почти как сталь. Это не требует много дополнительной практики, использует тот же тип вольфрама и аргона. Единственным исключением является то, что для сварки нержавеющей стали требуется хорошее газовое покрытие. Сталь снисходительна, когда дело доходит до газового покрытия. Нержавеющая сталь иногда требует, чтобы сварной шов был погружен в аргоновую ванну, или, если это шов с открытым корнем, внутреннюю часть соединения необходимо продуть инертным газом. Одна из проблем сварки нержавеющей стали заключается в том, что она имеет тенденцию к деформации, если применяется слишком много тепла или свариваемые детали не закреплены должным образом.
Деформацию можно контролировать, часто располагая сварные швы в шахматном порядке и укрепляя область сварки. Когда нержавеющая сталь правильно сварена GTAW, она будет иметь медный цвет. Если вы обнаружите, что сварной шов имеет серый или темный цвет, это означает, что либо вы двигаетесь слишком медленно, либо ваше тепловложение слишком велико.
При сварке нержавеющей стали методом GTAW подготовка шва имеет важное значение. Соединение должно быть абсолютно свободным от любых примесей. Если это не будет выполнено, вы обнаружите, что присадочная проволока не будет затекать в соединение, и будут присутствовать разрывы (ярким примером является пористость). Чтобы избежать этого, лучше всего очистить шов шлифовальным диском или напильником, предназначенным только для нержавеющей стали. Вы не хотите вводить загрязнение углеродистой стали. Это справедливо и для многопроходных сварных швов. Если вы наложили один валик, а затем вам нужно сделать второй проход, вам также необходимо снова очистить эту область перед сваркой.
При сварке алюминия методом GTAW для завершения настройки необходимо выполнить несколько шагов. Во-первых, это электрод. Вольфрам должен быть либо чистым вольфрамом, либо вольфрамом, легированным цирконием, с шаровидной формой на конце для правильного распределения тепла. Второй тип — это текущий тип, алюминий всегда сваривается с помощью переменного тока (переменного тока). Сварка алюминия всегда требует высокочастотного пуска либо от высокопроизводительной кнопки, либо от горелки GTAW с ножным управлением. Основное отличие сварки алюминия от других металлов заключается в том, как выглядит сварочная ванна. Алюминий просто имеет блестящую лужу, которая не светится. Это похоже на движение фольги. При сварке алюминия необходимо избегать перегрева металла. Очень легко нагреть заготовку слишком сильно, и вдруг вся область сварки просто упадет на пол.
GTAW позволяет сваривать практически любой металл. Это возможно, потому что в качестве основных используемых газов используются благородные инертные газы, и их свойства не изменяют свойства сварного шва. В большинстве других сварочных процессов используются флюсы или химические добавки к присадочному металлу. При сварке GTAW чистое тепло создает сварное соединение и позволяет соединить любой металл, который можно расплавить, если присадочная проволока совместима. Некоторые из экзотических металлов, которые обычно свариваются:
Медь-никель и медно-никелевые сплавы Сварка GTAW меди и медно-никелевых сплавов обычно выполняется с использованием чистого аргона, а иногда и газовой смеси аргона/гелия (75% Ar/25% He). В большинстве случаев используется тип вольфрама с содержанием 2% церия оранжевого цвета и классификация AWS EWCe-2. В других случаях можно использовать 2% тория-вольфрама. Наиболее распространенным сварочным током и полярностью является DCEN (отрицательный электрод постоянного тока).
Многие люди, сваривающие медно-никелевый сплав, говорят, что он грязный на ощупь. Это верно только в том случае, если вы используете слишком много тепла, и в этом случае металл станет очень темным. Когда все сделано правильно, сварной шов будет очень похож на нержавеющую сталь с почти таким же медным цветом. Лужа выглядит и ощущается как комбинация нержавеющей стали и алюминия, но она более жидкая с оттенком блеска или олова, как при сварке алюминия. Загвоздка при сварке медно-никелевых сплавов и медно-никелевых сплавов заключается в том, что распространенной проблемой является холодный нахлест и вальцовка. Много раз сварной шов выглядит так, как будто он проварился должным образом, но в некоторых местах на самом деле ему не хватает проплавления. Очень трудно обнаружить холодный валок и притирку с медно-никелевым покрытием, если не проведено испытание на проникающую способность штампа.
Для швов с открытым корнем на CuNi используется другая техника. Чтобы завершить хорошее сплавление корневого шва, вы зажигаете дугу, а затем создаете замочную скважину, после чего перемешиваете и погружаете в нее присадочную проволоку. Вы просто продолжаете повторять это, пока корень не будет закончен. Это может показаться сложным, но присадочная проволока вводит очень гладкий корень с хорошим проникновением на задней стороне!
МагнийМагний обычно сваривают с использованием чистого аргона. Тип используемого вольфрама, как правило, цирконированный вольфрам с обозначением AWS EWZr. В большинстве случаев ток будет переменным/переменным, требующим высокочастотного пуска.
Титан При сварке титана используется газ аргон, и во многих случаях требуется обширное газовое покрытие, обычно с задним башмаком, так как в большинстве случаев газового покрытия, которое дает дуга GTAW, недостаточно. Титан можно сваривать с использованием 2% ториевого вольфрама по классификации AWS EWPTh-2 и с DCEN (отрицательный электрод постоянного тока).
Одним из менее распространенных методов сварки является сварка разнородных металлов. Сварка GTAW имеет много вариантов, когда речь идет о сварке разнородных металлов. Большинство этих вариантов зависят от конструкции присадочной проволоки. В некоторых случаях сварка разнородных металлов осуществляется в два этапа, но, в конце концов, эти металлы можно соединить.
Некоторые комбинации разнородных металлов, которые можно сваривать методом GTAW:
- Медь с кремниевой бронзой
- Медь-никель в кремниевую бронзу
- Медь и кремниевая бронза в сталь
- Медь к нержавеющей стали
- Сплав Hastelloy C для стали
- Никель в сталь
- из нержавеющей стали в чугун Нержавеющая сталь
- до инконеля
- из нержавеющей стали в низколегированную или углеродистую сталь
Когда речь идет о методах сварки GTAW, по-прежнему применяются многие стандартные схемы. Что действительно изменилось, так это способ добавления наполнителя и тот факт, что вам нужно использовать обе руки одновременно. При добавлении присадочного стержня его всегда следует держать в зоне защитного газа, чтобы не загрязнить присадочную проволоку. Большинство других изменений связаны с тем, как запускается дуга. При высокочастотном пуске зажигание дуги не является проблемой. С ручным или стартовым запуском могут быть некоторые проблемы. Основная проблема с пуском с нуля заключается в том, что вольфрам может загрязнить сварной шов и потерять свою форму в процессе. Способ выполнения большинства сварных швов GTAW заключается в движении горелки GTAW из стороны в сторону. Пока ваша сила тока установлена правильно, и вы видите, как сварочная ванна смывается по бокам сварного шва, все должно быть в порядке. Как и в любом другом процессе сварки, нет единого шаблона или способа сделать хороший сварной шов. Сварка GTAW хорошо работает во всех положениях практически на любом металле. Конечным результатом является то, что вы хотите получить гладкий однородный валик, который правильно впитается в соединение.
Когда речь идет о сварке передним и обратным хватом, большой разницы нет. Поскольку при сварке GTAW используется присадочный металл, добавляемый вручную, дуга определяет проплавление сварного шва. Пока лужа плавно смывается в металл, не имеет значения, как вы едете. При других сварочных процессах угол перемещения неумолим! С другой стороны, сварка GTAW очень щадящая, когда дело касается угла наклона горелки и направления движения, если покрытие газа хорошее.
От рукиТехника сварки GTAW от руки — это именно то, что нужно. Это довольно просто, просто запустите сварочную ванну и начните добавлять присадочный металл другой рукой.
Обход чашки Обход чашки — это метод сварки, который дает сварщику большую степень контроля, чем сварка без руки.
При сравнении сварки от руки с хождением чашки можно увидеть огромную разницу в качестве и внешнем виде сварного шва. Сварка, выполненная путем перемещения чашки, имеет почти роботоподобный вид с очень однородным и последовательным рисунком валика. Это связано с тем, что чаша горелки GTAW всегда опирается на сварной шов, а длина дуги остается неизменной. Длина дуги является ключевым фактором, когда речь идет о внешнем виде валика сварки GTAW. Чтобы пройти чашку, вам нужно поместить чашку горелки GTAW на сварной шов и установить вольфрам так, чтобы он находился прямо над сварным швом. Затем просто пройдитесь по чашке и добавьте или держите сварочную проволоку в стыке. Чашка получает скорость движения вперед, перемещая ручку горелки GTAW таким образом, чтобы создать движение вперед. Есть много способов ходить по чаше, но, в конечном счете, она держит руки сварщика в устойчивом положении, предоставляя опору в любое время с постоянной длиной дуги.
Устранение неисправностей сварщика GTAW При сварке GTAW возникают некоторые распространенные проблемы и дефекты сварки. Большинство этих проблем легко решить, если знать, что искать. Некоторые из общих проблем включают:
Пористость сварного шва может быть вызвана многими факторами. Вот некоторые из распространенных причин пористости сварного шва:
- Слишком большая длина дуги… Сократите длину дуги.
- Соединение не очищено должным образом… Очистите шлифовальной машиной или проволочной щеткой.
- Скорость потока газа слишком мала или слишком велика… В случае слишком высокой скорости потока газа турбулентность, вызванная высокой скоростью потока, будет втягивать окружающий воздух в сварочную ванну.
- Используется неправильный размер чашки… Замените чашку на правильный размер.
- Проверьте, не проникает ли сквозняк в зону сварки… Если это так, поставьте барьер, чтобы остановить сквозняк.
- Наполнительный стержень замасленный, грязный или корродированный… Используйте новый наполнительный стержень.
- Защитный газ загрязнен… Замените газ.
- Используется неправильный газ… В большинстве случаев чистый аргон является правильным типом газа.
- Возможно, шланги негерметичны… Проверьте соединения, используя мыльную воду, чтобы найти утечки.
Износ электрода или нестабильная дуга обычно возникают по следующим причинам:
- Поток газа слишком мал… Увеличьте расход газа.
- Длина дуги слишком длинная… Сократите длину дуги.
- Используется неправильный газ… Замените газ.
- Вольфрам загрязнен… Разбейте вольфрам и придайте ему другую форму.
- Вольфрам коснулся лужи… Очистите вольфрам и сократите вылет.
- Диаметр вольфрамового электрода слишком велик или мал… Замените вольфрамовый электрод на соответствующий размер.
- Неправильная полярность… Измените полярность или тип напряжения.
- Сила тока слишком мала… Увеличьте силу тока.
- Зажим заземления плохо контактирует… Очистите соединение заземления.
- Металл сварного шва не очищен должным образом… Отшлифуйте или проволочной щеткой сварной шов.
Сварщики носят защитную одежду, включая легкие и тонкие кожаные перчатки и защитные рубашки с длинными рукавами и высокими воротниками, чтобы избежать воздействия сильного ультрафиолетового излучения. Благодаря отсутствию дыма при GTAW свет электрической дуги не покрыт дымом и твердыми частицами, как при дуговой сварке электродом или электродуговой сварке в защитном металле, и, таким образом, он намного ярче, подвергая операторов сильному ультрафиолетовому излучению. Сварочная дуга отличается от солнечного света диапазоном и мощностью длин волн УФ-излучения, но сварщик находится очень близко к источнику, а интенсивность света очень велика. Потенциальное повреждение дугового света включает в себя случайные вспышки в глазу или дугу в глазах и повреждение кожи, подобное сильному солнечному ожогу. Операторы носят непрозрачные шлемы с темными линзами для глаз и полным покрытием головы и шеи, чтобы предотвратить воздействие ультрафиолетового излучения. Современные шлемы часто имеют лицевую панель жидкокристаллического типа, которая автоматически затемняется под воздействием яркого света зажженной дуги. Прозрачные сварочные шторы, изготовленные из поливинилхлоридной пластиковой пленки, часто используются для защиты находящихся рядом рабочих и посторонних лиц от воздействия ультрафиолетового излучения электрической дуги.
Сварщики также часто подвергаются воздействию опасных газов и твердых частиц. Хотя в процессе не образуется дым, яркость дуги в GTAW может расщеплять окружающий воздух с образованием озона и оксидов азота. Озон и оксиды азота вступают в реакцию с легочной тканью и влагой, вызывая ожог азотной кислотой и озоном. Уровни озона и оксида азота умеренные, но необходимо контролировать продолжительность воздействия, повторное воздействие, качество и количество вытяжки дыма и воздухообмен в помещении. Сварщики, работающие небезопасно, могут заболеть эмфиземой и отеком легких, что может привести к ранней смерти. Точно так же тепло от дуги может вызвать образование ядовитых паров чистящих и обезжиривающих материалов. Операции по очистке с использованием этих средств не следует проводить вблизи места сварки, а для защиты сварщика необходима надлежащая вентиляция.
Обзор сварочного аппарата PUK 3 Pro Plus
Жизнь со сварочным аппаратом PUK:
Текущий обзор сварочного аппарата PUK 3 Pro Plus
© Брайан Мик, все права защищены. V2.0
PUK 3 в исходной конфигурации на запасном столе. Обратите внимание на импровизированный зажим для наконечника и установку микроскопа.
Сварочные аппараты серии PUK называются сварочными аппаратами «Pulse Arc». На практике они работают как настольные аппараты для точечной сварки micro-TIG. TIG (сварка вольфрамовым электродом в среде инертного газа). По сути, происходит то, что внутри PUK есть набор больших конденсаторов, которые заряжаются, а затем высвобождают всю свою энергию за один импульс, когда сварочный аппарат зажигается. Это создает плазменную дугу между кончиком вольфрамового электрода в наконечнике PUK и любой свариваемой деталью. Тепло плазмы расплавляет небольшое пятно целевого металла, которое в идеале сплавляет что-то вместе. В PUK используется аргон высокой чистоты как для защиты расплавленной ванны от атмосферного кислорода, так и для подачи в дугу чистого газа, который превращается в плазму. Благодаря защите от инертного газа сварщики PUK могут работать с любым ювелирным металлом, а также с такими экзотическими металлами, как титан и ниобий. Серебро и медь вызывают некоторые проблемы из-за их проводимости, но при наличии терпения их можно успешно сварить.
Несколько слов о серебре (и меди): Серебро представляет собой сложную задачу для электродуговых сварщиков (таких как PUK и другие) из-за высокой проводимости. Эта проводимость затрудняет концентрацию достаточной энергии в одном месте для получения приличного сварного шва. Серебро требует значительно больше энергии, чем золото или другие ювелирные металлы. Он также оставляет черную сажу на поверхности при сварке. Это, по-видимому, нормально, и он сразу очищается. Пообщавшись с другими пользователями PUK в Интернете, я обнаружил, что с помощью PUK можно получить хороший серебряный сварной шов, но это требует терпения и практики. Мне только недавно это удалось.
Различия между различными версиями PUK в основном заключаются в мощности и сложности. Первоначальный сварочный аппарат PUK 111 не имел большой мощности, и конденсаторы заряжались за секунду или больше между выстрелами. PUK 2 и 3 улучшили это, но были (и остаются) в основном сварщиками прихватками. В PUK 3 Pro добавлены электронные элементы управления и пара «других» режимов, один для микросварки и режим «сверхвысокой мощности» («режим зазора») для получения максимальной мощности для трудносвариваемых металлов, таких как серебро.
PUK 3 Pro Plus имеет несколько других функций. Наиболее важными из них являются еще большие конденсаторы для увеличения мощности на 30% и более быстрой перезарядки, а также 5 настроек памяти для общих настроек.
Более новый PUK 3S был по существу таким же, как мой PUK 3 Pro+, за исключением того, что Ламперт отключил настройку высокочастотного запуска (полезно для серебра) от настройки высокой мощности (режим промежутка). Таким образом, модель S могла лучше справляться с тонким серебром, чем моя 3+. 3S также переключился на светодиодную подсветку в микроскопе, питаемую от вспомогательного источника питания, встроенного в сам PUK. (Это означает, что микроскопы с галогенным освещением из предыдущих моделей PUK не имели правильной настройки питания для работы с новой версией. Не проблема, если вы купили прицел и PUK вместе.)
: Следующий PUK был/является PUK4. Основное очевидное отличие заключалось в том, что у 4 есть сенсорный экран, больше «сохраненных» мест настроек памяти, а также множество рекомендуемых настроек «начать здесь» для основных видов работ. Я не использовал его, кроме игры с 4 на шоу, поэтому я приветствую отзывы тех, кто его использовал.
Передняя и задняя панели PUK 3 Pro Plus
В этом обзоре будет моя машина, купленная для моих целей, поэтому позвольте мне объяснить, что это было и для чего я ее использую.
Я купил его у Отто Фрея в декабре 2007 года. Я много работаю с химически активными металлами, такими как титан, ниобий и тантал. Без какого-либо сварочного аппарата в среде защитного газа абсолютно невозможно соединить эти материалы. Паять их нельзя, можно только холодные соединения того или иного типа. Для масштабного холловарения этого было недостаточно, поэтому я купил PUK. Я не покупал его для ремонта золотых или серебряных украшений. Я использовал его для этого с тех пор, но это не было основной целью, и это не большая часть того, для чего я его использую.
У меня уже был запасной бинокулярный микроскоп, поэтому я решил сэкономить немного денег и просто купить электронный затвор, а не полный микроскоп. У меня также была существующая аргоновая установка, поэтому я решил не покупать их регулятор аргона и использовать свой собственный, сэкономив 150 долларов. Ни одно из этих решений не было мудрым по причинам, о которых я расскажу позже. А пока просто доверься мне: возьми их микроскоп и их регулятор.
Записка из будущего: Ламперт перестал делать вторичный затвор, который я использовал для своего прицела. Судя по всему, у меня есть один из 20 когда-либо сделанных! Коллекционная вещь! Сделай мне предложение! Итак, теперь вы есть , чтобы купить их прицел. Поверьте мне в этом: вы действительно хотите в любом случае. Поскольку дополнительный затвор больше не доступен, и только 19 других людей на всей планете сошли с ума, чтобы купить его, я удаляю свои разглагольствования по этому поводу. Для тех из вас, кто придет позже, имейте в виду, что в разглагольствованиях не виноват Лэмперт. Дополнительный затвор был идеей, время которой никогда не должно было прийти. Единственной причиной, по которой они его построили, было приютить таких идиотов, как я. Тем не менее, в конце концов я расплатился за один из их прицелов и вполне им доволен.
Машинка пришла в одной большой коробке, очень хорошо упакована. Будучи немецкой компанией, Lampert очень требовательна к таким вещам, а качество сборки и отделки машины на высшем уровне. Это аппаратное обеспечение стоимостью 4000 долларов, и когда вы держите наконечник, вы чувствуете это. Он поставляется с различными виджетами: три разных зажима заземления. (набор плоскогубцев, набор крестообразных пинцетов и зажим типа «крокодил», все они подключены к положительной точке соединения дуги), набор из 10 электродов с алмазным шлифовальным кругом, небольшой бор для перфоратора для гибкий стержень, чтобы вы могли сгладить пористость, а также очень приятная маленькая щеточка из стекловолокна. (Остерегайтесь щепок!) И небольшой кусок стекловолоконной ткани без каких-либо реальных объяснений, но я предполагаю, что он предназначен для улавливания искр. Так как у меня не было ни микроскопа, ни регулятора, мой пришел только с дополнительным приспособлением для затвора, которое крепится к нижней части моего микроскопа. (В данном случае Nikon SMZ-10 — аукционы по недвижимости всегда стоят потраченного времени…) Микроскоп Mezzo поставляется со встроенным зажимом для наконечника. Поскольку я этого не понял, мне пришлось импровизировать из зажима для пробирок.
Сумки со вкусностями, которые прилагались к PUK 3. Наконечник находится в сумке слева.
Установка была простой и понятной. Подключи это сюда, вот сюда, и вперед. Единственная забавная часть заключалась в том, что шланг для аргона в комплекте был метрическим. Чтобы установить метрический штуцер на задней части машины и метрический штуцер на метрическом аргоновом регуляторе, я не покупал. Так что потребовалось немного импровизации, чтобы присоединить их шланг к моему (английскому) регулятору. В конце концов мне это удалось, но это не единственная проблема: PUK 3 требует хотя бы небольшого давления аргона, прежде чем он сработает. Лучше всего он справляется с очень низкой скоростью потока (1-2 литра в минуту). Большинство лабораторных регуляторов плохо работают в таких ситуациях с низким потоком. Не говоря уже о том, что вся информация от Ламперта находится в LPM, а не в PSI. Регулятор PUK специально предназначен для регулирования низкого расхода и очень хорошо работает в этих диапазонах. В конце концов я решил, что не стоит возиться с моим обычным аргоновым регулятором, и заказал один из регуляторов PUK. Теперь намного легче, и я потребляю гораздо меньше аргона. Это тоже фактор. В документации PUK говорится, что PUK нравится «Argon 4.6». Это европейское обозначение. То, что вы хотите получить от американской газовой компании, — это аргон «сверхвысокой чистоты» или аргон «пять девяток». (9чистота 9,999) Иногда также известен как аргон 5.0. Поскольку у меня духовка на инертном газе, у меня уже был баллон с аргоном для сварки. ПУК очень не понравилось, что для сварки на титане. Причина, по которой это важно, заключается в том, что маленький баллон сварочного аргона (баллон «Q») обходится мне примерно в 50 долларов. Та же бутылка калибра 0,99999 стоит 200 долларов. Это, безусловно, нужно учитывать, но для лазеров также требуется аргон высокого качества, так что это в значительной степени промывка между двумя системами.
Мой PUK — модель 2007 года. Где-то в конце 2008 г. компания Lampert представила новый наконечник для наконечника с керамическим удлинителем, который ограничивает и фокусирует поток аргона, а это означает, что в большинстве случаев вы используете гораздо меньше аргона. Новые машины поставляются с этим автоматически, а старые машины можно обновить с помощью нового носа примерно за 50 долларов. Отто Фрей и Рио оба могут получить новые носы. Я импровизировал что-то подобное, нарезав небольшие кусочки соломинок из фаст-фуда и используя их, чтобы удлинить нос наконечника. Мои со временем сгорают, но, с другой стороны, они бесплатны и могут быть настроены для любого конкретного пространства или задачи, которая мне нужна, за считанные секунды. В частности, поскольку я работаю с химически активными металлами, для которых требуется больше защитного газа, мне нравится широкое сопло старого образца. Это дает мне большую площадь защиты. Реактивы настолько чувствительны к атмосферному загрязнению сварного шва, что я построил вторичное аргоновое сопло, чтобы заполнить аргоном задние стороны больших реактивных деталей, чтобы предотвратить обесцвечивание и охрупчивание сварного шва из-за атмосферного загрязнения. Было бы хорошо, если бы в PUK был дополнительный порт аргона для этой цели. Было бы еще лучше, если бы вы могли управлять циклами до и после сварки этого вторичного аргонового порта. Как бы то ни было, я просто включаю свой, снимаю сварные швы и выключаю его. Так что он просто сидит там, заливая комнату аргоном по 200 долларов за бутылку, пока я свариваю. Не самый эффективный, но он работает, и я получаю отличные сварные швы. Я продолжаю думать о том, чтобы сделать для него триггер с педалью, но я еще не дошел до этого. Если вы не делаете много реактивов, вам не нужно беспокоиться о такой настройке. (спустя 5 лет я так и не построил эту педаль….)
Моя единственная претензия к руководству. Ясно, что первоначально она была написана на немецком языке и переведена на английский говорящим по-немецки. Это достаточно ясно, но немного неестественно. Говоря по-немецки в детстве, я могу понять, что они имеют в виду, но некоторые из их выражений, особенно ювелирных терминов, немного странные. Руководство, безусловно, выдержит проверку англоговорящим ювелиром. Вся техническая информация по-прежнему европоцентрична. Это означает, что когда они говорят о том, какой аргон нужен, например, PUK, они дают вам европейское обозначение, с которым может быть знакома американская газовая компания, а может и не быть. Точно так же они говорят о настройках регулятора в литрах в минуту, а не о рейтингах PSI, которые используют американские регуляторы. Они вообще не обсуждают углы заточки электрода, кроме того, что вам нужен наконечник с углом 15˚, и что изменение угла наклона кончика изменит размер сварного шва и проплавление. Если бы я еще не знал о взаимосвязи между углом наклона вершины и проплавлением при сварке TIG, я бы совершенно потерялся. Ламперт также время от времени выпускает электронные листовки с инструкциями. Это полезно, но не очень подробно. Они, безусловно, могли бы лучше справляться с обучением пользователей.
С другой стороны, столкнувшись с ними на выставках с тех пор, как я написал это в первый раз, я могу сказать, что они сделают все возможное, чтобы помочь, если у вас возникнут проблемы или вопросы.
Вид слева — примерное представление о том, что вы видите в их прицел, за исключением того, что он окрашен в желтый цвет и лучше освещен.
Это изображение было частью моего разглагольствования о теперь, к счастью, недоступном дополнительном затворе, поэтому игнорируйте зеленое изображение справа.
Теперь, когда я купил настоящий прицел Mezzo, могу сказать, что они очень хороши. Обзор хороший, а благодаря встроенному светодиодному (галогенному в старых моделях) освещению вы можете четко видеть. Вид желтый из-за затвора, но в любом случае это не тот прицел, который можно использовать для оценки камней. Этого более чем достаточно для нацеливания на сварщика.
Теперь о фактическом использовании PUK 3+
Это отличный маленький сварочный аппарат, если вы понимаете, что он делает. Это не совсем точечный сварочный аппарат, но он запускает отдельные сварочные импульсы. Для того, чтобы получить бегущий шов, нужно сделать снимок, переместить заготовку, сделать еще один снимок и так далее. Самым большим преимуществом PUK 3 Pro Plus являются большие конденсаторы. Они позволяют ему работать намного быстрее, чем любая другая модель. Частота его циклов составляет около трех выстрелов каждые две секунды. (Я понимаю, что PUK4 примерно в два раза быстрее.) На практике это так же быстро или быстрее, чем я могу переместить руки и перенацелить наконечник. Я никогда не ловлю себя на том, что жду, пока он зациклится. Как только я попаду в цель, она будет готова для меня. Если вы привыкли к обычной сварке TIG, то она очень похожа на сварку TIG в точечном режиме. Однако, в отличие от TIG, PUK требует, чтобы наконечник был в контакте с целевым изделием в начале цикла сварки. Контакт между наконечником и деталью является сигналом PUK для запуска последовательности срабатывания. Наконечник имеет внутренний привод, который отводит электрод от целевого металла именно в тот момент, когда происходит срабатывание сварочного аппарата. Звучит странно, но это работает. Говоря о звуке, в режиме повышенной мощности рукоятка пищит при срабатывании. Оказывается, это артефакт системы высокочастотного пуска, которая помогает запускать сложные сварные швы. Все аппараты импульсно-дуговой сварки издают одинаковый писк в режиме ВЧ-Старт. (У Orion тоже, я пробовал их.) Скрип — это сама дуга, вибрирующая, как барабан динамика. (Хотите взорвать мозг? Попробуйте плазменные динамики. Тот же эффект.)
Большая разница между моей моделью 3+ и более поздней моделью 3S заключалась в том, что Ламперт прервал запуск ВЧ из режима высокой мощности (промежуток), поэтому можно было запускать ВЧ при более низких настройках мощности, что было хорошо для деликатных предметов. , особенно в серебре.
Насколько я понимаю высокочастотный пуск, высокоскоростная вибрация дуги вызывает перемешивание сварочной ванны, что облегчает получение прочного соединения, особенно в таких металлах, как серебро, которое на самом деле не требуется.
Наконечник сам по себе представляет собой прекрасно обработанный кусок нержавеющей стали. Как я уже упоминал, PUK очень похож на микро-TIG. Настолько, что можно использовать даже небольшие электроды TIG. PUK поставляется с набором из 10 «неторированных» электродов. Вы можете получить еще одну коробку из 10 штук чуть более чем за 50 долларов. Вы используете оба конца, и вы можете повторно затачивать их до тех пор, пока они не будут отшлифованы почти до нуля, так что в долгосрочной перспективе они не будут слишком дорогими. Кроме того, вы можете приобрести 0,020-дюймовые вольфрамовые электроды TIG с 2% содержанием церия примерно за 20 долларов США за упаковку из 10 штук (здесь), и они имеют длину 7 дюймов, в отличие от 3-дюймовых электродов PUK. Разрежьте их пополам, и у вас будет 20 электродов за 20 долларов. Я использовал электроды с церием на моем PUK в течение многих лет и не заметил никакой разницы в производительности. Я подозреваю, что «официальные» электроды PUK на самом деле также содержат цериевый вольфрам, потому что они говорят, что они не торированные (и, следовательно, радиоактивные) и они не такие хрупкие, как электроды из чистого вольфрама, что не оставляет им ничего другого. (Лэмперт никак не может изготовить электрод из смешанного вольфрама по индивидуальному заказу.) Это важно, потому что вы довольно быстро их пережевываете, особенно при выполнении длинного шва. Замена электродов выполняется быстро и легко. Просто снимите наконечник, снимите носик, поверните небольшую гайку цанги, вытащите вольфрамовый стержень, вставьте еще один до нужной длины, затяните гайку, замените носик и наконечник, и все готово. Делается около 30 секунд. Рекомендуемый угол 15˚ обеспечит самое мелкое проплавление и самый широкий валик сварного шва. По мере того, как кончик притупляется, ваше проникновение немного увеличивается, а валик сужается. В некоторых случаях вам может понадобиться более узкая сварочная ванна, поэтому затупление вершины не всегда может быть проблемой. В других случаях, таких как скрепление детали перед пайкой, вам может быть все равно, пока деталь держится достаточно долго для пайки. Так что на практике тот факт, что он быстро притупляет точки, может быть не такой большой проблемой, как вы думаете. Моя процедура с электродами заключается в том, чтобы заточить всю партию электродов на моем power-hone, использовать их все, а затем повторно заточить партию. У меня есть маленькие тиски, которые я приспособил к приспособлению для заточки точильного станка. Он настроен на вращение, что позволяет мне заряжать его, быстро затачивать каждый наконечник, а затем в спешке менять. Около 45 секунд, чтобы сделать оба конца. Наборы электродов PUK поставляются с небольшим алмазным диском, который предназначен для использования в гибком валу для ручной заточки электродов. Это, вероятно, сработает почти так же хорошо, просто у меня уже есть power-hone и т. д. Как бы вы это ни делали, вольфрамовые электроды достаточно тверды, чтобы для их эффективной заточки требовались алмазные абразивы.
Более поздние модели PUK, такие как 3S и, возможно, 4, поставлялись с небольшим микромотором, который висит сбоку станка и используется для быстрой ручной заточки электродов, питаемых от бортового вспомогательного источника питания. Я использовал точилку с электроприводом. Это определенно виджет, но он работает, и это намного удобнее, чем пытаться управлять им гибким стержнем. У меня его нет, я не скучаю по нему, но это удобная маленькая игрушка.
Первый сварной шов. Титан 0,050 дюйма. Обратите внимание на коричневые и синие пятна на сварном шве. Это произошло из-за первоначального использования промышленного аргона, а не аргона высокой чистоты, который предпочитает PUK.
Это тот же образец, что и под микроскопом выше.
Первый сварной шов, разорван. Я приварил только одну сторону и расколол ее, чтобы проверить проникновение.
При 80% мощности в режиме зазора он достиг примерно 1/3 глубины на куске титана 0,050 дюйма.
Другой образец, сваренный с обеих сторон, не удалось разорвать.
Одно из преимуществ PUK в целом заключается в том, что, хотя я использую свой под микроскопом в 99% случаев, если я получаю какой-то большой предмет, который просто не помещается туда, я могу снять наконечник и приварить оголенный с рукой, везде, куда я могу поместить наконечник. Tempus Fugitive, первый большой титановый кубок, который я сделал с PUK, имел ножки, сваренные вместе, пока я держал наконечник PUK в руке. На этих внутренних стойках были некоторые углы, из-за которых я просто не мог поместить их под прицел. Единственная хитрость в том, чтобы сделать это голыми руками, состоит в том, чтобы иметь очень твердые руки и не забывать закрывать глаза после того, как вы услышите звуковой сигнал PUK. (Только один раз вы забудете…) Раньше я работал с лазером, который мог нацеливаться только через микроскоп и обрабатывать только те предметы, которые помещались в шкафу, и эта функция оказалась очень удобной для меня и моих больших предметов. Одна особенность лазера, которую я упускаю, и которую вы не можете подделать с помощью PUK, — это способность расширять луч и возвращаться к сварному шву во второй раз, чтобы сгладить его. Это просто не то, что ПСК может сделать. С другой стороны, даже при цене 5000 долларов PUK составляет 20% от цены небольшого лазера. За разницу в 20 000 долларов я буду иметь дело с тем, что не смогу отшлифовать сварные швы молотком когерентных фотонов.
В заключение скажу, что я им вполне доволен. Пользуюсь около пяти лет, проблем не было. Он делает именно то, что я хотел, и делает это по разумной цене.
Как будет время, добавлю примеры сварки им разных металлов, в частности серебра, чтобы вы видели, на что оно способно.
- Главная >
- Инструменты >
- PUKReview >
Выбор диаметра вольфрамового электрода в бронетехнике. Его наиболее важным свойством в области сварки является способность выдерживать очень высокие температуры без снижения прочности на растяжение. Это позволяет производить очень чистые и точные сварные швы. Его способность сохранять форму при интенсивном нагреве также позволяет точно контролировать длину дуги и площадь теплового воздействия.
Эти свойства позволяют выполнять очень контролируемые сварные швы, отвечающие самым высоким требованиям, и сделали дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW) методом выбора для получения чистых и точных сварных швов. Однако существуют пределы способности вольфрама выдерживать тепло, а сварка включает в себя сложное взаимодействие тепла, электрического сопротивления и напряжения. Выбор правильного диаметра вольфрамового электрода влечет за собой уравновешивание этих факторов с конкретными характеристиками основного металла для соблюдения заданных параметров сварки. Это особенно важно в приложениях, связанных с экзотическими сплавами, или в сварке очень высокого класса, где используются точные автоматизированные процессы, такие как орбитальная сварка.
Наука об электрических токах при сварке довольно сложна. Нужно учитывать не только силу тока, но и напряжение и сопротивление. Они взаимодействуют, чтобы произвести тепло, которое плавит металл в дуговой сварке.
Ниже приводится приблизительный обзор этих трех показателей электрического тока:
- Сила тока: Это мера потока электрического тока в амперах, которая представляет собой количество заряда, переносимого через точку за одну секунду.
- Напряжение: Это мера электрического давления, необходимого для преодоления уровня сопротивления, чтобы генерировать силу тока через точку за резистором. В дуговой сварке GTAW резистором является вольфрамовый электрод.
- Сопротивление: Это мера уровня импеданса объема материала по отношению к протекающему через него электрическому току.
Эти три фактора являются динамическими; сила тока выделяет тепло, и это тепло, в свою очередь, увеличивает сопротивление вольфрама потоку тока. Длина дуги или расстояние, на котором вольфрам находится от заготовки, также играет роль. Чем больше расстояние, тем больше воздушный зазор и тем большее сопротивление необходимо преодолеть, чтобы образовалась дуга. Напряжение дуги напрямую связано с длиной дуги, так как чем длиннее дуга, тем большее напряжение требуется для преодоления сопротивления. Большее сопротивление приводит к тому, что больший процент электрической энергии преобразуется в тепловую энергию.
Взаимодействие между этими тремя элементами электрического тока означает, что выбор диаметра вольфрамового электрода для сварки GTAW может быть простым вопросом согласования диаметра вольфрама с толщиной материала — по крайней мере, при работе с обычными материалами и процессами GTAW. В более требовательных приложениях может потребоваться уравновешивание типов материалов, типа электрического тока, дуговых расстояний, вольфрамовых легирующих добавок и газов друг относительно друга для получения сварного шва с желаемыми свойствами.
Взаимосвязь между теплотой, типом металла и диаметром вольфрамового электрода На самом базовом уровне вольфрамовый электрод большего диаметра может поглощать больше тепла, чем более тонкий. Более толстый электрод предлагает больше материала для распределения тепловой энергии, что уменьшает воздействие тепла. Чем больше диаметр вольфрамового электрода, тем выше сила тока, которую можно использовать при сварке до того, как вольфрам начнет плавиться или начнет терять вольфрам в сварной шов, вызывая дефекты сварки. Выбор типа вольфрамового электрода для GTAW также играет роль. Легирующие добавки, такие как оксиды лантана или церия, могут улучшить тепловые характеристики электрода. При выборе диаметра вольфрамового электрода следует учитывать толщину основного металла, тип металла и используемый вольфрамовый сплав. Например, в приведенной ниже таблице показаны диапазоны силы тока вместе с правильным диаметром вольфрама для сварки нержавеющей стали с использованием защитного газа аргона:
| Amperage | Tungsten Diameter | Current Type |
| 10-30 amps | 1 mm | DC Pulse |
| 20-80 amps | 1.6 mm | DC Pulse |
| 80-150 amps | 2.4 mm | DC Pulse |
| > 150 amps | 3.2 mm | DC Pulse |
These recommendations for amperage and tungsten diameter do not necessarily apply to металлов, кроме нержавеющей стали. Например, при сварке сплава Inconel® требуется немного более высокая сила тока для создания температур, необходимых для доведения сплава до точки плавления. Monel® имеет высокое содержание меди, которая обладает высокой теплопроводностью. Это требует более высокой силы тока и может потребовать использования защитного газа гелия, а не аргона, чтобы поддерживать высокую температуру и увеличивать скорость сварки. Титан необходимо сваривать при очень большой силе тока (от 125 до 200 ампер). Вольфрам, легированный оксидом церия, необходим, чтобы выдерживать эти силы тока и генерировать необходимое тепло. Сварка GTAW более сложна, чем простое приравнивание силы тока к теплу, и выбор диаметра вольфрамового электрода, как прямой результат, может быть более сложным.
В высокотехнологичных и специализированных сварочных работах, таких как орбитальная сварка, диаметр вольфрамового электрода должен выбираться инженером или металлургом для получения сварного шва с требуемыми свойствами. Его следует выбирать вместе с типом вольфрамового электрода и углом заточки вольфрама при разработке режимов и параметров сварки обученным персоналом, который понимает, как взаимодействуют эти различные элементы.