Что такое обратная полярность при сварке
Главная » Статьи » Что такое обратная полярность при сварке
Что такое обратная полярность при сварке
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Для соединения тугоплавких материалов либо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки — наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Электроток бывает:
Общие рекомендации
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки: силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Сергей Одинцов
electrod.biz
Обратная полярность при сварке
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
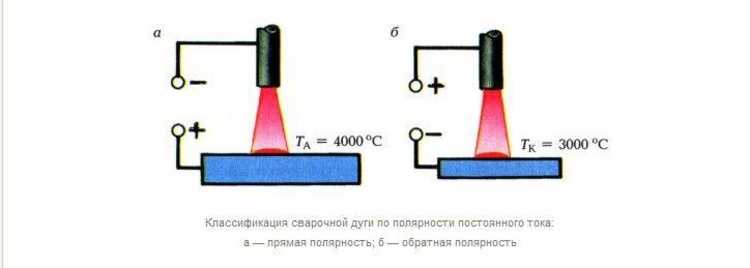
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Похожие статьи
Говоря об инверторной сварке полуавтоматом, хочется отметить, что она имеет ряд плюсов. |
Кромки металлических деталей соединяются между собой при помощи электрической дуги. В некоторых случаях сварка аргоном является единственным возможным способом сварки и немотря на более высокую стоимость,… |
Конденсаторная сварка считается разновидностью контактной сварки, основное отличие от которой заключается в обеспечении питания оборудования токами, проводимыми электроконденсаторной батареей. Как правило, конденсаторная сварка применяется при соединении элементов электротехнических изделий… |
Меньших затрат требует метод точечной сварки арматуры. Его применение возможно в тех случаях, когда свариваемые элементы имеют небольшой вес и габариты. |
 Другой способ — электродуговая сварка позволяет надежно соединить элементы из разных марок ……
Другой способ — электродуговая сварка позволяет надежно соединить элементы из разных марок ……Ее устойчивое горение в процессе дуговой сварки обеспечивается поступательными движениями конца электрода вдоль своей оси в ходе его расплавления. Электрод может перемещаться вдоль соединительного шва в разных направлениях, как вперед к заготовке, так и поперек …… |
Для аргонной сварки используют два типа электродов: неплавящиеся используют при работе с материалом, имеющим тольщину от 0,1 мм, а плавящиеся — уже при сварке 2-миллиметровых и еще более толстых заготовок. Если требуется произвести усиление шва или… |
promplace.ru
Полярность сварочных электродов
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
- Благодаря тому, что направление движение электронов постоянное, при сварке не происходит чрезмерного разбрызгивания расплавленного металла. Именно поэтому сам шов получается более качественным, аккуратным.
- Полярность подключения электродов играет большую роль потому, что положительный и отрицательный элементы нагреваются по разному, а это оказывает влияние не только на глубину провара, но и количество переносимого с плавящегося электрода металла.

- В любом случае необходимо обеспечить качественный контакт провода с обрабатываемой деталью, только так можно обеспечить устойчивость и надежность сварочной дуги.

Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы. Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.
На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
steelguide.ru
Что такое обратная полярность?
Оглавление: [скрыть]
- Полярность при проведении сварки
- Полярность автомобильных аккумуляторов
Сварочные аппараты оснащены выпрямительными диодами, которые обеспечивают наличие в агрегате постоянного тока. Обратная полярность при таком токе может включаться по мере необходимости. Принципиальная схема аппарата представлена на рисунке № 1.
Обратная полярность при таком токе может включаться по мере необходимости. Принципиальная схема аппарата представлена на рисунке № 1.
Рисунок 1. Принципиальная схема сварочного аппарата.
Полярность при проведении сварки
Соблюдать при сварочных работах полярность — это обязательное условие для сварщика. Покрытая слоем меди сварочная проволока, используемая в среде инертного защитного газа, требует, чтобы была подключена прямая полярность. При таком подключении на свариваемые детали подается плюсовой провод, минусовой идет на держак. При работе с газом без защиты применяют порошковую проволоку. Полярность меняется: на детали идет минус, на держак — плюс. Процесс сварки проходит внутри небольшого облака газа, образуемого после сгорания флюса (рисунок № 2).
Рисунок 2. Процесс сварки внутри небольшого облака газа.
Цветные металлы, включая алюминий, свариваются с помощью вольфрамового электрода. В таком случае применяется прямая полярность, когда минус подается на электрод. Это позволяет получить узкую концентрированную дугу, дающую более качественный и меньшего размера шов. Экономятся дорогостоящие электроды и газ. Если при вольфрамовом электроде применяется обратная полярность (плюс находится на держаке), то шов будет получаться менее глубоким. Так можно варить тонкие пластины, не боясь прожечь материал.
Это позволяет получить узкую концентрированную дугу, дающую более качественный и меньшего размера шов. Экономятся дорогостоящие электроды и газ. Если при вольфрамовом электроде применяется обратная полярность (плюс находится на держаке), то шов будет получаться менее глубоким. Так можно варить тонкие пластины, не боясь прожечь материал.
Варить можно током прямой и обратной полярности. Как же самостоятельно определить установленную на аппарате полярность? Споров на эту тему идет много. Часть людей ссылается на учебники середины прошлого века, другая часть — на современные разработки. При сварке постоянным током инвертором есть возможность выбрать полярность. Если подсоединить к электроду плюс, к земле (деталям) — минус, тогда получится обратная полярность при сварке. При традиционных способах поступают наоборот: к электроду присоединяют минус. Стоит посмотреть на электроды, часть которых предназначена для сварки постоянным током обратной полярности, успешно применяемой при использовании полуавтоматов.
При работе с инвертором следует помнить о том, что он не любит перепады напряжения в сети. При снижении последнего до величины ниже 200 В при обратной полярности качество сварки будет довольно низким.
При работе с любым видом полярности следует помнить о правилах безопасности. Работать нужно с использованием средств индивидуальной защиты, таких как маска, перчатки, спецодежда и обувь. Аппарат обязательно нужно заземлять.
Вернуться к оглавлению
Полярность автомобильных аккумуляторов.
Аккумуляторы для автомобилей бывают двух полярностей: прямой и обратной. Почти все аккумуляторы имеют клеммы с обозначениями «+» и «-». Если сделать ошибку при выборе полярности, то могут возникнуть большие проблемы. Провода автомобиля просто могут не дотянуться до клемм. Часто некоторые производители помечают клеммы цветными колпачками, имеющими красный и синий цвета. Аккумуляторы прямой полярности иногда маркируются «1». Такие приборы (прямой полярности) устанавливаются на многие модели ВАЗ. Обратная полярность имеет маркировку «0». Такие аккумуляторы ставятся на автомобили европейских производителей.
Обратная полярность имеет маркировку «0». Такие аккумуляторы ставятся на автомобили европейских производителей.
Перепутать их легко. Корпус, количество рабочих банок, ток аккумулятора — все абсолютно одно и то же. А вот токовыводы могут оказаться совсем не там. Отвечает аккумуляторная батарея за нормальный старт двигателя.
Емкость батареи — важный фактор для тех автовладельцев, которые любят включать фары, музыку, фильмы, не заводя мотора. Изменяется емкость в ампер-часах. Чем она больше, тем дольше может работать аккумулятор. Купить данный аксессуар для автомобиля — не проблема. Достаточно зайти в любой магазин автозапчастей. Стоимость их в среднем составляет 80 — 300 долларов.
Для продления срока действия за аккумулятором нужно следить. Необходимо регулярно проверять:
- уровень электролита;
- натяжной ремень и его натяжку;
- заряд аккумулятора.
Для того чтобы на морозе батарея работала дольше, нужно менять летнее масло в машине на зимнее вовремя.
Лучше пользоваться импортными маслами. Поможет и смена свечей.
Аккумулятор необходим для разгрузки работы генератора и для питания всей бортовой электроники. Срок его службы — 3 — 6 лет.
expertsvarki.ru
сварке цветных металлов вляет на качество сварного шва
Полярность при сварке цветных металлов влияет на несколько немаловажных параметров. К ним относятся:
К ним относятся:
— контролируемость сварочной дуги, ее концентрированность;
— глубина проплавления;
— качество сварного шва.
Все указанные параметры могут стать лучше при правильном подборе типа электрода, его покрытия и, собственно, правильности подключения. Сварка цветных металлов чаще всего проводиться вольфрамовыми электродами при прямой полярности.
Не забывайте, чтобы на электроде был минус. Благодаря такой комбинации удается обеспечить необходимую температуру для более глубокого проплавления. Сэкономить деньги в процессе работы можно правильно подобрав толщину электрода, так как более широкие образцы не только увеличивают прямые затраты, но и требует большего расхода защитного газа.
При обратной полярности с плюсом на держателе, вольфрам не обеспечивает столь глубокий провар.
В случае с тонколистовым цветным металлом такое подключения оберегает металл от прожогов. Стоит учесть, что для алюминия требуется более высокая температура, способная преодолеть оксидную пленку. Однако такое подключение будет иметь блуждающую дугу и не вполне эстетичный шов в последствии магнитного дутья.
Однако такое подключение будет иметь блуждающую дугу и не вполне эстетичный шов в последствии магнитного дутья.
Для полноценной работы с цветметаллом нужно обеспечить однонаправленный электронный поток. Несомненно, в таком случае речь идет о постоянном токе. Благодаря этому сварной шов будет красивым и соответствовать всем критериям качества.
В отличии от РДС, применение сварочного инвертора не требует подбирать полярность, так как она меняется прямо на сварочном аппарате. При обычной сварке для прямой полярности нужно к свариваемой детали присоединить плюс. Для обратной полярности требуется чтобы ток двигался от отрицательной к положительной клемме. Поэтому клемма заземления должна иметь минус, соответственно на электроде будет плюс.
При прямой полярности ток будет двигаться от электрода к металлу, нагревая его. Для этого по определению на заземляющую клемму ставят плюс, а на электрод – минус.
Сварка инвертором: обратная и прямая полярность
Сварочные полуавтоматы работают на постоянном токе с использованием сварочной проволоки или электродов.
Используя полуавтомат, весьма важно соблюдать полярность при подключении.
В инверторных сварочных аппаратах для обозначения полярности используются надписи:
AC — переменный ток;
DC — постоянный ток.
Такие надписи также делаются на большинстве производимых электродов. От того как правильно подобрана полярность будет сильно зависеть глубина плавления, эстетичность, и прочность сварного шва.
Предварительно перед началом сварки проверяйте работу вашего оборудования на тестовом образце или на краю свариваемого изделия. Как говорится 7 раз отмерь и один раз отрежь.
В электрическом контуре сварочного аппарата постоянный ток все время движется в одном направлении. Переменный ток характеризируется тем что движение заряженных частиц сначала идет в одном направлении, а потом в противоположном. Соотношение 50/50. К примеру, если частота 90Гц, то полярность сварочного тока меняется 180 раз/сек. Помните, неправильно подобранная полярность провоцирует перегрев, разбрызгивание расплавленного метала, нестабильность дуги. Ко всем «прелестям» в таком случае также можно добавить скорое прогорание электрода и производительность наплавки.
Ко всем «прелестям» в таком случае также можно добавить скорое прогорание электрода и производительность наплавки.
На большинстве сварочных аппаратов контакты помечены.
Для того чтобы изменить полярность нужно просто нажать переключатель или поменять разъемы кабеля. Если есть сложности с определением полярности на аппарате можно попробовать поварить угольным электродом постоянного тока на тестовом образце. Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Для 100% уверенности можно поменять полярность и вторым электродом зажечь дугу. Проведя аналогичные действия можно будет убедиться в виде выбранной полярности.
Проведя аналогичные действия можно будет убедиться в виде выбранной полярности.
Полярность при сварке цветных металлов
Медь
TIG сварка меди проводится на постоянном токе с прямой полярностью — так и на переменном. В зависимости от толщины металла подбирается диаметр сечения электрода и присадки.
При сварочных работах в азотного-гелевой среде или в чистом азоте силу тока снижают на 10%, а напряжение увеличивают до 15, максимум 20%. Для работы с плавящимся электродами используется постоянный ток обратной полярности.
Расщепленные электроды применяются для меди толщиной до 3 см с обратной полярностью и без предварительного нагрева.
Сварка меди под флюсом посредством механизированных устройств выполняется постоянным током обратной полярности. В качестве электродов используют графитовые или угольные стержни, так как они не расплавляются, имеют незначительный расход. Плавящиеся электроды возможны. Эффективная толщина для этого способа — 5-10мм. Параметры сварки: напряжение 18-20 В, сила тока 1000А.
Параметры сварки: напряжение 18-20 В, сила тока 1000А.
Сварка титана
Давайте рассмотрим зависимость между этими параметрами При ручной сварке данного металла используется постоянный ток и прямая полярность. При автоматической аргонодуговой сварке металл до 4 мм варят вольфрамовым электродом. Обратите внимание, присадка применяется только случае если толщина титана более 1.5 мм.
Когда толщина металла превышает 6 — 8мм часто применяется сварка под флюсом. В таком случае для традиционных сварочных аппаратов выставляется прямая полярность. Для толстых металлов (3 -12 см) может применяться электрошлаковая сварка. Она также требует поддува аргоном для дополнительной защиты сварочной ванны.
При двухсторонней сварке плавящимся электродом используется постоянный ток обратной полярности. В среде аргона швы будут уже, чем в среде гелия. Такая разница возникает из-за того, что для гелия напряжение дуги должно быть выше в силу его физических свойств.
Обратная и прямая полярность при сварке инвертором
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Обратная и прямая полярность при сварке инвертором
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
особенности, техника выполнения, необходимое оборудование
При сварке любым сварочным аппаратом (например, инвертором) важно подобрать подходящую полярность. Этот нюанс только один из многих особенностей сварочного процесса. Чем различаются прямая и обратная полярность, какая нужна в конкретном проекте?
Чем различаются прямая и обратная полярность, какая нужна в конкретном проекте?
При прямой к обрабатываемым деталям подходит «плюсовой» заряд, а к электроду — «минусовой». С обратной всё наоборот. О последней мы и расскажем ниже.
В чём принцип обратного тока? Когда выбирать эту направленность? Какие материалы и оборудование нужны во время работы с этим вариантом тока?
Какие настройки аппарата применить? Ответы на эти вопросы помогут вам понять, как организовать сварочную работу с использованием электрики обратной направленности.
Содержание статьиПоказать
- Общие факты
- Итог
- Свойства электрода
- Выбор
- Какое оборудование?
- Заключение
Общие факты
Обратное направление состоит в подаче «минусового» заряда на заготовки из металла, которые вы свариваете, а положительного — на сам электродный стержень. Тепло в этом случае распределятся наоборот: деталь не греется совсем, а инструмент испытывает большой перегрев.
Тепло в этом случае распределятся наоборот: деталь не греется совсем, а инструмент испытывает большой перегрев.
Поэтому это направление имеет место при дуговой сварке, когда нужно выполнить красивый шов, или металлическая деталь легко деформируется. Заготовка в данном случае прогревается легко, но равномерно, а сам шов делается быстро и получается аккуратным.
Такой ток применяют, когда свариваемый материал легко перегревается. К теплоёмким металлам можно отнести алюминий, лёгкие сплавы, легированую, нержавеющую стали. Также легко перегреть тонкие заготовки и детали.
За счет этого электродуговая сварка с обратным током всегда дополняется использованием флюса или среды с инертными газами. С аргонодуговой сваркой, например, «чувствительный» металл сварить не получится. Это касается также прямого тока.
Новички часто спрашивают, при каких видах работ со сварочным инвертором применять «прямое поле», а при каких лучше остановиться на противоположном? Объясним подробнее. Применение обратной объясняется температурой электрода.
Применение обратной объясняется температурой электрода.
При горении электрической дуги на конце стержня образуются области с разными вариантами токов. При этом участок катода может быть холоднее участка положительного электрода более чем на 650 градусов Цельсия.
Благодаря такой разнице температур выделяется большое количество тепловой энергии. Это помогает тщательно проварить металл. То есть, «обратка» нужна, если плотность шва в данной работе имеет значение. Во всех остальных случаях можно применять прямую полярность или даже переменный ток.
Итог
Отличия прямого и обратного процесса
Полярность можно настроить только, если ток, который подается на электрод, постоянный. Обратный ток важен при сварке быстро деформирующихся теплоёмких металлов.
Его применение даёт возможность сделать шов за короткий промежуток времени и аккуратно.
Свойства электрода
Оборудования с прямой и обратной полярностью
Сварка с помощью «обратки» всегда отражается на характеристиках электрода, который вы выбрали. Материал стержня быстро прогревается, потому что в процессе через него проходит огромное количество энергии. Заготовка легко плотно проваривается, а металл, из которого она сделана, не «летит во все стороны», в частности, если использовать флюс.
Материал стержня быстро прогревается, потому что в процессе через него проходит огромное количество энергии. Заготовка легко плотно проваривается, а металл, из которого она сделана, не «летит во все стороны», в частности, если использовать флюс.
Мы не советуем менять направленность уже в процессе сварочной работы, даже если у инвертора или другого сварочного инструмента есть такая опция. Это бессмысленно, если только вы случайно не начали работу, неправильно подобрав настройки.
Лучше постараться закончить шов без переключений, если его качество не принципиально, но можно сменить полярность, как только вы заметили ошибку. В неправильном поле электрод будет прилипать к металлу, но нужно потерпеть.
Если же вы требовательны к аккуратности шва, лучше начать сварку заново, установив необходимые свойства электрики. Вы можете также поэкспериментировать на ненужных металлических кусочках, меняя направленность тока по ходу сварки. Это только усмирит вашу любознательность, но такой навык наверняка вам не пригодится.
Выбор
Что именно нужно учесть, выбирая, в какую сторону будет направлено электричество? Мы уже обозначили, что металлы играют одну из главных ролей в этом выборе. Но кроме них важны электродные стержни или проволока, которые мастер применяет во время сварки.
Покрытие электрода чувствительно к выбранному направлению заряженных частиц (за счет температурной разницы). Угольные электроды легко ломаются под действием большого количества теплоты, поэтому применение обратной полярности вместе с ними не подходит.
Проблем в работе не будет, если совмещать прямую полярность и проволоку без какого-либо покрытия — такой материал расплавится как надо. Но, если ток будет переменным, проволока не прогреется совсем.
Форма, плотность, аккуратность, размер шва, которые хочет получить мастер, тоже имеют значение для выбора им полярности. Благодаря высокой температуре стержня процесс сварки с обраткой длится недолго. Такие швы хорошо проплавятся, будут тонкими и поверхностными.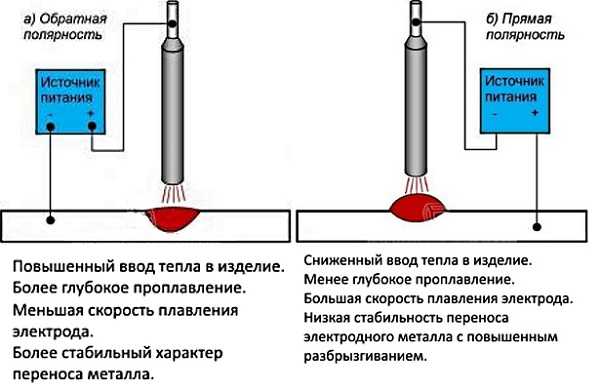
Какое оборудование?
Не все сварочные аппараты можно применять для работы с постоянным током, так как он имеет свои особенности. Сварка током обратной полярности возможна только при помощи оборудования, предназначенного для этого. Сварочный аппарат, с которым вы будете работать, обязательно должен иметь различные режимы подачи проволоки.
Обратная полярность даёт возможность сваривать различными газами (например, углекислым), что важно при работе с нержавеющей сталью или алюминием. А вот порошковая проволока воспринимает только прямую направленность и для другой не подходит.
Если вы любите использовать в сварочных работах автоматическое и полуавтоматическое оборудование, то обратный ток даёт шанс применить его. Держатель аппарата подключается к «плюсу», а масса — к «минусу». Благодаря этому флюс выгорает понемногу, а в газовом облаке, которое образуется, происходит сама сварка.
Заключение
Начинающему сварщику может показаться, что выбор параметров сварочных работ тяжелый, требует большого багажа специальных знаний. Учитывать нужно большое количество нюансов: тип сварочного оборудования и его функции, вид металла, толщину заготовок, материал и покрытие электродного стержня или проволоки.
Учитывать нужно большое количество нюансов: тип сварочного оборудования и его функции, вид металла, толщину заготовок, материал и покрытие электродного стержня или проволоки.
Знания об этом приходят с опытом. Не нужно расстраиваться, если с первого раза получилось не всё.
Начав изучать теорию сварки, а также применять ее на практике, вы научитесь подбирать комплектующие и материалы практически не задумываясь, а вопрос электрического поля станет обычным бытовым делом.
Зачем менять полярность на полуавтомате
Содержание
- Общая информация
- Выбор полярности
- Оборудование
- Вместо заключения
- Принцип действия
- Оборудование для сварки MIG / MAG
- Защитный газ
- Подготовка металла к сварке
- Как держать сварочную горелку
- Движение сварочной горелкой во время сварки
- Скорость сварки
- Скорость потока защитного газа
- Угол сварочной горелки во время сварки
- Сварочное напряжение (длина электрической дуги)
- Сварочная проволока
- Длина выхода сварочной проволоки
- Cварка самозащитной проволокой без газа
- Полярность при сварке без газа
- Звук правильной сварки полуавтоматом
- #1 Nail02
- #2 tig
- #3 Nail02
- #4 svarnoi69
- #5 Nail02
- #6 svarnoi69
- #7 Nail02
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Расскажите в комментариях о своем личном опыте сварки на обратной полярности, если вы опытный мастер. Это будет очень полезно для новичков. Также делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
p, blockquote 1,0,0,0,0 –>
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
p, blockquote 2,0,0,0,0 –>
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
p, blockquote 3,0,0,0,0 –>
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
p, blockquote 4,0,0,0,0 –>
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
p, blockquote 5,0,0,0,0 –>
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
p, blockquote 6,0,0,0,0 –>
Принцип действия
p, blockquote 7,0,0,0,0 –>
Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
p, blockquote 8,0,0,0,0 –>
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
p, blockquote 9,0,0,0,0 –>
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
p, blockquote 10,0,0,0,0 –>
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
p, blockquote 11,0,0,0,0 –>
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
p, blockquote 12,0,0,0,0 –>
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
p, blockquote 13,0,0,0,0 –>
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
p, blockquote 14,0,0,0,0 –>
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
p, blockquote 15,0,1,0,0 –>
Рассмотрим виды и смеси защитных газов подробнее:
p, blockquote 16,0,0,0,0 –>
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
p, blockquote 17,0,0,0,0 –>
Как держать сварочную горелку
p, blockquote 18,0,0,0,0 –>
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
p, blockquote 19,0,0,0,0 –>
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
p, blockquote 20,0,0,0,0 –>
Движение сварочной горелкой во время сварки
p, blockquote 21,0,0,0,0 –>
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки
p, blockquote 22,0,0,0,0 –>
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
p, blockquote 23,0,0,0,0 –>
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
p, blockquote 24,0,0,0,0 –>
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
p, blockquote 25,0,0,0,0 –>
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
p, blockquote 26,0,0,0,0 –>
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
p, blockquote 27,0,0,0,0 –>
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
p, blockquote 28,0,0,0,0 –>
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
p, blockquote 29,0,0,0,0 –>
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
p, blockquote 30,1,0,0,0 –>
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
p, blockquote 31,0,0,0,0 –>
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
p, blockquote 32,0,0,0,0 –>
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
p, blockquote 33,0,0,0,0 –>
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
p, blockquote 34,0,0,0,0 –>
Диаметр сварочной проволоки
p, blockquote 35,0,0,0,0 –>
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
p, blockquote 36,0,0,0,0 –>
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
p, blockquote 37,0,0,0,0 –>
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
p, blockquote 38,0,0,0,0 –>
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
p, blockquote 39,0,0,0,0 –>
Длина выхода сварочной проволоки
p, blockquote 40,0,0,0,0 –>
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
p, blockquote 41,0,0,0,0 –>
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
p, blockquote 42,0,0,0,0 –>
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
p, blockquote 43,0,0,0,0 –>
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
p, blockquote 44,0,0,0,0 –>
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
p, blockquote 45,0,0,1,0 –>
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
p, blockquote 46,0,0,0,0 –>
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
p, blockquote 47,0,0,0,0 –>
p, blockquote 48,0,0,0,0 –>
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
p, blockquote 49,0,0,0,0 –>
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
p, blockquote 50,0,0,0,0 –>
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
p, blockquote 51,0,0,0,0 –>
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
p, blockquote 52,0,0,0,0 –>
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
p, blockquote 53,0,0,0,0 –>
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
p, blockquote 54,0,0,0,0 –>
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
p, blockquote 55,0,0,0,0 –>
При сварке с газом – электрод (+), масса (-).
p, blockquote 56,0,0,0,0 –>
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
p, blockquote 57,0,0,0,0 –>
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
p, blockquote 58,0,0,0,0 –>
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
#1 Nail02
Всем привет ! Наконец то купил себе сварочный полуавтомат, сварог MIG 200Y
озадачен одним моментом, нет режима под порошковую проволку. Как переделвать ? Проволку купил попробовать не могу. Подскажите как это сделать, акуратно. Может ссылки по переделкам есть у кого нибудь ? Знаю что надо менять полярность, но как это сделать, с минимальным изменением конструкции.
#2 tig
Лично, сам прошел через это. лет незнамо сколько назад.
Снимаеш кожух подопытного аппарата, находиш выпрямитель, силовые провода
(они толстые-идут на рукав и массу) меняеш местами.
Все, имееш нетрадицуальную(не путать с сексуальной) полярность. Впрочем это почти одно и тоже.
#3 Nail02
Может быть надо вывести эти концы кабелями с разьемами, и менять не разбирая апарат ?
Интересно как это реализованно в заводском исполнении ?
Видел на одном просто торчит кусок кабеля с разьемом, а как же второй меняется ?
#4 svarnoi69
простейшая *промышленная* реализация
#5 Nail02
Вот спасибо ! Тоесть откручивешь гайки меняешь местами и все ? Надо самому так же соорудить. Текстолитовые пркладки использовать для изоляции от корпуса или есть что нибудь готовое ?
#6 svarnoi69
на моем п/а какой-то пластик.текстолит лучше.
#7 Nail02
Сегодня все подключил и пробовал варить профиль. Был выявлен неприятный сюрприз. Значение тока и вольтажа не показываетя на индикаторах при холостом ходе. Когда варишь, эти значения на дисплеях появляються. Позвонил в магазин сказал, они согласились что так быть не должно, попросили позвонить в понедельник, когда будет работать сервисный центр.
Настроил сварку с помощью регуляторов прямо в процессе сварки. Варит неплохо. Но есть одно замечание, когда старттуешь то первый сантиметр дуга какаято слабая с треском, потом идет уже нрмальный напор и хороший шов. Неужели он так должен не уверенно стартовать ? Честно говоря в начале срёт, а потом варит. Вот такие вот наблюдения.
Что такое обратная полярность при сварке? Разъяснено в блоге часто задаваемых вопросов
Последнее обновление: 30 мая 2022 г.
Этот вопрос время от времени задают наши эксперты. Теперь у нас есть полное подробное объяснение и ответ для всех, кто заинтересован!
Вопрос задан: Куинси Хоу
Оценка: 4,7/5 (52 голоса)
«Прямая» и «обратная» полярность являются общими терминами для « электрод-отрицательная» и «электрод-положительная» полярность. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление, в то время как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и более высокую скорость наплавки.
Что такое обратная полярность при сварке?
«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление , в то время как отрицательная (прямая) полярность электрода обеспечивает более быстрое плавление и более высокую скорость наплавки.
В каком направлении обратная полярность?
Обратная полярность — , если розетка подключена в обратном направлении . Это происходит, когда «горячий» провод, также известный как черный или красный провод, подключается к нейтральной стороне, а нейтральный провод подключается к «горячей» стороне. Глядя на изображение выше, тестер розеток показывает именно это.
Что означает обратная полярность постоянного тока?
Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. … За некоторыми исключениями, электрод с положительным электродом (обратная полярность) обеспечивает более глубокое проникновение. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения.
Что означает DCEP или обратная полярность при сварке электродом?
DCEP расшифровывается как Электрод постоянного тока Положительная или обратная полярность постоянного тока . В этом процессе вы подключаете основной металл к отрицательной клемме источника питания, а электрод — к положительной клемме.
Объяснение полярности электродной сварки: AC, DCEP и DCEN
Найдено 32 связанных вопроса
Какова полярность 6013? 9Электроды 0047
6013 можно использовать в любом положении с AC или DC (прямая или обратная полярность).
Какая полярность используется для 7018?
Электрод 7018 лучше всего использовать с током a DCEP . 7018 содержит порошок железа с низким содержанием водорода, что упрощает контроль и обеспечивает гладкий сварной шов. Существует постоянный поток тока в одном и том же направлении. Несмотря на то, что вы можете использовать электрод 7018 на токе DCEN, он не идеален для проникновения.
Полярность постоянного тока положительная или отрицательная?
В цепи постоянного тока (DC) ток течет только в одном направлении, и один полюс всегда отрицательный а другой полюс всегда положительный. В цепи переменного тока (AC) два полюса чередуются между отрицательным и положительным, а направление тока (потока электронов) периодически меняется на обратное.
Что такое прямая и обратная полярность?
Прямая полярность — это состояние, когда микроинструмент подключен к катоду (-) , а обратная полярность — это состояние, при котором электрод инструмента подключен к аноду (+), а заготовка — к катоду (-).
Сколько существует типов полярности?
Понимание различных типов полярности. Существует три основных типа полярности: постоянный ток прямой полярности, постоянный ток обратной полярности и переменный ток полярности.
Является ли DCEP обратной полярностью?
DCEP также исторически был известен как постоянный ток с обратной полярностью (DCRP) или просто «, обратный », тогда как DCEN также был известен как постоянный ток с прямой полярностью (DCSP) или просто «прямой».
В чем разница между отрицательной и положительной полярностью?
В случае электрического тока, протекающего между двумя точками или полюсами, на одном из полюсов будет больше электронов, чем на другом. Говорят, что полюс с большим количеством электронов имеет отрицательную полярность. Полюс с меньшим количеством электронов, чем , имеет положительную полярность.
Какая полярность используется в электродах с неизолированной проволокой?
Как правило, с прямой полярностью используется со всеми электродами из мягкой стали, без покрытия или со светлым покрытием. Обратная полярность используется при сварке цветных металлов, таких как алюминий, бронза, монель и никель.
Какие два типа полярности существуют в науке?
4.6.1.7 Полярность
Полярность электродов бывает двух типов: (1) прямая полярность и (2) обратная полярность .
Что такое полярность DC+?
В большинстве случаев предпочтительна полярность сварки на постоянном токе. Будь то полярность DC+ (электрод , положительная или «обратная» ) или полярность DC- (электрод отрицательная или «прямая»), постоянный ток обеспечивает более плавную сварку, чем переменный ток. … Полярность постоянного тока приводит к меньшему проплавлению и более высокой скорости плавления электрода.
Меняете ли вы полярность при сварке алюминия?
Убедитесь, что полярность подключена правильно. миг для сварки алюминия требует обратной полярности . Другой способ сказать, что обратная полярность — положительный электрод постоянного тока или DCEP. … Он обычно используется для сварки алюминия 5052.
Является ли DCEN прямой полярностью?
Направление тока в сварочной цепи, когда вывод электрода подключен к отрицательной клемме источника питания, а работа подключена к положительной клемме. Иногда называют прямой полярностью.
Каковы преимущества использования полярности переменного тока?
Преимущества сварки переменным током: Переменный ток между положительной и отрицательной полярностью позволяет получить более устойчивую дугу при сварке магнитных деталей . Устраняет проблемы с дуговым разрядом .
В чем разница между Dcsp и Dcrp?
DCSP может вызвать сильное искажение и более широкую ЗТВ в сварном компоненте. Искажения меньше с DCRP, а также узкая зона HAZ. … DCSP подходит для сварки тонких листов. Металлы с высокой температурой плавления (такие как нержавеющая сталь, титан) могут быть подходящим образом соединены DCSP.
Что произойдет, если перепутать полярность?
Итак, что произойдет, если поменять полярность? При обратной полярности переключаются как горячий, так и нейтральный провода, в результате чего электрический ток течет в обратном направлении , входя в прибор через нейтральную клемму вместо горячей клеммы, которая питает прибор, даже когда он выключен.
Что произойдет, если соединить положительный провод с отрицательным?
Изменение полярности в цепи может привести к выходу из строя источника питания или даже к взрыву. Подключение неправильных проводов, например, использование положительного провода вместо отрицательного, также может поджарить сами провода . … Подключение неправильной полярности к неправильным проводам может привести к повреждению мультиметра.
Что означает цифра 1 в E7018?
Буква «E» в обозначении электрода E7018 указывает на инструмент, используемый для дуговой сварки. 70 означает, что он делает сварные швы очень прочными (70 000 фунтов на квадратный дюйм). 18 означает две вещи: «1» означает, что электрод можно использовать в любом положении , а «18» означает низкое содержание водорода и обычно постоянный ток.
Вы свариваете 7018 на переменном или постоянном токе?
Сварочные прутки 7018 используются для сварки труб, сварки конструкционной стали и ремонтной сварки. Этот электрод с низким содержанием водорода, обычно постоянного тока, всепозиционный электрод также можно использовать с электродом переменного тока , о котором могут знать немногие сварщики. 7018 обеспечивает хороший внешний вид валика и гладкие, прочные сварные швы. Он также работает с высокопрочными сталями.
Какую полярность использует E6010?
Основное различие между ними заключается в рекомендуемой полярности сварки. Электроды Э6010 предназначены для только постоянный ток (DC) . При этом электроды Э6011 можно использовать как на переменном токе (AC), так и на постоянном токе.
Вопрос о полярности сварки | Хобби-машинист
Гироскоп GA
Подставка H-M — золотой элемент
- #1
Я давно не занимался сваркой электродом… кажется, забыл кое-что…
У вас есть газовый сварочный аппарат Lincoln… который, кстати; на лицевой панели предполагает, что его можно использовать в качестве источника электроэнергии как для сварки MIG, так и для сварки TIG… обсудим это в другой ветке.
Сварщик имеет варианты AC, DC+ и DC-
Насколько я помню; DC+ означает, что палочка положительная, а работа отрицательная… поэтому дуга идет от работы к палочке…
И DC- будет палочка отрицательная, а работа положительная… так что дуга идет от палки к работе…
Или у меня это наоборот…
Теперь важный(е) вопрос(ы):
*Какой из них лучше подходит для сварки стальных деталей… например, квадратных труб и уголков…
*Какой из них холоднее или горячее…
*Какой из них дает лучшее (более прочное) соединение. ..
THX… нужно просто освежить знания о сварке электродом.
Кстати: Используемые стержни должны быть 1/8 или 3/32″, либо 6013, либо 7010… последний имеет тенденцию работать немного горячее, но дает более прочный сварной шов.
THX за любые комментарии!
Джон
Джим Доусон
Глобальный модератор
- #2
Вы правы, поток электронов от отрицательного (избыток электронов) к положительному.
Обычно при сварке постоянным током используется отрицательный электрод.
И 6013, и 7010 подходят для большинства приложений. Если я правильно помню, 7010 — это стержень с более глубоким проплавлением, что-то вроде 6011, но с ним труднее получить действительно хороший гладкий шов. 6013 дает хорошие гладкие сварные швы, обычно подходящие для легких структурных работ, таких как рабочие столы, рамы легких машин и т. д. Для деталей с более высокими нагрузками, таких как сцепки прицепов, рамы прицепов, ремонт тяжелого оборудования и т. д., я обычно использую 7018.
Karl_T
H-M Supporter — поддерживающий элемент
- #3
зависит от того, какой накопитель вы используете:
E6010 = предназначен для использования с DCRP
(Электрод +) глубокое проникновение, хороший перенос металла в вертикальном и надземном положениях. Обычно используется для сварки сосудов под давлением, труб и верфей и ремонтных работ.
E6011 = предназначен для использования с DCRP (электрод +), но может использоваться и на переменном токе. Во всех положениях, меньшее проплавление, чем у 6010, Больше разбрызгивания при сварке. Выбор материала для оцинкованной стали, а также для ржавой и замасленной стали при техническом обслуживании и ремонте.
E6013 = предназначен для использования с переменным или постоянным током любой полярности. У него неглубокая стрелка, а разбрызгивание чрезвычайно низкое. Его можно использовать во всех положениях. Хороший электрод для сварки вертикально вниз.
E7014 = предназначен для высокоскоростной сварки во всех положениях и на переменном или постоянном токе любой полярности. Это электрод из железного порошка с плавным переносом дуги. Низкое проникновение, подходит для обработки листового металла и декоративного железа. Он имеет более высокую скорость осаждения, чем E6012 и E6013. покрытие обеспечивает хорошие характеристики повторного пробоя и хорошее плавление.
E7018 = предназначены для использования с переменным или постоянным током обратной полярности (электрод +), они имеют флюс с низким содержанием водорода с добавлением порошка железа. Имеет умеренное проникновение и наращивание. Эти стержни очень восприимчивы к влаге, что может привести к пористости сварного шва. Обычно используется для труб, тяжелых секций пластинчатых котлов и низкотемпературного оборудования.
При использовании 6013 мне нравится электрод + если не сваривать очень тонкие материалы
РЕДАКТИРОВАТЬ Моя ошибка, я сказал это предложение задом наперед. Электрод + заставляет его гореть сильнее. Используйте электрод — для тонких материалов. Есть причина, по которой у меня есть напечатанная ламинированная страница инструкции на передней панели моего сварочного аппарата. CRS — мой постоянный спутник.
Извините,
Карл
Последнее редактирование:
Джим Доусон
Глобальный модератор
- #4
Карл, мы с тобой кажемся диаметрально противоположными в полярности. Это заставляет меня задуматься, не делал ли я что-то неправильно все эти годы. Старик, который учил меня, когда я работал с тяжелой техникой, около 45 лет назад, использовал отрицательный электрод для всего, и так я всегда делал. Теперь надо попробовать по другому и сравнить результат. Возможно, мне придется заново учиться сваривать. :verycared:
Рэй Хэмптон
Активный пользователь
- #5
Я ходил два года в школу сварщиков 1969-1970, и то, чему меня учили, сегодня отличается направлением тока, 6010 был прямым током, обратной полярностью, я сомневаюсь, что использование 6010 когда-либо изменится
Гироскоп GA
Подставка H-M — золотой элемент
- #6
Спасибо всем за ответы…
У меня МНОГО стержней 1/8″ 6013 (вероятно, более половины моих запасов — 6013), поэтому я, вероятно, буду использовать этот стержень. Большая часть сварки будет либо 3 / 16 или 1/4 стены, прямоугольная или угловая. Не должно быть проблем с перегревом работы и продуванием в ней дыр.
Два других удилища, которые у меня есть, это 7014 и 7018… оба размера 3/32.
Также есть стержни других производителей от Northern tool, на которых нет обозначения Exxxx. Обязательно поиграйте с ними как-нибудь и выясните, как они свариваются… и предположите, что они похожи на то, что есть у меня.
Одна из упаковок 6013 открыта на конце… Я положила ее перед вентиляционным отверстием… чтобы высушить их (я всегда храню сварочные прутки дома… климат-контроль.. , а не в магазине. Сушилка внутри дома).
Еще вопрос: Насколько я понимаю:
При сварке с положительной полярностью (т.е. + на стержне и — на заготовке)… это означает, что дуга перескакивает с заготовки на стержень. Я слышал, что это работает немного прохладнее на работе… в отличие от другого.
Это правда?
Также; какая из них называется нормальной полярностью, а какая обратной полярностью…
Еще раз спасибо за ответы!
Г. А.
GK1918
Активный пользователь
- #7
Подумай, Га, ты когда-нибудь пробовал коричневую удочку, называемую реактивной удочкой или драг-родом? переменный / постоянный ток не имеет значения, как 70 000 фунтов, Райт, ваше имя, с ним течет идеально, но плоско. вертикали…..
Просто поговорка
Гироскоп GA
Подставка H-M — золотой элемент
- #8
ГК1918 сказал:
Просто подумай, Га, ты когда-нибудь пробовал коричневую удочку, называемую реактивной удочкой или тяговой удочкой? переменный / постоянный ток не имеет значения, как 70 000 фунтов, ваше имя с ним течет идеально, но плоско. Это не нравится
вертикали…..Просто поговорка
Нажмите, чтобы развернуть…
Честно говоря, нет.
У меня здесь есть несколько удочек… я надеялся, что не придется покупать больше.
Я, наверное, возьму стержень 6013… и попробую постоянный ток с плюсом на стержне и минусом на работе… Холоднее работает… как я понимаю (?).
клон сока
Зарегистрировано
- #9
независимо от состава используемого стержня:
»
Возможны три типа генерации дуги:
- Постоянный ток, прямая полярность (отрицательный электрод, DC-EN) → глубокое проплавление
- Постоянный ток, обратная полярность (положительный электрод, DC-EP) → низкое проникновение
- Переменный ток (AC) → среднее проникновение»
отрицательный электрод = больше тепла поступает в сварной шов, потому что стержень откладывается медленнее, поэтому вы можете двигаться медленнее
AC = что-то вроде баланса
Конечно, разные удилища ведут себя по-разному, но при использовании одних и тех же удилищ применяются вышеуказанные правила
)
Гироскоп GA
Подставка H-M — золотой элемент
- #10
сокклон сказал:
независимо от формулы используемого стержня:
»
Возможны три типа генерации дуги:
- Постоянный ток, прямой полярности (отрицательный электрод, DC-EN) → глубокое проникновение
- Постоянный ток, обратная полярность (положительный электрод, DC-EP) → слабое проникновение
- Переменный ток (AC) → среднее проникновение»
отрицательный электрод = больше тепла поступает в сварной шов, потому что стержень откладывается медленнее, поэтому вы можете двигаться медленнее
AC = что-то вроде баланса
конечно разные стержни ведут себя по разному, но при использовании одних и тех же стержней применяются вышеуказанные правила
)Нажмите, чтобы развернуть.
Спасибо большое!
Думаю, это то, что я ищу.
Думаю возьму металлолом и прогоню пару бус для установки усилителей… потом
Протяните бусину каждым из указанных выше способов.
Это должно определить лучший метод для этого проекта.
Надеюсь сделать несколько фото… если получится… выложу.
СПАСИБО всем за публикацию…
Спасибо!!!
Г.А.
Переключение полярности при сварке | Производство и металлообработка
Перейти к содержимому
Когда при сварке труб требуется переход от корневого прохода TIG (GTAW) к последующим проходам дуговой сварки (SMAW), необходимость изменения полярности сварки может добавить много времени и хлопот в процесс. При сварке углеродистой стали в полевых условиях, таких как установка труб, при сварке TIG обычно используется отрицательный электрод постоянного тока (DCEN), в то время как в процессах сварки электродом и сварки MIG (GMAW) обычно используется положительный электрод постоянного тока (DCEP). Сварка с неправильной полярностью процесса может привести к ухудшению качества и дефектам сварки, которые могут потребовать доработки. При сварке в полевых условиях для переключения процесса (для чего также может потребоваться изменение полярности) сварщики должны проследить сварочные провода, чтобы найти точку соединения, обычно на источнике сварочного тока. Необходимость смены процесса при сварке труб часто возникает на многих сварочных площадках, но каковы затраты на эту смену в типичной операции?
ЧАСОВ ПОТЕРИ ПРОИЗВОДИТЕЛЬНОСТИ В ДЕНЬ
На некоторых сварочных площадках такое переключение с ВИГ на приклеивание или ВИГ на МИГ может происходить от шести до восьми раз в день для каждого сварщика. Это может добавить до нескольких часов каждый день в потерянное время. Это особенно отнимает много времени на больших рабочих площадках, где операторы могут работать на большом расстоянии от источника сварочного тока. Например, один подрядчик электростанции в Пенсильвании, выполняющий крупные ремонтные работы после отключения котла, оценивает, что каждое изменение процесса сварки занимает 30 минут или более. Внутри большого котла могут работать десятки сварщиков. Это означает путаницу сварочных проводов, из-за чего сварщикам сложнее определить, какой провод и машина принадлежат им, когда они хотят сменить процесс. Подрядчики могут даже нанять кого-то, чья единственная работа состоит в том, чтобы управлять этими кабелями, отслеживать провода и менять процессы и полярность в источнике питания для сварщиков внутри котла или других труднодоступных мест.
ОПАСНОСТЬ ДЛЯ БЕЗОПАСНОСТИ
Эти частые поездки к источнику питания для изменения сварочных процессов также влияют на безопасность на рабочем месте. Сварщикам, возможно, придется карабкаться по лазам или подниматься и спускаться по лесам, чтобы совершить поездку, что увеличивает опасность поскользнуться, споткнуться и упасть. OSHA сообщает, что падения были основной причиной смерти рабочих в строительной отрасли в 2017 году, в результате чего погиб 381 из 971 строителей, или 39 процентов. Когда сварщики могут оставаться в своей рабочей зоне и сокращать количество поездок туда и обратно к источнику питания, это повышает безопасность рабочей площадки.
ВЛИЯНИЕ НА КАЧЕСТВО СВАРКИ
Сварка с соблюдением полярности является важной частью наплавки качественного сварного шва и соблюдения определенных требований кодекса. На многолюдной рабочей площадке сварщик нередко случайно меняет полярность не на том аппарате. Это приводит к разочарованию сварщиков и потенциальной необходимости доработки сварных швов, если оператор начинает сварку с неправильной полярностью или с неправильными параметрами. Итог: неправильная полярность может стоить дополнительного времени и денег на переделку.
УПРОЩЕННАЯ СМЕНА ПОЛЯРНОСТИ
Общие проблемы, связанные с частой сменой полярности сварки на строительной площадке, можно решить с помощью правильной технологии. Когда сварщик может легче переключаться между полярностями и процессами, он потенциально может сэкономить несколько часов в день, работая в этих приложениях, что повысит производительность, качество и безопасность. Инверсия полярности, встроенная в сварочную систему, позволяет сварщикам изменять процессы и полярность нажатием кнопки с помощью пульта дистанционного управления TIG или механизма подачи проволоки. Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, поэтому сварщики могут оставаться у сварного соединения и увеличить время горения дуги. Системы реверсирования полярности также могут предотвратить любые изменения в источнике питания после подключения пульта дистанционного управления, что исключает вероятность того, что другой сварщик случайно отрегулирует параметры или изменит процессы не на той машине.
Встроенное управление изменением полярности в сварочную систему, предназначенную для использования в полевых условиях, может улучшить качество сварки и сократить количество переделок, а также устранить разочарование сварщика при попытке сварки с неправильной полярностью. При использовании такого оборудования, как наша система XMT® 350 FieldPro™ с реверсированием полярности, система будет отображать ошибку и не позволит оператору выполнять сварку до тех пор, пока не будет исправлено подключение электрода, что исключает использование неправильной полярности. Специальная дуга рукояти системы также снижает количество доработок, вызванных частыми пусками и остановками. Благодаря меньшему блужданию дуги пуски и остановы приспособлены для сварки со скосом, что дает сварщику больше контроля над замочной скважиной и сварочной ванной, даже если соединение сваривается неравномерно.
ПРОСТОЕ ПЕРЕКЛЮЧЕНИЕ ПОЛЯРНОСТИ
Если переключение между процессами TIG, MIG и электродуговой сваркой является обычным явлением в ваших сварочных процессах, время, затрачиваемое на обратный путь к источнику питания для замены проводов, может составлять до часа и более каждый день для каждого сварщика. . Это время может составить до тысячи долларов, потраченных впустую, заплатив сварщику за обход рабочей площадки. Инвестиции в технологии, которые позволяют сварщикам легко изменять процессы нажатием кнопки на сварном соединении и обеспечивают использование правильной полярности для каждого процесса, обеспечивают значительную экономию времени в дополнение к преимуществам для качества сварки и безопасности оператора. Если вы конкурируете за срочные работы, экономия даже нескольких минут при каждой переналадке может иметь существенное значение и снизить вероятность того, что оператор споткнется и упадет. Если операторы совершают семь обходов по строительной площадке в день для внесения изменений в параметры и технологические процессы, в среднем по 15 минут на каждый обход, что равно одному часу в день, использование системы с изменением полярности может помочь производителям сэкономить 19 долларов.688 в год.
Ник Петерсон
Ник Петерсон — инженер-сварщик и разработчик учебных программ в компании Miller Electric Mfg. LLC, www.millerwelds.com. Электронная почта [email protected].
Новости отрасли
Опрос, проведенный АББ, показывает, что реиндустриализация находится под угрозой из-за пробелов в образовании в области автоматизации
Каждое четвертое учебное заведение использует роботов в обучении, несмотря на запланированные инвестиции в робототехнику и автоматизацию 70% предприятий США и Европы.
Beckwood Press Co. представит технологию Linear Servo Press™ на выставке FABTECH 2022
Линейка линейных сервопрессов, на которую подана заявка на патент, использует меньшее количество компонентов для создания усилия, что приводит к экономии средств, увеличению производительности и простоте настройки.
Новый каталог инструментов от Platinum Tooling Technologies
В каталоге представлен обзор всей линейки приводных инструментов, адаптеров, умножителей скорости, угловых головок и инструментов специального назначения.
Просмотреть все
Calendar & Events
AMCON
5-6 — 6 — 6, 2022
Солт -Лейк -Сити, Юта
SEMA
1 — 4, 2022
ноябрь. 2022
Атланта, Джорджия
Почему изменение полярности полезно при сварке? – Wise-Answers
Содержание
- 1 Почему изменение полярности полезно при сварке?
- 2 Какая полярность используется для SMAW?
- 3 В чем преимущество разной полярности?
- 4 Является ли DCEN тем же самым, что и Dcrp?
- 5 В чем важность SMAW?
- 6 Что такое прямая и обратная полярность при дуговой сварке?
- 7 Что такое обратная полярность постоянного тока (DCRP)?
- 8 В чем разница между DCEP и SMAW?
Почему изменение полярности полезно при сварке?
Полярность имеет решающее значение для понимания сварщиками, поскольку она напрямую влияет на качество и прочность сварного шва. Если сварщик выбирает неправильную полярность, могут возникнуть проблемы, такие как неэффективное проплавление, разбрызгивание и потеря контроля над сварочной дугой.
Что такое полярность Dcrp?
Постоянный ток обратной полярности (DCRP) при сварке Когда электрод подключен к положительной клемме источника сварочного тока (тип постоянного тока), а основные металлы подключены к отрицательной клемме, такое соединение называется постоянным током обратной полярности (DCRP). ).
Какая полярность используется для SMAW?
отрицательная полярность
Как и в ручной сварке SMAW, используется источник питания постоянного тока с отрицательной полярностью постоянного или переменного тока.
Что такое Dcsp и Dcrp при дуговой сварке?
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В зависимости от соединения основных металлов и электрода с портами питания, полярность постоянного тока можно разделить на две категории — прямую полярность постоянного тока (DCSP) и обратную полярность постоянного тока (DCRP).
В чем преимущество разной полярности?
Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление, в то время как отрицательная (прямая) полярность электрода обеспечивает более быстрое плавление и более высокую скорость наплавки. Различные защитные газы также могут дополнительно воздействовать на сварной шов.
Для чего используется DCEN?
Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме источника питания, а работа подключена к положительной клемме.
Является ли DCEN таким же, как Dcrp?
Термины DCEN и DCEP заменили прежние термины прямой полярности постоянного тока (DCSP) и обратной полярности постоянного тока (DCRP). Другими словами, DCEN и DCSP — это одни и те же токи, а DCEP и DCRP — одни и те же токи. Некоторые электроды можно использовать только с одним видом тока.
Зачем приложению SMAW использовать DCEN?
Что касается требуемой полярности сварки с помощью палки, почти вся сварка выполняется с обратной полярностью. DCEP обеспечивает более стабильную дугу в целом при сварке электродом, но для сварных швов, требующих легкого проплавления, используйте DCEN, если электрод предназначен для работы с любой полярностью.
Каково значение SMAW?
Это также один из самых надежных способов сварки из-за его простоты и универсальности. Его можно использовать с углеродистой сталью, нержавеющей сталью, чугуном и т.д. SMAW также можно выполнять в любом положении, а также на материалах разной толщины.
Что Dcsp может привести к повреждению свариваемого компонента?
DCSP может вызвать сильное искажение и более широкую ЗТВ в свариваемом компоненте. Искажения меньше с DCRP, а также узкая зона HAZ. DCSP не подходит для сварки тонких листов.
Что такое прямая и обратная полярность при дуговой сварке?
«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление, в то время как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и более высокую скорость наплавки.
Каковы преимущества прямой полярности?
Что такое обратная полярность постоянного тока (DCRP)?
Когда электрод подключен к положительной клемме источника сварочного тока (типа постоянного тока), а основные металлы подключены к отрицательной клемме, такое соединение называется обратной полярностью постоянного тока (DCRP). Его также называют положительным электродом постоянного тока (DCEP), поскольку электрод является положительным полюсом.
Что такое постоянный ток прямой полярности (DCSP)?
Это прямая полярность, также называемая прямой полярностью постоянного тока (DCSP). Это происходит, когда электрод подключен к отрицательной клемме питания. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания.
В чем разница между DCEP и SMAW?
DCEP или AC используется в большинстве покрытых электродов. В SMAW флюсы с покрытием для покрытых электродов делают процесс сварки наиболее универсальным с точки зрения полярности. Некоторые электроды хорошо работают с DCEP или AC и DCEN.
Что такое DCRP и DCEP?
Постоянный ток обратной полярности (DCRP) или положительный электрод постоянного тока (DCEP): Здесь основные металлы соединяются с отрицательной клеммой источника питания, а электрод подключается к положительной клемме. Таким образом, электроны испускаются базовыми пластинами и текут к электроду.
Какой полярности сваривать алюминий?
Используйте правильную полярность
Вот почему крайне важно использовать переменный ток (AC) полярность при сварке TIG алюминия. Эта полярность обеспечивает чистящее действие, которое помогает удалить и разрушить оксидный слой на алюминии, создавая плавную сварочную ванну.
Просмотр полный ответ на awo.aws.org
Какую полярность вы используете для сварки алюминия?
Полярность переменного тока является предпочтительной для GTAW алюминиевых сплавов. Полярность переменного тока обеспечивает баланс проплавления сварного шва, очищающего действия и нагрева вольфрама.
Просмотр полный ответ на awo.aws.org
Нужно ли менять полярность при сварке алюминия?
При сварке переменным током действие дуги, когда электрод положительный, а заготовка отрицательный, называется обратной полярностью и разрушает оксид на поверхности алюминия, значительно облегчая сварку. К сожалению, обратная полярность не обеспечивает хорошего провара.
Просмотр полный ответ на thefabricator.com
Вы свариваете алюминий с плюсом или минусом?
При сварке ВИГ переменным током (алюминий) полярность обычно* противоположна полярности постоянного тока: горелка ВИГ подключается к положительной (+) клемме, а провод заземления — к отрицательной (-) клемме. *Примечание. В то время как «положительная полярность горелки» является наиболее распространенной полярностью для сварки TIG на переменном/постоянном токе, для некоторых аппаратов TIG на переменном/постоянном токе может потребоваться «отрицательная полярность горелки».
Просмотр полный ответ на сайте weldclass.com.au
Вы свариваете алюминий на переменном или постоянном токе?
Постоянный ток используется для сварки TIG мягкой стали/нержавеющей стали, а переменный ток используется для сварки алюминия.
Просмотр полный ответ на jasic.co.uk
Сварка TIG ОСНОВЫ! Полярность ОБЪЯСНЕНА!
Можно ли сваривать алюминий постоянным током?
DC GTAW может очень хорошо работать с алюминием, так что не бойтесь пробовать. Просто имейте в виду, что техника отличается от той, что используется для переменного тока. Я рекомендую вам немного попрактиковаться, прежде чем вы решите использовать его на реальных компонентах.
Просмотр полный ответ на thefabricator.com
Как лучше всего сваривать алюминий?
Электронно-лучевая сварка имеет очень точную зону термического влияния, которую легко контролировать, что делает ее идеальной для алюминия. Лазерная сварка отлично подходит для быстрых и чистых сварных швов и идеально подходит для материалов, чувствительных к растрескиванию, таких как алюминий.
Просмотр полный ответ на uti.edu
Почему эта полярность подходит для сварки алюминия?
Используйте правильную полярность
Вот почему крайне важно использовать полярность переменного тока (AC) при сварке алюминия методом TIG. Эта полярность обеспечивает чистящее действие, которое помогает удалить и разрушить оксидный слой на алюминии, создавая плавную сварочную ванну.
Просмотр полный ответ на askforney.com
Как вы предварительно нагреваете алюминий для сварки?
Если вы предварительно нагреете алюминий в диапазоне от 300 до 600 градусов по Фаренгейту, вы разрушите свойства T6 еще до того, как зажжете дугу. Как правило, для сварки алюминиевых сплавов предварительный подогрев никогда не требуется. Если вы хотите предварительно нагреть, температура должна быть ограничена максимум 200 градусов по Фаренгейту.
Просмотр полный ответ на thefabricator.com
Вы TIG с переменным или постоянным током?
В процессе сварки TIG используется выход постоянного или переменного тока в зависимости от свариваемого материала. Мягкая сталь, нержавеющая сталь и углеродистая сталь обычно свариваются на постоянном токе, а для алюминия и магния требуется выход переменного тока.
Просмотр полный ответ на Weldguru.com
Трудно ли сваривать алюминий?
Сложно ли сваривать алюминий? Алюминиевые сплавы создают ряд трудностей при сварке, в том числе: Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и/или привести к нежелательной деформации деталей из-за необходимости большего подвода тепла.
Просмотр полный ответ на twi-global.com
Какая полярность используется для TIG?
Для GTAW (сварки TIG) рекомендуется использовать отрицательную полярность, поскольку это предотвращает перегрев вольфрамового электрода.
Просмотр полный ответ на coregas.com.au
Почему трескаются сварные швы алюминия?
Растрескивание под напряжением может произойти, когда алюминиевый сварной шов охлаждается, а во время затвердевания присутствуют чрезмерные усадочные напряжения. Это может быть связано с вогнутым профилем сварного шва, слишком низкой скоростью перемещения, сильно затянутым соединением или впадиной на конце сварного шва (кратерная трещина).
Просмотр полный ответ на thefabricator.com
Сколько ампер нужно для сварки алюминия?
Общее эмпирическое правило заключается в том, что вам понадобится 1 ампер на каждые 0,001 дюйма металла, который вы собираетесь сваривать, когда другие переменные неизменны. Это означает, что если вы хотите сварить 1/8-дюймовый алюминий, вам потребуется около 125 ампер, если другие факторы неизменны.
Просмотр полный ответ на thearchitectsdiary.com
Как подготовить алюминий к сварке?
Подводя итог, перед сваркой алюминия выполните следующие действия:
- Удалите масло, жир и водяной пар с помощью растворителя или слабой щелочи.
- Удалите окислы с поверхности проволочной щеткой или сильной щелочью или кислотой.
- Соберите соединение. …
- Держите соединение сухим.
- Сварка в течение нескольких дней.
Посмотреть полный ответ на thefabricator.com
Что лучше сваривать алюминий MIG или TIG?
Вы можете использовать алюминий, нержавеющую сталь и мягкую сталь. Сварка TIG также совместима с этими металлами, но лучше работает с более тонкими материалами. Скорость: TIG — более медленный метод, но обеспечивает более высокий уровень детализации. MIG — это более быстрый метод сварки, что делает его идеальным для проектов, требующих более высокой производительности.
Просмотр полный ответ на сайте Fairlawntool.com
Является ли сварка TIG DCEN или DCEP?
По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла сварки переменным током.
Просмотр полный ответ на twi-global.com
Можно ли приклеивать алюминий?
Да, можно сварить алюминий с помощью сварочного аппарата. Так как это может привести к беспорядку, лучшими методами являются: AC TIG. ТИГ постоянного тока.
Просмотр полный ответ на Weldingtroop.com
Как вы соединяете два куска алюминия?
Клеи или специальный тип клея могут соединять две алюминиевые детали. На рынке представлено много типов металлического клея, но такие вещества, как двухкомпонентная эпоксидная смола или суперклей, создают самые прочные соединения. Вы можете приобрести эти материалы в местном хозяйственном магазине.
Просмотр полный ответ на сайте advancemanufacturingltd.com
Как соединить алюминий с алюминием?
Большинство алюминиевых сплавов можно соединить сваркой; однако некоторые авиационные алюминиевые и другие специальные сплавы не поддаются сварке обычными методами. Алюминий обычно сваривают с помощью дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW).
Просмотр полный ответ на en.wikipedia.org
Как вы соединяете алюминий вместе?
Цианоакрилат – также известный как мгновенные клеи, суперклей, сумасшедший клей, клей ca и т. д. Все марки хорошо скрепляют алюминий. Для очень высокой прочности используйте металлический связующий материал, такой как 170 или оригинальный 910®. Для приклеивания алюминия к разнородным поверхностям с разными коэффициентами теплового расширения рассмотрите закаленный 737.
Просмотр полный ответ на permabond.com
← Предыдущий вопрос
Как вы справляетесь с неудачами?
Следующий вопрос →
Что делать с вьющимися волосами?
Электрод для сварки MIG положительный или отрицательный: узнайте здесь
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Мир сварки может быть немного пугающим для новичка, но после небольшого исследования вы обнаружите, что он довольно прост. Одна из первых вещей, которые вам нужно знать, касается фундаментальной части процесса: полярности.
Сварка MIG – электрод с положительным электродом. Сварка MIG (металл в инертном газе) также обычно называется DCEP (положительный электрод постоянного тока) и обратной полярностью.
Различные методы сварки используются для различных типов металлов и работ. Определенные полярности и методы больше подходят для конкретных проектов. Читайте дальше, чтобы узнать больше о сварке MIG и о важности полярности сварки.
Сварка MIG выполняется с положительным зарядом. Если бы вы попытались использовать этот метод с отрицательной полярностью или DCEN, вы столкнулись бы с нестабильной дугой, несколькими отключениями дуги и грязным сварным швом.
Сварка MIG обычно используется для более длинных сварных швов и крупных проектов. Сварка положительным электродом лучше при попытках добиться более глубокого провара. Из-за своей простоты сварка MIG — это то, с чего начинают почти все новички.
Сварка МИГ представляет собой процесс создания короткого замыкания между положительным анодом и отрицательным катодом. В этом случае провод от сварочного пистолета положительный, а свариваемая пластина отрицательный. Эта небольшая электрическая дуга в сочетании с инертным газом и проволокой в качестве наполнителя заставляет металл плавиться и сплавляться.
Тепло, необходимое для плавления металлов, происходит от потока электронов от отрицательного к положительному. Локализация этого тепла на меньших участках может обеспечить более точные и чистые сварные швы.
Сварка MIG обычно используется для сварки конструкционных материалов, сплавов и металлов средней толщины, таких как:
- Нержавеющая и углеродистая сталь
- Кремниевая бронза
- Алюминий
- Медь Электрод? 9Сварка 0002 DCEN, также известная как прямая полярность, обычно используется при сварке TIG (вольфрам в среде инертного газа). Основное различие между MIG и TIG заключается в использовании отрицательного электрода.
При сварке TIG анодом является пластина, с которой вы работаете, а катодом является сварочная горелка. Это означает, что работа заряжена положительно, а сварочная горелка заряжена отрицательно.
Сварка TIG лучше всего подходит для сварки тонких металлов, нержавеющей стали, серебра, золота, хромовых сплавов и других материалов.
Обычное использование этого метода сварки включает в себя такие вещи, как:- Легкие велосипедные рамы
- Металлические игрушки
- Ремонт ювелирных изделий
- Деки для газонокосилок
- Ремонт лодок
эффективное использование локализованного тепла на небольшой площади.
Часто сварка ВИГ выполняется в форме прихватки. Это относится к методу сварки небольших участков на пластине вместо выполнения одного длинного шва. Это предотвратит перегрев вашей работы, что может привести к деформации и обесцвечиванию.
Как правило, сварка TIG более точна, чем ее положительно заряженный аналог MIG, и оставляет более чистые сварные швы, которые при правильном выполнении не требуют обработки шлифовальной машиной.
В чем разница между постоянным и переменным током?
Постоянный ток при сварке используется гораздо чаще, чем переменный ток. Использование сварки постоянным током широко и разнообразно, в то время как сварка переменным током немного более специализирована.
Основное различие сварки постоянным и переменным током заключается в полярности потока. При постоянном токе поток от анода к катоду постоянный. Помните, электроны всегда текут от минуса к плюсу. Это означает, что тепло будет генерироваться в натуральном выражении.
Сварка переменным током обычно используется для таких вещей, как:
- Сварка алюминия
- Судостроение
- Намагниченная сталь
Благодаря переменному потоку передается больше энергии, а значит, выделяется больше тепла на меньшей площади. Это делает переменный ток очень эффективным при работе с материалами, требующими точного нагрева, такими как алюминий.
Какую роль играет газ в сварке MIG?
Защитный газ является важным элементом системы MIG. Поток газа предотвращает попадание мусора и загрязняющих веществ из атмосферы в расплавленный металл. Это обеспечивает прочное соединение без посторонних материалов, которые могут ослабить завершенный сварной шов.
Наша атмосфера представляет собой смесь кислорода, азота, углерода, аргона, водорода и различных других газов и частиц, которые могут негативно повлиять на сварку. Хотя газы, из которых состоит защитный газ, присутствуют в нашей атмосфере, их концентрация и соотношение совершенно не соответствуют норме. Смешанный инертный газ при сварке MIG состоит из:
- Кислорода
- Аргона
- Двуокиси углерода
- Иногда гелия
Слишком большое количество азота может отрицательно сказаться на прочности и долговечности сварного шва. Избыток азота может снизить ударную вязкость стали, что может вызвать трещины.
Еще одна проблема, с которой вы можете столкнуться, когда в сварной шов попадает слишком много азота, — это пористость. Это происходит, когда в металле остаются газовые полости, которые могут сильно ослабить прочность вашей работы.
Пористость также может быть создана путем смешивания кислорода с другими газами, такими как углерод.
Когда водород смешивается с железом или алюминием, также может возникнуть пористость. Это может привести к холодным трещинам под сварным швом.Защитные газы не только защищают сварной шов; они могут даже улучшить их. Гелий имеет значительно более высокую теплопроводность, чем аргон. Несмотря на то, что для стабилизации дуги требуется большее напряжение, при использовании гелия в сварном шве выделяется больше тепла, что приводит к более глубокому проплавлению.
Чего следует избегать при сварке MIG.
Грязные и ржавые поверхности могут создать трудности при сварке MIG. Хотя это определенно соответствует возможностям установки MIG, рекомендуется перед сваркой потратить несколько минут на то, чтобы очистить пластину от ржавчины или мусора. Это даст вам наилучшие шансы создать прочный, чистый сварной шов без пористости и других дефектов.
Ржавчина и мусор на пластине — не единственная проблема, с которой следует столкнуться при сварке MIG. Высокий уровень влажности может вызвать ржавчину на проволоке MIG, что приведет к попаданию нежелательных элементов в сварной шов.
Помещение провода в чистый пакет может значительно снизить риск загрязнения ржавчиной и различным мусором.Не торопитесь при сварке материалов толщиной более ¼ дюйма. Ключом к хорошему, прочному сварному шву на этих толстых материалах является более глубокое проплавление. Более медленная сварка позволит металлу достичь более высоких температур и ускорит плавление. Медленное плавное, а гладкое сильное в этих ситуациях.
Заключение.
Сварка MIG выполняется положительным электродом. Это означает, что энергия поступает от проволоки сварочного пистолета в свариваемую пластину.
Обычно MIG DCEP лучше всего подходит для тонких металлов и конструкционных материалов толщиной менее дюйма.
Чаще всего отрицательный электрод используется для сварки TIG DCEN. TIG имеет тенденцию быть более точным методом сварки по сравнению с MIG. Сварка TIG даже используется при ремонте ювелирных изделий, поскольку она эффективна как для золота, так и для серебра.
Постоянный и переменный токи используются в различных видах сварки.
Переменный ток хорошо работает, когда речь идет о сварке намагниченного металла и алюминия, что делает его идеальной полярностью для этих материалов. DC используется практически во всем.Газы, используемые при сварке MIG, могут как создать, так и разрушить хороший сварной шов. Защитные газы используются для создания защитного потока над расплавленным металлом в сварном шве, чтобы предотвратить попадание нежелательных газов и мусора в атмосферу. Пористость и трещины — это лишь некоторые проблемы при сварке без газа или с его неправильной смесью.
Чтобы гарантировать себе наилучшие шансы на успех, убедитесь, что вы свариваете чистую поверхность, на которой нет ржавчины и другого мусора. Не торопитесь, чтобы позволить теплу проникнуть в металл для более прочных сварных швов.
В мире сварки так много вариаций газа, полярности и оборудования. Убедитесь, что вы нашли время, чтобы увидеть, что подходит для вас и ваших проектов.
Источники
https://www.
instructables.com/How-to-Weld—MIG-Welding/#:~:text=MIG%20welding%20can%20only%20be,TIG%20(Вольфрам%20Инертный%20Газ %20Welding)https://www.instructables.com/How-to-Weld—MIG-Welding/#:~:text=MIG%20welding%20is%20useful%20because,кремний%20бронза%20и%20другие%20сплавы .
Что такое сварочный газ MIG? Основы работы с защитным газом
https://bakersgas.com/blogs/weld-my-world/how-to-avoid-common-mig-welding-mistakes
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше