Как выполняется заточка вольфрамовых электродов?
Время чтения: 3 минуты
Сейчас вольфрамовые электроды используются повсеместно. Их применяют для сварки алюминия, нержавеющей стали, цветных металлов и многих других материалов. Связка вольфрамовый электрод + защитный газ — это хороший выбор для тех, кто хочет добиться качественных сварных соединений.

Но любой сварщик скажет вам, что для достойного результата мало знать одну лишь технологию сварки. Необходимо также помнить о маленьких хитростях, которые упростят и даже улучшат результат ваших работ. Одна из таких хитростей — заточка электрода. В этой статье мы кратко расскажем, зачем она нужна и как можно заточить вольфрамовый электрод самостоятельно.
Содержание статьи
Общая информация
Вольфрам — это один из самых тугоплавких металлов, применяемых для изготовления электродов. Температура плавления вольфрама — более 3000 градусов по Цельсию. В условиях обычной сварки такие температуры не используются. Поэтому вольфрамовые электроды называют неплавящимися. При применении они практически не меняются в размере.
Но, несмотря на это, вольфрамовые электроды все же могут стать короче. В процессе сварки (например, при поджигании дуги или при формировании шва) электрод может стачиваться о поверхность металла. В большинстве случаев это не так уж страшно. Но порой затупленный электрод становится причиной непровара.
Читайте также: Вольфрамовые электроды по цветам
Как решить эту проблему? Очень просто: заточить. Заточенный вольфрамовый электрод исправно выполняет свою функцию, образуя качественные долговечные швы.
Как заточить электрод
Заточка вольфрамового электрода может осуществляться самыми разнообразными способами. Это может быть абразивный круг, химическая заточка, заточка с помощью специальной пасты или механическая заточка. Последнюю выполняют с помощью специальных приспособлений. Они могут быть как переносными, так и стационарными.
К переносным относится ручная машинка для заточки вольфрамовых электродов, а к стационарным — станок для заточки вольфрамовых электродов. На наш взгляд, применение таких приспособлений дает оптимальный результат.
Форма заточки может быть сферической или конической. Сферическая форма больше подходит для сварки постоянным током, а коническая — для сварки переменным током. Некоторые сварщики отмечают, что не замечают большой разницы при сварке электродами с разной формой заточки. Но наш опыт показал, что отличия все-таки есть. И если вы выполняете сварку профессионально, то разница будет очевидна.
Оптимальную длину заточенной части можно рассчитать по формуле Ø*2. Т.е., если диаметр электрода равен 3 мм, то длина заточенной части должна быть 6 мм. И так по аналогии с любым другим диаметром. После заточки немного притупите конец электрода, постучав им по твердой поверхности.
Еще один важный параметр — это угол заточки электрода. Он будет зависеть от того, какую величину сварочного тока вы будете использовать.
Так, при сварке на малом значении сварочного тока для заточки будет достаточно угла в 10-20 градусов. Оптимальный угол — 20 градусов.
Угол заточки в 20-40 градусов — это хороший вариант при сварке с применением средних значений сварочного тока.

Если вы используете токи большой величины, то угол заточки может быть от 40 до 120 градусов. Но мы не рекомендуем затачивать стержень более чем на 90 градусов. Иначе дуга будет гореть нестабильно и вам будет трудно сформировать шов.
Вместо заключения
Это все, что вам нужно знать о заточке вольфрамового электрода. Данную процедуру можно произвести с любым неплавящимся стержнем, он не обязательно должен быть изготовлен из вольфрама. Мы поделились общими рекомендациями касаемо заточки. Если у вас есть свои методы или способы, вы можете поделиться ими в комментариях. Ваш опыт будет полезен для всех новичков. Желаем удачи в работе!
[Всего голосов: 1 Средний: 1/5]Как правильно заточить вольфрамовый электрод – Осварке.Нет
Электроды из вольфрама обладают довольно высокой температурой плавления и считаются фактически неплавящимися, благодаря способности противостоять высоким температурам дуги.
В процессе постоянных сварочных работ происходит естественное затупление вольфрамового электрода, что становится причиной уменьшения глубины провара.
Точить конец электрода из вольфрама рекомендуется в зависимости от сварочного тока. Для работы с постоянным током, оптимальным вариантом будет заточка в виде конуса, а для переменного тока — сферическая.
Длина конической заточенной части должна лежать в пределах 2-х диаметров электрода. Для повышения устойчивости сварной дуги, после заточки, конус электрода следует притупить диаметром 0,2-0,5 мм.
Что касается углов, то для правильной заточки сварочных вольфрамовых электродов необходимо знать несколько правил:
- при сваривании, выполняемом маленьким током, значение угла заточки должно лежать в диапазоне 10–20°;
- при сварке током средней величины, угол заточки следует задавать в пределах 20–30°;
- если сваривание выполняется большим током, то заточку электрода производят на углы 60–120°.
Рис. Заточка вольфрамового жлектрода
При низких углах заточки электрода (меньше 20°) увеличивается риск сокращения ресурсных показателей электрода, а при углах заточки свыше 90° возникает опасность неустойчивого горения дуги по причине перемещения пятна катода по торцевой поверхности электрода.
На устойчивость дуги дополнительно оказывают влияние риски, образующиеся в процессе заточки. Для получения стабильности горения дуги, данные риски надо минимизировать по величине. Располагаться они должны исключительно вдоль оси электрода. Оптимальным вариантом будет следующая после заточки полировка электрода.
Существует множество способов реализации заточки вольфрамовых электродов: от классического при помощи мелкозернистого абразивного круга, до инновационного химического при помощи специальной пасты. Заточку можно производить с использованием переносных либо стационарных аппаратов, снабженных специальными направляющими для электродов, или без таковых.
Вольфрамовый электрод — классификация, маркеировки, виды, характеристики, заточка
Сварка, выполняемая в среде защитного газа (гелия или аргона), требует наличия вольфрамовых электродов, которые относятся к категории неплавящихся. За счет своей тугоплавкости вольфрамовый электрод выдерживает большие температуры и длительный беспрерывный срок работы. В настоящее время этот сварочный материал имеет достаточно обширную классификацию, где присутствует довольно большое количество типов, разделенных по маркам.

Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» — это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» — диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» — диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» — оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» — оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Способы заточки вольфрамовых электродов

Заточка вольфрамовых электродов – наиважнейшая составляющая правильно проведенного сварочного процесса. Поэтому все сварщики, занимающиеся сваркой в среде аргона, очень тщательно проводят эту операцию. Именно от формы наконечника зависит, как правильно будет распределяться энергия, передаваемая от электрода двум свариваемым металлам, каково будет давление дуги. А от этих двух параметров уже будет зависеть форма и размеры зоны проплавки шва, а соответственно его ширина и глубина.
Внимание! Параметры и форма заточки выбирается от вида используемого электрода и от параметров двух свариваемых металлических заготовок.
- Рабочий конец электродов марки WP, WL – это сфера (шарик).
- На WT также делают выпуклость, но небольшого радиуса. Скорее, просто обозначают скругленность электрода.
- Остальные виды затачиваются под конус.
Когда варится алюминиевый стык, на электроде сфера образуется сама. Поэтому, проводя сварку алюминия, нет необходимости проводить заточку электрода.
Какие ошибки заточки к чему могут привести.
- Ширина заточки сильно отличается от нормы, то есть, может быть очень широкой или очень узкой. В этом случае вероятность непроплавления шва сильно увеличивается.
- Если проведена несимметричная заточка, то это гарантия отклонения сварочной дуги в одну из сторон.
- Угол заточки слишком острый – снижается срок эксплуатации электрода.
- Угол заточки слишком тупой – уменьшается глубина проплавки шва.
- Риски, оставленные от абразивного инструмента, расположены не вдоль оси прутка. Получите такой эффект, как блуждание дуги. То есть, нарушается стабильное и равномерное горение сварной дуги.
Кстати, существует простая формула, определяющая длину затачиваемого участка. Она равна диаметру прутка, умноженного на постоянный коэффициент – 2,5. Существует и таблица, в которой обозначается соотношение диаметра электродов с длиною затачиваемого конца.
Точить конец вольфрамового прутка надо поперек, как карандаш. Можно точить на электрическом наждаке или на болгарке. Чтобы добиться равномерного снятия металла по всей зоне заточки, можно закрепить пруток в патроне дрели. И вращать его на малых оборотах электроинструмента.
В настоящее время производители специального электрического оборудования предлагают станок для заточки неплавящихся вольфрамовых электродов. Удобный и точный вариант сделать заточку качественной. В состав станка входит:
- Алмазный диск.
- Фильтр для сбора пыли.
- Настройка оборотов рабочего вала.
- Настройка угла заточки. Этот параметр варьируется в пределах 15-180°.
Исследования, найти оптимальный угол заточки, проводятся постоянно. В одном НИИ был проведен тест, где электрод из вольфрама марки WL проверялся на качество сварного шва путем его заточки под разные углы. Были выбраны сразу несколько угловых размеров: от 17 до 60°.
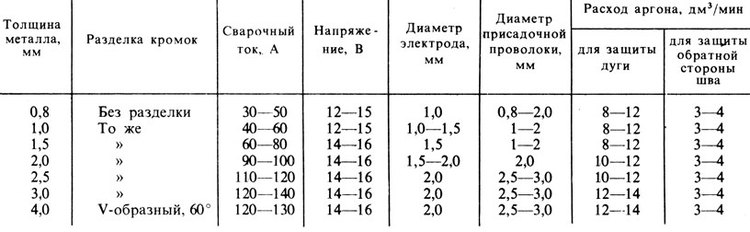
Были определены точные параметры сварочного процесса:
- Сваривались два металлических листа из коррозионностойкой стали толщиною 4 мм.
- Ток сварки – 120 ампер.
- Скорость – 10 м/ч.
- Положение сварки – нижнее.
- Расход инертного газа – 6 л/мин.
Результаты эксперимента таковы. Идеальный шов получился, когда использовался пруток с углом заточки в 30°. При угле в 17° форма шва была конусной. При этом сам процесс сварки проходил нестабильно. Ресурс электрода резки уменьшался. При больших углах заточки менялась и картина сварного процесса. При 60° увеличивалась ширина шва, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, назвать его высококачественным нельзя.
Как видите, угол заточки играет важную роль в сварочном процессе. И неважно, используются электроды по нержавейке, стали или меди. При любых вариантах нужно правильно заточить пруток, ведь последствия могут быть крайне отрицательными. Описание прутков по цветам и химическим характеристикам помогает правильно сделать выбор, а заодно и выбрать форму заточки.
Поделись с друзьями
0
0
0
0
Я сварщик — Заточка вольфрамовых электродов. Зачем делать это правильно?
Я думаю, многие сталкивались с ситуацией, когда есть какое-то требование в нормативной документации, которое мы выполняем, даже не задумываясь, а зачем это вообще нужно делать? Почему именно так? Сегодня предлагаем вам ознакомиться с небольшой заметкой по теме «правильная заточка вольфрамового электрода» при сварке сталей.
Фото в заголовке: @aerospace_welder
Ниже приведены ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
1) Риски расположены не вдоль оси электрода – нарушается стабильность горения дуги (блуждание дуги)
2) Недостаточная или чрезмерная ширина заточки конуса – изменяется форма проплавления
3) Несимметричная заточка – отклонение дуги на одну из кромок
4) Слишком острый угол заточки – снижается ресурс работы электрода
5) Слишком большое притупление – снижается глубина проплавления
В российских нормативах требования к заточке электрода разнятся. Так, например, РД 153-34.1-003-01 гласит, что конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять 6 — 10, а диаметр притупления 0,2 — 0,5 мм.
В ОСТ 36-57-81 требование такое: неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса φ должен быть равен 28 — 30°, длина конической части (LК) должна составлять 5-6 диаметров электрода (DЭ). Конус после заточки должен быть притуплен, диаметр притупления (dП ) должен быть равен 0,2 — 0,5 мм.
Изучить более подробно влияние угла заточки вольфрамового электрода на геометрические размеры шва можно, прочитав статью «Влияние угла заточки неплавящегося электрода на стабильность глубины проплавления сварного шва при различных токовых нагрузках». Где в результате статистической обработки выявили, что глубина проплавления существенно зависит от угла заточки электрода. Причем наблюдается выраженный максимум этого показателя при угле заточки 30 градусов.
Интересное видео про четыре способа заточки:
1. Настольный точильный станок
2. Машинка для заточки вольфрамовых электродов
3. Станок для заточки вольфрамовых электродов
4. Средство для химической заточки вольфрамовых электродов
Обновление от 08.05.2015.
Видео, в котором показана разница в швах при правильной и не правильной заточке:
Автор: Антон Чураков
Подготовлено с использованием материалов: sibac.info, www.profabricationtechniques.com
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
для чего нужны в аргоннодуговой сварке, маркировка по цветам. машинка для заточки, использование неплавящихся для инвертора, гост 23949-80 – Расходники и комплектующие на Svarka.guru
Электродуговая сварка осуществляется двумя типами электродов: плавкими и неплавкими. Вольфрамовые электроды являются неплавкими, то есть не расходуются в процессе сварки, становясь частью материала шва. Они служат только для того, чтобы подвести электрический ток к месту горения электродуги. Добавки к материалу электрода — металлу вольфраму используются для оптимизации свойств для работы с теми или иными сплавами.
Способ применения
Изделия используются для сварки под флюсом или в атмосфере защитных газов, прежде всего- аргона. Вольфрам – наиболее тугоплавкий металл, поэтому он подходит для сваривания всех остальных. При посредстве аргонной сварки сваривают цветные и легкие металлы. Другими способами варить титановые сплавы практически невозможно.
Вольфрамовый электрод вставляется в горелку, через нее подается защитный газ и напряжение на электрод. На заготовку подключают второй кабель, и электрическая цепь замыкается через воздушный промежуток между кончиком вольфрамового стержня и заготовкой. В нем и поджигается электродуга. Облако защитного газа вытесняет воздух, не допуская контакта между кислородом и азотом воздуха и расплавленным металлов в сварочной ванне. Сбоку в рабочую зону вводится пруток присадочного материала.
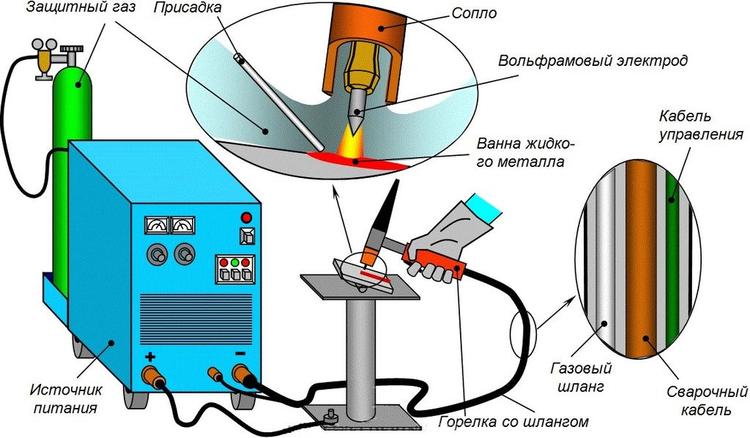
Сварщик держит горелку правой рукой, а пруток- левой. Их следует вести вдоль линии шва синхронно, поддерживая достаточное для формирования материала шва поступление металла прутка в сварочную ванну. Для этого необходима идеальная координация движений.
В качества источника тока используют:
Многофункциональные инверторы вытесняют морально устаревшие источники тока. Они поддерживают разные режимы полярности: прямую, обратную и переменный ток.
При работе переменным током в дополнение к источнику тока подключается высокочастотный осциллятор. Подаваемые им в рабочуюю цепь высокочастотные импульсы помогают разжечь дугу и поддерживать ее стабильность.
Сферы использования различных марок
В зависимости от материала стержня каждая марка имеет свою предпочтительную сферу использования. Чтобы отличать марки, принята международная система наименований и цветной маркировки.

- WP – зеленый. Состоят из практически чистого вольфрама (99,9%). для работы переменным током. Подходит для соеинения Al, Mg, Ni, Cu и их сплавов.
- WC 20 – серый. Для сварки постоянным током прямой полярности нержавейки и легированных сплавов, Mo, Ta, Ti.
- WL – синий. Применяются для работы прямой полярностью и переменным током. Рекомендованы для наплавочных работ, сварку тонколистовых деталей из стальных сплавов.
- WZ – белый. Для сваривания переменным током. Оптимизированы для Al, сплавов AL-Cu, Mg, Ni в различных комбинациях.;
- WT 20 – красный. Рекомендуются для работы постоянным током обратной полярности по легированным сплавам, Cu, Ni, Ti.
Применение электродов не по назначению весьма рискованно. Оно вдет к снижению прочности шва и повышенному расходу энергоресурсов и сварочных материалов.
Критерии выбора
Вольфрамовые электроды, используемые для аргонодуговой сварки, различаются по цветам наконечника. При подборе электродов следует исходить прежде всего из материала соединяемых заготовок. Различия и характеристики разных марок сведены в таблицу.

Необходимо учитывать такие параметры, как:
- химический состав, присадки;
- диаметр стержня;
- форма заостренного конца;
- степень заточки.
Диаметр выбирается, исходя из толщины заготовок.
Маркировка и характеристики
Маркировка проводится в соответствии с DIN EN 26848 и соответствующим ему ГОСТу 23949-80.
Начинается маркировка с литеры — W- это символ вольфрама в Периодической системе элементов. Следующий символ- указывает на присадки, добавленную к вольфраму. Добавки применяются, чтобы улучшить одно из свойств:
- плавкости;
- легкость розжига дуги;
- электропроводимость;
- прочностные параметры.
Следующее число выражает массовую долю этой присадки в тысячных долях. Так, число 10 будет означать 1% добавки. Второе из чисел означает длину стержня. Используются длины в 50, 100, 150, 175 мм. Дополнительно используется цветовая метка-наконечник.
WP
Стержень из чистого вольфрама отличается слабой разжигаемостью дуги и малом сроком службы. Не выдерживает сильных токов.

Режимы сваивания меди маркой WP.WZ-8
Присадки циркония несколько упрощают розжиг, позволяют увеличить срок работы. Используются при сваривании алюминия и других легких металлов переменным током с ассиметричным фазовым профилем.
WT-20
Торированные. Несмотря на малую массовую долю, торий, являющийся радиоактивным элементом, представляет собой серьезную угрозу здоровью сварщика, особенно при продолжительной работе.

При работе необходимо организовать качественную вытяжку, работать в плотной одеже и респираторе. Рекомендовано применение сварочной маски с изолированным воздухоснабжением.
Использование тория позволяет продлить срок службы электрода по сравнению с чисто вольфрамовым. Увеличивается также и максимальная сила тока; легко разжигается дуга.
WY-20
В качестве добавки используется диоксид иттрия. Этот редкоземельный металл дает возможность значительно повысить силу сварочного тока и не опасен для здоровья. Используется для сваривания заготовок большой толщины сильными токами.
WC-20
В качестве присадки используется церий. Он не радиоактивен, и позволяет существенно улучшить основные характеристики, прежде всего, розжиг дуги и срок службы. Повышается и максимальный сварочный ток.
Режимы для соединения титановых заготовок.WL-15 и WL-20
Использование лантана дало возможность создать универсальный электрод, пригодный для переменного и постоянного тока. Такие стержни особенно хорошо держат форму заточки острия, давая больше возможностей для работы без перерывов.
Рабочие режимы, рекомендуемые для стержней марки WL.Кроме международного обозначения, встречаются и традиционные отечественные обозначения. К ним относятся:
- ВЛ/ЭВЛ-2 с 2 % лантана, универсального применения;
- ЭВИ-1/СВИ-1 с 1% диоксида иттрия, рекомендован для нержавейки, Ti, Cu и конструкционными углеродистыми сплавами.
Иттрированные электроды используются на постоянном токе.
Категории
Классификация изделий подразумевает разделение их на три основных типа:
- Для переменного тока. Постоянное изменение полярности предохраняет от образования на поверхности сварочной ванны оксидной пленки. Используется для соединения легких металлов.
- Для постоянного тока. Пригодны для соединения Cu, Fe, Ni, Ta и сплавов в различных комбинациях.
- Универсальные. Могут достаточно хорошо работать как на переменном, так и на постоянном напряжении. Применяются для сварки широкого диапазона металлов и их сплавов.
Универсальные электроды используются для монтажа магистральных трубопроводов. Они не прожигают тонкие листы и дают высокое качество шва.
Заточка
Форма острия электрода влияет на стабильность и энергетику электрической дуги. Они, в свою очередь, определяют размеры сварочной ванны, глубину и ширину получающегося шва.
Кроме параметров заготовок, при выборе формы заточки учитывают и тип электрода. Общая форма для всех электродов — это конус под острым углом уклона. Для марок P, L на кончике конуса формируют небольшой шарик. Это позволяет выдерживать большие термические нагрузки. Для стержней с добавкой тория (марки Т) формируют лишь небольшой полукруглый выступ.

Машинка, применяемая для закточки эдектродов.Заточку осуществляют несколькими методами:
- ручная заточная машинка;
- электроточило;
- специализированный станок;
- химическим воздействием.
Во время сварки вольфрамовый стрежень не плавится, как плавкие электроды. Но некоторое выгорание его происходит. Поэтому время от времени заточку кончика нужно проверять и при необходимости затачивать его повторно.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций. Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку. Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере.
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Плавящимся электродом
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
Заключение
Вольфрамовые электроды используются в аргонодуговой сварке. Она позволяет быстро и прочно сваривать практически все известные металлы и их сплавы. Для улучшения свойств электродов в них добавляют различные присадки. Кончик стержня необходимо периодически затачивать для сохранения его свойств и обеспечения высокого качества шва.
Вольфрамовые электроды: Заточка решает?
Цель данной статьи – дать понять на что влияет правильная заточка вольфрамового электрода.
Есть несколько основных углов заточки вольфрама – 30, 45, 60 и 90 °, а так же сферическая форма.
Общий принцип таков – чем острее заточка вольфрамового электрода, тем шире сварочная ванна, при более тупых углах – глубже провар изделия. Таким образом, всё зависит от конкретной задачи и толщины металла.
Качество заточки вольфрамового электрода напрямую влияет на стабильность сварочной дуги: при наличии на вольфрамовом электроде рисок от заточки, дуга блуждает по поверхности электрода, часто возникает поддуга от границ рисок.
Поэтому в идеале заточенная часть вольфрама должна приближаться к полированной поверхности. Конечно же, для заточки вольфрамового электрода существует специальная точильная машинка, но, как показывает практика, 95% сварщиков точат вольфрамовый электрод на наждаках или УШМ (болгарках).
Во-первых, точить вольфрам надо только в продольном направлении электрода: при наличии поперечных рисок от абразива сварка практически невозможна – дуга блуждает и прыгает за пределы сварочной ванны, при продольных рисках – дуга более стабильна.
Как показывает практика, в кустарных условиях получить неплохую заточку вольфрамового электрода можно, используя болгарку с лепестковым кругом. Тогда заточенная поверхность вольфрамового электрода приближается к полированной. Алмазный круг или точильный камень оставляют более глубокую риску из-за твердости и размеров абразивного зерна. После заточки острый конец вольфрамового электрода следует затупить до образования небольшой плоской площадки на вершине конуса.
Для переменного тока обязательно необходима сферическая форма конца вольфрамового электрода. Сделать это весьма просто — после заточки необходимо зажечь дугу на обратной полярности (максимальная отдача тепла в вольфрамовый электрод) и подождать пока на конце вольфрама не образуется небольшой шарик из расплавленного электрода. После этого надо погасить сварочную дугу и в продувке аргоном дать остыть вольфрамовому электроду. После этого дуга будет стабильной, а сварочный шов более качественным.
Почему закруляется вольфрамовый электрод ? — Aргонодуговая сварка — TIG
Потому, что при сварке в переменном токе, направление потока энергии между вольфрамовым электродом и деталью меняется с предварительно заданной вами частотой. Это крутилка частота. Например стоит у вас 100гц, это означает что за одну секунду горения дуги «поток энергии» (буду использовать эту аббревиатуру, так понятнее), меняет свое направление деталь — электрод 100 раз. Так же вы задаете соотношение направлений энергии, Типа куда больше энергии давать, на деталь или на электрод, это ручка баланс, покрутите в одну сторону от нуля энергии будет больше на деталь, в другую, будет больше на электрод. Вот когда этой энергии на электрод много попадает, кончик у него оплавляется и принимает форму шарика, потому, что шарик одна из самых удобных форм придуманный природой, для передачи электричества от железяки — расскаленному ионизированному газу. Собственно этот шарик делает из расплавленного металла электромагнитное поле, возникающее вокруг расплавленного кончика, а острые уголки с конца превращаются в атомы вольфрама которые уносятся с защитным газом, хотя часть из них по ионизированному плазменному каналу попадают в незначительных колличествах в металл шва. Затачиваются вольфрамовые электроды от -5гр (лунка) до 90гр, распространенный угол 20-35гр, кому как нравится и чего делается, у меня например всегда 30гр точаться, привык. Хотя иногда и на 5гр точу когда надо тонкий люминь шариком на кончике иголки варить. :unknw: Это для всех видов тока, кроме переменного, на переменном острие превратится в шарик само. Если макнули в ванну и электрод стал совсем не шарик обломите кончик и заточите, это на люмине, обычно кратковременное макание касание ванны расплавленного люминя не вызывает никаких последствий, этакий эффект самоочистки электрода, но электрод от этого быстро угарает. Если вы макнули электрод в ванну на постоянном токе или просто коснулисьрасплавленного металла, можете смело сразу перетачивать электрод, нормальной дуги вы уже не получите.
Во млин настрочил грузила. 🙂
Изменено пользователем Sakhalin_Cat