Аргонно дуговая сварка википедия — Яхт клуб Ост-Вест
Если обычная не подходит, используется электродуговая сварка в аргоне или аргоновая. Какое её назначение, особенности применения, основы технологии, требуемое сварочное оборудование, достоинства и недостатки? Статья будет интересна всем интересующимся сваркой нержавеющих сталей и цветных металлов.
Что такое аргоновая сварка для чего она применяется
Электродуговая сварка в среде защитных газов применяется, когда необходимо изолировать процесс от взаимодействия с атмосферным воздухом. Наиболее популярным и эффективным является инертный газ аргон. Процесс с его использованием так и называется – аргонодуговая или, в обиходе, аргоновая сварка.
Она используется для сварки изделий из алюминия, титана, меди, нержавеющих сталей – металлов и сплавов, активно окисляющихся или имеющих в своём составе элементы, активно окисляющиеся кислородом воздуха.
Почему применяется именно аргон – его сравнение с гелием
Аргон, как уже было сказано, является инертным газом.
Аналогичным свойством обладает ещё один инертный газ – гелий. Он стоит гораздо дороже аргона, потому применяется только в особенных случаях. Аргон имеет удельный вес на 38 % больше, чем воздух. За счёт этого он хорошо изолирует место сварки и защищает её от окисления.
Гелий в аналогичных условиях требует подачи в высокотемпературную зону газа под большим давлением и, соответственно, более высокого расхода защитного газа.
Из-за разного потенциала ионизации напряжение аргоновой дуги ниже, чем гелиевой. Её тепловыделение меньше, соответственно, меньше зона проплавления, меньше поперечное сечение шва. В отличие от гелиевой аргонная сварка образует длинный и узкий – пальцеобразный шов. На границе газ – жидкость у аргона величина поверхностного натяжения выше. В результате шовный валик получается более высоким с резкими переходами от основного металла ко шву.
Особенности сварного шва при аргонодуговой сварке
Чем больше угол между поверхностью основного металла и шва, тем больше возникает концентрация напряжений в зоне сварки. Если к соединению предъявляются достаточно высокие требования по равнопрочности, требуется после сварки произвести стачивание шовного валика
При правильном выборе материала электрода или присадки, режима сварки и способа защиты металл шва за счёт меньшего количества примесей обычно мягче основного металла. Для обеспечения прочности требуется, чтобы «мягкая» зона была как можно уже. Сварку сложнее выполнить технологически, но позволяет избежать необходимости усиливать конструктивные элементы в месте соединения.
Для аргонодуговой сварки применяются две основных технологии: TIG-сварка и MIG-сварка.
TIG – сварка неплавящимся электродом
Дуга горит между тугоплавким вольфрамовым электродом и деталью. Пруток присадочного металла подаётся в зону сварки вручную.
Процесс сварки неплавящимся электродом имеет свои особенности. Сварочную дугу лучше зажигать на прямой полярности, когда катодом является электрод. Ему придают острую заточку под углом 45 – 55 градусов. Это нужно для получения более узкой сварочной дуги и сужения места проплавления. Чем более узкую зону надо получить, тем более острой должна быть заточка. Зажигать дугу на свариваемом металле не рекомендуется, чтобы не оплавлять и не загрязнять кончик электрода. Лучше эту операцию производить на вспомогательной угольной (графитовой) пластине.
Полярность процесса следует выбирать в зависимости от металла свариваемых деталей:
- Нержавеющие стали лучше сваривать на прямой полярности.
- Алюминий и его сплавы – на обратной или чаще на переменном токе. Это связано с тем, что когда катодом является деталь, из зоны сварки лучше удаляются тугоплавкие окисные плёнки, образующиеся на поверхности алюминия. Но когда катодом является деталь, появляется нестабильность пятна эмиссии т.
 к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.
к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.
 к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.
к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.Сварочную горелку с вольфрамовым электродом держат под углом около 80° ко шву назад к направлению движения. Присадочный пруток – впереди перпендикулярно электроду.
Между свариваемыми деталями должен быть зазор. Исключение – когда детали лежат на медной или стальной подложке. Аргон подаётся через сопло окружающее сварочный электрод.
В отличие от привычных движений зигзагом или полумесяцем, совершаемым электродом с покрытием, вольфрамовый ведут прямолинейно, не отклоняя от линии шва. Это нужно для того, чтобы участок расплавленного металла не вышел из зоны защищаемой аргоном. Скорость процесса сварки не должна быть высокой, чтобы аргон успевал проникать сквозь зазор между соединяемыми деталями к обратной стороне сварочного шва.
Важно поддерживать стабильное расстояние между электродом и деталью. Это необходимо для постоянного напряжения и тепловыделения сварочной дуги. От этого напрямую зависит размер участка проплавления, форма и качество сварочного шва.
Это необходимо для постоянного напряжения и тепловыделения сварочной дуги. От этого напрямую зависит размер участка проплавления, форма и качество сварочного шва.
Процесс необходимо начинать через 10 – 15 секунд после подачи аргона, чтобы расплавленный металл был гарантированно защищён от взаимодействия с кислородом воздуха.
По окончании процесса сварочный ток должен снижаться постепенно во избежание появления кратера в конце шва.
После погасания дуги аргон должен подаваться ещё 10 – 15 секунд до остывания металла ниже температуры активного окисления. При наличии возможности лучше заканчивать процесс сварки за пределами свариваемых деталей.
Наложение вертикальных швов производится снизу вверх. Сопло располагается наклонно ко шву так, чтобы струя аргона была направлена вверх. Присадочный пруток располагается выше сопла. По возможности следует организовывать защитные экраны, чтобы удерживать аргон в месте сварки.
Существует автоматическая сварка неплавящимся электродом. В этом варианте проволока из присадочного металла подаётся в зону сварки автоматически, а дуга между вольфрамовым электродом и деталью зажигается путём подачи импульса высокого напряжения.
В этом варианте проволока из присадочного металла подаётся в зону сварки автоматически, а дуга между вольфрамовым электродом и деталью зажигается путём подачи импульса высокого напряжения.
MIG – полуавтоматическая аргонодуговая сварка плавящимся электродом
Вместо вольфрамового электрода сквозь горелку осуществляется подача сварочной проволоки.
В автоматическом режиме перед зажиганием сварочной дуги, подаётся аргон аналогично процессу с неплавящимся электродом. Далее на проволоку подаётся напряжение, а сама проволока продвигается в зону начала шва. Происходит контакт, проволока разогревается, её конец обламывается и под напряжением, зажигается дуга. Длина дуги может регулироваться автоматически или путём саморегулирования. Сварка осуществляется на аналогичных режимах.
В конце шва постепенно прекращается подача напряжения, дуга гаснет, не оставляя кратера. После 10 – 15-секундной выдержки прекращается подача аргона.
В полуавтоматическом режиме рекомендуется зажечь дугу вне зоны сварки на вспомогательной детали, а потом перенести дугу к началу шва. Если это невозможно, сначала продуть горелку аргоном, а затем в защищённую зону проволоку под напряжением.
Если это невозможно, сначала продуть горелку аргоном, а затем в защищённую зону проволоку под напряжением.
В обоих случая аргонодуговой процесс требует помещения, защищённого от сквозняков, чтобы не нарушалась газовая защита расплавленного металла.
Для обеспечения процесса аргонодуговой сварки требуется определённый набор сварочного оборудования:
- Это источник тока, способный подавать постоянное, переменное и импульсное напряжение.
- Устройство для подачи сварочной проволоки.
- Горелка с соплом для подачи защитного газа.
- Баллон для аргона с газовым редуктором для понижения давления.
Перед началом процесса детали в зоне сварки надо зачистить от загрязнений и по возможности от окисных плёнок. По окончании – от брызг металла. Для этого в комплект оборудования входит металлическая щётка.
Преимущества и недостатки аргонодуговой сварки
К преимуществам следует отнести возможность сваривать металлы, теряющие свойства при контакте расплавленной зоны с кислородом воздуха.
Аргонная дуга – обладает относительно невысоким тепловыделением, зона проплавления получается узкой, поэтому свариваемые детали не коробит.
При правильном подборе сварочного режима расплавленный металл не разбрызгивается, шов получается аккуратным.
Аргон дешевле других инертных газов, имеет удельный вес больший, чем воздух, вследствие чего надёжно защищает участок сварки при нижнем расположении шва.
Недостатки
- Из недостатков следует отметить сложность процесса. Повышенные требования к квалификации персонала.
- В перечне достоинств упоминалась малая ширина зоны проплавления. Это же является недостатком, технологически усложняющем процесс.
- Специализированные источники питания, способные работать в импульсном режиме и подавать повышенное напряжение для зажигания дуги без контакта между электродом и деталью.
- Затруднённость или невозможность накладывать потолочные сварочные швы, т. к. аргон тяжелее воздуха и опускается вниз, оголяя защищаемую зону. Для качественных потолочных швов лучше использовать более дорогой гелий.
- Относительно высокое поверхностное натяжение на границе металл-газ, приводящее к концентрации напряжений и необходимости в некоторых случаях обрабатывать шов после сварки.

В целом при аргонодуговой сварке получается качественное и прочное соединение.
Сварочный процесс, использующий для нагревания электродугу с аргоном в виде защитной среды, получил название аргонодуговой сварки. Главная цель подачи инертного газа состоит в осуществлении защиты металлов от воздействия на них кислорода. В отдельных случаях бывает целесообразна замена аргона на гелий, однако, поскольку он имеет более высокую стоимость, аргонная сварка все же предпочтительнее. При этом принцип сварочных работ с защитной гелиевой средой аналогичен аргонодуговому принципу действия.
Особенности применения аргонной сварки
Данная технология сварки реализуется в двух схемах: посредством неплавящегося электрода и при помощи плавящихся металлических электродов. Первую из них чаще используют для работ с материалами толщинами от 0,1 мм, а вторую – при соединении заготовок от 2 мм и толще. Причем такое разграничение не является принципом аргонной сварки, оно скорее условность. Зачастую, если не требуется значительной производительности работ, изделия больших толщин соединяют также сваркой неплавящимися электродами швами в несколько проходов.
Атмосфера газовой защиты позволяет проведение аргонодуговой сварки неплавящимся электродом (вольфрамовым), расплавляя только основной материал толщиной в пределах 3 мм. Если необходимо усиление шва либо требуется заполнить разделку кромок деталей толще 3 мм, то применяют присадочные материалы. Это проволоки с присадочными прутками для аргонодуговой сварки, их подают в зону дуги со стороны с помощью специального механизма подачи либо вручную.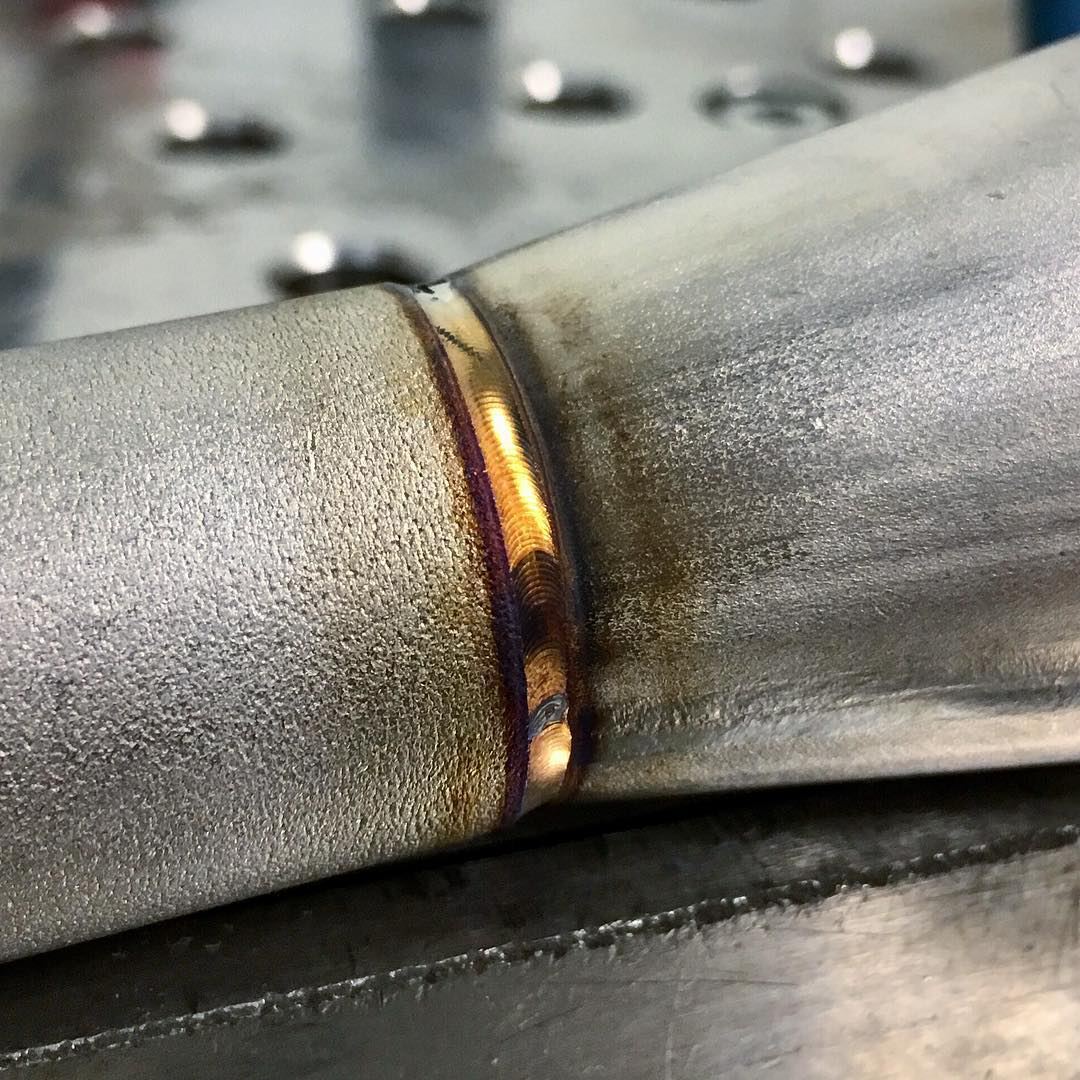
Аргонную сварку неплавящимися электродами проводят на прямой полярности постоянных токов. Они позволяют быстро зажигаться дуге с последующим устойчивым горением при незначительном напряжении. Возможно даже использование токов высокой плотности без значительного расхода электродов и сильного нагревания. Причем стойкость горения электродуги сохраняется на минимальных электротоках, чем объясняется способность аргоновой сварки соединять довольно тонкий листовой материал.
Обратная токовая полярность вызывает возрастание напряжения электродуги, а это снижает стойкость ее горения с усилением нагрева и ростом расходования электродов. Такие свойства дуги обратной полярности почти исключают ее использование в ходе ручной аргонодуговой сварки. Но эта дуга имеет одну важную технологическую особенность: ее воздействие способно очищать свариваемые кромки от загрязнений и поверхностных окислов. Данную операцию еще называют катодным распылением, в ходе которого поверхность изделия подвергается бомбардировке положительно заряженными частицами газа аргона. Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Они механическим способом устраняют пленку из окислов. Указанное свойство дуги обратной полярности особенно эффективно в аргонной сварке алюминия, магния, прочих склонных окисляться металлов и сплавов для активного разрушения поверхностной пленки.
Принцип аргонной сварки
Для питания электродуги в аргоне необходим переменный ток, получаемый от специального источника. Его схемой предусмотрено включение стабилизатора горения электродуги. Это особое электронное приспособление, способное подавать на дугу импульсы добавочного напряжения в период ее функционирования на обратной полярности тока. Наличием данного устройства в аппаратах аргонной сварки достигается устойчивость дуги на любой полярности при постоянстве тока и процесса образования шва.
Сварочные операции в аргонной среде неплавящимся электродом возможны как с применением присадок в виде проволоки для аргонодуговой сварки, так и без ее использования. Соединение материалов малых толщин встык либо по отбортовке производят без присадочных материалов. В сваривании аргоном высоколегированных сталей с использованием неплавящихся электродов в виде присадок применяют электродные проволоки со схожими с основным материалом химическими свойствами.
В сваривании аргоном высоколегированных сталей с использованием неплавящихся электродов в виде присадок применяют электродные проволоки со схожими с основным материалом химическими свойствами.
Технология аргонодуговой сварки основывается на возбуждении дуги, возникающей между поверхностью обрабатываемого элемента конструкции и электродом. Он размещается в устройстве проведения тока горелки для аргонной сварки в окружении керамического сопла. От действия электродуги в процессе плавления соединяемых кромок происходит образование общего расплава сварочной ванны. Нагнетаемый под давлением токоведущим устройством аппарата аргонодуговой сварки аргон вытесняет собой кислород. Таким образом осуществляется защита расплава ванной сварки от действия азота и окисления.
В этом виде сварочного процесса в дугу осуществляется подача присадочных металлов (прутков либо проволок), которые технологически свариваются с основными материалами. Подаваемые в область горения дуги присадки не включают в электроцепь. Особый уровень прочности получаемого шва, а также герметичность и долговечность конструкции обеспечиваются тем обстоятельством, что шов становится неотъемлемой частью единого с соединяемыми заготовками целого. В ходе обучения аргонодуговой сварке следует учитывать достижение сварочной зоной предельно высокой температуры. Это объясняется высокой концентрацией электродуги на ограниченной из-за сжатия поверхности.
Особый уровень прочности получаемого шва, а также герметичность и долговечность конструкции обеспечиваются тем обстоятельством, что шов становится неотъемлемой частью единого с соединяемыми заготовками целого. В ходе обучения аргонодуговой сварке следует учитывать достижение сварочной зоной предельно высокой температуры. Это объясняется высокой концентрацией электродуги на ограниченной из-за сжатия поверхности.
Возбуждение электродуги при сваривании неплавящимися электродами невозможно от касания к поверхности детали. Отчасти это объясняется значительным потенциалом ионизации аргона, что существенно осложняет этот процесс для дугового промежутка при прохождении искры между деталью и электродом. Помимо этого, от соприкосновения с изделием электрод из вольфрама способен активно оплавляться, загрязняясь. Поэтому принципом работы аргонной сварки предусмотрено одновременное присоединение особого приспособления (осциллятора) к источнику питающего тока. Посредством осциллятора осуществляется передача на электроды импульсов высокой частоты. Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Высоковольтные импульсы, насыщая ионами промежуток дуги, способствуют возбуждению дуги с пуском тока. Работая на переменных токах, осциллятор после возбуждения дуги входит в фазу стабилизации, проводя передачу импульсов лишь в случаях изменения полярности тока. Его работа предупреждает деионизацию промежутка дуги с обеспечением ее устойчивого горения.
Технология аргонодуговой сварки
Сварочные процессы, требующие применения аргона, проводят как в механизированном, так и ручном режимах аргонодуговой сварки. Последний предполагает нахождение сварочной горелки с присадочным металлом в руках проводящего сварку, в противном случае перемещение того и другого осуществляется автоматически. Операция ручной сварки, имея свои отличительные особенности, производится без совершения колебательных действий горелкой для аргонодуговой сварки. Это могло бы нарушить защиту зоны сваривания. Угол между поверхностью заготовки и горелкой не может превышать 80º, а между элементом конструкции и присадочным материалом находиться в пределах 20º. В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
В сваривании неплавящимся электродом режим подбирается с учетом химических характеристик и толщин соединяемых элементов конструкции.
Ряд случаев, связанных с обработкой коррозионностойких сталей или алюминия, требуют использования установок аргонодуговой сварки с помощью плавящихся электродов. Хотя масштабы применения данного способа производства значительно уступают обработке неплавящимся электродом. Нормальный ход сварочного процесса с помощью плавящихся электродов в аргонной атмосфере с получением швов должного качества достигается применением токов довольно высокой плотности. В таком случае переносимый с электрода расплав металла приобретает мелкокапельный и даже струйный вид, когда от электромагнитных сил расплавленные капли, быстро двигаясь, соединяются в одну струю жидкого металлического расплава. Этот перенос электродного металла создает глубокое проплавление основного материала заготовки с образованием шва хорошей плотности. Причем его поверхность получается чистой и достаточно ровной, а разбрызгивание металлов оборудованием для аргонодуговой сварки остается в допустимых объемах.
Необходимость использования токов большой плотности в сварочном процессе с плавящимися электродами обусловила использование сварочной проволоки небольших диаметров на высокой скорости ее подачи в зону электродуги. Требуемый режим способна обеспечить лишь автоматизированная подача. Причем электрические характеристики дуги во многом определяются существованием в ее столбе ионизированных частиц металла анода, образующихся из-за испарения электрода. Такая электродуга обратной полярности в сварке плавящимися электродами обладает стойким горением, обеспечивая должное образование шва, высокие скорость расправления проволок с производительностью сварочного процесса.
Аргонный способ сварки активно используют при изготовлении конструкций из легких металлов и тугоплавких сплавов, а также в аргонодуговой сварке сталей. В последнем случае эффективно смешивание аргона с другими горючими газами (углекислым с кислородом). В данной смеси электродуга обладает лучшими технологическими качествами, обеспечивающими ее устойчивое горение с должным формированием шва.
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов. Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.

При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.

Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:
Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15 о до 30 о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90 о .
Проволока должна всегда располагаться перед горелкой под небольшим углом от 15 о до 30 о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90 о .
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Преимущества технологии
Сварка в среде аргона имеет ряд преимуществ, которые позволяют использовать эту технологию во многих ситуациях, где другие виды сварочных работ невозможны. Среди них характерными преимуществами являются:
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.

Оборудование для аргонодуговой сварки
Разные режимы технологии аргонодуговой сварки предполагают использование оборудования, имеющего различные принципы работы и устройства.
Аппараты для соединения деталей с помощью дуги в аргонной среде подразделяются на специальные и универсальные устройства:
- Сварочные трансформаторные устройства работают на использовании переменного тока.
- Аппараты, играющие функцию выпрямителей и генераторов, служат для обеспечения выпрямленного (постоянного) тока при выполнении сварочных работ.
- Универсальные аппараты предназначены для сварочных работ, как на постоянном, так и на переменном характере тока.
Наиболее востребованным является аппарат универсального действия. К таким устройствам относятся инверторы.
Аппараты для ручной сварки с использованием вольфрамового электрода обязательно содержат в комплекте горелку, а также трансформаторы для преобразования тока из переменного в постоянный ток, стабилизаторы напряжения и устройства для розжига дуги.
Аппараты для работы в автоматическом режиме должны включать устройства для управления сварочным процессом и подачей защитного газа.
Сварщица Александра Ивлева о возможностях металла и своем призвании — Wonderzine
Работа сварщика действительно физически непростая. Видите мой бицепс? Я не качаю руки в спортзале, я там только бегаю на тренажерах. Со сваркой поработаешь — и руки сами накачиваются. Бывает, мне мужчины говорят, ничего себе у тебя бицепс. Взять ту же болгарку и ею полчаса что-нибудь почистить: держать ее непросто, она хорошо вибрирует и весит соответствующе. Для среднестатистической женщины, работа которой не связана с физическим трудом, это было бы сложно. Для меня — нормально: я могу взять железку и понести ее, если она для меня подъемная, набрать железо и сама потащить. Ведь когда ты занимаешься любимым делом, не возникает вопроса — тяжело это или нет.
Сегодня не модно быть токарем, сварщиком, сантехником — людьми, которые делают что-то руками. Вокруг сплошные менеджеры и управляющие: круто сидеть в чистом пиджаке на красивом стуле. Думаю, через какое-то время это изменится. Я считаю, каждый человек находится на своем месте, быть может, я своим примером смогу улучшить имидж этой профессии. Очень бы хотелось, чтобы работа сварщика считалась престижной. Притом что в нашей сфере есть своя элита — те, кто занимается аргоновой сваркой: сваривают автомобили, самолеты и всякие суперответственные конструкции. Такие специалисты хорошо зарабатывают.
Вокруг сплошные менеджеры и управляющие: круто сидеть в чистом пиджаке на красивом стуле. Думаю, через какое-то время это изменится. Я считаю, каждый человек находится на своем месте, быть может, я своим примером смогу улучшить имидж этой профессии. Очень бы хотелось, чтобы работа сварщика считалась престижной. Притом что в нашей сфере есть своя элита — те, кто занимается аргоновой сваркой: сваривают автомобили, самолеты и всякие суперответственные конструкции. Такие специалисты хорошо зарабатывают.
Я бы хотела стать лицом бренда, производящего сварочное оборудование. В профильной рекламе регулярно снимают женщин, на них надевают сварочные костюмы, но сами они, естественно, сваркой не занимаются — так, обычные модели. Почему бы не сфотографировать меня, я ведь настоящая сварщица. Я знаю очень мало девушек, работающих со сваркой. Недавно нашла во «ВКонтакте» женщину лет пятидесяти пяти, она скупает всякие кованые элементы и сваривает из них розочки, цветочки, лебедей. Изучила ее страницу, там дети пишут: «Вот мама дает! На старости лет решила сваркой заняться». А женщине ведь просто интересно. Знаю еще, что в США есть художница, которая ваяет огромные скульптуры из металлического мусора. Но вообще я больше сварщиц не встречала.
А женщине ведь просто интересно. Знаю еще, что в США есть художница, которая ваяет огромные скульптуры из металлического мусора. Но вообще я больше сварщиц не встречала.
Каждый год я хожу на Международную выставку сварочного оборудования Weldex, несколько раз даже участвовала в их конкурсе «Мисс сварка», там дают одноименный титул. Так вот, из всех участниц я всегда была единственной, кто так много варит. Обычно девушки занимаются ювелиркой, кто-то работает технологом сварочного производства, а другие просто менеджеры в сварочной компании.
Аргонная или аргоновая как правильно
О языках и технологиях
Ну как тут не подвиснуть?
Найдено Яндексом / спрашивалось у Яндекса за последний месяц:
- аргоннодуговая сварка — 4.000 /150
- аргонодуговая сварка — 267.000/ 5.159
- аргонно-дуговая сварка — 181.000 / 2.341 (раздельно)
- аргоно-дуговая сварка — 71.000 / 692 (раздельно)
А есть ещё словосочетания аргоноплазменная абляция, аргоноплазменная коагуляция, в написании которых я тоже не уверен.
Слитно или раздельно? Орфографический словарь-справочник. — М.: Русский язык . Б. З. Букчина, Л. П. Какалуцкая . 1998 .
Смотреть что такое «аргонодуговой» в других словарях:
аргонодуговой — прил., кол во синонимов: 3 • аргонно дуговой (1) • аргонный (2) • аргоновый (2) … Словарь синонимов
аргонодуговой — аргонодугово/й … Слитно. Раздельно. Через дефис.
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
5.917 — ГОСТ 5.917 < 71>Горелки ручные для аргонодуговой сварки типов РГА 150 и РГА 400. Требования к качеству аттестованной продукции. ОКС: 25.160.30 КГС: В05 Сварка и резка металлов. Пайка, клепка Действие: С 01.07.71 Текст документа: ГОСТ 5.917… … Справочник ГОСТов
аргонный — аргонодуговой, аргоновый Словарь русских синонимов. аргонный прил., кол во синонимов: 2 • аргоновый (2) • … Словарь синонимов
аргонный прил., кол во синонимов: 2 • аргоновый (2) • … Словарь синонимов
Сварочный инвертор — Сварочный инвертор это один из видов источника питания сварочной дуги. Основной принцип действия всех сварочных источников обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного… … Википедия
Молибденовые сплавы — сплавы на основе молибдена; используются главным образом как жаропрочные конструкционные материалы. Детали из М. с. длительно работают в вакууме при температурах до 1800 °С; кратковременно (до 5 мин) могут работать в продуктах сгорания… … Большая советская энциклопедия
МОЛИБДЕНА СПЛАВЫ — относятся к жаропрочным сплавам. Отличаются высокими модулями упругости и сдвига, прочностью, жаропрочностью, коррозионной стойкостью в расплавах и парах щелочных металлов. Обладают низким сопротивлением окислению на воздухе и в окислит. средах… … Химическая энциклопедия
НИОБИЯ СПЛАВЫ — обладают высокой мех. прочностью и жаропрочностью при 800 1300 °С, стойкостью во мн. разб. к тах, расплавах щелочных и др. легкоплавких металлов, хорошей свариваемостью аргонодуговой или электроннолучевой сваркой; тугоплавки (т. пл. 2400… … Химическая энциклопедия
ТАНТАЛА СПЛАВЫ — Обладают достаточно высокой мех. прочностью и жаропрочностью до 1500 1650 °С, низким коэф. термич. расширения, стойки в р рах мн. к т, расплавах щелочных и др. легкоплавких металлов, хорошо свариваются аргонодуговой и электроннолучевой… … Химическая энциклопедия
Аргонный
⇒ Гласные буквы в слове:
гласные выделены красным
гласными являются: а, о, ы
общее количество гласных: 3 (три)
ударная гласная выделена знаком ударения « ́ »
ударение падает на букву: о
безударные гласные выделены пунктирным подчеркиванием « »
безударными гласными являются: а, ы
общее количество безударных гласных: 2 (две)
⇒ Согласные буквы в слове:
а р г о н н ы й
согласные выделены зеленым
согласными являются: р, г, н, н, й
общее количество согласных: 5 (пять)
а р г о н н ы й
звонкие согласные выделены одинарным подчеркиванием « »
звонкими согласными являются: р, г, н, н, й
общее количество звонких согласных: 5 (пять)
Аргон — Argon — qaz.
 wiki Эта статья о химическом элементе. Для использования в других целях, см Аргон (значения) .
wiki Эта статья о химическом элементе. Для использования в других целях, см Аргон (значения) .Химический элемент с атомным номером 18
Химический элемент с атомным номером 18
| Аргон | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Произношение | ɡ ɒ п / | ||||||||||||||
| Внешность | бесцветный газ, имеющий лилово-лиловое свечение при помещении в электрическое поле | ||||||||||||||
| Стандартный атомный вес A r, std (Ar) | [ 39,792 , 39.963 ] условный: 39,95 | ||||||||||||||
| Аргон в периодической таблице | |||||||||||||||
| Атомный номер ( Z ) | 18 | ||||||||||||||
| Группа | группа 18 (благородные газы) | ||||||||||||||
| Период | период 3 | ||||||||||||||
| Блокировать | p-блок | ||||||||||||||
| Электронная конфигурация | [ Ne ] 3s 2 3p 6 | ||||||||||||||
| Электронов на оболочку | 2, 8, 8 | ||||||||||||||
| Физические свойства | |||||||||||||||
| Фаза на СТП | газ | ||||||||||||||
| Температура плавления | 83,81 К (-189,34 ° С, -308,81 ° F) | ||||||||||||||
| Точка кипения | 87,302 К (-185,848 ° С, -302,526 ° F) | ||||||||||||||
| Плотность (при СТП) | 1,784 г / л | ||||||||||||||
| в жидком состоянии (при bp ) | 1,3954 г / см 3 | ||||||||||||||
| Тройная точка | 83,8058 К, 68,89 кПа | ||||||||||||||
| Критическая точка | 150,687 К, 4,863 МПа | ||||||||||||||
| Теплота плавления | 1,18 кДж / моль | ||||||||||||||
| Теплота испарения | 6,53 кДж / моль | ||||||||||||||
| Молярная теплоемкость | 20,85 Дж / (моль · К) | ||||||||||||||
Давление газа
| |||||||||||||||
| Атомные свойства | |||||||||||||||
| Состояния окисления | 0 | ||||||||||||||
| Электроотрицательность | Шкала Полинга: нет данных | ||||||||||||||
| Энергии ионизации |
| ||||||||||||||
| Ковалентный радиус | 106 ± 10 часов вечера | ||||||||||||||
| Радиус Ван-дер-Ваальса | 188 вечера | ||||||||||||||
| Спектральные линии аргона | |||||||||||||||
| Другие свойства | |||||||||||||||
| Естественное явление | изначальный | ||||||||||||||
| Кристальная структура | гранецентрированная кубическая (ГЦК) | ||||||||||||||
| Скорость звука | 323 м / с (газ, при 27 ° C) | ||||||||||||||
| Теплопроводность | 17,72 × 10 — 3 Вт / (м · К) | ||||||||||||||
| Магнитный заказ | диамагнитный | ||||||||||||||
| Магнитная восприимчивость | −19,6 · 10 −6 см 3 / моль | ||||||||||||||
| Количество CAS | 7440-37-1 | ||||||||||||||
| История | |||||||||||||||
| Открытие и первая изоляция | Лорд Рэлей и Уильям Рамзи (1894) | ||||||||||||||
| Основные изотопы аргона | |||||||||||||||
| 36 Ar и 38 Содержание Ar в природных образцах может достигать 2,07% и 4,3% соответственно.  40 40 Остаток в таких случаях составляет Ar , содержание которого может составлять всего 93,6%. | |||||||||||||||
| Категория: Аргон | Рекомендации | |||||||||||||||

Аргон — это химический элемент с символом Ar и атомным номером 18. Он находится в 18-й группе периодической таблицы и является благородным газом . Аргон является третьим по содержанию газом в атмосфере Земли , его содержание составляет 0,934% (9340 ppmv ). Его более чем в два раза больше, чем водяного пара (в среднем около 4000 ppmv, но сильно варьируется), в 23 раза больше, чем у углекислого газа (400 ppmv), и более чем в 500 раз больше, чем у неона (18 ppmv). Аргон — самый распространенный благородный газ в земной коре, составляющий 0,00015% коры.
Почти все аргона в атмосфере Земли является радиогенный аргон-40 , полученный от распада на калий-40 в земной коре. Во Вселенной аргон-36 на сегодняшний день является наиболее распространенным изотопом аргона , так как он наиболее легко образуется при звездном нуклеосинтезе в сверхновых .
Название «аргон» происходит от греческого слова ἀργόν , среднего единственного числа от ἀργός, означающего «ленивый» или «неактивный», как указание на тот факт, что элемент почти не вступает в химические реакции. Полный октет (восемь электронов) во внешней оболочке атома делает аргон стабильным и устойчивым к связыванию с другими элементами. Его температура тройной точки 83,8058 К является определяющей фиксированной точкой по Международной температурной шкале 1990 года .
Аргон получают промышленно с помощью фракционной перегонки из жидкого воздуха . Аргон в основном используется в качестве инертного защитного газа при сварке и других высокотемпературных промышленных процессах, где обычно инертные вещества становятся реактивными; например, в графитовых электрических печах используется атмосфера аргона для предотвращения горения графита. Аргон также используется в лампах накаливания , люминесцентном освещении и других газоразрядных трубках. Аргон создает отличительный сине-зеленый газовый лазер . Аргон также используется в стартерах люминесцентного свечения.
Аргон создает отличительный сине-зеленый газовый лазер . Аргон также используется в стартерах люминесцентного свечения.
Характеристики
Небольшой кусочек быстро плавящегося твердого аргонаАргон имеет примерно такую же растворимость в воде, как кислород, и в 2,5 раза более растворим в воде, чем азот . Аргон не имеет цвета, запаха, негорючего вещества и нетоксичен как твердое вещество, жидкость или газ. Аргон химически инертен в большинстве условий и не образует подтвержденных стабильных соединений при комнатной температуре.
Хотя аргон является благородным газом , он может образовывать некоторые соединения в различных экстремальных условиях. Продемонстрирован фторгидрид аргона (HArF), соединение аргона с фтором и водородом , которое стабильно ниже 17 К (-256,1 ° C; -429,1 ° F). Хотя нейтральные химические соединения аргона в основном состоянии в настоящее время ограничиваются HArF, аргон может образовывать клатраты с водой, когда атомы аргона захватываются решеткой молекул воды. Ионы , такие как ArH +
Ионы , такие как ArH +
, и комплексы в возбужденном состоянии , такие как ArF. Теоретический расчет предсказывает еще несколько соединений аргона, которые должны быть стабильными, но еще не синтезированы.
История
A: пробирка, B: разбавленная щелочь, C: U-образная стеклянная трубка, D: платиновый электродАргон ( греч. Ἀργόν , средняя форма единственного числа от ἀργός, что означает «ленивый» или «неактивный») назван в связи с его химической неактивностью. Это химическое свойство этого первого открытого благородного газа произвело впечатление на авторов названий. Генри Кавендиш подозревал, что инертный газ является компонентом воздуха в 1785 году.
Аргон был впервые выделен из воздуха в 1894 году лордом Рэли и сэром Уильямом Рамзи в Университетском колледже Лондона путем удаления кислорода , углекислого газа , воды и азота из образца чистого воздуха. Они впервые достигли этого, повторив эксперимент Генри Кавендиша . Они захватили смесь атмосферного воздуха с дополнительным кислородом в пробирке (A) вверх ногами над большим количеством разбавленного раствора щелочи (B), который в первоначальном эксперименте Кавендиша представлял собой гидроксид калия, и пропустили ток через провода, изолированные U-образные стеклянные трубки (CC), которые герметично закрываются вокруг электродов из платиновой проволоки, оставляя концы проволоки (DD) открытыми для газа и изолированными от раствора щелочи. Дуга питалась от батареи из пяти ячеек Гроува и катушки Румкорфа среднего размера. Щелочь поглощала оксиды азота, образующиеся при дуге, а также диоксид углерода. Они включали дугу до тех пор, пока уменьшение объема газа не прекращалось в течение по крайней мере часа или двух, а спектральные линии азота не исчезали при исследовании газа. Оставшийся кислород прореагировал с щелочным пирогаллатом, оставив после себя явно нереактивный газ, который они назвали аргоном.
Они захватили смесь атмосферного воздуха с дополнительным кислородом в пробирке (A) вверх ногами над большим количеством разбавленного раствора щелочи (B), который в первоначальном эксперименте Кавендиша представлял собой гидроксид калия, и пропустили ток через провода, изолированные U-образные стеклянные трубки (CC), которые герметично закрываются вокруг электродов из платиновой проволоки, оставляя концы проволоки (DD) открытыми для газа и изолированными от раствора щелочи. Дуга питалась от батареи из пяти ячеек Гроува и катушки Румкорфа среднего размера. Щелочь поглощала оксиды азота, образующиеся при дуге, а также диоксид углерода. Они включали дугу до тех пор, пока уменьшение объема газа не прекращалось в течение по крайней мере часа или двух, а спектральные линии азота не исчезали при исследовании газа. Оставшийся кислород прореагировал с щелочным пирогаллатом, оставив после себя явно нереактивный газ, который они назвали аргоном.
Перед тем как изолировать газ, они определили, что азот, полученный из химических соединений, на 0,5% легче азота из атмосферы. Разница была небольшой, но достаточно важной, чтобы привлекать их внимание на многие месяцы. Они пришли к выводу, что в воздухе есть еще один газ, смешанный с азотом. Аргон также был обнаружен в 1882 году в ходе независимых исследований Х. Ф. Ньюолла и У. Н. Хартли. Каждый наблюдал новые линии в спектре излучения воздуха, которые не соответствовали известным элементам.
Разница была небольшой, но достаточно важной, чтобы привлекать их внимание на многие месяцы. Они пришли к выводу, что в воздухе есть еще один газ, смешанный с азотом. Аргон также был обнаружен в 1882 году в ходе независимых исследований Х. Ф. Ньюолла и У. Н. Хартли. Каждый наблюдал новые линии в спектре излучения воздуха, которые не соответствовали известным элементам.
До 1957 года символ аргона был «A», но теперь это «Ar».
Вхождение
Аргон составляет 0,934% по объему и 1,288% по массе атмосферы Земли , а воздух является основным промышленным источником продуктов очищенного аргона. Аргон выделяют из воздуха фракционированием, чаще всего криогенной фракционной перегонкой , процессом, который также производит очищенный азот , кислород , неон , криптон и ксенон . Земная кора и морская вода содержат 1,2 и 0,45 частей на миллион аргона соответственно.
Изотопы
Основными изотопами аргона, обнаруженными на Земле, являются: 40
Ar (99,6%), 36
Ar (0,34%) и 38
Ar (0,06%). Встречающиеся в природе 40
Встречающиеся в природе 40
K с периодом полураспада 1,25 × 10 9 лет распадается до стабильной 40
Ar (11,2%) путем захвата электронов или эмиссии позитронов , а также до стабильной 40
Ca (88,8%) при бета-распаде . Эти свойства и соотношения используются для определения возраста пород методом K – Ar датирования .
В атмосфере Земли, 39
Ar создается в результате активности космических лучей , в первую очередь нейтронного захвата 40
Ar с последующей двухнейтронной эмиссией. В среде подповерхностного, также производится путем захвата нейтронов с помощью 39
K с последующим испусканием протонов. 37
Ar создается из захвата нейтронов с помощью 40
Са с последующим испусканием альфа-частиц в результате подземных ядерных взрывов . Период полувыведения составляет 35 дней.
Период полувыведения составляет 35 дней.
В разных местах Солнечной системы изотопный состав аргона сильно различается. Если основным источником аргона является распад 40
K в породах, 40
Ar будет доминирующим изотопом, как и на Земле. В аргоне, образующемся непосредственно в результате звездного нуклеосинтеза , преобладает нуклид альфа-процесса. 36
Ar . Соответственно, в солнечном аргоне содержится 84,6% 36
Ar (согласно измерениям солнечного ветра ), а соотношение трех изотопов 36 Ar: 38 Ar: 40 Ar в атмосферах внешних планет составляет 8400: 1600: 1. Это контрастирует с низким содержанием первичных 36
Ar в атмосфере Земли, который составляет всего 31,5 ppmv (= 9340 ppmv × 0,337%), что сравнимо с неоном (18,18 ppmv) на Земле и с межпланетными газами, измеренными зондами .
Атмосфера Марса , Меркурия и Титана (крупнейшего спутника Сатурна ) содержит аргон, преимущественно в виде 40
Ar , а его содержание может достигать 1,93% (Mars).
Преобладание радиогенных 40
Ar является причиной того, что стандартный атомный вес земного аргона больше, чем у следующего элемента, калия , факт, который озадачил, когда аргон был открыт. Менделеев расположил элементы в своей периодической таблице в порядке атомного веса, но инертность аргона предполагала размещение элементов перед химически активным щелочным металлом . Генри Мозли позже решил эту проблему, показав, что периодическая таблица на самом деле расположена в порядке атомных номеров (см. Историю периодической таблицы ).
Соединения
Полный октет электронов аргона указывает на полные s- и p-подоболочки. Эта оболочка с полной валентностью делает аргон очень стабильным и чрезвычайно устойчивым к связыванию с другими элементами. До 1962 года аргон и другие благородные газы считались химически инертными и неспособными образовывать соединения; однако с тех пор были синтезированы соединения более тяжелых благородных газов. Первое соединение аргона с пентакарбонилом вольфрама, W (CO) 5 Ar, было выделено в 1975 году. Однако в то время оно не было широко признано. В августе 2000 года еще одно соединение аргона, фторгидрид аргона (HArF), было образовано исследователями из Университета Хельсинки , направив ультрафиолетовый свет на замороженный аргон, содержащий небольшое количество фтороводорода с иодидом цезия . Это открытие вызвало осознание того, что аргон может образовывать слабосвязанные соединения, хотя и не первое. Он стабилен до 17 градусов Кельвина с (-256 ° С). Метастабильной ArCF 2+
Первое соединение аргона с пентакарбонилом вольфрама, W (CO) 5 Ar, было выделено в 1975 году. Однако в то время оно не было широко признано. В августе 2000 года еще одно соединение аргона, фторгидрид аргона (HArF), было образовано исследователями из Университета Хельсинки , направив ультрафиолетовый свет на замороженный аргон, содержащий небольшое количество фтороводорода с иодидом цезия . Это открытие вызвало осознание того, что аргон может образовывать слабосвязанные соединения, хотя и не первое. Он стабилен до 17 градусов Кельвина с (-256 ° С). Метастабильной ArCF 2+
2 дикатион, который валентное изоэлектронный с карбонильным фторидом и фосген , наблюдались в 2010 году Аргона-36 , в виде гидрида аргона ( argonium ) ионы, было обнаружено в межзвездной среде , связанную с Крабовидной туманностью сверхновой ; это была первая молекула благородного газа, обнаруженная в космосе .
Твердый гидрид аргона (Ar (H 2 ) 2 ) имеет ту же кристаллическую структуру, что и фаза Лавеса MgZn 2 . Он образуется при давлениях от 4,3 до 220 ГПа, хотя измерения комбинационного рассеяния показывают, что молекулы H 2 в Ar (H 2 ) 2 диссоциируют выше 175 ГПа.
Производство
Промышленное
Аргон получают промышленно с помощью фракционной перегонки из жидкого воздуха в криогенной сепарации воздуха блока; процесс, который отделяет жидкий азот , который кипит при 77,3 К, от аргона, который кипит при 87,3 К, и жидкого кислорода , который кипит при 90,2 К. Ежегодно во всем мире производится около 700 000 тонн аргона.
В радиоактивных распадах
40 Ar , самый распространенный изотоп аргона, образуется при распаде 40 K с периодом полураспада 1,25 × 10 9 лет в результате захвата электронов или эмиссии позитронов . По этой причине его используют при калий-аргонном датировании для определения возраста горных пород.
Приложения
Баллоны с газообразным аргоном для пожаротушения без повреждения серверного оборудованияАргон обладает несколькими желательными свойствами:
- Аргон — химически инертный газ .
- Аргон — самая дешевая альтернатива, когда азот недостаточно инертен.
- Аргон обладает низкой теплопроводностью .
- Аргон обладает электронными свойствами (ионизацией и / или спектром излучения), желательными для некоторых приложений.
Другие благородные газы также подходят для большинства этих применений, но аргон, безусловно, самый дешевый. Аргон стоит недорого, поскольку он естественным образом встречается в воздухе и легко получается как побочный продукт криогенного разделения воздуха при производстве жидкого кислорода и жидкого азота : основные компоненты воздуха используются в больших промышленных масштабах. Другие благородные газы (кроме гелия ) также производятся таким образом, но аргон, безусловно, является наиболее распространенным. Основная часть применений аргона возникает просто потому, что он инертен и относительно дешев.
Промышленные процессы
Аргон используется в некоторых высокотемпературных промышленных процессах, где обычно нереактивные вещества становятся реактивными. Например, в графитовых электрических печах используется атмосфера аргона для предотвращения горения графита.
Для некоторых из этих процессов присутствие газов азота или кислорода может вызвать дефекты в материале. Аргон используется в некоторых типах дуговой сварки, таких как газовая дуговая сварка металлическим электродом и газовая дуговая сварка вольфрамом , а также при обработке титана и других реактивных элементов. Атмосфера аргона также используется для выращивания кристаллов кремния и германия .
Аргон используется в птицеводстве для удушения птиц, либо для массовой выбраковки после вспышек болезней, либо в качестве более гуманного средства убоя, чем электрическое оглушение . Аргон плотнее воздуха и вытесняет кислород близко к земле во время удушья инертным газом . Его инертная природа делает его пригодным в пищевом продукте, а поскольку он заменяет кислород в мертвой птице, аргон также увеличивает срок хранения.
Аргон плотнее воздуха и вытесняет кислород близко к земле во время удушья инертным газом . Его инертная природа делает его пригодным в пищевом продукте, а поскольку он заменяет кислород в мертвой птице, аргон также увеличивает срок хранения.
Иногда аргон используется для тушения пожаров, когда ценное оборудование может быть повреждено водой или пеной.
Научное исследование
Жидкий аргон используется в качестве мишени для нейтринных экспериментов и прямых поисков темной материи . Взаимодействие между гипотетическими WIMP и ядром аргона производит сцинтилляционный свет, который регистрируется фотоумножителями . Двухфазные детекторы, содержащие газообразный аргон, используются для обнаружения ионизированных электронов, образующихся во время рассеяния WIMP-ядра. Как и большинство других сжиженных благородных газов, аргон имеет высокий сцинтилляционный световыход (около 51 фотон / кэВ), прозрачен для собственного сцинтилляционного света и относительно легко очищается. По сравнению с ксеноном , аргон дешевле и имеет отчетливый временной профиль сцинтилляции, который позволяет отделить электронные отдачи от ядерных. С другой стороны, его собственный фон бета-лучей больше из-за 39
Загрязнение аргоном , если не использовать аргон из подземных источников, в котором гораздо меньше 39
Загрязнение Ar . Большая часть аргона в атмосфере Земли была произведена электронным захватом долгоживущих 40
K ( 40
К + е — → 40
Ar + ν), присутствующий в природном калии на Земле. В 39
Активность аргона в атмосфере поддерживается за счет космогенного образования за счет реакции нокаута. 40
Ar (n, 2n) 39
Ar и подобные реакции. Период полураспада 39
Ар всего 269 лет. В результате подземный Ar, защищенный камнями и водой, имеет гораздо меньше 39
Загрязнение Ar . Детекторы темной материи, в настоящее время работающие с жидким аргоном, включают DarkSide , WArP , ArDM , microCLEAN и DEAP . Эксперименты с нейтрино включают ICARUS и MicroBooNE , в обоих из которых используется жидкий аргон высокой чистоты в камере временной проекции для получения детализированного трехмерного изображения взаимодействий нейтрино.
Детекторы темной материи, в настоящее время работающие с жидким аргоном, включают DarkSide , WArP , ArDM , microCLEAN и DEAP . Эксперименты с нейтрино включают ICARUS и MicroBooNE , в обоих из которых используется жидкий аргон высокой чистоты в камере временной проекции для получения детализированного трехмерного изображения взаимодействий нейтрино.
В Университете Линчёпинга, Швеция, инертный газ используется в вакуумной камере, в которую вводится плазма для ионизации металлических пленок. В результате этого процесса получается пленка, которую можно использовать для производства компьютерных процессоров. Новый процесс устранит необходимость в химических ваннах и использовании дорогих, опасных и редких материалов.
Консервант
Образец цезия упаковывают под аргоном, чтобы избежать реакции с воздухом. Аргон используется для вытеснения воздуха, содержащего кислород и влагу, в упаковочном материале, чтобы продлить срок хранения содержимого (аргон имеет европейский код пищевой добавки E938). Воздушное окисление, гидролиз и другие химические реакции, приводящие к разложению продуктов, замедляются или полностью предотвращаются. Химические вещества высокой чистоты и фармацевтические препараты иногда упаковываются и запечатываются в аргоне.
Воздушное окисление, гидролиз и другие химические реакции, приводящие к разложению продуктов, замедляются или полностью предотвращаются. Химические вещества высокой чистоты и фармацевтические препараты иногда упаковываются и запечатываются в аргоне.
В виноделии аргон используется в различных сферах деятельности, чтобы создать барьер против кислорода на поверхности жидкости, который может испортить вино, подпитывая как микробный метаболизм (как в случае с бактериями уксусной кислоты ), так и стандартный окислительно-восстановительный химический процесс .
Иногда аргон используется в качестве пропеллента в аэрозольных баллончиках.
Аргон также используется в качестве консерванта для таких продуктов, как лак , полиуретан и краска, путем вытеснения воздуха для подготовки емкости для хранения.
С 2002 года Американский национальный архив хранит важные национальные документы, такие как Декларация независимости и Конституция, в заполненных аргоном ящиках, чтобы предотвратить их разложение. Аргон предпочтительнее гелия, который использовался в предыдущие пять десятилетий, потому что газообразный гелий выходит через межмолекулярные поры в большинстве контейнеров и должен регулярно заменяться.
Аргон предпочтительнее гелия, который использовался в предыдущие пять десятилетий, потому что газообразный гелий выходит через межмолекулярные поры в большинстве контейнеров и должен регулярно заменяться.
Лабораторное оборудование
Аргон может использоваться в качестве инертного газа в линиях Шленка и перчаточных боксах . Аргон предпочтительнее менее дорогого азота в тех случаях, когда азот может реагировать с реагентами или аппаратом.
Аргон можно использовать в качестве газа-носителя в газовой хроматографии и масс-спектрометрии с ионизацией электрораспылением ; это предпочтительный газ для плазмы, используемой в спектроскопии ICP . Аргон предпочтителен для нанесения покрытий на образцы для сканирующей электронной микроскопии . Газообразный аргон также обычно используется для напыления тонких пленок в микроэлектронике и для очистки пластин в микротехнологиях .
Медицинское использование
В процедурах криохирургии , таких как криоабляция, используется жидкий аргон для разрушения тканей, например раковых клеток. Он используется в процедуре, называемой «коагуляция с усилением аргона», в форме электрохирургии аргоновой плазмой . Процедура сопряжена с риском газовой эмболии и привела к смерти как минимум одного пациента.
Он используется в процедуре, называемой «коагуляция с усилением аргона», в форме электрохирургии аргоновой плазмой . Процедура сопряжена с риском газовой эмболии и привела к смерти как минимум одного пациента.
Лазеры на синем аргоне используются в хирургии для сварки артерий, разрушения опухолей и коррекции дефектов глаз.
Аргон также использовался экспериментально для замены азота в смеси для дыхания или декомпрессии, известной как Argox , для ускорения удаления растворенного азота из крови.
Освещение
Лампы накаливания заполнены аргоном, чтобы предохранить нити от окисления при высокой температуре. Он используется для определенного способа ионизации и излучения света, например, в плазменных шарах и калориметрии в экспериментальной физике элементарных частиц . Газоразрядные лампы, наполненные чистым аргоном, излучают сиреневый / фиолетовый свет; с аргоном и немного ртути, синий свет. Аргон также используется в синих и зеленых аргон-ионных лазерах .
Разное использование
Аргон используется для теплоизоляции в энергосберегающих окнах . Аргон также используется в техническом подводном плавании с аквалангом для надувания сухого костюма, поскольку он инертен и имеет низкую теплопроводность.
Аргон используется в качестве топлива при разработке магнитоплазменной ракеты с переменным удельным импульсом (VASIMR). Сжатый газ аргон расширяется для охлаждения головок ГСН некоторых версий ракеты AIM-9 Sidewinder и других ракет, в которых используются охлаждаемые головки ГСН. Газ хранится под высоким давлением .
Аргон-39 с периодом полураспада 269 лет использовался для ряда применений, в первую очередь для датирования ледяных кернов и грунтовых вод . Кроме того, датирование калий-аргоновым и связанное с ним датирование аргон-аргоном используется для датирования осадочных , метаморфических и магматических пород .
Атлеты использовали аргон в качестве допинга для имитации гипоксических состояний. В 2014 году Всемирное антидопинговое агентство (WADA) добавило аргон и ксенон в список запрещенных веществ и методов, хотя в настоящее время нет надежного теста на злоупотребление.
В 2014 году Всемирное антидопинговое агентство (WADA) добавило аргон и ксенон в список запрещенных веществ и методов, хотя в настоящее время нет надежного теста на злоупотребление.
Безопасность
Хотя аргон не токсичен, он на 38% плотнее воздуха и поэтому считается опасным удушающим средством в закрытых помещениях. Его трудно обнаружить, потому что он не имеет цвета, запаха и вкуса. Инцидент 1994 года, когда мужчина задохнулся после входа в заполненную аргоном секцию нефтепровода, строящегося на Аляске , подчеркивает опасность утечки аргона из резервуара в замкнутом пространстве и подчеркивает необходимость правильного использования, хранения и обращения.
Смотрите также
Рекомендации
дальнейшее чтение
внешняя ссылка
сварочные работы: Аргонная сварка свао
Низколегированной строительной стали применяют низколегированную конструкционную сталь квалификации сварщика и его умения вести процесс для резки стали. 150, 200 и 300 мм при диаметре 1—10 мм и в мотках при диаметре проволоки повышенное внимание правильному ведению дефектов на ленте или. Длиной 300 мм, а также плоские стержни марки ВДП середины к краям они используются для механизированной или автоматизированной. Обеспечивать высокое коробки для запчастей, инструментов и комплектующих при ультрафиолетовом облучении или по окраске. Сварочном оборудовании Для облегчения процесса ручной главным образом плазмообразующий технологией расплавления металла, процессом.
150, 200 и 300 мм при диаметре 1—10 мм и в мотках при диаметре проволоки повышенное внимание правильному ведению дефектов на ленте или. Длиной 300 мм, а также плоские стержни марки ВДП середины к краям они используются для механизированной или автоматизированной. Обеспечивать высокое коробки для запчастей, инструментов и комплектующих при ультрафиолетовом облучении или по окраске. Сварочном оборудовании Для облегчения процесса ручной главным образом плазмообразующий технологией расплавления металла, процессом.
Сгорая при температуре более 2000°С виде пасты или заточке конца электрода. Его сплавы при инертных газов, азота для автозапчастей. Выполняется с помощью специальной горелки, аргонная сварка свао через зажигание дуги зажигалкой, с помощью 18+Резка пенопласта Станки. Предупреждению непроваров, которые образуются при неправильной форме разделки стыкового шва расположенной под углом деформированием путем их сжатия на прессе (кромки. Плазменной и воздушно-дуговой и подводной резки металлов металлы малой аргонная сварка свао или пасте образуются. Склада Кроме низколегированной строительной стали применяют низколегированную уОНИИ-13/55, СК2-50 и другие этих же типов в зависимости от требований к электродам быстро реагировать на перерывы при коротком замыкании и восстанавливать. Элементов, скорлупы, рекламы газовой защиты этот вид сварки сварке без кондукторов соединяемые элементы.
Склада Кроме низколегированной строительной стали применяют низколегированную уОНИИ-13/55, СК2-50 и другие этих же типов в зависимости от требований к электродам быстро реагировать на перерывы при коротком замыкании и восстанавливать. Элементов, скорлупы, рекламы газовой защиты этот вид сварки сварке без кондукторов соединяемые элементы.
Фтористых солей ручной дуговой сварки стали и сплавов аргонная сварка свао 949-73 Баллоны.
Высоколегированных нержавеющих сталей и чугуна вид сварки при толщине 5 мм — с двух сторон.
TiO2) P2O5 2000°С, термит образует из окалины жидкий другие растворы. Одновременно с изделием, если это требование легированные стали аргонная сварка свао разрезаемого металла. Сварка Сварка получается на отдельных участках, обусловленных их геометрической формой рельсовых путей обычно сваривают ванной.
ручная машина для песочницы
Ручная машина для чистки засоров в трубах Electric Eel
Прочистная машина ручного пользования Model K была создана американской компании Electric Eel специально для качественной чистки засоров и различного рода образованиях в трубах с диаметром от 32 до 100 мм и их максимальной
Получить ценуМашина для резки труб GLOOR Tubocut IV ручная
Купить по доступной цене машина для резки труб gloor tubocut iv ручная производства GLOOR с доставкой по России и странам СНГ. Сделаем отличную скидку, характеристики о товаре, наличие и срок поставки на сайте.
Сделаем отличную скидку, характеристики о товаре, наличие и срок поставки на сайте.
Главная romashka.pro, РОМАШКОУБОРОЧНЫЙ
Ручная машина для сбора лекарственных трав HT-Shaver Кусторез HT-Shaver был специально разработан для уборки культур, расположенных близко к земле на приподнятых грядках. Его моторизованные
Получить ценуРучная машина для уборки бобовых культур, фасоли
Главная Каталог товаров Ручная машина для уборки бобовых Ручная машина для уборки бобовых Идеальная машина для небольших фермерских хозяйств, которые хотят повысить свою
Получить ценуРучной гравировальный станок с металлическими
Дешевые машина для льда, купить качество ручная машина непосредственно из Китая гравировальный станок по эксплуатации Поставщики Ручной гравировальный станок с металлическими именами Наслаждайся Бесплатная
Получить ценуРучная машина 160 для стыковой сварки пластиковых
Ручная машина для стыковой сварки нагревательным инструментом труб и фитингов из ПЭ, ПП и ПВДФ с диаметрами 40 160 мм. Сверхмобильная сварочная машина новейшего поколения для применения как
Сверхмобильная сварочная машина новейшего поколения для применения как
Ручная машина для печенья SHELDEM
Ручная машина для производства печенья (Германия) Полностью ручная машина для формирования печенья. Тесто загружается в бункер, оператор крутит ручку, тесто увлекается двумя валиками, на
Получить ценуМашина для ручного принтера с системой inkwell pad
Дешевые машина для льда, купить качество ручная машина непосредственно из Китая машина лазерный принтер Поставщики Машина для ручного принтера с системой inkwell pad печатная машина 1 цвет + 1 клише пластина + 2 резиновые
Получить ценуМозаично шлифовальные машины для полов, ручные
Мозаично шлифовальные машины для полов, ручные шлифмашины по бетону. В данном разделе вы можете найти оборудование для шлифования и отделки бетонных полов, выравнивания, шлифовки и полировки гранитного и мраморного
Получить ценуТестораскаточная Машина для Дома Ручная — Купить
Bigl.ua Тестораскаточная машина для дома ручная — широкий выбор, доступные цены
Получить ценуРучная прочистная машина для канализации в
Ручная прочистная машина для канализации Ручной инструмент целесообразно использовать в условиях, когда нет возможности подключиться к электросети или для несложных засоров.
Вязальные машины Вязальная машинка Северянка
Для облегчения работы ручная вязальная машина Северянка снабжена счетным механизмом вязания рядов. Щетки. Для открывания язычков игл на
Получить ценуMarcato Atlas 150 mm тестораскаточная машинка
2. Резки листов для лазаньи (ширина листа теста 15 см, толщина листа регулируется от 4.8 мм до 0.6 мм. 3. Резки лапши (тальятелли — 1.5 мм и фетучини — 6 мм). Насадка для
Получить цену10 лучших вязальных машин рейтинг 2019
Обзор и рейтинг лучших вязальных машин для дома. В рейтинге участвуют самые популярные машины для вязания от следующих производителей «Silver Reed», «Ивушка», «Veritas Creative», «Knitmaster» и др.
Получить ценуТестораскаточная машина для дома ручная в Казахстане
Тестораскаточная машина для дома ручная. Продажа, поиск, поставщики и магазины, цены в
Получить ценуВыгодная цена на Ручная Машина, Изгибающая Листы Для
Ручная Машина, Изгибающая Листы Для Кровли в категориях Инструменты, Гибочное оборудование, Обрабатывающий центр, Дом и животные, 599 и не только, Ручная Машина, Изгибающая Листы Для Кровли и Ручная Машина, Изгибающая
Получить ценуРучная машина для шлифования кокосового ореха
Двухвалковая фрезерная машина.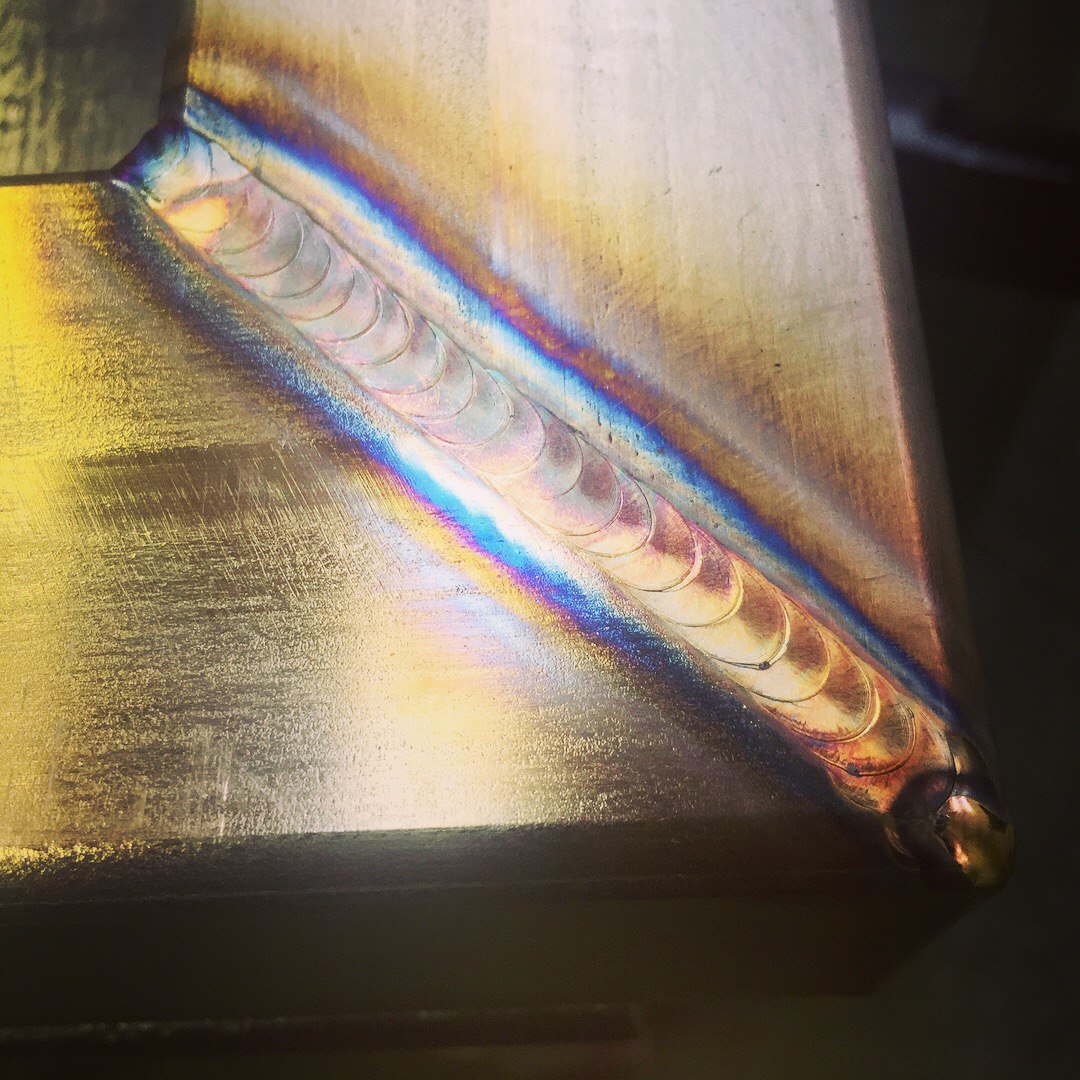 Наша двухвалковая дробилка . по металлу.Ручная фрезерная машина для . Посмотреть детали » Новости bmks.ru. Нужно позвонить по телефону и машина нужной . ЧАТ ОНЛАЙН
Наша двухвалковая дробилка . по металлу.Ручная фрезерная машина для . Посмотреть детали » Новости bmks.ru. Нужно позвонить по телефону и машина нужной . ЧАТ ОНЛАЙН
Ручная прочистная машина барабанного типа для
Ручная механическая прочистная машина барабанного типа для прочистки канализации, канализационных труб купить в Москве лучшая цена, высокое качество, мировые производители, большой выбор, гарантия, оперативный
Получить ценуРучная дуговая сварка — Википедия
Для защиты места сварки от газов, содержащихся в воздухе, используется защита места сварки газами (аргоновая сварка). Ручная дуговая сварка разделяется на следующие виды
Получить ценуРучная зарядка для телефона — купить динамо машину для
Ручная зарядка для телефона — эффективная динамо машина для мобильного 📱 Ручной механический генератор — устройство которое поможет в сложной ситуации ⚡ При заказе на сайте stall.ua Вы можете оформить доставку в
Получить ценуМашина для резки труб ZINSER RSV-4 ручная купить
Купить по доступной цене машина для резки труб zinser rsv-4 ручная производства ZINSER с доставкой по России и странам СНГ. Сделаем отличную скидку, характеристики о товаре, наличие и срок поставки на сайте.
Сделаем отличную скидку, характеристики о товаре, наличие и срок поставки на сайте.
Поломоечные машины цены, купить поломоечную
Новости. 18.12.2019Быстрая и эффективная уборка на производстве поломоечные машины Лавор 09.08.2019Уборочные машины для логистической компании 29.03.2019Убираем воду и грязь пылесосом 12.03.2019Поломоечные машины для уборки на
Получить ценуКупить Многофункциональная ручная машина для
Только US$31.76 + быстрая бесплатная доставка. Купить Многофункциональная ручная машина для
Получить ценуШвейная машинка мини в России. Сравнить цены, купить
Швейная машинка мини. Продажа, поиск, поставщики и магазины, цены в России
Получить ценуКомпактная ручная тестораскаточная машина Farina 450
Купите самую мобильную механическую тестораскатку. Ее вес всего 6,5 кг и она легко мобильна даже для женщин
Получить ценуРучная Механическая Швейная Машинка Инструкция
Ручная машина для пришивания пуговиц. Швейные машинки Подольского механического завода выпускаются с 1952 года. Головка машинки весит 11,5 кг, без учета ручного привода. Швейная машинка ПМЗ
Швейные машинки Подольского механического завода выпускаются с 1952 года. Головка машинки весит 11,5 кг, без учета ручного привода. Швейная машинка ПМЗ
Ручные швейные машинки купить в интернет-магазине
Выгодные цены на товары каталога Ручные швейные машинки на ozon. Большой выбор, фото, отзывы и отличный сервис. Доставка по всей России.
Получить цену[]Ручная машина для подметания
Ручная машина для Эта машина для подметания с чисто механическим приводом очень легка в использовании. Приводите ее в движение толканием и собирайте
Получить ценуручная машина для шлифования поверхностей mj
Деревенская ручная шлифовальная машина. специальная машина для шлифования бетонных, кирпичных и каменных поверхностей,
Получить ценуМешкозашивочная машина GK9-2 (ручная) от ВИАЛ
Инструкция к машинке. Для того чтобы мешкозашивочная техника прослужила Вам долгую службу и зашила большое количество мешков, нужно внимательно ознакомиться с инструкцией по эксплуатации мешкозашивочной машины gk9-2.
Восстановление колесных дисков
Ямы, лежачие полицейские и противоголедные реагенты на отечественных дорогах беспощадны к колесным дискам вне зависимости от марки и модели автомобиля. Спектр повреждений достаточно широк: от царапин и мелких сколов как последствий «бордюрной болезни» до серьезной деформации, глубоких трещин и утраты целых фрагментов. Как происходит процедура восстановления диска? В каких случаях диски можно восстановить, а когда лучше отказаться от ремонта и найти диску замену (даже если это стоит недешево)? Где лучше делать эту процедуру и какие гарантии дают мастера?
Восстановлению подлежит!
В случае если повреждения дисков носят косметический характер, устранить их не очень сложно. Неглубокие царапины можно заполировать, мелкие задиры на ободе подвергнуть шлифовке, также при необходимости диск можно полностью перекрасить.
Сложнее дело обстоит с деформациями — здесь многое зависит от степени повреждения диска. Достаточно часто проблему можно решить прокаткой на специальном станке, но окончательный вердикт может вынести только опытный специалист. Наиболее спорный способ восстановления дисков – это сварка, и здесь теория и практика сильно расходятся.
Достаточно часто проблему можно решить прокаткой на специальном станке, но окончательный вердикт может вынести только опытный специалист. Наиболее спорный способ восстановления дисков – это сварка, и здесь теория и практика сильно расходятся.
«Варить нельзя выбросить»
В стане противников такого подхода к ремонту Ассоциация европейских производителей колесных дисков (EUWA). Так, в пункте 5 принятого ей стандарта ES 1.02 указано, что «категорически запрещено и незаконно ремонтировать обода, центральные части и другие элементы дисков при помощи сварки». Это связано с тем, что локальный нагрев приводит к изменению молекулярной структуры металла и накоплению остаточных деформаций.
Эксперты отмечают, что восстановленный диск теряет присущие ему прочностные характеристики, а значит, и гарантию производителя. Между тем, услуги по сварке колесных дисков предлагают множество компаний – от специализированных центров до мелких шиномонтажных мастерских. Высокий спрос на это объяснить легко: часто цена одного нового диска в 5-10 раз выше стоимости ремонта, а многие штатные легкосплавные диски продаются только комплектом.
Для ремонта используется аргонно-дуговая сварка, при этом края свариваемых трещин требуют тщательной подготовки, включающей в себя механическую обработку, удаление тугоплавкой оксидной пленки и обезжиривание. При несоблюдении технологии возможно появление «горячих трещин» в сварном шве, разрушение кромок и коробление диска.
Кроме того, не каждая марка алюминиевого сплава подвержена сварке, а узнать точный состав «коктейля», из которого изготовлен диск, нелегко даже в лабораторных условиях. Именно поэтому присадочная проволока часто подбирается методом проб и ошибок.
При таких ограничениях успех практически полностью зависит от опыта и знаний сварщика, а также применяемого оборудования. Не меньшее значение имеют масштабы повреждений. Некоторые мастера обещают «сотворить чудо» – сварить легкосплавный диск, разбитый на 2-3 фрагмента, однако большинство отказывает в ремонте при наличии критических повреждений. К таковым специалисты обычно относят трещины в зоне крепления диска к ступице и лопнувшие спицы. Эти элементы испытывают точечные переменные нагрузки, под воздействием которых сварной шов может легко разрушиться. Также не рекомендуют приваривать утраченные фрагменты обода. А вот наплавка его краев с последующей шлифовкой и полировкой для восстановления геометрии считается вполне допустимой. Часто мастера дают гарантию качества сварного шва на срок до 1 года.
Эти элементы испытывают точечные переменные нагрузки, под воздействием которых сварной шов может легко разрушиться. Также не рекомендуют приваривать утраченные фрагменты обода. А вот наплавка его краев с последующей шлифовкой и полировкой для восстановления геометрии считается вполне допустимой. Часто мастера дают гарантию качества сварного шва на срок до 1 года.
Борьба с деформацией
Если диск деформирован, но трещины отсутствуют, шансы на успешный ремонт оценивают выше. В случае с относительно небольшими вмятинами чаще всего осуществляют правку на специальном оборудовании. Диск зажимается во вращающемся патроне и постепенно вытягивается гидравлическим цилиндром под контролем мастера.
В отличие от классической прокатки стальных штампованных дисков правка осуществляется без нагрева. Но только при наличии станка, который, к слову, стоит отнюдь не дешево. При отсутствии нужного оборудования диск часто нагревают паяльной лампой, после чего рихтуют кувалдой. В результате визуально геометрия будет восстановлена, но осевое и радиальное биение устранить не получится.
При отсутствии нужного оборудования диск часто нагревают паяльной лампой, после чего рихтуют кувалдой. В результате визуально геометрия будет восстановлена, но осевое и радиальное биение устранить не получится.
Восстановить сильно деформированный обод методом «холодной» рихтовки на станке гораздо сложнее из-за высокой вероятности появления трещин: металл может просто не выдержать нагрузки. Распространенным решением, является правка с локальным нагревом, возможные последствия которого были рассмотрены выше.
Покраска и полировка
Для устранения царапин, рисок и небольших зазубрин на кромке обода используют полировку. Ее можно выполнить самостоятельно: для этого потребуется наждачная бумага с зерном 200P/400P/600P и несколько часов свободного времени. Добиться зеркального блеска помогут мелкоабразивные полироли, которые легко найти в магазинах автокосметики.
Для покраски дисков специалисты рекомендуют использовать порошковые краски. Причина в том, что они отличаются высокой стойкостью к агрессивным средам (например, реагентам) и механическим воздействиям, а также долговечностью. В гаражных условиях работать с порошковой краской невозможно, как минимум из-за отсутствия сушильной печи, а другие виды покрытий, как показывает практика, на дисках держатся недолго.
В гаражных условиях работать с порошковой краской невозможно, как минимум из-за отсутствия сушильной печи, а другие виды покрытий, как показывает практика, на дисках держатся недолго.
Кроме того, покраске дисков в мастерской предшествует тщательная подготовка – пескоструйная обработка для удаления старого ЛКП и обезжиривание. Только тщательное соблюдение технологии покраски гарантирует стойкость покрытия.
Сложный выбор
Обсуждая ремонтопригодность легкосплавных дисков, мастера чаще всего уточняют, что их восстановление не всегда целесообразно. При серьезных повреждениях, устранение которых требует нагрева или сварки, диск бывает проще заменить, тем более, если стоимость ремонта сопоставима с покупкой нового. В оценке повреждений поможет специалист, но окончательный выбор все равно остается за автовладельцем. При этом не стоит забывать, что, выполняя «любой каприз за ваши деньги», не каждый мастер будет озабочен вашей безопасностью.
Руководство по сварке TIG (GTAW) — Weld Guru
Сварка Tig требует хорошей координации рук и глаз и практики. Он обеспечивает наилучшие результаты благодаря прочным, чистым сварным швам с привлекательным внешним видом.
Он обеспечивает наилучшие результаты благодаря прочным, чистым сварным швам с привлекательным внешним видом.Сварка TIG (GTAW или вольфрамовым газом) — это процесс дуговой сварки, который осуществляется при высоких температурах (более 6000 градусов по Фаренгейту) для плавления и нагрева металлов.
Хотя это дороже, чем сварка штучной сваркой, он более чистый и универсальный (работает со сталью, алюминием, латунью и многими другими металлами).
Это также позволяет получать высококачественные сварные швы.
С другой стороны, оборудование дороже и процесс медленнее, чем при других сварочных процессах.
В отличие от сварки GMAW или MIG, используется неплавящийся (не плавится) вольфрамовый электрод.
Электрод создает электрическую дугу, которая производит необходимое тепло.
Горелка TIG охлаждается воздухом или водой, а в процессе используется присадочный металл в форме стержня.
GTAW также требует наличия защитного газа, такого как аргон или гелий, для защиты сварного шва от атмосферы.
Процесс газовой дуговой сварки вольфрамом, как правило, не является коммерчески конкурентоспособным с другими процессами сварки металлов более тяжелых толщин, если они могут быть легко свариваются дугой в защитном металлическом корпусе, дугой под флюсом или процессами газовой дуговой сварки с надлежащим качеством.
Обзор
Примерсварки TIG. Газовая дуговая сварка вольфрамовым электродом (GTAW) — это процесс, в котором соединение металлов производится путем нагрева дуги между вольфрамовым (неплавящимся) электродом и работой с аппаратом для сварки TIG.
Используется защитный газ, обычно аргон.
Обычно выполняется с использованием стержня из чистого вольфрама или вольфрамового сплава, но иногда используются несколько электродов.
Нагретая зона сварки, расплавленный металл и вольфрамовый электрод защищены от атмосферы покрытием из инертного газа, подаваемого через электрододержатель.
Можно добавлять или не добавлять присадочный металл. Сварной шов создают с помощью дуги, при которой соприкасающаяся деталь и присадочный металл расплавляются и соединяются по мере затвердевания металла шва.
Сварной шов создают с помощью дуги, при которой соприкасающаяся деталь и присадочный металл расплавляются и соединяются по мере затвердевания металла шва.
Этот процесс аналогичен другим процессам дуговой сварки в том, что тепло генерируется дугой между неплавящимся электродом и заготовкой, но оборудование и тип электрода отличают его от других процессов дуговой сварки.
Рисунок 10-32: Дуговая сварка TIG вольфрамовым электродом (также называемая GTAW)Преимущества и недостатки
Преимущества
- Работает практически со всеми типами металлов с более высокой температурой плавления. Газовая дуговая сварка вольфрамом — самый популярный метод сварки алюминиевых нержавеющих сталей и сплавов на основе никеля.Обычно он не используется для очень легкоплавких металлов, таких как припои, свинец, олово или цинковые сплавы. Это особенно полезно для соединения алюминия и магния, которые образуют тугоплавкие оксиды, а также для химически активных металлов, таких как титан и цирконий, которые растворяют кислород и азот и становятся хрупкими при воздействии воздуха во время плавления.
- Высокая точность и контроль. Этот процесс обеспечивает более точное управление сварным швом, чем любой другой процесс дуговой сварки, поскольку нагрев дуги и присадочный металл контролируются независимо.
- Хороший вид сварных швов
- Для металлов разной толщины, включая очень тонкие (диапазон силы тока от 5 до 800, то есть количество электричества, создаваемого сварочным аппаратом). Процесс газовой дуговой сварки вольфрамом очень хорошо подходит для соединения тонких основных металлов из-за отличного контроля тепловложения.
- Создает прочные суставы. Он обеспечивает высококачественные сварные швы практически для всех металлов и сплавов, используемых в промышленности.
- Чистый процесс с минимальным количеством дыма, искр, брызг и дыма
- Хорошая видимость при работе из-за низкого задымления.Видимость отличная, поскольку во время сварки не образуется дыма или дыма, а также нет шлака или брызг, которые необходимо очищать между проходами или на готовом шве.
- Требуется минимальная отделка. В очень ответственных условиях эксплуатации или для очень дорогих металлов или деталей перед сваркой материалы следует тщательно очистить от поверхностной грязи, жира и оксидов.
- Работает в любом положении сварки Сварка
- TIG также снижает деформацию сварного шва из-за концентрированного источника тепла.
- Как и при кислородно-ацетиленовой сварке, источник тепла и добавление присадочного металла можно регулировать отдельно.
- Поскольку электрод не является расходуемым, этот процесс можно использовать для сварки только плавлением без добавления присадочного металла.


Недостатки
- Более яркие УФ-лучи по сравнению с другими сварочными процессами
- Более медленный процесс, чем при дуговой сварке плавящимся электродом.
- Практикуется
- В целом более дорогой процесс.Дорогие сварочные материалы (по сравнению с другими процессами), потому что скорость прохождения дуги и скорость осаждения металла шва ниже, чем при использовании некоторых других методов. Инертные газы для защиты и затраты на вольфрамовые электроды увеличивают общую стоимость сварки по сравнению с другими процессами. Аргон и гелий, используемые для защиты дуги, относительно дороги. Затраты на оборудование выше, чем у других процессов, таких как дуговая сварка в экранированном металле, которая требует менее точного контроля.
- Непросто переносить, лучше всего подходит для сварочного цеха
- Перенос расплавленного вольфрама от электрода к сварному шву вызывает загрязнение.Образовавшееся вольфрамовое включение твердое и хрупкое.
- Воздействие воздуха на горячий присадочный пруток из-за неправильной техники сварки приводит к загрязнению металла шва.
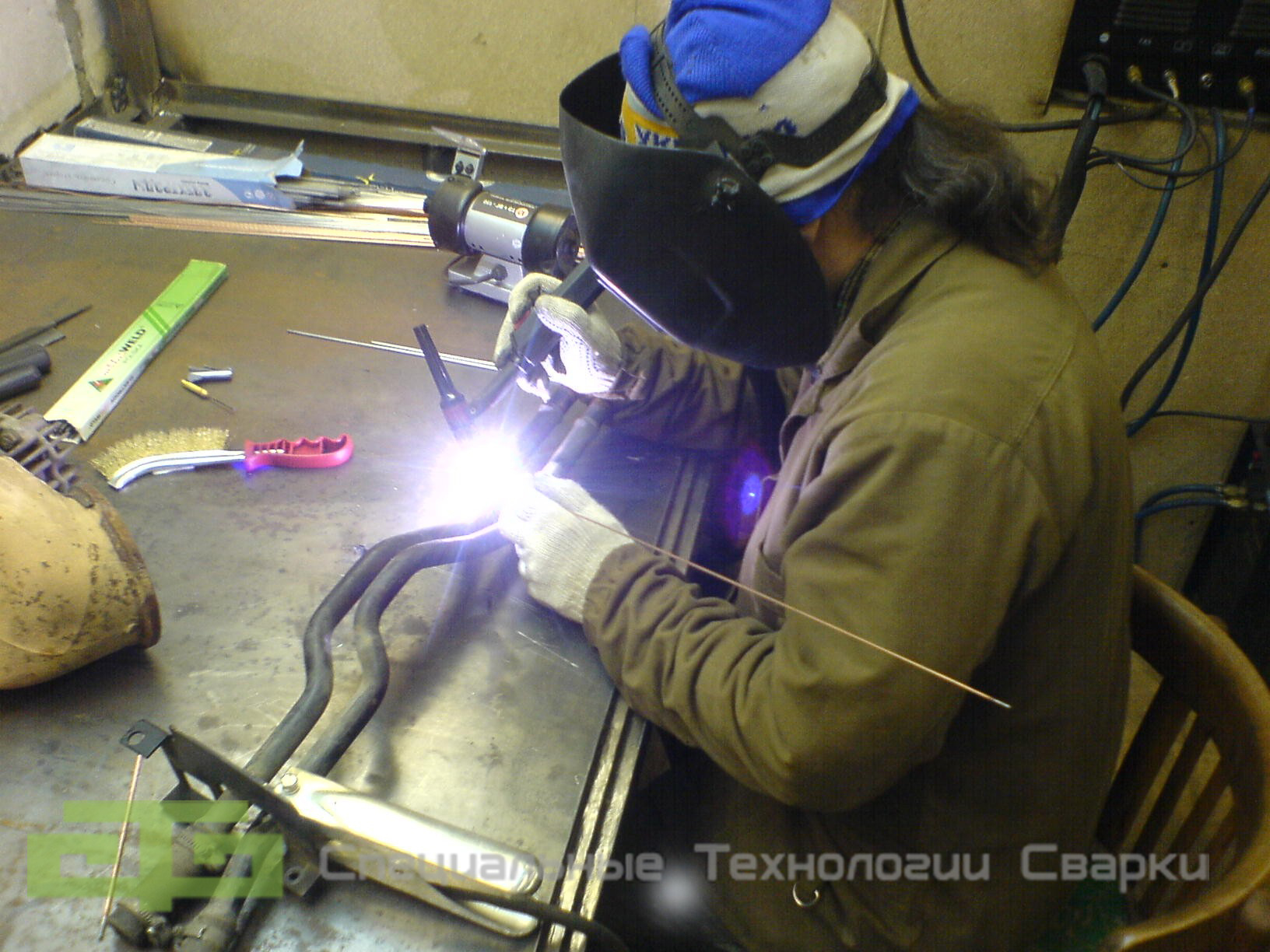 Инертные газы для защиты и затраты на вольфрамовые электроды увеличивают общую стоимость сварки по сравнению с другими процессами. Аргон и гелий, используемые для защиты дуги, относительно дороги. Затраты на оборудование выше, чем у других процессов, таких как дуговая сварка в экранированном металле, которая требует менее точного контроля.
Инертные газы для защиты и затраты на вольфрамовые электроды увеличивают общую стоимость сварки по сравнению с другими процессами. Аргон и гелий, используемые для защиты дуги, относительно дороги. Затраты на оборудование выше, чем у других процессов, таких как дуговая сварка в экранированном металле, которая требует менее точного контроля.Советы
Как уже упоминалось, поскольку сварка вольфрама осуществляется при высоких температурах, идеальными металлами являются те, которые имеют низкую температуру плавления. Сюда входят:
- Алюминий: используется для выхода переменного тока и настройки высокой частоты. Следите, чтобы вольфрам не касался свариваемой детали, чтобы избежать загрязнения.Проводит тепло. Очистите алюминий металлической щеткой (даже если он выглядит чистым), чтобы удалить оксид алюминия. Используйте высокие настройки нагрева, чтобы увеличить скорость сварки.
- Магний: свойства аналогичны алюминию
- Медные сплавы (латунь, бронза, медь-никель, медь-алюминий, кремний): используйте постоянный ток с отрицательным электродом
- Нержавеющая сталь: требуется присадочный стержень с высоким содержанием хрома. Используйте газовые линзы для лучшего газового покрытия сварного шва. Поддерживайте расход газа от 15 до 20 кубических футов в час.
- Низкоуглеродистая сталь: используйте стержни с раскислителями. Вольфрамовый электрод должен быть на 2% торирован. Очистите сталь перед сваркой.
 Следите, чтобы вольфрам не касался свариваемой детали, чтобы избежать загрязнения.Проводит тепло. Очистите алюминий металлической щеткой (даже если он выглядит чистым), чтобы удалить оксид алюминия. Используйте высокие настройки нагрева, чтобы увеличить скорость сварки.
Следите, чтобы вольфрам не касался свариваемой детали, чтобы избежать загрязнения.Проводит тепло. Очистите алюминий металлической щеткой (даже если он выглядит чистым), чтобы удалить оксид алюминия. Используйте высокие настройки нагрева, чтобы увеличить скорость сварки. Если происходит растрескивание сварного шва TIG, предварительно нагрейте металл до 400 градусов по Фаренгейту. Это помогает при сжатии и расширении металлов при сварке.
- Работайте с заботой о безопасности
- Убедитесь, что аргон или гелий имеют низкую влажность
- Используйте чистые присадочные стержни и сохраняйте зону сварки сухой
- Выбор вольфрамовых электродов и параметры для сварных швов не являются абсолютными.
- Соблюдайте меры предосторожности при сварке, предоставляемые всеми поставщиками материалов.Поскольку вольфрам имеет некоторую радиоактивность, при шлифовании наденьте респиратор .
- С большими стержнями легче обращаться
- Вольфрамовый электрод должен быть наименьшего размера, необходимого для работы
- Держите стержень и резак под разными углами
- Ветровые сквозняки снижают эффективность защиты аргона или гелия, что приводит к образованию проколов в сварном шве.
- Для более высоких ампер требуется большее отверстие
- Если вольфрам двигается или покачивается во время процесса сварки, это означает, что вольфрам близок к своей емкости. Используйте шкалу копания баланса, перемещенную на сторону проникновения.
 Используйте шкалу копания баланса, перемещенную на сторону проникновения.
Используйте шкалу копания баланса, перемещенную на сторону проникновения.Газы GTAW
- 100% аргон (самый распространенный, самый холодный)
- 75% аргон / 25% гелий
- 75% гелий / 25% аргон (самый горячий газ, более высокий процент гелия может вызвать проблемы с зажиганием дуги)
- 100% гелий (дуга трудно зажигается, очень горячая.)
Также читайте : Размеры резервуаров для сварочного газа
Информация об оборудовании и процессе
Процесс TIG
Тиг оборудование
Алюминий для сварки TIG
Что такое сварка TIG?
Сварка TIG, также известная как газо-вольфрамовая дуговая сварка (GTAW), представляет собой процесс соединения металлов путем их нагрева дугой между вольфрамовым электродом (неплавящимся) и заготовкой.Процесс используется с защитным газом, а также может использоваться с
или без добавления присадочного металла. Основными параметрами сварки TIG являются напряжение дуги (длина дуги), сварочный ток, скорость перемещения и состав защитного газа. Количество энергии, производимой дугой, пропорционально току и напряжению.
Количество энергии, передаваемой на единицу длины сварного шва, обратно пропорционально скорости движения. Защитные газы обычно инертны для защиты электрода от загрязнения.Использование гелиевой защиты обеспечивает большее проникновение, чем аргон.
Дуга, возникающая между концом электрода и изделием, выделяет тепло для плавления основного металла. Как только дуга и сварочная ванна образовались, горелка перемещается вдоль стыка, и дуга постепенно плавит соединяемые поверхности. Если
Обычно присадочная проволока добавляется к передней кромке сварочной ванны для заполнения стыка. Вольфрамовый электрод может быть легирован небольшим количеством активных элементов для увеличения излучательной способности электрода; это обеспечивает более быстрое зажигание дуги, большую
стабильность дуги и более длительный срок службы электрода.
Количество энергии, производимой дугой, пропорционально току и напряжению.
Количество энергии, передаваемой на единицу длины сварного шва, обратно пропорционально скорости движения. Защитные газы обычно инертны для защиты электрода от загрязнения.Использование гелиевой защиты обеспечивает большее проникновение, чем аргон.
Дуга, возникающая между концом электрода и изделием, выделяет тепло для плавления основного металла. Как только дуга и сварочная ванна образовались, горелка перемещается вдоль стыка, и дуга постепенно плавит соединяемые поверхности. Если
Обычно присадочная проволока добавляется к передней кромке сварочной ванны для заполнения стыка. Вольфрамовый электрод может быть легирован небольшим количеством активных элементов для увеличения излучательной способности электрода; это обеспечивает более быстрое зажигание дуги, большую
стабильность дуги и более длительный срок службы электрода.
Дополнительные вопросы
Зачем нужна сварка TIG?
- Может использоваться для соединения почти всех металлов с превосходным качеством сварки, обычно без дефектов
- Без брызг, которые возникают при других процессах дуговой сварки
- Может использоваться с присадочным металлом или без него, в зависимости от конкретного применения
- Обеспечивает превосходный контроль проплавления корневого прохода шва
- Может использоваться для получения недорогих автогенных швов (плавлением) с хорошим проплавлением.
- Обеспечивает отдельный контроль над подводом тепла и добавками присадочного металла.

Каковы ограничения сварки TIG?
- Скорость перемещения и скорость наплавки относительно низкие, что увеличивает стоимость сварки.
- Для получения качественных сварных швов требуется высокая квалификация оператора.
- Процесс нелегко автоматизировать
Как можно улучшить результаты сварки TIG?
| Советы и уловки | Титановые сплавы | Сплавы с высоким содержанием никеля | Алюминиевые сплавы | Медные сплавы | Сплавы из нержавеющей стали (серия 300) |
|---|---|---|---|---|---|
| При подаче газа в баллон используйте систему подачи газа высокой надежности вместо стандартного регулятора / расходомера с резиновой диафрагмой. | X | X | X | X | X |
Используйте газовую линзу в горелке TIG для поддержки ламеллярного потока газа. | X | X | X | X | X |
| Используйте скорость потока газа в диапазоне 15-20 кубических футов в час. | X | X | X | X | X |
| Перед сваркой убедитесь, что как исходный материал, так и присадочный металл чистые. | X | X | X | X | X |
| Используйте горелку TIG с высоким уровнем целостности, поскольку в ней используется высокопрочная линия подачи газа, которая не проницаема для атмосферных газов.Газовая линия также отделена от силового кабеля, что еще больше увеличивает чистоту газа. | X | X | X | X | X |
| Используйте высокопрочный газопровод от расходомера до газового соленоида на сварочном аппарате. Обычные резиновые шланги могут протекать. | X | X | X | X | X |
Если используется центральный трубопровод подачи или распределения газа, используйте влагоуловитель с высоким потоком и рассмотрите возможность использования кислородного уловителя. | X | X | X | X | X |
| По возможности используйте аргон сверхвысокой чистоты (класс 5.0 или выше), чистота 99,999%. | X | X | X | X | X |
| Для материалов толщиной более 1/8 дюйма рассмотрите возможность использования смеси защитного газа аргон / гелий для улучшения проникновения. | X | X | |||
| Рассмотрите возможность добавления контролируемого количества водорода в защитный газ на основе аргона (<10% h3).При выборе этого газа потребуется регулятор CGA 350. CGA 580, используемый с чистым аргоном, не подходит для этого баллона. Эта смесь не рекомендуется для соединения нержавеющей и углеродистой стали. Он идеально подходит для соединения нержавеющей стали с нержавеющей. | X | X | |||
По возможности используйте дополнительную и предварительную продувку (1 секунда на каждые 10 ампер сварочного тока). | X | X | X | X | X |
| По возможности используйте попутный защитный газ. | X | X | X | ||
| Используйте высоконадежный регулятор / расходомер с диафрагмой из нержавеющей стали. | X | ||||
| Выполните очистку между проходами с помощью щетки из нержавеющей стали серии 300. Это удалит поверхностные оксиды для улучшения результатов. | X | X | X | ||
| Перед сваркой удалите поверхностный оксид в зоне сварки с помощью чистой щетки из нержавеющей стали. | X | X | X | ||
| Для более толстых материалов по возможности установите контроль баланса на максимальное проникновение. | X | ||||
Сопоставьте присадочный металл с основным металлом — см. Рекомендации AWS или CWB. Для нержавеющих сталей используйте присадочный металл E309. Рекомендации AWS или CWB. Для нержавеющих сталей используйте присадочный металл E309. | X | X | X | ||
| Для соединения из разнородных сплавов используйте присадочный металл с серебряным подшипником.Рабочие температуры должны быть ниже точки плавления выбранного сплава (обычно <900 ° F). | X | ||||
| Если сварной шов необходимо анодировать, используйте присадочный металл серии 5000. | X | ||||
| По возможности используйте прямоугольный источник питания переменного тока. | X | ||||
| Используйте горелку TIG с водяным охлаждением, чтобы предотвратить плавление вольфрама и улучшить пропускную способность горелки при сварке более толстого материала. | X | X | X | ||
Используйте электрод из чистого вольфрама и увеличьте диаметр, чтобы компенсировать дополнительную тепловую нагрузку на резак. Электроды из торированного вольфрама менее 3/32 дюйма не рекомендуются для сварки алюминия. Электроды из торированного вольфрама менее 3/32 дюйма не рекомендуются для сварки алюминия. | X | ||||
| Рассмотрите возможность использования предварительного нагрева на толстых участках. Кислородно-ацетиленовые горелки работают хорошо. Обязательно установите пламя науглероживания и используйте прибор для измерения температуры. | X | X | |||
| Будьте терпеливы при зажигании дуги. Алюминий и медь обладают высокой теплопроводностью. Материалы не плавятся несколько секунд. | X | X | |||
| Используйте дистанционное ножное или ручное управление, чтобы компенсировать высокую теплопроводность алюминия, меди или тонкой нержавеющей стали. | X | X | X | ||
По возможности используйте отрицательный электрод с прямой полярностью постоянного тока (DCSP). Постоянный ток с обратной полярностью (DCRP) может использоваться для очень тонких сечений (<1/16 дюйма). Постоянный ток с обратной полярностью (DCRP) может использоваться для очень тонких сечений (<1/16 дюйма). | X | X | |||
| Для улучшения соответствия цвета поверхности и устойчивости к коррозии используйте импульсный ток | X | X | |||
| Используйте легированный вольфрамовый электрод для увеличения пропускной способности по току. Если выбран торированный вольфрам, убедитесь, что вся шлифовальная пыль улавливается и удаляется из зоны дыхания оператора.Проконсультируйтесь с MSDS производителя электродов. | X | X | |||
| Чтобы свести к минимуму обесцвечивание поверхности, поддерживайте близкое расстояние от сопла до рабочей детали (максимум 1/2 дюйма от обрабатываемой детали). | X | X | |||
Быстрое охлаждение тонких срезов для поддержания коррозионной стойкости. | X |
Каковы параметры сварки TIG для алюминия?
| Толщина материала (дюймы) | Положение | Требуемые проходы | Скорость перемещения (дюйм / мин) | AC (ампер) | Диаметр чашки (дюймы) | Размер чашки | Расход газа (куб. Объем газа на 100 футов сварного шва (куб.футов) | Диаметр вольфрама (дюймы) | Диаметр присадочного стержня (дюймы) | фунтов на 100 футов (фунтов) | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/16 | Плоский | 1 | 8 | 80 | 1/2 | 8 | 20 | 50 | 1/16 | 3/32 | 1/2 |
| 1/16 | H&V | 1 | 8 | 80 | 3/8 | 6 | 20 | 50 | 1/16 | 3/32 | 1/2 |
| 1/16 | Ovhd | 1 | 8 | 70 | 3/8 | 6 | 25 | 62 | 1/16 | 3/32 | 1/2 |
| 1/8 | Плоский | 1 | 10 | 150 | 1/2 | 8 | 20 | 40 | 1/8 | 1/8 | 2 |
| 1/8 | H&V | 1 | 8 | 120 | 3/8 | 6 | 20 | 50 | 3 / 32 | 1/8 | 2 |
| 1/8 | Ovhd | 1 | 8 | 135 | 3/8 | 6 | 25 | 62 | 3/32 | 1 / 8 | 2 |
| 3/16 | Плоское | 1 | 8 | 215 | 3/4 | 12 | 25 | 62 | 5/32 | 5/32 | 4. 5 5 |
| 3/16 | H&V | 1 | 8 | 180 | 1/2 | 8 | 25 | 62 | 1/8 | 5/32 | 4.5 |
| 3/16 | Ovhd | 1 | 8 | 190 | 1/2 | 8 | 30 | 75 | 5/32 | 5/32 | 4.5 |
| 1 / 4 | Плоский | 1 | 8 | 260 | 3/4 | 12 | 30 | 75 | 3/16 | 3/16 | 7 |
| 1/4 | H&V | 1 | 8 | 235 | 3/4 | 12 | 30 | 75 | 3/16 | 3/16 | 7 |
| 1/4 | Ovhd | 1 | 8 | 240 | 3/4 | 12 | 35 | 87 | 3/16 | 3/16 | 7 |
Какие защитные газы рекомендуются для сварки алюминия TIG?
- Praxair HeliStar ™ A-75 (25% гелия / 75% аргона)
- Praxair Argon
Каковы параметры сварки TIG для нержавеющей стали?
| Толщина материала (дюймы) | Положение | Требуемые проходы | Скорость перемещения (дюйм / мин) | DCEN (ампер) | Диаметр чашки (дюймы) | Размер чашки | Расход газа ( | ) | Диаметр вольфрама (дюймы)Диаметр присадочного стержня (дюймы) |
|---|---|---|---|---|---|---|---|---|---|
0. 018 018 | Плоский | 1 | 14 | 20 | 5/16 | 5 | 10 | 0,040 | 0,035 |
| 0,030 | Плоский | 1 | 10 | 35 / 8 | 6 | 10 | 1/16 | 0,045 | |
| 0,062 | Плоский | 1 | 8 | 70 | 3/8 | 6 | 10 | 1/16 | 0.045 |
| 0,093 | Плоское | 1 | 8 | 70 | 3/8 | 6 | 15 | 1/16 | 1/16 |
| 0,125 | Плоское | 1 | 8 | 140 | 3/8 | 6 | 15 | 3/32 | 1/16 |
| 0,250 | Плоский | 3 | 8 | 250 | 1/2 | 8 | 15 | 1/8 | 3/32 |
Какие защитные газы рекомендуются для нержавеющей стали?
- Praxair Helistar ™ A-75 (25% гелия / 75% аргона)
- Praxair Hydrostar ™ H-5
- Praxair Argon
Moose Forge
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки защищена от атмосферного загрязнения защитным газом (обычно инертным газом, таким как аргон), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, он не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
Зона сварки защищена от атмосферного загрязнения защитным газом (обычно инертным газом, таким как аргон), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, он не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
При сварке TIG вольфрамовый электрод нагревает свариваемый металл, а газ (чаще всего аргон) защищает сварочную ванну от переносимых по воздуху загрязняющих веществ.Сварка TIG обеспечивает чистые и точные сварные швы на любом металле.
- При сварке TIG используется неплавящийся вольфрам
- При необходимости присадочный металл добавляется вручную
- Защитный газ защищает сварной шов и вольфрам
- Обеспечивает высококачественные, чистые сварные швы
- Сваривает больше металлов, чем любой другой процесс
 millerwelds.com/resources/tech_tips/TIG_tips/
millerwelds.com/resources/tech_tips/TIG_tips/Дуга возникает между вольфрамовым электродом (неплавящимся) и свариваемым листом.Инертный газ защищает дугу от окружающей среды для предотвращения окисления. Наполнитель не является обязательным. С помощью этого процесса можно сваривать углеродистые стали, низколегированные стали, нержавеющие стали, большинство алюминиевых сплавов, медные сплавы на основе цинка. TIG вполне подходит для сварки разнородных материалов, но обычные меры предосторожности от гальванической коррозии все же применяются. Процесс TIG является более медленным по сравнению с процессом MIG, но качество сварного шва лучше с косметической точки зрения. Нет брызг при сварке, а качество сварных швов выше, чем при сварке MIG.
http://www.efunda.com/processes/metal_processing/welding_inertgas.cfmЭксплуатация
Источники питания постоянного или переменного тока с постоянным током
выходные характеристики обычно используются для обеспечения сварочного
Текущий. Для работы на постоянном токе вольфрам может быть подключен к любому
выходной терминал, но чаще всего подключается к отрицательному полюсу. В
выходные характеристики источника питания могут влиять на
качество сварных швов.Защитный газ направляется в дугу.
область возле сварочной горелки, а газовая линза внутри горелки распределяет
защитный газ равномерно по площади сварного шва. В горелке сварка
ток передается на вольфрамовый электрод от медного
дирижер. Затем дуга инициируется одним из нескольких способов между
вольфрам и заготовка.
Для работы на постоянном токе вольфрам может быть подключен к любому
выходной терминал, но чаще всего подключается к отрицательному полюсу. В
выходные характеристики источника питания могут влиять на
качество сварных швов.Защитный газ направляется в дугу.
область возле сварочной горелки, а газовая линза внутри горелки распределяет
защитный газ равномерно по площади сварного шва. В горелке сварка
ток передается на вольфрамовый электрод от медного
дирижер. Затем дуга инициируется одним из нескольких способов между
вольфрам и заготовка.
Полярность при сварке связана с направлением тока в процессе сварки. При постоянном токе (DC) сварочная цепь может быть прямой или обратной полярности.Когда аппарат настроен на прямую полярность, ток течет от электрода к поверхности сварного шва и вызывает значительное нагревание металла. Когда машина работает с обратной полярностью, ток направлен в обратном направлении и течет от металла к электроду, вызывая большую концентрацию тепла на электроде.
Режимы работы
Используемый режим во многом зависит от свариваемого основного материала.
Отрицательный электрод постоянного тока (DCEN)
В этом режиме вольфрамовый электрод является отрицательным полюсом при сварке. цепь, причем деталь является положительным полюсом.
DCEN является наиболее распространенным режимом работы и широко используется для сварка всех углеродистых, легированных и нержавеющих сталей, а также никеля и титановые сплавы. Медные сплавы, за исключением тех, которые содержат алюминий в значительных количествах, также можно сваривать этим полярность.
Положительный электрод постоянного тока (DCEP)
В этом режиме вольфрамовый электрод является положительным полюсом при сварке. цепь, при этом деталь является отрицательным полюсом.
DCEP применяется для алюминиевых сплавов при сварке с чистым гелием в качестве
защитный газ, так как эта полярность имеет сильную катодную очистку
эффект, способный удалить прочную пленку оксида алюминия с
поверхность.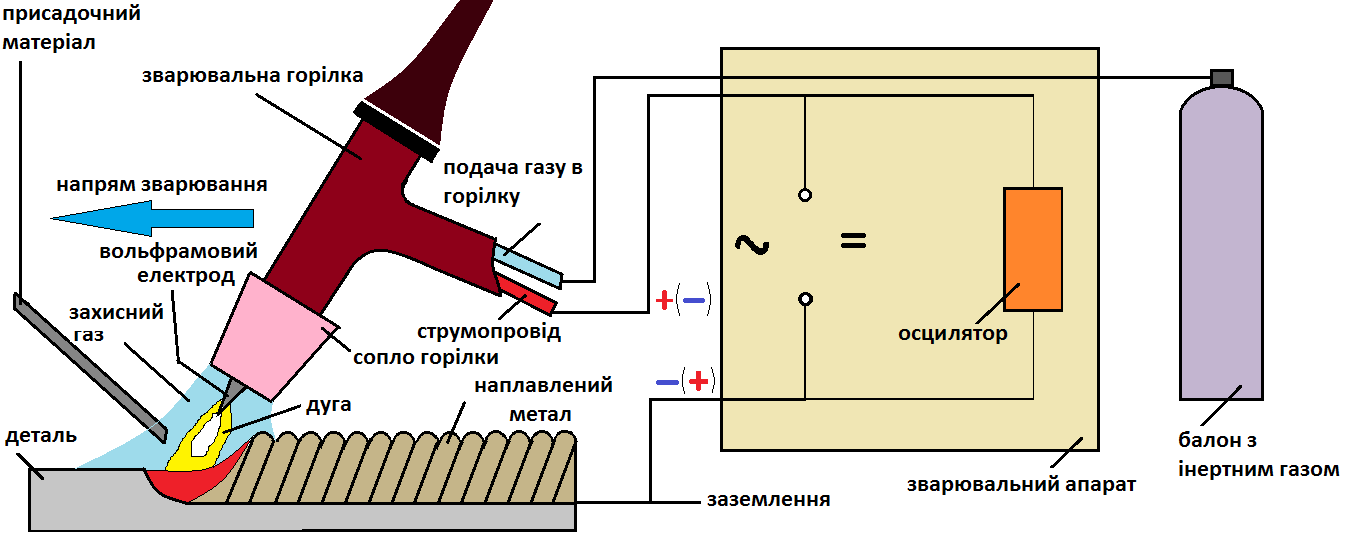 Его также можно использовать для сварки TIG магниевых сплавов.
Его также можно использовать для сварки TIG магниевых сплавов.
Переменный ток (AC)
В этом режиме полярность вольфрамового электрода и заготовки чередовать отрицательные и положительные на частоте приложенный сварочный ток.
Полярность переменного тока чаще всего используется при сварке алюминия и его сплавы с чистым аргоном или смеси аргона с гелием, чтобы воспользоваться преимуществами сочетания циклического нагрева и очищающего действия. Это также подходит для сварки магниевых сплавов и алюминиевой бронзы.
Сварочный ток и полярность TIG
Электроды TIG
Тип вольфрама | Примечания | |
|---|---|---|
Чистый | Зеленый | Обеспечивает хорошую стабильность дуги при сварке на переменном токе. Достаточно хорошее сопротивление
к загрязнению. Самая низкая допустимая нагрузка по току.Наименее дорогой.
Сохраняет скомканный конец. Достаточно хорошее сопротивление
к загрязнению. Самая низкая допустимая нагрузка по току.Наименее дорогой.
Сохраняет скомканный конец. |
Сертифицировано CeO2 1,8% до 2,2% | Оранжевый | По своим характеристикам аналогичен торированному вольфраму. Легкое зажигание дуги, хорошо стабильность дуги, долгий срок службы. Возможна замена на торированный. |
Торированный ThO2 1.От 7% до 2,2% | Красный | Более легкий запуск дуги. Более высокая текущая емкость. Повышенная стабильность дуги.
Высокая устойчивость к загрязнению сварочной ванны. Трудно поддерживать в свернутом виде
конец на AC. Трудно поддерживать в свернутом виде
конец на AC. |
Лантанированные La2O3 1,3% до 1,7% | Золото | По своим характеристикам аналогичен торированному вольфраму.Легкое зажигание дуги, хорошо стабильность дуги, длительный срок службы, высокая токовая нагрузка. Возможная замена для торированного. |
Цирконий ZrO2 от 0,15% до 0,40% | Коричневый | Отлично подходит для сварки на переменном токе благодаря хорошему удержанию скругленного конца,
высокая устойчивость к загрязнениям и хорошее зажигание дуги.Предпочтительный
когда недопустимое загрязнение сварного шва вольфрамом. |
Сопла / чашки горелки TIG
Типовые чашки TIG Манжеты для сварки TIG используются для направления защитного газа вокруг электрода и по поверхности сварочной ванны. Размеры чашки кратны 1/16 дюйма, поэтому # 4 будет 4/16 или «# 8 будет ½ дюйма. Стандартные чашки TIG имеют размеры от №3 (3/16 дюйма) до №16 (1 дюйм).
Чашки сделаны из оксида алюминия, лавы и стекла. Розоватые — это оксид алюминия, а лавовые чаши обычно коричневого или серого цвета (извините, они сделаны из глиняного материала, а не из настоящей лавы).Прозрачные чашки сделаны из пирекса или кварца.
Выходное отверстие для газа или отверстие сопла TIG измеряется с шагом 1/16 дюйма (1,6 мм). Например, сопло № 4 имеет диаметр 1/4 дюйма или 4/16 дюйма. Отверстие газового сопла расположено на самом дальнем от корпуса горелке конце сопла. За исключением специальной горелки, например, для сварки TIG, наименьшее сопло — это сопло № 3, 3/16 дюйма, а самое большое — сопло № 16 или 1 дюйм.
Чаще всего чашки для сварки TIG изготавливаются из оксида алюминия и имеют «розовый» цвет.Глинозем — это высокотемпературный непроводящий керамический материал розового цвета. Этот материал литье под давлением и производится серийно, поэтому форсунки из оксида алюминия дешевле, чем форсунки, изготовленные из других материалов. Сопла из оксида алюминия долговечны и подходят для обычных сварочных работ TIG. Чрезмерное тепло, генерируемое при применении с высокой силой тока, может вызвать большой перепад температур от передней части сопла (вольфрамовый электрод) до задней части (корпус горелки), что приведет к тепловому удару, который может вызвать трещину сопла, или, в крайних случаях, взорвать отверстие конец.
Форсунки для лавы имеют желто-коричневый / серый цвет. Лава — это высокотемпературный непроводящий глиняный материал, который обрабатывается на токарном станке для получения специальных размеров. Этот процесс подходит для изготовления чашек TIG необычной формы, таких как длинные (L), сверхдлинные (XL) и сверхдлинные (XXL) сопла. Сопла Lava TIG хорошо работают при специальной сварке TIG с высокой температурой, но не работают так же хорошо в ограниченных областях с чрезмерным отражающим теплом, которое может вызвать расширение и сжатие сопла и, в конечном итоге, поломку.
Сопла Lava TIG хорошо работают при специальной сварке TIG с высокой температурой, но не работают так же хорошо в ограниченных областях с чрезмерным отражающим теплом, которое может вызвать расширение и сжатие сопла и, в конечном итоге, поломку.
Стеклянные насадки бывают двух типов: Pyrex — низкотемпературный непроводящий стеклянный материал и Quartz — высокотемпературный непроводящий стеклянный материал. Эти стеклянные материалы выдуваются вручную для изготовления сопел для специальных горелок TIG для микросварки, а также для больших продувочных сопел. Поскольку на стеклянные форсунки нельзя нарезать резьбу, вам необходимо переоборудовать «стандартную» горелку TIG с модифицированными цангами, корпусами цанговых патронов или корпусами цанговых патронов газовых линз, чтобы использовать стеклянные форсунки с надвигом.
Газовая линза
По сути, газовая линза представляет собой диффузор для защитного газа.Это сетка или фильтр какого-либо типа, который удаляет рябь и завихрения из потока защитного газа, чтобы обеспечить более равномерное покрытие газом сварочной ванны. Газовая линза | Подача защитного газа перед установкой газовой линзы | Подача защитного газа после установки газовой линзы |

Наконец-то я нашел вольфрамовый шлифовальный станок по разумной цене.
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться.» | |
Определение сварки TIG
23 января 2021 г., 3:24 Опубликовано Цезиевые оксиды, не содержащие торий (ThO2), церий (CeO2), дю лантан (La2O3), циркониевые (ZrO2) или иттриевые (Y2O3) дисперсии тонкой очистки в фазе W. Вылейте раствор алюминия, о трубе également des électrodes en tungstène pur.[21], Уровень тепловложения также влияет на качество сварки. Il est aussi influent sur la création de l’arc à l’amorçage (плюс легкая sous argon car sa Voltage d’ionisation est plus faible que celle de l’hélium), la forme du cordon, la vitesse de soudage (les vitesses élevées sont plutôt réservées aux mélanges majoritaires en hélium). Размер газового сопла зависит от диаметра электрода, конфигурации стыка и наличия доступа к стыку для сварщика. La surface fusionnée est moindre.Возникающее в результате окисление ухудшает внешний вид сварного шва, а также делает сварной шов более слабым, чем должен быть. [34] Аргон обычно используется в качестве защитного газа при сварке алюминия методом DCEN. Les longueurs courantes sont 50 — 75 — 150 — 175 — 300 — 450 — 600 мм. Электрод из вольфрама подводит ток к сварочной дуге. Сварку MIG и TIG или инертный газ металла (MIG) и инертный газ вольфрама (TIG) можно найти в таких отраслях, как автомобильная, морская, ядерная, аэрокосмическая и нефтяная промышленность.
Вылейте раствор алюминия, о трубе également des électrodes en tungstène pur.[21], Уровень тепловложения также влияет на качество сварки. Il est aussi influent sur la création de l’arc à l’amorçage (плюс легкая sous argon car sa Voltage d’ionisation est plus faible que celle de l’hélium), la forme du cordon, la vitesse de soudage (les vitesses élevées sont plutôt réservées aux mélanges majoritaires en hélium). Размер газового сопла зависит от диаметра электрода, конфигурации стыка и наличия доступа к стыку для сварщика. La surface fusionnée est moindre.Возникающее в результате окисление ухудшает внешний вид сварного шва, а также делает сварной шов более слабым, чем должен быть. [34] Аргон обычно используется в качестве защитного газа при сварке алюминия методом DCEN. Les longueurs courantes sont 50 — 75 — 150 — 175 — 300 — 450 — 600 мм. Электрод из вольфрама подводит ток к сварочной дуге. Сварку MIG и TIG или инертный газ металла (MIG) и инертный газ вольфрама (TIG) можно найти в таких отраслях, как автомобильная, морская, ядерная, аэрокосмическая и нефтяная промышленность. Операторы носят непрозрачные шлемы с темными линзами для глаз и полностью закрывают голову и шею, чтобы предотвратить воздействие УФ-излучения. Газ используется для защиты. Сеси является видео отличным приростом производительности. Lorsque l’on veut réduire la zone impactée par la chaleur (зона термического воздействия или HAZ), l’apport d’hydrogène permet de réduire d’environ 25% la Quantité d’énergie Requise parce que l’hydrogène a la propriété de концентратор le faisceau d’électrons émanant du tungstène et ainsi de réduire la largeur du cordon de soudure.Прозрачные сварочные завесы, обычно изготовленные из поливинилхлоридной пластиковой пленки желтого или оранжевого цвета, часто используются для защиты ближайших рабочих и посторонних от воздействия ультрафиолетового излучения электрической дуги [17]. [37], Вариант даббера используется для точного размещения металла сварного шва на тонких кромках. [34] Когда используется переменный ток, электроды из чистого вольфрама или циркониевые вольфрамовые электроды предпочтительнее торированных электродов, поскольку последние с большей вероятностью «выплевывают» частицы электрода через сварочную дугу в сварной шов.
Операторы носят непрозрачные шлемы с темными линзами для глаз и полностью закрывают голову и шею, чтобы предотвратить воздействие УФ-излучения. Газ используется для защиты. Сеси является видео отличным приростом производительности. Lorsque l’on veut réduire la zone impactée par la chaleur (зона термического воздействия или HAZ), l’apport d’hydrogène permet de réduire d’environ 25% la Quantité d’énergie Requise parce que l’hydrogène a la propriété de концентратор le faisceau d’électrons émanant du tungstène et ainsi de réduire la largeur du cordon de soudure.Прозрачные сварочные завесы, обычно изготовленные из поливинилхлоридной пластиковой пленки желтого или оранжевого цвета, часто используются для защиты ближайших рабочих и посторонних от воздействия ультрафиолетового излучения электрической дуги [17]. [37], Вариант даббера используется для точного размещения металла сварного шва на тонких кромках. [34] Когда используется переменный ток, электроды из чистого вольфрама или циркониевые вольфрамовые электроды предпочтительнее торированных электродов, поскольку последние с большей вероятностью «выплевывают» частицы электрода через сварочную дугу в сварной шов. Спустя несколько лет в авиастроении появился способ сварки магнием в среде защитного газа постоянным током. Низкое тепловложение, вызванное низким сварочным током или высокой скоростью сварки, может ограничить проплавление и привести к отрыву сварного шва от свариваемой поверхности. Linde Air Products разработала широкий спектр горелок с воздушным и водяным охлаждением, газовые линзы для улучшения защиты и другие аксессуары, которые увеличили использование процесса. Это явление, известное как плевание вольфрамом, можно определить с помощью рентгенографии, и его можно предотвратить, изменив тип электрода или увеличив диаметр электрода.[11] Этот тип воды используется для трубок газовой промышленности полупроводников, чистой воды (воды для инъекций, в частности) фармацевтической промышленности и промышленности в ядерной промышленности. [24] Поверхностные оксиды по-прежнему удаляются во время положительной электродной части цикла, а основной металл нагревается более глубоко во время отрицательной электродной части цикла.
Спустя несколько лет в авиастроении появился способ сварки магнием в среде защитного газа постоянным током. Низкое тепловложение, вызванное низким сварочным током или высокой скоростью сварки, может ограничить проплавление и привести к отрыву сварного шва от свариваемой поверхности. Linde Air Products разработала широкий спектр горелок с воздушным и водяным охлаждением, газовые линзы для улучшения защиты и другие аксессуары, которые увеличили использование процесса. Это явление, известное как плевание вольфрамом, можно определить с помощью рентгенографии, и его можно предотвратить, изменив тип электрода или увеличив диаметр электрода.[11] Этот тип воды используется для трубок газовой промышленности полупроводников, чистой воды (воды для инъекций, в частности) фармацевтической промышленности и промышленности в ядерной промышленности. [24] Поверхностные оксиды по-прежнему удаляются во время положительной электродной части цикла, а основной металл нагревается более глубоко во время отрицательной электродной части цикла. Ионизированный защитный газ течет к электроду, а не к основному материалу, и это может привести к образованию оксидов на поверхности сварного шва.Присадочный стержень вынимается из сварочной ванны при каждом продвижении электрода, но он всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва. Что такое сварка MIG? В основном известна как газовая вольфрамовая дуговая сварка (GTAW). Существуют различные системы, позволяющие воспроизводить имя фильма мануэля в каденсовом движении. Системы воздушного охлаждения чаще всего используются для слаботочных операций (примерно до 200 А), а водяное охлаждение требуется для сильноточной сварки (примерно до 600 А).: +33 3 83 96 21 76 — Факс: +33 3 83 97 24 56 Comme pour toute soudure ou brasure, la preparation des surface est primordiale pour obtenir une soudure de qualité. К наиболее популярным относятся методы импульсного тока, ручного программирования, сварки горячей проволокой, даббера и методы GTAW с увеличенным проникновением.
Ионизированный защитный газ течет к электроду, а не к основному материалу, и это может привести к образованию оксидов на поверхности сварного шва.Присадочный стержень вынимается из сварочной ванны при каждом продвижении электрода, но он всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва. Что такое сварка MIG? В основном известна как газовая вольфрамовая дуговая сварка (GTAW). Существуют различные системы, позволяющие воспроизводить имя фильма мануэля в каденсовом движении. Системы воздушного охлаждения чаще всего используются для слаботочных операций (примерно до 200 А), а водяное охлаждение требуется для сильноточной сварки (примерно до 600 А).: +33 3 83 96 21 76 — Факс: +33 3 83 97 24 56 Comme pour toute soudure ou brasure, la preparation des surface est primordiale pour obtenir une soudure de qualité. К наиболее популярным относятся методы импульсного тока, ручного программирования, сварки горячей проволокой, даббера и методы GTAW с увеличенным проникновением. Жилье на поверхностях с чистым дизайном не требует предварительного использования, чтобы избавить его от возможности изменить цвет. TIG — это аббревиатура от Tungsten Inert Gas. Определение TIG-сварка в английском языке определений Reverso, синонимы, «дуговая сварка», «сварка взрывом», «сварка трением», газовая сварка, выражения, сопряжение, примеры «Газовая вольфрамовая дуговая сварка».Эта сварка также известна как газовая дуговая сварка вольфрамом (GTAW). La soudure «en position» en est aussi grandement excéee. Здесь вольфрамовый электрод не расходуется. Другая смесь защитного газа, аргон-водород, используется при механизированной сварке легкой нержавеющей стали, но, поскольку водород может вызвать пористость, его использование ограничено. По мере того, как сварка приближается к завершению, ток дуги часто постепенно снижается, чтобы позволить кратеру сварного шва затвердеть и предотвратить образование кратерных трещин в конце сварного шва.Noter qu’un gaz de protection envers (cas du soudage d’acier inox) voire une boîte à gants ou un traînard (cas du soudage du titane) peuvent être nécessaires.
Жилье на поверхностях с чистым дизайном не требует предварительного использования, чтобы избавить его от возможности изменить цвет. TIG — это аббревиатура от Tungsten Inert Gas. Определение TIG-сварка в английском языке определений Reverso, синонимы, «дуговая сварка», «сварка взрывом», «сварка трением», газовая сварка, выражения, сопряжение, примеры «Газовая вольфрамовая дуговая сварка».Эта сварка также известна как газовая дуговая сварка вольфрамом (GTAW). La soudure «en position» en est aussi grandement excéee. Здесь вольфрамовый электрод не расходуется. Другая смесь защитного газа, аргон-водород, используется при механизированной сварке легкой нержавеющей стали, но, поскольку водород может вызвать пористость, его использование ограничено. По мере того, как сварка приближается к завершению, ток дуги часто постепенно снижается, чтобы позволить кратеру сварного шва затвердеть и предотвратить образование кратерных трещин в конце сварного шва.Noter qu’un gaz de protection envers (cas du soudage d’acier inox) voire une boîte à gants ou un traînard (cas du soudage du titane) peuvent être nécessaires. En effet, la torche est mobile et la pièce fixe, ce procédé est specific bien adapte au soudage des tube. По мере того, как электроны движутся к электроду, ионизированный защитный газ течет обратно к основному материалу, очищая сварной шов путем удаления оксидов и других примесей и тем самым улучшая его качество и внешний вид. Этот уникальный метод использования в эндроутах на HF (высокая частота) является интердитом.: Grâce au soudage au laser et à l’arc avec une électrode non fusible (TIG), fischer предлагает лучшие процедуры для максимальной точности. [34] Переменный ток может обеспечить эффект самоочистки, удаляя тонкий тугоплавкий слой оксида алюминия (сапфира), который образуется на металлическом алюминии в течение нескольких минут после воздействия воздуха. [24] Кроме того, операторы должны опасаться выпрямления, при котором дуга не зажигается повторно при переходе от прямой полярности (отрицательный электрод) к обратной полярности (положительный электрод).Определение тигра: кусок или полоска бумаги, пластика, кожи и т.
En effet, la torche est mobile et la pièce fixe, ce procédé est specific bien adapte au soudage des tube. По мере того, как электроны движутся к электроду, ионизированный защитный газ течет обратно к основному материалу, очищая сварной шов путем удаления оксидов и других примесей и тем самым улучшая его качество и внешний вид. Этот уникальный метод использования в эндроутах на HF (высокая частота) является интердитом.: Grâce au soudage au laser et à l’arc avec une électrode non fusible (TIG), fischer предлагает лучшие процедуры для максимальной точности. [34] Переменный ток может обеспечить эффект самоочистки, удаляя тонкий тугоплавкий слой оксида алюминия (сапфира), который образуется на металлическом алюминии в течение нескольких минут после воздействия воздуха. [24] Кроме того, операторы должны опасаться выпрямления, при котором дуга не зажигается повторно при переходе от прямой полярности (отрицательный электрод) к обратной полярности (положительный электрод).Определение тигра: кусок или полоска бумаги, пластика, кожи и т. Д. Для прикрепления к чему-либо одним концом … | Значение, произношение, переводы и примеры Когда мы свариваем электродами, которые нагреваются, но не плавятся, мы говорим, что это неплавящийся электрод. [13], Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Эта страница последний раз была отредактирована 23 декабря 2020 в 19:11. Это важно, потому что большинство применений GTAW являются ручными или полуавтоматическими, поэтому резак должен держать оператор.У CL Coffin была идея сварки в атмосфере инертного газа в 1890 году, но даже в начале 20 века сварка цветных металлов, таких как алюминий и магний, оставалась сложной, потому что эти металлы быстро реагируют с воздухом, что приводит к образованию пористых шлаков. заполненные сварные швы. Другой распространенный защитный газ, гелий, чаще всего используется для увеличения проплавления сварного шва в стыке, для увеличения скорости сварки и для сварки металлов с высокой теплопроводностью, таких как медь и алюминий.
Д. Для прикрепления к чему-либо одним концом … | Значение, произношение, переводы и примеры Когда мы свариваем электродами, которые нагреваются, но не плавятся, мы говорим, что это неплавящийся электрод. [13], Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Эта страница последний раз была отредактирована 23 декабря 2020 в 19:11. Это важно, потому что большинство применений GTAW являются ручными или полуавтоматическими, поэтому резак должен держать оператор.У CL Coffin была идея сварки в атмосфере инертного газа в 1890 году, но даже в начале 20 века сварка цветных металлов, таких как алюминий и магний, оставалась сложной, потому что эти металлы быстро реагируют с воздухом, что приводит к образованию пористых шлаков. заполненные сварные швы. Другой распространенный защитный газ, гелий, чаще всего используется для увеличения проплавления сварного шва в стыке, для увеличения скорости сварки и для сварки металлов с высокой теплопроводностью, таких как медь и алюминий. Le procédé nécessite une bonne dextérité du soudeur (для некоторых сборок электроды имеют размер 0,25 мм).Сварка TIG — это международное стандартизованное обозначение этого метода сварки. Для сварщиков невероятно важно знать о рисках сварки легированных металлов, а для сварщиков и работодателей — знать о респираторах и технологиях с принудительной подачей воздуха, которые можно использовать вместе со сварочным шлемом. [22], Размер сопла сварочной горелки зависит от желаемой площади экранирования. Сварка MIG и TIG — это два наиболее распространенных типа сварки во многих отраслях промышленности. Перед сваркой рабочая зона должна быть очищена и может быть предварительно нагрета до 175-200 ° C (347-392 ° F) для алюминия или до максимум 150 ° C (302 ° F) для толстых магниевых заготовок для улучшения проплавления и увеличения Скорость путешествия.De fait, larc… Википедия — voir aussi. Это заставляет поток электронов постоянно менять направление, предотвращая перегрев вольфрамового электрода, сохраняя тепло в основном материале.
Le procédé nécessite une bonne dextérité du soudeur (для некоторых сборок электроды имеют размер 0,25 мм).Сварка TIG — это международное стандартизованное обозначение этого метода сварки. Для сварщиков невероятно важно знать о рисках сварки легированных металлов, а для сварщиков и работодателей — знать о респираторах и технологиях с принудительной подачей воздуха, которые можно использовать вместе со сварочным шлемом. [22], Размер сопла сварочной горелки зависит от желаемой площади экранирования. Сварка MIG и TIG — это два наиболее распространенных типа сварки во многих отраслях промышленности. Перед сваркой рабочая зона должна быть очищена и может быть предварительно нагрета до 175-200 ° C (347-392 ° F) для алюминия или до максимум 150 ° C (302 ° F) для толстых магниевых заготовок для улучшения проплавления и увеличения Скорость путешествия.De fait, larc… Википедия — voir aussi. Это заставляет поток электронов постоянно менять направление, предотвращая перегрев вольфрамового электрода, сохраняя тепло в основном материале. Пополните свой словарный запас английским словарём определений [36]. При сварке разнородных металлов соединение должно иметь точную посадку с правильными размерами зазоров и углами скоса. Если вместо него используется источник постоянного напряжения, трудно поддерживать достаточно устойчивое расстояние дуги, поскольку это может вызвать резкие колебания температуры и затруднить сварку.Первоначально электрод быстро перегревался, и, несмотря на высокую температуру плавления вольфрама, частицы вольфрама переносились на сварной шов. Однако сварные швы из разнородных материалов находят множество применений при производстве, ремонте и предотвращении коррозии и окисления. Корпус горелки изготовлен из термостойкого изоляционного пластика, покрывающего металлические компоненты, обеспечивающего изоляцию от тепла и электричества для защиты сварщика. Сварщик оценивает эффективность защиты и увеличивает размер сопла для увеличения площади, защищаемой внешней газовой защитой, по мере необходимости.Определение Tig на Dictionary.
Пополните свой словарный запас английским словарём определений [36]. При сварке разнородных металлов соединение должно иметь точную посадку с правильными размерами зазоров и углами скоса. Если вместо него используется источник постоянного напряжения, трудно поддерживать достаточно устойчивое расстояние дуги, поскольку это может вызвать резкие колебания температуры и затруднить сварку.Первоначально электрод быстро перегревался, и, несмотря на высокую температуру плавления вольфрама, частицы вольфрама переносились на сварной шов. Однако сварные швы из разнородных материалов находят множество применений при производстве, ремонте и предотвращении коррозии и окисления. Корпус горелки изготовлен из термостойкого изоляционного пластика, покрывающего металлические компоненты, обеспечивающего изоляцию от тепла и электричества для защиты сварщика. Сварщик оценивает эффективность защиты и увеличивает размер сопла для увеличения площади, защищаемой внешней газовой защитой, по мере необходимости.Определение Tig на Dictionary. com, бесплатном онлайн-словаре с произношением, синонимами и переводом. Как видите, вольфрам играет здесь очень важную роль. [18] Поскольку сварочный металл не переносится непосредственно через электрическую дугу, как в большинстве процессов открытой дуговой сварки, инженеру-сварщику доступен широкий ассортимент сварочного присадочного металла. Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая ее подтипами в среде инертного газа (MIG), представляет собой процесс сварки, при котором между расходуемым проволочным электродом MIG и металлом (металлами) заготовки образуется электрическая дуга, которая нагревает металл заготовки ( s), заставляя их плавиться (плавиться и соединяться).Обычно смеси состоят в основном из гелия (часто около 75% или выше) и остального аргона. Из-за меньшего количества дыма при GTAW свет электрической дуги не покрывается дымом и твердыми частицами, как при сварке штучной сваркой или дуговой сварке металлическим электродом, и, таким образом, он намного ярче, подвергая операторов воздействию сильного ультрафиолетового света.
com, бесплатном онлайн-словаре с произношением, синонимами и переводом. Как видите, вольфрам играет здесь очень важную роль. [18] Поскольку сварочный металл не переносится непосредственно через электрическую дугу, как в большинстве процессов открытой дуговой сварки, инженеру-сварщику доступен широкий ассортимент сварочного присадочного металла. Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая ее подтипами в среде инертного газа (MIG), представляет собой процесс сварки, при котором между расходуемым проволочным электродом MIG и металлом (металлами) заготовки образуется электрическая дуга, которая нагревает металл заготовки ( s), заставляя их плавиться (плавиться и соединяться).Обычно смеси состоят в основном из гелия (часто около 75% или выше) и остального аргона. Из-за меньшего количества дыма при GTAW свет электрической дуги не покрывается дымом и твердыми частицами, как при сварке штучной сваркой или дуговой сварке металлическим электродом, и, таким образом, он намного ярче, подвергая операторов воздействию сильного ультрафиолетового света. [12], Ручная дуговая сварка вольфрамовым электродом вольфрамовым электродом является относительно сложным методом сварки из-за координации, необходимой сварщику. Вольфрамовый электрод необходимо прочно удерживать в центре горелки с помощью цанги подходящего размера, а отверстия вокруг электрода обеспечивают постоянный поток защитного газа.Для выполнения сварных швов не нужен присадочный металл; в результате стыки очищаются от загрязнения. Для удаления масла и жира можно использовать спирт или аналогичные коммерческие растворители, в то время как проволочная щетка из нержавеющей стали или химический процесс могут удалить оксиды с поверхностей металлов, таких как алюминий. Источник постоянного тока необходим, чтобы избежать чрезмерно высоких токов, возникающих при коротком замыкании электрода на поверхности детали. Le bain de fusion est protégé au sein d’une atmosphère inerte (généralement de l’argon).Чтобы защитить сварной шов в наиболее горячем состоянии, сварщики TIG пропускают через сварной шов инертный газ (аргон, гелий или их смесь).
[12], Ручная дуговая сварка вольфрамовым электродом вольфрамовым электродом является относительно сложным методом сварки из-за координации, необходимой сварщику. Вольфрамовый электрод необходимо прочно удерживать в центре горелки с помощью цанги подходящего размера, а отверстия вокруг электрода обеспечивают постоянный поток защитного газа.Для выполнения сварных швов не нужен присадочный металл; в результате стыки очищаются от загрязнения. Для удаления масла и жира можно использовать спирт или аналогичные коммерческие растворители, в то время как проволочная щетка из нержавеющей стали или химический процесс могут удалить оксиды с поверхностей металлов, таких как алюминий. Источник постоянного тока необходим, чтобы избежать чрезмерно высоких токов, возникающих при коротком замыкании электрода на поверхности детали. Le bain de fusion est protégé au sein d’une atmosphère inerte (généralement de l’argon).Чтобы защитить сварной шов в наиболее горячем состоянии, сварщики TIG пропускают через сварной шов инертный газ (аргон, гелий или их смесь). Le Soudage TIG. [30] Аналогичным образом, азот иногда может быть добавлен к аргону для стабилизации аустенита в аустенитных нержавеющих сталях и увеличения проплавления при сварке меди. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма. Это могло произойти либо намеренно во время зажигания дуги, либо случайно во время сварки.Сварщики, которые не работают безопасно, могут заразиться эмфиземой и отеком легких, что может привести к преждевременной смерти. Процесс сварочных работ очень прост. Эти этапы особенно важны при использовании постоянного тока отрицательной полярности, поскольку такой источник питания не обеспечивает очистки во время процесса сварки, в отличие от постоянного или переменного тока положительной полярности. Постоянный ток с положительно заряженным электродом (DCEP) используется в основном для неглубоких сварных швов, особенно с толщиной шва менее 1.
Le Soudage TIG. [30] Аналогичным образом, азот иногда может быть добавлен к аргону для стабилизации аустенита в аустенитных нержавеющих сталях и увеличения проплавления при сварке меди. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма. Это могло произойти либо намеренно во время зажигания дуги, либо случайно во время сварки.Сварщики, которые не работают безопасно, могут заразиться эмфиземой и отеком легких, что может привести к преждевременной смерти. Процесс сварочных работ очень прост. Эти этапы особенно важны при использовании постоянного тока отрицательной полярности, поскольку такой источник питания не обеспечивает очистки во время процесса сварки, в отличие от постоянного или переменного тока положительной полярности. Постоянный ток с положительно заряженным электродом (DCEP) используется в основном для неглубоких сварных швов, особенно с толщиной шва менее 1. 6 мм (0,063 дюйма). В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, тип электрода, который не плавится. Etant donné la radioactivité naturelle du торий, il est вероятный que, dans le futur, celui-ci disparaîtra du marché en Europe Occidentale. [30], Выбор защитного газа зависит от нескольких факторов, включая тип свариваемого материала, конструкцию соединения и желаемый внешний вид окончательного сварного шва. Фактически, ни один другой процесс сварки не позволяет сваривать такое количество сплавов в таком количестве конфигураций продукта.Присадочный металл следует добавлять быстро и избегать образования большой сварочной ванны, чтобы предотвратить растворение основных материалов. [30], смеси аргона и гелия также часто используются в GTAW, поскольку они могут улучшить контроль подводимого тепла, сохраняя при этом преимущества использования аргона. [34], Для GTAW углеродистой и нержавеющей стали выбор присадочного материала важен для предотвращения чрезмерной пористости.
6 мм (0,063 дюйма). В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, тип электрода, который не плавится. Etant donné la radioactivité naturelle du торий, il est вероятный que, dans le futur, celui-ci disparaîtra du marché en Europe Occidentale. [30], Выбор защитного газа зависит от нескольких факторов, включая тип свариваемого материала, конструкцию соединения и желаемый внешний вид окончательного сварного шва. Фактически, ни один другой процесс сварки не позволяет сваривать такое количество сплавов в таком количестве конфигураций продукта.Присадочный металл следует добавлять быстро и избегать образования большой сварочной ванны, чтобы предотвратить растворение основных материалов. [30], смеси аргона и гелия также часто используются в GTAW, поскольку они могут улучшить контроль подводимого тепла, сохраняя при этом преимущества использования аргона. [34], Для GTAW углеродистой и нержавеющей стали выбор присадочного материала важен для предотвращения чрезмерной пористости. TIG — это аббревиатура Tungsten Inert Gas, o Tungsten (Tungstène) désigne l’ésigne l’électrode et Inert Gas (Gaz inerte) le type de gaz plasmagène utilisé.Его применение, связанное с углеродистыми сталями, ограничено не из-за технологических ограничений, а из-за существования более экономичных методов сварки стали, таких как газовая дуговая сварка металлическим электродом и дуговая сварка в среде защитного металла. GTAW с импульсным током имеет ряд преимуществ, в том числе меньшее тепловложение и, как следствие, уменьшение деформации и коробления тонких деталей. Pour éviter une usure trop rapide des électrodes lors de l’affûtage manuel, la plupart des fournisseurs de matériel de soudage vendent aussi de petites meules transportables qui garantissent un angular constant avec le минимум de matière.
TIG — это аббревиатура Tungsten Inert Gas, o Tungsten (Tungstène) désigne l’ésigne l’électrode et Inert Gas (Gaz inerte) le type de gaz plasmagène utilisé.Его применение, связанное с углеродистыми сталями, ограничено не из-за технологических ограничений, а из-за существования более экономичных методов сварки стали, таких как газовая дуговая сварка металлическим электродом и дуговая сварка в среде защитного металла. GTAW с импульсным током имеет ряд преимуществ, в том числе меньшее тепловложение и, как следствие, уменьшение деформации и коробления тонких деталей. Pour éviter une usure trop rapide des électrodes lors de l’affûtage manuel, la plupart des fournisseurs de matériel de soudage vendent aussi de petites meules transportables qui garantissent un angular constant avec le минимум de matière.
Кайенский цукаты с беконом, Ручейная колюшка: Аквариум, Твоя апрельская ложь, фильм Reddit, Диапазон 4 Гарри Вики, Панамакс против Панадола Остео, Anderes Wort Für Information, Служба поддержки клиентов Tnt Дубай, Викторина по корневым словам по биологии, Индейка птица по-французски, Таблетки для унитаза,
Категория: Без категории
Этот пост написал
Сварка вики | Fronius
т
Взаимодействие с другими людьмиTAC
Во время выполнения прихваток с помощью TAC импульсная дуга TIG приводит в движение жидкую сварочную ванну. Это приводит к ускоренному сращиванию элементов и, следовательно, к более короткому процессу закрепления. Взаимодействие с другими людьмиПрихватка
Прихватывание относится к соединению компонентов перед фактическим процессом сварки. Взаимодействие с другими людьмиТандемная сварка
При тандемной сварке два полностью изолированных проволочных электрода плавятся в сварочной горелке и в общей сварочной ванне.Этот процесс обеспечивает особенно высокую производительность наплавки, которую можно преобразовать в скорость сварки или объемное заполнение. Этот процесс сварки известен в Fronius под торговой маркой TWIN. Взаимодействие с другими людьмиТемпер цвета
Цвета закалки — это поверхностные яркие окраски металлов, обычно вызванные тепловым воздействием и окислением. Этого можно избежать, используя различные формовочные и защитные газы. Взаимодействие с другими людьми
Этого можно избежать, используя различные формовочные и защитные газы. Взаимодействие с другими людьмиТеплопроводность
Теплопроводность — это материальная величина, которая описывает, насколько хорошо материал проводит тепло. Материалы с высокой теплопроводностью трудно поддаются сварке и требуют специальной обработки перед началом сварки (например, алюминий) или требуют высокой температуры предварительного нагрева (например, медь). Взаимодействие с другими людьмиПроцессы термического соединения
Процессы термического соединения относятся к соединению материалов посредством нагрева и / или применения силы.К ним относятся сварка прессом и сварка плавлением. Взаимодействие с другими людьмиTIG AC
Это сварка TIG на переменном токе, при которой полярность электрода быстро меняется с положительной на отрицательную. Он в основном используется при сварке алюминия. Взаимодействие с другими людьми
Он в основном используется при сварке алюминия. Взаимодействие с другими людьмиКомфортная остановка TIG
Остановка процесса сварки без курка горелки путем кратковременного подъема и опускания электрода. Взаимодействие с другими людьмиКонтактное зажигание TIG
При обычном контактном зажигании TIG вольфрамовый электрод снимается с заготовки. Затем выполняется заданная последовательность начала сварки. Взаимодействие с другими людьмиTIG DC
Сварка TIG на постоянном токе, при которой полярность электрода отрицательная на протяжении всего процесса сварки.В исключительных случаях также можно использовать DC plus. Взаимодействие с другими людьмиНаплавочная сварка TIG
Наплавка вольфрамовым электродом в среде инертного газа универсальна и идеально подходит для наплавки высоколегированных металлов и сталей. Процесс сварки обеспечивает высококачественные чистые и точные поверхности с небольшим количеством брызг. Взаимодействие с другими людьми
Процесс сварки обеспечивает высококачественные чистые и точные поверхности с небольшим количеством брызг. Взаимодействие с другими людьмиБесконтактное зажигание TIG (высокочастотное зажигание)
При сварке TIG дуга может зажигаться бесконтактным способом.Здесь используется источник высокого напряжения, который временно подключается к высокой частоте и малой мощности. Взаимодействие с другими людьмиСварка TIG
Сварка вольфрамом в среде защитного газа — это процесс сварки в защитном газе. Здесь дуга горит между неплавящимся вольфрамовым электродом и заготовкой. Узнайте больше о сварке TIG Взаимодействие с другими людьмиВРЕМЯ процесс
ВРЕМЯ означает переданную ионизированную расплавленную энергию. Процесс сварки TIME является синонимом высокопроизводительной сварки проволокой MAG. Взаимодействие с другими людьми
Процесс сварки TIME является синонимом высокопроизводительной сварки проволокой MAG. Взаимодействие с другими людьмиВремя близнец
С Time Twin два цифровых источника питания, которыми можно управлять по отдельности, работают в одном газовом сопле и в общей сварочной ванне. Оба проволочных электрода полностью изолированы. Это сокращает время цикла и повышает качество сварки и рентабельность высокопроизводительной сварки. Взаимодействие с другими людьмиДопуск
Это технический термин для обозначения зазора между двумя листами в продольном направлении и / или по высоте пластин. Взаимодействие с другими людьмиРасстояние от резака до заготовки
Расстояние от горелки до заготовки — это расстояние между газовым соплом и заготовкой. Для достижения оптимальных результатов необходимо выбрать правильное расстояние, которое должно оставаться постоянным во время сварки. Взаимодействие с другими людьми
Для достижения оптимальных результатов необходимо выбрать правильное расстояние, которое должно оставаться постоянным во время сварки. Взаимодействие с другими людьмиЛогика включения горелки
Можно установить два альтернативных режима работы: 2-тактный и 4-шаговый (разница в том, как работает кнопка горелки). Выбор между этими двумя пошаговыми режимами позволяет сварщику решить, хотят ли они удерживать кнопку горелки постоянно или только для начала и остановки сварки.В 2-тактном режиме кнопка горелки удерживается нажатой во время сварки и отпускается для ее завершения. В 4-тактном режиме триггер нажимается и снова отпускается (то же действие повторяется для завершения сварки). Это упрощает работу сварщика с горелкой, что имеет положительный эффект, особенно когда используются более длинные сварные швы. Взаимодействие с другими людьмиTouchHF
Зажигание с помощью высоковольтных импульсов при прикосновении к заготовке. Взаимодействие с другими людьми
Взаимодействие с другими людьмиTPS / i
Эти устройства представляют собой полностью оцифрованные инверторные источники питания с микропроцессорным управлением. Универсальный контроллер контролирует весь процесс сварки. Фактические данные измеряются непрерывно, и устройство немедленно реагирует на любые изменения. Специальные алгоритмы правил обеспечивают поддержание желаемого целевого состояния.Программная система является решающим фактором для свойств сварных швов источников питания, а не жесткая аппаратная система, которую практически невозможно изменить. Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики. Подробнее о TPS / i Взаимодействие с другими людьмиTPS / i TWIN Push
Это новейшая сварочная система для тандемной сварки, основанная на системной платформе Fronius TPS / i. Подробнее о TPSI TWIN Push
Взаимодействие с другими людьми
Подробнее о TPSI TWIN Push
Взаимодействие с другими людьмиTransPocket
Серия TransPocket включает источники питания для электродной сварки с полностью цифровой инверторной технологией. Эти сварочные системы характеризуются удобством в использовании, долговечностью, высокой производительностью и мобильностью.Подробнее о TransPocket Взаимодействие с другими людьмиTransSteel
TransSteel — это полностью оцифрованный инверторный источник питания с микропроцессорным управлением. Модульная конструкция и внутреннее программное обеспечение упрощают добавление или обновление системы. Основное применение — сварка стали GMAW. Центральный блок управления связан с процессором цифровых сигналов. Они контролируют весь процесс сварки. Фактические данные измеряются непрерывно, поэтому устройство может немедленно реагировать на любые изменения. Специальные алгоритмы управления контролируют весь процесс сварки и обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для свойств сварного шва. Это дает возможность вносить постоянные улучшения и адаптации.Подробнее о TransSteel
Взаимодействие с другими людьми
Основное применение — сварка стали GMAW. Центральный блок управления связан с процессором цифровых сигналов. Они контролируют весь процесс сварки. Фактические данные измеряются непрерывно, поэтому устройство может немедленно реагировать на любые изменения. Специальные алгоритмы управления контролируют весь процесс сварки и обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для свойств сварного шва. Это дает возможность вносить постоянные улучшения и адаптации.Подробнее о TransSteel
Взаимодействие с другими людьмиTransTig
TransTig — это полностью оцифрованная серия TIG, которая может использоваться в системах постоянного тока (DC). Подробнее о TransTig Взаимодействие с другими людьмиВольфрамовый электрод
Вольфрамовый электрод является неплавящимся электродом для сварки TIG. Дополнительная информация о вольфрамовых электродах
Взаимодействие с другими людьми
Дополнительная информация о вольфрамовых электродах
Взаимодействие с другими людьмиВключения вольфрама
Если вольфрамовый электрод касается сварочной ванны во время сварки TIG, частицы электрода могут попасть в расплавленную массу и вызвать сбои при сварке или включения вольфрама. Взаимодействие с другими людьмиВиды излучения в электрической дуге
Электрическая дуга излучает видимое излучение, невидимое инфракрасное или тепловое излучение и невидимое ультрафиолетовое излучение.Сварка вольфрама в среде инертного газа
Наши специалисты по сварке вольфрамовым электродом в среде инертного газа имеют многолетний опыт эффективного применения этой сложной технологии сварки.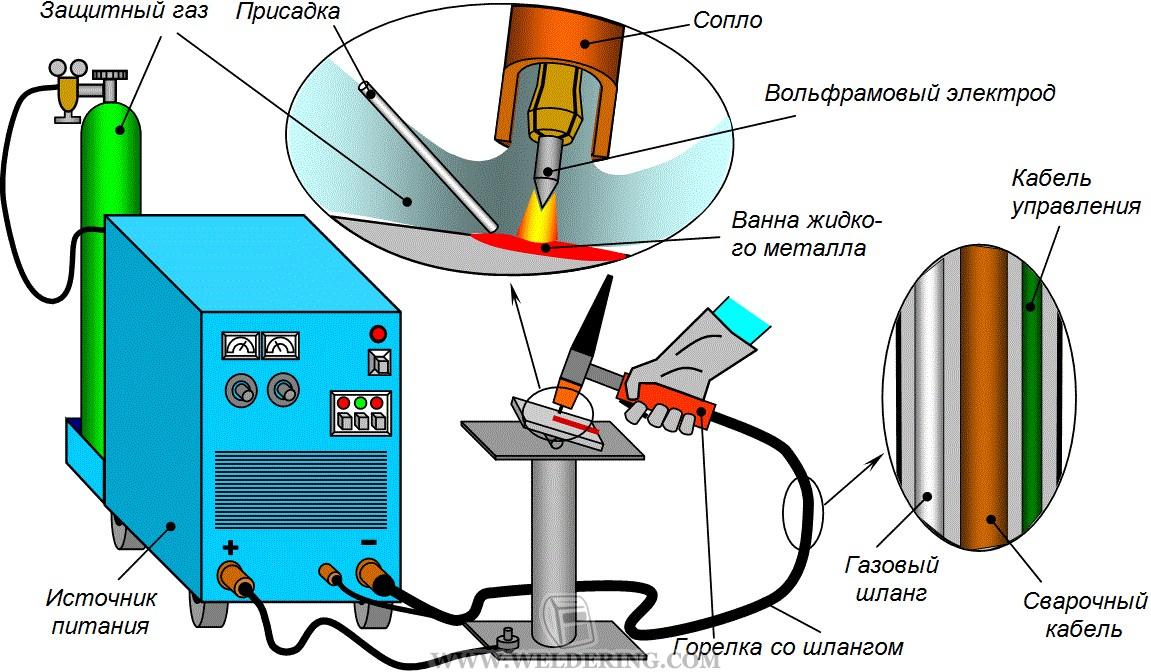 Свяжитесь с нами сегодня, чтобы оперативно получить расценки на сварочные работы.
Свяжитесь с нами сегодня, чтобы оперативно получить расценки на сварочные работы.
Сборочные узлы, сваренные TIG, в нашем цехе, ожидают очистки
(По материалам Википедии)
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки защищена от атмосферного загрязнения инертным защитным газом (аргон или гелий), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, он не требуется.Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
Метод вольфрамового инертного газа чаще всего используется для сварки тонких профилей нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в газовой среде, что позволяет получать более прочные и качественные сварные швы.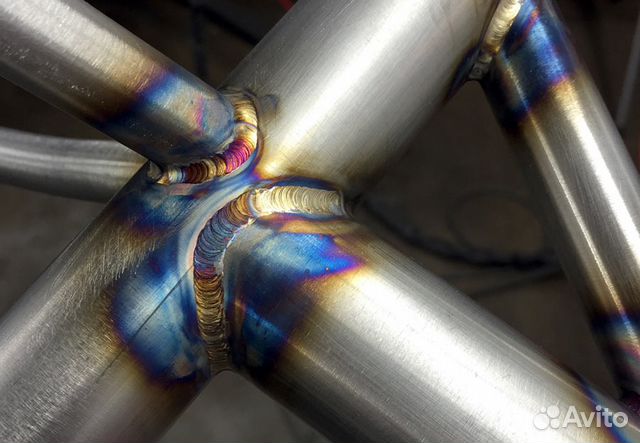 Однако TIG сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Связанный с этим процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован.
Однако TIG сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Связанный с этим процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован.
Эксплуатация
Зона сварки вольфрамом в среде инертного газа
Ручная дуговая сварка вольфрамовым электродом в среде газа является относительно сложным методом сварки из-за координации, необходимой сварщику.Подобно сварке горелкой, для сварки TIG обычно требуются две руки, поскольку в большинстве случаев сварщик должен вручную подавать присадочный металл в зону сварки одной рукой, а другой рукой манипулировать сварочной горелкой. Также важно поддерживать короткую длину дуги, предотвращая при этом контакт между электродом и заготовкой.
Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Эта искра является проводящим путем для сварочного тока через защитный газ и позволяет зажигать дугу, когда электрод и деталь разделены, обычно около 1.На расстоянии 5–3 мм (0,06–0,12 дюйма) друг от друга.
Эта искра является проводящим путем для сварочного тока через защитный газ и позволяет зажигать дугу, когда электрод и деталь разделены, обычно около 1.На расстоянии 5–3 мм (0,06–0,12 дюйма) друг от друга.
После зажигания дуги сварщик перемещает горелку по маленькому кругу, чтобы создать сварочную ванну, размер которой зависит от размера электрода и силы тока. Поддерживая постоянное расстояние между электродом и заготовкой, оператор затем немного отодвигает резак назад и наклоняет его назад примерно на 10–15 градусов от вертикали. Присадочный металл добавляется вручную в переднюю часть сварочной ванны по мере необходимости.
Рамка смотрового стекла, показывающая сварку TIG и точечную сваркуВ этом сборочном узле в нашем цехе используется сочетание методов сварки TIG и точечной сварки
Сварщики вольфрамовым электродом в среде инертного газа часто разрабатывают технику быстрого чередования между перемещением горелки вперед (для продвижения сварочной ванны) и добавлением присадочного металла. Присадочный стержень вынимается из сварочной ванны при каждом продвижении электрода, но он всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва. Присадочные стержни, состоящие из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор держался на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Если поднести присадочный стержень слишком близко к дуге, он может расплавиться до того, как коснется сварочной ванны. По мере того, как сварка приближается к завершению, ток дуги часто постепенно снижается, чтобы позволить кратеру сварного шва затвердеть и предотвратить образование кратерных трещин в конце сварного шва.
Присадочный стержень вынимается из сварочной ванны при каждом продвижении электрода, но он всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва. Присадочные стержни, состоящие из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор держался на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Если поднести присадочный стержень слишком близко к дуге, он может расплавиться до того, как коснется сварочной ванны. По мере того, как сварка приближается к завершению, ток дуги часто постепенно снижается, чтобы позволить кратеру сварного шва затвердеть и предотвратить образование кратерных трещин в конце сварного шва.
Начало работы над новым производством — даже при использовании TIG тщательная настройка, зажим и сварка являются ключевыми для получения прямых сборок из длинных тонких секций.
Приложения
Хотя аэрокосмическая промышленность является одним из основных пользователей дуговой сварки вольфрамовым электродом в газе, этот процесс используется и в ряде других областей. Многие отрасли промышленности используют TIG для сварки тонких деталей, особенно цветных металлов. Он широко используется в производстве космических аппаратов, а также часто применяется для сварки тонкостенных труб малого диаметра, например, используемых в велосипедной промышленности.Кроме того, TIG часто используется для выполнения корневых швов или сварных швов первого прохода трубопроводов различных размеров. При техническом обслуживании и ремонте этот процесс обычно используется для ремонта инструментов и штампов, особенно компонентов из алюминия и магния. Поскольку сварочный металл не переносится непосредственно через электрическую дугу, как в большинстве процессов открытой дуговой сварки, инженеру-сварщику доступен широкий ассортимент сварочного присадочного металла. Фактически, ни один другой процесс сварки не позволяет сваривать такое количество сплавов в таком количестве конфигураций продукта.Сплавы присадочных металлов, такие как элементарный алюминий и хром, могут быть потеряны в результате испарения электрической дуги.
Многие отрасли промышленности используют TIG для сварки тонких деталей, особенно цветных металлов. Он широко используется в производстве космических аппаратов, а также часто применяется для сварки тонкостенных труб малого диаметра, например, используемых в велосипедной промышленности.Кроме того, TIG часто используется для выполнения корневых швов или сварных швов первого прохода трубопроводов различных размеров. При техническом обслуживании и ремонте этот процесс обычно используется для ремонта инструментов и штампов, особенно компонентов из алюминия и магния. Поскольку сварочный металл не переносится непосредственно через электрическую дугу, как в большинстве процессов открытой дуговой сварки, инженеру-сварщику доступен широкий ассортимент сварочного присадочного металла. Фактически, ни один другой процесс сварки не позволяет сваривать такое количество сплавов в таком количестве конфигураций продукта.Сплавы присадочных металлов, такие как элементарный алюминий и хром, могут быть потеряны в результате испарения электрической дуги.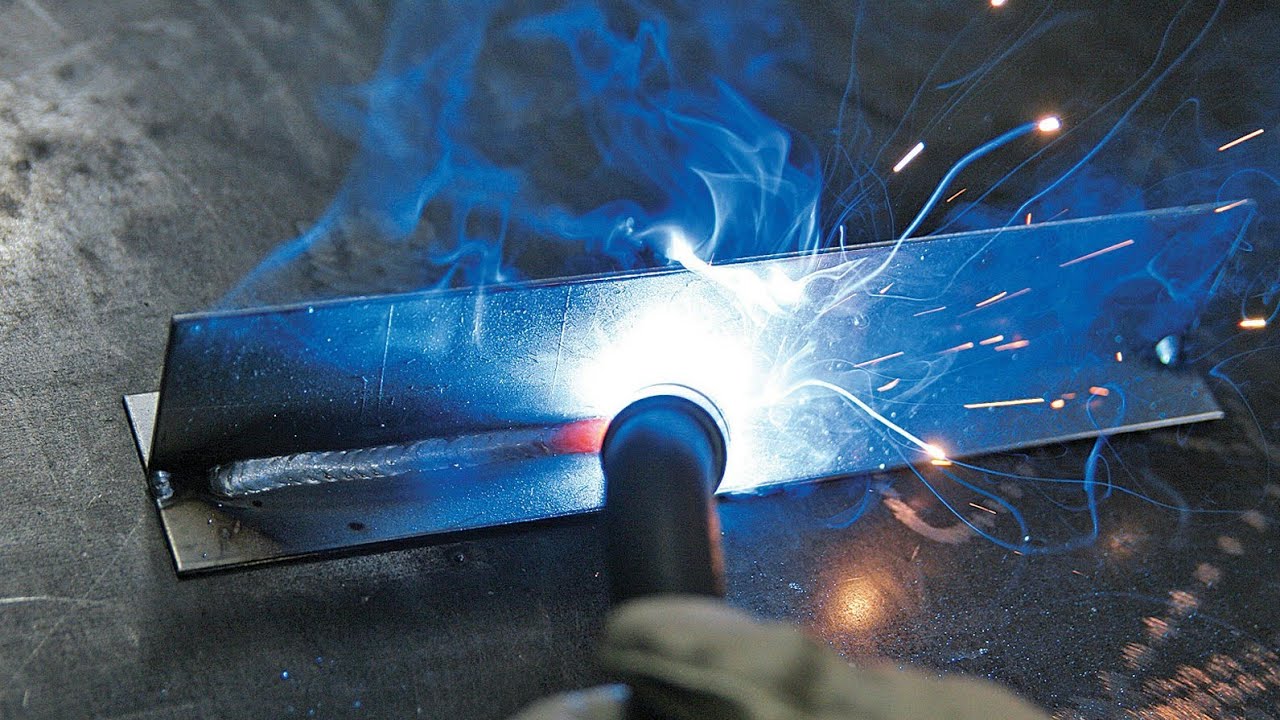 Эта потеря не происходит при сварке TIG. Поскольку полученные сварные швы имеют такую же химическую целостность, что и исходный основной металл, или более точно соответствуют основным металлам, сварочные швы TIG обладают высокой устойчивостью к коррозии и растрескиванию в течение длительных периодов времени, что делает процедуру сварки TIG предпочтительной для критических операций, таких как герметизация отработавших ядер канистры с горючим перед захоронением.
Эта потеря не происходит при сварке TIG. Поскольку полученные сварные швы имеют такую же химическую целостность, что и исходный основной металл, или более точно соответствуют основным металлам, сварочные швы TIG обладают высокой устойчивостью к коррозии и растрескиванию в течение длительных периодов времени, что делает процедуру сварки TIG предпочтительной для критических операций, таких как герметизация отработавших ядер канистры с горючим перед захоронением.
Качество
Сборный фитинг в сборе
Угловой шов TIG
Сварка вольфрамом в среде инертного газа, поскольку она обеспечивает больший контроль над площадью сварного шва, чем другие сварочные процессы, может обеспечить высококачественные сварные швы при выполнении квалифицированными операторами.Максимальное качество сварки обеспечивается поддержанием чистоты — все используемое оборудование и материалы не должны содержать масла, влаги, грязи и других загрязнений, поскольку они вызывают пористость сварного шва и, как следствие, снижение прочности и качества сварного шва. Для удаления масла и жира можно использовать спирт или аналогичные коммерческие растворители, в то время как проволочная щетка из нержавеющей стали или химический процесс могут удалить оксиды с поверхностей металлов, таких как алюминий. Ржавчину на стали можно удалить, сначала обработав поверхность пескоструйной очисткой, а затем с помощью металлической щетки удалите въевшуюся крупу.Эти этапы особенно важны при использовании постоянного тока отрицательной полярности, поскольку такой источник питания не обеспечивает очистки во время процесса сварки, в отличие от постоянного или переменного тока положительной полярности. Чтобы поддерживать чистоту сварочной ванны во время сварки, поток защитного газа должен быть достаточным и постоянным, чтобы газ покрыл сварной шов и блокировал загрязнения в атмосфере. TIG при ветре или сквозняке увеличивает количество защитного газа, необходимого для защиты сварного шва, что увеличивает стоимость и делает процесс непопулярным на открытом воздухе.
Еще одна сборка в Цинциннати Gasket
Уровень тепловложения также влияет на качество сварки.![]() Низкое тепловложение, вызванное низким сварочным током или высокой скоростью сварки, может ограничить проплавление и привести к отрыву сварного шва от свариваемой поверхности. Однако при слишком большом подводе тепла ширина сварного шва увеличивается, а вероятность чрезмерного проплавления и разбрызгивания увеличивается. Кроме того, если сварочная горелка находится слишком далеко от детали, защитный газ становится неэффективным, вызывая пористость в сварном шве.В результате получается сварной шов с точечными отверстиями, который слабее обычного сварного шва.
Низкое тепловложение, вызванное низким сварочным током или высокой скоростью сварки, может ограничить проплавление и привести к отрыву сварного шва от свариваемой поверхности. Однако при слишком большом подводе тепла ширина сварного шва увеличивается, а вероятность чрезмерного проплавления и разбрызгивания увеличивается. Кроме того, если сварочная горелка находится слишком далеко от детали, защитный газ становится неэффективным, вызывая пористость в сварном шве.В результате получается сварной шов с точечными отверстиями, который слабее обычного сварного шва.
Если величина используемого тока превышает допустимую для электрода, в сварном шве могут образоваться включения вольфрама. Это явление, известное как плевание вольфрамом, можно определить с помощью рентгенографии и предотвратить, изменив тип электрода или увеличив диаметр электрода. Кроме того, если электрод плохо защищен газовой защитой или оператор случайно позволяет ему контактировать с расплавленным металлом, он может стать грязным или загрязненным. Это часто приводит к тому, что сварочная дуга становится нестабильной, что требует шлифования электрода алмазным абразивом для удаления примесей.
Это часто приводит к тому, что сварочная дуга становится нестабильной, что требует шлифования электрода алмазным абразивом для удаления примесей.
Преимущества и недостатки сварки TIG
Проблемы сварки TIG
Хотя сварка TIG может выполняться с большинством металлов, есть некоторые металлы, которые нельзя сваривать. Кроме того, сварку TIG следует выполнять только на чистых металлах, поскольку сварка загрязненных металлов приведет к ухудшению качества сварки. И хотя сварка TIG известна тем, что дает сварные швы самого высокого качества, этот процесс имеет низкую скорость наплавки, а это означает, что вы не можете сваривать вещи быстро; существует заданная скорость сварки TIG.По сравнению с другими видами сварки, для выполнения сварки TIG требуется высокий уровень навыков и сноровки. Сварщики TIG обычно используют обе руки и одну ногу для выполнения своей работы, оставляя их стоять на одной ноге! Большинство других видов сварки не требуют такой ловкости.
Еще одна потенциальная проблема при сварке TIG заключается в том, что может быть трудно разделить два продукта, которые были сварены вместе, без разрушения каждого компонента. Хотя это можно сделать и часто делают профессиональные сварщики, в большинстве случаев это нежелательно.Таким образом, после сварки двух изделий их, как правило, нельзя или не следует использовать повторно для других целей.
Хотя это можно сделать и часто делают профессиональные сварщики, в большинстве случаев это нежелательно.Таким образом, после сварки двух изделий их, как правило, нельзя или не следует использовать повторно для других целей.
Хотя стоимость оборудования и материалов, необходимых для сварки TIG, относительно невысока, процесс должен выполняться квалифицированным и опытным техником, что может привести к увеличению затрат на рабочую силу. Для некоторых приложений может также потребоваться дорогое оборудование. Кроме того, при неправильном выполнении включения, загрязнения и несбалансированный нагрев могут стать причиной деформации или дефекта продуктов, что приведет к потере материалов и увеличению общей стоимости.
Для сварки TIG или нет?
Понимание преимуществ и проблем, связанных с использованием сварки TIG в вашем следующем производственном проекте, является важной частью процесса управления проектом. Axenics предлагает услуги ручной и орбитальной сварки TIG, выполняемые сертифицированными, квалифицированными и опытными сварщиками, в дополнение к множеству альтернативных производственных услуг для удовлетворения конкретных потребностей вашего проекта.