зона термического влияния — это… Что такое зона термического влияния?
3.4 зона термического влияния: Участок тела насосной штанги длиной 250 мм, измеряемый от торца штанги.
54.
Зона термического влияния
Зона основного материала, претерпевшая изменения под воздействием термического цикла.
3.4.3 зона термического влияния; ЗТВ: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке.
При ВЧС образуются две зоны — МШ и ЗТВ. При ДСФ и ДСГ образуются три зоны — МШ, ЗС и ЗТВ.
3.2.9 зона термического влияния: Участок тела насосной штанги длиной 250 мм, отсчитываемый от подэлеваторного бурта в сторону тела штанги;
3.19 зона термического влияния: Та часть основного металла, который не расплавлен, но свойства или микроструктура которого изменяется под воздействием высокой температуры при сварке, резке или наплавке.
3.19 зона термического влияния:
100. Зона термического влияния
D. Wärmeeinflußzone
E. Heat affected zone
Часть паяного соединения с измененными под влиянием нагрева при пайке структурой и свойствами паяемого материала
3.7 Зона термического влияния — участок сварного соединения, непосредственно примыкающий к шву по границе сплавления и не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке.
3.5.1.3 зона термического влияния: Зона основного металла, претерпевшего изменения при пайке.
3.1.6 зона термического влияния: Участок основного металла непосредственно примыкающий к шву, не подвергшийся расплавлению, структура и свойства которого изменились по границе сплавления в результате нагрева при сварке.
3.1.38. зона термического влияния : Участок основного металла, не подвергавшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке;
1.2.7 Зона термического влияния — участок сварного соединения, непосредственно примыкающий к шву по границе сплавления и не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке.
Смотри также родственные термины:
3.4.3 зона термического влияния (ЗТВ): Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке.
При ВЧС образуются две зоны — МШ и ЗТВ. При ДСФ и ДСГ образуются три зоны — МШ, ЗС и ЗТВ.
3.1 Зона термического влияния (ЗТВ): Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке плавлением или термической резке.
124. Зона термического влияния при сварке
Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке
3.16 зона термического влияния при сварке: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Зона термического влияния при сварке. Зона термического влияния
Участок основного металла от линии сплавления до зоны, в которой происходит изменение структуры и свойств металла в результате нагрева при сварке или наплавке
Зона термического влияния при сварке. Зона термического влияния
Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
Строение и дефекты сварных соединений
Содержание страницы
1. Структура сварного шва, полученного при электродуговой сварке
Свариваемость, как указано в начале главы 5, – это способность получения сварного соединения, равнопрочного с основным металлом. Ее характеризуют: коэффициент равнопрочности сварного соединения; количество допускаемых способов сварки; простота технологии. При применении широко распространенной электродуговой сварки температуры сварочной ванны и примыкающего металла достигают высоких значений. После кратковременного нагрева следует достаточно быстрое охлаждение. Этот термический цикл определяет строение сварного шва и зоны термического влияния (ЗТВ), чаще называемой околошовной зоной. При сварке углеродистой стали структура околошовной зоны формируется в соответствии
с диаграммой состояния железо – углерод (рис. 57). Зона наплавленного металла (сварной шов) представляет собой перемешанный в жидком состоянии с основным металлом материал электрода или присадочной проволоки (например, при сварке плавящимся электродом или при сварке неплавящимся электродом с присадкой соответственно) или только расплавленный основной металл (после сварки неплавящимся электродом без присадки). Этот участок, кристаллизуясь, образует сварной шов (рис. 57). Сварной шов имеет литую структуру, которая образуется в процессе первичной кристаллизации. Из-за направленного отвода теплоты кристаллы здесь приобретают столбчатую форму, вытянутую перпендикулярно линии сплавления.
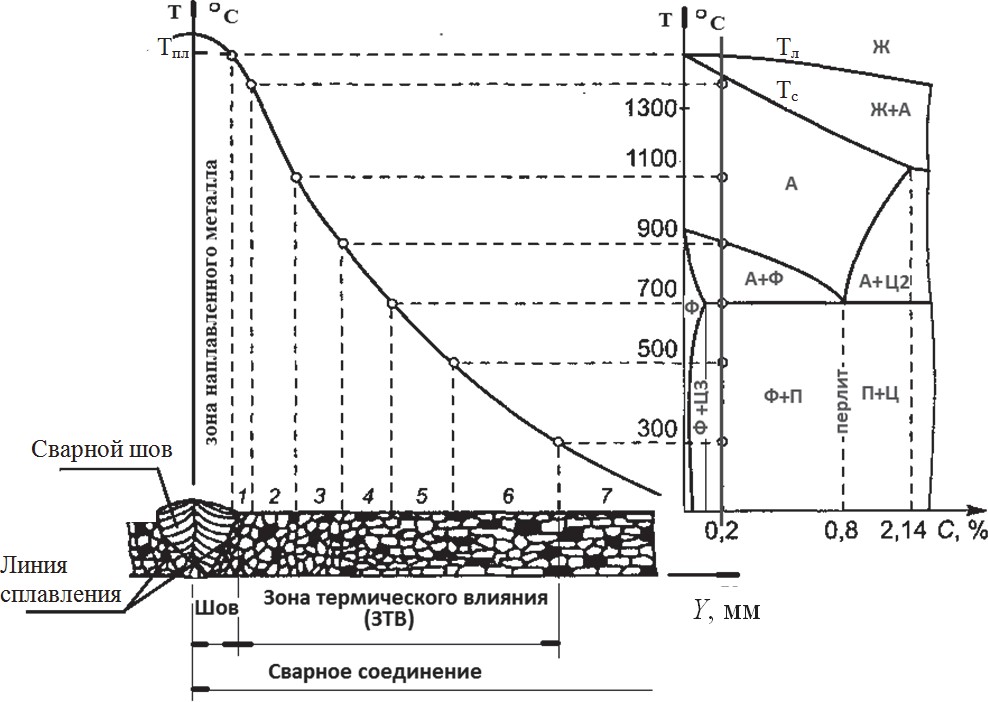
Рис. 57. Схема строения зоны термического влияния (ЗТВ) сварного соединения при однослойной дуговой сварке низкоуглеродистой стали с содержанием углерода 0,2 %. Тпл – температура плавления; Тл – температура ликвидус; Тс – температура солидус; Ж – жидкость; А – аустенит; Ф – феррит; П – перлит; Ц – цементит; Ц2 – цементит вторичный; Ц3 – цементит третичный
Грубая столбчатая структура металла шва является неблагоприятной, так как снижает прочность и пластичность металла.
Зона термического влияния по степени нагрева состоит из ряда участков 1, 2, 3, 4, 5, 6 (рис. 57).
В зоне термического влияния, т. е. на участке основного металла, прилегающего к шву, под воздействием нагрева происходят фазовые и структурные превращения. В результате фазовых превращений в ЗТВ возможно существенное повышение твердости и снижение пластичности (рис. 58).
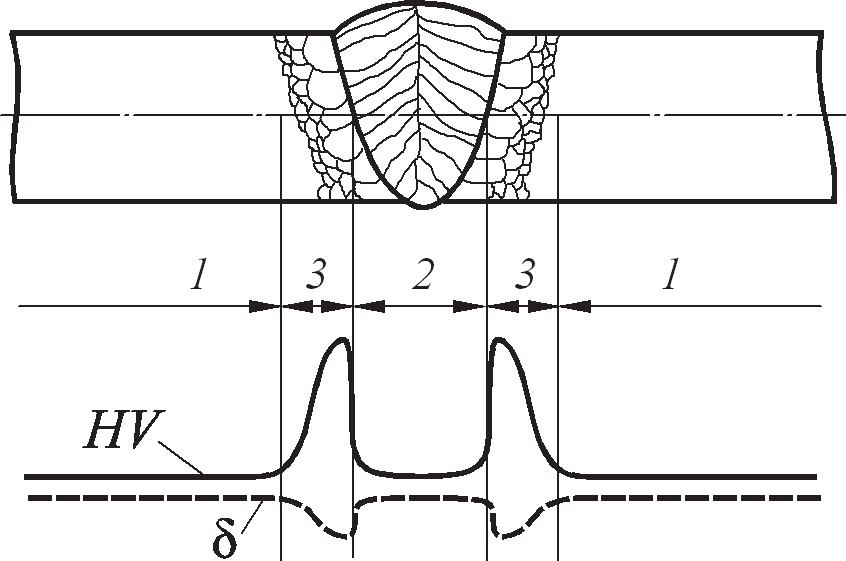
Рис. 58. Неоднородность механических свойств различных зон сварного соединения легированной стали: 1 -основной металл; 2 – шов с литой структурой; 3 – зона термического влияния; δ – относительное удлинение; HV – твердость по Виккерсу
Участок 1 неполного расплавления околошовной зоны – переходный от наплавленного металла к основному (рис. 57)..На этом участке происходит образование соединения и проходит граница сплавления, он представляет собой очень узкую область основного металла, нагретого до частичного оплавления зерен.
На участке 2 в результате перегрева при сварке в среднем до температур 1 100–1 470 °С металл отличается крупнозернистой структурой и пониженными механическими свойствами (пластичностью, ударной вязкостью, повышенной хрупкостью). Эти свойства тем ниже, чем крупнее зерно и шире зона перегрева (рис. 57). В углеродистых сталях здесь формируется видманштеттовая структура, состоящая из сетки феррита и пластинчатого перлита; в легированных сталях возможно образование структур закалки: бейнита, мартенсита или смеси мартенсита с бейнитом. Этот участок предрасположен к образованию холодных трещин (рис. 57).
Участок 3 характеризуется полной перекристаллизацией в результате нагрева выше критической точки А3 в среднем до 900–1 100 °С (рис. 57). На этом участке в углеродистых сталях образуется мелкое зерно, они имеют повышенный запас пластичности и вязкости; в легированных сталях здесь также возможно образование структур закалки.
Участок 4 неполной перекристаллизации – область сварного соединения, нагреваемая в среднем до 700–900 °С. Неполная перекристаллизация в межкритическом интервале температур А1–А3 вызвана недостаточным временем нагрева (рис. 57).. Металл этого участка имеет более низкие механические свойства, чем металл предыдущего участка. Ширина его составляет примерно 0,3–3 мм. При нагреве углеродистых сталей здесь сохраняется крупное зерно феррита и измельчается перлитная составляющая; а в легированных сталях возможно образование структур неполной закалки.
Участок рекристаллизации 5 – область сварного соединения, нагреваемая до 500–700 °С (рис. 57)..Если сталь перед сваркой испытала холодную деформацию (прокатку, ковку, штамповку), то на этом участке развиваются процессы рекристаллизации, приводящие к росту зерна, огрублению структуры и, как следствие, к разупрочнению. Ширина участка составляет примерно 0,3–5 мм.
Участок 6 – зона низкого отпуска, область сварного соединения, нагреваемая до 300 – 500 °С (рис. 57). Этот участок является переходом от зоны термического влияния к основному металлу, испытывающей нагрев ниже температур фазовых превращений. Происходящие на этом участке изменения зависят от исходной структуры стали, которая может не изменяться или испытывать низкий отпуск, если металл был предварительно закален.
В этой зоне могут протекать процессы старения из-за выпадения карбидов железа и нитридов, в связи с чем механические свойства металла этой зоны понижаются.
Участок 7 – основной металл, который не претерпевал заметных изменений в процессе сварки (рис. 57).
Ширина зоны термического влияния зависит от вида, способа и режимов сварки. Чем меньше тепловое воздействие на металл источника теплоты, тем уже зона термического влияния. При электрошлаковой сварке зона термического влияния составляет обычно 25 мм и более; при газовой сварке – 15–20 мм; ручной дуговой сварке 3–6 мм, при сварке под флюсом средних толщин около 10 мм; при сварке в защитных газах – 1–3 мм; при лазерной и электронно-лучевой – десятые доли миллиметра.
2. Дефекты сварных швов и причины их возникновения
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность.
Дефекты еще можно поделить на допустимые и недопустимые, что зависит от конкретно поставленной задачи, но в любом случае дефект есть дефект и он требует устранения. В большинстве случаев его легче предупредить, чем устранить. Для этого следует обратить внимание:
- на квалификацию сварщика и применяемую им технологию;
- соответствие присадочного материала свариваемому;
- чистоту свариваемой поверхности;
- качество применяемого оборудования;
- используемый защитный газ в случае его применения.
При контроле перечисленных факторов брак и дефекты сводятся к минимуму или же отсутствуют вовсе.
Дефекты швов подразделяют на три группы:
- внешние (наружные), к основным из которых относятся трещины, подрезы, наплывы, кратеры, непровары.
- внутренние, среди которых чаще всего встречаются пористость, непровары и посторонние включения;
- сквозные – трещины, прожоги.
Внешние дефекты характеризуются тем, что видимы невооруженным глазом и часто нарушают геометрию сварного соединения.
Непровар возникает, если толщина сварочного шва не соответствует толщине металла. Обратным его проявлением можно назвать: прожог – сквозное отверстие в сварочном шве; подрез – канавка в основном металле по краям шва; наплыв – наплыв присадочного материала на основной без сплавления; кратер, который образуется в результате резкой остановки процесса сварки.
Внутренние дефекты, к которым стоит относиться предельно внимательно, поскольку сразу их различить не всегда представляется возможным, могут повлиять на качество и прочность сварного шва. Горячие трещины образуются вдоль или поперек шва при сварке; холодные возникают уже после остывания материалов; поры частично можно отнести и к внешним дефектам, поскольку они могут образовываться как на поверхности шва, так и внутри него.
Сквозные дефекты: трещины, прожоги – являются недопустимыми. Наиболее опасное проявление пониженной свариваемости – образование горячих и холодных трещин в шве и в ЗТВ (рис. 57). Причины возникновения трещин снижение пластичности и прочности как в процессе кристаллизации шва, так и в после сварочный период вследствие полиморфных превращений и насыщения газами, а также в результате развития сварочных напряжений и деформаций. Ширина участков зоны термического влияния зависит от режима сварки и толщины свариваемого металла.
Свариваемость стали тем выше, чем меньше в ней углерода и легирующих элементов. Влияние углерода является определяющим. С увеличением его концентрации усиливается склонность к образованию горячих и холодных трещин.
Горячие трещины образуются непосредственно в сварном шве в процессе кристаллизации, когда металл находится в двухфазном состоянии. Причинами их возникновения являются кристаллизационные усадочные напряжения, а также образование сегрегации примесей (серы, фосфора, кислорода), ослабляющих связи между формирующимися зернами. Склонность к образованию горячих трещин тем выше, чем шире интервал кристаллизации и ниже металлургическое качество стали. Углерод расширяет интервал кристаллизации и усиливает склонность стали к возникновению горячих трещин (рис. 59, а, б, в, г).
Холодные трещины образуются при охлаждении сварного шва ниже 200–300 °С преимущественно в зоне термического влияния (ЗТВ). Это наиболее распространенный дефект при сварке легированных сталей. Холодные трещины редко встречаются в низкоуглеродистых сталях и особенно в сталях с аустенитной структурой. Причина их образования – это внутренние напряжения, возникающие при структурных превращениях (особенно мартенситном), в результате ускоренного охлаждения, приводящего к местной закалке. Увеличивая объемный эффект мартенситного превращения, углерод способствует появлению холодных трещин (рис. 59, д, е).
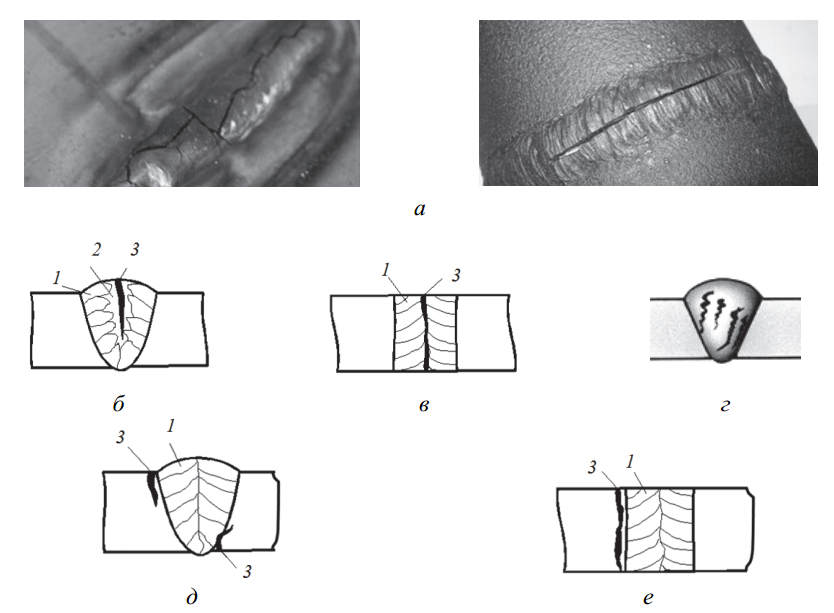
Рис. 59. Вид трещин сварных соединений: а, б, в, г – горячих; д, е – холодных; г – схема дефекта – горячие трещины; 1 – столбчатые кристаллы; 2 – расположение жидких прослоек при завершении кристаллизации шва; 3 – трещины
Для оценки склонности стали к образованию холодных трещин используют значение углеродного эквивалента:
Сэкв = С + Мn/6 + Si/24 + Ni/40 + Сг/5 + Мо/4 + V/14 + Сu/13 + Р/2,
где символы легирующих элементов обозначают их массовые доли в данной марке стали, а числа – их коэффициенты активности.
Высокой свариваемостью обладают стали, у которых углеродный эквивалент не превышает 0,45–0,48 %, т. е., как уже говорилось, содержащие до 0,25 % С. В эту группу входят углеродистые стали Ст1–Ст4, 05, 08, 10, 15, 20, 25; низколегированные стали 09Г2(Д), 09Г2С, 14Г2, 15ГФ(Д), 16ГС, 17ГС и др., применяемые для изготовления различных металлоконструкций (трубопроводов, мостов, вагонов, судов), а также стали с карбонитридным упрочнением 14Г2АФ(Д), 15Г2СФ(Д), 16Г2АФ и др., применяемые для изготовления металлоконструкций (мостов, цехов, кранов, резервуаров). Поэтому при выборе видов и способов сварки предпочтение следует отдавать тем видам и способам, которые обеспечивают минимальную протяженность зоны термического влияния (например, сварка в среде защитных газов, лазерная и электронно-лучевая сварка). Режимы сварочного процесса следует назначать такими, чтобы при условии качественного формирования сварного шва обеспечивались:
- минимальное время пребывания в области высоких температур околошовной зоны и зоны перегрева;
- низкие скорости охлаждения участков ЗТВ, претерпевающих полиморфные превращения.
Кроме того, в зависимости от склонности свариваемых сталей к образованию закалочных структур, необходимо предусматривать предварительный (до сварки), сопутствующий (во время сварки) и последующий (после сварки) подогрев, которые снижают скорость охлаждения участков ЗТВ.
Исправление трещины заключается в рассверливании ее начала и конца с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.
Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции. Подрезы – это углубления (канавки) в месте перехода – основной металл-сварной шов. Подрезы встречаются довольно часто (рис. 60). Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним однородного соединения (рис. 61). Они возникают при недостаточном прогреве основного металла вследствие малого тока из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
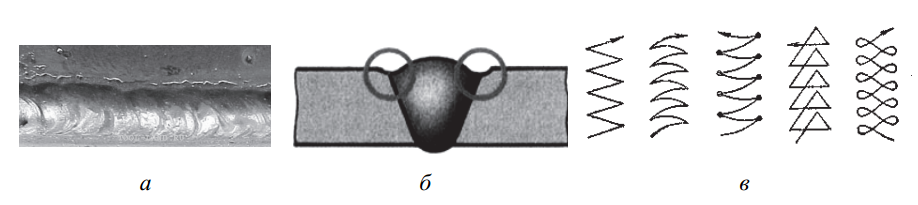
Рис. 60. Подрезы на изделии: а – фото дефекта; б – схема дефекта; в – основные траектории движения конца электрода при ручной дуговой сварке уширенных валиков
Прожоги проявляются в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве (рис. 62). При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу. Исправляют дефект зачисткой и последующей заваркой.
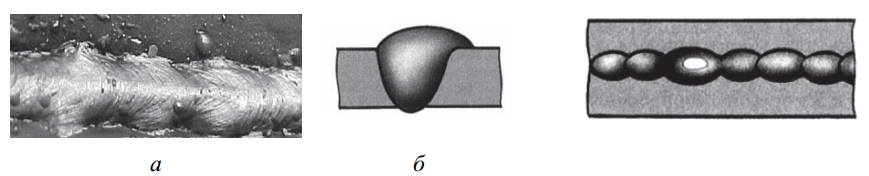
Рис. 61. Наплывы на сварном соединении; а – фото дефекта; б – схема дефекта
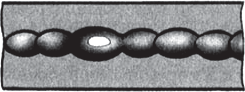
Рис. 62. Схема прожога сварного соединения
Непровары – это локальные несплавления наплавленного металла с основным или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва (рис. 63). Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции. Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить ее.
Кратеры – дефекты в виде углубления, возникающего в результате обрыва сварочной дуги (рис. 64). Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.
Свищи – дефекты швов в виде углубления, как и кратеры, уменьшают прочность шва и способствуют развитию трещин (рис. 65). Способ исправления обычный – вырезка дефектного места и заварка.
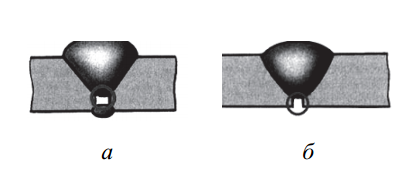
Рис. 63. Схемы дефектовнепроваров на сварном соединении: а – внутренний; б – наружный
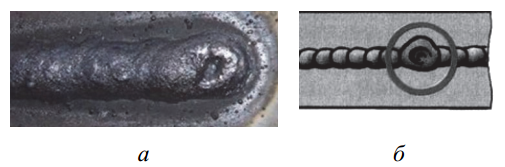
Рис. 64. Кратер сварочного шва: а – фото дефекта; б – схема дефекта
Пористость – это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания (рис. 66). Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами. Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижает прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Рис. 65. Схемы дефектов – свищи в сварных швах
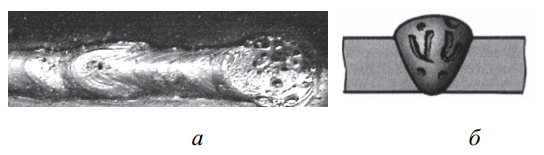
Рис. 66. Пористость в сварном шве: а – фото дефекта, б – схема дефекта
Перегрев и пережог металла возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом – ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением (рис. 67, а). Причины пережога те же самые, что и перегрева, а кроме этого, еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
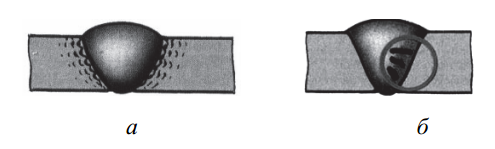
Рис. 67. Схемы дефектов: а – пережог металла шва; б – посторонние включения сварного соединения
Посторонние включения могут состоять из различных веществ – шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него (рис. 67, б). Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке. Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные – из-за плохой растворимости окислов и чрезмерно быстрого охлаждения. Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устра- няют вырезкой и завариванием.
3. Напряжения и деформации при сварке
Все металлы при нагревании расширяются, а при охлаждении сжимаются. Процессы сварки плавлением характеризуются образованием в сварном соединении неравномерного объемного температурного поля. В результате этого степень расширения на стадии нагрева и укорочения на стадии охлаждения неравномерно нагретых слоев металла будет различной. Наличие неразрывной связи между нагретыми и холодными участками металла приводит к тому, что расширяющиеся при нагреве и укорачивающиеся при охлаждении слои металла, нагретые до высоких температур, встречают препятствие со стороны холодных слоев. В сварном соединении возникают собственные (внутренние) напряжения, направленные на преодоление этого препятствия.
Сварочные напряжения, превышающие предел текучести металла, вызывают пластическую деформацию конструкции, что приводит к изменению размеров и формы изделия. Если сварочные напряжения превышают предел прочности, то происходит образование трещин в шве или в зоне термического влияния.
Сварочные напряжения и деформации возникают в результате неравномерного нагревания заготовок при сварке, усадке и структурных превращениях в металле в процессе охлаждения.
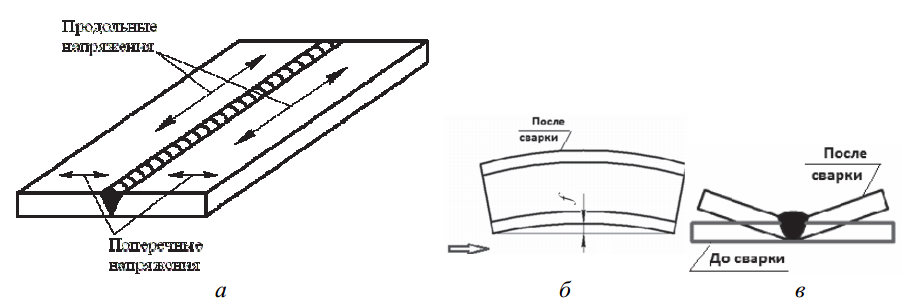
Рис. 68. Направления действия продольных и поперечных внутренних напряжений: а – при стыковой сварке пластин; б – деформация сварных изделий от продольной усадки наплавленного металла при симметричном расположении шва: в – деформация сварных изделий от поперечной усадки; f – величина прогиба
При изготовлении изделий с использованием сварки плавлением соединения происходит продольная и поперечная усадка металла шва, поэтому образуются продольные и поперечные внутренние напряжения (рис. 68, а). Эти напряжения вызывают деформацию сварных изделий. В результате продольной усадки возникает коробление изделий в продольном направлении (рис. 68, б). Поперечная усадка, как правило, приводит к угловым деформациям, т. е. к короблению в сторону большего объема расплавленного металла (рис. 68, в).
4. Контроль качества сварных соединений
Качество сварных соединений обеспечивают предварительным контролем заготовок, текущим контролем за процессом сварки и приемочным контролем сварных соединений. Различают разрушающие и неразрушающие методы контроля.
Разрушающие испытания проводят обычно на образцах-свидетелях, моделях и реже на самих изделиях. Образцы-свидетели изготавливают из того же материала и по той же технологии, что и сварные соединения изделий. Механические испытания соединений и металла шва проводят на растяжение, изгиб, сплющивание и т. п. По характеру нагрузки различают статические, динамические и усталостные испытания. Методы разрушающего контроля, как правило, позволяют получить численные данные, характеризующие механические свойства соединений.
При неразрушающих испытаниях, осуществляемых обычно на самих изделиях, оценивают физические свойства, которые косвенно характеризуют качество изделий. Методы неразрушающего контроля сварных соединений в зависимости от характера физических полей или движущихся масс, взаимодействующих с контролируемым объектом, подразделяют на пять видов: радиационный, акустический (ультразвуковой), магнитный, капиллярный и течеискателем.
В настоящее время при контроле сварных соединений и изделий применяют все описанные способы контроля. Однако ни один из них не универсален, поэтому важен не только правильный выбор метода контроля, но и их комбинирование, сочетание разрушающих и неразрушающих испытаний.
Просмотров: 380
Зона — термическое влияние — Большая Энциклопедия Нефти и Газа, статья, страница 1
Зона — термическое влияние
Cтраница 1
Зона термического влияния ( ЗТВ) — участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения. Это часто приводит к тому, что ЗТВ имеет отличные от основного металла вторичную микроструктуру и величину зерна. Она располагается непосредственно у сварного шва и состоит из нескольких рядов крупных зерен, в том числе оплавленных. [2]
Зона термического влияния при однослойной однопроходной сварке стали состоит из трех участков, называемых ( в порядке расположения от шва) участком полной перекристаллизации, частичной и рекристаллизации, или старения. Участок полной перикристаллизации состоит из трех зон. Зона, примыкающая непосредственно к шву, называется зоной сплавления. Металл в этой зоне нагревается выше температуры солидуса, но ниже температуры ликвидуса и находится в твердо-жидком состоянии. С зоной сплавления граничит зона перегрева с температурой 1100 — 1300 С и весьма крупным зерном металла. Зону сплавления и зону крупного зерна в совокупности называют околошовной зоной. На участке перекристаллизации металл нагревается от 500 С до температуры несколько ниже Ас. В этой зоне наблюдается разупрочнение металла, свариваемого в на-гартованном состоянии, в состоянии после термического упрочнения и у сталей контролируемой прокатки. [3]
Зона термического влияния вдоль кромки реза имеет полосу шириной около 50 мкм из низкоуглеродистого мартенсита. Затем следует полоса с переходной структурой, которая представляет собой переход от низкоуглеродистого мартенсита через бейнит и чрезвычайно тонкий феррит-перлит в нормальную феррит-перлитную структуру основного металла. Микротвердость от кромки реза с 350 — 400 Й2о сначала повышается до максимальной 450 Шо на глубине до 0 1 мм, а затем с увеличением расстояния от кромки снижается до твердости основного металла. Высокоуглеродистый мартенсит белого цвета с твердостью 800 — 900 Шо, который появляется после газовой резки, нигде не замечен. [4]
Зона термического влияния — участок сварного соединения, непосредственно примыкающий к шву по границе сплавления и не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке. [5]
Зона термического влияния не подвергается отбелу, ак это имеет место при другил способах сварки. [6]
Зона термического влияния не подвергается отбелу, как это имеет место при других способах сварки. [7]
Зона термического влияния — это околошовный участок основного металла, нагретый в процессе сварки от 100 С до температуры плавления. Обычно слабым местом в сварном соединении являются шов и зона термического влияния. [10]
Зона термического влияния 3 1В характеризуется неравномерным распределением максимальных температур нагрева; в этой зоне можно различать участки: старения 200 — 300 С; отпуска 250 — 650 С; неполной перекристаллизации примерно 700 — 870 С; нормализации 840 — 1000 С; перегрева 1000 — 1250 С и околошовный участок — несколько рядов черен, непосредственно примыкающих к линии сплавления-от 1250 С до температуры плавления. На этом участке наиболее резко изменяется структура металла, по
Зона термического влияния при сварке
- Зона термического влияния при сварке
Зона сплавления
124. Зона термического влияния при сварке
Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке
3.16 зона термического влияния при сварке: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- зона термического влияния (ЗТВ)
- Зона термического влияния при сварке. Зона термического влияния
Смотреть что такое «Зона термического влияния при сварке» в других словарях:
Зона термического влияния при сварке
зона термического влияния при сварке — Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN heat affected zone … Справочник технического переводчика
ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ ПРИ СВАРКЕ — [heat affected zone] участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке … Металлургический словарь
Зона термического влияния при сварке. Зона термического влияния
— Участок основного металла от линии сплавления до зоны, в которой происходит изменение структуры и свойств металла в результате нагрева при сварке или наплавке Источник: РД 03 606 03: Инструкция по визуальному и измерительному контролю Зона… … Словарь-справочник терминов нормативно-технической документациизона термического влияния — Участок основного металла, не подвергающийся расплавлению, структура которого изменилась в результате нагрева при сварке плавлением или резке [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] зона термического… … Справочник технического переводчика
зона термического влияния — 3.4 зона термического влияния: Участок тела насосной штанги длиной 250 мм, измеряемый от торца штанги. Источник: ГОСТ Р 51161 2002: Штанги насосные, устьевые штоки и муфты к ним. Технические условия … Словарь-справочник терминов нормативно-технической документации
зона термического влияния (ЗТВ) — 3.4.3 зона термического влияния (ЗТВ): Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке. При ВЧС образуются две зоны МШ и ЗТВ. При ДСФ и ДСГ образуются три зоны МШ,… … Словарь-справочник терминов нормативно-технической документации
зона термического влияния, — 3.1.13 зона термического влияния, ЗТВ: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [ГОСТ 2601, п. 124] Источник … Словарь-справочник терминов нормативно-технической документации
ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ — участок основного металла, не подвергающийся расплавлению, структура которого изменилась в результате нагрева при сварке плавлением или резке (Болгарский язык; Български) зона на термично [на топлинно] влияние (Чешский язык; Čeština) tepelně… … Строительный словарь
зона — 3.11 зона: Пространство, содержащее логически сгруппированные элементы данных в МСП. Примечание Для МСП определяются семь зон. Источник: ГОСТ Р 52535.1 2006: Карты идентификационные. Машиносчитываемые дорожные документы. Часть 1. Машин … Словарь-справочник терминов нормативно-технической документации
Зона термического влияния — Википедия. Что такое Зона термического влияния
Материал из Википедии — свободной энциклопедии Поперечное сечение сварного соединения встык, темно-серый цвет — сварной шов или зона сплавления, средне-серый цвет показывает зоны термического влияния, светлый серый цвет — базовый материал.
Поперечное сечение сварного соединения встык, темно-серый цвет — сварной шов или зона сплавления, средне-серый цвет показывает зоны термического влияния, светлый серый цвет — базовый материал. 
Зона термического влияния (ЗТВ) — объём основного материала, металла или термопластика, который при сварке не доводится до плавления, однако его микроструктура и свойства меняются под воздействием выделяемого тепла.
Степень изменения свойств материала в зоне зависит от основного материала, присадочного металла шва, объёма и концентрации теплоты в процессе сварки. Полученная микроструктура, в свою очередь, влияет как на прочность сварного соединения, так и на прочность конструкции[1].
Зона термического влияния при сварке стали имеет полосу из низкоуглеродистого мартенсита, её ширина — около 50 мкм, за ней расположена полоса с переходной структурой — от низкоуглеродистого мартенсита через бейнит и тонкий слой феррит-перлита в феррит-перлитную структуру основного металла.
По распределению температур нагрева зона термического влияния разделяется на следующие участки:
- Участок старения, температура 200—300 С;
- Участок отпуска, температура 250—650 С;
- Участок неполной перекристаллизации, температура 700—870 С;
- Участок нормализации, температура 840—1000 С;
- Участок перегрева, температура 1000—1250 С
- Участок околошовный, температура от 1250 С до температуры плавления.
Температуропроводность свариваемого материала играет большую роль для зоны термического влияния — если коэффициент диффузии материала является высоким, скорость охлаждения шва и ЗТВ относительно невелика. Количество теплоты, выделяемое в процессе сварки также играет для ЗТВ важную роль, так в процессе кислородной сварки используется высокая погонная энергия, при этом увеличивается размер зоны термического влияния. Такие процессы, как лазерная и электронно-лучевая сварка проходят при высокой концентрации энергии при ограниченном количестве выделяемой теплоты, в результате — ЗТВ мала по размерам. Дуговая сварка занимает промежуточное положение между этими двумя крайними для ЗТВ процессами. Для расчета выделяемой теплоты при дуговой сварке используется следующая формула:
- Q=(V×I×60S×1000)×Efficiency{\displaystyle Q=\left({\frac {V\times I\times 60}{S\times 1000}}\right)\times \mathrm {Efficiency} }
где Q = теплота (кДж/мм), V = напряжение (Вольт), I = сила тока (А), S = скорость сварки (мм/мин). Коэффициент Efficiency зависит от процесса сварки, для ручной дуговой сварки металла он имеет значение 0.75, для газовой дуговая сварка металлическим электродом и дуговой сварки — 0,9, для дуговой сварки вольфрама — 0.8.
Литература
- Weman, Klas (2003). Welding processes handbook. New York: CRC Press LLC. ISBN 0-8493-1773-8.
Ссылки
Примечания
Зона термического влияния — это… Что такое Зона термического влияния?
- Зона термического влияния
- Heat-affected zone (HAZ) — Зона термического влияния (ЗТВ).
Та часть основного металла, которая не была расплавлена во время сварки, пайки, резки, но чья микроструктура и свойства были изменены в результате нагрева.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО «Профессионал», НПО «Мир и семья»; Санкт-Петербург, 2003 г.)
.
Смотреть что такое «Зона термического влияния» в других словарях:
зона термического влияния — Участок основного металла, не подвергающийся расплавлению, структура которого изменилась в результате нагрева при сварке плавлением или резке [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] зона термического… … Справочник технического переводчика
зона термического влияния — 3.4 зона термического влияния: Участок тела насосной штанги длиной 250 мм, измеряемый от торца штанги. Источник: ГОСТ Р 51161 2002: Штанги насосные, устьевые штоки и муфты к ним. Технические условия … Словарь-справочник терминов нормативно-технической документации
зона термического влияния, — 3.1.13 зона термического влияния, ЗТВ: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [ГОСТ 2601, п. 124] Источник … Словарь-справочник терминов нормативно-технической документации
зона термического влияния — [heat affected zone] участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменялись в результате нагрева при сварке или наплавке; Смотри также: Зона окислительная зона калибрующая зона волоки … Энциклопедический словарь по металлургии
ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ — участок основного металла, не подвергающийся расплавлению, структура которого изменилась в результате нагрева при сварке плавлением или резке (Болгарский язык; Български) зона на термично [на топлинно] влияние (Чешский язык; Čeština) tepelně… … Строительный словарь
Зона термического влияния при сварке. Зона термического влияния — Участок основного металла от линии сплавления до зоны, в которой происходит изменение структуры и свойств металла в результате нагрева при сварке или наплавке Источник: РД 03 606 03: Инструкция по визуальному и измерительному контролю Зона… … Словарь-справочник терминов нормативно-технической документации
Зона термического влияния при сварке — Зона сплавления 124. Зона термического влияния при сварке Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке Источник: ГОСТ 2601 84: Сварка металлов.… … Словарь-справочник терминов нормативно-технической документации
зона термического влияния (металлургия) — зона термического влияния ЗТВ Та часть основного металла, которая не была расплавлена во время сварки, пайки, резки, но чья микроструктура и свойства были изменены в результате нагрева. [http://www.manual steel.ru/eng a.html] Тематики металлургия … Справочник технического переводчика
зона термического влияния при сварке — Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN heat affected zone … Справочник технического переводчика
Зона термического влияния при сварке — – участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
зона термического влияния — это… Что такое зона термического влияния?
- heat-affected zone
- slip(glide) zone
Смотреть что такое «зона термического влияния» в других словарях:
зона термического влияния — Участок основного металла, не подвергающийся расплавлению, структура которого изменилась в результате нагрева при сварке плавлением или резке [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] зона термического… … Справочник технического переводчика
зона термического влияния — 3.4 зона термического влияния: Участок тела насосной штанги длиной 250 мм, измеряемый от торца штанги. Источник: ГОСТ Р 51161 2002: Штанги насосные, устьевые штоки и муфты к ним. Технические условия … Словарь-справочник терминов нормативно-технической документации
Зона термического влияния — Heat affected zone (HAZ) Зона термического влияния (ЗТВ). Та часть основного металла, которая не была расплавлена во время сварки, пайки, резки, но чья микроструктура и свойства были изменены в результате нагрева. (Источник: «Металлы и сплавы.… … Словарь металлургических терминов
зона термического влияния, — 3.1.13 зона термического влияния, ЗТВ: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [ГОСТ 2601, п. 124] Источник … Словарь-справочник терминов нормативно-технической документации
ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ — участок основного металла, не подвергающийся расплавлению, структура которого изменилась в результате нагрева при сварке плавлением или резке (Болгарский язык; Български) зона на термично [на топлинно] влияние (Чешский язык; Čeština) tepelně… … Строительный словарь
Зона термического влияния при сварке. Зона термического влияния — Участок основного металла от линии сплавления до зоны, в которой происходит изменение структуры и свойств металла в результате нагрева при сварке или наплавке Источник: РД 03 606 03: Инструкция по визуальному и измерительному контролю Зона… … Словарь-справочник терминов нормативно-технической документации
Зона термического влияния при сварке — Зона сплавления 124. Зона термического влияния при сварке Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке Источник: ГОСТ 2601 84: Сварка металлов.… … Словарь-справочник терминов нормативно-технической документации
зона термического влияния (металлургия) — зона термического влияния ЗТВ Та часть основного металла, которая не была расплавлена во время сварки, пайки, резки, но чья микроструктура и свойства были изменены в результате нагрева. [http://www.manual steel.ru/eng a.html] Тематики металлургия … Справочник технического переводчика
зона термического влияния при сварке — Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN heat affected zone … Справочник технического переводчика
Зона термического влияния при сварке — – участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов