В чем разница между сваркой переменным и постоянным током? – Всё для сварки
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC — это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC — постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином «полярность».
Электрические цепи имеют полюса — отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину — в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
Например, используют:
- WP — вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 — легированные вольфрамовые электроды для сварки на постоянном и переменном токах.
Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.

- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.

Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
что это такое, особенности применения
На чтение 10 мин. Опубликовано
Сварка переменным током обходится дешево и применяется в случаях, когда к качеству шва предъявляют низкие требования. Некоторые электроды для такого вида работ не подходят.
Переменный ток применяют, когда товар может быть не самого высшего качества.Что такое переменный ток
Данный вид тока представляет собой организованное колебательное движение заряженных частиц. Причиной явления выступает электрическое напряжение, изменяющееся по синусоидальному закону. Электроток связан с ним прямой зависимостью: I=U/R. Значит, он постоянно меняется таким же образом.
Причиной явления выступает электрическое напряжение, изменяющееся по синусоидальному закону. Электроток связан с ним прямой зависимостью: I=U/R. Значит, он постоянно меняется таким же образом.
Ток и напряжение этого вида характеризуются следующими параметрами:
- Мгновенным значением. Это сила тока i и напряжение u в текущий момент времени.
- Максимальной величиной. Это наибольшее отклонение от нулевого значения (Imax и Umax).
- Амплитудой. Это разница между наибольшими отклонениями.
- Частотой. Это число колебаний в единицу времени (f). Для сетевого тока показатель составляет 50 Гц (циклов в секунду).
- Периодом. Это длительность одного цикла колебаний в секундах (T). Величина связана с частотой: Т=1/f.
Тот факт, что электроток и напряжение постоянно меняются, сильно усложняет расчеты. Для их упрощения вводят т.н. действующее значение. Это постоянный ток (напряжение), эквивалентный данному переменному, т.е. вызывающий выделение такого же количества тепла в линейном проводнике.
Например, действующим значением является вольтаж 220 В в бытовой розетке. По факту, напряжение в ней постоянно меняется по синусоидальному закону от +311 до -311 В.
Что такое постоянный ток
Постоянным током называют упорядоченное движение заряженных частиц, отвечающее 2 условиям:
- направление не меняется;
- ампераж варьируется столь плавно, что индуктивные свойства цепи никак себя не проявляют.
Один полюс источника постоянного напряжения является отрицательным (-), другой — положительным (+). Принято считать, что ток движется в направлении от «+» к «-». Но в металлах, где свободными частицами являются отрицательно заряженные электроны, они перемещаются наоборот — от «-» к «+».
Постоянный электроток для сварки получают путем выпрямления переменного. Используют схему из диодов (вентилей) — полупроводниковых приборов, пропускающих электричество только в одном направлении. Для сглаживания пульсаций диодный мост дополняют емкостным фильтром. 2)*R, где R — сопротивление проводника.
2)*R, где R — сопротивление проводника.
Сварка основана на первом явлении. При движении электротока через воздушный промежуток образуется дуговой разряд, характеризующийся высокой температурой. Он вызывает плавление металла, вследствие чего кромки заготовок сливаются воедино.
Способность электротока создавать магнитное поле используют для понижения напряжения с помощью трансформатора. Он состоит из 2 не связанных между собой катушек. Первичная подключается к сети, и протекающий в ней электроток посредством переменного магнитного поля наводит ЭДС во вторичной. Коэффициент понижения напряжения зависит от соотношения числа витков в катушках.
Влияние сварочного тока на сварку
Согласно формуле Q=I²хR, тепловложение в процессе электросварки зависит от силы тока. Чем выше ее значение, тем глубже плавится металл.
Необходимо подобрать оптимальную величину, иначе возникают следующие дефекты:
- При заниженном токе — непровар.
- При завышенном — прожог металла, обширная сварочная ванна, деформация заготовок.
В обоих случаях шов становится менее прочным.
Факторы, влияющие на выбор показателей
Величину сварочного тока выбирают по 2 критериям:
- Диаметру электрода. Чем толще расходник, тем выше ампераж.
- Материалу обмазки. Например, рутиловыми электродами варят на меньшем электротоке, чем основными.
Диаметр расходника выбирают в зависимости от толщины заготовок.
Таблица влияния сварочного тока на различные показатели.Выбор тока для сварки материалов
Рекомендуемый диапазон приводится на упаковке с расходниками. Точное значение определяют опытным путем.
Электрод 4 мм
Такими расходниками варят заготовки толщиной 4-6 мм. Устанавливают силу электротока в пределах 120-200 А.
Электрод 3 мм
Расходники с такой толщиной используют для соединения деталей со стенкой в 3-4 мм. Оптимальные значения сварочного тока находятся в диапазоне 80-160 А.
Электрод 2 мм
Тонким расходником варят сталь толщиной 2-3 мм. Выбирают ампераж между 40 и 80 А.
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
Инвертор преобразует сетевой ток в следующем порядке:
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.

Повышение частоты электротока позволяет существенно уменьшить размеры и вес трансформатора. В результате сокращаются стоимость устройства и потери в нем.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
Инверторы стоят дороже прочих видов, но удобство работы и высокое качество шва разницу в цене оправдывает.
Различают аппараты для следующих видов электросварки:
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
 Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.Аппараты для сварки плавящимися расходниками оснащены электрододержателем.
По назначению устройства делятся на виды:
- Для ручной сварки — аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.

Что такое электроды постоянного и переменного тока
Электродом называют отрезок металлической проволоки, предназначенный для подведения электричества к заготовке. Изделия делятся на 2 вида:
- плавящиеся;
- тугоплавкие.
Изделия первого типа снабжены обмазкой. Она выполняет следующие функции:
- Образует защитный газ.
- Служит источником легирующих элементов.
- Поддерживает горение дуги за счет легкоионизируемых элементов. Для протекания электротока нужны свободные носители заряда. Присутствие в промежутке между расходником и заготовкой, помимо электронов, прочих ионов стабилизирует процесс.
Плавящиеся электроды делятся на виды:
- универсальные — работают на любом виде электричества;
- для сварки на постоянном напряжении.

Электроды сварочные.Тугоплавкие электроды тоже относятся к универсальным.
Отличия электродов постоянного и переменного тока
По виду обмазки расходники делятся на виды:
- Кислые.
- Целлюлозные.
- Рутиловые.
- Основные (фтористо-кальциевые).
Первые 3 вида являются универсальными, четвертый — предназначен для сваривания только на постоянном напряжении. Основные и рутиловые электроды наиболее распространены.
Особенность сварки на переменном электротоке заключается в менее стабильном горении дуги. Она крайне чувствительна к числу свободных носителей заряда. В обмазке основного типа содержится фтор, выступающий деионизирующим элементом. Он затрудняет горение дуги, поэтому на переменном напряжении такие расходники работают плохо.
Преимущество фтористо-кальциевой обмазки состоит в отсутствии органики, что исключает насыщение металла водородом и обеспечивает ему хорошую защиту от окисления.
 В результате шов получается прочным и пластичным.
В результате шов получается прочным и пластичным.Необходимо обращать внимание и на характеристики сварочного аппарата. Для старта дуги на переменном токе некоторые электроды требуют повышенного напряжения холостого хода — 70 или 90 В против стандартных 50. Это особенно необходимо при повторном розжиге, когда расходник покрыт шлаком. У большинства трансформаторов напряжение холостого хода составляет 50 В. Есть модели с дополнительным выходом, генерирующим напряжение холостого хода в 70 (В). Они стоят дороже. Для инвертора этот показатель составляет 89-93 (В).
При выборе электродов следует учитывать тип сварочного аппарата.Марки электродов для переменного и постоянного тока
На переменном токе можно варить расходниками:
- ОЗС-4, ОЗС-6, ОЗС-12 (рутиловыми). Предназначены для сварки углеродистых сталей.
- МР-3. Созданы для соединения низкоуглеродистых сталей. Рекомендованы начинающим сварщикам. Обеспечивают высокое качество соединения даже при наличии на заготовках грязи, ржавчины и влаги. Разновидность МР-3С предназначена для высокоуглеродистых и низколегированных сталей.
- АНО-4, АНО-6, АНО-21. Первая марка создана для низкоуглеродистых сталей, средняя — для углеродистых, третья — для высокоуглеродистых и низколегированных.
- WP. Вольфрамовые расходники.
- WL-15 и WL-20. Легированные вольфрамовые расходники.
 Разновидность МР-3С предназначена для высокоуглеродистых и низколегированных сталей.
Разновидность МР-3С предназначена для высокоуглеродистых и низколегированных сталей.Следующими электродами варят только на постоянном электротоке:
- УОНИ-13/55. Считаются лучшими для изготовления ответственных конструкций из углеродистой стали. При затухании дуги расплавленная обмазка сразу застывает на торце электрода, поэтому для повторного розжига его следует зачистить.
- ОЗЛ-8. Предназначены для сталей, легированных хромом и никелем. Используются при изготовлении узлов, испытывающих высокие нагрузки; создают прочный, устойчивый к окислению шов. Необходимо обеспечить плавное остывание металла, иначе возможно его растрескивание.
- Kobelco LB-52U (Япония). Созданы для изготовления ответственных конструкций из низкоуглеродистой стали. Часто применяются при отсутствии возможности выполнить двухстороннее обваривание, например при монтаже трубопроводов. Чувствительны к влажности обмазки, потому нуждаются в предварительной прокалке при температуре 300°С.
- ESAB OK 61.30 (Швеция). Электрод для нержавеющей стали.
 Часто применяются при отсутствии возможности выполнить двухстороннее обваривание, например при монтаже трубопроводов. Чувствительны к влажности обмазки, потому нуждаются в предварительной прокалке при температуре 300°С.
Часто применяются при отсутствии возможности выполнить двухстороннее обваривание, например при монтаже трубопроводов. Чувствительны к влажности обмазки, потому нуждаются в предварительной прокалке при температуре 300°С.Разница между сваркой переменным и постоянным током
Трансформаторы переменного тока имеют следующие преимущества:
- низкую стоимость;
- простую конструкцию;
- высокий КПД;
- надежность;
- большой ресурс.
Недостатки:
- Низкое качество шва. Он получается широким и неровным из-за колебаний дуги.
- Большие потери металла из-за сильного разбрызгивания.
- Плохое горение дуги.
- Возможность варить только углеродистую сталь.
Сварку переменным током используют в следующих ситуациях:
- К качеству предъявляются низкие требования.
- Необходимо большое тепловложение, например при строительстве судов.
Аппараты постоянного электротока сложнее, дороже.
 Они характеризуются относительно большими потерями мощности, но обеспечивают высокое качество соединения и стабильность дуги. Помимо углеродистой стали, ими можно варить нержавеющую, а также цветные металлы (используют соответствующие электроды).
Они характеризуются относительно большими потерями мощности, но обеспечивают высокое качество соединения и стабильность дуги. Помимо углеродистой стали, ими можно варить нержавеющую, а также цветные металлы (используют соответствующие электроды).В сварке на постоянном электротоке различают 2 способа подключения:
- С прямой полярностью. Отрицательный полюс (катод) подключается к электроду, положительный (анод) — к заготовке.
- С обратной полярностью. Анод подключают к расходнику, катод — к заготовке.
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного — минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | — | 0 |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.

Дополнительная информация
При сварке постоянным током наблюдается неравномерное распределение тепловой энергии между заготовкой и электродом:
- Для плавящихся расходников. Анодное пятно холоднее катодного. Поэтому для соединения тонкостенных заготовок используют прямую полярность (чтобы не прожечь их), для толстостенных — обратную (для более глубокого проплавления).
- Для тугоплавящихся расходников. Анодное пятно, наоборот, горячее катодного.
Сварку тугоплавким электродом ведут только на прямой полярности, независимо от толщины заготовок. При обратном подключении, когда разряд бьет в расходник, он быстро засоряется.
Сервис Северные Стрелы —
Получение прочных неразрывных соединений различных металлов интересовало человечество с глубокой древности: уже тогда для создания таких соединений применялись пайка и кузнечная ковка. В современном понятии сварка – это процесс неразъемного соединения металлов под действием тепла — путем их нагрева или деформации (или совместного воздействия — и нагревом, и деформацией). Открытие в 1802 году российским профессором В.В. Петровым явления электрической дуги позволило ему предложить использовать электрический ток в процессе сварки металлов. В нынешнее время сварка возможна уже с применением не только электрического тока, но и использует лазер, ультразвук, трение и даже энергию взрывов. Такое многообразие процессов, задействованных для сварки, дали возможность применения различных сварочных аппаратов в строительных и монтажных работах, на кораблестроительных верфях, в машино- и самолетостроении, для медицины и электротехники…Современная сварка стала основным способом для формирования неразрывного соединения металлов, будь то конструирование микрочипа или монтаж нефтедобывающей морской платформы и космической орбитальной станции. Роль сварочного аппарата в этом процессе заключается в нагреве или расплавлении соединяемых поверхностей металлических деталей, чаще всего действием электрического тока или газа высокой температуры.
В современном понятии сварка – это процесс неразъемного соединения металлов под действием тепла — путем их нагрева или деформации (или совместного воздействия — и нагревом, и деформацией). Открытие в 1802 году российским профессором В.В. Петровым явления электрической дуги позволило ему предложить использовать электрический ток в процессе сварки металлов. В нынешнее время сварка возможна уже с применением не только электрического тока, но и использует лазер, ультразвук, трение и даже энергию взрывов. Такое многообразие процессов, задействованных для сварки, дали возможность применения различных сварочных аппаратов в строительных и монтажных работах, на кораблестроительных верфях, в машино- и самолетостроении, для медицины и электротехники…Современная сварка стала основным способом для формирования неразрывного соединения металлов, будь то конструирование микрочипа или монтаж нефтедобывающей морской платформы и космической орбитальной станции. Роль сварочного аппарата в этом процессе заключается в нагреве или расплавлении соединяемых поверхностей металлических деталей, чаще всего действием электрического тока или газа высокой температуры.
Наиболее часто в сварочном процессе используется переменный или постоянный ток, их применение находится в прямой зависимости от набора требований к качеству сварного шва и видов используемых в этой сварке металлов. Поэтому широчайшее распространение благодаря низкой цене, простоте устройства и долговечности в работе получили сварочные аппараты для сварки штучным покрытым электродом (такой режим сварочных работ называется ММА, что расшифровывают как «Manual Metal Arc», то есть — ручная электродуговая сварка плавящимся штучным покрытым электродом) . Сейчас такая сварка — наиболее распространенный ее вид, благодаря своей универсальности и доступности. Среди аппаратов для такой сварки принято различать: трансформаторы, выпрямители и инверторы.
Трансформаторы являются самыми доступными по цене и простыми сварочными устройствами. Их задача преобразовать переменный ток большого напряжения из электросети — в переменный ток меньшего напряжения, используемый для проведения процесса сварки. Однако, использование переменного тока делает электрическую дугу в сварочном процессе непостоянной и трудно поддерживаемой. Непостоянство электродуги, наличие ненужных шлаковых и газовых включений в сварочной ванне способно привести к низкому качеству сварочного шва и разбрызгиванию раскаленного металла. Поэтому, для качественной работы с таким аппаратом сварщик должен иметь высокую квалификацию. Использование для сварки переменного тока позволяет сваривать только черные металлы – различные марки стали, некоторые виды чугуна; в то же время именно применение переменного тока делает возможной стыковую и нахлестную сварку. Про сварочные трансформаторы в целом можно сказать, что они характерны своим существенным весом, значительным энергопотреблением и высокой чувствительностью к перепадам напряжения в сети.
Однако, негативное влияние переменного тока на качество сварочного процесса исчезает при применении сварочных выпрямителей. В этих аппаратах помимо уменьшения напряжения сетевого тока происходит еще и преобразование переменного тока в постоянный. Эта трансформация обеспечивается наличием системы из диодных полупроводников, способствующих преобразованию поступающего синусоидального переменного тока в линейный постоянный ток с пологопадающими внешними характеристиками. На сварочных выпрямителях стабильность электрической дуги уже позволяет выполнять достаточно качественный и герметичный шов, обеспечивает глубокий провар в области сварочного шва. В их работе значительно понижен уровень разбрызгивания горячего металла, и дуга обретает лучшую защиту, а сварное соединение получает качественные прочность и однородность. Затраты времени на сварку такими аппаратами резко сокращаются, поскольку отпадает необходимость дополнительной зачистки созданного сварного шва от капель металла с прилегающих ко шву поверхностей; в сварке постоянным током становится возможно использование всех видов электродов. Особенно важно и то, что применение постоянного тока обратной полярности дает возможность сваривать алюминиевые детали. Известно, что на поверхности алюминия, даже пребывающего в расплавленном состоянии, всегда присутствует пленка из оксидов, препятствующая образованию свободных атомарных связей в наружных слоях атомов и осложняющая этим сварку алюминиевых деталей. Разрушение такой оксидной пленки становится возможным только за счет движения заряженных частиц изнутри расплавленного материала: именно это освобождает связанные прежде атомарные связи для образования новых слоев молекулярной решетки — уже между соединяемыми алюминиевыми поверхностями. Так же в сварке выпрямители применяются для работы со всеми видами чугуна, нержавеющей и высоколегированной по маркам сталью, а еще с медью, с никелем, c титаном и их сплавами.
Особенно важно и то, что применение постоянного тока обратной полярности дает возможность сваривать алюминиевые детали. Известно, что на поверхности алюминия, даже пребывающего в расплавленном состоянии, всегда присутствует пленка из оксидов, препятствующая образованию свободных атомарных связей в наружных слоях атомов и осложняющая этим сварку алюминиевых деталей. Разрушение такой оксидной пленки становится возможным только за счет движения заряженных частиц изнутри расплавленного материала: именно это освобождает связанные прежде атомарные связи для образования новых слоев молекулярной решетки — уже между соединяемыми алюминиевыми поверхностями. Так же в сварке выпрямители применяются для работы со всеми видами чугуна, нержавеющей и высоколегированной по маркам сталью, а еще с медью, с никелем, c титаном и их сплавами.
Сварочные инверторы являются одним из последних научных изобретений в области сварки. Они преобразуют переменный ток высокого напряжения с низкой частотой в переменный ток низкого напряжения высокой частоты, а затем и в постоянный ток низкого напряжения и низкой частоты. Малый вес, присущий этим сварочным аппаратам обеспечивает их операторам высокую мобильность; мощность, многофункциональность и автоматизация рабочих настроек у инверторов делают их оптимальным выбором как для начинающих, так и для высокопрофессиональных сварщиков.
Малый вес, присущий этим сварочным аппаратам обеспечивает их операторам высокую мобильность; мощность, многофункциональность и автоматизация рабочих настроек у инверторов делают их оптимальным выбором как для начинающих, так и для высокопрофессиональных сварщиков.
Принципиальная схема устройства всех инверторов универсальна. Переменный сетевой ток проходит сетевой выпрямитель, где происходит его преобразование в постоянный. Затем, с помощью преобразователя частоты инверторного блока этот ток трансформируется в переменный ток, но уже с высокой частотой. Таким он поступает в высокочастотный трансформатор, где у него понижают напряжение, потом он проходит силовой выпрямитель и на выходе из аппарата становится постоянным током низкого напряжения и низкой частоты. Работа инверторного преобразователя частоты контролируется микропроцессорным управлением, а ток на выходе имеет очень гладкую кривую с минимальными колебаниями, что обуславливает высокую стабильность возникающей при работе с ним электрической дуги. Инверторные сварочные аппараты (за счет возможности точной регулировки характеристик такой электрической дуги) позволяют работать с тонким листовым металлом и оставлять аккуратный сварочный шов без разбрызгивания из него металла. Также сварочные инверторы удобны в применении тем, что они нечувствительны к перепадам сетевого напряжения и обладают высоким (более 90%) коэффициентом полезного действия, их работа характеризуется низким уровнем энергопотребления. Именно с применением инверторов работа сварщика обеспечена теперь функцией «anti-sticking» — антиприлипания электрода (за счет резкого падения напряжения на электроде при касании им свариваемой поверхности надежно препятствуют прилипанию электрода к металлу). Инверторы позволяют применить и функцию «hot start» — горячего старта, что означает автоматическое увеличение уровня сварочного тока при инициации дуги для ее надежного и легкого поджога (продолжительность периода такого увеличения и сила тока заранее регулируются сварщиком). Такой набор дополнительных функций дает теперь возможность качественно сваривать детали даже новичкам.
Инверторные сварочные аппараты (за счет возможности точной регулировки характеристик такой электрической дуги) позволяют работать с тонким листовым металлом и оставлять аккуратный сварочный шов без разбрызгивания из него металла. Также сварочные инверторы удобны в применении тем, что они нечувствительны к перепадам сетевого напряжения и обладают высоким (более 90%) коэффициентом полезного действия, их работа характеризуется низким уровнем энергопотребления. Именно с применением инверторов работа сварщика обеспечена теперь функцией «anti-sticking» — антиприлипания электрода (за счет резкого падения напряжения на электроде при касании им свариваемой поверхности надежно препятствуют прилипанию электрода к металлу). Инверторы позволяют применить и функцию «hot start» — горячего старта, что означает автоматическое увеличение уровня сварочного тока при инициации дуги для ее надежного и легкого поджога (продолжительность периода такого увеличения и сила тока заранее регулируются сварщиком). Такой набор дополнительных функций дает теперь возможность качественно сваривать детали даже новичкам.
Сфера применения инверторных технологий для сварки черных и цветных металлов очень широка, она предназначена для обеспечения соединений любой толщины, в различных пространственных положениях и любыми электродами.
Такая цель, как улучшение качества сварного шва и уменьшение затрат времени на выполнение сварочных операций, может быть достигнута и полуавтоматической сваркой в среде активного или инертного газа — так называемый сварочный режим MIG-MAG (полуавтоматическим этот процесс называется в связи с возможностью на таких сварочных аппаратах самостоятельной подачи электродной проволоки к электрической дуге). MIG-MAG сварка – это полуавтоматическая электродуговая сварка непрерывным плавящимся электродом в среде защитного инертного (MIG, Metal Inert Gas) или активного (MAG, Metal Active Gas) газа.
Любой полуавтоматический сварочный аппарат включает в себя источник тока, газовый баллон и горелку с кабелями. В зависимости от вида свариваемого материала для наполнения баллонов может применяться активный (углекислый газ, кислород, азот) или инертный (аргон, гелий) защитный газ, а чаще всего встречаются их смеси. Из баллона такой газ подается по несущим патрубкам в горелку, а из нее в зону электрической дуги: здесь его использование необходимо для защиты сварной ванны от воздействия газового состава воздуха, плюс — оно дополнительно стабилизирует дугу и способно добавлять полезные химические свойства металлу сварного шва. При таком использовании газов в зону сварки через горелку автоматически подается и непрерывная нить сварочной проволоки, выполняющая роль электрода. Так, подбирая определенные сочетания из разных газовых смесей и различных видов проволоки, возможно достигать нужных металлургических свойств формируемой сварной ванны. Существуют уже полуавтоматы и с возможностью сварки не только за счет обычной стальной проволоки, а работающие с самозащищенной порошковой сварочной проволокой.
В зависимости от вида свариваемого материала для наполнения баллонов может применяться активный (углекислый газ, кислород, азот) или инертный (аргон, гелий) защитный газ, а чаще всего встречаются их смеси. Из баллона такой газ подается по несущим патрубкам в горелку, а из нее в зону электрической дуги: здесь его использование необходимо для защиты сварной ванны от воздействия газового состава воздуха, плюс — оно дополнительно стабилизирует дугу и способно добавлять полезные химические свойства металлу сварного шва. При таком использовании газов в зону сварки через горелку автоматически подается и непрерывная нить сварочной проволоки, выполняющая роль электрода. Так, подбирая определенные сочетания из разных газовых смесей и различных видов проволоки, возможно достигать нужных металлургических свойств формируемой сварной ванны. Существуют уже полуавтоматы и с возможностью сварки не только за счет обычной стальной проволоки, а работающие с самозащищенной порошковой сварочной проволокой. Она отличается наличием внешней металлической оболочки и сердечника из различного по химическому составу флюса. При сгорании такой проволоки формируется устойчивое газовое облако, защищающее сварную ванну от воздействия окружающего воздуха, а различные химические компоненты порошка с этой проволоки добавляют нужные химические свойства металлу сварного шва и стабилизируют горение электрической дуги. Некоторые современные полуавтоматические модели сварочников являются уже универсальными, то есть могут сваривать с использованием как газов, так и флюсовой проволоки. Регулировка и настройка внешних характеристик MIG-MAG сварки может проходить автоматически, с применением электронных систем, либо вручную самим оператором устройства. Сварочные аппараты MIG-MAG отличают большая производительность, возможность работы с любыми металлами (даже разнородными), с тонколистовым поверхностями металлов, а также деталями толщиной более 20 мм. Впрочем, имеются у режима MIG-MAG сварки и недостатки. К ним нужно отнести возможность использования только постоянного тока, а кроме того — высокие потери на угар металла и его разбрызгивание в процессе сварки.
Она отличается наличием внешней металлической оболочки и сердечника из различного по химическому составу флюса. При сгорании такой проволоки формируется устойчивое газовое облако, защищающее сварную ванну от воздействия окружающего воздуха, а различные химические компоненты порошка с этой проволоки добавляют нужные химические свойства металлу сварного шва и стабилизируют горение электрической дуги. Некоторые современные полуавтоматические модели сварочников являются уже универсальными, то есть могут сваривать с использованием как газов, так и флюсовой проволоки. Регулировка и настройка внешних характеристик MIG-MAG сварки может проходить автоматически, с применением электронных систем, либо вручную самим оператором устройства. Сварочные аппараты MIG-MAG отличают большая производительность, возможность работы с любыми металлами (даже разнородными), с тонколистовым поверхностями металлов, а также деталями толщиной более 20 мм. Впрочем, имеются у режима MIG-MAG сварки и недостатки. К ним нужно отнести возможность использования только постоянного тока, а кроме того — высокие потери на угар металла и его разбрызгивание в процессе сварки.
Еще одним видом профессиональной сварки является так называемая TIG сварка («Tungsten Inert Gas») то есть, — ручная электродуговая сварка неплавящимся (как правило, вольфрамовым или графитовым) электродом в среде защитного инертного газа (такого как аргон, гелий или их смеси). Такая сварка при высоком качестве формируемого шва характеризуется довольно низкой производительностью, а для ее использования в работе потребуются развитые профессиональные навыки. Сварочные установки и инверторы TIG позволяют выполнять сварку с очень высоким качеством сварного шва, потому они применяются при необходимости создания таких ответственных швов, которые должна отличать особенно большая надежность и внешняя эстетичность. В аппаратах для ведения такой сварки используются неплавящиеся вольфрамовые или графитовые электроды, установленные в горелке, к которой по кабелям и патрубкам подается постоянный или переменный ток и защитный инертный газ. В ходе сварки неплавящимся электродом не происходит капельного переноса электродного металла в сварную ванну, поэтому в такой сварке используют присадочные прутки в виде металлических лент или проволоки. Применяя различные по химическим свойствам присадки, становится возможным изменять и свойства металла сварного шва. Переменный ток в режиме TIG-сварки используется для соединения алюминия, меди и их сплавов, а постоянный ток в TIG-сварке применяют в работе с различными марками стали и чугуна.
Применяя различные по химическим свойствам присадки, становится возможным изменять и свойства металла сварного шва. Переменный ток в режиме TIG-сварки используется для соединения алюминия, меди и их сплавов, а постоянный ток в TIG-сварке применяют в работе с различными марками стали и чугуна.
Аргоно-дуговая сварка с неплавящимся электродом является процессом сложным и требующим от ее оператора профессиональных навыков и знаний, потому новичкам выбор TIG-аппаратов для сварки не рекомендуется. Однако, надо отметить, что tig- инверторы сейчас уже обладают значительной компьютеризацией настроек для своей сварки и оснащены многими облегчающими ее проведение функциями.
Сфера успешного применения сварочных аппаратов TIG — это работа с легированной и нелегированной сталями, с листовой сталью, а также со всеми видами чугуна, с цветными металлами и их сплавами. Небольшая производительность TIG-сварки компенсируется малыми потерями металла и высоким качеством получаемого сварного шва.
Кроме процесса собственно сварки электрический ток используется и для так называемой плазменной резки — посредством испарения металла в области реза под действием направленного потока плазмы. Оборудование для резки металла с применением плазмы работает следующим образом: в нем к плазменной горелке подается ток для образования электрической дуги, плюс по патрубку с высокой скоростью направляется газ или воздух. Взаимодействие электрической дуги и этого газового потока вызывает усиленную ионизацию последнего до состояния плазмы, и разрез металла происходит за счет его плавления струей плазмы и последующего вымывания ионизированным потоком (испарения). Достоинства такой плазменной резки очевидны: задействование свойств плазмы позволяет производить резку любых металлов, она экономит затраты по времени, снимает необходимость трудоемкой дополнительной обработки деталей. Использование резки плазмой делает возможным сложный фигурный раскрой листового металла, резка деталей толщиной до 200 мм проходит с ней при отсутствии температурной деформации у краев. Единственным существенным недостатком плазменной резки можно считать наличие большого количества расходных материалов, как то — сопел, диффузоров, защитных направляющих и колпаков, срок службы у которых обычно получается при плазменной резке вдвое короче, чем у расходных материалов от ручной дуговой сварки.
Единственным существенным недостатком плазменной резки можно считать наличие большого количества расходных материалов, как то — сопел, диффузоров, защитных направляющих и колпаков, срок службы у которых обычно получается при плазменной резке вдвое короче, чем у расходных материалов от ручной дуговой сварки.
Еще одной сферой применения электрического тока для обеспечения сварочного процесса нужно признать точечную сварку. Она применяется для локального соединения металлических деталей, так что аппараты точечной сварки (их обычно называют «споттеры») находят все более широкое применение и в автомобильной промышленности, и в крупных автосервисах, и в обычных гаражах. Споттер может иметь вид как компактных сварочных клещей так и являться крупногабаритной стационарной установкой. Процесс точечной сварки используется преимущественно для работы с листовым металлом. Принцип действия аппаратов точечной сварки основан на применении электрического тока для соединения металла под давлением. Здесь сварочные заготовки зажимаются внахлест между двумя медными электродами аппарата. Электрическая дуга проходит от одного электрода к другому сквозь свариваемый материал и вызывает локальное расплавление металла в обеих заготовках. Сварочный ток может достигать 9000 ампер, но имеет крайне короткий период воздействия. Кратковременное действие дуги быстро прекращается, а давление сварочных клещей все усиливается. За счет этого расплавленный металл кристаллизуется и формирует плотное соединение деталей. Для скрепления широкоформатных металлических листов в их центре может использоваться односторонний пистолет. При этом образуется два расположенных рядом сварных соединения. Точечная сварка отличается высокой производительностью, эстетичностью и прочностью соединения.
Здесь сварочные заготовки зажимаются внахлест между двумя медными электродами аппарата. Электрическая дуга проходит от одного электрода к другому сквозь свариваемый материал и вызывает локальное расплавление металла в обеих заготовках. Сварочный ток может достигать 9000 ампер, но имеет крайне короткий период воздействия. Кратковременное действие дуги быстро прекращается, а давление сварочных клещей все усиливается. За счет этого расплавленный металл кристаллизуется и формирует плотное соединение деталей. Для скрепления широкоформатных металлических листов в их центре может использоваться односторонний пистолет. При этом образуется два расположенных рядом сварных соединения. Точечная сварка отличается высокой производительностью, эстетичностью и прочностью соединения.
Это многообразие видов современной сварки с применением электрического тока, обзор которых мы сделали темой данной статьи, позволяет проводить надежное соединение любых металлических деталей при правильном выборе типа сварки. Надеемся, что наша статья поможет Вам для себя легко и точно этот выбор осуществить.
Надеемся, что наша статья поможет Вам для себя легко и точно этот выбор осуществить.
Сварочный инвертор постоянного тока или переменного?
При выборе сварки у покупателей возникает вопрос: купить инверторный сварочный аппарат постоянного тока или переменного? Оба типа инверторов имеют свои достоинства и недостатки, однако стоит отметить, что сегодня сварки переменного тока уходят в прошлое, их заменяют более совершенные сварочные аппараты токовыпрямительного или постоянного тока.
Какой аппарат выбрать?
Что выбрать — выпрямитель или трансформатор?
Трансформаторы — сварочные аппараты переменного тока, имеют следующие преимущества:
- простая конструкция;
- минимум поломок, большой рабочий ресурс;
- возможность регуляции силы сварного тока.
- низкий КПД;
- разбрызгивание металла при сварке;
- большие габариты.

- высокое качество сварных швов;
- высокий КПД;
- наличие возможности регулировать силу тока, защитный блок;
- сварка любых металлов, в т.ч. низколегированных и пр.
Как измерить силу тока сварочного инвертора?
Основная характеристика сварочных инверторов — сила тока, чем она выше, тем производительней будет аппарата. Стоимость сварки тоже напрямую зависит от этого показателя.
Для бытового использования достаточно инвертора с параметрами до 160 А, подключаемого к электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200 А. Измерить силу тока аппарата — несложно. Обычно данный показатель исправного инвертора соответствует заявленной производителем, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги, диаметра электрода, правильности измерения.
Измерить силу тока аппарата — несложно. Обычно данный показатель исправного инвертора соответствует заявленной производителем, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги, диаметра электрода, правильности измерения.
Также немаловажным показателем является мощность сварочного аппарата. Как правило, она не указывается в паспорте, но зная максимально выдаваемую сваркой силу тока и другие параметры можно вычислить количество потребляемых кВт.
Например, рассчитаем, сколько киловатт потребляет ток в 160 ампер. Для этого можно воспользоваться формулой: Ватт = Ампер * Вольт или использовать специальную таблицу сварочных токов для инвертора:
Таблица сварочных токов для инвертора
Сварочные электроды для сварки постоянным током:марки,какие лучше
Сваривание постоянным током обеспечивает качественное и надежное соединение, которое обладает высокой крепостью. Чтобы его достичь, требуется использовать электроды для постоянного тока. Естественно, что на рынке попадаются и универсальные модели, которые подходят и для сварки переменным током, но есть и те, что работают только на одном роде. Постоянный ток дает ровный шов и легкость его образования. Он создает такие условия, при которых неровности пропадают, а металл в расплавленном состоянии практически не разбрызгивает капли. Стоит отметить, что такие дефекты присущи только при наличии полярности тока и когда осуществляется переход через ноль.
Чтобы его достичь, требуется использовать электроды для постоянного тока. Естественно, что на рынке попадаются и универсальные модели, которые подходят и для сварки переменным током, но есть и те, что работают только на одном роде. Постоянный ток дает ровный шов и легкость его образования. Он создает такие условия, при которых неровности пропадают, а металл в расплавленном состоянии практически не разбрызгивает капли. Стоит отметить, что такие дефекты присущи только при наличии полярности тока и когда осуществляется переход через ноль.
Электроды для сварки постоянным током
Здесь выдвигаются особые условия к качеству расходных материалов, так как в ином случае можно испортить не только шов, но и основной металл. Многие современные сварочные трансформаторы поддерживают оба режима, но все специалисты отмечают более высокую надежность. Внешне электроды для постоянного тока ни чем не отличаются от других, но при самом процессе соединения они будут проявлять огромную разницу в поведении. При их подборе режим тока будет более важным, чем состав. Они используются для особенно ответственных объектов, которые предназначены для эксплуатации в течение длительного времени.
При их подборе режим тока будет более важным, чем состав. Они используются для особенно ответственных объектов, которые предназначены для эксплуатации в течение длительного времени.
Преимущества
- Качество шва здесь является более высоким;
- Отсутствует разбрызгивание, благодаря чему электроды для сварки постоянным током могут легко применять в любом пространственном положении;
- Широкий выбор моделей на рынке;
- Легкое проведение процесса сварки;
- Даже при отсутствии использования дополнительных материалов они дают крепкую связь.
Недостатки
- Ограниченный диапазон действия;
- Сложность подбора, в зависимости от условий работы.
Физико-химический состав
Зачастую электроды для сварки постоянным током имеют основное покрытие, но могут встречаться и другие варианты. Самыми распространенными элементами, которые входят в данный состав, являются магний, карбонаты, ферросплавы и плавиковый шпат.
Помимо этого в химическом составе встречаются еще и следующие элементы:
Углерод | Марганец | Кремний | Сера | Фосфор |
0,09 | 0,57 | 0,23 | 0,025 | 0,027 |
В некоторых случаях состав может меняться не только от марки, но и от размера, что влечет за собой изменение физических свойств наплавленного металла.
Технические характеристики
Каждый сварочный электрод постоянного тока, который принадлежит к той или иной марке, обладает своими характеристиками. Но данный тип в целом имеет свои повторяющиеся особенности. На примере технических характеристик сварочных электродов УОНИ 13 45 можно рассмотреть, какие свойства имеются у наплавленного металла.
Температура испытаний | Сопротивление разрыву временное, Н/мм в квадрате | Удлинение относительное, % | Вязкость ударная, Дж/см в квадрате |
+ 20 °С | 410 | 22 | 147 |
Производительность наплавки, г/мин | Относительный выход наплавленного материала, % | Количество электродов на 1 кг наплавленного шва, кг |
21 | 93 | 1,65 |
Марки электродов для сварки постоянным током
Здесь перечислены основные марки, которые пользуются популярностью на современном рынке:
- УОНИ-13 45. Во время выпуска проходит санитарно-эпидемиологическое заключение. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давлением. Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.
- УОНИ-13 45. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давление и строительные металлоконструкции. Обладают основным покрытием
 Во время выпуска проходит санитарно-эпидемиологическое заключение. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давлением. Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.
Во время выпуска проходит санитарно-эпидемиологическое заключение. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давлением. Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.Электроды для сварки постоянным током марки УОНИ-13 45
- ОЗС-12. Используются для соединения ответственных конструкций, произведенных из низкоуглеродистой стали. Пригодны для всех пространственных положений, за исключением вертикального.
Электроды для сварки постоянным током марки ОЗС-12
- ОЗС-4. Используется для сваривания низкоуглеродистых и углеродистых сталей. Имеет минимальные требования к чистоте поверхности и может варить даже заготовки с ржавчиной.
 Имеет минимальные требования к чистоте поверхности и может варить даже заготовки с ржавчиной.
Имеет минимальные требования к чистоте поверхности и может варить даже заготовки с ржавчиной.Электроды для сварки постоянным током марки ОЗС-4
- МР-3С. Для сварки низколегированных и углеродистых сталей. Наплавленный металл образует ровный вид соединения и очень легко ложится в процессе сварки.
Электроды для сварки постоянным током марки МР-3
Обозначение и маркировка
Маркировка электродов для сварки постоянным током обозначает род при помощи цифр. В самом конце полного названия марки стоит цифровое обозначение, и если там имеется «0», то эти электроды предназначаются исключительно для постоянного тока. К примеру, Э50А УОНИ 13 55 5,0УД Е514(4) Б 20, у которых как раз имеется «0» в конце, должны использоваться только для постоянного тока обратной полярности.
Выбор
Многих интересует вопрос, какие лучше электроды для сварки постоянным током. Это весьма актуальный вопрос, так как имеется огромное количество производителей и марок, а от качества расходного материала зависит эффективность работы. В первую очередь нужно обратить внимание на соответствие стандартам качества и наличие сертификатов. После этого следует выбирать материал по типу металла, из которого сделан стержень. Он должен быть максимально схож с тем, что придется сваривать. Ведь некоторые марки могут быть рассчитаны только на низколегированные стали. Так же может быть направленность на низкое и среднее содержание углерода. Данный тип преимущественно работает со сталями, так что подбор придется делать из узкого сегмента материалов.
В первую очередь нужно обратить внимание на соответствие стандартам качества и наличие сертификатов. После этого следует выбирать материал по типу металла, из которого сделан стержень. Он должен быть максимально схож с тем, что придется сваривать. Ведь некоторые марки могут быть рассчитаны только на низколегированные стали. Так же может быть направленность на низкое и среднее содержание углерода. Данный тип преимущественно работает со сталями, так что подбор придется делать из узкого сегмента материалов.
После этого следует определиться с размерами. Диаметр электрода не стоит выбирать меньше, чем толщина заготовки, так как есть риск, что он не сможет проварить всю конструкцию целиком. Толщина должна совпадать с диаметром, или же электрод может толще, не более 1 мм. Это влияет на удобство сваривания, так как состав в выбранной марке уже не будет меняться.
«Важно!Все особенности выбора могут оказаться бесполезными, если не будет подобран правильный режим тока, под которым материал сможет раскрыть весь свой потенциал.
 »
»Основные режимы и нюансы применения
Режимы во многом зависят от положения, в котором проводится сваривание. Ведь из-за земного притяжения расплавленный металл будет стекать вниз, так что при потолочном и вертикальном положении требуется уменьшить силу тока, чтобы все плавилось не так быстро.
Величина диаметра, мм | Положение | ||
Нижний шов | Вертикальный шов | Потолочный шов | |
2 | 40…80 | 40…70 | 40…70 |
2,5 | 70…90 | 60…80 | 60…80 |
3 | 100…130 | 90…120 | 90…120 |
4 | 160…190 | 130…160 | 130…160 |
5 | 180…240 | 160…210 | |
6 | 210…290 | ||
Машины для контактной точечной сварки постоянным током
- Подробности
- Категория: Для сварки
Машины для контактной точечной сварки постоянным током (выпрямленным током) МТВ — 4800; МТВ — 4801. 00; МТВР — 4802; МТВ — 8002 — 1; МТВ — 8002 — 2; МТВП-01; МТВ-8002 предназначены для высококачественной сварки постоянным током ответственных соединений практически всех основных металлов и их сплавов (по нормам авиапрома). Облегченная конструкция нижнего кронштейна для сварки изделий сложной конфигурации, в т.ч. круглых с малыми диаметрами.
00; МТВР — 4802; МТВ — 8002 — 1; МТВ — 8002 — 2; МТВП-01; МТВ-8002 предназначены для высококачественной сварки постоянным током ответственных соединений практически всех основных металлов и их сплавов (по нормам авиапрома). Облегченная конструкция нижнего кронштейна для сварки изделий сложной конфигурации, в т.ч. круглых с малыми диаметрами.
Функциональные возможности Машин для контактной точечной сварки постоянным током (выпрямленным током):
- Экономичность потребления электроэнергии по сравнению с машинами переменного тока.
- Повышенная стабилизация сварочного тока при изменениях напряжения сети
- Шестифазное выпрямление сварочного тока.
- Импульсная сварка с раздельной регулировкой каждого импульса.
- Возможность формирования импульсов сварочного тока любой формы.
- Пневматический привод давления с независимой регулировкой постоянного, повышенного и ковочного усилий (повышенный привод).
- Регулирование вылета верхнего и нижнего электрододержателей.
- Высококачественная сварка постоянным током ответственных соединений практически всех основных металлов и их сплавов.
- Эффект «саморегулирования» сварочного тока исключает прожоги, выплески и непровары при изменениях электросопротивления деталей из-за неравномерности их толщин, загрязнений и т.д.
- Возможность измерения, допускового контроля и индикации сварочного тока, усилия, напряжения.
- Сохранение в энергозависимой памяти сварочных программ.
- Автоматическая диагностика состояния сварочной машины

Сварочные свойства дуги постоянного и переменного тока
Сварочные свойства дуги постоянного и переменного тока
Категория:
Сварка металлов
Сварочные свойства дуги постоянного и переменного тока
Неравномерным распределением тепла в сварочной дуге постоянного тока пользуются для регулирования скорости плавления основного и электродного металла, применяя сварку на прямой или обратной полярности.
Чтобы подвергающееся сварке изделие, имеющее массу и объем большие, чем электрод, получало больше тепла, необходимо применять прямую полярность. При прямой полярности тепловые условия плавления основного металла и электродного примерно уравновешиваются: на тонком электроде (катод) тепла выделяется меньше, чем на более массивном изделии (анод).
Сварка постоянным током на обратной Полярности применяется в следующих случаях:
1. Если электрод имеет тугоплавкое покрытие. Для нормального протекания процесса сварки на электроде требуется повышенная концентрация тепла, чтобы обеспечить одновременное расплавление электродного стержня и покрытия. С этой целью к электродержателю подключается плюсовой провод от источника питания.
2. Когда требуется уменьшить концентрацию тепла на основном металле. Это необходимо в следующих случаях при сварке:
а) тонколистового металла,
б) цветных металлов,
в) легированных специальных сталей, чувствительных к перегреву. С этой целью к изделию подключается минусовой провод от источника питания.
С этой целью к изделию подключается минусовой провод от источника питания.
При питании сварочной дуги переменным током полярность электрода и основного металла и условия существования дугового разряда периодически изменяются в соответствии с частотой тока. При этих условиях распределение тепла и температуры в катодной и анодной областях (между электродом и изделием) выравниваются.
Глубина провара основного металла существенно зависит от силового давления газового дутья столба дуги. Максимальная глубина проплавления достигается при сварке постоянным током на обратной полярности. При сварке на прямой полярности глубина проплавления основного металла на 40—50% меньше. При сварке переменным током глубина провара на 15—20% меньше, чем при сварке постоянным током на обратной полярности.
Реклама:
Читать далее:
Тепловая мощность дуги
Статьи по теме:
В чем разница между сваркой на переменном и постоянном токе?
Сварка на переменном и постоянном токе — это виды дуговой сварки, при которых для получения электрической дуги используются разные токи.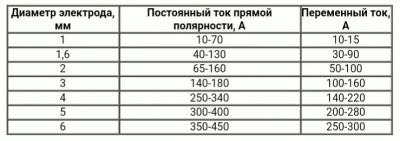 Эти типы сварки включают в себя создание электрической дуги между электродом и свариваемым металлом. Электрическая дуга обеспечивает плавление металлов вместе. Для генерации дуги используется источник питания, который может использовать переменный ток (AC) или постоянный ток (DC). Выбор источника питания (переменного или постоянного тока) определяет полярность электрического тока, протекающего через электрод.Используемый источник питания также влияет на получаемый сварной шов.
Эти типы сварки включают в себя создание электрической дуги между электродом и свариваемым металлом. Электрическая дуга обеспечивает плавление металлов вместе. Для генерации дуги используется источник питания, который может использовать переменный ток (AC) или постоянный ток (DC). Выбор источника питания (переменного или постоянного тока) определяет полярность электрического тока, протекающего через электрод.Используемый источник питания также влияет на получаемый сварной шов.
Выбор правильной полярности электродов влияет на прочность и качество сварного шва. Обычно известные как «прямой» или «обратный», два типа протекания тока также называют «отрицательным электродом» и «положительным электродом». Полярность постоянного тока постоянна, в то время как полярность переменного тока течет в одном направлении половину и половину времени. времени в другом, обратном направлении.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Что такое сварка постоянным током?
Постоянный ток — это электрический ток постоянной полярности, протекающий в одном направлении. Этот ток может быть положительным или отрицательным. При сварке постоянным током, поскольку магнитное поле и ток дуги постоянны, образуются стабильные дуги.
Преимущества
Преимущества сварки постоянным током:
- Более плавная сварка, чем у AC
- Более стабильная дуга
- Меньше брызг
- Негатив постоянного тока обеспечивает более высокую скорость наплавки при сварке тонких листов.
- Позитив постоянного тока обеспечивает большее проникновение в металл шва
Недостатки
Недостатками сварки постоянным током являются:
- Сварка постоянным током не может решить проблемы с дутьем
- Оборудование дороже, так как токи постоянного тока требуют внутреннего трансформатора для переключения тока
Приложения
Сварка постоянным током идеально подходит для соединения более тонких металлов, а также используется в большинстве приложений для сварки штангой, включая сварку TIG сталей. Этот вид сварки также подходит для потолочных и вертикальных работ.
Этот вид сварки также подходит для потолочных и вертикальных работ.
Что такое сварка на переменном токе?
Переменный ток — это электрический ток, который меняет направление много раз в секунду. Ток с частотой 60 Гц будет менять полярность 120 раз в секунду. При сварке на переменном токе, поскольку магнитное поле и ток быстро меняют направление, нет чистого отклонения дуги.
Преимущества
Преимущества сварки на переменном токе:
- Переменный ток между положительной и отрицательной полярностью обеспечивает более устойчивую дугу при сварке магнитных деталей
- Устраняет проблемы с дугой
- Обеспечивает эффективную сварку алюминия
- Сварочные аппараты переменного тока дешевле аппаратов постоянного тока
Недостатки
Недостатками сварки на переменном токе являются:
- Больше брызг
- Качество сварки не такое гладкое, как при сварке постоянным током
- Менее надежен и поэтому сложнее в обращении, чем сварка постоянным током
Приложения
При переключении на положительный ток переменного тока он также помогает удалять оксид с поверхности металла — следовательно, он подходит для сварки алюминия.
переменным током также широко используется в судостроении, особенно для сварных швов, поскольку она позволяет устанавливать ток выше, чем при сварке постоянным током. Сварка на переменном токе также обеспечивает быстрое заполнение и используется для сварки толстых листов вниз.
Одно из основных применений сварки на переменном токе — это намагничивание материалов. Это делает его полезным для ремонта техники.
Как TWI может помочь?
TWI была в авангарде разработки процессов дуговой сварки и, как таковая, предлагает ряд сопутствующих услуг.Достижения включают изобретение процесса сварки MIG с двумя проволоками (используемого для увеличения скорости сварки и скорости наплавки металла или формирования сварного шва) и технологии управления транзисторами, которые проложили путь для TWI к разработке импульсной сварки TIG, сварки MIG с коротким замыканием и импульсной сварки. MIG процессы.
Наша команда, состоящая из более чем 20 профессионалов в области сварки, в том числе высококвалифицированных международных инженеров-сварщиков, может предоставить квалифицированные рекомендации по любому вопросу, связанному с соединением материалов.
Напишите нам на contactus @ twi.co.uk, чтобы узнать больше.
Знайте разницу — Welding Boss
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Тем, у кого нет всех необходимых сертификатов по сварке, понять разницу между сваркой на переменном и постоянном токе может быть непросто. Дилемма переменного и постоянного тока иногда может вводить в заблуждение, поэтому важно сравнить их лицом к лицу.
Итак, каковы основные различия между сваркой на переменном токе (переменном токе) и постоянном токе (постоянный ток)? Разница заключается в полярности. Сварка постоянным током основана на постоянном токе прямой полярности, тогда как сварка переменным током быстро чередуется между отрицательным и положительным постоянным током. Применение каждого из них зависит от материала.
Применение каждого из них зависит от материала.
Вот удобная таблица, которая поможет расшифровать различия.
| | Сварка переменным током | Сварка постоянным током | |||
| Полярность | Переменная полярность | Одна полярность; может быть положительным или отрицательным | |||
| Общие приложения | Алюминий; магнитные материалы; толстые металлы; длинные швы | Большинство сварочных работ; накладные / вертикальные; нержавеющая сварка TIG; метчик | |||
| Прочность сварного шва | Слабее; сильные брызги | Прочный и гладкий | |||
| Дуговый разряд | Нет | Да | |||
| Предпочтения | | Постоянная стабильная дуга | |
Хотя сварка постоянным током предпочтительна для большинства сварочных работ, переменный ток удобен в некоторых особых ситуациях. Эти области применения включают сварку алюминия методом TIG; борьба с дугой; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также более распространен в небольших сварочных аппаратах начального уровня, которые некоторые называют «ящиками для жужжания».
Эти области применения включают сварку алюминия методом TIG; борьба с дугой; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также более распространен в небольших сварочных аппаратах начального уровня, которые некоторые называют «ящиками для жужжания».
Сварка постоянным током, с другой стороны, очень удобна для более тяжелых применений. Сварные швы получаются гладкими, без особых брызг, а сварные швы намного прочнее.
Сварочным аппаратам постоянного тока требуются внутренние электронные компоненты для преобразования переменной полярности в прямую.Это увеличивает размер и стоимость машин.
Для них также обычно требуется напряжение 220 В, что требует специальной проводки в доме или магазине.
Ознакомьтесь с нашим рекомендуемым сварочным оборудованием, чтобы ознакомиться с нашими последними рекомендациями.
Что такое сварка на переменном токе?
muygocho / CC BY-SA (https://creativecommons.org/licenses/by-sa/2. 0)
0)Переменный ток описывает электрический ток, используемый при сварке на переменном токе. В отличие от сварки постоянным током, переменный ток использует переменный ток, чередующийся между положительным и отрицательным. Вместо постоянного тока (прямая линия) изобразите на графике колеблющийся ток (волнистая линия).Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без каких-либо изменений.
Параметры сварки на переменном токе (AC)
Полярность переменного тока не является предпочтительной для большинства видов сварки. Наилучшие результаты в большинстве случаев дает сварка постоянным током. Вот некоторые из самых больших недостатков сварки на переменном токе:
- Распространенным явлением при сварке на переменном токе является потеря дуги . Поскольку ток колеблется взад и вперед, дуга должна перезапускаться при каждом повороте тока между положительным и отрицательным.Иногда дуга не может перезапуститься сама, и ее необходимо перезапустить вручную. Иногда это может быть проблемой для сварщика, поскольку создает разрыв сварного шва, делая его более слабым.
 Иногда это может быть проблемой для сварщика, поскольку создает разрыв сварного шва, делая его более слабым.
Иногда это может быть проблемой для сварщика, поскольку создает разрыв сварного шва, делая его более слабым.Это особенно проблема для новичков. Постоянно растрескивать дугу и поддерживать сварку может быть сложно. Использование машины, которая сбрасывает дугу, еще больше усложняет задачу. Необходимость разрывать сварной шов для повторной работы быстро устаревает.
- Другой распространенной проблемой является разбрызгивание. Брызги — это крошечные кусочки металлического мусора, которые часто встречаются вокруг сварных швов переменного тока.Это также результат колебания тока. Многие виды сварки дают брызги, но еще хуже с переменным током. Если вы используете эту полярность, вы потратите больше времени на измельчение брызг.
Однако сварка на переменном токе полезна во многих областях, где использование сварки на постоянном токе может быть более трудным или совершенно непрактичным.
Профессиональная сварка на переменном токе
Несмотря на то, что у использования сварки на переменном токе есть много недостатков, особенно в том, что она создает беспорядочные сварные швы, есть также много преимуществ. Сварка переменным током имеет множество полезных применений, которые делают ее простой в использовании и практичной при ремонте в промышленных условиях.
Сварка переменным током имеет множество полезных применений, которые делают ее простой в использовании и практичной при ремонте в промышленных условиях.
Одним из самых больших преимуществ сварки на переменном токе является ее способность работать с металлами, имеющими магнитное поле. Иногда сварочная дуга не совмещается с электродом; обычно это следствие магнитных токов в металле шва. Это называется «блужданием дуги», и это может затруднить получение чистых и прямых сварных швов.
Сварка постоянным током подвержена блужданию дуги; AC нет. Это очень удобно, особенно при ремонте тяжелого оборудования (которое часто содержит какие-либо магнитные поля).Строительная техника, лесозаготовительное оборудование и даже более мелкие машины, такие как вилочные погрузчики, являются хорошими примерами этого применения.
Сварочные аппараты переменного тока используются в основном как второй вариант, когда ток 220 недоступен, но это хороший способ сэкономить время на сварку, когда параметры мощности ограничены, например, в небольшом домашнем магазине или гараже. Не расстраивайтесь из-за большого количества брызг; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Не расстраивайтесь из-за большого количества брызг; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Переменный ток также используется для сварки алюминия методом TIG.Алюминий покрыт очень тонким слоем оксида алюминия, который мешает сварному шву. Быстрые скачки полярности переменного тока оказывают очищающее действие, разрушая этот слой и предохраняя соединение от загрязнения.
Хотя сварка постоянным током обычно лучше подходит для большинства промышленных нужд, сварка переменным током очень полезна для тех, у кого нет доступа к розетке на 220 вольт. Хотя вы можете получить розетку 220 в домашних условиях, для этого потребуется привлечь электрика. Это делает переменный ток отличным способом для сварки в домашних условиях, ремонта мелкой бытовой техники и автомобильных деталей, а также изготовления всего, что не должно выглядеть «красиво».”
Что такое сварка постоянным током?
При сварке постоянным током используется постоянный ток для подачи электричества на электрод, соединяющий два свариваемых металла. Когда вы изображали волнистую линию на графике, она колебалась взад и вперед. Этот тип сварки будет выглядеть на графике как прямой, устойчивый поток, который не позволяет дуге постоянно останавливаться при каждом изменении полярности.
Когда вы изображали волнистую линию на графике, она колебалась взад и вперед. Этот тип сварки будет выглядеть на графике как прямой, устойчивый поток, который не позволяет дуге постоянно останавливаться при каждом изменении полярности.
Постоянный ток может иметь положительную или отрицательную полярность. Отрицательная полярность имеет ток, протекающий от сварочного аппарата к электроду, к изделию и обратно к сварочному аппарату.При положительной полярности ток течет от сварочного аппарата к заготовке к электроду, а затем обратно к сварочному аппарату.
Отрицательная полярность электрода иногда называется «прямой» полярностью. Он предпочтителен для большинства сварочных работ. Прямая полярность приводит к более горячей дуге и более быстрому плавлению электрода. Это позволяет быстрее укладывать бусинки и работать более продуктивно. Если у вас нет особой потребности в чем-то еще, постоянный ток с прямой полярностью почти всегда подходит.
Электрод с положительной полярностью или «обратной» полярностью обеспечивает более глубокое проникновение. Предпочтительно для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. С обратной полярностью вам нужно работать медленнее, но это преимущество, если вы работаете с металлом, толщина которого превышает полдюйма.
Предпочтительно для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. С обратной полярностью вам нужно работать медленнее, но это преимущество, если вы работаете с металлом, толщина которого превышает полдюйма.
Сварка постоянным током (DC) Недостатки
Сварка постоянным током, хотя она дает в целом лучшие сварные швы, имеет несколько недостатков, которые затрудняют ее использование в повседневных применениях. В некоторых случаях эти недостатки затрудняют использование сварки постоянным током там, где это может быть лучше всего.
Самый большой минус — это стоимость. Постоянный ток в электрические сети не подается, поэтому необходимо использовать внутренний трансформатор, чтобы изменить переменный ток на постоянный. Трансформаторы увеличивают вес и сложность сварочных аппаратов постоянного тока, делая их более дорогими. Для машин постоянного тока также требуются цепи на 220 вольт, а это значит, что вам нужно будет вызвать электрика. Это может стоить столько же, сколько и сам сварщик.
Это может стоить столько же, сколько и сам сварщик.
Дуговая дуга также является проблемой при сварке постоянным током. Магнитные токи в металле сварного шва приведут к смещению дуги с электродом и разрушению валика.Поскольку дуговая дуга является серьезной проблемой при сварке постоянным током, многие сварщики предпочитают сварку переменным током практически во всех сферах применения. Выдувание дуги не является проблемой для сварочных аппаратов на переменном токе, потому что полярность дуги меняется слишком быстро, чтобы дуга могла двигаться.
В целом, при использовании сварки постоянным током меньше проблем, чем переменного тока, но сварка постоянным током требует от оператора большей квалификации и ресурсов. Хотя сварка постоянным током обходится дороже, многие профессиональные сварщики предпочитают ее. Если вы серьезно относитесь к сварке или хотите использовать MIG или TIG, выберите постоянный ток.
Профессиональная сварка постоянным током
Несмотря на недостатки использования сварки постоянным током, существуют обстоятельства, которые требуют этого до использования сварки переменным током. В ситуациях, когда желателен или необходим гладкий, эстетически приятный сварной шов, сварка постоянным током — это способ добиться гладких сварных швов с минимальным разбрызгиванием и стабильной неизменной полярностью.
В ситуациях, когда желателен или необходим гладкий, эстетически приятный сварной шов, сварка постоянным током — это способ добиться гладких сварных швов с минимальным разбрызгиванием и стабильной неизменной полярностью.
Пожалуй, лучше всего сварку постоянным током использовать в местах, где сварные швы видны и должны быть привлекательными. Общие экземпляры включают мебель, транспортные средства и инструменты.Сварка постоянным током также полезна при изготовлении деталей, которые должны выдерживать экстремальное давление или неправильное обращение.
Некоторые примеры сварочных работ на постоянном токе включают сцепные устройства, шасси, косынки, большие топливные баки и поперечины. Эти типы применений требуют, чтобы сварные швы оставались прочными в течение длительных периодов времени и выглядели чистыми.
Машины
Во-первых, я нашел это очень интересное руководство по сварочным аппаратам переменного и постоянного тока. Как сварщик-любитель, я чувствовал, что он очень хорошо обращается к людям в моей ситуации. Проверьте это…
Проверьте это…
https://youtu.be/lh_Uo_zWQBo
В разделах ниже мы рассмотрим различия между реальными машинами. Все сварщики работают по одному и тому же принципу.
Электричество высокого напряжения течет через электрод к свариваемому соединению.
Электрод нагревает металл вдоль стыка до плавления, и он течет вместе. Присадочный стержень добавляет немного металла, чтобы гарантировать правильное заполнение шва.
Есть три основных процесса сварки для домашних сварщиков.Сравнение каждого типа сварочных аппаратов практически бесконечно, поэтому вот краткий обзор того, чего ожидать:
Сварочные аппараты переменного тока
Ток — не единственное различие между сваркой на переменном и постоянном токе. Сварочные аппараты только на переменном токе обычно ограничиваются дуговой сваркой, в то время как аппараты постоянного тока доступны для дуговой, MIG и TIG сварки. Если вы действительно не можете определиться, есть несколько сварщиков, которые могут переключаться вперед и назад. Конечно, эта функция увеличивает стоимость сварщика.
Сварочные аппараты переменного тока обычно меньше и компактнее.Они также дешевле по сравнению со сварочными аппаратами постоянного тока и, как правило, более портативны. Небольшой вес позволяет этим машинам быть легко доступными на рабочих площадках для строительства и ремонта машин.
Сварочные аппараты на переменном токе не только удобны и доступны по цене, но и просты в эксплуатации. Выдувание дуги в машинах переменного тока варьируется от несуществующей до легко управляемой, а в машинах используются розетки на 110 вольт. Эти машины легко перемещать по рабочей площадке для различных проектов.
Сварочные аппараты на постоянном токе
Сварочные аппараты на постоянном токе — лидеры соревнований по размерам. Большие, тяжелые и трудные для перемещения сварочные аппараты постоянного тока более неуклюжие, но в конечном итоге более прочные. Их размер делает их идеальными для тяжелых и промышленных применений, помимо ремонта случайных металлических повреждений в автомобиле или домашнем хозяйстве.
К сожалению, сварочные аппараты на постоянном токе дорогие. Вот почему многие новички в первую очередь выбирают AC, но профессионалы в области сварки и предприятия с большой нагрузкой на сварку извлекают выгоду из наличия под рукой устройства большего размера.Сварочные аппараты постоянного тока отлично подходят для магазинов и складских помещений, то есть там, где может быть доступен ток 220 В.
Ручная сварка
Ручная сварка, или дуговая сварка в среде защитного металла, — это тип сварки, при котором используется металлический присадочный пруток и электрический ток. Этот металлический стержень называется электродом. Он имеет покрытие, состоящее из соединений, которые помогают связывать свариваемые металлы вместе и предотвращают загрязнение сварного шва. Покрытие называется «флюс». Флюс используется в различных формах во многих сварочных процессах.
Электрод сам проводит электричество; здесь течет ток. В этом процессе электрод (стержень) служит присадочным металлом для соединения двух свариваемых металлов. Поскольку электрод плавится под действием тепла, покрытие образует небольшое облако газа, которое защищает металл от окисления при его нанесении.
Поскольку электрод плавится под действием тепла, покрытие образует небольшое облако газа, которое защищает металл от окисления при его нанесении.
Ознакомьтесь с некоторыми из наших защитных приспособлений для электродной сварки.
Можно ли использовать стержни переменного тока в аппарате для сварки постоянным током и наоборот?Нет, вы не можете использовать стержни переменного тока в сварочном аппарате постоянного тока или стержни постоянного тока в сварочном устройстве переменного тока.Однако можно использовать стержни переменного или постоянного тока в сварочном аппарате переменного / постоянного тока. Все, что вам нужно сделать, это установить правильную полярность (точные инструкции для каждой машины см. В руководстве по эксплуатации машины).
Причина в том, что присадочные материалы, используемые для каждого процесса сварки, различаются. Условия для сварочных аппаратов переменного и постоянного тока сильно различаются, поэтому использование неподходящих стержней неизбежно приведет к катастрофе.
Сварочные аппараты MIG
Сварка металла в среде инертного газа (или MIG) — это процесс подачи проволоки из катушки в качестве электрода и присадочного металла.У этой проволоки нет флюсового покрытия, как у стержня дуги, поэтому сварщик также подает защитный газ на сварной шов, чтобы защитить валик. Используемый присадочный металл и газ зависят от свариваемых металлов.
Сварщики MIG отлично подходят для первого курса обучения. Поскольку они подают присадочную проволоку с постоянной скоростью, легко получить однородный валик. Сварщики MIG проще в обращении и более снисходительны к ошибкам новичков.
Сварка сердечником под флюсом Сварка сердечником под флюсом в чем-то сравнима со сваркой MIG в том смысле, что в ней используется система подачи проволоки.Некоторые сварщики могут выполнять перед сваркой как MIG, так и флюс. Однако сварка сердечником флюсом является самозащитой и не требует использования защитного газа. Проволока, проходящая через систему, уникальным образом отличается от сварки MIG.
Проволока, подаваемая в систему сердечника из флюса, является полой и заполнена флюсом. Таким образом, нет необходимости использовать защитный газ для предотвращения нарушения дуги. Проволока с флюсовым сердечником — отличный способ сваривать без использования дополнительных газов, но проволока с флюсовым сердечником, как правило, дороже, чем другие типы сварочной проволоки, поэтому это не лучший вариант, если вы хотите снизить расходы.
Сварочные аппараты TIG
Prowelder87 / CC BY-SA (https://creativecommons.org/licenses/by-sa/4.0)Сварочные аппараты TIG работают несколько иначе. Вместо расходуемого электрода из присадочного материала сварщики TIG используют неплавящийся электрод и отдельный присадочный стержень. Электрод используется для нагрева металла и создания сварочной лужи. Наполнитель многократно втыкается в лужу, чтобы получился валик. Сварка TIG известна тем, что дает очень привлекательные сварные швы.
Сварка с помощью сварочного аппарата TIG также является отличным способом получения аккуратных сварных швов. В отличие от брызг сварочного аппарата MIG, сварка TIG практически не производит брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом продукте, например, на оборудовании или металлической мебели.
В отличие от брызг сварочного аппарата MIG, сварка TIG практически не производит брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом продукте, например, на оборудовании или металлической мебели.
К сожалению, сварка TIG требует строгой координации и контроля со стороны сварщика. По этой причине многие компании, производящие сварочные аппараты TIG, также предлагают компоненты с ЧПУ (с числовым программным управлением), которые позволяют использовать робота для поддержания согласованности сварных швов.В противном случае сварщику потребовалось бы быть очень квалифицированным и опытным для этого.
Сварочные аппараты переменного / постоянного тока
На рынке представлены сварочные аппараты, которые могут сваривать как переменным, так и постоянным током. Есть однопроцессные сварочные аппараты (например, только TIG), а другие — многопроцессорные. Сварщики, работающие с несколькими процессами, могут использовать два из трех основных процессов или даже все три.
Сварочные аппараты переменного / постоянного тока более гибкие, чем аппараты для однополярной сварки, а многопроцессорные сварочные аппараты еще более гибкие.Эти машины могут справиться с любой задачей, которую вы хотите. Конечно, большой недостаток сварочных аппаратов AC / DC — это цена. Добавление возможностей означает увеличение расходов. Они хороши, если вы хотите взять на себя все, но за это придется платить.
Как определить, какой тип тока использовать
При выборе сварочного аппарата бывает сложно просмотреть всю рекламную информацию, чтобы понять, что именно вы получаете. Если у вас уже есть сварочный аппарат или даже сварочный аппарат как переменного, так и постоянного тока, может быть сложно решить, какой из них использовать для определенного проекта или приложения.
По сути, вот для чего вам понадобится сварка постоянным током: Сварка над головой или под необычным углом Дополнительные брызги от сварки переменным током — большая проблема, когда вы работаете над головой. Вместо того, чтобы брызгать на свариваемую деталь, вы получаете брызги на себя и свое рабочее место. Постоянный ток уменьшает разбрызгивание и делает вещи более чистыми и безопасными. Если вы выполняете много работы над головой, используйте постоянный ток.
Вместо того, чтобы брызгать на свариваемую деталь, вы получаете брызги на себя и свое рабочее место. Постоянный ток уменьшает разбрызгивание и делает вещи более чистыми и безопасными. Если вы выполняете много работы над головой, используйте постоянный ток.
Вы можете работать немного быстрее со сварными швами постоянным током, что хорошо для тонких металлов.Если вы будете двигаться слишком медленно по тонкой ложи, вы можете прожечь металл, что приведет к еще большим проблемам. Скорость важна при сварке листового металла. Все, что замедляет вас, может привести к прожигу ложи — используйте постоянный ток для листового металла.
Большая часть сварки TIG Большинство видов сварки TIG лучше всего работают на постоянном токе. Сталь, нержавеющая сталь и медь лучше всего сваривать TIG на постоянном токе. Хорошее проплавление, гладкий валик и прочные соединения — все это обеспечивается сваркой TIG на постоянном токе. Некоторые сварочные аппараты TIG работают на переменном / постоянном токе, что позволяет работать с алюминием, а остальные — только на постоянном токе.Они не делают аппаратов для сварки TIG на переменном токе.
Некоторые сварочные аппараты TIG работают на переменном / постоянном токе, что позволяет работать с алюминием, а остальные — только на постоянном токе.Они не делают аппаратов для сварки TIG на переменном токе.
Как и сварка TIG, в этом процессе используются неплавящийся электрод и отдельный присадочный пруток. Для этого требуется установка постоянного тока прямой полярности. При обратной полярности электрод загорится, и переменный ток разрушит его. Одноуглеродистая пайка будет работать только с при постоянном токе прямой полярности.
Вот несколько примеров того, когда использовать сварку на переменном токе: Маленькие домашние применения Многие из небольших сварочных аппаратов переменного тока типа «жужжащая коробка» будут работать от бытового тока.Для настройки сварщиков начального уровня не нужно вызывать электрика. Если вы только начинаете или хотите взять портативный сварочный аппарат в магазин вашего приятеля, AC — лучший выбор.
Различные части тяжелого оборудования могут намагничиваться, что требует применения сварщиков на переменном токе. Кроме того, с помощью сварочных аппаратов переменного тока немного легче работать с ржавым или грязным оборудованием, чем с другими процессами. Кроме того, с помощью сварочных аппаратов других типов легче работать на улице, чем с другими типами, которые подходят для аппаратов переменного тока.
Сварка TIG алюминияБыстрая смена полярности переменного тока очищает алюминий. Это предохраняет оксидный слой от загрязнения сварного шва и ослабления соединения. Высококачественные аппараты для сварки TIG имеют настройки переменного тока, оптимизированные для алюминия. Если вы хотите сваривать алюминий TIG, обязательно приобретите аппарат для сварки TIG на переменном / постоянном токе.
Судостроение и ремонт Длинные прямые стыки между пластинами лучше всего подходят для глубокого проплавления при сварке на переменном токе. Самый цитируемый пример — судостроение. Однако, если вы свариваете грузовой корабль Panamax или авианосец длиной в тысячу футов, вам действительно следует обращаться к техническим характеристикам, а не в Интернете.
Самый цитируемый пример — судостроение. Однако, если вы свариваете грузовой корабль Panamax или авианосец длиной в тысячу футов, вам действительно следует обращаться к техническим характеристикам, а не в Интернете.
Везде, где магнитные поля могут вызвать блуждание дуги, лучше всего использовать сварочный аппарат переменного тока. Намагниченные поля чаще встречаются в стали с высоким содержанием никеля или в трубах, которые долгое время находились под землей. Это также проблема в соединениях с глубокими пазами или внутренних углах угловых швов.Все это хорошие кандидаты на роль сварщика переменного тока, а не постоянного тока.
Когда есть смысл в сварочном аппарате постоянного и переменного тока: Мастер на все руки Если у вас небольшой сварочный цех и вам нужно уметь обрабатывать все, что проходит через дверь, очень гибкий сварщик много смысла. С помощью всего лишь нескольких настроек переключателей на сварочном аппарате вы можете работать на переменном или постоянном токе и использовать дуговую сварку, сварку MIG или TIG.
Иногда нам везет.Может быть, вы купили правильный скретч-билет, или, может быть, бабушка Гортензия прошла и оставила вам немного денег (кстати, извините за вашу потерю). Во всяком случае, бывают моменты в жизни, когда у вас есть деньги, которые нужно потратить. Если вы там, потратьте немного денег на высококачественный сварочный аппарат переменного / постоянного тока. Вы сможете выполнять все виды сварочных работ, и вы не пожалеете об этом.
The Takeaway
Есть много разных типов сварочных аппаратов, и каждый из них имеет уникальные характеристики, требующие определенных материалов и силы тока.Важное различие между сварочными аппаратами переменного тока и постоянным током.
Понимание этого различия важно при принятии решения, какой вид сварки использовать в проекте или какой тип сварочного аппарата купить. Небольшие сварочные аппараты переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для наилучшей работы требуется 220 вольт. В большинстве домашних гаражей и магазинов нет 220 розеток, поэтому не забудьте проверить, планируете ли вы покупать сварочный аппарат постоянного тока.
В большинстве домашних гаражей и магазинов нет 220 розеток, поэтому не забудьте проверить, планируете ли вы покупать сварочный аппарат постоянного тока.
(Если вы все же решите приобрести сварочный аппарат постоянного тока, для которого требуется 220, электрик может установить выключатель и розетку в вашем магазине или гараже.Это не опасно — 220 — это то же напряжение, которое используется в сушилках для одежды, духовках и системах вентиляции и кондиционирования. Большинство людей не занимаются сваркой, поэтому гаражи не построены с использованием цепей на 220 В.)
Сварочные аппараты переменного тока — это, как правило, лучшее место для начала, когда вы решите заняться сваркой впервые. Дешевле и удобнее владеть, сварочные аппараты переменного тока могут не обеспечивать идеальных сварных швов, но их универсальность делает их лучшим вариантом для любых сварочных работ под солнцем.
Если вам нужно что-то здоровенное и профессиональное, сварщик постоянного тока сделает эту работу. Однако, если сварка, которую вам нужно выполнить, выполняется в полевых условиях или дома в гараже, сварочный аппарат переменного тока поможет вам начать работу без какого-либо риска дуги, что сделает работу быстрее и проще.
Однако, если сварка, которую вам нужно выполнить, выполняется в полевых условиях или дома в гараже, сварочный аппарат переменного тока поможет вам начать работу без какого-либо риска дуги, что сделает работу быстрее и проще.
* Изображение предоставлено: https://www.flickr.com/photos/natematias/6575916393
В чем разница между сваркой на переменном и постоянном токе?
Если вы работали в сварке или хотя бы немного знакомы с тем, как это работает, вы, возможно, слышали термины «переменный ток» и «постоянный ток» в сварке. Переменный и постоянный ток — это разные типы токов, которые используются в процессе сварки.Поскольку при сварке используется электрическая дуга, которая создает тепло, необходимое для расплавления металла, потребуется стабильный ток, имеющий разную полярность, которая зависит от свариваемого материала.
Чтобы сделать хороший сварной шов, вам сначала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой на переменном и постоянном токе?
Сварка переменным и постоянным током относится к полярности тока, протекающего через электрод аппарата. AC означает переменный ток, а DC означает постоянный ток. Прочность и качество сварного шва будут зависеть от полярности электрода.
AC означает переменный ток, а DC означает постоянный ток. Прочность и качество сварного шва будут зависеть от полярности электрода.
В этой статье я расскажу об этом немного подробнее и объясню, почему вам важно это понять.
Какая полярность?
Вы, вероятно, знакомы с термином «полюса». Например, у магнита есть северный и южный полюса.
Точно так же электрические цепи также будут иметь полюса — отрицательный и положительный.В цепи постоянный ток (DC) будет течь в одном направлении, что приведет к постоянной полярности: одна сторона останется отрицательной с большим количеством отрицательных ионов, а другая сторона останется положительной с большим количеством положительных ионов. все время цепь активна.
С другой стороны, переменный ток (AC), как следует из названия, чередуется в направлении, в котором он течет. Половину времени он течет в одном направлении, а другую половину — в противоположном.Переменный ток изменит свою полярность примерно 120 раз в течение одной секунды при токе 60 Гц.
Переменный ток, также известный как электрод с положительной или обратной полярностью, обеспечивает более глубокое проникновение, а отрицательный или прямой ток электрода — постоянный ток — приводит к более высокой скорости осаждения, поскольку плавление на электроде происходит быстрее. На эти условия могут влиять разные типы электродов, а также различные виды защиты электродов.
Экранированные электроды иногда могут использовать любую полярность, в то время как некоторые работают только с одной полярностью.
Хороший сварной шов требует надлежащего проплавления и равномерного буртика, и для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получите плохое проплавление и неровные валики, но также получите чрезмерное разбрызгивание и перегрев, а в некоторых случаях даже можете потерять контроль над дугой.
Электрод также может быстро сгореть.
У большинства аппаратов дуговой сварки клеммы или направления четко обозначены, чтобы пользователи знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют изменения клемм кабеля.
Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют изменения клемм кабеля.
Сварка разными токами
Различные типы сварных швов лучше подходят для разных типов тока из-за их природы и воздействия этого конкретного вида тока.
Сварка переменным током
Сварка переменным током считается хуже, чем сварка постоянным током, и поэтому применяется редко. Сварочные аппараты переменного тока в основном используются только тогда, когда отсутствуют аппараты постоянного тока, и иногда их называют «жужжащими коробками».’
Сварка на переменном токе чаще всего используется для сварки толстых листов вниз, быстрой заливки и высокочастотной сварки TIG алюминия, хотя иногда она также используется для устранения проблем с дугой. Проблемы с дугой возникают, когда дуга раздувает свариваемое соединение при более высоких уровнях тока, что чаще всего происходит при работе с электродами большого диаметра.
на переменном токе также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке на переменном токе означает, что намагниченный металл не влияет на электрическую дугу.
Переменный ток также лучше подходит для более высоких температур. Поскольку он обеспечивает более высокий уровень тока, он обеспечивает более глубокое проплавление и, таким образом, используется для сварки швов при строительстве судов.
Сваркана переменном токе хороша для ремонта оборудования, поскольку многие из них имеют намагниченные поля и участки, которые заржавели.
Однако нестабильность направления при сварке на переменном токе также может быть недостатком, поскольку этот процесс имеет более низкий выход продукта, чем сварка постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества и используется в некоторых конкретных случаях, когда сварка на переменном токе бесполезна, таких как вертикальная сварка, пайка одним углеродом или сварка TIG нержавеющей стали.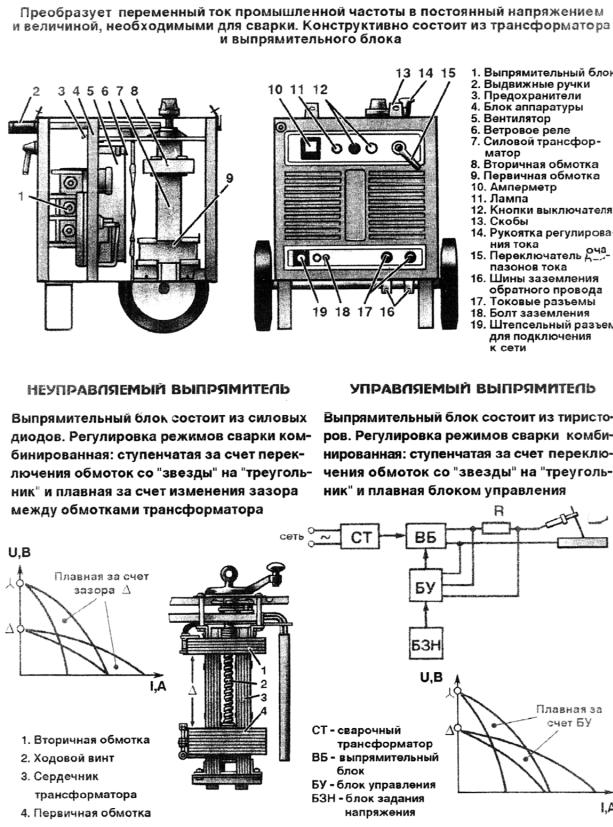
Поскольку сварка постоянным током имеет более высокую скорость наплавки, она лучше всего подходит для пользователей, которым требуется лучшее наращивание более крупных отложений. Хотя сварка на переменном токе имеет лучшее проплавление, она имеет более низкую скорость наплавки, что может не подходить.
Сварка постоянным током также дает меньше брызг, чем сварка переменным током, что делает сварной шов более однородным и гладким, а также приводит к более высокому выходу продукта. Постоянный ток также более надежен, и, следовательно, с ним легче работать, поскольку электрическая дуга остается постоянной и стабильной.
Сваркапостоянным током лучше подходит для сварки более тонких металлов, что делает ее желательной для многих сварщиков. Оборудование, используемое с этим типом тока, также дешевле, что помогает сократить расходы и делает их еще более привлекательными.
Однако, хотя само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это связано с тем, что вам необходимо специальное оборудование для переключения переменного тока в постоянный, поскольку последнее, вероятно, не обеспечивается какой-либо электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, они считаются необходимыми затратами.
Хотя сварка постоянным током лучше подходит для многих различных металлов, она не рекомендуется при работе с алюминием, так как для этого требуется высокоинтенсивное тепловыделение, что невозможно при постоянном токе. Вдобавок ко всему, если при работе с постоянным током возникнет магнитное поле, возникнет более высокий риск возникновения дуги, что может быть опасно.
Какой электрод использовать?
Поскольку тип используемого тока влияет на полярность электрода, вам также необходимо учитывать используемый электрод.Для сварки на постоянном токе ищите электрод с покрытием натриевого типа с высоким содержанием целлюлозы, который предназначен только для постоянного тока и обеспечивает более глубокое проплавление.
Для сварки на переменном токе, поскольку дуга имеет тенденцию гаснуть и восстанавливаться из-за переменного тока, электроды имеют специальные элементы, которые поддерживают их зажигание. Электроды для сварки переменным током должны иметь покрытие типа калий с высоким содержанием целлюлозы, которое может работать в любом положении, а также работать на ржавом или грязном металле.
Существует несколько различных типов электродов для сварки на переменном токе, но многие из них доступны для сварки как на переменном, так и на постоянном токе.
Как и все остальное, невозможно сказать, что одно «лучше» другого. Оба вида сварки используются для разных целей.
Во многих случаях сварка постоянным током лучше подходит для данной ситуации — но по своей сути не «лучше», чем сварка переменным током, но в других случаях сварка переменным током может быть более предпочтительным выбором. Выбор правильной полярности и силы тока, а также правильного электрода для использования может иметь решающее значение для получения хорошего шва, и поэтому его следует выполнять осторожно.
Связанные вопросы
Сварка MIG постоянным или переменным током?
При сварке MIG полярность должна быть установлена на отрицательный электрод постоянного тока или на постоянный ток, когда отрицательный вывод аппарата соединен с электродом, а положительный вывод подсоединен к заземлению.
Что такое проплавление при сварке?
При сварке проплавление означает расстояние, на которое проходит линия плавления ниже поверхности свариваемого материала.Обычно это результат используемого тока.
Что такое наплавка при сварке?
Скорость наплавки — или просто наплавка — это количество присадочного металла, которое расплавляется и примешивается к сварному соединению, и обычно определяется фунтами в час. Это сильно зависит от размера, типа и полярности провода.
Подобные сообщения:
В чем разница между сваркой на переменном и постоянном токе?
У большинства упоминание AC / DC вызывает воспоминания об определенной рок-группе. Для сварщиков это означает сравнение двух разных электрических токов, которые используются в процессе сварки. Есть только один вопрос: В чем разница между сваркой на переменном и постоянном токе?
Для сварщиков это означает сравнение двух разных электрических токов, которые используются в процессе сварки. Есть только один вопрос: В чем разница между сваркой на переменном и постоянном токе?
Сравнение токов
Во время процесса сварки между электродом и свариваемым металлом образуется электрическая дуга. Крайне важно использовать правильный источник питания для этой электрической дуги, чтобы не получить плохой сварной шов ужасного качества. В конце концов, качество и прочность сварного шва во многом зависят от использования правильной полярности и правильного электрода.
Здесь вступают в игру переменный ток (AC) и постоянный ток (DC).
Электроэнергия течет одним из двух способов: переменным или постоянным током. В результате электроны движутся по проводнику, и разница между полярностью переменного и постоянного тока сводится к одному элементу: , как движутся электроны для каждого из них .
Сварка на переменном токе
Как следует из «чередующейся» части его названия, переменный ток постоянно меняет направление потока электронов.Электроны движутся вперед и назад, полярность меняется до 120 раз в секунду. Поскольку он передает электричество на большие расстояния, переменный ток используется в высоковольтных устройствах, таких как бытовые электроприборы и розетки.
Когда полярность меняется с отрицательной на положительную, на выходе на долю секунды отображается нулевой ток. Это плохо, потому что электрическая дуга либо блуждает, либо полностью гаснет.
Чтобы этого не произошло, вы можете найти электродов, созданных специально для сварки на переменном токе .Они содержат специальное покрытие , которое обеспечивает зажигание дуги . Просто имейте в виду, что дуга будет больше колебаться и дрожать по сравнению с полярностью постоянного тока.
При сварке переменный ток обычно уступает постоянному току в иерархии. Однако это не означает, что нет обстоятельств, при которых AC является предпочтительным вариантом. Например, если это единственный доступный источник питания, вам может помочь переменный ток. Кроме того, благодаря устойчивой дуге переменный ток также может помочь в устранении любых проблем, связанных с возникновением дуги.
Применение для сварки на переменном токе
Поскольку переменный ток способствует более высокой температуре, алюминий является более подходящим материалом для работы в сварочных проектах. Например, алюминий имеет прочную оксидную пленку на своей поверхности, что не идеально для сварки. Тем не менее, когда переменный ток переключается на положительный электрод, эта оксидная пленка удаляется , и поверхность становится чистой.
Сварка на переменном токе также рекомендуется, когда листовой металл требует более глубокого проплавления — например, в судостроении. Кроме того, переменный ток используется, если сварочные материалы имеют намагниченное поле.
Кроме того, переменный ток используется, если сварочные материалы имеют намагниченное поле.
Недостатки сварки на переменном токе
Несмотря на то, что постоянный ток не является основным вариантом сварки, в вышеупомянутом руководстве установлено, насколько полезен переменный ток в определенных ситуациях. Тем не менее, у него есть несколько заметных недостатков. Это:
- Не такой гладкий : По сравнению со сваркой постоянным током качество сварного шва, как правило, не совпадает с точки зрения гладкости.
- Образуется больше брызг : Ни один сварщик не хочет иметь дело с брызгами.Тем не менее, сварка на переменном токе подвержена образованию значительного ее количества, а это означает, что вы можете часами чистить рабочую поверхность, пол, сварочные работы и т. Д. — , если вы не используете спрей для защиты от брызг и другие меры предосторожности .
- Ненадежная дуга : дуга не только менее надежна по сравнению со сваркой постоянным током, но и сложнее в обращении.

Сварка постоянным током
Так почему же сварка постоянным током более популярна, чем сварка переменным током? Все его электроны текут в одном красивом устойчивом направлении. Нет чередования . Полярность постоянна, ее можно выбрать как положительную, так и отрицательную. Это основная причина, по которой постоянный ток обычно используется в устройствах с низким напряжением. Сюда входят такие продукты, как пульты дистанционного управления и аккумуляторы для мобильных телефонов.
Выделив недостатки сварки на переменном токе, постоянный ток имеет несколько преимуществ по сравнению с аналогами. Благодаря более стабильной дуге, делает сварку в целом более простым процессом. Сварка более плавная, чем на переменном токе, и создается меньше брызг.
Еще одно преимущество постоянного тока — возможность использования его положительной и отрицательной полярности. Когда используется положительный ток постоянного тока, при необходимости обеспечивается большее проникновение стали. Из-за более высокой скорости наплавки рекомендуется использовать отрицательный постоянный ток при работе с тонкими листами.
Из-за более высокой скорости наплавки рекомендуется использовать отрицательный постоянный ток при работе с тонкими листами.
Применение для сварки постоянным током
Благодаря своим положительным моментам, сварка постоянным током используется в самых разных областях применения. Например, он используется в подавляющем большинстве приложений для сварки штангой.Сварка постоянным током также подходит для следующих целей:
- Нержавеющая сталь Сварка TIG
- Одноуглеродистая пайка
- Сварка потолочная и вертикальная
- При сварке более тонких металлов
Недостатки сварки постоянным током
Это предпочтительный вариант из двух. У него масса преимуществ. Тем не менее, несмотря на все это, сварка постоянным током имеет ряд заметных недостатков. Это правда — , хотя ущерб от этих недостатков по большей части минимален.
- Дуговая дуга : Самая большая техническая проблема, связанная с использованием сварки постоянным током, — это дуговая продувка. При сварке сварщик хочет направить дугу в стык, чтобы получить полное проплавление. Тем не менее, когда возникает дуга, эта дуга перемещается либо в одну, либо в другую сторону. Исправить это можно с помощью полярности переменного тока.
- Более дорогое оборудование : Для сварки постоянным током обычно необходим внутренний трансформатор. Этот трансформатор позволяет пользователю переключать ток , но буквально за .
- Не идеально для алюминия : Постоянный ток не является решением при попытке получить интенсивное тепло при сварке. В результате он уступает сварке переменным током как лучший выбор при работе с алюминием.
 При сварке сварщик хочет направить дугу в стык, чтобы получить полное проплавление. Тем не менее, когда возникает дуга, эта дуга перемещается либо в одну, либо в другую сторону. Исправить это можно с помощью полярности переменного тока.
При сварке сварщик хочет направить дугу в стык, чтобы получить полное проплавление. Тем не менее, когда возникает дуга, эта дуга перемещается либо в одну, либо в другую сторону. Исправить это можно с помощью полярности переменного тока.Резюме
Как установлено в этом руководстве, сварка как переменным, так и постоянным током может использоваться для выполнения множества задач. В большинстве случаев постоянный ток имеет преимущество перед переменным током и является более универсальным из двух. Тем не менее, важно не упускать из виду кондиционер, так как это лучший вариант для определенных работ. В конце концов, как переменный, так и постоянный ток необходимы в репертуаре любого серьезного сварщика.
В конце концов, как переменный, так и постоянный ток необходимы в репертуаре любого серьезного сварщика.
В чем разница между сваркой на переменном и постоянном токе?
Сварка — это соединение двух или более металлических частей путем их плавления. Этот процесс отличается от пайки, при которой две металлические поверхности просто соединяются вместе с помощью куска расплавленного металла. Поскольку температуры плавления большинства металлов очень высоки, специализированное сварочное оборудование использует тепло от электрического тока для сварки металлов.
Дуговая сварка, присадочный металл и защита сварного шва
Процесс сварки включает три основных аспекта: сварочная дуга, присадочный металл и защита сварного шва. Сварочная дуга — это непрерывная искра, которая генерируется сварочным аппаратом и используется для нагрева металла на несколько тысяч градусов по Фаренгейту. Искра создается цепью, которая проходит от машины через свариваемый металл. Присадочный металл — это дополнительный металл, добавляемый во время сварки для усиления сварного соединения.Сварной шов должен быть защищен от окружающего воздуха, пока он не затвердеет, поскольку воздух может загрязнить сварной шов. Эта защита достигается путем добавления в процесс защитного газа, который обеспечивается либо резервуаром, прикрепленным к сварочному аппарату, либо специально разработанным присадочным металлом, который выделяет газ по мере его плавления.
Присадочный металл — это дополнительный металл, добавляемый во время сварки для усиления сварного соединения.Сварной шов должен быть защищен от окружающего воздуха, пока он не затвердеет, поскольку воздух может загрязнить сварной шов. Эта защита достигается путем добавления в процесс защитного газа, который обеспечивается либо резервуаром, прикрепленным к сварочному аппарату, либо специально разработанным присадочным металлом, который выделяет газ по мере его плавления.
Полярность сварочной дуги
Как и любой электрический ток, протекающий по цепи, сварочная дуга имеет полярность, с положительным и отрицательным полюсами. Полярность существенно влияет на прочность сварного шва.Положительная полярность электрода или обратная полярность вызывает более глубокое проникновение сварного шва, чем отрицательная или положительная полярность электрода. Однако отрицательная полярность электродов приводит к более быстрому осаждению присадочного металла. При использовании постоянного тока полярность всегда постоянна. При переменном токе полярность переключается 120 раз в секунду при токе 60 Гц.
При использовании постоянного тока полярность всегда постоянна. При переменном токе полярность переключается 120 раз в секунду при токе 60 Гц.
Что лучше?
Во всех смыслах и целях сварка постоянным током является предпочтительным типом сварки. Независимо от того, используете ли вы положительную (DC +) или отрицательную (DC–) полярность, постоянный ток обычно обеспечивает более гладкую сварку, чем переменный ток.В то время как постоянный ток обеспечивает постоянный и последовательный ток, природа переменного тока означает, что он дает ток, который постоянно колеблется от положительного к отрицательному. Поскольку ток колеблется вперед и назад, он должен проходить через точку, в которой выходной ток равен нулю. Хотя ток находится в этой нулевой точке только на долю секунды, разрыва может быть достаточно, чтобы разорвать дугу, заставляя ее колебаться, трепетать или полностью гаснуть.
Когда используется переменный ток?
Поскольку сварка переменным током значительно уступает сварке постоянным током, она используется только в редких случаях. Сварочные аппараты переменного тока чаще всего используются, когда аппарат постоянного тока недоступен. Сварочные аппараты переменного тока, производно именуемые «жужжащими коробками», считаются технологией начального уровня. Сварка переменным током также может использоваться для устранения проблем с дугой. Это явление отмечается дугой, которая блуждает или раздувает свариваемое соединение. Обычно это происходит при работе с электродами большого диаметра при больших токах.
Сварочные аппараты переменного тока чаще всего используются, когда аппарат постоянного тока недоступен. Сварочные аппараты переменного тока, производно именуемые «жужжащими коробками», считаются технологией начального уровня. Сварка переменным током также может использоваться для устранения проблем с дугой. Это явление отмечается дугой, которая блуждает или раздувает свариваемое соединение. Обычно это происходит при работе с электродами большого диаметра при больших токах.
Разница между сварочными аппаратами постоянного и переменного тока
Разница между сварочными аппаратами переменного и постоянного тока
Сварка — это процесс, используемый для соединения металлов вместе путем плавления деталей и использования наполнителя для образования соединения.Сварные швы можно выполнять с использованием различных источников энергии от газового пламени или электрической дуги до лазера или ультразвука. Сварку нельзя производить со всеми типами металлов. Например, нержавеющая сталь склонна к растрескиванию и деформации при перегреве. Сплавы часто представляют собой проблему, потому что трудно узнать точный химический состав металла.
Например, нержавеющая сталь склонна к растрескиванию и деформации при перегреве. Сплавы часто представляют собой проблему, потому что трудно узнать точный химический состав металла.
Чтобы сварщик мог выполнять наилучшие сварочные швы, он должен понимать, что означает переменный ток (AC) и постоянный ток (DC) для сварщика, а также для электродов.
Что означает переменный и постоянный токи?
Электроэнергия течет двумя способами: либо в виде переменного тока (AC) , либо в виде постоянного тока (DC) . Электричество или «ток» — это не что иное, как движение электронов по проводнику, например по проводу. Разница между переменным и постоянным током заключается в направлении потока электронов. В постоянном токе электроны стабильно движутся в одном направлении или «вперед». В переменном токе электроны постоянно меняют направление, иногда движутся «вперед», а затем «назад».»
Переменный ток — лучший способ передавать электричество на большие расстояния.
Переменный и постоянный ток — это термины, которые относятся к полярности электрического тока, который создается сварщиком и проходит через электрод.
Прочность сварного шва зависит от выбора электрода с правильной полярностью, поскольку полярность электрода может значительно повлиять как на прочность сварного шва, так и на качество сварного шва
Что такое полярность?
Каждая электрическая цепь имеет отрицательный и положительный полюс.Постоянный ток течет в одном направлении, что обеспечивает постоянную полярность. Переменный ток или переменный ток протекает в одном направлении половину времени и в противоположном направлении — в другой половине. Переменный ток меняет свою полярность 120 раз в секунду с током 60 Гц.
За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому плавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химикатов на покрытие может изменить это состояние. Хотя сам по себе переменный ток не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность лучше всего, и все производители указывают на контейнере электрода, какая полярность рекомендуется. Использование сварочного аппарата трансформаторного типа переменного тока потребовало разработки электрода, который работал бы с любой полярностью из-за постоянного изменения полярности в цепи переменного тока.
Воздействие различных химикатов на покрытие может изменить это состояние. Хотя сам по себе переменный ток не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность лучше всего, и все производители указывают на контейнере электрода, какая полярность рекомендуется. Использование сварочного аппарата трансформаторного типа переменного тока потребовало разработки электрода, который работал бы с любой полярностью из-за постоянного изменения полярности в цепи переменного тока.
Для достижения надлежащего проплавления, равномерного загиба и хороших результатов сварки при сварке любым металлическим электродом должна использоваться правильная полярность.
Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, затруднениям в управлении дугой, перегреву и быстрому горению электрода.
На большинстве машин четко указано, какие клеммы и как их можно настроить на любую полярность. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо изменить кабельные наконечники
На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо изменить кабельные наконечники
Другие различия между переменным током и постоянным током.
- В переменном токе безопасно передавать на большие расстояния по городу и может обеспечить большую мощность, в то время как в постоянном токе напряжение постоянного тока не может перемещаться очень далеко, пока не начнет терять энергию — Количество энергии, которое может быть перенесено.
- Постоянный магнетизм вдоль провода, в то время как в Ac, он вращает магнит вдоль провода. Причина направления потока электронов
- Частота переменного тока составляет 50 Гц или 60 Гц в зависимости от страны, в то время как частота постоянного тока равна нулю. Частота
- Ac меняет свое направление при движении по цепи. Постоянный ток течет в цепи в одном направлении. Направление
- Переменный ток, величина которого меняется со временем. Постоянный ток имеет постоянную величину — Ток .
- В Ac электроны продолжают переключать направления — вперед и назад, в то время как в Dc электроны постоянно движутся в одном направлении или «вперед» Поток электронов
- Ac имеет пассивный параметр , импеданс , а пассивный параметр Dc — только сопротивление
- Ac Лежит между 0 и 1.Постоянный ток всегда 1- Коэффициент мощности
- Ac Типы : Синусоидальная, трапецеидальная, треугольная, квадратная. Типы постоянного тока чистые и пульсирующие.
- Ac — это , полученный от генератора A.C и сети. Постоянный ток получается от элементов или батареи
 Постоянный ток имеет постоянную величину — Ток .
Постоянный ток имеет постоянную величину — Ток .Идеально подходит для следующих типов сварных швов;
1. Тяжелые плиты Downhand
2. Быстрое заполнение
3. Сварка алюминия TIG с высокочастотной
В то время как постоянный ток лучше всего использовать для:
1. Твердая облицовка.
Твердая облицовка.
2. Одноуглеродистая пайка.
3. Накопление крупных отложений.
4. Сварка TIG нержавеющей стали и;
5. Метчик
При обратной полярности постоянного тока электрод является положительным, и ток течет от заготовки к электроду. Идеален для:
- Сварка над головой
- Вертикальная сварка
- Сварка чугуна
- Тяжелый алюминий
- Заклепка сварочная
- Листовой металл
- Сварка с низким содержанием водорода
- Дуговой бронзовый стержень
Причины / преимущества их потребностей
Когда дело доходит до сварки штучной сваркой Сварка постоянным током имеет определенные преимущества перед переменным током.Как правило, запуск проще, меньше дуговой разряд и заедание, меньше брызг, сварные швы лучше выглядят, сварка в вертикальном или верхнем положении намного проще, а постоянный ток — лучший способ для новичков научиться сварке. Сварка постоянным током также обеспечивает более гладкую дугу, а сварка на постоянном токе с прямой полярностью позволяет сваривать множество более тонких металлов лучше, чем на переменном токе.
Сварка постоянным током также обеспечивает более гладкую дугу, а сварка на постоянном токе с прямой полярностью позволяет сваривать множество более тонких металлов лучше, чем на переменном токе.
Основное преимущество сварки на выходе переменного тока состоит в том, что она позволяет сваривать намагниченные материалы, потому что ток меняет полярность.Выход постоянного тока не работает на намагниченных материалах из-за «дуги», когда магнитное поле выдувает расплавленный присадочный металл из сварочной ванны.
Правила техники безопасности при использовании этих сварочных аппаратов
Сварщики должны соблюдать требования к средствам индивидуальной защиты и противопожарным мерам.
Сварочный дым может вызвать проблемы с дыханием сварщиков. Некоторые проблемы носят краткосрочный характер, а другие могут быть долгосрочными заболеваниями, такими как астма.Сварочный дым также классифицируется на международном уровне как возможные канцерогены. А ожоги, наверное, самая частая травма, связанная со сваркой. Личная защитная одежда может значительно снизить риск ожогов
А ожоги, наверное, самая частая травма, связанная со сваркой. Личная защитная одежда может значительно снизить риск ожогов
Средства индивидуальной защиты сварщиков включают
- Одежда огнестойкая,
- защитные очки,
- туфли,
- перчатки,
- капюшон, сварочный шлем и кожа. Никогда не следует носить синтетическую одежду, потому что она плавится при очень высокой температуре.Шерсть — лучший выбор, потому что она прочная и устойчивая к огню.
Следует иметь в виду, что брюки и рубашку нельзя скатывать, так как в складках могут скопиться искры. Брюки также следует носить вне обуви или рабочей обуви, чтобы предотвратить попадание частиц внутрь обуви или ботинок. Под сварочным шлемом всегда следует надевать защитные очки. Если вместо очков используются защитные очки, они также должны иметь боковые щитки.
Сварка переменным и постоянным током необходима для решения определенных задач.Сварка постоянным током обычно имеет больше преимуществ по сравнению со сваркой переменным током, но для сварщика важнее всего понять, как работает полярность, чтобы сварщик мог выбрать подходящий электрод с правильной полярностью для работы. Для запросов или предложений свяжитесь с нами по телефону [email protected]
Для запросов или предложений свяжитесь с нами по телефону [email protected]
17 июня 2016 г. Чикамара Укаэджиофо
11 советов по сварке алюминия TIG на постоянном токе — Welding Mastermind
При сварке TIG алюминия переменный ток (или «AC») используется почти всегда.Переменный ток очищает поверхность, разрушая оксиды, ухудшающие качество сварки. Однако это можно сваривать алюминий TIG постоянным током (также называемым «постоянным током»). Иногда для сварки алюминия методом TIG лучше использовать постоянный ток. Как и когда вам следует использовать постоянный ток для сварки алюминия TIG?
Сварка алюминия постоянным током TIG Это будет сложно, но эти уловки помогут вам в этом.
- Знать разницу постоянного тока и переменный ток для сварки TIG
- Знайте, когда использовать постоянный ток, а когда — переменный ток для алюминия
- Используйте подходящие материалы
- Соберите нужный электрод, стержни и защитный газ
- Настройте сварочный аппарат для сварки постоянным током с полярность
- Используйте ножную педаль или ручное управление для сила тока
- Сделайте алюминий как можно более чистым
- Практикуйтесь перед началом сварки
- Используйте правильную технику
- Знайте свои пределы — постоянный ток не является всегда правильный выбор для алюминия
- Объедините сварку постоянным и переменным током, чтобы получить лучший стык
В этой статье я расскажу вам обо всех
советы, которые вам нужно знать, чтобы начать сварку алюминия методом TIG на постоянном токе.
переменного или постоянного тока — в чем разница?
Полярность описывает направление электричества. течет. При постоянном токе (обычно называемом DC) полярность электрический ток всегда течет в одном направлении. Нормальный поток — отрицательный электрод, Это означает, что электричество течет от сварочного аппарата через электрод к заготовку и обратно к сварщику. Обратная полярность меняет положение и пропускает ток от сварочного аппарата через заготовку к электроду.
Постоянный ток больше всего подходит для сварки TIG. металлы, потому что проникает глубоко.Сварка алюминия — один из немногих этот переменный ток предпочтительнее.
Переменный ток или переменный ток, меняет полярность.
между стандартным и обратным быстро, от шестидесяти до ста двадцати раз
каждую секунду. Алюминий обычно сваривают TIG на переменном токе. Быстрый
Переворот полярности имеет пескоструйный эффект, который разрушает поверхностные оксиды до
произвести чистый сварной шов. Недостатки сварки на переменном токе состоят в том, что сварной шов не
проникают глубоко и оставляют на поверхности большой шарик.
Недостатки сварки на переменном токе состоят в том, что сварной шов не
проникают глубоко и оставляют на поверхности большой шарик.
Зачем нужен постоянный ток для алюминия
Проблема с Сварка переменным током заключается в том, что ток не проникает глубоко в соединение и производит неглубокий сварной шов. Если вы соединяете алюминиевые детали толщиной ¼ дюйма или больше, переменный ток не обеспечит прочного сварного шва всего за один проход.
Для производства прочного сваривать толстый алюминий переменным током, сварка выполняется поэтапно. Ты необходимо скосить края стыка, уложить корневой валик, затем вернуться с один или несколько проходов присадочных и заглушек для получения прочного соединения.Это требует три или четыре прохода со сварщиком до завершения соединения.
Обратная полярность
Сварочные швы постоянным током не имеют этой проблемы. Вы можете получить хороший глубокий сварной шов за один
пройти с использованием сварки постоянным током. Это экономит время и обеспечивает более прочный сварной шов.
Это экономит время и обеспечивает более прочный сварной шов.
сварных швов постоянным током также полезен для устранения глубоких ямок и выбоин в алюминии. Вы можете быстро заполнить полость с помощью сварки постоянным током и получить прочный стык, который удерживает заливку на месте. Один раз отверстие залито, загладить поверхность шлифовальной машиной, деталь как новый.Это помогает исправить дорогие обработанные алюминиевые детали, которые стали слегка поврежден.
Используйте правильные материалы
Не каждый сорт из алюминия подходит для сварки TIG на постоянном токе. Лучшие марки алюминия для этого процесс 6061, 2219 и чистый алюминий (все в серии 1100). Если вы работаете с другими категориями алюминия, вам может потребоваться сделать сварной шов.
В дополнение к
При использовании алюминия правильного сорта необходимы правильные размеры.ОКРУГ КОЛУМБИЯ
сварка нагревает заготовку. Если вы попытаетесь сваривать тонким
шток, он может перегреться и покоробиться. Сварка постоянным током лучше всего работает с деталями
толщиной не менее дюйма. Помимо проблемы коробления, преимущества сварки постоянным током
алюминий в любом случае не вступит в игру, пока не появится ваш склад. Придерживайтесь переменного тока для
вещь штука.
Сварка постоянным током лучше всего работает с деталями
толщиной не менее дюйма. Помимо проблемы коробления, преимущества сварки постоянным током
алюминий в любом случае не вступит в игру, пока не появится ваш склад. Придерживайтесь переменного тока для
вещь штука.
Оборудование для сварки алюминия постоянным током
Использование правильного оборудования важно для с использованием постоянного тока для сварки алюминия методом TIG. Имея правильные стержни, электрод, а газ имеет большое значение для качества сварки.Если вы не получите права снаряжение, вы не сможете образовать хорошую лужу и применить удилище, чтобы покрыть соединение.
Стержни
Стержни из чистого алюминия необходимы для сварки алюминия методом TIG на постоянном токе. 4043 работает лучше всего и дает чистый валик. Вы также можете использовать стержни 5356, но сварные швы будут шероховатыми и не будут выглядеть хорошо. Не используйте стержни из сплавов или другие металлы для сварки постоянным током.
Электрод
Лучшими электродами для сварки TIG на постоянном токе являются стержни из 2% вольфрама лантана.У них синий наконечник. В отличие от сварки на переменном токе, для сварки на постоянном токе вам понадобится острый наконечник электрода. Доступны предварительно заточенные стержни, или вы можете заточить их самостоятельно болгаркой. Стандартные вольфрамовые и торированные стержни также подойдут.
Из-за высокая температура, связанная с сваркой алюминия TIG, с использованием стандартного 1/16 дюйма диаметр электрода может привести к его перегреву и загрязнению сварка. Чтобы справиться с дополнительным нагревом, выберите электрод чуть больше 3/32 дюйма.
Газ
Лучший газ для сварки на постоянном токе — сверхчистый гелий.Он производит более горячую дугу, чем смесь гелия с аргоном или чистый аргон. Высокая температура от дуги помогает разрушить оксидный слой и создает более прочный сварной шов. Дополнительная очистка от тепла важна для сварки постоянным током, потому что у вас нет такой очищающей способности, которую обеспечивает переменный ток.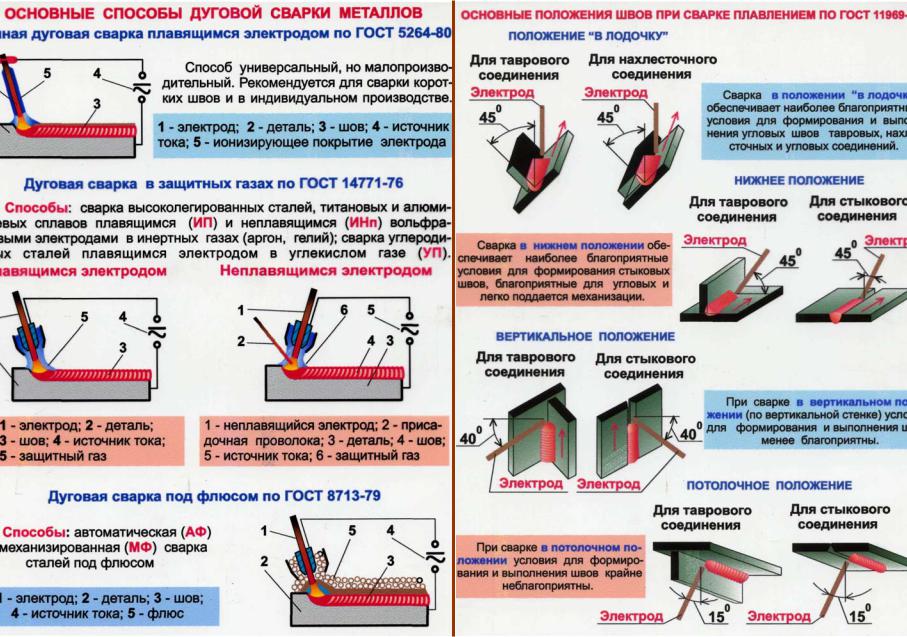
Выбор сверхчистый по сравнению со стандартным гелием гарантирует отсутствие загрязнений в защитный газ. Даже небольшое количество кислорода, смешанного с гелием, может вызвать окисление сварного шва, которое приводит к растрескиванию.
Установка сварщика
Разумеется, вам необходимо настроить постоянный ток сварочного аппарата. Ты также необходимо поменять полярность сварщика, чтобы электрод был положительный вывод, а поверхность сварного шва — отрицательный вывод. Обеспечить регресс полярность создаст сварочную лужу под окисленным слоем с плавающим оксидом. наверху. Обратитесь к руководству сварщика, чтобы узнать рекомендованную силу тока и другие параметры. настройки для сварки постоянным током.
переменного тока
Вместо того, чтобы использовать ту же силу тока для
весь сварной шов, настройте сварщика с помощью регулятора переменного тока.С
переменная сила тока, уровень мощности регулируется ножной педалью или скользящей
включить электродную горелку. Переменная сила тока очень важна для постоянного тока
сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с суставом.
Переменная сила тока очень важна для постоянного тока
сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с суставом.
Тепло быстро рассеивается через алюминий. К когда вы дойдете до конца стыка, материал нагреется от сваривать, и теплу больше некуда деваться. Это нагревает алюминий достаточно, чтобы покоробиться или расплавиться. Использование переменной силы тока позволяет снизить тепловыделение. во избежание повреждений от перегрева.
Процесс сварки алюминия постоянным током
Чтобы получить хороший сварной шов на алюминии постоянным током, вам нужно следовать правильному процессу. Некоторые шаги такие же, как и у вас применяются для сварки на переменном токе, но некоторые другие. Обязательно относитесь к сварке постоянным током как вместо того, чтобы пытаться использовать все шаги для сварки на переменном токе.
Первая практика
Прежде чем пытаться
сварить готовое изделие, потренироваться в сварке детали за несколько минут
лома алюминия. Сварка алюминия на постоянном токе отличается от сварки на переменном токе.
и нелегко получить бусинку с видом «стопки пятаков» хорошего TIG
сварка.Небольшая практика поможет вам прочувствовать сварной шов и надолго
способ красиво сварить готовый продукт.
Сварка алюминия на постоянном токе отличается от сварки на переменном токе.
и нелегко получить бусинку с видом «стопки пятаков» хорошего TIG
сварка.Небольшая практика поможет вам прочувствовать сварной шов и надолго
способ красиво сварить готовый продукт.
Очисти
Вы всегда должны как можно тщательнее очистите металл, который вы свариваете, прежде чем возникнет дуга. Этот Шаг особенно важен для сварки алюминия постоянным током. Температура плавления оксид на поверхности намного выше, чем температура плавления алюминиевой основы металл. Если вы попытаетесь сварить оксидированный алюминий, оксид загрязнит сварить и предотвратить его застывание.В результате получится некрасивая, ломкая бусинка.
Алюминий должен
очищаться независимо от того, какой процесс вы используете, но это особенно важно с
постоянный ток. Дуга от сварки алюминия переменным током обладает некоторой очищающей способностью. ОКРУГ КОЛУМБИЯ
не хватает очищающей способности, поэтому вам нужно все довести до совершенства, прежде чем начать
сварка.
Начать с очистки Удалите краску, жир и масло с помощью растворителя. Обезжиривающие средства удаляют масло и жир, а разбавитель снимает краску. Ацетон удалит и то, и другое.Этот ступенька необходима для любого вида сварки и любого металла.
Следующий шаг к подготовка алюминия — это соскабливание оксидного слоя. Этот слой сложно удалите, но вы должны снять как можно больше перед сваркой алюминия постоянным током.
Скраб подальше
Один способ удалить оксидный слой — щетка из нержавеющей стали. Используйте кисть с мелкой щетиной и используйте это только для алюминия. Грубая щетина скорее поцарапает алюминий, чем очистка оксидного слоя. Используя кисть с другими материалами, можно добавить загрязнений на поверхности и ухудшают сварочный процесс вместо лучше.
Если вы чистите щеткой, потрите металл, пока он не станет ярким и блестящим. Не торопитесь и снимите оксидный слой.
Лучшая химическая очистка
Если у вас большой
или оксидное покрытие является значительным, требуется химический очиститель. Используйте
кислотная ванна или промышленный очиститель алюминия, чтобы удалить оксидный слой с
поверхность вашей заготовки. Химические вещества, удаляющие оксид алюминия
неприятны, поэтому обязательно прочтите и следуйте указаниям на этикетке и носите
надлежащее защитное снаряжение.Эти очистители удаляют весь оксид с
поверхность, хотя.
Используйте
кислотная ванна или промышленный очиститель алюминия, чтобы удалить оксидный слой с
поверхность вашей заготовки. Химические вещества, удаляющие оксид алюминия
неприятны, поэтому обязательно прочтите и следуйте указаниям на этикетке и носите
надлежащее защитное снаряжение.Эти очистители удаляют весь оксид с
поверхность, хотя.
Не позволяй этому сидеть
Как только твоя поверхность чистый, обязательно сварите его в течение дня или около того; в противном случае кислород в воздух вступает в реакцию с поверхностью и образует новый слой оксида, который необходимо удалить. Если твой деталь сидит слишком долго, очистите ее перед сваркой.
Когда ты чистка, не забывайте стержни и электрод. Сварка постоянным током не имеет естественный эффект очистки, который производит сварка на переменном токе, поэтому все, что нужно перед началом сварки будьте идеально чистыми.
Методика сварки алюминия TIG на постоянном токе
Техника
важен для большинства видов сварки. Вы должны изменить свой стиль работы, чтобы соответствовать
потребности в металле, наполнителе и настройке, которые вы используете. Сварка постоянным током
алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для
Алюминий для сварки TIG:
Вы должны изменить свой стиль работы, чтобы соответствовать
потребности в металле, наполнителе и настройке, которые вы используете. Сварка постоянным током
алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для
Алюминий для сварки TIG:
- Будьте осторожны. Как и другие виды сварки, сварка TIG требует высокой температуры и яркого света. Делать обязательно наденьте сварочную маску, перчатки и длинные рукава.
- Используйте правильный метод резки. Плазменные резаки и высокоскоростные дисковые пилы оставляют хороший чистая поверхность для сварки. Избегайте низкоскоростных ленточных пил, которые могут размазать загрязнения. в разрез и избегайте кислородно-ацетиленовых горелок, которые приводят к окислению разреза поверхность.
- Используйте
плотная дуга — гораздо плотнее, чем при сварке алюминия переменным током. Жара
течет вверх от заготовки, а не вниз от электрода. Свести к минимуму
распространение дуги, чтобы получить максимальное количество тепла в лужу. Держите кончик
электрод в пределах одной восьмой дюйма от поверхности.
- Держите резак под углом 90 градусов к заготовке и держите наконечник близко к поверхности. Этот обеспечивает равномерную лужу и чистый сварной шов. Держать электрод в вертикальном положении обеспечивает лучшую газовую защиту сварного шва и обеспечивает лучший контроль дуга.
- Держите глаз на кончике электрода. Сварка с обратной полярностью может закруглить кончик электрод и вызовет распространение дуги. Если это произойдет, остановитесь и повторно заточите кончик.
- Держите стержень почти плоский. Ткните стержнем в лужу посередине дуги, затем потяните обратно. Вы можете получить чистый сварной шов стопки монет с помощью постоянного тока, но вы должны быть осторожно со стержнем.
- Алюминий
плавится при гораздо более низкой температуре, чем оксидное покрытие. Обратная полярность
прогоняет тепло сквозь металл и образует лужу под оксидом. В
оксид всплывает на поверхность лужи; старайтесь не беспокоить его удочкой. Работа
под оксидным слоем.
- Перенести быстро, чтобы изделие не сильно нагрелось.Используйте переменный элемент управления, чтобы уменьшить тока и предотвратить точечную коррозию, деформацию или плавление детали.
 Держите кончик
электрод в пределах одной восьмой дюйма от поверхности.
Держите кончик
электрод в пределах одной восьмой дюйма от поверхности. Работа
под оксидным слоем.
Работа
под оксидным слоем.Когда использовать AC
Если ваша заготовка сильно загрязнен или окислен, DC может быть не лучшим выбором. С тех пор не обладает очищающей способностью переменного тока, постоянному току требуются чистые поверхности, чтобы получить хороший сварной шов. Если вы работаете с деталями двигателя, имеющими углеродное покрытие, или старые детали, которые сильно окислены, сварка переменным током может быть лучшим выбором.
Сварка постоянным током
также плохой выбор для соединения деталей из литого алюминия.Процесс литья
производит большее окисление поверхности, чем другие производственные процессы, такие как
механическая обработка. Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому прямой
ток — плохой выбор для сварки литых деталей.
Вам также следует Избегайте сварки алюминия постоянным током, если важен внешний вид сварного шва. это сложнее получить традиционный вид стопки монет при сварке постоянным током, поэтому придерживайтесь переменного тока, если важен внешний вид окончательного сварного шва.
Лучшее из обоих миров
Для некоторых проекты, использующие как переменный, так и постоянный ток, могут быть победителями.Для очень толстой ложи вы можете нужно комбинировать приемы, чтобы получить лучший результат. Чтобы получить лучший сварной шов толстый материал, выполните следующие действия:
- Сделайте фаску края деталей, которые нужно соединить, чтобы они образовали V-образную форму.
- Сделать корневой валик с использованием постоянного тока. Это базовый сварной шов, который заполняет дно V-канала. Постоянный ток обеспечит глубокое проплавление и прочную основу для сварного шва.
- Почистить
начисто сварите, чтобы удалить как можно больше окислов и загрязнений.
