Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 62533
[~ID] => 62533
[NAME] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[~NAME] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы.
Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
стальные;
биметаллические;
чугунные;
медные;
латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев. Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов. Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки). Прихватками скрепляют их по краям и в центре. Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы. Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
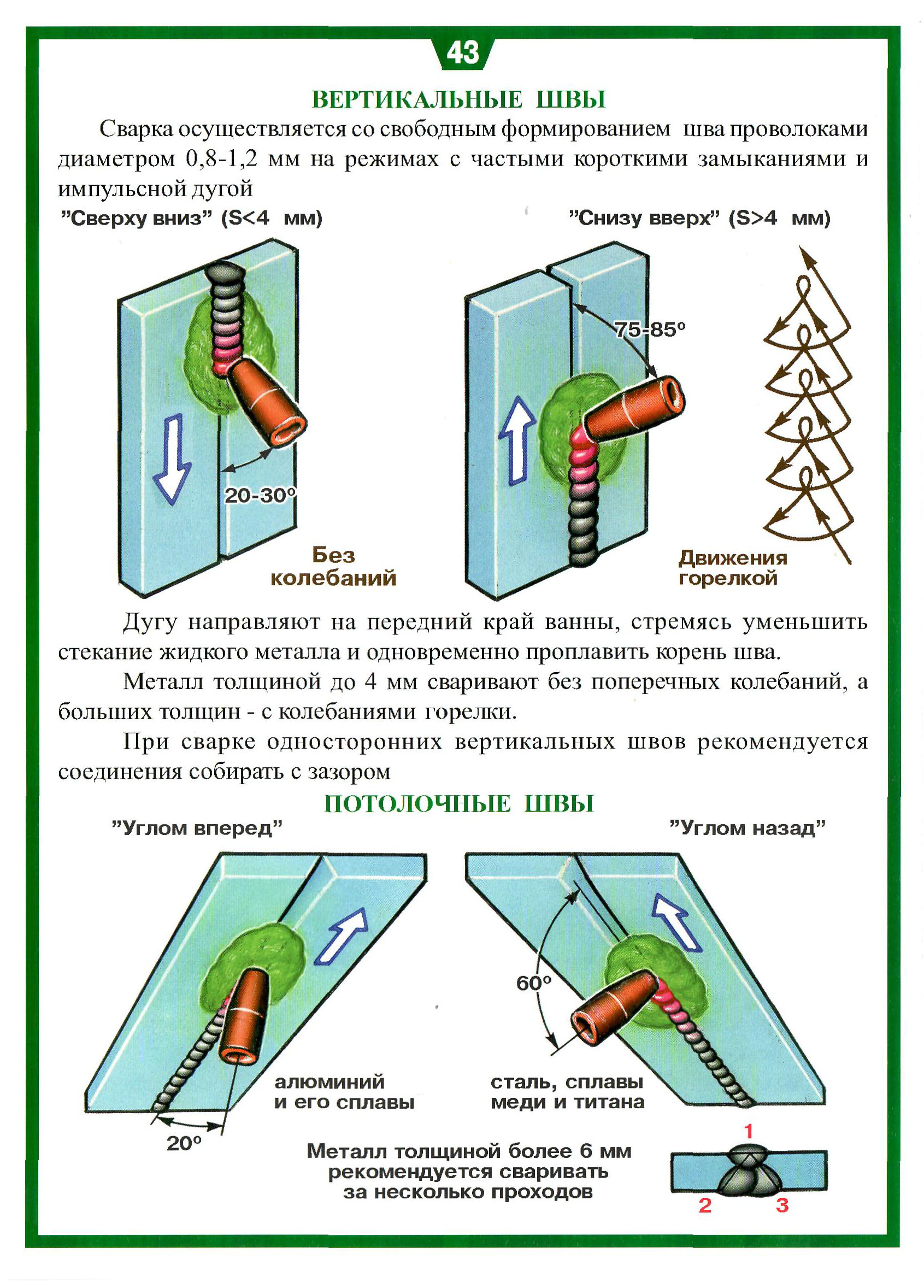
Как сделать вертикальный шов
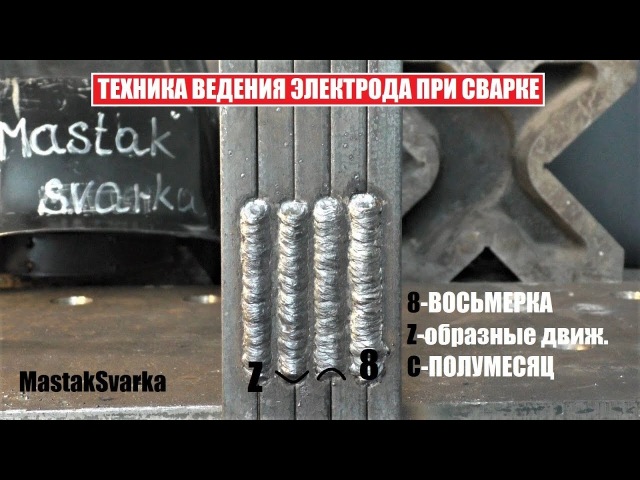
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода. Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов. Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Источник:
fb.ru
[~DETAIL_TEXT] =>
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
стальные;
биметаллические;
чугунные;
медные;
латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев. Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов. Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки). Прихватками скрепляют их по краям и в центре. Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы. Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода. Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов. Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[~PREVIEW_TEXT] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 21. 03.2019 08:32:55
[~TIMESTAMP_X] => 21.03.2019 08:32:55
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62533/
[~DETAIL_PAGE_URL] => /news/115/62533/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[~CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[EXTERNAL_ID] => 62533
[~EXTERNAL_ID] => 62533
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[SECTION_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[SECTION_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[ELEMENT_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[ELEMENT_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой.
 Пренебрежение этим правилом ведет к образованию дыры.
Пренебрежение этим правилом ведет к образованию дыры.

 Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
 Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.



 В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.

 Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
 Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.

 03.2019 08:32:55
[~TIMESTAMP_X] => 21.03.2019 08:32:55
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62533/
[~DETAIL_PAGE_URL] => /news/115/62533/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[~CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[EXTERNAL_ID] => 62533
[~EXTERNAL_ID] => 62533
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой.
03.2019 08:32:55
[~TIMESTAMP_X] => 21.03.2019 08:32:55
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62533/
[~DETAIL_PAGE_URL] => /news/115/62533/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[~CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[EXTERNAL_ID] => 62533
[~EXTERNAL_ID] => 62533
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[SECTION_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[SECTION_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[ELEMENT_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей.
Как варить металл электросваркой
[SECTION_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[SECTION_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[SECTION_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[ELEMENT_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[ELEMENT_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой.
Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[ELEMENT_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
 Как варить металл электросваркой
Как варить металл электросваркой30.06.2017
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
стальные;
биметаллические;
чугунные;
медные;
латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев. Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов. Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки). Прихватками скрепляют их по краям и в центре. Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы. Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.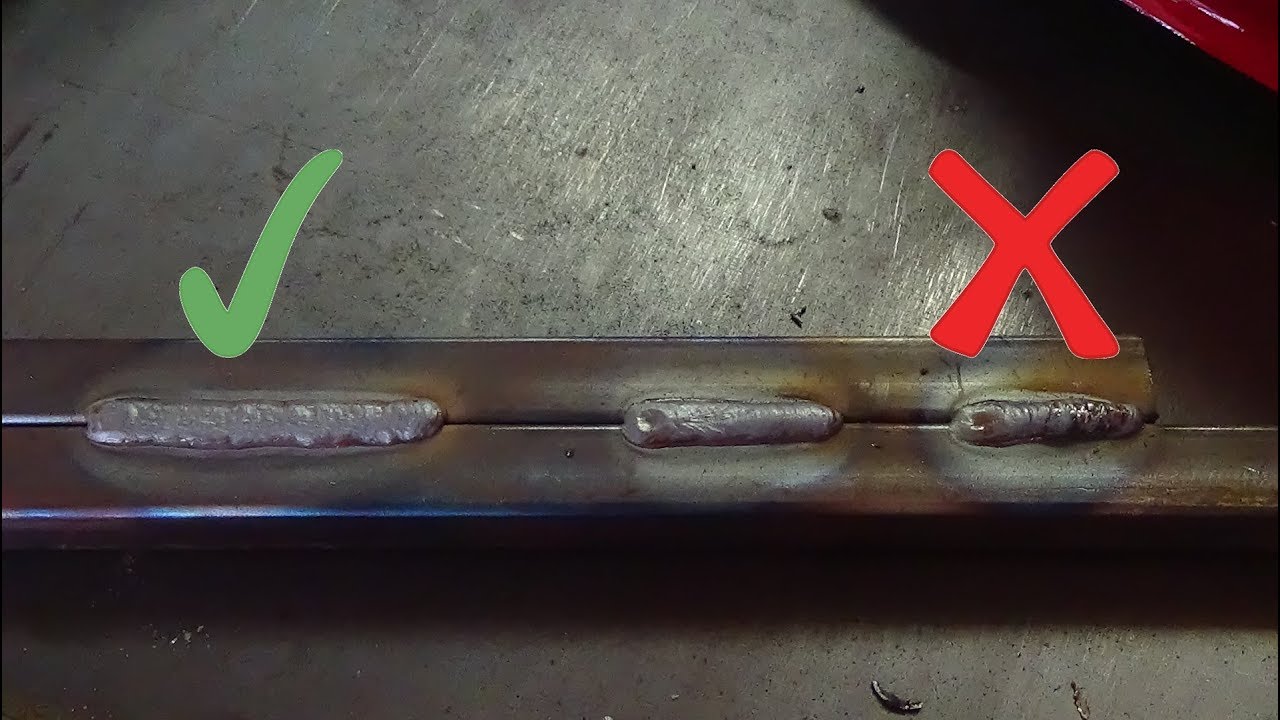
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода. Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов. Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Источник: fb.ru
Просмотров: 2103
Сварочный шов — как правильно накладывать швы?
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.
Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Идеальный сварочный шов — какой он?
Если вам нужно получить красивый и качественный шов, купите современные электроды. Да, да, оставьте «дедовскую» проволоку, на которой уже почти не осталось обмазки. Используйте новые и сухие электроды согласно инструкции производителя. Найдите на упаковке с электродами ток, при котором надо варить, а также полярность, то есть + и — подключения.
Используйте новые и сухие электроды согласно инструкции производителя. Найдите на упаковке с электродами ток, при котором надо варить, а также полярность, то есть + и — подключения.
Если на электродах указана обратная полярность, то подключаем к держателю электрода плюс от инвертора. Если нужно варить на прямой полярности, то плюс должен идти в качестве массы, то есть, подсоединяться к свариваемому металлу.
Итак, подсоединяем кабеля к инвертору и вставляем электрод в электрододержатель. Выставляем на инверторе требуемый сварочный ток и включаем аппарат в работу. Электрод должен держаться в держателе строго под углом в 90 градусов и никак иначе.
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока.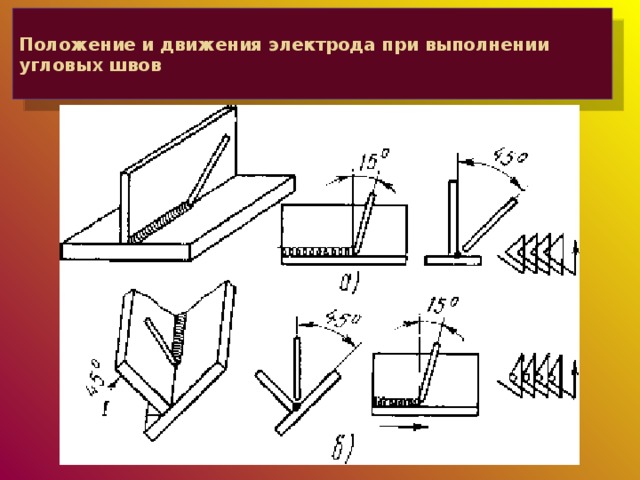 Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
В отличие от плоских деталей, при сваривании труб электрод держат под углом 45 градусов. Максимальная высота данного соединения должна составлять не более 4 м. В зависимости от толщины труб ширина шва может быть достаточно большой — в некоторых случаях до 4 см. При проведении промышленных работ для получения полноценного и долговечного соединения участки, где будет формироваться шов, очищают от жиров, ржавчины и прочих загрязнений, которые могут снизить прочность шва. Сварка подразумевает постоянное совершенствование навыков, только в этом случае удастся получить наиболее качественное соединение, которое будет служить в течение долгого времени.
Виды сварных швов
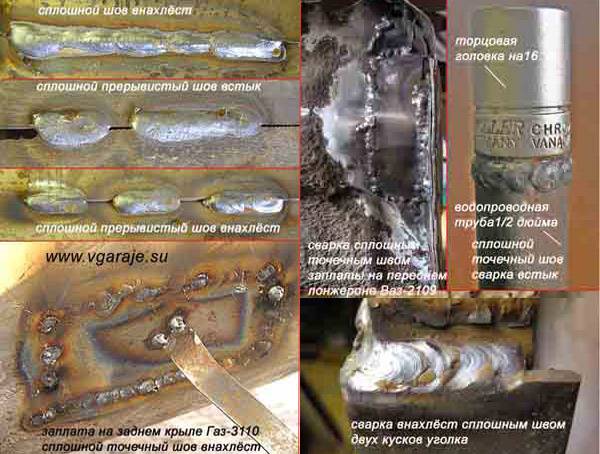
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
 Это самый прочный и экономичный шов.
Это самый прочный и экономичный шов.Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
 Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Советы
Есть несколько советов от опытных специалистов новичкам, у которых возникают сложности при создании сварочных соединений. Бывают случаи, когда вроде делаешь всё правильно, но всё же сделать работу хорошо не получается.
Для начала, чтобы сварочный шов был надёжный и прочный детали должны располагаться на стабильном расстоянии друг от друга по всему периметру шва.
Также и электрод должен находится на правильном расстоянии по отношению к детали, в другом случае теряется дуга и соединение деформируется.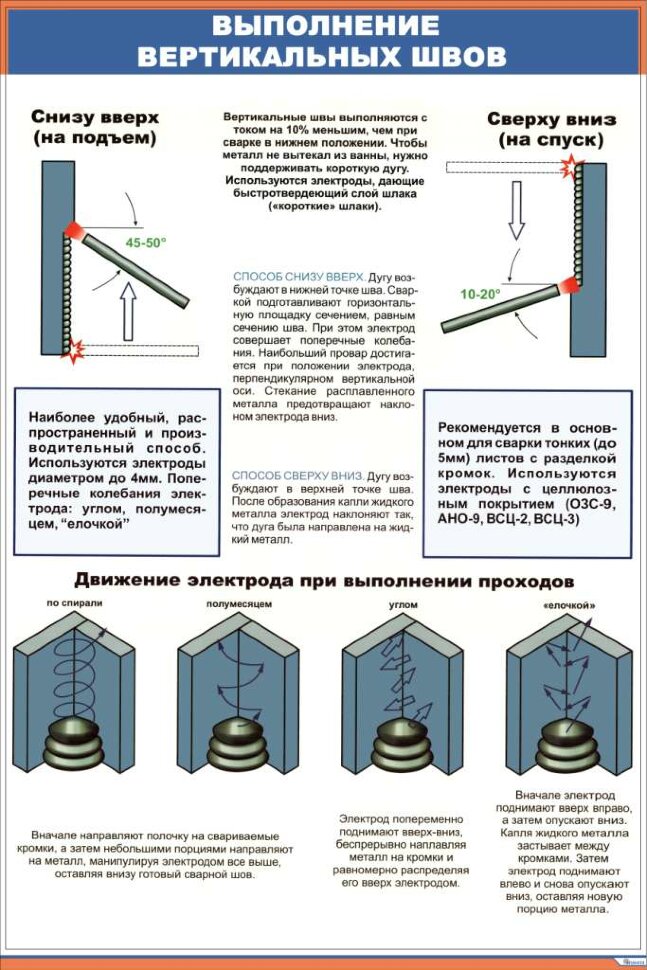
Чтобы металл не растекался, когда работа происходит на поверхности, которая расположена вертикально советуют работать снизу вверх.
В завершение – чтобы металл кристаллизировался быстро и без потёков электрод нужно наклонить под углом к детали 60-75 градусов.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
 В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
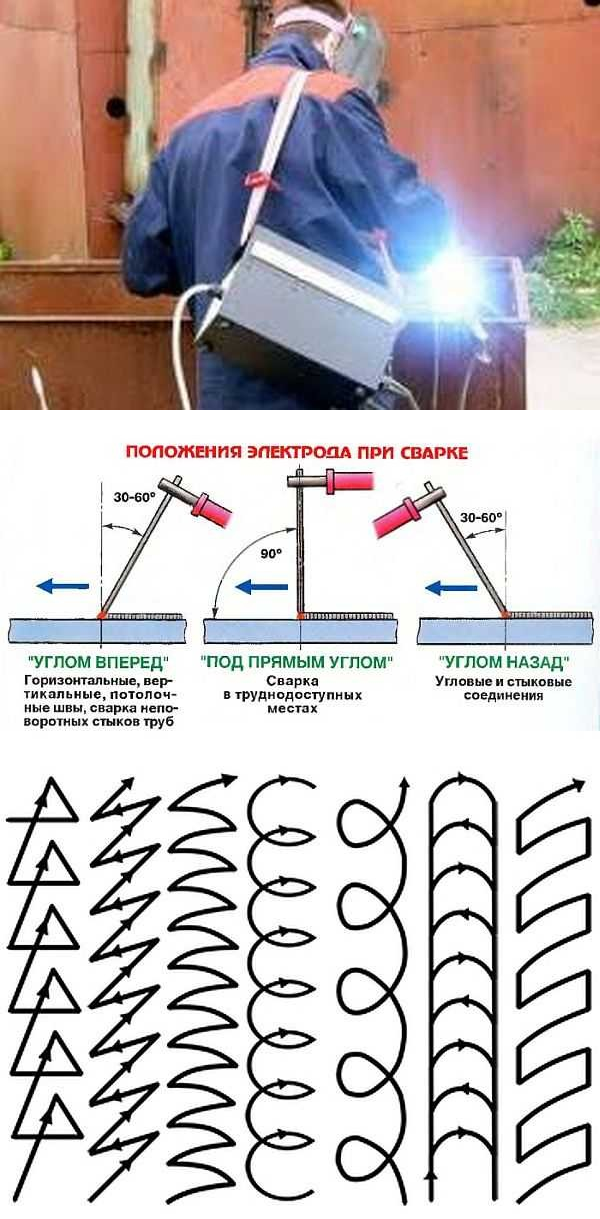
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
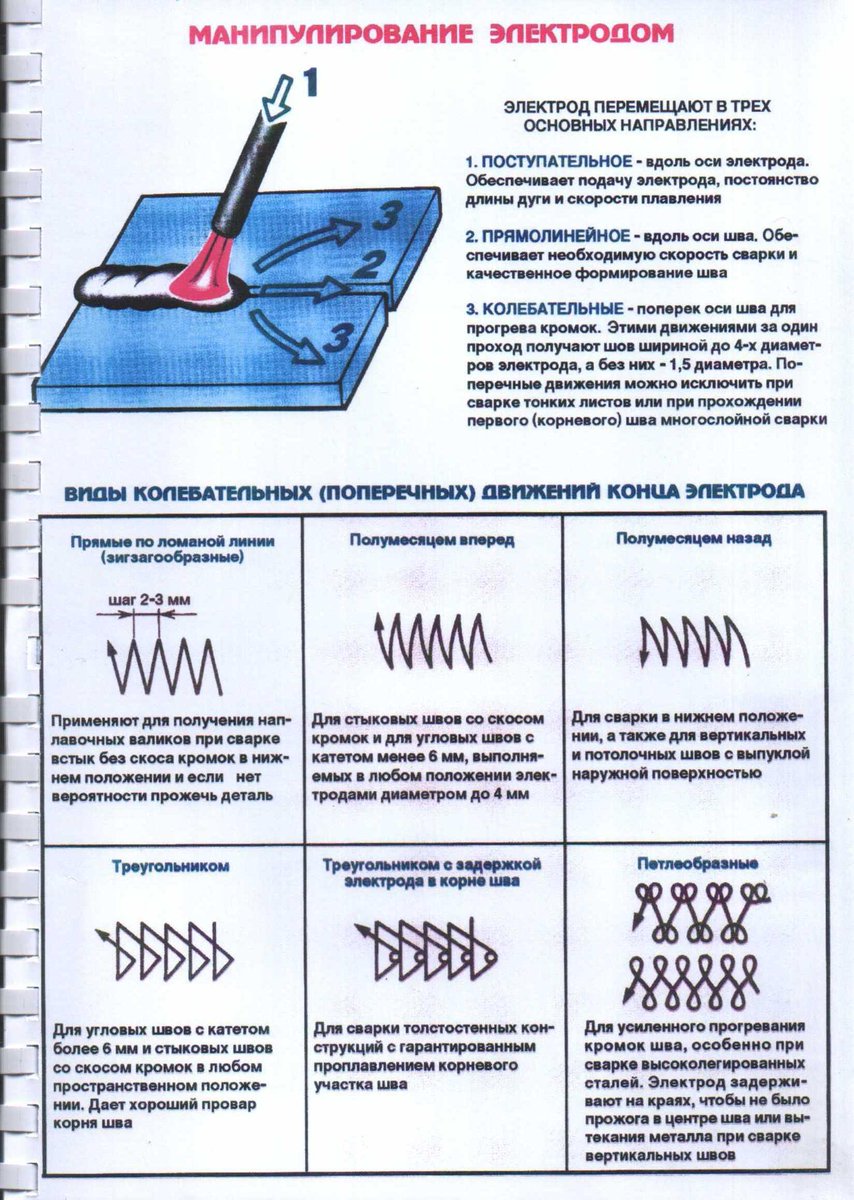
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
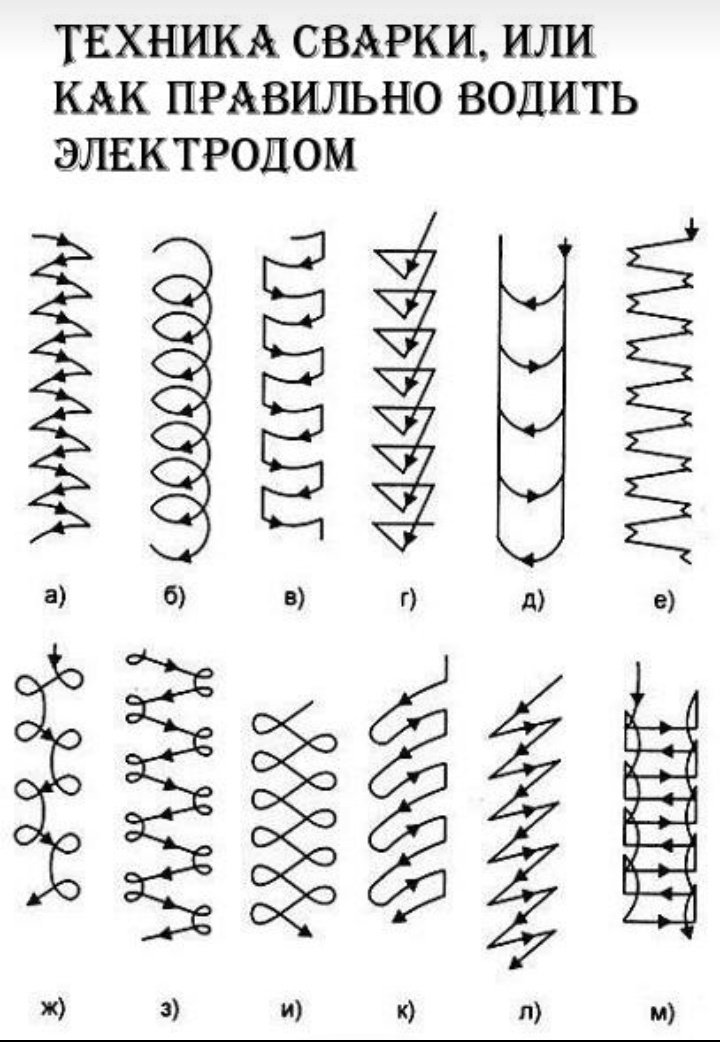
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
 Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком.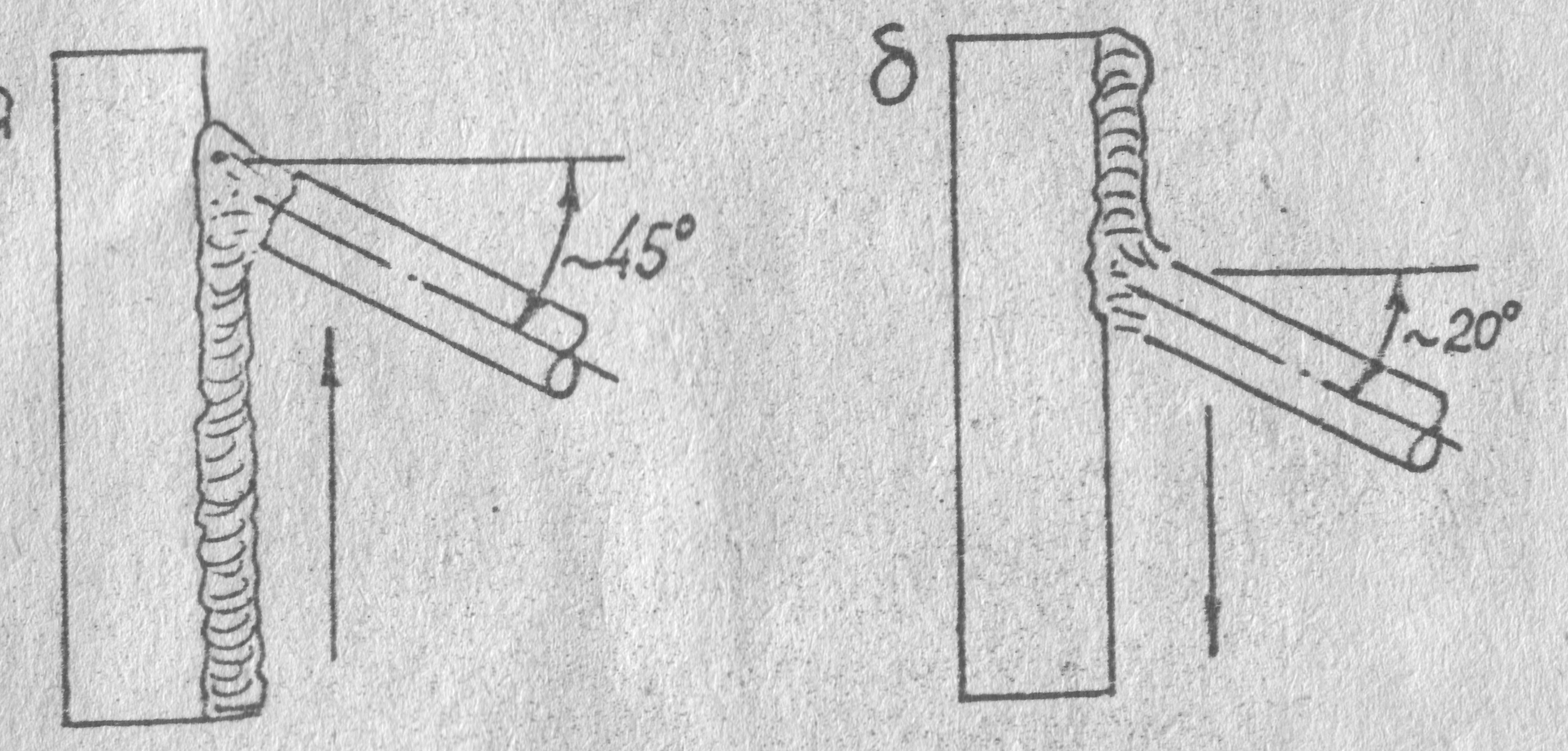 Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.
Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
При угловой сварке движение электрода начинается из нижней точки
Технология проведения работ
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами. Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Электродуговая технология подразумевает использование электродов с так называемой обмазкой. При подаче напряжения на электрод и сварные элементы с ее помощью образуется специальная газовая зона над ванной. За счет нее происходит абсолютное вытеснение воздуха, что не допускает непосредственного контакта кислорода и свариваемых металлов. Когда сваривают элементы, на поверхности соединения формируется шлак, который также не дает расплавленному железу контактировать с воздухом. Формирование правильного сварочного шва осуществляется при удалении электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку. Защитный слой шлака после того, как металл затвердеет, следует убрать.
Формирование правильного сварочного шва осуществляется при удалении электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку. Защитный слой шлака после того, как металл затвердеет, следует убрать.
Как сварить потолочный шов — Все о сварке
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Содержание статьи
- Особенности техники потолочного шва
- Как сварить потолочный шов правильно. Рекомендации для начинающих
- Способы сварки
- Этапы выполнения работ
- Рекомендации по технике безопасности
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.

Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
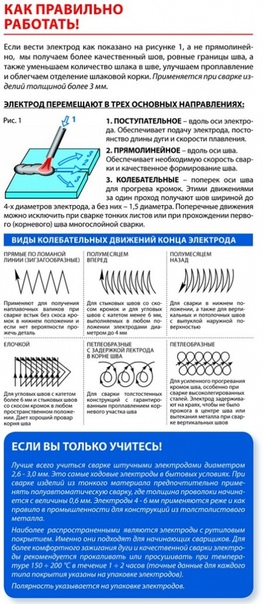 В данном случае электрод необходимо постоянно возвращать на застывший шов.
В данном случае электрод необходимо постоянно возвращать на застывший шов.Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»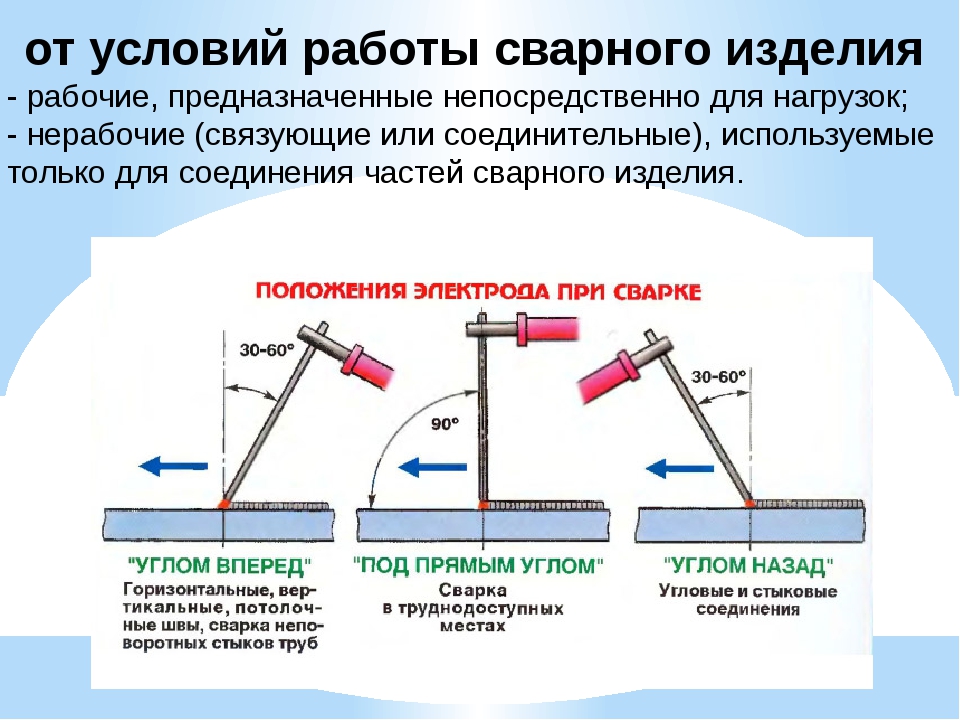
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.

Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла.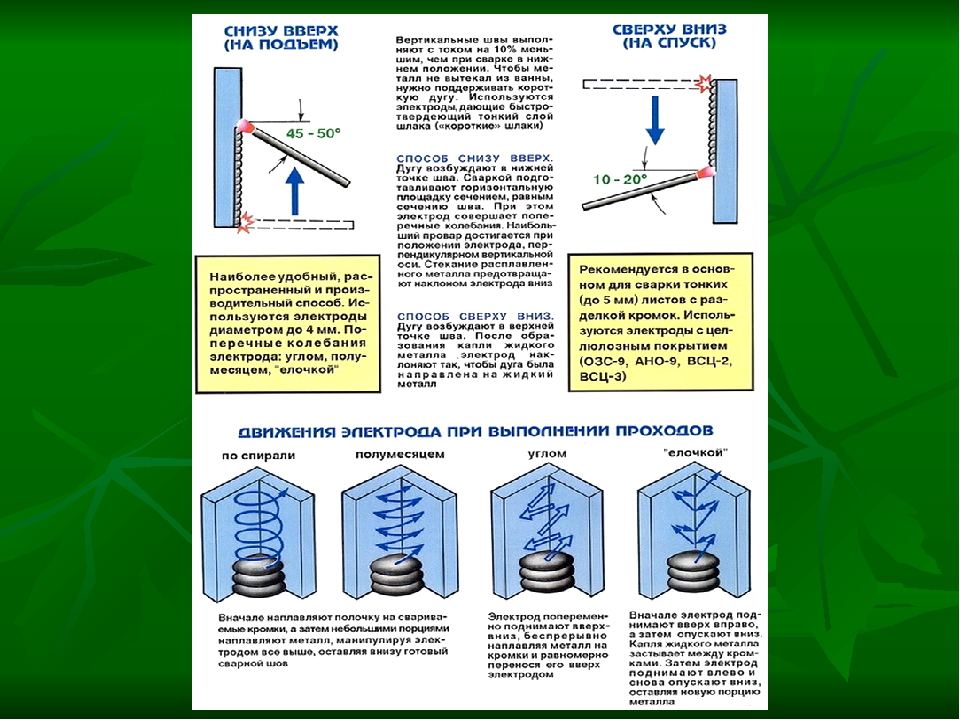 В итоге образуется сварочный шов, кромки прочно соединены.
В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
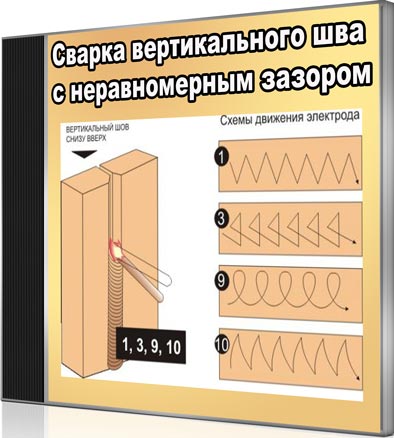 youtube.com/embed/sj_w2XOxWxg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/sj_w2XOxWxg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.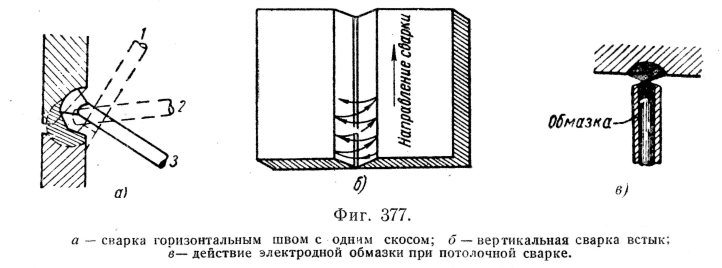
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
 Минус способа — наплывы и брызги металла вне дуги.
Минус способа — наплывы и брызги металла вне дуги.Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
 Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Общие сведения о сварке — Требования к сварке фитингов O-Let, таких как Weldolet, Sockolet, Thredolet, Elbolet, Nipolet, Latrolet, Sweepolet (фитинги)
Общие положения сварки — Требования к сварке фитингов O-Let, таких как Weldolet, Sockolet, Thredolet, Elbolet, Nipolet, Latrolet, Sweepolet (Фитинги)Когда достаточно-достаточно, но не слишком много ..
Обследование малых соединений ответвлений, проведенное в соответствии с Технической директивой № 12, выявило ряд целиком армированных соединительных элементов ответвления, которые находились в эксплуатации с недостаточным количеством сварных швов.
Судя по количеству случаев, очевидно, что существует значительное недоразумение относительно того, сколько сварочных работ требуется для полной установки армированного за одно целое выпускного фитинга (O-Lets).
Расследование происшествий показывает, что некоторые сотрудники считали, что до тех пор, пока профиль сварного шва превышает толщину основного коллектора, ответвление имеет достаточное усиление.
Это неправда!
Серия кодов ASME B31 и Кодекс ASME по котлам и сосудам высокого давления устанавливают требования к усилению соединений ответвлений и форсунок.
Нормы требуют, чтобы сварной шов с полным проплавлением кромки сварного шва изготовителем производил сварной шов, и чтобы сварной шов был должным образом закрыт.
Исследование, проведенное Советом по исследованиям сосудов под давлением, показало, что несоблюдение этих требований может привести к образованию ответвлений, которые подвержены растрескиванию на носке сварного шва.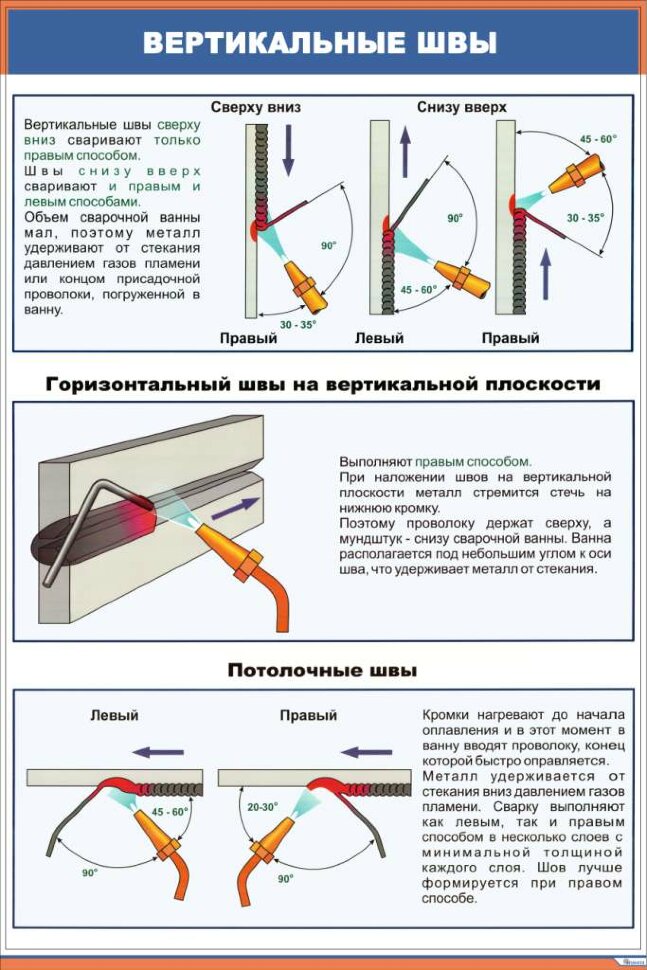
Приведенная рядом деталь описывает требования для успешной сварки целиком армированного ответвления.
Обратите внимание, что правильный профиль сварного шва имеет следующие характеристики..
- Фитинг приварен полностью, до внешнего края сварной фаски
- Сварной шов с разделкой кромок имеет переходную заглушку, обеспечивающую плавный переход к основной стенке трубы.
- Использование излишка наплавленного металла не допускается. Большое увеличение поперечного сечения сварного шва так же плохо, как и недостаточное поперечное сечение сварного шва.
Следование этим простым рекомендациям «красивее — значит лучше» гарантирует, что сварной шов ответвления будет иметь надлежащее усиление для удержания давления и обеспечит достаточную усталостную стойкость, чтобы не растрескаться в течение всего срока службы установки.
Как выполнять сварку MIG: лучшие советы для начинающих по сварке MIG
Сварка MIG проста, прочна, эффективна и довольно проста в использовании. Это умение, которое каждый должен иметь в своей сумке с инструментами. Независимо от того, хотите ли вы заниматься домашними проектами или только учитесь сварке, сварка MIG должна быть в верхней части списка, которому нужно научиться.
Это умение, которое каждый должен иметь в своей сумке с инструментами. Независимо от того, хотите ли вы заниматься домашними проектами или только учитесь сварке, сварка MIG должна быть в верхней части списка, которому нужно научиться.
В нашем практическом руководстве по сварке MIG мы рассмотрим все основы, чтобы показать вам, как выполнять сварку MIG, начиная с того, что это такое.Мы также поделимся некоторыми советами и методами сварки MIG, которые помогут улучшить качество вашей работы. Думайте об этом как о сварке MIG 101 — и Weldpro покажет вам, как это делается!
Что такое сварка MIG?
Сварка обеспечивает прочное соединение двух металлических деталей, и сварка MIG является одним из самых популярных методов для этого. MIG — это сокращение от «металлический инертный газ». Этот термин относится к газу, который используется для защиты сварного шва во время его выполнения.
Хотя многие люди считают сварку MIG самым простым видом сварки, она по-прежнему невероятно полезна и широко используется в различных отраслях промышленности, особенно в строительстве и на многих заводах.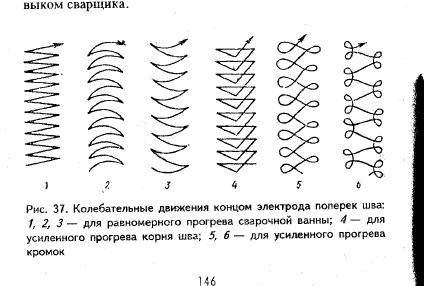
Что можно сваривать с помощью сварочного аппарата MIG?
Сварочный аппарат MIG можно использовать для сварки алюминия, нержавеющей стали, углеродистой стали, чугуна, сплавов, листового металла, меди, труб квадратного сечения и других металлов. Сварка MIG также широко используется для ремонта поврежденных металлов. Обычно он лучше всего работает с тонкими материалами.
Какие расходные материалы необходимы для сварки MIG?
Чтобы начать использовать сварочный аппарат MIG, вам, очевидно, понадобится сам сварочный аппарат и прилагаемая к нему горелка.Кроме того, вам необходимо иметь несколько принадлежностей для сварки MIG, в том числе источник питания, механизм подачи проволоки, зажим заземления и регулятор газа. Также вам понадобятся канистры для углекислого газа и аргона.
Помимо этих инструментов, для обучения сварке с помощью сварочного аппарата MIG требуется несколько средств индивидуальной защиты для обеспечения безопасности во время работы, включая сварочную маску или шлем, перчатки, ботинки и сварочные рукава или куртку. Если есть проблемы с вентиляцией, вы также можете использовать респиратор или оборудование для удаления дыма.
Если есть проблемы с вентиляцией, вы также можете использовать респиратор или оборудование для удаления дыма.
Основы сварки MIG: обучение сварке MIG
Хотя это базовое руководство по сварке MIG далеко не исчерпывающее, мы собрали самые простые шаги по использованию сварочного аппарата MIG. Таким образом, вы лучше поймете, что влечет за собой сварка с помощью сварочного аппарата MIG.
1. Подготовьте инструменты и рабочее место
Первым шагом в обучении сварке MIG является подготовка инструментов.Убедитесь, что ваши инструменты находятся в хорошем рабочем состоянии, — это ключ к получению отличных сварных швов. Перед началом работы следуйте этому контрольному списку:
- Убедитесь, что сварочная проволока прикреплена к аппарату и может свободно вращаться, чтобы подающие ролики протягивали проволоку к горелке.
- Откройте вентиль на вашем бензобаке (ах) и убедитесь, что газ поступает.
- Проверьте сварочную горелку на предмет подачи проволоки и позвольте примерно ⅜ ”проволоки выступать из конца горелки — нажмите спусковой крючок, чтобы убедиться, что проволока может подавать правильно.
- Убедитесь, что зажим заземления чистый, без ржавчины и в хорошем состоянии. Подключайте его непосредственно к заготовке, следя за тем, чтобы соединению не мешал мусор или ржавчина.
- Если на заготовке есть шероховатости, заржавевшие участки или дефекты, удалите их шлифовальной машиной или шлифовальной машиной.
- Уберите с рабочего места все легковоспламеняющиеся материалы.
- Имейте под рукой углекислотный огнетушитель.
- Наденьте защитное снаряжение и приготовьтесь узнать, как пользоваться сварочным аппаратом MIG.

2.
 Закрепите зажим заземления
Закрепите зажим заземленияНачните с прикрепления зажима заземления к металлической поверхности. Если вы работаете в магазине, большинство людей прикрепляют зажим к своему сварочному столу. Если вы работаете в поле или у вас нет металла, к которому можно было бы подключиться, подсоедините его к детали, которую вы свариваете.
3.Подготовьте газ
Откройте баллон, ослабив гайку газового регулятора и повернув газовый клапан, который обычно расположен вверху. Как только манометр достигает 1000 фунтов на квадратный дюйм или больше, вы готовы к сварке. Затяните регулировочный винт регулятора до тех пор, пока он не достигнет значения PSI, соответствующего материалу, который вы свариваете методом MIG.
4. Настроить сварочный аппарат
Есть несколько переменных, которые вы можете контролировать и которые влияют на сварку MIG, и эти настройки должны быть скорректированы в зависимости от материала, который вы свариваете, толщины проволоки и состава газа. Большинство сварщиков используют таблицу, в которой перечислены идеальные настройки для каждого сценария. Отрегулируйте настройки в соответствии с свариваемым изделием.
Большинство сварщиков используют таблицу, в которой перечислены идеальные настройки для каждого сценария. Отрегулируйте настройки в соответствии с свариваемым изделием.
Затем включите сварочный аппарат, подключив его к электросети. Отрегулируйте напряжение и скорость подачи проволоки в соответствии с рекомендуемыми настройками — слишком высокое значение может привести к повреждению заготовки; слишком низкий, и прочность и форма сварного шва будут нарушены. Гладкие, ровные, стабильные, беспрепятственные сварные швы являются признаком того, что ваши настройки верны — и вы движетесь к идеальным сварным швам MIG.
5. Начало сварки
Если у вас есть защитное снаряжение, вы готовы к работе. Вы можете использовать два основных метода сварки MIG:
- Толкание — Когда вы нажимаете для сварки, результатом будет неглубокий провар, но широкий профиль валика.
- Тянуть — С другой стороны, тянущая техника имеет тенденцию быть узкой по ширине, но глубоким проникновением.

В целом, вам нужно маневрировать фонариком сверху вниз, укладывая бусинки взад-вперед или по кругу на длину от одного до двух дюймов, перемещаясь довольно быстро.
6. Магазин Close Up
Не снимайте перчатки, пока все заканчиваете. Опустите подачу проволоки как можно ниже. Закройте вентиль на газовом баллоне, пока он не станет полностью герметичным. Нажмите на спусковой крючок сварочного пистолета MIG, чтобы «выпустить воздух из регулятора», то есть измеритель кубических футов в час снизится до минимально возможного значения. Затем вы можете отключить все — и сам сварочный аппарат, и блок питания. Зажим заземления и провода тоже можно снять.
Когда следует выполнять сварку методом MIG?
Сварка MIG — идеальный вид сварки для склеивания стали, нержавеющей стали и алюминия.Это разумный выбор для тонких материалов толщиной до дюйма. При работе с более толстыми материалами или другими типами металла вам, возможно, лучше подойдет сварочный аппарат STICK или TIG.
Наконечники для идеальной сварки MIG
Приведенные ниже советы по сварке MIG — отличный способ улучшить методы сварки MIG и сделать вас лучшим сварщиком.
- Не используйте выходящие из строя зажимы заземления — может потребоваться их замена.
- Не допускайте попадания пыли, грязи и жира в рабочее место.
- Имейте под рукой сварочные материалы, так что вы никогда не окажетесь в затруднительном положении без необходимых компонентов.
- Осторожно прогрейте заготовку с помощью паяльной горелки, чтобы улучшить качество сварных швов.
- Не стесняйтесь попрактиковаться на металлоломе.
- Чтобы получить идеальные сварочные швы MIG, дайте металлу полностью остыть, прежде чем прикасаться к нему.
Получите все необходимое для сварки MIG на Weldpro
Прежде чем вы научитесь выполнять сварку MIG, вам понадобятся все необходимые расходные материалы. И даже после того, как вы научитесь сварке MIG, вы всегда будете уверены, что у вас все самое лучшее. Weldpro поможет вам. Наши сварочные аппараты MIG — идеальное решение для вашей работы, какой бы она ни была. Начните сварку MIG прямо сейчас с Weldpro!
И даже после того, как вы научитесь сварке MIG, вы всегда будете уверены, что у вас все самое лучшее. Weldpro поможет вам. Наши сварочные аппараты MIG — идеальное решение для вашей работы, какой бы она ни была. Начните сварку MIG прямо сейчас с Weldpro!
Сварка МИГ: статьи по теме
Безопасность при сварке 101Если вы недавно приобрели сварочный аппарат MIG, TIG или сварочный аппарат у Weldpro, важно, чтобы вы всегда соблюдали надлежащую безопасность при сварке.
Как правильно выбрать сварочного аппарата TIG Сварка вольфрамом в среде инертного газа (более известная как сварка TIG) — это процесс дуговой сварки, при котором неплавящийся вольфрамовый электрод создает дугу, которая защищается инертным газом, обычно чистым аргоном.
Отличий между сваркой стежком и швом
Качество готового изделия из конструкционной стали зависит от качества сварного шва, который скрепляет его.Для инженера важно не только правильно выбрать сварной шов, но и применить технику сварки. Это может быть немного сложнее.
Две техники: швы и стежки
Как правило, инженеры и сварщики могут выбрать одну из двух технологий сварки в рамках проекта; шовная сварка и сварка швом. Оба часто взаимозаменяемы, и многих часто путают с различиями в них. В обоих методах используется тепло для плавления и соединения металла. Это изменяет свойства металла и вызывает расширение и сжатие.
Вот здесь и возникает вопрос выбора правильной техники сварки.
Оба сварных шва имеют разные прочностные характеристики и используются для разных целей. Выбор правильного сварного шва может означать разницу между неисправным соединением и долговечным сварным швом.
Как правило, дизайнер решает, требует ли проект сварного шва или сварного шва. Прочность, требуемая для соединения, то, для чего будет использоваться изготовленное изделие, и другие конструктивные аспекты будут учтены при принятии решения о сварном шве, который будет использоваться.Инструкции по сварке будут нанесены на производственный чертеж. Это, помимо прочего, указывает сварщику, следует ли ему выполнять сварку швом или швом при завершении проекта.
Сварка стежком
Строчная сварка прерывистая. Он включает в себя начало сварного шва, сварку на части длины соединения, завершение сварного шва и затем повторный запуск вдоль соединения на заданном расстоянии от предыдущего сварного шва. Это можно сделать как для угловых, так и для плоских швов.
Стежковая сварка (прерывистая сварка) может использоваться для ограничения количества тепла, передаваемого детали, поскольку большое количество тепла может вызвать деформацию детали.Высокая температура также может отрицательно повлиять на химические и механические свойства материала. При сварке стежком эти негативные эффекты могут быть ограничены.
Это также означает, что используется меньше присадочного металла, что экономит деньги, и сварка обычно выполняется за меньшее время, чем если бы она была непрерывной. Сокращение времени сварки ускоряет процесс изготовления.
Сварка стежком имеет ряд недостатков. Уменьшение общей длины сварного шва часто приводит к снижению прочности сварного соединения.Кроме того, части сварного шва, которые остаются несваренными, могут иметь форму щели. В этой щели может накапливаться посторонний материал, который может увеличить скорость коррозии основного материала.
Сварка швов
Сварной шов — это непрерывный сварной шов вдоль стыка. Это также можно сделать как для угловых, так и для плоских сварных швов.
Это часто наблюдается при сварке трубы или трубки. Шовная сварка надежна и долговечна из-за большой площади поверхности, соединяемой сварным швом.Шовная сварка обеспечивает чрезвычайно прочный сварной шов, потому что соединение ковано под воздействием тепла и давления.
Полурасплавленные поверхности прижимаются друг к другу под действием сварочного давления, которое создает соединение плавлением, в результате чего получается однородная сварная структура. Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Сварка стежком обычно используется по умолчанию для большинства применений, поскольку она сводит к минимуму искажения и экономит немного денег, но бывают случаи, когда сварка швов дает лучший результат.
Изготовитель металла по индивидуальному заказу, такой как Swanton Welding, может спроектировать ваш проект и обеспечить надлежащие сварные швы, чтобы добиться успеха. Swanton Welding имеет опыт работы с несколькими типами сварочных технологий. Если у вас есть производственный проект или вам нужны индивидуальные производственные решения, позвоните нам сегодня по телефону 419-826-4816.
509 Превышен предел пропускной способности
509 Превышен предел пропускной способности Сервер временно не может обслуживать ваш запрос из-за того, что владелец сайта достиг своего ограничение пропускной способности.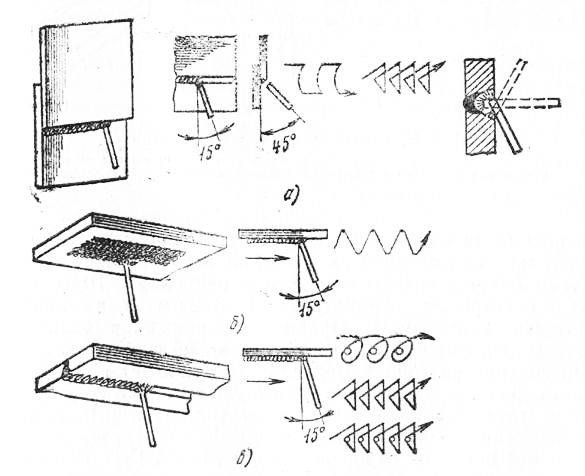 Пожалуйста, повторите попытку позже.
Пожалуйста, повторите попытку позже.7 переменных, влияющих на проплавление сварного шва
Получение более глубокого проплавления или, по крайней мере, адекватного проплавления очень важно при сварке. Есть несколько приложений, в которых мы хотим минимизировать проникновение, но в целом мы всегда хотим хорошего проникновения. Есть много переменных, которые влияют на проникновение, одни больше, чем другие. Важно знать, как каждая отдельная переменная влияет на наплавленный металл шва. По этой теме можно разработать обширный курс, но пока мы просто рассмотрим проникновение.
Сварка — это очень сложный производственный процесс. Мы всегда должны учитывать все переменные, а не только одну. Но для простоты мы покажем, как каждая из перечисленных ниже переменных независимо влияет на проникновение. Другими словами, мы оставим все остальные переменные такими же.
Сила тока — Сила тока является определяющим фактором, когда дело доходит до проникновения. Это очень просто: чем выше сила тока, тем глубже проникновение. При сварке MIG мы увеличиваем силу тока за счет увеличения скорости подачи проволоки.Имейте в виду, что при увеличении скорости подачи проволоки вам необходимо увеличить скорость перемещения, чтобы сохранить размер сварного шва прежнего размера. Если вы будете ехать на медленной скорости и вваривать в лужу, вы потеряете проплавление. Также обратите внимание, что вы не можете увеличить скорость подачи проволоки (ток) сверх определенных пределов, иначе вы столкнетесь с проблемами. Как сказано в «Руководстве по дуговой сварке», «увеличение тока увеличивает проплавление … но слишком высокий ток приведет к возникновению неустойчивой дуги».
Сила тока оказывает наибольшее влияние на проникновение.На изображении выше показано протравленное поперечное сечение сварного шва, выполненного проволокой 0,045 ER70S-6 при токе 289 А (слева), и сварного шва, выполненного той же проволокой при токе 205 А (справа).
Напряжение — Напряжение, установленное в правильном диапазоне, мало влияет на проникновение. В этом диапазоне, чем выше напряжение, тем меньше проникновение. Да, вы прочитали это правильно. Более высокое напряжение снижает проникновение. Однако много раз мы слышим, что для получения более глубокого проплавления необходимо сваривать «горячее», а это обычно означает более высокое напряжение.Более высокое напряжение расширяет дугу и осаждает более широкий валик. При повышении напряжения наблюдается меньшая плотность энергии, поэтому проникновение уменьшается. Имейте в виду, что если напряжение слишком низкое и дуга будет нестабильной, то проплавление начнется.
CTTWD — Расстояние между контактным наконечником и рабочей поверхностью очень важно при определении проплавления и должно быть включено в каждую спецификацию процедур сварки. По мере увеличения CTTWD проникновение уменьшается. И наоборот, по мере уменьшения CTTWD проникновение увеличивается.Это связано с тем, что по мере увеличения CTTWD создается большее сопротивление, и сила тока падает. Вот почему вы можете перекрыть зазор 1/8 дюйма с помощью провода ER70S-6 0,045 дюйма на скорости 500 дюйм / мин — запустите 2-дюймовый CTTWD, и вы снизите силу тока настолько, чтобы перекрыть зазор. Однако, если вы пойдете по этому маршруту, вы получите много пористости и брызг. Просто помните, чем выше CTTWD, тем меньше глубина проникновения.
Защитный газ — Защитные газы влияют на профиль валика и профиль проникновения, что также влияет на глубину проникновения.Газ не должен быть первым, что вы меняете, чтобы увеличить или уменьшить проникновение, но он действительно влияет на проникновение. Для получения дополнительной информации о влиянии защитных газов на сварку MIG читайте: Влияние защитных газов на GMAW.
Угол перемещения — Толкание или тяга влияет на проникновение. Нажатие при сварке MIG даст более плоскую поверхность шва и немного меньшее проплавление, чем при протягивании. Вытягивание дает более глубокий провар и более выпуклую поверхность шва.Существует множество предположений о том, что лучше — тянуть или толкать. Реальность такова, что и то, и другое прекрасно, если вы можете получить желаемые результаты. Главное — оставаться в пределах 10-20 градусов перпендикуляра. Таким образом, толчок от 10 до 20 градусов или натяжение от 10 до 20 градусов может дать приемлемые результаты. Когда вы начнете наклоняться более чем на 20 градусов, будь то тяга или толкание, ваше проникновение начнет уменьшаться, и вы начнете получать больше брызг. Таким образом, реальная переменная здесь не в том, что в какой степени тянет или тянет.
Скорость движения — Более высокая скорость движения снизит глубину проникновения, так как это приведет к падению общего тепловложения. Проникновение увеличивается, если мы замедляемся. Опять же, это предполагает, что мы остаемся в приемлемом диапазоне. Если вы слишком сильно замедлитесь, лужа выйдет вперед, и вы потеряете проникновение.
Техника (стингеры или плетение) — Скользящие стрингеры дадут вам более глубокое и последовательное проникновение, чем плетение.Когда вы плетете, вы ввариваетесь в лужу, время от времени колеблясь. Когда вы переходите лужу, вы теряете проницаемость. Вы можете получить приемлемые сварные швы с помощью любого метода, но в целом рекомендуется использовать стрингер, чтобы обеспечить проникновение к корню на всем протяжении стыка.
Есть много других переменных, которые могут повлиять на проникновение. Среди этих других переменных: тип основного материала, толщина основного материала, состояние поверхности основного материала (наличие масла, ржавчины, прокатной окалины), использование предварительного нагрева и диаметр электрода (при заданной силе тока электрод меньшего размера будет иметь более глубокое проникновение).
Ресурс: Новые уроки дуговой сварки
Приведенная выше информация касается того, как ключевые переменные влияют на проникновение. Все эти переменные должны быть включены в письменную спецификацию процедуры сварки (WPS) и предоставлены всем сварщикам. Некоторые производители должны следовать определенным правилам, таким как AWS D1.1, AWS D1.2, API 1104 или ASME, раздел IX, для аттестации сварщиков и сварщиков. Хотя они немного отличаются, все они требуют процедур сварки, которые были разработаны и проверены испытаниями.
Вам нужна дополнительная информация о том, как вы можете выполнить свою собственную квалификацию?
«Квалификация сварщиков, сварщиков и сварщиков» — это руководство, разработанное, чтобы помочь вам выполнить свою квалификацию в полном соответствии с Кодексом по сварке конструкций AWS D1.1.
Сварочные насадкиMIG | HobartWelders
Всегда читайте и соблюдайте меры безопасности и инструкции по эксплуатации, приведенные в руководстве пользователя.1. Сохраняйте вылет от 1/4 до 3/8 дюйма (электрод выступает из конца контактной трубки).
| Слишком короткий | нормальный | Слишком длинный |
3. Используйте правильный тип проволоки для свариваемого основного металла.Используйте проволоку из нержавеющей стали для нержавеющей стали, алюминиевую проволоку для алюминия и стальную проволоку для стали.
4. Используйте соответствующий защитный газ. CO2 хорош для проплавления сварных швов на стали, но может быть слишком горячим для тонкого металла. Для более тонких сталей используйте 75% аргона / 25% CO2. Для алюминия используйте только аргон. Вы можете использовать тройную смесь для нержавеющих сталей (гелий + аргон + CO2).
5. Для стальной проволоки используются два основных типа проволоки. Используйте классификацию AWS ER70S-3 для универсальной и экономичной сварки.Используйте проволоку ER70S-6, когда требуется больше раскислителей для сварки грязной или ржавой стали. (См. Схему 6. Сварочная проволока).
| Твердая углеродистая сталь ER70S-6 |
|
| Порошковая / углеродистая сталь E71TGX |
|
| Алюминий ER5356 |
|
| Нержавеющая сталь ER308L |
|
6.Для наилучшего контроля сварного шва держите проволоку направленной к передней кромке сварочной ванны.
7. При сварке в нестандартном положении (вертикальная, горизонтальная или потолочная сварка) держите сварочную ванну небольшого размера для лучшего контроля сварного шва и используйте проволоку наименьшего диаметра, насколько это возможно.
8. Убедитесь, что контактная трубка, футеровка пистолета и приводные ролики соответствуют размеру используемой проволоки.
9. Время от времени очищайте футеровку пистолета и приводные ролики и держите сопло пистолета чистым от брызг. Замените контактный наконечник, если он заблокирован или подается плохо.
10. Держите горелку прямо во время сварки, чтобы избежать плохой подачи проволоки.
11. Обеими руками удерживайте пистолет во время сварки. По возможности делайте это. (Это также относится к сварке палкой и TIG, а также плазменной резке).
12. Сохраняйте натяжение ступицы механизма подачи проволоки и давление приводного ролика достаточно сильными для подачи проволоки, но не перетягивайте.
13. Когда сварка не ведется, храните проволоку в чистом сухом месте, чтобы избежать накопления загрязнений, которые могут ухудшить качество сварки.
14.Используйте DCEP (обратную полярность) на источнике питания.
15. Техника перетаскивания или вытягивания даст вам немного больше проникновения и более узкий борт. Техника толкающего пистолета даст вам немного меньшее проникновение и более широкий валик.