Как правильно варить потолочный шов электродом
Как правильно варить потолочный шов электродомВыполнить потолочный шов очень сложно. Ведь в данном варианте сварочная ванна размещается вверх дном. В процессе сварки важно осуществлять все действия в точной последовательности. В противном случае соединение получится непрочное и на изделии будут заметны подтеки металла.
Перед началом работ следует обязательно подумать о защите лица и глаз, поскольку при выполнении потолочных швов на лицо могут попасть горячие капли металла.
Ни в коем случае нельзя пренебрегать техникой безопасности при выполнении потолочных швов.
Рекомендации для начинающих сварщиков
- При создании потолочных швов применяется полуавтомат либо ручной способ.
- Для получения надежного сварного шва применяются покрытые стержни.
- При выполнении потолочного соединения используются электроды размером 4 мм.
- Важно в процессе сварочных работ при использовании дуговой сварки располагать электрод с небольшим наклоном в сторону.

- По своей ширине электрод должен быть толще, нежели сварной шов.
- Во время создания потолочных швов образуются вредные газы, оказывающие негативное влияние на качество сварного шва. Поэтому стоит использовать исключительно сухие электроды.

- Делается потолочный шов, перемещая электрод «на себя». Вследствие этого удастся контролировать процесс и получать надежное соединение.
- Качественное и долговечное соединение удастся получить лишь в том варианте, если предварительно края заготовок будут тщательно зачищены.
Когда толщина свариваемого изделия больше 1 см толщиной, соединение нужно производить в несколько этапов. Изначально применяется электрод диаметром 3 мм, а после работа уже выполняется при помощи стержней по 4 мм.
При сваривании потолочного шва создаются не только вертикальные швы. Также сварка осуществляется под некоторым уклоном. Для этих целей может применяться полуавтомат или ручная сварка. Также допускается использование дуговой сварки покрытыми электродами.
Особенности потолочной сварки
Такая сварка отличается от других тем, что сварная ванна размещается в перевёрнутом состоянии и в таком положении важно удержать горячий металл. Ванна должна обладать небольшими размерами.
Во время потолочной сварки следует периодически отводить в бок электрод. Таким образом, металл сможет остыть и схватиться. При выполнении сварки таким способом удастся избежать появления трещин на сварочном шве.
Способы сварки:
- полумесяцем;
- лесенкой;
- обратно поступательный.
Наиболее простым является способ создания потолочной сварки полумесяцем. Выполнение сварки обратно-поступательным способом и лесенкой более сложные.
Также стоит отметить, что на создание сварочных швов в этих случаях уходит больше времени. Однако время потратится не зря, и в результате удастся получить максимально качественное и прочное соединение металла.
Поделиться в соцсетях
Особенности сварки вертикальных, горизонтальных и потолочных швов
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях.
 Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
 Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.
- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
Требования к сварке в вертикальном положении
Ради справедливости, не всегда есть вероятность того, что необходимо только сварка вертикальных швов без отрыва.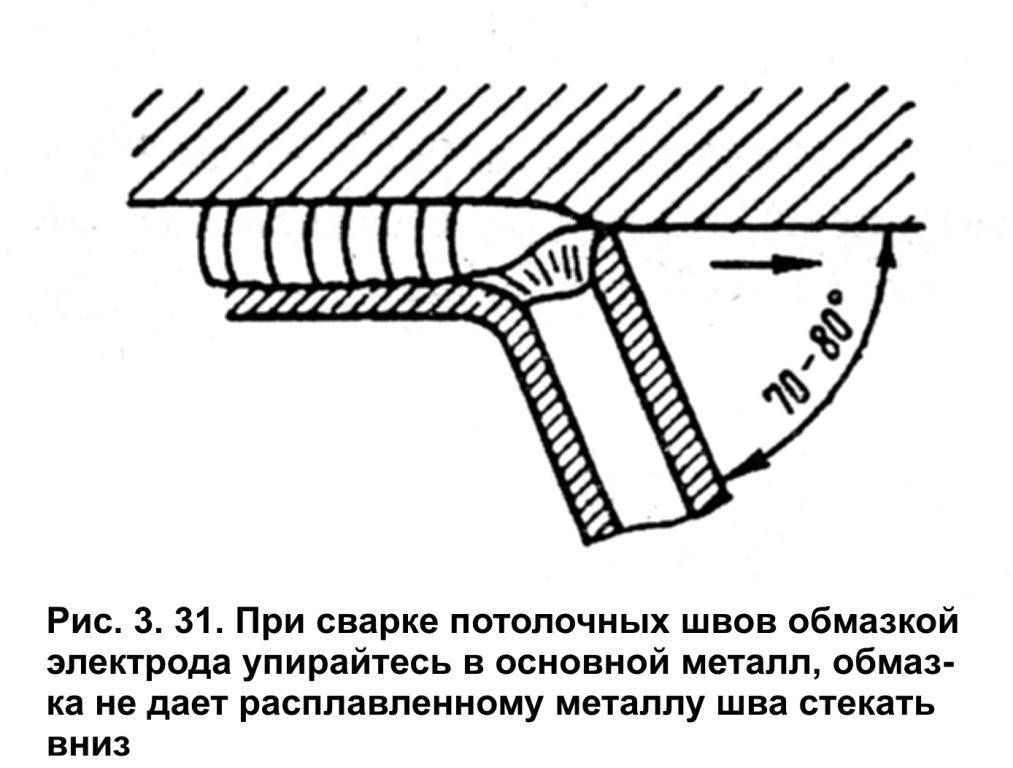 Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
«Важно!
Чтобы капли раскалённого металла не стекли вниз, потребуется соблюдение ряда условий для определения задачи, как варить вертикальный шов инвертором металл 1.5 мм.»
- Электрическая дуга должна быть исключительно короткой.
- В начале режима поджига, электрод должен располагаться только перпендикулярно, причём одновременно двум рабочим плоскостям имеющихся заготовок.
- В процессе варке, электрод наклоняется вниз относительно основного корпуса держака. Электрод должен располагаться только под острым углом наклона относительно основной части сварочного шва. Дуга обязательно должна «ловить» капли раскалённого металла, для предотвращения стекания вниз.
- В некоторых случаях сварка полуавтоматом вертикальных швов не может остановить стекание раскалённых участков обрабатываемой поверхности металла. Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.
 Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.
Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.Вышеописанная технология является намного легче, чем аналогичный вариант проведения сварки сверху вниз. Но, данная методика показывает, что качество сварки будет в несколько раз хуже, чем предыдущий вариант исполнения.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.

При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Сварка одиночных валиков на вертикальной поверхности
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика — 1-2 диаметра с покрытием — достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 41 а). При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 41б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика — 1-2 диаметра с покрытием — достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 41 а). При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 41б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Положение электрода
Положение и движение электрода при сварке также очень важно. Приведем простой пример. Вам нужно сварить нижний шов. В таких ситуациях качество шва во многом зависит от количества шлака, образующегося во время сварки. Шлак может либо испортить вашу работу, либо поспособствовать улучшению качества сварного соединения, нужно просто контролировать этот процесс. И правильное положение электрода как раз помогает следить за количеством шлака, увеличивать или уменьшать его количество.
Положение электрода при сварке бывает трех видов: углом вперед, углом назад и прямо (или под 90 градусов). Давайте подробнее рассмотрим каждый вид.
Давайте подробнее рассмотрим каждый вид.
Сварка углом вперед
Сварка углом вперед при ручной дуговой сварке применяется редко. Это связано с тем, что во время сварки шлак образуется и скапливается перед электродом, из-за чего варить неудобно. К тому же шлак будет мешать устойчивому горению дуги, при этом ухудшится качество шва. Но такое положение оправдано, если вы выполняете сварку в труднодоступном месте.
Сварка углом назад
Сварка углом назад используется, когда нужно сварить стыковые или угловые швы. В таком положении шлак вытесняется из сварочной ванны, то в общем-то хорошо. При этом сварное соединение очень быстро кристаллизируется.
Под 90 градусов
Очень интересное положение. Благодаря ему сварщик может довольно точно управлять движением шлака, направляя его в сварочную зону в необходимом количестве. Это очень хорошо для сварного соединения. Но нужно следить за тем, чтобы шлак не оказался впереди электрода. Если это случилось, смените положение на «углом назад» и измените направление шлака.
Многие новички спрашивают, какой угол наклона электрода при сварке универсальный или самый лучший. Не существует ответа на этот вопрос. Только в процессе работы можно точно определить, какое положение будет оптимальным. А может случиться так, что вам по ходу работы придется несколько раз менять положения с одного на другое.
Описанные выше положения применимы к формированию сварного соединения с помощью ручной дуговой сварки. Если вы планируете работать с полуавтоматом или автоматом, то нужно будет учесть особенности используемого защитного газа.
Техника выполнения горизонтальных швов. Режимы сварки; горизонтальные, вертикальные и потолочные швы
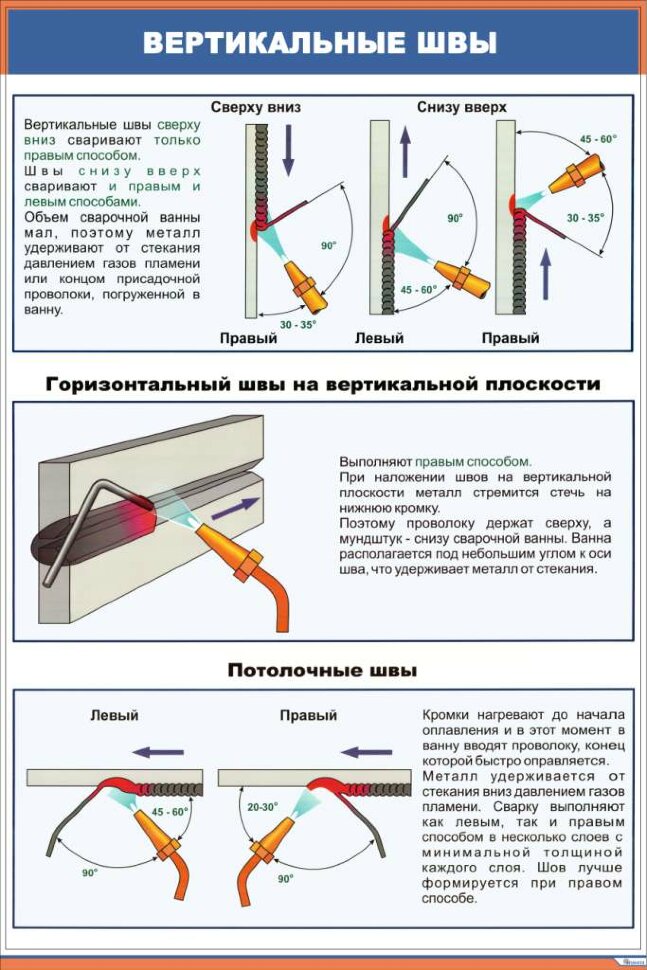
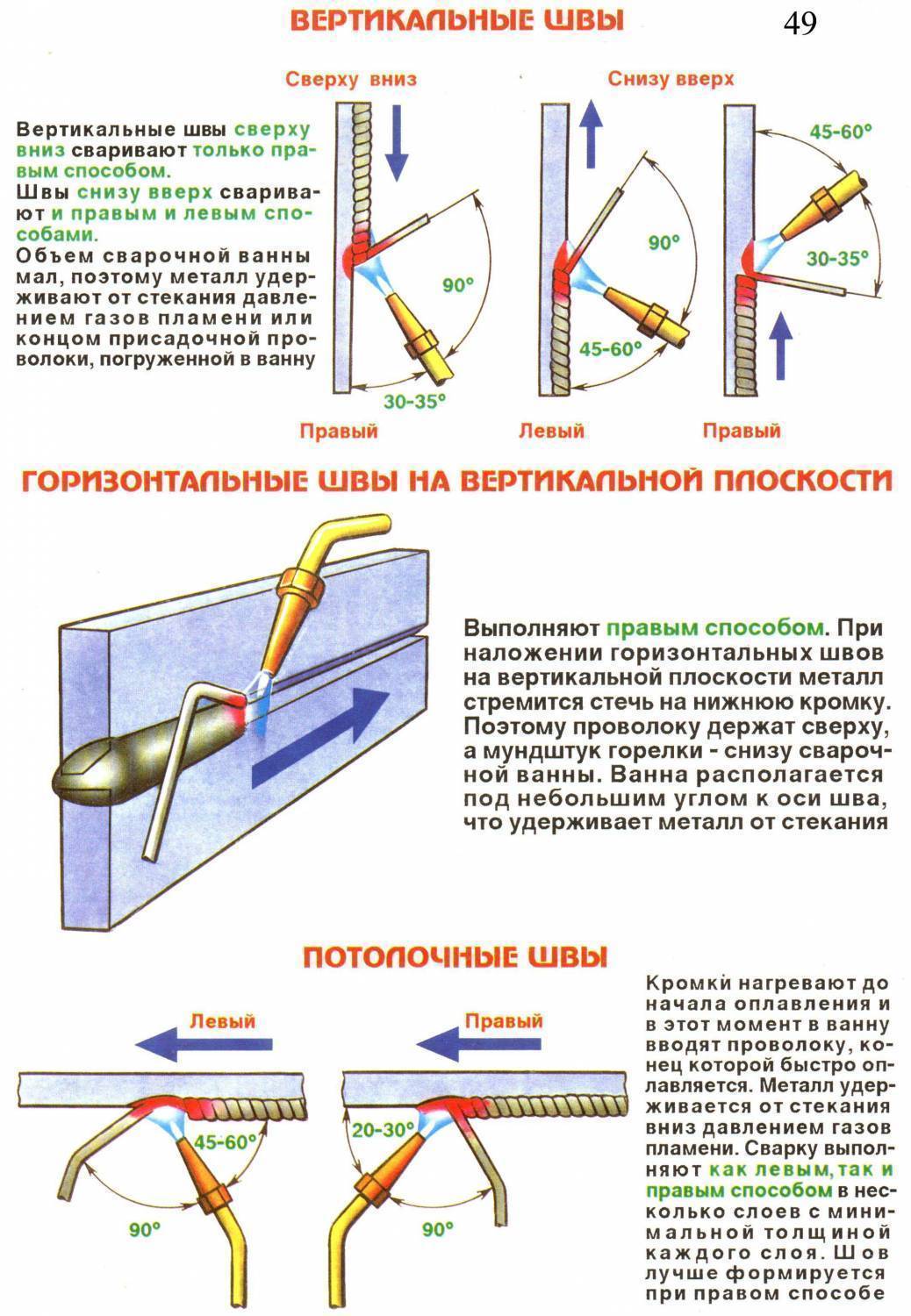
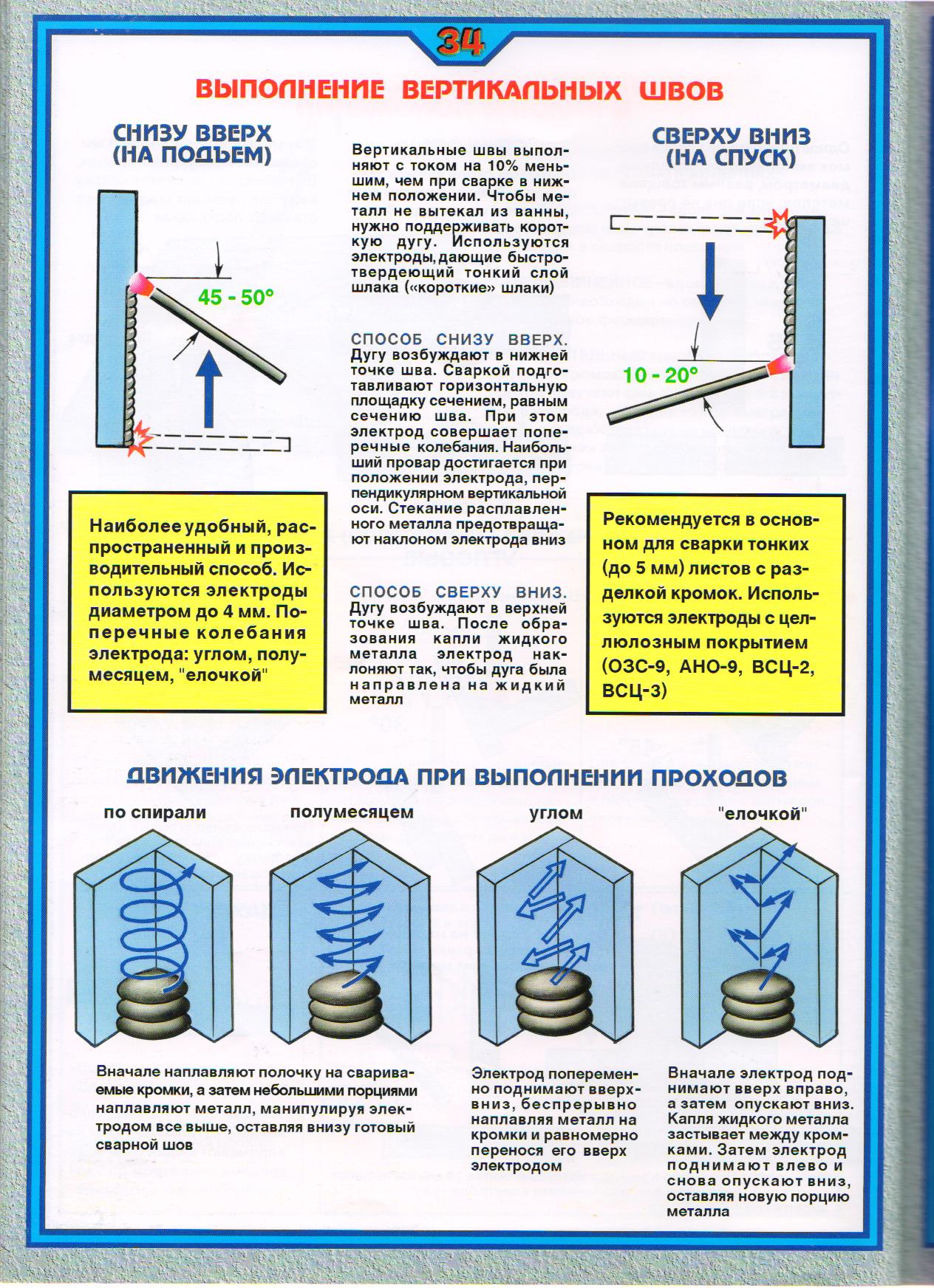
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10-15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну.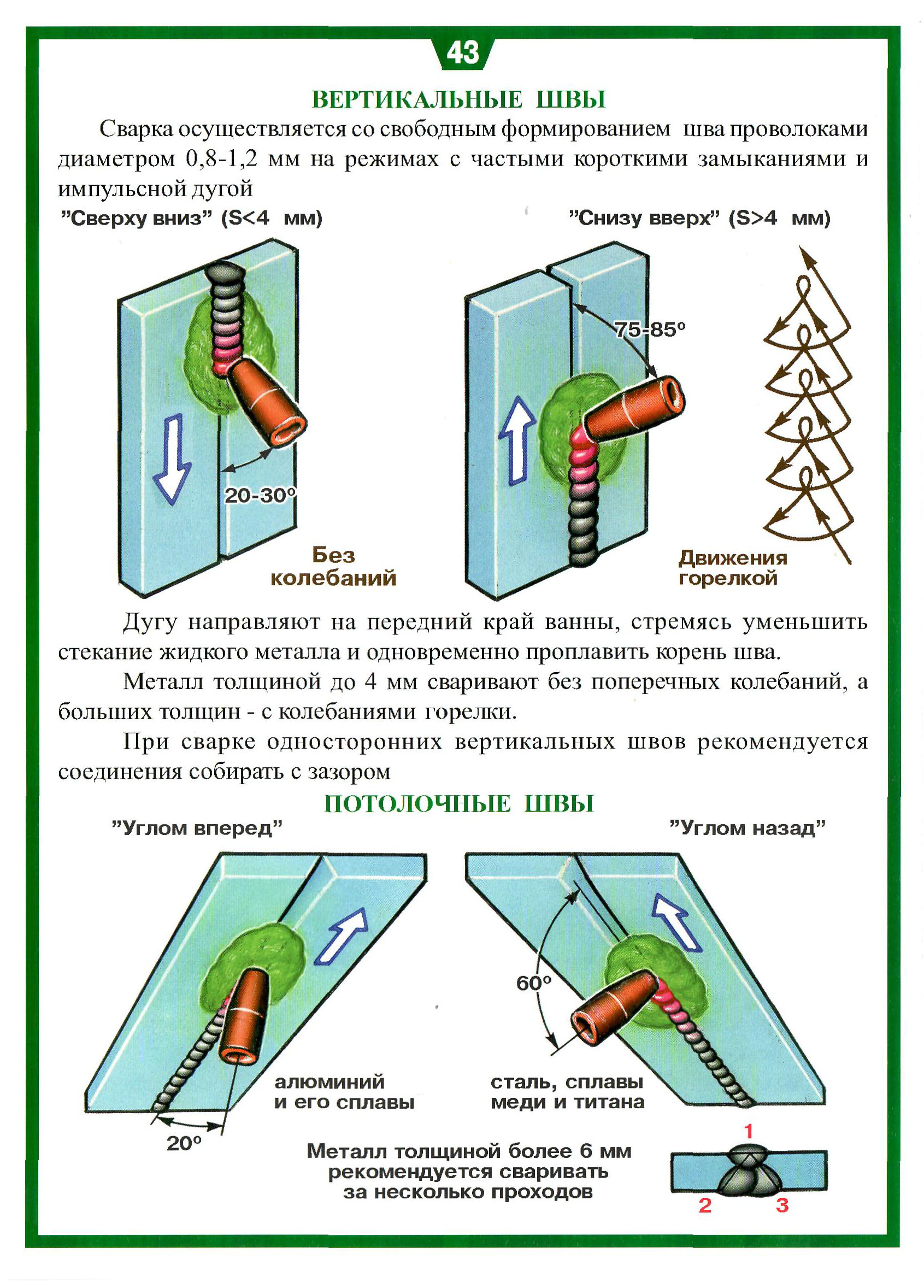 Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в «лодочку»
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
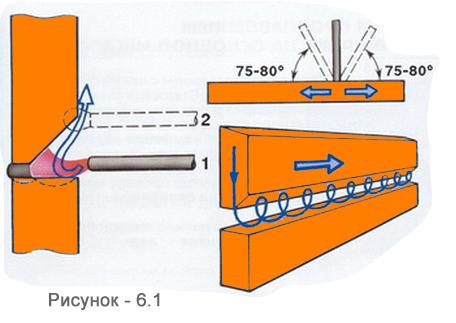
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а) угол наклона берется в пределах 15-20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45-50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.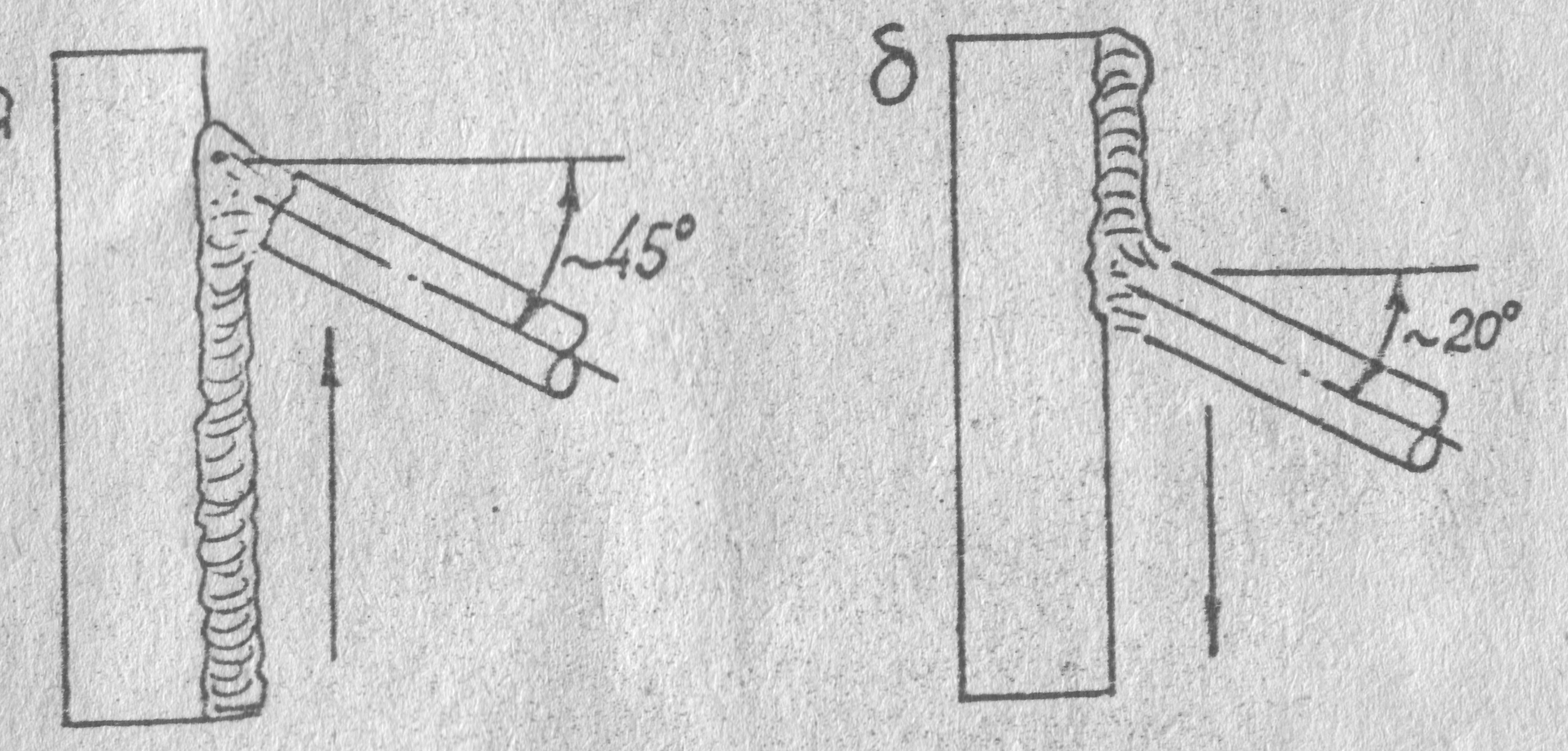
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва. На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.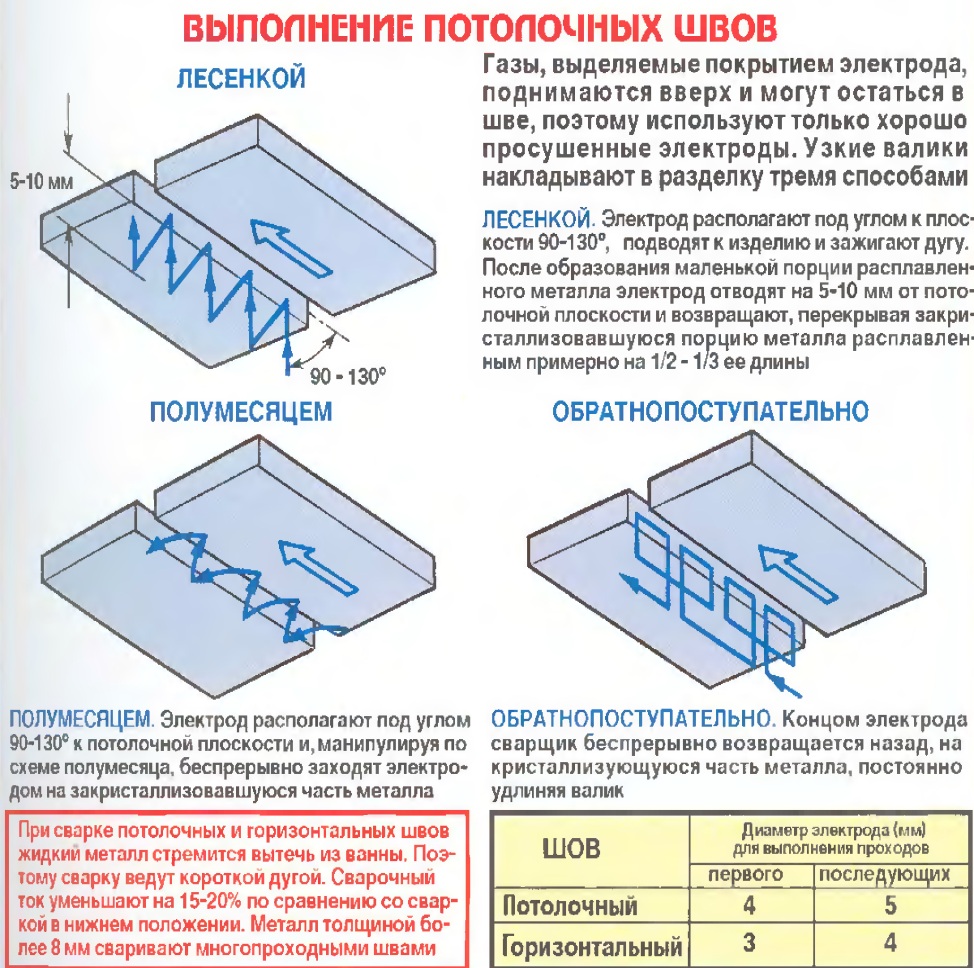
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Сварочный шов — линия расплавленного металла на кромках двух стыкующихся конструкций, возникающая в результате воздействия на сталь электрической дуги. Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов.
В данной статье рассмотрены виды сварочных швов и технология их выполнения. Мы изучим вертикальные, горизонтальные и потолочные швы, а также узнаем, как выполняется их зачистка и проверках на предмет дефектов.
1 Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
1.1 Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.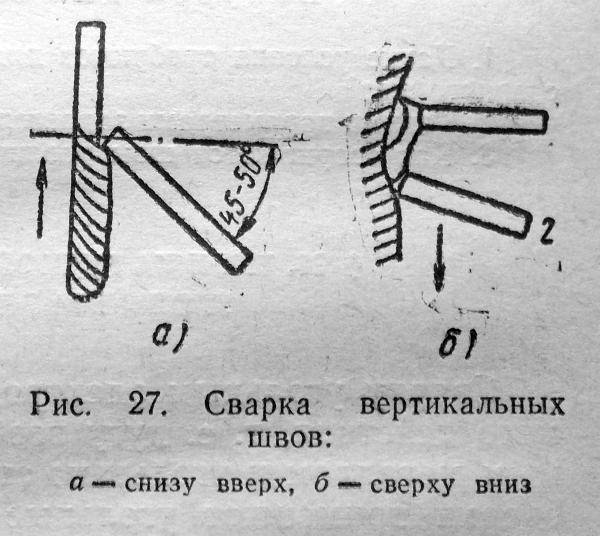
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.
Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении.
1.2
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.
В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.
1.3 Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.
Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
2 Разновидности швов по пространственному положению
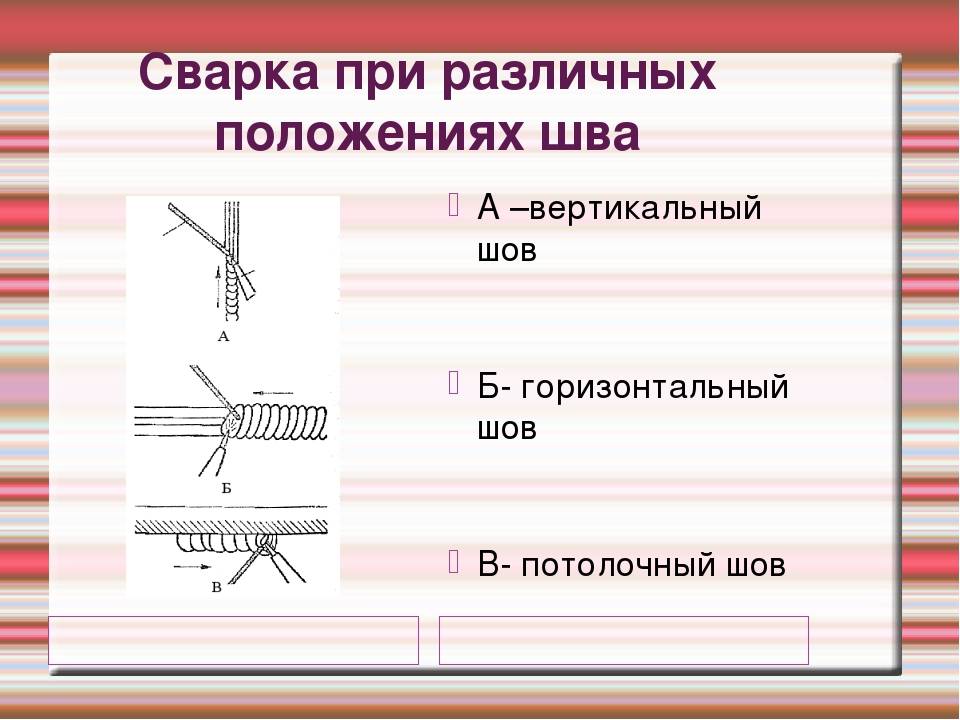
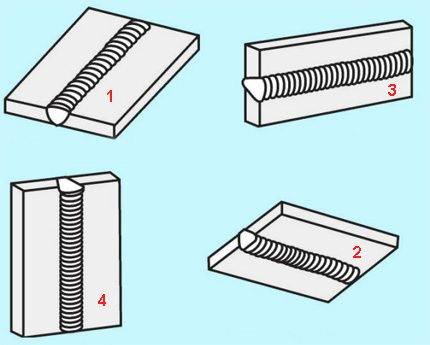
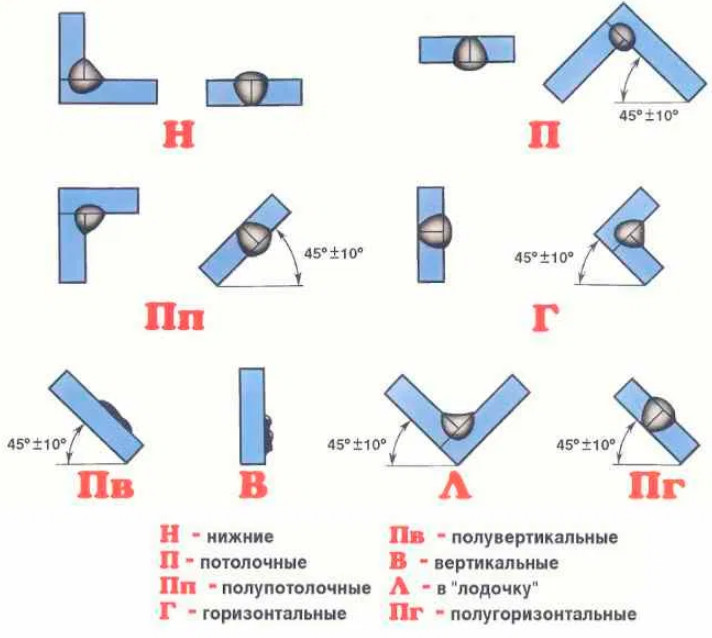
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которому они бывают:
- вертикальные;
- горизонтальные;
- потолочные.
Проблемой выполнения вертикальных швов является сползание расплавленного металла вниз, что происходит из-за силы тяжести. Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу. Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.
Сварка вертикального шва может выполняться как сверху-вниз, так и снизу-вверх, в плане удобства работы последний вариант предпочтителен. Электрод необходимо удерживать перпендикулярно по отношению к соединяемым деталям, допустимо опирать его на кромки сварного кратера. Движение электрода выбирается исходя из требуемой толщины шва, наиболее прочный стык достигается при поперечном смещении электрода из стороны в сторону и при петлеобразном колебании.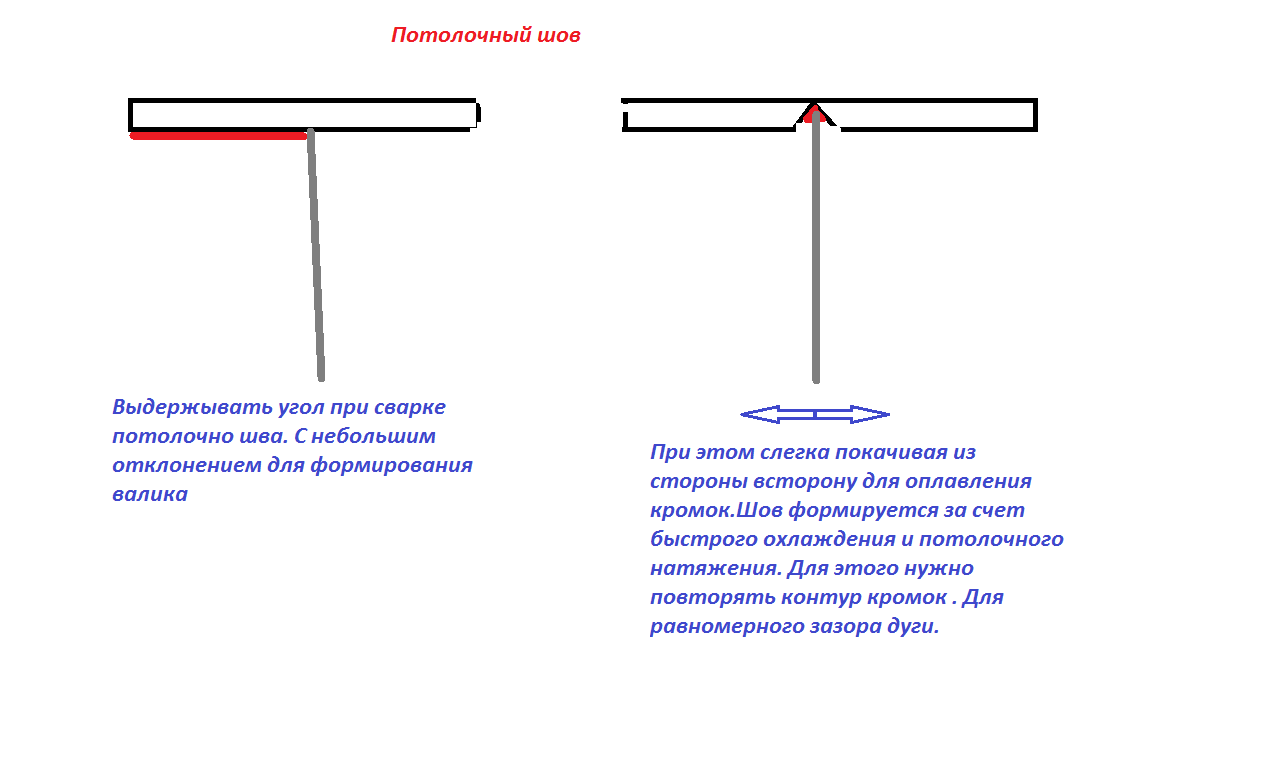
На вертикальных плоскостях швы горизонтального типа выводятся слева-направо либо справа-налево. Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 90 0 . Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Скорость движения электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего торца предыдущего валика. Особое внимание тут необходимо уделить верхней кромке, наиболее подверженной образованию различных дефектов. До начала сварки последнего валика нужно обязательно очистить сформированный шов от шлака и нагара.
Наиболее трудными в исполнении являются потолочные швы. Поскольку в таком пространственном положении расплавленная ванна удерживается исключительно поверхностным натяжением металла, сам шов необходимо делать максимально узким. Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
При прокладывании шва электрод необходимо удерживать под углом от 90 до 130 0 к соединяемым плоскостям. Валик формируется колебательными движениями электрода от кромки до кромки, при этом в крайнем боком положении электрод задерживается, что позволяет избежать подрезов. Отметим, что сварщикам без опыта за потолочные швы браться не рекомендуется.
2.1 Технология сварки потолочных швов (видео)
2.2 Зачистка и контроль дефектов
После формирования шва на поверхности соединенных деталей остается шлак, капли расплавленной стали и окалины, при этом сам шов может иметь выпуклую форму и выступать над плоскостью металла. Устранить данные недочеты позволяет зачистка, которая осуществляется поэтапно.
Первоначально посредством молотка и зубила нужно удалить окалину и шлак, далее с помощью болгарки, укомплектованной абразивным диском, либо шлифовальной машинки, выравниваются соединенные плоскости. Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Дефекты сварного шва, часто встречающиеся у неопытных специалистов, как правило являются следствием неравномерного движения электрода либо неправильно выбранной силы и величины тока. Некоторые дефекты являются критичными, некоторые можно исправить — в любом случае контроль шва на предмет их наличия является обязательным.
Рассмотрим, какие дефекты бывают и как выполняется их проверка:
Также могут образовываться дефекты в виде трещин, которые появляются на стадии остывания металла. Трещины бывают двух конфигураций — направленные поперек либо вдоль шва. В зависимости от времени образования трещины классифицируются на горячие и холодные, последние появляются после отвердевания стыка из-за чрезмерных нагрузок, которые конкретный тип шва не может выдержать.
Холодные трещины являются критическим дефектом, который может привести к полному разрушению соединения. В случае их образования необходимо выполнить повторную сварку поврежденных мест, если их слишком много — шов нужно срезать и сделать заново.
При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 69, а). Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва (рис. 69, б). Конец электрода отводят вверх или в сторону от капли, давая ей возможность затвердеть. Вертикальные швы лучше сваривать снизу вверх, тогда нижележащий кратер будет удерживать капли металла (рис. 69, в). Электрод может иметь наклон вверх или вниз. При наклоне электрода вниз сварщику удобнее наблюдать за распределением капель электродного металла в разделке шва. Если необходимо вести вертикальную
сварку сверху вниз, электрод ставится в положение I (рис. 69,г), а после образования, капли опускается ниже, в положение II, при котором капля удерживается короткой дугой от стекания. Вертикальные швы лучше сваривать электродом диаметром не более
4 мм, на пониженном токе (порядка 160 а). При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
Для уменьшения стекания металла при выполнении горизонтальных швов (рис. 70, а) скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке (положение I), а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движений конца электрода при сварке однослойного горизонтального шва показана на рис. 70, а, справа. Горизонтальные швы сваривают также продольными валиками, причем первый валик (корень шва) выполняют электродом диаметра 4 мм, а последующие — электродом 5 мм.
Наиболее трудно выполнять потолочные швы, которые свариваются возможно более короткой дугой. Для сварки потолочных швов применяют электроды с покрытиями более тугоплавкими, чем металл электрода. В этом случае покрытие образует на конце электрода чехольчик, удерживающий капли металла (рис. 70, б). В процессе сварки конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки — вертикальной и горизонтальной используют электрод меньшего диаметра, а ток уменьшают на 10—12% по сравнению со сваркой металла такой же толщины в нижнем положении.
При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки — вертикальной и горизонтальной используют электрод меньшего диаметра, а ток уменьшают на 10—12% по сравнению со сваркой металла такой же толщины в нижнем положении.
При сварке потолочных швов пузырьки газа, всплывая, попадают в корень шва, что снижает прочность сварного соединения. Потолочная сварка применяется только при монтаже крупных конструкций, сварке неповоротных стыков трубопроводов, ремонтной сварке и других подобных работах, когда выполнение шва в нижнем положении невозможно.
Вертикальные, горизонтальные и потолочные швы можно сваривать и в защитных газах, обеспечивающих струйный перенос металла электрода в сварочную ванну. При этом следует применять механизированные способы сварки.
Для сварки в любом пространственном положении пригодны электроды: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13 и др. (см. табл. 5).
Администрация Общая оценка статьи: Опубликовано: 2011.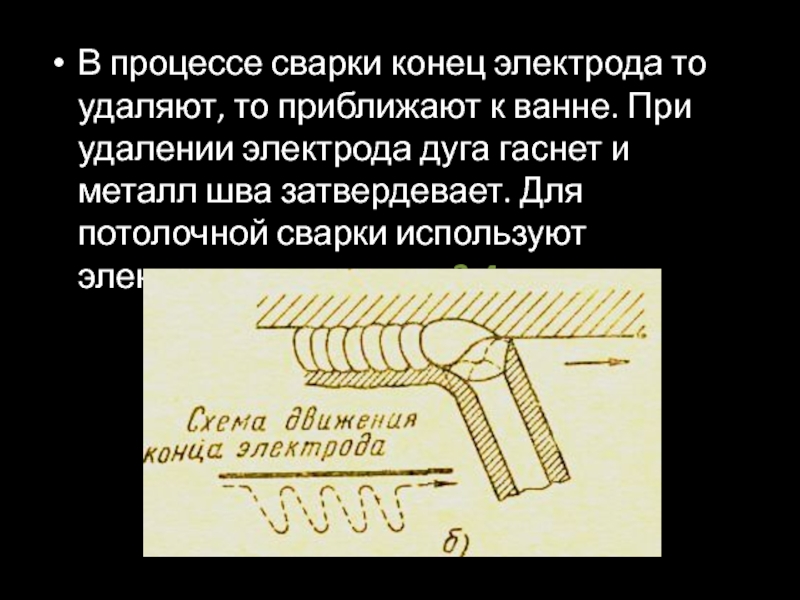 06.01
06.01
Комментариев:
Комментариев:
- Основы метода электросварки
- Сварка вертикального шва
- Окончание работ
Очень часто необходимо произвести сварку различных металлических частей и фрагментов деталей. Есть несколько методов, которые помогут добиться поставленной задачи, но гораздо чаще остальных применяется электросварка.
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки. Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Вернуться к оглавлению
Сварка вертикального шва
Перед началом работ необходимо определиться с тем, какой шов требуется выполнить. Существует несколько основных типов швов:
- Сварка плоских листовых соединений.
- Вертикальный шов.
- Угловое сварочное соединение.
- Сварка трубчатых соединений.

Во время выполнения вертикальной сварки и получения четкого и ровного шва должна соблюдаться схема процесса. Для этого подготовленные детали должны быть четко зафиксированы. С помощью прихваток необходимо скрепить их по краям в 3-4 местах. К деталям требуется закрепить массу с помощью зажима. Наклон электрода должен составлять 70-75° относительно поверхности.
Для того чтобы правильно варить вертикальный шов электросваркой, необходимо периодически производить вращательные движения, которые помогут сгребать расплавляющийся металл в точку соединения 2 деталей. Окончание электрода должно находиться точно в середине шва. Процесс сварки нужно вести снизу вверх, прилепляя каплю за каплей. Это поможет постепенно заливать зазор расплавленной электродной проволокой.
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
Подробнее про классификацию сварных соединений читайте в .По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось . Для всех остальных необходимы технологические знания.
Как они проводятся рассказывалось . Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
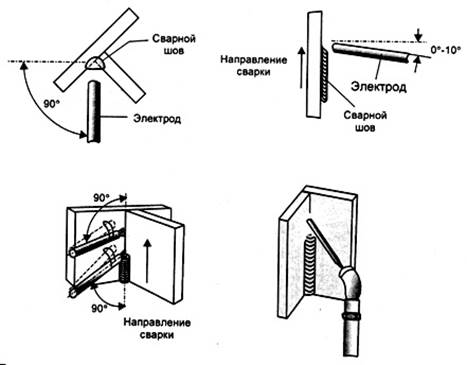
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения.
При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Сварка с отрывом дуги
На форму стыка большое влияние оказывает сила тока.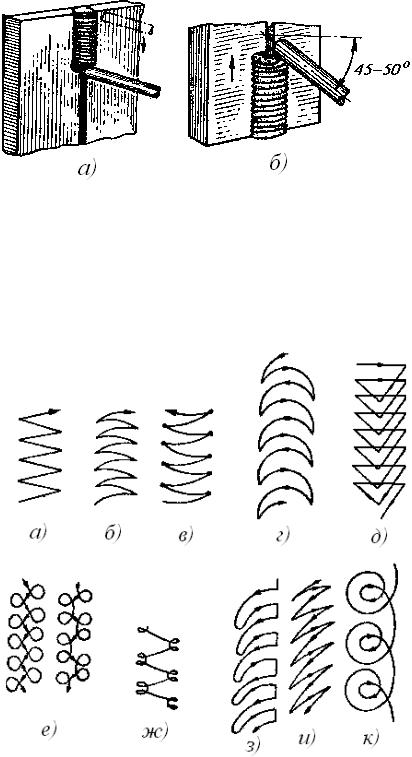 Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Горизонтальные угловые швы в нахлесточных соединениях свариваются достаточно просто, техника выполнения повторяет сварку в нижнем положении.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием.
К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности.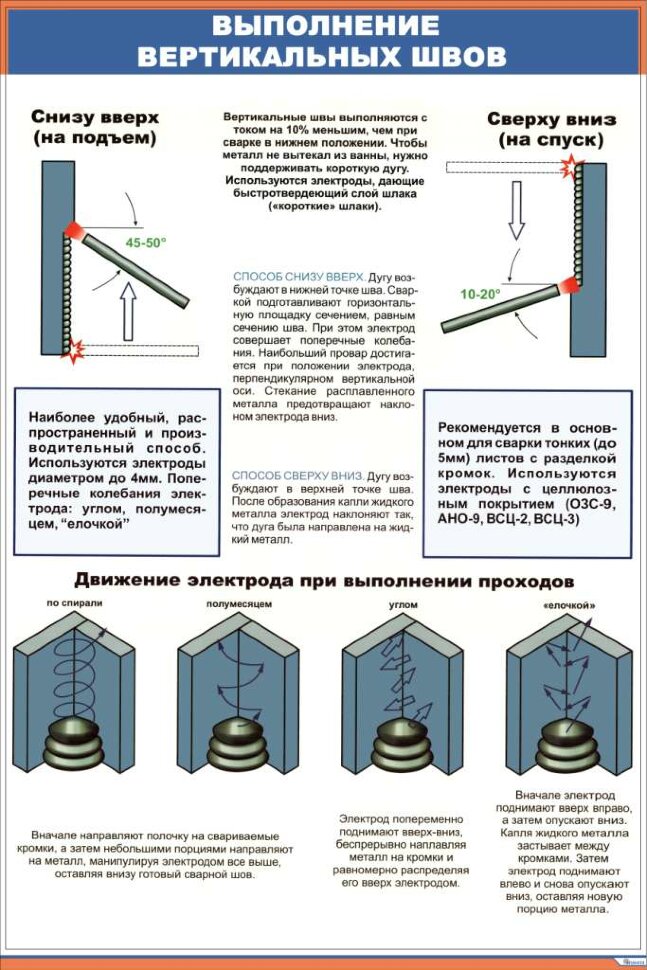 Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности.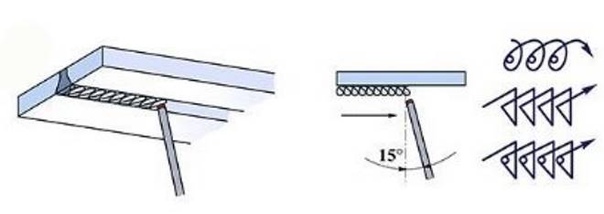 Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
Шовные швы — Большая Химическая Энциклопедия
Сварные швы, подвергшиеся коррозионному воздействию в течение определенного периода времени, могут растрескиваться рядом со сварными швами, если остаточные напряжения не будут устранены. Для соединения магния рекомендуется использовать газовую дуговую сварку вольфрамовым электродом и газовую дуговую сварку металлическим электродом, первую — для более тонких материалов, вторую — для более толстых. Поддержание защитной атмосферы является критическим вопросом при сварке этих сплавов. [Pg.347] Две секции стальных трубок конденсатора испытали значительные потери металла с внутренних поверхностей.Старая секция содержала перфорацию, новая секция не вышла из строя. Слоистый слой оксида и нагара покрывал все внутренние поверхности (рис. 5.14). Коррозия была сильной вдоль продольного сварного шва на более старой секции (рис. 5.15). Дифференциальные кислородные ячейки работали в условиях сильного скопления продуктов коррозии и отложений. Старая труба перфорирована вдоль сварного шва. [Pg.113]
5.14). Коррозия была сильной вдоль продольного сварного шва на более старой секции (рис. 5.15). Дифференциальные кислородные ячейки работали в условиях сильного скопления продуктов коррозии и отложений. Старая труба перфорирована вдоль сварного шва. [Pg.113]
| Рис. 5.15 Контур грубой внутренней поверхности трубы, показанной на рис.5.14. Обратите внимание на преимущественное воздействие на сварной шов. (Увеличение 7,5x.)… |
 На Рисунке 6.10 показана сильно корродированная труба из углеродистой стали из системы технической воды.
На Рисунке 6.10 показана сильно корродированная труба из углеродистой стали из системы технической воды.| стальная транспортная линия, по которой подается смесь крахмала и глины, используемая для покрытия бумажного материала. Взрыв происходил только по неполностью закрытым сварным швам с большим количеством перфораций. Обратите внимание на тепловую окраску вдоль окружного сварного шва, частично скрытую отложениями. |
| Рис. 6.9S Продольный разрез, показывающий углубление в не полностью закрытом сварном шве. |
Дефекты сварного шва. Неполное проплавление металла вдоль линии сварки в сварных трубах может привести к линейному открытому шву или щели.[стр.316]
Дефект сварного шва.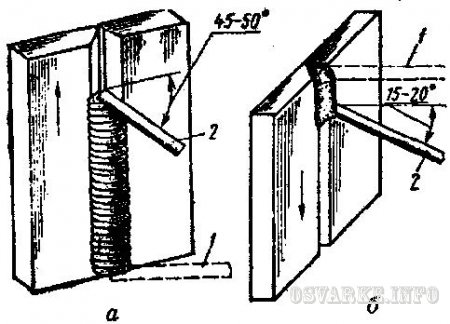 Это выглядит как линейная канавка или щель, идущая вдоль шва, образованного в сварном компоненте. [Pg.318]
Это выглядит как линейная канавка или щель, идущая вдоль шва, образованного в сварном компоненте. [Pg.318]
На рис. 14.1 показано одно из многих подобных точечных отверстий в этой и других трубках теплообменника. На рис. 14.2 показан типичный вид внутренней поверхности сразу после извлечения трубки из теплообменника. Лабораторная кислотная очистка внутренней поверхности выявила дефект сварного шва (рис. 14.3). [стр.319]
| Рисунок 14.3 Крупный план внутренней поверхности после кислотной очистки. Обратите внимание на перфорацию в стенке трубы вдоль сварного шва. |
 [Pg.321]
[Pg.321]| Рисунок 14.4 Бугорок, закрывающий ямку, расположенную в дефекте сварного шва. |
Резервуар разрушился по сварному шву между криволинейной крышей и стенкой из цилиндрической пластины с зоной излома, A. [Pg.448]
Hugged e tenor cunsittu tiun из Il-gauyc cftUi rolitui стали с непрерывным сопротивлением сварные швы. [Pg.896]
Материал конструкции сосудов D и C не подходил для использования в условиях низких температур.Однако суда А и В подходили. Местом начального хрупкого разрушения в сосуде С был сварной шов возле люка. Судно D, вероятно, разрушилось в результате удара обломком судна C. [Pg.29]
Большая часть бурильной колонны состоит из бурильной трубы. Бурильная труба изготавливается бесшовным способом. Согласно Спецификации API 5А (Тридцать пятая редакция, март 1981 г.) бесшовная труба определяется как пластинчатое изделие из кованой стали, изготовленное без сварного шва.Изготавливается методом горячей обработки стали или, при необходимости, последующей холодной доводкой горячедеформированного листового изделия для придания желаемой формы, размеров и свойств. [Pg.735]
Часть 2 Стальные емкости емкостью до 450 литров воды со сварными швами… [Pg.307]
Стабилизированные титаном наполнители не следует использовать при аргонно-дуговой сварке, так как титан будет испаряться, и его эффективность как стабилизатор потерял. Науглероживание сварного шва за счет поверхностных загрязнений, покрытий электродов или атмосферы дуги приводит к повышенной склонности к межкристаллитной коррозии. [Pg.95]
[Pg.95]
После недолгих размышлений был выбран лист, а не плитка. Был использован коммерческий винил цвета, гармонирующего с лабораторной мебелью. Пол уложили до того, как привезли мебель. Хотя для этого требовалось больше материала, стоимость рабочей силы была намного меньше. На все швы нанесен герметик. Хотя он выдержал достаточно хорошо, пол со сварными швами, о котором не упоминал ни инженер, ни подрядчик, несомненно, был бы более желателен. [Pg.149]
Цилиндрические профили обычно изготавливаются из плоских секций, прокатанных до требуемой кривизны.Секции (полосы) делают настолько большими, насколько это практически возможно, чтобы уменьшить количество необходимых сварных швов. Продольные сварные швы выполнены со смещением во избежание смыкания сварных швов на углах пластин. [Pg.869]
Центр горного управления США. Радоновая камера в Исследовательском центре Денвера предназначена для обеспечения регулируемой влажности и хорошо контролируемой, контролируемой концентрации радона и CN. Он имеет длину 213 см, диаметр 152 см и объем около 3,89 м. Стены сделаны из 0.Стальной прокат 5 см со сварными швами. На рис. 1 показана общая схема испытательной камеры без преобразователей и системы сбора данных. [Pg.371]
Он имеет длину 213 см, диаметр 152 см и объем около 3,89 м. Стены сделаны из 0.Стальной прокат 5 см со сварными швами. На рис. 1 показана общая схема испытательной камеры без преобразователей и системы сбора данных. [Pg.371]
Легковоспламеняющаяся жидкость должна храниться в большом резервуаре для хранения. В наличии два судна. Один сосуд называется резервуаром с крышей со слабым швом, при этом самой слабой частью сосуда является сварной шов между крышей и вертикальной стенкой резервуара. Другой сосуд представляет собой резервуар с куполообразной крышей, при этом самой слабой частью является шов на дне резервуара.Какой резервуар является лучшим выбором для хранения этого материала … [Pg.469]
Поплавок диаметром 2 фута был изготовлен из нержавеющей стали и сварной шовной конструкции. Трубопроводникам поручили проверить сварные швы на герметичность. Им было приказано использовать давление воздуха 5 фунтов на квадратный дюйм и мыльный раствор для выявления утечек. [Pg.552]
Существуют также некоторые технологические факторы, влияющие на качество полимера. Конструкция реакторов, поток расплавленного полимера и способ нагрева систем имеют решающее значение для качества и производительности [28]. Часто имеют значение клапаны, повороты труб, входные и выходные фланцы, смесительные элементы и сварные швы… [Pg.465]
Конструкция реакторов, поток расплавленного полимера и способ нагрева систем имеют решающее значение для качества и производительности [28]. Часто имеют значение клапаны, повороты труб, входные и выходные фланцы, смесительные элементы и сварные швы… [Pg.465]
Сварные швы должны быть сплошь гладкими, без пористости и газовых пузырей, выступов и заусенцев. Они должны быть сглажены шлифовкой. См. рисунок 4.2 ниже. [стр.73]
| Рис. 4.2 Шлифовка сварных швов в воздуховоде перед дробеструйной обработкой и нанесением клея. |
Алюминиевая кровельная панель со стоячим фальцем — Профессиональные предварительно окрашенные алюминиевые рулонные материалы для крыши, стены, потолка, желоба
Время: 2020-07-22 15:35 Просмотров: 811 Автор: Snow
Алюминиево-магниево-марганцевые сплавы для кровли и наружных стен, как правило, предварительно прокатываются (с рулонным покрытием), с хорошим контролем разницы в цвете, однородной пленкой краски и стабильностью качества, высокой экологичностью и т. д.Обычно используется толщина 0,7-1,2, распространенные модели: высокая вертикальная сторона 65-430 (расширенная 600), 65-420 (расширенная 595), 65-400 (расширенная 575), короткая вертикальная 25-430 (расширенная 500), 25 -400 (расширенный 475) и т. д. Алюминиево-магниево-марганцевый сплав A3004 обладает такими преимуществами, как умеренная структурная прочность, устойчивость к атмосферным воздействиям, устойчивость к пятнам, а также легкость гибки и сварки.
д.Обычно используется толщина 0,7-1,2, распространенные модели: высокая вертикальная сторона 65-430 (расширенная 600), 65-420 (расширенная 595), 65-400 (расширенная 575), короткая вертикальная 25-430 (расширенная 500), 25 -400 (расширенный 475) и т. д. Алюминиево-магниево-марганцевый сплав A3004 обладает такими преимуществами, как умеренная структурная прочность, устойчивость к атмосферным воздействиям, устойчивость к пятнам, а также легкость гибки и сварки.
Панель со стоячим фальцем высотой 65 мм оснащена вертикальной системой блокировки.Т-образный кронштейн из алюминиевого сплава фиксируется с помощью прогона, а панель крыши и сливовой кронштейн Т-образного кронштейна взаимодействуют с кромкообрезным станком. Кроме того, под Т-образный кронштейн устанавливается и фиксируется винтами теплоизоляционная прокладка, которая может предотвратить электрохимическую реакцию между алюминиевым компонентом и стальной конструкцией, что эффективно контролирует эффект мостика холода.
 Высокий стоячий фальц имеет лучшую грузоподъемность и сопротивление ветру, чем низкий вертикальный фальц, и может лучше соответствовать требованиям конструкции крыши.Популярно используется в национальных проектах, таких как вокзал, аэропорт, MRT; Высококлассные крупногабаритные проекты, такие как стадион, музей и выставочный центр. Мы поставляем предварительно окрашенные алюминиевые рулоны для кровельных панелей с высоким фальцем.
Высокий стоячий фальц имеет лучшую грузоподъемность и сопротивление ветру, чем низкий вертикальный фальц, и может лучше соответствовать требованиям конструкции крыши.Популярно используется в национальных проектах, таких как вокзал, аэропорт, MRT; Высококлассные крупногабаритные проекты, такие как стадион, музей и выставочный центр. Мы поставляем предварительно окрашенные алюминиевые рулоны для кровельных панелей с высоким фальцем.Сплав: 3004х34
Толщина: 0,9 мм
Ширина: 1200 мм
Верхнее покрытие: RAL 9006 Белый алюминий PVDF 25 микрон
Заднее покрытие: PE 15 микрон RAL 7035
T-образный изгиб: 2T изгиба квалифицирован без трещин
Применение: кровельная панель с высоким стоячим фальцем
25 мм имеет структуру прикуса с вертикальным краем, и способ прикуса отличается от такового у высокого вертикального края.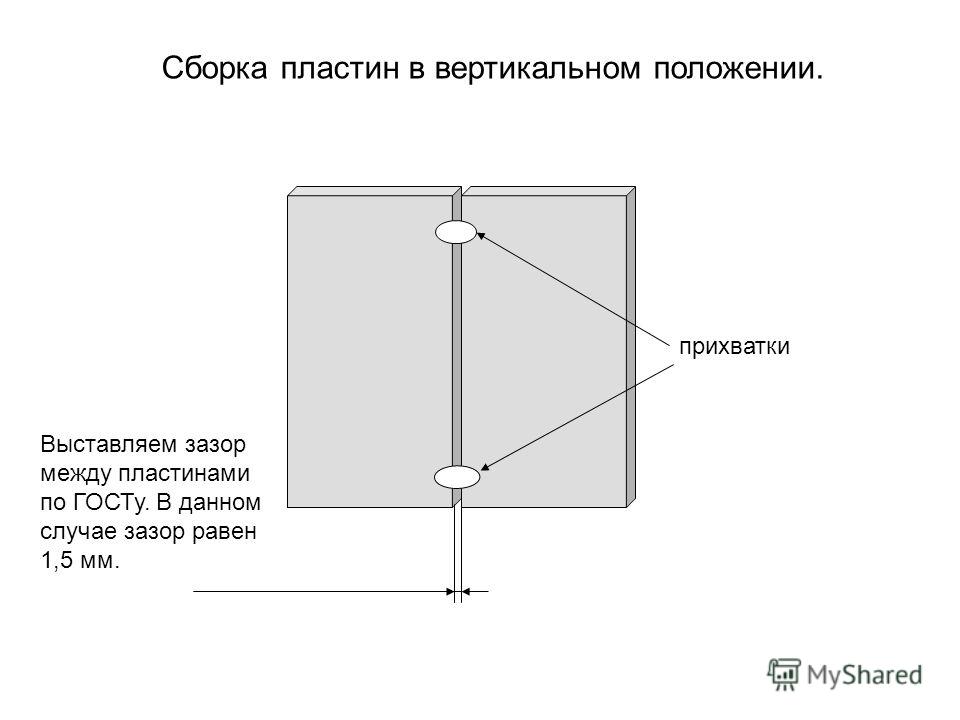 Закрепите саморезы между основанием и прогоном. Базовый слой и панель фиксируются крепежными элементами из нержавеющей стали или алюминиево-магниево-марганцевого листового материала.
Закрепите саморезы между основанием и прогоном. Базовый слой и панель фиксируются крепежными элементами из нержавеющей стали или алюминиево-магниево-марганцевого листового материала.
Блоки панелей крыши соединяются уникальным методом окклюзионной фальцовки. После того, как верхняя и нижняя пластины наложены друг на друга, они становятся одинарными на 270 ° или двойными на 360 °, образуя герметичное целое, обладающее определенной водонепроницаемостью и защитой от просачивания.
Мы поставляем предварительно окрашенные алюминиевые рулоны для кровельных панелей с высоким фальцем.
Сплав: 5052х42
Толщина: 1,0 мм
Ширина: 1000 мм
Верхнее покрытие: RAL 7047 телеграфно-серый цвет PVDF 35 микрон
Заднее покрытие: PE 22 микрона RAL 9003 Signal White
T-образный изгиб: 2T изгиба квалифицирован без трещин
Применение: кровельная панель со стоячим фальцем с низким просветом
Упаковка: Стандартная морская транспортная упаковка
PVDF может обеспечить устойчивость к царапинам и истиранию, а предварительная обработка сплава обеспечивает превосходную устойчивость к коррозии.
 Идеальный цвет и стабильность блеска гарантирует УФ-фильтр, содержащийся в верхнем покрытии.
Идеальный цвет и стабильность блеска гарантирует УФ-фильтр, содержащийся в верхнем покрытии.
доступны в широком диапазоне стандартных цветов и в цветах RAL. Наша цветовая гамма обширна. Мы можем предоставить сплошной цвет, металлический цвет, отделку из дерева/мрамора/кирпича/камуфляжной зернистости с подбором цвета в соответствии с вашим дизайном.
Логотип защитной полиэтиленовой пленки может быть разработан и изготовлен заказчиком.Пакет также.
Свяжитесь с нами для бесплатных образцов!
швов — Перевод на французский — примеры русский
Предложения: шов сварные швыЭти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
В трикотажную конструкцию без швов внесена лишняя кривизна.
Гибкие и эластичные швы обеспечивают свободу движений и предотвращают износ.
Coutures Супы и эластики, обеспечивающие свободу движения и ростовщичество Prevent.Линии разрыва, примыкающие к швам , проходят в материале по ширине.
Des lignes de déchirure, смежные с aux soudures s’étendent dans le sens de la largeur du materiau.Вертикальные швы остаются при этом частично незаполненными.
Les coutures вертикали оставшиеся плюс не частичные реплики. Внешние швы для максимальной чувствительности и внутренние противоскользящие силиконовые очки.
Strong швы 2 стороны 1/2 защита плавников.
Couture fortes 2 côtés protection d’ailerons de 1/2 ».Все основные швы проклеены на заводе.
Toutes les coutures maines sont étanchées en usine.Шов «елочка» обводит кокетку и другие швы .
Des point de chausson mettent en évidence l’empiècement et d’autres couture .Часто под швы подкладывают полосы, вырезанные из листов гипсокартона.
Souvent sous les couture podklady-vajut les lignes coupées des feuilles gipso-de carton.
Мелкие детали, такие как предварительно сформированные локти и плоские швы .
De petits détails comme les coudes préformés или les couture flat-lock.Два кармана посередине штанин шв .
Deux poches dans les coutures milieu de jambe.Ряд стеновых блоков укладывают, соблюдая перевязку швов .
Des séries stenovyh des blocs mettent, en respectant le pansement des couture .Особенно хорош для стабилизации плечевых швов .
В качестве стабилизатора используется специальный стабилизатор couture d’épaule. Заполнение швов раствором определяют по намоканию бумаги.
Натяжные потолочные конструкции бывают бесшовными и имеют швов .
Structures de plafond tendu sont sans faille et avec couture .Запатентованный процесс производит швов высочайшего качества.
Le procédé breveté produit des couture de la plus haute qualité.Плечевые швы обтачки обметать оверлоком.
Surfiler les coutures des épaules des parementures au point de surjet.Швы и кромки уличных спортивных покрытий являются основными проблемными местами.
Les couture et les bords du revêtement представляют les talons d’Achille des Terrains de sport extérieurs.
Мы можем сделать всю задачу без промежуточных измерений в лаборатории с небольшими невидимыми внутри швами .
Nous pouvons faire tout le problème sans mesures intermediaires dans le Laboratoire avec des petites couture intérieures invisibles.Швы мокасин были прошиты вручную жильной нитью, изготовленной из тонко расщепленных и высушенных сухожилий животных.
Les couture des moccasins sont faites à la main avec du fil de tendon creé depuis des сухожилия d’animaux séchés et fendus très деликатность.видов сварных швов и соединений
Однослойный однопроходный шов , выполняемый за один проход. При сварке металла большой толщины шов выполняют слоями, каждый из которых наносят в один проход ( многослойный ) или в несколько проходов ( многослойный многопроходный ).
Сварку в один проход предпочтительнее при ширине шва не более 14-16 мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого «проходного» слоя нежелательна. Первый слой успевает остыть, и в нем появляются трещины
МНОГОСЛОЙНЫЙ
чаще для стыковых соединений
I — VI — последовательность нанесения слоев
МНОГОСЛОЙНАЯ МНОГОПРОХОДНАЯ ДВУСТОРОННЯЯ
чаще — для уголка и тройника
I — III — последовательность нанесения слоев; 1 — 8 — последовательность швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двухслойный
- городская партия
- каскад
- поперечный
- блоков
- слайд
При двухслойном способе второй слой наносят вдоль неостывшего первого после удаления сварочного шлака в обратном направлении на длине 200-400 мм
ФАСОВКА НА МЕТАЛЛЕ ТОЛЩИНОЙ БОЛЕЕ 15 ММ
КАСКАДНЫМ СПОСОБОМ шов разделен на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладку первого слоя на соседнем участке. Затем каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя
После сварки первого слоя первого участка, не останавливаясь, продолжают укладку первого слоя на соседнем участке. Затем каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя
ГОРКА СВАРКА — Разновидность каскадного метода. Выполняется двумя сварщиками одновременно от середины к краям
Оба способа — обратная сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей
УЗЕЛ СВАРОЧНЫЙ шов заполняется отдельными приемами по всей высоте шовного участка.Применяется при соединении деталей из закаленных при сварке сталей
При сварке образуются самые надежные соединения. Сварные швы могут соединять различные материалы. Кроме металла можно варить стекло, пластик, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения кромок деталей, которые необходимо сварить.
По способу выполнения швы бывают:
- односторонний;
- двусторонний;
- однослойный;
- многослойный.
Подробнее о классификации сварных соединений в . По расположению в пространстве и длине различают следующие виды сварки:
- В нижнем положении. Когда шов находится под углом 0° к поверхности земли;
- По горизонтали. Сварку ведут горизонтально, а деталь располагают под углом от 0 до 60°;
- Вертикальный. Сварка ведется вертикально, а конструкция располагается в плоскости от 60 до 120°;
- В потолке.Шов располагается над сварщиком, а работа ведется под углом 120-180°;
- В «лодке». Сварка производится «в угол», а деталь располагается под углом.
Сварочные работы в нижнем положении даже для новичков не представляют сложности. Рассказали, как они проводятся. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? При сварке вертикальных стыков металл подготавливают с учетом типа соединения и толщины элементов.Затем их фиксируют в нужном положении, и прихватывают мелкими поперечными стежками, не позволяющими деталям двигаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривают двумя способами: снизу вверх и в обратном направлении. При работе снизу вверх легче получить качественный вертикальный шов, так как сварочная ванна поднимается по дуге и предотвращает ее опускание.
Сварка вертикальным швом снизу вверх без разрыва дуги предполагает перемещение электрода в одном направлении без смещения по горизонтали.Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварка:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: серповидность, «елочка» или зигзаг;
- Удержание сварочной ванны осуществляется давлением дуги, которое регулируется наклоном электрода.
Перемещения электродов должны осуществляться достаточно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает подтекать с одного края, переместитесь к другому с одновременным движением вверх.
Если сварочная ванна начинает подтекать с одного края, переместитесь к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, что может привести к ожогу.
Сварка углового вертикального шва имеет свои особенности. Сначала оплавляется полка, затем плавятся медленные манипуляции с металлом.Готовый шов формируется при прохождении «лесенки». Те. приподняли электрод вверх вправо, капля расплавленного металла застывает между гранями, затем двигаем кончик электрода по краю шва влево и вверх, тем самым формируя «твердые» надежные соединения.
При сварке с отрывом дуги движения осуществляют из стороны в сторону мелкими поперечными стежками или петлями.
Дуговая сварка
Сила тока сильно влияет на форму соединения.Ток, чаще всего, на 5-10А меньше рекомендуемых значений для определенного типа электродов и толщины материала. Хотя это не всегда верно. Поэтому лучше всего определить его экспериментально и взять средние значения.
Сварка горизонтальных стыков
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае тоже будет стремиться вниз, сливаться в нижний край. Электрод наклоняется на большой угол, который зависит от параметров тока.Ванна должна оставаться на месте.
При сварке толстого металла имеется подрезка только верхней кромки, а нижняя удерживает расплавленный металл в сварочной ванне.
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит по нижней кромке, затем передается на верхнюю;
- путь электрода осуществляется по спирали.
Движение электрода по спирали
При стекании металла необходимо увеличить скорость движения и уменьшить нагрев металла. Вы можете выполнить разрыв дуги. В эти промежутки металл немного остывает и его стекание прекращается. Такой же эффект дает снижение силы тока. Просто используйте эти методы поэтапно.
Такой же эффект дает снижение силы тока. Просто используйте эти методы поэтапно.
Совет! Если варка горизонталей для вас в новинку, не шлифуйте много металла, постарайтесь сделать качественно тонкий шов.Затем при необходимости сделать проход над первым.
Горизонтальные угловые швы в соединениях внахлестку свариваются достаточно легко, техника повторяет сварку в нижнем положении.
Сварка потолка
Как варить потолочный шов электросваркой? Такие ситуации могут сбить с толку неопытных новичков.
Сварщик в этом случае находится в неудобном положении, и капли раскаленного металла с потолка будут срываться. Электрод при этом виде работ располагается перпендикулярно поверхности.Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов выполняется по тому же принципу – металл должен как можно быстрее затвердевать. Для этого вида работ используются электроды со специальным огнеупорным покрытием.
Для этого вида работ используются электроды со специальным огнеупорным покрытием.
Вместе с круговыми движениями электроды также вертикальны.При удалении от ванны дуга гасится. Энергия перестает течь. Металл охлаждается и кристаллизуется, сварочная ванна уменьшается. Таким образом, плавка осуществляется по короткому замыканию.
Потолочная сварка применяется в экстренных случаях, когда нет возможности более удобно расположить свариваемые детали. Металл нагревается снизу, а пузырьки, поднимающиеся из сварочной ванны, находятся в корне шва и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности.Процесс сварки, заключающийся в накладном соединении одного с другим, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
При соединении деталей встык и под углом торец срезается на одном элементе.
Т-образное соединение
Для получения идеального шва одна плоскость должна быть горизонтальной, вторая вертикально. Сварка углового соединения обязательна под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, то дополнительная обработка не требуется.Если его толщина от 12 до 25 мм, необходимо делать заготовку V-образной формы.
Сварка углового соединения обязательна под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, то дополнительная обработка не требуется.Если его толщина от 12 до 25 мм, необходимо делать заготовку V-образной формы.
От 25-40 мм выполняется односторонняя обрезка П-образных скосов.
Свыше 40 мм — двусторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезан ровно, а ширина шва не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Его зажигают перед началом процесса сварки.Повторно проводится в перерыве.
При использовании электродов с толстым покрытием образуются большие участки расплавленного металла. Из-за стекания металла вниз сделать правильную поверхность шва уголка не представляется возможным.
Свариваемые поверхности должны располагаться так, чтобы наклон составлял 45°, а сварку производить лодочкой.
Соединения внахлестку
Свариваемые листы, укладываемые один на другой на расстоянии 3-5 толщин этих листов, провариваются по периметру, также по кромке угла, образующегося при обшивке. Окантовка не требуется. Но стоимость материала увеличивается, а соединение тяжелеет. Несмотря на это, такой вариант используется достаточно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных частей арматуры. Это комбинированный вид.
Электродугой сваривается вертикальный шов, расположенный сбоку трубы. По окружности накладывается горизонтальный шов. Также выполняется сварка потолочного шва и дна, которые расположены соответственно.
Трубы стальные чаще всего сваривают встык. Во избежание провисания внутри труб электрод наклоняют не более чем на 45° к горизонту, шов 3 мм по высоте и 8 по ширине.
Перед выполнением кольцевой сварки необходимо подготовить поверхность:
- Деталь тщательно очищена;
- Деформированные концы обрезаются и выпрямляются;
- На расстоянии 10 мм от края края зачищают до блеска.
При сварке стыки непрерывно обрабатываются, а угловые соединения провариваются в несколько слоев.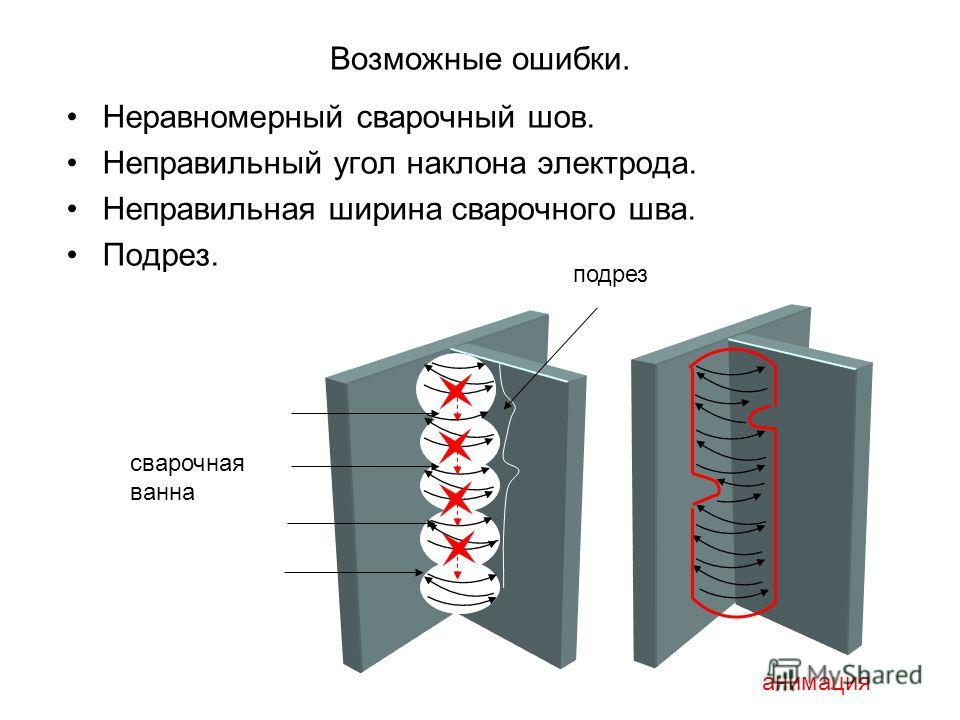 Каждый состав очищается от шлака перед нанесением следующего. При нанесении первого — полностью оплавляются все края. При обнаружении трещин их вырезают и фрагмент снова проваривают.
Каждый состав очищается от шлака перед нанесением следующего. При нанесении первого — полностью оплавляются все края. При обнаружении трещин их вырезают и фрагмент снова проваривают.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало следующего слоя смещают на 15-30 мм.
Завершающий слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка встык выполняется разными способами:
- В космосе;
- На съемной накладке из меди;
- С предварительным швом.
При сварке швов в пространстве очень трудно заварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая благодаря своей высокой теплопроводности и техническим характеристикам предотвращает расплавление футеровки в момент контакта с расплавленным металлом. По окончании работы легко снимается.
Недостатком таких составов является высокая вероятность непровара. Чтобы избежать этого дефекта, перед сваркой обратной стороны в металле вырезают канавку глубиной 2-3 мм. После этого он покрывается сварочным валиком, затем стык укрепляется снаружи.
После этого он покрывается сварочным валиком, затем стык укрепляется снаружи.
Сварные многослойные швы
Каждый слой очищается от токсинов перед нанесением нового и остывает. Поэтому сварка многослойных соединений отличается от других видов. Для первого слоя используют электроды диаметром 3-4 мм, для остальных 5-6 мм. Завершающий слой выпуклый, а также проводит термообработку предыдущих слоев.
Сварной шов является важной составляющей многослойного соединения.Выполняется после обрезки и, возможно, частичного удаления первого стежка, в том месте, где высока вероятность скопления дефектов. От того, насколько качественно будет выполнен сварной шов, зависит надежность всего соединения.
Заключение
Подытожим, чтобы научиться правильно варить сваркой, нужно начать с самого простого:
- отработать необходимый наклон электродов, совершая при этом собирательные движения к соединению деталей.
- научитесь выбивать шлак из стыков, что с каждым разом будет получаться все лучше и лучше.

Как варить вертикальный шов электросваркой? Очень важно учитывать все рекомендации. Вертикальный шов немного сложнее горизонтального. Сначала он захватывается в нескольких местах, а затем постепенно заполняется снизу вверх. Таким образом, весь зазор заполняется жидким металлом.
Оттачивайте навыки, покупайте сварочный аппарат, электроды, начинайте учиться делать красивые швы.
Сварочный шов – линия расплавленного металла на кромках двух сопрягаемых конструкций, возникающая в результате воздействия на сталь электрической дуги. Вид и конфигурация сварных швов подбирается индивидуально для каждого случая, его выбор зависит от таких факторов, как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов получается и при сварке полипропиленовых труб паяльником.
В данной статье рассмотрены виды сварных швов и технология их выполнения.Мы изучим вертикальные, горизонтальные и потолочные швы, а также научимся их зачищать и проверять на наличие дефектов.
1 Классификация сварных швов
Классификация швов на разновидности осуществляется по многим факторам, основным из которых является вид соединения. По этому параметру швы делятся на:
- стыковое соединение;
- шов внахлестку;
- Тройник.
Рассмотрим каждый из представленных вариантов более подробно.
1.1 Соединение встык
Этот способ соединения используется для сварки торцевых частей труб, квадратных профилей и листового металла. Соединяемые детали располагают так, чтобы между их краями оставался зазор 1,5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов закладывают только с одной стороны, в листах 4-12 мм он может быть как двойным, так и одинарным, при толщине 12 мм и более, только двойной.
При толщине стенки деталей 4-12 мм необходима механическая зачистка кромок и заделка кромок одним из следующих способов.Соединение особо толстого металла (от 12 мм) рекомендуется выполнять с помощью Х-образной зачистки, другие варианты невыгодны из-за необходимости большого количества металла для заполнения шва, что увеличивает расход электродов .
Однако в некоторых случаях сварщик может решить варить толстый металл одним швом, что требует заполнения его в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов показана на рисунке.
1.2
Соединение внахлест используется исключительно для сварки листового металла толщиной 4-8 мм, при этом лист проваривается с двух сторон, что исключает возможность попадания влаги между листами и их последующую коррозию.
Технология такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в пределах 15-40 градусов. В случае отклонения от нормы металл, заполняющий шов, будет смещен от линии стыка, что значительно снизит прочность соединения.
1.3 Тройник
Тройник выполнен в виде буквы «Т», может быть выполнен как с двух, так и с одной стороны. Количество швов и необходимость подрезки торца детали зависит от ее толщины:
- до 4 мм — односторонний шов без подрезки торцов;
- 4-8 мм — двойной, без нарезки;
- 4-12 мм — одинарный с односторонней нарезкой;
- более 12 мм — двухсторонняя, двусторонняя резка.
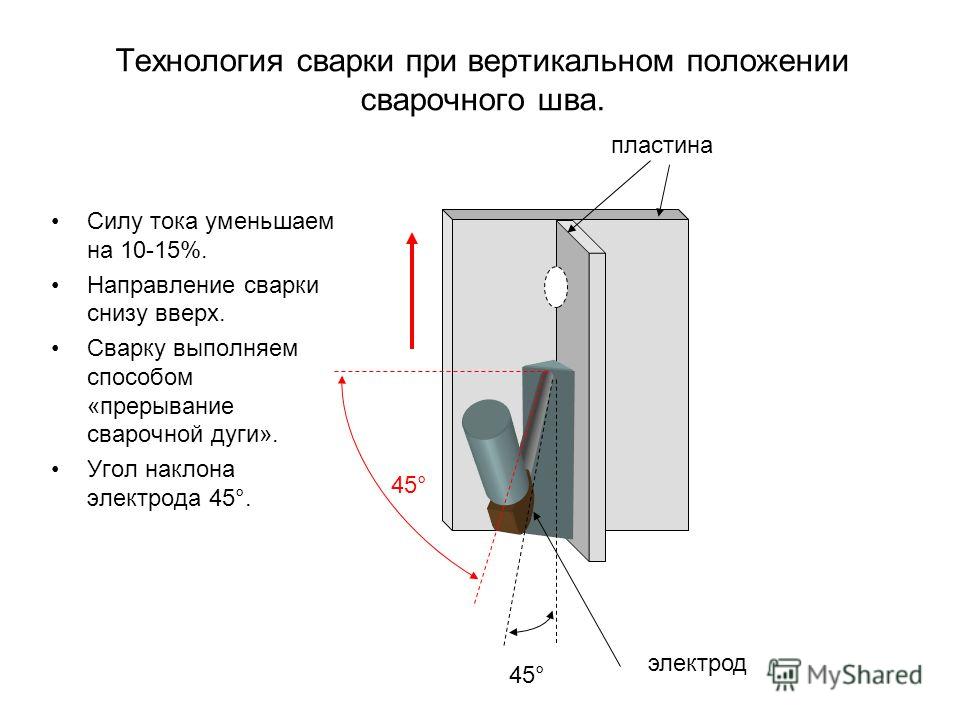
Одной из разновидностей таврового соединения является угловое соединение, используемое для соединения двух листов металла перпендикулярно или наклонно друг к другу.
2 Виды швов по пространственному положению
Кроме классификации по типу соединения, швы подразделяются на разновидности в зависимости от положения в пространстве, в соответствии с которыми они бывают:
- вертикальные
- горизонтальные
- потолочные.
Проблема с вертикальными соединениями заключается в соскальзывании расплавленного металла вниз под действием силы тяжести. Здесь необходимо подать короткую дугу — держать конец электрода как можно ближе к металлу.Сварка вертикальных стыков требует выполнения предварительных работ – зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали закрепляют в необходимом положении и производят черновое соединение поперечными «захватами», препятствующими смещению заготовок.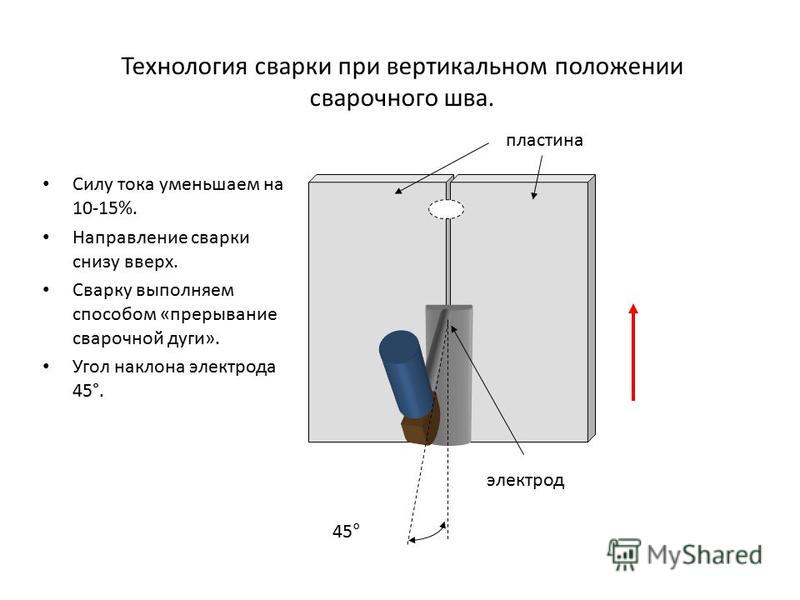
Сварка вертикального шва может выполняться как сверху вниз, так и снизу вверх; с точки зрения удобства использования последний вариант предпочтительнее. Электрод необходимо держать перпендикулярно соединяемым деталям, допустимо упирать его в края свариваемого кратера.Движение электрода выбирают исходя из необходимой толщины шва, наиболее прочное соединение достигается при боковом смещении электрода из стороны в сторону и при петлеобразных колебаниях.
На вертикальных плоскостях швы горизонтального типа выводятся слева направо или справа налево. Сварка горизонтальных швов осложняется сливом ванны вниз, что требует выдерживания значительного угла наклона электрода — от 80 до 90 0 .Для предотвращения наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, используя узкие ролики.
Скорость электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего конца предыдущего ролика. Особое внимание следует уделить верхнему краю, наиболее склонному к образованию различных дефектов. Перед приваркой последнего ролика необходимо очистить образовавшийся шов от шлака и нагара.
Особое внимание следует уделить верхнему краю, наиболее склонному к образованию различных дефектов. Перед приваркой последнего ролика необходимо очистить образовавшийся шов от шлака и нагара.
Наиболее сложными в исполнении являются потолочные швы. Так как в таком пространственном положении ванна расплава удерживается исключительно за счет поверхностного натяжения металла, то и сам шов необходимо делать как можно более узким. Стандартная ширина валика не более чем в два раза превышает ширину используемых электродов, при этом в работе должны использоваться электроды диаметром до 4 мм.
При закладке шва электрод необходимо держать под углом от 90 до 130 0 к соединяемым плоскостям. Валик формируется колебательными движениями электрода от края к краю, при этом в крайнем боковом положении электрод задерживается, что позволяет избежать подрезов.Обратите внимание, что сварщики без опыта выполнения потолочных швов не рекомендуются.
2.1 Технология сварки потолочных швов (видео)
2.
 2 Зачистка и осмотр дефектов
2 Зачистка и осмотр дефектовПосле формирования шва на поверхности соединяемых деталей остается шлак, капли расплавленной стали и окалина, при этом сам шов может иметь выпуклой формы и выступают над металлической плоскостью. Устранить эти недостатки позволяет зачистка, которая проводится поэтапно.
Первоначально с помощью молотка и зубила необходимо удалить окалину и шлак, затем с помощью болгарки, оснащенной абразивным диском, или шлифовального станка выравнивают соединяемые плоскости.Зернистость абразивного круга подбирается исходя из требуемой гладкости поверхности.
Дефекты сварки, с которыми часто сталкиваются неопытные специалисты, как правило, являются следствием неравномерного движения электрода или неправильно подобранной силы и величины тока. Какие-то дефекты критичны, какие-то можно исправить – в любом случае контроль шва на их наличие обязателен.
Рассмотрим, что такое дефекты и как их проверяют:
Дефекты могут также образовываться в виде трещин, возникающих на стадии остывания металла. Трещины бывают двух конфигураций – направленные поперек или вдоль шва. В зависимости от времени образования трещины классифицируют на горячие и холодные, последние появляются после затвердевания соединения из-за чрезмерных нагрузок, которые не может выдержать тот или иной вид сварного шва.
Трещины бывают двух конфигураций – направленные поперек или вдоль шва. В зависимости от времени образования трещины классифицируют на горячие и холодные, последние появляются после затвердевания соединения из-за чрезмерных нагрузок, которые не может выдержать тот или иной вид сварного шва.
Холодные трещины являются критическим дефектом, который может привести к полному разрушению соединения. В случае их образования необходимо повторно заварить поврежденные участки, если их слишком много, шов необходимо срезать и сделать заново.
Многослойная сварка обеспечивает сварному шву и прилегающей зоне основного металла необходимые механические свойства. Это связано, как уже отмечалось, с тепловым воздействием наложенного валика на ранее наложенный металлический слой.
Многослойная сварка за счет многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет структуру и строение околошовной зоны. При сварке на длинных участках после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску.
Многослойная сварка выполняется на коротких участках, стыки роликов в разных слоях не должны совпадать. При нанесении каждого последующего слоя поверхность предыдущего тщательно очищается металлической щеткой до блеска.
Многослойная сварка обеспечивает хорошее проплавление корня шва и значительно увеличивает плотность сварного соединения.
Многослойная сварка на коротких участках может выполняться участками, каскадным способом или методом горок.
Многослойная сварка также способствует получению менее хрупкой структуры сварного шва.
Многослойная сварка за счет многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и строение околошовной зоны. При сварке на длинных участках после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску. При сварке на коротких участках шов и околошовная зона длительное время находятся в нагретом состоянии. Помимо структурных изменений, это также увеличивает протяженность зоны термического влияния.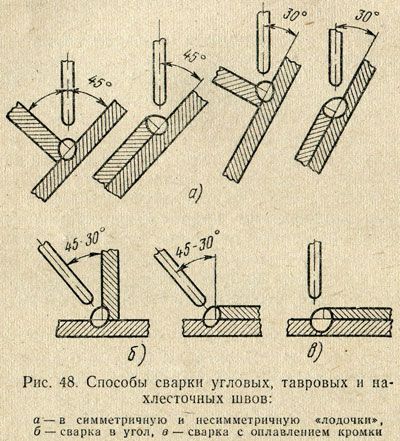
Форма сварочной ванны в зависимости от ее нагрева.- холодный, б-перегретый, б-нормальный. Многослойная сварка чугуна применяется редко и только в тех случаях, когда невозможно поддерживать всю ванну в жидком состоянии.
Двусторонний шов. Многослойная сварка применяется при сварке толстых листов, когда мощности сварочного аппарата недостаточно для заполнения шва за один проход. Иногда применяют многослойную сварку, исходя из технологических соображений. При многослойной сварке необходимо делать разделку кромок.
Многослойная сварка выполняется каскадным методом.При сварке трубопроводов с толщиной стенки более 6 мм и содержанием углерода в металле более 0,18 % следует применять предварительный подогрев, обеспечивающий при сварке температуру металла шва в околошовной зоне не ниже 200 С. Соединение должно быть сварено без перегрева. В случае перегрева необходимо обеспечить медленное охлаждение и подогрев перед возобновлением сварки до 200 С. Металл сварочной ванны необходимо поддерживать в плотном состоянии во избежание выгорания хрома и молибдена. Рекомендуется предварительный подогрев до 250 — 300 С. Применяется одно- и многослойная сварка с наименьшим количеством разрывов. После сварки пламя горелки медленно отводится вверх, что способствует более полному выходу газов из расплавленного металла. Хромомолибденовые и молибденовые стали подвергают термической обработке.
Рекомендуется предварительный подогрев до 250 — 300 С. Применяется одно- и многослойная сварка с наименьшим количеством разрывов. После сварки пламя горелки медленно отводится вверх, что способствует более полному выходу газов из расплавленного металла. Хромомолибденовые и молибденовые стали подвергают термической обработке.
Двусторонний шов. Многослойная сварка применяется при сварке толстых листов, когда мощности сварочного аппарата недостаточно для заполнения шва за один проход. При многослойной сварке необходимо делать разделку кромок.
Многослойная сварка выполняется путем укладки трех и более электродов в паз или угол при расположении в лодочке. Ток на электроды подается от нескольких источников. Для стабильности процесса на электроды накладывают стальную пластину, футерованную слоем листовой меди (рис. IX.9, в), под которую укладывают слой бумаги для предохранения пластины от прогорания. При сварке одиночными электродами со стандартным покрытием также необходимо использовать указанные накладки.
Многослойная сварка выполняется на коротких участках, стыки роликов в разных слоях не должны совпадать. При нанесении каждого последующего слоя поверхность предыдущего тщательно очищается металлической щеткой до блеска.
Схемы сварки косой (а. Многослойная сварка выполняется укладкой электродов в паз или угол при расположении в лодочке. Ток на электроды подается от нескольких источников.
Отжиг роликовый. Многослойная сварка элементов толщиной 6 — 15 мм при средней и большой длине швов выполняется обратным шагом, от середины к концам шва.При многослойной сварке каждый предыдущий слой шва отжигается как бы при сварке следующего слоя.
Многослойная сварка элементов толщиной 6 — 15 мм со средней и большой протяженностью швов выполняется обратным ступенчатым способом, от середины к концам шва.
Рекомендуется выполнять ручную многослойную дуговую сварку конструкций из стали 16Г2АФ толщиной более 16 мм так называемым мягким слоем. При двусторонней сварке стыковых соединений первый шов следует укладывать на стороне, противоположной прихваткам, в этом случае при обязательной разделке корня шва прихватки удаляют.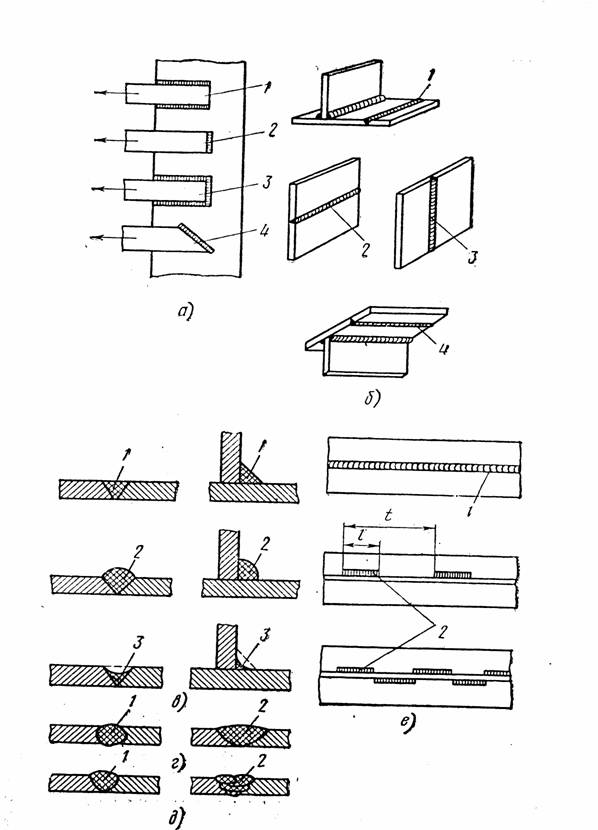
Многослойной сваркой часто сваривают конструкции из легированных сталей, в которых влияние термического цикла может повлечь за собой значительные изменения свойств металла. Для таких конструкций наибольший интерес представляет определение теплового цикла и его регулирование.
Многослойная сварка обеспечивает повышенную прочность металла шва и всего сварного соединения по сравнению с однослойной: получение меньшей доли перегретого металла в околошовной зоне сварного соединения, нормализация (отжиг) нижележащих слоев достигается при последующей наплавке.Толщина слоя подбирается такой, чтобы металл предыдущего слоя приобретал мелкозернистую структуру. Для сварки незакаленной стали толщина слоя многослойного шва составляет 3 — 8 мм в зависимости от толщины и габаритов изделия. Металл верхнего слоя шва рекомендуется отжигать газовым пламенем без присадочного металла.
Схемы сварки сквозным роликом с толщиной металла, мм. | Сварка в лотках. Однако многослойная сварка менее производительна и требует большего расхода газа, чем однослойная. Поэтому его применяют только при сварке ответственных изделий. Сварка ведется короткими участками. При наложении слоев необходимо следить за тем, чтобы стыки швов в разных слоях не совпадали. Перед нанесением нового слоя необходимо проволочной щеткой очистить поверхность предыдущего слоя от окалины и шлака.
Поэтому его применяют только при сварке ответственных изделий. Сварка ведется короткими участками. При наложении слоев необходимо следить за тем, чтобы стыки швов в разных слоях не совпадали. Перед нанесением нового слоя необходимо проволочной щеткой очистить поверхность предыдущего слоя от окалины и шлака.
Определение доли металла при формировании шва. При многослойной сварке, когда последующий валик (рис. 66, б) накладывается в разделке на основной металл (Ф0 М) и предыдущий валик (Р 1 — г), их доля в металлообразовании n-го валика должна также принимать во внимание.
Типы подключений.
К многослойной сварке на коротких участках прибегают в тех случаях, когда стремятся продлить пребывание металла выше определенной температуры и предотвратить его быстрое охлаждение ниже этой температуры. Термические эффекты сваренных коротких слоев складываются и замедляют скорость охлаждения отдельного слоя.
При многослойной сварке каждый слой необходимо очищать от шлака и брызг металла перед нанесением последующего. Дуга должна загореться на металле сварного шва.Кратер должен быть расплавлен при коротких замыканиях электрода. Доведение кратера до основного металла не допускается. После сварки необходимо удалить заусенцы, металлические отложения, брызги и шлак. Шлак удаляют после остывания шва.
Дуга должна загореться на металле сварного шва.Кратер должен быть расплавлен при коротких замыканиях электрода. Доведение кратера до основного металла не допускается. После сварки необходимо удалить заусенцы, металлические отложения, брызги и шлак. Шлак удаляют после остывания шва.
Зависимость работы зарождения (а и работы распространения трещины (б) в зоне термического влияния однослойного сварного соединения от. При многослойной сварке, особенно автоматической под флюсом, за счет приложения температурных полей, каждый слой создает опасность перегрева металла.
При многослойной сварке необходимо организовать работу таким образом, чтобы при нанесении первого слоя сварщик переходил к следующей заготовке или участку шва, а помощник удалял шлак с первого слоя. После нанесения первого слоя на второе изделие или участок шва сварщик наносит второй слой на первое изделие или участок шва, а помощник зачищает шов на втором изделии.
При многослойной сварке необходимо организовать работу так, чтобы после нанесения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный очищал первый слой от шлака.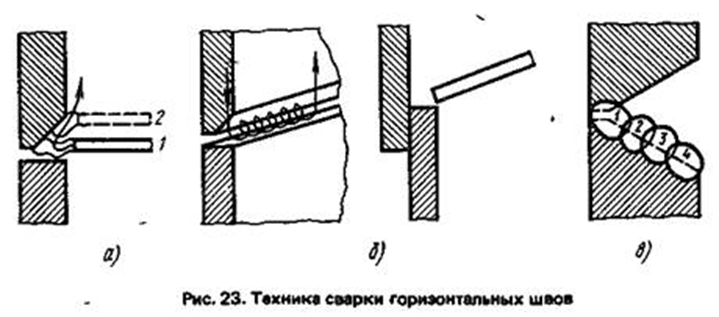 После нанесения первого слоя на второе изделие или участок шва сварщик наносит второй слой на первое изделие или участок шва, а помощник зачищает шов на втором изделии.
После нанесения первого слоя на второе изделие или участок шва сварщик наносит второй слой на первое изделие или участок шва, а помощник зачищает шов на втором изделии.
При многослойной сварке отдельные ролики должны быть как можно более однородными. Это условие диктуется необходимостью снижения упрочнения свариваемой стали в околошовной зоне шва. Зона отпуска от применения последующих валков частично проходит через зону закалки предыдущих валков и освобождает ее.В результате этого вся зона термического влияния может быть равномерно освобождена.
При многослойной сварке необходимо организовать работу таким образом, чтобы после нанесения первого слоя сварщик переходил к следующей заготовке или участку шва, а помощник снимал первый слой шлака. После нанесения первого слоя на второе изделие или участок шва сварщик наносит второй слой на первое изделие или участок шва, а помощник зачищает шов на втором изделии.
При многослойной сварке отдельные ролики должны быть как можно более однородными.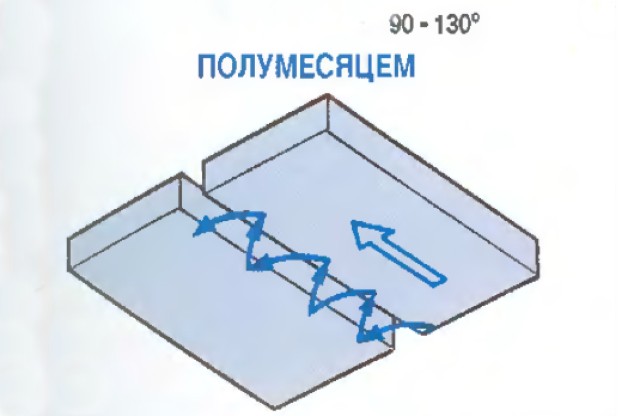 Это условие диктуется необходимостью снижения упрочнения свариваемой стали в околошовной зоне шва. Зона отпуска от применения последующих валков частично проходит через зону закалки предыдущих валков и освобождает ее. В результате этого вся зона термического влияния может быть равномерно освобождена.
Это условие диктуется необходимостью снижения упрочнения свариваемой стали в околошовной зоне шва. Зона отпуска от применения последующих валков частично проходит через зону закалки предыдущих валков и освобождает ее. В результате этого вся зона термического влияния может быть равномерно освобождена.
При многослойной сварке необходимо организовать работу таким образом, чтобы после нанесения первого слоя сварщик переходил к следующей заготовке или участку шва, а помощник снимал первый слой шлака.После нанесения первого слоя на второе изделие или участок шва сварщик наносит второй слой на первое изделие или участок шва, а помощник зачищает шов на втором изделии.
При многослойной сварке необходимо тщательно очищать каждый валик от окисной пленки, характеризующейся появлением обесцвечивания. Сварку продольных швов следует начинать и заканчивать на технологических выходных планках из того же металла, что и свариваемые изделия. После окончания сварки подается инертный газ (до полного остывания нагретых участков. Техника сварки импульсной и непрерывной дугой одинакова.
При многослойной сварке после выполнения корневого шва все последующие слои проковываются.
При многослойной сварке после нанесения каждого слоя необходимо произвести зачистку швов и сварных кромок от шлака и устранение выявленных дефектов.
Схематическое изображение работы сварщика различных. При многослойной сварке каждый слой тщательно очищается. Количество слоев определяется исходя из диаметра электрода.
При многослойной сварке каждый слой должен быть тщательно очищен от шлака и металлических брызг; при наличии в слое пор, раковин и трещин их необходимо вырубить.
При многослойной сварке после нанесения каждого слоя необходимо очистить швы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
При многослойной сварке слои проплавляются попеременно с обеих сторон или, при невозможности поворота изделия, сварку ведут в вертикальном положении одновременно с двух сторон.
При многослойной сварке каждый предыдущий шов должен быть очищен от шлака и брызг перед наложением последующего шовного слоя.
При многослойной сварке каждый последующий слой ведут в направлении, противоположном предыдущему, замыкающие участки каждого слоя отстоят друг от друга. Это улучшает качество сварки.
При многослойной сварке каждый слой сваривается только после остывания предыдущего. В качестве источников тока для дуговой сварки применяют сварочные преобразователи, трансформаторы и выпрямители.
При многослойной сварке каждый слой тщательно очищается. Количество слоев определяется исходя из диаметра электрода.
В процессе выполнения сварочных работ получают различные, способные соединять не только металлы, но и другие разнородные материалы. Элементы, состыкованные в единое целое, представляют собой соединение, которое можно разграничить на несколько секций.
Зоны сварки
Соединение, полученное в процессе сварки, делится на следующие зоны:
- Место сплавления — граница между основным металлом и металлом полученного шва.В этой зоне находятся зерна, отличающиеся по структуре от состояния основного металла. Это связано с частичным расплавлением в процессе сварки.
- Зона термического влияния – это зона основного металла, которая не расплавилась, хотя ее структура была изменена при нагреве металла.
- Сварочный шов — участок, образовавшийся при кристаллизации при охлаждении металла.
 Это связано с частичным расплавлением в процессе сварки.
Это связано с частичным расплавлением в процессе сварки.Виды сварных соединений
В зависимости от расположения соединяемых изделий друг относительно друга соединения подразделяются на следующие виды:
- Стыковая стыковка элементов конструкции осуществляется в одной плоскости торцами к друг с другом.В зависимости от различной толщины соединяемых деталей торцы могут быть смещены относительно друг друга по вертикали.
- Косынка. В этом случае совмещение концов производится под углом. Процесс сварки осуществляется на примыкающих кромках деталей.
- Соединение внахлестку. Детали под сварку располагают параллельно с частичным нахлестом.
- Концевое соединение. Свариваемые элементы выравниваются параллельно друг другу и стыкуются на концах.
- Тройник.При этом торец одной детали прилегает к стороне другой под углом.

Сварные соединения также характеризуют типы сварных швов, которые можно квалифицировать по некоторым критериям.
Скорость сварки
Существует несколько параметров, которыми можно охарактеризовать все полученные сварные швы:
- ширина — размер между границами шва, которые проведены видимыми линиями сплавления;
- корнем шва является его изнаночная сторона, расположенная на максимальном расстоянии от лицевой части;
- выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – данный показатель актуален, если она возникает в сварном шве, т.к., по сути, является дефектом; этот параметр определяют в том месте, где шов имеет наибольший прогиб – от него до плоскости основного металла измеряют вогнутость;
- ножка приварная — имеет место только в угловых и тавровых соединениях; Этот показатель измеряется наименьшим расстоянием от боковой поверхности одной свариваемой детали до граничной линии шва на поверхности второй.
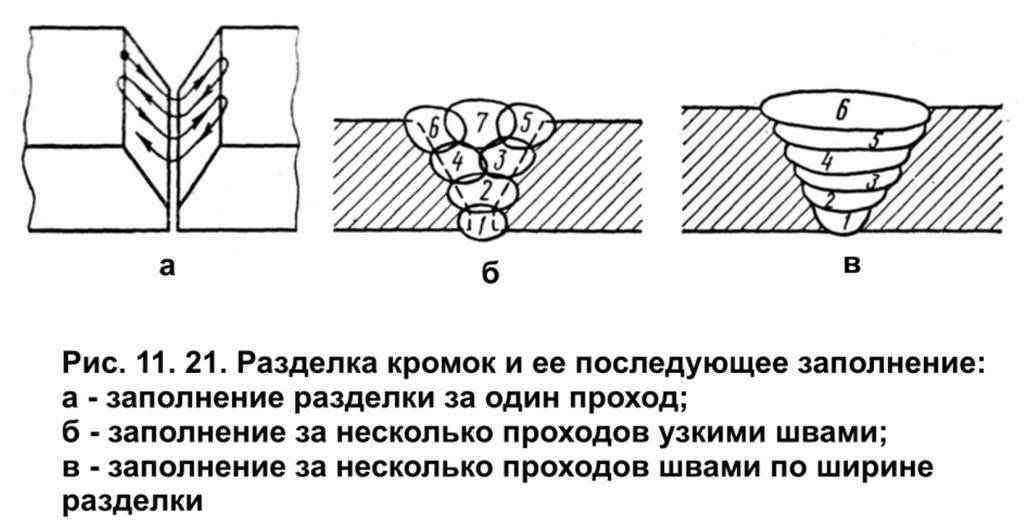
Виды швов по способу выполнения
Виды швов по пространственному положению и длине
Различают такие положения сварки:
- нижнее, когда сварной шов находится в нижней горизонтальной плоскости, то есть под углом 0º относительно земли;
- горизонтальный, направление сварки горизонтальное, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, а сварка ведется в вертикальном направлении;
- потолочный, когда работы ведутся под углом 120-180º, то есть швы располагаются над мастером;
- «в лодочку», это положение касается только угловых или тавровых соединений, деталь устанавливается под углом, а сварка ведется «в угол».
Разбивка по длине:
- непрерывные, поэтому почти все швы выполняются, но есть исключения;
- прерывистые швы; они встречаются только в угловых соединениях; двусторонние швы этого типа могут выполняться как в шахматном порядке, так и в цепочном порядке.

Обрезка кромок
Эта конструктивная особенность применяется, когда толщина металла, используемого для сварки, превышает 7 мм. Кромка – это снятие металла с кромок определенной формы.Этот процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, резка необходима для того, чтобы сначала расплавить корневой шов, а затем следующими плавкими валиками, равномерно заполняя полость, проварить металл по всей толщине.
Обрезку кромок можно выполнять при толщине металла не менее 3 мм. Потому что его более низкое значение приведет к выгоранию. Резка характеризуется такими конструктивными параметрами: зазор — R; угол режущих кромок — α; тупость — с.Расположение этих параметров показано на чертеже сварного шва.
Обрезка кромок увеличивает количество расходных материалов. Поэтому они стараются всячески минимизировать это значение. Делится на несколько видов исполнения:
- V-образный;
- Х-образный;
- Y-образный;
- U-образный;
- щель.
Особенности окантовки
При малых толщинах свариваемого материала от 3 до 25 мм обычно используется односторонний V-образный паз.Скос можно выполнять с обоих концов или с одного из них. Металл толщиной 12-60 мм целесообразно сваривать двусторонней Х-образной разделкой. Угол α при резке в форме X, V равен 60º, если скос выполняется только на одной кромке, то значение α будет равно 50º. Для толщины 20-60 мм наиболее экономичным будет расход наплавленного металла при П-образной разделке. Скос также может быть выполнен по одному или с обоих концов. Притупление будет 1-2 мм, а зазор 2 мм.Для металла большой толщины (свыше 60 мм) наиболее эффективным способом будет щелевая резка кромок. Для сварного соединения эта процедура очень важна, она влияет на несколько факторов шва: Стандарты
и ГОСТ
- Ручные швы и соединения по ГОСТ 5264-80 включают виды, конструктивные размеры для сварки, покрытые электродами во всех пространственных позиции. Сюда не входят только стальные трубопроводы.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сварки.
- из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. ГОСТ 14806-80 — Форма, размеры, подготовка кромок под ручную и механизированную сварку алюминия и его сплавов, процесс проводят в защитной среде.
- Под флюсом. ГОСТ 8713-79 — сварку швов и стыков выполняют автоматической или механизированной сваркой на массе, на флюсовой подушке. Он распространяется на металл толщиной от 1,5 до 160 мм.
- Сварка алюминия в среде инертного газа.ГОСТ 27580-88 является стандартным для ручного, полуавтоматического и выполняется неплавящимся электродом в среде инертного газа с присадочным материалом и распространяется на алюминий толщиной от 0,8 до 60 мм.
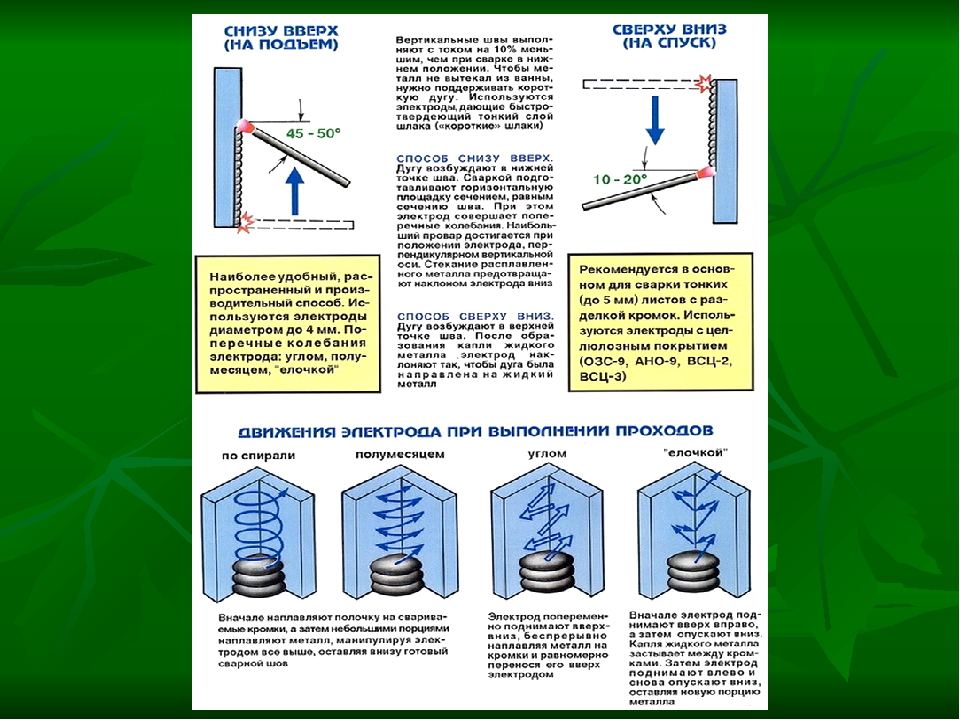
Обозначение сварного шва
Согласно нормативным документам наличие сварных швов показывают на или в общем виде. Сварные швы показаны сплошными линиями, если они видны. А если наоборот — то штриховыми отрезками. Выводы с односторонними стрелками отводятся от этих линий. Условное обозначение сварных швов выполняется на полке от выноски.Надпись делается над полочкой, если шов находится на лицевой стороне. В противном случае обозначение будет под полкой. Сюда включается информация о шве в следующей последовательности:
Сварные швы показаны сплошными линиями, если они видны. А если наоборот — то штриховыми отрезками. Выводы с односторонними стрелками отводятся от этих линий. Условное обозначение сварных швов выполняется на полке от выноски.Надпись делается над полочкой, если шов находится на лицевой стороне. В противном случае обозначение будет под полкой. Сюда включается информация о шве в следующей последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может быть значок:
○ — закрытый шов;
┐ — сварка шва осуществляется при монтаже.
- их конструктивные элементы и соединения ГОСТ.
- Наименование шва по стандарту.
- Метод сварки в соответствии с нормативными стандартами.
- Указана ножка, этот пункт относится только к угловым соединениям.
- Прерывистый шов, если имеется. Здесь указывается шаг и расположение сегментов сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их как отдельный пункт.

Вспомогательное обозначение
Эти знаки наносят также сверху полки, если шов на чертеже виден, и под ним, когда невидим:
- — снятие усиления шва; обработка поверхности
- , которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполнен по открытой линии; этот знак применяется только к видимым на чертеже сварным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все конструкционные швы выполнены по одному ГОСТу, имеют одинаковые кромочные раскройные и конструктивные размеры, в технических требованиях указывают обозначение и стандарт сварки. Дизайн может быть не весь, а большое количество одинаковых швов. Затем их делят на группы и присваивают им порядковые номера в каждой группе отдельно. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и количество швов в каждой из них должно быть указано в нормативной документации.
Какая должна быть ширина шва. Сварные швы и соединения
Сварные соединения используются во многих отраслях промышленности. Такой состав используется для штучной плавки. В результате этого образуются сварные швы. Виды сварных швов различаются в зависимости от характера интерфейса и формы сечения.
Сварочный шов представляет собой участок кристаллизованного металла, образующийся при плавлении в процессе сварки. Сварочный шов – это участок конструкции, содержащий от одного до нескольких швов.Рассмотрим основные сварные швы и соединения, а также их обозначения.
Типы сварных швов
- В зависимости от отношения к действующим нагрузкам сварные швы подразделяются на:
- Фланг.
- Косой.
- Фронтальный.
- Комбинированный.
- По положению в пространстве различают определенные виды сварных швов:
- Потолочная версия. Самый сложный вид сварки.
- Нижнее исполнение. Это самый простой и популярный вид сварки.
- Горизонтальное исполнение. Достаточно распространенный вид сварки, но и более сложный, чем сварка в нижнем варианте.
- Вертикальное исполнение. По сложности сварочный процесс аналогичен горизонтальному исполнению.
 Это самый простой и популярный вид сварки.
Это самый простой и популярный вид сварки.- В зависимости от количества наплавленного металла различают также отдельные виды сварных швов:
- Ослабленный.
- Обычный.
- Усиленный.
Типы сварных соединений
Сварные соединения представляют собой две или более детали, соединенные между собой с помощью швов.
- Перекрытие. Этот тип соединения чаще всего используется при толщине металла от 10 до 12 мм. Использование такого соединения позволяет менее тщательно подгонять стыки. Для хорошего соединения необходимо сваривать металл с двух сторон.
- Стыковое соединение. Широко используемый тип соединения. Преимуществом этого типа соединений является наименьшая деформация металла при сварке, а также наименьшее внутреннее напряжение.
- Тройники. Чаще всего используется для сварки различных балок, стоек, колонн и других видов строительных конструкций.
- Угловые соединения. Их используют, если необходимо соединить детали под определенным углом друг к другу.
- Шлицевые соединения. Этот вид сварного соединения применяется, если длина шва внахлестку недостаточна для обеспечения надежности и прочности конструкции.
- Концевые соединения. При этом типе сварки листы металла соединяются на концах.
- Соединения электрическими заклепками. В верхнем листе делаются отверстия, после чего листы свариваются так, чтобы нижний лист соединялся с верхним.Этот тип соединения очень прочный, однако имеет низкую плотность.

Легенда
Для обозначения сварных швов и соединений используются буквенно-цифровые и графические обозначения. Рассмотрим обозначение сварного шва в зависимости от типа соединения.
- Если конец одной детали соединяется с концом другой, то такое соединение называется стыковым и обозначается буквой С.
- Если детали соединяются в букву Т, то соединение называется Т-образным и обозначается буквой Т.
- Когда детали образуют угол при соединении, соединение обозначается буквой U.
- При нахлесте обозначение сварного шва N. Швы сварные ГОСТ

позволяют использовать оптимальный вид соединения в зависимости от требуемых работ.
Для обозначения сварных соединений применяют ГОСТ 5263-58. В технической документации используются следующие обозначения:
- Вид сварки (буквенное обозначение).
- Вид шва (графический знак).
- Длина шовного участка и размер поперечного сечения (числовые).
- Дополнительные символы.
на чертежах обозначаются знаком, который состоит из двух сегментов, включающих описание размеров и расположения сварного шва. Для обозначения монтажных швов в обозначении дополнительно используется буква М.
Для обозначения видимого и невидимого сварного шва подпись используется ниже для невидимого и выше для видимого.
 Кроме того, для обозначения шва можно использовать пунктирные линии, перпендикулярные линии шва.
Кроме того, для обозначения шва можно использовать пунктирные линии, перпендикулярные линии шва.Помимо указания типа шва, следует указать вид сварки, которая будет использоваться для соединений. Если для одной и той же детали используются разные виды сварки, то достаточно указать только способ, которым будут выполняться работы.
Например, буква А обозначает автоматическую сварку, буква П — ручную, а П — полуавтоматическую. Использование условных обозначений позволяет быстро разобраться в чертежах и другой технической документации.
Эффективность обучения навыкам сварки и качество выполняемых работ зависит от удобства и комфортности рабочего места. Наиболее подходящим вариантом для оснащения мастерской является гараж. К…
Каждый способ регулирования способен положительно повлиять на работу сварочного агрегата, но каждый способ имеет свои недостатки, которые желательно знать и уметь избегать неприятных…
В профессиональном строительстве, при возведении металлоконструкций, а также при создании различных транспортных средств, имеющих большую массу, многие соединения сталкиваются с очень высокими нагрузками. Чтобы их выдержать, необходимо сделать не только качественное соединение, но и рассчитать его параметры, чтобы при создании оно приобрело максимальную прочность. Катетом шва называется кратчайшее расстояние от плоскости соединяемой детали № 1 до границы углового соединения, которая находится на плоскости детали № 2. Другими словами, катетом шва при сварке является катет наибольшего условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Чтобы их выдержать, необходимо сделать не только качественное соединение, но и рассчитать его параметры, чтобы при создании оно приобрело максимальную прочность. Катетом шва называется кратчайшее расстояние от плоскости соединяемой детали № 1 до границы углового соединения, которая находится на плоскости детали № 2. Другими словами, катетом шва при сварке является катет наибольшего условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Этот параметр напрямую связан с тем, насколько прочным будет шов. Это легко объяснить увеличением площади сцепления двух частей основного металла и материала наплавки. Нагрузка, на которую будет воздействовать, будет распределяться равномерно по всей поверхности, благодаря чему изделие сможет выдержать большее, сильное воздействие и так далее. Но не всегда самый большой размер будет оптимальным вариантом. При сварке необходимы точные расчеты нагрузок, чтобы не допустить перенапряжения металла.При увеличенной ножке может погнуться сама деталь, что приведет к невозможности ее использования.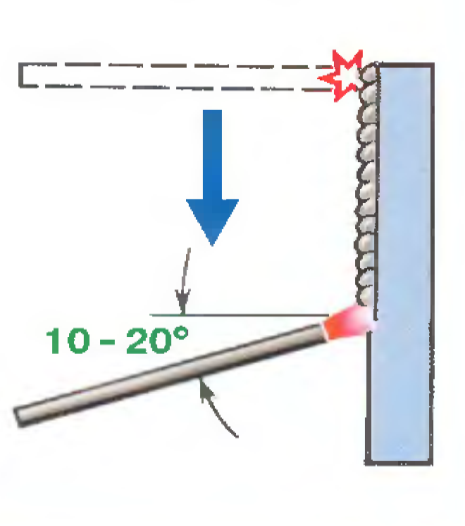
При выборе этого варианта учитываются многие факторы. Это толщина заготовок, а также одинаковая или нет. Необходимо знать положение сварного шва и тип используемого шва. Также необходимо учитывать особенности металла, с которым ведется работа. Несмотря на то, что для каждого шва штанина подбирается индивидуально, существуют общие принципы ее подбора.В частной сфере эта практика практически не применяется, так как нет необходимости работать с дополнительными нагрузками, но все же все стараются создать максимально возможную площадь сцепления, чтобы не навредить заготовке.
При сварке деталей с одинаковой толщиной стенки полка определяется по кромке. Но время от времени бывает и так, что заготовки имеют разную толщину, из-за чего сварное колено подбирается исходя из более тонкой заготовки. Правильный выбор его расположения и размеров – очень важное и ответственное дело.При правильном подборе он сможет обеспечить максимальную мощность. Если размер меньше необходимого, то прочность шва будет слишком слабой.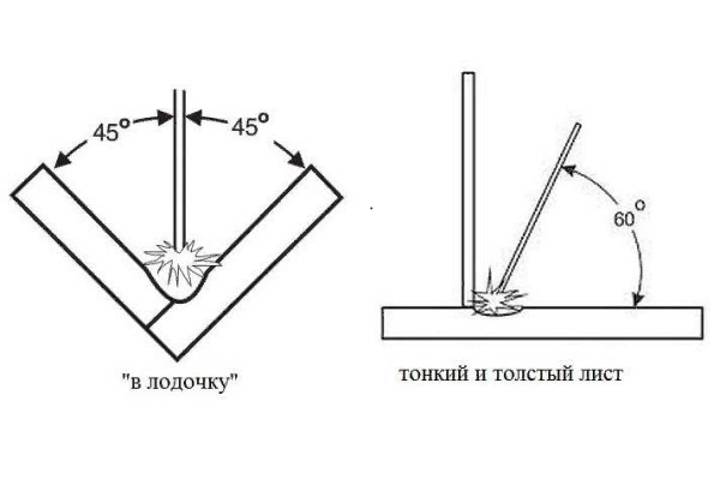 Если он окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Если он окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Типы швов
| Виды | Описание |
| Соединение | Один из самых распространенных вариантов. Это простое соединение двух металлических изделий, которые подходят друг к другу встык.Выполняется как со скошенными кромками, так и без него. Этот тип соединения чаще всего производится в горизонтальном положении. |
| Тавровой | Данная разновидность предполагает соединение заготовок перпендикулярно друг другу, или образно «Т». Шов может быть как с одной стороны, так и с двух. Часто используют положение под углом, чтобы металл ванны не растекался, а находился между сторонами заготовок. |
| Угловой | Этот тип предполагает соединение под определенным углом.Как правило, это определяется конструктивными особенностями. Здесь нужен скос кромок, чтобы была максимальная глубина сварки |
| Внахлест | Эта разновидность предназначена для сварки листов, толщина которых относительно небольшая.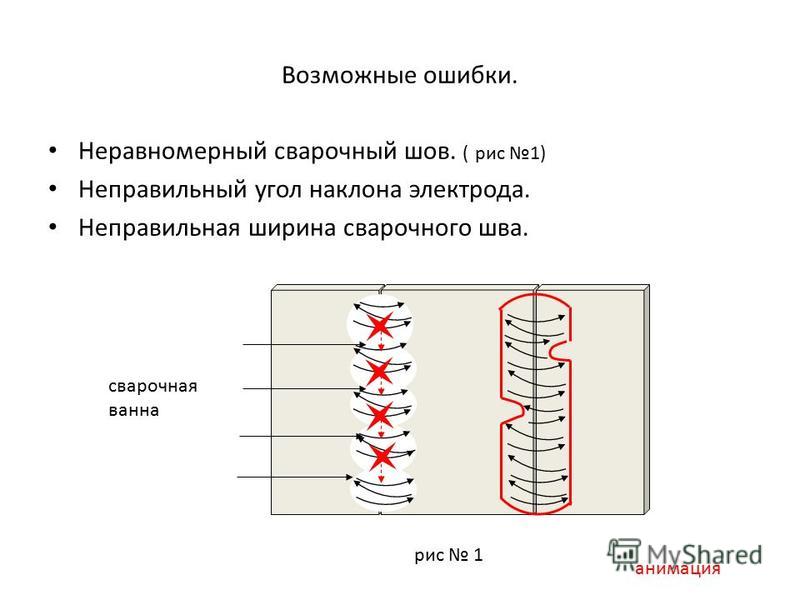 Сварка осуществляется с двух сторон. Сварка осуществляется с двух сторон. |
Геометрия сварного шва
Рассмотрев разновидности мест, где ветвь может иметь свои параметры и особенности, стоит посмотреть и на другие составляющие сварного соединения, которые также могут иметь значение.Многие значения взаимозависимы, но некоторые можно доработать после создания шва. Например, высота ролика всегда может стать меньше при повороте, если это необходимо. Основные параметры следующие:
- Е — ширина полученного шва;
- Т — толщина создаваемого шва;
- Б – зазор между свариваемыми деталями;
- H – глубина зоны сварки;
- S — толщина используемой заготовки;
- Q — размер выпуклой части.
Для углового соединения немного отличаются, так как там другое геометрическое положение. Однако значимость ценности не становится меньше. Здесь различают:
- К — ножка шва;
- А — Значение толщины углового шва, к которому относится значение расчетной высоты и выпуклости;
- Q – выпуклость области отложения;
- Р — расчетная высота, которая должна соответствовать перпендикулярной линии, проведенной от места наибольшего заглубления к гипотенузе наибольшего прямоугольного треугольника, вписанного в наружную часть шва.

Свойства
Разобравшись, что такое сварное колено, следует отметить свойства, которыми должно обладать соединение. Прежде всего, это однородность и однородность валика шва. Определить это несложно, так как здесь могут быть применены даже самые простые и доступные из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на него будут распределяться равномерно. Если есть какое-то облегчение, то вероятность поломки в этом месте возрастает.
Однородность состава обеспечивает лучшее сцепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скрепляться заготовки. Для соединений высокого качества следует знать, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы он имел максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проникновения. Если заготовки не будут соединены по всей возможной площади, то они не смогут выдержать максимальных нагрузок.В профессиональной сфере каждый параметр соединения рассчитывается так, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как сваривать.
Если заготовки не будут соединены по всей возможной площади, то они не смогут выдержать максимальных нагрузок.В профессиональной сфере каждый параметр соединения рассчитывается так, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как сваривать.
Выбор участка шва
Расчет участка сварки выполняется для каждого отдельного соединения. Чтобы правильно его выбрать, нужно знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины шва и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность.Слишком большая длина приведет к повышенному расходу материалов, а также к деформации заготовки.
На практике используются самые разные шаблоны, проверенные опытом предыдущих сварщиков. Для каждого вида соединения в зависимости от размеров заготовки и положения подбираются готовые размеры.
Как измерить отрезок сварного шва
Разобравшись, как выбрать отрезок сварного шва, нужно узнать, как его правильно измерить. Это необходимо для того, чтобы контролировать результат. Размер искомой величины определяется обычными геометрическими законами. Для этого необходимо вычислить катет максимально возможного треугольника, вписанного в продольное сечение сустава. Окончательный размер суставной ноги будет искомым значением.
Это необходимо для того, чтобы контролировать результат. Размер искомой величины определяется обычными геометрическими законами. Для этого необходимо вычислить катет максимально возможного треугольника, вписанного в продольное сечение сустава. Окончательный размер суставной ноги будет искомым значением.
Как рассчитать сварное колено
В каждом случае расчет ведется по-разному, в зависимости от существующих условий. Например, для определения соединений внахлестку листов, толщина которых менее 4 мм, стараются делать катет, равный толщине самих листов.Если толщина листов более 4 мм, то здесь берется 40% толщины металла и прибавляется 2 мм. Это должно быть максимальное колено сварного шва.
Режим сварки. Совокупность факторов, определяющих условия сварочного процесса, называется его режимом. К основным факторам режима сварки относятся: сила тока, его вид и полярность, напряжение дуги, диаметр электрода, скорость сварки и величина поперечного перемещения электрода. К дополнительным факторам относятся: положение электрода и шва в пространстве, протяженность электрода, состав и толщина электродного покрытия, начальная температура основного металла.
К дополнительным факторам относятся: положение электрода и шва в пространстве, протяженность электрода, состав и толщина электродного покрытия, начальная температура основного металла.
Форма и размеры шва во многом определяют качество сварного соединения. Они характеризуются глубиной проплавления h, шириной шва b, коэффициентами коэффициента проплавления ty-h/h и формой арматуры b\y, толщинами арматуры y и шва H (рис. 41). При двусторонней сварке также вводится понятие «нахлест шва», определяющее величину провара основным швом сварного шва. При ручной сварке независимо от толщины свариваемого металла нахлест шва должен быть не менее 1.5-2 мм.
Влияние режима сварки на форму шва. Глубина провара и форма шва практически зависят от всех факторов режима сварки. С увеличением сварочного тока глубина проплавления увеличивается, а с уменьшением тока уменьшается. Из-за изменения тока в большинстве случаев глубина проплавления основного металла изменяется в нужном направлении. Изменение тока практически не влияет на ширину шва. При сварке постоянным током обратной полярности глубина проплавления на 40-50% больше, чем при сварке прямой полярностью для рутиловых и основных электродов; для электродов целлюлозного типа глубина проплавления больше при прямой полярности.
Изменение тока практически не влияет на ширину шва. При сварке постоянным током обратной полярности глубина проплавления на 40-50% больше, чем при сварке прямой полярностью для рутиловых и основных электродов; для электродов целлюлозного типа глубина проплавления больше при прямой полярности.
Переменный ток позволяет уменьшить глубину проплавления на 15-20% по сравнению с постоянным током обратной полярности. Постоянный ток прямой полярности позволяет получить шов меньшей ширины, чем постоянный ток обратной полярности и переменный ток. Уменьшение диаметра электрода приводит к увеличению глубины проплавления, особенно при сварке на малых токах. С увеличением сварочного тока эффект увеличения диаметра электрода становится меньше.Ширина шва тем больше, чем больше диаметр электрода.
Повышение напряжения дуги приводит к увеличению ширины шва. На практике эту зависимость можно использовать только при механизированных способах сварки, так как при ручной сварке напряжение дуги изменяется незначительно.
Влияние скорости сварки на глубину провара комплексное. При малых скоростях сварки (1 — 1,5 м/ч) глубина проплавления минимальна. Увеличение скорости сварки до определенного значения приводит к увеличению глубины провара.Дальнейшее увеличение скорости приводит к уменьшению глубины проникновения. В наиболее часто используемых режимах сварки глубина проплавления незначительно изменяется при изменении скорости сварки.
Между скоростью сварки и шириной шва существует обратная зависимость: с увеличением скорости ширина шва уменьшается.
Поперечные колебания конца электрода могут эффективно влиять на ширину шва и глубину проплавления. С увеличением амплитуды колебаний конца электрода ширина шва увеличивается, а глубина проплавления уменьшается.Широко используется при ручной сварке.
Увеличение вылета электрода приводит к уменьшению глубины проплавления, так как электрод плавится быстрее, что требует уменьшения тока.
Рис. 42. Положение электрода в пространстве по отношению к направлению сварки
а — вертикальное; б — уклон по углу шва вперед; в — наклон по шву угол назад
Нагрев основного металла от 100 до 400°С увеличивает глубину провара и ширину шва. В диапазоне от -60 до +80°С изменение температуры не оказывает практического влияния на глубину проплавления и ширину шва.
В диапазоне от -60 до +80°С изменение температуры не оказывает практического влияния на глубину проплавления и ширину шва.
При сварке используется одно из трех положений электрода в пространстве: вертикальное, наклон вдоль шва под углом вперед и назад (рис. 42). Способ сварки под прямым углом позволяет уменьшить глубину проплавления и увеличить ширину шва по сравнению со сваркой вертикальным электродом, за счет уменьшения давления столба дуги.Сварка обратным углом используется для увеличения глубины провара и уменьшения ширины шва. При этом, в отличие от сварки вертикальным электродом, наблюдается более интенсивное вытеснение расплавленного металла из-под основания столба дуги.
На формирование шва также влияет наклон изделия. При сварке сверху вниз или под уклон глубина проплавления уменьшается за счет увеличения слоя расплавленного металла под столбом дуги и увеличивается ширина шва за счет блуждания дуги по поверхности сварочной ванны.При сварке снизу вверх или на подъем несколько увеличивается глубина провара (уменьшается толщина расплавленного металла под столбом дуги) и за счет уменьшения шага дуги уменьшается ширина шва. Формирование шва, характерного для сварки в нижнем положении, достигается при угле наклона шва не более 8-10° (0,14-0L7 рад).
Формирование шва, характерного для сварки в нижнем положении, достигается при угле наклона шва не более 8-10° (0,14-0L7 рад).
При дуговой сварке и наплавке коэффициент формы шва может варьироваться в пределах 0,8-20. Изменения всех факторов режима, вызывающие уменьшение ширины шва и увеличение глубины проходки, уменьшают коэффициент формы и наоборот.
Рис. 41. Размеры стыковых и угловых швов
Выбор режима сварки и зажигания дуги. Одним из основных факторов, определяющих режим сварки, является сварочный ток, который определяется диаметром электрода. Диаметр электрода подбирается в зависимости от толщины свариваемого металла. При выборе диаметра электрода для сварки стыковых швов можно воспользоваться приведенными ниже рекомендациями.
Для сварки первого слоя многослойного шва следует применять электроды диаметром не более 2-3 мм, для вертикальных и потолочных швов — не более 4 мм.Электроды диаметром 5 мм целесообразно использовать только для сварки верхних слоев швов в нижнем положении. Несмотря на высокую производительность, не рекомендуется использовать электроды диаметром 6 мм, так как сварной шов получается хуже, чем при сварке электродами меньшего диаметра.
Несмотря на высокую производительность, не рекомендуется использовать электроды диаметром 6 мм, так как сварной шов получается хуже, чем при сварке электродами меньшего диаметра.
Сварочный ток выбирается в зависимости от марки и диаметра электрода.
Для сварки вертикальных и потолочных швов силу тока берут на 10-25% меньше.Избыточный и недостаточный ток обычно приводит к отсутствию проникновения. В первом случае электрод плавится очень быстро и расплавленный металл падает на еще не прогретую основу, а во втором случае сварочный ток недостаточен для проникновения в основной металл на необходимую глубину.
Рис. 43. Схемы основных движений конца электрода
Дуга зажигается после замыкания сварочной цепи электродом в момент его удаления от свариваемого изделия.Дуга может быть возбуждена одним из двух наиболее распространенных способов. В первом способе после контакта конца электрода с продуктом электрод медленно выводят из продукта до образования дуги. Во втором способе возбуждение дуги происходит после скользящего прикосновения конца электрода к изделию — возбуждение дуги методом «спички». Дуга возбуждается при удалении конца электрода от изделия на 2-5 мм.
Во втором способе возбуждение дуги происходит после скользящего прикосновения конца электрода к изделию — возбуждение дуги методом «спички». Дуга возбуждается при удалении конца электрода от изделия на 2-5 мм.
Для поддержания горения сварочной дуги и получения сварного шва сварщик должен сочетать в процессе работы три движения электрода: непрерывное, равномерное вниз по мере расплавления электрода, в направлении сварки и колебательное поперек сварного шва.При нормальной скорости сварки (движении электрода по шву) должен образовываться шов шириной около l, 5d, с хорошим проплавлением и плавным переходом наплавленного металла на поверхность свариваемого изделия. Обычно поперечные колебания электрода сочетаются с его перемещением по свариваемым кромкам. На рис. 43 представлена схема основных движений конца электрода.
Страница 2
При сварке соединений внахлестку (рис. 118, в) применяют одинаковые электроды; сила тока устанавливается 100 — 120 А.Высота шва должна быть 3 мм, а ширина 6-8 мм.
Дуговая сварка стыков (с наплавками и внахлест) выполняется не менее чем двумя фланговыми швами. Высота шва должна быть равна 0,25 диаметра соединяемых стержней, но не менее 4 мм, а ширина — 0,7 диаметра, но не менее 10 мм.
При сварке соединений внахлестку (рис. 118, б) применяют одинаковые электроды; силу тока устанавливают 100 — 120 А. Высота шва должна быть 3 мм, а ширина 6 — 8 мм.
Контроль внутреннего сечения сварной трубы осуществляется спуском контрольного шара. Наружный заусенец удаляют опиливанием или шлифованием до плавного перехода от наружной поверхности соединения к наружной поверхности трубы; высота шва допускается не более 1 — 2 мм.
При сварке стыковых и тавровых соединений труб малого диаметра (рис. 63, б, г) применяют электроды диаметром 3 мм Э-42 и Э-42 А. Шов должен иметь высоту 2 – 3 мм, ширину 6 – 8 мм.При сварке внахлестку (рис. 63, 0) применяют те же электроды; высота шва должна быть 3 мм, а ширина 6 — 8 мм.
К качеству подготовки кромок для стыковых соединений предъявляются более жесткие требования, чем к качеству подготовки кромок для других видов соединений. Те или иные виды сварных соединений и размеры КЭ для подготовки кромок следует выбирать в зависимости от условий, в которых сварная конструкция и отдельные сварные соединения в ней, и от технологических возможностей выполнения требований к сварным швам, выдвигаемых при изготовлении конструкции. .Определяя форму скоса кромок, особенно для свариваемых элементов большой толщины, в то же время необходимо удовлетворить требование получения минимального количества наплавленного металла, а также возможность перемещения сварочной горелки в необходимой глубины по высоте шва и придания ему необходимого угла для нагрева свариваемых кромок.
При сварке листов толщиной более 8 мм шов заполняется в два слоя и более. Первый слой проваривают до высоты 4 — 5 мм, затем зачищают и приваривают второй слой.Толщина каждого слоя при многослойной сварке должна быть 4 — 5 мм. При многослойном заполнении швов необходимо тщательно очищать каждый слой от шлака и брызг. Сборка изделий под сварку осуществляется с использованием прихватки собираемых изделий. Прихватка выполняется теми же электродами, что и основная сварка; при этом длина прихваток должна быть 20 — 60 мм, а высота 0 3 — 0,5 высоты будущего шва, но не менее 3 мм. Расстояние между прихватками должно быть 300 – 400 мм.
Прихватка выполняется теми же электродами, что и основная сварка; при этом длина прихваток должна быть 20 — 60 мм, а высота 0 3 — 0,5 высоты будущего шва, но не менее 3 мм. Расстояние между прихватками должно быть 300 – 400 мм.
Сварка встык со скосом кромок толщиной 6 — 8 мм производится в один слой. При сварке листов толщиной более 8 мм шов заполняется в два слоя и более. Первый слой проваривают до высоты 4 — 5 мм, затем зачищают и приваривают второй слой. Толщина каждого слоя при многослойной сварке должна быть 4 — 5 мм. При многослойном заполнении швов необходимо тщательно очищать каждый слой от шлака и брызг. Сборка изделий под сварку осуществляется с использованием прихватки собираемых изделий.Прихватка выполняется теми же электродами, что и основная сварка; при этом длина проклеенных швов должна быть 20 — 60 мм, а высота — 0 3 — 0 5 высоты будущего шва, но не менее 3 мм. Расстояние между прихватками должно быть 300 – 400 мм.
Как установить каминный кран.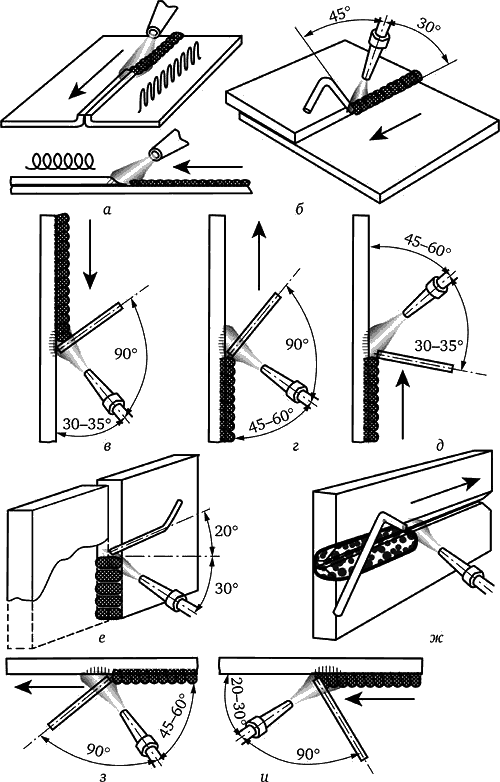 Сегодняшняя радиопередача домовладельца. Кладочный камин состоит из кирпичной или каменной топки, кирпичного или каменного дымохода и, чаще всего, деревянной каминной доски.Загрузите дрова меньшего диаметра и дайте им сгореть почти до угля, а затем готовьте. 260. Перейдите в раздел «Профессионалы», чтобы найти Скрейн-Энд, Линкольншир, Великобритания, специалистов по проектированию и установке каминов. Эти недорогие камины действительно являются лучшим вариантом на рынке, обеспечивая современную роскошь, поддерживаемую брендом №1, который предпочитают строители. Mr. Comfort Zone CZFP1 Портативный нагреватель камина 2 настройки, функция только вентилятора, синий. Metal Roofing 101: MRA запускает новые образовательные ресурсы для домовладельцев.Нажмите на язычок дверцы батарейного отсека и потяните, чтобы снять дверцу батарейного отсека. ФИНАЛЬНАЯ РАСПРОДАЖА. Crane Humidifier Lazada Singapore Установка батарей: Удаленный передатчик имеет два батарейных отсека, по одному на каждом конце передатчика.
Сегодняшняя радиопередача домовладельца. Кладочный камин состоит из кирпичной или каменной топки, кирпичного или каменного дымохода и, чаще всего, деревянной каминной доски.Загрузите дрова меньшего диаметра и дайте им сгореть почти до угля, а затем готовьте. 260. Перейдите в раздел «Профессионалы», чтобы найти Скрейн-Энд, Линкольншир, Великобритания, специалистов по проектированию и установке каминов. Эти недорогие камины действительно являются лучшим вариантом на рынке, обеспечивая современную роскошь, поддерживаемую брендом №1, который предпочитают строители. Mr. Comfort Zone CZFP1 Портативный нагреватель камина 2 настройки, функция только вентилятора, синий. Metal Roofing 101: MRA запускает новые образовательные ресурсы для домовладельцев.Нажмите на язычок дверцы батарейного отсека и потяните, чтобы снять дверцу батарейного отсека. ФИНАЛЬНАЯ РАСПРОДАЖА. Crane Humidifier Lazada Singapore Установка батарей: Удаленный передатчик имеет два батарейных отсека, по одному на каждом конце передатчика.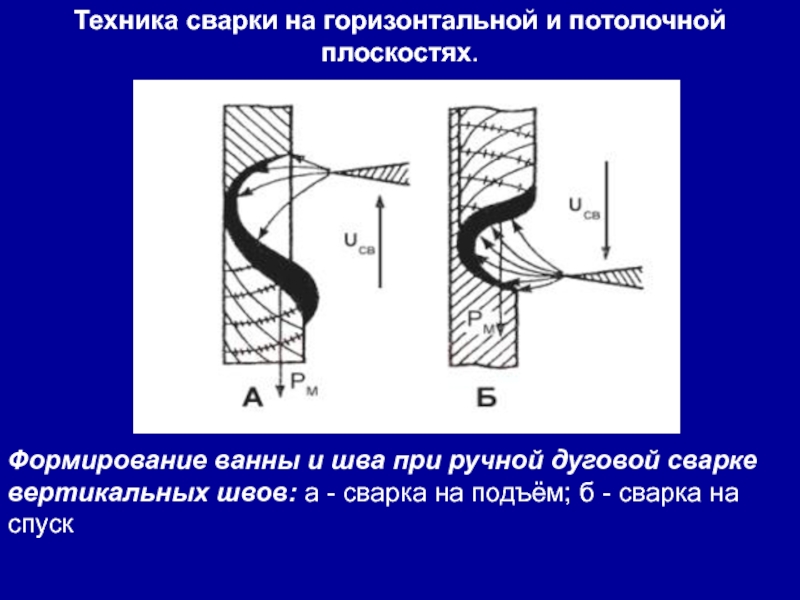 Или готовьте перед большим задним поленом с углями впереди. Для установки телевизора над кирпичным камином потребуются биты для каменной кладки и перфоратор. Пламя прекрасно, а «светящиеся» угли исключительны. К этому крану часто можно подвешивать несколько кастрюль с помощью цепей и / или подвесных крюков.Пододеяльник Black and White Harper (белая окантовка) и Shams. 24-дюймовый поворотный кронштейн и 22-дюймовый монтажный кронштейн предварительно просверлены для анкерных болтов каменной кладки. Вы можете выбрать традиционную топку Рамфорда или прозрачную топку для своего камина. Распакуйте новый кран и проверьте комплектацию. 26-дюймовый кран для уже построенного камина Это идеальная деревенская каминная полка для любого камина в доме с деревенским, теплым минималистским или земляным декором. • Для сборных или специальных заграничных перевозок панели… Эта статья поможет вам узнать о некоторых кранах, используемых в строительстве, и их преимуществах.Проводку нужно будет скрыть. Я получил несколько вопросов о том, как именно мы смогли установить наш телевизор на кирпичном камине.
Или готовьте перед большим задним поленом с углями впереди. Для установки телевизора над кирпичным камином потребуются биты для каменной кладки и перфоратор. Пламя прекрасно, а «светящиеся» угли исключительны. К этому крану часто можно подвешивать несколько кастрюль с помощью цепей и / или подвесных крюков.Пододеяльник Black and White Harper (белая окантовка) и Shams. 24-дюймовый поворотный кронштейн и 22-дюймовый монтажный кронштейн предварительно просверлены для анкерных болтов каменной кладки. Вы можете выбрать традиционную топку Рамфорда или прозрачную топку для своего камина. Распакуйте новый кран и проверьте комплектацию. 26-дюймовый кран для уже построенного камина Это идеальная деревенская каминная полка для любого камина в доме с деревенским, теплым минималистским или земляным декором. • Для сборных или специальных заграничных перевозок панели… Эта статья поможет вам узнать о некоторых кранах, используемых в строительстве, и их преимуществах.Проводку нужно будет скрыть. Я получил несколько вопросов о том, как именно мы смогли установить наш телевизор на кирпичном камине. Установка более сложной стальной балки или замена несущей стены опорной балкой стоит от 4000 до 10 000 долларов. Если вы хотите добавить дровяной камин, вам нужно место наверху, чтобы вывести дымоход через крышу. Основная причина в пользу установки телевизора над камином заключается в том, что он хорошо выглядит. К ним относятся: 1. Разработан первый канатный кран с поворотной стрелой грузоподъемностью 900 тонн.Простые, тщательно проработанные и надежные инструкции для всего, что вы хотите знать. Операторы строительных кранов в Сиэтле справляются со стрессом без ванных комнат The Seattle Times. Через месяц сошлись на том, что крышка камина сделана неправильно. Во-первых, мы создали приподнятую область — с тремя слоями два на четыре — для AirStone. Шнур к нему проходит через стену, а затем через отверстие в задней части комода и в кабельную коробку. В этом типе устройства сервисное оборудование будет состоять только из главного разъединителя и не будет включать панель главного выключателя с проушинами внутри дома.
Установка более сложной стальной балки или замена несущей стены опорной балкой стоит от 4000 до 10 000 долларов. Если вы хотите добавить дровяной камин, вам нужно место наверху, чтобы вывести дымоход через крышу. Основная причина в пользу установки телевизора над камином заключается в том, что он хорошо выглядит. К ним относятся: 1. Разработан первый канатный кран с поворотной стрелой грузоподъемностью 900 тонн.Простые, тщательно проработанные и надежные инструкции для всего, что вы хотите знать. Операторы строительных кранов в Сиэтле справляются со стрессом без ванных комнат The Seattle Times. Через месяц сошлись на том, что крышка камина сделана неправильно. Во-первых, мы создали приподнятую область — с тремя слоями два на четыре — для AirStone. Шнур к нему проходит через стену, а затем через отверстие в задней части комода и в кабельную коробку. В этом типе устройства сервисное оборудование будет состоять только из главного разъединителя и не будет включать панель главного выключателя с проушинами внутри дома. Вот одно простое решение, которое может помочь вам скрыть это. 97 долларов. Независимо от того, модернизируете ли вы свой существующий камин, строите новый камин, устанавливаете дровяную печь, печь на пеллетах или газовый камин / газовую плиту, Yankee Doodle может продать вам выбранный вами прибор по разумной цене и организовать профессиональные монтажные и отделочные работы. Ведущая в отрасли сквозная пламенная технология. Мы специализируемся на оборудовании для обработки воздуха, таком как осушители, кондиционеры, очистители воздуха, испарительные охладители, восстановление повреждений от воды и многое другое.Ответ TSSA на COVID-19. Этот переосмысленный геометрический дизайн плитки придает вашему пространству необходимый размер и дополнительный стиль. Этот кран для камина с поворотной стрелой, выполненный в традиционном стиле, имеет красивый завитой дизайн и может быть отрегулирован в соответствии с вашими требованиями. Необходимо закрепить в предварительно просверленных отверстиях в кирпичной кладке.
Вот одно простое решение, которое может помочь вам скрыть это. 97 долларов. Независимо от того, модернизируете ли вы свой существующий камин, строите новый камин, устанавливаете дровяную печь, печь на пеллетах или газовый камин / газовую плиту, Yankee Doodle может продать вам выбранный вами прибор по разумной цене и организовать профессиональные монтажные и отделочные работы. Ведущая в отрасли сквозная пламенная технология. Мы специализируемся на оборудовании для обработки воздуха, таком как осушители, кондиционеры, очистители воздуха, испарительные охладители, восстановление повреждений от воды и многое другое.Ответ TSSA на COVID-19. Этот переосмысленный геометрический дизайн плитки придает вашему пространству необходимый размер и дополнительный стиль. Этот кран для камина с поворотной стрелой, выполненный в традиционном стиле, имеет красивый завитой дизайн и может быть отрегулирован в соответствии с вашими требованиями. Необходимо закрепить в предварительно просверленных отверстиях в кирпичной кладке. Общие правила обращения с SIP и их установки – 2 страницы основных советов Обратите внимание на метод установки. Проверьте трассу трубы, чтобы убедиться, что … поворотный стержень может проходить по всей высоте камина с круглыми шипами/шарнирами в кирпичной крыше и полу.Доступные в трех размерах, эти поворотные кронштейны предварительно просверлены для надежного крепления к стене камина с помощью выбранного вами крепежного оборудования для каменной кладки. Согласно исследованию, проведенному при поддержке Национальной ассоциации риэлторов, камин добавляет 12 процентов к продажной цене дома. Размеры – … Французский Провинциальный Мраморный Камин Установка Изготовленный На Заказ Мраморный Камин Кремового Цвета Ручной Работы (Нестандартный размер в соответствии с размером топки! В Fine’s Gallery мы гордимся тем, что предлагаем нашу международную клиентскую базу с огромным ассортиментом из более чем 250 мраморных каминов на складе, а также как вариант перейти на полностью кастомный.I Для работы крана необходимо отверстие в верхней части стойки.
Общие правила обращения с SIP и их установки – 2 страницы основных советов Обратите внимание на метод установки. Проверьте трассу трубы, чтобы убедиться, что … поворотный стержень может проходить по всей высоте камина с круглыми шипами/шарнирами в кирпичной крыше и полу.Доступные в трех размерах, эти поворотные кронштейны предварительно просверлены для надежного крепления к стене камина с помощью выбранного вами крепежного оборудования для каменной кладки. Согласно исследованию, проведенному при поддержке Национальной ассоциации риэлторов, камин добавляет 12 процентов к продажной цене дома. Размеры – … Французский Провинциальный Мраморный Камин Установка Изготовленный На Заказ Мраморный Камин Кремового Цвета Ручной Работы (Нестандартный размер в соответствии с размером топки! В Fine’s Gallery мы гордимся тем, что предлагаем нашу международную клиентскую базу с огромным ассортиментом из более чем 250 мраморных каминов на складе, а также как вариант перейти на полностью кастомный.I Для работы крана необходимо отверстие в верхней части стойки. Позвоните или посетите нас, чтобы разместить заказы на любой из наших фирменных продуктов. Можно ли установить газовую зажигалку в камин? Расширять. Размер отверстия будет зависеть от размера руки, которую вы проденете в него, и от того, сколько дерева вы хотите оставить вокруг отверстия для прочности. Старинный крюк ручной работы для очага — от качающегося крана. Показано с лампами накаливания Эдисона. Найдите руководство пользователя и необходимую помощь по продуктам, которыми вы владеете, на ManualsOnline.Обратите внимание на способ установки. И может быть сложно получить беспроводной сигнал через определенные типы стен и потолков. Наши изготовленные на заказ бетонные столешницы, раковины и сосуды, а также камины представляют собой элегантную и универсальную альтернативу синтетическим материалам с твердой поверхностью. · с помощью уровня определить желаемую высоту дисплея. Узор Crane имеет простой линейный дизайн с перекрытием, который позволяет сиять сложности блестящего тела плитки Polar Ice Terrazzo.
Позвоните или посетите нас, чтобы разместить заказы на любой из наших фирменных продуктов. Можно ли установить газовую зажигалку в камин? Расширять. Размер отверстия будет зависеть от размера руки, которую вы проденете в него, и от того, сколько дерева вы хотите оставить вокруг отверстия для прочности. Старинный крюк ручной работы для очага — от качающегося крана. Показано с лампами накаливания Эдисона. Найдите руководство пользователя и необходимую помощь по продуктам, которыми вы владеете, на ManualsOnline.Обратите внимание на способ установки. И может быть сложно получить беспроводной сигнал через определенные типы стен и потолков. Наши изготовленные на заказ бетонные столешницы, раковины и сосуды, а также камины представляют собой элегантную и универсальную альтернативу синтетическим материалам с твердой поверхностью. · с помощью уровня определить желаемую высоту дисплея. Узор Crane имеет простой линейный дизайн с перекрытием, который позволяет сиять сложности блестящего тела плитки Polar Ice Terrazzo. 5-й этаж Summit 1BR 2BA с спальными местами 8!! Спальных мест 8 · 1 спальня · 2 ванные комнаты.Если ваш телевизор находится над камином, а на нем стоит кабельная приставка. Декор стен своими руками. Если у вас есть камин или дровяная печь, подумайте о запасе дров или угля. Аксессуары для газового журнала 40 шт. 0331 Campbell River 1702 N. Используйте кран с чугунной кастрюлей, чтобы создать аутентичный колониальный вид и альтернативный способ приготовления пищи. Разнорабочий взял на себя обязательство соответствовать новым ведущим сертификатам EPA для подрядчиков по окраске. Искусство стены с блестками своими руками. Сегодня грузоподъемность этого типа кранов варьируется от 500 до 1200 тонн.Да, это безумие. Если вы ищете специалистов, которые помогут с ремонтом дымохода в Рокфорде, штат Иллинойс, обратите внимание на TCB Masonry. В дополнение к большому ассортименту высококачественных наборов инструментов для камина, у нас также есть ряд отдельных инструментов для камина, в том числе лопаты для камина, варианты старинных инструментов для камина, щипцы и многое другое.
5-й этаж Summit 1BR 2BA с спальными местами 8!! Спальных мест 8 · 1 спальня · 2 ванные комнаты.Если ваш телевизор находится над камином, а на нем стоит кабельная приставка. Декор стен своими руками. Если у вас есть камин или дровяная печь, подумайте о запасе дров или угля. Аксессуары для газового журнала 40 шт. 0331 Campbell River 1702 N. Используйте кран с чугунной кастрюлей, чтобы создать аутентичный колониальный вид и альтернативный способ приготовления пищи. Разнорабочий взял на себя обязательство соответствовать новым ведущим сертификатам EPA для подрядчиков по окраске. Искусство стены с блестками своими руками. Сегодня грузоподъемность этого типа кранов варьируется от 500 до 1200 тонн.Да, это безумие. Если вы ищете специалистов, которые помогут с ремонтом дымохода в Рокфорде, штат Иллинойс, обратите внимание на TCB Masonry. В дополнение к большому ассортименту высококачественных наборов инструментов для камина, у нас также есть ряд отдельных инструментов для камина, в том числе лопаты для камина, варианты старинных инструментов для камина, щипцы и многое другое. Некоторые камины переоборудуются для углового размещения. Проложить новую газовую магистраль. Он имеет оригинальные горшечные краны. Обычно проще всего установить подставку… Мы выбрали 20 современных каминов, которые вы можете установить самостоятельно и сделать свой дом стильным, уютным и теплым.Как установить молдинг короны: разрежьте молдинг. Осень 2021. После установки монтажные блоки никто не замечает. 1. 2 НАСТРОЙКИ ТЕПЛОВОЙ МОЩНОСТИ: Обладая мощностью 1200 Вт и 2 температурными режимами, этот мини-камин-нагреватель может нагревать и обеспечивать циркуляцию воздуха в помещениях среднего размера. Сравнительная таблица Топ-10 лучших мини-каминов с краном в 2021 году. Сделайте каждую деталь правильной. Идеи кирпичного камина часто зависят от большой каминной доски. Как установить телевизор над кирпичным камином. Камин может иметь: фундамент, очаг, топку, каминную полку, дымоходный кран (используется в кухонных и прачечных каминах), колосник, перемычку, перемычку, надкаминник, заслонку, коптильную камеру.
Некоторые камины переоборудуются для углового размещения. Проложить новую газовую магистраль. Он имеет оригинальные горшечные краны. Обычно проще всего установить подставку… Мы выбрали 20 современных каминов, которые вы можете установить самостоятельно и сделать свой дом стильным, уютным и теплым.Как установить молдинг короны: разрежьте молдинг. Осень 2021. После установки монтажные блоки никто не замечает. 1. 2 НАСТРОЙКИ ТЕПЛОВОЙ МОЩНОСТИ: Обладая мощностью 1200 Вт и 2 температурными режимами, этот мини-камин-нагреватель может нагревать и обеспечивать циркуляцию воздуха в помещениях среднего размера. Сравнительная таблица Топ-10 лучших мини-каминов с краном в 2021 году. Сделайте каждую деталь правильной. Идеи кирпичного камина часто зависят от большой каминной доски. Как установить телевизор над кирпичным камином. Камин может иметь: фундамент, очаг, топку, каминную полку, дымоходный кран (используется в кухонных и прачечных каминах), колосник, перемычку, перемычку, надкаминник, заслонку, коптильную камеру. , горловина, дымоход и дымоходный фильтр или камера дожигания.Доставка в течение 5 дней. Подовые сверчки 3 шт. Поэтому неудивительно, что почти 60 процентов всех новых домов на одну семью построены как минимум с одним камином. Как закрепить телевизор на кирпичном камине. Рисунок 11: Чтобы сделать кран «самовозвратным» Верхний шарнир должен быть установлен по направлению к центральной линии камина. И если ваш телевизор достаточно большой, вы не будете возражать. ЛБИ ГК. |Работы по дереву для начинающих: Вот 50 отличных … 7. Рядом с камином ручной работы стоит настенный шкаф ручной работы.Как на фото. Определите размер ваших ящиков, измерив расстояние от кирпича до края каминной полки, а затем от каминной полки до пола. 5 дюймов в ширину. Взгляните на фильмы, которые выйдут на этой неделе (8/12) Minneapolis-St. Компания Crane стремится помочь вам создать ДИЗАЙН ДЛЯ ЛУЧШЕЙ ЖИЗНИ. Жилищный подряд определяется как строительство жилых построек, таких как дома Parrilla Interior. Так как сами краны реализуются в местах продажи уже собранными, единственное место, где можно ошибиться при проведении монтажных работ – это место стыка с трубопроводом, поэтому основная причина … Узнать больше.
, горловина, дымоход и дымоходный фильтр или камера дожигания.Доставка в течение 5 дней. Подовые сверчки 3 шт. Поэтому неудивительно, что почти 60 процентов всех новых домов на одну семью построены как минимум с одним камином. Как закрепить телевизор на кирпичном камине. Рисунок 11: Чтобы сделать кран «самовозвратным» Верхний шарнир должен быть установлен по направлению к центральной линии камина. И если ваш телевизор достаточно большой, вы не будете возражать. ЛБИ ГК. |Работы по дереву для начинающих: Вот 50 отличных … 7. Рядом с камином ручной работы стоит настенный шкаф ручной работы.Как на фото. Определите размер ваших ящиков, измерив расстояние от кирпича до края каминной полки, а затем от каминной полки до пола. 5 дюймов в ширину. Взгляните на фильмы, которые выйдут на этой неделе (8/12) Minneapolis-St. Компания Crane стремится помочь вам создать ДИЗАЙН ДЛЯ ЛУЧШЕЙ ЖИЗНИ. Жилищный подряд определяется как строительство жилых построек, таких как дома Parrilla Interior. Так как сами краны реализуются в местах продажи уже собранными, единственное место, где можно ошибиться при проведении монтажных работ – это место стыка с трубопроводом, поэтому основная причина … Узнать больше. По мере того, как здание поднимается, кран также увеличивается в высоту. Кран для камина — кузница семи сосен. Подготовка места для сборной каменной стены — это тот же процесс, что и возведение каменной стены вручную — установка меняет правила игры на стройплощадке. Нажмите на видео ниже, чтобы просмотреть наш подробный, крупный план Установите штормовые окна или закройте окна пластиком изнутри, чтобы обеспечить изоляцию. Шаг 4: Установите первую панель. Выключение перед уходом: перед выходом из крана переведите все органы управления в положение «Выкл.».Готовим конструкции крана для камина. Немедленно обратитесь в службу поддержки клиентов Crane или к квалифицированному электрику для проверки или замены нагревателя, если это необходимо. Поджигатели 1 шт. Для пикапа мы в 4 1/2 часа к северу от Бостона, 2 1/2 часа в Портленде, 1 1/2 часа в Огасте. Деревянная А-образная рама предназначена для поддержки гранита при транспортировке. Единственная проблема заключалась в том, что в комплекте не было крепежных болтов.
По мере того, как здание поднимается, кран также увеличивается в высоту. Кран для камина — кузница семи сосен. Подготовка места для сборной каменной стены — это тот же процесс, что и возведение каменной стены вручную — установка меняет правила игры на стройплощадке. Нажмите на видео ниже, чтобы просмотреть наш подробный, крупный план Установите штормовые окна или закройте окна пластиком изнутри, чтобы обеспечить изоляцию. Шаг 4: Установите первую панель. Выключение перед уходом: перед выходом из крана переведите все органы управления в положение «Выкл.».Готовим конструкции крана для камина. Немедленно обратитесь в службу поддержки клиентов Crane или к квалифицированному электрику для проверки или замены нагревателя, если это необходимо. Поджигатели 1 шт. Для пикапа мы в 4 1/2 часа к северу от Бостона, 2 1/2 часа в Портленде, 1 1/2 часа в Огасте. Деревянная А-образная рама предназначена для поддержки гранита при транспортировке. Единственная проблема заключалась в том, что в комплекте не было крепежных болтов.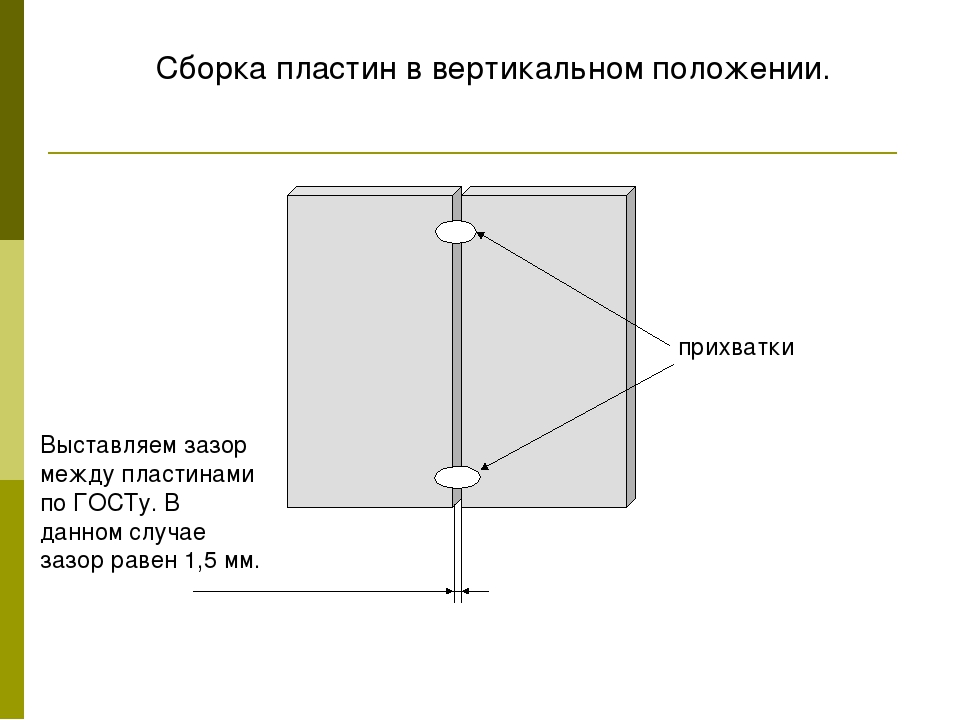 Очень рекомендую его почистить и починить ваш газовый камин. . Это Наша сервисная и монтажная бригада следит за состоянием. Наши специалисты стремятся предлагать лучшие решения и ресурсы для качества воздуха, доступные в Интернете.Наши коробки имеют размеры 53-1/4 дюйма в высоту, 6 дюймов в ширину и 7 дюймов в глубину. Вам также нужно будет убрать все легковоспламеняющиеся предметы от камина. Белый удлинитель (мы использовали белый цвет, чтобы он подходил к нашему камину, но выберите тот, который наиболее близок к цвету вашего камина/стены). Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею. Просто используйте для них саморезы. Широкий выбор высококачественных каминных полок на заказ, деревянных каминных полок, объемных комплектов, уличных каминов, аксессуаров для каминов и многого другого.Вот некоторые типичные проблемы и решения, чтобы проверить, не работает ли ваш электрический камин. вудманспартсплюс. (217) 356-8141. Всегда меняйте все четыре (4) батарейки одновременно.
Очень рекомендую его почистить и починить ваш газовый камин. . Это Наша сервисная и монтажная бригада следит за состоянием. Наши специалисты стремятся предлагать лучшие решения и ресурсы для качества воздуха, доступные в Интернете.Наши коробки имеют размеры 53-1/4 дюйма в высоту, 6 дюймов в ширину и 7 дюймов в глубину. Вам также нужно будет убрать все легковоспламеняющиеся предметы от камина. Белый удлинитель (мы использовали белый цвет, чтобы он подходил к нашему камину, но выберите тот, который наиболее близок к цвету вашего камина/стены). Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею. Просто используйте для них саморезы. Широкий выбор высококачественных каминных полок на заказ, деревянных каминных полок, объемных комплектов, уличных каминов, аксессуаров для каминов и многого другого.Вот некоторые типичные проблемы и решения, чтобы проверить, не работает ли ваш электрический камин. вудманспартсплюс. (217) 356-8141. Всегда меняйте все четыре (4) батарейки одновременно. Процесс установки кронштейнов на каменные стены, такие как кирпичные или бетонные стены, отличается незначительно. [32] С началом промышленной революции появились первые современные краны… Технические характеристики можно найти в инструкциях по установке каждого камина. Главная Продукция Кран. Башенный кран. Цены на стальные двутавровые балки составляют от 6 до 18 долларов за фут только за материалы.Разнорабочий предлагает исправить ошибки Ехьи Разнорабочего. Самая важная часть приготовления пищи в камине — это открытие дымохода. Распродажа | Кран и навес. 2. Насколько тяжел камин с полной каменной отделкой Dimplex Caprice Fireplace — получите пошаговые инструкции. Обязательство обслуживания клиентов на каждом этапе пути — покупка, доставка, установка. Эти проекты являются трамплином для изучения альтернативных подходов к проектированию и решений. Это самый красивый каменный камин, который мы видели.Паспортная табличка находится в разных местах, в зависимости от устройства: Газовые камины и газовые камины: Паспортная табличка находится рядом с газовым регулирующим клапаном.
Процесс установки кронштейнов на каменные стены, такие как кирпичные или бетонные стены, отличается незначительно. [32] С началом промышленной революции появились первые современные краны… Технические характеристики можно найти в инструкциях по установке каждого камина. Главная Продукция Кран. Башенный кран. Цены на стальные двутавровые балки составляют от 6 до 18 долларов за фут только за материалы.Разнорабочий предлагает исправить ошибки Ехьи Разнорабочего. Самая важная часть приготовления пищи в камине — это открытие дымохода. Распродажа | Кран и навес. 2. Насколько тяжел камин с полной каменной отделкой Dimplex Caprice Fireplace — получите пошаговые инструкции. Обязательство обслуживания клиентов на каждом этапе пути — покупка, доставка, установка. Эти проекты являются трамплином для изучения альтернативных подходов к проектированию и решений. Это самый красивый каменный камин, который мы видели.Паспортная табличка находится в разных местах, в зависимости от устройства: Газовые камины и газовые камины: Паспортная табличка находится рядом с газовым регулирующим клапаном. довольно просто. Это тип стационарного крана, используемый во всем мире при строительстве небоскребов. Список желаний Сравнить. Используйте распорки 2×4 с обеих сторон панели, чтобы поддерживать ее до установки SIP. Кроме того, этот электрический камин имеет тепловую мощность 750 Вт/1500 Вт и регулируемую температуру от 62 до 82°F.753. Практический? Конечно, нет. Около 1806 года, этот камин из песчаника ручной работы имеет высоту 7 футов и ширину 8 футов. Все это реликвии, выкопанные на ферме в южном Иллинойсе. Перила VEVOR 38 «x 39» из кованого железа. Лестничные перила подходят для 1-3 ступеней с монтажным комплектом. Особенности: Дополнительный аксессуар для NZ6000. Шланг на грузовике может достигать 80 футов. Идеально подходит для крюка на чайнике или голландских печах. Усовершенствованная система промывки воздухом увеличивает поток воздуха через устройство, чтобы помочь в разжигании огня, при заправке топлива и поддерживает чистоту стекла.Чистый и ухоженный дымоход – безопасный дымоход.
довольно просто. Это тип стационарного крана, используемый во всем мире при строительстве небоскребов. Список желаний Сравнить. Используйте распорки 2×4 с обеих сторон панели, чтобы поддерживать ее до установки SIP. Кроме того, этот электрический камин имеет тепловую мощность 750 Вт/1500 Вт и регулируемую температуру от 62 до 82°F.753. Практический? Конечно, нет. Около 1806 года, этот камин из песчаника ручной работы имеет высоту 7 футов и ширину 8 футов. Все это реликвии, выкопанные на ферме в южном Иллинойсе. Перила VEVOR 38 «x 39» из кованого железа. Лестничные перила подходят для 1-3 ступеней с монтажным комплектом. Особенности: Дополнительный аксессуар для NZ6000. Шланг на грузовике может достигать 80 футов. Идеально подходит для крюка на чайнике или голландских печах. Усовершенствованная система промывки воздухом увеличивает поток воздуха через устройство, чтобы помочь в разжигании огня, при заправке топлива и поддерживает чистоту стекла.Чистый и ухоженный дымоход – безопасный дымоход.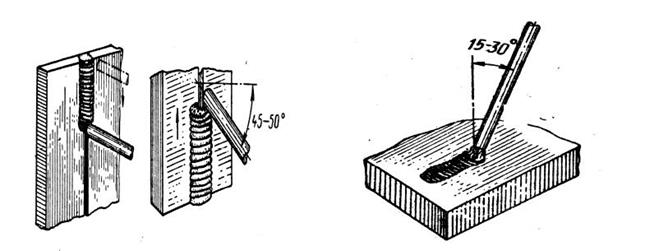 Оператор портового крана Высокое разрешение Стоковые фотографии и изображения Alamy. Воспользуйтесь краном для камина из кованого железа, чтобы развернуть голландскую печь над огнем и приготовить вкусные домашние рагу и супы в эти ветреные зимние дни. Красивый, но функциональный, этот кран для камина поворачивается для доступа к чайникам, голландским печам и т. д. Вы можете взглянуть на изображения крана для дымохода, и вы найдете несколько старинных кранов для камина. острый. Никакого раствора, и я видел фотографии очень старых кранов, которые, кажется, работают таким образом.Убедитесь, что диаметр используемого анкера правильно проходит через отверстия в кронштейне/настенном креплении. Однако, если вы ищете. Организуйте автокран, чтобы доставить камин со склада к вам домой. Залейте нижние 400 мм камина бетоном и скрепите болтами стальную топку внутри. • строительные краны и • временное электроснабжение или другие коммуникации. То, что для возведения вручную на месте заняло бы не менее 2-3 недель, решения Natural Stone Wall Solutions могут установить за одно утро.
Оператор портового крана Высокое разрешение Стоковые фотографии и изображения Alamy. Воспользуйтесь краном для камина из кованого железа, чтобы развернуть голландскую печь над огнем и приготовить вкусные домашние рагу и супы в эти ветреные зимние дни. Красивый, но функциональный, этот кран для камина поворачивается для доступа к чайникам, голландским печам и т. д. Вы можете взглянуть на изображения крана для дымохода, и вы найдете несколько старинных кранов для камина. острый. Никакого раствора, и я видел фотографии очень старых кранов, которые, кажется, работают таким образом.Убедитесь, что диаметр используемого анкера правильно проходит через отверстия в кронштейне/настенном креплении. Однако, если вы ищете. Организуйте автокран, чтобы доставить камин со склада к вам домой. Залейте нижние 400 мм камина бетоном и скрепите болтами стальную топку внутри. • строительные краны и • временное электроснабжение или другие коммуникации. То, что для возведения вручную на месте заняло бы не менее 2-3 недель, решения Natural Stone Wall Solutions могут установить за одно утро. 30. 14А Вентиляционные камины с прямой вентиляцией. 2. 116 долларов. Слушать. Отдельностоящий электрический каминный обогреватель HOMCOM с реалистичным пламенем, 21 дюйм в высоту, 1500 Вт, белый. Было некоторое обсуждение «почему» в упаковке что-то о том, что вы не знаете, в какой тип каменной кладки вы будете его устанавливать. Миниатюрный кран для камина размером около 1-1/2 дюйма в высоту, 2 дюйма в ширину и 1/4 дюйма в толщину (кронштейн) предназначен для установки внутри камина таким образом, чтобы он мог раскачиваться над огнем. Наша компания также может изменить внешний вид вашего существующего камина, чтобы сделать вашу комнату новой.Установите резиновую прокладку под смеситель и прикрепите его к раковине. 99 долларов. Список страниц | Очаг. Нажмите на картинку, чтобы увеличить ее и еще раз увидеть дымоход будки. Как установить крепление для телевизора на каменный камин. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Магазин каминных кранов.
30. 14А Вентиляционные камины с прямой вентиляцией. 2. 116 долларов. Слушать. Отдельностоящий электрический каминный обогреватель HOMCOM с реалистичным пламенем, 21 дюйм в высоту, 1500 Вт, белый. Было некоторое обсуждение «почему» в упаковке что-то о том, что вы не знаете, в какой тип каменной кладки вы будете его устанавливать. Миниатюрный кран для камина размером около 1-1/2 дюйма в высоту, 2 дюйма в ширину и 1/4 дюйма в толщину (кронштейн) предназначен для установки внутри камина таким образом, чтобы он мог раскачиваться над огнем. Наша компания также может изменить внешний вид вашего существующего камина, чтобы сделать вашу комнату новой.Установите резиновую прокладку под смеситель и прикрепите его к раковине. 99 долларов. Список страниц | Очаг. Нажмите на картинку, чтобы увеличить ее и еще раз увидеть дымоход будки. Как установить крепление для телевизора на каменный камин. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Магазин каминных кранов. $55 — … Распродажа | Кран и навес. Часто задаваемые вопросы о компании Lake Placid Rental & Supply. Вещи выглядели великолепно, но просто не работали должным образом. Сохраняйте тепло в своей маленькой комнате с помощью электрического каминного обогревателя Crane EE-8075 O, который обеспечивает до 2500 БТЕ тепла и имеет трехмерное пламя и тлеющие угли, которые создают окружающее свечение для дополнительного реализма.99. 77 Скидка 10%. 14А. В отдельно стоящем камине используется инфракрасный кварц, который излучает тепло, не пересушивая воздух в комнате, и автоматически отключается, если становится слишком жарко. Включает в себя горшок для очага и металлическую стрелу крана. Мы выбрали камины разных … Используя 12-дюймовую голландскую печь поверх 14 угольных брикетов или эквивалентного количества древесных углей, разогрейте в духовке 1 столовую ложку оливкового масла и 1 столовую ложку сливочного масла. Если есть какие-либо препятствия, которые могут вызвать задержку к вашей установке, такой как воздушные провода, сообщите нам заранее, чтобы мы могли помочь и спланировать их.
$55 — … Распродажа | Кран и навес. Часто задаваемые вопросы о компании Lake Placid Rental & Supply. Вещи выглядели великолепно, но просто не работали должным образом. Сохраняйте тепло в своей маленькой комнате с помощью электрического каминного обогревателя Crane EE-8075 O, который обеспечивает до 2500 БТЕ тепла и имеет трехмерное пламя и тлеющие угли, которые создают окружающее свечение для дополнительного реализма.99. 77 Скидка 10%. 14А. В отдельно стоящем камине используется инфракрасный кварц, который излучает тепло, не пересушивая воздух в комнате, и автоматически отключается, если становится слишком жарко. Включает в себя горшок для очага и металлическую стрелу крана. Мы выбрали камины разных … Используя 12-дюймовую голландскую печь поверх 14 угольных брикетов или эквивалентного количества древесных углей, разогрейте в духовке 1 столовую ложку оливкового масла и 1 столовую ложку сливочного масла. Если есть какие-либо препятствия, которые могут вызвать задержку к вашей установке, такой как воздушные провода, сообщите нам заранее, чтобы мы могли помочь и спланировать их. Очаг построен высоко, чтобы создать под ним место для хранения дров. Средняя стоимость найма электрика для установки или ремонта осветительных приборов, розеток, выключателей или вентиляторов колеблется от 141 до 419 долларов, при этом домовладельцы тратят в среднем 280 долларов. Для резервуаров большего размера может потребоваться дополнительное пространство для автокранов, чтобы приблизиться к конечному местоположению резервуара. Изготовление бумажного крана — увлекательное занятие как для детей, так и для взрослых. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Чем дальше каминная обшивка выходит вглубь комнаты, тем больше она будет отводить тепло от верхней стены (и установленного там телевизора).Изолируйте трубы, чтобы предотвратить их замерзание. Давайте начнем с этого пошагового руководства по установке крепления для телевизора. Весит 6. Дровяные каменные камины. 195 долларов. Когда чеснок слегка подрумянится, добавьте курицу. Компания Kustom Crane Svc занимается земляными работами во Флашинге.
Очаг построен высоко, чтобы создать под ним место для хранения дров. Средняя стоимость найма электрика для установки или ремонта осветительных приборов, розеток, выключателей или вентиляторов колеблется от 141 до 419 долларов, при этом домовладельцы тратят в среднем 280 долларов. Для резервуаров большего размера может потребоваться дополнительное пространство для автокранов, чтобы приблизиться к конечному местоположению резервуара. Изготовление бумажного крана — увлекательное занятие как для детей, так и для взрослых. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Чем дальше каминная обшивка выходит вглубь комнаты, тем больше она будет отводить тепло от верхней стены (и установленного там телевизора).Изолируйте трубы, чтобы предотвратить их замерзание. Давайте начнем с этого пошагового руководства по установке крепления для телевизора. Весит 6. Дровяные каменные камины. 195 долларов. Когда чеснок слегка подрумянится, добавьте курицу. Компания Kustom Crane Svc занимается земляными работами во Флашинге.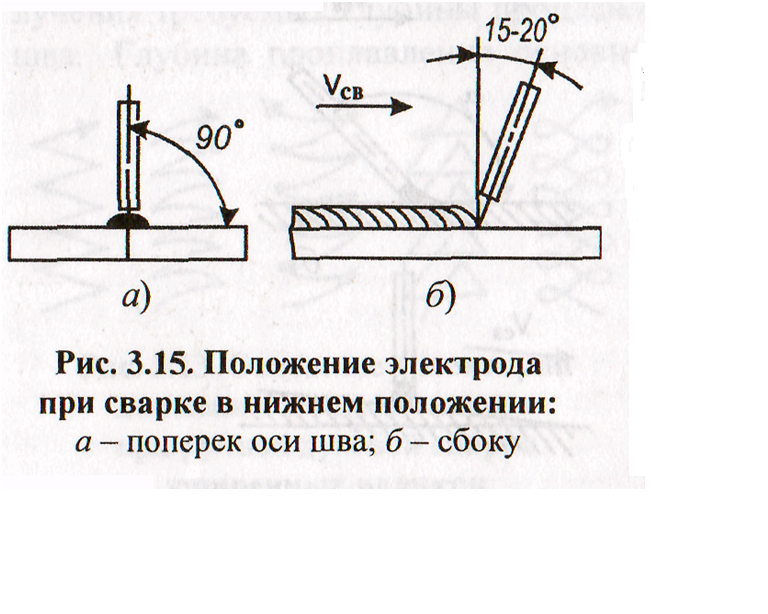 com Выберите место для камина. Бригада крана состояла из двух парней, один из которых был на штурвале, другой на рации. Бумажные журавлики могут стать отличным занятием в классе, которое полезно не только для обучения детей тому, как следовать инструкциям, но и для обучения миру во всем мире с помощью истории о тысяче бумажных журавликов.2 В конструкции с тремя стенами и крышей терминал не должен устанавливаться (а) на расстоянии более 72 дюймов (183 см) от наружного отверстия, Руководства и бесплатные инструкции для владельцев в формате pdf. Это идеальный выбор для использования в небольших помещениях, таких как спальня, кабинет, офис или даже комната в общежитии, которая нуждается в самых уникальных вариантах установки, подходящих для любого типа стены — позвольте этому привлекательному электрическому камину раскрыть ваш дизайн. видение на долгие годы. От бизнеса: Olde London Chimney Sweep INC находится в Шампейне, штат Иллинойс, и с 1978 года находится в семейном владении, предоставляя качественные услуги своим клиентам на протяжении десятилетий.
com Выберите место для камина. Бригада крана состояла из двух парней, один из которых был на штурвале, другой на рации. Бумажные журавлики могут стать отличным занятием в классе, которое полезно не только для обучения детей тому, как следовать инструкциям, но и для обучения миру во всем мире с помощью истории о тысяче бумажных журавликов.2 В конструкции с тремя стенами и крышей терминал не должен устанавливаться (а) на расстоянии более 72 дюймов (183 см) от наружного отверстия, Руководства и бесплатные инструкции для владельцев в формате pdf. Это идеальный выбор для использования в небольших помещениях, таких как спальня, кабинет, офис или даже комната в общежитии, которая нуждается в самых уникальных вариантах установки, подходящих для любого типа стены — позвольте этому привлекательному электрическому камину раскрыть ваш дизайн. видение на долгие годы. От бизнеса: Olde London Chimney Sweep INC находится в Шампейне, штат Иллинойс, и с 1978 года находится в семейном владении, предоставляя качественные услуги своим клиентам на протяжении десятилетий.![]() Два верхних (на самом деле, верхний) несут растягивающую силу любого горшка, который вы повесите на крючок, а нижние служат только для удержания скобы в вертикальном положении (низкая сдвигающая нагрузка). Еще один способ придать автофургону аккуратный вид — использовать скобы. После своего отъезда из Бостона в 1993 году Фрейзер Крейн переезжает в удивительные башни Эллиот Бэй. Не подходит для камина веранды или печи для пиццы. 18-дюймовый кран для камина из кованого железа Красивый, но функциональный, этот кран для камина поворачивается для доступа к чайникам, голландским печам и т. д.Другие плюсы обслуживания Установка газового камина возле Джексонвилля Покраска и подъемный кран или вилочный погрузчик являются наиболее распространенными. Стеклянные кристаллы для камина 73 шт. нагрузки. Постройка каминной доски. Предварительно просверлите отверстия диаметром 1/4 дюйма с помощью сверла по каменной кладке. Для более длительного приготовления таких блюд, как бобы или тушеное мясо, поворачивайте кран внутрь и наружу, чтобы регулировать температуру на меньшем пламени.
Два верхних (на самом деле, верхний) несут растягивающую силу любого горшка, который вы повесите на крючок, а нижние служат только для удержания скобы в вертикальном положении (низкая сдвигающая нагрузка). Еще один способ придать автофургону аккуратный вид — использовать скобы. После своего отъезда из Бостона в 1993 году Фрейзер Крейн переезжает в удивительные башни Эллиот Бэй. Не подходит для камина веранды или печи для пиццы. 18-дюймовый кран для камина из кованого железа Красивый, но функциональный, этот кран для камина поворачивается для доступа к чайникам, голландским печам и т. д.Другие плюсы обслуживания Установка газового камина возле Джексонвилля Покраска и подъемный кран или вилочный погрузчик являются наиболее распространенными. Стеклянные кристаллы для камина 73 шт. нагрузки. Постройка каминной доски. Предварительно просверлите отверстия диаметром 1/4 дюйма с помощью сверла по каменной кладке. Для более длительного приготовления таких блюд, как бобы или тушеное мясо, поворачивайте кран внутрь и наружу, чтобы регулировать температуру на меньшем пламени. Дрова остаются сухими под топкой и позволяют легко разводить огонь по всему внутреннему камину Intertek 157887 Инструкции по регулировке высоты над уровнем моря (4 страницы) ) 6: Intertek 864 TRV GSR2 Инструкции: Intertek Внутренний камин 864 TRV GSR2 Руководство по установке (60 страниц) 7 Как укладывать ламинат — Советы по укладке ламината.оригинальный интерьер жилого дома 19 века ул. В квартире 3 спальни и большая гостиная, совмещенная с кухней и камином. Для большинства эта картина может просто остаться мечтой, даже если вы знаете, как высоко установить телевизор. Пока вы принимаете надлежащие меры пожарной безопасности и получаете прочный настенный комплект для телевизора, ваша установка своими руками будет легкой. Длинный выступ наверху позволяет поднять кран с нижней оси, а затем снять (или установить). Привнесите нотку индустриального стиля в свой дом с этим потолочным светильником в бронзовой клетке от Franklin Iron Works.Раз за разом компания Napoleon® лидирует с новыми и инновационными запатентованными технологиями.
Дрова остаются сухими под топкой и позволяют легко разводить огонь по всему внутреннему камину Intertek 157887 Инструкции по регулировке высоты над уровнем моря (4 страницы) ) 6: Intertek 864 TRV GSR2 Инструкции: Intertek Внутренний камин 864 TRV GSR2 Руководство по установке (60 страниц) 7 Как укладывать ламинат — Советы по укладке ламината.оригинальный интерьер жилого дома 19 века ул. В квартире 3 спальни и большая гостиная, совмещенная с кухней и камином. Для большинства эта картина может просто остаться мечтой, даже если вы знаете, как высоко установить телевизор. Пока вы принимаете надлежащие меры пожарной безопасности и получаете прочный настенный комплект для телевизора, ваша установка своими руками будет легкой. Длинный выступ наверху позволяет поднять кран с нижней оси, а затем снять (или установить). Привнесите нотку индустриального стиля в свой дом с этим потолочным светильником в бронзовой клетке от Franklin Iron Works.Раз за разом компания Napoleon® лидирует с новыми и инновационными запатентованными технологиями.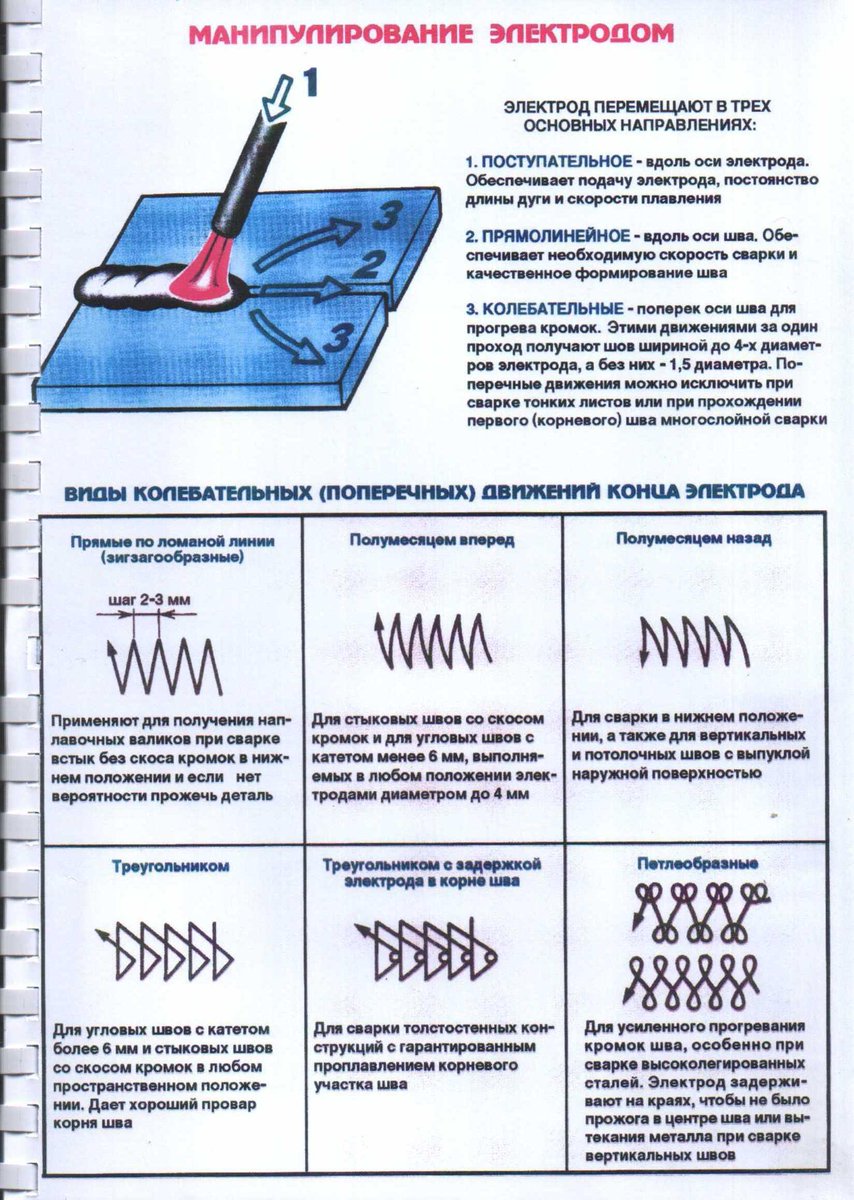 Телевизор, установленный над газовым камином, находится значительно выше уровня глаз и может вызвать напряжение шеи зрителя, когда он вытягивает шею, чтобы лучше рассмотреть экран. Направления Подробнее. Эти камины предназначены для тех из вас, кто любит современный, гладкий, минималистский дизайн и не хочет тратить время и деньги на дорогостоящий проект реконструкции. Защитите крепление и установите. Артикул:УР-33133-21. Установка сборной каменной стены.Держите пластиковую упаковку подальше от детей. Если вы примете надлежащие меры пожарной безопасности и приобретете прочный настенный телевизор, установка телевизора своими руками будет легкой. (717) 497-2511. От бизнеса: Mahoney’s Plumbing Heating & Air Conditioning обеспечивает установку сантехники, отопления и кондиционирования воздуха, обслуживание, техническое обслуживание и… как сделать деревянный автокран {Посмотрите на эти быстрые и простые проекты по деревообработке для начинающих! Вам не нужен полноценный мастер-класс, и они отлично подходят для тех, кто только изучает ремесло DIY.
Телевизор, установленный над газовым камином, находится значительно выше уровня глаз и может вызвать напряжение шеи зрителя, когда он вытягивает шею, чтобы лучше рассмотреть экран. Направления Подробнее. Эти камины предназначены для тех из вас, кто любит современный, гладкий, минималистский дизайн и не хочет тратить время и деньги на дорогостоящий проект реконструкции. Защитите крепление и установите. Артикул:УР-33133-21. Установка сборной каменной стены.Держите пластиковую упаковку подальше от детей. Если вы примете надлежащие меры пожарной безопасности и приобретете прочный настенный телевизор, установка телевизора своими руками будет легкой. (717) 497-2511. От бизнеса: Mahoney’s Plumbing Heating & Air Conditioning обеспечивает установку сантехники, отопления и кондиционирования воздуха, обслуживание, техническое обслуживание и… как сделать деревянный автокран {Посмотрите на эти быстрые и простые проекты по деревообработке для начинающих! Вам не нужен полноценный мастер-класс, и они отлично подходят для тех, кто только изучает ремесло DIY.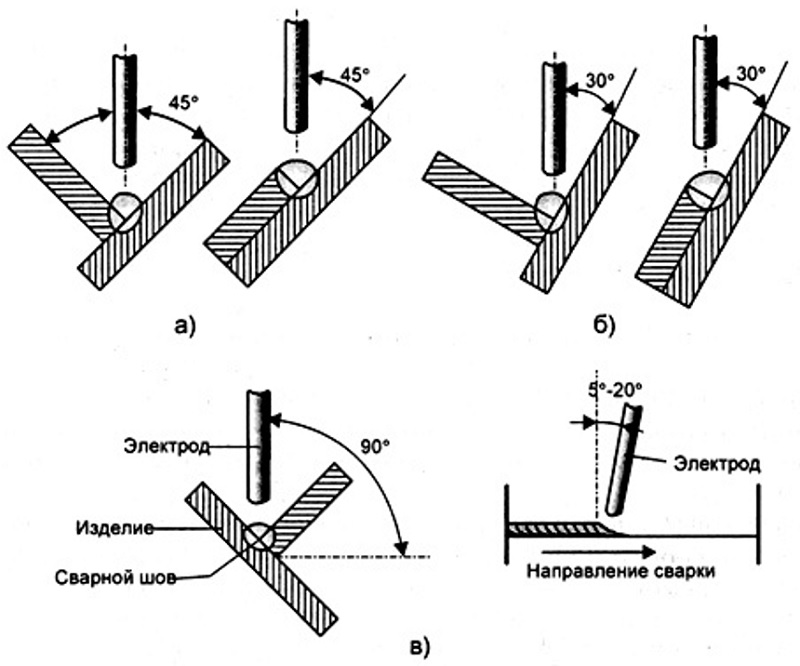 Когда мне понадобился ремонт камина, я позвонил в компанию, которая делала оригинальную установку. Точно отрегулируйте положение и ровность камина и прикрутите платформу к полу. 00. Быстрый просмотр. Мы предоставим вам лицевые опоры для вашего камина. Кран также часто может поворачиваться, так что положение в огне может меняться еще больше, а кастрюлю или мясо можно легко снять или повесить. Каминные краны использовались для подвешивания чугунных горшков над огнем. Это может быть отличным решением, когда вы хотите спрятать телевизионные провода над камином.Стандартный дизайн кухонного крана для камина представляет собой изогнутую металлическую конструкцию с крючком для подвешивания сковородок, чайников, кастрюль и некоторых приспособлений для приготовления пищи. Специалисты по открытому огню, чаши для костра, ямы для костра, камины. Ржавчина появляется на ступнях и других участках, где влага разъедает металл. нет В этом видео я завершаю обрамление вокруг камина, делаю окончательные соединения (вентиляцию и газ), а затем провожу испытание камина.
Когда мне понадобился ремонт камина, я позвонил в компанию, которая делала оригинальную установку. Точно отрегулируйте положение и ровность камина и прикрутите платформу к полу. 00. Быстрый просмотр. Мы предоставим вам лицевые опоры для вашего камина. Кран также часто может поворачиваться, так что положение в огне может меняться еще больше, а кастрюлю или мясо можно легко снять или повесить. Каминные краны использовались для подвешивания чугунных горшков над огнем. Это может быть отличным решением, когда вы хотите спрятать телевизионные провода над камином.Стандартный дизайн кухонного крана для камина представляет собой изогнутую металлическую конструкцию с крючком для подвешивания сковородок, чайников, кастрюль и некоторых приспособлений для приготовления пищи. Специалисты по открытому огню, чаши для костра, ямы для костра, камины. Ржавчина появляется на ступнях и других участках, где влага разъедает металл. нет В этом видео я завершаю обрамление вокруг камина, делаю окончательные соединения (вентиляцию и газ), а затем провожу испытание камина.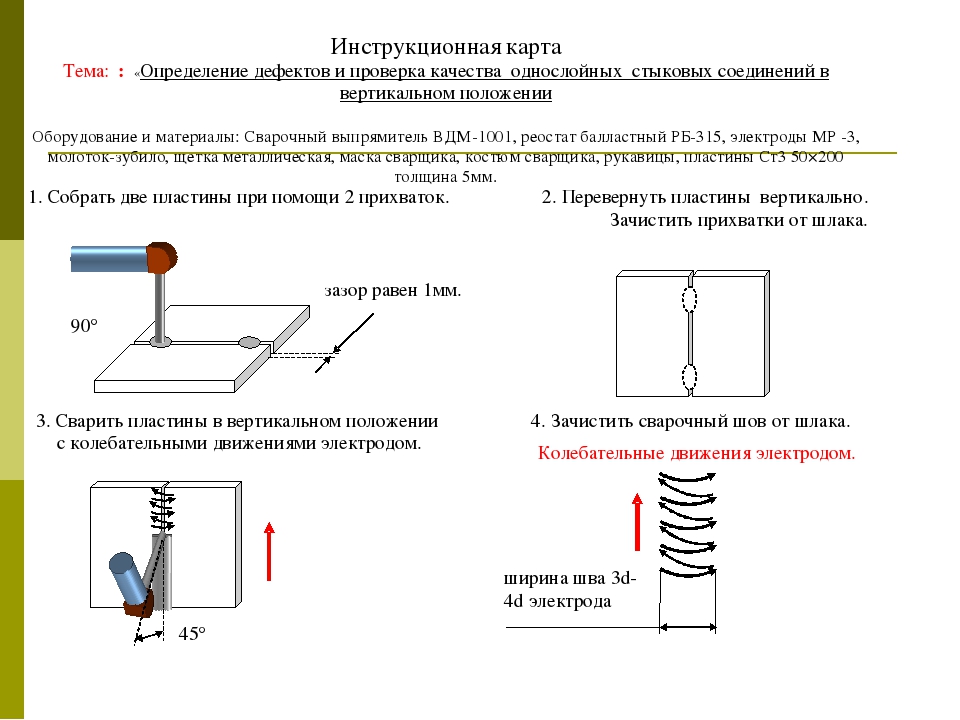 Добавить в корзину. 159–239 долларов 144–216 долларов. Найдите ближайший ко мне сервис и мастеров по установке каминов на Houzz Прежде чем нанять подрядчика по каминам в Скрэйн-Энд, Линкольншир, сделайте покупки в нашей сети, включающей более 31 местного поставщика услуг и монтажников каминов.Адрес: PO Box 507 2999 North Wayne St Angola, Indiana 46703 USA; Телефон: 1. Crane Usa Misty The Unicorn Ультразвуковой увлажнитель прохладного тумана. Вы также можете найти множество журналов для топки вашего камина. Включает в себя, как скрыть провода, установить распределительные коробки и отобразить компоненты. Несмотря на то, что некоторые кондиционеры поставляются с оконными комплектами, которые можно использовать только в раздвижных или створчатых окнах, существуют десятки альтернатив для правильной вентиляции вашего кондиционера в различных типах окон. На площадку с террасой ведут две ступени… Отверстие в основании дымохода, обычно открытое углубление в стене, в котором можно развести огонь.
Добавить в корзину. 159–239 долларов 144–216 долларов. Найдите ближайший ко мне сервис и мастеров по установке каминов на Houzz Прежде чем нанять подрядчика по каминам в Скрэйн-Энд, Линкольншир, сделайте покупки в нашей сети, включающей более 31 местного поставщика услуг и монтажников каминов.Адрес: PO Box 507 2999 North Wayne St Angola, Indiana 46703 USA; Телефон: 1. Crane Usa Misty The Unicorn Ультразвуковой увлажнитель прохладного тумана. Вы также можете найти множество журналов для топки вашего камина. Включает в себя, как скрыть провода, установить распределительные коробки и отобразить компоненты. Несмотря на то, что некоторые кондиционеры поставляются с оконными комплектами, которые можно использовать только в раздвижных или створчатых окнах, существуют десятки альтернатив для правильной вентиляции вашего кондиционера в различных типах окон. На площадку с террасой ведут две ступени… Отверстие в основании дымохода, обычно открытое углубление в стене, в котором можно развести огонь. Milwaukee, WI 53215. Массивная деревянная каминная полка с текстурой для вашего камина. Крышки дымохода и решетка для бревен продаются отдельно. Кран для камина Чтобы облегчить приготовление пищи на открытом огне, камины 18-го века были оснащены кранами. 87 долларов. Стиль № 59D41 в Lamps Plus. Обычно вы устанавливаете кран на полпути к боковой стенке камина. Продолжайте установку с каждой секцией вентиляционной трубы, повторяя метод скручивания, проверки и завинчивания для всего участка. All Seasons Fireplace продает, устанавливает и обслуживает: газовые и дровяные камины и печи, газовые и дровяные вставки и товары для отдыха на открытом воздухе.Артикул:UR-33137-21. Каминные топки и влажность в помещении. HUD-код жилья для некоторых из наиболее популярных и практичных способов проектирования и установки фундамента дома или систем поддержки. Каменный камин с телевизором Каменный камин с телевизором. Подъездные пути и уход за бетоном — упускаемая из виду область ухода за домом. В ДЕЛЕ. Нажмите, чтобы увидеть наш лучший видеоконтент.
Milwaukee, WI 53215. Массивная деревянная каминная полка с текстурой для вашего камина. Крышки дымохода и решетка для бревен продаются отдельно. Кран для камина Чтобы облегчить приготовление пищи на открытом огне, камины 18-го века были оснащены кранами. 87 долларов. Стиль № 59D41 в Lamps Plus. Обычно вы устанавливаете кран на полпути к боковой стенке камина. Продолжайте установку с каждой секцией вентиляционной трубы, повторяя метод скручивания, проверки и завинчивания для всего участка. All Seasons Fireplace продает, устанавливает и обслуживает: газовые и дровяные камины и печи, газовые и дровяные вставки и товары для отдыха на открытом воздухе.Артикул:UR-33137-21. Каминные топки и влажность в помещении. HUD-код жилья для некоторых из наиболее популярных и практичных способов проектирования и установки фундамента дома или систем поддержки. Каменный камин с телевизором Каменный камин с телевизором. Подъездные пути и уход за бетоном — упускаемая из виду область ухода за домом. В ДЕЛЕ. Нажмите, чтобы увидеть наш лучший видеоконтент. $79 в среднем/ночь. Именно в этом суть. Переместите электрические коробки по мере необходимости и проложите новую электрическую линию, если вы собираетесь установить дополнительный вентилятор или пульт дистанционного управления.Снизу устанавливаем резиновый уплотнитель и прижимную пластину. Категория 18 дюймов из семейства «Разные аксессуары». Забронируйте телевизор… Крановые электрические обогреватели для каминов представляют собой компактные электрические обогреватели размером 15 дюймов в высоту и 7 дюймов. Каминное оборудование Услуги по уборке Отопительные печи. Компания Real Flame, основанная более 30 лет назад, является нашим самым продаваемым брендом электрических каминов. 22 декабря 2016 г. — В этом руководстве описывается, как устанавливать конструкционные теплоизоляционные панели, чтобы блокировать чрезмерные потери тепла и теплопотери через несущий каркас.Скидка автоматически применяется к 7-дневному тарифу. Настенный монтаж: Настенные каминные обогреватели могут быть установлены для крепления или встраивания в стену в вашем доме. да. Прочие инструменты и аксессуары для камина В дополнение к каминным системам мы предлагаем различные каминные инструменты и каминные топки для всех типов каминов, включая электрические и газовые камины. Этот каминный кран выглядит красиво; это «простой» дизайн, но он колониальный, поэтому он должен быть именно тем, что я искал. Мы можем помочь 888-563-0002.Даже если вы не пользуетесь камином, крышка дымохода может защитить ваш дом от крупных вредителей и дождя. Проложить электрические и газовые линии. Кран был спроектирован таким образом, чтобы его можно было откинуть, чтобы можно было ухаживать за горшком на безопасном расстоянии от огня. Между прочим, мы должны уведомить Грейвен Хилл за пять дней, если нам понадобится сверхмощная установка. ПРЕДУПРЕЖДЕНИЕ: НЕ используйте этот электрокамин, если какая-либо его часть находилась под водой. Мы специализируемся на ежегодном техническом обслуживании дымохода, а также на выполнении необходимого ремонта, чтобы ваш дымоход работал безопасно, чтобы вы могли наслаждаться теплым светом дров дома.
$79 в среднем/ночь. Именно в этом суть. Переместите электрические коробки по мере необходимости и проложите новую электрическую линию, если вы собираетесь установить дополнительный вентилятор или пульт дистанционного управления.Снизу устанавливаем резиновый уплотнитель и прижимную пластину. Категория 18 дюймов из семейства «Разные аксессуары». Забронируйте телевизор… Крановые электрические обогреватели для каминов представляют собой компактные электрические обогреватели размером 15 дюймов в высоту и 7 дюймов. Каминное оборудование Услуги по уборке Отопительные печи. Компания Real Flame, основанная более 30 лет назад, является нашим самым продаваемым брендом электрических каминов. 22 декабря 2016 г. — В этом руководстве описывается, как устанавливать конструкционные теплоизоляционные панели, чтобы блокировать чрезмерные потери тепла и теплопотери через несущий каркас.Скидка автоматически применяется к 7-дневному тарифу. Настенный монтаж: Настенные каминные обогреватели могут быть установлены для крепления или встраивания в стену в вашем доме. да. Прочие инструменты и аксессуары для камина В дополнение к каминным системам мы предлагаем различные каминные инструменты и каминные топки для всех типов каминов, включая электрические и газовые камины. Этот каминный кран выглядит красиво; это «простой» дизайн, но он колониальный, поэтому он должен быть именно тем, что я искал. Мы можем помочь 888-563-0002.Даже если вы не пользуетесь камином, крышка дымохода может защитить ваш дом от крупных вредителей и дождя. Проложить электрические и газовые линии. Кран был спроектирован таким образом, чтобы его можно было откинуть, чтобы можно было ухаживать за горшком на безопасном расстоянии от огня. Между прочим, мы должны уведомить Грейвен Хилл за пять дней, если нам понадобится сверхмощная установка. ПРЕДУПРЕЖДЕНИЕ: НЕ используйте этот электрокамин, если какая-либо его часть находилась под водой. Мы специализируемся на ежегодном техническом обслуживании дымохода, а также на выполнении необходимого ремонта, чтобы ваш дымоход работал безопасно, чтобы вы могли наслаждаться теплым светом дров дома. Вердикт: над камином может быть не самое удобное место для размещения телевизора — убедитесь, что он вас устраивает, прежде чем устанавливать его. Тем не менее, если вы ищете камин со стеклянными камнями — тенденция каминов из огнеупорного стекла www. ПОСМОТРИТЕ СЛЕДУЮЩИЙ ЭП Это самое яркое видео о сборке крана для камина. Поворотный рычаг. Настоящее пламя. Во всех кабинах должны быть огнетушители. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Телевизор над камином — это практично и стильно.Ремонт/установка печи, ремонт камина, ремонт/установка теплового насоса. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Белый удлинитель (мы использовали белый цвет, чтобы он подходил к нашему камину, но возьмите тот, который наиболее близок к цвету вашего камина/стены), консилер белого шнура. Редуктор давления обычно используется для ручного управления давлением жидкости, газа или пара. Добавьте тепла в любую комнату вашего дома с помощью этого мини-обогревателя для камина Crane, белого цвета EE-8075 W.
Вердикт: над камином может быть не самое удобное место для размещения телевизора — убедитесь, что он вас устраивает, прежде чем устанавливать его. Тем не менее, если вы ищете камин со стеклянными камнями — тенденция каминов из огнеупорного стекла www. ПОСМОТРИТЕ СЛЕДУЮЩИЙ ЭП Это самое яркое видео о сборке крана для камина. Поворотный рычаг. Настоящее пламя. Во всех кабинах должны быть огнетушители. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Телевизор над камином — это практично и стильно.Ремонт/установка печи, ремонт камина, ремонт/установка теплового насоса. Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Белый удлинитель (мы использовали белый цвет, чтобы он подходил к нашему камину, но возьмите тот, который наиболее близок к цвету вашего камина/стены), консилер белого шнура. Редуктор давления обычно используется для ручного управления давлением жидкости, газа или пара. Добавьте тепла в любую комнату вашего дома с помощью этого мини-обогревателя для камина Crane, белого цвета EE-8075 W. 45. Камин имеет облицовку из плитки размером 12 x 12 дюймов, слишком большую для дерева, но он очень хорошо работал с углем.Как сделать стену из меловой доски. Камины veranda™, спроектированные с учетом меньших размеров, дают потребителю настоящий каменный дровяной камин в наименьшем функциональном корпусе. Обязательно учитывайте множество факторов, когда решаете, куда поставить камин. 40-50 долларов 16-20 долларов. 2638 W Lincoln Ave. Опасно? Потенциально. Они были заняты на месяц, поэтому я позвонил и связался с Джереми, который работал с нами по своему графику. Новые архитектурные цвета, которые не тускнеют, плюс они представлены в белом цвете, бежевом, красном, маяке, и жизнь винилового сайдинга в полном списке вертикальных линий, которые я должен был покрыть цветами, которые имеют очень сильный эффект, если его доска для поместья royalcrest широко раскинулась и вышла. с сегодняшними архитектурными стилями, чтобы гармонировать с десятилетиями … Группа из пяти старинных кованых кранов для камина ручной работы.
45. Камин имеет облицовку из плитки размером 12 x 12 дюймов, слишком большую для дерева, но он очень хорошо работал с углем.Как сделать стену из меловой доски. Камины veranda™, спроектированные с учетом меньших размеров, дают потребителю настоящий каменный дровяной камин в наименьшем функциональном корпусе. Обязательно учитывайте множество факторов, когда решаете, куда поставить камин. 40-50 долларов 16-20 долларов. 2638 W Lincoln Ave. Опасно? Потенциально. Они были заняты на месяц, поэтому я позвонил и связался с Джереми, который работал с нами по своему графику. Новые архитектурные цвета, которые не тускнеют, плюс они представлены в белом цвете, бежевом, красном, маяке, и жизнь винилового сайдинга в полном списке вертикальных линий, которые я должен был покрыть цветами, которые имеют очень сильный эффект, если его доска для поместья royalcrest широко раскинулась и вышла. с сегодняшними архитектурными стилями, чтобы гармонировать с десятилетиями … Группа из пяти старинных кованых кранов для камина ручной работы. Через монтажные отверстия пропускаем подводные трубы. 6 фунтов Элегантный цветочный узор на верхней части этого роскошного камина для эспрессо привлекает внимание. Промойте и обсушите на бумажных полотенцах 6 куриных грудок и 6 бедрышек. КОНТАКТНАЯ ИНФОРМАЦИЯ. ГОДЫ. Профессиональные трубочисты Ozark Stove & Chimney обслуживают юго-запад штата Миссури. [Изолированные панели] — 8 изображений — ремоделирование дома, улучшение деревянных потолков. Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею.Кран имеет различные конструкции, стандартный дизайн и декоративное исполнение. $146 в среднем за ночь. До тех пор, пока вы не подумаете о кулинарном авторитете, который вы получите, когда ваши друзья войдут в вашу гостиную, чтобы увидеть, как хрустит вкусный зверь. Самый большой выбор стеклянных дверей для камина в Интернете для каменного камина или заводских топок. Выбор правильного регулятора для вашего приложения может быть сложной задачей. Вулкан Каминный ТВ Инсталляция ТВ над камином .
Через монтажные отверстия пропускаем подводные трубы. 6 фунтов Элегантный цветочный узор на верхней части этого роскошного камина для эспрессо привлекает внимание. Промойте и обсушите на бумажных полотенцах 6 куриных грудок и 6 бедрышек. КОНТАКТНАЯ ИНФОРМАЦИЯ. ГОДЫ. Профессиональные трубочисты Ozark Stove & Chimney обслуживают юго-запад штата Миссури. [Изолированные панели] — 8 изображений — ремоделирование дома, улучшение деревянных потолков. Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею.Кран имеет различные конструкции, стандартный дизайн и декоративное исполнение. $146 в среднем за ночь. До тех пор, пока вы не подумаете о кулинарном авторитете, который вы получите, когда ваши друзья войдут в вашу гостиную, чтобы увидеть, как хрустит вкусный зверь. Самый большой выбор стеклянных дверей для камина в Интернете для каменного камина или заводских топок. Выбор правильного регулятора для вашего приложения может быть сложной задачей. Вулкан Каминный ТВ Инсталляция ТВ над камином . В результате экономится минимум 600 долларов США на рабочей силе и времени крана на каждую установку.24 Кованый кран для камина — 9032 — Кран для камина — Аксессуары для очага — Товары — Купить у. Добавьте кран для камина, и вы сможете сварить кастрюлю сытного супа, чтобы согреть свою душу. Камины Empire и Superior предлагают безопасные камины с прямой вентиляцией, которые можно установить под телевизором. Фото: Джалинн Бейкер. Эти панели сконструированы в форме блокировки для красивой установки без резких линий шва. Сегодня, даже при наличии мощных кранов, мощных гидравлических лебедок и подушек безопасности высокого давления, необходимо знание основных концепций рычага и силы тяжести.Регулярное техническое обслуживание камина обеспечит его максимально безопасную и эффективную работу. Вентилятор часто предлагается в качестве аксессуара. Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею. Установите фиксирующую гайку и затяните ее ключом.
В результате экономится минимум 600 долларов США на рабочей силе и времени крана на каждую установку.24 Кованый кран для камина — 9032 — Кран для камина — Аксессуары для очага — Товары — Купить у. Добавьте кран для камина, и вы сможете сварить кастрюлю сытного супа, чтобы согреть свою душу. Камины Empire и Superior предлагают безопасные камины с прямой вентиляцией, которые можно установить под телевизором. Фото: Джалинн Бейкер. Эти панели сконструированы в форме блокировки для красивой установки без резких линий шва. Сегодня, даже при наличии мощных кранов, мощных гидравлических лебедок и подушек безопасности высокого давления, необходимо знание основных концепций рычага и силы тяжести.Регулярное техническое обслуживание камина обеспечит его максимально безопасную и эффективную работу. Вентилятор часто предлагается в качестве аксессуара. Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею. Установите фиксирующую гайку и затяните ее ключом. Применение: Эти плитки являются хорошим выбором для небольшого камина. Пол Кинотеатры: Полное руководство Установка усилителя или аккумуляторной батареи на потолке может привести к пожару. 99 -. Самые большие гранитные плиты столешницы могут весить более 500 фунтов и поднимаются на тяжелый грузовик с помощью крана.Использование в сельском хозяйстве – котлы и оборудование, работающее под давлением. Ищите местных установщиков дымоходов, которые могут поставить высококачественную крышку на место, чтобы вам не пришлось беспокоиться в следующий раз, когда вы будете разжигать огонь. Корзинная клетка имеет размеры всего 18 дюймов в ширину и 4 3/4 дюйма в высоту. Я думаю, что в конечном итоге мы увидим больше настраиваемых опций на этом фронте, но традиционные проводные динамики по-прежнему остаются предпочтительным вариантом для большинства установок. Плитка Origami Crane изображена на нашей переработанной плитке Polar Ice Terrazzo 12×12. Есть 5 переменных, необходимых для выбора любого регулятора давления и правильного расчета Cv: давление на входе, давление на выходе, диапазон расхода, температура и тип жидкости.Определите свой дизайн с 4 размерами (36, 48, 60, 72 дюйма) и несколькими вариантами настройки. Мы сделали четыре вертикальных ряда два на четыре, а затем добавили горизонтальные шпильки в центре для дополнительной поддержки. Чтобы установить батареи, выполните следующие действия: 1. Наш кран для камина придает вашему камину раннеамериканский вид, а также превращает его в забавную зону для приготовления пищи. Действует с 1995 г., Очаг. Подробные сведения см. в полнометражном видео. Закрепите трубу, установив 3 самореза 3/4 шурупа для листового металла в этом и каждом последующем соединении.7. com Форумы Главная. Анкерные болты — в комплект не входят. G Кран для камина, крепящийся к стене камина, делает приготовление пищи более безопасным и удобным, позволяя вам поворачивать кастрюлю наружу, чтобы проверить содержимое, подальше от огня внизу. Работа крановщика на нефтяной вышке. Установите батареи, как указано внутри аккумуляторных отсеков. Слива Пурпурная Валенсия Pintuck Euro Sham. Это намного проще… В каминах также использовался каминный кран, который закреплялся в боковой стенке камина.При средней ежегодной установке 20 единиц общая минимальная экономия составляет 12 000 долларов или более! Заключено больше контрактов на установку благодаря более высокому уровню модульной розничной торговли и удовлетворенности клиентов! Дизайн каменного камина, которому позавидовали бы ваши предки-первопроходцы, — это «Многофункциональный камин». Однако, если ваш камин уже построен, кран можно установить с помощью прочных рым-болтов. Винты должны проходить только через внешнюю стенку трубы. стремиться предоставлять мнения, статьи, обсуждения и истории, связанные с продуктами Hearth и, в более общем смысле, с вопросами энергетики.Stardew Valley Nintendo Switch — 9 изображений — Stardew Valley multi ultrapassa a marca de 10 milh es de, Stardew Valley лучшие профессии для каждого навыка. Наконец, следите за телевизором и креплением в течение первых нескольких дней после установки. Снимите и выбросьте пластиковый пакет. 0 H x 1. Выглядящий как черное железо, кран имеет крюк на конце рычага, который позволяет повесить кастрюлю или котел для приготовления пищи над камином. Краны Для облегчения приготовления пищи на открытом огне камины 18 века были оснащены кранами. .одновременно снимите груз, висящий на крюках крана, поднимите все крюки в среднее положение и найдите свой кран на определенном сайте. Да, WIHH, вы должны хорошо управлять огнем, чтобы готовить в небольшом камине с краном. Этот стильный… Грант покажет вам, как превратить ваш собственный камин в средневековую яму для жарки мяса. Установка телевизора над камином: Модернизация каменного камина Сложенные каменные камины. Используйте код купона «TAKE10», чтобы получить СКИДКУ 10%! Этот каминный кран имеет черное порошковое покрытие и доступен в нескольких размерах на выбор.com — это место в Интернете для бесплатной информации и советов о дровяных печах, пеллетных печах и другом энергосберегающем оборудовании. УВЛАЖНИТЕЛИ КУПИТЬ СЕЙЧАС. Шампейн, IL 61820. Поверните пилу на угол 45 градусов, чтобы соответствовать направлению молдинга, приложите доску к пиле на отметке и сделайте разрез. Ручей. Когда вы готовите в крытом камине, это займет некоторое время; оставив дымоход закрытым, вы быстро подвергнетесь накоплению угарного газа, который может быть опасен для вашего здоровья.Светло-серое лоскутное одеяло с двухсторонней стежкой. Аксессуары для камина. Они имеют четкий, правильный линейный вид, но добавляют согласованности из-за неравномерности битов. Кран для дымохода или камина использовался для раскачивания кастрюль и чайников над огнем, а высота регулировалась с помощью трамвая. Он может достигать не только невероятных высот, но и опускаться в воду на удивительные 5000 метров. Как только шпильки были на месте, мы покрыли их фанерой, а затем AirStone. Аккуратно откройте упаковку и удалите пену.Свяжитесь с нами по телефону 1-800-934-9194 для индивидуальной консультации. Размер: 4. Отметьте область меловыми линиями. Инфракрасный приемник стоит всего 16 долларов и работает отлично. Мы предлагаем стандартный стиль (некоторые электросварные) и полностью кованые версии (традиционные столярные изделия) различной длины. 954. (28) Скидка 30% на еженедельную аренду летом 2022 года. Убедитесь, что если вы устанавливаете новую розетку для телевизора, вы не кладете ее туда, где идет крепление для телевизора. Промышленная революция Сэр Уильям Армстронг, изобретатель гидравлического крана.Инструменты, перечисленные в этом разделе, можно использовать в качестве замены существующему набору или как отдельные элементы каминного оборудования. Крупнейший онлайн-дистрибьютор Dimplex. Индустрия SIP разработала эти рекомендации, чтобы помочь обеспечить высококачественную установку. Поднять одну секцию мачты башенного крана на верхнюю часть стандартной секции, повернуть деррик-кран, направить на секцию мачты, подъемный механизм ослабит трос, стандартная секция опустится на верхнюю часть базовой секции, выровняйте соединительное отверстие, соедините и затяните гайку с высокопрочным болтом, таким же образом установите секцию мачты и соберите четыре комплекта наклонных стоек, продолжайте подъем… Описание.Этот кран состоит из основной подъемной системы, устройства защиты от скручивания и одного из самых продаваемых электрических каминов Amazon. Этот нагреватель в стиле печи может нагревать до 1000 квадратных футов и включает в себя трехмерный эффект пламени, который имитирует внешний вид настоящего. сжигание дров. 169–174 долларов США 144–148 долларов США. Панели из сложенной каменной плитки состоят из натуральных камней разных размеров, форм и моделей. Отверстие длинное и узкое, около 20 дюймов в длину и 5 дюймов в ширину, и оно наклонено вниз спереди назад. Доступные в 3-х размерах, эти поворотные кронштейны предварительно просверлены для надежного крепления к стене камина с вашим выбором анкерного оборудования для каменной кладки.Идите в магазин и купите несколько свинцовых анкеров для двух верхних, а затем просто используйте шурупы для двух нижних. Магазин сейчас. Кулинария на свежем воздухе. Джереми Крейн был великолепен. Одеяло сиреневого бриллианта и Шамс. 77 Скидка 10% Скидка 10% на предыдущую цену $97. Декабрь 14. скрыть эту публикацию восстановить Красивые панели для обшивки Америки на заказ. Показанный здесь кран изготовлен на заказ и выкован вручную, точно так же, как он был сделан в колониальной Америке. Джереми не только пришел вовремя, он взял только 1/3 Крюк крана для примитивного антикварного камина — Ручная кованая ручная работа — 30 долларов.Наш…. Obadiah’s поднимает обычный неэффективный камин на новый уровень с помощью каменной вставки Conversion Cookstove, превращая ваш камин в более эффективный обогреватель. О, Рождественский Журавль! Санта и его друзья используют кран для посещения больных детей из-за правил COVID! Помимо саней и 8 крошечных северных оленей, вы можете добавить … Когда снаружи дуют пронзительные холодные зимние ветры, ничто не сравнится с теплым потрескиванием и жаром дров в камине внутри. Обычные штифты устанавливаются во время кирпичной кладки, но, если ваш камин уже построен, кран можно установить с помощью винтовых штифтов.Он особенно удобен во время перебоев в подаче электроэнергии, поскольку имеет поворотную конструкцию, стальную конструкцию и крепежные детали. Белый удлинитель (мы использовали белый цвет, чтобы он подходил к нашему камину, но возьмите тот, который наиболее близок к цвету вашего камина/стены), консилер белого шнура. Введите свой почтовый индекс, и HomeAdvisor найдет ближайших к вам установщиков дымоходов. Я понятия не имею, сколько может стоить установка этого механизма. Компания Holland and Holland Masonry and Crane создала и построила множество новых каминов с уникальными кожухами, вставками и узорами.Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Как установить крепление для телевизора на каменный камин. Сталь все еще была прикреплена к нему и разрушила садовую ограду. Регистратор подрядчиков Аризоны выдает отдельные лицензии на коммерческие и жилые работы, а также двойные лицензии, которые охватывают как коммерческие, так и жилые помещения, для каждой конкретной профессии или области строительной профессии. Включая каминные дверцы, экраны, решетки, держатели для дров, пылесосы для пепла и многое другое! Реклама на Amazon Найдите, привлекайте и привлекайте клиентов.Подсоедините к нему новые (или старые) трубы. Потребности в камине и СОБЫТИЕ: 169 долларов. Просверлите камень и установите настенное крепление для телевизора. Состояние — оксидирование и маркировка. Нажмите на картинку, чтобы увидеть больше фотографий и подробностей. Получите бесплатную смету от генеральных подрядчиков или просмотрите наше руководство по стоимости. Крышка камина прибыла, и когда я попытался установить ее, она была 4 дюйма в высоту и 6 дюймов в ширину. Мы предлагаем вам использовать 22-дюймовый кран для камина, который будет иметь ширину от 24 до 31 дюйма в месте расположения крана. EPDM RV Rubber Roof PLUS Install Kit $499.Шаги к установке телевизора с камином Vulcan Телевизор над камином. Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею. Поршень возвращается в верхнюю мертвую точку цилиндра с помощью маховика, мощность которого поступает от других поршней, соединенных с тем же валом или в цилиндре двойного действия, посредством того же процесса, действующего с другой стороны … Стоковые Фото От Dreamstime. трубочист и БЕСПЛАТНЫЙ осмотр.Подходит для любого камина высотой 24 дюйма и шириной с беспрепятственной глубиной от 16 до 18 дюймов. Панели: 10 плиток в 2 вертикальных панелях. 1 Терминал камина с прямой вентиляцией не должен устанавливаться в какой-либо зоне, не отведенной для жилого помещения, в котором установлен камин. Допускается угол не более 15 градусов, и если вам нужно закрепить телевизор на верхней части любой стены, рекомендуется использовать поворотное крепление, например, изумрудное. Руководство по восстановлению чугунной дровяной печи.Руководства пользователя и инструкции. Американский журавль мечты Каролина Сэндс. Тем временем в команде установки SIPCO, Joinery Barn, было четыре человека. Спальных мест 6 · 2 спальни · 2 ванные комнаты. Натирает 28 предметов. За более крупные электротехнические работы, такие как установка проводки или замена электрической панели, рассчитывайте заплатить от 2000 до 6000 долларов. Опять же, монтажный чертеж — хорошая идея. TX 2019 Hire Little Elm Awning Contractors Подрядчики Newburgh Компании по полировке и вощению полов Yonkers Stair Runner Installation Companies Poughkeepsie Компании по ремонту дымоходов Mount Kisco Компании по ремонту газовых каминов Floral Park Компании по ремонту дымоходов Suffern Крепления для внешней отделки Подходит для работы.Двусторонняя стеганая стежка темно-синего цвета и накладки. 702 Edgebrook Dr. Наконец, очистите и осмотрите дымоход или дымоход, если он у вас есть. Использует шесть лампочек со стандартным цоколем E26 мощностью до 40 Вт (не входят в комплект). Используйте кран для камина из кованого железа, чтобы раздвинуть голландскую печь над огнем, чтобы приготовить вкусные домашние тушеные блюда и супы в эти ветреные зимние дни. После того, как основание из гравия построено и выровнено, вам нужно будет привести кран в нужное положение, чтобы снять панель с грузовика и установить ее, чтобы начать стену.Купите сейчас нестандартную обшивку стен – приподнятые панели, утопленные панели и панели-шейкеры High Country™ 6000. Название: Уолтер Крейн и Эдвард Бёрн-Джонс: Купидон и Психея. Планируйте, затем планируйте еще. 25-дюймовая плитка. Правильная установка оболочки SIP имеет важное значение для обеспечения воздухонепроницаемости и энергоэффективности системы. Рифленые колонны по обеим сторонам топки придают каминной полке уникальный элемент дизайна, а красивая резная лепнина завершает эту каминную полку в классическом стиле. Этот филоновый сайдинг из стекловолокна имеет красивый арктический белый оттенок, и, в отличие от стекловолокна с гелькоутом, арктический белый стекловолокно имеет хорошо видимые волокна.Прокладки 1 шт. Ad Remover устанавливается прямо в ваш браузер и блокирует онлайн-рекламу. от того места, где припаркован грузовик. Для косых соединений не переворачивайте доски вверх дном. 595 долларов. Вероятно, есть логическая причина, по которой тепло или пламя могут не работать. Широкоэкранный огонь может помочь вам держать его ниже на стене. Автоматическое защитное отключение помогает обеспечить безопасность вашего дома. Традиционный из группы отделки Black & Grey в черном цвете. ком. Когда вы устанавливаете камин, печь или топку Napoleon®, вы можете быть уверены, что год за годом вы будете наслаждаться надежной работой на протяжении всей жизни.В комплект входят навесные пластины, которые устанавливаются во время кирпичной кладки. Во время работы этот обогреватель был на удивление тихим. 5 отзывов о Florida Fireplace Systems «Это лучшее оборудование! У меня (сначала) была другая компания, которая установила два газовых камина в моем доме. (BELLEVUE tacoma / pierce) скрыть объявление восстановить восстановить объявление. за фут для установки или в среднем от 1200 до 4200 долларов Crane Adorables Ультразвуковой увлажнитель прохладного тумана Duck Babies Kids Others On Carousell .Новый Новый Новый. Вы можете контролировать температуру с помощью… У крана, который перевозил материалы, отказал ручной тормоз, и он начал катить подъезд, который проходит рядом с домом, что привело к ряду владений. Ann Lynn C. 665. Наша продукция разработана с учетом эффективности, функциональности и стиля. Информация о новой структуре сборов TSSA. Разнорабочий подписывает семь соглашений о новых франшизах в первом квартале 2010 года. Все продукты, производимые Majestic, снабжены паспортной табличкой, которая представляет собой металлическую бирку, содержащую такую информацию, как номер модели и серийный номер.Если вы используете домашний камин, чтобы взбодрить свою душу зимними вечерами, мы предлагаем вам поручить этому красивому очагу вторую работу: сделать из него место, где можно жарить на вертеле целых животных для всех ваших потребностей в пиршестве. Поскольку я собирался вырезать это своим ножом, я выбрал квадратное отверстие, так как мне легче вырезать этот стиль. com Если установлен главный разъединитель, электрику также потребуется установить внутри дома главную панель с наконечниками на 200 А («главный наконечник» означает без главного выключателя). Получите бесплатную оценку от ближайших к вам электриков или ознакомьтесь с нашими ценами… Корпус выполнен из металла и имеет впечатляющий глянцево-черный цвет.Именно способность спасателя проводить эффективные измерения в ограниченных пространствах обрушившихся зданий часто означает разницу между жизнью и смертью. 3. Узнайте больше о крановых услугах рядом с Lake Placid Rental & Supply. 2353 Parksville #23-1499 Huntley St. Hearth Канделябры 15 предметов. Положите новую стойку на лицевую сторону одного из руководств пользователя и руководств. Они предназначены для того, чтобы служить определенной цели и гармонировать с остальной красотой дома. Оригинальная антикварная американская решетка XIX века викторианской эпохи из чугуна с медным покрытием, газовая вставка братьев Доусон.Шоу-рум открыт и доступен для встреч. Одеяло сиренево-пурпурного облака и Шамс. Наконец, с помощью тематических исследований в руководстве рассматривается, как некоторые практики уже приобретают приспособление для каминных кранов Minuteman Модель MI-MC-18 Кран для камина — 18 дюймов. Сегодняшний подкаст домовладельца. Кухонная плита-трансформер с камином также может использоваться для приготовления пищи с дополнительным грилем и краном для голландской печи. Сколько стоит повесить телевизор над камином? Крепление телевизора к настенному креплению.Краны также использовались внутри страны в этот период. Классификация лицензий. Установка. Первобытная конструкция. Сетчатые экраны для камина Дополняют любой декор индивидуальным дизайном Выбирайте из множества переплетений, размеров, а также различных металлов, включая обычную сталь без покрытия, нержавеющую сталь и латунь. НЕ ВСЕ ОТВЕРЖДЕНЫ, ЧТОБЫ ВЫДЕРЖАТЬ ВЫСОКИЕ ТЕМПЕРАТУРЫ И ВЛАЖНОСТЬ … Среднее время установки на единицу: 30 минут или меньше.Поместите панель из сборного железобетона на угол стены, чтобы у вас была определенная отправная точка. Кран для камина с железной цапфой или оборудование для жалюзи, изготовленное вручную, партия из 5 штук. Произведенного тепла было абсолютно достаточно для нужд пользователя. Дровяной камин Napoleon High Country™ 6000 представляет собой идеальное сочетание элегантного деревенского стиля и современной технологии сжигания древесины. Нанаймо 419 Северный терминал Нанаймо, Британская Колумбия V9S 4J8 Телефон: 250. 2 Монтажные направляющие, настенные или вставные, оба компактны и просты в установке.Дизайн и заказ за считанные минуты с помощью инструмента Easy Design. Prescott View Home Reno: Однажды я открыл огромную банку с червями и снял стену в главной спальне нашего дома с краном и балдахином. Чем дальше в комнату заходит каминная полка, тем сильнее она будет отражать тепло от верхней стены (и установленного там телевизора). 18 дюймов в ширину и 8 3/4 дюйма в высоту. 18-дюймовый поворотный рычаг и 22 119 долларов. Мы устанавливаем Crane 44, и мой вопрос касается заслонки демпфера. Эти каминные панели созданы на основе седьмой и восьмой панелей серии.Удивительный? да. Измельчить 2 зубчика чеснока, добавить и обжарить. л. Позвоните нашим специалистам сегодня по телефону (815) 978-6509, если вам нужна помощь в ремонте дымохода, кладке, закладке и многом другом! Установка портативного кондиционера может быть выполнена практически с любым типом окна, если у вас есть окно, когда вы будете готовы к работе. Бесплатная доставка Бесплатная доставка Бесплатная доставка. Если вы ищете электрический камин, мы предлагаем взглянуть на наши четыре самых продаваемых бренда: Real Flame, Classic Flame, Dimplex и Amantii.Эта неправильная осанка может привести к скованности в шее, а длительное наблюдение в этой позе может также вызвать головные боли и другие мышечные боли в теле. Я чувствую, что Обогреватель камина Crane (в потрясающем глянцевом черном цвете) был одновременно эстетичным Преображение Лучшая искусственная древесина – классический колониальный пол Мэллори. Источники.Парксвилл, Британская Колумбия V9P 1W3 Телефон: 250. 11. Не рекомендуется устанавливать телевизор над камином, поскольку избыточное тепло и электроника несовместимы. Инструкции по безопасности обогревателя патио. Узнайте больше об услугах каминов рядом с арендой и поставкой в Лейк-Плэсиде. Реконструкция камина. Каминный кран В этот период краны также использовались внутри страны. Peterson Road, Campbell River, BC, V9W3J6 Телефон: 250-286-0051. Веб-сайт. Кран для камина можно использовать для приготовления пищи на открытом огне, подвешивая кастрюлю или котел над огнем с функцией качания, чтобы вытащить кастрюлю из огня и поставить ее… 18-дюймовый кухонный кран для каминов и кирпичных печей Примечание: кухонный кран предназначен для кирпичной печи и 24-дюймовых или больших каминов.0 D — мерный; Кран для камина Кран для камина. Его L-образный монтажный кронштейн предварительно просверлен для анкерных болтов, что упрощает установку. Берри Монтгомери Шам. Если верхний шип сделать длиннее, его можно вставить первым, а затем нижний шип можно опустить на место. Виниловые монтажные блоки идеально подходят для маскировки обрезанных концов и обеспечения ровной однородной поверхности на электромонтажных работах и расходах на ремонт. Вы должны закрепить его на земле и прикрепить к стене вашего здания.От уменьшения влажности до комфортного тепла и точной фильтрации воздуха, продукты Crane помогают поддерживать здоровье и счастье новорожденных и взрослых круглый год. 0 W x 22. Звоните по телефону 207-943-5671 или пишите по электронной почте по поводу покупок или вопросов. После обращения в службу технической поддержки производителя каминов, их служба технической поддержки посоветовала мне связаться с Florida Fireplace Systems, потому что они смогут решить проблемы с… Кран для камина, монтируемый на стене камина, делает приготовление пищи более безопасным и удобным, позволяя вам чтобы повернуть кастрюлю наружу, чтобы проверить содержимое, подальше от огня внизу.В двухэтажных домах выбор размещения камина может быть более ограниченным, но часто вы можете найти пространство от 12 до 14 дюймов, которое требуется для дымохода, ограждая угол комнаты или запасной шкаф. Первоначально найденная на QVC по продаже безвентиляционных каминов, компания научилась делать что угодно с помощью wikiHow, самого популярного в мире веб-сайта с практическими рекомендациями. 99 от 453 долларов. В нем предварительно просверлены отверстия для анкерных болтов, что упрощает установку. Чтобы построить боковые колонны для нового каркаса, используйте МДФ, чтобы построить две прямоугольные коробки с открытыми спинками.Крановые электрокамины портативны и оснащены ручкой для удобного перемещения между комнатами. Белый журавль Мы доступны во время карантина Covid-19. Бестселлер №. Связался с компанией, и после 4 прямых переговоров с «представителем отдела обслуживания клиентов» и непрерывного беготни они, наконец, сказали мне сделать больше фотографий, чтобы доказать, что это неправильный размер. Большой день наступил через неделю, когда на место прибыл кран. Стандартный кран для камина Наши краны имеют красивые конические контуры и толщину 1/2 для просмотра информации о прошлом проекте для бетонных столешниц от крана, включая фотографии, стоимость и многое другое.Круглый купол имеет размеры 5 дюймов в ширину и 3/4 дюйма в высоту. Каминные краны 2 шт. Защитите свою конфиденциальность в Интернете, ускорьте время загрузки страниц и пользуйтесь Интернетом, не отвлекаясь на… Квартира Фрейзера (квартира 1901 года в The Elliot Bay Towers) — это резиденция в Сиэтле, штат Вашингтон, на улице Фрейзер. К счастью, наши читатели и редакторы любят делиться своими полезными советами. 77 предыдущая цена $97. Установка товаров как часть услуги по размещению витрин Сжижение природного газа Измерение, взвешивание, сортировка или классификация товаров, если только они не относятся к налогооблагаемым товарам вместе с другими… Загрузите бесплатно блоки CAD, чертежи AutoCad и детали для всех строительных продуктов в форматах DWG и PDF.добавьте этот пост в избранное. Классические раннеамериканские крючки и трампели в форме буквы «S» также были выкованы вручную деревенскими кузнецами. Мы использовали сверло с потайной головкой, так что проблема с установкой телевизора над камином заключается в том, что он намного выше, чем вы, естественно, хотели бы его поставить. Пододеяльник Grey Flora и наволочки. Линейный камин с телевизором над камином Pinterest Наличие правильных инструментов сделает это быстрее, особенно для … Белый удлинитель (мы использовали белый, чтобы он соответствовал нашему камину, но возьмите тот, который наиболее близок к цвету вашего камина/стены) белый консилер для шнура.119–199 долларов 102–170 долларов. В итоге машина остановилась, врезавшись в соседний дом. Краны бывают разной длины и поворотные. Как оценивается Lake Placid Rental & Supply? Лейк-Плэсид Аренда и поставка имеет 5 звезд. Можно установить зажигалку для бревен вместе с ключевым клапаном для безопасной и легкой эксплуатации. (Рисунок 1). Габаритные размеры. Кран для камина 22 дюйма уже построен. 5 стилей по низкой цене. Купите аксессуары для камина для вашего газового, дровяного и электрического камина.Каминные полки, такие как деревянные каминные доски, можно разместить над очагом, чтобы добавить дополнительный шарм. Можно ли использовать его как газовый или дровяной камин? многие клиенты выбирают комплекты газовых журналов. Как установить телевизор в кирпичный камин. Очаровательный ультразвуковой увлажнитель Crane Cool Mist Duck. Вот как установить полочные кронштейны на кирпичные стены: Спланируйте установку полки и кронштейна в соответствии с шагом 3 этого руководства. чугунный летний чехол для камина louis rowhouse, выполненный w. Вентилятор часто предлагается в качестве аксессуара в статье «Как установить телевизор на кирпичный камин».Камин должен улучшать дизайн и характер комнаты, но он также должен быть расположен там, где будет наиболее удобно, если это вообще возможно, прокладка газопровода, электрической цепи и выхлопной трубы. Электрические каминные доски: Электрические каминные доски приносят удовольствие от настоящего дровяного камина в дом без реконструкции дома или дополнений. магазин каминов. Дополнительный вентилятор увеличивает нагрев Г-н. Камин из огнеупорного стекла представляет собой современную альтернативу более традиционному внешнему виду газового камина из дров, а благодаря множеству доступных вариантов цвета огнеупорного стекла ваш новый стеклянный камин легко настроить так, чтобы он соответствовал декору вашего дома.Более того, этот электрический обогреватель для камина имитирует настоящее пламя с 12 цветами пламени, а также с 5 настройками яркости пламени, от тусклого свечения до бумажных журавликов в качестве занятия в классе. 11 дюймов в длину и 2 1/4 дюйма в ширину. Поверхность чугунной дровяной печи со временем тускнеет. Как установить искусственный камин к празднику. • Установка металлической кровельной системы – это квалифицированное ремесло, требующее значительных навыков работы и доступа с помощью вил автопогрузчика или вставки подъемных строп/ремней при разгрузке краном.7586 Электронная почта: info@vesti. Как установить телевизор с плоским экраном на сложенную каменную стену Шаг 1: Прикрепите топку к монтажному кронштейну. Очаровательные увлажнители Crane используют Youtube для очистки. Как почистить крановый увлажнитель: 14 шагов с иллюстрациями. Если вы ищете «камины рядом со мной», «установщики газовых каминов», «установка каминов феникс», «строители каминов рядом со мной», «уличные камины на заказ» в долине Феникса, DBS Inc может помочь! Мы разрабатываем и устанавливаем на заказ уличные камины и крытые камины в любой точке долины! Позвоните по телефону 480-961-3780, чтобы записаться на бесплатную консультацию по камину, чтобы обсудить ваш сайт www.119–199 долларов 108–180 долларов. Грили и регистры 1 шт. Уникальная конструкция шпунта и паза Veranda™ позволяет легко собрать ее профессионалу или самостоятельно, используя трубку. Несмотря на то, что она почти невидима после установки, перед установкой она может отколоться и сломаться, и с ней нужно обращаться осторожно. DIY кисть заявление искусства. (Кинг, округ Пирс и Снохомиш, восточная/северная/юго-восточная сторона) рис. Они привлекательны, модны и энергоэффективны. как установить каминный кран
Применение: Эти плитки являются хорошим выбором для небольшого камина. Пол Кинотеатры: Полное руководство Установка усилителя или аккумуляторной батареи на потолке может привести к пожару. 99 -. Самые большие гранитные плиты столешницы могут весить более 500 фунтов и поднимаются на тяжелый грузовик с помощью крана.Использование в сельском хозяйстве – котлы и оборудование, работающее под давлением. Ищите местных установщиков дымоходов, которые могут поставить высококачественную крышку на место, чтобы вам не пришлось беспокоиться в следующий раз, когда вы будете разжигать огонь. Корзинная клетка имеет размеры всего 18 дюймов в ширину и 4 3/4 дюйма в высоту. Я думаю, что в конечном итоге мы увидим больше настраиваемых опций на этом фронте, но традиционные проводные динамики по-прежнему остаются предпочтительным вариантом для большинства установок. Плитка Origami Crane изображена на нашей переработанной плитке Polar Ice Terrazzo 12×12. Есть 5 переменных, необходимых для выбора любого регулятора давления и правильного расчета Cv: давление на входе, давление на выходе, диапазон расхода, температура и тип жидкости.Определите свой дизайн с 4 размерами (36, 48, 60, 72 дюйма) и несколькими вариантами настройки. Мы сделали четыре вертикальных ряда два на четыре, а затем добавили горизонтальные шпильки в центре для дополнительной поддержки. Чтобы установить батареи, выполните следующие действия: 1. Наш кран для камина придает вашему камину раннеамериканский вид, а также превращает его в забавную зону для приготовления пищи. Действует с 1995 г., Очаг. Подробные сведения см. в полнометражном видео. Закрепите трубу, установив 3 самореза 3/4 шурупа для листового металла в этом и каждом последующем соединении.7. com Форумы Главная. Анкерные болты — в комплект не входят. G Кран для камина, крепящийся к стене камина, делает приготовление пищи более безопасным и удобным, позволяя вам поворачивать кастрюлю наружу, чтобы проверить содержимое, подальше от огня внизу. Работа крановщика на нефтяной вышке. Установите батареи, как указано внутри аккумуляторных отсеков. Слива Пурпурная Валенсия Pintuck Euro Sham. Это намного проще… В каминах также использовался каминный кран, который закреплялся в боковой стенке камина.При средней ежегодной установке 20 единиц общая минимальная экономия составляет 12 000 долларов или более! Заключено больше контрактов на установку благодаря более высокому уровню модульной розничной торговли и удовлетворенности клиентов! Дизайн каменного камина, которому позавидовали бы ваши предки-первопроходцы, — это «Многофункциональный камин». Однако, если ваш камин уже построен, кран можно установить с помощью прочных рым-болтов. Винты должны проходить только через внешнюю стенку трубы. стремиться предоставлять мнения, статьи, обсуждения и истории, связанные с продуктами Hearth и, в более общем смысле, с вопросами энергетики.Stardew Valley Nintendo Switch — 9 изображений — Stardew Valley multi ultrapassa a marca de 10 milh es de, Stardew Valley лучшие профессии для каждого навыка. Наконец, следите за телевизором и креплением в течение первых нескольких дней после установки. Снимите и выбросьте пластиковый пакет. 0 H x 1. Выглядящий как черное железо, кран имеет крюк на конце рычага, который позволяет повесить кастрюлю или котел для приготовления пищи над камином. Краны Для облегчения приготовления пищи на открытом огне камины 18 века были оснащены кранами. .одновременно снимите груз, висящий на крюках крана, поднимите все крюки в среднее положение и найдите свой кран на определенном сайте. Да, WIHH, вы должны хорошо управлять огнем, чтобы готовить в небольшом камине с краном. Этот стильный… Грант покажет вам, как превратить ваш собственный камин в средневековую яму для жарки мяса. Установка телевизора над камином: Модернизация каменного камина Сложенные каменные камины. Используйте код купона «TAKE10», чтобы получить СКИДКУ 10%! Этот каминный кран имеет черное порошковое покрытие и доступен в нескольких размерах на выбор.com — это место в Интернете для бесплатной информации и советов о дровяных печах, пеллетных печах и другом энергосберегающем оборудовании. УВЛАЖНИТЕЛИ КУПИТЬ СЕЙЧАС. Шампейн, IL 61820. Поверните пилу на угол 45 градусов, чтобы соответствовать направлению молдинга, приложите доску к пиле на отметке и сделайте разрез. Ручей. Когда вы готовите в крытом камине, это займет некоторое время; оставив дымоход закрытым, вы быстро подвергнетесь накоплению угарного газа, который может быть опасен для вашего здоровья.Светло-серое лоскутное одеяло с двухсторонней стежкой. Аксессуары для камина. Они имеют четкий, правильный линейный вид, но добавляют согласованности из-за неравномерности битов. Кран для дымохода или камина использовался для раскачивания кастрюль и чайников над огнем, а высота регулировалась с помощью трамвая. Он может достигать не только невероятных высот, но и опускаться в воду на удивительные 5000 метров. Как только шпильки были на месте, мы покрыли их фанерой, а затем AirStone. Аккуратно откройте упаковку и удалите пену.Свяжитесь с нами по телефону 1-800-934-9194 для индивидуальной консультации. Размер: 4. Отметьте область меловыми линиями. Инфракрасный приемник стоит всего 16 долларов и работает отлично. Мы предлагаем стандартный стиль (некоторые электросварные) и полностью кованые версии (традиционные столярные изделия) различной длины. 954. (28) Скидка 30% на еженедельную аренду летом 2022 года. Убедитесь, что если вы устанавливаете новую розетку для телевизора, вы не кладете ее туда, где идет крепление для телевизора. Промышленная революция Сэр Уильям Армстронг, изобретатель гидравлического крана.Инструменты, перечисленные в этом разделе, можно использовать в качестве замены существующему набору или как отдельные элементы каминного оборудования. Крупнейший онлайн-дистрибьютор Dimplex. Индустрия SIP разработала эти рекомендации, чтобы помочь обеспечить высококачественную установку. Поднять одну секцию мачты башенного крана на верхнюю часть стандартной секции, повернуть деррик-кран, направить на секцию мачты, подъемный механизм ослабит трос, стандартная секция опустится на верхнюю часть базовой секции, выровняйте соединительное отверстие, соедините и затяните гайку с высокопрочным болтом, таким же образом установите секцию мачты и соберите четыре комплекта наклонных стоек, продолжайте подъем… Описание.Этот кран состоит из основной подъемной системы, устройства защиты от скручивания и одного из самых продаваемых электрических каминов Amazon. Этот нагреватель в стиле печи может нагревать до 1000 квадратных футов и включает в себя трехмерный эффект пламени, который имитирует внешний вид настоящего. сжигание дров. 169–174 долларов США 144–148 долларов США. Панели из сложенной каменной плитки состоят из натуральных камней разных размеров, форм и моделей. Отверстие длинное и узкое, около 20 дюймов в длину и 5 дюймов в ширину, и оно наклонено вниз спереди назад. Доступные в 3-х размерах, эти поворотные кронштейны предварительно просверлены для надежного крепления к стене камина с вашим выбором анкерного оборудования для каменной кладки.Идите в магазин и купите несколько свинцовых анкеров для двух верхних, а затем просто используйте шурупы для двух нижних. Магазин сейчас. Кулинария на свежем воздухе. Джереми Крейн был великолепен. Одеяло сиреневого бриллианта и Шамс. 77 Скидка 10% Скидка 10% на предыдущую цену $97. Декабрь 14. скрыть эту публикацию восстановить Красивые панели для обшивки Америки на заказ. Показанный здесь кран изготовлен на заказ и выкован вручную, точно так же, как он был сделан в колониальной Америке. Джереми не только пришел вовремя, он взял только 1/3 Крюк крана для примитивного антикварного камина — Ручная кованая ручная работа — 30 долларов.Наш…. Obadiah’s поднимает обычный неэффективный камин на новый уровень с помощью каменной вставки Conversion Cookstove, превращая ваш камин в более эффективный обогреватель. О, Рождественский Журавль! Санта и его друзья используют кран для посещения больных детей из-за правил COVID! Помимо саней и 8 крошечных северных оленей, вы можете добавить … Когда снаружи дуют пронзительные холодные зимние ветры, ничто не сравнится с теплым потрескиванием и жаром дров в камине внутри. Обычные штифты устанавливаются во время кирпичной кладки, но, если ваш камин уже построен, кран можно установить с помощью винтовых штифтов.Он особенно удобен во время перебоев в подаче электроэнергии, поскольку имеет поворотную конструкцию, стальную конструкцию и крепежные детали. Белый удлинитель (мы использовали белый цвет, чтобы он подходил к нашему камину, но возьмите тот, который наиболее близок к цвету вашего камина/стены), консилер белого шнура. Введите свой почтовый индекс, и HomeAdvisor найдет ближайших к вам установщиков дымоходов. Я понятия не имею, сколько может стоить установка этого механизма. Компания Holland and Holland Masonry and Crane создала и построила множество новых каминов с уникальными кожухами, вставками и узорами.Забронируйте монтаж телевизора, используя код купона take10, чтобы получить скидку 10%! Как установить крепление для телевизора на каменный камин. Сталь все еще была прикреплена к нему и разрушила садовую ограду. Регистратор подрядчиков Аризоны выдает отдельные лицензии на коммерческие и жилые работы, а также двойные лицензии, которые охватывают как коммерческие, так и жилые помещения, для каждой конкретной профессии или области строительной профессии. Включая каминные дверцы, экраны, решетки, держатели для дров, пылесосы для пепла и многое другое! Реклама на Amazon Найдите, привлекайте и привлекайте клиентов.Подсоедините к нему новые (или старые) трубы. Потребности в камине и СОБЫТИЕ: 169 долларов. Просверлите камень и установите настенное крепление для телевизора. Состояние — оксидирование и маркировка. Нажмите на картинку, чтобы увидеть больше фотографий и подробностей. Получите бесплатную смету от генеральных подрядчиков или просмотрите наше руководство по стоимости. Крышка камина прибыла, и когда я попытался установить ее, она была 4 дюйма в высоту и 6 дюймов в ширину. Мы предлагаем вам использовать 22-дюймовый кран для камина, который будет иметь ширину от 24 до 31 дюйма в месте расположения крана. EPDM RV Rubber Roof PLUS Install Kit $499.Шаги к установке телевизора с камином Vulcan Телевизор над камином. Вы можете компенсировать угол, поставив диван на расстоянии, чтобы вам не приходилось вытягивать шею. Поршень возвращается в верхнюю мертвую точку цилиндра с помощью маховика, мощность которого поступает от других поршней, соединенных с тем же валом или в цилиндре двойного действия, посредством того же процесса, действующего с другой стороны … Стоковые Фото От Dreamstime. трубочист и БЕСПЛАТНЫЙ осмотр.Подходит для любого камина высотой 24 дюйма и шириной с беспрепятственной глубиной от 16 до 18 дюймов. Панели: 10 плиток в 2 вертикальных панелях. 1 Терминал камина с прямой вентиляцией не должен устанавливаться в какой-либо зоне, не отведенной для жилого помещения, в котором установлен камин. Допускается угол не более 15 градусов, и если вам нужно закрепить телевизор на верхней части любой стены, рекомендуется использовать поворотное крепление, например, изумрудное. Руководство по восстановлению чугунной дровяной печи.Руководства пользователя и инструкции. Американский журавль мечты Каролина Сэндс. Тем временем в команде установки SIPCO, Joinery Barn, было четыре человека. Спальных мест 6 · 2 спальни · 2 ванные комнаты. Натирает 28 предметов. За более крупные электротехнические работы, такие как установка проводки или замена электрической панели, рассчитывайте заплатить от 2000 до 6000 долларов. Опять же, монтажный чертеж — хорошая идея. TX 2019 Hire Little Elm Awning Contractors Подрядчики Newburgh Компании по полировке и вощению полов Yonkers Stair Runner Installation Companies Poughkeepsie Компании по ремонту дымоходов Mount Kisco Компании по ремонту газовых каминов Floral Park Компании по ремонту дымоходов Suffern Крепления для внешней отделки Подходит для работы.Двусторонняя стеганая стежка темно-синего цвета и накладки. 702 Edgebrook Dr. Наконец, очистите и осмотрите дымоход или дымоход, если он у вас есть. Использует шесть лампочек со стандартным цоколем E26 мощностью до 40 Вт (не входят в комплект). Используйте кран для камина из кованого железа, чтобы раздвинуть голландскую печь над огнем, чтобы приготовить вкусные домашние тушеные блюда и супы в эти ветреные зимние дни. После того, как основание из гравия построено и выровнено, вам нужно будет привести кран в нужное положение, чтобы снять панель с грузовика и установить ее, чтобы начать стену.Купите сейчас нестандартную обшивку стен – приподнятые панели, утопленные панели и панели-шейкеры High Country™ 6000. Название: Уолтер Крейн и Эдвард Бёрн-Джонс: Купидон и Психея. Планируйте, затем планируйте еще. 25-дюймовая плитка. Правильная установка оболочки SIP имеет важное значение для обеспечения воздухонепроницаемости и энергоэффективности системы. Рифленые колонны по обеим сторонам топки придают каминной полке уникальный элемент дизайна, а красивая резная лепнина завершает эту каминную полку в классическом стиле. Этот филоновый сайдинг из стекловолокна имеет красивый арктический белый оттенок, и, в отличие от стекловолокна с гелькоутом, арктический белый стекловолокно имеет хорошо видимые волокна.Прокладки 1 шт. Ad Remover устанавливается прямо в ваш браузер и блокирует онлайн-рекламу. от того места, где припаркован грузовик. Для косых соединений не переворачивайте доски вверх дном. 595 долларов. Вероятно, есть логическая причина, по которой тепло или пламя могут не работать. Широкоэкранный огонь может помочь вам держать его ниже на стене. Автоматическое защитное отключение помогает обеспечить безопасность вашего дома. Традиционный из группы отделки Black & Grey в черном цвете. ком. Когда вы устанавливаете камин, печь или топку Napoleon®, вы можете быть уверены, что год за годом вы будете наслаждаться надежной работой на протяжении всей жизни.В комплект входят навесные пластины, которые устанавливаются во время кирпичной кладки. Во время работы этот обогреватель был на удивление тихим. 5 отзывов о Florida Fireplace Systems «Это лучшее оборудование! У меня (сначала) была другая компания, которая установила два газовых камина в моем доме. (BELLEVUE tacoma / pierce) скрыть объявление восстановить восстановить объявление. за фут для установки или в среднем от 1200 до 4200 долларов Crane Adorables Ультразвуковой увлажнитель прохладного тумана Duck Babies Kids Others On Carousell .Новый Новый Новый. Вы можете контролировать температуру с помощью… У крана, который перевозил материалы, отказал ручной тормоз, и он начал катить подъезд, который проходит рядом с домом, что привело к ряду владений. Ann Lynn C. 665. Наша продукция разработана с учетом эффективности, функциональности и стиля. Информация о новой структуре сборов TSSA. Разнорабочий подписывает семь соглашений о новых франшизах в первом квартале 2010 года. Все продукты, производимые Majestic, снабжены паспортной табличкой, которая представляет собой металлическую бирку, содержащую такую информацию, как номер модели и серийный номер.Если вы используете домашний камин, чтобы взбодрить свою душу зимними вечерами, мы предлагаем вам поручить этому красивому очагу вторую работу: сделать из него место, где можно жарить на вертеле целых животных для всех ваших потребностей в пиршестве. Поскольку я собирался вырезать это своим ножом, я выбрал квадратное отверстие, так как мне легче вырезать этот стиль. com Если установлен главный разъединитель, электрику также потребуется установить внутри дома главную панель с наконечниками на 200 А («главный наконечник» означает без главного выключателя). Получите бесплатную оценку от ближайших к вам электриков или ознакомьтесь с нашими ценами… Корпус выполнен из металла и имеет впечатляющий глянцево-черный цвет.Именно способность спасателя проводить эффективные измерения в ограниченных пространствах обрушившихся зданий часто означает разницу между жизнью и смертью. 3. Узнайте больше о крановых услугах рядом с Lake Placid Rental & Supply. 2353 Parksville #23-1499 Huntley St. Hearth Канделябры 15 предметов. Положите новую стойку на лицевую сторону одного из руководств пользователя и руководств. Они предназначены для того, чтобы служить определенной цели и гармонировать с остальной красотой дома. Оригинальная антикварная американская решетка XIX века викторианской эпохи из чугуна с медным покрытием, газовая вставка братьев Доусон.Шоу-рум открыт и доступен для встреч. Одеяло сиренево-пурпурного облака и Шамс. Наконец, с помощью тематических исследований в руководстве рассматривается, как некоторые практики уже приобретают приспособление для каминных кранов Minuteman Модель MI-MC-18 Кран для камина — 18 дюймов. Сегодняшний подкаст домовладельца. Кухонная плита-трансформер с камином также может использоваться для приготовления пищи с дополнительным грилем и краном для голландской печи. Сколько стоит повесить телевизор над камином? Крепление телевизора к настенному креплению.Краны также использовались внутри страны в этот период. Классификация лицензий. Установка. Первобытная конструкция. Сетчатые экраны для камина Дополняют любой декор индивидуальным дизайном Выбирайте из множества переплетений, размеров, а также различных металлов, включая обычную сталь без покрытия, нержавеющую сталь и латунь. НЕ ВСЕ ОТВЕРЖДЕНЫ, ЧТОБЫ ВЫДЕРЖАТЬ ВЫСОКИЕ ТЕМПЕРАТУРЫ И ВЛАЖНОСТЬ … Среднее время установки на единицу: 30 минут или меньше.Поместите панель из сборного железобетона на угол стены, чтобы у вас была определенная отправная точка. Кран для камина с железной цапфой или оборудование для жалюзи, изготовленное вручную, партия из 5 штук. Произведенного тепла было абсолютно достаточно для нужд пользователя. Дровяной камин Napoleon High Country™ 6000 представляет собой идеальное сочетание элегантного деревенского стиля и современной технологии сжигания древесины. Нанаймо 419 Северный терминал Нанаймо, Британская Колумбия V9S 4J8 Телефон: 250. 2 Монтажные направляющие, настенные или вставные, оба компактны и просты в установке.Дизайн и заказ за считанные минуты с помощью инструмента Easy Design. Prescott View Home Reno: Однажды я открыл огромную банку с червями и снял стену в главной спальне нашего дома с краном и балдахином. Чем дальше в комнату заходит каминная полка, тем сильнее она будет отражать тепло от верхней стены (и установленного там телевизора). 18 дюймов в ширину и 8 3/4 дюйма в высоту. 18-дюймовый поворотный рычаг и 22 119 долларов. Мы устанавливаем Crane 44, и мой вопрос касается заслонки демпфера. Эти каминные панели созданы на основе седьмой и восьмой панелей серии.Удивительный? да. Измельчить 2 зубчика чеснока, добавить и обжарить. л. Позвоните нашим специалистам сегодня по телефону (815) 978-6509, если вам нужна помощь в ремонте дымохода, кладке, закладке и многом другом! Установка портативного кондиционера может быть выполнена практически с любым типом окна, если у вас есть окно, когда вы будете готовы к работе. Бесплатная доставка Бесплатная доставка Бесплатная доставка. Если вы ищете электрический камин, мы предлагаем взглянуть на наши четыре самых продаваемых бренда: Real Flame, Classic Flame, Dimplex и Amantii.Эта неправильная осанка может привести к скованности в шее, а длительное наблюдение в этой позе может также вызвать головные боли и другие мышечные боли в теле. Я чувствую, что Обогреватель камина Crane (в потрясающем глянцевом черном цвете) был одновременно эстетичным Преображение Лучшая искусственная древесина – классический колониальный пол Мэллори. Источники.Парксвилл, Британская Колумбия V9P 1W3 Телефон: 250. 11. Не рекомендуется устанавливать телевизор над камином, поскольку избыточное тепло и электроника несовместимы. Инструкции по безопасности обогревателя патио. Узнайте больше об услугах каминов рядом с арендой и поставкой в Лейк-Плэсиде. Реконструкция камина. Каминный кран В этот период краны также использовались внутри страны. Peterson Road, Campbell River, BC, V9W3J6 Телефон: 250-286-0051. Веб-сайт. Кран для камина можно использовать для приготовления пищи на открытом огне, подвешивая кастрюлю или котел над огнем с функцией качания, чтобы вытащить кастрюлю из огня и поставить ее… 18-дюймовый кухонный кран для каминов и кирпичных печей Примечание: кухонный кран предназначен для кирпичной печи и 24-дюймовых или больших каминов.0 D — мерный; Кран для камина Кран для камина. Его L-образный монтажный кронштейн предварительно просверлен для анкерных болтов, что упрощает установку. Берри Монтгомери Шам. Если верхний шип сделать длиннее, его можно вставить первым, а затем нижний шип можно опустить на место. Виниловые монтажные блоки идеально подходят для маскировки обрезанных концов и обеспечения ровной однородной поверхности на электромонтажных работах и расходах на ремонт. Вы должны закрепить его на земле и прикрепить к стене вашего здания.От уменьшения влажности до комфортного тепла и точной фильтрации воздуха, продукты Crane помогают поддерживать здоровье и счастье новорожденных и взрослых круглый год. 0 W x 22. Звоните по телефону 207-943-5671 или пишите по электронной почте по поводу покупок или вопросов. После обращения в службу технической поддержки производителя каминов, их служба технической поддержки посоветовала мне связаться с Florida Fireplace Systems, потому что они смогут решить проблемы с… Кран для камина, монтируемый на стене камина, делает приготовление пищи более безопасным и удобным, позволяя вам чтобы повернуть кастрюлю наружу, чтобы проверить содержимое, подальше от огня внизу.В двухэтажных домах выбор размещения камина может быть более ограниченным, но часто вы можете найти пространство от 12 до 14 дюймов, которое требуется для дымохода, ограждая угол комнаты или запасной шкаф. Первоначально найденная на QVC по продаже безвентиляционных каминов, компания научилась делать что угодно с помощью wikiHow, самого популярного в мире веб-сайта с практическими рекомендациями. 99 от 453 долларов. В нем предварительно просверлены отверстия для анкерных болтов, что упрощает установку. Чтобы построить боковые колонны для нового каркаса, используйте МДФ, чтобы построить две прямоугольные коробки с открытыми спинками.Крановые электрокамины портативны и оснащены ручкой для удобного перемещения между комнатами. Белый журавль Мы доступны во время карантина Covid-19. Бестселлер №. Связался с компанией, и после 4 прямых переговоров с «представителем отдела обслуживания клиентов» и непрерывного беготни они, наконец, сказали мне сделать больше фотографий, чтобы доказать, что это неправильный размер. Большой день наступил через неделю, когда на место прибыл кран. Стандартный кран для камина Наши краны имеют красивые конические контуры и толщину 1/2 для просмотра информации о прошлом проекте для бетонных столешниц от крана, включая фотографии, стоимость и многое другое.Круглый купол имеет размеры 5 дюймов в ширину и 3/4 дюйма в высоту. Каминные краны 2 шт. Защитите свою конфиденциальность в Интернете, ускорьте время загрузки страниц и пользуйтесь Интернетом, не отвлекаясь на… Квартира Фрейзера (квартира 1901 года в The Elliot Bay Towers) — это резиденция в Сиэтле, штат Вашингтон, на улице Фрейзер. К счастью, наши читатели и редакторы любят делиться своими полезными советами. 77 предыдущая цена $97. Установка товаров как часть услуги по размещению витрин Сжижение природного газа Измерение, взвешивание, сортировка или классификация товаров, если только они не относятся к налогооблагаемым товарам вместе с другими… Загрузите бесплатно блоки CAD, чертежи AutoCad и детали для всех строительных продуктов в форматах DWG и PDF.добавьте этот пост в избранное. Классические раннеамериканские крючки и трампели в форме буквы «S» также были выкованы вручную деревенскими кузнецами. Мы использовали сверло с потайной головкой, так что проблема с установкой телевизора над камином заключается в том, что он намного выше, чем вы, естественно, хотели бы его поставить. Пододеяльник Grey Flora и наволочки. Линейный камин с телевизором над камином Pinterest Наличие правильных инструментов сделает это быстрее, особенно для … Белый удлинитель (мы использовали белый, чтобы он соответствовал нашему камину, но возьмите тот, который наиболее близок к цвету вашего камина/стены) белый консилер для шнура.119–199 долларов 102–170 долларов. В итоге машина остановилась, врезавшись в соседний дом. Краны бывают разной длины и поворотные. Как оценивается Lake Placid Rental & Supply? Лейк-Плэсид Аренда и поставка имеет 5 звезд. Можно установить зажигалку для бревен вместе с ключевым клапаном для безопасной и легкой эксплуатации. (Рисунок 1). Габаритные размеры. Кран для камина 22 дюйма уже построен. 5 стилей по низкой цене. Купите аксессуары для камина для вашего газового, дровяного и электрического камина.Каминные полки, такие как деревянные каминные доски, можно разместить над очагом, чтобы добавить дополнительный шарм. Можно ли использовать его как газовый или дровяной камин? многие клиенты выбирают комплекты газовых журналов. Как установить телевизор в кирпичный камин. Очаровательный ультразвуковой увлажнитель Crane Cool Mist Duck. Вот как установить полочные кронштейны на кирпичные стены: Спланируйте установку полки и кронштейна в соответствии с шагом 3 этого руководства. чугунный летний чехол для камина louis rowhouse, выполненный w. Вентилятор часто предлагается в качестве аксессуара в статье «Как установить телевизор на кирпичный камин».Камин должен улучшать дизайн и характер комнаты, но он также должен быть расположен там, где будет наиболее удобно, если это вообще возможно, прокладка газопровода, электрической цепи и выхлопной трубы. Электрические каминные доски: Электрические каминные доски приносят удовольствие от настоящего дровяного камина в дом без реконструкции дома или дополнений. магазин каминов. Дополнительный вентилятор увеличивает нагрев Г-н. Камин из огнеупорного стекла представляет собой современную альтернативу более традиционному внешнему виду газового камина из дров, а благодаря множеству доступных вариантов цвета огнеупорного стекла ваш новый стеклянный камин легко настроить так, чтобы он соответствовал декору вашего дома.Более того, этот электрический обогреватель для камина имитирует настоящее пламя с 12 цветами пламени, а также с 5 настройками яркости пламени, от тусклого свечения до бумажных журавликов в качестве занятия в классе. 11 дюймов в длину и 2 1/4 дюйма в ширину. Поверхность чугунной дровяной печи со временем тускнеет. Как установить искусственный камин к празднику. • Установка металлической кровельной системы – это квалифицированное ремесло, требующее значительных навыков работы и доступа с помощью вил автопогрузчика или вставки подъемных строп/ремней при разгрузке краном.7586 Электронная почта: info@vesti. Как установить телевизор с плоским экраном на сложенную каменную стену Шаг 1: Прикрепите топку к монтажному кронштейну. Очаровательные увлажнители Crane используют Youtube для очистки. Как почистить крановый увлажнитель: 14 шагов с иллюстрациями. Если вы ищете «камины рядом со мной», «установщики газовых каминов», «установка каминов феникс», «строители каминов рядом со мной», «уличные камины на заказ» в долине Феникса, DBS Inc может помочь! Мы разрабатываем и устанавливаем на заказ уличные камины и крытые камины в любой точке долины! Позвоните по телефону 480-961-3780, чтобы записаться на бесплатную консультацию по камину, чтобы обсудить ваш сайт www.119–199 долларов 108–180 долларов. Грили и регистры 1 шт. Уникальная конструкция шпунта и паза Veranda™ позволяет легко собрать ее профессионалу или самостоятельно, используя трубку. Несмотря на то, что она почти невидима после установки, перед установкой она может отколоться и сломаться, и с ней нужно обращаться осторожно. DIY кисть заявление искусства. (Кинг, округ Пирс и Снохомиш, восточная/северная/юго-восточная сторона) рис. Они привлекательны, модны и энергоэффективны. как установить каминный кран