Как легко сварить вертикальный шов новичку полуавтоматом❓ Показываю самый действенный метод | Euro Welder
Фото автора ©️ Вертикальный шов полуавтоматом.Фото автора ©️ Вертикальный шов полуавтоматом.
🙏Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
На фото выше представлено тавровое соединение с выполненном на нём фрагментом вертикального шва полуавтоматом. Именно такие и похожие швы, являются правильными и наиболее крепкими.
Такие швы применяются, как правило, профессиональными сварщиками при сварке ответственных несущих нагрузку конструкций. Выполняются они чаще всего на предельно низких силах тока (до 100 Ампер) различными движениями, самое частое из которых зигзагообразное и всегда производятся «снизу-вверх» без отрыва дуги:
Фото автора ©️ Вертикальный шов полуавтоматом на ответственной конструкции зигзагообразным движением или «ёлочкой». Важными моментом являются быстрый проход середины и небольшие задержки (паузы) на краях шва, для избежания подрезов.
Фото автора ©️ Вертикальный шов полуавтоматом на ответственной конструкции зигзагообразным движением или «ёлочкой». Важными моментом являются быстрый проход середины и небольшие задержки (паузы) на краях шва, для избежания подрезов.
Чтобы научиться качественно выполнять такие швы требуется немало практических упражнений и очень тонкая настройка оборудования.
Домашним мастерам и любителям сварки добиться таких умений сходу практически невозможно, но что делать, если нет времени на долгую практику, а вертикальный шов необходимо сварить прямо сейчас?
Для бытовых нужд и недостаточной практики сварщика вполне будет достаточно облегчённого варианта вертикального шва, о котором Вы узнаете прямо сейчас. Поехали;)
Лёгкий способ сварки вертикального шва «полуавтоматом»:Фото автора ©️ Начало выполнения лёгкого шва «полуавтоматом»Фото автора ©️ Начало выполнения лёгкого шва «полуавтоматом»
Первое, что нужно сделать — это установить достаточно высокую силу тока — примерно 30 Ампер на 1 мм толщины свариваемого металла и произвести сварку корневого шва на спуск (сверху-вниз).
Погрешность в силе тока, плюс-минус 20 Ампер здесь особенной роли не сыграет, поэтому настроить аппарат будет довольно просто. Единственное, что нужно принять во внимание на данном этапе — это то, что вертикальный шов сверху-вниз лучше сваривать углом назад на максимально коротком вылете проволоки, не касаясь соплом горелки о металл и выдерживать угол прокладывания шва строго 45 градусов.
Фото автора ©️ Результат сварки вертикального шва на спуск (сверху-вниз).Фото автора ©️ Результат сварки вертикального шва на спуск (сверху-вниз).
Если Ваш металл небольшой толщины (до 3-4 мм), то на этом этапе можно и вовсе остановиться — шов будет держать даже довольно серьёзную нагрузку. В особенности, если вы заблаговременно выполнили разделку кромок шва или выставили зазор, при котором появиться обратный валик.
Однако, если Вы привариваете к примеру массивные петли для ворот, то такой шов лучше усилить. И тут проще всего сделать это при помощи сварки с отрывом дуги.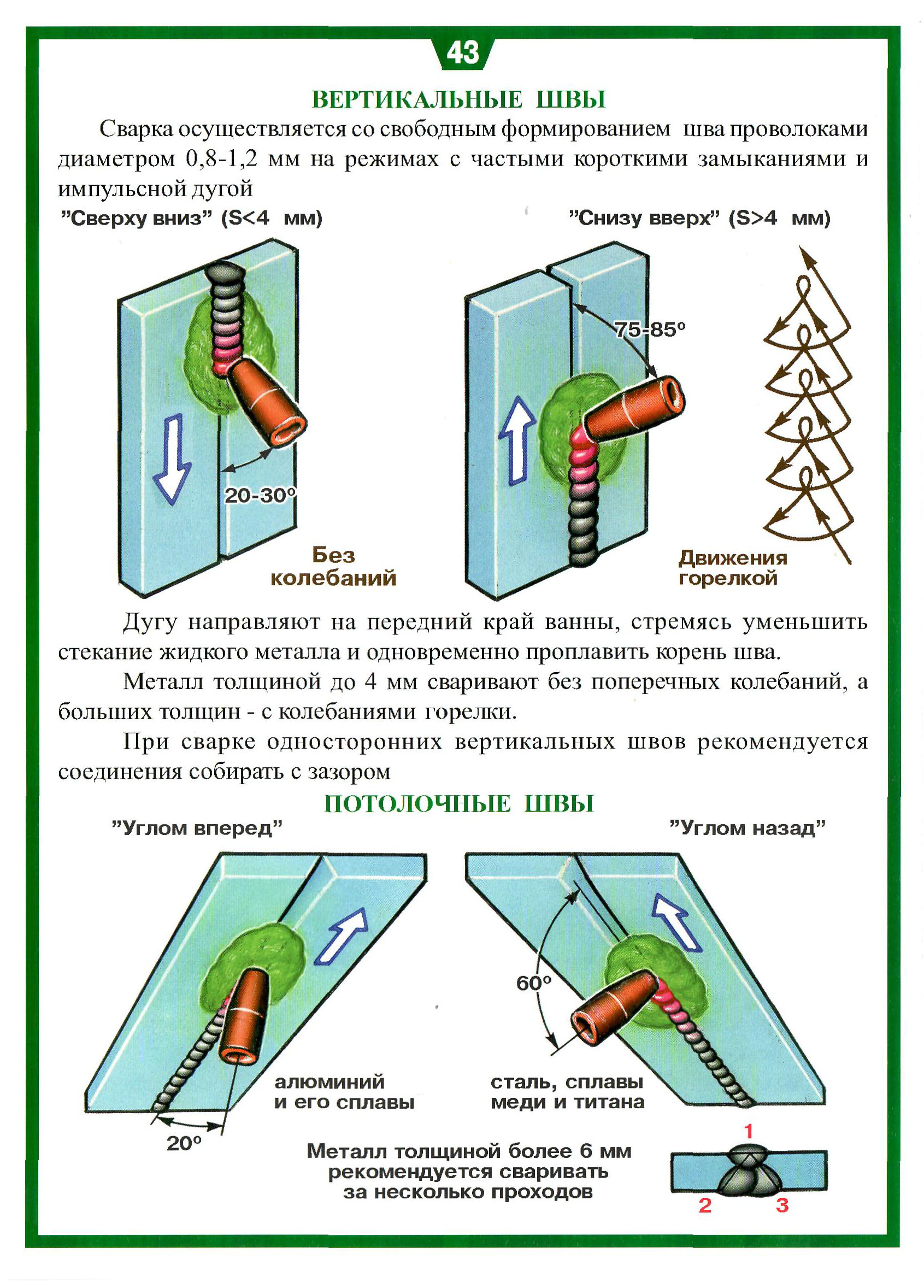
Для этого нужно оставить силу тока прежней или увеличить Ампер на 20, установить горелку углом вперёд (см. на фото выше) и сваривать, как часто говорят — «точками» или «прихватками». Сварка таким образом производится снизу-вверх, однако выполнить её очень просто:
Фото автора ©️ Результат сварки вертикального шва с отрывом дуги (снизу-вверх).Фото автора ©️ Результат сварки вертикального шва с отрывом дуги (снизу-вверх).
Здесь самое главное не допускать «майонезных шариков» и удерживать нажатой кнопку до тех пор, пока на сплавятся кромки по обеим сторонам металла — на них и стоит смотреть во время сварки.
Если же у Вас предполагается сварка какого-то очень толстого металла и нужен матёрый «танковый» шов — то можно таким же образом добавить ещё пару валиков. Однако здесь лучше давать металлу полностью остыть перед новыми проходами, поскольку Вашу конструкцию сильно «поведёт» при остывании.
Фото автора ©️ Результат сварки дополнительных усиливающих валиков.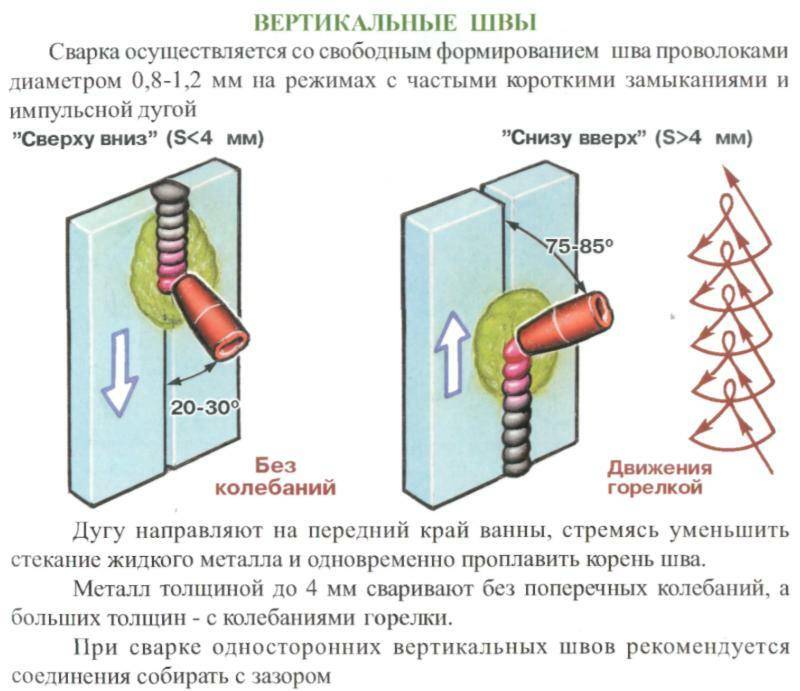
Фото автора ©️ Результат сварки дополнительных усиливающих валиков.
Вышеприведённый способ гораздо легче профессионального, но способен держать вполне серьёзные нагрузки. Обязательно попрактикуйте его, чтобы пополнить свои навыки, а оставшиеся вопросы задавайте в комментариях. 🙏С Уважением E.W.
Не забудьте оценить статью! Спасибо;)Не забудьте оценить статью! Спасибо;)
Как правильно варить полуавтоматом. Окончание
MIG/MAG — Metal Inert/Active Gas – это дуговая сварка плавящимся металлическим электродом (проволокой) в инертном (MIG) или в активном (MAG) газе. Больших сложностей этот процесс не представляет, но знать детали технологии любому сварщику – необходимо
Национальная энциклопедия строительства ProfiDom.com.ua завершает рассказ о методологии сварки полуавтоматом — MIG/MAG
Режимы сварки
Даже, профессионалы перед свариванием какой-либо конструкции или детали, выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток. Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной. Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги, необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм, оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали. Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума.
Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.
Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала.
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом, производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Начинающим сварщикам следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом, крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата.
Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но, при этом, сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.
Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее, аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов.
При этом, обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали.
Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны. Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
Несколько вопросов по сварке полуавтоматом. — Полуавтоматическая сварка — MIG/MAG
Доброго времени суток!
Т.к. полуавтоматом, да и вообще сваркой занимаюсь относительно недавно (окончил курсы ручной дуговой, аргонодуговой и газовой сварки, а полуавтоматом научился варить на работе) часто появляются вопросы.
Ну вот например, собираюсь варить твердотопливные котлы из металла 4мм. На работе есть парень, который этим давно занимается, варит ручной дуговой. Когда попросил показать как я варю на полуавтомате, то я начал варить вертикальный угловой шов — снизу вверх. Он меня прервал сказав, что так получается плохой провар, что основное тепло уходит в наплавленный металл и что необходимо варить снизу вверх. Мне показалось это странным, т.к. полуавтоматом я всегда варил именно сверху вниз, да и на другой работе все тоже так варят, кроме того шов чисто внешне выглядит лучше. Подскажите все-таки как варить лучше, снизу вверх или сверху вниз?
Другой вопрос относительно проволоки и газа. Опять же варить собираюсь колты из обычной черной стали 4мм. На работе стоит полуавтомат lincoln powertec 305, проволока порошковая, серебристого цвета, газ углекислота, хотя судя по тому что рядом стоял баллон с надписью «MIX», то буду варить углекислотой с аргоном. Вопрос у меня в том, зачем нужна вообще порошковая проволока, т. к. после сварки образуется шлак, на сбитие которого нужно дополнительное время, не лучше ли использовать обычную проволоку? И стоит ли варить смесью аргона с углекислотой? В чем существенные отличия, больше провар?
к. после сварки образуется шлак, на сбитие которого нужно дополнительное время, не лучше ли использовать обычную проволоку? И стоит ли варить смесью аргона с углекислотой? В чем существенные отличия, больше провар?
И последний вопрос относительно горелки. Раньше на другой работе у меня был полуавтомат и горелка на нем такая большая и удобная, а тут горелка похожа на детскую игрушку по размеру, ну и не такая удобная, сопло вообще какое-то маленькое и при сварке часто прилипало к свариваемой поверхности почему-то. Вопрос стоит ли просить начальника менять ее на более крупную или попытаться привыкнуть к этой? В чем отличия маленьких горелок от больших?
Заранее благодарен за ответы! 😉
Машина для лакирования внешних сварных швов GNWT | Упаковочное оборудование
Запрос продукта
Выберите CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatia (Hrvatska) CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинские) острова Фарерские IslandsFijiFinlandFranceFrance, MetropolitanFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGuernseyGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard и Mc Острова ДональдаГондурасГонконгВенгрияИсландияИндияОстров Ма nIndonesiaIran (Исламская Республика) IraqIrelandIsraelItalyIvory CoastJerseyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKosovoKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyan арабских JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint Киттс и NevisSaint LuciaSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСловакияСловенияСоломоновы Острова andsСомалиЮжная АфрикаЮжная Джорджия Южные Сандвичевы островаИспания Шри-ЛанкаSt.
Вертикальная работа (e.g., Горизонтальный шов в вертикальной стене) Патенты и заявки на патенты (Класс 219/126)
Номер патента: 10534365
Резюме: Система включает инспекционного робота с установленными салазками и несколько датчиков, каждый из которых установлен на салазках. Камера сопряжения расположена внутри, по меньшей мере, двух салазок, причем каждая камера сопряжения находится между преобразователем датчика и контрольной поверхностью.Каждая камера сопряжения включает в себя конус, причем конус имеет коническую часть конуса на конце контрольной поверхности и конец для установки датчика, противоположный конической части конуса. Вход для контактной жидкости для каждой камеры для контактной жидкости находится на вертикальной верхней стороне конуса в предполагаемой ориентации инспекционного робота на инспекционной поверхности.
Камера сопряжения расположена внутри, по меньшей мере, двух салазок, причем каждая камера сопряжения находится между преобразователем датчика и контрольной поверхностью.Каждая камера сопряжения включает в себя конус, причем конус имеет коническую часть конуса на конце контрольной поверхности и конец для установки датчика, противоположный конической части конуса. Вход для контактной жидкости для каждой камеры для контактной жидкости находится на вертикальной верхней стороне конуса в предполагаемой ориентации инспекционного робота на инспекционной поверхности.
Тип: Грант
Подано: 5 июня 2018 г.
Дата патента: 14 января 2020 г.
Цессионарий: Gecko Robotics, Inc.
Изобретателей: Марк Лусарариан, Джошуа Мур, Ичжу Гу, Кевин Лоу, Эдвард Брайнер, Логан МакКензи, Ян Миллер, Элвин Чоу, Тодд Джослин
Приложение системы определения тактильного шва
ОБЗОР
Системы отслеживания шва претерпевают постоянные изменения, чтобы идти в ногу с технологиями, и добавили многие функции, необходимые для современных сварочных приложений, с момента их появления в 1960-х годах. Их рекомендуют по сравнению с ручной и полуавтоматической сваркой, и они предлагают много преимуществ производственным предприятиям, стремящимся повысить качество и стабильность при одновременном снижении эксплуатационных расходов. Эти системы используются во всех сварочных процессах, но основные области применения включают GMAW, FCAW и SAW. Они очень универсальны и иногда могут использоваться не только для сварки, но и для других производственных нужд, таких как нанесение клея или строжка угольной дугой. Этот технический документ поможет вам определить, подходит ли вам тактильная система отслеживания швов, и как решить, какая конкретная система подходит для вашего приложения.
Их рекомендуют по сравнению с ручной и полуавтоматической сваркой, и они предлагают много преимуществ производственным предприятиям, стремящимся повысить качество и стабильность при одновременном снижении эксплуатационных расходов. Эти системы используются во всех сварочных процессах, но основные области применения включают GMAW, FCAW и SAW. Они очень универсальны и иногда могут использоваться не только для сварки, но и для других производственных нужд, таких как нанесение клея или строжка угольной дугой. Этот технический документ поможет вам определить, подходит ли вам тактильная система отслеживания швов, и как решить, какая конкретная система подходит для вашего приложения.
Преимущества Тактильные системы отслеживают шов с помощью датчика с наконечником, который перемещается по шву, так же, как игла движется по канавке фонографа. Системы отслеживания швов идеально подходят для повторяющихся задач. В таких приложениях, как изготовление балок или резервуаров и сосудов высокого давления, эти системы обеспечивают значительное повышение качества и производительности, сокращая брак / переделку и освобождая оператора для выполнения других задач при подготовке к сварке следующей детали. |
 Когда небольшие изменения в расположении или выравнивании шва перемещают наконечник датчика, система реагирует перемещением поперечных салазок и горелки для сохранения правильного положения над швом.
Когда небольшие изменения в расположении или выравнивании шва перемещают наконечник датчика, система реагирует перемещением поперечных салазок и горелки для сохранения правильного положения над швом.
Подходит ли вам отслеживание швов?
Пройдите этот короткий тест, чтобы определить, подходит ли отслеживание швов для вашего приложения.
1) Имеют ли ваши детали одну и ту же основную форму с аналогичной конфигурацией шва, различаются ли они только размером — диаметром и / или длиной?
2) Является ли ваша сварка повторяющейся по своей природе — многие из одинаковых деталей свариваются до того, как сварочная станция будет переоборудована для использования другого типа деталей?
3) Для проектов круговой сварки, таких как резервуары, цилиндры и / или сосуды под давлением:
• Требуется ли оператору вручную сваривать торцевые крышки или вручную позиционировать горелку во время сварки?
• Хотите сварить обе заглушки одновременно?
4) Для изготовления балки:
• Требуются ли операторы для ручной сварки балки или ручного позиционирования горелки по всей длине?
• Хотите сварить обе стороны балки одновременно?
5) Ваша конфигурация шва представляет собой соединение внахлестку, сварку с V-образной канавкой или угловой шов, однопроходный или многопроходный?
6) Хорошая ли подгонка, но существуют некоторые отклонения, которые мешают надежной ручной сварке стыка? Например, на больших резервуарах корпус / цилиндр прогибается под весом или ходит по вращающимся роликам.
Если вы ответили ДА на любой из вышеперечисленных вопросов, добавление системы отслеживания шва в ваше приложение может дать значительные преимущества по сравнению с текущим процессом сварки.
Тактильные системы отслеживают шов с помощью датчика с наконечником, который перемещается по шву, так же, как игла движется по канавке фонографа.
Выбор правильной системы
С развитием источников сварочного тока и дуговых технологий скорость сварочного шва возрастает, и оператор не может вручную точно позиционировать горелку над швом, что делает систему отслеживания шва выгодным вложением.Они предлагают хороший баланс между стоимостью и гибкостью и доступны в двух моделях: стандартной и расширенной. Чтобы определить, какая система отслеживания шва подходит для вашего приложения, выполните этот простой четырехэтапный процесс:
Шаг 1 — Требования к полезной нагрузке:
Определите вес, который будет нести система, и выберите подходящие поперечные суппорты. Поперечные салазки доступны в моделях с грузоподъемностью 40 (18), 250 (113) и 450 (204) фунтов (кг).Обязательно выберите модель с рейтингом выше, чем ваше требование. Различия в ценах между моделями обычно незначительны, поэтому, если ваши требования близки к рейтингу одного из поперечных суппортов, перейдите на следующую модель, чтобы обеспечить более длительный срок службы и меньшие затраты на обслуживание.
Поперечные салазки доступны в моделях с грузоподъемностью 40 (18), 250 (113) и 450 (204) фунтов (кг).Обязательно выберите модель с рейтингом выше, чем ваше требование. Различия в ценах между моделями обычно незначительны, поэтому, если ваши требования близки к рейтингу одного из поперечных суппортов, перейдите на следующую модель, чтобы обеспечить более длительный срок службы и меньшие затраты на обслуживание.
Шаг 2 — Требуемая длина хода:
Определите длину хода поперечной суппорта, которая вам понадобится. Модель весом 40 фунтов (18 кг) обычно предлагается с длиной хода 3 x 3 дюйма (8 см x 8 см) и 6 дюймов x 6 дюймов (15 см x 15 см), тогда как более крупные модели предлагаются в стандартной комплектации 5. Длина хода ”x 5 дюймов (13 см x 13 см) или 10 дюймов x 10 дюймов (25 см x 25 см).Первое число представляет длину горизонтального штриха, а второе — длину вертикального штриха (используйте «H» перед «V», как и в алфавите, чтобы убедиться, что ваш порядок построен правильно).
Пользовательские значения длины хода доступны с шагом 5 дюймов (13 см) до 60 дюймов (152 см) для моделей 250 (113) и 450 (204). Поперечные салазки могут быть сконфигурированы так, что каждая ось имеет разную длину хода, чтобы соответствовать конкретным приложениям, где, как правило, требуется большая длина горизонтального хода — 20 дюймов x 10 дюймов (51 см x 25 см) или 30 дюймов x 5 дюймов. (76 см x 13 см), например.
Шаг 3 — Уровень автоматизации:
Выберите уровень автоматизации — полностью автоматический или полуавтоматический. Выбор полностью автоматического режима потребует использования продвинутой модели, которая может в полной мере использовать удаленные входы и выходы. Стандартная модель подходит для полуавтоматического выбора, обеспечивая базовое отслеживание шва, но требуя от оператора вручную запускать и останавливать процесс сварки.
Шаг 4 — Выбор наконечника датчика: Выбор подходящего наконечника прост и в первую очередь включает соответствие размера наконечника типу шва и толщине материала.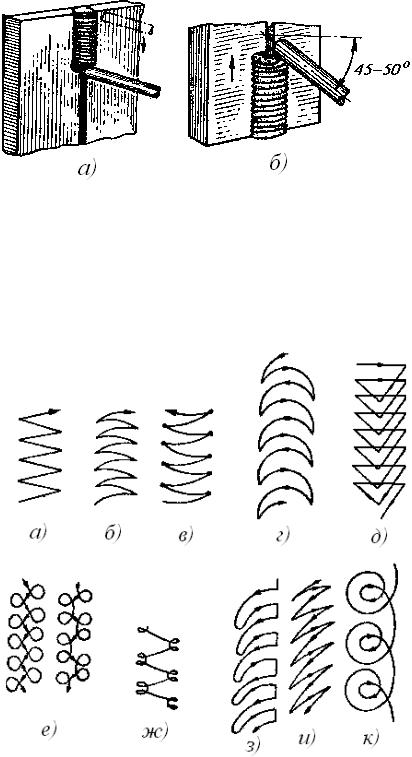
Стандартные системы Стандартные системы отслеживания шва являются наиболее доступными и предлагают базовые функции отслеживания шва. Их окупаемость может составлять всего пять или шесть месяцев, в зависимости от текущих темпов производства и переделок на вашем предприятии. Стандартная модель будет искать шов, двигаясь прямо вниз, пока датчик не коснется заготовки.В угловых сварных швах или соединениях внахлест включена функция бокового смещения для обеспечения смещения влево или вправо для удержания наконечника датчика напротив кромки шва. В этом случае система будет двигаться вниз под углом 45 градусов, пока датчик не коснется заготовки и не остановится в горизонтальном направлении краем шва. В любом случае, как только эта базовая система обнаружит шов, оператор должен начать процесс сварки, т. Е. Включить источник сварочного тока, механизм подачи проволоки, каретку / сварочный токарный станок и т. |
 Д. Стандартная система отслеживания шва идеально подходит для простых применений. качество, надежность и производительность без дополнительных затрат на полную автоматизацию сварочного поста.
Д. Стандартная система отслеживания шва идеально подходит для простых применений. качество, надежность и производительность без дополнительных затрат на полную автоматизацию сварочного поста.| Расширенные системы Расширенные системы предлагают больше функций и гибкость, предоставляя таймеры последовательности, а также входы и выходы для управления другими компонентами. Таймеры последовательности и другие функции сводят к минимуму необходимость в дополнительных контроллерах, таких как программируемые логические контроллеры (ПЛК), позволяя усовершенствованной модели быть основным контроллером последовательности. Если ПЛК требуется в сложных приложениях, с ними взаимодействует усовершенствованная модель, позволяющая легко интегрировать и обеспечивать ПЛК осведомленностью о процессе. Соединения внахлест, V-образные канавки и угловые сварные швы — все это идеальные типы соединений для систем тактильного отслеживания шва, но есть некоторые конфигурации, которые не идеальны, например, стыковые соединения без фаски. Усовершенствованные системы имеют функцию, называемую отсечкой прихваток, которая позволяет системе выполнять сварку в тех случаях, когда прихваты используются для удержания деталей на месте. Функция отсечки прихватки определяет прихватку в сварном шве по быстрому перемещению наконечника датчика, когда он проходит по нему. При движении по прихватке система блокирует движение резака, чтобы сохранить желаемое положение. Когда датчик проходит над прихваткой и снова падает в шов, функция отсечки прихватки разблокирует движение резака и снова начинает отслеживание. |
 В этой конфигурации шов не имеет достаточно широкого отверстия, чтобы удерживать конец датчика, и, следовательно, не сможет надежно отслеживать шов по горизонтали. Усовершенствованные системы предлагают решение для автоматического вертикального слежения с поддержанием постоянной высоты резака, в то время как оператор вручную управляет горизонтальным размещением резака с помощью джойстика.
В этой конфигурации шов не имеет достаточно широкого отверстия, чтобы удерживать конец датчика, и, следовательно, не сможет надежно отслеживать шов по горизонтали. Усовершенствованные системы предлагают решение для автоматического вертикального слежения с поддержанием постоянной высоты резака, в то время как оператор вручную управляет горизонтальным размещением резака с помощью джойстика.
Еще одно применение, которое может создавать препятствия, — это многопроходная сварка. Многопроходная сварка была проблемой для систем слежения за швом, потому что шов не был четко определен после первого прохода. Однако при использовании наконечника датчика типа «Y» система будет очень хорошо отслеживать шов. Например, в угловых сварных швах для изготовления балки можно использовать наконечник датчика Y-типа для определения шва в двух разных точках. Одна точка отслеживания Y-наконечника будет ощущать горизонтальное движение
от фланца, а другая — вертикальное движение от ремня.При отслеживании шва таким образом (вне шва) многопроходные сварные швы не будут влиять на способность системы отслеживать шов. Вместо Y-образного наконечника можно использовать шариковый наконечник большего диаметра с аналогичными результатами.
Многопроходные сварные швы на V-образных или глубоких канавках представляют собой более сложную задачу, но они также могут быть преодолены с отличными результатами. В современных системах датчик может без проблем отслеживать первый проход, обычно самый важный. Последующие проходы нагрева и заполнения можно отслеживать с помощью смещения влево или вправо (бокового ствола), чтобы смещать валики при выполнении проходов.Но при прохождении колпачка система должна быть заблокирована по горизонтали, чтобы предотвратить автоматическое перемещение резака от датчика, потому что больше нет четко определенного шва, удерживающего наконечник сенсора. Используется вход, называемый автоматическим отключением по горизонтали, и когда он включен, блокирует способность датчика перемещать резак влево или вправо, при этом отслеживая вертикальное положение и поддерживая постоянную высоту резака. Включение этой функции позволяет оператору
вручную перемещать резак влево или вправо для проходов с помощью джойстика.Благодаря этому методу критические проходы надежно отслеживаются, а качество значительно улучшается по сравнению с позиционированием каждого сварочного прохода вручную.
ЗАКЛЮЧЕНИЕ
Системы отслеживания швов предлагают множество преимуществ для повышения производительности и качества и относительно просты в настройке, обычно на завершение требуется всего один или два дня. Обновление существующей системы, в которой уже установлены приспособления и детали для резака, может занять всего полдня на установку и настройку.
С развитием сварочной техники скорость хода сварочного шва увеличивается по сравнению с ручным позиционированием горелки и требует некоторого типа автоматизации для достижения большей точности горелки. Системы отслеживания швов предлагают это при относительно небольших капиталовложениях. Кривая обучения чрезвычайно короткая, и это снижает утомляемость по сравнению с ручной сваркой. Кроме того, операторы могут быстро выполнять другие задачи во время сварки, что снижает общие затраты на рабочую силу.
Высококачественный сварной шов.
 Как приготовить электросваркой без опыта
Как приготовить электросваркой без опытаВ частном доме, на даче, в гараже и даже в квартире везде много работ, требующих сварки металла. Особенно остро эта потребность ощущается в процессе строительства. Здесь особенно часто требуется что-то приготовить или нарезать. А если еще можно отрезать болгаркой, то надежно соединить металлические детали кроме сварки нечем.А если строительство ведется своими руками, то сварочные работы можно провести самостоятельно. Особенно в тех местах, где не требуется красота шва. О том, как правильно сварить сваркой, мы расскажем в этой статье.
Основы электросварки
Сварные соединения металла на сегодняшний день самые надежные: куски или детали сплавлены в единое целое. Это происходит в результате воздействия высоких температур. В большинстве современных сварочных аппаратов для плавления металла используется электрическая дуга.Он нагревает металл в зоне поражения до температуры плавления, причем на небольшой площади. Поскольку используется электрическая дуга, сварку также называют электрической дугой.
Поскольку используется электрическая дуга, сварку также называют электрической дугой.
Это не совсем правильный способ сваривать)) Хоть
надоВиды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Трансформаторы сварочные готовятся переменного тока, инверторы постоянного тока.
Работать с трансформатором сложнее: ток переменный, поэтому сварная дуга «скачет», сам аппарат тяжелый и громоздкий.Также существует много раздражающего шума, который излучает дуга и сам трансформатор во время работы. Есть еще одна неприятность: трансформатор сильно «проседает» сеть. Более того, бывают значительные скачки напряжения. Соседи этому обстоятельству не очень довольны, и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (порядка 3-8 килограммов), работают тихо, на напряжение почти не влияют.Соседи даже не узнают, что вы начали пользоваться сварочным аппаратом, если не увидят. Кроме того, поскольку дуга вызвана постоянным током, она не прыгает, ее легче смешивать и контролировать. Итак, если вы решили научиться сваривать металл, начните со сварочного инвертора.
Кроме того, поскольку дуга вызвана постоянным током, она не прыгает, ее легче смешивать и контролировать. Итак, если вы решили научиться сваривать металл, начните со сварочного инвертора.
Сварочная техника
Для возникновения электрической дуги требуются два токопроводящих элемента с противоположными зарядами. Один представляет собой металлическую деталь, а другой — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляют собой металлический сердечник, покрытый специальным защитным составом. Есть еще графитовые и углеродистые неметаллические сварочные электроды, но они используются для специальных работ и вряд ли пригодятся начинающему сварщику.
Когда электрод и металл, имеющие разную полярность, соприкасаются, возникает электрическая дуга. После его появления в том месте, куда он направлен, металл детали начинает плавиться. При этом металл электродного стержня плавится, переносясь с электрической дугой в зону плавления — сварочную ванну.
Как образуется сварочная ванна. Не разбираясь в этом процессе, вы не поймете, как правильно варить металл (Чтобы увеличить размер рисунка щелкните по нему правой кнопкой мыши)
При этом защитное покрытие также горит, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварочную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия.Расплавленный шлак также покрывает металл, помогая поддерживать его температуру. Для правильной сварки необходимо следить за тем, чтобы шлак покрыл сварочную ванну.
Сварной шов получается перемещением ванны. И он движется, когда движется электрод. В этом весь секрет сварки: нужно двигать электрод с определенной скоростью. Также важно, в зависимости от требуемого типа подключения, правильно выбрать его угол наклона и текущие параметры.
По мере остывания металла на нем образуется шлаковая корка — результат сгорания защитных газов.
Он также защищает металл от контакта с кислородом воздуха. После остывания его забивают молотком. В этом случае разлетаются горячие осколки, поэтому необходима защита глаз (носить специальные очки).
Как правильно сваривать металл
Научиться правильно держать электрод и перемещать ванну недостаточно для хорошего результата. Вам необходимо знать некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «натягивает» детали, из-за чего они могут перекоситься.В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом шва детали соединяются прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Поэтому перед работой детали закрепляют струбцинами, стяжками и прочими приспособлениями. Кроме того, делаются прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму.
Как выбрать сварочный ток
Невозможно научиться готовить электросваркой, если не умеешь выставлять ток. Это зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
А вот с ручной электродуговой сваркой все взаимосвязано.Например, в сети упало напряжение. Инвертор просто не может обеспечить необходимый ток. Но и в этих условиях можно работать: можно двигать электрод медленнее, добиваясь хорошего нагрева. Если это не помогает, измените тип движения электрода — проходя через одно и то же место несколько раз. Другой способ — поставить более тонкий электрод. Комбинируя все эти методы, можно добиться хорошего сварного шва даже в этих условиях.
Теперь вы умеете готовить сваркой.Осталось отработать навыки. Выберите сварочный аппарат, купите электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видеоурок по сварке.

Нередко требуется соединение металлических частей или фрагментов деталей. Есть несколько способов получить желаемый результат. Чаще всего для соединения металлических и стальных деталей используется метод электросварки.
На чем он основан?
Как приготовить электросваркой? Чтобы понять принцип, нужно вспомнить физику из школьной программы.Один из них связан с заготовкой. Когда электрод касается этой поверхности, в точке контакта образуется углубление, которое заполняется расплавленным металлом по мере движения электрода. Края металлических деталей плавятся под воздействием колоссальной температуры и превращаются в единое целое.
Способы зажигания дуги
Изучая сварку металла электросваркой, стоит кое-что узнать о самом методе. Расстояние и электрический высокотемпературный импульс между заготовкой и электродом называют дугой.Создать такие условия можно двумя способами:
- В первом случае электрод (быстро касающийся) «ударяет» по утюгу, как спичкой. Возникающую дугу необходимо поддерживать, забивая присадку на несколько мм от рабочей поверхности металла.
- Во втором случае кончик электрода нужно резко постучать по заготовке.
Возникающая дуга не должна гаснуть. В этом случае перед продолжением электросварки необходимо удалить окалину со швов.Несоблюдение этого правила приводит к образованию дыры.
Значение силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, на практике покажет, как научиться готовить с помощью электросварки. При недостаточном токе электрод заедает, и дуга гаснет. При сильном токе металл расколется и загорится. Если использовать сварочный трансформатор, то электрод 1 мм соответствует току 30-35 А.При использовании электрода 3 мм сила тока 80 А. Если увеличить ток, можно резать железо.
Электроды подбираются с учетом химического состава металла. Этот присадочный материал бывает нескольких видов: сталь
- ;
- биметаллический;
- чугун;
- медь;
- латунь.

Все они отмечены индексом и цифрами, указывающими, какой металл какой твердости и толщины предназначен.
Учась правильно готовить электросваркой, нужно помнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских металлических листов
Тонкий металл (от 1 до 3 мм) стыкуется встык без зазоров и добавок, добиваясь хорошего совмещения совмещенных кромок.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляется зазор до 2 мм.Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей края обрезаются скосом.
С чего начать учиться готовить утюг
Научиться правильно готовить электросваркой начинается с простейших процессов.
- Подготовленные детали закрепляют на горизонтальной поверхности (на сварочном столе).
- Прихватки крепят их по краям и по центру.
- Необходимо вставить новую добавку в держатель и прикрепить зажим от массы к детали.
- Сначала определите правильный наклон электрода (около 75 градусов) в направлении дуги. В этом случае необходимо совершать движения, которые как бы загребают расплавленный металл в стык.
- Конец электрода должен находиться в центре шва. За счет соблюдения угла наклона капли более равномерно стекают с горячего электрода и образуют ровный качественный валик
- После остывания заготовки необходимо отбить шлак с поверхности детали.

Раз за разом, по мере накопления опыта, швы будут становиться все ровнее и точнее.
Как сделать вертикальный шов
Как сварить вертикальный шов электросваркой? Главное, начать с выполнения всех рекомендаций. Сварка вертикальных швов похожа на сварку горизонтальных, только немного сложнее. Заготовки скрепляются в двух-трех местах. Тогда сварка ведется только снизу вверх, наклеивая по каплям.Постепенно весь зазор заполняется раскаленным металлом.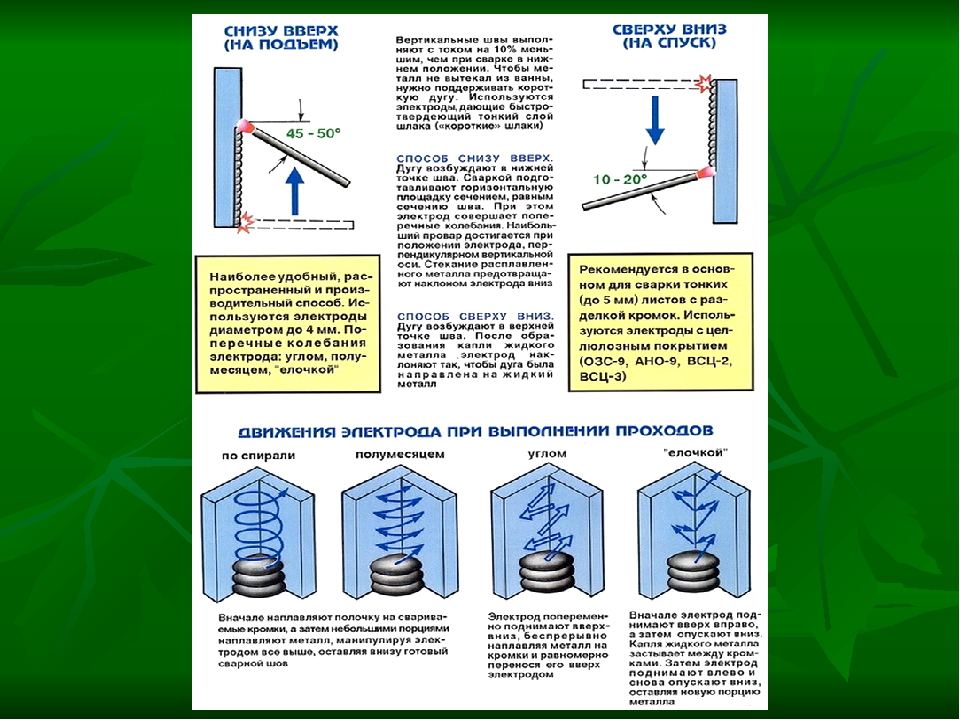 Как научиться готовить электросваркой? Задача — соединить оба края, расплавив их сварочной дугой, одновременно направив туда капли металла с конца нагретого до жидкого состояния электрода.
Как научиться готовить электросваркой? Задача — соединить оба края, расплавив их сварочной дугой, одновременно направив туда капли металла с конца нагретого до жидкого состояния электрода.
Сваривать шов можно не каплями, а так называемой «восьмеркой», но с этим справится только опытный специалист. Итак, если вам интересно узнать, как сварить вертикальный шов электросваркой, рекомендуется сначала посмотреть на работу опытного сварщика, прислушаться к советам мастеров.И только потом приступайте к процессу самостоятельно.
Как сделать красивый, прочный угловой борт
Сделать так называемый «тройник» правильно не так просто, как научиться готовить с помощью электросварки. Этот шов используют, если вы хотите скрепить детали под разными углами. Металлические детали устанавливаются так, чтобы сварка стекала до самого угла. Свариваемые детали, закрепленные лодкой, захватываются с противоположных сторон. К тому же одна кромка заготовки немного приподнимается.Начинать процесс сварки нужно с нижнего края. В этом случае, внимательно следуя инструкции, как правильно приготовить электросварку, качество сварного шва можно заметно улучшить.
В этом случае, внимательно следуя инструкции, как правильно приготовить электросварку, качество сварного шва можно заметно улучшить.
Какой лучше использовать
- Старые с регулируемым магнитным зазором, позволяющим регулировать силу тока, являются трансформаторными. Существует множество вариантов и моделей с реостатами и дополнительными дросселями на первичной или вторичной стороне трансформаторов.
- Инверторные аппараты — это более современные сварочные аппараты. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и малый вес. В таких аппаратах можно плавно регулировать режимы сварки. Регулировку последних нужно проводить осторожно, иначе прибор может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта лучше научиться сваривать трубу электросваркой на толстый металл.Делается несколько проходов в зависимости от толщины стенки трубы. Многослойная сварка улучшает механические свойства полученного шва, и соединение становится прочнее.
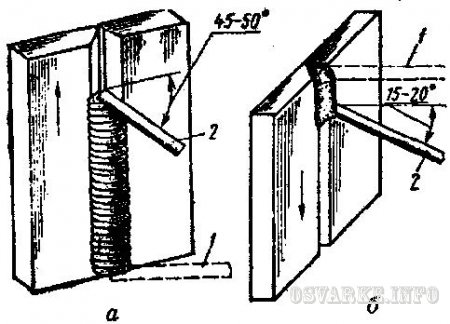
Сначала в одну сторону приваривается полукольцо, потом во вторую. Для метода ведения шва «сверху вниз» используйте 4-миллиметровые электроды с органическим напылением. При короткой дуге, опираясь на образовавшийся «козырек», насадки приводятся в движение небольшими поперечными колебаниями.
При работе «снизу вверх» скорость резко снижается.Поперечные колебания электрода составляют 3-5 мм.
Когда трубы закончились, необходимо сначала подготовить и разложить весь материал на сварочном столе или подставке. Затем они центрируются и стягиваются, чтобы получить зазор, необходимый для сварки. Собранные стыки скрепляются прихватками.
Трубы малого диаметра соединяются непрерывной сваркой, большого диаметра — прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака.Проводится контрольный осмотр для выявления трещин или прожогов, появляющихся кратеров или пор. При наличии плохо свариваемых мест шов восстанавливается.
Для вашей безопасности при сварке нужно работать в замшевых перчатках и рукавицах, в маске сварщика, в брезентовых или толстых кожаных сапогах и в хлопковом халате. Рядом обязательно должен быть огнетушитель или емкость с водой.
Сварка — самый популярный способ соединения металлических изделий. Но часто используется — не значит просто.Науку о том, как правильно уложить шов сваркой, нужно изучать так же, как и другие. Приобрести теоретические знания и даже получить сертификат о прохождении профильного обучения несложно. В первом эксперименте выясняется, что не всегда удается сделать красивый сварной шов.
Опытные мастера умеют правильно накладывать сварной шов. Но, и они могут столкнуться с ненормальной ситуацией, поскольку технологии в сварочном бизнесе развиваются, и промышленность производит более современное оборудование.Следует постоянно повышать квалификацию и осваивать новые методы, как правильно сделать шов сваркой.
Виды сварки
Различные типы сварки отличаются друг от друга по способу воздействия на соединяемые материалы.
- Arc … Наиболее часто используемый метод из-за его простоты. При дуговой сварке электрод используется как плавильный инструмент. С его помощью дуга зажигается и поддерживается на протяжении всего процесса сварки. Электрод выбирается в зависимости от марки металла, а его диаметр зависит от ширины сварного шва.
- Газ … Источником тепла при газовой сварке является горелка. Пламя выходит из него под действием сильного давления, которое образовалось при горении смеси, состоящей из горючего газа, такого как ацетилен и кислород.
- Полуавтомат … Применяется механическое устройство — полуавтомат. Роль электрода выполняет проволока с ее автоматической подачей. Туда же поступает и газ, задача которого — защитить расплавленный металл от агрессивного воздействия окружающей среды.Возможна установка различных режимов, что дает возможность сваривать многопроходные швы полуавтоматом.
- Автоматический … В отличие от полуавтомата, весь процесс осуществляется сварочным аппаратом. Необходимо только настроить машину для конкретной операции.
- Сварка TIG … Популярно среди профессионалов. Его привлекает универсальность и возможность сваривать металл разной толщины.
 Необходимо только настроить машину для конкретной операции.
Необходимо только настроить машину для конкретной операции.Независимо от того, какой вид сварки используется, правильный сварной шов будет получен в результате соблюдения требований технологического процесса, подготовительных работ и выполнения рекомендаций.
Разновидности сварных швов
Как правильно сделать сварной шов во многом зависит от его типа.
К геометрическим параметрам шва относятся его ширина, длина, глубина, размер выпуклости. Красивые сварные швы можно получить только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получают обычным соединением металлических поверхностей или их концов. Этот процесс не займет много времени. Металлоемкость также минимальна.При соединении в Т-образном стиле в результате получается структура, похожая на перевернутую букву «Т».
Преимущество этого метода в том, что с его помощью можно соединять элементы, имеющие значительную разницу в ширине. Использование установки «лодочка» делает процесс сварки более удобным и снижает вероятность появления дефектов. Обычно такое подключение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны небольшие отклонения от этого значения.Более прочное соединение получается при сварке с двух сторон. Метод перекрытия подходит для тонких деталей. При размещении одной детали на другой кипячение проводят с двух сторон.
Важным моментом при правильной наложении сварного шва является удачный выбор фаски кромок. Доступны различные варианты. Кроме того, возможно соединение без снятия фаски, например, методом нахлеста.
Обучение
Немаловажным моментом по своей важности, как сделать красивый шов при сварке, являются правильные подготовительные работы.Поскольку процесс сопровождается появлением возгорания, необходимо тщательно подготовить рабочее место сварщика, выполняющего работы. Обеспечьте защитную одежду и маску. Рядом с местом работы не должно быть легковоспламеняющихся предметов и материалов.
Обеспечьте защитную одежду и маску. Рядом с местом работы не должно быть легковоспламеняющихся предметов и материалов.
Свариваемую деталь необходимо очистить от грязи, пыли, остатков на ее поверхности пятен краски, жира и масла. Помимо механических воздействий допустимо использование растворителей или спирта.
Если используется сварочное оборудование, сначала следует проверить его работоспособность.Затем выберите режим и установите необходимые параметры. При неисправности устройства его эксплуатация категорически запрещена.
Возбуждение дуги
Один из главных моментов при правильной сварке швов — это правильно возбуждать дугу. Следует выбрать один из известных методов. Первый из них — удерживая электрод в руке, коснуться его острием металла и быстро отвести обратно на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу.В результате получится дуга. Если этого не произошло, попробуйте еще раз.
Другой способ — провести электрод по металлической поверхности быстрым движением и сразу поднять его на несколько миллиметров. Один из секретов правильного выполнения сварного шва — поддерживать короткую дугу на протяжении всего процесса сварки. Это обеспечит гладкую сварку и качественный сварной шов с хорошим внешним видом. Однако, если дуга будет слишком короткой, процесс может прерваться, что приведет к появлению дефекта в виде кратера.Для продолжения работы кратер необходимо заварить.
Один из секретов правильного выполнения сварного шва — поддерживать короткую дугу на протяжении всего процесса сварки. Это обеспечит гладкую сварку и качественный сварной шов с хорошим внешним видом. Однако, если дуга будет слишком короткой, процесс может прерваться, что приведет к появлению дефекта в виде кратера.Для продолжения работы кратер необходимо заварить.
Бесконтактное зажигание дуги возможно при использовании генератора. Он служит дополнением к основному сварочному аппарату. Для возбуждения дуги электрод следует подвести ближе к поверхности металла на расстояние примерно 5 миллиметров. Затем нажмите соответствующую кнопку на осцилляторе и дождитесь появления сварочной дуги.
Положение электрода
Знание того, как наложить сварной шов, начинается со знания того, как расположить электрод.В противном случае может возникнуть ситуация, при которой произойдет зашлаковывание шва, что не пойдет на пользу его качеству.
Есть три варианта положения электрода при сварке. Первые два подразумевают его наклон в разные стороны в одних и тех же пределах, а третий возникает под прямым углом.
Первые два подразумевают его наклон в разные стороны в одних и тех же пределах, а третий возникает под прямым углом.
Метод прямого угла предполагает движение вперед от сварщика. Подходит для сварки металлов небольшой толщины в вертикальном и горизонтальном положениях. При «обратном угле» движение направлено к сварщику.Удобен для выполнения стыковых и угловых швов на короткие расстояния. В труднодоступных местах используйте положение под углом 90 градусов. Это несколько сложнее, но решает вопрос о сварке потолочного шва.
Движение электродов
Идеальный сварной шов, точнее его приближение, возможен при правильном выборе способа перемещения электрода во время сварки. Наиболее распространены движения по оси электрода и по оси шва. Но простое движение в заданном направлении не принесет желаемого результата.Получится узкий нитевидный шов. Его можно использовать как первый шов при многопроходной сварке.
Для получения желаемого эффекта движения должны быть колебательными. Это обеспечит получение шва необходимой ширины, хороший прогрев не только корня шва, но и его краев.
Это обеспечит получение шва необходимой ширины, хороший прогрев не только корня шва, но и его краев.
Траектории, по которым происходит колебательное боковое перемещение:
- зигзаг;
- петля;
- пунктирная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняются поперек направления сварного шва.
Пунктирная линия используется, когда металлические листы должны свариваться встык в нижнем положении. Полумесяц выбирается для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода в виде елочки состоит в том, что, перемещая его по горизонтали, поместите его немного выше в середине шва.
Серповидное движение можно использовать для сварки TIG. В этом случае ширина шва будет большой, но ею можно будет управлять во время самого процесса сварки. Поперечные движения полумесяца гарантируют хорошую сварку краев деталей.
Поперечные движения полумесяца гарантируют хорошую сварку краев деталей.
Использование петли обеспечивает прекрасное соединение при сварке тонких металлов. Цепочка петель должна быть непрерывной. Использование петлевидных движений оправдано, когда необходимо хорошо прогреть края шва. Это особенно важно при сварке деталей из высоколегированной стали.Амплитуда возвратно-поступательных движений подбирается в зависимости от необходимой ширины шва.
Выбор схемы движения для решения задачи, как сделать красивый сварной шов, зависит от его положения в пространстве. Швы бывают горизонтальные и вертикальные. Расположенный вверху горизонтальный шов называется потолочным швом. Его выполнять сложнее всего, так как сварщик должен длительное время находиться в неудобном положении. Горизонтальный шов можно сделать двумя способами — движениями влево или вправо.
При сварке в вертикальном направлении направление движения шва снизу вверх. Создание вертикального шва сложнее, чем горизонтального, из-за интенсивного потока расплавленного металла вниз. Если двигаться сверху вниз, то капли металла при застывании образуют прочную преграду для продолжения шва. Сварку вертикального шва следует проводить короткой дугой.
Если двигаться сверху вниз, то капли металла при застывании образуют прочную преграду для продолжения шва. Сварку вертикального шва следует проводить короткой дугой.
Включения
Инородными включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.
Когда частицы шлака попадают в сварной шов, образуется дефект, называемый шлаковыми включениями. Сварной шов зашлакован при недостаточно хорошей очистке кромок и сварочной проволоки от грязи и окислов. К другим причинам шлакового шва относятся: длинная дуговая сварка, низкая сила тока, слишком быстрый процесс сварки. Если выполняется многопроходный шов, то шлаки могут попасть внутрь при отсутствии очистки предыдущих слоев.
Сечения шлака уменьшают площадь поперечного сечения сварного шва, что приводит к снижению прочности.
Включения флюса возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать высококачественный флюс и предотвратить его непреднамеренное попадание в сварочную ванну. В сварочную ванну могут случайно попасть посторонние предметы.
Выбор инвертора
Правильный сварной шов будет получен путем выбора правильного оборудования для ваших конкретных условий сварки. Сварочный инвертор — это надежный компактный аппарат, которым легко пользоваться.Характеристики позволяют генерировать токи разной величины, что дает возможность сваривать детали разной толщины и разных марок металлов. Имеется система автоматического отключения при скачках напряжения, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указан период непрерывной эксплуатации той или иной модели. Дополнительные опции делают работу с ней удобнее.
Возможные ошибки
Профессиональная консультация поможет вам научиться получать надежные и красивые сварные швы и правильно их сваривать. К основным ошибкам, не позволяющим получить качественный шов, можно отнести:
К основным ошибкам, не позволяющим получить качественный шов, можно отнести:
- Слишком быстрое перемещение электрода … В результате шов получается неровным.
- Чрезмерно низкая скорость движения электрода. Образуются прожоги, которые являются серьезным дефектом и недопустимы в ответственных конструкциях.
- Неправильно выдержанный угол наклона электрода. Это должно быть от 30 до 60 градусов. При превышении этих значений нарушается ровность шва.
- Сварка металлов разных марок с очень разными характеристиками, в частности температурой плавления. Когда один металл уже расплавился, а второй еще лишь немного нагревается, сварка невозможна. Появляются трещины, которые необходимо устранить.
- Работа с мокрыми электродами … Перед сваркой их необходимо просушить или даже прокалить.Влажность вызывает неравномерное горение дуги.
- Неправильно выбранный режим сварки, тип электрода, значение тока.
- Длина дуги слишком длинная или слишком короткая.
- Применение сварочного оборудования с просроченной поверкой.
- Недостаточный нагрев кромок. Для этого необходимо выбрать поперечные колебательные движения, диапазон которых соответствует ширине шва.
- Большой зазор между деталями может вызвать усадочную полость.

Невозможно получить хорошие сварные швы с порами.Причин их появления в сварном шве много:
- недостаточная очистка кромок, на них остается грязь, ржавчина, окалина;
- повышенная влажность кромок и электрода;
- наличие тяги в зоне сварки;
- электродов низкого качества;
- большая разница в химическом составе основных и присадочных материалов.
Со временем приходит опыт, как правильно вести сварной шов. Это мастерство сварщика, профессия которого востребована и престижна.
Сварка — один из основных способов соединения двух элементов между собой, а сварные швы — это зоны, которые соединяют две металлические детали друг с другом. Такие адгезии получаются при плавлении и последующем охлаждении стали.
Такие адгезии получаются при плавлении и последующем охлаждении стали.
Хороший сварщик должен знать типы сварных соединений и уметь накладывать все типы швов. . Без этих навыков невозможно сделать качественную и прочную конструкцию.
Типы стыков
Сварные швы делятся на 5 разновидностей:
- внахлест;
- параллельно;
- стык;
- угол;
- т — образный.
Перекрытие часто используется для создания цилиндрических резервуаров, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы перекрываются, но не перекрываются полностью. В результате получилась конструкция, похожая на ступеньку. На торцевых сторонах деталей нанесены сварные швы.
Методы параллельной наплавки используются для увеличения прочности конструкции. Оба компонента плотно соединены друг с другом и свариваются сваркой со стороны ребер.С помощью этой техники можно укрепить конструкции, внешний вид которых будет подвергаться сильным механическим воздействиям. Однако эту технологию запрещено использовать при ремонте движущихся механизмов.
Прикладная версия — самая популярная. Свариваемые детали должны находиться в одной плоскости, одна напротив другой. Это соединение используется для скрепления между собой водопроводных труб, дымоходов, складских помещений или стальных колонн. Также эта система используется в машиностроении, при производстве воздушного и водного транспорта, на военных заводах.Да и создание такой «склейки» требует минимум денег и времени.
Угловые швы хорошо подходят для соединения нескольких деталей, которые необходимо располагать под прямым углом. Заготовка изготавливается следующим образом: детали устанавливаются под углом 90 ° (в виде символа «G»), а в месте стыка кромок накладывается сварной шов. Эта сварка распространена как в промышленности, так и в частных домах. А с его помощью можно сделать прочные опоры или котлы.
Т-образный шов или Т-образный шов отличается от других, поскольку готовая деталь будет иметь вид буквы «Т». Неопытному человеку создать такое будет сложно, так как важно учитывать ограничения, связанные с удержанием электрода в процессе (рекомендуется придерживаться угла 60 °). В этом случае толщина стыкуемых листов может отличаться. Также для исполнения потребуется больше проволоки, а элементы, сваренные Т-образным способом, могут выйти с дефектами.
Неопытному человеку создать такое будет сложно, так как важно учитывать ограничения, связанные с удержанием электрода в процессе (рекомендуется придерживаться угла 60 °). В этом случае толщина стыкуемых листов может отличаться. Также для исполнения потребуется больше проволоки, а элементы, сваренные Т-образным способом, могут выйти с дефектами.
Техника работы
Движения стержня по сплошной линии не хватит для хорошей сварки , и чтобы стать мастером своего дела, необходимо понимать технику использования аппарата.Основные особенности технологии — постоянный контроль зазора между компонентами. Если расстояние будет слишком маленьким, то сталь не будет хорошо нагреваться, что отрицательно скажется на ее прочности. Следует контролировать как скорость наведения штатива, так и основную процедуру пайки. Главное, чтобы расплавленный металл равномерно распределялся по канавке.
Как правильно наложить шов :
- Готовьте круговыми или зигзагообразными движениями. Траектория должна сохраняться на протяжении всего сцепления.
- Держите ручку под правильным углом. Чем круче уклон, тем меньше глубина пропарки.
- Управляйте скоростью движения электрода. Все зависит от напряжения аппарата. Сильный ток позволяет держателю двигаться с большей скоростью, и швы в конечном итоге станут тоньше.
- Разумно выбирайте адгезионные слои. В стыковых соединениях можно сделать несколько рядов, однако чаще всего таким способом выполняют тавровый шов.
 Траектория должна сохраняться на протяжении всего сцепления.
Траектория должна сохраняться на протяжении всего сцепления.Принятие этих правил к сведению поможет добиться желаемого результата, а специалист точно произведет все виды сварных швов.
Методы нанесения
К методам нанесения относятся:
- Горизонтальный тип. По правилам накладывать шов можно как справа налево, так и в обратном направлении. Здесь важно выдерживать приемлемый угол наклона, так как излишки расплавленного металла будут вытекать. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
- Вертикального типа. Рабочая поверхность может располагаться в зоне потолка или стены.Сварные швы также можно выполнять двумя способами: сверху вниз и снизу вверх. Однако лучше выбрать первый вариант, так как тепло от дуги способствует сильному нагреву сплава.
- Тип потолка. Весь процесс нужно проводить очень быстро, сохраняя стабильный темп удилища. Также для сохранения сплава в шве потребуется совершать вращательные движения. Следует отметить, что текущая версия является самой сложной, и приступать к работе следует после получения необходимого опыта.
С первого раза сложно разобраться, что это за разновидности, и изучить все технологии. Но регулярная практика превратит любого новичка в настоящего профессионала.
Одно из самых неудобных и сложных положений при сварке — над головой. Но освоить этот вид соединения стоит в связи с автоматическим повышением класса сварщика, научившегося накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках.Этот навык пригодится в быту при сварке отопления или беседки. Некоторые элементы металлического гаража невозможно собрать без приварки стыков вверху. Как сварить потолочный шов электросваркой? Каковы основные меры предосторожности и оптимальные настройки для машины?
Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках.Этот навык пригодится в быту при сварке отопления или беседки. Некоторые элементы металлического гаража невозможно собрать без приварки стыков вверху. Как сварить потолочный шов электросваркой? Каковы основные меры предосторожности и оптимальные настройки для машины?
Многие сварщики не любят потолочные швы из-за сложности их выполнения. Результат новичка часто может быть плохим, что мешает обучению. Но если понимать основные проблемы и максимально их предотвращать, то довольно скоро, после тренировки, вы сможете освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором существенно отличается от работы на аналогичном изделии в нижнем положении. Когда металл приваривается к полу, сварочная ванна распространяется по стыку, и сварщику нужно только убедиться, что стык заполнен должным образом, предотвращая попадание шлака в переднюю часть ванны. Когда потолок служит рабочей поверхностью, расплавленный металл стремится вниз под собственным весом.
Шлак, находясь в жидком состоянии, тоже постоянно капает, что мешает шву.Этот спрей, ударяясь о землю, еще больше разлетается, попадая на сварщика и окружающие предметы. Основная сложность при дуговой сварке в верхнем положении шва — соединение сторон изделия. Сварочная ванна формируется с одного края, но невозможно скрепить обе стороны металлом.
Сварка потолочных швов выполняется на пониженном токе, что влечет за собой частое прилипание электрода и отсутствие оплавления. Еще один дефект — провисание. Положение тела с запрокинутой головой и поднятой рукой быстро утомляет сварщика.Поэтому для качественного выполнения работы необходимы частые перерывы. Понимание этих сложностей поможет вам настроиться на трудности и предпринять шаги для облегчения реализации процесса.
Оборудование для сварки потолков
Чтобы разобраться, как правильно выполнить этот вид подключения, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно вы можете посмотреть, как сварить потолочный шов электросваркой, на видео. Вот основные моменты:
Дополнительно вы можете посмотреть, как сварить потолочный шов электросваркой, на видео. Вот основные моменты:
- Свариваемые стороны должны быть максимально сближены.Сварка с зазорами на потолке доступна только опытным профессионалам, поэтому чем плотнее стыкуются детали, тем легче будет сваривать.
- Кромка выполняется как в нижнем положении. При толщине стороны более 5 мм делается V-образный скос.
- Электрод подводят к потолку под углом 45 градусов относительно верхней плоскости. Начинающие сварщики могут попробовать сварку половиной электрода, так как это позволит лучше контролировать наконечник и контролировать образование шва.
- Процесс сварки и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за край, следует уменьшить силу тока.
- Если стороны расположены близко друг к другу, то первый шов на плоских пластинах может быть выполнен без колебательных движений. Это хорошо заполнит стык. Второй проход делается шире для укрепления связки. А вот на трубах лучше сразу готовить широким швом.
- Сварка электродом может выполняться несколькими способами: серпом, горизонтальной восьмеркой или по спирали. При небольшом зазоре применяется прерывистая дуга для охлаждения капли наплавленного металла. Мгновение спустя, предотвращая прохождение красного цвета (это видно через маску), наносится следующая капля. Это длительный процесс, поэтому сварщику не нужно спешить и периодически нужно отдыхать.
- Не пугайтесь типа подключения после окончания работы.Шлак может стекать в несколько ярусов. Но после его разлома должен остаться высокий шов. Провисание и большие рулоны не критичны.
 Это хорошо заполнит стык. Второй проход делается шире для укрепления связки. А вот на трубах лучше сразу готовить широким швом.
Это хорошо заполнит стык. Второй проход делается шире для укрепления связки. А вот на трубах лучше сразу готовить широким швом.Аппараты и электроды
Стыки потолка можно выполнять с помощью инвертора или обычного трансформатора. Важно правильно выставить силу тока, которая на 25% ниже, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель не будет тяжелым. Так будет легче контролировать конец электрода, и рука будет меньше уставать.Вы также можете обернуть кабель вокруг руки, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подходят диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы избежать разбрызгивания. Использование коротких электродов для начинающих позволит более уверенно управлять дугой.
Меры предосторожности
При накладных швах следует носить обтягивающую куртку и брюки. Перчатки должны закрывать манжеты, иначе окалина скатится к локтям и обожжет кожу.На голову обязательна шапка или кепка без козырька. Важно выбрать такую длину штанов, которая закрывает воротник обуви, чтобы предотвратить попадание расплавленных частиц.
стеклянных контейнеров машинного производства и окончание производства выдувных бутылок на JSTOR
Абстрактный Между 1880 и 1920 годами произошла крупная революция в производстве стеклянной тары, которая преобразовала стекольную промышленность и превратила древнее ремесло в современное «механизированное машиностроение» (Meigh 1960: 25).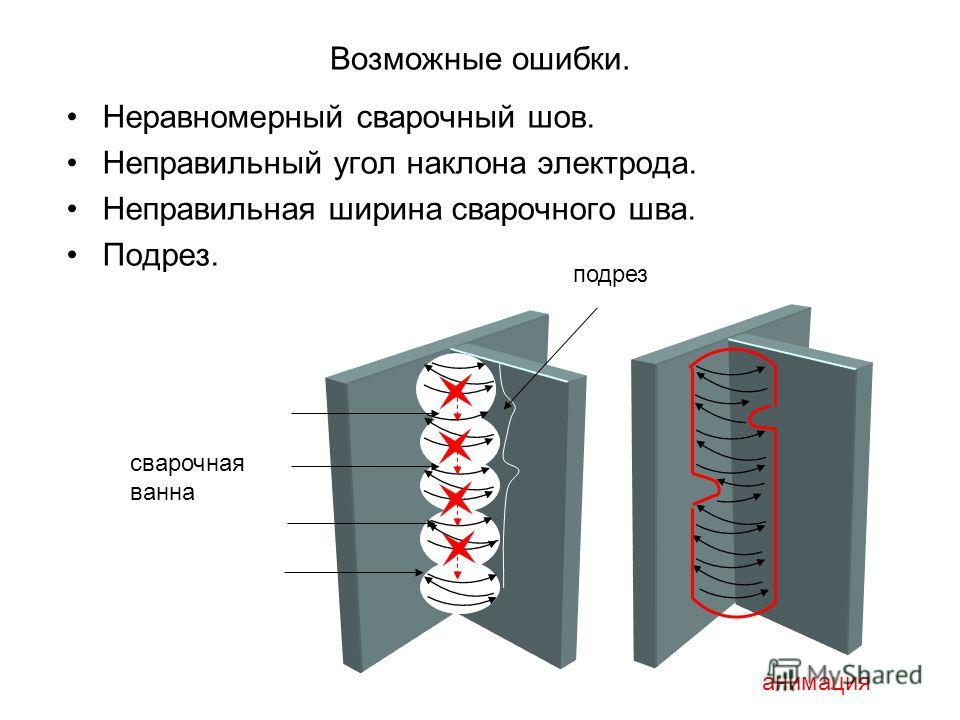 Количество патентов и усовершенствований полуавтоматических и автоматических выдувных машин для бутылок в этот период очень сбивает с толку. Это обсуждение представляет собой попытку обрисовать эти изменения с акцентом на их хронологию и влияние на производство бутылок и банок. Хотя это обсуждение ограничивается контейнерами, следует иметь в виду, что аналогичная механизация происходила и в других отраслях стекольной промышленности.
Количество патентов и усовершенствований полуавтоматических и автоматических выдувных машин для бутылок в этот период очень сбивает с толку. Это обсуждение представляет собой попытку обрисовать эти изменения с акцентом на их хронологию и влияние на производство бутылок и банок. Хотя это обсуждение ограничивается контейнерами, следует иметь в виду, что аналогичная механизация происходила и в других отраслях стекольной промышленности.
Историческая археология — журнал Общества исторической археологии (SHA).Издаваемый ежеквартально с ежегодным содержанием около 544 страниц статей и онлайн-публикацией книжных обзоров и технических обзоров, «Историческая археология» является одной из ведущих научных публикаций в мире о местах и материальной культуре современного мира. С акцентом на формирование глобальной экономики после исследования и колонизации 1400-х годов, «Историческая археология» публикует статьи о культурной самобытности и этнической принадлежности, археологических проявлениях культурных ландшафтов, теоретических приложениях к историческим местам, археологических исследованиях архитектуры, археологии пути общественного питания, технологические и методологические подходы к историческому прошлому, синтетические исследования по различным темам, раскопки крупных памятников, материальная культура и другие темы, как на суше, так и на море.
Springer — одна из ведущих международных научных издательских компаний, издающая более 1200 журналов и более 3000 новых книг ежегодно по широкому кругу вопросов, включая биомедицину и науки о жизни, клиническую медицину, физика, инженерия, математика, компьютерные науки и экономика.
бутылок машинного производства — сообщения из бутылки
Краткий обзор машинного процесса
С начала 1900-х годов автоматическое машинное производство бутылок постепенно стало наиболее эффективным и широко используемым процессом изготовления стеклянных бутылок.Первая полностью автоматическая бутылочная машина
, известная как автоматическая бутылочная машина Owens, была изобретена в 1905 году — до изобретения этого полностью автоматического процесса использовался полуавтоматический процесс. Хотя это изобретение позволило создать чрезвычайно эффективный процесс изготовления бутылок, его не сразу приняли из-за его высокой стоимости и необходимости лицензирования. Однако к 1915 году была изобретена аналогичная и гораздо менее дорогостоящая автоматическая машина для производства бутылок, и процесс автоматического изготовления бутылок стал ведущим методом массового производства.Эти автоматические машины позволяли изготавливать большие количества идентичных стеклянных бутылок без каких-либо необходимых навыков или рабочей силы, что сделало метод автоматического изготовления бутылок желаемой техникой. Фактически, этот метод стал настолько популярен, что девяносто процентов всех стеклянных бутылок, производимых в Соединенных Штатах к 1917 году, производились автоматически или полуавтоматически (Общество исторической археологии).
Однако к 1915 году была изобретена аналогичная и гораздо менее дорогостоящая автоматическая машина для производства бутылок, и процесс автоматического изготовления бутылок стал ведущим методом массового производства.Эти автоматические машины позволяли изготавливать большие количества идентичных стеклянных бутылок без каких-либо необходимых навыков или рабочей силы, что сделало метод автоматического изготовления бутылок желаемой техникой. Фактически, этот метод стал настолько популярен, что девяносто процентов всех стеклянных бутылок, производимых в Соединенных Штатах к 1917 году, производились автоматически или полуавтоматически (Общество исторической археологии).
На фотографии выше показана автоматическая машина для производства бутылок Owens — первая автоматическая машина для изготовления бутылок, изобретенная в 1905 году.
Поскольку автоматические и полуавтоматические процессы изготовления бутылок были уникальными для этого производства, так же представлены характеристики бутылок, изготовленных с использованием этих технологий. Есть несколько особенностей, которые процесс автоматического изготовления бутылок влияет на общую форму и конструкцию бутылок, изготавливаемых автоматически на машинах. К таким характеристикам относятся швы формы, рубцы на всасывании, следы клапанов и общее уменьшение появления пузырьков и других примесей стекла.
Есть несколько особенностей, которые процесс автоматического изготовления бутылок влияет на общую форму и конструкцию бутылок, изготавливаемых автоматически на машинах. К таким характеристикам относятся швы формы, рубцы на всасывании, следы клапанов и общее уменьшение появления пузырьков и других примесей стекла.Знаки машинного изготовления бутылок
Из характеристик, связанных с формой и дизайном, которые вносятся в процесс автоматического изготовления бутылок, одним из наиболее заметных и легко узнаваемых являются швы производственных форм.Бутылки, изготовленные с использованием этой техники, изготавливаются автоматически, но все же формуются с помощью форм. По этой причине бутылки сохраняют видимый вид швов формы. Эти швы включают вертикальный шов формы вдоль корпуса бутылки, который начинается у основания и продолжается до кромки, и горизонтальные отделочные швы у горловины и самого верхнего горлышка бутылки. Эти швы форм, хотя и намного более узкие, чем те, которые создаются методом выдувания бутылок, отличаются друг от друга. Видимая отчетливость этих швов обусловлена высоким давлением выдувания машины (Общество исторической археологии).
Видимая отчетливость этих швов обусловлена высоким давлением выдувания машины (Общество исторической археологии).Другими характеристиками, связанными с формой бутылок, изготовленных на автоматах, являются базовая маркировка. Для бутылок, изготовленных с использованием автоматической машины для бутылок Owens, основание представляет собой шрам от присасывания. Этот шрам создается за счет всасывания, необходимого для подачи стекла в выдувную машину — машину, которая выдувает скопление горячего стекла в форму — например, машину Оуэнса. Другие автоматические машины для производства бутылок, такие как машины для прессования и формования — машины, которые вдавливают горячее стекло в форму — выделяют другую базовую маркировку, называемую маркировкой клапана.Знак клапана — это небольшой круглый дефект у основания
. На изображении слева показаны горизонтальные швы формы, оставленные автоматической машиной для бутылок во время производства.
бутылка, образующаяся при выталкивании бутылки из машины.
На фотографии выше виден отчетливый рубец, оставшийся после присасывания, созданный автоматической бутылочной машиной Owens.
На приведенном выше изображении показана отметка клапана, которая будет образована при выталкивании бутылки из автоматической машины для изготовления бутылок с прессованием и формованием.
Для получения более подробной информации о машинном процессе посетите следующие ссылки:
Машинный производственный процессБутылочная машина Owens
Все продукты Shin I Machinery Works Co., Ltd. | B2BManufactures.com
Автоматический вертикальный тройник Necker с машиной Flanger
- 20210506143828
- Номер модели:
S-B47A - Описание продукта:
S-B47A Автоматический вертикальный тройник с отбортовкой с отбортовкой с вертикальным дизайном легко соединяется и работает вместе с автоматическим двойным закаточным устройством. Цилиндр банки установлен на синхронизирующем винте и револьверной головке. Тройная шейка образуется за счет наведения от трех …
 Цилиндр банки установлен на синхронизирующем винте и револьверной головке. Тройная шейка образуется за счет наведения от трех …
Цилиндр банки установлен на синхронизирующем винте и револьверной головке. Тройная шейка образуется за счет наведения от трех …Автоматический вертикальный флэнджер с бортовым автоматом
- 20171127113029
- Номер модели:
S-B55 - Описание продукта:
S-B55 Автоматический вертикальный фленер с бортиком с вертикальной конструкцией легко соединяется и работает вместе с автоматическим двойным закаточным устройством.Цилиндр банки установлен на синхронизирующем винте и револьверной головке, что позволяет отбортовке отбортовки (или отбортовке закрутки) формировать фланец. Чт …
S-B10A Автоматическая сушильная машина для футеровки
- 2016110
11 - Номер модели:
S-B10A - Описание продукта:
S-B10A Автоматическая машина для сушки футеровки специально разработана для небольших круглых концов. Загнутый конец отделяется парой разделительных ножей на конце магазина, после чего подающие стержни отправляют его на станцию футеровки. Конец поднимается поворотным патроном. Механический …
 Загнутый конец отделяется парой разделительных ножей на конце магазина, после чего подающие стержни отправляют его на станцию футеровки. Конец поднимается поворотным патроном. Механический …
Загнутый конец отделяется парой разделительных ножей на конце магазина, после чего подающие стержни отправляют его на станцию футеровки. Конец поднимается поворотным патроном. Механический …S-B63 Автоматическая футеровочная машина
- 2016110 58
- Номер модели:
S-B63 - Описание продукта:
S-B63 Автоматическая машина для футеровки специально разработана для небольших круглых концов.Загнутый конец отделяется парой разделительных ножей на конце магазина, после чего подающие стержни отправляют его на станцию футеровки. Конец поднимается поворотным патроном. Четыре комплекта электроники …
Автоматическая вертикальная закручивающая подача Неккер, флэнджер с двойной машиной
закаточных машин- 201610180
- Номер модели:
S-B93 - Описание продукта:
S-B93 Автоматическая машина для вертикального прядения с отжимом, фланец с двойными закаточными машинами специально разработана для аэрозольных баллончиков, вертикальная конструкция легко соединяется и работает вместе с другими машинами. На станциях 1 и 2 внедрена система центробежного потока для облегчения …
 На станциях 1 и 2 внедрена система центробежного потока для облегчения …
На станциях 1 и 2 внедрена система центробежного потока для облегчения …S-C2 Автоматическая вакуумная закаточная машина
- 201610180
- Номер модели:
S-C2 - Описание продукта: Автоматическая вакуумная закаточная машина
S-C2 специально разработана для закрытия круглых банок в вакууме. Заполненная банка подается вперед через синхронизирующий винт и цепь, чтобы попасть в карман индексной вакуумной револьверной головки с шестью карманами, чтобы встретиться с концом в устройстве вакуумной закатки…
Автоматическая машина для футеровки и сушки конца квадратного сечения на пять галлонов
- 201610180
- Номер модели:
S-D25 - Описание продукта:
S-D25 Автоматическая машина для футеровки и сушки пяти галлонов квадратного конца предназначена для нижнего конца олова объемом пять галлонов. Загнутый конец отделяется парой разделительных ножей на торце магазина; затем конец плавно подается вперед посредством двух направляемых торцевых толкающих стержней…
 Загнутый конец отделяется парой разделительных ножей на торце магазина; затем конец плавно подается вперед посредством двух направляемых торцевых толкающих стержней…
Загнутый конец отделяется парой разделительных ножей на торце магазина; затем конец плавно подается вперед посредством двух направляемых торцевых толкающих стержней…Автоматический конечный счетчик и штабелеукладчик
- 201610180
- Номер модели:
S-B10AL2 - Описание продукта:
S-B10AL2 Автоматический концевой счетчик и штабелеукладчик специально разработан для большого круглого конца и рекомендуется для соединения с одним комплектом футеровочной / сушильной машины S-B10AL. Высушенные концы направляются по желобу на входной магнитный конвейер, затем попадают в сборник c…
Автоматические разрезные машины (одинарные)
- 20150
- 4916
- Номер модели:
S-B1A - Описание продукта:
1. Большой режущий вал для обеспечения размера и квадрата полосы, диаметр 90 мм. для B1A, диам. 100 мм. для B1B.
2. Простая конструкция, простота обслуживания и переналадки на банки разных размеров.Оснащен механической системой зажима ступиц фрез. Карбюратор …
 Большой режущий вал для обеспечения размера и квадрата полосы, диаметр 90 мм. для B1A, диам. 100 мм. для B1B.
Большой режущий вал для обеспечения размера и квадрата полосы, диаметр 90 мм. для B1A, диам. 100 мм. для B1B. Биговальные машины
- 20150
- 4829
- Номер модели:
S-B24A - Описание продукта:
S-B24A Автоматическая машина для подсчета очков разработана для подсчета бланков тары. Заготовки укладываются в магазин подачи и разделяются крошечной зубчатой рейкой и продувкой воздухом.Закупка
подающий палец вставьте каждую заготовку в подсчитывающую станцию, заготовка — кэрри …
Автоматические сепараторы тазов (автоматические машины)
- 20150
- 4745
- Номер модели:
S-B25S - Описание продукта:
S-B25S Автоматический горизонтальный сепаратор тазов. Цилиндр средней банки установлен на синхронизирующем винте и револьверной головке.Внутренний фрезерный вал входит внутрь и перемещает банки вперед, чтобы встретиться с дугой внешнего рельсового лезвия. Режущей кромкой выдавите линию надреза до s …
 Цилиндр средней банки установлен на синхронизирующем винте и револьверной головке.Внутренний фрезерный вал входит внутрь и перемещает банки вперед, чтобы встретиться с дугой внешнего рельсового лезвия. Режущей кромкой выдавите линию надреза до s …
Цилиндр средней банки установлен на синхронизирующем винте и револьверной головке.Внутренний фрезерный вал входит внутрь и перемещает банки вперед, чтобы встретиться с дугой внешнего рельсового лезвия. Режущей кромкой выдавите линию надреза до s …Автоматические машины для шейки банок (автоматическое оборудование)
- 20150
- 4704
- Номер модели:
S-B31 - Описание продукта:
S-B31 Автоматический Necker с горизонтальной конструкцией. Цилиндр банки установлен на синхронизирующем винте и револьверной головке.Шейка формируется за счет направления от профилированного внешнего штампа для шейки из карбида нетвердого сплава. Правильная внутренняя матрица предотвращает образование складок. С энтрализованным
гр …
Автоматические вертикальные заточные машины
- 20150
- 4558
- Номер модели:
S-B17VBS - Описание продукта:
S-B17VBS Автоматический вертикальный листогибочный станок специально разработан для изготовления одного валика на стенке корпуса из двух частей рядом с дном. Обрезанный корпус банки (открытой стороной вниз) удерживается синхронизирующим винтом и револьверной головкой, позволяющей впускать бортовой ролик в банку …
 Обрезанный корпус банки (открытой стороной вниз) удерживается синхронизирующим винтом и револьверной головкой, позволяющей впускать бортовой ролик в банку …
Обрезанный корпус банки (открытой стороной вниз) удерживается синхронизирующим винтом и револьверной головкой, позволяющей впускать бортовой ролик в банку …Автоматические спиральные ножницы
- 20150
- 4523
- Номер модели:
S-B26A - Описание продукта:
S-B26A (B) Автоматические спиральные ножницы предназначены для резки полос зигзагообразной формы и рекомендуется для связи с устройством автоматической подачи листов S-B23B.Лист направляется на подающий стол по гибкой роликовой боковой направляющей (или прямой боковой направляющей). Два набора рулонов …
Автоматические вертикальные гайковерты для консервных банок
- 20150
- 4442
- Номер модели:
S-B31V (H) - Описание продукта:
S-B31V (H) Автоматический вертикальный корпус для жестяных банок Necker с вертикальной конструкцией легко соединяется и работает вместе с автоматическим отбортовщиком. Цилиндр банки установлен на синхронизирующем винте и револьверной головке. Горловина формируется за счет направления от фасонного внешнего штампа для горловины, изготовленного из …
 Цилиндр банки установлен на синхронизирующем винте и револьверной головке. Горловина формируется за счет направления от фасонного внешнего штампа для горловины, изготовленного из …
Цилиндр банки установлен на синхронизирующем винте и револьверной головке. Горловина формируется за счет направления от фасонного внешнего штампа для горловины, изготовленного из …Автоматические вертикальные тестеры баллонов с воздухом
- 20150
- 4400
- Номер модели:
S-B57L - Описание продукта:
S-B57L Вертикальный тестер воздуха специально разработан для больших круглых банок. Благодаря специальным элементам обнаружения, обеспечивающим отличные характеристики обнаружения, можно легко обнаружить даже небольшие отверстия.Пустая банка поднимается пневмоцилиндром, чтобы пробка вошла в …
Автоматические вертикальные тестеры аэрозольных баллончиков
- 20150
- 4324
- Номер модели:
S-B57P - Описание продукта:
S-B57P Вертикальный тестер воздуха специально разработан для аэрозольных баллончиков. Благодаря специальным элементам обнаружения, обеспечивающим отличные характеристики обнаружения, можно легко обнаружить даже небольшие отверстия.Пустая банка поднимается пневмоцилиндром и попадает в верхнюю заслонку обнаружения …
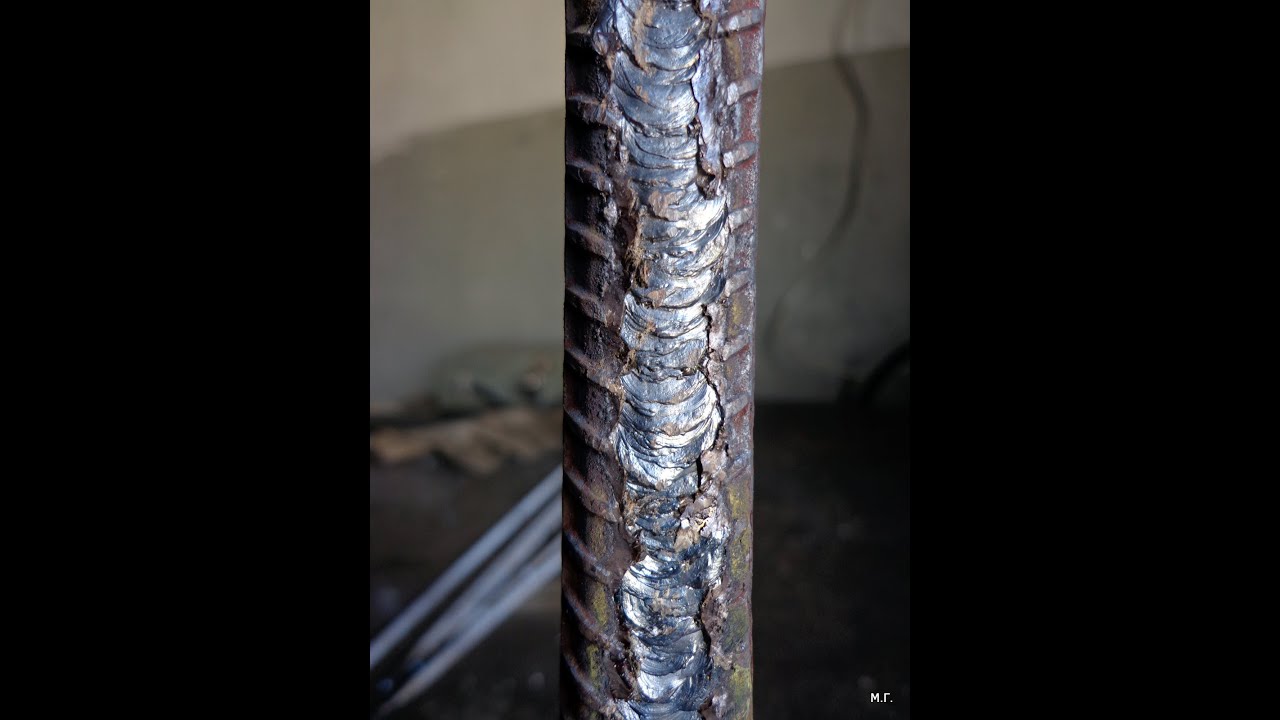 Благодаря специальным элементам обнаружения, обеспечивающим отличные характеристики обнаружения, можно легко обнаружить даже небольшие отверстия.Пустая банка поднимается пневмоцилиндром и попадает в верхнюю заслонку обнаружения …
Благодаря специальным элементам обнаружения, обеспечивающим отличные характеристики обнаружения, можно легко обнаружить даже небольшие отверстия.Пустая банка поднимается пневмоцилиндром и попадает в верхнюю заслонку обнаружения …Автоматические тестеры баллонов
- 20150
- 4247
- Номер модели:
S-B7A - Описание продукта: Тестер воздуха
S-B7A специально разработан для круглых банок. Благодаря специальным элементам обнаружения, обеспечивающим отличные характеристики обнаружения, можно легко обнаружить даже небольшие отверстия.Пустая банка загружается с помощью синхронизирующего винта и револьверной головки. Прижимная пластина нажимная …
Прессы с автоматической подачей ленты
- 20150
- 4204
- Номер модели:
S-B9B - Описание продукта:
1. Подъем полосы с помощью гидроцилиндра и использование бесконтактного переключателя для контроля высоты полосы.
2. С дуплексным переключателем для запуска машины, безопасным и надежным.
3. С воздушным сцеплением для передачи мощности, эффективное, но не требующее обслуживания.
4. Мультибезопасность …
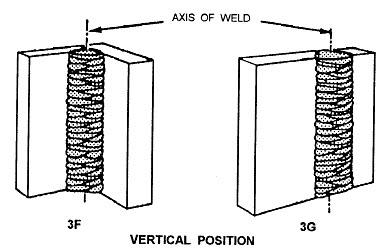 Подъем полосы с помощью гидроцилиндра и использование бесконтактного переключателя для контроля высоты полосы.
Подъем полосы с помощью гидроцилиндра и использование бесконтактного переключателя для контроля высоты полосы. Автоматические концевые маркеры
- 20150
- 4128
- Номер модели:
S-C5S - Описание продукта: Автоматический маркер
S-C5S специально разработан для тиснения некруглых концов. Загнутый конец разделен парой разделительных ножей на конце магазина; затем подающие штанги отправляют на станцию маркировки.Конец отмечен парой вращающихся штампов. Обозначенный конец …
Наклонные силовые прессы
- 20150
- 4032
- Номер модели:
S-D3-20 - Описание продукта:
1. Может соединяться конвейером с автоматическим прессом для снижения затрат на рабочую силу.
2. С механическим приводом сцепления, эффективным, но не требующим обслуживания.
3. Мультибезопасная конструкция для безопасности машин и персонала.
4. Легко для смены и регулировки размера банки.
5. Совершенствовать …
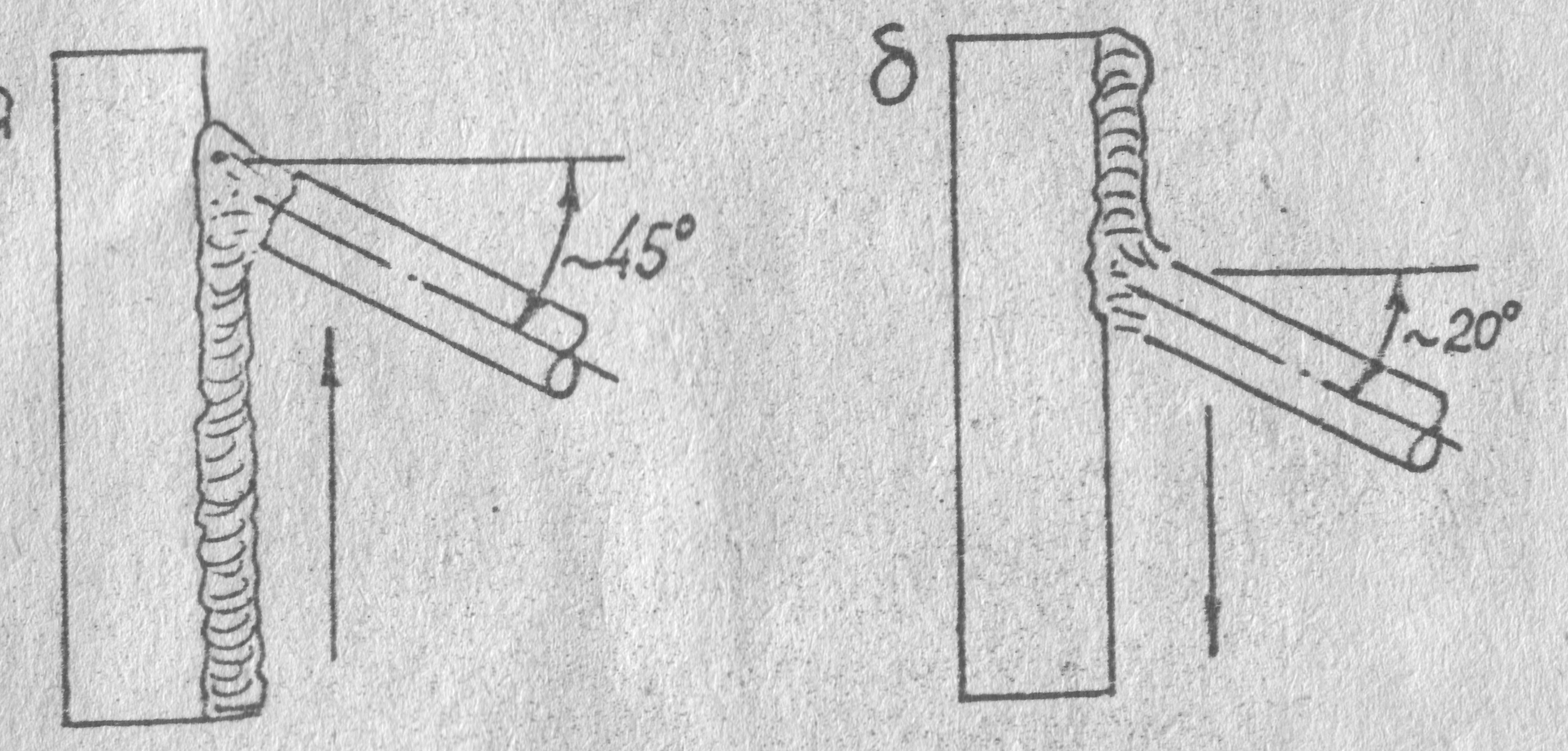 Может соединяться конвейером с автоматическим прессом для снижения затрат на рабочую силу.
Может соединяться конвейером с автоматическим прессом для снижения затрат на рабочую силу. Три прокатных станка
- 20150
- 3949
- Номер модели:
S-A3 - Описание продукта:
1. Тип машины: S-A3.
2. Размер жести: 480 х 900 х 0.15-0,4 мм.
3. Производительность в минуту: до 30 CPM.
4. Главный двигатель: 1/2 л.с. x 1.
Трехвалковые машины (машины для изготовления банок)
- 20150
- 3829
- Номер модели:
S-A3 - Описание продукта:
1. Тип машины: S-A6.
2. Диапазон диаметров банок: 202 — 401D.
3. Диапазон высоты банки: 48 — 125 мм.
4. Производительность в минуту: до 200 CPM.
 Тип машины: S-A6.
Тип машины: S-A6. Автоматические клинчеры для нестандартных банок
- 20150
- 3753
- Номер модели:
S-C87 - Описание продукта:
S-C87 Автоматический клинчерный станок для нерегулярных банок специально разработан для клинчирования нестандартных банок. Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом.Зажимной патрон и два зажимных ролика прижимают пищу вниз, зажимают конец и …
Автоматические резальные машины
- 20150
- 3716
- Номер модели:
S-B2A - Описание продукта:
S-B2A Автоматическая продольно-резательная машина предназначена для резки заготовок корпуса и рекомендуется для связи с устройством автоматической подачи листов S-B23B. Лист направляется гибкими роликовыми направляющими на первый подающий стол и подается в круглые резаки одним пальцем …
 Лист направляется гибкими роликовыми направляющими на первый подающий стол и подается в круглые резаки одним пальцем …
Лист направляется гибкими роликовыми направляющими на первый подающий стол и подается в круглые резаки одним пальцем …Автоматический податчик ленты
- 20150
- 3604
- Номер модели:
S-B18-2 (M) - Описание продукта:
S-B18-2 (M) Автоматический податчик ленты должен соединяться с прессом для торцевой штамповки или чертежа корпуса банки.Поддон, уложенный полосами, должен быть отправлен на нижний рольганг. Ролики на столе, приводимые в движение двигателем, поворачивают и перемещают поддон вперед. Стопка полосы подъема вилочного захвата …
Автоматический трансферный пресс
- 20150
- 3507
- Номер модели:
S-B110 - Описание продукта: Автоматический трансферный пресс
S-B110, специально разработанный для производства верхней части аэрозоля, крышки распылителя и резьбовой масляной части. Он может быть построен для однополосной или двойной полосы в зависимости от конечного размера. Максимальное количество инструментов может составлять 9 станций на каждую полосу движения. Вместимость …
 Он может быть построен для однополосной или двойной полосы в зависимости от конечного размера. Максимальное количество инструментов может составлять 9 станций на каждую полосу движения. Вместимость …
Он может быть построен для однополосной или двойной полосы в зависимости от конечного размера. Максимальное количество инструментов может составлять 9 станций на каждую полосу движения. Вместимость …Автоматическая машина для предварительного завивки крышек Twist-Off
- 20150
- 3356
- Номер модели:
S-D21 - Описание продукта:
S-D21 Автоматическая машина для завивки крышек с откидной крышкой предназначена для создания крошечных завитков внутренней бахромы.Корпуса крышек, изготовленные прессом, поднимаются подъемником и направляются в машину по желобу. Шесть наборов внутренних роликов для завивки входят в колпачок внутри и …
Автоматический сборочный агрегат
- 20150
- 2750
- Номер модели:
S-B40L (LL) - Описание продукта: Автоматическая сборочная единица
S-B40L (LL) специально разработана для изготовления верхней части тазов для сухого молока. Концы колец и центральные крышки складываются в два торцевых магазина. Конец кольца и крышка соединяются вместе на первом этапе и повторно соединяются с алюминиевой мембраной на …
 Концы колец и центральные крышки складываются в два торцевых магазина. Конец кольца и крышка соединяются вместе на первом этапе и повторно соединяются с алюминиевой мембраной на …
Концы колец и центральные крышки складываются в два торцевых магазина. Конец кольца и крышка соединяются вместе на первом этапе и повторно соединяются с алюминиевой мембраной на …Автоматический F.O.E. Ремонтно-сушильная машина
- 20150
- 2220
- Номер модели:
S-B10RP - Описание продукта:
S-B10RP Автоматическая ремонтно-сушильная машина F.O.E. специально разработана для небольших оловянных круглых полностью открытых концов.Загнутый конец разделен парой разделительных ножей на конце магазина; затем подающие штанги отправляют на станцию опрыскивания. Конец приподнят поворотом …
Автоматические вакуумные наполнители (автоматы)
- 20150
- 1359
- Номер модели:
S-C7-18V - Описание продукта:
1. Требуется меньше места на полу, чем у заполнителя гравитационного типа.
2. С улавливающим баком, предназначенным для удержания и переноса излишков жидкости из вакуумной камеры в бак для жидкости.
3. Не допускайте попадания жидкости в вакуумную камеру.
4. Без …
Автоматические наполнители для безалкогольных напитков и пива (автоматические разливочные машины)
- 20150
- 1339
- Номер модели:
S-C7-40C - Описание продукта:
1.Жидкость наполняется под давлением.
2. Подходит для розлива газированных безалкогольных напитков и пива.
3. Может быть соединен с закаточной машиной S-B15 или S-B45.
4. Точный заправочный клапан выполнен из нержавеющей стали, прост в очистке и обслуживании.
5. CIP (чистка …
Автоматические жидкие наполнители
- 20150
- 1318
- Номер модели:
S-C7-6 / S-C7-12 - Описание продукта:
S-C7-6 (12) Автоматический наполнитель жидкости специально разработан для наполнения жидкостью круглых банок. Пустые банки переносятся в подъемную плиту через синхронизирующий винт и револьверную головку. Подъемная пластина поднимается нижним кулачком, чтобы поднять таз для нажатия на заправочный клапан. Заливка в …
 Пустые банки переносятся в подъемную плиту через синхронизирующий винт и револьверную головку. Подъемная пластина поднимается нижним кулачком, чтобы поднять таз для нажатия на заправочный клапан. Заливка в …
Пустые банки переносятся в подъемную плиту через синхронизирующий винт и револьверную головку. Подъемная пластина поднимается нижним кулачком, чтобы поднять таз для нажатия на заправочный клапан. Заливка в …Автоматическая машина для наполнения поршней
- 20150
- 1242
- Номер модели:
S-C7-12 (18) P - Описание продукта:
S-C7-12 (18) P Автоматический поршневой наполнитель специально разработан для наполнения липкой жидкостью круглых банок.Поршень перемещается вверх и вниз, следуя контуру верхнего кулачка, чтобы извлечь жидкость из резервуара и заполнить ее. Наполненные бидоны осуществляются сливом …
Автоматическая машина для розлива жидкостей
- 20150
- 1212
- Номер модели:
S-C7-24 (36,45) - Описание продукта:
S-C7-24 (36,45) Автоматический наполнитель жидкости специально разработан для наполнения жидкостью круглых банок. Пустые банки переносятся в подъемную плиту через синхронизирующий винт и револьверную головку. Подъемная пластина поднимается нижним кулачком, чтобы поднять таз для нажатия на заправочный клапан. Заливка …
Автоматическая машина для розлива жидкостей
- 20150
- 1008
- Номер модели:
S-C7-60A - Описание продукта:
S-C7-60A Автоматический наполнитель жидкости специально разработан для наполнения жидкостью круглых банок.Пустые банки переносятся в подъемную плиту через синхронизирующий винт и револьверную головку. Подъемная пластина поднимается нижним кулачком, чтобы поднять таз для нажатия на заправочный клапан. Заправка ва …
Автоматические кормораздатчики
- 20150
- 0841
- Номер модели:
S-B23B - Описание продукта:
1. Простота обслуживания и регулировки.
2. Конструкция с несколькими системами безопасности для обеспечения безопасности оборудования и персонала.
3. Редуктор привода с роликовым столом, подходящий для одного оператора, обслуживает
мульти кормушки.
4. Жесть (или алюминий) листы поднимаются на трех …
 Простота обслуживания и регулировки.
Простота обслуживания и регулировки.Автоматические конвейеры подачи заготовок
- 20150
- 0812
- Номер модели:
S-B39 - Описание продукта:
Может использоваться для соединения продольно-резательного станка (модели S-B2A, S-B2B, S-B34) и сварочного аппарата.
Автоматические спиральные ножницы с ЧПУ
- 20150
- 0726
- Номер модели:
S-B91 - Описание продукта:
S-B91 Автоматические спиральные ножницы с ЧПУ для подачи листов, оснащенные синхронизированным движением по трем осям, подходят для вторичной спиральной резки оловянных или алюминиевых предварительно прокрученных листов. Встроены надежные линейные серводвигатели, электронная система управления кулачком.П …
 Встроены надежные линейные серводвигатели, электронная система управления кулачком.П …
Встроены надежные линейные серводвигатели, электронная система управления кулачком.П …Автоматический подающий лист с ЧПУ (для двухгазовых банок)
- 20150
- 0630
- Номер модели:
B23BH + B86B + B85SA + B85ST - Описание продукта:
Этот листоподающий пресс с ЧПУ, оснащенный синхронизированным движением по четырем осям, подходит для изготовления жестяных или алюминиевых двухкомпонентных жестяных банок. Первый пресс S-B85SA выполняет 1-й процесс вытяжки, а второй пресс S-B85ST выполняет 2-й процесс вытягивания, а также обрезку …
Автоматический листовой подающий пресс с ЧПУ (двухрядные, многослойные матрицы)
- 20150
- 0523
- Номер модели:
S-B23E + S-B92 + B92C - Описание продукта:
Этот листоподающий пресс с ЧПУ с прямой системой подачи листов и двухрядными матрицами подходит для высокоскоростной обработки алюминиевых или оловянных концов. Имеются серводвигатели и система управления ПЛК.Программируемая интегрированная система приема листов может …
Автоматический подающий лист с ЧПУ
- 20150
- 0415
- Номер модели:
S-B23E + S-B86B + S-B85SB - Описание продукта:
Этот листоподающий пресс с ЧПУ, оснащенный синхронизированным движением по четырем осям, подходит для штамповки торцов олова или алюминия. Имеются линейные двигатели и система управления PLC.Программируемая интегрированная система приема листов может обеспечить точную подачу листов …
Полуавтоматические закаточные машины для банок
- 20150
- 5056
- Номер модели:
S-C17V - Описание продукта:
1. Подходит для домашнего консервирования.
2. С одним 1-м и одним 2-м закаточными роликами.
3. Ролики и клик изготовлены из легированной стали и закалены.
4. Идеальный продукт, рассчитанный на длительный подъем.
5. Заполненная банка поднимается до касания патрона подъемником pl …
 Подходит для домашнего консервирования.
Подходит для домашнего консервирования. 6-H автоматические закаточные машины для двойных банок
- 20150
- 4952
- Номер модели:
B15A (H) - Описание продукта:
S-B15A (H) Автоматическая закаточная машина 6H специально разработана для закрывания круглых пустых банок.Банка с фланцами подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 6 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника может …
Полуавтоматические закаточные машины для двойных банок
- 20150
- 4822
- Номер модели:
S-A20 - Описание продукта:
1. Очень надежное производство машинного пламени, подходящего для изготовления круглых контейнеров.
2. Валки и патрон изготовлены из легированной стали и закалены.
3. Идеальные продукты и рассчитаны на долгий срок службы.
4. С пневмоцилиндром для включения сцепления, эфф …
 Очень надежное производство машинного пламени, подходящего для изготовления круглых контейнеров.
Очень надежное производство машинного пламени, подходящего для изготовления круглых контейнеров.Мини-полуавтоматические закаточные машины для двойных банок
- 20150
- 4715
- Номер модели:
S-A23L - Описание продукта:
1.С одним 1-м и одним 2-м закаточными роликами.
2. Прочная машина, подходящая для изготовления или консервирования круглой тары.
3. Валки и патрон изготовлены из легированной стали и закалены.
4. Подходит для лабораторного или домашнего консервирования.
5. Портативная конструкция для пл …
Автоматические закаточные машины для двух банок 4H
- 20150
- 4542
- Номер модели:
S-B59 - Описание продукта:
S-B59 Автоматическая двойная закаточная машина 4H — отличная закаточная машина для средних производственных целей. Оснащен четырьмя шпинделями патрона. Банки проходят через синхронизирующий винт и револьверную головку на станцию закаточного шва, при этом концы разделяются разделительным ножом, а затем …
 Оснащен четырьмя шпинделями патрона. Банки проходят через синхронизирующий винт и револьверную головку на станцию закаточного шва, при этом концы разделяются разделительным ножом, а затем …
Оснащен четырьмя шпинделями патрона. Банки проходят через синхронизирующий винт и револьверную головку на станцию закаточного шва, при этом концы разделяются разделительным ножом, а затем …Автоматические закаточные машины для двух банок 4H
- 20150
- 4357
- Номер модели:
S-B59SA - Описание продукта:
S-B59SA Автоматическая двойная закаточная машина 4H — отличная закаточная машина для средних производственных целей.Оснащен четырьмя шпинделями патрона. Банки проходят через синхронизирующий винт и револьверную головку на станцию закатки, а концы разделяются разделительным ножом t …
4-H автоматические закаточные машины для двойных банок
- 20150
- 4224
- Номер модели:
S-C33B - Описание продукта:
S-C33B (L) Автоматический санитарный закаточный станок специально разработан для закрытия круглых пищевых банок. Заполненная банка через синхронизирующий винт и цепь поступает на станцию закаточного шитья. Подъемник подъемной пластины может подниматься до конца. Банка статична при закаточной головке, м …
 Заполненная банка через синхронизирующий винт и цепь поступает на станцию закаточного шитья. Подъемник подъемной пластины может подниматься до конца. Банка статична при закаточной головке, м …
Заполненная банка через синхронизирующий винт и цепь поступает на станцию закаточного шитья. Подъемник подъемной пластины может подниматься до конца. Банка статична при закаточной головке, м …Полуавтоматические закаточные машины для нестандартных банок
- 20150
- 4133
- Номер модели:
S-D17A - Описание продукта:
1. Очень надежное производство машинного пламени, подходящего для закатки банок нестандартной формы.
2. Валки и патрон изготовлены из легированной стали и закалены.
3. Идеальные продукты и рассчитаны на долгий срок службы.
4. Устройство сцепления включения закаточной головки ke …
Автоматические вакуумные закаточные машины для нестандартных банок
- 20150
- 4030
- Номер модели:
S-C34A - Описание продукта:
S-C34A Автоматическая вакуумная закаточная машина для нерегулярных банок специально разработана для закрытия нерегулярных банок в вакууме. Заполненная банка подается вперед через синхронизирующий винт и цепь в карман вакуумной револьверной головки с шестью карманами на станции вакуумной закатки t …
 Заполненная банка подается вперед через синхронизирующий винт и цепь в карман вакуумной револьверной головки с шестью карманами на станции вакуумной закатки t …
Заполненная банка подается вперед через синхронизирующий винт и цепь в карман вакуумной револьверной головки с шестью карманами на станции вакуумной закатки t …Сантехнические закаточные машины
- 20150
- 3950
- Номер модели:
S-C3A / S-C3AL - Описание продукта:
S-C3A (L) Автоматический санитарно-закаточный станок специально разработан для закрытия круглых банок.Заполненная банка через синхронизирующий винт и цепь поступает на станцию закаточного шитья. Подъемник подъемной пластины может подниматься до конца. Сшивание выполняется с помощью четырех закаточных роликов …
Автоматические двойные закаточные машины 6-H
- 20150
- 3807
- Номер модели:
S-B15 / B15H - Описание продукта:
S-B15 (H) Автоматическая закаточная машина 6H специально разработана для закрытия круглых пищевых банок. Заполненная банка подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 6 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника может соответствовать …
 Заполненная банка подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 6 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника может соответствовать …
Заполненная банка подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 6 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника может соответствовать …Автоматическая двойная закаточная машина для нестандартных банок
- 20150
- 3715
- Номер модели:
S-M446 - Описание продукта:
S-M446 Автоматическая закаточная машина для нерегулярных банок с клинчером специально разработана для нерегулярного закрытия банок.Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два зажимных ролика толкают пищу вниз и зажимают конец …
Автоматическая вакуумная закаточная машина для нестандартных банок
- 20150
- 3614
- Номер модели:
S-C86 - Описание продукта:
S-C86 Автоматическая вакуумная закаточная машина для нестандартных банок с клинчером специально разработана для закрытия нерегулярных банок под вакуумом. Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два прижимных ролика толкают …
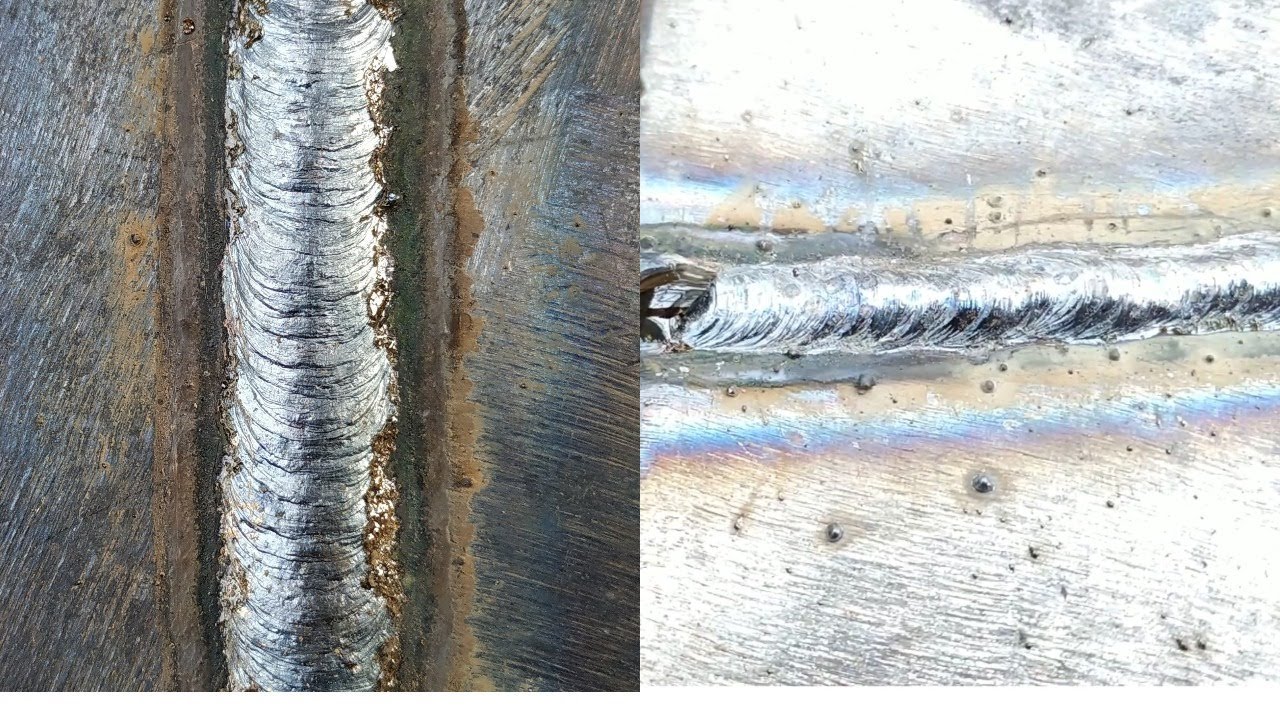 Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два прижимных ролика толкают …
Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два прижимных ролика толкают …Автоматическая вакуумная закаточная машина с клинчером
- 20150
- 3438
- Номер модели:
S-C4 + S-C1 - Описание продукта:
S-C4 + S-C1 Автоматическая вакуумная закаточная машина специально разработана для закрытия круглых банок в вакууме.Заполненная банка подается вперед через синхронизирующий винт и цепь для входа в станцию зажима, круглый патрон и фиксированный конец зажима дуги и зажима …
Автоматическая вакуумная закаточная машина для нестандартных банок
- 20150
- 3255
- Номер модели:
S-C85 - Описание продукта:
S-C85 Автоматическая вакуумная закаточная машина для нерегулярных банок с клинчером специально разработана для закрытия нерегулярных банок в вакууме. Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два прижимных ролика толкают …
 Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два прижимных ролика толкают …
Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два прижимных ролика толкают …Полуавтоматическая закаточная машина
- 20150
- 1752
- Номер модели:
S-C17 - Описание продукта: Полуавтоматическая закаточная машина
S-C17 специально разработана для потери круглых банок.Оператор надевает банки с фланцами и кладет их на подъемную плиту. Затем оператор нажимает ножную педаль, чтобы подъемная пластина поднималась и касалась патрона. Банка токарная и двухшовная …
Ручная закаточная машина
- 20150
- 1541
- Номер модели:
S-A23L - Описание продукта:
S-A23L Ручная закаточная машина специально разработана для закрытия круглых банок. Оператор надевает банки с фланцами и кладет их на подъемную плиту. Затем оператор нажимает нижний рычаг, чтобы подъемная пластина поднималась до касания патрона. Банка поворачивается поворотным патроном. М …
Автоматическая вакуумная закаточная машина 3H
- 20150
- 1327
- Номер модели:
S-C4A + S-C9 - Описание продукта:
S-C4A + S-C9 Автоматическая вакуумная закаточная машина 3H специально разработана для закрытия круглых банок в вакууме.Заполненная банка подается вперед через синхронизирующий винт и цепь, чтобы войти в станцию зажима, круглый патрон и фиксированную дугу, соединяющую конец и зажим …
Автоматическая вакуумная закаточная машина
- 20150
- 1046
- Номер модели:
S-C18 - Описание продукта: Автоматическая вакуумная закаточная машина
S-C18 специально разработана для закрытия больших круглых банок в вакууме. Заполненная банка подается вперед через синхронизирующий винт и цепь, чтобы попасть в карман индексной вакуумной турели с шестью карманами, чтобы встретиться с концом при вакуумной сшивании …
 Заполненная банка подается вперед через синхронизирующий винт и цепь, чтобы попасть в карман индексной вакуумной турели с шестью карманами, чтобы встретиться с концом при вакуумной сшивании …
Заполненная банка подается вперед через синхронизирующий винт и цепь, чтобы попасть в карман индексной вакуумной турели с шестью карманами, чтобы встретиться с концом при вакуумной сшивании …Автоматическая закаточная машина для нестандартных банок
- 20150
- 0845
- Номер модели:
S-C88 - Описание продукта:
S-C88 Автоматическая закаточная машина для нестандартных банок специально разработана для закрывания некруглых банок.Заполненная банка через синхронизирующий винт и цепь поступает на станцию закаточного шитья. Зажим подъемной пластины и подъемная банка поднимаются до конца. Четыре закаточных ролика un …
Автоматическая закаточная машина для нестандартных банок
- 20150
- 0635
- Номер модели:
S-V465 - Описание продукта:
S-V465 Автоматическая закаточная машина для нерегулярных банок с клинчером специально разработана для закрытия нерегулярных банок. Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два зажимных ролика толкают пищу вниз и зажимают конец …
 Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два зажимных ролика толкают пищу вниз и зажимают конец …
Заполненная банка подается вперед через синхронизирующий винт и револьверную головку до встречи с концом. Зажимной патрон и два зажимных ролика толкают пищу вниз и зажимают конец …Автоматическая закаточная машина на 12 ч
- 20150
- 0342
- Номер модели:
S-B65 - Описание продукта:
S-B65 Автоматическая закаточная машина 12H специально разработана для закрывания круглых пустых банок или банок для пищевых продуктов.Банка с фланцами (или наполненная) подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 12 наборами закаточных шпинделей. Поворотная пластина подъемника l …
Автоматические укладчики полосы прокрутки (автоматическое оборудование)
- 201505848
- Номер модели:
S-B37SA - Описание продукта:
S-B37SA Автоматический укладчик прокручиваемой ленты для соединения со спиральными ножницами. S-B26A (B) для сбора прокрученных полосок. Прокрученные полосы подаются плоскими ремнями в приемный лоток, после чего приемные вилы постепенно опускаются. При укладке полос до пр …
 S-B26A (B) для сбора прокрученных полосок. Прокрученные полосы подаются плоскими ремнями в приемный лоток, после чего приемные вилы постепенно опускаются. При укладке полос до пр …
S-B26A (B) для сбора прокрученных полосок. Прокрученные полосы подаются плоскими ремнями в приемный лоток, после чего приемные вилы постепенно опускаются. При укладке полос до пр …Автоматический укладчик концов и счетчик
- 201505746
- Номер модели:
S-B10A-5 - Описание продукта:
S-B10A-5 Автоматический концевой счетчик и штабелеукладчик специально разработан для небольших круглых концов и рекомендуется для соединения с двумя наборами футеровочной / сушильной машины S-B10A.Высушенные концы направляются двумя желобами к верхнему конвейеру, а затем попадают в сборный канал …
Автоматический укладчик концов и счетчик (две станции)
- 201505633
- Номер модели:
S-B10A-6 - Описание продукта:
S-B10A-6 Автоматический концевой счетчик и штабелеукладчик специально разработан для круглых аэрозольных концов и рекомендуется для соединения с двумя наборами футеровочной / сушильной машины S-B10AP. Оборудован двумя сборными желобами. Высушенные концы направляются двумя желобами для достижения ко …
Автоматический конечный счетчик и штабелеукладчик
- 201505444
- Номер модели:
S-B10AL3 - Описание продукта:
S-B10AL3 Автоматический конечный счетчик и укладчик специально разработан для круглой центральной крышки (для банки с краской или печенья) и рекомендуется для соединения с одним комплектом центральной машины для скручивания крышек S-B14C.Загнутые крышки направляются желобом к входному отверстию …
Автоматические машины для облицовки концов нерегулярных банок с сушильными машинами
- 201505218
- Номер модели:
S-A17A - Описание продукта:
1. Пистолет для механической футеровки Witch 2 комплектов для концевой компаундной футеровки. легкая регулировка объема.
2. Сушильная печь имеет вертикальную конструкцию, что позволяет экономить место.
3. Предохранительные устройства, обеспечивающие безопасную работу M / C.
4. Автоматический регулятор температуры позволяет регулировать …
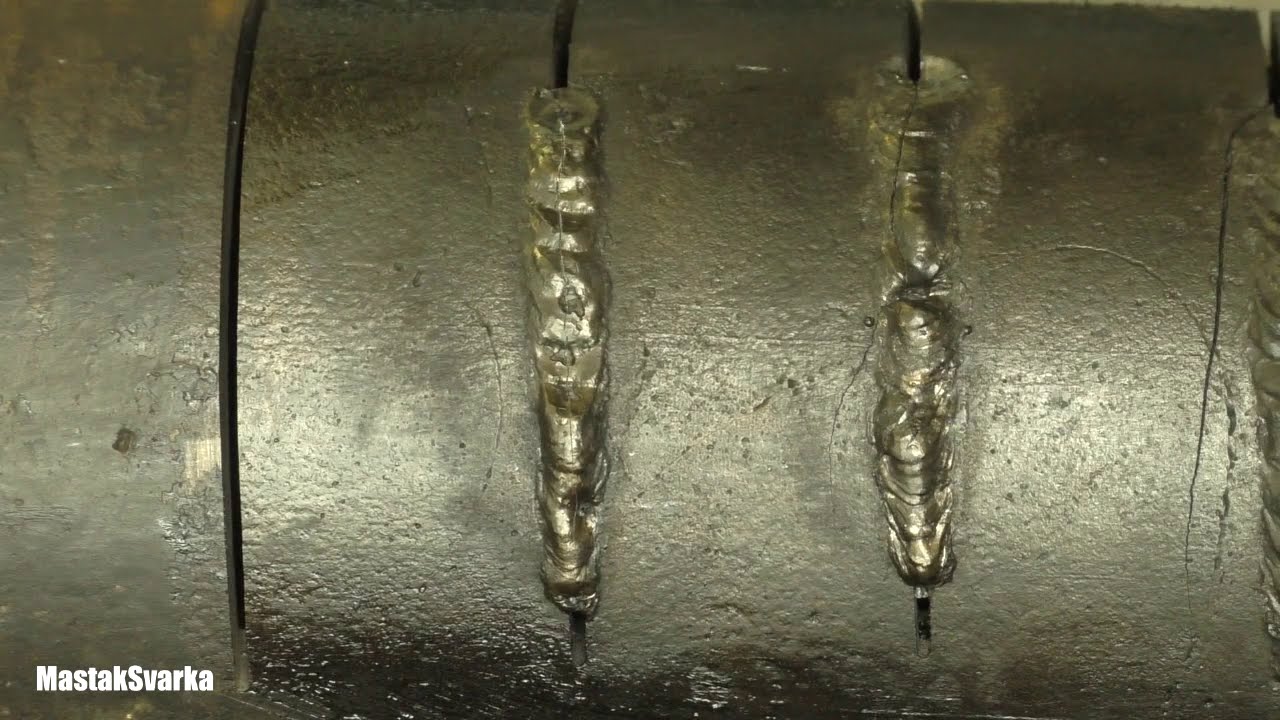 Пистолет для механической футеровки Witch 2 комплектов для концевой компаундной футеровки. легкая регулировка объема.
Пистолет для механической футеровки Witch 2 комплектов для концевой компаундной футеровки. легкая регулировка объема. Автоматические сушильные машины для футеровки
- 201505134
- Номер модели:
S-B10AL - Описание продукта:
S-B10AL Автоматическая машина для сушки футеровки специально разработана для круглых концов.Загнутый конец отделяется парой разделительных ножей на конце магазина, после чего подающие стержни отправляют его на станцию футеровки. Конец поднимается поворотным патроном. Пистолет механический (…
Автоматические сушильные машины для футеровки
- 201505035
- Номер модели:
S-B10AP - Описание продукта:
1. С одной форсункой для смешанного распыления, легко регулировать объем пленки.
2. Сушильная печь имеет вертикальную конструкцию, что позволяет экономить место.
3. Предохранительные устройства, обеспечивающие безопасную работу M / C.
4. Автоматический регулятор температуры позволяет отрегулировать лучшую …
 С одной форсункой для смешанного распыления, легко регулировать объем пленки.
С одной форсункой для смешанного распыления, легко регулировать объем пленки.Автоматическая машина для сушки футеровки тазов нестандартной формы (две станции)
- 201504931
- Номер модели:
S-D31 - Описание продукта:
S-D31 Автоматическая машина для футеровки и сушки неровных концов ,, оснащенная двумя станциями футеровки и сдвоенными сушильными шкафами ,, предназначена для некруглых концов (оловянных или алюминиевых).Загнутый конец отделяется парой разделительных ножей на торце магазина; тогда …
Автоматическая машина для формования и футеровки закручивающихся крышек
- 201504805
- Номер модели:
S-D29 - Описание продукта:
S-D29 Автоматическая машина для формования и футеровки закручивающихся крышек разработана для формовки накаток и распыления герметизирующего состава на откручивающиеся колпачки. Предварительно скрученный колпачок с помощью магнитного конвейера попадает в индексную турель. Шапка поднимается подъемником …
 Предварительно скрученный колпачок с помощью магнитного конвейера попадает в индексную турель. Шапка поднимается подъемником …
Предварительно скрученный колпачок с помощью магнитного конвейера попадает в индексную турель. Шапка поднимается подъемником …Автоматическая машина для футеровки закручивающихся крышек
- 201504542
- Номер модели:
S-B10TC - Описание продукта:
S-B10TC Автоматическая машина для футеровки откручивающейся крышки предназначена для распыления герметика на откручивающуюся крышку.Сформированный колпачок транспортируется по конвейеру, затем отправляется в индексную башню на станцию футеровки. Комплект электронной накладки пистолета берутся комп …
Автоматическая высокоскоростная вращающаяся футеровочная машина
- 201504246
- Номер модели:
S-B89 - Описание продукта:
S-B89 Автоматическая высокоскоростная роторная футеровочная машина специально разработана для высокоскоростного производства небольших круглых концов. Загнутый конец разделен парой спиральных разделительных ножей на конце магазина; затем подающую башню направляют на станцию футеровки. Конец …
 Загнутый конец разделен парой спиральных разделительных ножей на конце магазина; затем подающую башню направляют на станцию футеровки. Конец …
Загнутый конец разделен парой спиральных разделительных ножей на конце магазина; затем подающую башню направляют на станцию футеровки. Конец …Автоматическая футеровочная машина
- 201504045
- Номер модели:
S-B62 - Описание продукта:
S-B62 Автоматическая машина для футеровки специально разработана для небольших круглых концов.Загнутый конец отделяется парой разделительных ножей на конце магазина, после чего подающие стержни отправляют его на станцию футеровки. Конец поднимается поворотным патроном. Два комплекта электронных …
Автоматическая машина для завивки с двумя колесами
- 201503306
- Номер модели:
S-B18C (CL, CLL) - Описание продукта:
S-B18C (CL, CLL) Автоматическая машина для двойной завивки с двойным колесом для завивки волос предназначена для завивки кромки на закругленном конце внутрь. Концы, пробитые прессом, по желобам или конвейерам доставляются в скручивающую машину. Два вращающихся ролика и тв …
Автоматическая керлинговая машина
- 201503037
- Номер модели:
S-B9AC (ACL, ACLL) - Описание продукта:
S-B9AC (L, LL) Автоматическая машина для завивки волос предназначена для загибания края края на закругленном конце внутрь.Пробитый прессом конец подается по желобу или конвейеру в завивочную машину. Поворотный диск для завивки и набор фиксированных сегментов для завивки завиток …
Автоматические машины для завивки торцов с нестабильным расположением концов
- 201502627
- Номер модели:
S-D32 - Описание продукта:
S-D32 Автоматическая машина для завивки неровных концов с вертикальной конструкцией легко подключается и работает вместе с автоматической машиной для подкладки. Незакрученный конец (оловянный или алюминиевый) удерживается синхронизирующим винтом и револьверной головкой. Завиток образуется патроном и завитком …
 Незакрученный конец (оловянный или алюминиевый) удерживается синхронизирующим винтом и револьверной головкой. Завиток образуется патроном и завитком …
Незакрученный конец (оловянный или алюминиевый) удерживается синхронизирующим винтом и револьверной головкой. Завиток образуется патроном и завитком …Автоматический пресс для нескольких штампов
- 201502346
- Номер модели:
S-B18D - Описание продукта: Автоматический двойной штамповочный пресс
S-B18D предназначен для штамповки концов небольших банок. Сложенные полосы поднимаются набором гидроцилиндров, после чего присоски по одной отправляют полосу на станцию подачи полосы.(также можно подключить к автоподатчику ленты S-B18-2M). Рецепт …
Автоматический двойной штамповочный пресс
- 201502144
- Номер модели:
S-B18 - Описание продукта:
Пресс для автоматической подачи ленты S-B18 предназначен для штамповки концов небольших банок. Сложенные полосы поднимаются набором гидроцилиндров, после чего присоски по одной отправляют полосу на станцию подачи полосы.(также можно подключить к автоподатчику ленты S-B18-2M). Обратный …
 Сложенные полосы поднимаются набором гидроцилиндров, после чего присоски по одной отправляют полосу на станцию подачи полосы.(также можно подключить к автоподатчику ленты S-B18-2M). Обратный …
Сложенные полосы поднимаются набором гидроцилиндров, после чего присоски по одной отправляют полосу на станцию подачи полосы.(также можно подключить к автоподатчику ленты S-B18-2M). Обратный …Вертикальный двойной штамп
- 201501628
- Номер модели:
S-D3-30V - Описание продукта: Автоматический пресс
S-D3-30V предназначен для обрезки двухсекционных банок. Формованные банки подаются с помощью двух ленточных конвейеров, два возвратно-поступательных подающих рычага в системе боковой подачи точно толкают и позиционируют банки в обрезных инструментах.Банки обрезные бывают …
Автоматическая машина для внутреннего распыления
- 201509160
- Номер модели:
S-B53 (L) - Описание продукта:
Автоматическая машина для внутреннего распыления S-B53 предназначена для производства трехсекционных жестяных банок. Герметичные с одной стороны корпуса банок подаются в два верхних лотка для банок, которые переносятся на две станции распыления с помощью двух синхронизирующих винтов и револьверных головок.Два комплекта пистолетов-распылителей NORDSON u …
 Герметичные с одной стороны корпуса банок подаются в два верхних лотка для банок, которые переносятся на две станции распыления с помощью двух синхронизирующих винтов и револьверных головок.Два комплекта пистолетов-распылителей NORDSON u …
Герметичные с одной стороны корпуса банок подаются в два верхних лотка для банок, которые переносятся на две станции распыления с помощью двух синхронизирующих винтов и револьверных головок.Два комплекта пистолетов-распылителей NORDSON u …Автоматическая машина для внутреннего распыления
- 201509160
S-B53D
S-B53D (две станции) предназначена для производства трехсекционных жестяных банок. Запечатанные с одной стороны корпуса банок загружаются в два верхних лотка для банок, переносятся на две станции распыления двумя синхронизирующими винтами и турели.Два набора NORDSO …
Автоматический вертикальный автомат Necker с фленджером
- 201509160
- Номер модели:
S-B54 (H) - Описание продукта:
S-B54 (H) Автоматический вертикальный шитье Necker с отбортовкой с вертикальным дизайном легко соединяется и работает вместе с автоматической двойной закаточной машиной. Цилиндр банки установлен на синхронизирующем винте и револьверной головке.Горловина формируется за счет наведения от фасонной внешней горловины d …
 Цилиндр банки установлен на синхронизирующем винте и револьверной головке.Горловина формируется за счет наведения от фасонной внешней горловины d …
Цилиндр банки установлен на синхронизирующем винте и револьверной головке.Горловина формируется за счет наведения от фасонной внешней горловины d …Автоматическая вертикальная машина для формирования корпуса и фленджера для жестяных банок
- 20150
5938
- Номер модели:
S-B68 - Описание продукта:
S-B68 Автоматический вертикальный формирователь корпуса и фланец для банок с вертикальной конструкцией легко соединяется и работает вместе с автоматическим двойным закаточным устройством.Цилиндр тары удерживается при помощи синхронизирующего винта и револьверной головки, таз поднимается подъемной пластиной, позволяя расширять …
Автоматический вертикальный заточный станок
- 20150
4937
- Номер модели:
S-B17V - Описание продукта:
S-B17V Автоматическая вертикальная зиговальная машина с вертикальной конструкцией легко соединяется и работает вместе с автоматической двойной закаточной машиной. Корпус банки с фланцами закреплен на синхронизирующем винте и револьверной головке, чтобы валик для отбортовки входил внутрь банки. Бусинки создаются …
 Корпус банки с фланцами закреплен на синхронизирующем винте и револьверной головке, чтобы валик для отбортовки входил внутрь банки. Бусинки создаются …
Корпус банки с фланцами закреплен на синхронизирующем винте и револьверной головке, чтобы валик для отбортовки входил внутрь банки. Бусинки создаются …Автоматический вертикальный отбортовочный станок
- 20150
4902
- Номер модели:
S-B32V - Описание продукта:
S-B32V Автоматическая вертикально-отбортовочная машина с вертикальной конструкцией легко соединяется и работает вместе с автоматической двойной закаточной машиной.Цилиндр банки установлен на синхронизирующем винте и револьверной головке, что позволяет отбортовке отбортовки (или отбортовке закрутки) формировать фланец. Тогда …
Ручные станки для формовки и отбортовки корпусов жестяных банок
- 20150
- 3427
- Номер модели:
S-A32 - Описание продукта:
1. Расширяющиеся сегменты удлиняются толкающим кулачком, приводимым в действие гидравлической системой.
2. Обжимка бандажа сжимается двумя отбортовками, приводимыми в действие гидравлической системой.
 Расширяющиеся сегменты удлиняются толкающим кулачком, приводимым в действие гидравлической системой.
Расширяющиеся сегменты удлиняются толкающим кулачком, приводимым в действие гидравлической системой.Автоматические вертикальные отбортовочные машины
- 20150
- 3346
- Номер модели:
S-B42V - Описание продукта:
S-B42V Автоматический вертикальный квадратный флэнджер для банок с вертикальной конструкцией. Расширенная банка переносится в индексную башню с помощью цепного толкателя.Бидон прифланцован парой фланцевых штампов. Гильза с фланцем выносится индексной башней и отталкивается на …
Автоматический вертикальный отбортовочный станок
- 20150
- 3210
- Номер модели:
S-B74 - Описание продукта:
S-B74 Автоматический вертикальный фланцевый станок с вертикальной конструкцией легко соединяется и работает вместе с автоматическим двойным закаточным устройством. Цилиндр банки установлен на синхронизирующем винте и револьверной головке, что позволяет поворачивать фланцевую матрицу для формирования фланца. Тогда корпус банки с фланцем …
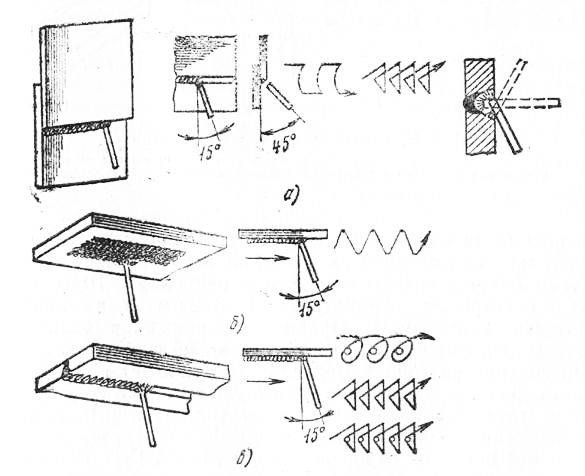 Цилиндр банки установлен на синхронизирующем винте и револьверной головке, что позволяет поворачивать фланцевую матрицу для формирования фланца. Тогда корпус банки с фланцем …
Цилиндр банки установлен на синхронизирующем винте и револьверной головке, что позволяет поворачивать фланцевую матрицу для формирования фланца. Тогда корпус банки с фланцем …Автоматический формирователь корпуса для вертикальных банок
- 20150817102703
- Номер модели:
S-B70 - Описание продукта:
S-B70 Автоматический вертикальный формирователь корпуса банок с вертикальной конструкцией легко соединяется и работает вместе с автоматическим двойным закаточным устройством.Цилиндр тары перемещается с помощью синхронизирующего винта и револьверной головки, таз поднимается подъемной пластиной, чтобы расширяющаяся форма входила в таз …
Автоматическая машина для волочения тары
- 20150817102154
- Номер модели:
S-B18GL - Описание продукта:
S-B18GL Автоматическая машина для вытягивания тазов для двух частей. Сложенные полосы поднимаются парой гидроцилиндров, затем присоски отправляют полосу одну за другой на станцию подачи полосы.(также можно подключить к автоподатчику ленты S-B18-2) ….
 Сложенные полосы поднимаются парой гидроцилиндров, затем присоски отправляют полосу одну за другой на станцию подачи полосы.(также можно подключить к автоподатчику ленты S-B18-2) ….
Сложенные полосы поднимаются парой гидроцилиндров, затем присоски отправляют полосу одну за другой на станцию подачи полосы.(также можно подключить к автоподатчику ленты S-B18-2) ….Автоматический вертикальный сепаратор корпусов тазов
- 20150817095857
- Номер модели:
S-B25SV - Описание продукта:
S-B25SV Автоматический вертикальный сепаратор корпусов жестяных банок. Вертикальная конструкция легко соединяется и работает вместе с автоматическим вертикальным шейпом и фланжером.Цилиндр гильзы с забитыми отверстиями установлен на синхронизирующем винте и револьверной головке. Внутренний фрезерный вал входит внутрь и переносит …
Автоматический вертикальный заточный станок
- 20150817094954
- Номер модели:
S-B73 (S) - Описание продукта:
S-B73 (S) Автоматический вертикальный зиговальный станок с вертикальной конструкцией легко соединяется и работает вместе с автоматическим двойным закаточным устройством. Банка с фланцами удерживается на синхронизирующем винте и револьверной головке и поднимается подъемной пластиной, чтобы позволить внутреннему ролику отбортовки втягиваться …
 Банка с фланцами удерживается на синхронизирующем винте и револьверной головке и поднимается подъемной пластиной, чтобы позволить внутреннему ролику отбортовки втягиваться …
Банка с фланцами удерживается на синхронизирующем винте и револьверной головке и поднимается подъемной пластиной, чтобы позволить внутреннему ролику отбортовки втягиваться …Автоматическая двойная закаточная машина 6H
- 20150817094712
- Номер модели:
S-B45 - Описание продукта:
S-B45 Автоматическая закаточная машина 6H специально разработана для закрывания круглых пустых банок или банок для пищевых продуктов.Банка с фланцами (или наполненная) подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 6 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника …
Автоматическая двойная закаточная машина 8H
- 20150817094612
- Номер модели:
S-B49 - Описание продукта:
S-B49 Автоматическая закаточная машина 8H специально разработана для закрытия пустых круглых банок или банок для пищевых продуктов. Банка с фланцами (или наполненная) подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 8 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника …
 Банка с фланцами (или наполненная) подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 8 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника …
Банка с фланцами (или наполненная) подается вперед через синхронизирующий винт и цепь на закаточную станцию, оборудованную 8 наборами закаточных шпинделей. Поворотный подъемник плиты подъемника …Автоматическая закаточная машина
- 20150817094330
- Номер модели:
S-B80A - Описание продукта:
S-B80A Автоматическая закаточная машина специально разработана для закрытия квадратных банок.Банка с фланцами подается вперед через ленточный конвейер, верхний и нижний крошечные стопоры, приводимые в движение воздушными цилиндрами, работают вместе с двумя толкателями, отправляя банку в индексную фальцевальную револьверную головку. A positi …
Автоматическая машина для продольной резки
- 20150817093615
- Номер модели:
S-B34 (M) - Описание продукта:
S-B34 (M) Автоматическая многорезальная машина предназначена для резки заготовок корпуса и рекомендуется для связи с устройством автоматической подачи листов S-B23B. Лист направляется парой гибких роликовых направляющих на первый подающий стол и подается в круглые резаки …
 Лист направляется парой гибких роликовых направляющих на первый подающий стол и подается в круглые резаки …
Лист направляется парой гибких роликовых направляющих на первый подающий стол и подается в круглые резаки …Автоматическая резка для бригады (одинарная)
- 20150817093300
- Номер модели:
S-B34S - Описание продукта:
S-B34S Автоматический станок для резки лент для резки полос. Фрезерный вал S-B34S, оснащенный подшипниками качения на каждом конце, обеспечивает получение полос с максимальной точностью для штамповочного пресса.Также имеются механические зажимные ступицы. Простая замена ступицы фрезы с …
